Yamashiro
-
Compteur de contenus
116 -
Inscrit(e) le
-
Dernière visite
Récompenses de Yamashiro
")





-
i3 MK3S : retour d'expérience (et tatonnement !)
Yamashiro en réponse au topic de maxime68 dans Prusa Research
@pad2moule étant moi aussi parti d'une DE200, que je galerais à utiliser, paramétrer, je me suis donné les moyens de me prendre une MK3S....le jour et la nuit. Et effectivement, avec la DE200, tu fais de l'imprimante 3D, avec la MK3S, de l'impression 3D. Tout est facile (sauf le montage, un peu plus long et minutieux que la DE200), tout se fait bien...bref, c'est du clé en mains et tu sens bien la différence : fini le jouet pour enfants, tu passes au modèle pour adulte -
merci beaucoup pour ce premier retour. J'ai aussi pensé aux supports (la difference de couche coïncide aussi à la fin des supports). J'aurais quand meme plus suspecté un probleme de wobble/tige trap plutot qu'un probleme de supports (qui a mon sens aurait posé un probleme de dimensions de pièce mais pas de décalage de couhe...) Faut que je regraisse ma tige trap et que je relance pour voir.
-
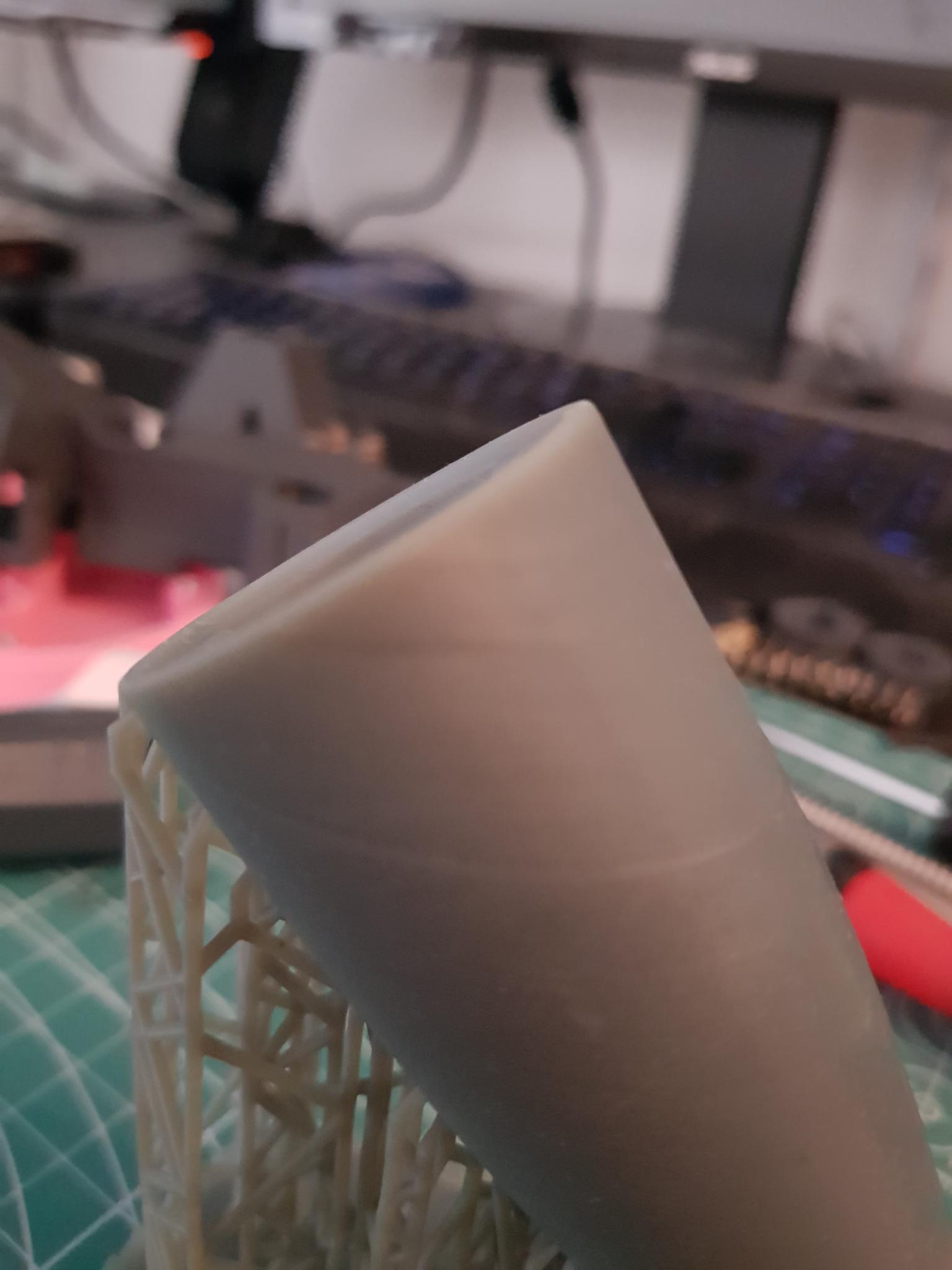
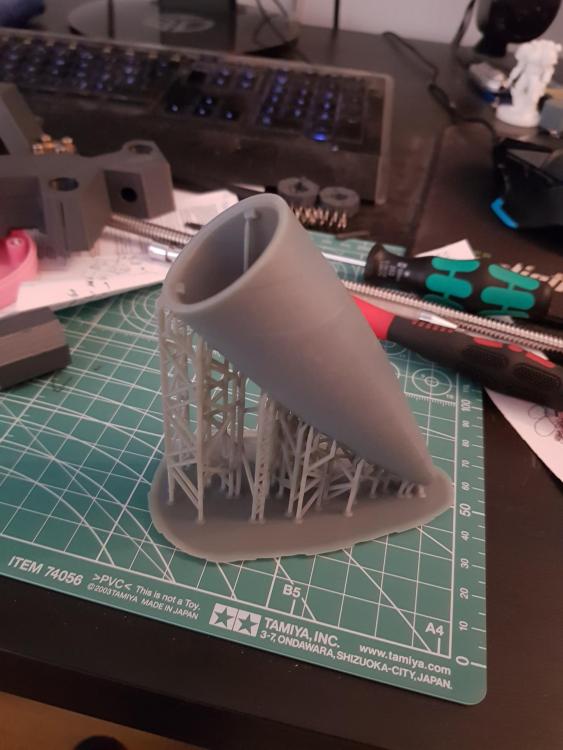
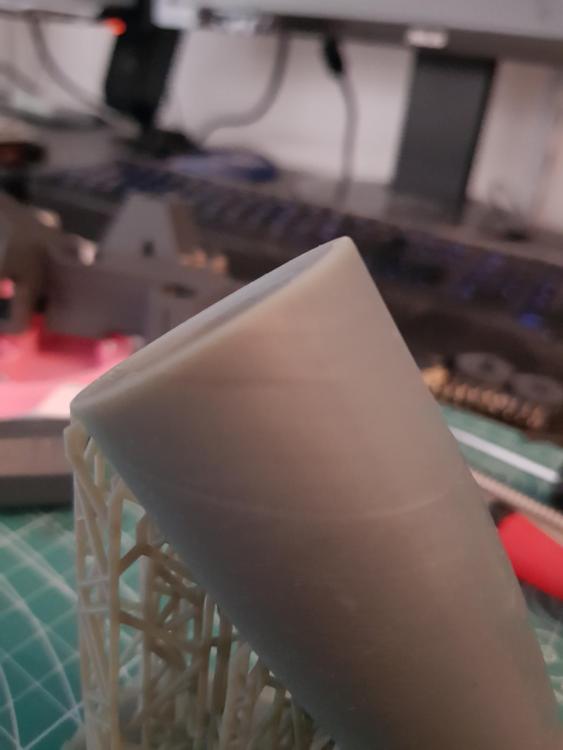
Bonjour tout le monde, je vous soumets mon petit soucis du moment. Pièce imprimée sur ma Photon ce week end. Un long print de 10h+. La résine est de la Monocure Rapid. Je n'ai pas ouvert l'enceinte de la machine en cours. A priori, pas de changement de temperature. Sur les images ci-dessous, on voit en partie supérieur une différence de teinte et en regardant bien, un décallage de layers. D'apres vous, est ce que ca peut etre un probleme de wobble ? un probleme de graissage à partir d'une certaine hauteur ? autre chose? avez vous deja eu cela ? Est ce possible que cela soit lié aux supports ? merci pour vos retours,
