
PPAC
-
Compteur de contenus
9 156 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
154












À propos de PPAC

Récompenses de PPAC
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
-

Badges récents
4,5k
Réputation sur la communauté
65
Sujets solutionnés !
Favoris
-
Largeur de lignes UltimakerCura
[Ender 3 V1 + TouchMi] Problème extrusion qui s'arrête au bout d'un moment.Il y a 4 heures, Tiberius a dit :il faut que je la coche ?
Oui sauf si tu possèdes une imprimante Raise3D

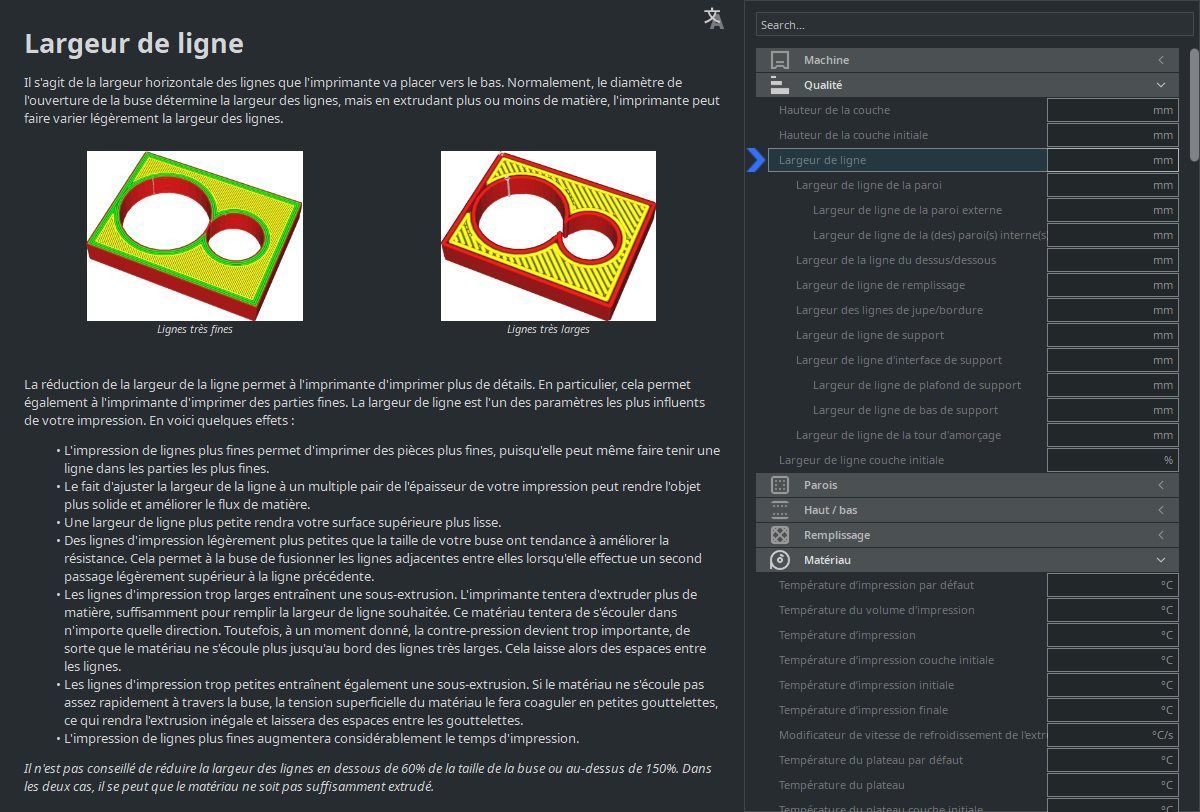
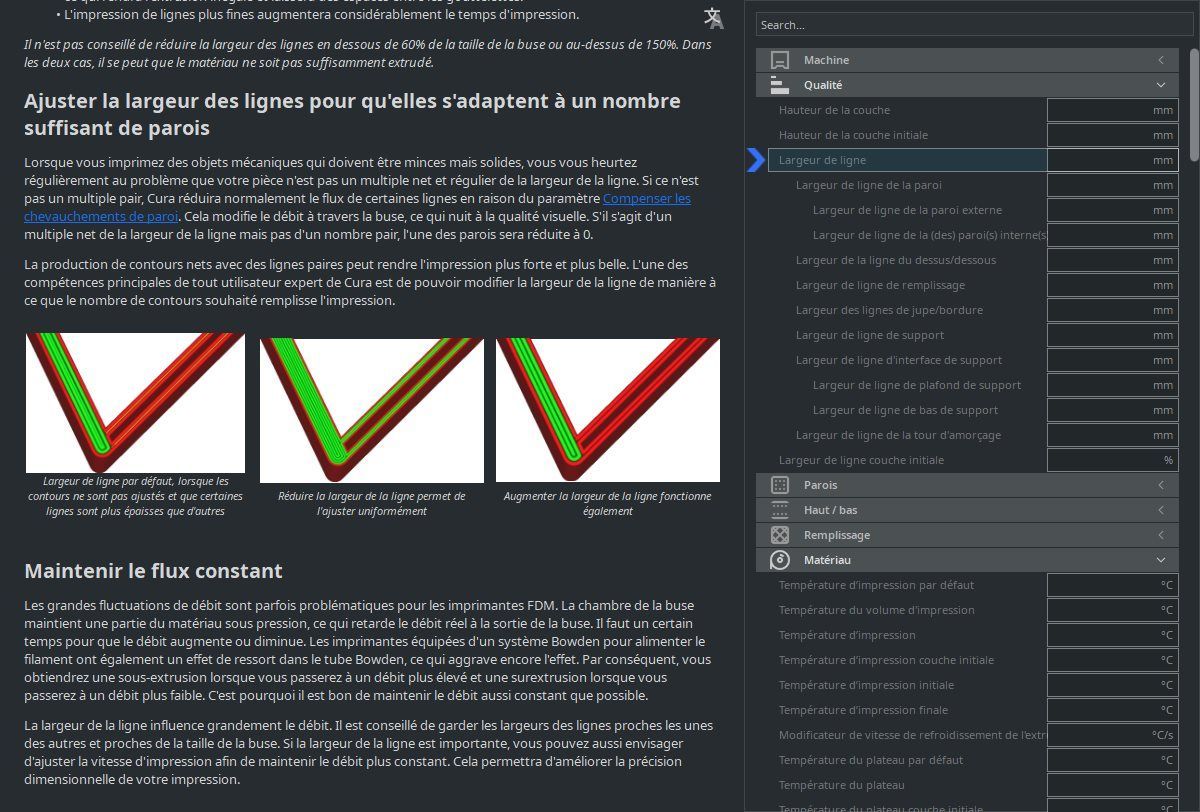
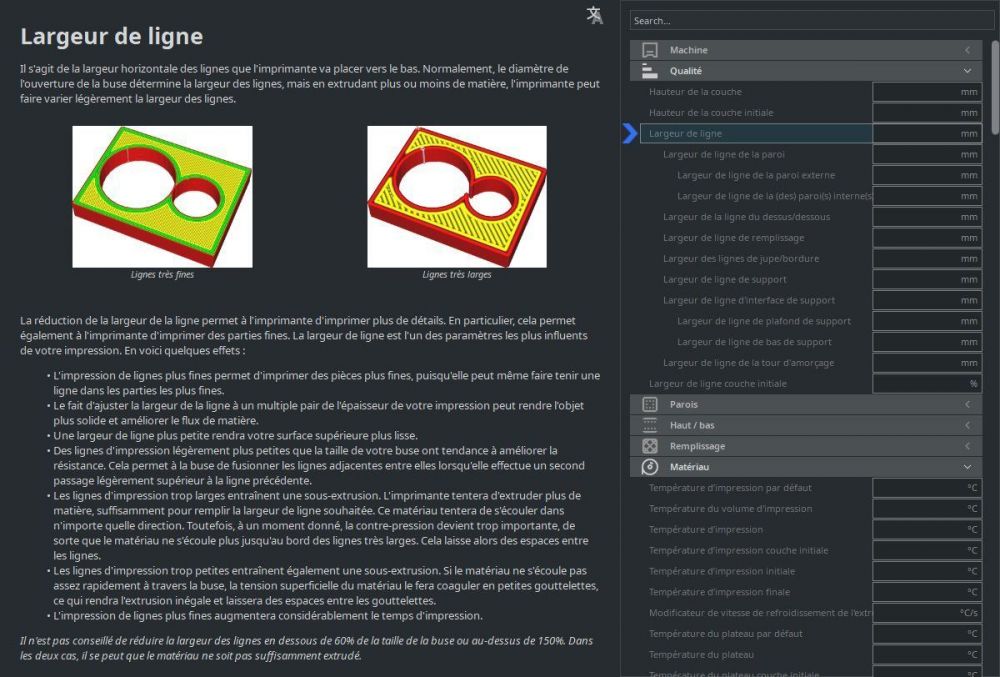
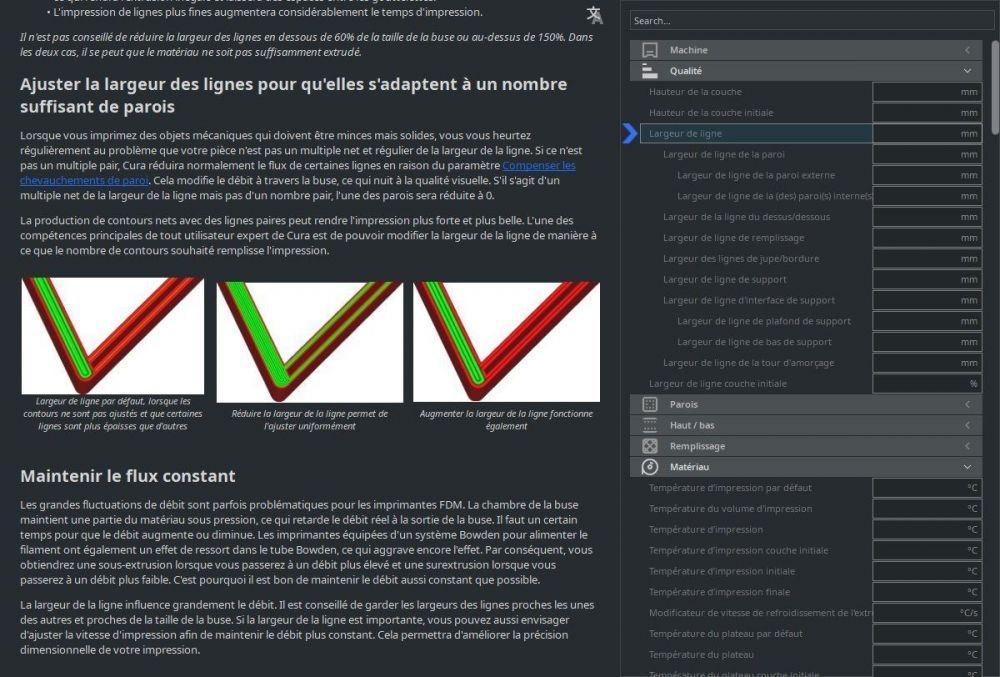
Pour ton problème c'est généralement lié à l'épaisseur des parois qui ne sont pas un multiple du diamètre de la buse donc plusieurs «solutions» sont envisageables.
