erian007
-
Compteur de contenus
14 -
Inscrit(e) le
-
Dernière visite
Récompenses de erian007
")





-
Moi j'ai une autre idée que je trouve pas mal. Je vous la partage, j'ai vu une vidéo youtube où les bobines de filament étaient installées sur des supports dans une boite hermétique genre caisse transparente de bricolage ou pour les aliments en cuisine, tout dépend de combien de bobine on a entamé... Il faut placer le bac en hauteur ( minimum la hauteur du toît de l'imprimante), pour ma part j'attends le matériel mais cest ainsi que je vais faire. Puis pour faire sortir le fil il a mis des raccort Festo (fixation pour tube ptfe) et il connecte son imprimante via un ptfe sur mesure (plus long) à la bobine qu'il veut utiliser. Pour la K1 Max ou toutes les K1 on peut rallonger le tube PTFE et aller vers un support externe posé à côté après tout ou au dessus, le tout c'est qu'il faut qu'il n'y ait pas de contraite. haut dessus c'est mieux et haut plus proche aussi. Pour ma part j'ai un tout petit espace bureau fait sur mesure avec du ikea il est en L est sur la largeur je peux mettre l'imprimante papier et la K1 MAX et j'ai même encore de la place et au deux extrémité du L j'ai deux tours verticales de 8 cases ikea type Lack et la K1 arrivera juste à la hauteur de la tour à côté et dessus je pourai poser deux boites smala de chez ikea en 22L + le couvercle clipsable pour ranger jusqu'à 8/10 bobines entamées de manière hermétique. je posterai une photo quand je recevrai tout le matériel. Pour le moment je suis encore sur ma ender 3 V1 avec options, et il me tarde d'imprimer entre 300 et 600 mm/sec.
-
Creality ender 3 V1 problème impression
erian007 en réponse au topic de erian007 dans Paramétrer et contrôler son imprimante 3D
Maximum 60mm/ sec et j'ai tenté le 150 mm et le 100 et le 80 ca ne marchait pas à 70mm/sec ça à l'air de passer, ah oui aussi j'ai modifié le température préconisé pour la buse j'ai mis 240 au lieu de 120 car j'ai par moment plusieurs fois sur une extrusion de 100 mm des variation de l'épaisseur de filament imprimé et des phénomènes de vrillage de la coulée de l'impression. Pardon pour mes termes un peu nabot. je veux bien que quelqu'un me corrige les expressions utilisée. aujourd'hui mon paramètre d'extrusion est à 91.3 sur créality ender 3 V1. Mais habituellement sur de l'ABS Créality high speed je suis à 105 et du PLA JAYO je suis à 103.3 (les valeurs sont restées stables en passant d'une bobine à l'autre avec 100mm de purge à 260° et un ramonage de la buse en la démontant pour vraiment enlever tout les dépôts coincés dans l'épaulement interne) pour la vitesse d'impression je suis monté jusqu'à 200mm/sec avec ma veille ender 3, je la garderais toujours pour pouvoir faire des formations car on retrouve les bases fondamentales de l'impression 3 d dans sont fonctionnement et toutes les améliorations c'est des sujets à dévelloper dans une formation par exemple. Un jour tout le monde aura des machines quasi autonomes mais les pannes vont êtres à la hauteur de leurs performances. D'ailleurs je suis toujours sur les buses d'origines en laiton diamètre 0.4, que pourrais je mettre de mieux à la place car je trouve que la conception serait à revoir faire le trous dans la buse conique et en extrémité 0.4mm ou 0.2mm ect.. actuellement l'épaulement interne au conduit de la buse génère parfois des problème et surtout l'obligation de la démonter régulièrement surtout avant une longue impression. Le fichier que je vous ai partagé en qualité 0.2mm vitesse 60 mm et déplacement 80 mm (pour avoir de la précision sur les poulies et les courroies) bref j'en ai pour 2 jours et 20 H.... J'ai cherché mais je ne trouve pas de filament phosphorescent high speed printing. Toutes les couleurs sophistiquée sont à max 100 mm/sec, mais ca va s'améliorer puis ils vont sortir des têtes mieux conçues et plus performantes... Espérons J'ai encore les nouveaux ressorts de plateau à changer et je vais un peu imprimer les fichiers type boite à outille ou support d'outils et aussi une nouvelle structure pour fixer les ventilateurs et optimiser leur fonctionnement ( je pense que la température de la buse sera plus stable et quelle consommera moins d'énergie car je pourrais baisser la vitesse du ventilo sur du PLA par exemple. Je ne sais pas si la tête d'impression directe drive pourait ou ne pourait pas être changé par le modèle avec double engrenages et si faudrait aussi changer la carte electronique.... En fit ta machine doit être juste dans les trois plan ainsi que l'axe X de tranlation de la tête d'impression. Et un niveau a bulle à deux bulles une pour l'orizontal et une pour la verticale, il suffit de tourner le niveau. Puis ensuite vient le calibrage du plateau. Mais de base ton imprimante doit être montée de manière cartésienne.