-
Bonjour, je me suis laissé tenter aussi par une Photon dernierement avec le black friday chinois (le 11.11). Si tu dois la prendre, bien faire attention : les parois de protection doivent etre jaune et pas bleus (les parois bleus sont dans les premieres versions mais laissent passer les mauvaises longueur d'onde ce qui pouvaient faire polymériser la résine dans le bac alors que les parois jaunes bloquent les bonnes longueur d'onde). Pour le moment j'en suis content mais : - c'est plus cracra que le FDM - il y a plus de consommables (gants, IPA ou équivalents, essuie-tout, etc...) que le FDM - les odeurs sont quand meme largement plus importantes et dérangeantes que le PLA (donc bien aéré) - la santé des fichiers STL est largement plus vitale que pour le FDM (c'est le constat que je m'en suis fait en tout cas). (tu vas probablement apprendre à utiliser Meshmixer si ce n'est pas encore le cas) - la gestion des supports n'est pas aussi simple que le FDM (l'orientation de la piece, le nombre de supports, leurs dimensions, etc influent ENORMEMENT sur la réussite de ton print - ne pas sous-estimer la notion d'effet de suction de la résine dans son bac) Coté logiciel, tu as le logiciel fourni par Anycubic qui n'est qu'une reprise du slicer Chitu DLP Slicer. Il est basic. La nouvelle version (Chitubox) propose plus de fonction mais comporte encore des bugs. Dans ta gamme de prix, tu as aussi la Wanhao D7. A regarder aussi...