Si tu utilises Cura comme trancheur, installe via la place de marché le greffon «Setting guide» qui décrit (en français) les différents paramètres et leurs incidences. Exemple avec l'option Qualité/Largeur de ligne :
Si tu comprends l'anglais (tu peux mettre les sous-titres dans la langue que tu veux
), j'aime bien les vidéos (parfois un peu soporifique avec son ton monotone  ) de DrVax :
) de DrVax :

-
Blender controle perso
Les touches ctrl + molette et shift + molette ne fonctionnent plusBonjour @Yo',
Tu vas dans éditer / préférences / ensembles de raccourcis / vue D / 3D view global
et là tu règles ce que tu veux, les paramètres qui t’intéressent sont tourner vue, zoom et déplacer vue...
-
Cuiseur vapeur
Cuiseur vapeurL'idéal serait que tu la fasses en PP ou en PC pour la tenue aux hautes températures, mais cela ne coute rien d'essayer en PETG (il doit y avoir marques plus performantes que d'autres, mais les valeurs réelles ne sont jamais communiquées).
Un détail important et valable pour de nombreuses matières, avant de les mettre en contact avec des aliments, vous les mettez deux fois au lave-vaisselle. La plus grande partie des composants pouvant migrés seront éliminés. C'est très important pour les PC. Pour les PP il faut attendre 3 à 4 jours que les composants volatils s'échappent naturellement.
Ce n'est écrit nul part, mais je vous garantis que c'est bien réel.
-
shore
Pièce collante - Résine flexible LiqcreateEn règle général, les shore "A" sont +/- souples et les shore "D" sont +/- dur.

J'utilise cette résine pour des pièces devant résister à des serrages, des chocs.
Elle a effectivement une certaine souplesse tout en étant très résistante. Elle est chère mais c'est la meilleure résine que j'ai utilisé jusqu'à présent.
++
Clément
-
resine Liqcreate
Pièce collante - Résine flexible LiqcreateWahou Furcow ! tu vas loin là!
 . Je vais de ce pas à Carrefour pour acheter de l'argon!
. Je vais de ce pas à Carrefour pour acheter de l'argon!  Je plaisante.
Je plaisante.
Sinon, je n'ai pas lu cet article, je vais chercher. Pour l'instant, j'attends un flacon de résine Noir standard (même marque). Je vais essayer de mélanger les deux, il parait que ça peut se faire. Peut-être qu'il y aura moins cet effet d'oxydation. En plus, Je trouve le Flexible-X un peu trop flexible pour ce que je veux faire.
Je vous tiendrais au jus...
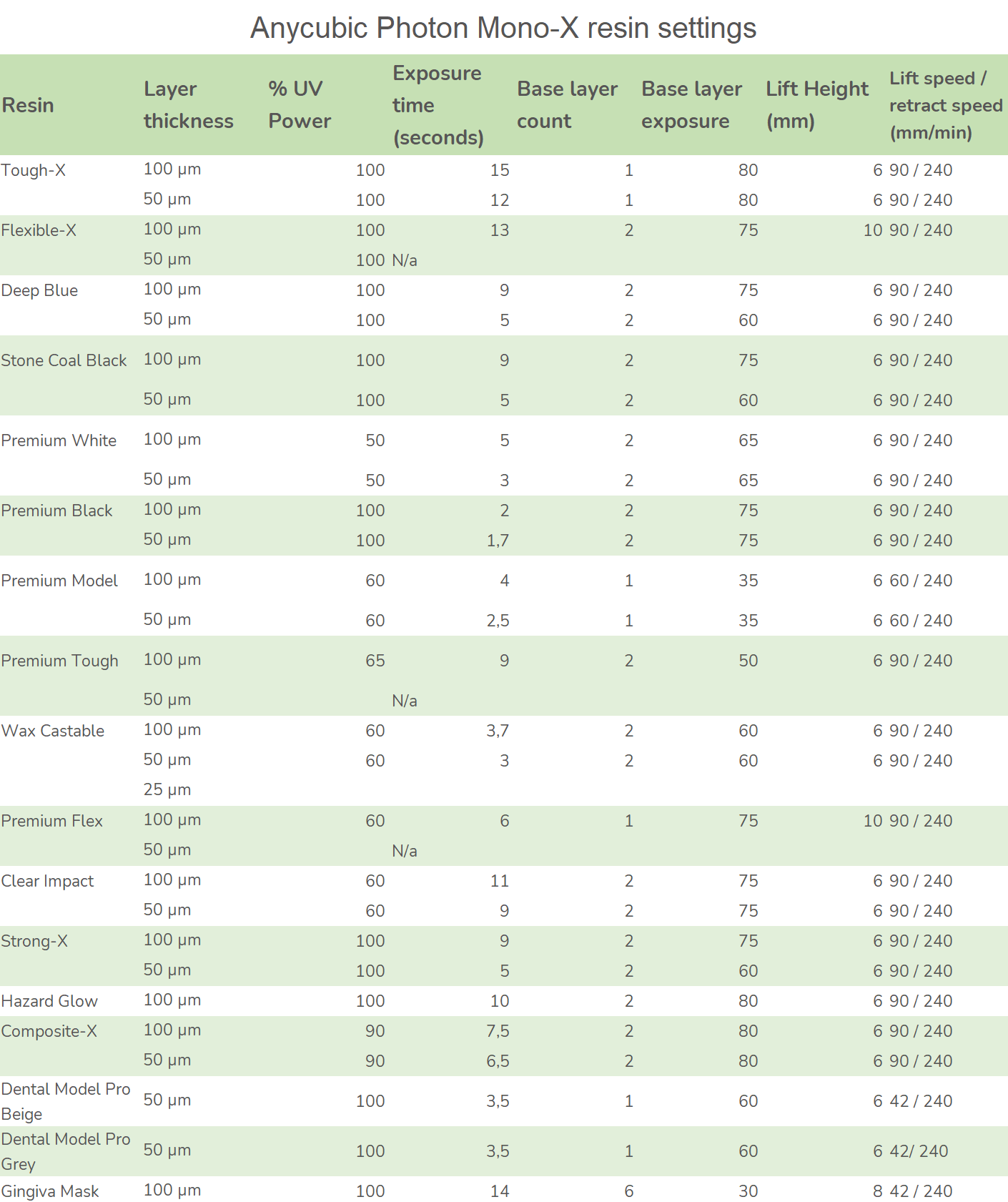
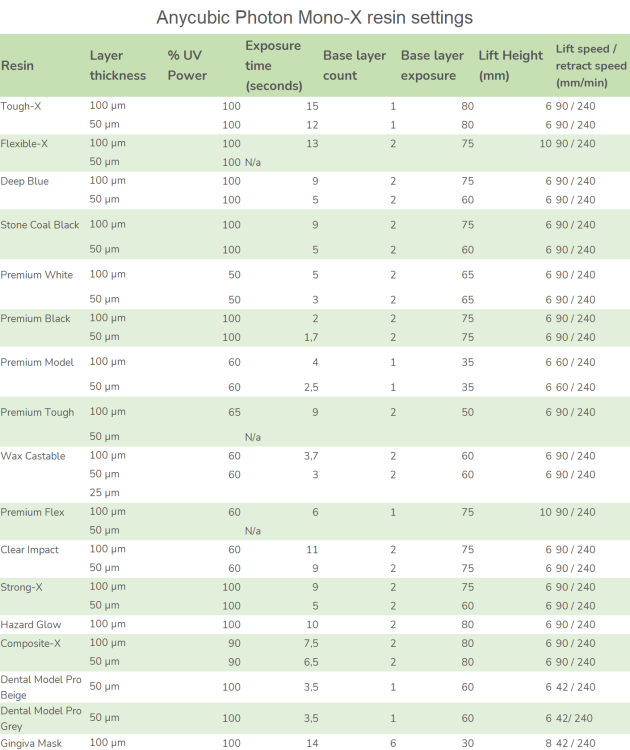
Sinon J'avais trouvé ce tableau sur le site Liqcreate...
-
resine elegoo to avoid ... anycubic better
Grosse différence d'exposition Anycubic Craftsman et Elegoo standard ?La résine Elegoo, c'est d'la merde.
Pour avoir, comme de nombreuses personnes commençant l'impression résine, commencé avec de la Elegoo, je ne m'en rendais pas compte, ne connaissant rien d'autre.
Mais pour avoir depuis testé une dizaine de résines différentes, il n'y a qu'un seul constat à faire. La résine Elegoo, c'est de la merde.
J'ai lu je ne sais où et sans réelle donnée technique que la Elegoo possèderait beaucoup moins de photo-activateurs et donc, elle nécessitait plus de temps d'exposition pour durcir. C'est le constat que tu en fais ici. Et moi-même, en utilisant cette résine, j'avais beaucoup d'échecs que je ne savais pas expliquer.
