
PPAC
-
Compteur de contenus
10 878 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
186











À propos de PPAC

Récompenses de PPAC
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
-

Badges récents
5,7k
Réputation sur la communauté
83
Sujets solutionnés !
Favoris
-
[TUTO / Conseils] Quelques réglages à réaliser avant de se lancer
[TUTO / Conseils] Quelques réglages à réaliser avant de se lancerMême si la plupart de nos imprimantes, une fois la structure correctement montée et ses réglages indispensables effectués, sont capables d’imprimer, quelques étapes sont toutefois nécessaires avant de lancer les premières impressions.
Les étapes ci-dessous ne sont pas forcément à réaliser dans l’ordre présenté ni en totalité même si cela reste préférable.
MENU DU JOUR
-
Calibrer l’extrudeur
-
Calibrer le diamètre du filament
-
Calibrer le multiplicateur d’extrusion (débit)
-
Calibrer le pas des axes XYZ
-
Affiner le PID de la tête
-
Niveler son plateau
Étape 1 : Calibration de l’extrudeur
(à réaliser en cas de remplacement / de modification du matériel)
Important : cette procédure s’applique à un extrudeur type Bowden (extrudeur déporté avec un + ou – long tube de PTFE allant de l’extrudeur jusqu’à la tête) pas pour un extrudeur «direct-drive».
- Déconnecter le tube PTFE de l’extrudeur, dévisser le raccord pneumatique.
- Couper le filament au ras de la sortie de l’extrudeur avec l’outil qui convient (pince coupante, cutter, etc.).
Important : pour que le moteur de l’extrudeur fonctionne, il faut obligatoirement que la buse soit en chauffe à au moins 170° : c’est une sécurité du firmware pour empêcher de faire passer du filament solide de 1,75mm par le trou de la buse dont le diamètre est habituellement de 0.4mm (y en a qu’ont essayé, y z’ont eu un problème
 ).
).
- En utilisant l’interface permettant de contrôler l’imprimante (Octoprint, Pronterface, Repetier, l’écran de contrôle…) extruder 100mm (10cm) de filament.
G1 E100 F120 (extruder 100 mm de filament à la vitesse de 120 mm/min (2 mm/s)).
- Couper le filament au ras de l’extrudeur et répéter cette procédure à nouveau deux fois.
- Mesurer les trois morceaux de filament.
- Effectuer la moyenne (ajouter les trois mesures et diviser par 3).
- Récupérer la valeur actuelle des pas (steps) de l’extrudeur en utilisant M503 si vous ne la connaissez pas déjà.
Cela devrait retourner une ligne M92 X xxx.xx Y xxx.xx Z xxx.xx E xxx.xx
Formule :
(Valeur actuelle des pas)× 100 mm / (longueur moyenne mesurée) = nouvelle valeur des pas
Si le firmware permet d’enregistrer les données dans l’EEPROM, M92 EXXX.XX suivi de M500
Sinon ajouter au gcode de démarrage la ligne: M92 EXXX.XX (XYZ calibration à l’étape 5)
Exemple : moyenne des trois morceaux=98,5 mm. Ancien pas=95 pas/révolution.
Nouveau pas = 95 x 100 / 98,5 = 96,45 (arrondi)
On utilisera donc un M92 E96.45
Répéter autant de fois que nécessaire jusqu’à être pleinement satisfait.
Important : si le nouveau pas calculé varie de +- 10 % par apport à celui originel, il y a un problème qu’il faudra résoudre (moteur, pilote moteur, câble, roue dentée mal fixée, …).
Note : en procédant ainsi, on règle matériellement le pas de l’extrudeur. Quel que soit le filament, un tour du moteur de l’extrudeur fournira toujours la même quantité de filament. Il faudra par contre régler le débit propre à chaque filament (étapes 2 et 3).
Étape 2 : Calibrer le diamètre du filament
(à faire à chaque changement de filament)
- A l’aide d’un pied à coulisse, mesurer le diamètre du filament à plusieurs endroits en tournant le pied à coulisse autour du filament (au cas où le filament ne soit pas rond mais ovale).
- Effectuer une moyenne des différentes mesures, au moins trois (3), saisir cette valeur dans le trancheur (slicer) à l’endroit utilisé pour paramétrer le diamètre du filament.
Pour Cura cela dépend de la version utilisée. Depuis la version 4.2, c’est dans la section des matériaux qu’il faut procéder à cette modification. On peut aussi ajouter un plugin via le Marché en ligne : « printer settings » qui permet d’apporter de nombreuses modifications au matériel.


Étape 3 : Calibrer le multiplicateur d’extrusion (débit / flow)
(à réaliser à chaque changement de filament)
- Imprimer un cube (20mmx20mm n’importe quel cube de test fonctionne)
- En mode vase (une seule paroi, pas de remplissage, pas de plancher ni plafond).
Dans Cura option « Spiraliser le contour extérieur », section [Mode spéciaux]

Régler le débit de l’extrusion à 100%

Régler la largeur d’extrusion à la même valeur que celle déclarée pour la buse (100%).

- Mesurer les parois à l’aide d’un pied à coulisse en plusieurs endroits (au moins 5-6) et faire la moyenne de ces mesures.
- Modifier le débit en appliquant une règle de trois :
Nouveau débit = ancien débit x (largeur d’extrusion / moyenne des mesures)
Répéter autant de fois que nécessaire jusqu’à être pleinement satisfait.
EDIT et précisions:
En effectuant la mesure de l'épaisseur d'une paroi (mode vase) on n'obtient pas la valeur déclarée dans «Largeur de ligne» (ci-dessus 0,4mm) mais plutôt 0,44 / 0,45 mm. Ce n'est pas le signe d'une sur-extrusion mais c'est dû à la manière dont les trancheurs modélisent le cordon déposé par le filament (voir ici pour une explication légèrement technique).
Donc la formule à appliquer pour une buse de 0,4mm devrait plutôt être :
Nouveau débit = ancien débit x ( 0,44 / moyenne des mesures)
Étape 4 : Calibrer le pas des axes XYZ
(à refaire si des modifications matérielles ont eu lieu)
- Imprimer un cube de test à 20% de remplissage afin de calibrer l’imprimante.
- Mesurer les dimensions XYZ du cube et si incorrectes :
- Récupérer les valeurs de pas actuelles via M503, ceci retourne une ligne :
M92 Xxxx.xx Yyyy.yy Zzzz.zz Eeee.ee
- Calculer la valeur correcte du nombre de pas par mm via la formule suivante :
Nouveaux pas = Pas actuels x distance attendue / distance mesurée
- Ajouter ces nouvelles valeurs au gcode de démarrage à la suite de la ligne M92 utilisée lors de l’étape 1 permettant de découvrir le nombre de pas par révolution de l’extrudeur
M92 Xxxx.xx Yyyy.yy Zzzz.zz Eeee.ee (E a été calculé à l’étape 1)
NB : les dimensions seront exactes pour des pièces de la taille du cube et uniquement pour cette taille
Pour une calibration plus pointue, il est préférable de faire le test de la croix de calibration.
Le site du BearCNC (ses tutos sur l’utilisation de Fusion360 sont une bonne source pour progresser, d’autres tutoriels évidemment existent et sont eux aussi utilisables) explique très bien comment et pourquoi réaliser cette calibration (lien direct vers Thingiverse pour ceux qui préfèrent la langue anglaise)
Étape 5 : Affiner le PID de la tête de chauffe
(devrait être réalisé à la température prévue pour l’impression)
- M503 pour récupérer les valeurs actuelles du PID, chercher cette ligne dans les données affichées
M301 Pxx.xx Iyy.yy Dzz.zz
- Démarrer le calibrage / étalonnage du PID via la commande :
M303 E0 S200 C3
Explications de la commande:
M303= commande gcode du Pid E= Extrudeur S= Température cible C= Cycles
L’étalonnage se déroule sur plusieurs cycles (par défaut 5 si le paramètre C est omis). Au final les nouvelles valeurs de PID valables pour la température cible demandée sont affichées (Kp (P), Ki (I) et Kd (D)).
Exemple de valeurs retournées :
Kp 40.63 Ki 5.98 Kd 69.06
- Entrer ces valeurs dans le gcode de démarrage via la commande M301 :
M301 P40.63 I5.98 D69.06
Note : au cas on l’on change de type de filament (PLA, PETG, ABS, ASA, Nylon, …) qui nécessite une température d’extrusion différente (plus élevée par exemple), il faudrait procéder à un nouvel étalonnage du PID.
Étape 6 : Nivelage du lit manuellement
(à vérifier de temps en temps / quand la première couche n’accroche plus)
Préalable : mettre en chauffe et la buse et le plateau afin de s’assurer que les conditions de réglage correspondent à celles utilisées lors de l’impression (le plateau en chauffant se dilate légèrement comme tous les métaux).
- Utiliser une cale de calibrage, par exemple : 0,2 dans mon cas. Tout autre cale peut évidemment être utilisée, pourquoi pas une de 1 cm ou de 5 cm voire une feuille de papier (l’épaisseur de celle-ci dépend de son grammage, on risque de modifier celle-ci si on la presse trop fort ; une feuille de 80g/m2 mesure pratiquement 0,1 mm d’épaisseur).
Exemple de jeu de cales d’épaisseur :

- Régler chaque coin du plateau pour que la cale passe entre la buse et le plateau en étant légèrement « pincée » (elle peut encore glisser avec un léger frottement sous la buse).


- Refaire ce passage aux quatre coins plusieurs fois jusqu’à ce que le glissement de la feuille soit identique pour chaque point de réglage.
Le nivellement du plateau est maintenant réalisé.
Cependant telle quelle, la buse n’est pas au point de référence 0 de l’axe Z (elle est à la hauteur de la cale utilisée)!


Il faut maintenant indiquer au matériel que l’on se trouve 0,2mm (hauteur de la cale) au-dessus du lit sinon, il présumera qu’il est au point zéro (0) et montera le Z de la valeur entrée dans le trancheur pour l’épaisseur de la première couche ; la buse se trouvera alors à « hauteur cale + épaisseur première couche » (ex : cale de 0,2mm, 1ère couche de 0,2mm, hauteur de la buse par rapport au plateau de 0,4mm).


Pour réaliser cette correction, ajouter au G-code de démarrage
; corrections des pas (effectuées aux étapes 1 et 4)
M92 X79.6 Y79.6 Z399.0 E110.75
G28 ;Home
; ajustement du PID (effectué à l’étape 5)
M301 P30.42 I2.67 D86.73
G1 Z5.0 F3000 ; monte le Z de 5mm
G92 Z5.2 E0 ; Indique au matériel que l’on est à 5.2, initialise extrudeur
G1 F200 E3 ; extruder un peu de filament
G92 E0 ; RAZ de l’extrudeur
Note : monter le Z à 5 mm (G1 Z5.0 à 50 mm/s); après ce déplacement, indiquer au matériel que la buse se trouve réellement à 5.2 mm du plateau (G92 Z5.2) pour compenser l’épaisseur de la jauge de mesure (0,2mm) utilisée. Quand l’impression commencera, la buse sera réellement à la hauteur de première couche demandée lors du tranchage.
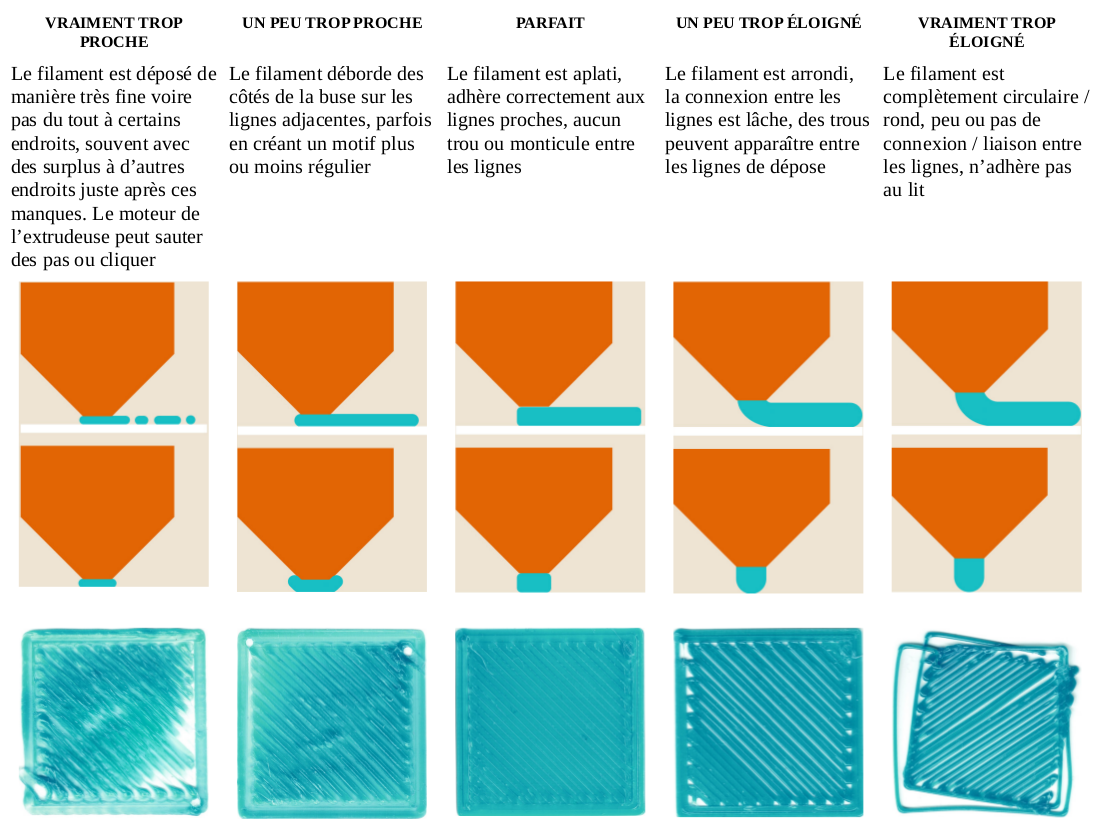
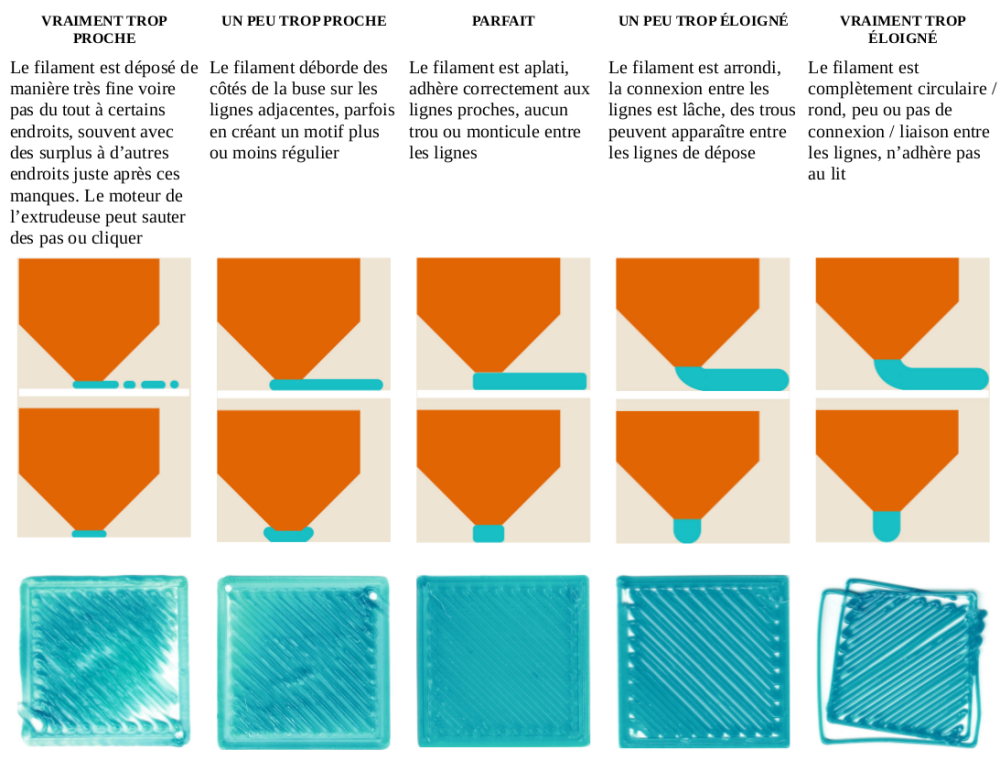
Pour rappel, le filament déposé pendant la première couche devrait approcher l’image du milieu :

Bonnes impressions et que
l’épicele filament coule à flot comme aurait pu le dire Muad’Dib (Dune, Frank Herbert)Pour ceux qui voudraient garder trace de ce sujet, bonus cadeau : calibrer_imprimante_v2.pdf
EDIT Octobre 2020 :
Pour compléter et pour ceux comprenant la langue anglaise, le site de l'australien TeachingTech permet de réaliser bon nombre des réglages de nos imprimantes via une série de tests minimisant le nombre d'essais /erreurs

EDIT Février 2021 :
Précision quant au calcul du débit
-
-
Pièges des réglages Vref A4988 ou DRV8825
Pièges des réglages Vref A4988 ou DRV8825Bonjour à toutes et tous,
J’entends souvent beaucoup de choses sur le réglage des drivers moteurs, bien souvent on me parle d’un réglage usine hypothétique, ou à l’oreille ou lors des nuits de pleine lune quand le vent souffle à l’ouest !
Je lis souvent « moi j’ai une Vref à 1.6V » et ça ne veut rien dire car il manque des informations capitales !
Le courant généré peut passer du simple au double ou même être hors limite si les modules ne sont pas strictement identiques !Donc NON, le réglage de la tension de référence (Vref) sur un driver de moteur pas à pas ne se fait pas de manière empirique !
Il faut absolument connaitre plusieurs caractéristiques pour régler correctement ces bestioles.- Coté driver, le circuit utilisé A4988 ou DRV8825 a son importance et va surtout de pair avec la valeur des résistances « Rsense » qui sont présentent sur le PCB, elles-y sont souvent sérigraphiées « S1, S2, S1X, S2X, R1, R2…», et peuvent avoir comme valeur 0.05 ohm (Marquage R050), 0.1 ohm (R100) ou 0.2 ohm (R200) donc on sort la loupe pour être sûr.
- Coté moteur, il faut chercher son courant de fonctionnement par phase (Imax) qui a été calculé par le fabriquant en fonction de ses caractéristiques.
Si ce courant n’est pas indiqué par le vendeur du moteur, on cherche chez SON fabriquant avec SA référence dans son datasheet.
Sous-alimenté, il va perdre son couple et risque même de vibrer sans pouvoir garder sa position stable.
Suralimenté, il va faire beaucoup de bruit par résonance et bien entendu surchauffer (le driver également par contre réaction).Après une longue discussion avec un constructeur de moteur de type Nema (GE), il s'avère que le Imax d'un moteur n'est pas son Inominal, il faut donc diviser Imax par racine de 2 pour trouver Inom.
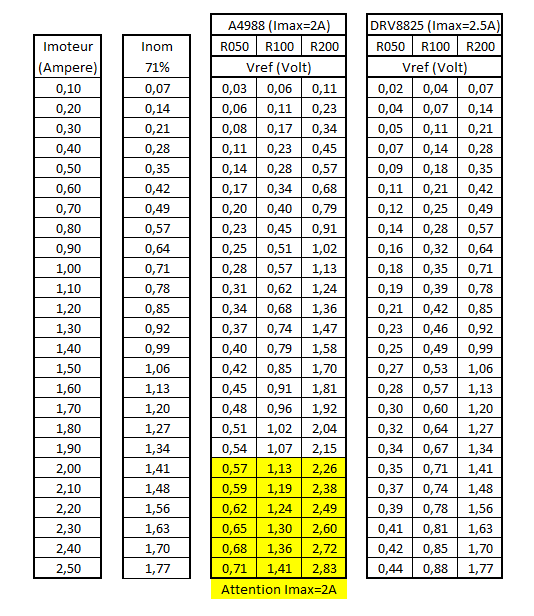
j'ai donc mis à jour le tableau en correspondance.On calcule donc la valeur de Vref à régler avec le petit potentiomètre, la formule est donnée dans le datasheet du constructeur du driver, et est :
on calcule Inom = Imax divisé par racine(2)
Pour un A4988 : Inom = Vref / (8 * Rsense) donc Vref = Inom * 8 * Rsense
Pour un DRV8825 : Inom = Vref / (5 * Rsense) donc Vref = Inom * 5 * RsenseLa valeur maximale de la limitation de courant est donc définie en interne en fonction de la valeur des Rsense et de la tension de la broche Vref.
Exemples de calculs :
Un A4988 avec des Rsense de 0.05 ohm (Marquage R050) et un moteur avec un Imax à 1.8A, Inom = 1.27A : Vref = 1.27 * 8 * 0.05 = 0.51V.
Un DRV8825 avec des Rsense de 0.1 ohm (Marquage R100) et un moteur avec un Imax à 2.1A, Inom = 1.48A : Vref = 1.48 * 5 * 0.1 = 0.74V.
Un A4988 avec des Rsense de 0.2 ohm (Marquage R200) et un moteur avec un Imax à 1.5A, Inom = 1.06A : Vref = 1.06 * 8 * 0.2 = 1.7V.Important :
Le courant maximum par phase pour un A4988 est de 2A et 2.5A pour le DRV8825. Donc si vous êtes dans la limite haute de votre drivers, réduisez un peu Imax.La température du driver peut monter à plus de 150°C si son courant arrive à son maximum admissible et il doit être de toute façon correctement refroidit par un dissipateur et si possible par un flux d’air au-delà de 1A par phase. Il passera en protection thermique et coupera le courant moteur si sa température arrive hors limite.
Voir les datasheets pour les courageux, dont les tableaux « Relative Current and Step Directions » et « Step Sequencing Settings ».
http://www.allegromicro.com/~/media/Files/Datasheets/A4988-Datasheet.pdf
http://www.ti.com/lit/ds/symlink/drv8825.pdfPour les TMC2xxx, il suffit de prendre Inom du tableau et de régler Vref à la même valeur. ex moteur 1.5A, Inom = 1.06A, Vref = 1.06V
attention ceci n'est valable que pour Rsense = 110mΩ
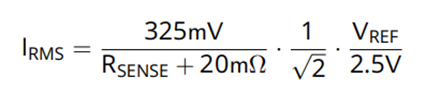
la formule donnée par Trinamic est IRMS = 325mV / (RSENSE + 20mΩ) * 1/√2 * VREF/2.5V
avec des RSENSE = R110 = 110mΩ nous simplifions puisque 325/(110+20) = 2.5 (c'est pour ça que l'on trouve les pilotes avec ces valeurs de RSENSE sur le marché)
IRMS = 2.5 * 1/√2 * VREF/2.5V
2.5 / 2.5 = 1 donc
IRMS = 1/√2 * VREF
je me débarrasse de 1/√2 en multipliant par √2 des deux cotés
√2 * IRMS = √2 * 1/√2 * VREF donc √2 * IRMS = VREF
VREF = √2 * IRMS
et nous savons que IRMS = IMAX / √2
VREF = √2 * IMAX / √2donc VREF = IMAX
comme on prends 70% par sécurité, pour un courant de 1.5A, nous avons 1.5*0.7 = 1.05, réglage de VREF à 1.05V
et ça tombais bien, puisque en prenant 70% de sécurité, c'est comme si on divisais par √2 (0.707...) c'est une astuce d'électronicienc'est comme si en prenant 70% de sécurité, on prenait la valeur RMS de ce courant IMAX
pour simplifier, avec 70% de sécurité, IMAX * 0.707 = IMAX / √2 = IRMS
donc on peut régler VREF à la valeur APPARENTE de IRMS, sous entendu que ça contient déjà les 70% de sécurité.
mais ça ne fonctionne qu'avec des RSENSE à 110mΩ
vous trouverez un XLS pour ces calculs, vous pouvez y changer Rsense si ça valeur n'est pas standard.
ATTENTION les TMC sont hyper sensible à la température, ils doivent impérativement être refroidit sous un courant d'air, avec un dissipateur conséquent.
Bonne lecture.
Stef
le tableau corrigé pour avoir une idée de Vref en fonction des valeurs d'Imax du moteur.
-
Flash d’un BootLoader sur un Arduino en se servant du port ICSP...
Flash d’un BootLoader sur un Arduino en se servant du port ICSP...Flash d’un BootLoader sur un Arduino en se servant du port ICSP et d’un autre Arduino transformé temporairement en interface de programmation.
J’ai reçu dernièrement une carte contrôleur de type Trigorilla (Anycubic) et impossible de la flasher, aussi bien avec un .hex qu’avec l’IDE Arduino et les sources de Marlin.
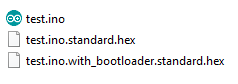
J’ai parlé de ce soucis dans la session Anycubic et @thsrp m’as posé la question de savoir pourquoi quand on demande à l’IDE Arduino d’exporter les binaires compilés, il générait deux fichiers .hex, un avec le BootLoader et un sans le BootLoader.
J’en profite donc pour vous expliquer ça et aussi pour détailler la procédure pour reflasher son BootLoader en utilisant le port ICSP présent sur nos cartes.
Ces deux fichiers sont donc destinés à flasher un Arduino sans avoir accès aux sources.
Il existe plusieurs solutions pour les utiliser :
- En USB (à travers une interface USB/RS232) via Cura, Repetier, …
- Via le port ICSP à 6 broches avec une interface spécifique.
- Et même en WIFI sur des microcontrôleurs équipés type ESP8266 ou ESP32.La solution de flasher en USB :
- soit directement depuis l’IDE Arduino quand on compile les sources (de Marlin par exemple),
- ou via Cura, Repetier (ou autres) quand on ne possède que le .hex,
nécessite que le BootLoader (BL) de la carte fonctionne correctement et communique avec l’hôte qui envoi les données que le BL écrit dans sa mémoire flash.Donc le cas classique : nous avons par exemple un ATmega2560, avec son BL, branché en USB :
Dans cette configuration, peu importe que le .hex ne contienne ou pas le BL, cela fonctionne dans les deux cas, car l’algorithme de transfert du BL ne prends que le programme dans le .hex et jamais le BL interne de l’ATmega ne sera effacé ou remplacé. Ce qui nous arrange bien en fait, pas besoin de se soucier d’avoir un .hex avec ou sans BL.
Alors pourquoi générer les deux ?
Il existe une autre façon de flasher un ATmega, c’est le fameux port ICSP à 6 broches !
Par exemple sur le composant ATmega neuf, en sortie de chaine de fabrication, il est complètement vide, pas de programme d’amorçage (BL).
Hors une carte Arduino par exemple, doit pouvoir être programmé en USB directement, donc on lui implante un BL via ce fameux port ICSP.Un autre exemple, une carte industriel sur laquelle on injecte son firmware via ICSP, si cette carte ne possède pas de port de programmation série, pas besoin de lui charger un BL, la maintenance se fera via ICSP si besoin.
Dans le cas où une carte est livrée avec un port de programmation (série ou USB) et en plus avec ses sources (une carte pour piloter une imprimante par hasard), dans ce cas son firmware devra comporter aussi son BL pour que les futurs flashs en USB puissent se faire.
En production, l’utilisation de l’ICSP est essentiel pour des raisons de vitesses, pas besoin de compiler à chaque fois la source pour l’implanter. Ce protocole est le SPI.
Sur nos cartes Arduino, il se présente sous la forme de 6 picots en 2x3 avec un repère en broche 1.
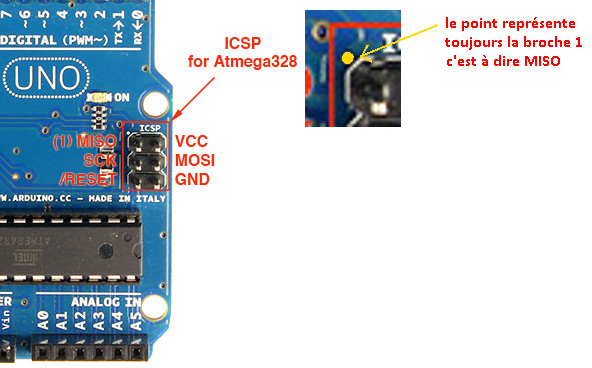
Broche 1 : MISO Broche 2 : VCC 5V (ou 3.3V en fonction des cartes)
Broche 3 : SCK (Clock) Broche 4 : MOSI
Broche 5 : RESET Broche 6 : GND (masse, 0V)L’utilisation que l’on peut en faire ici, c’est surtout de flasher un BootLoader.
Et ça peut être bien utile dans plusieurs cas :
Un ATmega vierge (sans BL donc), ou une mise à jour par exemple aux Nano du soleil levant qui sont livré avec le vieux BL, il est intéressant de le mettre à jours pour Optiboot 6.2 par exemple, surtout que c’est maintenant le BL officiel des UNO depuis quelques temps chez Arduino.
Mais il peut arriver aussi qu’un programme fasse planter tellement profondément le microcontrôleur que son BL ne puisse plus répondre aux commandes de flash et dans ce cas-là, impossible d’utiliser la connexion USB.La seule solution c’est d’utiliser le port ICSP et de graver sa séquence d’initialisation qui efface la mémoire du composant et lui réinjecte son BL.
Pour faire cette manipulation, il suffit d’avoir sous la main un autre Arduino, Uno, Nano, Mega peu importe si ils fonctionnent sous la même tension, ici 5V et avoir quelques fils Dupont pour brancher le tout.
Pour la partie software, tout est déjà présent dans l’IDE Arduino.Mise en œuvre :
Dans un premier temps, on va injecter un programme pour communiquer avec le port ICSP à l’Arduino qui va nous servir d’interface : ArduinoISP.
1) Dans l’IDE, on commence donc par connecter « l’Arduino Interface » et de choisir son modèle (ici un Uno pour l’exemple) et son port COM dans le menu Outils.
2) On ouvre Fichier, Exemples, ArduinoISP.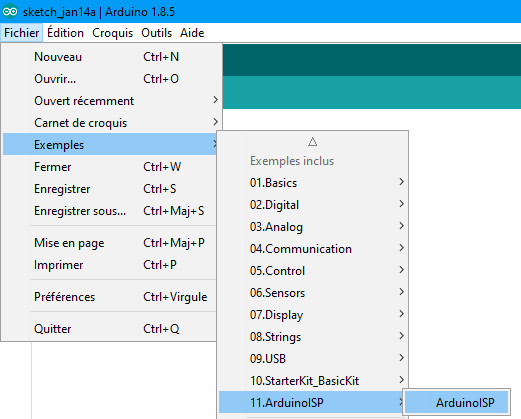
3) On téléverse (beurk) (CTRL+U) ce fichier dans « l’Arduino Interface ».
Nous avons alors notre « Arduino Interface » programmé avec un émulateur de programmateur ICSP, qu’il faut maintenant relier à la carte cible sur laquelle nous voulons réécrire le BL.
Déjà on débranche l’USB, autant éviter les courts circuits. La carte cible n’est pas non plus alimentée !
On va relier les deux connecteurs ICSP de cette manière à l’aide de 5 câbles Dupont :
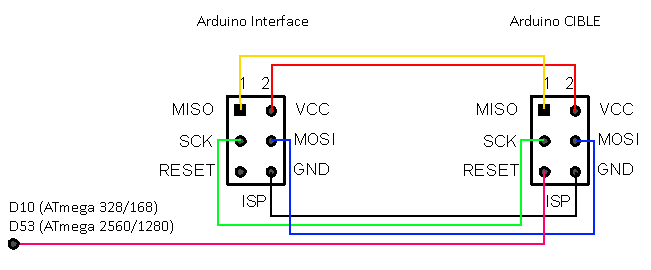
Rien de plus simple, VCC sur VCC, GND sur GND, MISO sur MISO, MOSI sur MOSI et SCK sur SCK.
Le 6eme câble est sur la broche RESET de la cible,
Et la broche RESET de la cible ne doit en aucun cas être reliée à la broche RESET de l’Arduino servant d’interface !!!
Cette broche sera reliée au connecteur D10 sur la Uno ou Nano (ou D53 si il s’agit d’un ATmega 2560 ou 1280).

A partir de ce câblage, en aucun cas l’Arduino cible ne devra être alimenté sur son port USB ou Jack d’alimentation ! C’est « l’Arduino Interface » qui alimente la cible !
Nous allons pouvoir « graver la séquence d’initialisation ».
Brancher l’USB de « l’Arduino Interface » sur l’ordinateur.
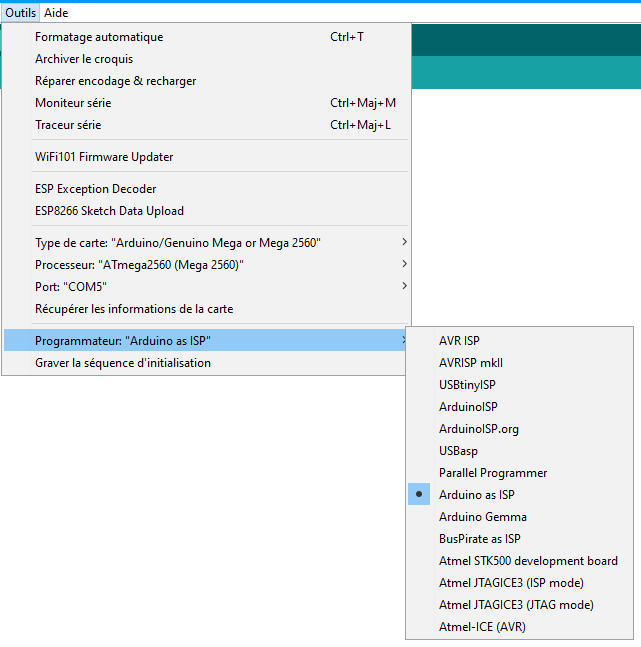
Dans l’IDE, choisir le modèle d’Arduino CIBLE (dans l’exemple ici un ATmega2560).
Choisir le port COM de « l’Arduino interface ». C’est lui qui est branché en USB sur l’ordinateur !
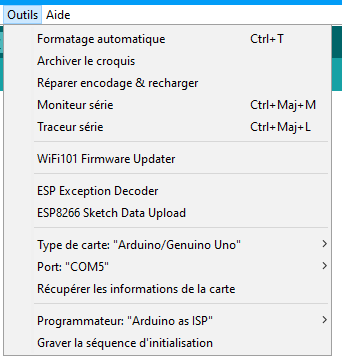
Et choisir dans Outils / Programmateur : Arduino as ISP
Il suffit ensuite de lancer « Graver la séquence d’initialisation »

Et en quelques secondes, la cible sera effacée et son BL flashé.
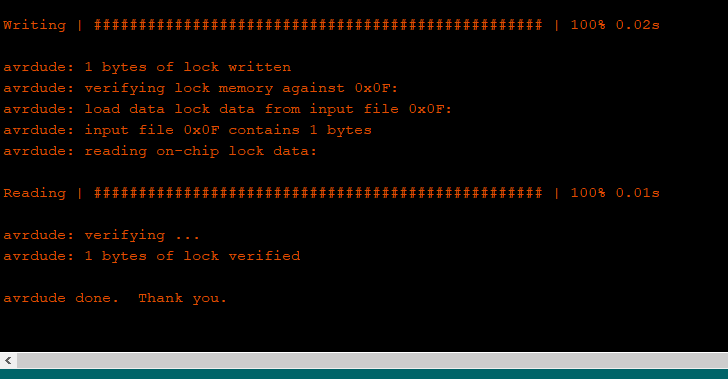
Il suffit maintenant de débrancher l’USB, les 6 câbles Dupont qui sont sur son port ICSP.
L’ATmega est maintenant vierge et possède son BL.
Il est maintenant flashable en USB par les moyens conventionnels.
Voilà !
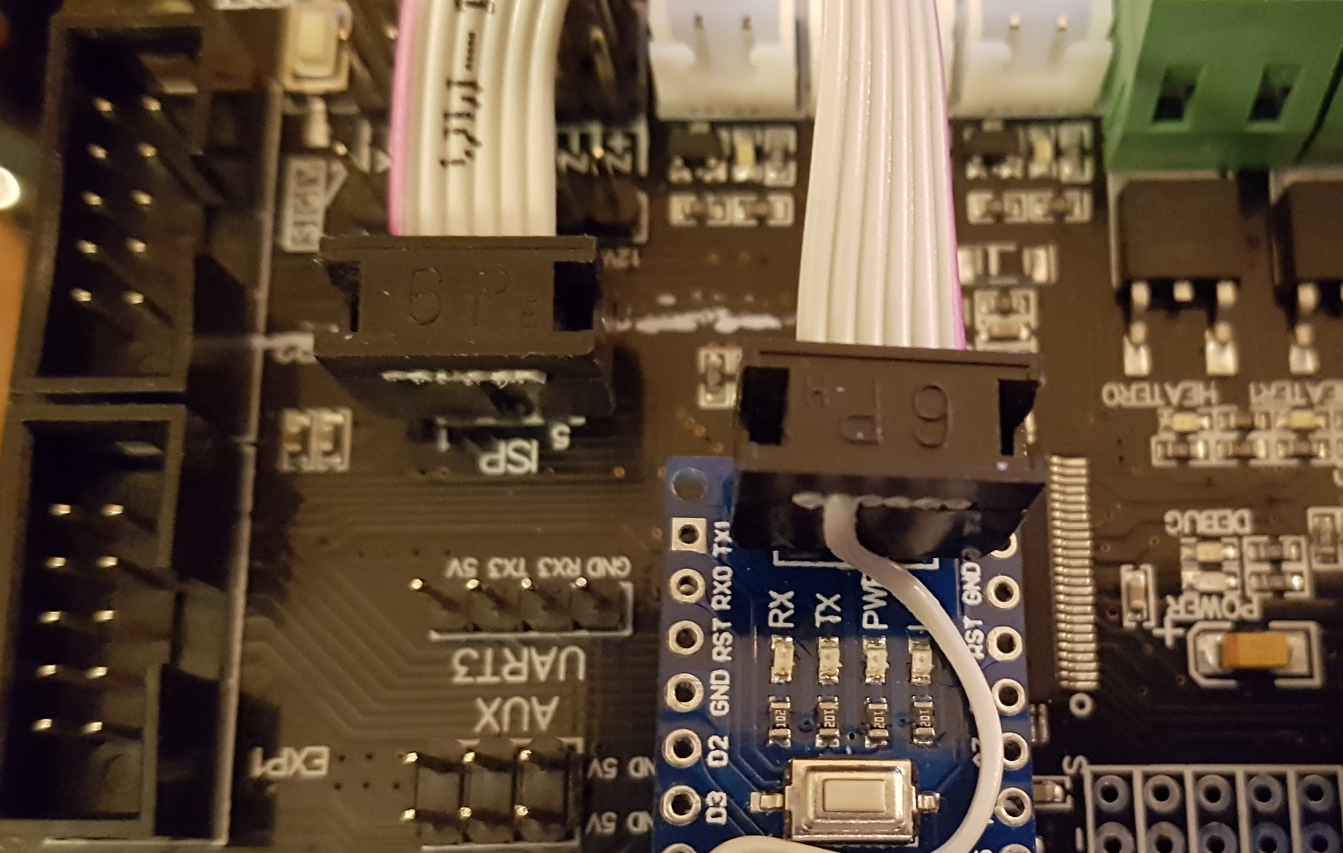
Personnellement je me suis fait cette interface à partir d’un Nano, normalement il est enrobé de gaine thermo mais pour la photo je l’ai retirée.
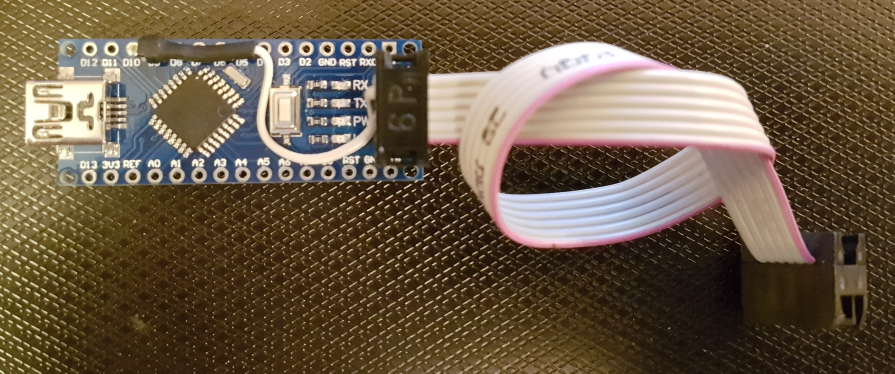
Pour ceux qui se posent la question, la broche 1 est en bas à gauche sur ce nano.
J’ai retiré le contact 5 (RESET) dans le connecteur 6 points et laisser son câble plus long pour le connecter sur D10. (Car je le répète, les deux RESET ne doivent pas être reliés entre eux !).
Le même in situ pour flasher le BL d’une carte Trigorilla livré sans (merci soleil levant).
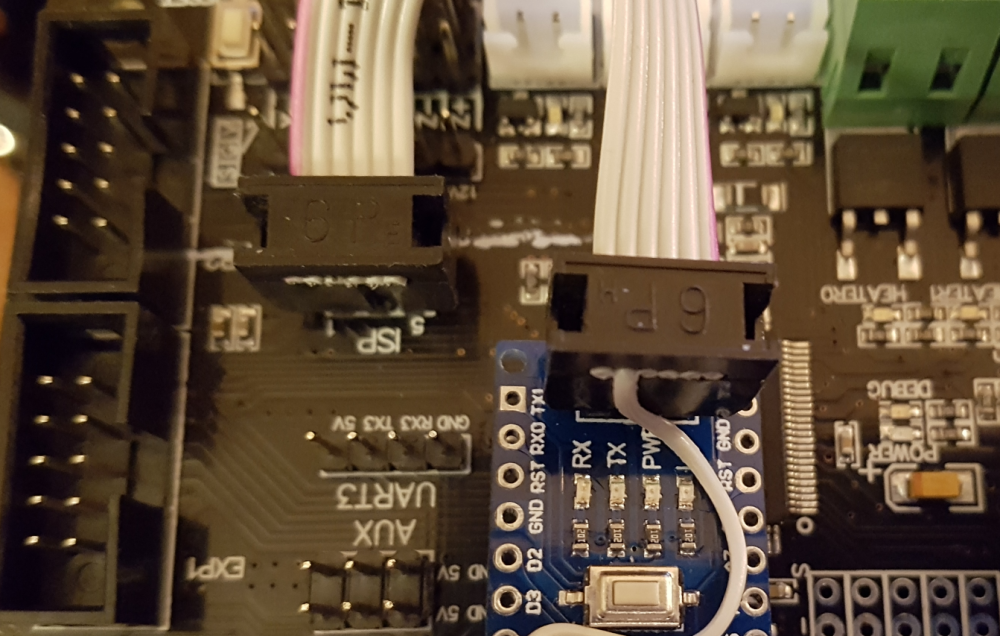
Le liseré rouge dans mon cas est coté broche 1 sur les connecteurs ICSP.
On peut aussi acheter sur eBay pour moins de 10 euros, un programmateur compatible de ce style, ce qui peux être pratique quand on a pas d’Arduino sous la main.

Il suffit de le déclarer non plus en « Arduino as ISP » mais en « USBasp », la procédure reste la même.
Stef_ladefense
-
Le nouveau look de Thingiverse - Vos avis
Le nouveau look de Thingiverse - Vos avisOn peut simuler l'affichage mobile sur un PC fixe assez facilement. Ex sur Firefox: ouvrir thingiverse , faire Ctrl+Shift+M. Dans la barre du haut qui apparaît vous avez plusieurs options dont celle du périphérique simulé. Les tablettes Ipad, Kindle, etc. marchent assez bien pour Thingiverse. Et là effectivement c'est assez fluide.
N'empêche c'est codé avec les pieds parque techniquement on peut facilement faire une version du site mobile et une version standard.
-
TRINAMIC, histoire, fonctionnement et autres joyeusetés des TMC2xxx
TRINAMIC, histoire, fonctionnement et autres joyeusetés des TMC2xxxBonjour à toutes et tous,
Puisque ces questions reviennent régulièrement, je vais essayer d’expliquer comment utiliser les modules équipé de puce Trinamic de type TMC2xxx et comment les régler en fonction du courant consommé par le moteur.
Petit historique :
Faire tourner un moteur pas à pas n’est pas bien compliqué, quelques transistors et quelques lignes de code suffisent, par contre c’est du pur binaire avec pleins d’inconvénients, des accélérations brutale, vibrations et bruits d’ondes carrées caractéristiques.
Dans les années 2000 Texas Instruments étudie un système de chip tout en un, qui regroupe, les générateurs de rampe PWM pour permette des micros pas, les étages de puissances, la régulation de courant, mais surtout une gestion logique interfaçable sur tous types de microcontrôleurs.
Sorti en 2010 le DRV8825 comprends donc une intégration poussée tout en un et les bases du pilotage moderne avec 3 signaux logiques DIR, STEP et ENABLE.En 2012 Allegro sort sa propre version qui fonctionne sur des bases équivalentes, l’A4988.
Depuis les années 90, Trinamic s’intéresse au contrôle du mouvement piloté et conçoivent une technologie de contrôle matériel et non plus logiciel, ce qui est essentiel pour avoir un fonctionnent des moteurs de manière efficace, fiable, fluide et silencieux.
Peu à peu l’industrie plébiscite la précision de fonctionnement de leurs produits.
Alors que l’explosion de l’impression 3D personnel est déjà bien débutée, Trinamic annonce mi 2015 son dernier circuit intégré de commande et de pilote de moteur pas à pas à un axe. Le TMC2100.
Rapidement apparait sur le marché grand public un module équipé avec le TMC2100.
D’une conception différente de ce qui existe alors, il apporte un pilotage bien plus optimisé et surtout silencieux, et sera suivi rapidement par des améliorations avec les TMC2208, TMC2209… etc.La forme actuelle des modules enfichable de 2 x 8 boches est certainement dû à la société Pololu qui à développer depuis les années 2000 pléthores de modules spécialisés robotique, faciles à changer en cas d’upgrade ou de destructions.
Compatibilités et particularités des modèles Trinamic :
Quand on regarde un module, la première chose qui saute aux yeux est l’absence de composant sur sa face supérieure, il n’est peuplé qu’au recto !
Pourquoi ? Parce que celui qui a dessiné le PCB a lu les notes technique du fabriquant ! Merci à lui !Les puces Trinamic possède un pad thermique sous son boitier et est donc brasé en dessous du circuit imprimé ce qui a le mérite de laisser toute la place au verso pour le dissipateur thermique.
La liaison thermique avec le dissipateur se fait via un double plan de masse percé d’une multitude de via traversant le circuit imprimé pour un échange thermique optimal, de loin beaucoup mieux qu’à travers l’époxy du boitier du composant.ATTENTION on trouve des modules qui utilisent des puces TMC22xx avec la puce sur le DESSUS ! N’achetez pas ça ! Elles sont instables !
Cette conception est de loin la meilleure approche en industrie et on en use et abuse presque pour tous composant qui chauffe, il est d’ailleurs dommage que l’A4988 n’en profitent pas, son pad thermique étant placé aussi sous son boitier…
Encore un qui n’a pas lu les notes de conceptions, c’est dommage car on trouve toujours le meilleur dans les notes d’application, même le dessin optimisé du PCB pour tests.Sa deuxième particularité est qu’ils ont les sorties des enroulements moteur inversées.
Rien d’insurmontable et nous avons au moins deux façons pour le gérer :
Agir directement dans la source (Marlin,…) par la déclaration logique de l’inversion du sens de rotation de chaque moteurs, ou inverser le sens du connecteur du moteur, coté carte de contrôle ou coté moteur.Gestion de l’énergie ou les fameux modes StealthChop et SpreadCycle :
StealthChop est le mode par défaut de fonctionnement silencieux du pilote, aussi bien à l'arrêt qu’à des vitesses faibles à modérées. C’est le mode préféré pour les axes X, Y et Z.
SpreadCycle est le mode standard hautement amélioré par rapport aux DRV8825 et A4988, préférable pour le moteur de l’exdrudeur quand le mode Linear Advence est utilisé ou quand de très hautes vitesses sont nécessaires, ces dernières sont rare sur nos machines à la maison.
Leurs mises en place dépendent du pilote :
TMC2100 est dit Standalone (autonome) et n’est pas pilotable, sa configuration est confiée aux signaux CFG1 et CFG2.
TMC2130 est utilisable en Standalone mais c’est surtout qui soit pilotable par bus SPI qui le caractérise, en mode standalone c’est qu’un équivalent TMC2100 avec configuration via CFG1 et CFG2. L’utiliser seulement si la carte de l’imprimante le supporte.
TMC2208 est utilisable en Standalone, avec ou sans une configuration avancé via l’écriture dans sa mémoire OTP, ou par UART (RS232).
Il utilise le mode StealthChop par défaut, pour le passer en mode SpreadCycle il faut soit, écrire dans sa mémoire OTP (Programmable qu’une fois, aucun retour en arrière possible), soit le piloter en mode UART.TMC2209 est utilisable en Standalone, par UART chainable (par 4) et/ou OTP.
Il possède en outre une broche SPREAD de configuration hardware qui permet de le faire travailler en mode StealthChop (LOW) ou SpreadCycle (HIGH).Upgrade ?
Changer de pilotes vers des TMC vont donc apporter une gestion des moteurs optimisée par rapport aux pilotes de base, même en standalone et aussi jouer sur le bruit, ou plutôt le silence, généré par les moteurs, la contrepartie c’est que l’on s’aperçoit vite que les ventilateurs sont bruyants… très bruyants, trop ?
A l’heure actuelle, autant utiliser le TMC2209 qui est le mieux optimisé, plus souple à utiliser et permet des pointes de courant jusqu’à 2.8A.
Mais si vous avez un lot de 2208, voire de 2100 utilisez les !
Si vous utiliser le mode Linear Advence, il est préférable de configurer le pilote de l’extrudeur en mode SpreadCycle. L’optimisation StealthChop génère alors trop de problème de régularité.
Si vous êtes équipé en TMC2100, une patte à couper, un bout de fil et une brasure va solutionner le problème pour l’extrudeur.
Avec un TMC2208, on trouve des modules pour programmer sa mémoire OTP, c’est une usine à gaz car il faut souvent relier un pont de soudure sous le 2208 pour pouvoir communiquer avec ! C’est expliqué sur le site de Watterott.
Attention écrite dans sa mémoire OTP est définitif, aucun retour en arrière possible !
Avec une TMC2209, c’est prévu via une broche ou un pont de brasure.
Une autre solution c’est de simplement utiliser le pilote d’origine (A4988 ou DRV8825 avec sa Vref réglée correctement là aussi).
La Vref :
Allez donc faire un tour sur mon post dédier dans un premier temps.
La Vref, ou tension de référence, sert au pilote à générer en interne le courant maximum qui passe dans le moteur, il est important de la régler correctement.
Trop faible, le moteur va perdre des pas, trop fort il va vibrer et beaucoup chauffer.Pour mesurer ce courant, le pilote utilise des résistances de faible valeur, incluses dans la boucle de contre réaction de l’alimentation du moteur, la tension a ses bornes est égale à sa valeur multipliée par le courant la traversant (U=R*I), ce sont les fameuse Rsense.
Pour les pilotes équipés des puce Trinamic TMC2xxx, ces résistances font généralement 110mΩ (notée R110 sur leur boitier) et ce n’est pas complètement par hasard, nous le verrons plus bas. Mais il arrive (chez Creality entre autre) qu’elle fasse 150mΩ (R150), chacun est libre !Trinamic fourni (tout comme ces homologues) la formule de calcul dans les appnotes de ses puces.
Cette formule est :
Le courant est exprimé en RMS (de l'anglais root mean square), c’est la valeur efficace d'un signal périodique, correspondant en électricité et en mode sinusoïdal à Irms = Imax / Racine(2).
Nous pouvons donc écrire :
Vref = Irms * (Rsense+20)/325 *2.5 * Racine(2)Prenons le cas où Rsense est égal à 110mΩ
(110+20)/325 = 0.4 et 0.4 * 2.5 = 1
Avec Rsense à 110 mΩ ça simplifie le calcul, on comprend ce choix de valeur maintenant ?
donc
Vref = Irms * Racine(2)
hors en mode sinusoïdal : Irms = Imax / Racine(2), donc on remplace :
Vref = Imax * Racine(2) / Racine(2)
ce qui donne
Vref = ImaxImax c’est le courant max du moteur (peak).
En électronique on n’utilise jamais le max, ça chauffe voir ça brule, des fois ça explose, par compromis on utilise souvent une fourchette entre 70% et 80%.
Puisque nous somme en mode sinusoïdale autant utiliser 1 / Racine(2) qui est proche de 71%.On règle Vref à la valeur de Imax / Racine(2),
exemple pour un courant de 1.5A, Vref = 1.5 * 0.707 = 1.06V.ATTENTION cette simplification du calcul n’est valable qu’avec Rsense = 110mΩ
Prenons maintenant une valeur de Rsense = 150mΩ
Irms = 325 / (Rsense+20) * 1 / Racine(2) * Vref / 2.5
Vref = Irms * (Rsense+20) / 325 *2.5 * Racine(2)
Comme précédemment on remplace Irms par Imax / Racine(2) et on vire Racine(2) / Racine(2)
Vref = Imax * (Rsense+20) / 325 *2.5 on peut écrire * 2.5/325 -> / 325/2.5 -> / 130
Vref = Imax * (Rsense+20) / 130
Prenons par exemple Imax = 1.5A
Vref = 1.5 * (Rsense+20) / 130
Vref = 1.5 * 170 / 130 = 1.96Régler donc Vref à 1.96 / Racine(2) = 1.39V
Simple non ?
On peut bien sûr régler Vref dans la fourchette jusqu’à la valeur de Imax.
Plus on s’en approche, plus le couple sera important et plus le moteur va chauffer,
En cas de masse lourde à déplacer, augmentez Vref, mais faites-le en commençant de la valeur calculée et en augmentant par palier de 0.1V sans dépasser Vref max.
Ce n’est jamais une bonne idée d’augmenter Vref à cause d’une mauvaise mécanique qui force.Feuille Excel pour calculer Vref, renseignez la valeur de Rsense et le courant Imax du moteur et hop !
TMC_Vref_V2.xlsxRéglage du Vref au multimètre :
Un petit tournevis plat adapté (parfois livré avec les pilotes)
un multimètre en calibre 2V
un bout de fil fin et souple.En premier lieu, éteindre la machine avec son interrupteur.
Trouvez une masse (sur un bornier d’alim par exemple) et y fixer la pointe de touche négative (noire) dessus.
Dénudez 5cm de chaque côté du fil fin, l’enroulez d’un côté sur la pointe de touche positive (rouge) et de l’autre sur la partie métallique du tournevis. Un bout de scotch aiderait à tenir certainement.
Déconnectez un par un en les repérant les connecteurs qui vont aux moteurs.
Allumez la machine.
Réglez chaque potentiomètre à la valeur Vref calculée, attention à la position des dissipateurs thermique, les coller en fonction d’où se trouve le trou de réglage pour ne pas être gêné par la suite.
Éteindre la machine avec son interrupteur.
Remettre les connecteurs moteurs à leurs emplacements d’origine et dans le bon sens.
Déconnectez la pointe de touche du multimètre et resserrez éventuellement le bornier qui l’a accueilli.ATTENTION
Si le moteur est relié au pilote lors du réglage, vous risquez fortement de détruire le pilote, la carte peut aussi être détruite.
Note sur le mode UART :
Pour l’instant ce mode n’est véritablement pas encore utilisable avec Marlin.
Ce n’est pas suffisamment mûr dans le code pour piloter les moteurs en temps réel via UART ou SPI et quand ça sera possible, ça le sera seulement sur des cartes 32 bits à cause de la puissance de calcul requise.
La seule chose qui ne fonctionne pas trop mal c’est de configurer les pilotes via le soft.On les initialise au démarrage avec leur Vref et leur mode de fonctionnement, mais c’est assez compliqué à mettre en œuvre, en mode UART, il faut obligatoirement utiliser des ports supportants les interruptions pour que SoftSerial fonctionne, mais ces ports non utilisés sont limités.
Avec des TMC2208, c’est un port par module (on peut utiliser la même pin pour TX et RX), avec un TMC2209, on peut chainer 4 module en parallèle sur le même port).Personnellement je testerais certainement un jour le pilotage de TMC2209, avec le chainage c'est intéressant niveau port libre, ce qui simplifiera la mise en œuvre.
Par contre quand je vois le nombre de problèmes ouverts sur le Githup Marlin je suis presque sûr d’essuyer les plâtres, donc à voir quand ça sera stabilisé.
De plus il est rare de revenir sur ces réglages, à moins d’un changement de pilotes ou de moteurs.
-
[TUTO] De l'importance de la première couche
[TUTO] De l'importance de la première coucheLe réglage de la première couche
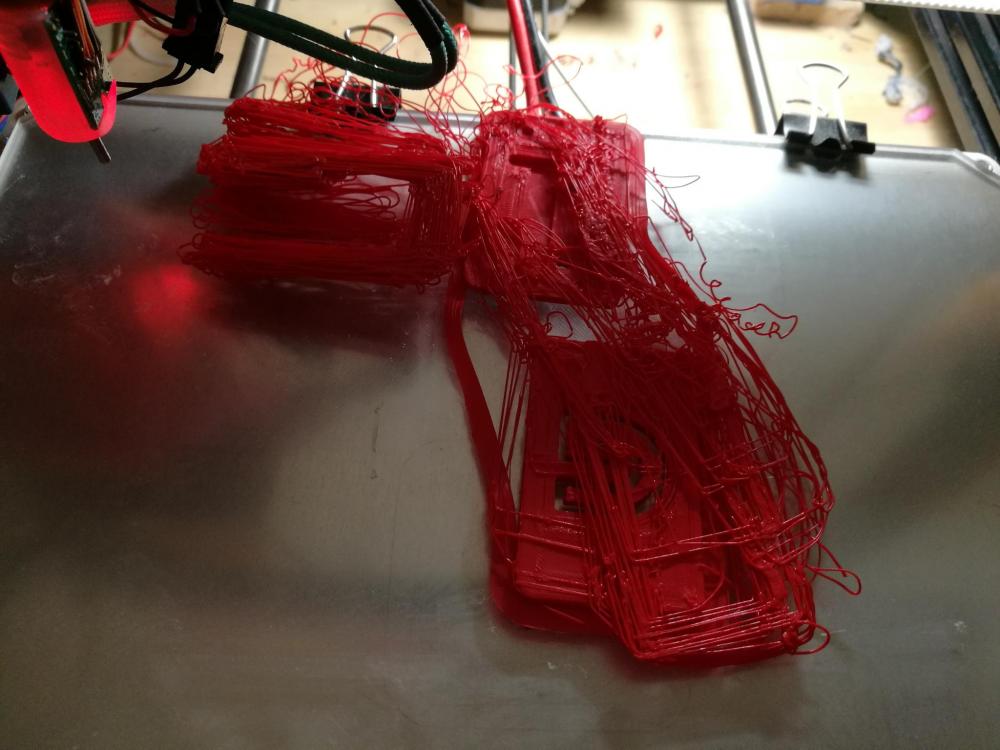
Le bon réglage de la première couche est la base de toute impression réussie. C’est l’une des difficultés majeure que tout débutant rencontre et qu’il va devoir maîtriser s’il veut réussir ses pièces et éviter un plat de spaghetti.
Ce réglage incorrect peut entraîner :
- Un décollement de la pièce dû à une mauvaise adhérence de la pièce sur le plateau.
- Une première couche à l'aspect visuel désagréable.
- Un gauchissement de la pièce (autrement appelé "warping") qui, en plus de ruiner l'aspect visuel et mécanique de la pièce, peut engendrer un décollement de celle-ci.
- La détérioration de la surface du lit quand la buse est trop proche
Cela ce produit lorsque l'écart entre la buse et le plateau n'est pas correctement réglé.
Il faut en premier lieu vérifier le bon réglage du parallélisme du plateau vis à vis de la buse.
Ensuite, il faut régler cet écart (également appelé "offset"). Ce réglage doit être réalisé aux conditions d'impression (buse et lit à température) et également avec l'extrémité de la buse exempte de tout détritus.
Cela peut se faire de manière :
- mécanique (via une vis de butée qui est propre à votre modèle d'imprimante et ensuite via les molettes de réglage du plateau)
- informatique via le logiciel qui pilote l'imprimante (parmi lesquels se trouvent Pronterface, Repetier-Host, Octoprint, …).
- automatique (ABL = Auto Bed Leveling) via un capteur détectant où se trouve la surface d'accroche à différents endroits du plateau (permet de compenser les défauts de planéité de celui-ci)
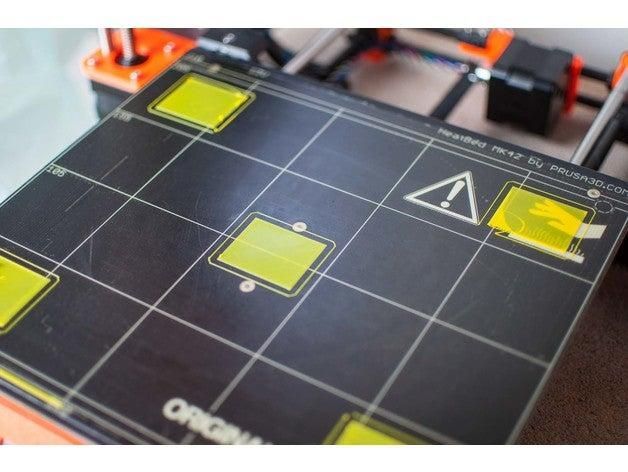
Voici comment reconnaître la qualité du réglage en fonction de ce qui est imprimé.
Afin de vérifier le bon réglage de votre imprimante, vous pouvez imprimer ce genre de pièce.
Avec de l'expérience, vous pourrez régler «à la volée» votre écart buse/plateau lors de l'impression de la première couche, et notamment lors de l'impression de la jupe ("skirt" en anglais).
Si vous voulez commenter ce tuto, proposer une amélioration ou autre, suivez ce lien.
Si vous ne parvenez pas régler votre première couche, suivez ce lien.
----------------
Merci @Yo' d'avoir relu et amélioré mon premier tutoriel. L'idée originale, rédigée en anglais vient d'un utilisateur de Reddit (r/3DPrinting).
-
[Ender 3 v2][Filament qui ne sort plus a partir de 40% d'impression]
[Ender 3 v2][Filament qui ne sort plus a partir de 40% d'impression]Bonjour,
Je confirme la mise en cause des rétractions.
J'ai eu exactement le même souci il y a quelques semaines. Après avoir écarté toutes les possibilités comme énoncées par PPAC, j'ai réalisé que le phénomène ne se produisait que sur des pièces, peu importe la taille et la longueur d'impression, comportant beaucoup de détails, donc beaucoup de rétractions à faire. J'ai donc revu ces paramètres du slicer (dans mon cas Cura dernière version) :
- Distance de rétraction diminuée à 1 mm (j'étais à 2 ; je suis en direct drive sur un clone Titan Aero)
- Vitesse de rétraction 25 mm/s
- Nombre maximal de rétraction à 20
- Intervalle de distance minimale d'extrusion à 1 (c'est là que j'ai découvert que ce paramètre doit toujours être égal à la distance de rétraction)
- Limiter les rétractions du support : oui
- Mode de détour : tout
- Eviter les pièces imprimées lors du déplacement : oui
J'ai aussi augmenté un peu la température d'extrusion (5°C) afin d'augmenter la fluidité. Résultat : toutes les pièces sont sorties sans aucun problème, y compris une grande dont l'impression a duré 53 heures et dire qu'elle comportait beaucoup de détails est un euphémisme ! Je n'ai même pas eu beaucoup de stringing

-
Quelques généralités sur la mécanique
Quelques généralités sur la mécaniqueHello,
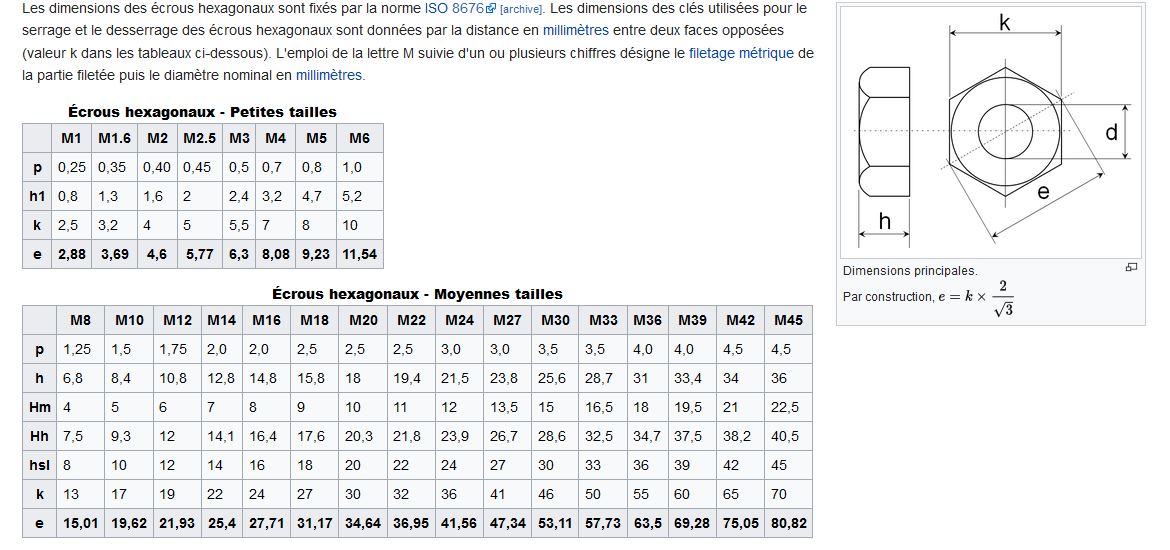
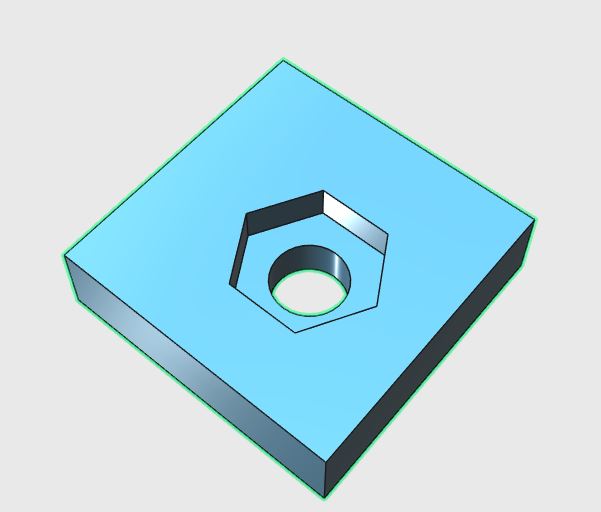
Un petit tableau (pas trouver dans ton doc ... j'ai peut être mal cherché) qui me sert très souvent pour créer mes empreintes hexagonales pour écrous dans mes réalisations.
Pas facile de calculer de tête le rayon ou le diamètre de sommet à sommet d'un hexagone, pour générer un insert tenant un écrou ou une tête de vis hexagonal dans une modélisation.
 .
.
Il y a plusieurs normes
Ce tableau donne, pour du métrique, le rapport direct le plus intéressant entre k et e accessoirement l'épaisseur h
Il est très simple à interpréter au premier coup d’œil
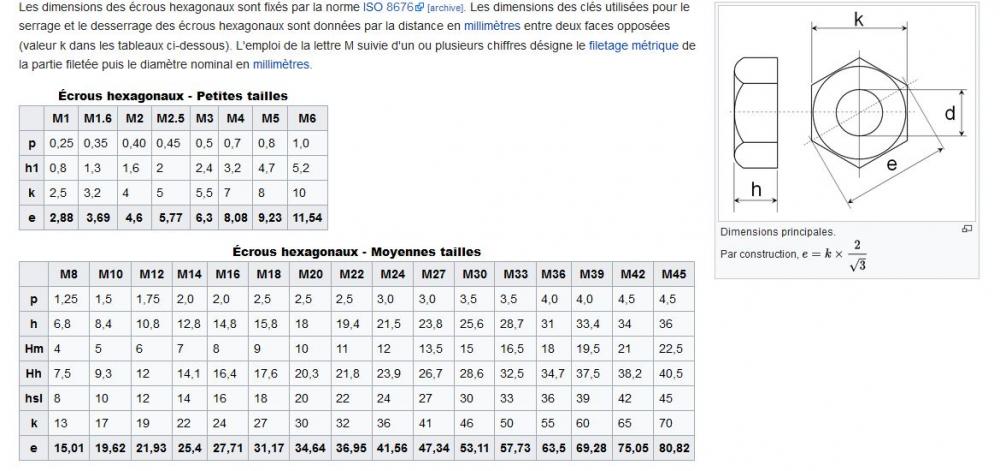
(Côte que je majore de quelques dixièmes, au pifomètre, selon la météo et l'humeur du jour
 )
)
-
LES TUTOS POUR DEBUTANTS
LES TUTOS POUR DEBUTANTSHello,
Voici quelques sujets susceptibles de vous intéresser pour bien débuter votre incursion dans l'univers de l’impression 3D.
A) Les indispensables :
- Brancher son imprimante en USB sur un PC Windows
- Comment choisir et formater sa carte sd ou sa clé usb, ou ici
- Le réglage des axes Z
- Le réglage du plateau
- Le réglage des moteurs
- Comment bien monter son bloc de chauffe / hotend
- Calibrer son imprimante avec Superslicer
-
 deux, trois choses à vérifier quand l'extrusion n'est pas celle attendue.
deux, trois choses à vérifier quand l'extrusion n'est pas celle attendue.
- Le livre blanc de l'impression 3D
- Le glossaire de l'impression 3D
B) C'est bon à savoir :
- L'impact de la qualité de vos bobines sur vos impressions
- Diamètre de buse et qualité d'impression
- La lubrification des roulements
- Le stockage des bobines
- Fonctionnement de l'extrudeur
C) Au cœur du sujet :
- Trouver des objets à imprimer
- Les techniques d'accroche
- Un sondage sur ce que font les membres du forum pour que leurs impressions tiennent sur le lit.
D) En attendant que votre impression se termine :
- Un peu de lecture sur la découverte de l'impression 3D <--Nouveau
- Quelques généralités sur la mécanique
-
Step by step autour des moteurs pas à pas
-
Problème adhérence PETG et PLA
Problème adhérence PETG et PLAAttention quand on change du PETG au PLA, les températures étaient différentes cela peut créer des petits bouchons entrainant des sous-extrusion.
Il faut bien faire suinter le PETG a sa température de fusion afin de nettoyer la buse correctement avant de mettre le PLA.
-
Impression pas propre
Impression pas propreSalut @Filoucaenais, on va essayer de faire les choses dans l'ordre sinon tu vas te perdre dans tes réglages.
Première chose, sous Cura, est-ce que tu maîtrises un peu la gestion des profils ?
Il serait bien que tu ais un profil de référence et que tu fasses tes modifs dans d'autres profils, comme ça tu gardes une référence connue et une trace de tes essais sinon c'est le bordel.
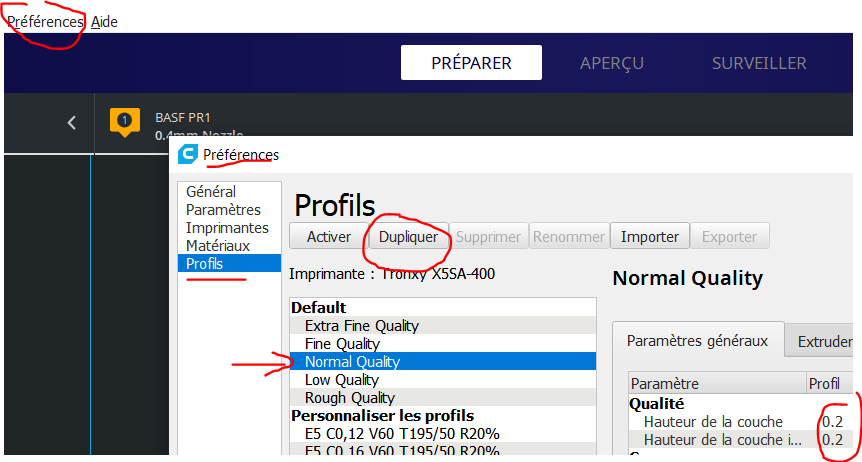
Plusieurs façon d'aller sur le panneau des profils, la première, tu cliques sur "préférences/configurer Cura..." barre du haut, tu tombes sur cette fenêtre et tu choisis "profils"
Tu choisis "normal Quality" (pour être en couches de 0,2) et du fais "dupliquer", tu donnes un nouveau nom "ref1" par exemple puis bouton en bas "fermer"
Ensuite tu vas dans la barre de droite:
1) tu cliques sur le nom du profil actif
2) tu cliques sur la flèche vers le bas
3) tu sélectionnes le profil "Ref1"
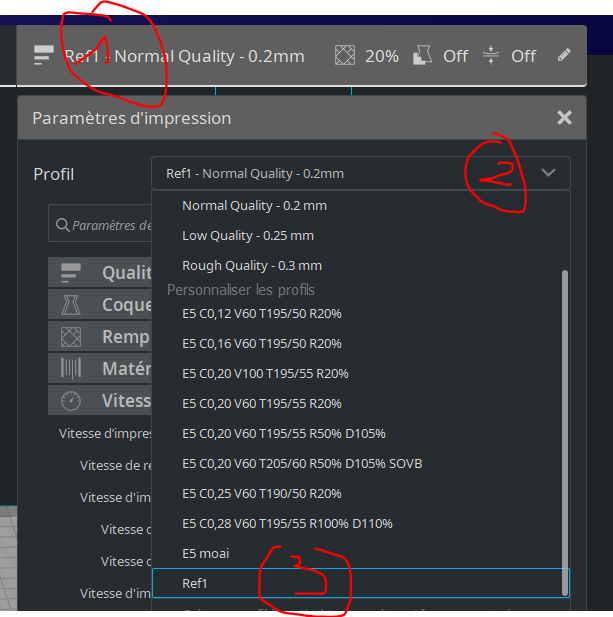
Voila, le profil de ref est sélectionné, il faudra faire de même pour les autres profils modifiés.
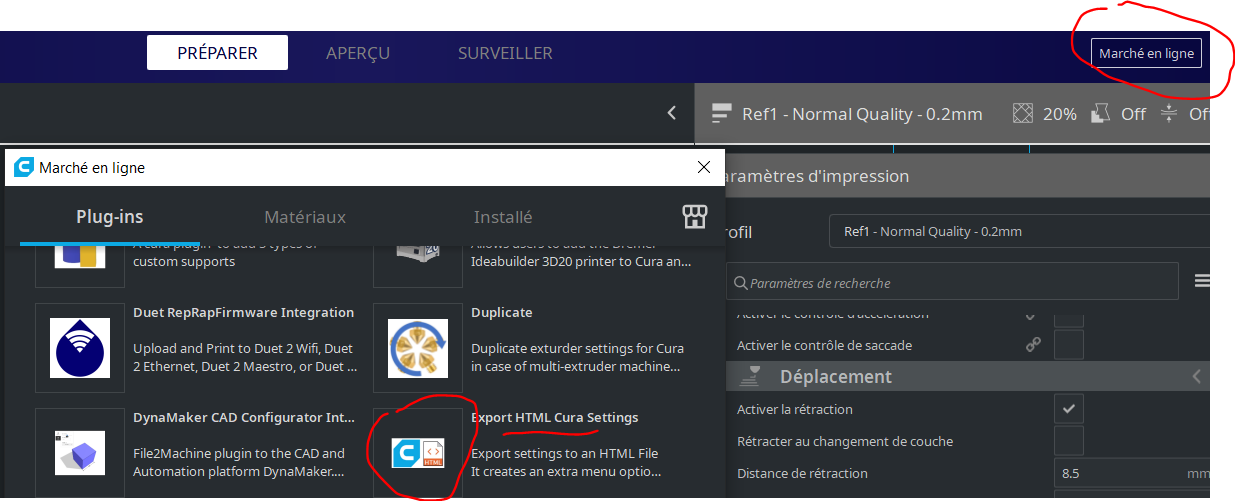
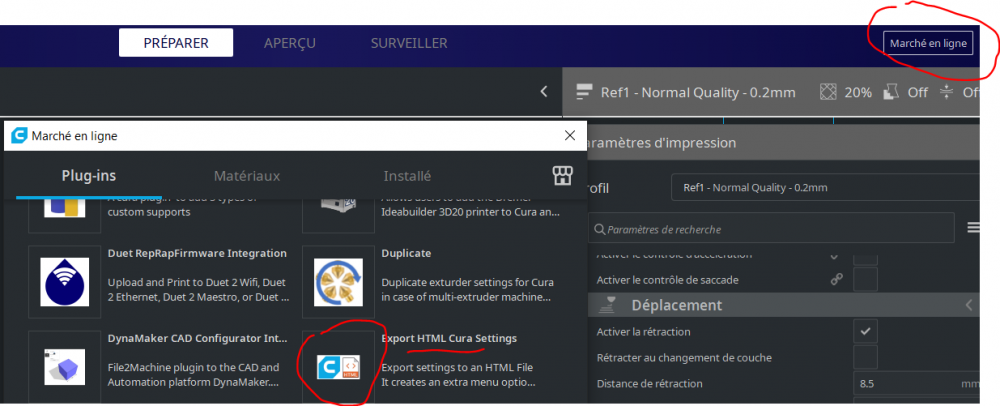
Ensuite, pour avoir la totalité de tes paramètres pour un profil donné, je te propose de charger le plugin qui permet d'éditer un profil au format html:
Tu cliques sur le bouton en haut à droite : marché en ligne. Dans la liste déroulante, tu trouves le plugin que tu charges. Ensuite tu sors de Cura, tu le relances.
Tu vas dans fichier: "enregistrer le projet"
Tu peux choisir de le mettre sur le bureau et il faut bien choisir .html dans le nom d’extension.
Tu peux l'ouvrir dans Chrome ou Firefox pour voir.
Mets en pièce jointe le fichier dans le sujet qu'on puisse voir les modifs.
-
Photos de vos prints avec une imprimante 3D Creality
Photos de vos prints avec une imprimante 3D CrealityLe 17/02/2021 at 00:20, jerem59120 a dit :Hello c'est top
tu peux expliquer comment tu as fais?
Bonsoir, j'ai fait cela avec le logiciel Luban dans la partie lithophanie. J'ai pris un STL que j'ai mis dans Luban, et j'ai défini une épaisseur d'environ 1mm.
-
Températures et durées déshumidification filaments
PrintDry le déshumidificateur de filamentSympa le produit prêt et adapté aux imprimeurs.
Et à ceux qui trouvent que c'est cher pour ce que c'est, je viens de vérifier dans mon placard et... J'ai exactement le même moteur. Le truc blanc du bas. Et le couvercle aussi. C'est tellement dingue que j'hésite à vous faire une photo.
Donc oui, vous pouvez surement utiliser le votre (ma femme va pas supporter ça par exemple, il va falloir être discret) mais il faudra débobiner pour que tout rentre dans les paniers non adaptés. Les temps adaptés sont les suivants:
RECOMMENDED DRYING TIME No. Materials Dryer Temp Drying Time 1 PLA 45°C (113°F) > 4h 2 ABS 60°C (140°F) > 2h 3 PETG 65°C (149°F) > 2h 4 Nylon 70°C (158°F) > 12h 5 Dessicant 65°C (149°F) > 3h
-
Ender 3 - réglage Axe X
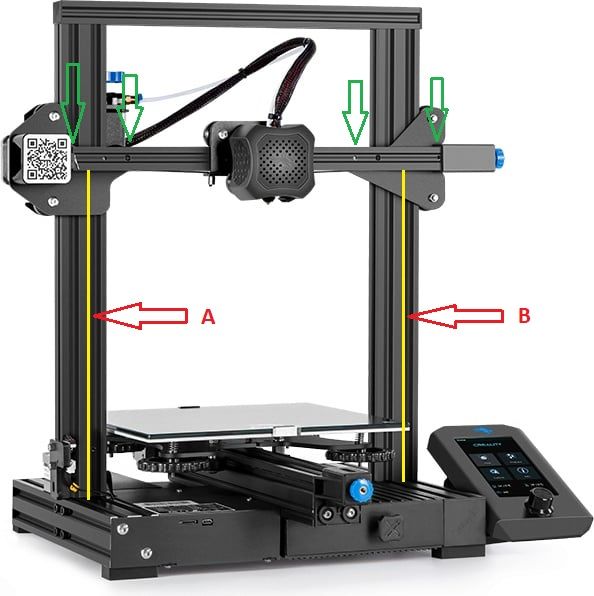
Problème de défaut d'impression non identifiéVoilà une image pour illustrer la chose, ce que je te donne comme conseil est un complément des autres conseils donnés ici hein
A et B doivent avoir la même mesure.
Les flèches vertes représentent les vis qui maintiennent l'axe X sur les supports métalliques, elles permettent d'avoir un peu de jeu, tu desserres par l'arrière le côté où il n'y a pas la tige filetée sans rien démonter puis tu montes ou baisses l'axe sur le triangle métallique et tu serres.
Le jeu est faible mais si besoin tu peux le faire de chaque côté (côté tige filetée c'est plus chiant car il faut sortir l'axe X par le haut pour avoir accès aux vis) ainsi tu pourras gagner quelques millimètres 2/3.
Edit: j'ai oublié de te répondre sur ta question, oui c'est important même si tu règles correctement ton plateau, dis toi bien que ton axe X si il n'est pas bien parallèle sera sous contrainte pour monter et descendre, sans double Z l'extrémité est un peu lâche donc rien ne garantie qu'il montera régulièrement des 2 côtés sous contrainte. Imagines devoir monter quelque chose de travers sur un axe droit.
-
réglage PID firmware marlin
bonjour probleme sur cr10 S5Salut @gaetan11560,
Je ne pense pas que tu aies un problème électrique.
Comme tu arrives à flasher le firmware, voici une version compilée avec les dernières sources stables de Marlin (V2.0.7.2).
Pour mémoire, avant de flasher le firmware, tu notes les valeurs de l'eeprom avec M503. Après avoir flashé le firmware, tu envoies M502 (reset "usine") suivi d'un M500 (enregistrement de l'eeprom) et un M501 (applique les valeurs de l'eeprom à la SRAM) ou via les menus de la machine. Ensuite tu mets à jour les valeurs des paramètres machine (M92 = pas/mm des moteur,...) voir ce tuto.Parmi les fonctionnalités ajoutées, tu as le réglage du PID du lit. Tu peux suivre ces instructions:
Pour la buse:
M303 E0 S210 C8
en retour, tu devrais avoir quelque chose comme ça (les valeurs seront différentes):
RECU: p:17.22 i:1.00 d:74.22
tu n'as plus qu'à envoyer la commande avec tes propres valeurs (le copié/collé fonctionne):
tete: M301 P17.22 I1.00 D74.22Pour le plateau chauffant (à 70°C):
M303 E-1 S70 C8
si la température n'est pas atteignable (message d'erreur), tu peux réduire à 60°C: M303 E-1 S60 C8
en retour:
RECU: p:841.68 i:152.12 d:1164.25
tu envoies la commande avec tes propres valeurs:
M304 P841.68 I152.12 D1164.25
Tu sauvegardes et tu lis les valeurs de l'eeprom:
M500
M501Si ce n'est déjà fait, pour améliorer la chauffe de ton lit, je te conseille d'ajouter un isolant sous celui-ci. De même pour le bloc de chauffe de la buse (à voir en fonction de ton modèle)
Tu as également la possibilité de régler la hauteur de buse lors de l'impression de la couche initiale, comme ici. Pour cela, tu double-cliques sur le bouton (potentiomètre du pupitre) et tu modifies l'altitude.
-
capteur filaments cablage
Peux t'on shunter le capteur de filament si celui ci tombe en panneil y a 20 minutes, gerardm a dit :Soit le capteur est normalement fermé quand le filament est présent, dans ce cas tu pontes les deux fils du capteur.
Le mieux est d'essayer
 .
.
Essayer, mais tester un peu avant quand même
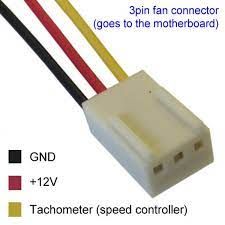
Quand il y a trois fils, il y a le vdd (+5V), la masse et l'état du capteur, il vaut mieux éviter de faire se rencontrer brutalement le vdd et la masse en général ça fait des étincelles. Donc bien repérer les fils d'abord et ensuite shunter les fils qui vont bien.
Si c'est bien cablé : rouge = vdd, noir = gnd et la couleur qui reste = contact. Mais dans tous les cas il faut vérifier AVANT de shunter.
-
rigidité et coupleur video
ANTI WOOBLE ZYop les printers !
J'ai profité d'avoir un coupleur HS pour faire une petite vidéo sur l'importance de la rigidité du châssis et du guidage !
Ça ne bouge pas d'un poil que ce soit selon X (la vidéo) ou selon Y
C'est du vite fait, je ferais une présentation de ma machine et ce que je veux en tirer plus tard
.
-
Prise 3 broche ventilateur PC
Changement ventilateurs boîtier CR-10La prise 3 broches d'un ventilateur pour PC est normalisée.
-
solvants
Efficacité du nettoyage par ultrasons ?sinon tu peux aussi essayer les solvants,c'est ce que je fait , c'est RADICAL et sans déformations pour la buse( si chauffe trop forte).
Je travaille en laboratoire donc je n'ai pas de difficultés a me fournir, néanmoins ce sont des solvants faciles à trouver:
pour le PLA: -plonger la buse dans un verre (n'utiliser que du verre) avec du dichloromethane ou chloroforme (attention produit toxique,ne pas respirer les vapeurs et à utiliser dans un endroit ventillé), l'acétone fonctionne aussi mais c'est moins efficace.
-l'abs: plonger la buse dans un verre (en verre toujours) avec de l'acetone (attention toxique également (cancer du foie)en plus d'être inflammable)
- L' HIPS: plonger la buse dans de la D-limonène (on peut en acheter sur internet, mais c'est cher)
Tous les autres plastique à l'exception du nylon et du PTFE se dissolvent dans l'acétone.
voila tu fait mariner ta buse une nuit dans le solvant puis tu la frotte légèrement (en portant des gants) elle sera comme neuve.
-
Protection solvants
Efficacité du nettoyage par ultrasons ?pour rappel , lors de l'utilisation de solvant, même pour l'acétone, le port d'EPI (equipement de protection individuel)est obligatoire:
- Gants en nitrile, surtout pas en vinyle( au risque d'avoir du vinyle fondu sur la peau)
 mais absolument pas
mais absolument pas
-Lunettes ou masque anti-projection
 ou
ou
-masque pour les VAPEURS, pas de masque à poussière, ça sert a rien.
donc ce masque:

et pas ce masque:

-
Attention Bac ultrason et IPA
Nouvelle ANYCUBIC PhotonJe vous déconseille très fortement d'utiliser autre chose que de l'eau déminéralisée dans un bac à ultrason.
Y mettre de l'alcool isopropylique est bien trop dangereux. Pour plusieurs raisons :
Les ultrasons vont provoquer un échauffement du solvant, conduisant à :
- La formation d'un brouillard de micro-gouttelettes dans l'atmosphère de la pièce où se situe le bac à ultra son. La densité des vapeurs étant plus lourde que celle de l'air, celle-ci va d'abord se répandre au niveau du sol. Ce qui limite la détection à l'odeur.
- La décomposition de l'isopropanol en monoxyde et dioxyde de carbone. Risque d’asphyxie dans une pièce mal ventilée.
Une dernière précision, il n'est pas nécessaire d'avoir une étincelle pour provoquer la combustion de l'isopropanol. Et le point éclair est très bas (11,7°C). Par conséquent, en cas de brouillard d'IPA, ce n'est pas une petite flamme qui va se produire mais une déflagration.
C'est bien trop risqué.
-
IPA = solvant
Anycubic 4Max ProIl y a 11 heures, Framemanager a dit :Ok pour l'IPA, ben j'en utilise tous les jours... Je ne vois pas ce que tu lui trouves de dangereux, c'est juste de l'alcool... Je le stocke bien sûr à environ 3 mètres des imprimantes et jamais plus de 50cl (dans un vapo). De plus j'ai un détecteur de fumée et un extincteur de 3kg ! Cela n'arrive pas qu'aux autres…
Non ce n'est pas juste de l'alcool, mais un solvant !
Précaution[modifier | modifier le code]
L'alcool isopropylique est inflammable et irritant. Il doit être maintenu loin de la chaleur et de toute flamme. Les symptômes de l'empoisonnement à l'isopropanol se traduisent par des maux de tête, vertiges, dépression mentale, nausées, vomissements, narcolepsie et coma. Il est conseillé de l'utiliser dans des endroits bien aérés avec des gants protecteurs.
Il est obtenu à partir de la réduction de l'acétone par le tétrahydruroborate de sodium.
Un autre procédé de fabrication consiste en une hydratation indirecte du propylène par l'acide sulfurique à 70 %, suivie d'une hydrolyse qui conduit à l'isopropanol.

Un extrait du Datasheet :
Isopropanol
Danger Hazard Statements
H225 Highly flammable liquid and vapour.
H319 Causes serious eye irritation.
H336 May cause drowsiness or dizziness.
Precautionary Statements
P210 Keep away from heat/sparks/open flames/hot surfaces. - No smoking.P260 Do not breathe vapours. P280 Wear protective gloves.
P305+351+338 IF IN EYES: Rinse cautiously with water for several minutes. Remove contact lenses, if present and easy to do. Continue rinsing.
P370 In case of fire: Use alcohol resistant foam or dry powder for extinction.
P501D Empty containers may contain residual product and vapours. Do not cut or weld on or near empty containers. Disposal should only be by means of a licensed waste disposal contractor. Supplementary Precautionary Statements
P264 Wash skin thoroughly after handling.
P303+361+353 IF ON SKIN (or hair): Remove/Take off immediately all contaminated clothing. Rinse skin with water/shower.
P304+340 IF INHALED: Remove victim to fresh air and keep at rest in a position comfortable for breathing.
P403+233+235 Store in a well-ventilated place, in original container. Keep container tightly closed, Keep cool.
-
le chlorure de méthylène est un solvant chloré
Imprimer en PLA, et le transformer en flexible ensuite !Que voila un bel euphémisme!
Il y a 4 heures, rio31 a dit :Attention, le dichlo n'est pas un produit très sympa pour la santé, il est à manier avec beaucoup de précautions ...
Comme on est ici sur un forum que tout le monde peut lire...
Il serait bon de rappeler que le chlorure de méthylène est un solvant chloré, un produit extrêmement dangereux, explosif, et accessoirement, qu'il est susceptible de provoquer des cancers. Bon, de ce côté là, c'est pas vraiment prouvé, mais il est tout de même en catégorie 3. Donc probablement pas innocent.
L'intoxication à ce produit est reconnue comme maladie professionnelle, et c'est un narcotique puissant (on tombe comme une masse). Pour ceux qui veulent se détruire et se défoncer, effectivement, c'est pas mal! Remarquez qu'en plus, si on est atteint d'une hépatite, on peut bien entendu en finir plus vite avec les vicissitudes de la vie, puisque ses molécules peuvent se fixer sur le foie. Pis après tout, c'est un cas de 100% à la Sécu, ça! Même pas grave!
Alors, je veux bien toutes les recettes de la terre pour sacrifier à notre passion, mais ne manipulez jamais ce produit en intérieur, il faut impérativement être dehors avant d'ouvrir le bidon, et de préférence par vent léger, en se mettant dans le bon sens (au vent, diront les marins, pas sous le vent!). Des gants sont plus que conseillés, puisqu'en plus, ce sympathique produit peut causer facilement des brûlures...
Rien à voir avec la toxicité de l'acétone. On n'est pas dans le même registre. Renseignez vous. Si vous savez ce que vous faites, vous pouvez vous en procurer facilement, c'est en vente libre, on est des adultes!
N'empêche, ça me tente, cette connerie de PLA brillant! M'en paierais bien un petit litre, moi!
-
Types filaments
LES TYPES DE FILAMENTS Note : Ces infos (à vérifier) sont UNIQUEMENT le résultat de mes recherches sur le net et de sa rédaction,
Note : Ces infos (à vérifier) sont UNIQUEMENT le résultat de mes recherches sur le net et de sa rédaction,
à l'heure où je l'écris, (sur mon temps libre). Pas de language trop technique ni trop de détail,
le but est de voir les "bases".
A "fignoler" suivant mes erreurs, vos remarques ou l'évolution.
Merci de votre compréhension.
LES TYPES DE FILAMENTS 3D :
(pour système de dépôt)
Il existe plusieurs types de filaments pour ces machines (FDM), des "classiques" (PLA, ABS),
et d autres plus récents, voir très spécifique (conductif, ...).Chaque type a des propriétés propres,
et celles-ci peuvent même variées suivant la marque ou la version.Sans oublier la machine, son équipement, ses réglages, la programmation, le type derrière aux commandes,
avec son expérience... Et des fois, aussi peut-être un peu : La chance ! ^^Je parlerais donc ici de "généralités", car vous l'avez compris, il y a des variables...
Liste (dans l'ordre) des "Types" de filaments décrits ici :
- PLA.
- ABS.
- De nettoyage.
- Soluble/Support.
- Bois.
- Pierre.
- Métal.
- Flexible.
- Carbone.
- Nylon.
- Polypropylène.
- PETG.
- ASA.
- Polycarbonate.
- Conductif.
- Hautes-Températures.
- Poreux.
- Technique :
- Plexiglas.
- Modlay.
- PLA Radio-Opaque.-------------------------------------------------------------------------------------------------
Les "Classiques"
PLA :
Issu du recyclage ou d'amidon de maïs.
Le "Must" pour débuter ou tester sa machine.
Température d'impression entre 180° et 220°C.+ Naturel (non-toxique et biodégradable).
+ Sans "mauvaise" odeur lors de l'impression.
+ Facile et simple à utiliser pour de "bons" résultats.
+ Ne nécessite pas de plateau chauffant.
+ Facile à "finir" (post-traitement).
+ Faible cout.
- Attention aux chaleurs (ramolli vers les 50°c).
- Sensible à l'humidité (conserver au sec).
- Faible résistance.
ABS :
Le "plastique" par excellence on le connait partout...
Nécessite un plateau chauffant, un certain "contrôle" et connaissance de votre machine.
Température d'impression entre 220° et 260°C.
Attention aux émanations, toxique.
+ Plutôt facile d'utilisation pour de "bons" résultats.
+ Résistant.
+ Tolérant des écarts de temp (-20° à 80°C).
+ Moins sensible à l'humidité.
+ Facile à "finir" (post-traitement).
+ Faible cout.
- Plastique Non-Bio, issu du pétrole...(Toxique lorsque chauffé et non Biodégradable).
- Attention aux émanations.
- Nécessite un plateau chauffant.
- Bien contrôler la température de la buse et du plateau (succes de l'impression).-------------------------------------------------------------------------------------------------
"De nettoyage" :
Afin de purger votre buse, en cas de changement de type de filament, ou pour l'entretien.
Large fourchette de température (160° à 280°C) permettant de bien nettoyer après l'usage
de différents filaments.
10-15 centimètres suffisent, on fait chauffer au besoin la buse, et on pousse à la main.
Soluble/Support :Soluble :
Le PVA et le HIPS, ils servent principalement de supports lors des impressions,
pour les pièces complexes ou les parties suspendues.
Le PVA se dissout dans l'eau chaude, le HIPS dans un solvant à base de citron.
Le PVA servant de support pour le PLA, et le HIPS pour l'ABS, leurs utilisation nécessite
un système à double extrusion.
Le besoin d un plateau chauffant ainsi que la température d impression est du coup
équivalente au filament avec lequel ils sont censé "quo-habiter"...Support :
Différents filaments de marques différentes, qui comme le nom l'indique,
servent de support... lol
En général des alternatives aux solubles, ou adaptés à s'allier avec d'autres filaments que
le PLA et l'ABS, dont un à base de PETG, tolérant aux températures,
qui s'associe avec le Nylon.Quelque soit votre choix, soluble ou pas :
Bien se renseigner auprès du fabriquant et autres utilisateurs.-------------------------------------------------------------------------------------------------
Bois :
Généralement un composite à base de PLA et de poudre de bois (de 20 à 40%).
Nécessite une certaine connaissance de votre machine et de l'impression 3d en général
Température d'impression entre 180° et 240°C.+ Plusieurs types de bois (Liège, ébène, ...).
+ Odeur et aspect bois bien rendu.
+ Possibilité de varier la température d'extrusion pour avoir des nervures clair ou foncé.
(donnant un aspect plus réaliste).
+ Facile à "finir" (post-traitement).
- Attendre le refroidissement avant manipulation (risque de déformation).
- Filament composé de particules, faire attention à la hauteur de couche (150µ mini)
- Faible résistance.
Pierre :
Généralement un composite à base de PLA et de poudre de pierre (de 25 à 40%).
Nécessite une certaine connaissance de votre machine et de l impression 3d en général.
Température d'impression entre 180° et 240°C.
+ Plusieurs types de pierre (Granite, béton, ...).
+ Aspect pierre bien rendu.
+ Facile à "finir" (post-traitement).
+ Possibilité d'augmenter le taux de remplissage pour augmenter le poids.
(donnant un aspect plus réaliste).
- Attendre le refroidissement avant manipulation (risque de déformation).
- Filament composé de particules, faire attention à la hauteur de couche (150µ mini)
- Faible résistance.
Métal :
Généralement un composite à base de PLA et de poudre de métal (jusqu a 80%).
Nécessite une certaine connaissance de votre machine et de l'impression 3d en général.
Chargé en métaux, certains de ces filaments demanderont une buse plus robuste
(du à la friction), et même parfois plus large. Sinon-> Usure prématuré.Température d'impression variable suivant métaux.
Certaines spécificités lié aux types de métaux.(Conducteur, magnétique, ...)
Bien se renseigner auprès du fabriquant et autres utilisateurs.
+ Grande variété des types de Métaux (Acier inoxydable, cuivre, ...).
+ Aspect Métallique bien rendu et différents effets possible en post traitement.
+ Possibilités de finition (brossage, polissage, ...).
+ Possibilité d augmenter le taux de remplissage pour augmenter le poids.
(donnant un aspect plus réaliste).
- Peut être fragile suivant filament choisi.
- Filament composé de particules, faire attention à la hauteur de couche (150µ mini)
- Usure de la buse, nécessite une buse plus résistante pour durer.
- Finition obligatoire pour un rendu réaliste.-------------------------------------------------------------------------------------------------
Flexible :
Généralement à base d’Élastomère, donc en parti "élastique".
(jusqu a + de 700%, ou - avant de pouvoir reprendre sa forme original, suivant Filaments !!!)Nécessite expérience, connaissance de votre machine et de l impression 3d en général.
Nécessite généralement un certain type d extrudeur et une vitesse d impression réduite.
Température d'impression entre 180° et 250°C suivant filaments.
Bien se renseigner auprès du fabriquant et autres utilisateurs.+ Grande variété des types de Filaments Flexible (Super Elastique, ok au contact alimentaire, ...).
+ Grande élasticité avant de reprendre sa forme !!!
+ Grande résistance à : la chaleur, l eau, l abrasion, au chocs (comparé à l'ABS et PLA).
+ Ne nécessite pas forcément de plateau chauffant.
- Bien paramétrer l'impression et sa machine.
- Nécessite généralement un système particulier d extrudeur et une vitesse d impression réduite.
(suivant filament...)
- Bien paramétrer l impression.
- chez certains filaments : Usure de la buse, nécessite une buse plus résistante pour durer.- Finition "pas évidente".
CARBONE :
Un mélange qui varie (ABS, PLA, ou autres suivant modèle et fabriquant),
mais qui peut contenir jusqu'à 20% de Carbone !
Léger est très résistant une fois imprimé, idéal pour le modélisme, paramédical, ...Nécessite un plateau chauffant, un certain "contrôle" et connaissance de votre machine.
Chargé en Carbone, la plupart de ces filaments demanderont une buse plus robuste
(du à la friction). Sinon-> Usure rapide et prématuré.
Température d'impression entre 230° et 270°C suivant filaments.
Bien se renseigner auprès du fabriquant et autres utilisateurs.+ Léger.
+ Très résistant aux chocs, friction, mécanique.
+ Pas si difficile à imprimer si bien équipé.
+ Post traitement possible, mais rendu mat en général.
- Nécessite un plateau chauffant et température élevé d extrusion.
- Grande usure de la buse, nécessite une buse plus résistante pour durer.
(Suivant taux de Carbone).
- Coût élevé.-------------------------------------------------------------------------------------------------
NYLON :
Base type Polyamide, très présent dans l industrie du textile entre autre.
Résistant, relativement souple, il est durable.
Idéal pour les mécanismes !
Crains l'humidité (en général) et est hautement inflammable !Nécessite une certaine connaissance de votre machine et de l impression 3d en général.
Plateau chauffant pas obligatoire suivant filaments.
Température d'impression entre 220° et 260°C.
Bien se renseigner auprès du fabriquant et autres utilisateurs.+ Résistant.
+ Durable.
+ Souple.
+ Plateau chauffant pas forcément obligatoire.
+ Post traitement possible (Mais résiste à l Acétone).
- Sensible à l humidité (suivant filaments).
- Hautement inflammable.
- Coût et manque de fabricants.
- Température élevé d'extrusion (suivant filaments).
POLYPROPYLENE :
Très utilisé dans le secteur auto et pour des tenues de protection jetable.
Faible densité, bonne résistance aux chocs, aux torsions,
et bonne tolérance aux agents chimiques. Il constitue une bonne alternative au Nylon.
Si moins sensible à l'humidité, il l'est plus aux UV.
Apparemment plus simple à utiliser pour un "bon" rendu et des propriétés proches.Nécessite une certaine connaissance de votre machine et de l'impression 3d en général.
Plateau chauffant obligatoire.
Température d'impression à 220°C.
Bien se renseigner auprès du fabriquant et autres utilisateurs.+ Résistant.
+ Durable.
+ Souple.
+ Léger.
+ Post traitement possible.
+ Plus tolérant que le Nylon à l humidité.
+ plus simple d utilisation que le nylon.
- Sensible aux UV.
- Plateau chauffant obligatoire.
- Coût et manque de fabricants.-------------------------------------------------------------------------------------------------
PETG :
Base type Polyester très utilisé notamment dans l'alimentaire.
Résistant, à la base translucide, on le trouve aussi en version plus opaque.Nécessite une certaine connaissance de votre machine et de l impression 3d en général.
Plateau chauffant pas obligatoire suivant filaments.
Température d'impression entre 195° et 260°C suivant filaments.
Bien se renseigner auprès du fabriquant et autres utilisateurs.+ Compatible contact alimentaire.
+ Léger.
+ Laisse passé la lumière jusqu’à 90% suivant filaments et type d impression.
+ Résistant à la chaleur, et robuste.
+ Peut être étanche si augmentation des couches extérieurs.
+ Plateau chauffant pas forcément obligatoire.
+ Post traitement possible.
- Nécessite une certaine technicité suivant les impressions.
ASA :
Alternative de l ABS et son cousin, très utilisé dans l automobile ou en extérieur.
D'aspect brillant. Permet une utilisation sur le long terme en exterieur,
très résistant (uv, chimiques, thermique) il ne se décolore pas au soleil !
Grande qualité et bon "comportement" de l'impression, permet de grandes pièces.Nécessite une certaine connaissance de votre machine et de l impression 3d en général.
Plateau chauffant obligatoire.
Température d'impression entre 230° et 255°C.
Bien se renseigner auprès du fabriquant et autres utilisateurs.+ Très résistant (UV, chaleur, intempéries, certains agents chimiques et huiles).
+ Durable dans le temps.
+ Qualité d'impressions. (permet de grandes pièces bien régulières)
+ Aspect brillant.
+ Pas compliqué à utiliser.
+ Post traitement possible.
- Coût un peu plus élevé et manque de fabricant.
- Plateau chauffant obligatoire.
- Température élevé d'extrusion.
POLYCARBONATE :
Base de polymère très répandu dans l industrie (CD, casque moto et des CRS, lentilles, ...).
A la base translucide, on le trouve aussi en version plus opaque.
Très résistant à la température (100° à 120°C et reste encore tranquille),
mais aussi très résistant aux chocs !Attention toutefois, ses qualités peuvent aussi être un problème pour une "bonne" impression,
Nécessite grande expérience, connaissance de votre machine et de l'impression 3d en général.
Température d impression minimal de 260°C, plateau chauffant à 80°/90°C mini aussi !
La "Box" semble aider pour maintenir un bonne température de l ensemble.
Émanation toxique, prudence et ventilation après impression.
Bien se renseigner auprès du fabriquant et autres utilisateurs.+ Très résistant aux hautes températures.
+ Très grande résistance aux chocs.
+ Post traitement possible.
- Sensible aux UV, l'humidité, l'Acétone...
- Plateau chauffant obligatoire pouvant atteindre minimum 80°C (120°c pour certains filaments).
- Température très élevé d'extrusion (260°C minimum).
- Bien maitriser l'accroche entre plateau et la pièce imprimé.
- Bien paramétrer l'impression et sa machine.
- "Box" recommandé.
- Réservé aux "Experts" du aux nombreuses contraintes pour avoir un "bon" rendu.-------------------------------------------------------------------------------------------------
Conductif :
Bien que certains filament soit conducteurs, il n'y sont pas spécialement "dédiés".
A ce jour, seulement 2 le sont sur le marché, un à base de PLA et l autre à base d ABS.
Permet comme son nom l indique, d imprimer un circuit, juste une portion laissant passer
le courant, ou servir de décharge d’électricité statique (interférences).
Bref, intégrer de l’électronique dans nos impressions...
Attention, pour l'instant on se limite aux basses tensions seulement !Respecter les limites des résistances possibles (fabricants, et une bonne vidéo/test sur Youtube)
Nécessite une certaine expérience, connaissance de votre machine et de l'impression 3d en général.
Plateau chauffant pas obligatoire suivant filaments.
Température d'impression entre 215° et 230°C.
Bien se renseigner auprès du fabriquant et autres utilisateurs.+ Capacité intéressante !
+ Ne nécessite pas forcément de plateau chauffant.
- limité en résistance (pour l instant...)
- Bien maitriser l'accroche entre la pièce "support" et l'impression en "conductif".
- Un minimum de calcul et connaissance en électronique sont demandés.
- Contenant du carbone noir, risque d'abrasion de la buse.
(même si c'est vrai qu'on va pas imprimer des km en "conductif"...).
Hautes-Températures :
La plupart du temps des bases de filament + ou - résistantes aux températures élevées,
modifiées, ou/et renforcées à d'autres composants (HD-PLA, ABS-ARAMIDE, COPOLYESTER, ...).
Certains sont très spécifiques et ont des capacités singulières (Ignifugé, ...).Ceux à base PLA, une fois imprimé, doivent subir un passage au four/étuve à 80°C et "cristalliser",
ce qui permettra à votre pièce d'être aussi résistante mécaniquement que l'ABS,
et supporter jusqu’à 120°c.
Tout les autres filaments (dans cette catégorie) n'ont pas "subir" de traitement particulier.
Ceux à base PLA mis à part ;
Attention toutefois, ses qualités peuvent aussi être un problème pour une "bonne" impression,
leurs tolérances nécessite une impression à haute températures.
Une "Box" peut, être un avantage pour certains de ces filaments.
Nécessite grande expérience, connaissance de votre machine et de l'impression 3d en général.
De plus le coût de certains peut... "Calmer direct" lol
Quelque soit votre choix :
Bien se renseigner auprès du fabriquant et autres utilisateurs.
Poreux :
Ils contiennent TOUS une base polymère ET du PVA (qui se dissout dans l'eau).
Utilisés dans les sciences biologiques, chimiques, ... et même la robotique.
Ils ont donc tous une capacité assez "élastique", et change une fois laissé sous l'eau,
la durée peut varier suivant l'effet voulu.
La différence entre eux semble être l aspect (feutré, gélatineux, ...),
ainsi que certaines propriétés (+ ou - dur, ...).Nécessite une certaine expérience, connaissance de votre machine et de l'impression 3d en général.
Un plateau chauffant n'est pas forcément obligatoire suivant le filament.
Température d'impression entre 220° et 240°C.
Bien se renseigner auprès du fabriquant et autres utilisateurs.
"Technique" :
Dernier "type" de filament de cette liste, j'aurai plutôt envie de dire :
"C'est ici que l'aventure commence réellement !!!". Explication...
On est à un point où beaucoup "d'acteurs" très différents arrive dans le monde de l'impression 3D.
Du coup, beaucoup de matériaux encore non-utilisés sont à venir avec des capacités étonnantes !
On en à déjà vu quelques-un, en voici d'autres, et bien plus sont à venir...Comme d'habitude... Quelque soit votre choix :
Bien se renseigner auprès du fabriquant et autres utilisateurs.PLEXIGLAS :
Permet d'obtenir des pièces translucides en imprimant à faible vitesse, est semi-rigide,
et convient à un usage extérieur (Bonne résistance à la lumière et UV).MODLAY :
Se liquéfie à environ 270°C !!!
Permet une fidèle modélisation de votre pièce imprimé afin de pouvoir vous en servir à la
production de moules (système moulage à la cire perdue).1) On imprime la pièce.
2) On fait notre moule sur la pièce (plâtre par exemple).
3) On fait chauffer à + de 270°C au four (trou en bas avec de quoi récupérer TOUT le liquide tombé).
4) T'as ton moule !!
PLA RADIO-OPAQUE :
A base de PLA et Minéraux, sans plomb ni matière toxique.
Ce filament est opaque aux rayons X !!
Pas (encore) certifié pour un usage médical, alimentaire, dentaire.
Nécessite des ajustements de couches, remplissage, ... Pour avoir le "blindage" voulu.-------------------------------------------------------------------------------------------------
Merci à vous d'avoir lu ce "Résumé" sur les types de filaments pour imprimante FDM.
Merci aussi de tenir compte de la Note au début de ce post, désolé pour les fautes,
doit y en avoir...
J’espère que cela vous à plu.
Je sais que j vais "radoter" mais... Comme d'habitude... Quelque soit votre choix :
BIEN SE RENSEIGNER AUPRÈS DU FABRICANT ET DES AUTRES UTILISATEURS !!!")
Bonnes impressions à tous et à toute, Tchao ! (vais m faire un café, j suis ko... ^^)
-
slicer extrusion model
Mauvaise impression PTEGEffectivement Cura et Prusaslicer modélisent différemment le cordon déposé par le filament.
Cura use d'une modélisation «simpliste» et considère sa section comme rectangulaire. Il n'y a aucun recouvrement entre les cordons.
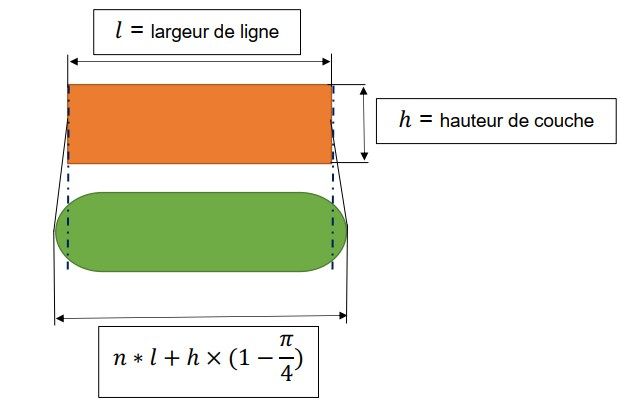
Le trancheur place des cordons adjacents tous les 0,4mm. Évidemment, il n'est pas possible d'extruder une section rectangulaire mais plutôt quelque chose d'oblong (un rectangle avec des demi-disques/ellipses sur les côtés, ces demi-disques/ellipses eux, vont fusionner entre deux cordons. Sur l'image ci-dessous, les parties en jaune vont «déborder» pour former celles en bleues :

La largeur finale d'une impression devrait donc être proche de la formule suivante : 𝑛 ∗ 𝑙 + ℎ × (1 - 𝜋/4), avec 𝑛 le nombre de cordons. Pour une couche modélisée de 0.4 (avec 𝑙 0.4, ℎ 0.2), il faut s'attendre à une largeur en sortie d'impression de 0.44.
Prusaslicer utilise une méthode différente et la largeur d'extrusion, elle, est basée sur une forme de cordon plus juste (image provenant de Prusa) :
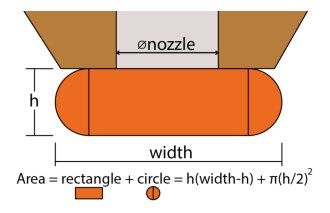
Donc si je résume, Cura lorsqu'il imprime deux cordons adjacents (théoriques):

En fait comme la réalité s'applique, on obtient au final :

Donc, on peut très bien indiquer dans Cura une largeur de ligne de 0,4mm, les cordons seront fusionnés