Chercher dans la communauté
Résultats des étiquettes.
16 résultats trouvés
-
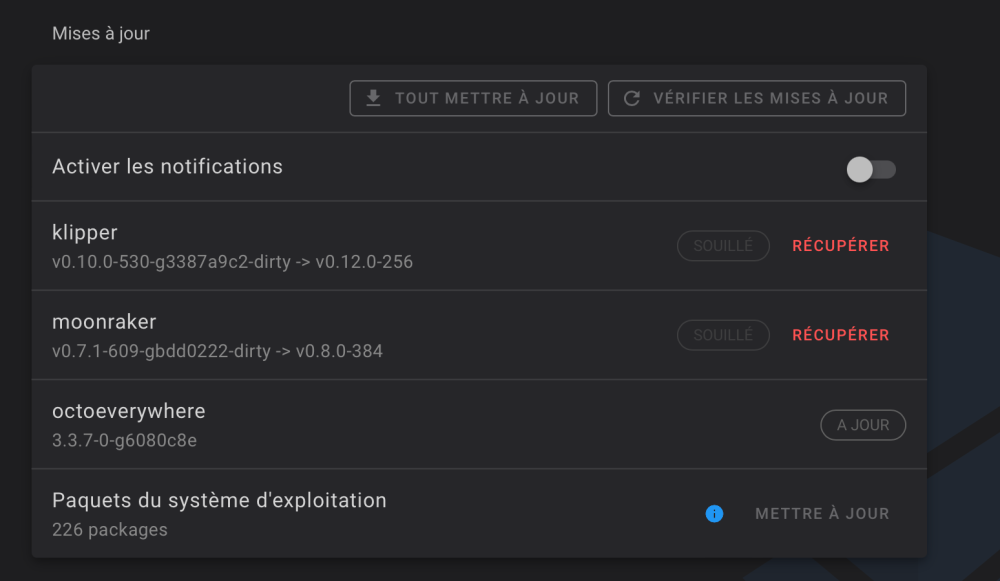
Bonsoir Sur mes deux X Max 3 libérées avec Klipper 0.13 dernières version (suivant tuto de @fran6p + écran TJC flashé avec FreeDi, j'ai des soucis récurrents de shutdown durant les impressions plutôt longues. J'ai l'erreur MCU 'MKS_THR' shutdown: Timer too close En gros, le MCU est débordé et perd la référence de temps, donc shutdown. Ca avait commencé avec Klipper 0.12 et j'ai tout mis à jour il y a quelques semaines pour voir si ça n'était pas lié à ca. J'ai aussi réduit au minimum les macros et surtout les delayed gcodes. Comme ça le fait sur les deux machines, pour un même fichier, je pense à un souci de paramétrage du slicer. D'autant que les températures des différents éléments sont nickel. Je me suis aperçu que baisser la vitesse d'impression et surtout celle de l'infill diminuait le risque de shutdown. Pour autant ça ne règle pas le problème. J'utilise Orca 2.3, avec des paramètres proches de ceux de Qidi Studio. L'infill combination est par contre bridé pour éviter de dépasser une hauteur de couche de plus de 80% du diamètre de buse, et dans certains profils les vitesses ont été baissées pour ce qui est visible. Hier encore, j'ai du baisser la MVS de 30 à 20 pour du PLA car j'avais un plantage sur une impression en 200 microns et infill à 400 microns, relativement simple (pas de courbes de partout, infill 20%). Les températures étaient assez basses pour les différents MCU car tout est ouvert en grand. La résolution (dans l'onglet précision) est identique à celle de Qidi Studio : 0.012 mm. Mais je me demande si le souci n'est pas ailleurs, par exemple les cables USB C qui relient la tête qui fatiguent après quelques milliers d'heures de fonctionnement. Mais il y a certainement d'autres possibilités de problèmes. Merci par avance pour vos pistes de réflexion.
-

QIDI filtre charbon la durée de vie ?
vap38 a posté un sujet dans Consommables (filaments, résines...)
Bonjour, @pjtlivjy @JDL61 @V3DP @Jc2101 pour information La durée de vie typique d'un filtre à charbon (charbon actif) dans une imprimante 3D est d'environ 3 à 6 mois, en fonction de l'utilisation. Les facteurs qui peuvent affecter sa durée de vie sont les suivants : La fréquence et la durée d'impression (plus d'impression = saturation plus rapide) Le type de filament utilisé (l'ABS, l'ASA et d'autres matériaux dégageant de fortes vapeurs l'useront plus rapidement). La Question est comment justifier que le filtre charbon est encore actif ? je ne sais pas peut être le pifomètre A+ Francis -
Qidi 3 max complète, en état de fonctionnement Vitesse d'impression jusqu'à 600 mm/s Grande taille 325*325*315mm Chauffage actif de la chambre à 65 °C maximum Des performances polyvalentes dès la sortie de la boîte + accessoires : (hotend, têtes, extrudeurs, protection silicone, caméra, wifi, rj45, sonde proximité, plaque adaptation A-4 v.1.2, sachet charbon ardent, EMMC 32 Go
-
Bonjour à tous J'ai libéré mes X Max 3 et tourne sur Klipper 0.12 actuellement J'essaye d'améliorer mes macros PAUSE RESUME (déjà non standard) pour couper les ventilateurs lors de la mise en pause et les redémarrer à la vitesse définie lors de l'arrêt à la reprise. Donc passage par une variable définie lors de la macro PAUSE et récupération lors de la macro RESUME, comme c'est déjà le cas pour la température de la buse. Voici la macro PAUSE [gcode_macro PAUSE] description: Pause the actual running print rename_existing: PAUSE_BASE gcode: ##### get user parameters or use default ##### {% set client = printer['gcode_macro _CLIENT_VARIABLE']|default({}) %} {% set idle_timeout = client.idle_timeout|default(0) %} {% set temp = printer[printer.toolhead.extruder].target if printer.toolhead.extruder != '' else 0 %} {% set restore = False if printer.toolhead.extruder == '' else True if params.RESTORE|default(1)|int == 1 else False %} {% set partfan_speed = printer.partfan if printer.partfan != '' else 0 %} {% set filterfan_speed = printer.filterfan if printer.filterfan != '' else 0 %} {% set sidefan_speed = printer.sidefan if printer.sidefan != '' else 0 %} ##### end of definitions ##### SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=last_extruder_temp VALUE={temp} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=last_extruder_restore VALUE={restore} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=last_partfan_speed VALUE={partfan_speed} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=last_filterfan_speed VALUE={filterfan_speed} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=last_sidefan_speed VALUE={sidefan_speed} # set a new idle_timeout value {% if idle_timeout > 0 %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=restore_idle_timeout VALUE={printer.configfile.settings.idle_timeout.timeout} SET_IDLE_TIMEOUT TIMEOUT={idle_timeout} {% endif %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=idle_state VALUE=True M104 S0 M106 S0 M106 P2 S0 M106 P3 S0 SFS_DISABLE PAUSE_BASE {client.user_pause_macro|default("")} _TOOLHEAD_PARK_PAUSE_CANCEL {rawparams} Et la partie de la macro RESUME [gcode_macro RESUME] description: Resume the actual running print rename_existing: RESUME_BASE variable_last_extruder_temp: 0 variable_last_extruder_restore: False variable_last_partfan_speed: 0 variable_last_filterfan_speed: 0 variable_last_sidefan_speed: 0 variable_restore_idle_timeout: 0 variable_idle_state: False gcode: ##### get user parameters or use default ##### {% set client = printer['gcode_macro _CLIENT_VARIABLE']|default({}) %} {% set velocity = printer.configfile.settings.pause_resume.recover_velocity %} {% set sp_move = client.speed_move|default(velocity) %} {% set runout_resume = True if client.runout_sensor|default("") == "" # no runout else True if not printer[client.runout_sensor].enabled # sensor is disabled else printer[client.runout_sensor].filament_detected %} # sensor status {% set can_extrude = True if printer.toolhead.extruder == '' # no extruder defined in config else printer[printer.toolhead.extruder].can_extrude %} # status of active extruder {% set do_resume = False %} {% set prompt_txt = [] %} ##### end of definitions ##### #### Printer comming from timeout idle state #### {% if printer.idle_timeout.state|upper == "IDLE" or idle_state %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=idle_state VALUE=False {% if last_extruder_restore %} # we need to use the unicode (\u00B0) for the ° as py2 env's would throw an error otherwise RESPOND TYPE=echo MSG='{"Restoring \"%s\" temperature to %3.1f\u00B0C, this may take some time" % (printer.toolhead.extruder, last_extruder_temp) }' M109 S{last_extruder_temp} M106 S{last_partfan_speed} M106 P2 S{last_sidefan_speed} M106 P3 S{last_filterfan_speed} {% set do_resume = True %} {% elif can_extrude %} {% set do_resume = True %} {% else %} En lançant la macro PAUSE, j'obtiens une erreur lors de l'évaluation de la variable partant_speed !! Unable to parse '' as a literal: invalid syntax (, line 0) Donc à priori c'est que la variable qui doit être un décimal n'est pas du bon format. Si je spécifie que c'est la valeur de objet set partfan_speed = printer.partfan.value, j'obtiens une erreur bloquante lors du démarrage de Klipper !! Error evaluating 'gcode_macro PAUSE:gcode': jinja2.exceptions.UndefinedError: 'extras.gcode_macro.GetStatusWrapper object' has no attribute 'partfan' Pourtant dans le guide de référence des états output_pin¶ Les informations suivantes sont disponibles dans les objets output_pin nom_de_la_sortie : value : la "valeur" de la broche, telle que définie par une commande SET_PIN. Et le printer.cfg définit les ventilateurs de la X Max 3 comme des output_pin et non pas des fan. J'ai essayé avec la syntaxe complète : printer[printer.partfan].value sans succès. Impossible de récupérer la valeur numérique de la sortie du ventilateur. Si quelqu'un a une idée ....
