-Copie.jpg.7c598f396452ffb68c6b2e3f29f26d89.jpg)
sinardets
-
Compteur de contenus
5 -
Inscrit(e) le
-
Dernière visite
Visiteurs récents du profil


Récompenses de sinardets
")




Favoris
-
La Ventilation
Alfawise-Longer3D-U20x-U30x-LKx - La ventilationJ'ai commandé également mes ventilateurs sur la boutique CompoZan et j'ai eu aussi un petit problème de livraison (un ventilateur 24V livré au lieu de deux 12v).
Cependant la réaction à mon message de réclamation sur le site à été très rapide et les deux ventilateurs m'ont été envoyés immédiatement.
Je pense qu'il y a eu de petits cafouillages liés au démarrage de l'activité, mais très vite corrigés.
Je leur garde donc ma confiance.
-
BL Touch ou 3D touch
[TUTO] Installation & Configuration d'un nivellement auto (BLTouch & TouchMi)eJ'ai tester mais toujours pas possible de faire un G28 ou juste un Home Z sans que la buse continue a descendre même après le contact du BLTOUCH
je viens de voir que j'ai un message d'erreur à la connexion de l'imprimante dans repetier
" echo: Unknown command :"M80" "(command que je n'ai pas entrer)
il y aurai un rapport ?
-
3D touch config
Programmer 3Dtouch Alfawise U20Salut a tous !!
Je possède une alfawise U20 depuis un petit moment et j'ai acheter un 3Dtouch et j'aimerais savoir comment le brancher sur une carte mère V08 et comment programmer marlin par la suite
Merci de votre aide

-
Installation MKS SGEN > Alfawise U20
Installation MKS SGEN > Alfawise U20L'herbe est toujours plus verte ailleurs, c'est vrai. Au final on s'éclate quand même tous avec nos machines.
Je crois que la partie du code que tu cite dans Configuration_adv.h concerne plutôt les ventilos destinés au refroidissement des drivers des steppers.
Par contre les deux paramètres:
//#define FAN_MIN_PWM 50 //#define FAN_MAX_PWM 128doivent arranger mon problème avec SOFT_PWM_SCALE que tu m'indiquais et qui devrait donner de la souplesse.
-
Marlin
AlfaWise U20x-U30 : Marlin Configuration, Optimisation, PériphériquesIl y a 2 heures, boleofr a dit :Voilà le lien.... https://www.thingiverse.com/thing:3242733
Mais d'un autre coté, si tu change le gcode, ça risque de faire trop de variation dans l'expérience pour isoler le problème.
En tout état de cause, les impressions semblent bien fonctionner pour @clemb44 , @oudini (?) et moi...
Je referai des essais en augmentant au fur et à mesure DEFAULT_MAX_ACCELERATION
- retour à 500 pour X et Y, mais Z à 20
- puis 40 => 60 => 80 pour Z
@boleofr J'ai fait un test croisé avec ton bin "bridé" d'hier et mon bin du 23.04 ..... sur une pieuvre articulé .... "fail" pour le miens et ok pour le tiens et qualité ok par rapport au firmware stock
Modération : post déplacé dans le bon sujet
-
Installation & Configuration d'un nivellement auto (BLTouch & TouchMi)
[TUTO] Installation & Configuration d'un nivellement auto (BLTouch & TouchMi)Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents
====================================================================
Mini tuto : Installation du TouchMi par @sensei73
RévélationVoilà un mini tuto à la demande de @deamoncrack et @CacaoTor, pour ceux qui ont un Touch-Mi à droite:
Prérequis:
- Dans un premier temps, il vous faut imprimer toutes les pièces concernant votre buse (support tête, support ventilateur touch-mi, fang et coque Miroir).
- Pour la configuration de Marlin, vous devez savoir compiler votre propre firmware (voir les différents tutoriels disponibles dans le forum).
- Avoir réglé tous les paramètres requis dans configuration.h (Z_SAFE_HOMING, Z_HOMING_HEIGHT, X_PROBE_OFFSET_FROM_EXTRUDER, Y_PROBE_OFFSET_FROM_EXTRUDER) et dans configuration_adv.h (BABYSTEPPING et BABYSTEP_ZPROBE_OFFSET)
Activation:
- ouvrir configuration.h dans Visual Studio, allez à la partie concernant le touch-mi:
Révélation/*** Touch-MI Probe by hotends.fr** A probe deployed by moving the x-axis and activated with a magnet placed on the right or left.* By default, the Magnet is on the left and activated by a Home.** If activation magnet is on the RIGHT define magnet position with:* #define TOUCH_MI_POSITION_RIGHT** BABYSTEPPING and BABYSTEP_ZPROBE_OFFSET must be enabled in Configuration_adv.h* Z_SAFE_HOMING must be enabled to avoid a deploy outside the bed.* TOUCH_MI_RETRACT_Z need to be defined to retract the probe.* Z_HOMING_HEIGHT must be defined to a minimum of 10.** TOUCH_MI_POSITION_RIGHT needs TOUCH_MI_DEPLOY_XPOS to be defined.*///#define TOUCH_MI_PROBE#if ENABLED(TOUCH_MI_PROBE)#define TOUCH_MI_RETRACT_Z 0.5 // Height at which the probe retract//#define TOUCH_MI_POSITION_RIGHT // If your magnet is on the right of the Bed//#define TOUCH_MI_MANUAL_DEPLOY // For manual deploy (without magnet on X)#undef PROBE_MANUALLY#endif#if ENABLED(TOUCH_MI_POSITION_RIGHT)#define TOUCH_MI_DEPLOY_XPOS (X_MAX_BED + 1) // X_MAX_BED or (X_MAX_BED + X) if magnet is outside the BED.#endif-
Décommenter la première ligne pour activer le touch-mi:
//#define TOUCH_MI_PROBE
Réglages:
-
Cette ligne permet le réglage de la hauteur (Z axis) à laquelle le touch-mi se rétracte, par défaut "0.5". ( A ne pas toucher sauf configuration particulière)
#define TOUCH_MI_RETRACT_Z 0.5
-
Il faut décommanter cette ligne si votre touch-mi est à droite (par défaut, il est considéré à gauche).
//#define TOUCH_MI_POSITION_RIGHT // If your magnet is on the right of the Bed
-
Décommenter cette ligne si vous voulez activer le touch-mi manuellement, ou vous n'utilisez pas l'aimant (une pause sera faite à chaque déploiement nécéssaire)
//#define TOUCH_MI_MANUAL_DEPLOY // For manual deploy (without magnet on X)
-
Cette ligne sert à régler la position de l'aimant ( "X_MAX_BED" par défaut ou "(X_MAX_BED + X)", X étant une valeur en millimètre si votre aimant se trouve en dehors du bed)
#define TOUCH_MI_DEPLOY_XPOS X_MAX_BED // X_MAX_BED or (X_MAX_BED + X) if magnet is outside the BED.
Première utilisation:
Nous allons ici, passer par le menu de l'imprimante, dans configuration, puis "Touch-Mi"

- Init. Touch-Mi --> Permet de initialiser le touch-Mi (Z-offset 0)
- Décalage Z --> Permet de régler le offset Négativement, on prend une feuille de papier et on fait descendre jusqu'à que le buse accroche la feuille
- Sauvegarde --> Explicite!
- Test Z ---> permet de vérifier son réglage Z-Offset
================================================================================
Installation du BL-Touch :
Version 4.5 du 24/08/2019 (Update nouveau fichier .pins).
-
De quoi ai-je besoin :
- Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez !
- Savoir déjà compiler et flasher Marlin sur une Alfawise.
- Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D.
-
Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici.
- Un peu de doc sur le BL-Touch (V3)
- Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici.
- Un fer à souder avec un peu d'étain.
- De la gaine thermorétractable.
- Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision.
- Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également.
-
Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement.
- Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut :
Révélation- Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement.
- Une bonne pince coupante.
- Des connecteurs type "dupont". Trouvable ici. Rien ne vous oblige à prendre ceux-là obligatoirement, mais ils ont l'avantage d'être plus modulables que ceux par 2, 3 ou +
- Une pince à connecteurs "dupont", trouvable ici. Vous pouvez trouver des pinces livrées déjà avec un lot de connecteurs. De même il existe d'autres pinces diverses et variées. A vous de voir
- Facultatif, vous pouvez aussi avoir des pins type jumper, pour faire vos connecteurs mâles.
- Un fer à souder avec un peu d'étain.
- De la gaine thermo rétractable.
- Remarques : Ça fait pas un peu beaucoup ? Le BL-Touch tel que livré, est vendu avec des fils bien trop courts. bien que l'on trouve enfin des vraies rallonges pour pas grand chose, vous pouvez toujours faire la votre. Dans mon cas, à l'époque, j'ai préféré faire les rallonges moi-même. Enfin sur la carte-mère, aucun connecteur ne se suit, il faut donc en mettre un peu "à droite à gauche", ce qui implique de séparer les connecteurs d'origine.
Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto.
>>> On y va ! <<<
Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" :
Révélation-
Préparation du BL-Touch:
- Nous allons préparer le câble (rallonge) qui reliera le dispositif de palpage avec la carte mère.
