Dreaky
-
Compteur de contenus
109 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Dreaky
-
Enjoy :
-
[Hors sujet] Perso, j'ai effectivement acheté un détecteur d'incendie uniquement dédié à mon imprimante, placé juste au dessus. C'est le genre de truc qu'on achète trop tard (après le premier incendie). Idem pour les alarmes anti-infraction, tout le monde achète une alarme parce qu'ils viennent de se faire cambrioler, et ne veulent pas revivre la situation. Mais j'ai envie de dire, c'est déjà trop tard ! C'est pourquoi en sécurité (sécurité domestique, sécurité routière, sécurité informatique, etc...), la prévention est primordiale. Donc pour le prix que coûte un détecteur incendie, ça vaut LARGEMENT la peine de dépenser 10€ étant donné le risque (loin d'être nul) encouru, d'incendie initié par nos imprimantes (encore plus dans ton cas ). Et puis tant qu'on y est, aussi prévoir un extincteur dans la maison, car le jour où le détecteur sonne à 3h du mat', bah on est comme un con à courir partout à poil dans la maison pour essayer de trouver une p*tain de bassine, foutre 3min à la remplir d'eau pour aller arroser un feu déjà hors de contrôle A bon entendeur [/Hors sujet]
-
Ah oui effectivement, c'est pas joli joli. Le frottement induit par l'attache est effectivement peut-être la source du problème. Les câbles ont fini par se bouffer l'un l'autre pour créer un court-circuit. Du coup, change le câble et fait monter le plateau en température via le menu (pas besoin de lancer une impression), disons 60°. Et regarde si la température du plateau tient bon (pas de yoyo). Pendant la montée en température (de 0 à 60°), touche la gaine du câble : tu ne dois absolument pas sentir que cela chauffe. Si ça chauffe => câble trop fin et/ou alim qui envoie trop la sauce => alim/câble à changer Si ça chauffe pas => vérifie que la température est stable (le mieux pour cela étant d'être relié à un octoprint, ce sera beaucoup plus simple pour lire la courbe de température sur la durée). Si rien d'anormal, tu peux tenter une impression (mais en restant à proximité !! Évite ça la nuit ou en journée en étant absent. Car en cas de pépin, faut que tu sois là pour sortir l'extincteur :D)
-
Avant de changer de câble, il faudrait essayer d'en déterminer la cause pour éviter que le problème se reproduise. Car ton câble qui chauffe n'est probablement que la partie émergée de l'iceberg. Commencer par voir s'il n'y a pas de court-circuit dans le câble (le fil positif et négatif en court-circuit). Je te déconseille de continuer à imprimer sans surveillance tant que pas résolu (même avec un câble neuf). Je parierai pour une alimentation défectueuse : Trop d'ampérage dans le câble (chauffe, fonte puis court-circuit qui induit des coupure de chauffe). Essaye de reproduire le problème de yoyo et prends des mesures de tension au bornier (sur la carte et sur l'alim) quand la température baisse pour voir si c'est pas là que le bas blesse...
-
Pour le cache de la tête de suspension pour la moto : reste plus qu'à mastiquer le cache, poncer et repeindre à la bombe (+vernis) pour n'y voir que du feu !
-
Ah oui effectivement, sur la vidéo lors de la descente de l'extrudeur, l'oscillation est flagrante. Si t'as le même phénomène sur ta machine, cherche pas c'est ça. Reste plus qu'à trouver la référence de la tige filetée pour remplacement...
-
Absolument. Pour ce qui est de la variation de température, +/- 5° est je pense pas assez suffisant pour générer de telles déformations. Je pense plutôt à +/- 10° => Là ça fait que l'amplitude totale serait de 20°, cause possible.
-
Autre piste complètement différente : As-tu vérifié que la température d'impression est stable tout au long de l'impression ? Car la régularité avec laquelle apparaissent les vagues semble vraiment trop parfaite. Mon hypothèse : Ta température varie au cours de l'impression, en faisant une sinusoïde autour du point souhaité (genre pour une température souhaitée de 200°, elle varie de 185 à 215° en montant et descendant). Du coup, t'as plus ou moins de rétractation de la matière en fonction de la température avec laquelle il a été déposée, ce qui créer des vagues/creux. Un post pour illustrer mon hypothèse : https://makerware.thingiverse.com/groups/anycubic-i3-mega/forums/general/topic:27987
-
C'est utilisé pour des impressions de tests principalement. Par exemple pour vérifier la bonne dimension de l'objet imprimé. Dans ce cas ci, pas besoin d'imprimer le "contenu" de la pièce, le but étant juste de vérifier que les cotes sont bonnes, et éviter ainsi d'utiliser la matière pour rien (et accessoirement attendre je sais pas combien d'heure de print JUSTE pour vérifier la bonne taille).