-
Creality ender 3 V1 problème impression
erian007 en réponse au topic de erian007 dans Paramétrer et contrôler son imprimante 3D
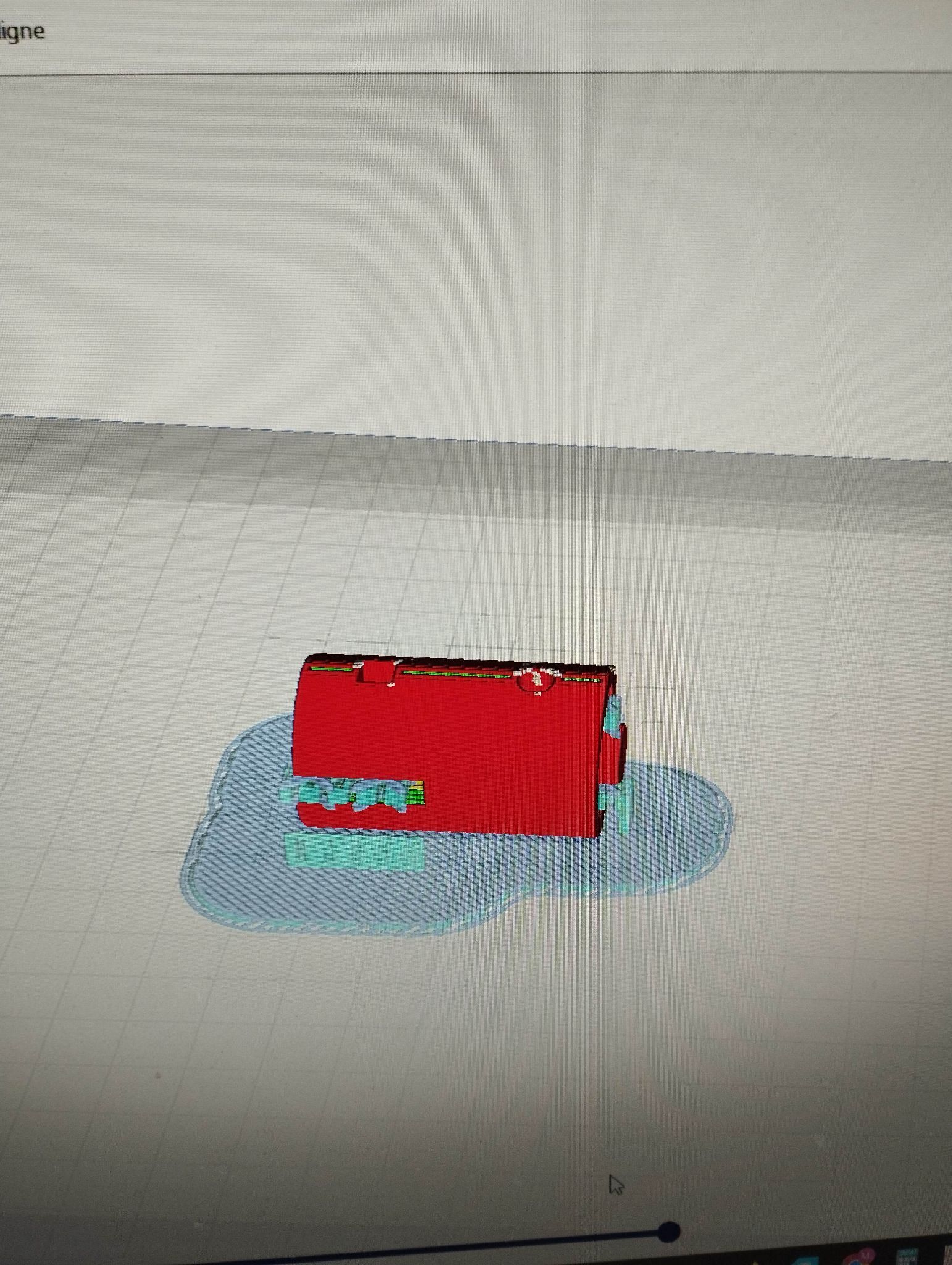
Je reviens sur le sujet, j'ai résolut partiellement le problème avec lectrudeur directe drive puis un changement de rouletes et un réalignage dans les 3axe de la structure de l'imprimante (jene l'explique pas mais elle était comme tordue, un décale en Z, X et Y comme si le plateau était vrillé, j'ai donc démonté le plateau en verre et sur la structure et à la main j'ai redressé tous les côtés qui était bas avec un niveau à bulle puis j'ai remis le nouveau verre trempé et la au moment du réglage du plateau je me suis retrouvé avec verre bombé à nouveau quand il chauffe. J'ai donc fait ma mise à niveau deux fois de suite sur les 4 coins extérieurs du plateau puis la même chose au centre dans un rayon de 7 cm puis j'ai contrôlé le centre du plateau (endroit le plus bombé) et j'ai essayé desserrer les réglages des quatre coin de environ un demi tour égaux puis j'ai imprimé une couche de 1 mm circulaire de 20 cm de diamètre en finition 0.2 mm pour affiner et contrôler que l'impression marche sur toute la surface du plateau. Et cela à plutôt bien marché et j'ai pu rectifier au 1/16 de tours les réglages du plateau pendant l'impression du disque. La première couche est la plus importante il faut manier les réglages au 1/16 voir au 1/32 ( à peine toucher la roulette) et il faut faire coin par coin sachant que quand on bouge le deuxième coin puis le troisième coin puis le 4 ème il y a un effet amplifié sur le premier coin ( la couche est plus épaisse et colle moins au plateau. Et encore plus bizarre chaque fois que je fais une nouvelle impression de grande taille uniquement (pour les petits objet ca va on peut garder les réglages pour plusieurs impression) et avec la même bobine car à chaque changement de bobine je remets le réglage de proportionnel de l'extrudeur puis je refais un test pour voir si par exemple j'extrude moins et que peut être la roue d'entée de l'extrudeur à besoin d'un décrassage du fait de la friction avec les filaments donc je concare les vaeurs entre la dernière utilisation et la nouvelle et cela m'aide pour diagnostquer soit une vieillesse sur la bobine ou un défaut du diamètre du filament, soit un encrassement du corp de chauffe ainsi que la buse ( cela arrive souvent quand on passe de l'abs vers le pla, ma solution c'est de faire une purge à 260°C avec 100mm de pla (puis vérification et ajustage à la température préconisée maximum et de 100mm par 100mm et calcul à chaque fois pour le paramètre de proportionnalité du pas de l'extrudeur d'extrudeur par rapport au fichier machine en g code). Autre nouveauté j'ai voulu imprimer des coques pour mes deux Alexa echo dot v5 Je l'ai fait sur fusion 360 au passage j'indique que pour les gens qui utilisent par exple tinkercad qu'ils peuvent facilement s'adapter et apprendre sur fusion car il y beaucoup de similitude et surtout même pour des constructions basique les résultats d'impression sont plus définis plus fin et plus complexe, j'ai d'eu passer à 16 go de ram et mon processeur ryzen 5600 3.9 Mhz et en occupation à 100% en permanence quand j'ai fusion et cura de démarré et si je vais sur le web et que j'ouvre une 20 aine d'onglet ca plante chrome ca marque mémoire insuffisante mais cela peut aussi être du à mon ssd de 128 Go qui est pratiquement saturé, j'en ai commandé un de 1To mais windows 11 ne veux pas s''installer dessus je crois qu'il y avait un message que Windows ne pouvait pas s'installer sur un disque MTB un truc du genre. Si vous vous y connaissez en ordinateur je veux bien des suggestions de mon côté il faut que je fouine un peu sur le net, ca peut rendre du temps. Une aide serait la bienvenue. Sinon je crois qu'il y a aussi des choses à régler dans Fusion je vais continuer ma formation Google et Youtube. Quoi qu'il en soit si vous pouvez m'aider je serais ravi ! stl final.stl -
Configuration Pc pour Fusion et Cura
erian007 en réponse au topic de erian007 dans Discussion sur les imprimantes 3D
J'ai déjà fait une réinitialisation d'usine de mon pc il y a 3 semaine et je n'ai installé que cura 5.6 et fusion mais mon ssd c'st vrai est quasi saturé c'est un 128 Go est ce que cela peut jouer? car sur les graphiques de performance je vois le processeur à 100% quasi tt le temps j'ai comandé un ssd de 1To je l'ai reçu mais impossible d'installer windows 11 dessus ca me donne un message que le type de disque n'est pas compactible. Pour info c'est un disque PCIE NVMe M.2 SSD / 990 PRO modèle M2-V8P1T0. Dès que je fais des fusions de formes ou des mouvements, alignements, ect... le presseur est à 100% d'occupation et sur cura ca ram lors du slice en tout cas 8Go de ram ca ne suffit pas là je monte de temps en temps à 11Go et au minimum quand je ne fais rien je suis à 4.5Go Autre problème que j'ai eu avec le passage de fusion à cura c'est que sur fusion la sphère que j'ai mis dans le fichier stl joint dans le premier post est a 220 mm de diamètre et sur fusion et ma creality ender 3 les dimensions dépassées le plateau alors que le plateau fait 235*235... j'ai d'eu donc réduire les dimensions et sans doute mon impression ne s'emboitera pas parfaitement avec l echo dot alexa. Est il possible de définir l'imprimante ou le plateau dans Fusion pour avoir une grille bien dimensionnée? Merci pour votre aide. Marc -
Configuration Pc pour Fusion et Cura
erian007 a posté un sujet dans Discussion sur les imprimantes 3D
