Chercher dans la communauté
Résultats des étiquettes.
-
Bonjour à tous, Je suis plutôt nouveau dans l'impression 3d, et j'ai (déjà) des problèmes. Suite à un bouchon dans la buse de ma K1c, j'ai voulu démonté celle-ci pour la déboucher . En suivant les préconisations de creality , je l'ai fais buse froide. En se faisant , j'ai arraché l'un des connecteurs du hotend. Et j'aurai voulu savoir, avant de rebrancher tout ça si ces fils avaient une polarité. Si oui, l'un de vous pour t il me l'indiquer? Merci Arkalys

-
Ma deuxième X Max 3, démarrée il y a 8 jours me fait des erreurs de chauffe : Klipper fait un shutdown car la buse ne monte pas en température à la vitesse prévue. Donc l'impression plante et il faut redémarrer le FW et Klipper. J'ai eu le problème hier soir et à nouveau ce soir sur des impressions que j'avais lancées pour la nuit (job de 9h environ), lorsque l'on finit la 1ere couche à 240 °C et que l'on passe à 255 °C pour les couches suivantes, la montée n'est pas assez rapide et on déclenche la sécurité de Klipper. Le plateau est plein de pièces et la première couche dure une heure environ, mais cela ne devrait pas influer. Ce matin, le même job n'a pas posé de problèmes sur l'imprimante, même si ce soir j'avais refait le PID_CALIBRATE pour un petit souci de stabilité. Le message d'erreur demande de regarder la section verify_heater, qui est celle d'origine, même si j'ai fait un copier coller du printer.cfg de ma première machine sur la nouvelle. [verify_heater extruder] max_error: 120 check_gain_time:20 hysteresis: 5 heating_gain: 1 A part le heating_gain qui est à 1 au lieu de 2, on est sur les valeurs par défaut de Klipper. Les modifier est possible, mais ça pourrait masquer un problème. La hotend est une version avec la cartouche de chauffe en céramique, comme sur ma première X Max 3 qui ne pose pas de problèmes. Je vérifierai demain matin que tout bon coté connection et thermistance, ainsi que son montage dans la hotend. J'ai du faire déjà pas mal de nettoyage de la hotend après des soucis avec un TPU. Quelqu'un sait ce qui est monté ? PT100 ? Semitech 104GT ? Histoire de comparer l'impédance avec les diagrammes qui vont bien. Des idées sur la cause du problème ? J'ai trouvé, c'est un thermocouple de type K derrière un convertisseur MAX6675.
-
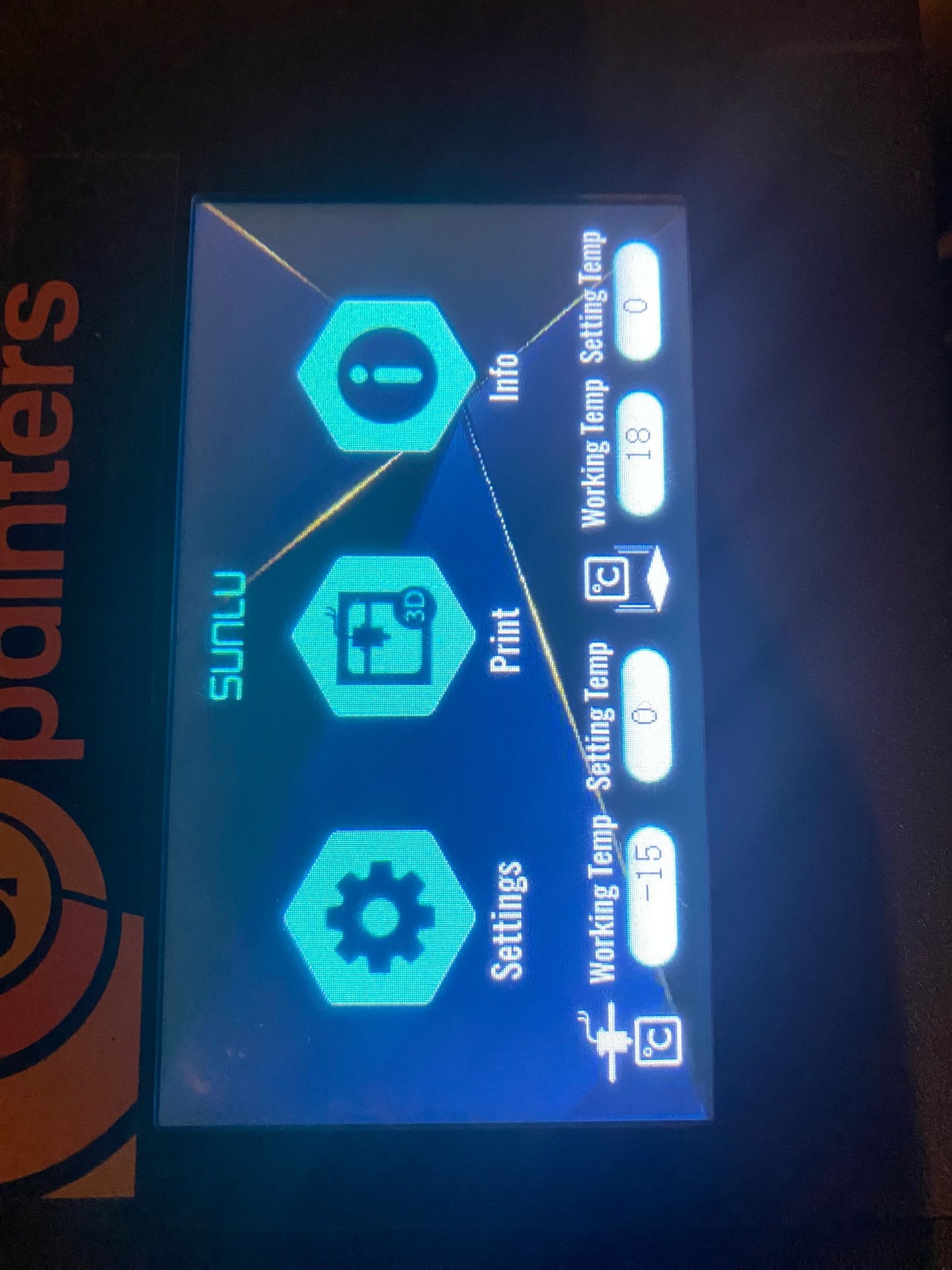
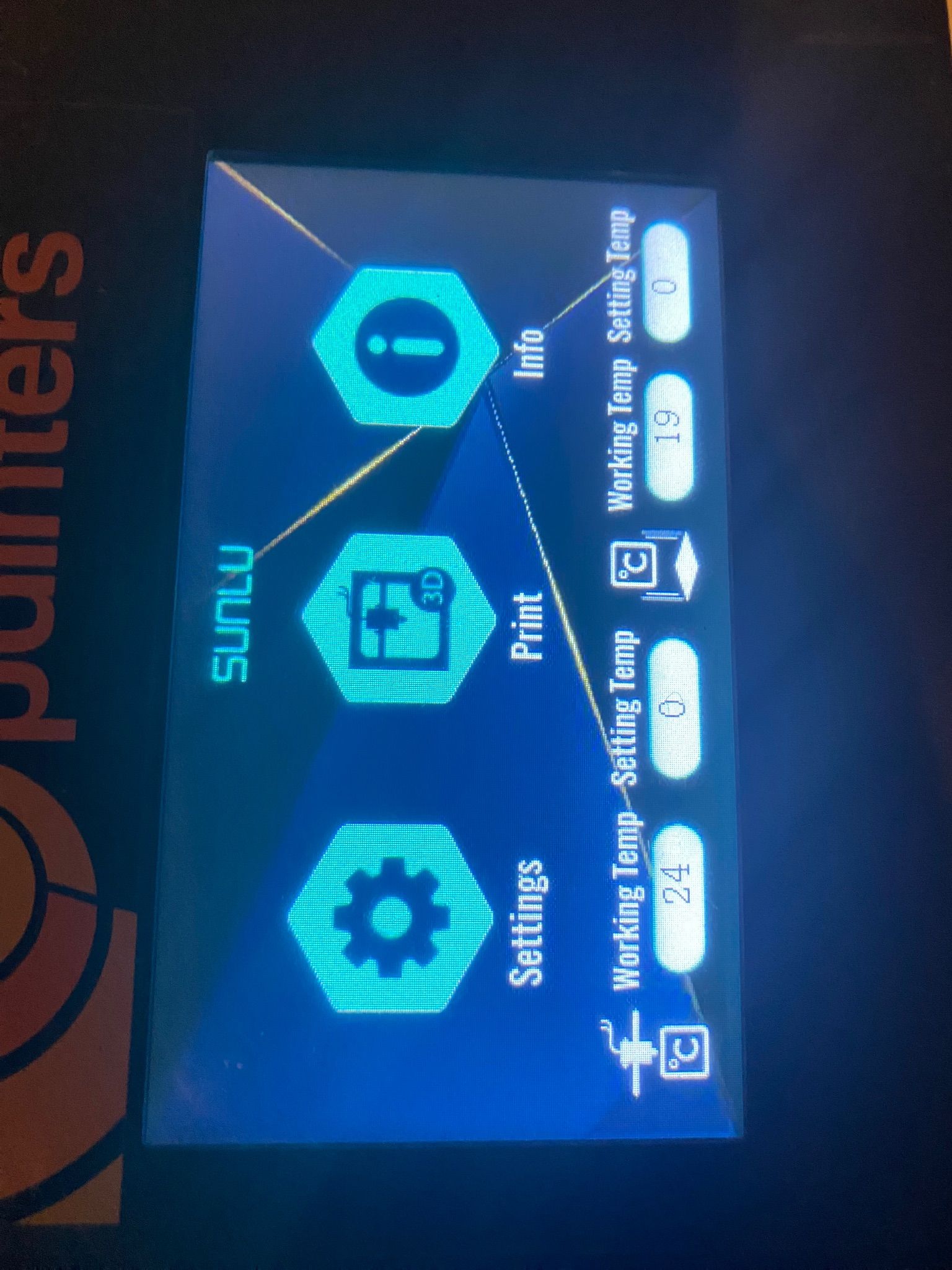
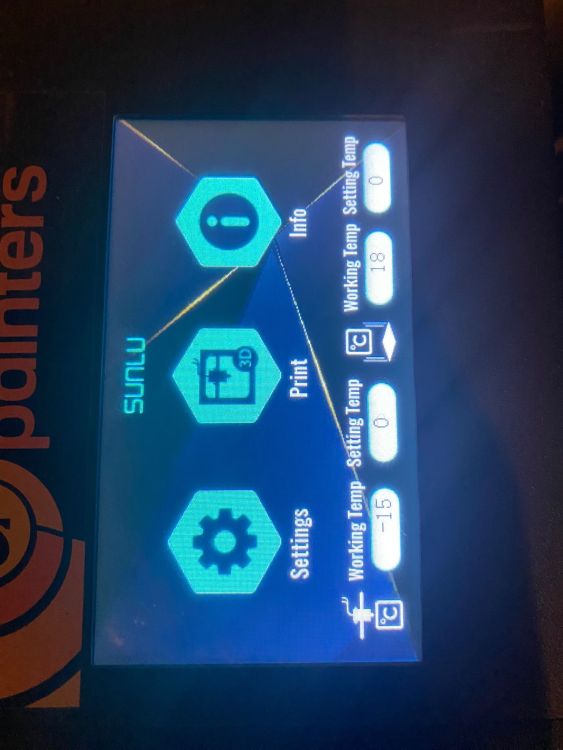
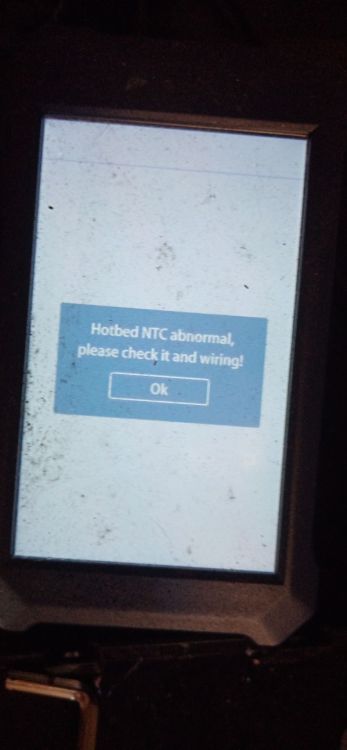
Bonjour en gros petit problème j’ai casser ma thermorésistance j’ai acheté toute la tête directement pour pas m’embêter défaut de fabrication ils ont trop serré la bise donc même problème bref j’ai deux valeurs de temps fausse sur le tapis 19 et sur la buse 22 sauf que c’est totalement froid voici plusieurs screen lun avec température négative car thermo débranchée et l’autre avec thermo branché mais défectueuse j’aimerais savoir si le problème vient juste de mes fils de thermo ou si la carte a pris un coup aussi merci d’avance pour votre aide