-
 Bonjour à tous Aujourd'hui essai d'Orca Slicer après avoir migré depuis Qidi Slicer (voir mon post dédié) et repris les paramétrages manquants manuellement. Il manquait la connexion réseau de mes imprimantes. Résolu en mettant l'IP et surtout le port 10088... Par contre, je n'arrive pas à récupérer les vignettes, ni a uploader sur plusieurs machines identiques comme dans Qidi Slicer. Et enfin, j'ai des erreurs non bloquantes du fait de commandes G17 dans le gcode. J'ai bien la section gcode_arcs dans mon printer.cfg. J'ai essayé en activant l'arc fitting dans Orca, en retirant le Z hop, mais ça ne change rien. Orca est en version 2.2. Si quelqu'un a des infos sur comment paramétrer correctement ces points ....
Bonjour à tous Aujourd'hui essai d'Orca Slicer après avoir migré depuis Qidi Slicer (voir mon post dédié) et repris les paramétrages manquants manuellement. Il manquait la connexion réseau de mes imprimantes. Résolu en mettant l'IP et surtout le port 10088... Par contre, je n'arrive pas à récupérer les vignettes, ni a uploader sur plusieurs machines identiques comme dans Qidi Slicer. Et enfin, j'ai des erreurs non bloquantes du fait de commandes G17 dans le gcode. J'ai bien la section gcode_arcs dans mon printer.cfg. J'ai essayé en activant l'arc fitting dans Orca, en retirant le Z hop, mais ça ne change rien. Orca est en version 2.2. Si quelqu'un a des infos sur comment paramétrer correctement ces points .... -
Bon, j'ai 2 X Max 3 un peu upgradées (extrudeurs BondTech, buses BondTech, steppers extrudeurs LDO pour ce qui nous intéresse aujourd'hui), mais identiques. J'ai divisé une bobine de 2,3kg de TPU FormFutura PythonFlex 98A, séchée 8h à 65°C, sur chacune des machines. Ce n'est pas mes premiers jobs sur les X Max 3 avec cette matière. J'ai déjà passé une petite dizaine de kilos. La pièce (désolé, pièce client, donc pas possible de la mettre sur le post) est une bague épaulée de diamètre 70 mm pour l'épaulement et 50 mm pour la bague, épaisseur de la bague 4 mm. Impression en résolution 200 microns, buse de 0,4 (en buse de 0,6 c'est pareil) Les paramètres sont assez classiques pour du TPU (bed 40°C, buse 255°C pour la deuxième couche, MVS 12 mm3/s, rétraction 2 mm, wipe, coque 1,2 mm et remplissage 40% concentrique) J'ai imprimé la pièce sur chacune des machines avec le même gcode. Il fait un peu frisquet dans la salle d'impression : 17°C - 18°C, mais bon c'est pas non plus dramatique pour du FDM. Et là problème de dimensionnel sur les deux machines. Normalement en TPU il