Bonjour, depuis peu je commence à utiliser Fusion 360 et par avant j'étais sur Tinkercad et je nn'avais j'amais de soucis de performance de mon PC. Anciennement mon PC avait : Un processeur Ryzen 5 avec une vitesse de 3.9 Ghz 8 coeurs ou 4 core je ne sais plus. Et 8 Go de ram dont 2.1 pris par windows 11 et une carte graphique GTX 1650 avec 6 Go de ram Et j'avais des lenteurs sur Fusion et surtout sur Cura mais sur Cura c'était moins génant. Dans un premier temps avec l'affichage des performances du système j'ai vu que la ram était en permanence à taqué soit 5.9 Go restant sur les 8 Go et que le processeur ne travaillait pas trop. Donc avant j'avais 8Go de ram DDR4 à 2600 mHz et je suis passé à 16 Go de ram DDR4 à 3200 Mhz. La ram à présent ne dépasse jamais les 11 Go en pointe quand j'ouvre plusieurs applications et que je vais de l'une à l'autre. Par contre maintenant j'ai le processeur ryzen est quasi en permanence à 100% d'occupation. Ainsi je pense qu'il faudrait en prendre un plus puissant car j'ai toujours des petites lenteur quand je fais des projet de taille exemple 200*200*200 mm. Sur Fusion ça va mais Cura est totalement dépassé. après slicer sur Cura c'est une opération quasi unique cela peut ne pas gêner certains utilisateurs mais personnellement j'aime bien quand mon pc va vite. Peut être il y a d'autres logiciels bons de slicer pour ender 3 et qui utilise moins de puissance ? je vous écoute. Je pense que la carte Graphique est encore valable mais que c'est la puissance du processeur qui me fait défaut, qu'en pensez vous? Que me conseillerez vous comme carte mère de pc fixe et quelle processeur choisir pour être au top? Peut être il y a une autre solution que changer la carte mère et le processeur, en tout cas depuis que j'ai 16 go de ram ça va déjà mieux. surtout si on a plusieurs fenêtre avec des logiciels conséquents (exemple cura. fusion 360 + chrome avec Tinkercad (que j'ai exploité jusque dans c'est limites) et aussi des recherches web + des téléchargements de fichiers STL en mm temps.... Pour info je ne fais que de la conception mécanique dans le care de mes Hobbits. Parfois je copie puis modie un fichier un fichier trouver sur le web mais c'est très rare je suis plus dans le prototypage et les réparations unique quand un objet neuf est cher ou si une pièce cssée n'est plus vendue. je ne sais plus si j'ai remplis la page de présentation, mais voilà un peu plus de détaille sur moi et mon utilisation de la 3D. je propse aussisur le bon coin de découvrir la conception et l'impression 3D via une annonce sur le bon coin en utilisant Cura qui est vraiment un très bon logiciel avec un apprentissage facile. Mon imprimante à 6 ans c'est une Créality ender 3 V1 de decembre 2018 et j'ai installé beaucoup d'option et surtout je l'étalonne régulièrement pour garantir des impressions très précises et fidèles au plan PC. J'ai une grosse envie d'acheter la K1 MAX pour avoir plus de pêrforamances et plus de taille d'impression puis le look est top... mais pour le moment j'attends de pouvoir la financer soit via les économies que je fais en concevant des pièces pour mon utilisation, soit via les formations et aussi j'offre un service d'impression à la demande lorsqu'on me fournis un fichier STL. Mais j'ai un peu de mal à trouver des clients, pareils si vous avez des idées.... Mon nom sur Tinkercad est Marc Scharwatt peut être ainsi vous pourez voir mes concepetion d'avant fusion 360 mais depuis que je suis sur Fusion mes fichiers sont beaucoup plus détaillés et en plus je trouve que le logiciel à des ressemblance avec Tinkercad. A terme j'aimerais arriver à créer des pièces complexes telles que des différentielles de voiture ou pourquoi pas des moteurs et en faire mon métier dans l'automobile ou faire du prototypage et des conceptions complexes de pièces cassées qu'on ne trouve plus dans le commerce. Merci pour vos commentaires. je vous partage l'un de mes projets actuel que j'ai créé car mes voisins se plaignait de la puissance phénoménale des enceintes echo dot alexa v5 j'en ai deux pour faire un home cinéma avec le fire stick sur la télé... J'ai donc conçu cette pièce pour réverbérer le son arrière vers l'avant de la scène et que le son ne soit plus projeté en direction du mur arrière mitoyen avec mes voisins. home cinéma echo dot 5 final.stl -
Creality ender 3 V1 problème impression
erian007 en réponse au topic de erian007 dans Paramétrer et contrôler son imprimante 3D
Donc effectivement tous mes problèmes venait de cura 5.6 et avec le 4.8 tout fonctionne pour le bruit bizard en début d'impression j'ai aussi eu le coup avec cura 4.8 car il ne faut pas dépasser 250 mm sec avec mon extrudeur direct drive J'utilise les 250mm sec pour le radeau puis avec le menu tune de l'imprimante je redescent à 100 mm sec pour la piece à imprimer Voilà je pense que tout est résolut est c'est repartit pour des impressions réussient du premier coup, j'ai juste encore malgrès l'étalonnage des axes, un problème de dimension des pièces qui n'est pas 100% fidèle au fichier et cela est franchement chiant si quelqu'un a une solution pour moi? Il faudrait peut être que je baisse la vitessse d'impression de la pièce à 80 ou 50 mm sec ceci du à a qualité d'entrée de gamme de mon imprimante. Peut être si je change la carte en la faisant évoluer et que je mets des smoothers sur les moteurs des axes X et Y qu'en penssez vous? En tout cas à l'heure actuelle je dois faire deux trois uatre impression jusqu'a trouver les bonnes valeurs de dimenssion et c'est vraiment dommage et une énorme perte de temps -
Quels paramètres impact la vitesse d'impression ?