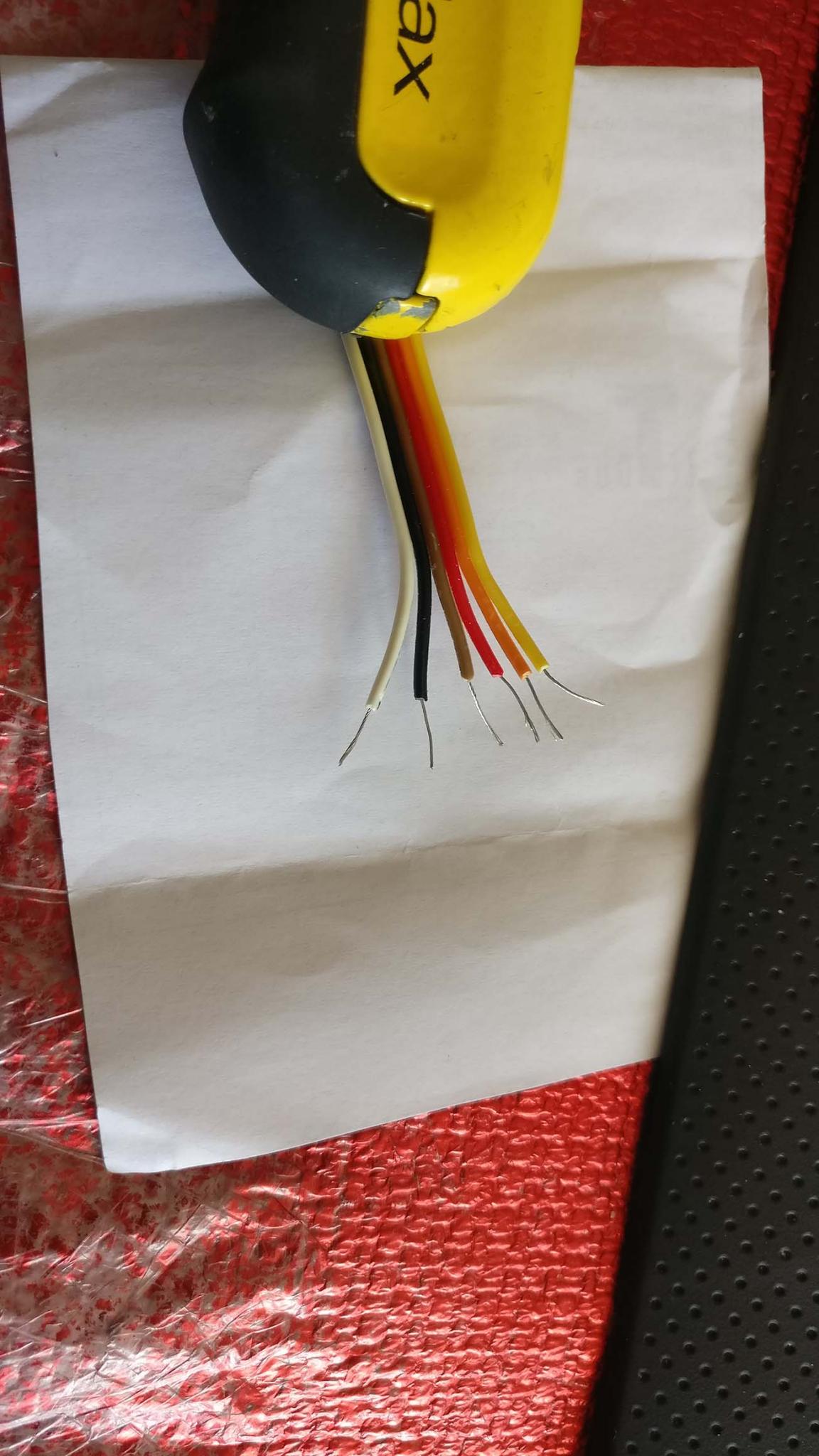
- On prend notre jolie tresse de câbles, on en détache 5 fils des couleurs du BL-Touch si possible, et on en coupe un bon mètre 50.
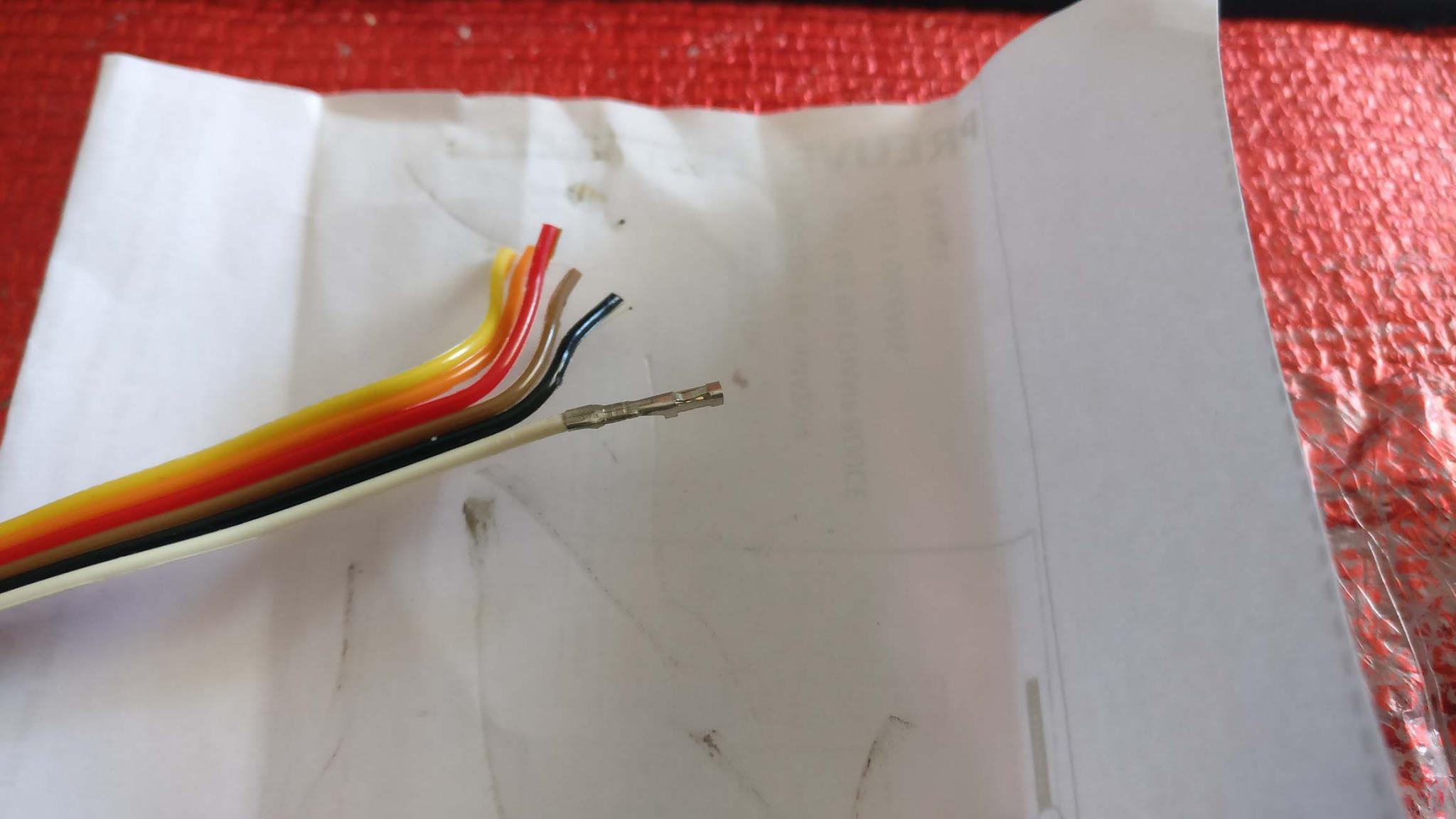
- A l'aide d'un cutter, on sépare les fils de la tresse sur les deux bouts, d'une longueur de 1 à 2cm. Puis on les dénudes (avec une pince à dénuder idéalement comme ici (vous pouvez voir sur la photo 6 fils. Ne faites pas attention c'est pour mes tests) :
Révélation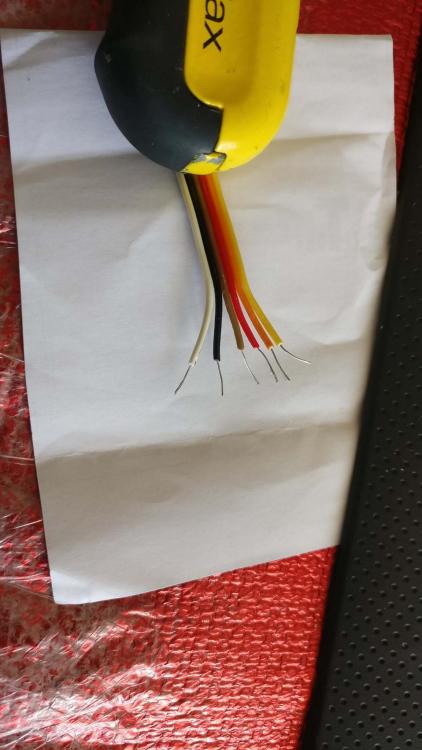
- Une fois dénudés, on torsade les brins de fils dénudés de façon à les resserrer et bloquer pour ne faire qu'une seul fil apparent.