Des pièces qui ne tiennent pas, des supports qui se décrochent, des déformations etc...
Depuis, je suis passé sur la résine Anycubic et le constat est sans appel. Beaucoup moins d'échecs, beaucoup moins de déformation dans les pièces.
Et la différence entre ces deux résine est flagrante quand on les expose aux UVs. La résine Elegoo reste terne tandis que la Anycubic brille comme si elle était fluorescente.Comme je l'ai dit, j'ai testé beaucoup de résines. La meilleure absolue, pour moi, c'est la Peopoly. Mais, très très chère... Ensuite, la SirayaTech, mais, kifkif avec la Anycubic.
Le meilleur ratio qualité/prix, c'est sans appel la Anycubic, qu'on trouve en plus de ça, moins chère que la Elegoo alors, pourquoi se priver.
Je n'ai pas encore testé la Craftsman qui semble très prometteuse, mais, j'ai encore 20Kg de résine qui traine en attendant la réception de la Jupiter donc, c'est pas pour tout de suite.En comparaison, voici en haut résine Elegoo. En bas résine Peopoly. Même machine, mêmes fichiers, mêmes supports, mêmes paramètres, mêmes tout!
Même fichier lancé deux fois de suite avec juste la résine de différente.
Les pièces en Peopoly ne sont pas parfaites car mes supports ne l'étaient pas.
Mais la différence de qualité, de déformation, est sans appel ...
Si je peux te donner un conseil, débarrasse toi de cette merde au plus vite.
Mets en quelques goûtes diluées dans ta Anycubic de temps en temps pour vider le stock. Attention, pas trop, car il ne faut pas aller gâcher la Anycubic.
J'ai fait cette connerie là aussi ... Acheté de la résine Elegoo Marron qui était en "promo". Quelle connerie monumentale... Résine impossible à imprimer correctement.
J'ai dû la diluer dans plusieurs kilos de résine grise, que j'ai en partie gâché au passage tellement c'est de la merde...
-
condensateurs en remplacement de 680uF tension 450V dimension Ø30 x 40 mm
Les alimentations 600W TENLOG en panne avez-vous ce défaut ?Bonjour,
Les alimentation 600W alimentée sur le secteur Europe en 230 volts sont fragiles et tombent en panne !
pourquoi ? dans la plus part des pays le secteur est alimenté en 110V et la tension d'isolement est de 200V pour les condos et en Europe la tension d'isolement est de 450V pour la sécurité de l'usager.
J'ai constaté que les condensateur de 680 micro farads sont sous dimensionnées en tension d'isolement 200V pour une utilisation à 230V .La sécurité en Europe doit être d'une tension d'isolement de 450V.
J'ai trouvé des condensateurs en remplacement de 680ù tension 450V dimension Ø30 x 40 mm çà passe tout juste dans le boitier.
Bien entendu il y a aussi d'autres conséquences avec un Mosfett qui crame un 600R 160 impossible de trouver un data Sheet !
Attention pour ceux qui n'ont pas de pratique de dépannage en électronique je ne recommande pas de faire l'intervention vous même.
Pourquoi il faut déjà faire un bon diagnostic sur les composants périphériques touchés; ensuite par sécurité et bien entendu il faut un équipement spécifique pour dessouder les composants.