n'y a pas de corrections du retrait à faire sauf si on veut être dans le 1/10 eme, mais là j'ai des pièces à 99,5% de la taille dans le plan XY sur une machine et 99% sur la deuxième machine. Bon le 99,5% c'est acceptable, mais que l'autre machine fasse 99%, c'est plus problématique. Donc vérification des tensions de courroies avec le bon outil. Il y a 1/10eme entre les deux courroies au max, mais ça dépend sur quel brin on mesure, et l'autre machine a la même tension de courroies. Donc c'est bon. Impression d'un cube de 100 * 100 * 3 mm placé à 45° sur le plateau pour vérifier le dimensionnel sur chaque moteur et j'ai 99,5 mm pour les 4 cotés de ma pièce. Donc pas de soucis de courroies et la calibration est la même que sur l'autre machine. Si j'imprime à nouveau la pièce sur la deuxième machine, elle fait 99% de la taille théorique dans le plan XY. Les derniers jobs faits sur la deuxième machine cette semaine étaient dans des tolérances normales pour de l'ABS. Des idées ? J'avais oublié dans la liste des points vérifiés : - l'extrusion est propre, pas de sur ni sous extrusion et les lignes sont bien régulières. Les buses ont eu un cold pull au nylon juste avant de démarrer la série. - le dimensionnel en Z est bon et identique sur les 2 machines
-
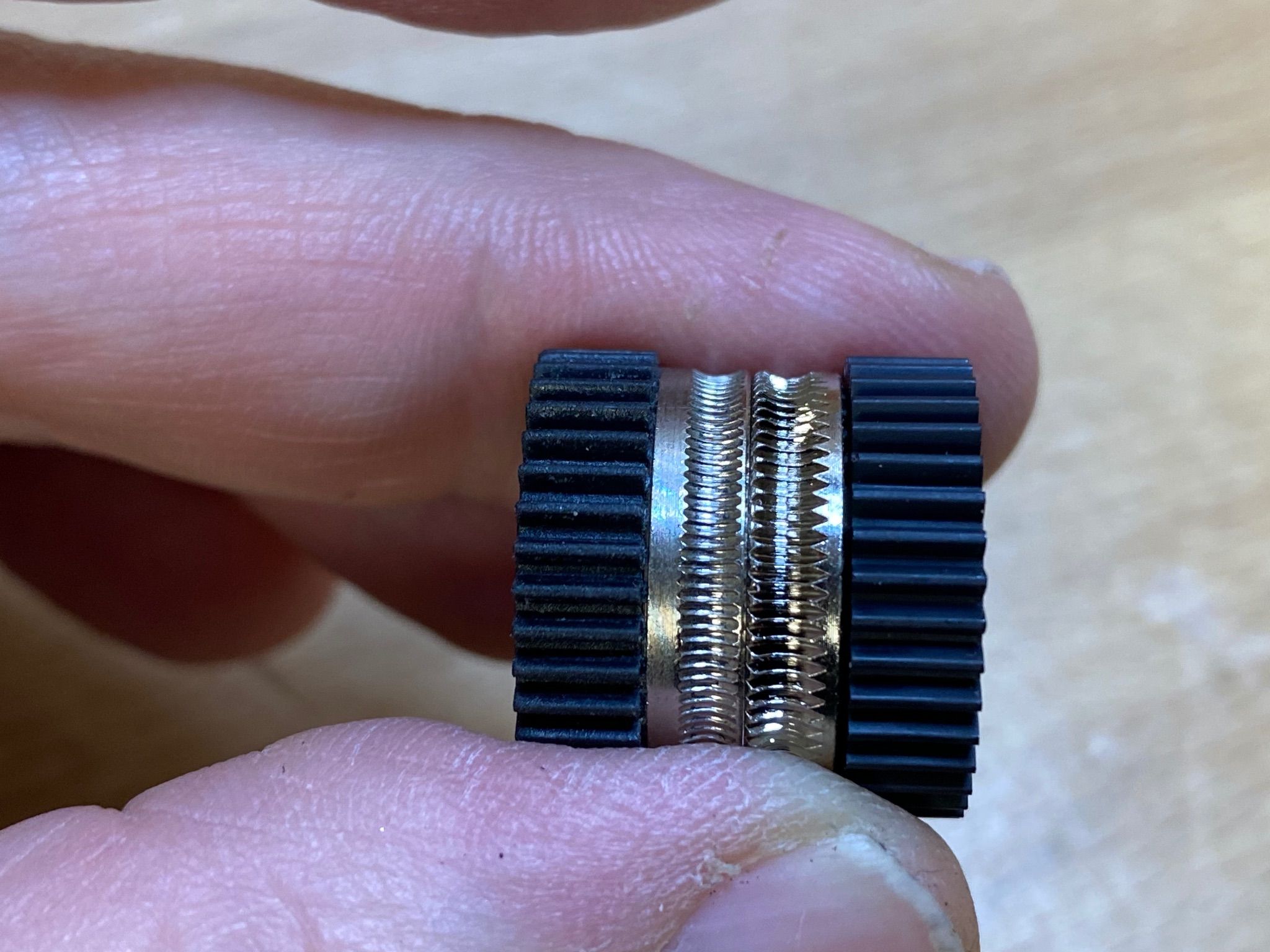
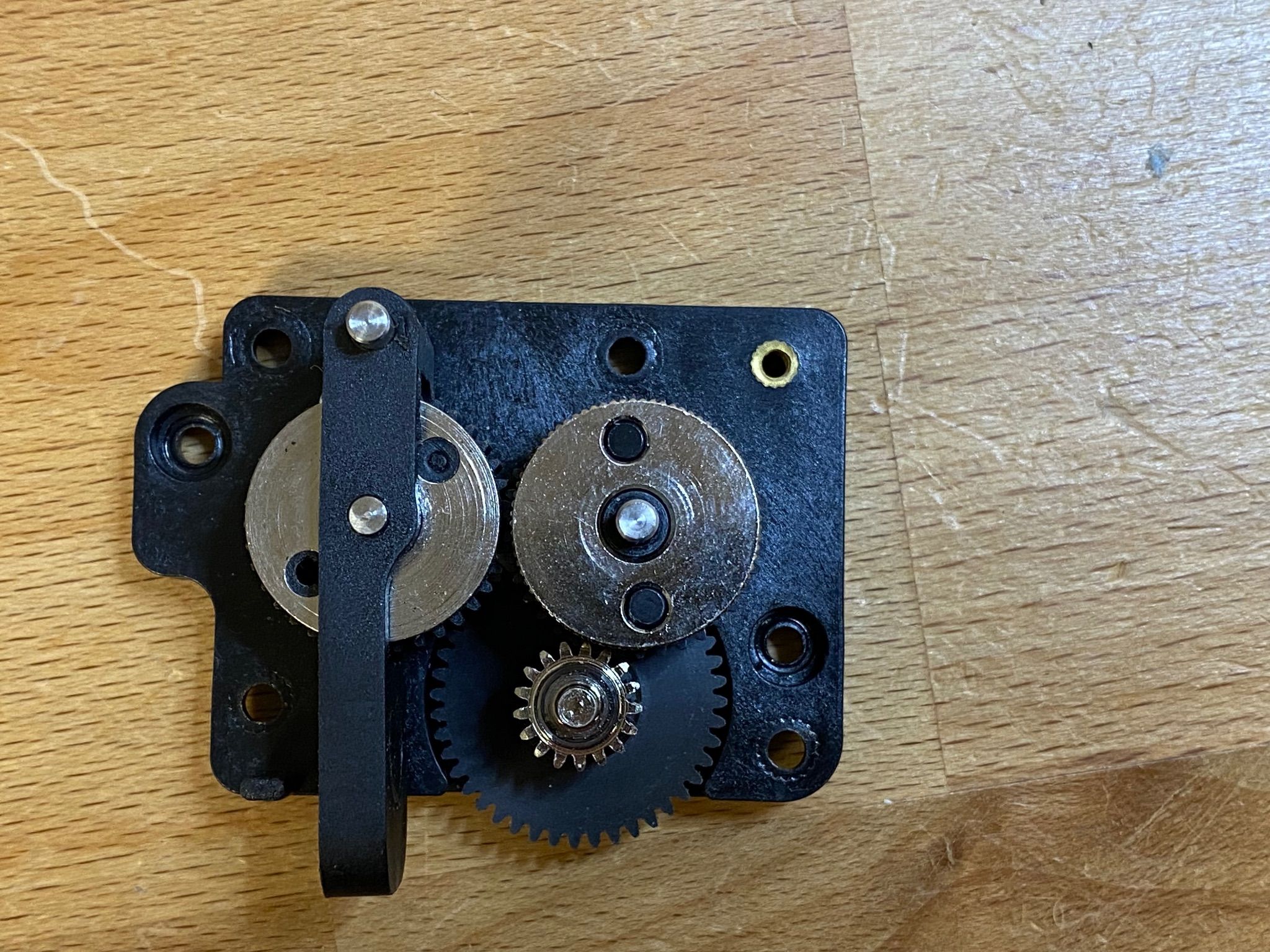
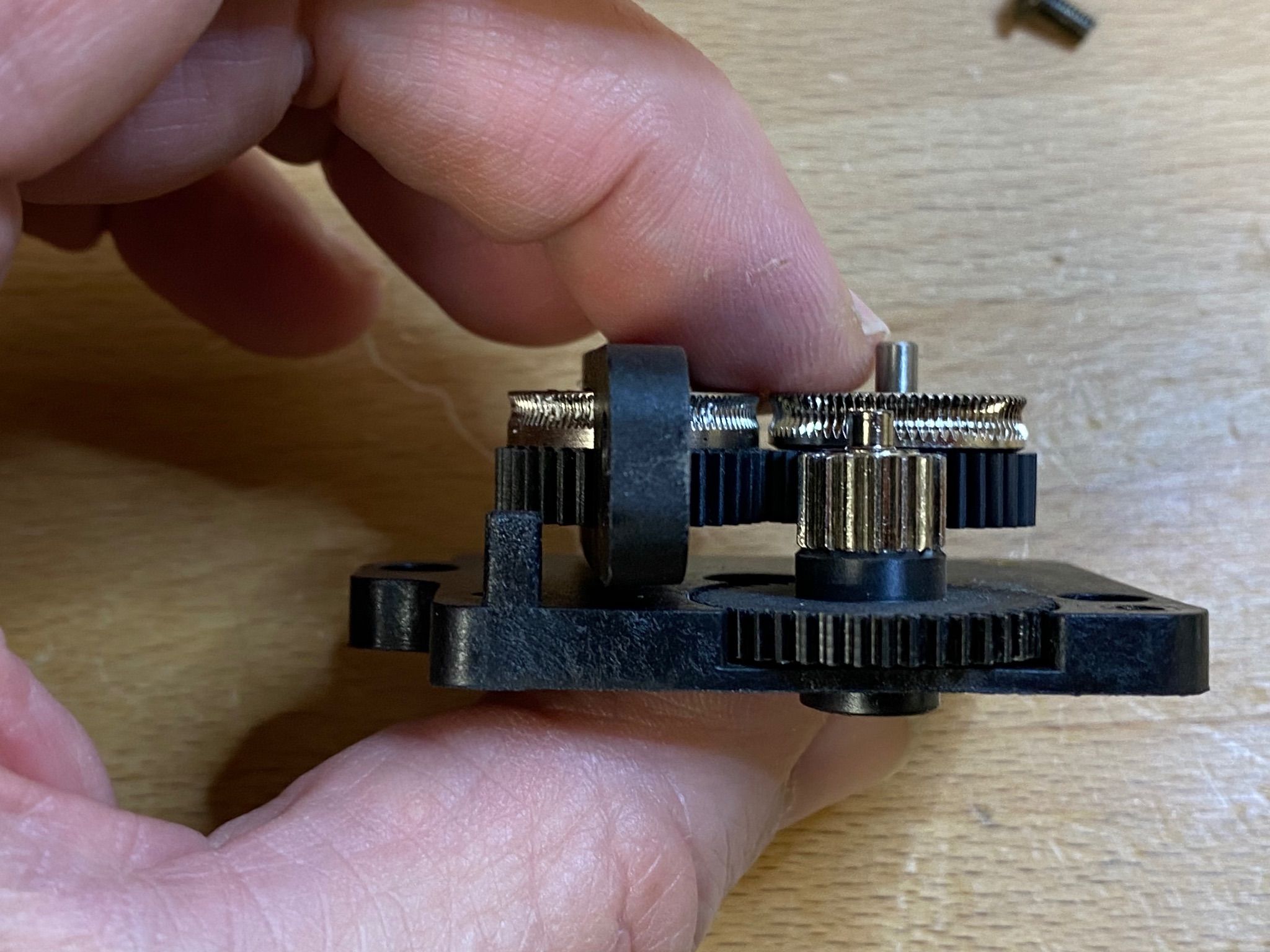
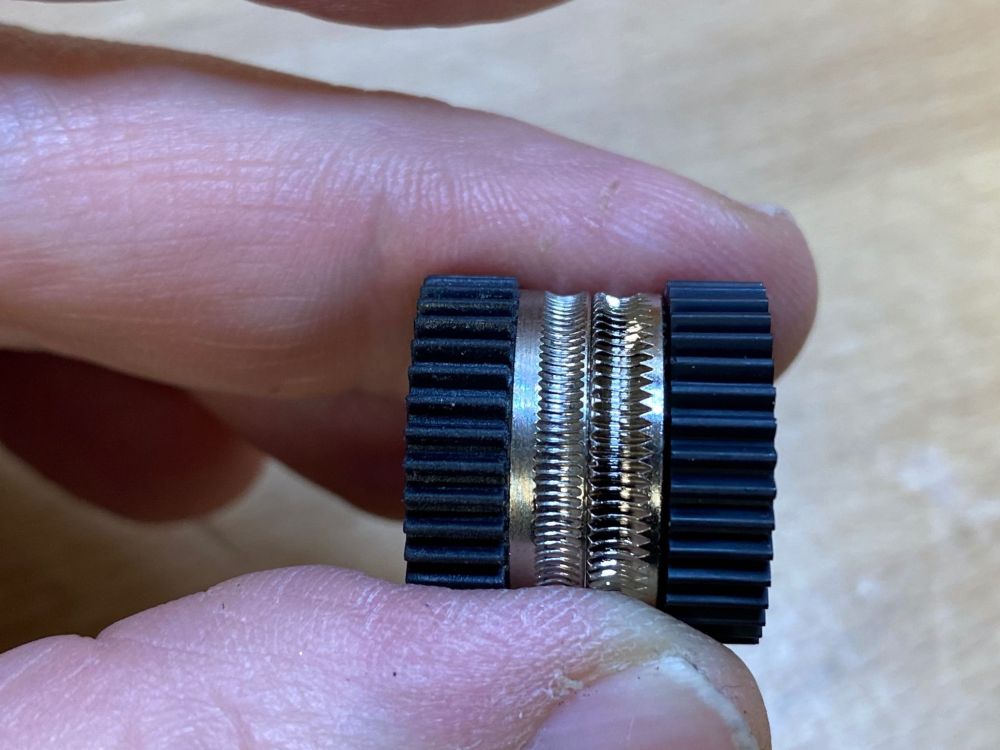
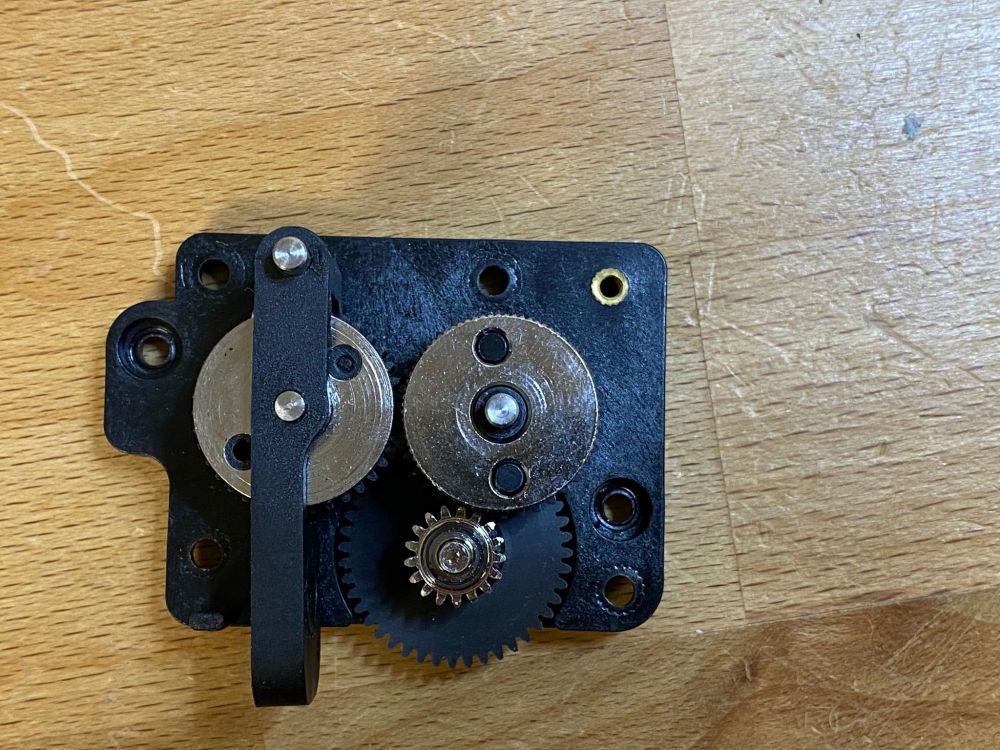
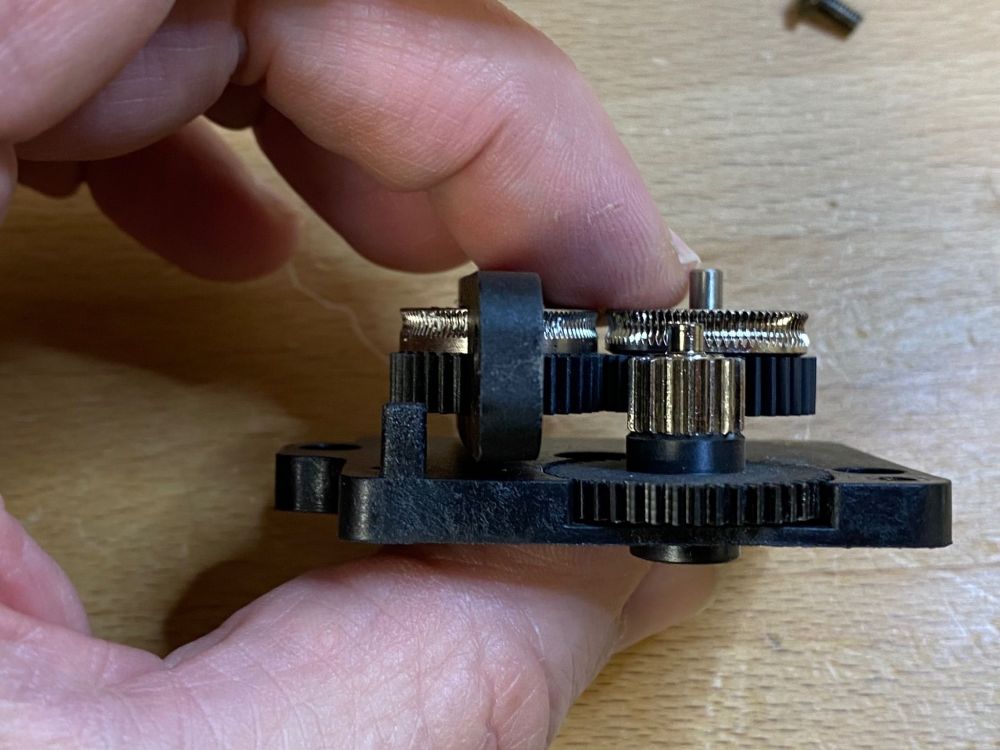
Bonjour à tous Période chargée sur mes deux XMax 3, mais elles tiennent bien leur 16h par jour depuis presque 3 semaines. J'en profite pour préparer un upgrade de l'extrudeur par du Bondtech. En effet, le grip de l'extrudeur actuel est assez moyen, particulièrement avec du TPU et on a des défauts d'extrusion sans que le moteur ne passe de pas. Un peu de recherches sur les Bondtech LGX et finalement les roues d'entraînement du filament sont des copies identiques à l'original, mais en moins bien. A droite Qidi, à gauche Bondtech J'ai fait une première présentation dans l'extrudeur Qidi. A gauche la roue Qidi, à droite la roue Bondtech Il ne me reste plus qu'à échanger la roue mobile d'origine Qidi par une Bondtech et ça devrait marcher. C'est le point un peu délicat car il faut chasser l'axe mis en force dans le levier, sans le casser.... J'attends d'avoir un peu moins de charge pour faire le changement. Pour ceux que ça intéresse, j'ai pris chez 3D Jake (mais on peut les acheter en direct chez