
Chercher dans la communauté
Résultats des étiquettes.
6 résultats trouvés
-
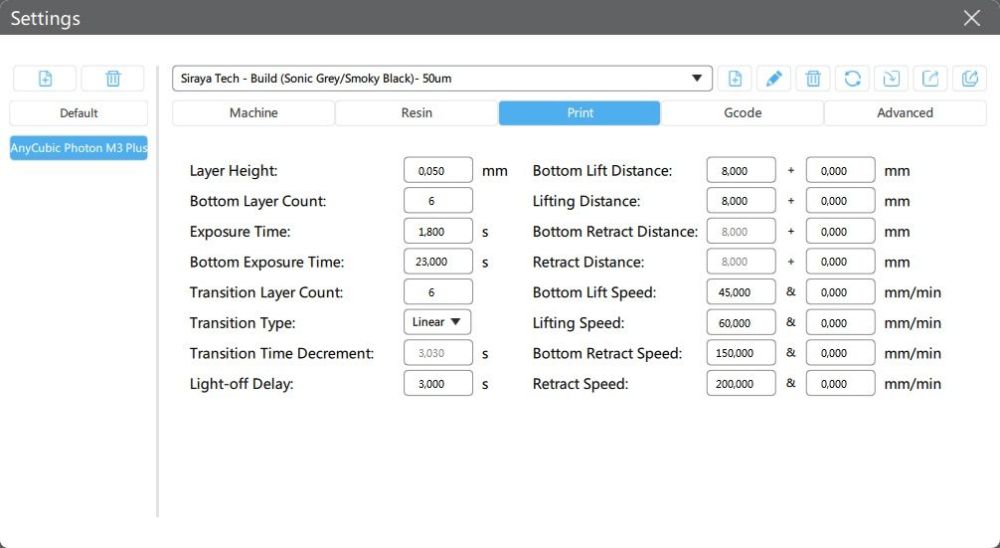
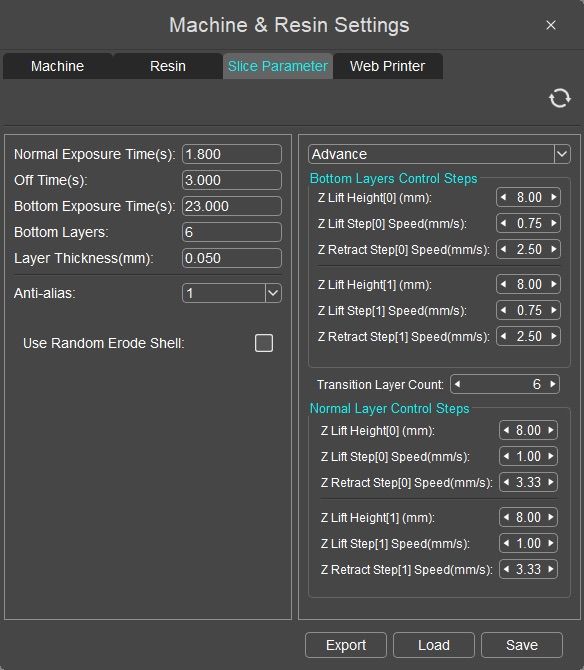
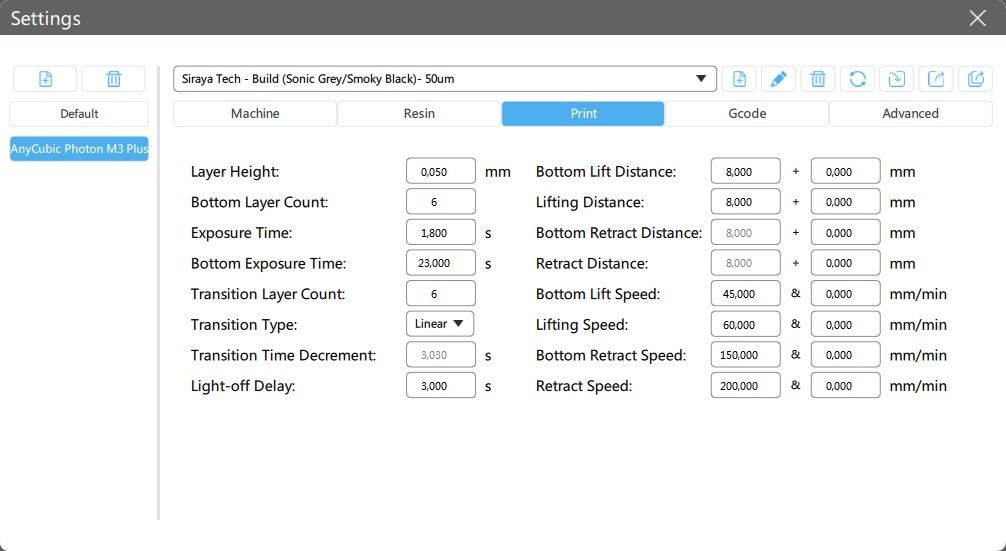
Hello, J'ouvre un nouveau sujet car il s'agit d'une autre résine et d'un autre problème... Là j'essaie d'utiliser la résine Siraya Tech Build (smoked black) et je rencontre un problème très étrange (pour moi). Si j'utilise les profils d'impression fournis par Siraya, l'imprimante ne veut pas accepter le fichier. J'ai d'abord cru qu'il s'agissait d'un problème de compatibilité entre chitubox qui générait des fichiers que l'imprimante ne parvenait pas à lire... Sauf que si je reprends les paramètres du profil d'impression dans 3D Workshop (le logiciel fourni par Anycubic) bein... j'ai le même résultat... Voici les paramètres du profil Siraya proposé par Siraya tels qu'on les retrouve dans Chitubox : Tout fichier d'impression que je génère avec ce profil, n'est pas accepté par l'imprimante... Hier j'avais saisi des paramètres dans 3D Workshop en reprenant ceux du site de Siraya, et j'avais réussi à imprimer un truc (faire accepter le fichier généré par l'imprimante). Aujourdh'ui j'ai voulu me la jouer plus méticulieux, j'ai repris les valeurs du profil chitubox et je les ai saisies dans 3D Workshop, comme ceci : et là... pareil ! tout fichier généra par 3D Workshop n'est pas accepté par l'imprimante (!?) J'ai tenté de générer en utilisant d'autres profils de résines et ça fonctionne correctement. J'en déduis qu'il doit y avoir un paramètre qui doit être en dehors des valeurs acceptées par l'imprimante, ce qui l'empêche donc de pouvoir travailler. Si quelqu'un a une idée ou suggestion, je suis preneur...
-
Copier un profile Cura sur Prusaslicer
Safranriz a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, Hypothèse : Une personne me propose un profile Cura qui fonctionne très bien sûr une imprimante. J'utilise Prusaslicer. Est-ce que si je copie manuellement le profile Cura sur Prusaslicer j'aurais un bon profile de base??? Merci -
Bonjour, Je suis débutant en impression 3D et je viens d'acheter une Ender-5. Après une mise en route sans problème, j'ai utilisé des fichiers STL provenant d'internet et le logiciel Cura car on m'avait dit que c'était le plus facile à utiliser et le meilleur de sa catégorie. Après quelques essais (une dizaine) déplorables je suis passé sur le logiciel de "Creality Slicer 1.2.3.". J'ai obtenu des résultats qui ressemblaient enfin à des objets 3D. Mais il faut encore modifier des paramètres pour arriver à des résultats acceptables. Je cherche auprès de vous qui êtes des amateurs confirmés les paramètres corrects