-
Au toucher, ni trop, ni pas assez, c'est un peu du feeling. Mais en gros, il ne faut pas qu'elle "flotte". Pour comparaison, faut à peu près la même tension qu'une grosse corde de guitare. C'est loin d'être une science fiable, et cette tension tolère quand même pas mal de marge. Si elle venait à être détendue, même pour un débutant, c'est flagrant. M204 P1000 T2000 => on config l'accélération max d'impression à 1000mm/s², et l'accélération max de "travel" (à vide) à 2000mm/s² M205 X 10 Z5 => on config le "jerk" (qu'on peut traduire par "secousse") à 10mm/sec pour l'axe X et Y, et à 5mm/sec pour l'axe Z. C'est la vitesse de print lorsqu'il n'y a pas d'accélération. C'est ce qui cause les "tremblements" de la machine lors de petits mouvements répétés de la buse (lorsqu'il y a des "serpentins" très serrés à imprimer par exemple)
-
Le mode "vase" ne veut pas dire que c'est fait pour imprimer un vase. Oui c'est assez étonnant, mais c'est juste pour indiquer que cela sert uniquement à imprimer la pièce avec la couche externe (rien à l'intérieur), d'où le nom de vase. Cette paroi sera donc effectivement aussi épaisse que le diamètre de la buse (0.4mm pour la plupart d'entre nous), Pour imprimer un vase étanche, il est effectivement nécessaire d’enchaîner plusieurs couches externes, d'où l'utilisation de la config habituelle avec laquelle on a l'habitude d'imprimer. Le design en lui même est conçu pour ne pas imprimer "à l'intérieur". Même si l'on met un 100% infill, ce sera la paroi qui sera remplie à 100%, mais pas l'intérieur du vase en lui même.
-
Causes probables : Support sur lequel est posée l'imprimante n'est pas stable Solution : faire un test en posant l'imprimante directement par terre. Si l'effet disparaît (en totalité ou en partie), c'est que la table/plan de travail sur lequel est posée l'imprimante n'est pas stable. Instabilité mécanique : pièces du cadre desserrées Solution : S'assurer que toutes les vis et tous les boulons du cadre sont bien serrés. Les resserrer si besoin. Courroies d'axes détendues Solution : S'assurer que les courroies sont bien tendues. Les retendre si besoin. Axes et tiges filetées tordus Solution : S'assurer que les axes qui guide le plateau/buse sont bien droits. Idem pour les tiges filetées de l'axe Z. Les changer si besoin. Vitesse d'impression trop rapide Solution : Réduire la vitesse Accélérations entre les période de dépose de filament trop élevées (périodes de "travel"). Solution : Diminuer la vitesse d'accélération en collant ce code dans le gcode de start : M204 P1000 T2000; M205 X 10 Z5;
-
Le mieux je pense est d'utiliser ta config habituelle, et de respecter les indications du designer de l'objet (qui indique en principe au minimum l'infill à utiliser, des fois la vitesse, la nécessité de support ou non, et parfois le nombre de "pourtours" pour les parois).
-
Passe ta température à 195°, le "multiplicateur d'extrusion" à 0.9, la "distance de rétractation" à 5mm et la "distance supplémentaire de rétractation" à 0.20mm. Le reste laisse comme ça. Re-fais un test et dis nous ce que ça donne.
-
Est-ce que le problème apparaît à la fois sur les faces X et Y ? Autrement dit : Est-ce que les 4 faces deux-à-deux possèdent ces vagues ? A première vue, je pencherais pour un problème mécanique : Peu probable : Axes tordus Probable : Guide de courroie (les poulies crantées) pas bien axés. Du coup lors qu'il tourne, la tension de la courroie est légèrement modifiée. Si c'est le cas, la distance entre les "crêtes" des vagues devrait correspondre aux périmètre de la poulie. Probable : vibration du support sur lequel est posée l'imprimante. Pour vérifier, tourner l'imprimante de 90° et voir si cela continue. Ou aussi, poser l'imprimante directement par terre pour éliminer toute vibration du support (de la table, du plan de travail etc...)
