Yamh
-
Compteur de contenus
742 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
1
2 abonnés

Visiteurs récents du profil
4 379 visualisations du profil





Récompenses de Yamh
")





-

ENDER 3 (1ere gen) + BTT SKR MINI E3v1.2 : aucune chauffe bed et nozzle
Yamh en réponse au topic de fm88 dans Biqu / BigTreeTech
Remet l'écran d'origine ça fonctionnera et flash bien avec le firmware adapté à ta version de carte V1.2 ou V2.0 ou V3.0... (utiliser la fente de la carte mère et pas de l'écran TFT) Lorsque j'aurai un peu de temps je te ferai un Firmware, il me faut : - des informations sur le support de ton Bltouch (lien vers le support). - Le modèle/version exact de ta carte mère - Les inscriptions gravées sur le processeur de ta carte mère "STM32F103 RET6..." : Pour le reste ce sera la configuration générique d'une Ender 3. Mais c'est dommage que tu préfères acheter plusieurs carte mères plutôt que d'apprendre à compiler, c'est moins chère : https://www.youtube.com/watch?v=70XVLMl1YRs&t=817s
-
ENDER 3 (1ere gen) + BTT SKR MINI E3v1.2 : aucune chauffe bed et nozzle
Yamh en réponse au topic de fm88 dans Biqu / BigTreeTech
Peut-être vérifier que le téléversement du firmware se finalise bien ? Clé USB de petite taille et formatée en FAT32. Si l'opération s'est bien passée, le fichier firmware.bin sur la carte SD doit se transformer en FIRMWARE.CUR -
ENDER 3 (1ere gen) + BTT SKR MINI E3v1.2 : aucune chauffe bed et nozzle
Yamh en réponse au topic de fm88 dans Biqu / BigTreeTech
Comme la carte est d'occasion, il faut déjà essayer de voir si elle fonctionne correctement avec l'écran d'origine de la Ender3 et sans BLtouch. Pour lever le doute, pas de firmwares exotiques, on prend un Firmware 100% compatible avec la V2 de la SKR Mini E3, le fichier "firmware.bin" ici : https://github.com/bigtreetech/BIGTREETECH-SKR-mini-E3/tree/master/firmware/V2.0 -
@Gatolisto Hola copain !
-
ENDER 3 (1ere gen) + BTT SKR MINI E3v1.2 : aucune chauffe bed et nozzle
Yamh en réponse au topic de fm88 dans Biqu / BigTreeTech
Prends le temps de regarder comment compiler un Firmware Marlin V2, il y a des tutos un peu partout. - La dernière version de Marlin (2.1.2.1) est disponible ici (en bas de page) : https://github.com/MarlinFirmware/Marlin/releases/tag/2.1.2.1 - La pré-configuration pour ton imprimante/carte mère est disponible ici : https://github.com/MarlinFirmware/Configurations/tree/release-2.1.2.1/config/examples/Creality/Ender-3/BigTreeTech SKR Mini E3 1.2 Les 4 fichiers de la pré-configuration sont à placer dans le dossier Marlin : Marlin-2.1.2.1\Marlin_\ Pour faire fonctionner sans erreur ton TFT en mode tactile, il faut vérifier que certaines fonctions du Firmware Marlin soient activées dans Configuration.h et Configuration_adv.h Toutes les fonctions à activer sont répertoriées dans le Github de ton TFT (plus bas sous le 3eme Titre "Marlin Dependencies" : https://github.com/bigtreetech/BIGTREETECH-TouchScreenFirmware Exemple pour activer la fonction, dans Configuration_adv.h : Il faut retirer les // //#define AUTO_REPORT_POSITION --> #define AUTO_REPORT_POSITION -