pour un cas précis. Les problèmes : les parois externes et internes sont des couches qui se décollent (genre millefeuille), le dessus de l'objet n'a pas de finition, question solidité c'est de la "gaufrette" friable, etc ... Bref, c'est laid ! Modèle : Ender 5, PLA : Amolen Silk-like (blanc) 1,75 mm Je joins les fichiers STL, INI et les photos du résultat. Je remercie d'avance ceux qui seront en mesure de m'indiquer quels paramètres sont à changer dans ce profil afin d'obtenir un bon résultat. Contenu du fichier INI : [profile] layer_height = 0.2 wall_thickness = 1.6 retraction_enable = True solid_layer_thickness = 2.4 fill_density = 100 print_speed = 40 print_temperature = 215 print_temperature2 = 0 print_temperature3 = 0 print_temperature4 = 0 print_temperature5 = 0 print_bed_temperature = 60 support = Touching buildplate platform_adhesion = None support_dual_extrusion = Both wipe_tower = False wipe_tower_volume = 15 ooze_shield = False filament_diameter = 1.75 filament_diameter2 = 0 filament_diameter3 = 0 filament_diameter4 = 0 filament_diameter5 = 0 filament_flow = 100 nozzle_size = 0.4 retraction_speed = 40 retraction_amount = 4 retraction_dual_amount = 16.5 retraction_min_travel = 1 retraction_combing = All retraction_minimal_extrusion = 0.0 retraction_hop = 0.0 bottom_thickness = 0 layer0_width_factor = 100 object_sink = 0.0 overlap_dual = 0 travel_speed = 80 bottom_layer_speed = 20 infill_speed = 20 solidarea_speed = 15 inset0_speed = 15 insetx_speed = 30 cool_min_layer_time = 5 fan_enabled = True skirt_line_count = 1 skirt_gap = 3.0 skirt_minimal_length = 150.0 fan_full_height = 0 fan_speed = 15 fan_speed_max = 30 cool_min_feedrate = 15 cool_head_lift = False solid_top = True solid_bottom = True fill_overlap = 100 perimeter_before_infill = False support_type = Grid support_angle = 30 support_fill_rate = 15 support_xy_distance = 0.7 support_z_distance = 0.15 spiralize = False simple_mode = False brim_line_count = 15 raft_margin = 5.0 raft_line_spacing = 3.0 raft_base_thickness = 0.3 raft_base_linewidth = 1.0 raft_interface_thickness = 0.27 raft_interface_linewidth = 0.4 raft_airgap_all = 0.0 raft_airgap = 0.22 raft_surface_layers = 2 raft_surface_thickness = 0.27 raft_surface_linewidth = 0.4 fix_horrible_union_all_type_a = True fix_horrible_union_all_type_b = False fix_horrible_use_open_bits = False fix_horrible_extensive_stitching = False plugin_config = object_center_x = -1 object_center_y = -1 [alterations] start.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M109 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M82 ;set extruder to absolute mode M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm G92 E0 ;zero the extruded length G1 F200 E3 ;extrude 3mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end.gcode = ;End GCode M104 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning M81 ;{profile_string} start2.