krisna
-
Compteur de contenus
181 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par krisna
-
je debute lol et je sais pas comment m y prendre (freecad) réalisation d un bouchon
krisna en réponse au topic de krisna dans Dessiner / modéliser en 3D
hum.... je pensais qu on pouvais utiliser une sphere la tronquer en haut et bas et la poser sur la tranche... apparamment c est loin d etre aussi simple et chez moi c est le trou du bout du monde ya aucun club aucun vendeur maitrisant la 3d -
je debute lol et je sais pas comment m y prendre (freecad) réalisation d un bouchon
krisna en réponse au topic de krisna dans Dessiner / modéliser en 3D
oui j ai vu c est gentil mais ca m explique pas comment proceder et apres comment passer de l esquisse a la 3d -
je debute lol et je sais pas comment m y prendre (freecad) réalisation d un bouchon
krisna en réponse au topic de krisna dans Dessiner / modéliser en 3D
lol super pour moi c est du chinois pour le moment j ai un tube de 11.7 perce a 9.2 posé sur la plaque de 12.7 ce qui me manque c est comment amener le centre du tube a 12.7 en ayant la courbure du haut en bas -
je debute lol et je sais pas comment m y prendre (freecad) réalisation d un bouchon
krisna en réponse au topic de krisna dans Dessiner / modéliser en 3D
oui comme une piece de monnaie j ai oublie de dessine le trou de 9.2 qui traverse jusqu a la plaque c est un bouchon un peu comme celui d un bic -
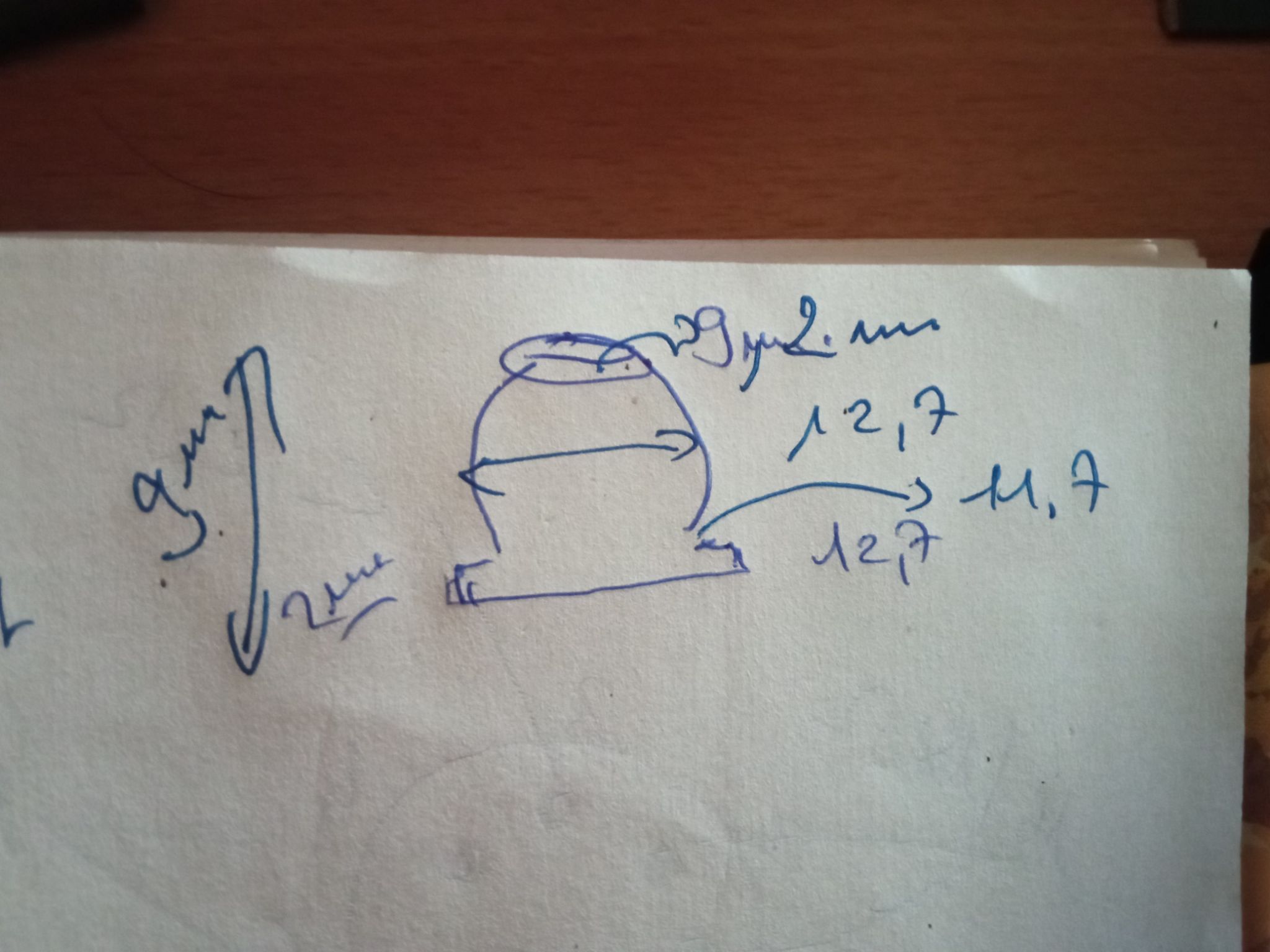
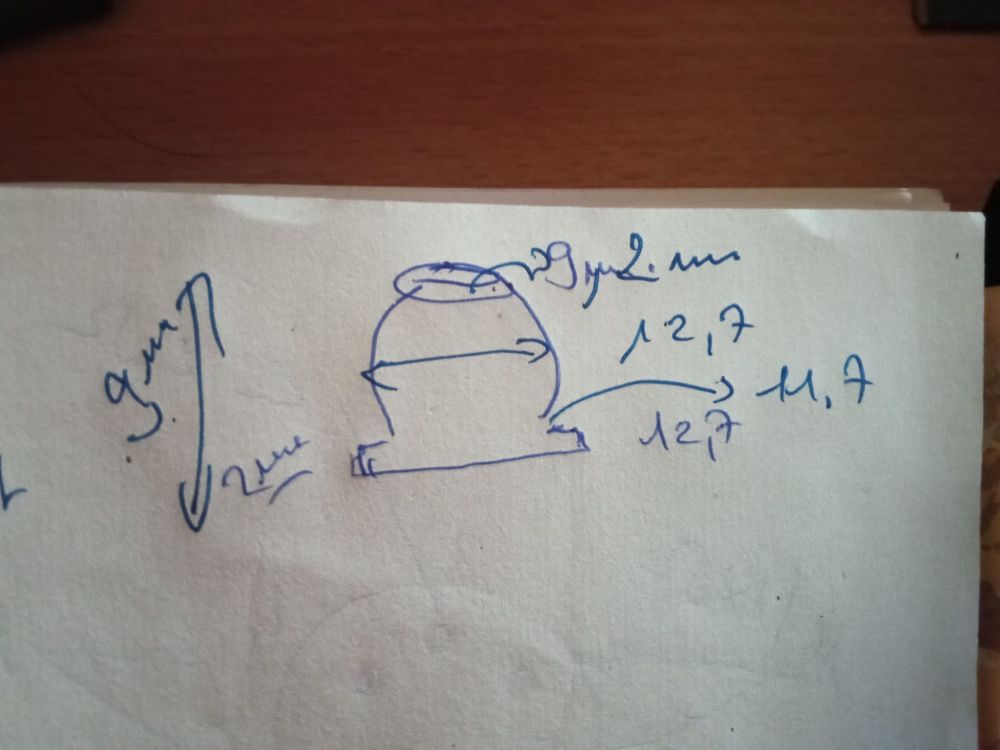