Bondtech, c'est juste qu'il y a les frais de port en plus) les éléments suivants : - 2 x BondTech LGX Hardened Steel Drive Wheel - 2 x BondTech LGX POM Secondary Gear - 2 x BondTech Roulement à Aiguilles Il faut retirer les roues Qidi avec leur deux roulements, il sont remplacés par une douille à aiguilles logée dans la roue métallique Bondtech. Les résultats en fin de semaine prochaine d'après mon plan de charge.
-

QIDI Plus4 VS Bambu Lab X1 Carbon
macandnews a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, Quelqu'un a-t-il essayé ou comparé ces deux imprimantes 3D ? Je viens de lire l'essai de la QIDI Plus4 et bien qu'elle ait encore quelques petits problèmes de jeunesse, elle me semble très intéressante surtout à moins de 800 euros et surtout que début 2025, elle pourra recevoir elle aussi un “AMS“ comme la Bambu Lab ou l'Anycubic. Ce qui me plait : - Surface d'impression 305 x 305 - Caisson fermé et chauffé (65°) - Température de buse et lit (370° et 120°) - Épaisseur du lit d'impression (6 mm) - Caméra de surveillance - Écran tactile et interface de commande avec gestion à distance - Vitesse d'impression (600 mm) Ce qui me plait moins - Premier réglage du plateau manuel - Porte pas étanche - Quelques Bugs Pour moi, elle a quand même nettement plus de points positifs que négatifs. Qu'en pensez-vous ? -
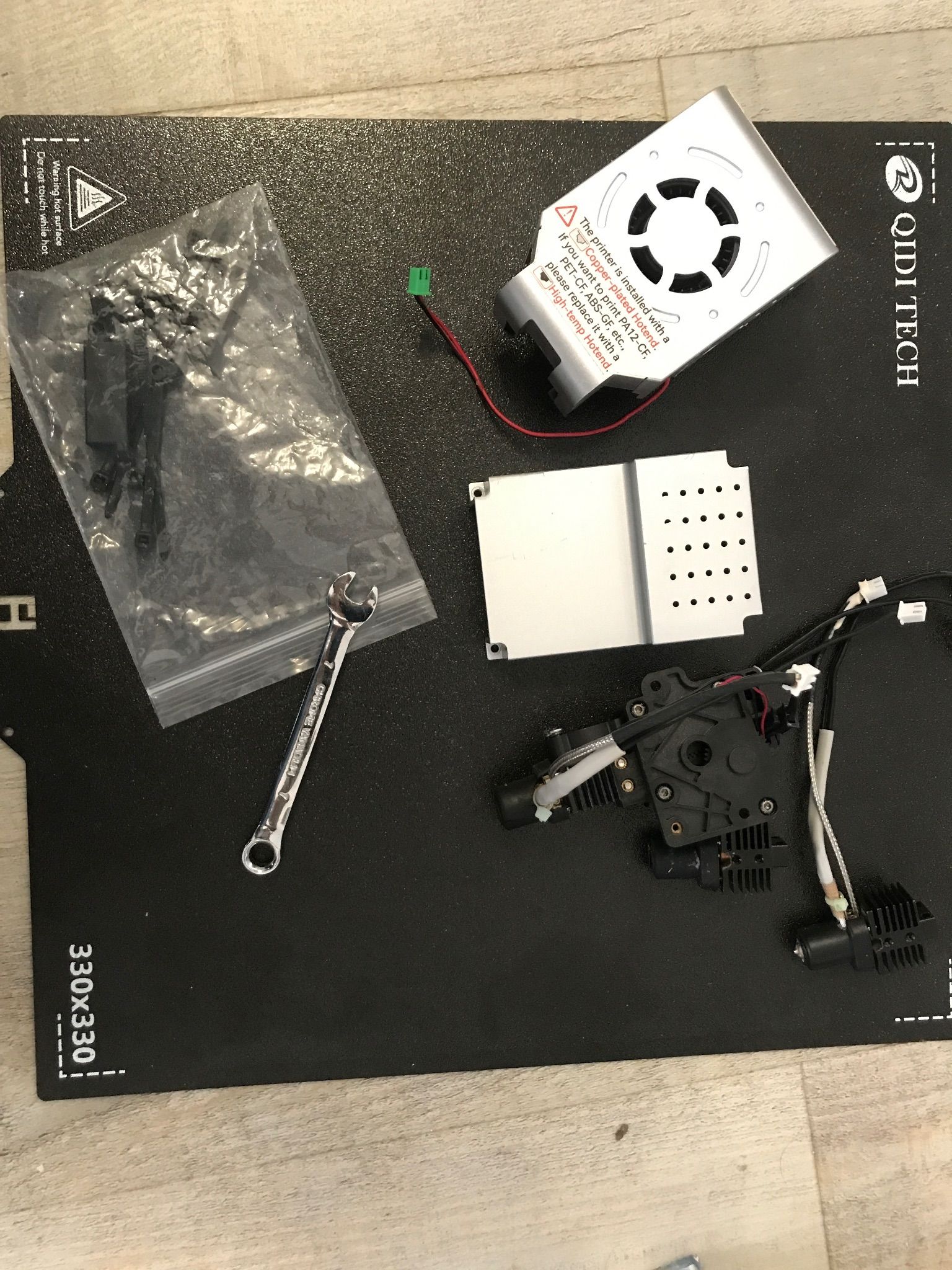
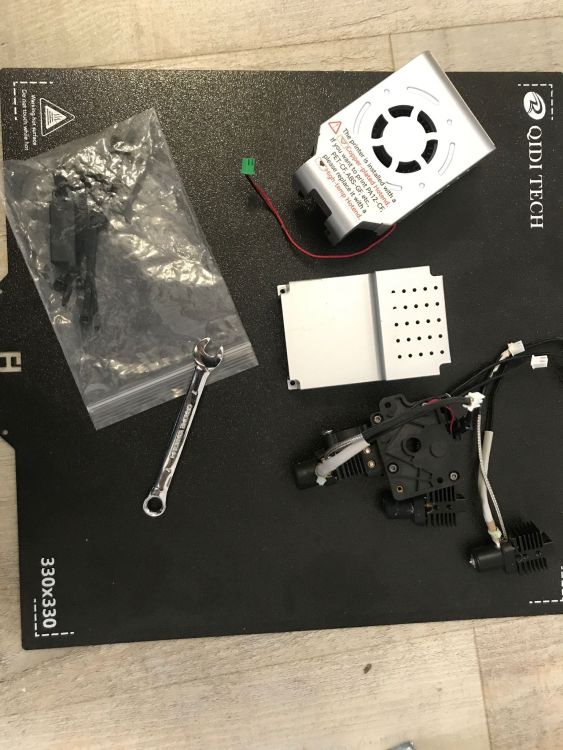
Bonjour, Je vends ma seconde Qidi X-Max 3, encore moins servie que la précédente avec moins de 30 heures d'impression. Elle est donc neuve. Je la vend pour pouvoir me financer ma première voiture L'imprimante tourne sous Klipper, aucun add-on d'installé, le firmware n'a donc pas été touché et est aligné avec la dernière mise à jour de QidiTech. Voici les accessoires qui sont installés : Nativement : le probe et le sticker aimanté noir, une buse de 0.4mm en cuivre, plateau PEI Noir, boîte de séchage de filament Rajoutés : la caméra QidiTech, Plateau PEI Or, Cache de tête d'impression avec ventilateur "2e génération" Sont donc inclus dans le lot les éléments ci-dessus ainsi qu'un ensemble extruder + hot-end sans buse, 2 hot-end dont une sans buse, quelques colliers de serrages + pièces de calages destinées à la tête d'impression, une clé plate mais pas de clés Allen, cache de tête d'impression avec ventilateur 1ère génération. Je la vend 650€ 600 € 500 € dernier prix Remise en mains propres à privilégier dans le 17 ( La Rochelle - Rochefort - Royan ) car colis volumineux et hors normes transporteur.