-
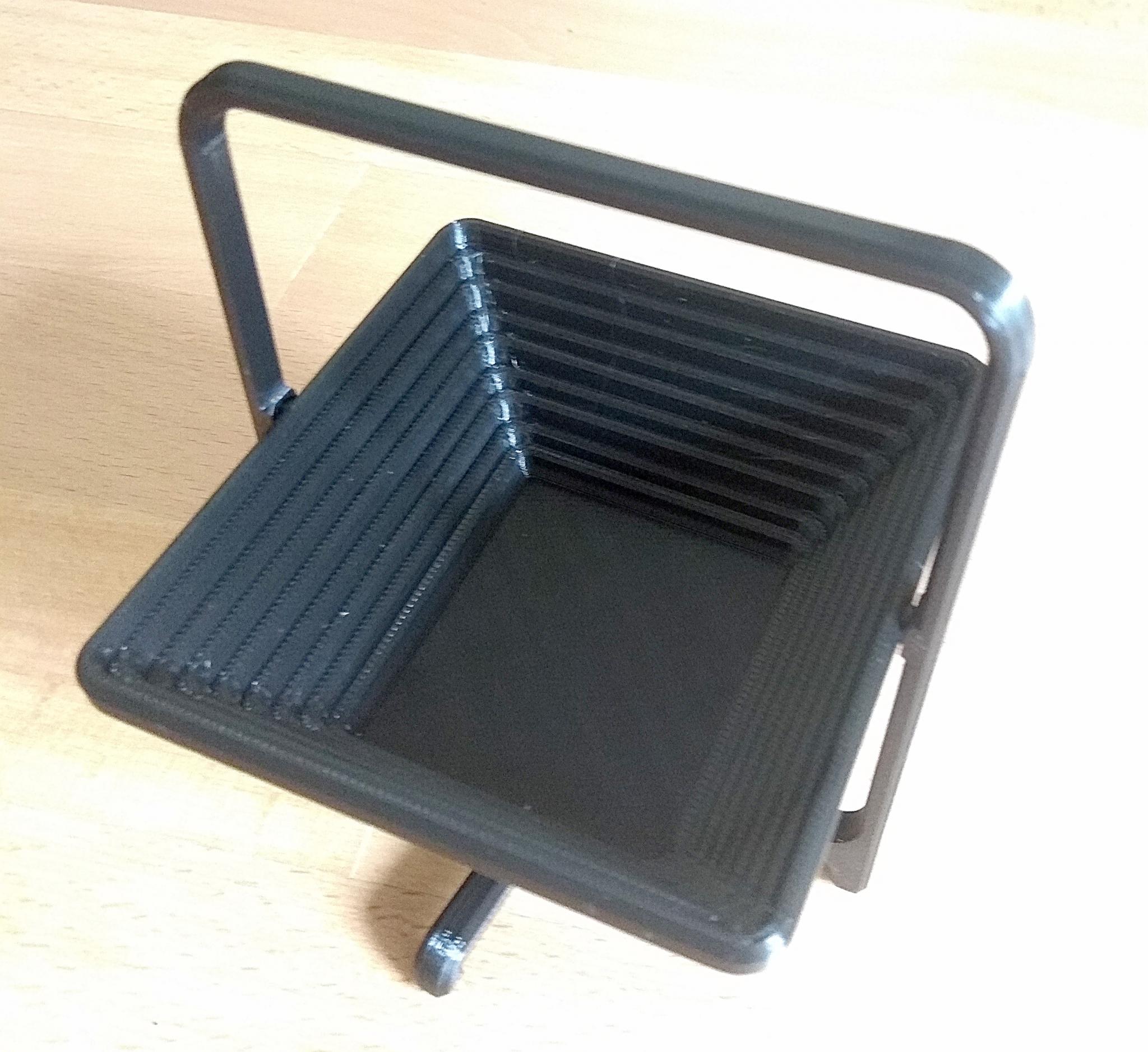
Petit print de la soirée : Une sorte de panier qui se plie/déplie. Pour ma part, je m'en servirai de "vide poche" lorsque je bricolerai, pour éviter de poser vis/boulons un peu partout. Puis ça se range facilement dans un tiroir quand on s'en sert plus. La particularité est qu'on l'imprime d'un seul morceau, pas d'assemblage. Je suis vraiment content du truc. Voici les paramètres du print : PLA noir de Grossiste3D 200°C couche de 0.2mm 60mm/s 5h de print Source : https://www.thingiverse.com/thing:2901274


-
Fr 100% : Fan rate ?