bonjour j aimerai realiser une forme mais je vois pas comment faire la piece c est une sphere coupee en haut et en bas et collee sur une tranche de 1mm un peu comme un oeuf au plat avec le jaune coupe en haut j ai utilise un cercle de 12.7 de diam pour la tranche en extrudant a 1mm la sphere doit faire 12.7 dans sa partie la plus large et a mi hauteur de piece 11.7 a l endroit ou elle pose sur la tranche la piece fait 9mm de hauteur totale et est traversee de part en part par 9.2mm de large je joins un crobart j aimerai surtout qu on m explique comment faire... merci
-
Outil de nivellement électronique
krisna en réponse au topic de mich0111 dans Discussions sur les imprimantes 3D
fait l impression du porte comparateur....et fixe le sur la tete apres tu fais comme d hab au centre... en relevant la valeur du comparateur....(il releve une pression sur le plateau) apres tu lances le test en 4 points et tu regles tes molettes en lisant le comparateur pour que celui ci affiche la meme pression qu au centre ce que fait un capteur sans exercer de pression sur le plateau sauf que le capteur est bien moins precis et fiable les fabriquants sont rapias un capteur coute que dalle un comparateur un peu plus meme si chinois -
bonjour je suis noob c est dit alors si c est evident pour vous criez pas !!! j essaye d imprimer des poignees de volets roulants... mon soucis l imprimante imprime des cercles les uns au dessus des autres... la piece n a aucune resistance help
-
Adhérence TROP forte!