C'est pourtant un des plus simples ^^ Tiens si tu préfères Mega : https://mega.nz/file/NYgVSJKT#JTVQksA5--0XPLM04oVgdKTfrbKHCTukvavUbzD7ptA
-
@Kempai En 2017 j'avais acheté des courroies renforcées à l'acier sur ma Voron V1.5 (sans le savoir....1ere imprimante DIY..) et cela rajoutait énormément de contraintes, la courroie n'était vraiment pas souple. Pour dire, je n'ai même pas essayé de démarrer l'imprimante quand je me suis aperçu de la force qu'il fallait pour déplacer le chariot à la main, je comprends donc pourquoi tes moteurs chauffent beaucoup. Il vaut mieux s'arrêter aux courroies renforcées à la fibre de verre, bien plus souple et tout de même résistante à l'élongation, idéalement le modèle de Gates : Lien
-
Beau projet ! C'est une belle fiabilisation
-
Malheureusemente ce n'est pas un site officiel Voron, ce schéma n'est donc pas compatible avec ton printer.cfg récupéré sur le site officiel. Tu peux même voir au bas de la page où tu as trouvé ce schéma qu'il faut se débrouiller pour modifier et faire concorder les PIN avec le printer.cfg : "Once the MCU board has the Klipper Firmware Installed, the next step is to create the Klipper Config file (create a printer.cfg file); - Please use the Color PIN Diagrams, displayed here, as a source of information; - Please consult The Build ═► Software Configuration on how to edit the Klipper Config file." Tu as juste à suivre les indications sur mon précédent message, et ça fonctionnera.
-
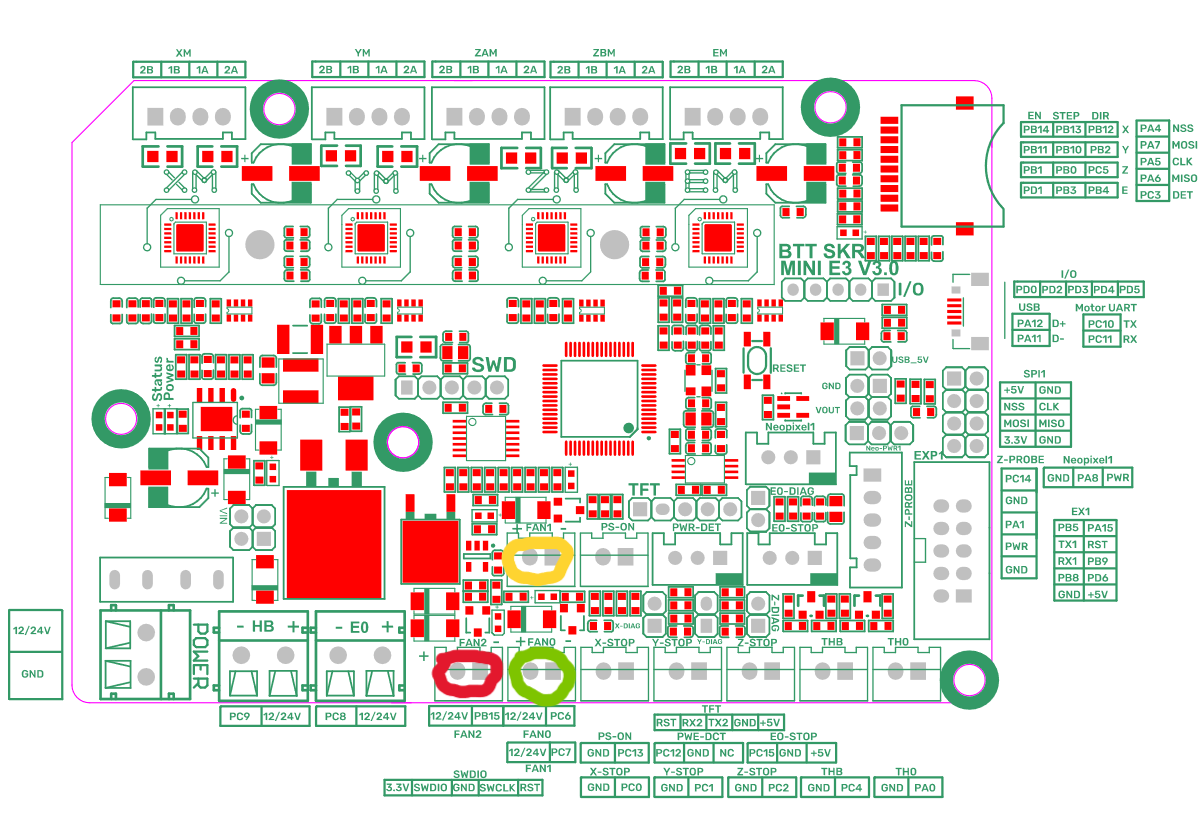
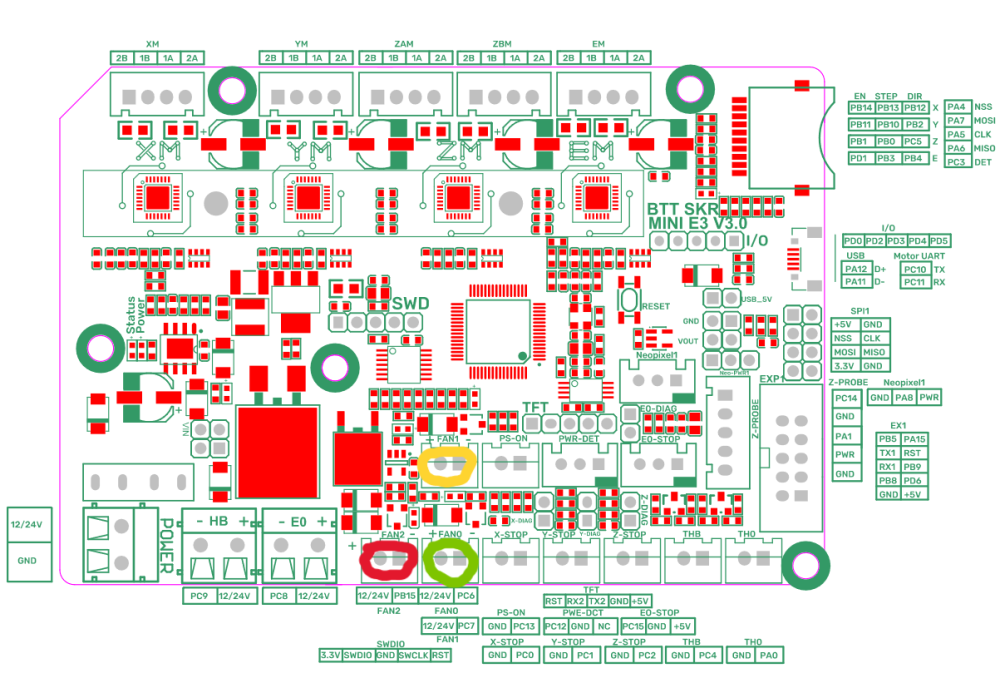
A priori le ventilateur hotend ne serait pas branché au bon endroit si je reprends tes photos et ton printer.cfg --> Le ventilateur du dessous de l'imprimante a l'air branché sur le connecteur prévu pour le ventilateur hotend #Résumé de la configuration des ventilateurs de ton printer.cfg : [controller_fan my_controller_fan] pin: PC7 max_power: 1.0 kick_start_time: 0.200 heater: heater_bed [heater_fan extruder_fan] pin: PB15 heater: extruder heater_temp: 50.0 [fan] pin: PC6 cycle_time: .08 kick_start_time: .25 En suivant ta configuration logicielle, il faut que tu branches : - Le ventilateur de l'électronique (ventilateur sous l'imprimante) sur le connecteur entouré en Jaune FAN1 PC7 - Le ventilateur de la Hotend sur le connecteur entouré en Rouge FAN2 PB15 - Le ventilateur Part Cooling sur le connecteur entouré en Vert FAN0 PC6
-
C'est plutôt dingue comme concept Merci pour ces précisions.