-
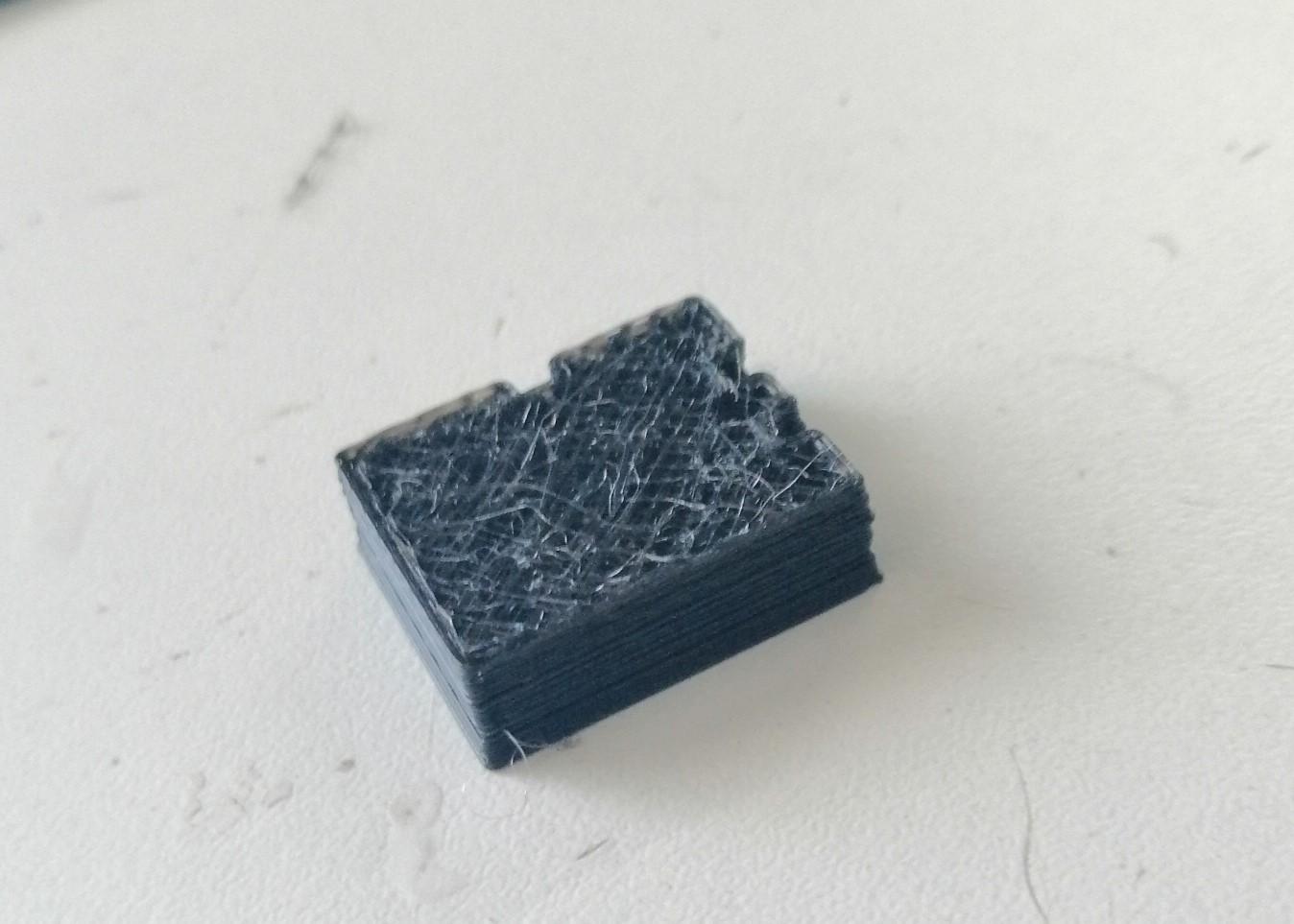
Bonjour, cela fait 1 an que j'imprime avec ma anycubic vyper, et à part un changement de buse pour une nitro max, je n'ai jamais touché au hotend de l'imprimante. Et du jour au lendemain l'imprimante s'est mis à afficher le message "hotendNBC abnormal". J'ai donc cherché sur quelques forums et vu que cela est surement dûe à un problème de cable dans le hotend. Je l'ai donc demonté et j'ai vu ça, comme si le filament avait une "fuite" par le haut du hotend, j'ai l'impression que ce phénomène se produit depuis longtemps déjà, mais cela à du endommagé le cable petit à petit, c'est en tout cas ma théorie, et que cela provoqeue donc le message . Je préfére demander au cas ou, savoir si mon raison est bon, et si il y a peut-être un moyen de réparer le hotend, ou si il faut que j'en commande un autre. Voila je vous remercie



-

Problème ventilateur frontal ender 3 pro
Mikimac a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Salut à tous. Mon soucis vient du ventilateur frontal du hotend de mon ender 3 pro. Quand je lance une impression ou un préchauffage du pla, le ventilateur ne se lance pas. Pour qu'il se mette à tourner je dois le lancer manuellement en faisant tourner les pales avec une tige. Et souvent il s'arrête au bout d'un moment. Ça me crée comme soucis que le hotend ne refroidit pas et un bouchon de pla se forme à l'intérieur du hotend, ne faisant plus sortir le filament. Y a-t-il une cause réparable à ça? Ou je suis obligé d'acheter un nouveau ventilateur? Merci de votre aide par avance -
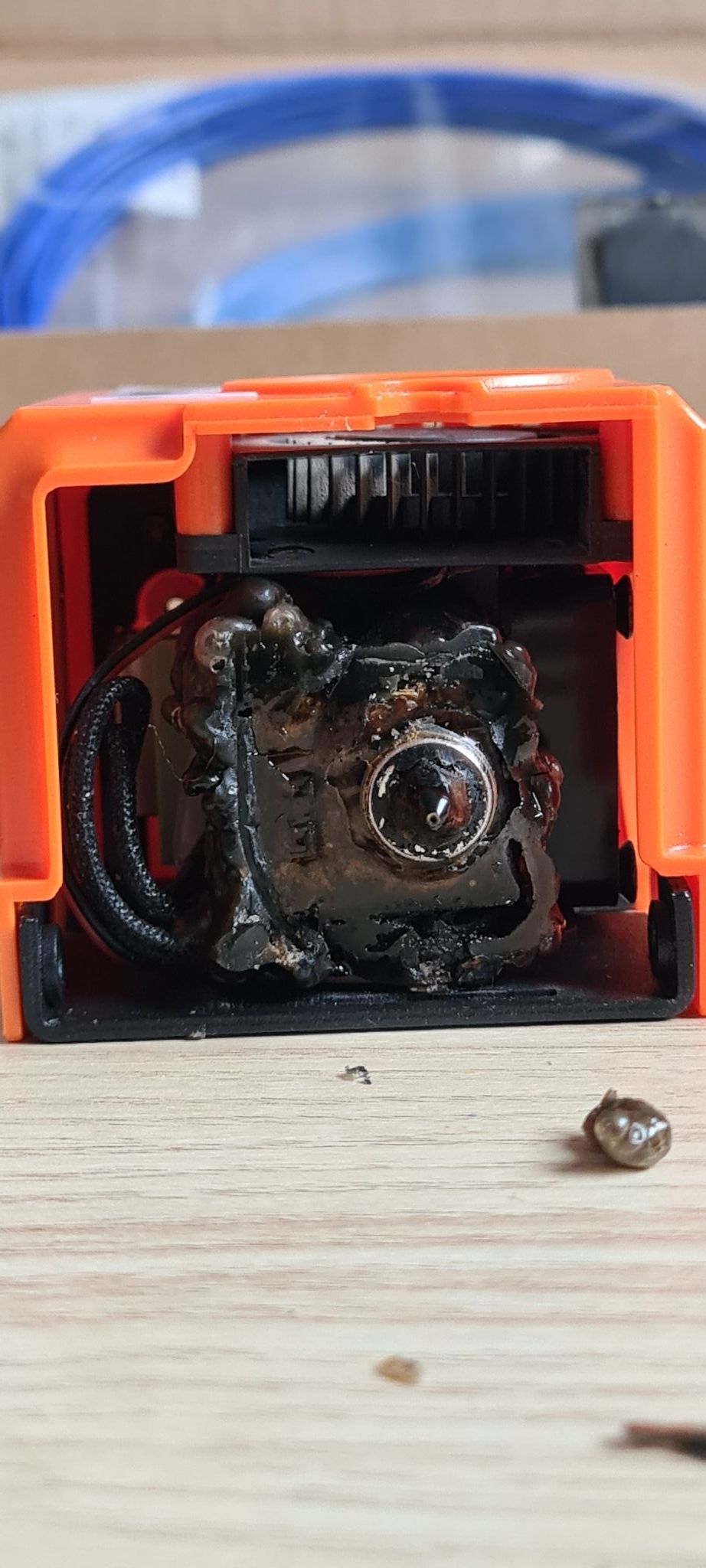
Bonjour à tous, J'ai fais l'acquisition d'une imprimante 3D il y a quelques mois (Wanhao D12) pour débuter dans le domaine. Je tiens donc à préciser que je suis novice, donc pour ma part toutes informations sont bonnes à prendre La dernière impression que j'ai lancée il y a quelque temp lors d'un jour ou je n'étais pas présent, l'imprimante est arrivé à court de Pla, lorsque je suis rentré j'ai coupé la machine pour recommencer l'impression que ne me plaisais pas et racheter un bobine de Pla, seulement quelques jours après j'ai voulu nettoyer la "tête" d'impression je l'ai démonté du rail et je l'ai retrouvé dans l'état que vous voyez sur les photos ci-dessous. Savez vous ce qu'il aurait pu se produire ? Je dois juste remplacer le Hot End ou plus de chose ? (l'imprimante est pour le moment entièrement d'origine) et surtout est ce dangereux de faire tourner la machine lorsque je ne suis pas là ? Merci a vous pour vos retours. Bonne journée.