erian007 en réponse au topic de LeChrist dans Paramétrer et contrôler son imprimante 3D
sur curra dans l'onglet préférence tu peux configurer les paramètres visibles dans cura. En l'occurence il y a 4 paramètres de vitesse que l'on peut modifier. Par contre il ne faut pas oublier que tu àla limite firmware et physique de ton imprimante. Pour ma part au delà de 200 mm sec on ne voit plus de différence et au delà de 150 mm sec j'ai des rattés d'impression. Mais je pense que la limite la plus importante et handicapente c'est la limite physique de ta machine, moteurs... taille et précision des courroies... Après la version et le type de slicer peut t'aider à imprimer plus vite en imprimant de manière plus logique. Je te conseil cura 4.8 ou peut être le 5.6 qui chez moi divise par deux le temps d'impression à vitesse et finition égale, par contre pour mon imprimante je ne peux pas l'utiliser les impressions bugs à chaque fois quasiment. Après moi je pense qu'il vaut mieux réussir à chaque fois son impression et que ce temps est plus court que de multiples essais où l'on cherche à gagner du temps sans avoir de bons résultats. Créality ender 3 v1 -
Modèle 3D déformé par le slicer
erian007 en réponse au topic de Aleksw dans Paramétrer et contrôler son imprimante 3D
Pour moi il faudrait essayer avec cura 4.8 chez moi ça a résolut beaucoups de problèmes survenus depuis la mise à jour en 5.6 -
premier conseil car j'ai aussi une ender 3 v1 met cura 4.8 et regarde l'apercu du slice. A mon avis ca ira mieux Au tout début de mon aventure dans l'impression 3D j'avais le 4.8 de cura et jamais je n'ai eu de problème je faisais un niveau de plateau vite fais avec une feuille et zouw ca marchait coup sur coup. mais la version 5.6 de cura est une vraie merde pour les creality ender 3 v1. Rien que déjà au niveau de l'aperçu du slice il y avait d'énormes différences puis en 5.6 j'avais toujours des trucs bizard à l'impression et de manière aléatoire, c'est à dire que parfois ça fonctionnait. J'ai longtemps buté sur ce problèmepuis je suis repassé en cura 4.8 et bingo tout redevient easy mm en abs à 100mm/sec et une finition à 0.2 mm
-
Debit ou flow Ultimaker Cura 5.6.0 introuvable
erian007 en réponse au topic de noirette dans Paramétrer et contrôler son imprimante 3D
essaye cura 4.8 et active retraction en z + retractation filament. si les paramètres ne sont pas visible va dans préférence et configure les paramètres visibles -
Je ne sais pas si ma réponse peux t'aider mais moi avant de l'ancer l'impression je vais d'abord dans controle/temperature puis je règle mes valeurs de consigne et cela prépare la buse + le bed en mm temps et ca favorise ma montée en température du bed si on ferme le caisson de l'imprimante. Après je crois aussi qu'en faisant ainsi les températures de consignes restent active si tu termine une impression et que tu veux en lancer une deuxième directe. Creality ender 3 v1
-
recherche slicer avec impression logique et non anarchique
erian007 en réponse au topic de ste0024 dans Paramétrer et contrôler son imprimante 3D
Question, est ce qjue à tout hazard tu es sur la version 5.4 ou 5.6 de Cura? Pour ma part j'ai aussi vu de mes yeux lors de l'impression des choses étonnantes avec cura 5.6 et en retournant à la version 4.8 tout est rentré dans l'ordre. J'attends ta réponse le sujet m'intéresse car je suis persuadé que cura 5.6 est truffé de bugs. -
Creality ender 3 V1 problème impression
erian007 en réponse au topic de erian007 dans Paramétrer et contrôler son imprimante 3D
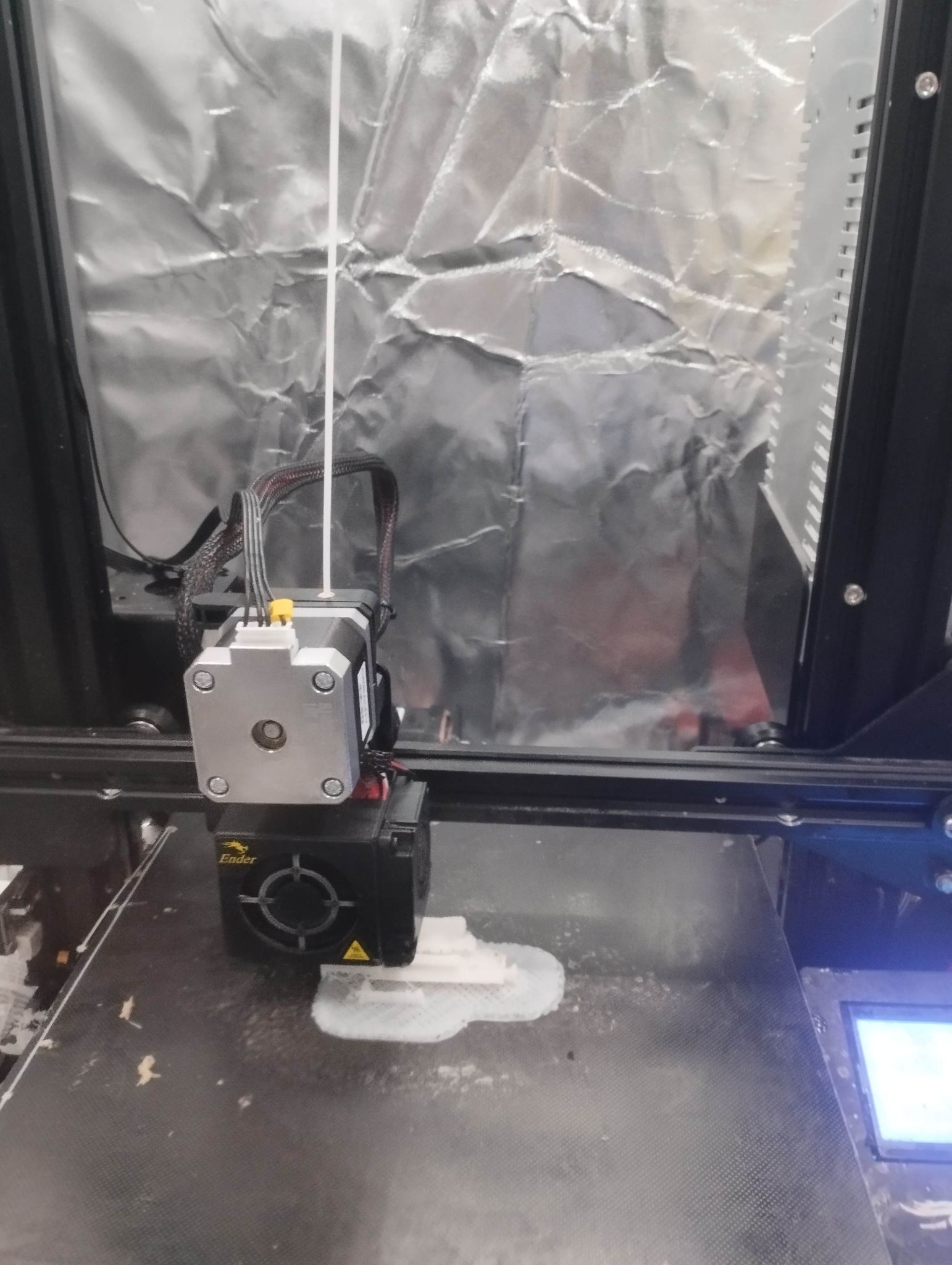
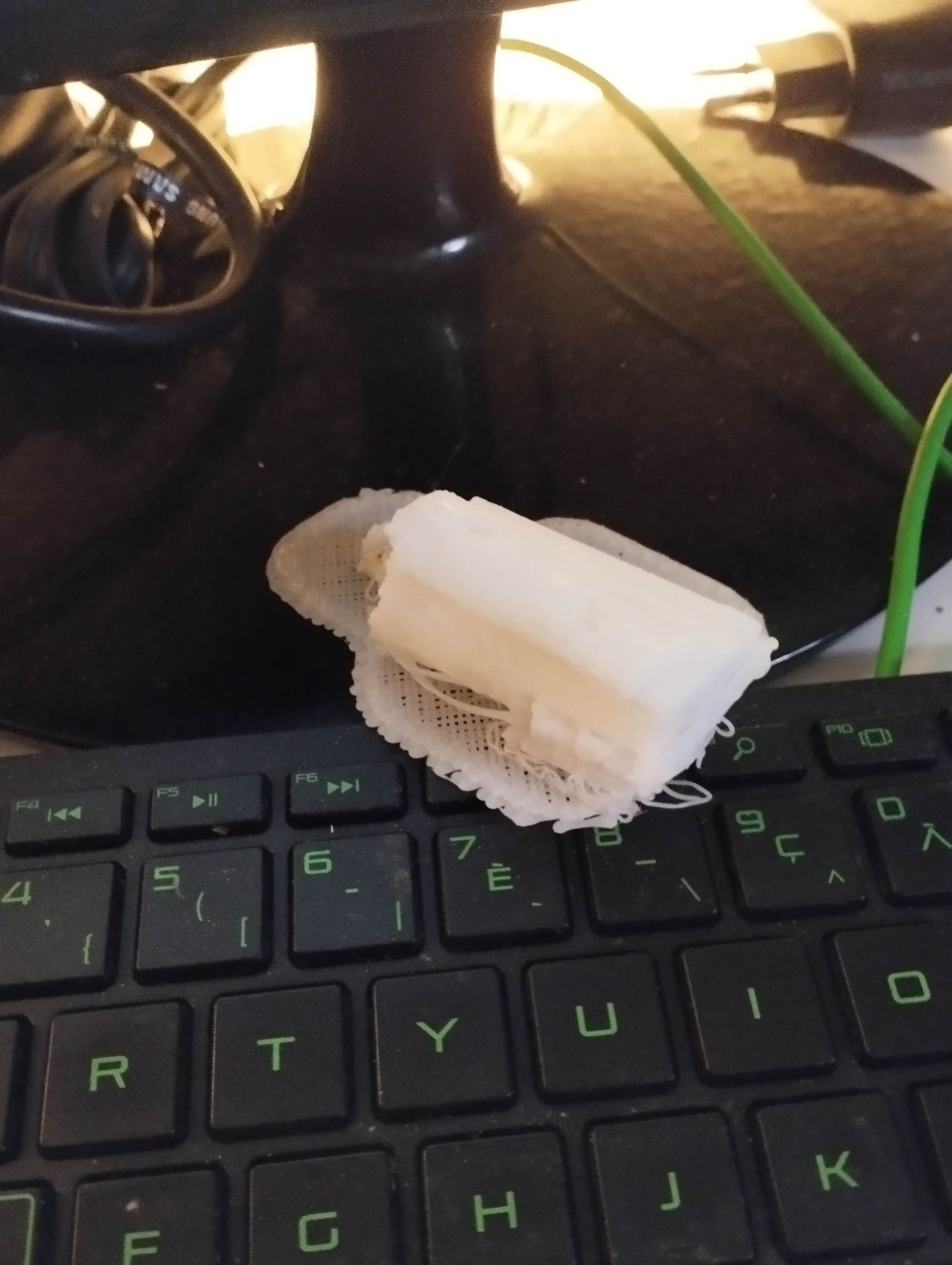
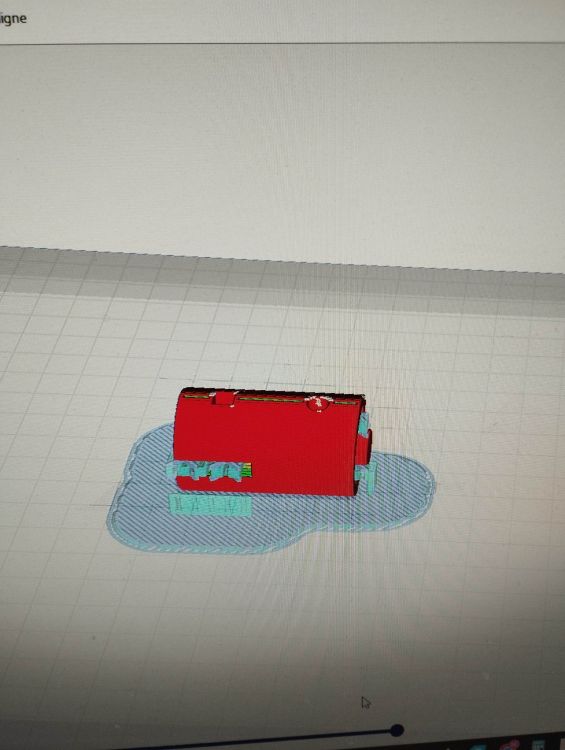
