Denis56
-
Compteur de contenus
179 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Denis56
-
J'ai acheté des contacteurs de fin de course sur Amazon et j'ai bricolé un support. Tu cherches "micro switch" ou "imprimante 3D fin de course", il y a des tonnes de modèles qui s'adaptent à nos besoins. Un au hasard, parmi tant d'autres : https://www.amazon.fr/TOOGOO-COMMUTATEUR-COURSE-Levier-Subminiature/dp/B00SUXX1WS/
-
Bonjour, vérifie bien que les soudures au niveau du contacteur de fin de course sont bonnes. C'est une maladie de TEVO, des contacteurs de fin de course faiblards et surtout des fils trop fins et des soudures mal faites. Moi, j'ai tout changé. Attention à fixer les fils de connexion avec un collier afin qu'ils ne bougent pas et ne fatiguent pas les soudures lors des mouvements en X de la tête pendant une impression.
-

Impressions qui se décollent ou qui ratent.
Denis56 en réponse au topic de Colinette dans Discussions sur les imprimantes 3D
Pour le PLA, plateau bien réglé, plaque de verre + laque, comme d'habitude. Pour l'ABS, après bien des déboires, j'ai fini par essayer le fameux Scotchblue Original 2290 (9,90€ les 40 m chez Carrefour). C'est hors de prix mais juste magique ! Je colle le Scotchblue sur ma plaque de verre et je peux faire une bonne vingtaine d'impressions sans aucun souci. Magique, je vous dis. -
[TOPIC UNIQUE] Grande enquête sur les revendeurs et leurs consommables
Denis56 en réponse au topic de Pilou26 dans Consommables (filaments, résines...)
Moi aussi, je me fournis exclusivement chez HobbyKing depuis plus d'un an, en PLA et ABS, sans aucun souci. J'ai acheté ma première bobine de PETG mais je ne l'ai pas encore essayée. Je ne peux que conseiller ce fournisseur chez qui j'achète également mes avions radiocommandés et mes diverses pièces. -
Problème première couche ABS
Denis56 en réponse au topic de valentin.val dans Discussions sur les imprimantes 3D
1,2 mm, c'est beaucoup ! Pour être sûr, pose un verre à vitres sur ton plateau et regarde vraiment ce qui se passe. S'il est complètement déformé, tu n'as pas beaucoup d'autres solutions que de le changer, mais ça paraît étonnant. Moi, j'imprime l'ABS sur une vitre (ep 2 mm) recouverte de Scotchblue (9,90 € les 50 m chez Carrefour), à 240°C et sur un plateau à 75°C, évidemment sans ventilateur de refroidissement. Et c'est nickel, pas de problème de warp ni d'adhésion. Il faut que la hauteur de la tête d'impression soit parfaitement réglée. Soit tu le fais par incréments de 0,02 mm, soit "au vol", avec la super fonction babystepping. Bonne soirée. -
Problème première couche ABS
Denis56 en réponse au topic de valentin.val dans Discussions sur les imprimantes 3D
Bonjour, je te propose de commencer par vérifier que ton plateau est nivelé correctement et que la tête d'impression n'est pas trop près du plateau. Bons essais ! -
Moi, j'imprime sur un verre à vitres de 2 mm d'épaisseur que j'ai fait découper à la dimension et que j'ai payé rien du tout chez Casto. Et ça va très bien .
-
Bonjour, à quelles températures imprimes-tu ? Si ta buse n'est pas presque (à 0,1 mm près, à la louche) à la même hauteur partout au-dessus de la vitre, il y a un malaise. Ton plateau est sans doute mal réglé ou ta vitre n'est pas plane (extrêmement rare). Les règles habituelles pour que "ça colle" : - première couche 5 à 10°C plus chaude que le reste de l'impression, on va dire 210°C pour la première couche, avec un plateau à 60°C - première couche plus épaisse (150%) - première couche imprimée à vitesse réduite (50%) - ventilateur de refroidissement arrêté - vitre parfaitement propre et dégraissée (alcool à brûler) sur laquelle tu as vaporisé un peu de laque extra forte (voir le sujet dans le forum) - Z offset bien réglé pour que la buse soit à la bonne hauteur pour imprimer (environ 0.1 mm) - utilisation systématique d'une jupe d'amorçage, pour que l'écoulement de PLA soit bien régulier quand tu commences à imprimer ta pièce. Ta première couche doit avoir l'air un peu "grasse" et bien appuyée sur la vitre. Utilise le babystepping (Marlin) pour régler "au vol" l'altitude de la buse au-dessus du verre, si ta couche n'a pas une bonne tête. Voilà.