-
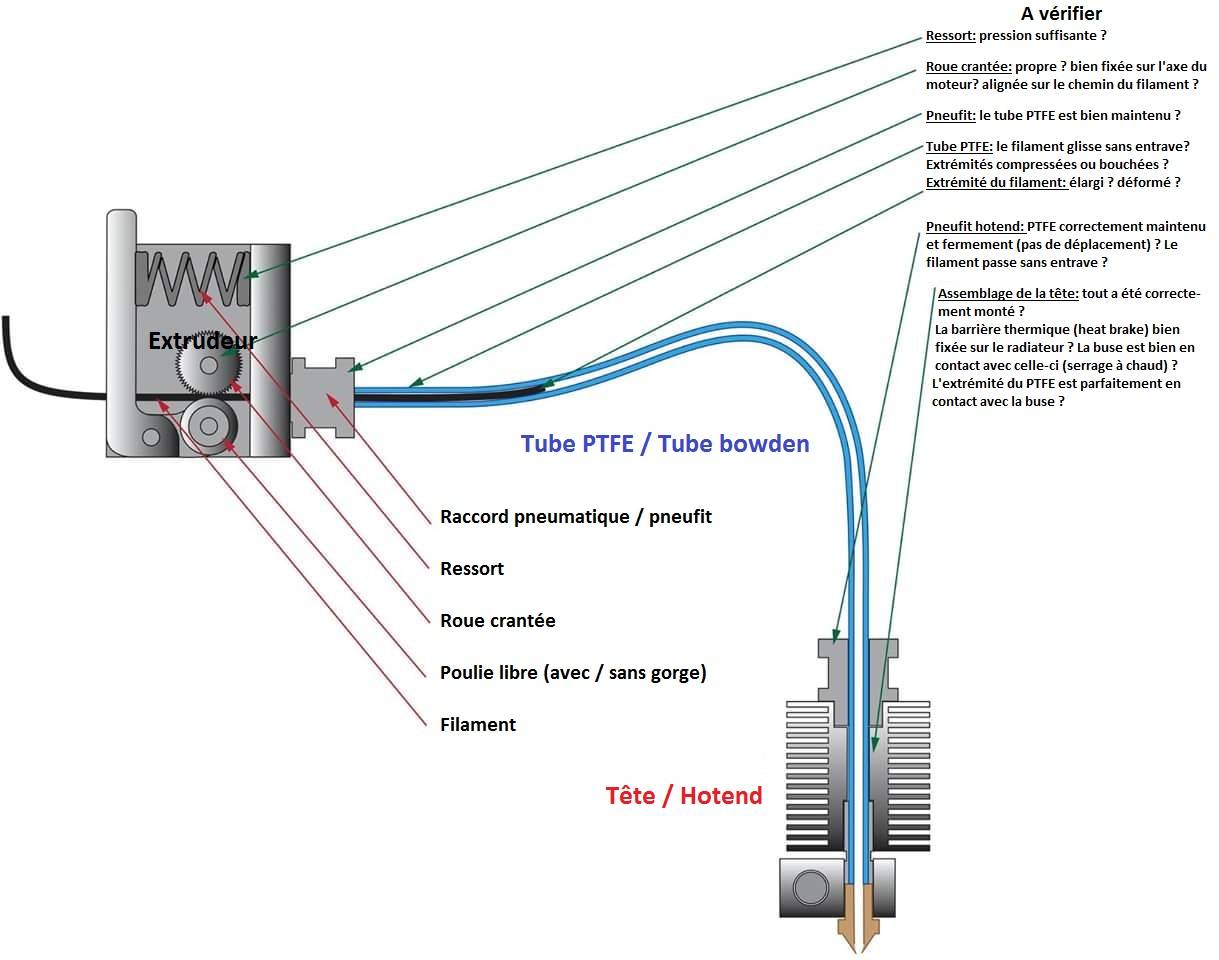
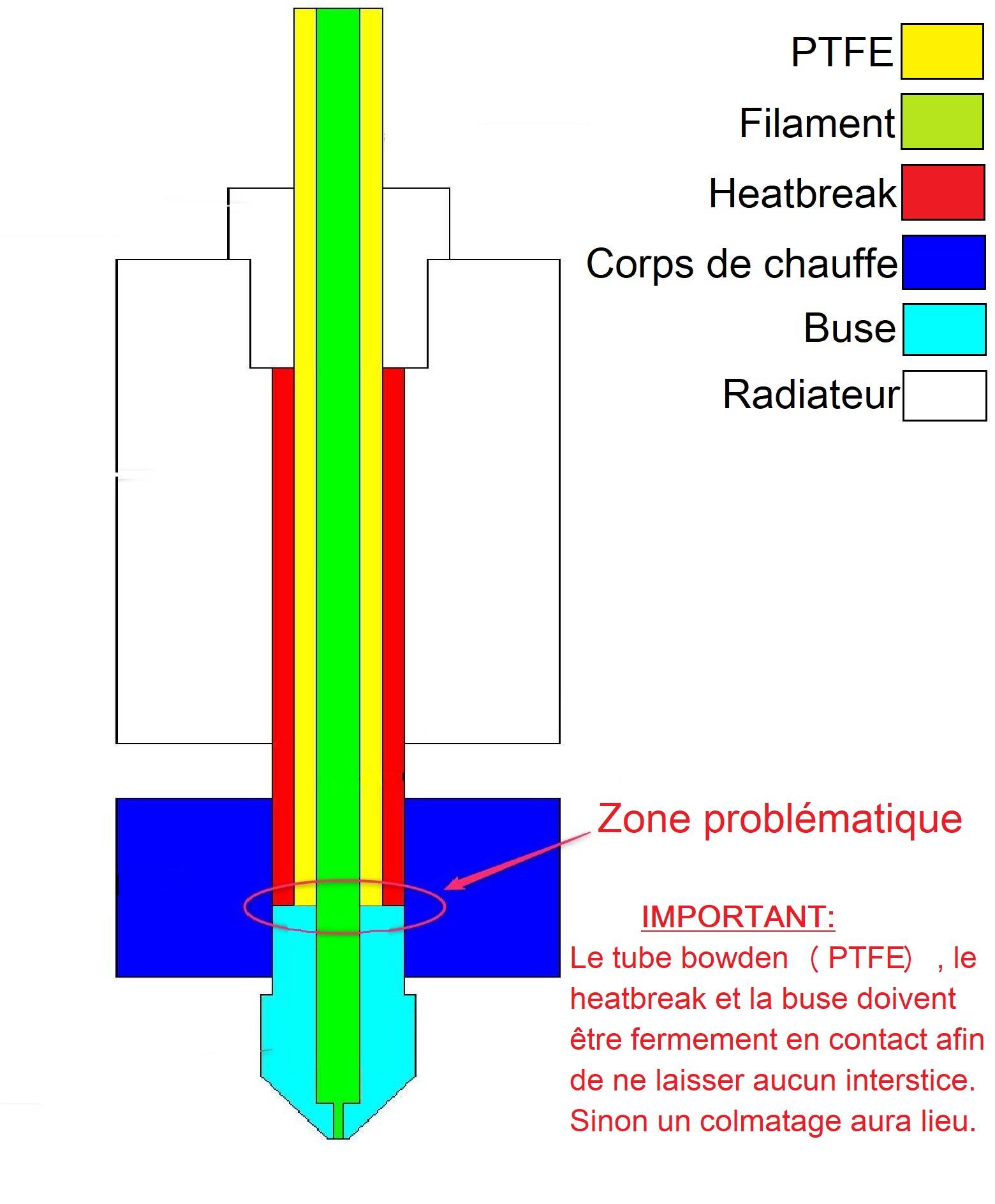
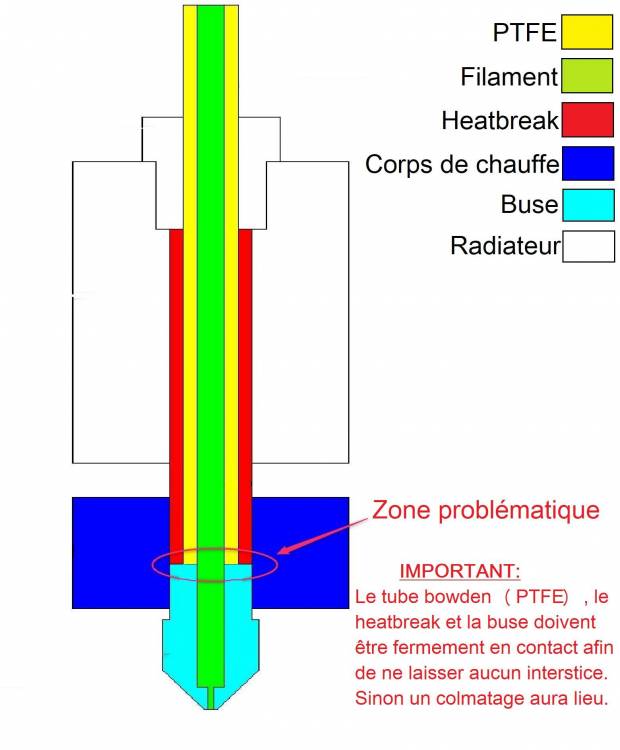
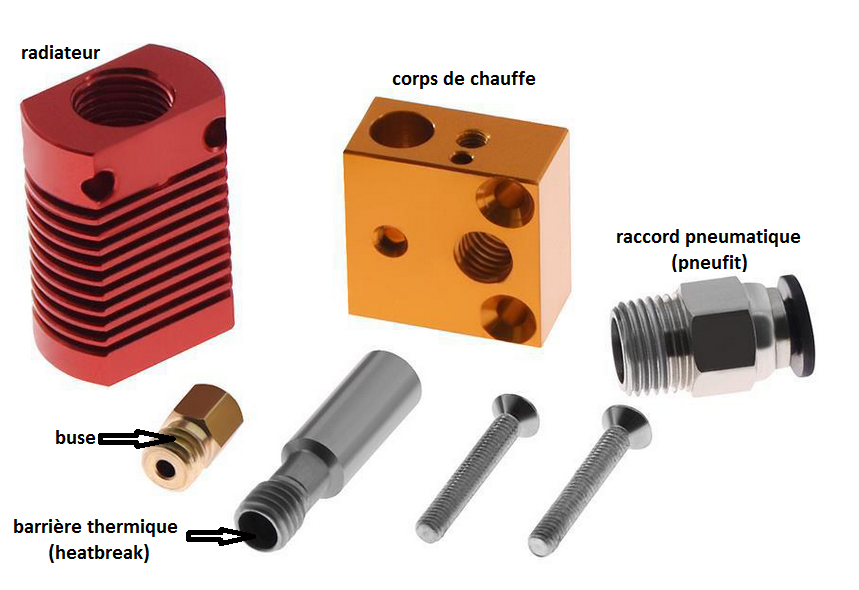
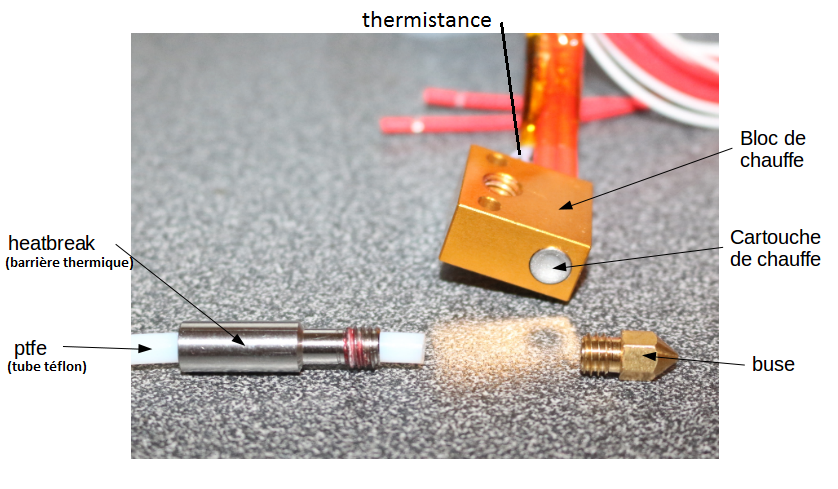
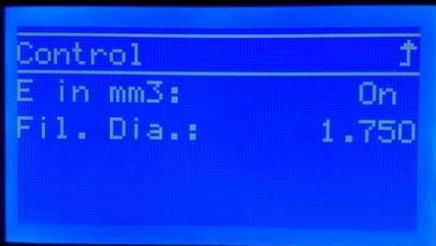
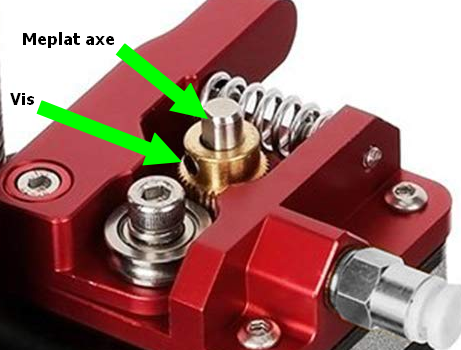
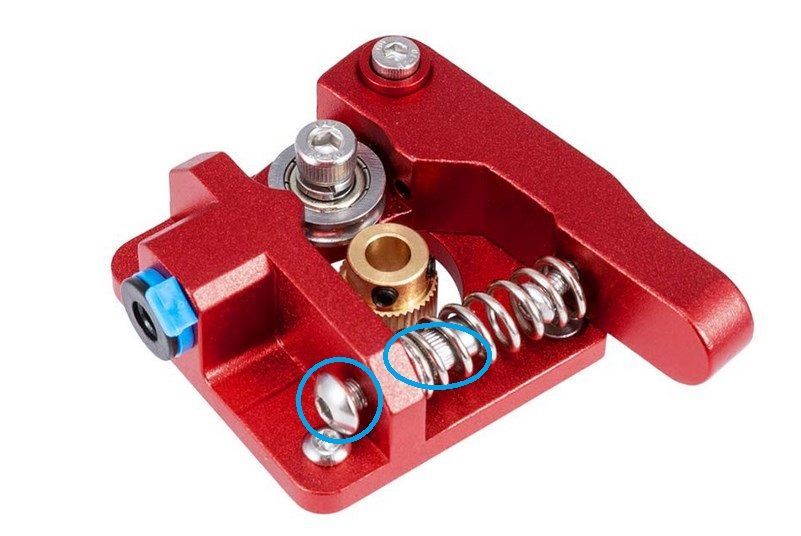
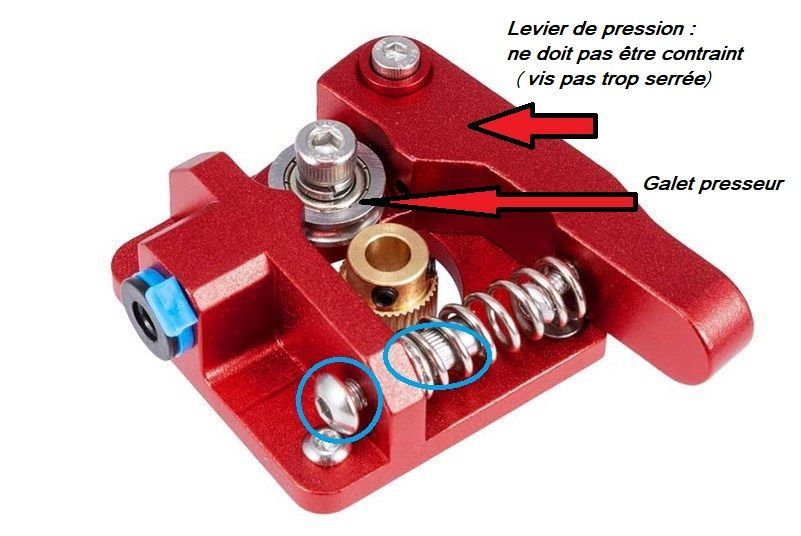
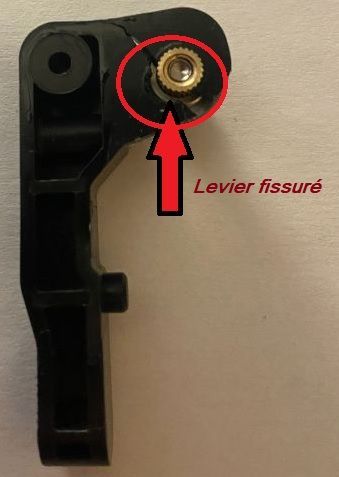
 «En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur». Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse : le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte, à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici). Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm). Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament. A) La partie entraînement du filament : le moteur, la roue dentée / crantée, le levier de rappel (ressort, galet / roue crantée). B) La partie guidage du filament : pneufit en sortie de l’extrudeur, tube PTFE pneufit de la tête C) La partie tête : zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement), zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE), zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe). Vérifications à effectuer : A) le moteur (connexions, couple, Vréf) la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas) le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien ) le ressort de rappel B) le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins. les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans. C) C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude. En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C). En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées. En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler. Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse. Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal). Voici ce qui se passera : Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée. Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs : <EDIT> Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm. Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel) <EDIT 2> Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»: Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique : (information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ). <Complément> @Yellow T-potliste également des causes possibles à un extrudeur qui claque : <EDIT> Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment ). La solution, dans ce cas : soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur, soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC. ____________________________________________________________________ Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :
«En cas d’éponge, à la sous-extrusion il faut que tu songes» @volavoile Afin de remédier aux problèmes d'extrusion que tout imprimeur rencontrera tout ou tard, il est utile de comprendre le fonctionnement de l'ensemble des éléments que constitue un «extrudeur». Pour se mettre en jambe, un dessin valant mieux qu’un long discours, voici le parcours du filament de la bobine jusqu’à la buse : le filament entre d’un côté de l’extrudeur (en anglais : feeder), il est poussé vers la sortie en étant pris en sandwich d’une part par une roue dentée (qui mord dans celui-ci) fixée sur l’axe du moteur E(xtrudeur) et d’autre part par une poulie libre (ou une autre roue dentée, cela dépend du modèle d’extrudeur). Le flanc de cette poulie presse sur le filament. Celle-ci est montée sur un levier équipé d’un ressort de rappel pour assurer une pression correcte, à la sortie de l’extrudeur, le filament glisse dans un tube en PTFE (téflon) plus ou moins long qui va jusqu’au contact de la buse (très important) : c’est ce qu’on appelle un système «bowden» (il existe un autre système d’extrudeur appelé «direct-drive» dont je ne parlerai pas ici). Normalement, durant son parcours jusqu’à la buse, le filament reste solide et son diamètre ne devrait pas varier (1.75mm). Comme on le voit sur le dessin ci-dessus, plusieurs éléments peuvent contribuer à une fourniture incorrecte de filament. A) La partie entraînement du filament : le moteur, la roue dentée / crantée, le levier de rappel (ressort, galet / roue crantée). B) La partie guidage du filament : pneufit en sortie de l’extrudeur, tube PTFE pneufit de la tête C) La partie tête : zone froide (radiateur, partie haute du «heatbreak» (barrière thermique / coupe chaleur), PTFE, ventilateur de refroidissement), zone de transition, espace du heatbreak entre le radiateur et le corps de chauffe à l’air libre (PTFE), zone de chauffe (corps de chauffe, buse, bas du heatbreak, PTFE, thermistance, cartouche de chauffe). Vérifications à effectuer : A) le moteur (connexions, couple, Vréf) la roue d’entraînement correctement fixée sur l’axe du moteur (deux vis, une obligatoirement sur le méplat de l’axe), ni trop usée ni avec des dents pleines de filament le levier en lui même (celui en plastique a tendance à se fendre et en plus dessous où on ne le voit pas) le galet presseur (en bon état : tourne librement (roulement à billes non grippé), vis de maintien ) le ressort de rappel B) le tube PTFE qui n’est pas toujours de bonne qualité : le téflon ça glisse, le plastique moins. les raccords pneumatiques (pneufits) sont parfois de piètre qualité, leur rôle est de maintenir le PTFE en place via de petites dents qui mordent dedans. C) C’est la partie qui très souvent conduit aux problèmes d’extrusion. Elle est constituée de trois zones : une froide (radiateur, ventilateur), une intermédiaire, une chaude. En zone froide, le filament doit être solide. Le ventilateur doit être efficace (rarement compatible avec le silence) et assurer son rôle (fonctionne en permanence ou mise en marche au delà de 50°C). En zone intermédiaire, le filament commence à ramollir. En fonction de la distance de rétraction, le filament dans cette zone peut remonter dans la zone froide (ce qui n’est pas forcément souhaité ni souhaitable), particulièrement avec des distances de rétraction élevées. En zone chaude, le filament est liquide, la gravité fait que celui-ci lors des déplacements sans extrusion continue de s’écouler. Avec ce système de guidage du filament qui va jusqu’à la buse (tube PTFE), il existe une zone problématique : la jonction extrémité du PTFE, bas du heatbreak et haut de la buse. Si le moindre espace existe à cet endroit, un colmatage (bouchage si vous préférez) se produira tôt ou tard (généralement plutôt tôt que tard en vertu de la loi de Murphy, autrement appelée loi de l’em…dement maximal). Voici ce qui se passera : Le filament va créer un bouchon plus ou moins solide alors qu’on cherche à avoir un filament qui passe de solide à liquide avec une phase intermédiaire «ramolli» ; le filament solide va avoir de plus en plus de mal à s’écouler. La sous-extrusion se mettra alors en route et la pièce imprimée ne sera pas celle espérée. Mais si c’est le cas, tout n’est pas désespéré : @Titi78 a mis au point une procédure qui a déjà dépanné de nombreux utilisateurs : <EDIT> Une autre cause de sous-extrusion à laquelle on ne pense pas toujours et qui n'est pas liée au matériel mais au logiciel: une déclaration erronée du diamètre de filament utilisé dans les trancheur (slicer): 2,85 au lieu de 1,75mm. Donc penser à vérifier que celui-ci correspond bien (matériel et logiciel) <EDIT 2> Certains modèles de Creality (Ender 5 pro par exemple) permettent de régler l'extrusion du filament en mode «volumétrique»: Dans ce cas, bien vérifier que le nombre de pas de l'extrudeur est 2,4 fois celui normalement déclaré dans le firmware (ex: firmware sans extrusion volumétrique de 93.0, avec extrusion volumétrique il faut passer cette valeur à 223,2) ou la meilleure solution, désactiver cette option en la passant à «off» afin d'utiliser le mode d'extrusion classique : (information provenant de ce post où @DBC3D et @Idealnight ont permis la résolution du problème, le facteur multiplicateur a été rectifié (de 2 à 2,4) ). <Complément> @Yellow T-potliste également des causes possibles à un extrudeur qui claque : <EDIT> Une dernière cause possible avec les cartes mères Creality équipées de pilotes silencieux (TMC) est l'activation du «linear advance» qui au bout d'un certain temps (plus ou moins rapide, c'est selon) va complètement stopper l'extrusion de filament: le moteur s'arrête mais l'impression continue (dans le vide évidemment ). La solution, dans ce cas : soit le désactiver totalement via l'ajout d'un G-code «M900 K0» au début du Gcode de démarrage du trancheur, soit mais cela nécessite de passer par la case CB, remplacer la carte mère Creality par un modèle concurrent gérant correctement le mode UART des pilotes TMC. ____________________________________________________________________ Pour conclure, un peu de terminologie afin de parler le même langage quand on demande de l’aide :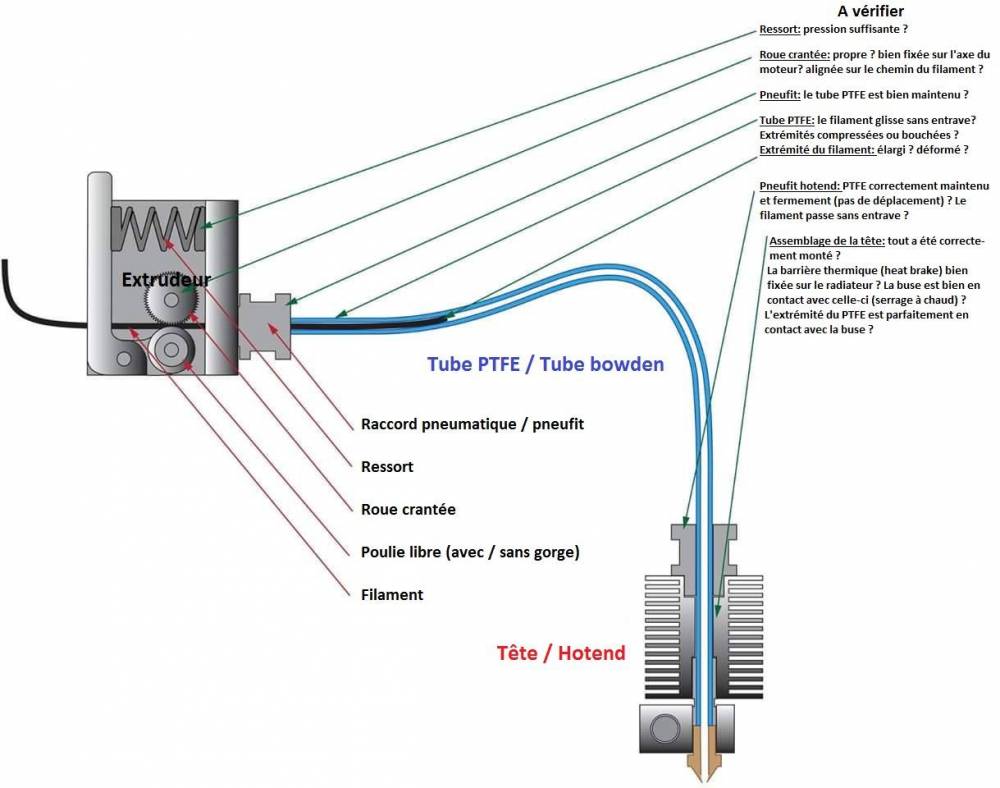