nouveau modèle renforcé de charnière de volet.stlJ'ai encore des anomalies depuis que je suis passé de la version 4.8 de cura à la version 5.6. Quand je slice et que je fais un aperçu j'ai une image qui est top avec les supports bien placés. Et pourtant quand j'imprime les supports sont à une place diffrérente. J'ai aussi beaucoup plus de supports chiant à enlever alors qu'avec la version 4.8 tout roulait tout seul avec les paramètres de générique abs ou pla est ce que certains d'entre vous ont le même problème? l'avez vous résolut et comment? Merci de vos réponses J'ai aussi un nouveau bruit qu est apparu sans que je ne change quoi que ce siot c'est comme quand les couroies dérappent ou comme quand la roulette crantée de l'extrudeur bloque. J'ai eu ce problème au début de l'impression puis au bouit de 5 min le bruit à disparu. J'ai relancé une deuxième impression idem bruit anormal au début pendant 5 min puis plus rien jusqu'a la fin de l'impression environ 1H15. Je ne sais pas si cela peut provenir des paramètre de vitesse je les ai monté à 200 mm/sec je l'avais aussi fait il y a deux jours mais ca n'avait ps eu d'incidense à part la qualité d'impression en abs qui n'était pas bonne, j'étais monté à 300/400mm/sec... là j'ai remis sur 200mm/sec et ça imprime bien en abs mais j'ai ce bruit au début. Je suis entrain d'imprimer une charnière pour manivelle de volet, c'est une des deux charni-res qui se situe au niveau du manche de la manivelle. La première bonne ilmpression était à la verticale donc j'avais les couches dans le sens de l'éffort exercé sur la charnière et elle à cassée maintenant je réimprime à l'horizontal pour que les couches soient perpendiculaire à l'effort exercé sur la pèce puis je l'ai fait plus épaisse. nouveau modèle renforcé de charnière de volet.stl Clairement si vous arrivez à voir sur la photo de l'impression, l'impression n'a rien à voir avec le slice de cura Il y a autre chose que j'ai constaté en finition top qualité 0.12 et vitesse 50 mm/sec pour assurer bin l"impression foire completement, il y a des choses imprimé qui ne coressondent pas à mon fichier.. bvref bizard cette version 5.6 Dans mes début de l'impression 3d il y a environ 6/7 ans jamais je n'avais de problème. l'imprimante avait été montée à l'arache sans faire les niveau juste un réglage plateau dans les quatre coins avec une feuille de papier et zouw cétait partit et à chaque fois ça marchait sauf pour l'abs je galèrais mais je pense que ça venait de la qualité du filament abs car là depuis que j'ai le filament abs de chez creality je n'ai plus de problème de warping ou de buse bouchée. Après 27€ le kg de filament ça explique peut être la différence de qualité. J'ai mis la pièce à une hauteur Z de 2 MM pour avoir plus de surface d'adérance peut être que cela vient de là tout de même cura donne un slice diddérent. Et je n'avais j'amais cela avec la version 4.8 de cura et aussi avec la version 5.6 les temps d'impressions sont plus court que avec la version 4.8 et en plus si on décide d'augmenter encore la vitesse ça tient le coup. Il y a quelque chose dans cette version 5.6 qui me fout le dawa mais je ne comprends pas quoi. J'ai mm des fois completement autre chose que la pèce que j'ai conçu comme des bugs lors de l'impression... peut être il y a un truc dans la cpu de la creality v1 qui n'est pas compatible avec la version 5.6 de cura Et malgrès mon étalonnage de l'extrudeur j'ai toujours des excés d'impression comme si l'extrudeur extrudais encore de trop... par contre cela ne me le fait pas avec le pla Quand j'imprime avec une qualitée de 0.2 mm ca va mais 0.12 impossible. et coincidence sur cura 4.8 la meilleurs finition est 0.2 mm donc je pense vraiment que pour la creality v1 avec carte d'origne la version 5.6 de cura ne va pas. J'ai hate d'avoir réussit mon impression de cette charnière et quelle soit robuste puis je partagerai le fichier sur Tinkercad. La manivelle complette coûte 20€ et l'impression revient à moins de 1€ et en plus on peut le réimprimer à volonté si elle casse et sans devoir prendre la voiture et aller dans