-
Non, ça réduit juste un poil ton volume imprimable. N'oublie pas d'indiquer au firmware la taille de ton nouveau verre afin qu'il n'essaie pas d'imprimer en-dehors.
-
0€ au-dessus de 50€ d'achat, je crois. Sinon, depuis la Hollande, ils ont un forfait à quelque chose comme 8€ jusqu'à 32 kg. Livré par GLS, une boîté sérieuse (rien à voir avec La Poste).
-
Peut-être pas tout à fait...
-
Je n'ai pas de CR10 ni de Mac, pour le vraiment spécifique de la machine, je ne peux pas t'aider plus. Désolé. Mais ces options doivent bien exister, je ne vois pas comment on pourrait faire sans... Courage ! Tu es près du but !
-
Si la tête est bien montée et le tube PTFE bien préparé et enfilé bien jusqu'au fond, il n'y a jamais de fuite sur le dessus ou le dessous du bloc. Regarde sur youtube, de nombreux tutos expliquent comment bien monter la tête pour éviter les fuites et les bouchons. Regarde par exemple celui de Ruiraptor, bien fait.
-
Avec les indications fournies dans les posts précédents, ça fonctionne très bien et les pièces sont belles. Un seul ventilateur 5015, tu réduis la température en deux ou trois étapes (chez moi 1ère couche 215°C, deuxième 210°C et troisième à 205°C), tu démarres le ventilateur à 10% dès la deuxième couche, 25% à la troisième et 40% ensuite). Evidemment, ces valeurs sont à adapter à tes besoins. Avec un PID bien réglé, tutti