Merci pour votre retour si vous avez subit cette panne et comment la garantie est prise en compte.
Les informations seront retournées à TENLOG pour un correctif et une mise en conformité des alimentations.
a+ Francis
-
github base choix branche et dl zip
[Ender 3 V1 + TouchMi] Problème extrusion qui s'arrête au bout d'un moment.Le 15/02/2022 at 17:27, Tiberius a dit :Quand tu cherche la version du Firmware, tu check sur quel site s'il te plait ?
Pour les exemples de configurations des modèles d'imprimante : https://github.com/MarlinFirmware/Marlin/tree/2.0.x/config
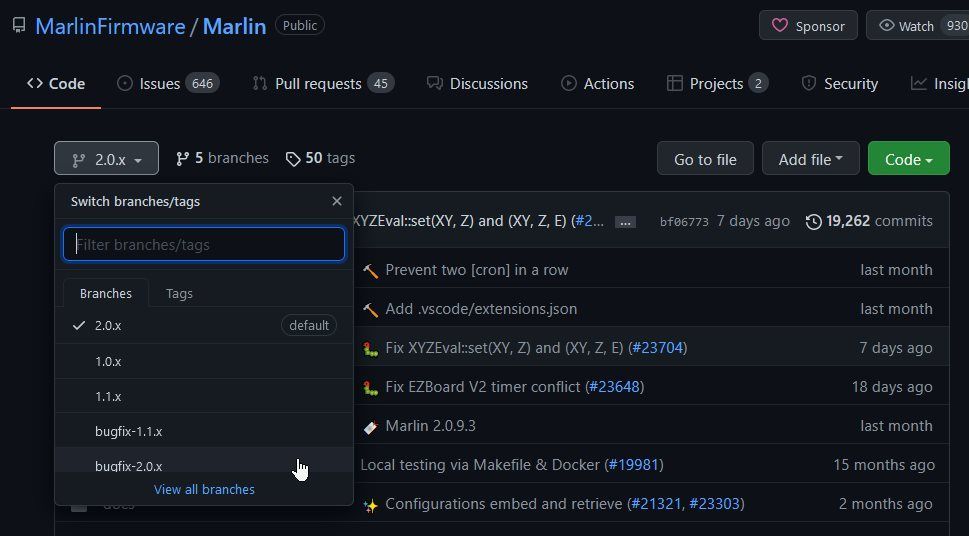
Pour les versions de Marlin : https://github.com/MarlinFirmware/Marlin
En modifiant la branche éventuellement si version «bugfixes» :
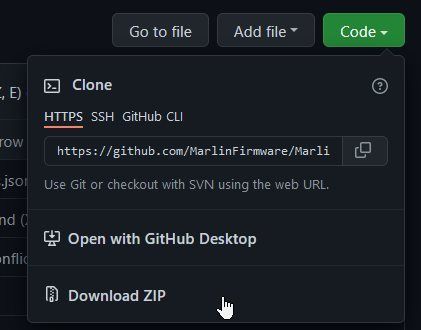
Puis, une fois la branche (version) sélectionnée, récupération du fichier compressé :
-
nettoyage et réglage plateau
Mon fil de décolle de la plaqueComment fais tu ton nivellement de plateau ?
A chaud ? A froid ?
Avec quoi ?
Techniquement, comme mentionné par @Savate tu es clairement trop haut.
Donc si tu utilises une feuille un peu épaisse, soit il faut que tu règles plus serré, ou si c'est déjà difficile de la faire coulisser, en prendre une autre un peu plus fine.
N'hésite pas à faire plusieurs fois le tour, pour vérifier que c'est ok.
Parfois au départ, on veut aller vite et ne faire qu'un tour, et tous les points ne sont pas ok.
(Surtout quand tu as besoin de faire de grosses corrections, cela peut se répercuter sur les autres angles).
D'ailleurs sur combien de points fais tu le réglage ?
Concernant la hauteur de couche initiale, ca va aussi un peu dépendre de ton réglage.
Tu peux adapter légèrement pour améliorer l'adhérence.
J'ai dit légèrement ... si tu dois mettre 0 de hauteur de première couche pour que cela adhère correctement, c'est que c'est clairement le nivellement qui est à refaire.
Par contre si tu dois mettre 0.15 ou 0.25, pourquoi pas.
Pour le radeau, c'est intéressant uniquement pour des pièces ayant une faible surface d'accroche ou des matériaux ayant une forte propension au warping (décollement des angles). Il ne faut vraiment pas prendre l'habitude d'en mettre en systématique. Si c'est le cas, il faut vraiment revoir le réglage du plateau et de la première couche.
Normalement une simple petite ligne de purge ou une mini-jupe suffisent largement.
Pour rappel :
La jupe : autour de la pièce mais sans contact avec elle : permet de purger/amorcer la buse.
La bordure : autour de la pièce mais en contact avec elle : permet d'augmenter la surface d'adhérence et limiter les décollements.
Le radeau : en dessous de toute la pièce, pour les gros soucis d'adhérence.
Nettoyage, perso j'utilise de l'alcool à brûler ... mais par contre éviter les versions "alcool ménager" qui peuvent contenir des additifs.
L'acétone est à proscrire aussi !
-
E3D V6 (All Metal et PTFE) montage / nettoyage
Problème E3D V6 Officiel - Fuite de PETG a travers la les élementsLa Titi's procédure est compliquée à adapter sur un E3DV6 :
- Pour la version PTFE E3DV6 : c'est un PTFE supplémentaire de plus faible diamètre déjà intégré dans le Heatbreak, et non le PTFE de l'extruder qui va jusqu'au bout.
- Pour la version All Metal E3DV6 : le PTFE de l'extruder ne peut pas traverser le Heatbreak.Ceci dit, la Titi's procédure est top pour les hotends Creality d'origine


Ça fait plus de 5ans que j'utilise des E3D V6 (All Metal et PTFE), je n'ai jamais eu de fuite ou de bouchage, pourtant je ne m'embête pas lors du montage.