krisna en réponse au topic de Jeanchristophe.b dans Entraide : Questions/Réponses sur l'impression 3D
bonjour... augmenter legerement un des parametres de chauffe... moi c etait l inverse 60 et 200 ca colle pas 190 et 65 ca colle trop 195 et 65 = ok -
Outil de nivellement électronique
krisna en réponse au topic de mich0111 dans Discussions sur les imprimantes 3D
oui sauf que j appelles ca des piges !!! on prend une cale (pige) de l epaisseur d une feuille.... on regle a toucher... apres on releve la valeur du comparateur plus qu a reporter en tous points -
bon c est vrai que le temps d impression est longuet je me pose la question du cout de reviens mais vu qu on trouve pas ces pieces mais la poignee complete a 15e... j ai un soucis... l impression se deroule bien un leger pb de cotes a refaire mais c est pas la le soucis c est que ma piece s imprime en cercle empiles les uns sur les autres... et ca casse..... a votre avis c est la methode d impression qui n est pas bonne ou la temperature du pla trop basse (195) ?
-
ca va je viens de le mettre... vachement plus simple que blender !!!! par contre un petit soucis avec les contraintes ca a l air de deconner un peu pour ma piece ca va etre simple 3 cercles a dessiner puis les extrusions soit 20 minutes en comptant la prise en main j espere juste que l export en stl va etre respectueux des cotes !!! j ai commence un debut de piece en impression ca a l air impec.... du coup j imprime la poignee je prense que ca va le faire... avec freecad super simple a faire.. quand je pense qu il y a un mec pour vendre le fichier 1e alors que c est juste 3 cercles et 3 extrusions... bon c est vrai que le temps d impression est longuet je me pose la question du cout de reviens mais vu qu on trouve pas ces pieces mais la poignee complete a 15e...
-
Outil de nivellement électronique
krisna en réponse au topic de mich0111 dans Discussions sur les imprimantes 3D
merci oui me suis plante dans les termes..... sauf qu a ma decharge... pige1 nom féminin 1. Technique Longueur conventionnelle prise pour étalon ; objet servant d'unité de mesure. par contre j ai bien confondu pour le palmer.... -
merci je vais regarder... j ai pas pu regarder le pb de proportions vu que l imprimante imprimait a 30cm du plateau !!!! par contre qu est ce qui peut creer ce pb d echelle ? j ai les bonnes cotes sous blender... je vais regarder ce qui change en important ton stl le soucis c est que sous blender quand on cree un obhet on defini ses cotes avec une fenetre appelee par f9... par contre apres j ai beau taper f9 j ai plus acces a cette maudite fenetre j ai reussi a trouver a afficher les valeurs les tiennes sont .... en metres....sous blender... je charge freecad j espere que ca tourne en w7
-
Outil de nivellement électronique
krisna en réponse au topic de mich0111 dans Discussions sur les imprimantes 3D
la seule chose utile c est le palmer... il suffit de regler au centre a gratter comme d hab avec du papier puis de relever la valeur du palmer sur ce point apres on fait tout les point en ajustant avec les molettes pour avoir la meme pression.... d ailleurs au centre ya mieux que la feuille a gratter, une pige de mecano a la bonne epaisseur -
bonjour oui j ai oublié de le dire une anet et5x tuto 3.stl salut je suis ouvert a toute suggestion un gratuit a me conseiller... ? j ai pris blender car gratuit par contre je retrouve pas dans le slicer les cotes du modele cree... j ai ressaye en creant un tube de 16mm de haut sur 12 interieur... une fois exporte en stl et importe dans superslicer il fait 2.48mm de haut....