- On répète cette opération sur l'autre bout de tresse de fils que vous avez découpé
- Nous allons maintenant installer les connecteurs sur ces fils. J'ai choisis de conserver les connecteurs d'origine du BL-Touch. De cette manière, ils seront reliés au niveau de la tête d'impression avec la rallonge, de manière à pouvoir les débrancher facilement au besoin.
- J'ai personnellement utilisé la technique des pins type jumper ici, comme vous allez le voir.
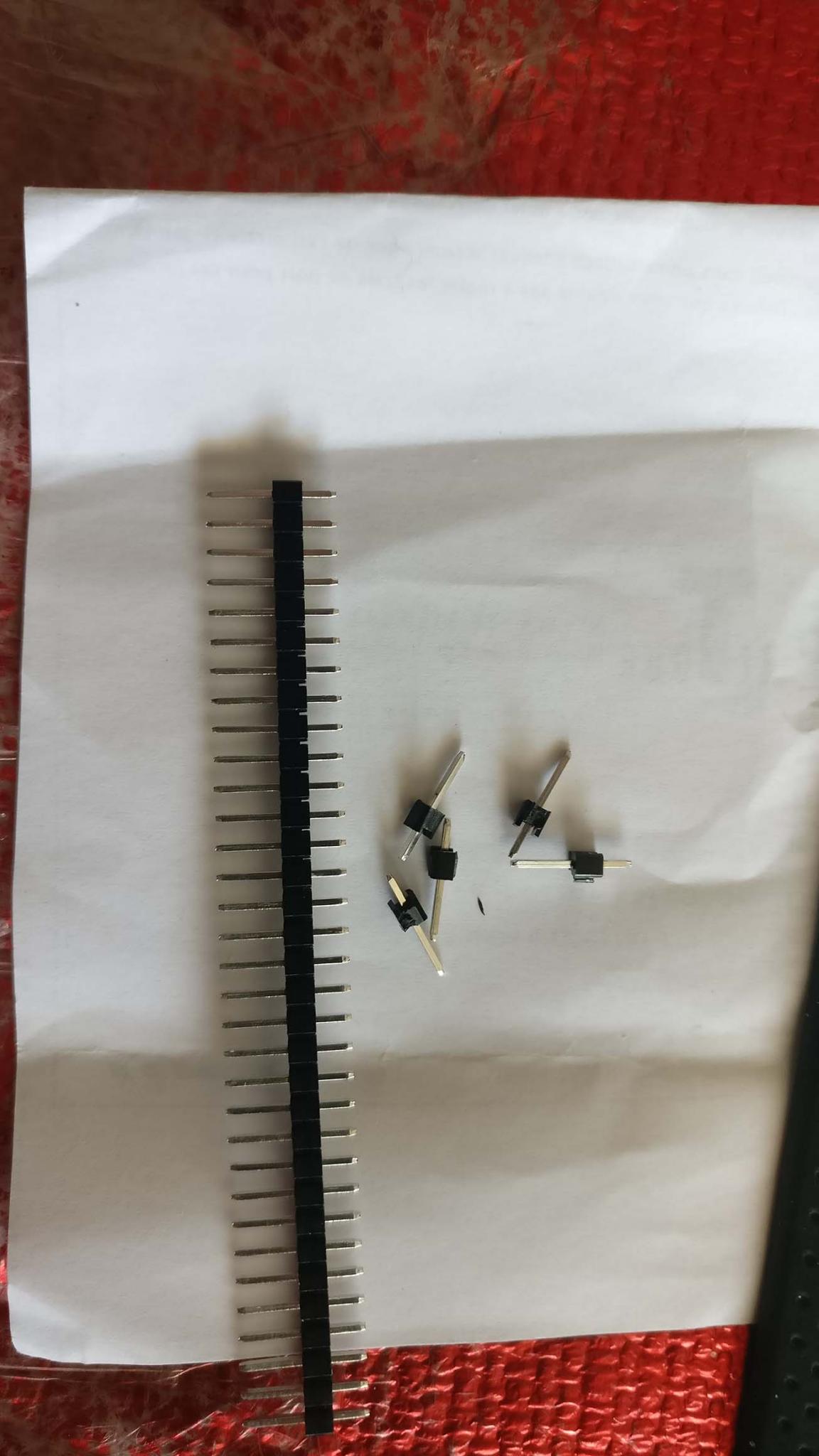
- On récupère une barrette de pins, il en faut au moins 5. Puis on les découpe proprement, bien au centre des séparations, un par un, à l'aide d'une pince coupante. Ne vous faites pas avoir, les pièces peuvent sauter à l'autre bout de votre pièce ! Vous devrez donc avoir ceci :
Révélation
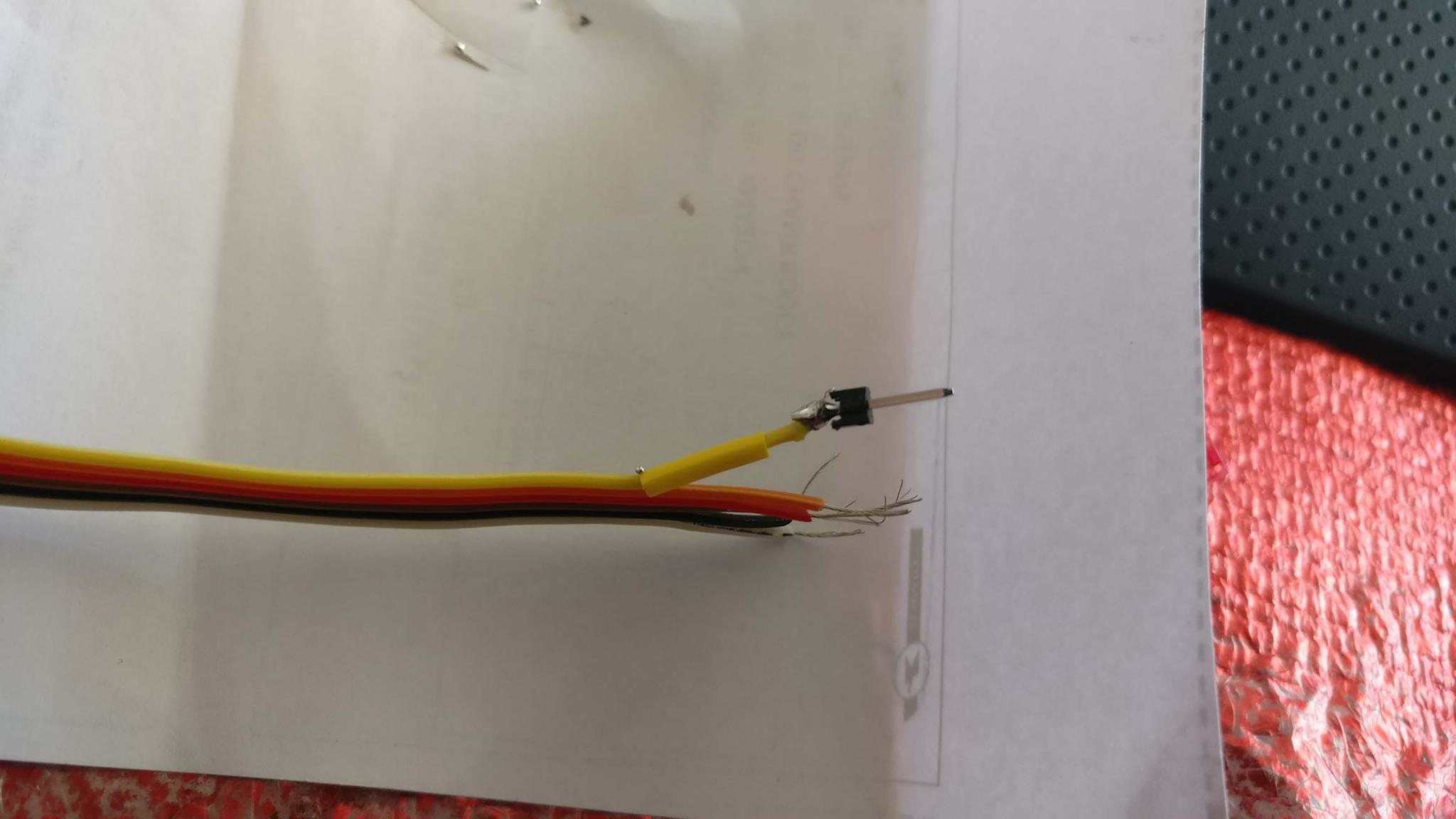
- On découpe ensuite un petit bout de gaine thermo-rétractable, de 1 à 2cm, et on le place sur le bout d'un premier fil (on le met d'abord sinon ce sera beaucoup plus compliqué de l'enfiler après soudure), et on enroule le fil autour de la partie basse (la plus courte) sur l'un des pins découpés.
- Délicatement, on vient placer un peu de soudure au niveau du fil et du pin, en positionnant bien de l'étain tout autour du pin (sur cette photo ma gaine n'est pas assez large, je l'ai ensuite remplacée).