- 18 réponses
-
- 25
-

-

-

-
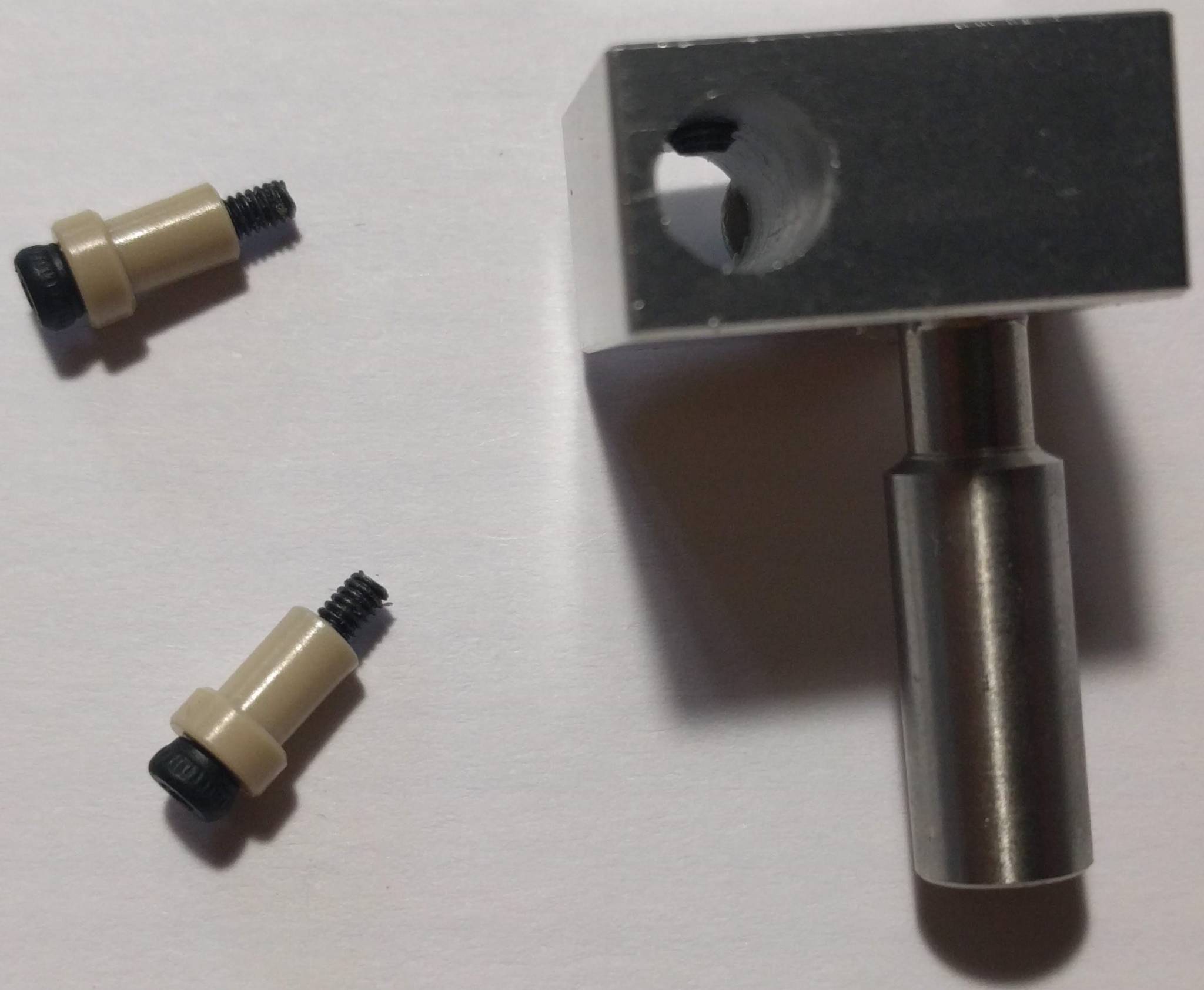
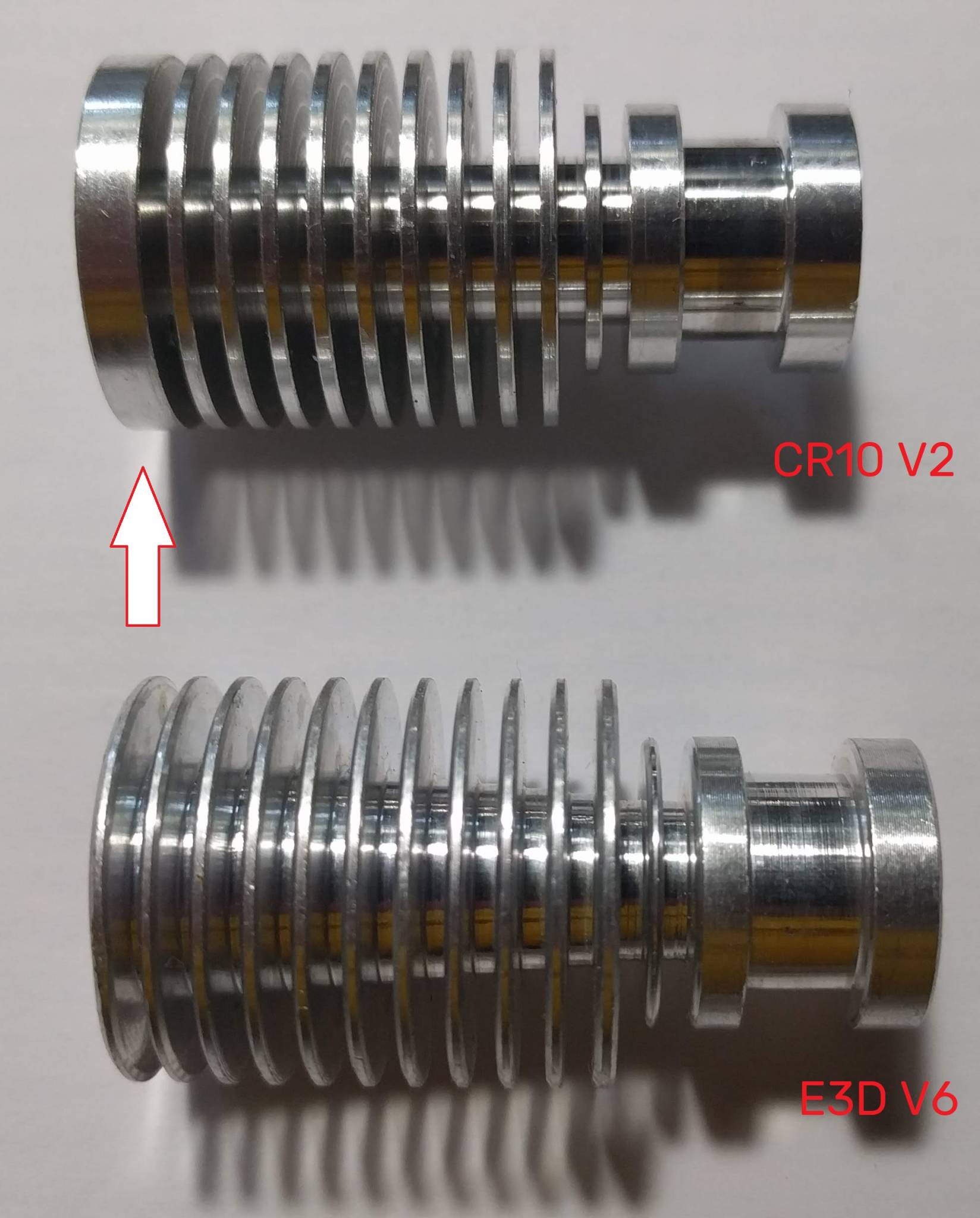
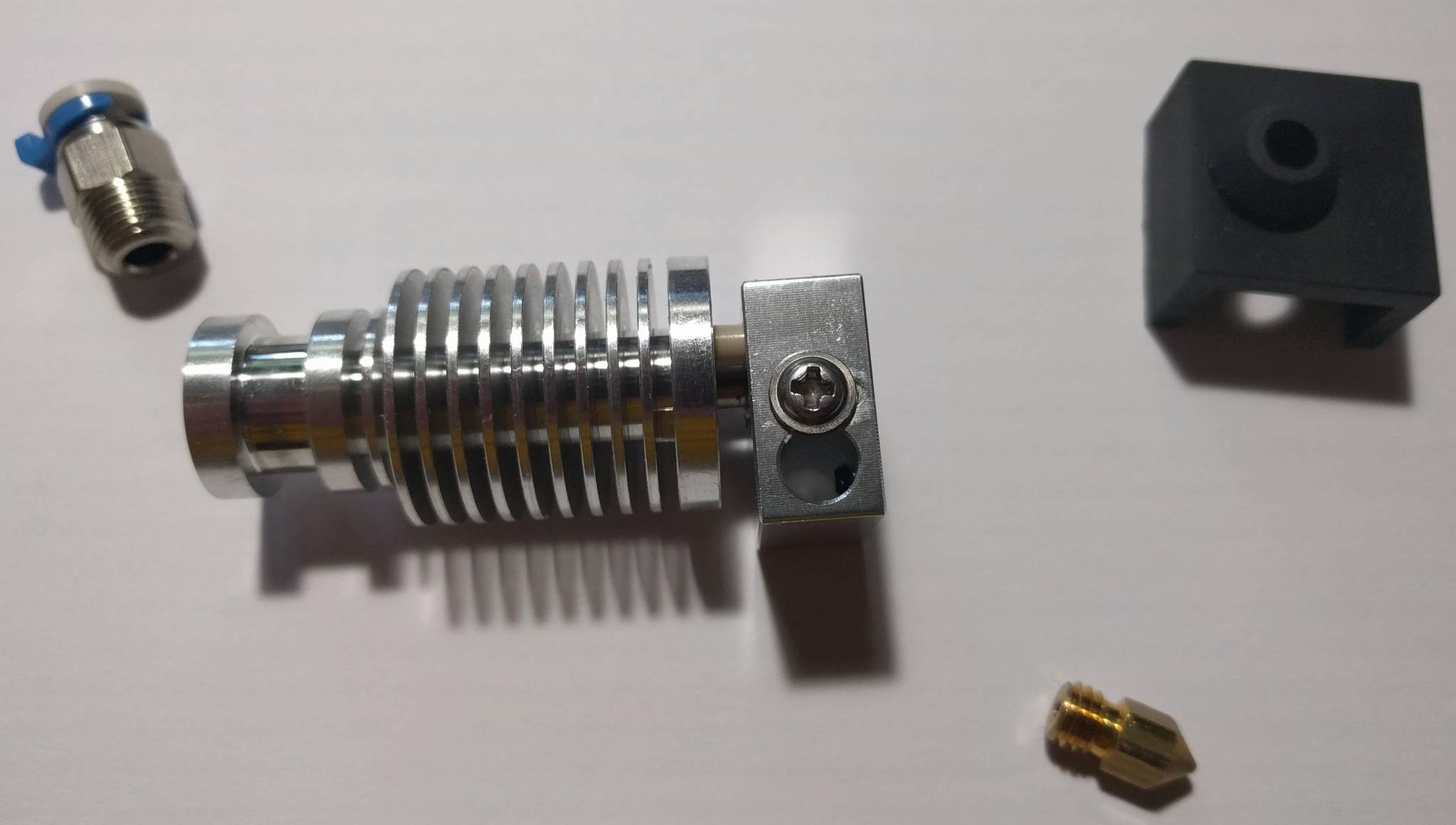
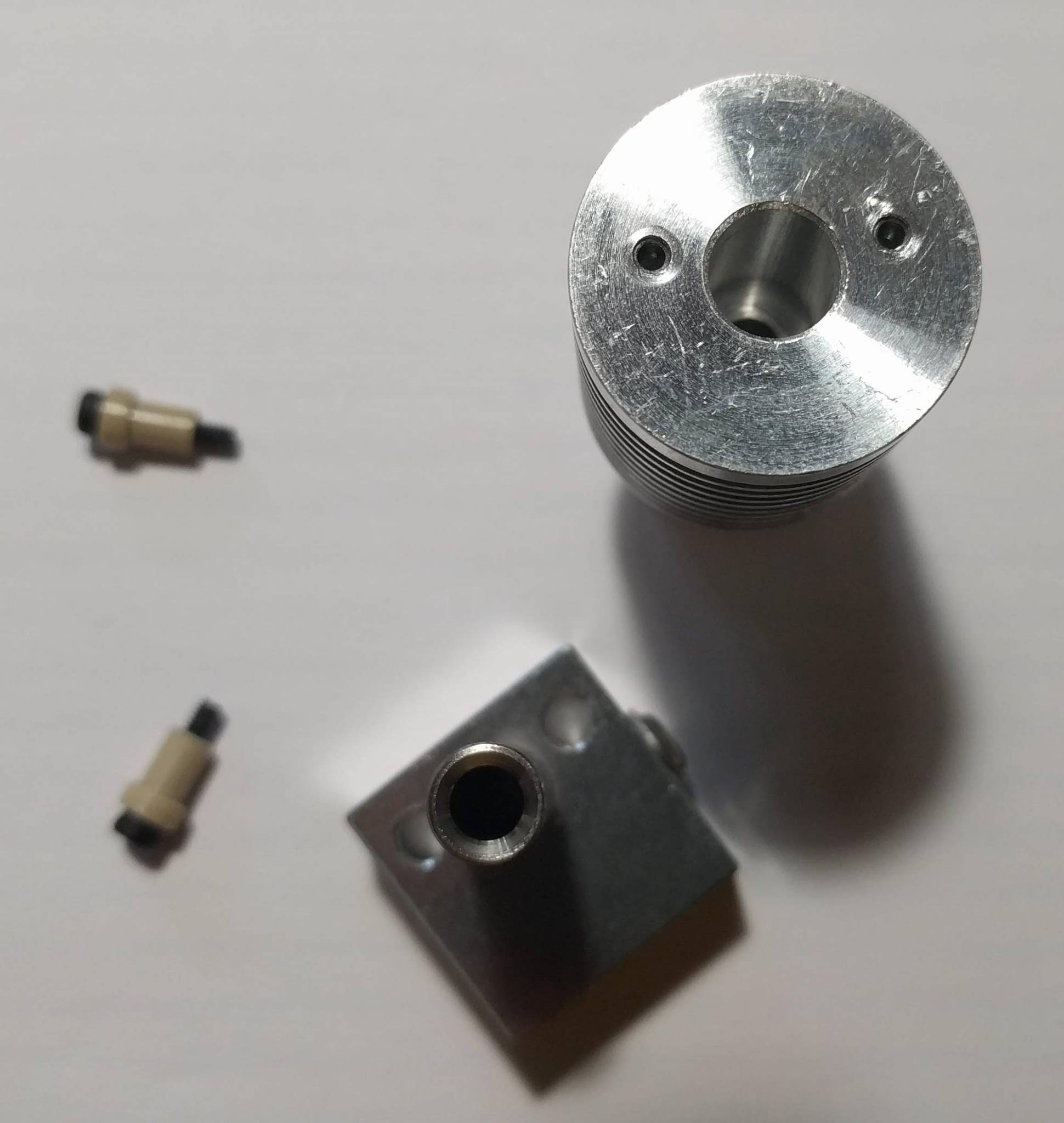
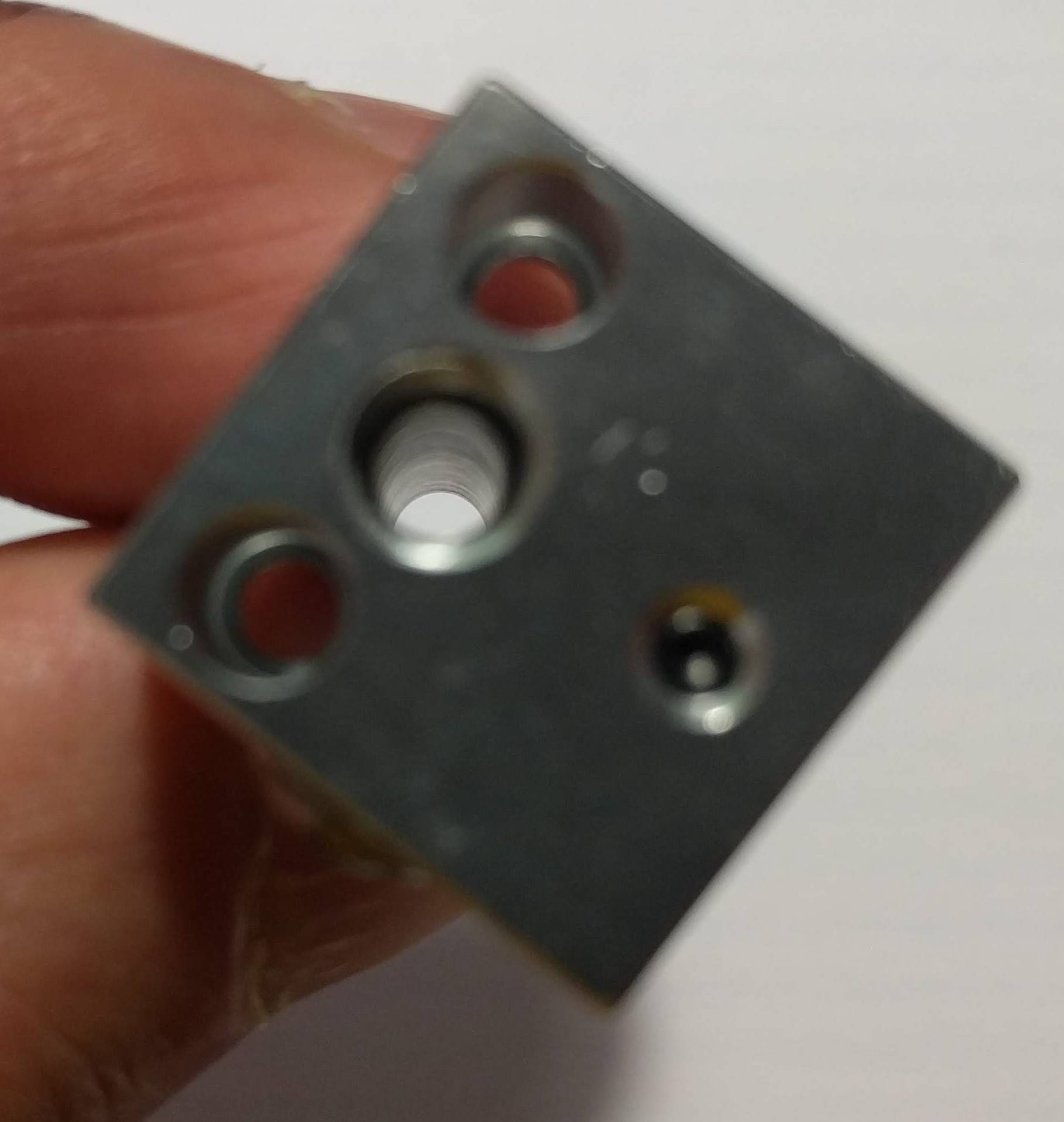
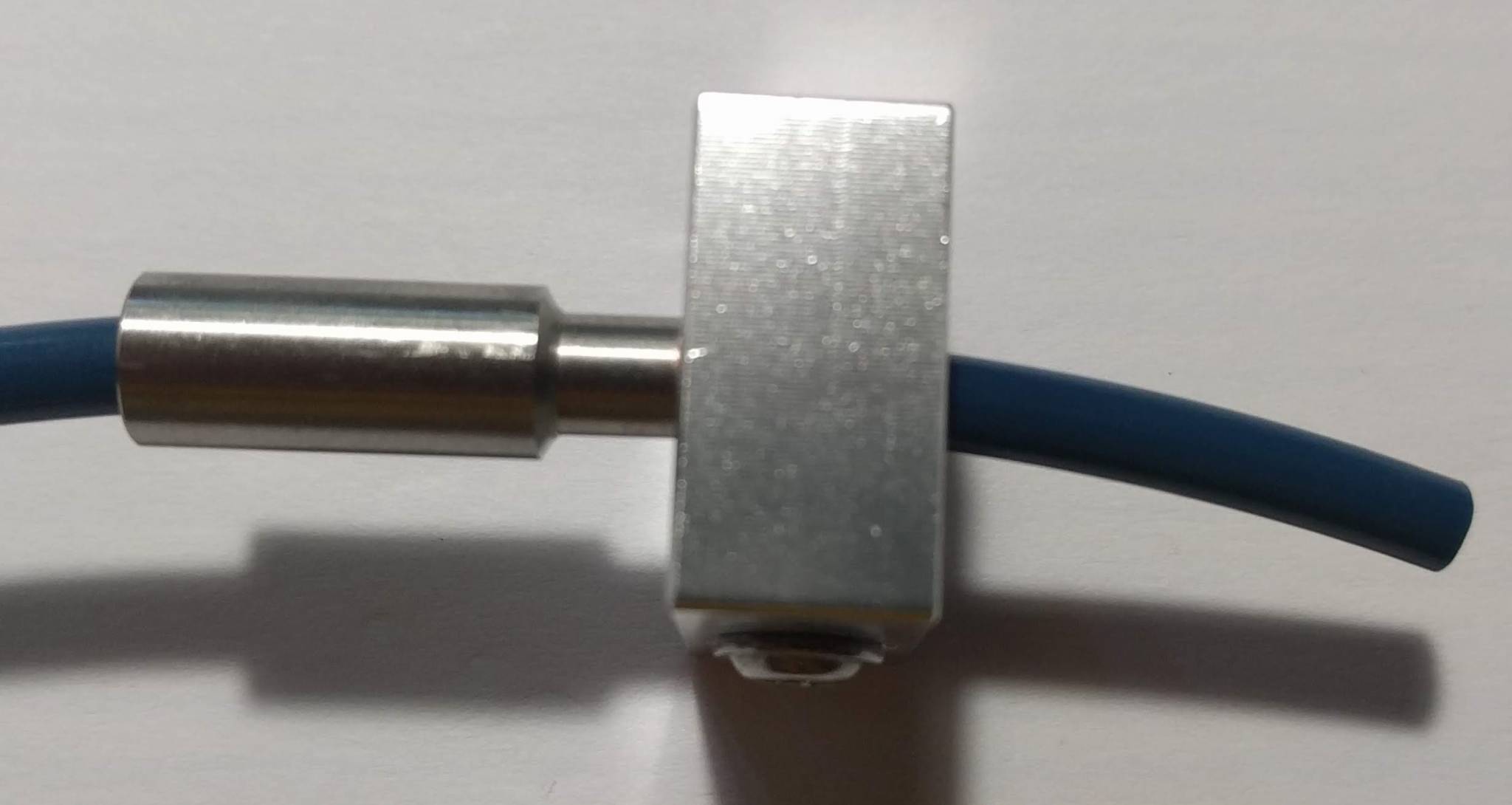
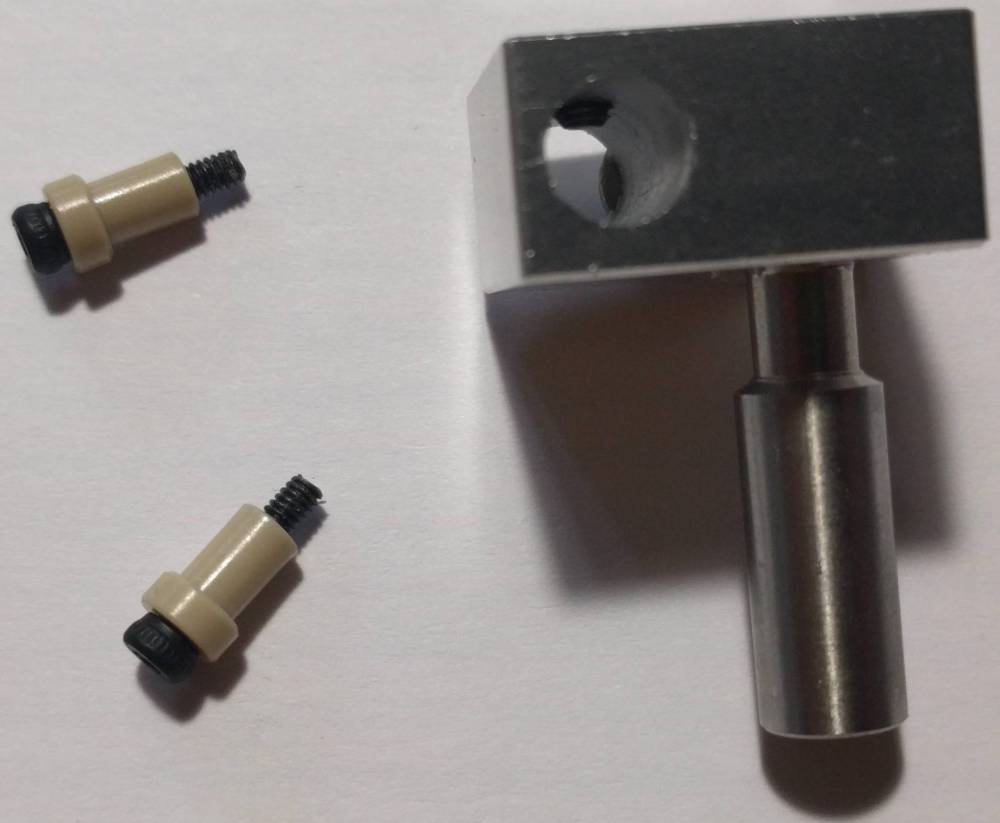
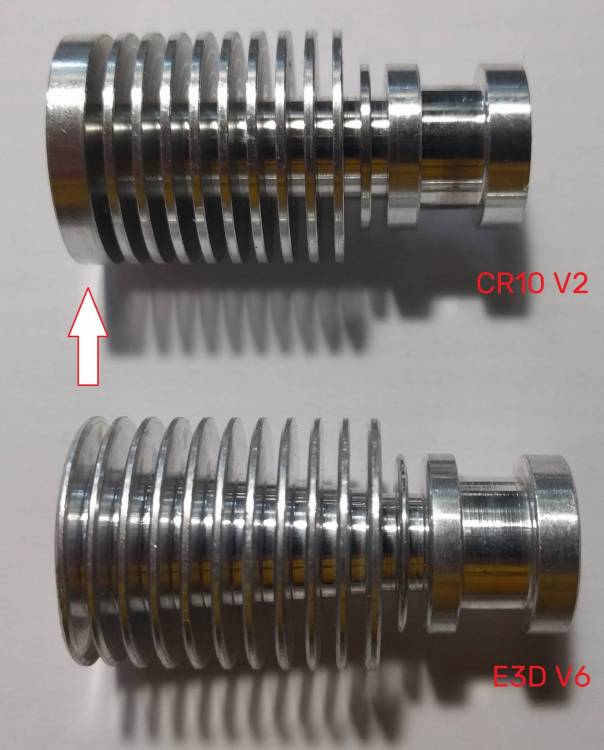
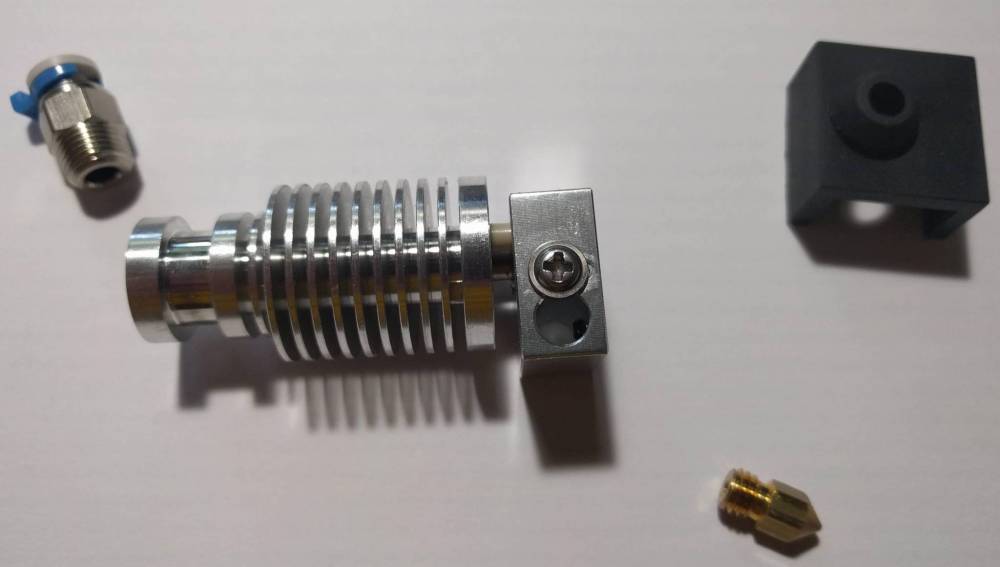
La tête des CR10 V2 est différente d'une E3D V6. Creality actuellement ne la met pas (encore) en vente sur leur site mais au moins un revendeur sur Ebay en propose (complète ou tête seule). J'en ai donc acheté une pour voir de quoi il en retourne. Voici la tête à la réception du paquet provenant du Royaume-Uni (le restera-t'il, that is the question) : Premier désassemblage (après avoir chauffé le bloc de chauffe avec le pistolet thermique de ma station de soudage pour dévisser la buse): Second désassemblage, démontage du bloc de chauffe du radiateur en dévissant les deux vis qui le maintiennent: Le bloc de chauffe est différent des blocs habituels, le passage des deux vis avec leur entretoise (quelle matière ?, j’espère simplement qu'elle est capable de subir les températures d'extrusion sans dégradation) est muni d'un épaulement intérieur. Cela permet de régler l'espacement entre le bloc de chauffe et le bas du radiateur. On peut le deviner sur la photo (floue) ci-dessous : Le heatbreak est de type «bore»: le PTFE le traverse de part en part pour aller au contact de la buse. Avantage: le PLA glissera facilement jusqu'à la buse. Inconvénients: températures d'extrusion limitées à moins de 