-
bonjour j ai besoind e faire des poignees pour des stores ... c est bateau allez vous me dire... je suis sur blender.. deja pour trouver des tutos en francais avec du b a ba........ bref je fais un simple essai de debutant je modelise un tube de 16mm de diam pour 12.1 interieur sur 5mm de haut afin d imprimer le plus rapidemment (c est un test) je sauve mon fichier le ramene sous cura 14, la version livree avec l imprimante,que j ai parametree avec le fichier ini livre et les valeurs fournies par anet... je genere mon gcode.. met sur la carte.... lance l impression qui se deroule dans les airs a 30 cm du plateau !!!! help !!!! M140 S65.000000 M109 T0 S195.000000 T0 M190 S65.000000 ;Sliced at: Thu 20-04-2023 14:56:27 ;Basic settings: Layer height: 0.2 Walls: 1.2 Fill: 10 ;Print time: #P_TIME# ;Filament used: #F_AMNT#m #F_WGHT#g ;Filament cost: #F_COST# ;M190 S65 ;Uncomment to add your own bed temperature line ;M109 S195 ;Uncomment to add your own temperature line G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G1 Z15.0 F3000 ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F3000 ;Put printing message on LCD screen M117 Printing... ;Layer count: 44 ;LAYER:-2 ;RAFT G0 F3000 X135.00 Y134.99 Z0.30 ;TYPE:SUPPORT G1 F1200 X137.80 Y132.69 E0.45153 le code genere par le chien test ; G-Code generated by Simplify3D(R) Version 4.0.1 ; Apr 20, 2019 at 5:15:48 PM ; Settings Summary ; processName,Process1 ; applyToModels,shell_2_of_test-dog ; profileName,Default (modified) ; profileVersion,2017-03-01 08:00:00 ; baseProfile, ; printMaterial,PLA ; printQuality,High ; printExtruders, ; extruderName,Primary Extruder ; extruderToolheadNumber,0 ; extruderDiameter,0.4 ; extruderAutoWidth,0 ; extruderWidth,0.4 ; extrusionMultiplier,1 ; extruderUseRetract,1 ; extruderRetractionDistance,10 ; extruderExtraRestartDistance,0 ; extruderRetractionZLift,0.3 ; extruderRetractionSpeed,6000 ; extruderUseCoasting,0 ; extruderCoastingDistance,2 ; extruderUseWipe,0 ; extruderWipeDistance,5 ; primaryExtruder,0 ; layerHeight,0.1 ; topSolidLayers,12 ; bottomSolidLayers,12 ; perimeterOutlines,3 ; printPerimetersInsideOut,1 ; startPointOption,3 ; startPointOriginX,100 ; startPointOriginY,150 ; sequentialIslands,1 ; spiralVaseMode,0 ; firstLayerHeightPercentage,90 ; firstLayerWidthPercentage,100 ; firstLayerUnderspeed,0.5 ; useRaft,1 ; raftExtruder,0 ; raftTopLayers,3 ; raftBaseLayers,2 ; raftOffset,3 ; raftSeparationDistance,0.14 ; raftTopInfill,100 ; aboveRaftSpeedMultiplier,0.3 ; useSkirt,0 ; skirtExtruder,0 ; skirtLayers,1 ; skirtOutlines,3 ; skirtOffset,5.2 ; usePrimePillar,0 ; primePillarExtruder,999 ; primePillarWidth,20 ; primePillarLocation,7 ; primePillarSpeedMultiplier,1 ; useOozeShield,0 ; oozeShieldExtruder,999 ; oozeShieldOffset,2 ; oozeShieldOutlines,1 ; oozeShieldSidewallShape,1 ; oozeShieldSidewallAngle,30 ; oozeShieldSpeedMultiplier,1 ; infillExtruder,0 ; internalInfillPattern,Rectilinear ; externalInfillPattern,Rectilinear ; infillPercentage,15 ; outlineOverlapPercentage,30 ; infillExtrusionWidthPercentage,100 ; minInfillLength,5 ; infillLayerInterval,1 ; internalInfillAngles,45,-45 ; overlapInternalInfillAngles,0 ; externalInfillAngles,45,-45 ; generateSupport,0 ; supportExtruder,0 ; supportInfillPercentage,40 ; supportExtraInflation,0 ; supportBaseLayers,0 ; denseSupportExtruder,0 ; denseSupportLayers,0 ; denseSupportInfillPercentage,70 ; supportLayerInterval,1 ; supportHorizontalPartOffset,0.3 ; supportUpperSeparationLayers,1 ; supportLowerSeparationLayers,1 ; supportType,0 ; supportGridSpacing,4 ; maxOverhangAngle,45 ; supportAngles,0 ; temperatureName,Primary Extruder,bed ; temperatureNumber,0,0 ; temperatureSetpointCount,1,1 ; temperatureSetpointLayers,1,1 ; temperatureSetpointTemperatures,200,45 ; temperatureStabilizeAtStartup,1,1 ; temperatureHeatedBed,0,1 ; temperatureRelayBetweenLayers,0,0 ; temperatureRelayBetweenLoops,0,0 ; fanLayers,1,2 ; fanSpeeds,0,100 ; blipFanToFullPower,0 ; adjustSpeedForCooling,1 ; minSpeedLayerTime,15 ; minCoolingSpeedSlowdown,20 ; increaseFanForCooling,0 ; minFanLayerTime,45 ; maxCoolingFanSpeed,100 ; increaseFanForBridging,0 ; bridgingFanSpeed,100 ; use5D,1 ; relativeEdistances,0 ; allowEaxisZeroing,1 ; independentExtruderAxes,0 ; includeM10123,0 ; stickySupport,1 ; applyToolheadOffsets,0 ; gcodeXoffset,0 ; gcodeYoffset,0 ; gcodeZoffset,0 ; overrideMachineDefinition,1 ; machineTypeOverride,0 ; strokeXoverride,235 ; strokeYoverride,235 ; strokeZoverride,250 ; originOffsetXoverride,0 ; originOffsetYoverride,0 ; originOffsetZoverride,0 ; homeXdirOverride,-1 ; homeYdirOverride,-1 ; homeZdirOverride,-1 ; flipXoverride,1 ; flipYoverride,-1 ; flipZoverride,1 ; toolheadOffsets,0,0|0,0|0,0|0,0|0,0|0,0 ; overrideFirmwareConfiguration,0 ; firmwareTypeOverride,RepRap (Marlin/Repetier/Sprinter) ; GPXconfigOverride,r2 ; baudRateOverride,115200 ; overridePrinterModels,0 ; printerModelsOverride ; startingGcode,G28 ; home all axes,G29 ; layerChangeGcode, ; retractionGcode, ; toolChangeGcode, ; endingGcode,M104 S0 ; turn off extruder,M140 S0 ; turn off bed,M84 ; disable motors,G28 X0 Y0 ; exportFileFormat,gcode ; celebration,0 ; celebrationSong,Random Song ; postProcessing, ; defaultSpeed,4200 ; outlineUnderspeed,0.5 ; solidInfillUnderspeed,0.8 ; supportUnderspeed,0.8 ; rapidXYspeed,4800 ; rapidZspeed,1002 ; minBridgingArea,50 ; bridgingExtraInflation,0 ; bridgingExtrusionMultiplier,1 ; bridgingSpeedMultiplier,1 ; useFixedBridgingAngle,0 ; fixedBridgingAngle,0 ; applyBridgingToPerimeters,0 ; filamentDiameters,1.75|1.75|1.75|1.75|1.75|1.75 ; filamentPricesPerKg,46|46|46|46|46|46 ; filamentDensities,1.25|1.25|1.25|1.25|1.25|1.25 ; useMinPrintHeight,0 ; minPrintHeight,0 ; useMaxPrintHeight,0 ; maxPrintHeight,0 ; useDiaphragm,0 ; diaphragmLayerInterval,20 ; robustSlicing,1 ; mergeAllIntoSolid,0 ; onlyRetractWhenCrossingOutline,1 ; retractBetweenLayers,1 ; useRetractionMinTravel,0 ; retractionMinTravel,3 ; retractWhileWiping,0 ; onlyWipeOutlines,1 ; avoidCrossingOutline,1 ; maxMovementDetourFactor,3 ; toolChangeRetractionDistance,12 ; toolChangeExtraRestartDistance,-0.5 ; toolChangeRetractionSpeed,600 ; externalThinWallType,0 ; internalThinWallType,2 ; thinWallAllowedOverlapPercentage,10 ; singleExtrusionMinLength,1 ; singleExtrusionMinPrintingWidthPercentage,50 ; singleExtrusionMaxPrintingWidthPercentage,200 ; singleExtrusionEndpointExtension,0.2 ; horizontalSizeCompensation,0 G90 M82 M106 S0 M140 S60 M190 S60 M104 S200 T0 M109 S200 T0 G28 ; home all axes G92 E0 G1 E-10.0000 F6000 G1 Z0.750 F1002 ; process Process1 ; layer 1, Z = 0.450 T0 ; tool H0.500 W0.800 ; raft G1 X102.555 Y100.453 F4800 G1 Z0.450 F1002 G1 E0.0000 F1800 G92 E0 G1 X102.960 Y100.085 E0.0910 F525 pour moi de l anet chinois !!! vous pourrez peut etre me dire pk le second s imprime et pas le 1er !!