un magasin ou sans devoir commander puis attendre et payer la manivelle à 20€ + les frais de port. Imaginons que nouys some dans une situation d'urgence oùu l'on veut fermer les volet et que lamanivelle est cassée cela prend 1H15 pour l'imprimer. C'set imbatable comme service. Je viens de voir une autre anomalie dans l'axe Z il n'est pas linéaire pourtant j'ai fait son étalonnage sur 4 cm et j'avais une précision de 0.01 mm et pourtant quant mes impressions font plus de 1 cm de haut la tête de la buse à tendance à commencer à cogner contre l'impression et c'est de pire en pire plus la pièce est haute. Je pense qu'il ya vraiment un loup avec cura 5.6 je vais retenter avec cura 4.8 puis comme ca j'en aurrais le coeur net. D'éjà de base sur le 5.6 pour choisir son imprimante ce n'est pas du tout pareil. regardez le gros bordel que ça m'a imprimé rien à voir au niveau de la position des supports puis le projet est méconnaissable. J'eesaye en 4.8 pour Curra puis j'en aurrez le coeur net. Voilà je viens de slicver avec Cura 4.8 et directe le slice est différent et l'apercu n'est pas du tout le même le temps d'impression à était doublé aussi j'ai mis 100mm/sec et qualite standart 0.2 mm. Donc il y a effectivement un problème de slice sur cura 5.6 et la créality ender 3 v1 avec carte électronique d'origine. et je n'ai plus le bruit bizard de ripage comme sur les impression en cura 5.6 Et quand je fais de l'ABS je mets un radeau mais celui de cura 4.8 n'a rien à voir avec le cura 5.6, il est beaucoup plus remplit de ligne donc beaucoup plus adérent. Bon j'ai déjà bien entammé ma nouvelle impression avec cura 4.8 et une vitesse de 100mm sec our une finition de 0.2 mm et c'est impécable pour le moment et je n'ai plus les choc de la buse sur mon impression l'orsquelle dépasse 1 cm de haut en Z et la manière d'imprimer ( les trajectoirs me semble plus logique). par contre cura 5.6 1H15 impression et curra 4.8 2h30 pour la meme finition et la mm vitesse. la pièce à l'air vraiment solide cette fois ci et je vais terminer par un issage à l'acétonne avant montage pour avoir une bonne fusion des couches et encore plus de résistance.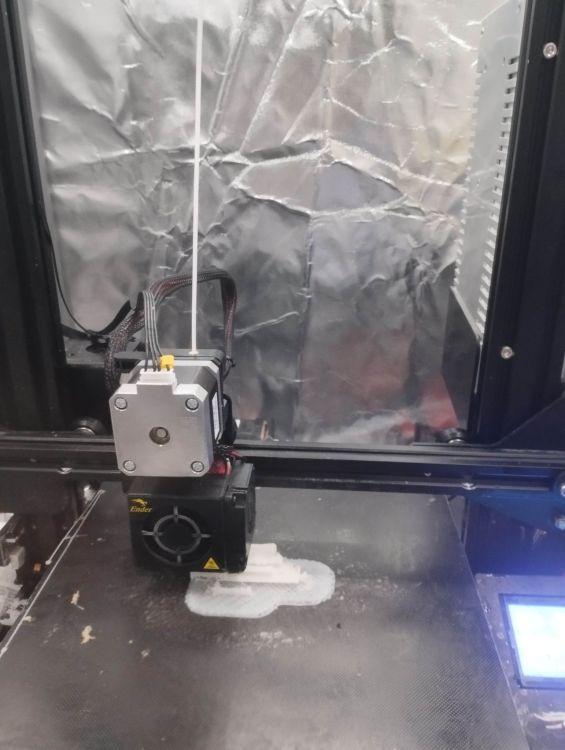
-
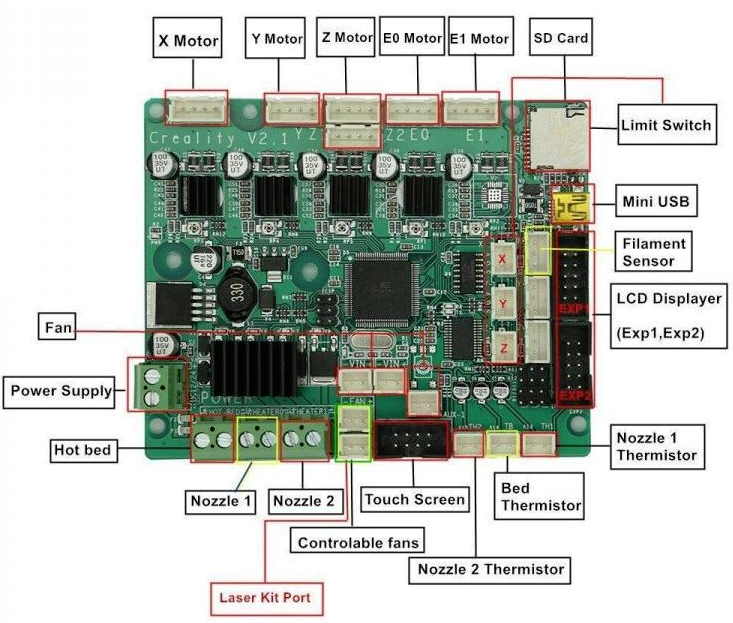
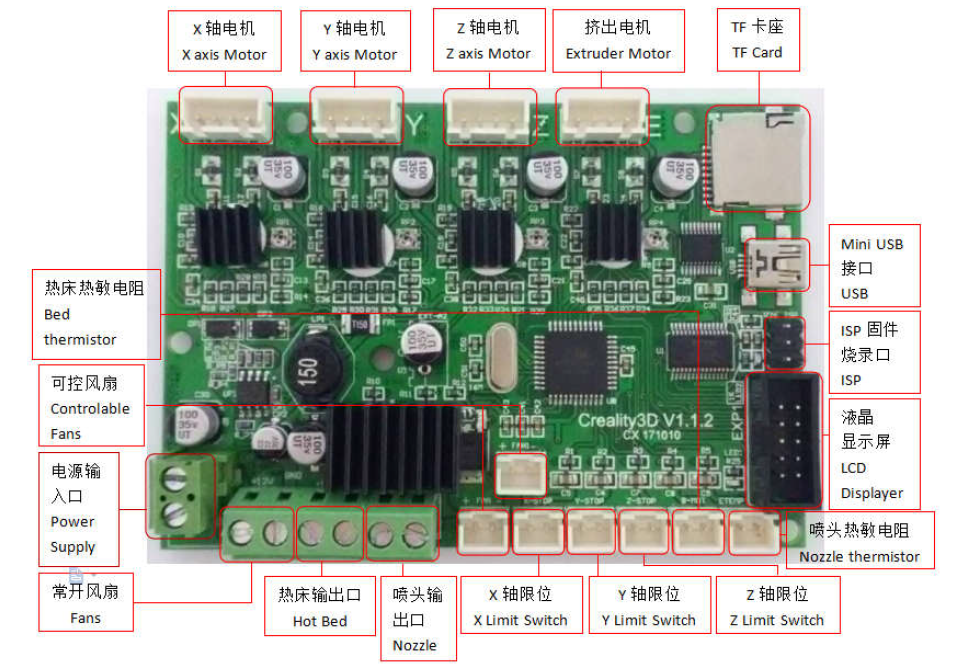
Bonjour je me présente je m'appelle Marc, je fais de l'impression 3 d principalement pour réparer des choses chez moi ou pour les améliorer. Je conçois sur Tinkercad pour le moment j'ai toujours réussit à réaliser ma coception, mais je vais essayer de passer progressivement en me faisant des copies des ipressions déjà réalisée mais crée avec Fusion 360. Côté machne j'ai une créality ender 3 V1 que j'ai amélioré pour les nuisance sonores des moteurs avec les nouveaux moteurs plus les silent bloc, j'ai aussi rajouté le guide pour l'axe Z pour rester bien vertical. J'ai mis un plateau en verre et récement j'ai dû rénover les roulettes après 7/8 ans de service puis faire un gros travail de réalignement de la structure générale en passant par la buse et le niveau de plateau pour que toute la machine soit de niveaux dans les 3 axes. J'ai aussi rajouté une housse en toile avec alu à l'intérieur que j'ai équipé d'un éclairage Led, mais c'est beaucoup moins qualitatif que les nouvelles machines qui sortes je pense à la K1 Max qui est vraiment belle. Bref e ntout cas mon imprimante à fait le taff pendant au moins 7 ans puis j'ai commencé à avoir des décallages dans les proportions de l'axe Z faisnt que les couches nétaient pas bien collées entre elles, du coup j'ai revu les bases en imprimant un gabarit en 100*100*100 pour corriger le coefficient de proportionnalité des axes. Ensuite j'ai eu u autre problkème j'avais l'impression que la buse ne faisait que se boucher et non cétait au niveau de l'extrudeur d'origine en plastique le bras de pression avec la roulette était fissuré mais