-
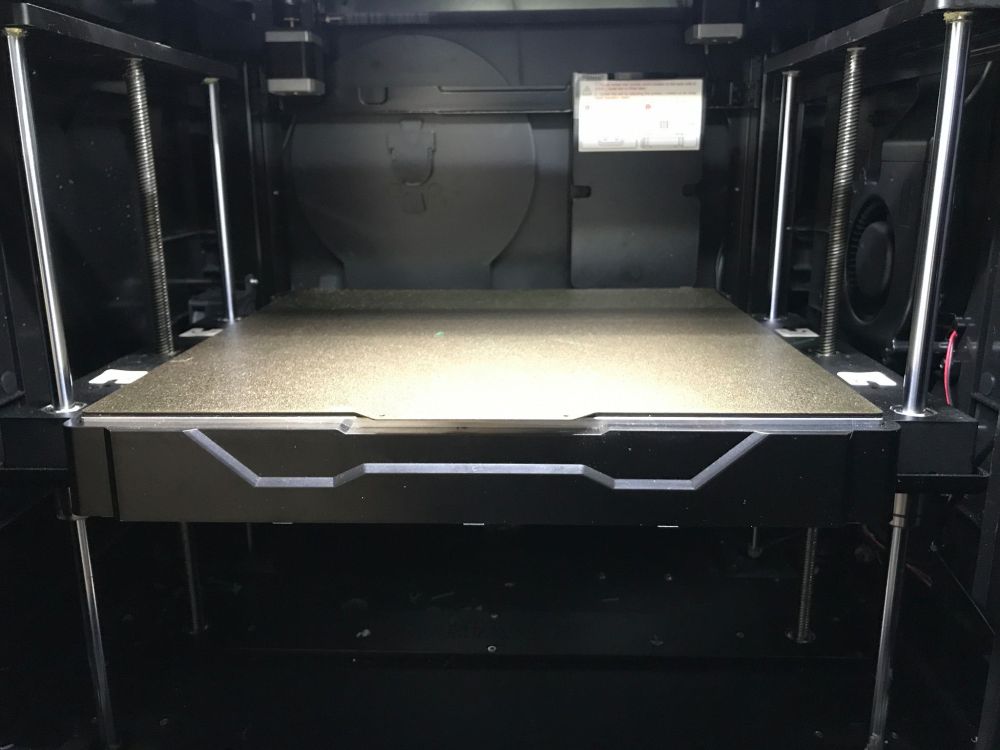
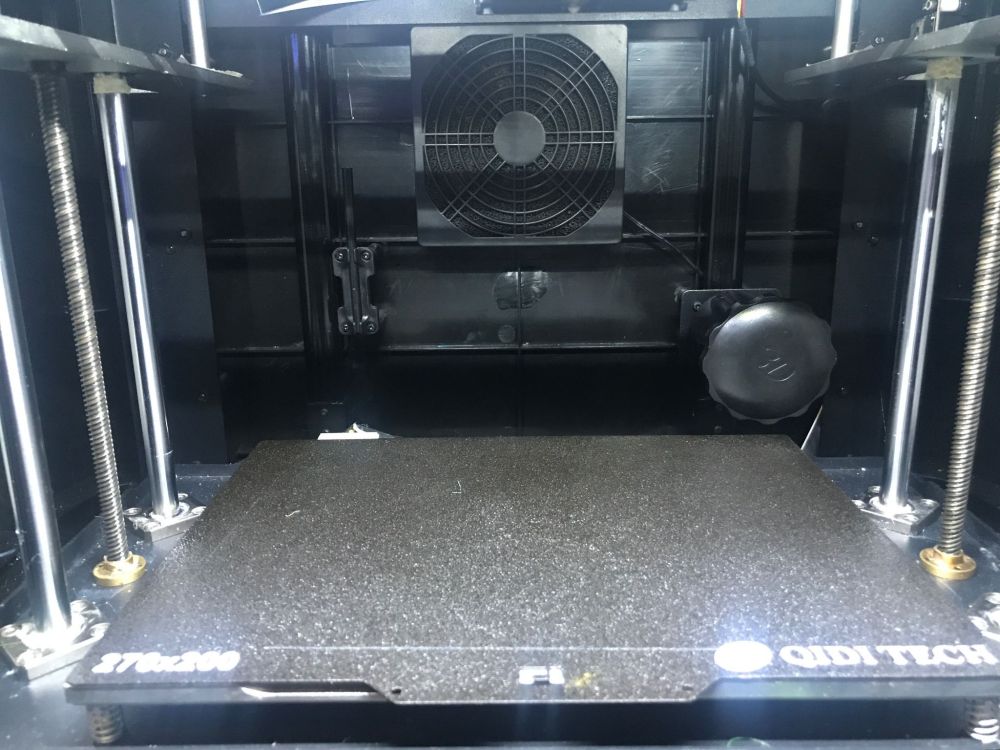
Bonjour, Je vends une Qiditech X-Plus en parfait état de fonctionnement. Imprime aussi bien qu'au premier jour, n'a jamais eu aucune panne ni aucun problème de précision. Le calibrage se fait manuellement et n'a quasiment jamais besoin d'être retouché. Imprime la plupart des filaments dont les plus abrasifs et les plus complexe jusqu'à 150mm/s (par exemple TPU à 90-100mm/s sans problèmes) Elle possède deux portes bobines: un rétractable sur le dessus de l'imprimante et un à l'intérieur de l'imprimante destiné à l'origine aux filaments devant être maintenus chaud (abs). Le ventilateur de tête a été changé pour un silencieux, les rails sont graissés et coulissent fluidement. La tête d'impression est équipée d'une buse rubis intacte. Les accessoires vont avec le lot. Soit la boîte de petits accessoires (vis, disjoncteurs...), clé usb , la tête d'impression haute température un module de corps d'extrudeur de rechange. Un plateau pei va avec. Je la vends 450€ 250€. Remise en mains propres à privilégier dans le 17 ( La Rochelle - Rochefort - Royan ) Voici quelques photos :



-
Quelques déboires à rapporter avec la Smooth Plate sur la X Max 3. Bon d'abord la smooth plate donne un fini miroir, si elle n'est pas du tout dégradée. Comme une plaque de verre. Bref à réserver à des matières simples telles que le PLA, sinon on abime très très vite la surface. Ensuite, il y a un offset différent avec le capteur inductif, qui capte la tole acier qui est 1 mm sous la surface en PEI. Donc calibrage du Z à faire à la cale Qidi avant sinon on ruine direc la surface. Tout bien réglé, le résultat est très proche de la plaque de verre, avec la difficulté que certaines matières adhèrent au PEI et nécessitent d'être très précis sur la calibration en Z. Elle possède une autre face en PEI texturée, comme celle d'origine. Ou presque .... Il m'est arrivé un souci avec l'impression d'une pièce en ABS/PC relativement grande, mais pas très haute. Avec le retrait de l'ABS/PC, même avec le plateau à 105°C et la chambre à 55°C, la plaque s'est décollée du plateau magnétique. Désolé, projet client confidentiel, pas de photos possibles .... La pièce est, elle, bien restée collée sur la plaque coté PEI texturée, enduite de Dimafix....Bref impression ruinée. Par contre, mon autre X Max faisait la même pièce avec la plaque PEI standard, qui n'a pas bougé du tout. Elle a même fait 4 pièces sans soucis. Je pense que le décalage de 1mm entre la tole et le plateau magnétique du fait de la feuille de PEI lisse génére une diminution du champ magnétique, donc de la résistance au décollement. Je n'ai pas essayé de relancer ma pièce sur la même machine (ma première de début 2024) avec la plaque PEI standard pour valider mon hypothèse. Si quelqu'un a eu ce genre d'expérience....
-
Ma deuxième X Max 3, démarrée il y a 8 jours me fait des erreurs de chauffe : Klipper fait un shutdown car la buse ne monte pas en température à la vitesse prévue. Donc l'impression plante et il faut redémarrer le FW et Klipper. J'ai eu le problème hier soir et à nouveau ce soir sur des impressions que j'avais lancées pour la nuit (job de 9h environ), lorsque l'on finit la 1ere couche à 240 °C et que l'on passe à 255 °C pour les couches suivantes, la montée n'est pas assez rapide et on déclenche la sécurité de Klipper. Le plateau est plein de pièces et la première couche dure une heure environ, mais cela ne devrait pas influer. Ce matin, le même job n'a pas posé de problèmes sur l'imprimante, même si ce soir j'avais refait le PID_CALIBRATE pour un petit souci de stabilité. Le message d'erreur demande de regarder la section verify_heater, qui est celle d'origine, même si j'ai fait un copier coller du printer.cfg de ma première machine sur la nouvelle. [verify_heater extruder] max_error: 120 check_gain_time:20 hysteresis: 5 heating_gain: 1 A part le heating_gain qui est à 1 au lieu de 2, on est sur les valeurs par défaut de Klipper. Les modifier est possible, mais ça pourrait masquer un problème. La hotend est une version avec la cartouche de chauffe en céramique, comme sur ma première X Max 3 qui ne pose pas de problèmes. Je vérifierai demain matin que tout bon coté connection et thermistance, ainsi que son montage dans la hotend. J'ai du faire déjà pas mal de nettoyage de la hotend après des soucis avec un TPU. Quelqu'un sait ce qui est monté ? PT100 ? Semitech 104GT ? Histoire de comparer l'impédance avec les diagrammes qui vont bien. Des idées sur la cause du problème ? J'ai trouvé, c'est un thermocouple de type K derrière un convertisseur MAX6675.