-
Outil de nivellement électronique
krisna en réponse au topic de mich0111 dans Discussions sur les imprimantes 3D
bonjour je te suis le plus simple serait de regler le plateau avec une pige et un palmer... mais les fabriquants sont tellements rapias... -
salut je deterre: je viens d acheter cette machine neuve sous carton... j ai eu droit aussi a quelques galeres... ventilo bloqué (la machine est neuve mais est restée 2 ans et demie stockée !!) ce que j ai remarque pas chouette : le tendeur axe x... si on serre trop les vis du moteur ca marque le profile et apres c est la galere le capteur assez imprecis (en fait l ideal serait d utiliser un multimetre afin de regler celui ci a la tension de seuil de la diode) le bed dont l isolant ne couvre pas l integralite... sont radins chez anet ? un probleme sur les couplage des axes z... fixe en haut sur la tige filete mais pas en bas...de la debilite crasse, on peut pas meme rajouter de vis les filetages sont inexistants... moi ca me cree un pb, la tige remonte et sort de la liaison moteur... un autre soucis et pas des moindres l abscence de switch de securite sur l axe z... gare lors des reglages a la tete qui fonce dans le bed !!! lors de ma premiere impression test, le pla livre avec ne comporte aucune mention de temperature... a 200 60 ca decolle j ai eu une reussite avec 195 65...mais un peu galere a decoller et un peu de cheveux...la queue et les oreilles autre truc au debut de l impression du pla parasite coule sur la premiere couche....certainement un pb de gcode qui prend pas le temps de la purge... enfin voila pour le moment vraie galere j arrive a rien faire dimitri
-
merci de la reponse... je vais deja lire ce que tu m a envoye.. la doc anet n est pas la plus claire.... aujourd hui je me lance a l eau: j essaye de modeliser une simple poignee pour un volet roulant et ben c est deja une galere... poignee qui fait 16mm de diametre montee sur un tube de 12.1 mais avec un epaulement de 4mm en bas car montee sur une rondelle.... deja pour comprendre comment fonctionne les extrusions c est pas ca.. ya pas un seul tuto debutant partant sur des cas concrets et du b a ba.... bref j arrive a modeliser un simple tube de 16 extrude a 12.1 interne... je me dis pour faire un essai je vais ramener la piece a 5 mm de hauteur au lieu des 97.7... j exporte en stl j importe sous cura ou j ai configure comme anet l indique je change les options de vitesse d impression car j ai pas besoin d une belle piece pour un test afin juste de verifier si ca se monte correctement... je sauve le gcode je le met sur l imprimante et cette bouriquette imprime.... en l air !!!! je viens de lire le post et j ai moins galere que lui sauf que pour le moment j ai rien imprimé a part le chien.... j ai chargé un stl d un dé (helios) et celui ci une fois le gcode sauve l impression se lance en dehors du plateau !!! l impression 3d c est pas ca je m etonne plus du nb de machines a la revente
-