juste un peu et en dessous don non visible en regardant sans démonter... je me suis rendu compte de cela car je faisais les réglages du proportionnel de l'extrudeur avec mon fil et ainsi j'ai aussi appris que ce paramètrage de l'extrudeur est à faire avant caque impression ou chaque changement de fil pltôt, cela évite aussi que suite au veillissement de la roue crantée que les volumes de fils extruder soient toujours correcte. en tout cas aujourd'hui grâce aux informations glanées sur Youtube et votre forum je réalise systèmatiquement avant chaque impression :- un préchauffage buse + plateau à tempérture pendant au moins 5 min puis purge en forcant le fil à avancer et purger au moins 30 cm de fil pour éviter les mélanges avec l'ancien filament ou des résidu de vieux filaments coincés d'un les zones de fluide mort de la corps de chauffe de la buse ( ils aurrait pu créer un corps de chauffe pour du fil de 1.75 et faire une buse à 2 mm ou 2 mm partout pour qu'onest pas des masses de fil qui se coissent dans les angles à l'intérieur du corps de chauffe et ainsi limiter les problèmes de bouchage quand un petit morceau se décolle. Si vous avez une soltion pour palier à la différence de diamètre corps de chauffe au moins 4 mm et buse 2mm je pense je n'ai pas mesuré mais j'ai et constaté en nettoyant complètement le corp de chauffe et la buse à l'acétone et au chalumeau plus aiguille.. et j'ai dû aussi gratter dans les angles... Au final ma rénovation pour remettre l'imprimante comme d'origine: -extrudeur méta -corps de chauffe complet avce les sondes de température et les ventilos -roulettes plus mise à niveau avant de toute l'imprimante et cela dans les 3 axes puis réglage des roulettes de prssion de guidage pour que l'usure soit uniforme, (à l'achat j'avais fais aucun réglage juste un bon niveau plateau et avec le pla je n'avais jamais de problème mais en abs c'était mission impossible. -nouveau plateau en verre car l'ancien était bombé entre le centre et les extrêmité du verre. -1 bobine pla marque JAYO en blanc à 13€ le kg (je le conseille il est bien après j'ai vu des bobines beaucoup plus cher je ne sais pas peut être vous pouvez me conseiller c'est surtout pour l'ABS que je galère) sur amazon pour écarter toutes les causes de dysfonctionnement qui viendrait du veillissement de mes bobines qui ont 7/8 ans pla marque Eice+ abs Warhorse noir ( l'époque acheté au environ de 20€ la bobine, mais j'ai vu que il y a beaucoup de changement de qualité et de prix depuis l'époque de mes débuts). Voilà donc un entretien mécanique de fçon générale car je pense que je peux rénover l'ancien corps de chhauffe et un des ventilo où le plastique est cassé ou m'en servir pour le vampiriser et prendre des pièces en cas de panne. Tout fonctionnait à part une dérive de la sonde la buse de environ 10 °C en moins par rapport au réglage. J'ai bien été embe^té avec le rebranchement de tous les composants sur la carte mùère car je n'avais pas noté mes repérage de connecteur et il n'y a pas de détrompeur après on trouve des images sur google encore faut il sen sortir entre les sondes les chauffes et tous ces câbles non repéré. Voilà la photoi que j'ai trouve comme cela cela pourra peut être être utile un jour pour une tierce personne. Voici une vidéo sur tous les modèles de carte mère afin d'identifier la votre. Et voici la photo des branchement pour la créality ender3 V1 : Voilà poure résumer je sui encore novice et avec un paquet de retard par rapport au niveau actuel et en plus j'ai une machine avec peu de réglages mais je vois cela pltôt comme un avantage surtout vu le prix que j'ai payé pour l'imprimante 150€ plus la house 60€ et les améliorations 80€ et enfin la réviion 8 ans après l'achat pour moins de 100€. je vais cloturer le pôst que j'ai fait sur mes problèmes d'impression donc en gros c'était le levier de tension du fil au