250°, obligation de mettre le PTFE (son extrémité ayant évidemment été coupée d'équerre) en contact avec la buse sous peine de colmatage et de sous-extrusion voire plus d'extrusion du tout. Comparaison des radiateurs CR10V2 / E3DV6 : Les dimensions des radiateurs sont proches mais pas identiques: hauteur (E3DV6 42.75mm, CR10V2 43mm), diamètre identique (22.3mm). La E3DV6 est munie de 11 ailettes de refroidissement, la V2 de 10; la dixième et onzième sont fusionnées pour permettre le taraudage des passages des vis de maintien du bloc de chauffe. On peut noter aussi que le passage externe du heatbreak est cylindrique pour la V2, tronconique pour la E3D. Sur la E3D, le heatbreak est vissé à l'intérieur du radiateur; sur la V2, il est totalement libre et n'est maintenu que par les vis du corps de chauffe. Mon avis (tout le monde ne le partagera probablement pas): c'est une tête hybride; pseudo radiateur E3D actuellement introuvable seul, corps de chauffe idem. Pourquoi Creality qui utilise des matériels E3D (extrudeur Titan original pour la tête «direct-drive» de la V2) n'a pas mis une E3DV6 (ou un clone de bonne qualité (Triangelabs, Mellow store)) ? Même erreur que la tête des CR10S Pro avec son filetage au pas «étrange». Je pense à terme remplacer la tête de ma CR10 V2 par une E3D (pas originale mais par un clone de qualité ou une XCR-BP6 ou la Dragon Hotend ou la Crazy Hotend )la hauteur «hors-tout» (62.5 - 63 mm) des deux têtes complètes est quasiment la même (de toute façon, j'utilise un BLTouch) et surtout les pièces de remplacement sont facilement trouvables (et à des prix raisonnables).



