Mioutwo
-
Compteur de contenus
35 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Mioutwo
-

MKS_SGEN_L / Marlin2.0
Mioutwo a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
BONJOUR, je vient d'acquérir une makerbase SGEN_L avec TMC2209 que je fait tourner sur une dagoma modifier, mais j'ai un problème avec le palpeur et marlin quoique je fasse sur pronterface avec la commande M119 il m'est impossible de faire trigger le palpeur ce qui est problématique pour la suite, pourtant quand je passe un objet métalique sous le palpeur il s'allume. merci, pour votre aide voici, le configuration.h et le configuration_adv.h -
oui @cmatec je métrise repetier mais saurez tu si il y aurait pas des exemple de config pour la discoeasy car j'ai trouver sur le forum pour la discovery en tout cas concernant les impréssion j'ai fait quelque test avec ultimaker cura toujours probleme ;'( demain le sav dagoma est de retour on vera ce qui vont me dire
-
Oui sa je sais sur mes imprimantes chinoise je suis sur du repetier host mais sur la discoeasy je connais pas trop la machine pour bien configurer le trancheur vous aurez des profil a me passer exemple distance retract vitesse flow etc
-
Oui je suis d'accord cest ce que je fait avec les imprimantes chinoise mais la j'utilise cura by dagoma qui est censé être fait pour que tout le monde utilise sans problèmes
-


-
Bon bref apres une impréssion de 11 h toujour pas résolut jais régler offset de façon a avoir juste le plastique colle au plateau sa veut dire la qualité print dégeulasse mais au moin avec cette methode on aurait peut etres put eliminer certaine solution mais non moi je m'attendais que la piece se décolle ou autre mais rien juste buse qui ce bouche sans aucune raison
-
Bon bref problème résolu sa claque a peut près très rarement genre 3-4 fois dans une impression de 4 h par contre concernant la face avant déformée je sais que sa vient de la tension des courroie mais y a il une solution pour ce problèmes
-
Mais comment sa se fait quand j'ai monter mon imprimantes dagoma disait de coupe le ptfe a 45 °
-

-
Concernant les fil cet après midi je les ait coupé la ou ils était abîmé ressouder puis passer avec de la gaine rétractable Ensuite concernant offset trop bas c'est logique par contre je suis habitué a faire de très bon offset mes collègues du lycée m'appelle le roi de offset mais ce que je comprend pas je lève la buse du plateaux environ 10 cm jactive extrudeue sa claque quand même . Du coup je penche plus pour le plateau pas plat
-
@cmatecla température et les câble n'ont rien a voir a mon humble avis là-dedans car d'après tout mes test et une impression avec pronterface sur un cube de test aucune chute de température tout le long de impression