Alors voici mes conseils, si ça peut t'aider :1 - En premier lieu il faut tout démonter/nettoyer.
2 - Pour le remontage, il faut simplement remonter l'hotend selon les instructions du constructeur :
- Manuel Officiel : https://e3d-online.zendesk.com/hc/en-us/articles/360017013257-V6-Assembly-Guide-Edition-2-
- Vidéo Officielle : https://www.youtube.com/watch?v=gwNAMveHLmw&t=66sMais attention il y a quelques subtilités :
Si tu as un Heatbreak PTFE :
- Contrôle que le tube PTFE soit coupé droit sans bavure et qu'il dépasse "à peine" du Heatbreak comme sur la photo ci-dessus (Heatbreak -> PTFE).
- Lors de la phase de serrage de la buse, ne chauffe pas à plus de 230°C par sécurité, le PTFE émet des vapeurs très toxiques autour des 240-250°C.
- Une fois ton E3DV6 entièrement monté, contrôle que le PTFE de l'extruder est coupé droit sans bavure, puis enfonce-le à fond dans le E3DV6 pour qu'il arrive en buté. Il faut enfin relever la bague du pneufit manuellement avec une main tout en maintenant le tube PTFE enfoncé avec l'autre main.
Si tu as un Heatbreak Full Metal :
-Une fois ton E3DV6 entièrement monté, contrôle que le PTFE de l'extruder est coupé droit sans bavure, puis enfonce-le à fond dans le E3DV6 pour qu'il arrive en buté au fond du Heatbreak. Il faut enfin relever la bague du pneufit manuellement avec une main tout en maintenant le tube PTFE enfoncé avec l'autre main.Attention au serrage de la buse : 3Nm pas plus
Le mieux est d'utiliser une clé dynamométrique, mais si tu n'en as pas je te conseille d'utiliser un tournevis à Douille, tu pourras serrer fermement la buse sans abimer le filetage.
Par contre je te déconseille de serrer au cliquet, il va décupler ta force (bras de levier) et tu risques d'abimer facilement le filetage.
-
Pour que la machine sache comment faire sa mise à l'origine
mon imprimante ne voit pas les endstopPour que la machine sache comment faire sa mise à l'origine, il faut:
- correctement renseigner où sont connectés les détecteurs
- renseigner le type de détecteur
- indiquer la logique
- ensuite lui dire dans quelle direction se réalise cette mise à l'origine
-
stocker une imprimante
Stockage Ender 3 V2il y a 10 minutes, Gok974 a dit :Bonjour,
D'après vous, quel est le meilleur endroit pour stocker une imprimante Créality Ender 3 V2 si jamais on ne l'utilise plus pendant 6 mois minimum ?
Merci pour vos réponses
D'une façon générale pour une imprimante (ou électronique):
- retirer le filament (de toute façon il sera mort), nettoyer la buse ou la retirer.
- Si filament entamé, sac sous vide avec dessicateur.
- pour l'imprimante
- A l'abri de la poussière
- lieu non humide ou soumis à de forte variation de température
- exemple containeur type garde meuble en extérieur, risque condensation sur électronique (corrosion et court circuit)
- Pas trop chaud non plus, grenier dans le sud avec température vers 60°C ou plus.
- Remise en utilisation progressive et douce.
L'idéal cave sèche, ou maison appart chauffé, grenier bien isolé.
il y a 58 minutes, PPAC a dit :Dans mon coffre de voiture
Je dirais un espace "pas trop humide" en intérieur, loin d'un chat qui "marque son territoire" ( pour éviter l’oxydation des contactes ... mais un coups de produit adapté permet normalement de récupérer cela )
évitez les furets at les fouines aussi !!!
-
macro Klipper et gcode placeholder
Message Klipper début d'impression ender 3La macro que j'utilise récupère les températures définies dans Cura (via les placeholders):
Citation###################################################################### # Start Print and End Print ###################################################################### # Replace the slicer's custom start and end g-code scripts with # START_PRINT and END_PRINT. [gcode_macro START_PRINT] #variable_T_BED: 60 #variable_T_EXTRUDER: 200 #variable_STANDBY_T_EXTRUDER: 170 gcode: {% set T_BED = params.T_BED|default(60)|float %} {% set T_EXTRUDER = params.T_EXTRUDER|default(200)|float %} {% set STANDBY_T_EXTRUDER = params.STANDBY_T_EXTRUDER|default(170)|float %} M117 Homing # Use absolute coordinates G90 # Reset Pressure Advance to 0, will be adjusted later in gcode based on material settings from cura #M900 K0 # Reset the G-Code Z offset (adjust Z offset if needed) SET_GCODE_OFFSET Z=0.0 # Home the printer G28 # Use the bed mesh #G29 BED_MESH_PROFILE LOAD=cr10v2 # Move the nozzle near the bed G1 X15 Y20 Z5 F6000 # Move the nozzle very close to the bed G1 Z0.15 F300 M117 Waiting for temperature # Start bed and extruder heating and continue M104 S{STANDBY_T_EXTRUDER} M140 S{T_BED} {% if printer.heater_bed.temperature < params.T_BED|float*0.85 %} M190 S{params.T_BED|float*0.85} # wait till 0.85 of bed temp is reached, then continue {% endif %} M140 S{T_BED} M104 S170 M190 S{T_BED} M109 S{T_EXTRUDER} # Prime line PURGE M117 Printing...
Dans Cura, mon Gcode de démarrage est très court:
; gcode macro Klipper START_PRINT T_BED={material_bed_temperature_layer_0} T_EXTRUDER={material_print_temperature_layer_0} STANDBY_T_EXTRUDER={material_standby_temperature}
La macro s'appelle «START_PRINT». Je lui passe en paramètre la température du lit (T_BED) avec la «valeur» (material_bed_temperature_layer_0) correspondant à celle choisie dans Cura, section Matériau, Température du plateau couche initiale. Idem pour la température de la buse.