-
Non au contraire, chauffer le plateau ne fera qu'augmenter la propriété adhésive. S'il est vraiment très bien accroché, tu peux prendre un fil très fin et suffisamment costaud, et t'en servir comme à la manière d'un fil pour couper le beurre : tu place le fil derrière la pièce, et tu la décolle en faisant passer le fil entre la pièce et le plateau avec des mouvements de cisaillements en tirant vers toi. Je sais pas si je suis très clair...
-
Cadeau : Mon profil Simplify 3D dispo ici : Testes avec ça et vois ce que ça donne
-
Re-tente une impression des hiboux. Si l'impression est de nouveau nickel et sans accroc, cela veut dire que le problème vient de la config de ton slicer. Par contre si tu reproduis le problème avec les hiboux, cela veut dire que ce n'est pas lié à la config mais bien à un problème mécanique. On pourra déjà écarter une partie des causes possibles
-
Il semblerait que le décalage se fait toujours dans le même axe. Essaye d'inverser les câbles moteurs X et Y (sur la carte), enlève le auto_home au début de l'impression pour éviter que les moteurs forcent en butée (ou bien simule la butée de l'axe en appuyant toi même avec ton doigt sur le end_stop). Si le résultat d'impression a changé et que le décalage est dans l'autre axe, cela veut dire que le problème se situe entre le driver (inclus) et le moteur. Si le résultat d'impression reste inchangé (toujours le même axe de décalage), cela veut dire que le problème vient d'un problème mécanique issu de la structure de l'imprimante (axes, roulements, courroies, etc..) et que ça force à un endroit.
-
Problème d'impression sur i3 Mega Ultrabase v2
Dreaky en réponse au topic de macandnews dans Anycubic
Peut-être que ta buse est partiellement bouchée ? Et qu'elle est bouchée de telle manière à ce que le plastique coule de manière linéaire en allant dans un sens, mais pas dans l'autre. Pour écarter cette possibilité : - Soit tu changes carrément la buse - Soit tu la nettoies - Soit tu la tourne légèrement dans son filetage (disons à 90°) pour voir si le sens du poil reste le même -
Je vote pour une sous-extrusion. A corriger en augmentant petit à petit ton extrusion-multiplier https://www.simplify3d.com/support/print-quality-troubleshooting/#not-extruding-enough-plastic https://www.simplify3d.com/support/print-quality-troubleshooting/#holes-and-gaps-in-the-top-layers
-
As-tu fais des recherches ? Sur le forum ou sur google ? Le net regorge d'info sur comment déboucher une buse (ou bien la changer). Sans vouloir faire mon rabat-joie, avec seulement un message à ton actif, la moindre des choses aurait été de te présenter, puis de chercher l'info que tu demandes, car la réponse a déjà été postée des dizaines (centaines ?) de fois.
-
Si tes 4 angles sont bien réglés et que la feuille ne passe plus sur le centre, c'est que ton plateau est bombé. Phénomène que l'on a quasi-tous rencontré. Plusieurs solution : Tu fais un appel au SAV (ils te demanderont des preuves de la déformation du plateau) pour qu'ils t'en renvoient un. Délai de traitement à rallonge... Tu fais le réglage du plateau à chaud, cela peut diminuer l'effet de plateau incurvé Tu t'en contentes et tu règles le plateau en faisant tes mesures en "escargot" depuis le centre. Le but étant d'avoir le meilleur compromiis avec une buse au plus prêt du plateau dans les coins sans jamais qu'elle ne touche le plateau au centre. Changer les tiges de guide du plateau par des parfaitement rectilignes (il existe des références tuto sur le forum il me semble). Bon courage