-
@Tircown Aucun changement
-
cest juste le tissus de protection un peut abimé il marche tres et sa importe peut
-
je fait mes reglage offset et je te dit sa
-
j'ai vérifier ma roue cranté de extrudeur elle est réster dans le meme état que le jour ou je les recu
-
Je fait toujours a chaud et même impossible de la démonté a froid
-
Je pense que c'est mieux comme sa j'ai suivit ton tuto maintenant extruder
-
extrudeur je regarde apres, je vois le jour au niveaux de angle en gros comme si il etait incurvé est le hotends jamais toucher juste pour le changer de tete mais bon je verifie sa j'ai habitude avec mon ancienne anet
-
je vien de voir un truck quand on pose un niveaux sur le plateau je vois du jour a certain endroit du plateaux
-
non le hotends est celui origine, sinon a chaque fin utilisation je le sort d'un coup sec je coupe le filament a rat ensuite le tupe ptfe s'enfonce de 2,8 cm dans la hotends puis je fait un préchaufage pla et je pousse le filament avec la main jusqua que j'ai quelque centimetre de fil sorte de la buse et que cela soit bien fluide

-
les deux ventilateur fonctionne et netoyer avec des aiquille de débouchage a 260°
-
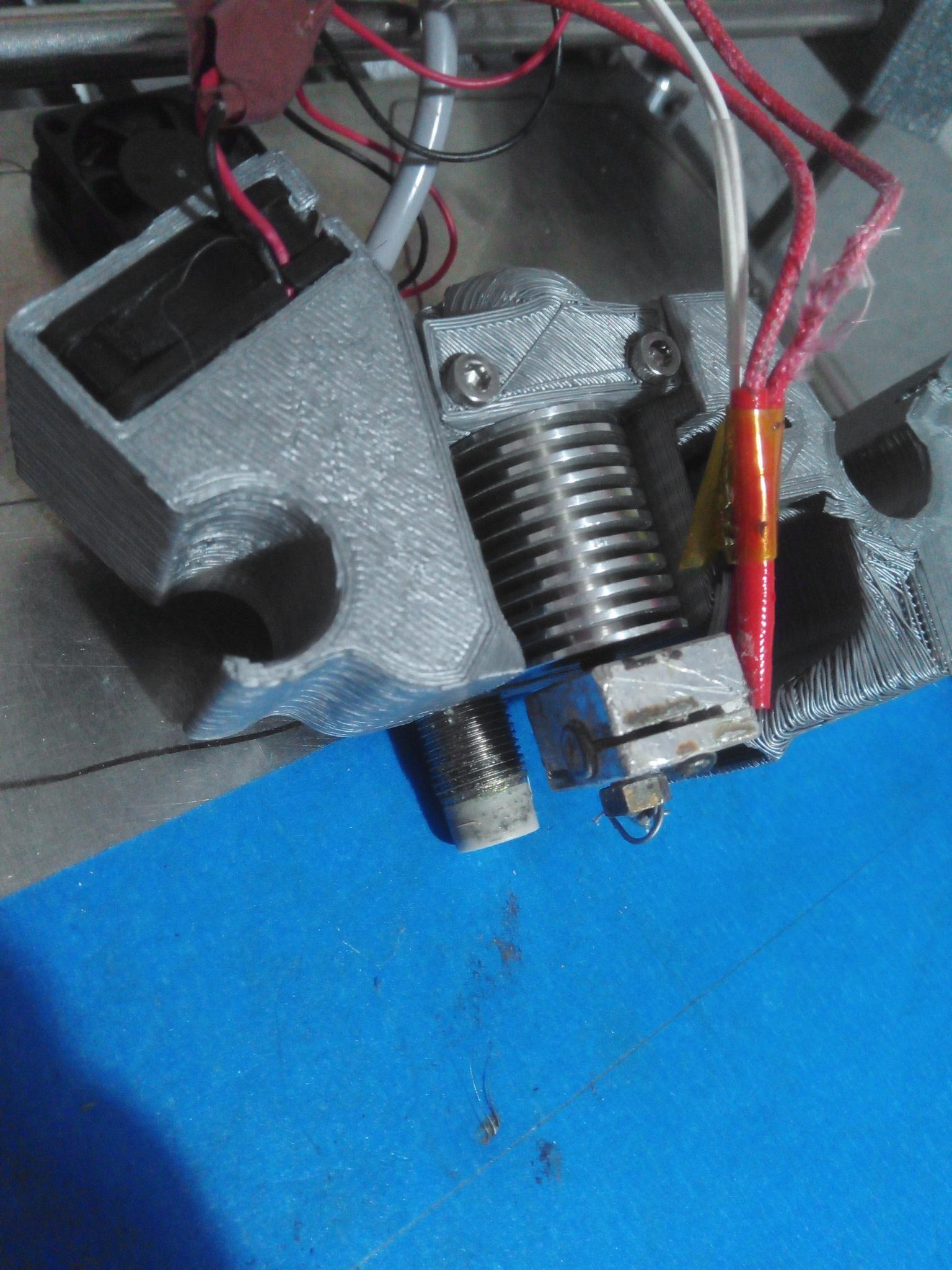
Bonjour a vous tous . voila mon probleme ma discoeasy 200 est en train de me faire pété les plomb donc voila les petite pieces telle que les cube de test ou les badge de dagoma s'imprime parfaitement bien et les grandes pieces au bout d'un certaint temps la buse se bouche. je ves vous préciser toute les procédure que j'ai éfectuer sur l'imprimante . https://www.noelshack.com/2018-33-1-1534161963-img-20180811-175710.jpg 1) j'ai imprimer deux petite pieces pour limité le wobble voir photo. https://www.noelshack.com/2018-33-1-1534161961-img-20180811-175718.jpg 2) j'ai verfier que les roue cranté soit bien vissé sur le méplat du moteur et la tenssion des couroie comme décrit chez dagoma ici OK ( suite a un probleme de formes des pieces j'ai fait appel a dagoma et ils ont modifier mes pas moteur) 3) mon extrudeur claquer donc j'ai un peut trainer sur le web et je suis tomber sur un truck ou il falait regler la tension des driver moteur sur la carte MKS base 1.5 j'ai effectuer ces réglage pour les moteur nema 17 la tension doit etre de 0.7V sur certaint moteur j'avais de tres gros écart du type 0.4V et 1.6V donc j'ai corriger tout sa. j'ai aussi suivit ce tuto ici tout OK. 4) j'ai aussi suivit ce tuto de dagoma ici le parralélisme est ok je vous est aussi déssiner les emplacement ou la couche n'est pas homogene sur le plateaux vus que je n'est plus de consomable. https://www.noelshack.com/2018-33-1-1534161963-img-20180813-135312.jpg 5) haaa le probleme de offset je regle mon ofset a froid comme conseille dagoma ici est entres chaque impréssion je la laisse reposser une 30 aine de minute alors quand ma couche est parfaite extrudeur claque aussi mais rarement et aussi quand elle est trop haute en gros mon extrudeur claque tout le temps. 