Révélation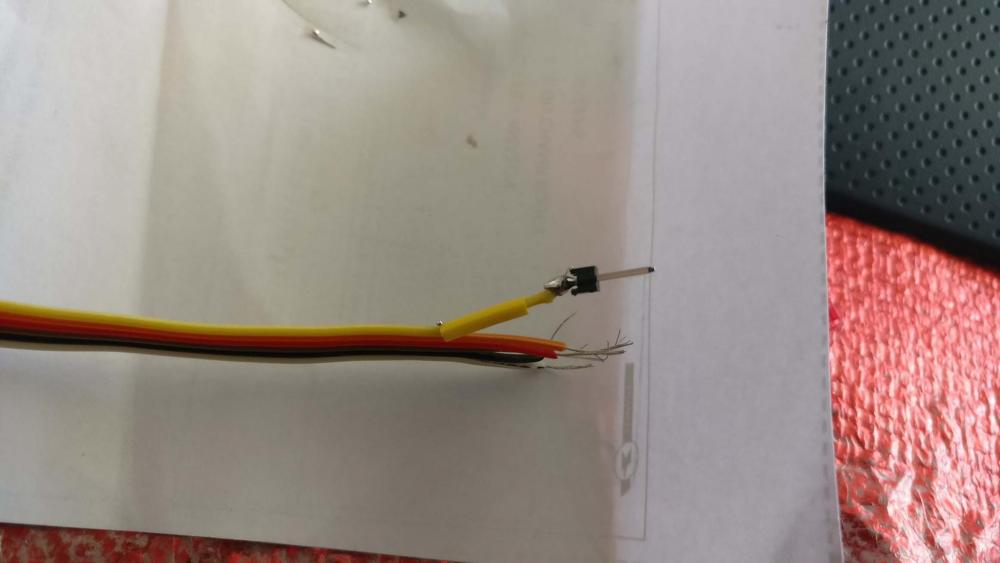
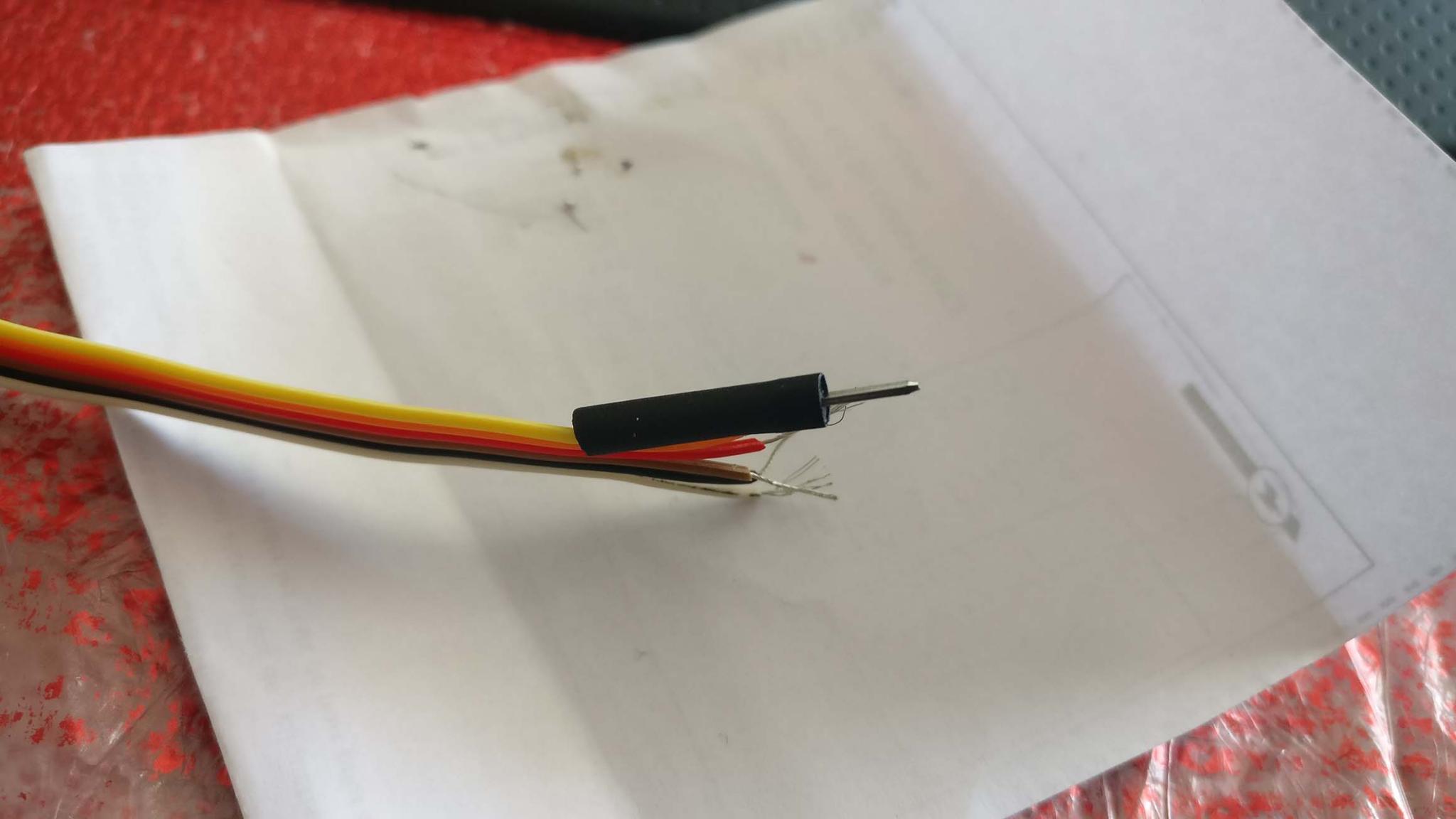
- On remonte le morceau de gaine thermique, de façon à couvrir toute la soudure, et d'arriver à ras du délimiteur en plastique. On passe alors un coup de pistolet à chaud, ou fer à souder sur la gaine, pour bien consolider et protéger l'ensemble :
Révélation
- On répète l'opération sur les 4 autres fils.. Cela doit donner quelque chose comme ça :
Révélation
- On passe de l'autre côté de la longueur de fil, et on s'occupe des connecteurs pour la carte mère.
- Comme pour les précédentes opérations, on sépare 5 bouts de fils et on les dénudes. Mais cette fois, on coupe le fil dénudé à une longueur de 5mm environ, 1cm dans le pire des cas. On sors notre pince à sertir "dupont" et nos connecteurs femelles de 1 pin (x5).
- Plutôt que réinventer la roue, voici une vidéo pour sertir ces fils :
Révélation- Votre opération doit ressembler à ceci :
Révélation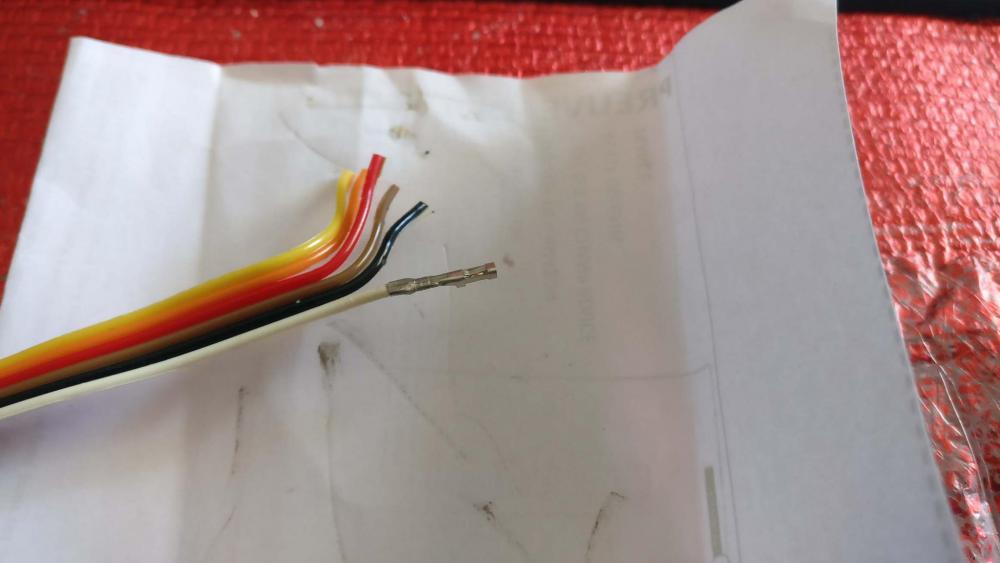

Et enfin :

- Vos câbles sont prêts et donc le BL-Touch aussi !