-
Chers tous, J'ai démonté la tête d'impression de ma CR-10 V2 pour la nettoyer et j'ai endommagé le connecteur de la thermistance et de la cartouche de chauffe. J'ai commandé une tête complète sur Banggood, ça m'en fera une d'avance. En attendant, je pensais changer la thermistance, la cartouche de chauffe et le corps de chauffe avec des pièces sur eBay. J'aurai besoin de votre aide sur plusieurs points : 1) y-a-t-il une polarité à respecter pour la cartouche de Chauffe / la thermistance (je pensais faire un raccord avec des prises à sertir au niveau de la tête plutôt que de tout recabler) 2) la CR-10 V2 est bien en 24V pour la cartouche de Chauffe ? 3) pendant que j'y suis, y-a-t-il un upgrade que vous me recommanderiez plutôt que de repartir sur la hotend d'origine (j'imprime essentiellement du PLA, et j'aime bien utiliser des buses de grosse taille (0.6 à 0.8) sur ma CR-10 V2 (j'ai une ender 3 pour la buse de 0.4). Je pense que c'est pour cela que mon corps de chauffe s'était encrassé car je le sollicite beaucoup avec mes grosses buses. 4) sur amazon, il y a des cartouches "50W" c'est une bonne idée ou bof ? https://www.amazon.fr/Chauffe-cartouche-céramique-Thermistors-imprimante-Eewolf/dp/B08HCLD2FM/ref=sr_1_5?__mk_fr_FR=ÅMÅŽÕÑ&dchild=1&keywords=thermistance+cartouche+chauffe&qid=1625947936&sr=8-5 Un grand merci pour votre expertise. Hervé
-
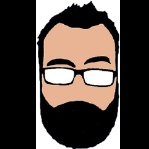
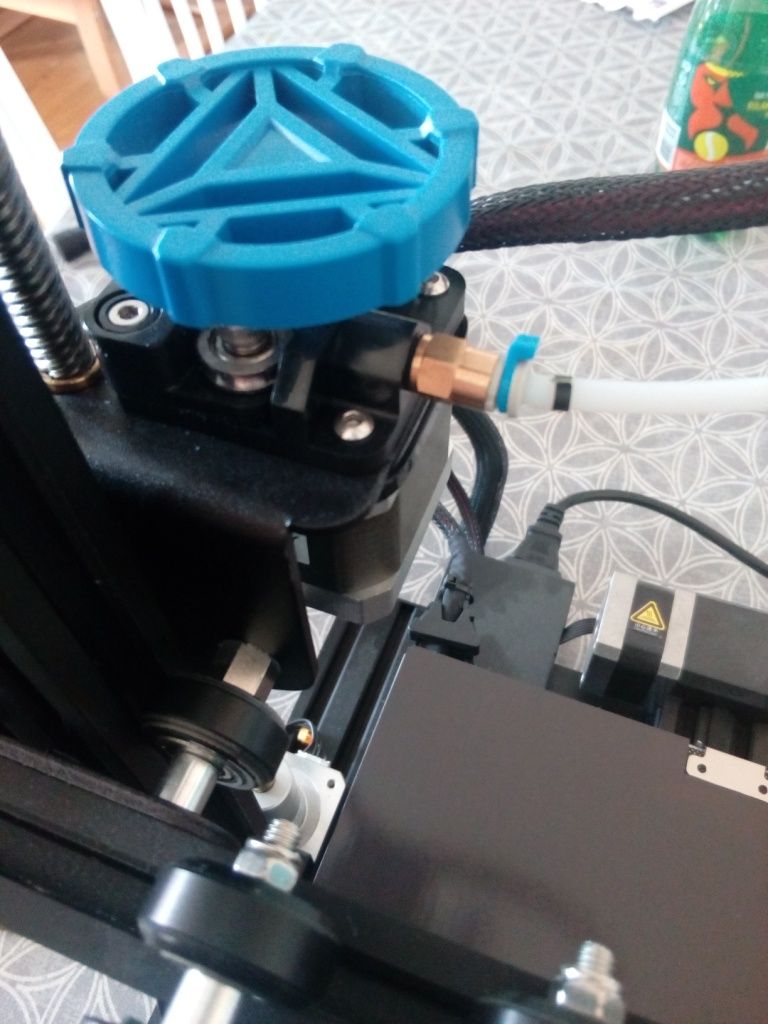
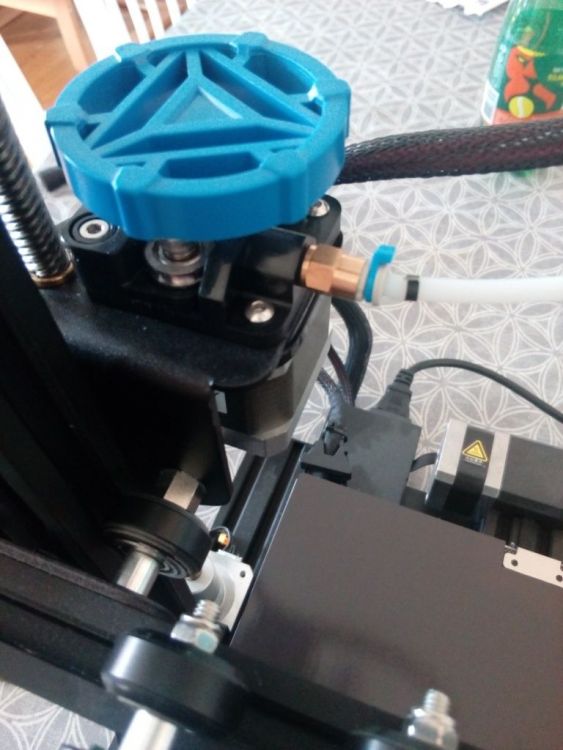
Hello les gens, Comme j'ai le problème bien connu du tube PTFE qui se balade dans le raccord pneumatique de l'extrudeur pendant les impressions, et comme je ne veux pas faire marcher le commerce en achetant un kit PTFE avec de zolis raccords, notamment parce que mon raccord de Hotend est parfait tel quel et que je n'ai pas envie de démonter ma tête ; j'ai décidé de régler le problème du raccord d'extrudeur moi même. La modification de mon raccord d'origine ne m'a coûté que l'impression d'une petite bague de rattrapage de jeu en PLA et vous pouvez en faire autant cool non ? En fait le problème est simple. La griffe métallique qui maintien le tube, se déplace dans le raccord. Et le tube avec... Donc l'idée est de caler cette griffe... En fait, il y a un espace de 1,3mm entre la griffe et le joint torique. Dont je ne vois pas l'utilité si ce n'est de faciliter l'introduction du tube. Le principal problème était de comprendre comment démonter ce raccord sans rien casser. C'est chose faite ! Donc comme tout fonctionne bien je partage. ATTENTION ! Avant de commencer à démonter le raccord veillez à imprimer la bague de rattrapage de jeu à moins que vous n'ayez un raccord supplémentaire que vous pouvez modifier avant de démonter celui de votre imprimante bague de rattrapage.stl Si vous voulez la faire vous même : Rayon extérieur 3,3mm rayon intérieur 2,3mm hauteur 1,4mm Le problème du tube baladeur est facile à observer en collant un petit bout de scotch sur le tuyau. Pendant les mouvements de l'extrudeur on voit le scotch faire des va-et-vient. Le but est de démonter ce raccord... Pour obtenir ceci. Vous la voyez la petite griffe ? Laissez-la dans le support, je l'ai extraite simplement pour vous montrer à quoi elle ressemble. En premier repoussez avec un petit tournevis, l'un des deux crochets qui maintiennent la tulipe. Calez le côté en partie libéré avec l'ongle et faites la même chose de l'autre côté. Plus qu'a enlever la tulipe On obtient ceci Ensuite il faut enlever le support de griffe. Pour ce faire il suffit d'introduire notre petit tournevis entre le métal et l'un des 4 crochets et de faire levier petit à petit sur chaque crochet successivement. Sur la photo le plastique à souffert un peu mais je l'ai démonté des tas de fois pour mes essais. Le second, celui que j'ai réinstallé sur la machine est nickel ! Les crochets sont entre les rainures. On obtient ceci Puis on retire le joint. La griffe reste dans son support comme sur la photo. Elle est chiante à remettre et ça ne présente aucun intérêt de la retirer. On positionne la jolie petite bague de rattrapage.... Que j'ai oublié de vous dire d'imprimer ! Mais c'est plus possible vu que le raccord est démonté... Donc j'édite le début... Bien au fond On replace le joint, puis le porte griffe puis la tulipe et maintenant on peut sentir un effet de ressort quand on presse la tulipe. Il faut se munir un objet de 4mm de diamètre... On l'introduit plusieurs fois dans le raccord en butée pour vérifier que tout fonctionne parfaitement Et voilà ! Plus qu'à remonter le raccord à sa place (ou à la place de l'autre), enfoncer le tube PTFE bien à fond, remettre la petite clavette bleue et si vous avez tout bien fait vous avez économisé 20 balles. Bravo ! Bon courage !