6) suite a un leger probleme j'ai du remplacer la tete origine de dagoma car le corp de chaufe a tourner est fait un trout dans la tete j'ai donc tant bien que mal réussit a imprimer une nouvelle tete et je suis parti sur celle de dragonshark qui marche parfaitement bien, j'ai aussi installer des igus pour limité le bruit https://www.noelshack.com/2018-33-1-1534161963-img-20180811-175728.jpg https://www.noelshack.com/2018-33-1-1534161964-img-20180811-175743.jpg 7) j'ai aussi fait un reglage de pid mais je ne voit aucune diférences. et j'ai ma face avant qui c'est deformer il me semble pas que cela est un gene pour imprimante mais vus que je ne peut pas imprimer de grande pieces je ne peut pas la réimprimer. https://www.noelshack.com/2018-33-1-1534161963-img-20180811-180330.jpg En Bref je ne sais plus quoi faire j'ai ouvert un ticket a dagoma mais il sont en vacances ......
-
comme gisclace la dit vérifie la partie basse du coupleur qui soit bien vissé sur le méplat du moteur et vérifie ton montage sur la notice de dagoma sur leur site internet je trouve que la vidéo n'est plus a jour et pas assez précise
-
Bonjour, j'ai fait acquisition d'une nouvelle imprimante la discoeasy 200 de 4 mois et j'ai un problème récurent énervant . je m'explique sur certaine impression mes pièce j'ai deux coté parfaitement lisse et les coté sur lesquels le plateau avance et recul (avant/arrière) de legere separation qui fait que la pièce n'est pas lisse comme elle devrait être, je pensait a un problème offset mais si je la descend encore le plastique ne sort plus donc trop proche, j'ai fait des antiwobble je pense pas que sa vienne de la, j'utilise cura by dagoma et cura ultimaker avec les deux mème résulta. ps: peut être bien que sa vient de offset car dans le dagomapp lors de la configuration on peut régler offset uniquement de 0.5 par 0.5 et je ne dispose pas de écran dagoma
-
re bonjour suite a quelque test effectuer j'ai pus remarquer que lorsque je met le fil dans e3d v6 et que je pousse le fil a intérieur (extrude le fil) avec reptier host le fil sort normalement et j’attends quelque 10 de seconde pour retenter et le fil ne sort plus comme si il était bloquer, le fil ne se fait plus entrainer pas extrudeur donc je retire mon fil de e3d v6. et j'insere un fil de fer dans le corp de e3d et j’ai tout le fil qui sort comme si il c’était retrouver bloquer dans le bloc ou une autre partie de e3d. ps quel trancheur utiliser vous ??