-
Bravo! et bon courage pour la suite.
-
Bonjour et désolé d'avance de remuer le couteau dans la plaie... Je n'ai jamais utilisé Kickstarter, mais j'aimerais savoir ce qu'il se passe si les commandes des contributeurs du projet ne sont pas honorées ? Vont-ils être remboursés ? Est-ce qu'il existe une assurance ? Ou bien est-ce seulement un Pari que l'on est prêt à perdre ? Le porteur du projet s'expose à quels risques de poursuites ? Merci
-
Honnêtement à ce stade de configuration je ne pense pas que ce soit la Klicky qui créé le problème de Home Z. Il te manque encore toute la partie Macros de la Klicky, mais normalement si tu places manuellement la klicky sur la tête d'impression, l'imprimante devrait pouvoir chercher le Home Z et avoir un retour d'information à partir du connecteur PC2. Donc je ne vois pas de conflit possible avec la Klicky Désolé je suis sec Information complémentaire : - Dans l'onglet "Machine" de Mainsail : tu peux voir l'état de Probe afin de confirmer sa configuration lorsqu'il est actionné ou relâché. Si tu mets la Klicky manuellement sur la tête d'impression, Probe est bien Ouvert ? et quand tu appuies dessus, Probe est bien Fermé ? Si c'est inversé, dans printer.cfg : [Probe] pin: ^PC2 --> pin: ^!PC2 - Pour éviter les dégâts lors du homing en Z pendant la résolution des problèmes, tu peux baisser la vitesse de homing_speed: dans printer.cfg (section [stepper_z]) - Lorsque tu exécutes la commande STEPPER_BUZZ STEPPER=stepper_x et STEPPER_BUZZ STEPPER=stepper_z Tu obtiens bien ce résultat : - Même si l'on suit scrupuleusement la Doc, il faut parfois switcher la connection des moteurs X et Z sur la carte SKR, puis vérifier le sens de rotation dans le printer.cfg Après avoir résolu ce problème (courage), il faudra terminer la configuration de la Klicky : A priori tu as été jusqu'à l'étape 9 (Paramétrage/Installation du Servo) de la configuration de la Klicky, il reste encore la configuration de la partie Macro : - Ajouter les fichiers : klicky-probe.cfg, klicky-variables.cfg, klicky-macros.cfg (au même endroit que le printer.cfg) - Mettre à jour klicky-variables.cfg selon l'étape 10 - Dans le printer.cfg, commenter la ligne : [homing_override] - Dans le printer.cfg, section Macros, ajouter la ligne : [include klicky-probe.cfg]



-
Il y a plusieurs possibilités de joindre les configurations/macros de la klicky au printer.cfg, soit tout copier dans le printer.cfg, soit créer d'autre fichiers .cfg et ajouter des [include] en tête du printer.cfg....etc.. Cela pourrait créer des conflits lors du Home Z (doublons "probe", [include] manquant, mauvaise configuration pin probe...etc.." Le plus simple serait de joindre printer.cfg à ton message pour que l'on comprenne mieux.