-

Problème de HotEnd ou d'extruder...
PLFmoto a posté un sujet dans Discussions sur les imprimantes 3D
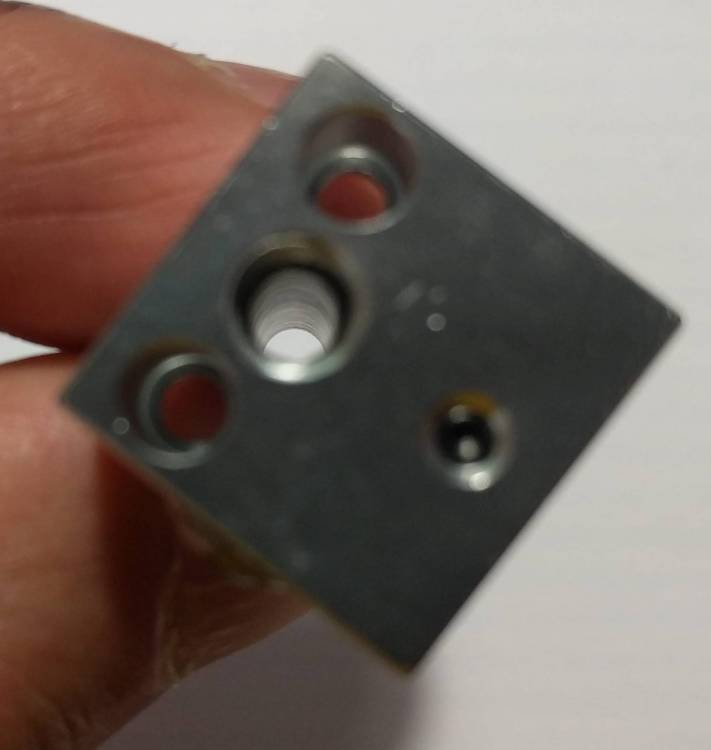
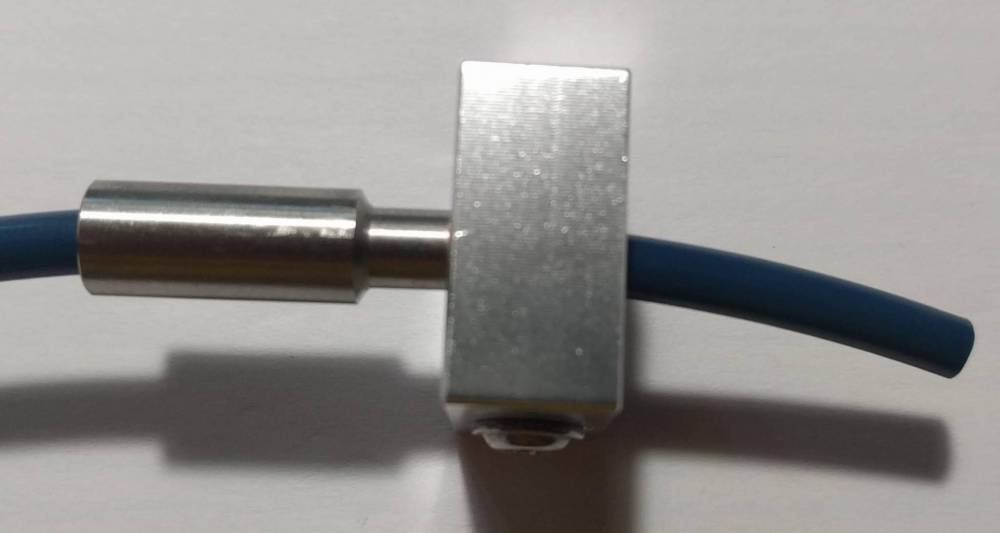
Salut les gars, je suis en train de bosser sur une Sunlu qui est équipé d'une HotEnd pas très courant... Voilà la bête : Il est composé d'un PneuFit en haut sur lequel s'arrête le PTFE. (il ne le traverse pas comme à l'habitude) A gauche un PneuFit std, à droite celui de la Sunlu Ensuite, on a un tube entièrement fileté avec un tube PTFE à l'intérieur Le bloc de chauffe (MK8 monté à l'envers avec les câbles à gauche) et la buse de 0.4 Alors, le problème est que le filament a du mal à sortir de la buse comme le montre la vidéo : Bien entendu, la buse est neuve et n'est donc pas bouchée... Quelqu'un aurait une idée ? Peut être @fran6p ou @Yo' ou n'importe qui d'ailleurs, je suis preneur de toutes pistes...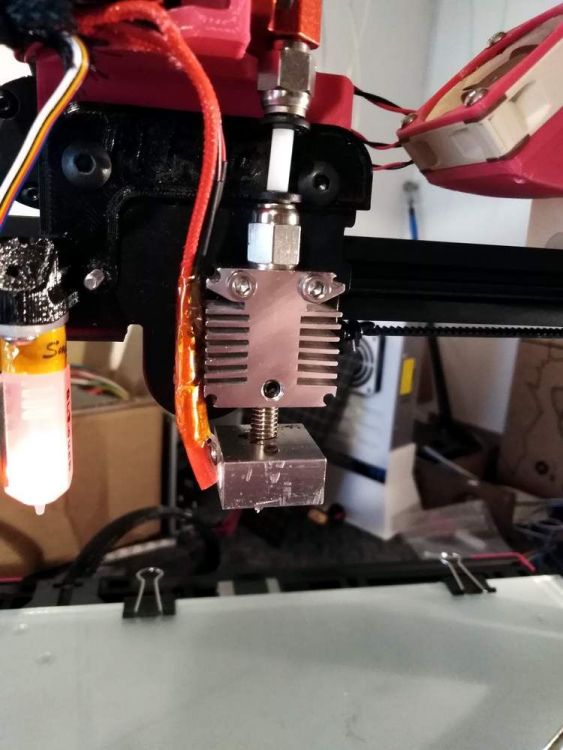

-

Bouchage de ma e3dv6 pendant le print...
François Guyot a posté un sujet dans Discussions sur les imprimantes 3D
Bonsoir, J'ai récemment acheté un clone de e3dv6 de chez Mellow: https://fr.aliexpress.com/item/33040074653.html?spm=a2g0o.detail.1000023.15.421c4d4aHmIY2w pour que ma ender 3 imprime à une température plus élevée sans nuire à mes poumons à cause du PTFE amené à haute température. Après réception, je monte la e3dv6 sur mon hero me gen 3 fraîchement imprimé, et je brise malheuresement le heatbreak qui semblait de bonne qualité au serrage final à chaud de la buse... J'en rachète donc sur eBay pour 4e les deux avec fdp compris, et il arrivent quelques jours après... Mais le soucis, c'est que j'obtiens des bouchages avec mon PLA après environ 30 minutes d'impression. (à noter que je n'ai donc pas pu tester une seule impression avec le break de base) J'ai bien monté ma hotend comme décrit par la vidéo officielle, donc la buse est bien enfoncée sur le heatbreak, j'ai mis de la bonne pâte thermique sur le filetage supérieur du heatbreak avant de visser le sink, et l'ai montée sur mon hero me gen 3. Mon PTFE est également bien placé et coupé bien droit, et un ventilo axial 4020 sunon en 24V souffle en permanence sur le sink. J'ai monté temporairement un clone de BMG qui fonctionne à merveille en bowden pour éliminer l'option "extrudeur MK8 merdique" et le résultat est un peu meilleur, mais toujours un bouchon au même moment (juste un peu moins de sous-extrusion au début du print). On peut voir sur cette magnifique photo l'étât du bouchon Je me retrouve dans une impasse... Soit je polis le heatbreak, soit j'achète un nouveau break (en cuivre?: https://fr.aliexpress.com/item/4000773237630.html?spm=a2g0o.cart.0.0.1fe13c00L31x8p&mp=1) ou un officiel Soit je rachète une e3d de la même marque histoire de repartir de zero et croiser les doigts pour ne pas merder... Un grand merci d'avance pour votre aide, excellente soirée à vous. -

bouchage de buse et claquement extruder + buse en acier
Invité a posté un sujet dans Discussions sur les imprimantes 3D
Bonjour, Je vous explique mon problème, j'ai du filament cuivre et aussi, or. (même problème sur les deux) et une crealitty ender3 Au bout de quelques heures genre 3 4 heures l'extruder émet un claquement est la buse finie bouchée le problème est présent avec les filaments indiqués dans le lien amazon Quelques liens vers le matériel LES BUSES ACIER (j'utilise une buse en 0,5 mm) https://www.amazon.fr/gp/product/B07JFTHNK7/ref=ppx_yo_dt_b_asin_title_o03_s02?ie=UTF8&psc=1 les filaments qui on besoins de buse en acier il me semble : https://www.amazon.fr/gp/product/B08393S4CR/ref=ppx_yo_dt_b_asin_title_o03_s03?ie=UTF8&psc=1 Marque en vitesse d'impression 30-60mm/s = j'ai mi à 50 mm/s pour la température 192-220 j'ai lu que les buse en acier avait une mauvaise conduction de chaleur est qu'il fallait augmenter la température de 15 voir 25 j'ai pousser a 245, j'ai fais des tests aussi a 230,235,225 mais rien y fais sois sa n'adhère pas a la couche suivante (manque de température) sois sa claque coté extruder a cause d'un bourrage Sur cette photo voici l'impression et la tête du ptfe et qui était dans la hothand, je précise y n'a pas de bouchon le bouchon est sûrement dans la buse actuellement l’impression foirer alors que très bien partie a la base après il faut savoir que à cause de ma maladresse parfois ma pince a taper dans le ventilateur et j'ai casser des palle est je devais casser celle a l’opposer pour pas que il vibre actuellement il ne reste que 4 pales. (je vais le changer là) Je parle du ventilo, car après quelques recherche j'ai vue que certain avez des problème de surchauffe au niveau du dissipateur ce qui fessait remonté la chaleur dans le tube ptfe, je pense que mon problème vient de là car avant avec une buse en laiton a 215= filament amazon basic : aucun souci 225 = filament pla flex aucun souci toujours avec buse en laiton Des que je suis passé sur la buse acier que des problèmes donc je pense que avec ce ventilateur je cherche clairement les ennuis tout porte à croire que c'est a cause d'un surchauffe du filament. Pour finir, je donne mes paramètres cura. merci d’avance pour votre aide en espérant avoir donnée suffisamment d'information cordialement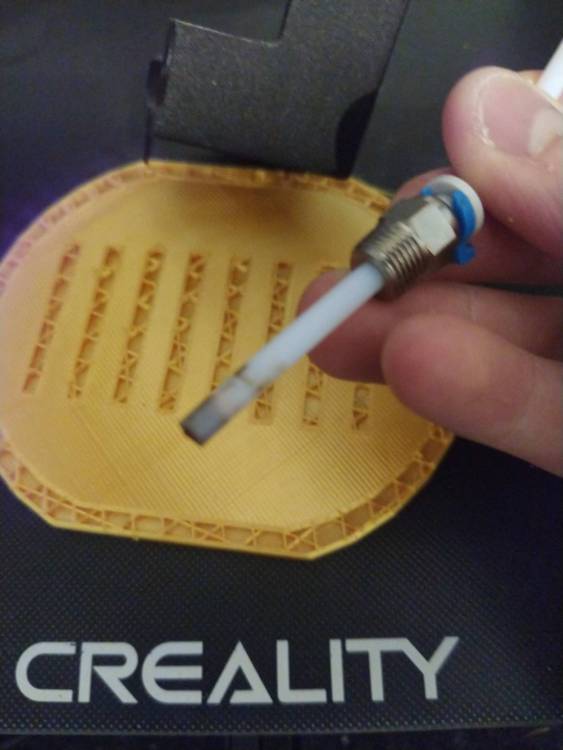