salut apres avoir longtemps hesite ca y est j ai saute le pas j ai achete une bebete... et dieu sait qu elle est bete on est loin de l impression encre 2d... quelle galere apres 2 jours j ai enfin reussi a sortir une impression d un toutou de 10cm qui a pris 3 h et a qui il reste du poil a la queue et entre les oreilles !!!! au niveau personnel j ai 2 fibres électronique et informatique... grosse caracteristique : obstiné... faut que ca marche !!!! ++
-
Besoin d'aide pour une premiére imprimante pour des piéces techniques piscine
krisna en réponse au topic de Damien38300 dans Bien choisir son imprimante 3D
salut je suis pareil que toi j ai longtemps hesite avant de sauter le pas.... et je me demande encore si ce choix est valable le temps dira j ai eu l occasion d acheter un anet et5x a 125e... ca me laisse une taille confortable... par contre la question c est la rentabilite... 3j pour imprimer un tout petit chien , sujet de test pour l imprimante c est pas mon truc... j ai charge un fichier pour imprimer de simple serre flex la aussi c est tres tres long... vu la depnse en cout de chauffe ca vaut guere le coup cout... a moins que je m y prenne comme une truffe ce qui doit etre le cas... -
bonjour je suis un total noob en impression 3d (on peut pas connaitre tout) je viens d acheter une imprimante anet et5x... d occasion qui etait restee non montee depuis 2 ans dans son carton, cadeau de la femme du vendeur, qui s est plantee vu qu il n a jammais eu le temps.. deja 1er pb le ventilo de tete ne se declenchait pas...test des 2 sur 24v c celui en ventilation constante etait bloqué... j ai reussi a le debloquer ca venait du stockage qui avait certainement "collé" celui ci 2 eme soucis et ca ca pose vraimment pb: le systeme de tension de la courroie x qui se fait par deplacement du bloc moteur et fixer par 4 vis... si vous avez le malheur de trop serrer vous marquez l alu du "porteur" en creant une encoche....la vraie galere suite au demontage de la tete pour retendre !! autre soucis la fixation des axes z sur les moteurs.... ils fixent sur les "vis" mais pas sur les moteurs.... une vraie idiotie 3 eme soucis le capteur de proximite..vraimment tres imprecis 4eme soucis le fait qu a l impression ca colle pas... je suis sur plateau en verre... j ai teste l impression du chien ca decolle plusieurs fois avec le parametre de base.. j ai essaye en passant de 200 a 195 deg le bad a 60 deg le chien s est decollé a la moitie... finalement j ai reussi a l imprimer en entier avec 195 et 65 deg...avec un peu de cheveux entre le corps et la queue et entre la tete et les oreilles... par contre il a ete assez difficile a decoller (leur spatule vaut que dalle) j ai deja un soucis avec l impression du depot de filament inutile (celui qui stagne) lors de ma 1ere couche.... le fait est que le pla livre ne comporte aucune mention de temperature de travail... ah oui j oubliait les connecteurs sur les cartes, les blancs qui sont vraimment de la merde... si vous deconnectez mal la partie chassis vient avec le fil !!! et pourtant j ai l habitude (électronique) donc je vais avoir besoin sacremment de votre aide je vous parle de mes besoins: la creation de pièces détachees genre poignee de minivelle pour les stores, taquets de volets, engrenages divers etc j ai commence a regarder le tuto mais deja la je coince... ya une plethore d imprimantes sauf...les anet merci a tous dimitri