


Alain
-
Compteur de contenus
55 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Alain
-
Bonjour à tous. J'ai depuis quelques mois une X3 plus. Si les pièces imprimées sont préparées avec la version de CURA livrée avec la machine, alors une image de la pièce est affichée sur l'écran de la machine. Mais je n'aime pas CURA... Avec Prusa Slicer, je n'arrive pas à afficher cette petite image. Avez-vous le même problème et l'avez-vous résolu ? Ce n'est pas très grave... Bonne journée à tous Alain
-
Pas tout a fait : Le plateau est monté sur son chariot par : 6 vis de réglage situées à droite et à gauche du plateau au centre, 2 entretoises rigides, qui de mon point de vue empêchent le réglage correct de l'ensemble du plateau J'ai donc desserré et enlevé les 6 vis de réglage, attention à récupérer les ressorts dessous, ils ne sont pas tous identiques... Puis il faut desserrer les vis au milieu du plateau. Le plateau peut alors être soulevé (attention aux fils d'alimentation) puis ôter les entretoise. On remonte le tout pour procéder au réglage du plateau. Courage ! Bon week-end Alain
-
Bonjour Anthony, Alors effectivement, j'ai mis beaucoup de temps pour réussir à régler ma X3Plus (quasiment 3 semaines !!!) Donc : j'ai démonté les deux entretoises situées au centre du plateau, elles empêchent tout réglage à l'aide des 6 vis situées sous les ressorts. Je n'ai jamais remis en place ces deux entretoises. Ensuite, il faut modifier avec prudence le "Z-zéro" pour avoir assez de marge de réglage à l'aide des vis Puis je règle le plateau mécaniquement en utilisant uniquement les vis des 4 coins du plateau Je serre tout juste les deux vis centrales (je me demande bien pourquoi ces vis sont présentes !!!) Puis lancement du processus de mesure du plateau par l'imprimante Et puis miracle, les impressions tiennent sur le plateau et la machine marche tout à fait correctement et NE SE DEREGLE PAS ! je te conseille quelques pilules de patience, pas d'énervement, tu vas y arriver Bon courage Alain
-
Effectivement, c'est beaucoup plus simple et de bon gout. Je ferai une photo du système X3...
-
Serait il possible d'avoir une image du système de purge / nettoyage de buse de la X4 ? Perso, j'utilise une petite brosse à poils en plastique mais résistant à la chaleur. La brosse étant assez longue, je peux glisser la brosse en question sous la buse à moment du nettoyage... pas du tout automatisé, mais efficace !
-
Bonsoir à tous, J'ai posé beaucoup de questions concernant le réglage du plateau fin décembre 2023 et en janvier 2024. Aujourd'hui, ma SW3 Plus, que j'utilise quasi quotidiennement est dans l'état suivant : J'ai viré le bidule qui sert à nettoyer la buse avant démarrage de l'impression. Je trouve que c'est vraiment violent et bruyant. Je aussi enlevé les deux entretoises centrales du plateau. Sans ces deux pièces, j'ai un bon réglage du plateau et de bons résultats d'impression. Autre point : depuis mon achat, j'utilisais le trancheur fourni avec la machine (Cura), mais je n'avais pas forcément de bons résultats en conservant la vitesse d'impression à 150mm/s. Depuis quelques jours, une mise à jour de config de PrusaSlicer donne une configuration pour les imprimantes SW3 et SW4 (pro et plus) et là, j'ai vraiment de très bons résultats. Pour info, je réalise principalement des pièces de modélisme (voiture RC pour le moment). Mes pièces ont souvent des trous partout, souvent petits et ces trous ne sortent pas bien avec Cura alors qu'il sont parfait avec PrusaSlicer. Bonne soirée à tous et bonnes impressions ! Alain