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end2.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} start3.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T2 ;Switch to the 3rd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end3.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M104 T2 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} start4.gcode = ;Sliced at: {day} {date} {time} ;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density} ;Print time: {print_time} ;Filament used: {filament_amount}m {filament_weight}g ;Filament cost: {filament_cost} ;M190 S{print_bed_temperature} ;Uncomment to add your own bed temperature line ;M104 S{print_temperature} ;Uncomment to add your own temperature line ;M109 T2 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T1 S{print_temperature2} ;Uncomment to add your own temperature line ;M109 T0 S{print_temperature} ;Uncomment to add your own temperature line G21 ;metric values G90 ;absolute positioning M107 ;start with the fan off G28 X0 Y0 ;move X/Y to min endstops G28 Z0 ;move Z to min endstops G1 Z15.0 F{travel_speed} ;move the platform down 15mm T3 ;Switch to the 4th extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T2 ;Switch to the 3rd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T1 ;Switch to the 2nd extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F200 E-{retraction_dual_amount} T0 ;Switch to the first extruder G92 E0 ;zero the extruded length G1 F200 E10 ;extrude 10mm of feed stock G92 E0 ;zero the extruded length again G1 F{travel_speed} ;Put printing message on LCD screen M117 Printing... end4.gcode = ;End GCode M104 T0 S0 ;extruder heater off M104 T1 S0 ;extruder heater off M104 T2 S0 ;extruder heater off M104 T3 S0 ;extruder heater off M140 S0 ;heated bed heater off (if you have it) G91 ;relative positioning G1 E-1 F300 ;retract the filament a bit before lifting the nozzle, to release some of the pressure G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed} ;move Z up a bit and retract filament even more G28 X0 Y0 ;move X/Y to min endstops, so the head is out of the way M84 ;steppers off G90 ;absolute positioning ;{profile_string} support_start.gcode = support_end.gcode = cool_start.gcode = cool_end.gcode = replace.csv = preswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders. ;This code is added before the T(n) postswitchextruder.gcode = ;Switch between the current extruder and the next extruder, when printing with multiple extruders. ;This code is added after the T(n) Ouvre porte 2.STL Profil V11 essai.ini