Si vous avez une carte-mère en version V0G :Révélation-
Raccordements/connexions :
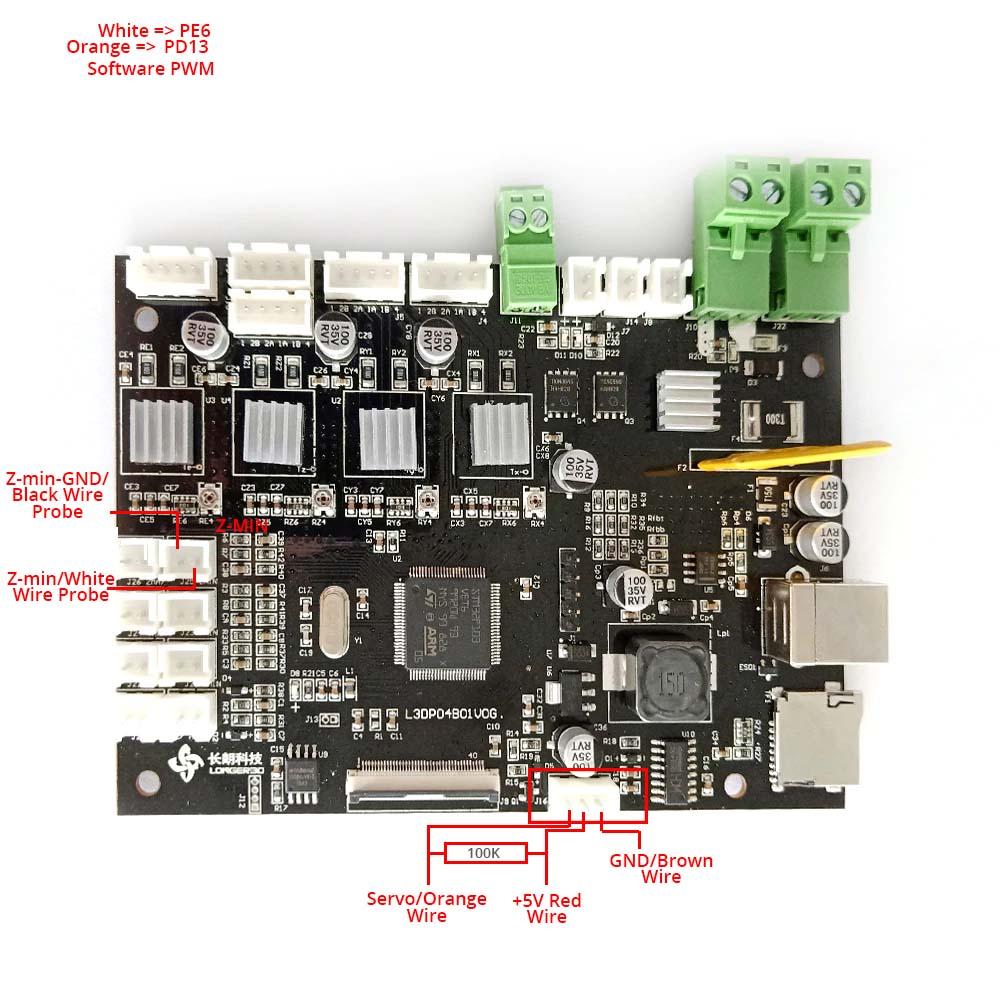
- On doit placer notre résistance de 4.7k en parallèle, entre la patte du connecteur servo, pour le fil Orange, et le fil rouge.
- Le reste des raccordements ne comporte rien de particulier.
- Voici les raccordements nécessaires pour votre BL-Touch sur votre carte V0G :
Révélation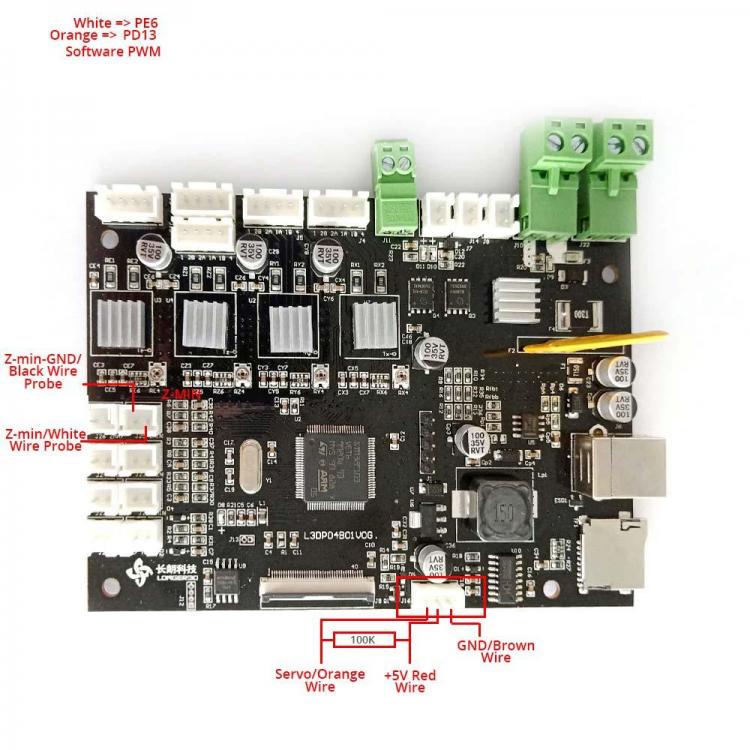
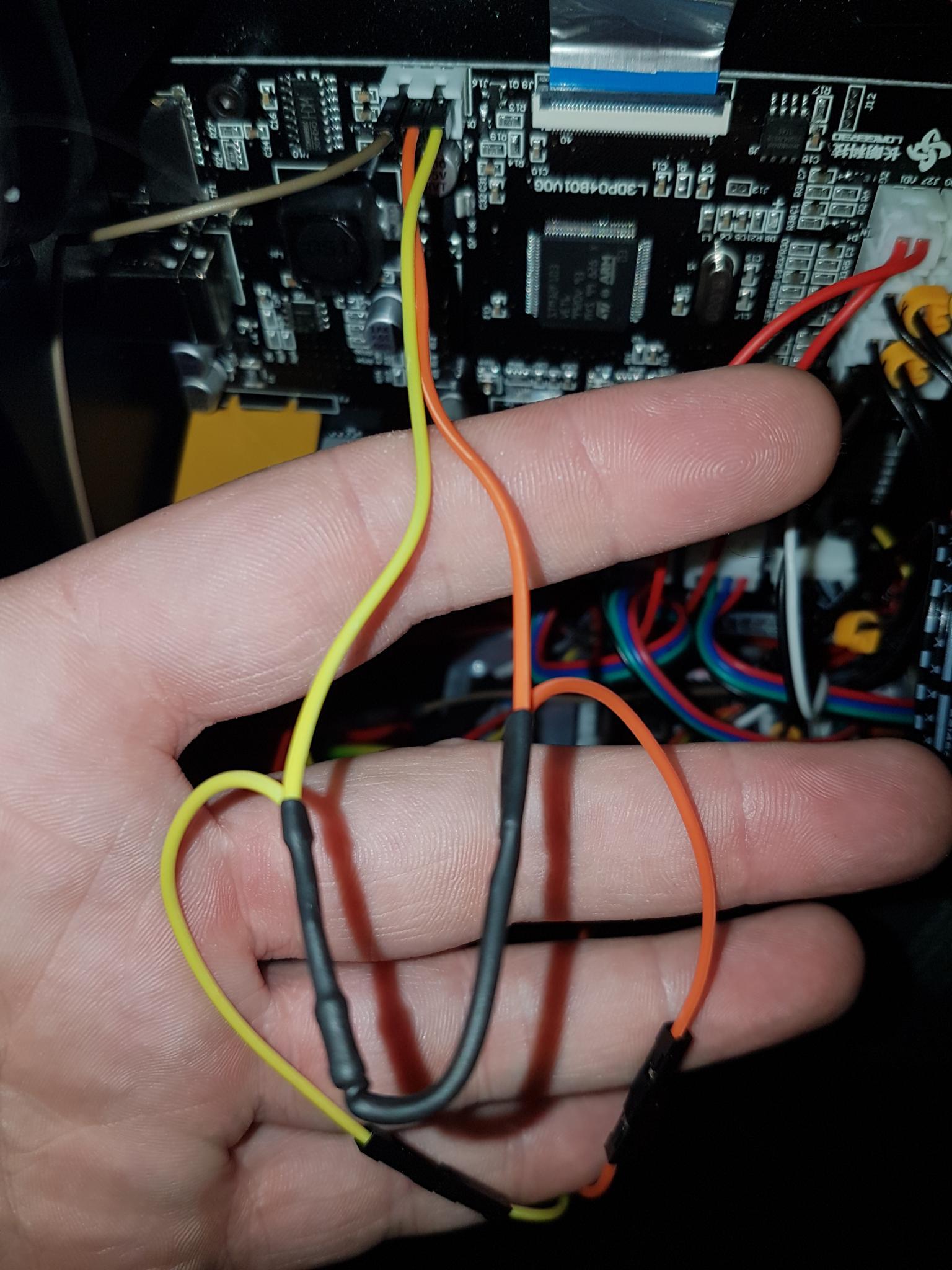
Quelques photos du montage de @sixmo :
Sur la photo ci-dessus, on voit dans l'une des gaines thermo., la résistance connectée/soudée correctement. (attention sur cette photo les couleurs de fils différent. Faites attention).