-
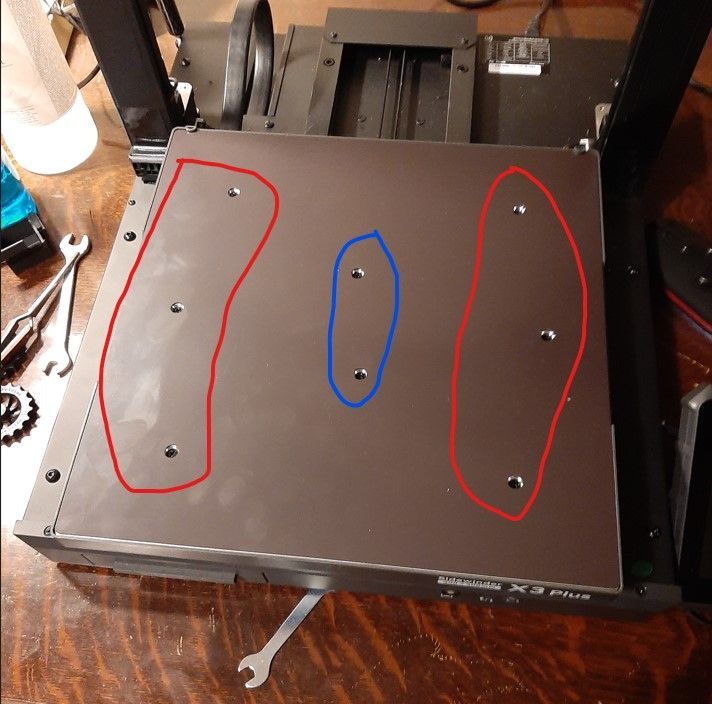
Voilà deux images qui vont vous montrer comment est monté le plateau de la X3Plus Première image : une vue du dessus du plateau (plaque amovible ôtée). Dans les patates rouge, les vis de réglage du plateau, dans la patate bleue, les deux vis serrée dans le chariot avec des entretoises en aluminium. Deuxième image : une vue du côté gauche du plateau : vous voyez parfaitement qu'il y a 3 écrous à molette de réglage. Pour finir, j'ai viré les deux entretoises centrales, puis j'ai procédé au réglage du plateau comme vous me l'indiquez. Lors du nivellement manuel, je fait les séquences suivantes : point 1, 2, 3, 4 puis central en me servant des deux vis centrales pour ce dernier point et je tourne ainsi. J'ai pu lancer un benchy qui s'est finalement décollé à 22mm de hauteur, mais le progrès est indéniable. Je vais persévérer ! Notez que les explications fournies (en anglais ou en allemand) sont dans 3 documents : Le petit opuscule fourni avec la machine Une feuille volante également dans le carton de la machine Le PDF dans la carte µSD Trois versions toutes différentes ! Merci à tous pour votre aide Alain

-
Oui mais moi j'ai une X3 PLUS et j'ai 6 vis de réglage avec ressort ET 2 vis centrale avec entretoise, sans réglage possible, cela 5 fois que je démonte le plateau, j'ai eu le temps de les compter !
-
Vous allez dire que je suis dur de la comprenette... ! Je suis bien d'accord avec vous, sauf que je n'ai seulement 4 vis de réglage, mais 6, plus les 2 entretoises rigides au centre, donc si je serre mes 6 vis de réglage à 50%, je vais forcément bananer le plateau vers le bas ?
-
Bonjour MrMagounet, Je comprends bien le rôle des deux entretoises centrales, mais le fait est que le plateau n'est pas réglable ! Avec les deux entretoises en place, j'effectue les opérations suivantes : Mise en température de la machine (buse à 200°, plateau à 60°) Z-offset au centre du plateau avec une feuille de papier, réglage suivi d'une sauvegarde et d'un reset de la machine. Puis nivellement manuel et je ne vais pas plus loin : Sur l'avant du plateau (1er point et 2ème point) les écrous de réglage sont totalement desserrés et la feuille touche à peine la buse Sur l'arrière du plateau (3ème et 4ème point) le réglage est "normal", la feuille frotte sans que les écrous de réglage soient complètement desserrés Au centre, la feuille est coincée sous la buse et les deux écrous centraux de réglage n'ont pratiquement aucun effet, de mon point de vue à cause de la présence des entretoises. Dans ces conditions, je ne fais même pas de nivellement auto... J'ai vraiment envie de virer les entretoises centrales. Nota : à la règle, le plateau me semble bien plat... Alain
-
Ben alors si j'avais su, j'aurais choisi une X3 pro ! Sur la X3 plus, il y a 6 vis de réglage plus deux au centre sur des entretoises. Bon j'ai viré les entretoises, je vous tiens au courant de la suite...
-
Sauf que je ne vois pas ou est situé le endstop Z, c'est pas aussi facile qu'une cr10.... !!!