2.thumb.jpg.a51a795787022f646aa3b0b8213ca0f5.jpg)
2.thumb.jpg.30072811eae2282236eb451bb54aa28a.jpg)
2.thumb.jpg.985024427d7fb1630132fd1269ed0658.jpg)
-
 Bonjour j'ai pas vu cette info sur le forum par la recherche (peut être pas cherché assez loin , dans ce cas désolé ) pour retrouver le profil utilisé pour imprimer une pièce dans cura , il suffit d'importer le gcode a la place du .curaprofile et vous avez le profil a nouveau disponible passer sur gcode la la place de .curaprofile cliquer sur ouvrir le gcode et voila le résultat , le profil est de nouveau disponible l'information est surtout pour ceux qui ne savait pas que c'était possible
Bonjour j'ai pas vu cette info sur le forum par la recherche (peut être pas cherché assez loin , dans ce cas désolé ) pour retrouver le profil utilisé pour imprimer une pièce dans cura , il suffit d'importer le gcode a la place du .curaprofile et vous avez le profil a nouveau disponible passer sur gcode la la place de .curaprofile cliquer sur ouvrir le gcode et voila le résultat , le profil est de nouveau disponible l'information est surtout pour ceux qui ne savait pas que c'était possible

-
Bonjour à tous. Je viens de faire l'acquisition d'une wanhao duplicator I3 mini car je recherchais une petite imprimante "portable". La carte micro SD fournie était vierge donc aucun modèle de test. J'ai essayé de créer un profil sous S3D mais le résultat d'impression est catastrophique, pourtant je suis sur que c'est une bonne imprimante. Coté adhérence plateau (pas de plateau chauffant) c'est une catastrophe aussi même après un bon levelling. Est ce que quelqu'un pourrait me partager son profil Simplify 3D pour cette wanhao duplicator I3 Mini ( impossible pour moi de récupérer celui de l'assistant via simplify 3D car j'ai atteint le nombre maximal d'imprimante pour ma license S3D donc téléchargement de profil bloqué) afin que je puisse utiliser cette imprimante assez rapidement. Par avance merci pour votre aide.
-
Salut à tous ! Je ne sais pas si vous avez vu, mais cura 2.6 est sorti. J'étais sous cura 2.4 jusqu'à présent et comme je souhaite monter une double buse, je me suis dis que c'était l'occasion de passer à la 2.6. Pas de soucis au niveau du profil JSON fait par Peter Delphin, mais le soucis vient du fait que les profils ne sont plus reconnus. On se retrouve donc, sans profil et sans possibilité d'importer les profils de CURA 2.4. Donc un conseil, attendait encore un peu...


2.jpg.eb76a26145cf042ac11ff1ba8dcdc3cb.jpg)
2.jpg.5ee6ac72d8b132141ac6d5a5e5a1a654.jpg)
2.jpg.902c4a8424dce9009bad63d4d6c6853a.jpg)