-
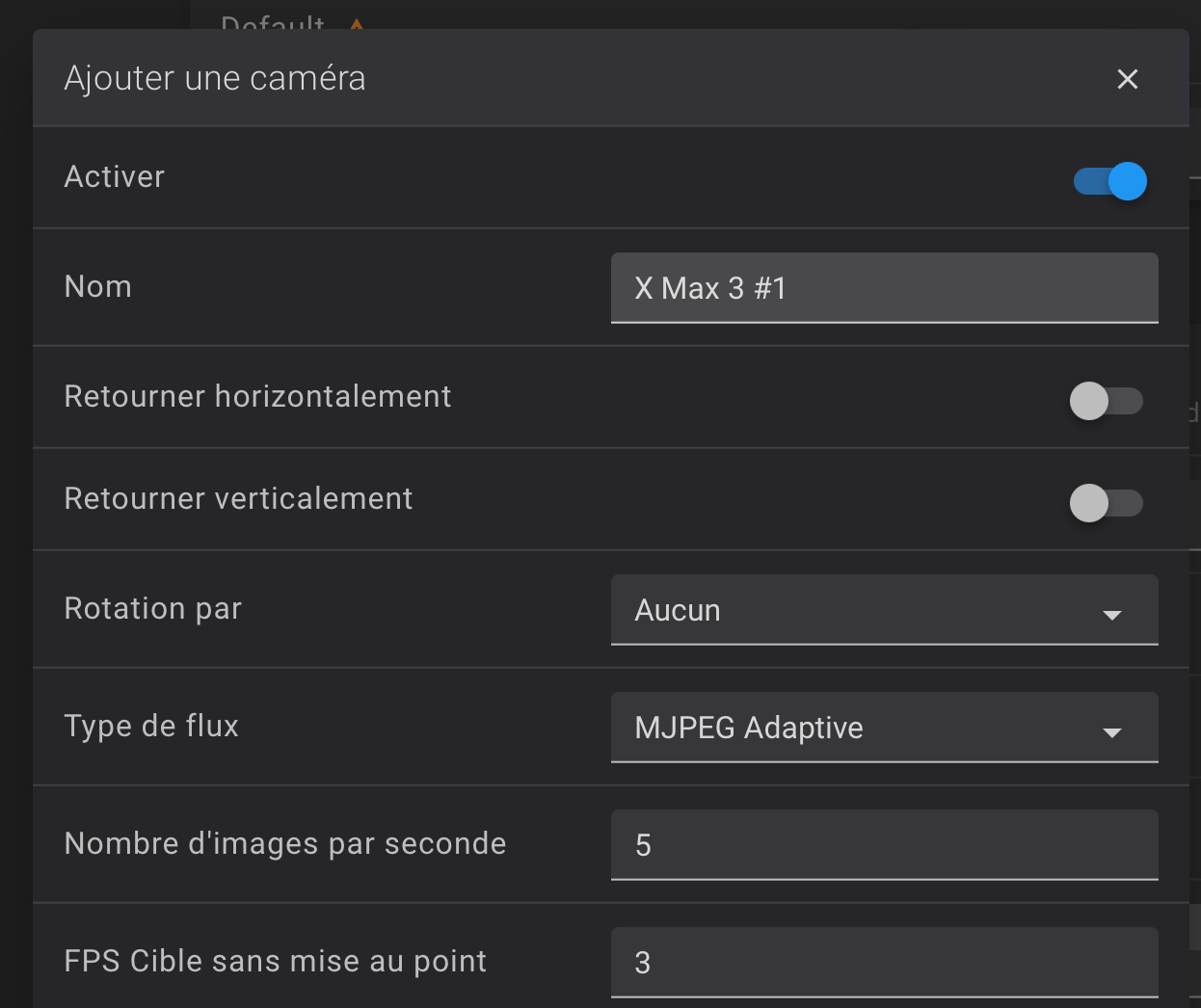
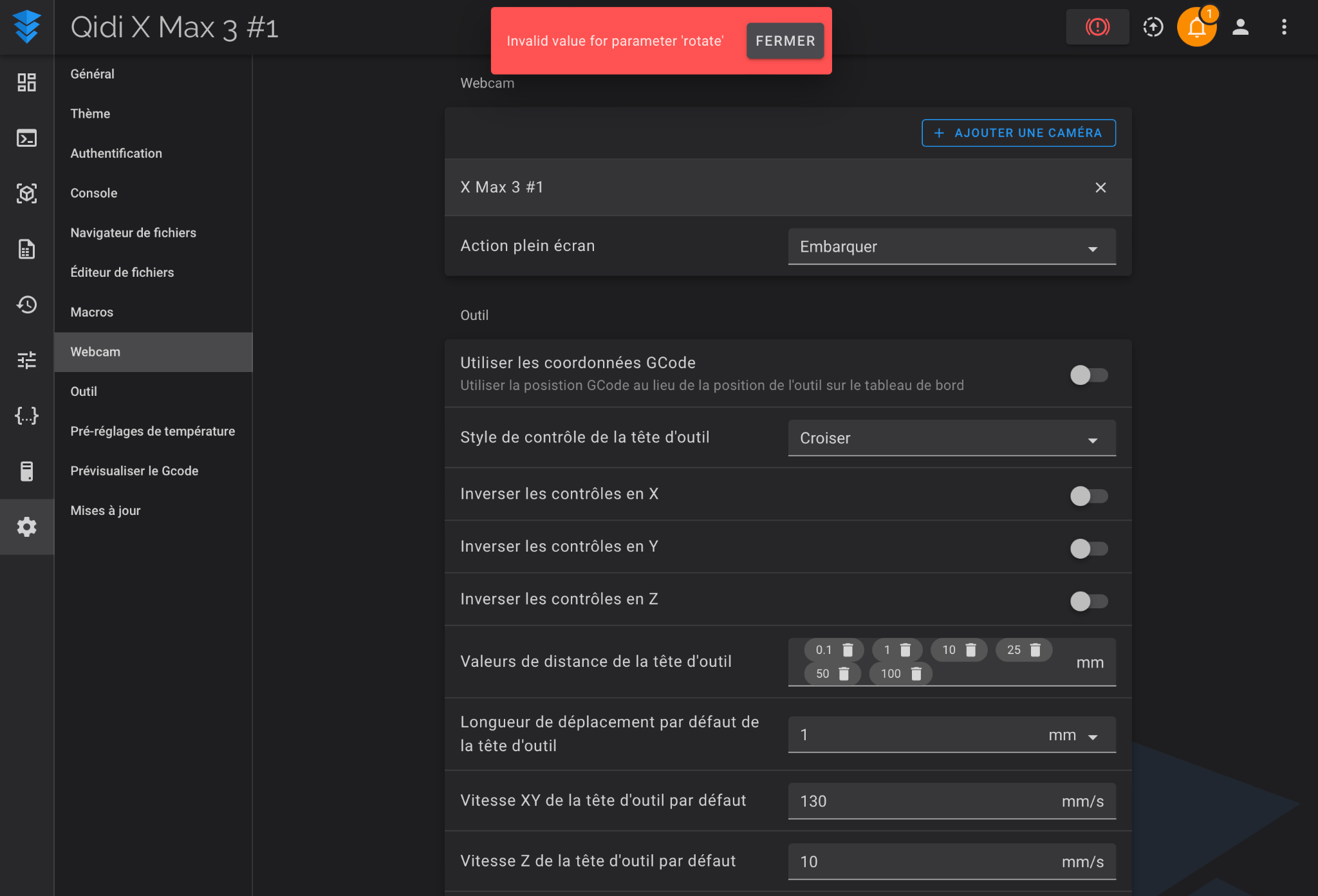
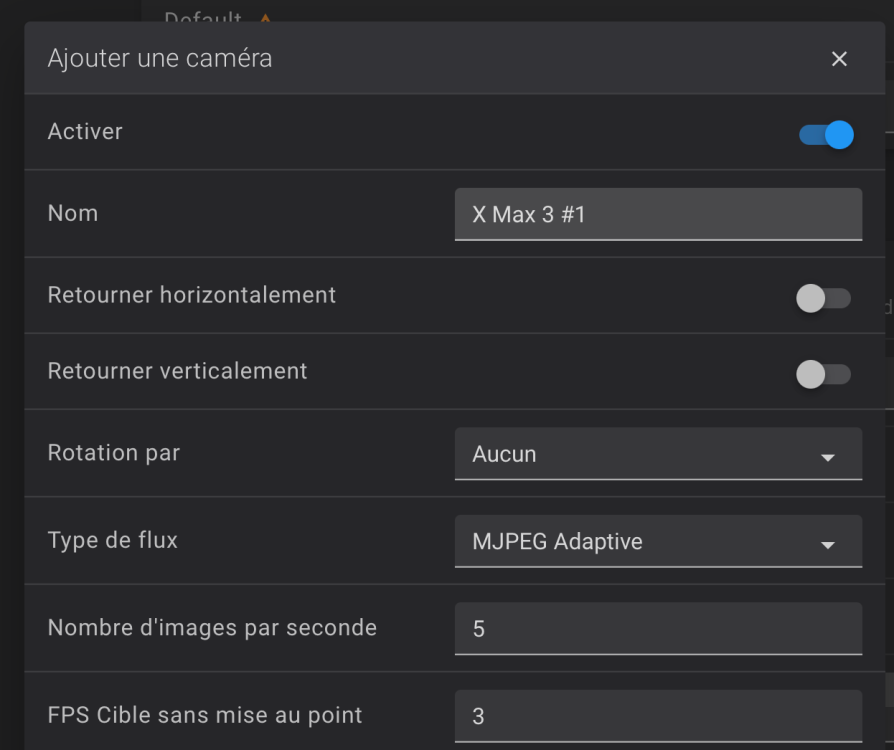
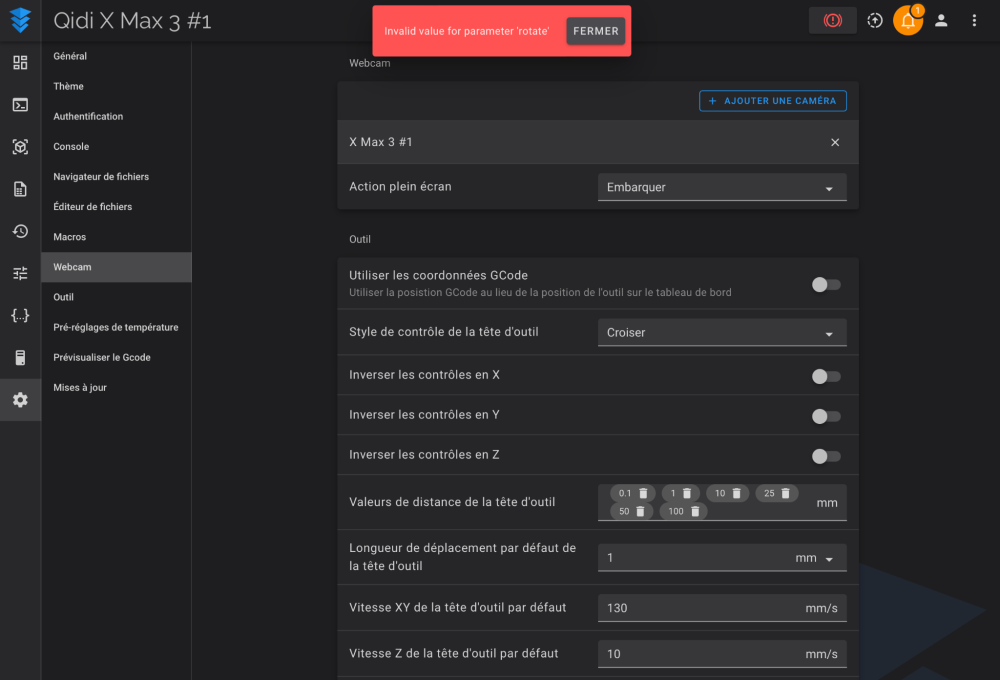
Tout est dans le titre ou presque. Donc j'ai une camera Qidi dans ma X Max 3 depuis le début. J'ai fait une mise à jour de Fluidd via KIAUH en ssh pour passer en version courante v1.30.1. Depuis je perds ma webcam à chaque reconnection à Moonraker de Fluidd. J'ai la configuration suivante pour la caméra (sans les url...pour des questions de confidentialité) Quand je valide, j'obtiens l'erreur suivante La caméra s'installe malgré l'erreur, mais la définition saute à chaque reconnection à Moonraker. Je précise qu'avec la version q ue j'avais avant (de Mars 2024) ça marchait parfaitement bien et que la version de Moonraker est celle de Qidi en 4.13.3 Je veux bien de l'aide du gourou Linux et Klipper @fran6p, la perte des cameras me gene beaucoup dans mon activité.