-
Bonjour à tous, Je suis toujours bien ennuyé avec le réglage du plateau de ma Sidewinder X3 Plus... J'ai réussi à réaliser 3 pièces tant bien que mal et puis ce matin, plus rien n'accroche au plateau. Du coup, j'ai démonté le plateau "pour voir comment c'était fait", et je suis tout de même assez étonné : Ci-dessous un photo du plateau, plaque amovible ôtée Vous pouvez remarquer que 8 vis tiennent le plateau : Les 6 vis latérales, 3 de chaque côté tiennent le plateau vié des ressorts et 6 roues de réglage de grand diamètre. Notez que les ressorts ne sont pas les mêmes sur les deux vis centrales (ressorts de 20 mm), les 4 vis des coins sont sur des ressorts de 15 mm. Les 2 vis du centre, qui ne sont pas alignées sur l'axe de la machine sont vissées dans le chariot, avec un tube entretoise en aluminium. Du coup, j'en tire les conclusions suivantes pour le nivellement du plateau : Il n'y a pas de réglage possible de la hauteur du plateau au centre de celui-ci. La hauteur du plateau est fixée par les entretoises en tube d'aluminium. De la même façon, les deux vis de réglage centrales ne servent pas à grand chose, sauf à forcer une déformation du plateau vers le bas. Et de la même façon, l'action sur les vis des 4 coins devient très faible du fait du blocage du plateau par les deux vis du centre. Bref, je n'arrive pas à obtenir un réglage du plateau qui permette d'utiliser la machine sans souci.... Je regrette mon achat ! Avez-vous un avis sur mon analyse ? Merci pour vos réponses Alain

-
Merci pour vos réponses, je suis vraiment perturbé par toutes ces possibilités de réglage qui n'existaient pas sur mes CR10 Mini. Faut-il fixer une valeur préalable du Z Offset avant de procéder aux réglages ? (Z Offset à 0 par exemple) Bonne journée Alain
-
Bonjour à tous et meilleurs vœux 2024 Moi j'en ai une de Sidewinder X3 plus... Pour le moment, je n'ai pas réussi à imprimer proprement une pièce quelconque... je commence à en avoir marre si vous voyez ce que je veux dire ! Mon problème vient je pense du réglage du plateau (la première couche se décolle, ça facilite pas la suite de l'impression). Bon alors mon problème de plateau : Le plateau de la AS X3+ est soutenu par 6 vis à molette et non pas 4 comme sur mes anciennes CR10 Mini Je règle la position du plateau (à froid) à l'aide du menu "Nivellement manuel" et avec une feuille de papier Ensuite, je lance un nivellement automatique (49 points de mesure sur la X3+) et j'enregistre les résultats. Puis je règle le Z offset pour avoir un léger frottement sur une feuille de papier. Jusque là, tout va bien. Puis Je fais monter la machine en température pour du PLA (200° pour la tête et 60° pour le plateau) en vue de pouvoir imprimer quelque chose. Rebelote, quand la machine est à température, je lance un nivellement manuel, pour voir l'écart avec l'alignement à froid.. Et là, comme je m'y attendais le réglage à changé, sauf que pour parvenir à un réglage correct, il faudrait que je puisse continuer à lever le plateau, or, je suis au bout des vis de réglage ! Avant de saisir un tournevis pour démonter le plateau et mettre des rondelles, quelqu'un a-t-il une meilleure idée ??? Merci à tous Alain
-
Merci, donc le point 3 n'est à effectuer en un seul point au centre du plateau ?
-
Bonjour à tous et meilleurs vœux pour 2024 ! J'ai besoin d'aide pour régler le plateau de ma sidewinder X3+, cela doit être lié à mon grand âge ! J'avais avant cette machine 2 CR10Mini, pour lesquelles les seuls réglages possibles sont ceux des vis sous le plateau. Avec un feuille de papier, pas de problème avec un peu de pratique... Maintenant, j'ai 3 possibilités : Les vis sous le plateau, avec la commande "Manual levellng", qui facilite la manipulation La commande "Auto leveling" qui vient palper la hauteur du plateau en 49 points La commande "Z axis offset" qui permet de déplacer l'axe z par pas très petits La notice d'utilisation étant ce quelle est (succincte (!) et pas très claire), mes questions sont les suivantes : Comment et sur quoi agit la commande "Z axis offset" Dans quel ordre faut-il appliquer ces commandes pour avoir un plateau bien réglé ??? Pour info, je pense qu'actuellement mon plateau est trop près de la buse au centre du plateau, du coup les première couche est détruite aussi vite qu'elle est déposée sur le plateau et je n'arrive à rien. Autre info, j'ai démonté le dispositif de nettoyage de la buse... je crois que la buse ne supportera pas très longtemps le traitement qui lui est imposé par la X3+. Merci d'avance pour vos réponses Bon réveillon Alain