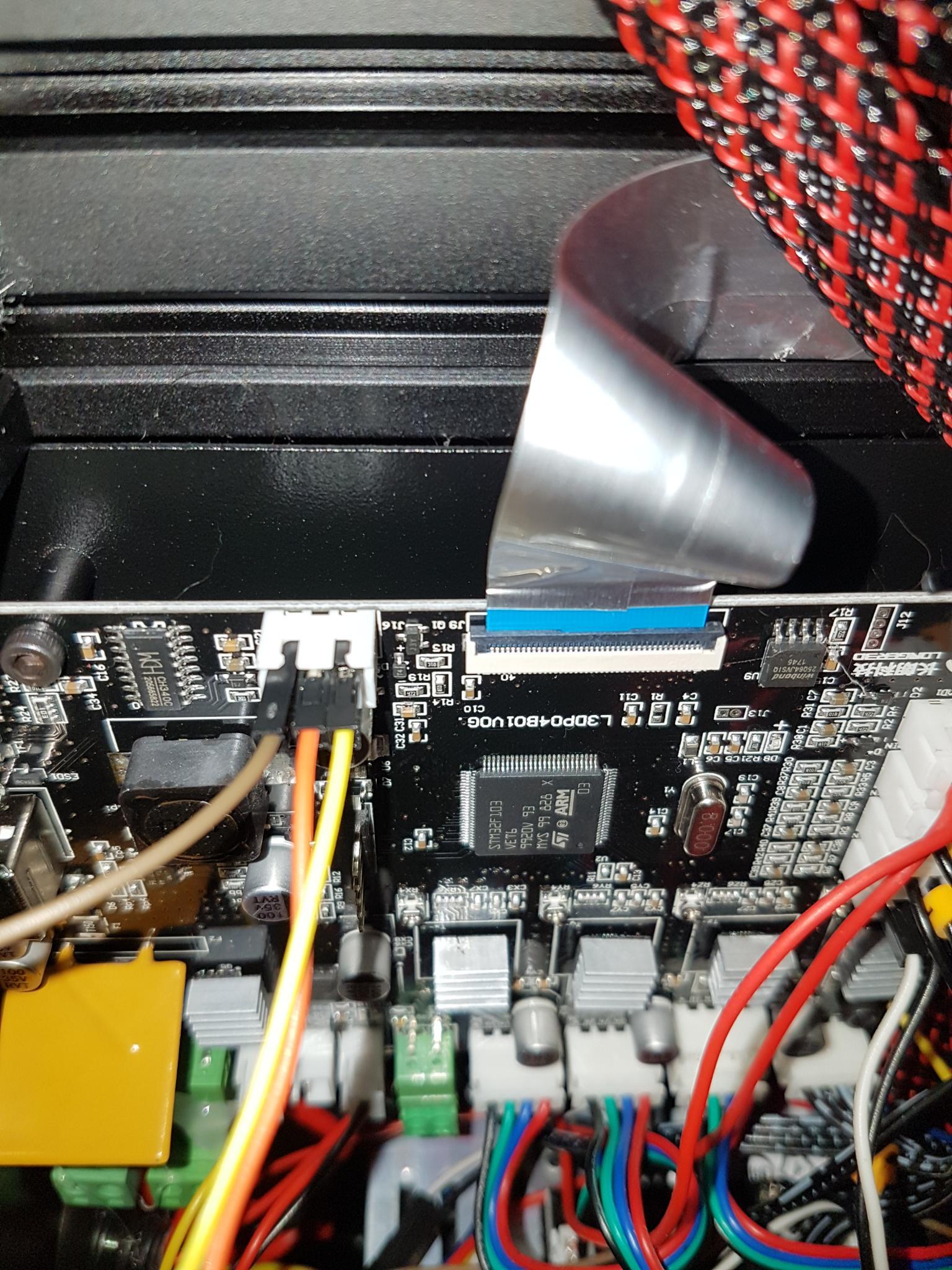
Ici les fils reliés au port servo de la carte mère. (attention sur cette photo les couleurs de fils différent. Faites attention)
Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) :
-
Révélation
-
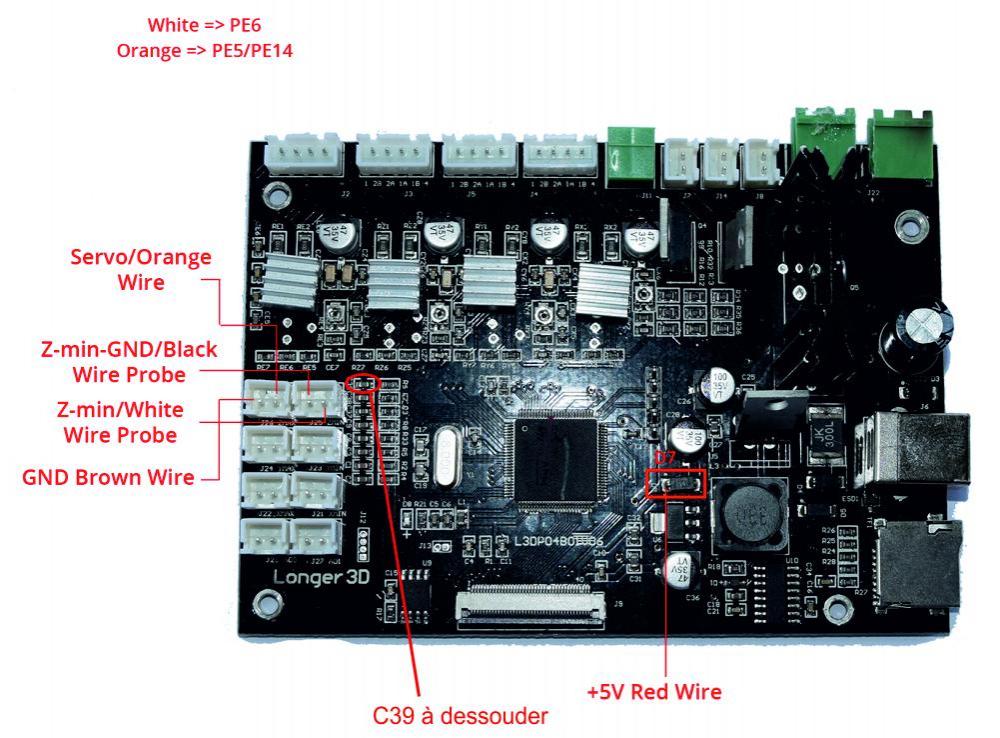
Raccordements/connexions :
- On utilise pas de résistance pour ces versions de cartes-mères. En revanche, vous devrez retirer un condensateur. Le condensateur C39. En effet, les condensateurs lissent le signal reçus PWM par le BL-Touch ce qui supprime toute possibilité pour le firmware d'interpréter le signal du BLTouch.
- Enfin, il vous faudra alimenter votre BLTouch sur la diode D7 (ou ailleurs mais recommandé par simplicité).
- Voici les raccordements nécessaires pour votre BL-Touch sur vos cartes V0G :
-
Révélation
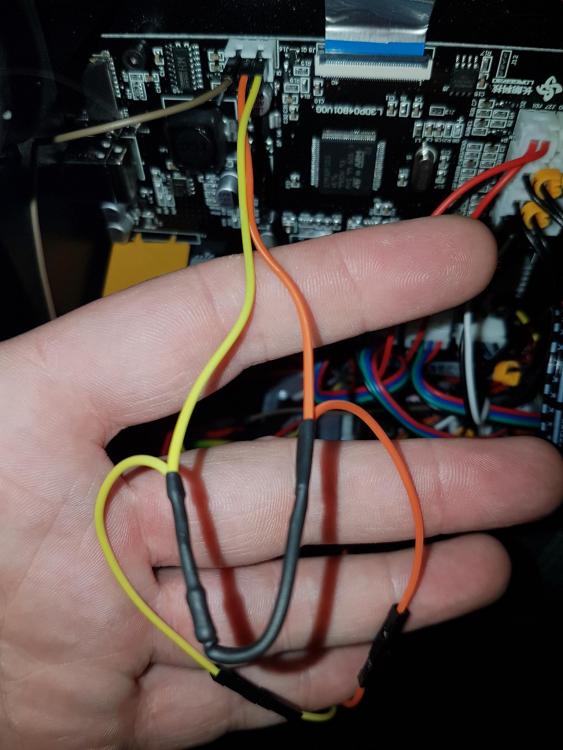
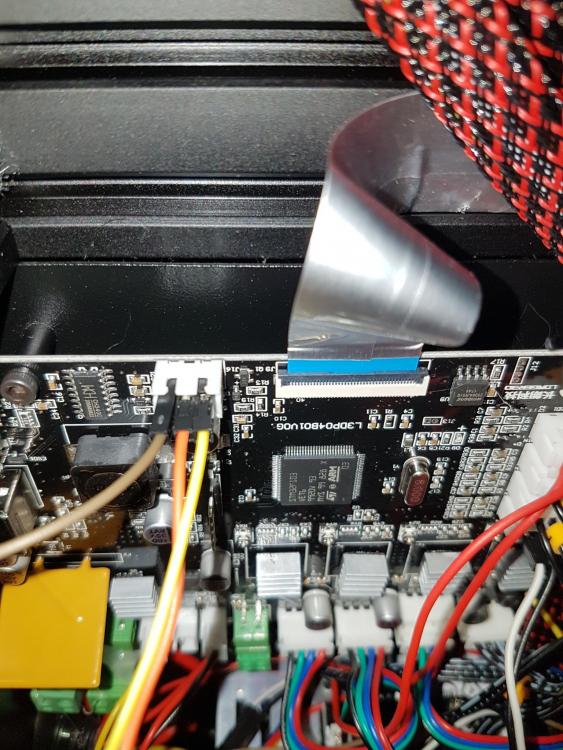
Photo et validation par @Neolink :
-
Raccordements/connexions :
-
Configuration Marlin 2-x
- Allez on passe enfin à la configuration !
- Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent.
- Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci :
Révélation#define Z_MIN_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN // Enable pullup for all endstops to prevent a floating state #define ENDSTOPPULLUPS //#define PROBE_MANUALLY //#define MANUAL_PROBE_START_Z 0.0 #define BLTOUCH #if ENABLED(BLTOUCH) //#define BLTOUCH_DELAY 375 // (ms) Enable and increase if needed /** * BLTouch V3.0 and newer smart series * For genuine BLTouch 3.0 sensors. Clones may be confused by 3.0 command angles. YMMV. * If the pin trigger is not detected, first try swapping the black and white wires then toggle this. */ //#define BLTOUCH_V3 //#if ENABLED(BLTOUCH_V3) //#define BLTOUCH_FORCE_5V_MODE //#define BLTOUCH_FORCE_OPEN_DRAIN_MODE //#endif //#endif /** * Z Probe to nozzle (X,Y) offset, relative to (0, 0). * X and Y offsets must be integers. * * In the following example the X and Y offsets are both positive: * #define X_PROBE_OFFSET_FROM_EXTRUDER 10 * #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 * * +-- BACK ---+ * | | * L | (+) P | R <-- probe (20,20) * E | | I * F | (-) N (+) | G <-- nozzle (10,10) * T | | H * | (-) | T * | | * O-- FRONT --+ * (0,0) */ #define X_PROBE_OFFSET_FROM_EXTRUDER -29 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -22 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 // Z offset: -below +above [the nozzle] // Certain types of probes need to stay away from edges #define MIN_PROBE_EDGE 10 // X and Y axis travel speed (mm/m) between probes #define XY_PROBE_SPEED 8000 #define Z_CLEARANCE_DEPLOY_PROBE 15 // Z Clearance for Deploy/Stow #define Z_CLEARANCE_BETWEEN_PROBES 10 // Z Clearance between probe points #define Z_CLEARANCE_MULTI_PROBE 5 // Z Clearance between multiple probes //#define Z_AFTER_PROBING 5 // Z position after probing is done #define Z_PROBE_LOW_POINT -2 // Farthest distance below the trigger-point to go before stopping // For M851 give a range for adjusting the Z probe offset #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 20 // The size of the print bed #define X_BED_SIZE 300 #define Y_BED_SIZE 300 #define Z_MACHINE_MAX 400 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS Z_MACHINE_MAX //#define AUTO_BED_LEVELING_3POINT //#define AUTO_BED_LEVELING_LINEAR #define AUTO_BED_LEVELING_BILINEAR //#define AUTO_BED_LEVELING_UBL //#define MESH_BED_LEVELING #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command // Set the number of grid points per dimension. #define GRID_MAX_POINTS_X 4 #define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X //U20 #define LEFT_PROBE_BED_POSITION 29 //OK #define RIGHT_PROBE_BED_POSITION 271 //OK #define FRONT_PROBE_BED_POSITION 22 //OK #define BACK_PROBE_BED_POSITION 278 //OK #define Z_SAFE_HOMING //Prevent Z homing outside BED limits with offsets and more accurate #if ENABLED(Z_SAFE_HOMING) #define Z_SAFE_HOMING_X_POINT ((X_BED_SIZE) / 2) // X point for Z homing when homing all axes (G28). #define Z_SAFE_HOMING_Y_POINT ((Y_BED_SIZE) / 2) // Y point for Z homing when homing all axes (G28). #endif
- Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29.
- Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci :
Révélation#define Z_MIN_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN // Enable pullup for all endstops to prevent a floating state #define ENDSTOPPULLUPS //#define PROBE_MANUALLY //#define MANUAL_PROBE_START_Z 0.0 #define BLTOUCH #if ENABLED(BLTOUCH) //#define BLTOUCH_DELAY 375 // (ms) Enable and increase if needed /** * BLTouch V3.0 and newer smart series * For genuine BLTouch 3.0 sensors. Clones may be confused by 3.0 command angles. YMMV. * If the pin trigger is not detected, first try swapping the black and white wires then toggle this. */ //#define BLTOUCH_V3 //#if ENABLED(BLTOUCH_V3) //#define BLTOUCH_FORCE_5V_MODE //#define BLTOUCH_FORCE_OPEN_DRAIN_MODE //#endif //#endif /** * Z Probe to nozzle (X,Y) offset, relative to (0, 0). * X and Y offsets must be integers. * * In the following example the X and Y offsets are both positive: * #define X_PROBE_OFFSET_FROM_EXTRUDER 10 * #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 * * +-- BACK ---+ * | | * L | (+) P | R <-- probe (20,20) * E | | I * F | (-) N (+) | G <-- nozzle (10,10) * T | | H * | (-) | T * | | * O-- FRONT --+ * (0,0) */ #define X_PROBE_OFFSET_FROM_EXTRUDER -29 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -22 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 // Z offset: -below +above [the nozzle] // Certain types of probes need to stay away from edges #define MIN_PROBE_EDGE 10 // X and Y axis travel speed (mm/m) between probes #define XY_PROBE_SPEED 8000 #define Z_CLEARANCE_DEPLOY_PROBE 15 // Z Clearance for Deploy/Stow #define Z_CLEARANCE_BETWEEN_PROBES 10 // Z Clearance between probe points #define Z_CLEARANCE_MULTI_PROBE 5 // Z Clearance between multiple probes //#define Z_AFTER_PROBING 5 // Z position after probing is done #define Z_PROBE_LOW_POINT -2 // Farthest distance below the trigger-point to go before stopping // For M851 give a range for adjusting the Z probe offset #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 20 // The size of the print bed #define X_BED_SIZE 220 #define Y_BED_SIZE 220 #define Z_MACHINE_MAX 300 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS Z_MACHINE_MAX //#define AUTO_BED_LEVELING_3POINT //#define AUTO_BED_LEVELING_LINEAR #define AUTO_BED_LEVELING_BILINEAR //#define AUTO_BED_LEVELING_UBL //#define MESH_BED_LEVELING #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command // Set the number of grid points per dimension. #define GRID_MAX_POINTS_X 4 #define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X // For U30 #define LEFT_PROBE_BED_POSITION 29 //OK #define RIGHT_PROBE_BED_POSITION 191 //OK #define FRONT_PROBE_BED_POSITION 22 // A confirmer car surement inversé #define BACK_PROBE_BED_POSITION 198 //A Confirmer car surement inversé #define Z_SAFE_HOMING //Prevent Z homing outside BED limits with offsets and more accurate #if ENABLED(Z_SAFE_HOMING) #define Z_SAFE_HOMING_X_POINT ((X_BED_SIZE) / 2) // X point for Z homing when homing all axes (G28). #define Z_SAFE_HOMING_Y_POINT ((Y_BED_SIZE) / 2) // Y point for Z homing when homing all axes (G28). #endif
- Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci :
Révélation#define Z_MIN_ENDSTOP_INVERTING false // set to true to invert the logic of the endstop. #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN // Enable pullup for all endstops to prevent a floating state #define ENDSTOPPULLUPS //#define PROBE_MANUALLY //#define MANUAL_PROBE_START_Z 0.0 #define BLTOUCH #if ENABLED(BLTOUCH) //#define BLTOUCH_DELAY 375 // (ms) Enable and increase if needed /** * BLTouch V3.0 and newer smart series * For genuine BLTouch 3.0 sensors. Clones may be confused by 3.0 command angles. YMMV. * If the pin trigger is not detected, first try swapping the black and white wires then toggle this. */ //#define BLTOUCH_V3 //#if ENABLED(BLTOUCH_V3) //#define BLTOUCH_FORCE_5V_MODE //#define BLTOUCH_FORCE_OPEN_DRAIN_MODE //#endif //#endif /** * Z Probe to nozzle (X,Y) offset, relative to (0, 0). * X and Y offsets must be integers. * * In the following example the X and Y offsets are both positive: * #define X_PROBE_OFFSET_FROM_EXTRUDER 10 * #define Y_PROBE_OFFSET_FROM_EXTRUDER 10 * * +-- BACK ---+ * | | * L | (+) P | R <-- probe (20,20) * E | | I * F | (-) N (+) | G <-- nozzle (10,10) * T | | H * | (-) | T * | | * O-- FRONT --+ * (0,0) */ #define X_PROBE_OFFSET_FROM_EXTRUDER -29 // X offset: -left +right [of the nozzle] #define Y_PROBE_OFFSET_FROM_EXTRUDER -22 // Y offset: -front +behind [the nozzle] #define Z_PROBE_OFFSET_FROM_EXTRUDER 4 // Z offset: -below +above [the nozzle] // Certain types of probes need to stay away from edges #define MIN_PROBE_EDGE 10 // X and Y axis travel speed (mm/m) between probes #define XY_PROBE_SPEED 8000 #define Z_CLEARANCE_DEPLOY_PROBE 15 // Z Clearance for Deploy/Stow #define Z_CLEARANCE_BETWEEN_PROBES 10 // Z Clearance between probe points #define Z_CLEARANCE_MULTI_PROBE 5 // Z Clearance between multiple probes //#define Z_AFTER_PROBING 5 // Z position after probing is done #define Z_PROBE_LOW_POINT -2 // Farthest distance below the trigger-point to go before stopping // For M851 give a range for adjusting the Z probe offset #define Z_PROBE_OFFSET_RANGE_MIN -20 #define Z_PROBE_OFFSET_RANGE_MAX 20 // The size of the print bed #define X_BED_SIZE 400 #define Y_BED_SIZE 400 #define Z_MACHINE_MAX 500 // Travel limits (mm) after homing, corresponding to endstop positions. #define X_MIN_POS 0 #define Y_MIN_POS 0 #define Z_MIN_POS 0 #define X_MAX_POS X_BED_SIZE #define Y_MAX_POS Y_BED_SIZE #define Z_MAX_POS Z_MACHINE_MAX //#define AUTO_BED_LEVELING_3POINT //#define AUTO_BED_LEVELING_LINEAR #define AUTO_BED_LEVELING_BILINEAR //#define AUTO_BED_LEVELING_UBL //#define MESH_BED_LEVELING #define NUM_SERVOS 1 // Servo index starts with 0 for M280 command // Set the number of grid points per dimension. #define GRID_MAX_POINTS_X 5 #define GRID_MAX_POINTS_Y GRID_MAX_POINTS_X // For U20Plus #define LEFT_PROBE_BED_POSITION 29 //OK #define RIGHT_PROBE_BED_POSITION 371 //OK #define FRONT_PROBE_BED_POSITION 22 // A confirmer car surement inversé #define BACK_PROBE_BED_POSITION 278 //A Confirmer car surement inversé #define Z_SAFE_HOMING //Prevent Z homing outside BED limits with offsets and more accurate #if ENABLED(Z_SAFE_HOMING) #define Z_SAFE_HOMING_X_POINT ((X_BED_SIZE) / 2) // X point for Z homing when homing all axes (G28). #define Z_SAFE_HOMING_Y_POINT ((Y_BED_SIZE) / 2) // Y point for Z homing when homing all axes (G28). #endif
- En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé.