niveau de l'extracteur plus le plateau bombé. Je vais rouvrir un post sur les problèmes que j'ai en ABS et les réglages que j'ai mis dans curra. déjà de base j'ai refais le qualibrage de l'extrudeur et sur 100mm de fil extrudé il y avait 0.5 cm de fil en moins... donc de base plus l'impression est longue plus je risquais d'avoir des décollement de couche... Voilàmerci à vous de m'avoir lu et acqueillit et si j'ai des choses à partager autre que mes problèmes ou des solutions que j'ai trouvé pourcertains problème alors je les mettrais à disposition du groupe. En tout cas pour moi si je pouvais faire dela DAO mécanique mon métier je ne compterais pas les heures. Au tout début j'ai commencé à concevoir sur tinkercad avant même d'avoir passé commande pour l'imprimante. Puis j'ai pris tellement de plaisir à la conception et la facilité d'utilisation du logiciel en ligne ( pas besoins de l'installer sur le DD de votre ordinateur), puis l'arrivée de l'imprimante que j'ai monté en 30 min sans me casser la tête avec le niveau à bulle et les paramètres curra et les paratres de proportionnalité de l'imprimante, juste un montage basique mais qi a tenu longtemps puis d'un coup il y a 1 an impossible d'imprimer jusqu'au bout ou probleme de resistance des pièces... bref j'espère avoir contrôlé tous les points d'usures et de réglages, si vous avez des sugestion pour ajouter de manière régulière ou systématique une routine de contrôle... je suis à l'écoute. Merci et belle journée à vous tous. Marc
-
Creality ender 3 V1 problème impression
erian007 a posté un sujet dans Paramétrer et contrôler son imprimante 3D
Bonjour, je possède une créality Ender 3 V1 et depuis la mise à jour de Cura à la version 5.4.0 j'ai des problèmes de couches mal superposées ainsi que des problèmes d'alignement dans les deux autres axes. J'imprime des pièces de petite taille environ 40*20 sur une hauteur e 15 mm. J'avais à la base remarqué que mes réglages de plateau n'étaient pas bon, j'avais aussi remarqué que les roullettes de guidage sont un peut usées mais ce qui me parait bizarre c'est que le problème est venu d'un coup et il me semble que c'est en lien avec la mise à jour de Cura. J'ai recherché la dernière mise à jour on est en 5.6.0 et il est mentionné que la version précédente avait des bugs. mais je n'ai pas lu le détail des bugs. Je suis alors repartis de zéro j'ai refais tous les réglage de niveau sur la géométrie de l'imprimante j'ai remis les paramètres de proportionnalité en paramètre usine dans le menu controle. j'ai essayé de faire une mise à jour de l'imprimante via usb sur le pc mais ca na pas fonctionné mon pc ne voit pas l'imprimante en usb. j'ai essayé de télécharger un nouveau profil customisé pour la ender 3 v1 pour Cura mais je viens de voir le résultat c'est encore pire. Je vais essayer de refaire un slice avec le Cura 4.8 que j'avais toujours depuis le début et je vais voir si cela s'améliore. Avez vous une piste de solution pour mon problème ou des réglages pour cura 5.6 qui marche chez vous? Je précise aussi que j'aimprime avec de veilles bobines de PLA qui ont 6 ans peut être est cela le problème? Je ne sais pas je suis un peu novice en panne d'habitude tout marchait tout seul il n'y avait que l'ABS qui me posait parfois problème, l'imprimante n'était même pas montée à niveau avant et pourtant l'imprimante imprimait bien il y a 6 ans.... J'ai un peu laché l'impression 3D entre temps et la j'ai besoins de fabriquer une charnière pour une manivelle de volet, voilà je fais de l'impression en fonction de mes besoins juste en hobbit bonne journée Marc Je pense avoir trouvé mon problème le bras de tension sur la roulette de lextudeur est fendu et de ce fait le filest entrainé de manière aléatoire. j'en ai commandé un en alu et j'ai aussi passé commande pour une bobine de PLA. je reviens sur le sujet dès que j'ai tt remonté