-
Bonjour à tous Je viens de faire l'acquisition de la nouvelle sidewinder X3 plus : montage facile, vitesse d'impression impressionnante par rapport à ma CR10Mini. J'ai cherché à comprendre le gcode de démarrage proposé par Artillery dans la version 4.8 de Cura livrée avec la machine. La première commande est G12 C2 : cela correspond au nettoyage de la buse (G12),, mais je ne trouve pas d'explication au "C2" qui suit. Quelqu'un peut-il me l'expliquer ? Merci d'avance et bonnes impressions
-
Bonjour à ceux qui comme moi essayent de construire un Truggy 4x4... Je cherche à connaitre quel type de pignon moteur vous avez mis en place pour attaquer le différentiel central. Mon choix n'est pas le bon et à chaque démarrage je vois clairement les dents de la grande couronne du différentiel central partir en miettes ! Avez-vous trouvé des cardans CVD REELY V23581L ailleurs que chez Conrad (et moins chars). Merci pour vos réponses Alain
-
Merci à tous pour vos réponses. Ma plaque de verre est bien creuse et lorsque je la passe à l'eau pour nettoyer les restes de colle, il me faut faire attention à positionner la partie "bombée" vers le haut... Je vais me faire découper des plaques en miroiterie... Bonne journée à tous
-
Bonsoir à tous Heureux possesseur d'une CR10 mini depuis fin novembre dernier (papa Noël en avance...), je l'utilise de façon intensive depuis qu'elle est opérationnelle (une voiture OpenRc en cours, des machins bidules pour les petits enfant, etc). Depuis quelques jours, force est de constater que je ne peux plus imprimer des petites pièces au centre du plateau... Après avoir réglé la hauteur du plateau "aux 4 coins" de celui-ci, au centre la feuille passe très largement entre la vitre et la buse, ce qui prouve que l'ensemble plateau+vitre est devenu creux au milieu... Au-delà de ma déception, j'utilise les coins... Je voulais savoir si : Les cales réglables à insérer sous le plateau sont efficaces ? Faut-il isoler thermiquement le dessous du plateau avant de mettre en place une telle pièce ? Certains d'entre vous utilisent des miroirs "IKEA", mais généralement avec des CR10 "pas mini", avez-vous déjà recoupé un miroir ? Merci pour vos idées et conseils Bonnes impressions Alain
-
Merci PrintOlivier Je me suis lancé dans l'impression d'un véhicule "OpenRC" au 1/10ème... Les pièces sont d'excellent qualité avec la CR10 (fut-elle mini). D'ou ma question quant au filament flexible, pour imprimer les pneus (5 heures par bête !). Merci
-
Bonjour à tous J'ai la chance d'avoir une CR10 Mini depuis un mois et je suis très satisfait des pièces que je réalise (dans le domaine du modélisme). Je n'aurais jamais réussi certaines pièce avec mon ancienne Dagoma D200. Je voudrais savoir si certains d'entre vous ont essayé d'imprimer avec du filament flexible ; est-ce possible ? Quel filament utilisez-vous ? Merci d'avance Alain
-
Bonsoir à tous. Je viens de recevoir aujourd'hui ma CR10 Mini, achetée chez 3dprintersbay.com (entrepôt Allemagne) à 324 Euros (369$). Pour info, elle remplacera une Dagoma Discovery 200, qui me sort par les yeux : après 2 années d'utilisation régulière, il est devenu totalement impossible d'imprimer la moindre pièce de plus de 3cm x 3cm sans que la pièce ne se décolle... Le montage n'a pris qu'une petite heure, c'est vraiment très simple, tous les chariots ont dû être resserrés, mais à priori, la machine ne présente aucun défaut "visible". Le temps me manque pour effectuer les réglages de niveau du plateau, et je ne serai pas disponible avant dimanche prochain maintenant... Aussi j'en profite pour poser quelques questions aux habitués de la CR10 / CR10Mini : Je n'ai pas d'écran sur ma D200, je recherche un document qui donnerait l'arborescence des menus de la CR10 mini. Utilisez-vous