-
TPU Flexible possible? (A20M)
TPU Flexible possible? (A20M)C'est parfois possible en bowden, il y a du TPU "95A" qui est compatible mais pour être sur, un youtubeur a une astuce :
-
loi d'Ohm et résistance des éléments chauffant
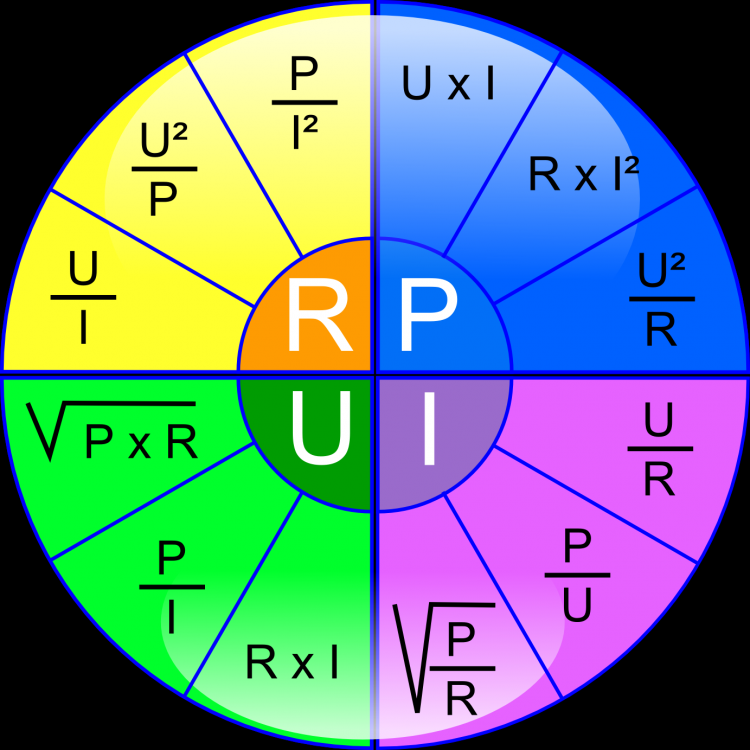
Souci électronique (carte mère)La loi d'Ohm permet de connaitre la résistance de la cartouche de chauffe: UxU/P
Donc une cartouche de 12V de puissance 40W a une résistance interne de 12x12(144)/40 = 3.6Ω (l'intensité nécessaire pour atteindre 40W en 12V est de ≃ 3,33A)
Une cartouche de 24V, puissance de 40W a une résistance interne de 24x24 (576) / 40 = 14,4Ω (l'intensité nécessaire pour atteindre 40W en 24V est de ≃ 1.66A)
Mais avec une alimentation de 24V ET une cartouche prévue pour du 12V, pour atteindre 40W tu dois lui fournir 6,66A
 => au mieux elle va «claquer» au pire les câbles fournissant cette intensité ne vont pas le supporter (échauffement au mieux, incendie au pire
=> au mieux elle va «claquer» au pire les câbles fournissant cette intensité ne vont pas le supporter (échauffement au mieux, incendie au pire  )
)
Donc à éviter
Le schéma ci-dessous, récapitule les relations entre Tension (U), Intensité (I), Résistance (R) et Puissance (P) :
-
PA6 chargé fibre Taux d'humidité
verrouillage de valises bmw 1200rtJ'imprimerais cette pièce en PA6 chargé fibre.
Si tu as besoin de la pièce rapidement, il est important après impression de mettre ta pièce trois heures dans de l'eau bouillante afin quelle reprenne son taux d'humidité, sinon il faut attendre plusieurs semaine à l'air libre.
Cela peut faire sourire, mais c'est la réalité et nous rencontrons régulièrement ce problème dans l'industrie.
-
alimentation RPi
ANET A8 gérée par OCTOPIL'alimentation «standard» normalement a une tension de 5,1V pas 5V (l'intensité devant être de 2,5/3A).
La détection de «sous-alimentation» se déclenche quand l'alimentation fournit moins de 4,55-4,6V.
La majorité des alimentations type chargeur de téléphone ont une tolérance de ±10% donc de 4,5 à 5,5V
-
Carte SD recommandations.
utilisation carte micro sd neuveSalut
Normalement pour les cartes SD il faut suivre ces recommandations
- Clé de marque reconnue (Ex : Sandisk)
- Capacité max 32 GB. Pour stocker des fichiers gcode c’est déjà bien suffisant / Système de fichiers FAT32 / Taille d’unité d’allocation 4096 octets
- Fichiers stockés sur le répertoire racine
- Pas de caractères spéciaux ou accentués dans les noms de fichier. Pas de '.' en début de nom de fichier. Pas de nom de fichier de plus de 255 caractères
- Extensions -> .gcode ou .gco
- Prendre soin d’éjecter la clé avant de la débrancher de l’ordinateur
Avec ça ça devrait marcher
@+
JC
Oups grillé par @PPAC
-
Formater en FAT32 4096 sous Windows (et partitionnement)
Rédaction d'un livre blanc de l'impression 3D FDMNouvelle version du PDF (presque le même nom
) : formater-carte-SD-sup-a-32Go.pdf
J'ajoute le document LibreOffice car l'affichage du PDF n'est pas «correct»
 => formater-carte-SD-sup-a-32Go.odt
=> formater-carte-SD-sup-a-32Go.odt
-
z offset
Ender 3 nivellement ok mais première couche ratéBonjour,
En effet je viens de retravailler l'offset Z à l'aide de cette vidéo : ici
En utilisant ces commandes via Octoprint :
Citation1. Home 3D printer
2. M851 Z0 - Reset Z0Offset
3. M500 - Store setting to eeprom
4. M501 - Set active parameters
5. M503 - Display Active Parameters
6. G28 Z - Home Z Axis
7. G1 F60 Z0 - Move nozzle to true 0 offset
8. M211 S0 - Switch off soft endstops
9. Move nozzle towards bed slowly until the paper can barely move
10. Take note of the Z on the printer display (take that number and add the measurment of the calibration sheet or device used)
11. M851 Z X.XX (X.XX being your z offset achieved)
12. M211 S1 - Enable Soft Endstops
13. M500 - Save settings to Eeprom
14. M501 - Set Active Parameters
15. M503 - display current settings
Ce qui m'a induit en erreur c'est qu'il n'y a plus accès à ces réglages depuis le nouvel écran tactile avec le nouveau firmware ... Mais cela se fait très très bien avec les GCodes et les MCodes !