va bene ! J'ai enlevé la chaussette en silicone que j'avais achetée, elle avait tendance à bouger en cours d'impression, aussi bizarre que ça puisse paraître. Les isolants présentés par @Janpolanton me semblent, à tout prendre, une meilleure solution. Bon courage !
-
Zut, j'ai envoyé trop vite ! Pardon.
-
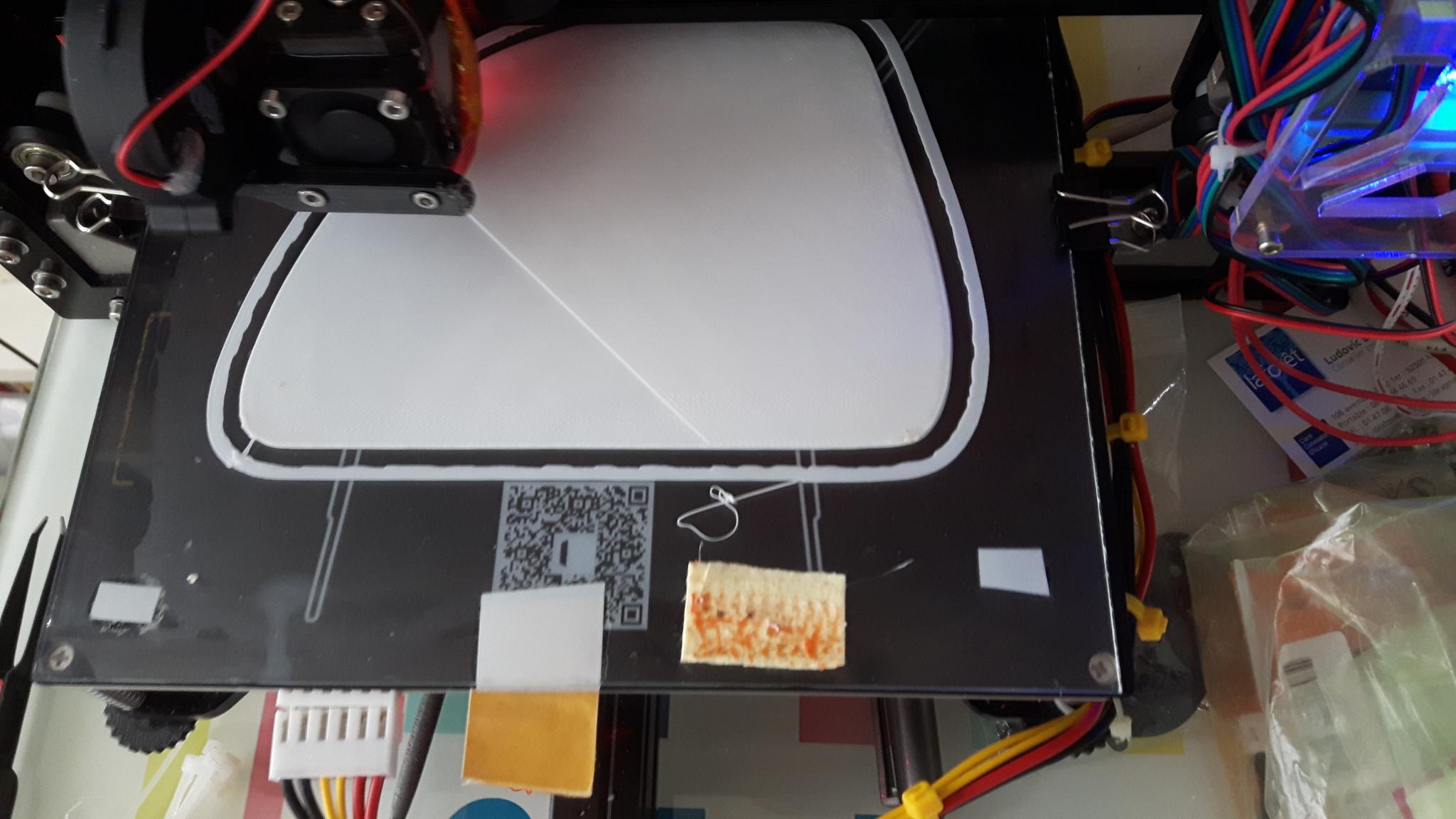
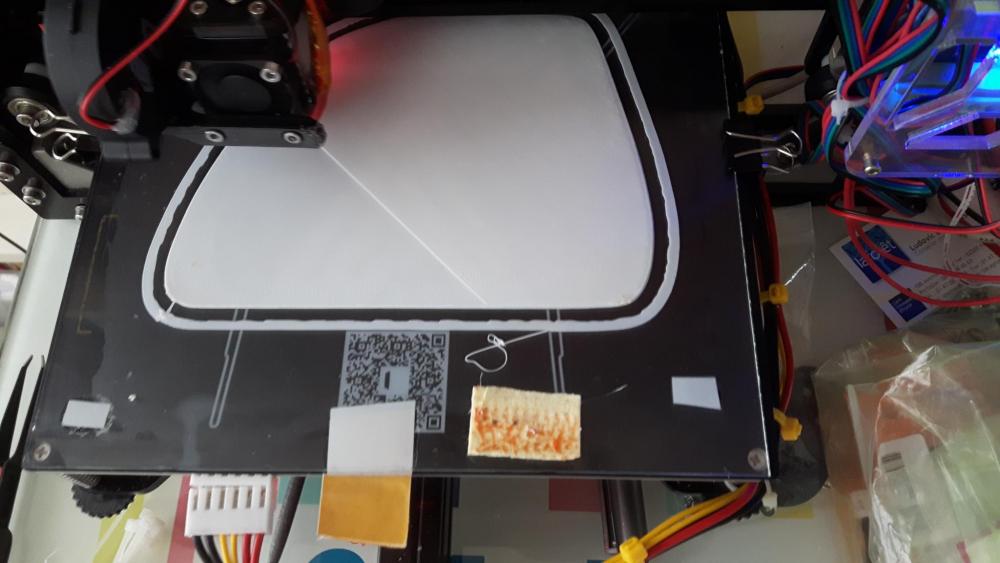
Dans ton script de démarrage, tu ajoutes (évidemment, les valeurs X, Y et Z sont à faire corespondre à l'endroit et à l'épaisseur de ton scotch) : G28 ; home all axes G29 ; bed leveling G1 X175 Y10 Z10 F10000 ; Début nettoyage buse G92 E0 ; initialise l'extrudeur G1 E20 ; extrude 20 mm filament to fill up the nozzle G4 S004 ; wait 4 seconds to give time to the extrusion to take place and the filament to flow G1 X157 Y10 Z1.5 G1 X155.5 Y0 F2000 G1 X154 Y10 G1 X152.5 Y0 G1 X151 Y10 G1 X149.5 Y0 G1 X148 Y10 G1 X146.5 Y0 G1 X145 Y10 G1 X143.5 Y0 G1 X142 Y10 G1 X140.5 Y0 G1 X139 Y10 G1 X137.5 Y0 G1 X136 Y10 G1 X134.5 Y0 G1 X133 Y10 G1 X131.5 Y0 G1 X130 Y10 G1 X128.5 Y0 G1 X127 Y10 G1 X125.5 Y0 G1 X124 Y10 G1 X122.5 Y0 ; fin nettoyage buse G1 Z5 Voilà. Sur la photo, tu vois le carré jaune de scotch à peindre. C'est là que la buse vient s'essuyer. Pour l'instant, j'imprime une pièce en ABS. Si tu as besoin de plus de photos, je pourrai te les donner en fin d'impression.