-
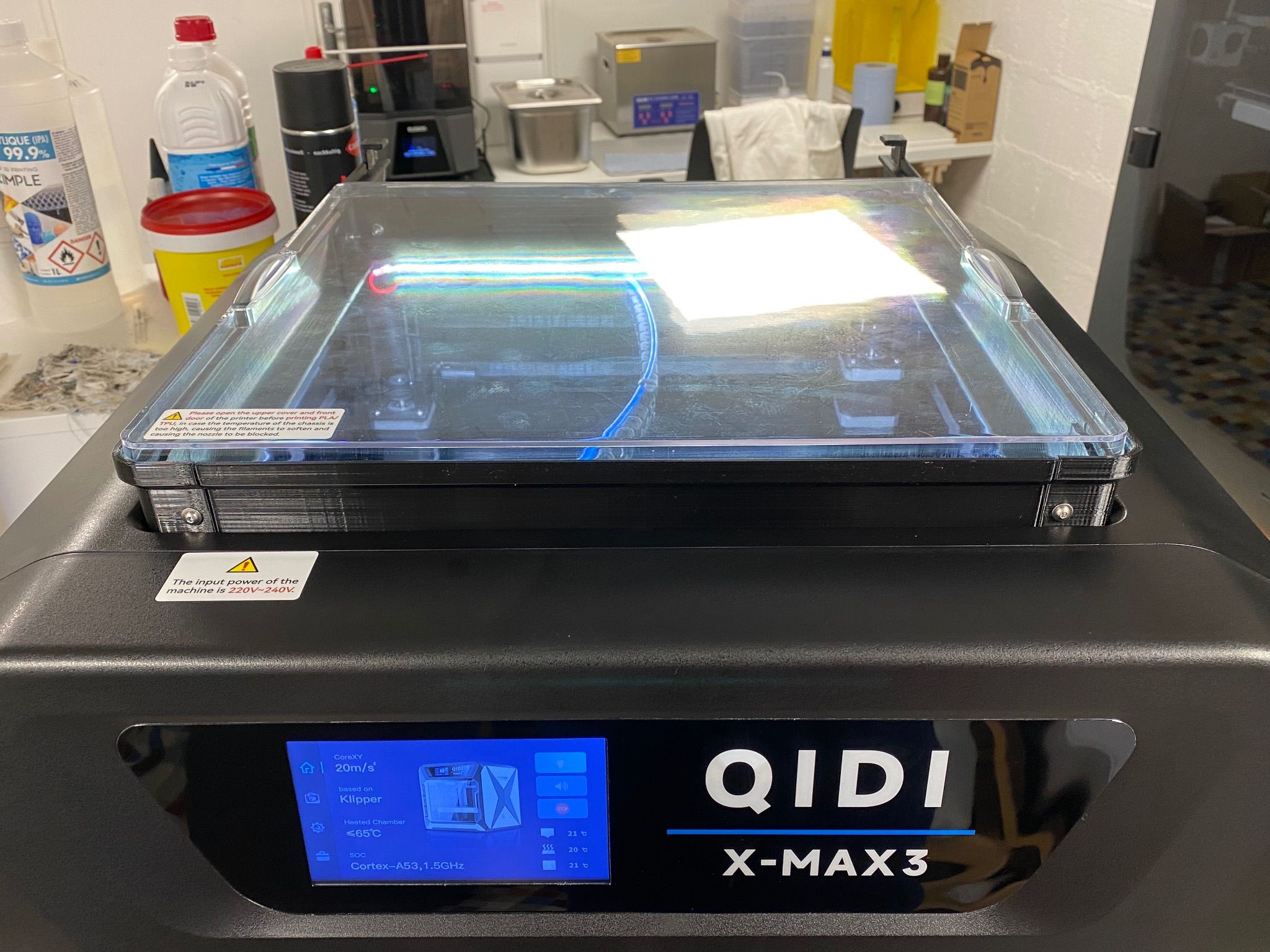
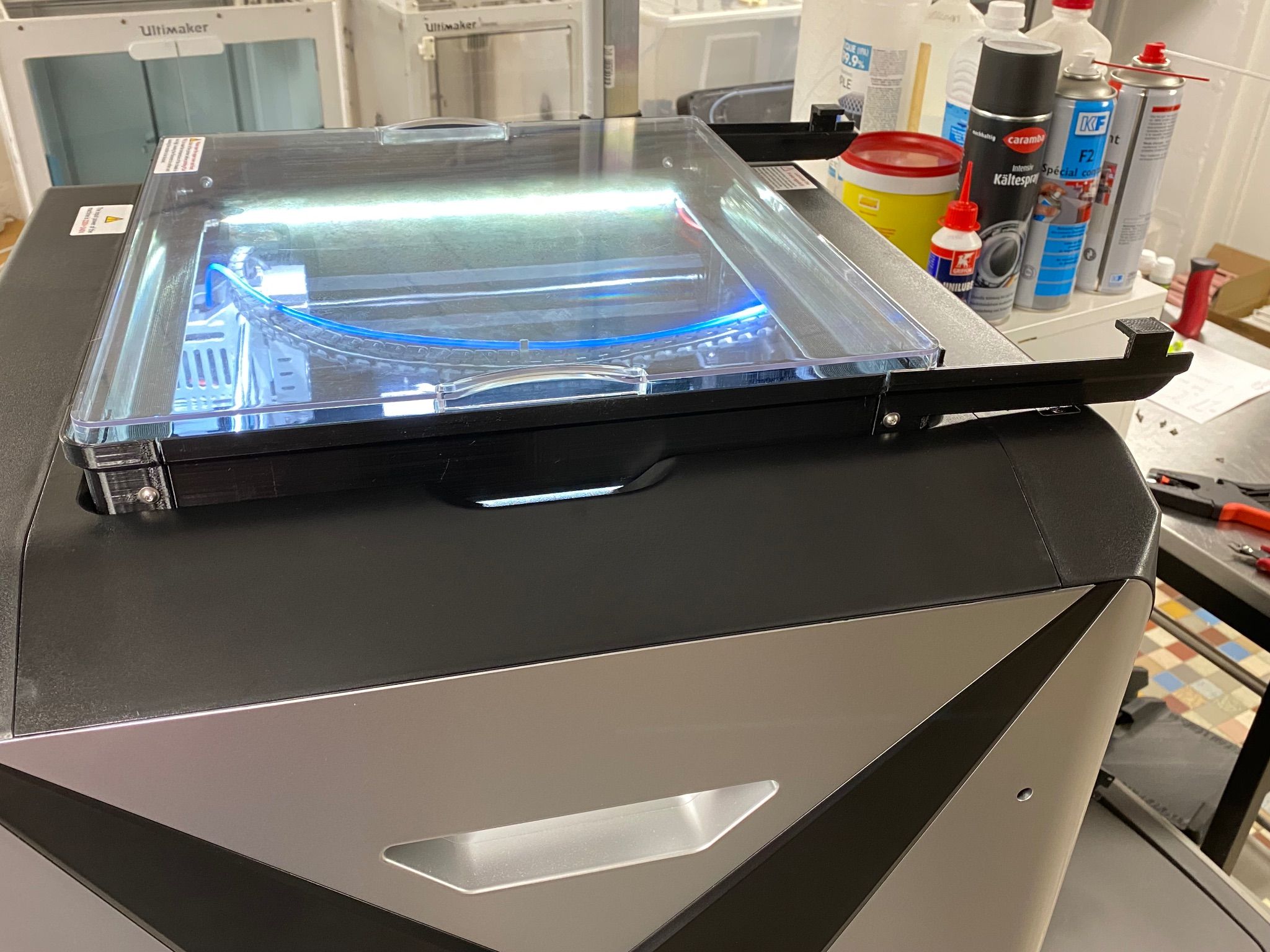
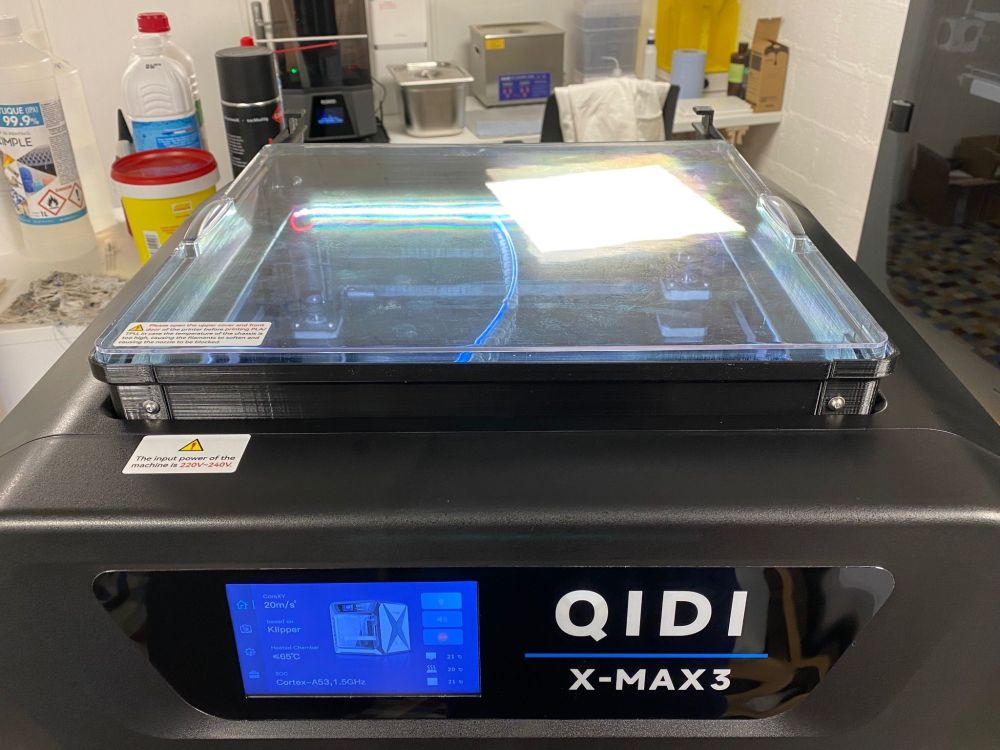
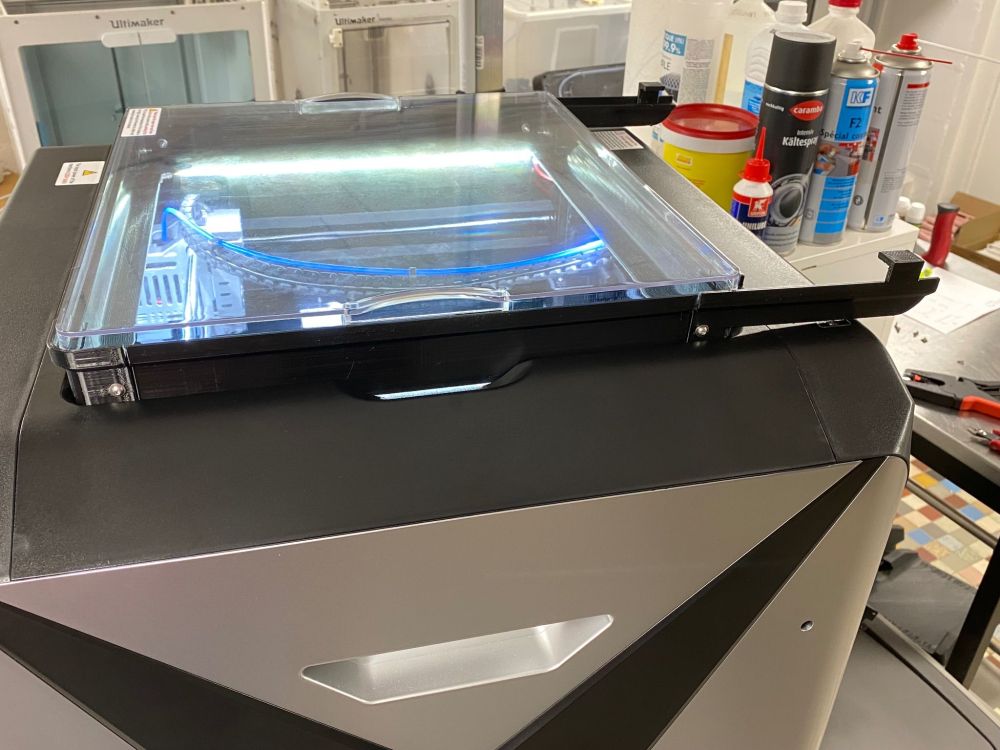
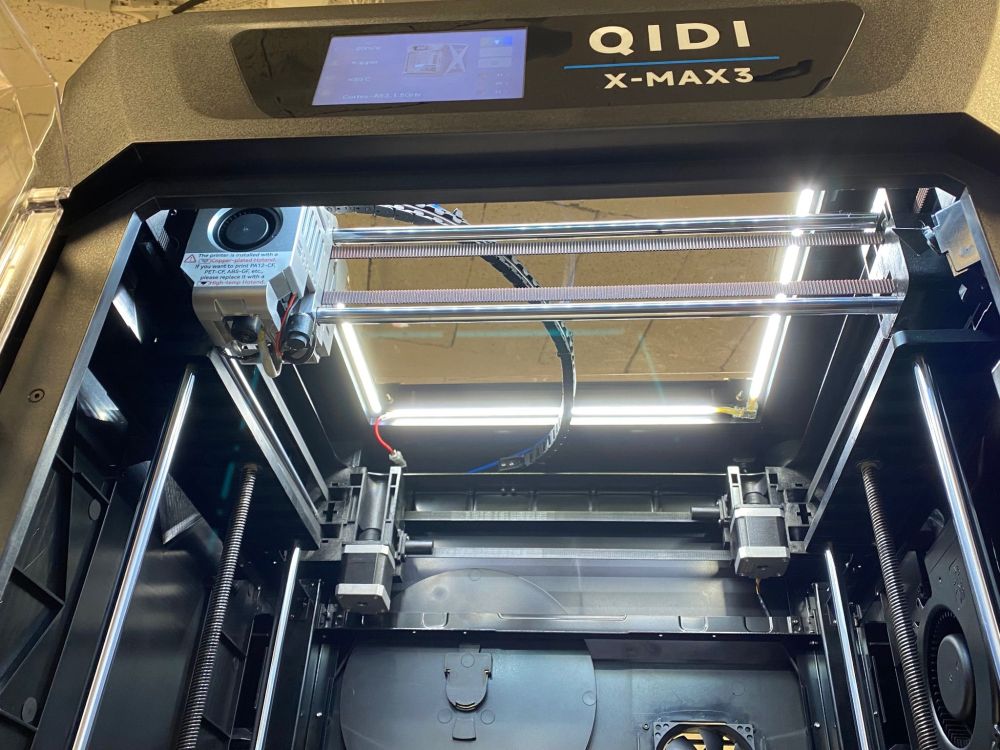
Une première modification de ma Qidi X Max 3 : un meilleur éclairage et un support pour le capot supérieur. Maintenant le capot est toujours sur la machine, en position ouverte ou fermée, ça évite de le poser n'importe ou et l'abimer. J'ai utilisé ce modèle https://www.printables.com/fr/model/781275-qidi-x-max-3-lid-slider-frame/files Impression en PETG 200 microns avec supports. Dans mon cas sur une BCN3D W50 Une bande de LED a été intégrée sur le support de capot, avec une modification de celui ci (et au passage quelques améliorations pour qu'il s'imprime bien). Comme l'auteur de modèle a utilisé une licence CC fermée sur Printables, je ne peux pas partager les modifications faites .... Je suis prêt à expliquer au besoin. Les LED FCOB 24V 6000 K, les connecteurs d'angle sont disponibles sur la boutique de Jeff Bezos. Un petit connecteur XH pour permettre de démonter le support sans devoir bidouiller sur la carte mère. Les LED sont branchées en parallèle sur le connecteur 7 de la carte, avec les LED d'origine pour pouvoir les piloter directement depuis Fluidd. On voit beaucoup plus clair maintenant.

-
Bonjour à tous, C’est à regret que je revends ma QIDI X-PLUS,achetée le 16/02/2021. Elle a très peu servi, et je vous la propose à un excellent tarif : 450€ à emporter depuis chez moi à Baccarat, où en livraison via le site Rakuten ((Voir l description sur Rakuten). Pour voir mes notes sur ce site, cliquez ici. Merci de votre attention...

-
Bonjour Je cherche a changer les drivers d'origine de mon imprimante (A4988) par des TMC2208 ou des TMC2100. J'ai fais pas mal de recherche mais je suis débutant et j'ai peur de me tromper. Je ne trouve pas non plus les réponses à mes questions sur le forum. C'est pour cette raison que je demande votre aide. D'après ce que j'ai compris, le design des drivers pour carte mère makerbot n'est pas habituel pour le sens des broches. Le PCB est inversé. Donc 1er question : Quel driver est le plus adapté a mon imprimante? Les TMC2208 ou TMC2100? Je ne trouve pas de TMC2208 avec le bon design. Est ce que je dois acheter le driver sans broches et les souder moi même pour avoir les broches du bon coté ou est ce qu'il existe TMC2208 déjà tous fait pour makerbot que je n'aurais pas trouvé malgré toute mes recherches? Pour les TMC2100 j'en ai trouvé avec le bon design mais ils n'ont pas de vis de réglage du vRef... Donc comment regler le vRef avec ces drivers? Merci de votre aide.