Merci pour la piste du Z Offset en tout cas ! Quand on a la tête dans le guidon on oublie les basiques
Flyer-74
-
g-code de démarrage leveling G29 vs M421
Grosse galère avec le bed leveling CR10sIl y a 1 heure, daboo a dit :G28 ;Home
G29: levelling
M500 ; save eeprom -> pas à chaque fois, ça ne sert à rien
M501; restore eeprom -> inutile
tu peux essayer de remplacer les 4 lignes par ces deux là :
G28; home
M420 S1; utiliser le levelling stocké dans l'eeprom
-
aérographe
débuter l'aérographie.Pour débuter n'importe quel aéros double action pas cher (environ 30euros) sur amazon ou alie convient parfaitement (il y à des vidéos sur youtube qui en parle) pour se faire la main.
J'ai commencer avec celui la et je m'en sert encore
Pour le silence du compresseur par contre la c'est pas la même histoire, un vraiment silencieux coûte la peau des fesses, les petits vendu avec les aéros sont généralement bruyant (mais j'en ai pas pour te dire si ça fait vraiment du bruit, le miens c'est un 100L dans le garage donc faudrait demander à un quelqu'un qui en à un).
Faut aussi penser à l'aération, je fais ça dans mon atelier et après une séance, j'ai de la poussière de peinture partout (y compris dans les poumons si pas un très bon masque...), faut que je regarde pour une mini cabine de peinture.
Pour l'apprêt celui en bombe pour les carrosseries de voiture ou celui de chez action va très bien, sinon la colle blanche diluée avec de l'eau appliquée au pinceau fonctionne bien aussi, avec l'aéro celui de Vallejo est très bien (j'ai testée celui de chez AK super mais pas compatible avec ma peinture ProColor...donc attention le mieux c'est de prendre la même marque...d'ailleurs les peintures Vallejo sont aussi très bien). Les apprêt pour aéro sont très fin, idéal pour les petites figurines, ça n'enlève pas les petits détails mais du coups ça n'enlève pas les défauts d'impression non plus.
Pour lisser le pla tu peut le faire avec du dichlorométhane au pinceau ou avec une résine.
-
Réglage Plateau ender ...
Aide a un débutantTu dois vérifier plusieurs choses:
- Aucun jeu dans la tête sur l'axe X, tu prends la tête dans la main et tu la bouges si c'est bien en place tu ne sentiras aucun décroché.
- Pareil avec le bed, appuis sur les coins voir si tu sens que ça décroche
- Si tu as un décrochage il faut régler les excentriques.
- Les excentriques doivent réglés sur tous les axes, fluide et sans point dur a faire en disable motor et dans l'idéal courroie détendue sur X et Y
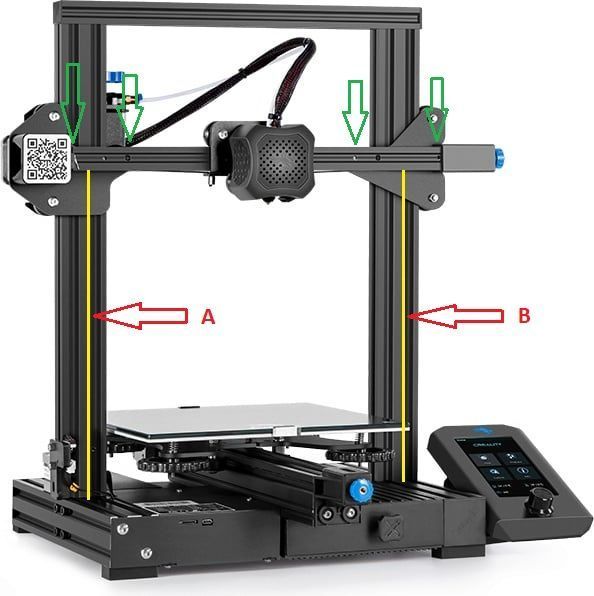
- vérifies ton équerrage je te joints une photo A doit être égal a B (regardes bien l'image cela se fait sur la structure et non sur le bed) si ce n'est pas d'équerre tu peux jouer sur les vis qui maintiennent l'axe identifiées en vert. Tu dévisses, tu corriges et tu visses.
- Montres nous une photo de la compression de tes ressorts sous le bed, ils doivent être compressé a 80% environ.
- Le réglage buse/bed doit se faire a chaud avec attente de 15min sans filament qui coule et buse nickelle propre. On fait les 4 coins + le centre et tant qu'on touche aux molettes, on refait le tour. Fais le réglage avec un ticket de CB c'est plus précis.
- Ton réglage d'extrudeur tu dois le faire 2/3 fois d'affilé pour vérifier que tu obtiennes toujours la même valeur sinon peut-être as-tu un problème sur le bras qui peut être fendu c'est un symptôme courant mais ton imprimante est neuve donc se serait pas de bol.
- Fais nous une photo de ton montage extrudeur + tête d'impression + l'impression d'une première couche que l'on voit l'état.
Bon te voilà une belle liste a faire a voir ce que donne les résultats
Edit: Merci @PPAC oubli corrigé
Citation