-
Non, mais c'est facile à faire. Moi, j'essuie la buse après chauffage et levelling (G29) en lui faisant : a) extruder doucement 20 mm de filament pour bien remplir la buse avant impression b) descendre la buse à la bonne hauteur pour qu'elle appluie légèrement sur un rectangle de 35 mm x 15 mm de 10 couches superposées de scoth de peintre (ça essuie très bien) c) parcourir un zig-zag (15 allers-retours) Ensuite, l'impression démarre facilement, buse pleine et propre.
-
Ou trouver un verre borosilicate 200x200
Denis56 en réponse au topic de petiflamand dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Moi j'imprime depuis toujours sur du verre à vitres 2 mm d'épaisseur, acheté chez Castorama pour 2,15 € découpe incluse. Je le colle sur le plateau avec quatre tout petits morceaux de scotch à moquette double face (4 mm x 4 mm), et c'est juste parfait. J'ai juste introduit une tempo de 2 mn en fin de chauffage avant de commencer à imprimer pour que les températures aient bien le temps de se stabiliser. Aucun souci de durabilité. Voir mon post "Marre des pinces à dessin". C'est vrai, le borosilicate c'est mieux mais pour des impressions "maison" courantes, c'est pas vraiment indispensable ! -
Tout pareil ! Breton, aviation, modélisme, tout est bon dans le breton ! Un pays exilé... (mais plus pour très longtemps).
-
Pour info, les conducteurs + et - sont doublés d'origine sur la Tevo Tarentula. Ca rigidifie un peu le faisceau mais ajoute une vraie sécurité !
-
Bonjour, Quels sont les symptômes ? Tu n'arrives pas à te connecter à l'imprimante ? Avant d'aller plus loin, vérifie que tu as bien réglé les vitesses de communication à la bonne valeur. En principe, sous Windows 10, pas de soucis de driver...
-
[Amélioration] Installation d'une carte MKS SBASE sur une Geeetech
Denis56 en réponse au topic de pascal_lb dans Tutoriels et améliorations pour GEEETech
On en trouve chez TEVO. Ce type de câble en Y est livré en standard avec leur kit dual Z et ils le proposent à la vente en pièce de rechange. le seul problème est de réussir à les joindre... Sinon, en effet, ça se fabrique facilement. -
Ok, bon dimanche ! A bientôt sur le forum si tu as besoin d'aide.
-
Bonjour, Pour être sûr de bien enfiler le tube à fond, tu fais une marque au feutre à la bonne longueur, que tu auras déterminée un jour où tu auras démonté la tête. Apparemment, tu as des soucis avec les connecteurs pneumatiques. Tu appuies bien sur la collerette de couleur au-dessus du connecteur en retirant le tube PTFE ? Tu dois sentir une sorte de déclic léger quand le connecteur est déverrouillé. Pour le pousseur de filament, prends quelque chose de bonne qualité, pas forcément un clone en plastique... Ensuite, il ne doit pas être trop serré, sous peine de blocage. Si la roue dentée clique, il y a toujours une raison, quelque chose qui ne va pas. Je n'utilise CURA que comme slicer, pas comme programme de contôle de ma machine. Je ne peux pas t'aider de ce côté là. Pour extruder 10 cm, fais-le depuis le display directement si tu ne peux pas le faire depuis ton PC. Bon dimanche de bricolage.
-
Ok, vérifie bien tes tepératures. Tiens-nous au courant. Qu'est-ce que tu utilises comme programme d'impression ? Repetier, Pronterface, Simplify3D... ?