-
Les liens suivant sont en anglais, désolé, mais les vidéos sont assez explicites je trouve, pour avoir de bonnes notions : - d'orientation de la piece - les supports - la qualité du fichier STL Ceci ajouté à des bon settings de cuisson de la résine, augmentent drastiquement la taux de réussite d'une impression SLA/DLP. Certes, c'est lié au logiciel de FormLab, mais certains éléments sont transposables.
-
Dans le live de la semaine derniere, Dagoma a mentionné 2 choses : - il peut y avoir 2 temperatures différentes. Entre chaque changement de couleur, il peut y avoir une adaptation de la température (et forcément, ca allonge la durée totale d'impression, mais c'est possible) - dans la tete type cyclope du l'addon 4, il y a une petite cavité qui ferait que le filament flex viendrait mal se mettre dedans et viendrait boucher la buse. Ils parlaient de tests encore en cours pour voir ce qu'ils arrivaient à faire ou non.
-
Dans le live de la semaine derniere, Dagoma mentionnait une dispo pas avant janvier/février 2019 pour les stl. Mais ils ont bien confirmé la mise à dispo. Ce qui n'est pas confirmé par contre, c'est la création d'un kit de conversion DE --> DU (carte mere, tête spécifique, plaques de protection, addon 2 et 3 etc...)
-
Bonjour, pour ma part, j'ai aussi eu des problemes d'impression raté avec la Photon. Mais je sais pourquoi : les supports (positionnement, dimensions, quantité) sont largement plus vitaux qu'en impression FDM par exemple. Par exemple, j'ai voulu imprimer le faucon millenium ce week end et 2 fois echoué : je me retrouvais sur le plateau avec plein de picots tete en bas et un gros amalgame collé dans le VAT en forme de vaisseau spacial. La résine dans le bac fait un effet de succion qui exerce donc une force d' "arrachement". Il faut donc etre bien attentif à cela et ne pas hésiter à positionner différemment sa piece à imprimer, quitte à avoir un temps d'impression plus long.
-
Bonsoir, juste acquéreur d'une anycubic Photon, j'ai découvert le slicer par défaut d'Anycubic. Puis grace à ce forum, découvert le nom du slicer d'origine : Chitu DLP Slicer. Par contre, pour celles et ceux qui ne le sauraient pas : ce slicer ne sera plus mis à jour. Il restera en v1.3.6 (comme celui proposé sur le site d'Anycubic). Par contre, Chitu DLP Slicer évolue en ChituBox. Un nouveau slicer avec plusieurs profils de machine dont la Photon. Plus fluide que le DLP Slicer, et en plus, il propose la possibilité de "hollow"fier (bref, rendre creux les STL) afin de gagner un peu de résine. Donc, a priori, plus besoin de faire mumuse avec MeshMixer ou équivalent. https://www.chitubox.com/download.html Alors, pour le moment, le logiciel requiert un compte (gratuit) et une connexion à internet...mais ça a tellement râlé qu'ils devraient sortir une prochaine version dans le mois sans cette connexion à internet nécessaire.

-
j'aurais surtout préféré une réponse avec le step
-
Pour ceux qui se poseraient la question...
-
Personnellement, les douilles igus, j'en reviens. Certes, pas de graissage et du silence, mais je trouve que la tête d'impression ne tient pas super bien dessus et que ca se ballade un peu trop. Depuis peu je constate que mes ronds ne sont plus ronds...J'attends de nouveaux roulements, similaires à des LM8UU mais a priori de meilleures qualités.
-
euh pour moi, l'offset est réglé une bonne fois pour toute (sauf si bien sur tu touches à la bécane en la démontant, etc etc) mais entre 2 impressions, tu n'as pas besoin d'y toucher... étrange...
-
et coté extrudeur, tout est bon? la roue crantée bien attaché au moteur ? pas de roue abimée?
-
je suis étonné avec les valeurs que tu mentionnes que cela n'arrange pas ta situation... Tu as le meme probleme avec une autre bobine ? tu extrudes à quelle temperature ?