systématiquement des produits d'adhérence sur la vitre ? Sur ma D200, j'avais un "Buildtack" (je ne suis pas sur de l'orthographe...). Faut-il mettre du scotch (bleu), de la colle, de la laque ? J'ai vu quelques pièces la carte micro SD, en particulier un support pour le câblage du plateau chauffant (c'est ce que j'ai compris en tous cas) : Est-ce indispensable, important ? Y a-t-il d'autres petites réalisations à mettre en place (je crois avoir vu un guide fil vers l'extrudeur, mais je ne retrouve pas...). Venant du monde Dagoma, je ne connais que "Cura-by-Dagoma". Je compte passer à Cura 3.0.4 (déjà chargé sur mon ordi). Il me semble comprendre que cette version permet de lancer directement l'impression à partir de Cura. Cela remplace-t-il un truc comme Octoprint que j'utilisais avec beaucoup de satisfaction sur ma D200 (j'ai de gros doigts et la manipulation d'une micro SD n'est pas facile pour moi !!!). Voilà les question que je voulais lancer à la communauté des utilisateurs de CR10. Je vous tiendrai au courant du démarrage de la machine à partir de dimanche prochain. Bonnes impressions à tous Alain
-
Bonjour à tous, de retour chez moi, voici quelques précisions : M115, commande gcode permettant d'obtenir la version du firmware donne chez moi le retour suivant : Send: M115 Recv: UUID:cede2a2f-41a2-4748-9b12-c55c62f367ff BUILD_CODE:1477500165-d20mel-boxdir:dis-boxevo:dis-boxfil:dis-boxlas:dis-boxole:dis-boxtra:dis-end:nc-hot:non-prihea:oriv1-wif:non-zpro:whi Recv: ok Très franchement, je ne sais pas déchiffrer la réponse de l'imprimante !!!! Le fichier firmware installé sur ma machine porte le nom suivant : "Marlin-Firmwares_D200_Melzi_1477500165_039955afcddbfd13dd2dfc4fc9a438ab.hex" Le seul point commun, c'est la partie "1477500165" présente dans le nom du fichier .hex et le BUILD_CODE renvoyé par l'imprimante. Une chose est sure, pour que la méthode que je vous ai proposée fonctionne, il est nécessaire d'avoir chargé le firmware de la DiscoEasy 200, qui justement permet le stockage du Zoffset dans l'EEPROM. La lecture des données de mon EEPROM donne les informations suivantes : Send: M501 Recv: echo:V23 stored settings retrieved (396 bytes) Recv: echo:Steps per unit: Recv: echo: M92 X80.00 Y80.00 Z2560.00 E98.00 Recv: echo:Maximum feedrates (mm/s): Recv: echo: M203 X500.00 Y500.00 Z4.00 E25.00 Recv: echo:Maximum Acceleration (mm/s2): Recv: echo: M201 X9000 Y3000 Z100 E10000 Recv: echo:Accelerations: P=printing, R=retract and T=travel Recv: echo: M204 P3000.00 R3000.00 T3000.00 Recv: echo:Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum XY jerk (mm/s), Z=maximum Z jerk (mm/s), E=maximum E jerk (mm/s) Recv: echo: M205 S0.00 T0.00 B20000 X20.00 Z0.40 E5.00 Recv: echo:Home offset (mm): Recv: echo: M206 X0.00 Y0.00 Z0.00 Recv: echo:PID settings: Recv: echo: M301 P126.27 I24.08 D165.51 C100.00 L20 Recv: echo:Filament settings: Disabled Recv: echo: M200 D3.00 Recv: echo: M200 D0 Recv: echo:Z-Probe Offset (mm): Recv: echo: M851 Z-0.40 Recv: ok Je n'ai pas cherché à décrypter toutes les informations renvoyées, mais on voit très bien en avant dernière ligne la valeur du Z offset à la ligne M851 Z-0.40 De nouvelles possibilités semblent être possibles, MAIS JE N'AI RIEN TESTE !!! 1 : M92 permet de définir les STEPS/MM, il devrait donc être possible de préciser l'étalonnage de nos machines par ce biais, sans avoir à intervenir dans le config.h et de devoir recompiler et charger le firmware. 2 : M203 permet de définir les vitesses maxi des déplacements des axes 3 : M201 permet de définir les accélérations maxi d'impression 4 : M204 permet de définir les accélérations par défaut 5 : M205 "advanced settings" ?????????? 6 : M206 n'a même pas de titre (!!), semble permettre de décaler les zéros des axes Pour les points 2, 3, 4, 5, 6, c'est sur je ne vais pas jouer à l'apprenti sorcier, sasn avoir plus de renseignements! 7 : M200 : en anglais "Set the filament diameter", vous constatez donc que mon filament reçoit une fois D3 (3mm) et une fois 0 et j'utilise du filament de 1,75mm.... jocker Voilà les quelques compléments dont je voulais vous faire part Restez prudents Bonnes impressions à tous Alain