-
Bonjour à tous, Je vais commencer par vous expliquer mon parcours puis à la fin mon problème afin que les plus expérimentés que moi du forum puissent m'aider. Je viens d'acquérir ma 1ere imprimante 3d, une LK4 PRO. Voulant commencer doucement dans le monde de l'imprimante 3d, ce choix parait pas mal pour un faible prix. Cela fait maintenant 4 semaines que j'imprime dans tous les sens avec tous les problèmes possibles. Mais, je m'y étais préparé car c'est le but d'apprendre doucement comment marche l'impression 3D. Mon 1ere objectif a été de rendre mon imprimante beaucoup plus silencieuse en changeant tous ce qui pouvait faire du bruit. Impression d'un nouveau fang pour mettre des ventilateurs plus silencieux, tapis anti vibration, caisson clos, etc... J'ai eu de nombreux problèmes au cours de ces impressions, décollement, buse bouchée, plantage de l'imprimante ou d'octopi, etc. Après de nombreux réglages et tests j'ai réussis à résoudre la totalité de mes problèmes sauf 1 De manière aléatoire, j'ai mon filament qui se bloque ( extrudeur qui clac), en effet il se bloque sur toutes mes impressions qui durent plus d'une heure. Des fois au bout d'1h et mon maxi a été au bout de 4h mais cela m’empêche de faire de grosses impressions. Ce blocage intervient depuis le début avant même mes modifications. J'ai essayé d'imaginer d'où pouvais venir le problème donc j'ai agi par étapes : Au début j'avais ma bobine qui se déroulait difficilement du coup j'ai créé un nouveau support sur roulement à bille et maintenant elle se déroule sans soucis => toujours le problème Peut être un problème de leveling , du coup j'ai refais tous les réglages (espace d'une feuille) => toujours le problème Problème de refroidissement , du coup changement du fang et des ventilos (https://www.thingiverse.com/thing:3603067) => toujours le problème Problème de tête d'impression, je l'ai changé par une nouvelle => toujours le problème Changement de marque de filament => toujours le problème Après de nombreuses heures à fouiller sur le net, je me suis dit que j'avais un problème de dilatation du filament dans la hotend. Si je sors le filament après qu'il se soit bloqué, je remarque qu'il a légèrement épaissis vers la fin. Mais je ne sais pas si cela est du a une chaleur excessive ou au fait que l'extrudeur a poussé dans le vide pendant un moment. J'ai essayé de baisser la température de buse à l'impression de 200° à 195° mais rien n'y fait. Hormis ce problème, les impressions se passent bien. Si je reste sur des petites pièces de moins de 2h, en générale je n'ai pas de soucis et la qualité est très bien. Donc si parmi vous, certain ont une idée d'où peut provenir mon problème cela me sauverais, car pour le moment je suis très limité dans mes impressions
-

CR10 Full Support Aio/Touch_MI/Fan Duct
Fourmi a posté un sujet dans Tutoriels et améliorations pour Creality
Bonjour , ça faisait un petit moment que j'étais sur un MOD pour la CR10, j'avais déja fais un support complet pour installer la hotend ,le capteur Touch_MI et le fan duct. J'ai retravaillé l'ensemble, le plus gros changement se situe au niveau du fan duct et le ventilo de la hotend. le flux est divisé en 2 et il se rencontrent face a face en sortie il est aimanté en 3 points afin de le sortir sans outils ( pièce bleu & rose) Le support de la hotend est pourvu des fixations pour le ventilateur 25mm et le 30 mm avec flux dirigé. Je vous laisse le soin de voir le travail. https://sketchfab.com/models/6dcd191e7b324c6cb586e7f4f8bb3cd0 Si vous voulez essayer les STL sont içi >>https://goo.gl/4QatJB -
Bonjour Quel Hotend me conseillerez-vous en remplacement de celui d'origine sur une Ender3 et qui accepte des buses nitro ? Merci de vos conseils
-

Problème extrudeur bouché à répétition
Pixel3D a posté un sujet dans Entraide : Questions/Réponses sur l'impression 3D
Bonjour, J'ai voulu changer la tête et l'extrudeur de mon iTopie par un extrudeur bowden et une tête accueillant un blTouch. J'ai opté pour ce modèle sur thingiverse : https://www.thingiverse.com/thing:3463166 c'est un remixe de cette hotend : https://www.thingiverse.com/thing:3463166. Ces fichiers sont adaptés à une tête de cr10, j'ai donc acheté cette buse : https://www.aliexpress.com/item/32925732347.html?spm=a2g0s.9042311.0.0.11064c4dNJXkKh (le modèle argenté 12V 50W) et un extrudeur MK8. Mais à chaque impression, au début tout se passe bien puis au bout de quelques couches la buse commence à se boucher (je pense du moins) et elle sous-extrude : Puis plus rien ne sort de la buse, et l'extrudeur racle le plastique qui n'avance plus. Ce n'est pas l'extrudeur le problème car même en poussant le filament à la main il ne sort pas. Par contre lorsque j'extrude du plastique manuellement avec repetier, le plastique est bien extrudé. J'ai déjà essayé : - Test du tube bowden - Démontage complet de la tête avec nettoyage de la buse du tube etc... - Ralentir la vitesse d'impression au plus bas - Augmenter la température de la buse (qui est déjà à 205°C pour du PLA) - Réduire la vitesse max de l'extrudeur /!\ A savoir aussi que j'ai recommencé le paramétrage de marlin à zéro Mais là je bloque... Avez vous des idées svp? cordialement.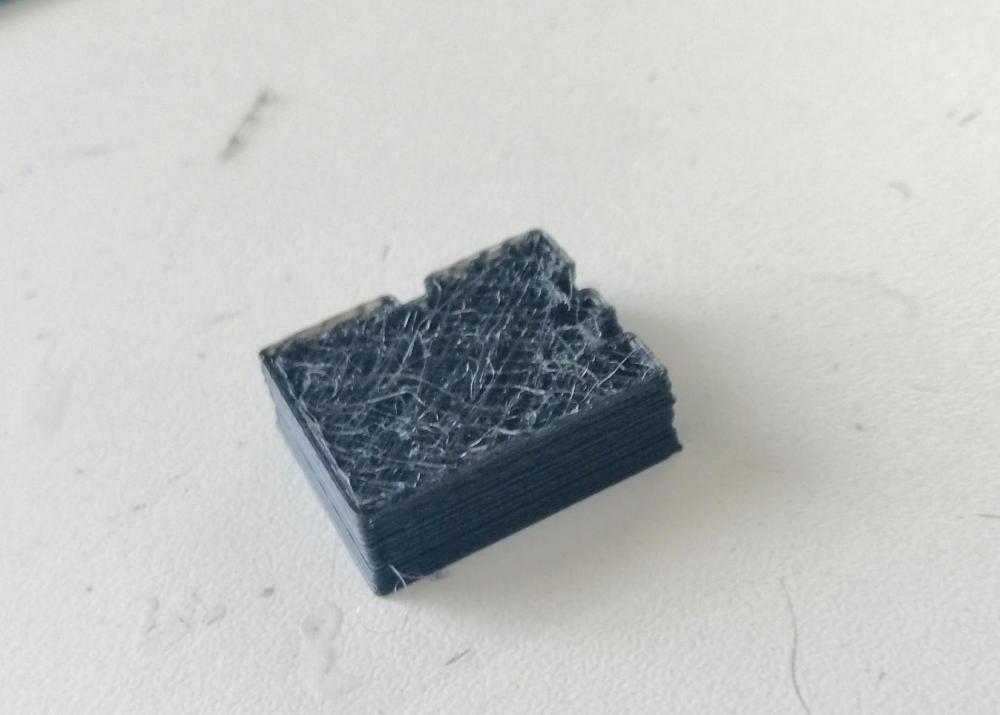
-
bonjour a tous ! a la recherche d'une nouvelle expérience , et sans vouloir retourner sur les mêmes valeurs a chaque fois , j'ai donc entrepris d'aller voir un peu si les choses changeais un peu cotés hotend , profitant donc de mon temps libre j'ai donc cherché et trouver quelques chose pour une fois , dans la conception , une petite hotend qui a l’ère d’être pas mal conçue ... https://3d-passion.myshopify.com/collections/store/products/nova-hotend si certains ont un avis sur la chose , je serais intéressé de le connaitre , surtout si il y a des retours ! je suis en pleine construction d'une bonne grosse mémère , et la je doit dire que j’hésite , pas pour une histoire de vitesse d'impression , mais surtout par la fiabilité de cette hotend assez prometteuse ... étant équipé que ce soit en e3dv6 , mk10 etc etc goutter a un autre plat me tente assez sur le coup un avis ?

-
Bonjour, Je réalise une imprimante RepRap et j'ai trouvé des hot-ends Aliexpress a de très bons prix : https://fr.aliexpress.com/item/Lastest-E-V6-Version-J-head-Hotend-Bowden-1-75mm-filament-0-2mm-0-3mm-0/32808829577.html?spm=a2g0w.10010108.1000023.3.3b0432afUUARLG. Cependant j'ai pu trouver sur le forum de très bons articles sur la différence de qualité d'usinage des buses, mais rien sur la qualité des impressions que ces buses réalisent Je souhaitais vous demander s'il existe des vendeurs qui ont des buses où la qualité des impressions est au rendez-vous Avez-vous testé cette Hot-end, que pensez-vous du refroidissement, quels sont vos retours ? Cordialement Fanfoi
-

Temps de cuisson pâte thermique
Darkblur_seb a posté un sujet dans Discussions sur les imprimantes 3D
Salut Bon, je continue mes errances. Aujourd'hui, j'ai un problème de sonde de température suite à une tentative d'upgrade. Plus précisément, j'ai mis de la pâte thermique autour de la thermistance et, plus ou moins comme prévu, il y a un court-circuit. Donc, -14°C de température (à la buse). Et forcément, impossible de chauffer sans thermistance de contrôle. Du coup, j'ai mis une thermistance dans le heatblock et fait chauffer un coup, mais après plus de 1h de chauffe à 230°, j'ai toujours le -14° sur l'autre. Donc, la question est, combien de temps ça prend pour cuire, car il m'avait semblé lire ici que c'était rapide... Merci Sébastien -
Les différentes matière des blocs de chauffe
Darkblur_seb a posté un sujet dans Discussions sur les imprimantes 3D
Salut. En me baladant sur les sites des différents fournisseurs, outre les blocs en aluminium, on peut voir du laiton ou du cuivre nickelé. Quel est l'intérêt d'utiliser ces matériaux et lequel privilégier ? Il y a forcément la conduction thermique qui change. Mais quoi de plus ? Sébastien -
Je suis assez étonné de ne pas voir de post sur ces solutions innovantes que propose Zatsit dans la section dédiée aux bons plans et crowdfunding. Je me permets donc de relayer ici. https://www.kickstarter.com/projects/396334038/zatsit-the-awesome-delta-robot-and-3dprinter-with/ Parmi les contributions on trouve notamment: Le haut d'une hotend avec tout son système de watercooling (pompe, tuyau, réservoir, etc...) pour transformer simplement et à moindre frais une hotend classique en version refroidie par eau. Le support "flystruder" oscillant pour titan ou autre extruder de même format Le support oscillant pour ventilateur d'impression Le support oscillant pour un extrudeur fixe Le kit mécanique pou de la delta Zatsit Le kit mécanique pour une triple delta Zatsit etc. Il y a aussi des contributions plus modestes qui permettent de soutenir ce projet. Par exemple un support pour smartphone. Vous trouverez tous les détails sur ces liens: http://kck.st/2PdQBDy http://www.zatsit.fr https://www.youtube.com/channel/UCAIVa1BAAJNsdKfP1bFljKQ Et les discussions en cours sur ce forum (j'espère ne pas en avoir oublié):
-
Bonjours à tous, Je ne sais pas si vous êtes au courant mais à l'occasion de la sortie de la nouvelle hotend de chez Hotends.fr, ces derniers organisent un concours sur Facebook pour tenter d'en remporter une. Sur la photo: à gauche la S1 première génération, à droite la nouvelle: Le concours facebook se passe ici. Concernant la Hotend en elle même, que pouvons nous prédire? Que la qualité sera présente comme tout les produits que sort hotends.fr mais je pense que la personne la plus à même de nous en parler c'est @Fourmi, donc si tu passes par ce post hésite pas à nous donner des infos sur ta bestiole, car pour ma part je sais d'avance qu'elle sera mienne.
- 180 réponses
-
- 1
-
-
- hotends.fr
- madeinfrance
- (et 1 en plus)
-
Bonjours a tous, Je suis aujourd'hui confronté a un problème qui dépasse mes compétences... J'ai une CR-10 depuis Décembre 2017, et je suis du genre... très malchanceux.. Depuis le début cette p*** d'imprimante ne fonctionne pas comme elle devrais. J'ai eu tout les problèmes possible et imaginable qui existe sur cette machine. Depuis peu j'ai régler le problème qui m'as causer le plus de soucis : le hotend qui se bouchais. Cela a fonctionné parfaitement depuis 2 semaines mais aujourd'hui... J'imprimais un bébé groot de petite taille dans son pot, le print s'est détaché, jusque la pas de souci, je relance alors une impression, et au bout de même pas une demi heure le hot end a décidé de ne plus chauffer, la CTN de rester a 235°. J'ai alors tout éteint, tout démonté pour la nième fois, et il s'avère que la cartouche de chauffe était sectionnée, j'ai alors remplacer l'ensemble cartouche + ctn. Ceci fais, et après deux heure ou la machine n'as pas tournée, je la redémarre : toujours affiché 235°, cependant maintenant cela ossile entre 234 et 236. J'ai regardé la carte éléc dans le détail, rien a cramé. Lorsque je débranche les câbles partant du boitier de contrôle allant jusqu'au hotend cela ne change rien. J'ai effectuer un test ou je monte mon hot end au dessus de ce que annonce la CTN et la MIRACLE, le hot end a chauffer et j'ai pu sortir du plastique. Je pense a mon umble avis, que la CTN s'est "décalibrée" et elle ne m'annonce pas la température ambiante car si je met les doigts dessus on reste autour de 235° mais alors que faire ? Je vous remercie de vos réponses...
-
Bonjour Je mets en vente un châssis d hypercube en profilé alu avec tout ce qu il y as sur les trois photos , neuf ! J en demande un prix correct de 80€ hors frais éventuels d envoi et de paypal Merci de votre attention