-
On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h
- Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 :
Révélation//Servo for Z_Probe #define SERVO0_PIN PD13
- Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 :
Révélation//#define SERVO0_PWM_OD //#define SERVO0_PIN PD13 // Open drain PWM pin on the V0G (GND or floating 5V) #define SERVO0_PIN PE5 // Pulled up PWM pin on the V08 (3.3V or 0)- Et on compile Marlin !
-
Tests
- Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ.
- Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel.
- Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto.
- Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations !
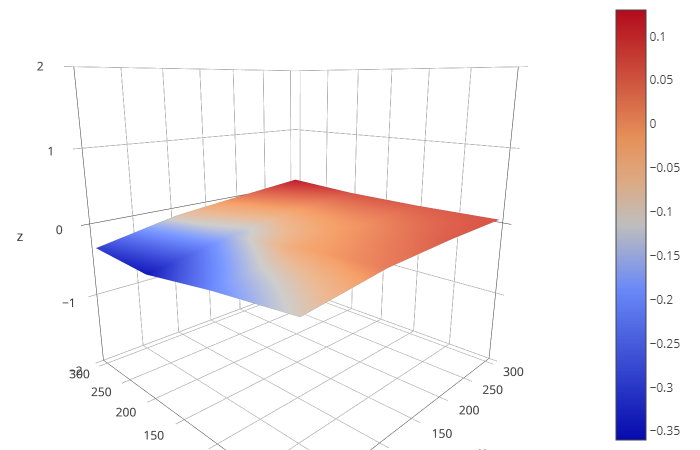
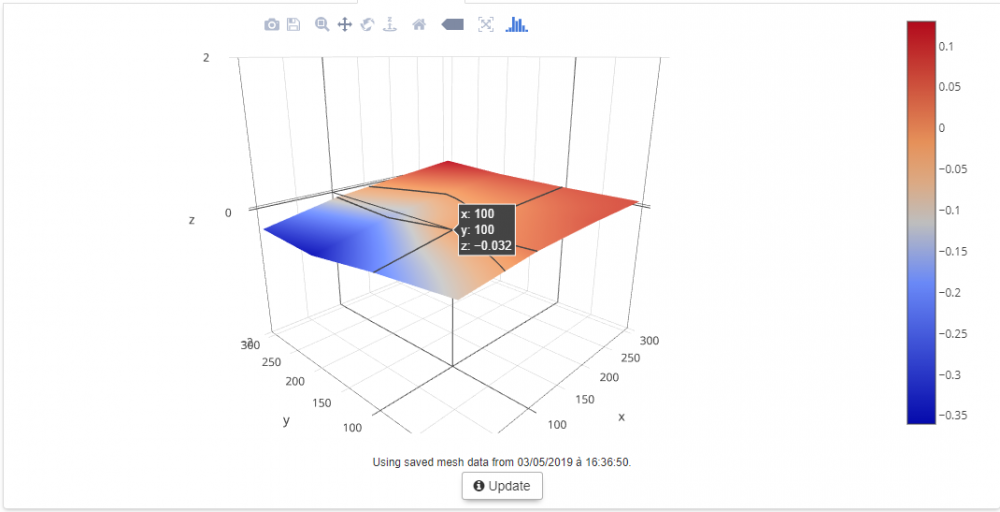
- GCode de démarrage :
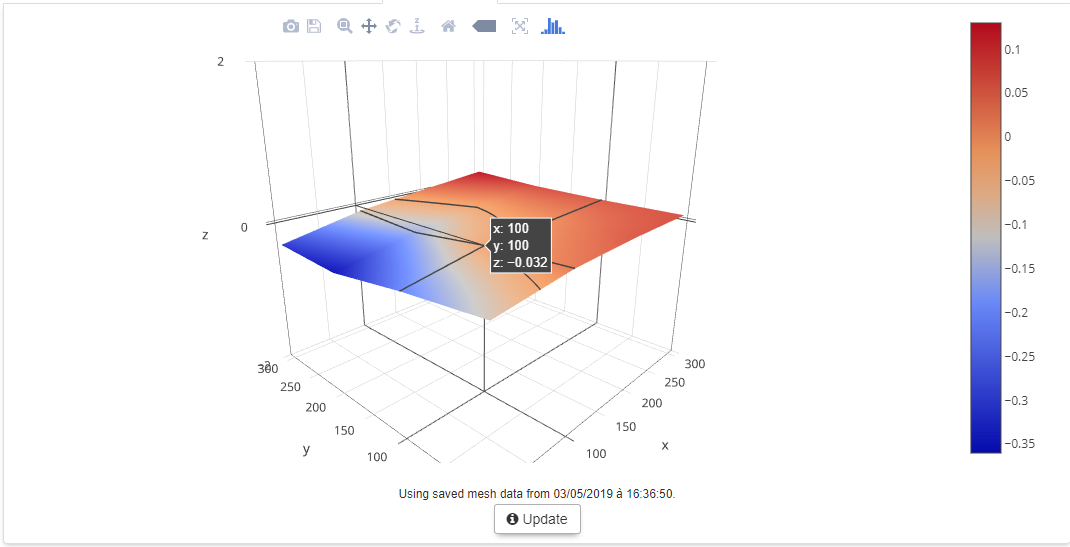
RévélationG21 ;metric values M82 ;set extruder to absolute mode M107 ;start with the fan off M280 P0 S160; BL-Touch Alarm realease G4 P100; Delay for BL-Touch G28; home M280 P0 S160 ; BLTouch alarm release G4 P100 ; delay for BLTouch G29; Auto leveling M420 Z5 ; LEVELING_FADE_HEIGHT Real activation and set parameters (if not set here, Z-Compensation failed) M500; Write data carto G29 G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F4200 M117 Printing...- Mini tuto Z-Offset pour BL-Touch
Révélation- Le BL-Touch est vraiment très pratique et augmente de façon exceptionnelle la précision des prints. Seulement il ne fait pas tout ! Il lui faut une référence.
- Cette référence est ni plus ni moins ce que vous aviez eu l'habitude de faire, avec le leveling du bed à la main, mais cette fois, en beaucoup plus rapide. De plus cette opération sera a répétée de façon relativement rare.
- Ajuster votre plateau comme à vos habitudes avec la technique de la feuille ou des jauges d'épaisseurs.
- Assurez-vous que le Z_OFFSET est bien à 0 (commande M851. Si ce n'est pas le cas, faire un M851 Z0).
- Puis, faire un home du Z, ce qui va ramener votre buse au centre du plateau (nouvelle origine Z avec Z_SAFE).
- En ligne de commandes en terminal tapper M114 et noter la valeur de Z (en général 10), ou via votre écran LCD noter la valeur de Z.
- Placer votre buse au centre du plateau, étant décalée avec le offset de la sonde.
- Descendez doucement manuellement votre Z jusqu'à ce que la feuille gratte à peine, là encore, comme d'habitude, ou avec votre jauge préférée.
- Une fois que vous pensez votre niveau OK, taper la commande M114 de nouveau pour savoir où en est maintenant votre Z et noter cette valeur (ou via l'écran LCD).
- Faites une soustraction de la valeur de départ de Z, avec la toute dernière valeur.
- Taper alors la commande M851 Zxx xxx étant la valeur que vous obtenez après votre petit calcul. Cette valeur peut-être positive ou négative. Pour une valeur positive, taper directement la valeur après le Z, pour une valeur négative, précéder votre valeur par le signe -
- La valeur peut être un nombre décimal, dans ce cas, la séparation numérique se fait par un point.
- Enfin, on enregistre ces données dans l'EEPROM avec la commande M501, ou via son écran LCD.
- Pour vérifier que le réglage est bon, on peut afficher la valeur du Z offset avec M851. Pour être sur, on tape G1 Z0 (origine 0 du Z) et on fait le test de la feuille ou de la cale. Le réglage doit être parfait.
- Vous pouvez lancer un G29, et un print. Le BL-Touch compensera alors les hauteurs sur différents points du plateau, par rapport à votre référence fraîchement réglée.
- Cette manipulation est a effectuer à chaque fois que vous commencerez à observer vos premières couches se dégrader (au bout de 20 prints toujours pas besoin en ce qui me concerne).
ENJOY !
Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !