hyoti
-
Compteur de contenus
3 959 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
16
Tout ce qui a été posté par hyoti
-
Problème avec une creality CR10S pro V2
hyoti en réponse au topic de serrepattes dans Discussions sur les imprimantes 3D
Le Home se passe bien ? Car tu as x=0 et Y=0 au centre c'est normal ? -
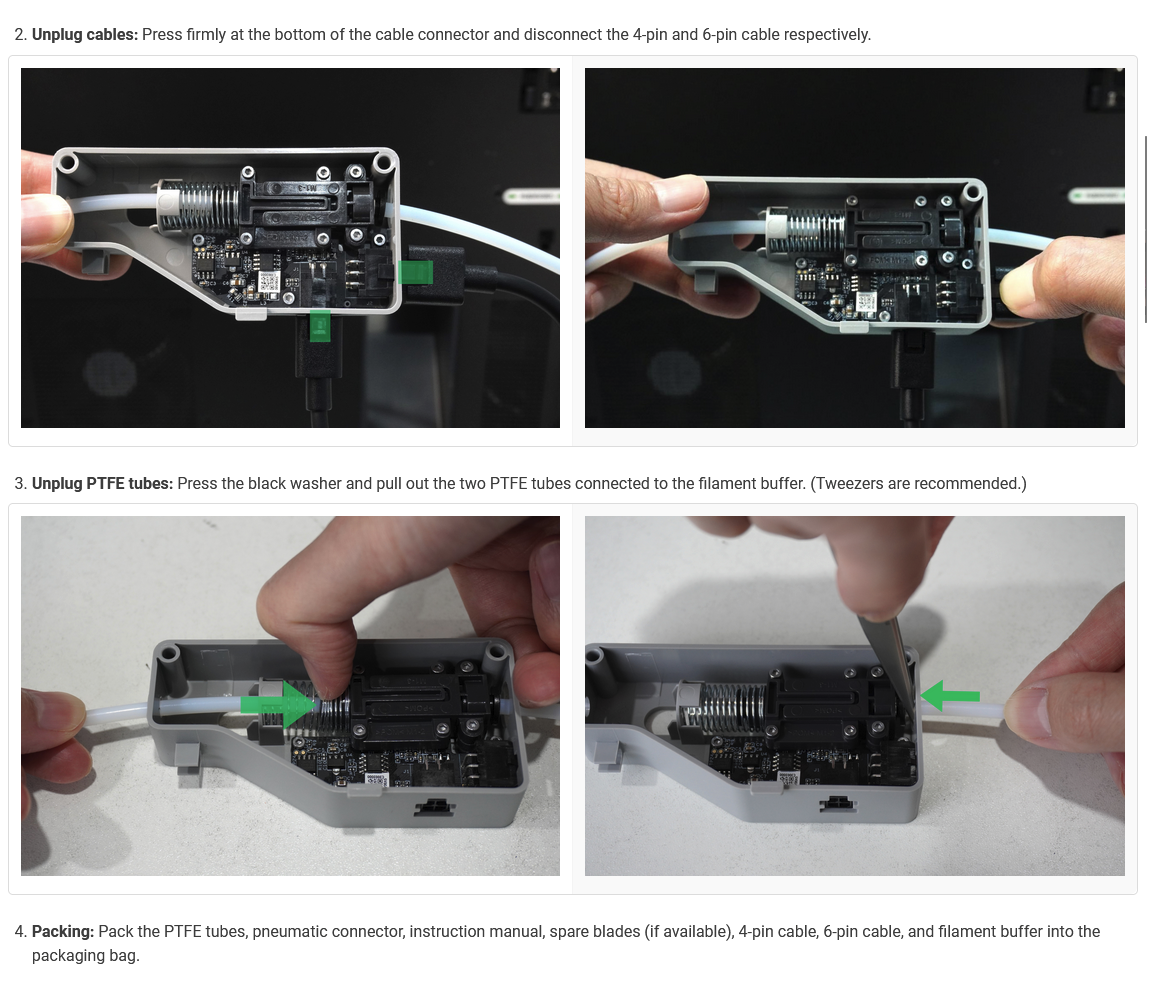
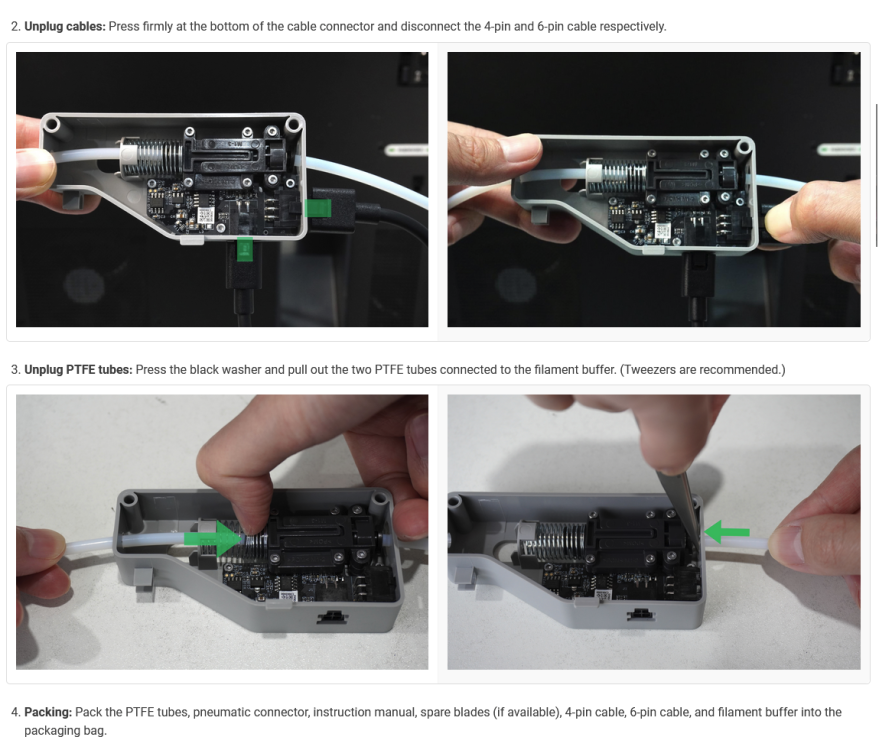
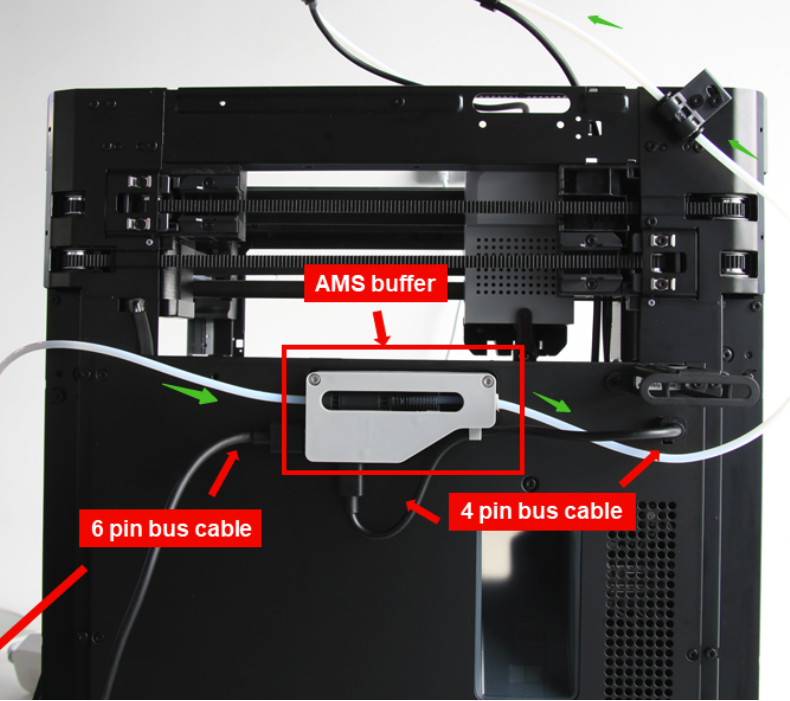
@karakouki Je n'ai pas ton imprimante mais une K2 Plus CFS, mais le principe est le même pas de difficulté majeure. Quel câble ? Regarde sur le Wiki de Bambu, il y a les indications. le lien ci-dessous comment démonter l'AMS pour le renvoyer https://wiki.bambulab.com/en/ams/manual/packing-guide https://wiki.bambulab.com/en/p1/manual/connect-ams
-
Une semaine d’impression 3D #533
hyoti en réponse au topic de LesImprimantes3D.fr dans Les news du blog
Le modèle de l'armoire sur cults3d https://cults3d.com/fr/modèle-3d/outil/ikea-besta-filament-dry-cabinet-stl-organizer-3d-printing-per-glassvik-modul -
Les sécheurs de Filaments
hyoti en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
Il peut y avoir une différence notable entre les bobines carton et plastique ! si tu as les deux. -
Les sécheurs de Filaments
hyoti en réponse au topic de pjtlivjy dans Consommables (filaments, résines...)
Pour l'Hélium gaz rare, ce n'est pas une molécule mais un atome !!! Donc plus petit dans la cas présent. -
Fargo, pas étonnant ni nouveau : Si vous connaissez le Film (1996) ou/et les séries !!!
-
Choix d'une nouvelle imprimante 3d "filaments techniques"
hyoti en réponse au topic de Ptilou dans Bien choisir son imprimante 3D
@Ptilou Oui la K2 plus à l'air de bien correspondre à tes besoins. tu as vu sur le forum les tests de @MrMagounet https://www.lesimprimantes3d.fr/test-creality-k2-plus-combo-cfs-20241224/ Après il y a la Prusa core one L, un peu plus petite et plus chère. ou la nouvelle qidi max4 . Après pour les filaments techniques tu auras besoin sécheur Space Pi ou équivalent. -
Oui, si tu mets des olives de pêche dedans.
-
Pas sûr, J'ai regardé en comparant la version CP 6.3 et CP 7.xx (dernière) en éditant le CRTPU et le générique TPU, je n'ai pas vu de différence entre les 2 versions de CP. Rétraction pour CrTpu de 1.2 mm et 2 mm pour generic. Bon la base est peut-être commune. As-tu regardé dans un ancien fichier Gcode (TPU), tu devrais à la fin avoir les paramètres d'impression ! Pour l'instant je n'ai pas fait de TPU sur la K2 plus, je les imprime sur la S1 Plus.
-
Sans oublier l'origine 1871, pour la dernière case du sondage !!!
-
Vu le poids, une Qidi max4 combo avec glacière ou pas !!! ? (Polar cooler)
-
Thomery n'est pas loin du confluent du Loing, mais juste après !!! Bon anniversaire @lariflette77
-
Pour imprimer des dinosaures !!!
-
Il y a deux fois la ligne 20-30 ans !! mais il n'y a pas foule !!
-
Pour les plus de cent ans, voir les listes électorales de Marseille ou Nice !!!
-
Creality Sparkx i7, la présentation
hyoti en réponse au topic de LesImprimantes3D.fr dans Les news du blog
Oui 195 -202 mm pour le CFS lite, et 197-202 mm pour le CFS, pour la largeur des bobines pareil. Je confirme le CFS ne chauffe pas, mais vers 30°C en cours d'impression si placé sur le capot des cores XY fermées. Juste des emplacements pour du dessicant sur les deux. -
L'Italie. Oups grillé du coup je rajoute le troisième, l'Espagne.
-
Je ne connais pas les machines multi-têtes. A priori tu n'as pas besoin d'une de purge pour la couleur, mais peut-être d'une tour pour le réamorçage de la tête pour éviter les défauts à la reprise de l'impression. A moins qu'il y ait un mécanisme de reprise ad hoc de prévu. Si tu n'as de réponse d'utilisateur de cette machine. Tu testes avec et sans tour.
-
Pour Creality, ton motif de refus était colis endommagé ou non complet ?
-
Et le Blanc / Violet !!!
-
L'enceinte est-elle démontable ? en un bloc quelle est sa taille ?
-
Mais quand il va pleuvoir !!!! Un peu de mauvaise foi de ma part en sortant la phrase de son contexte
-
Un kit comme cela 2 € ou plusieurs catégorie d'article ? et x fois 2 €
-
Votre aide svp : nouvelle imprimante
hyoti en réponse au topic de gilf dans Bien choisir son imprimante 3D
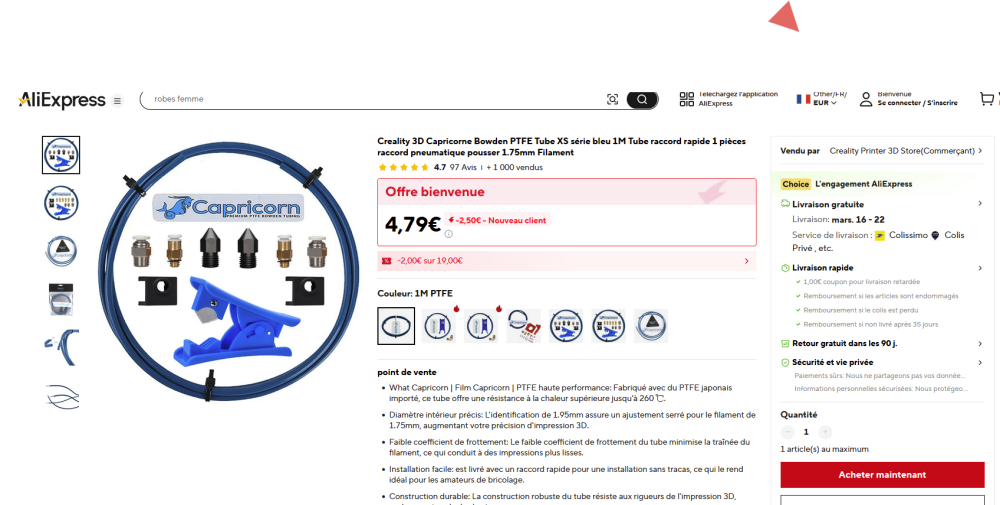
Autrement tu en as aussi là au mètre. https://www.hotends.fr/fr/accessoires/195-1343-tube-ptfe-24-mm.html#/35-longueur-100_cm