
Classement



Contenu populaire
Contenu avec la plus haute réputation dans 21/09/2018 dans Messages
-
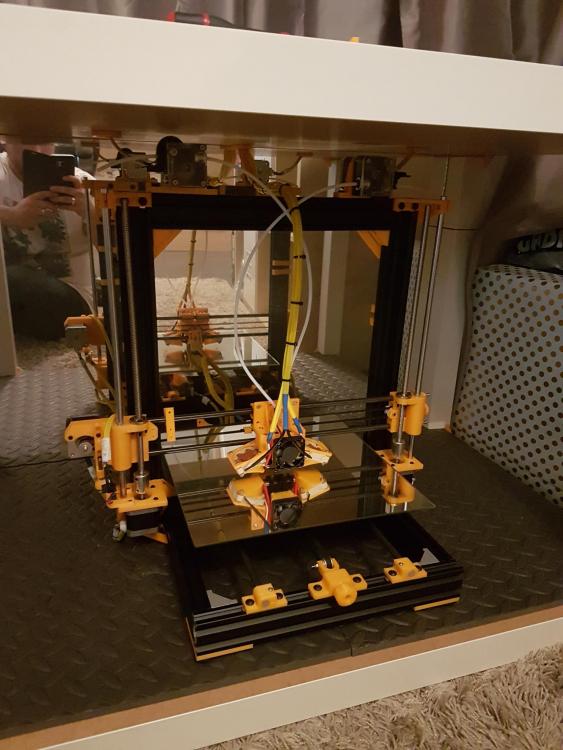
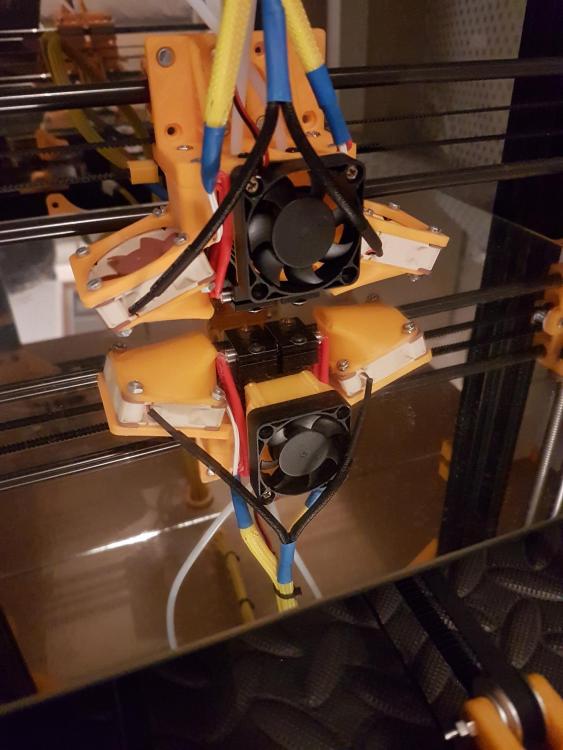
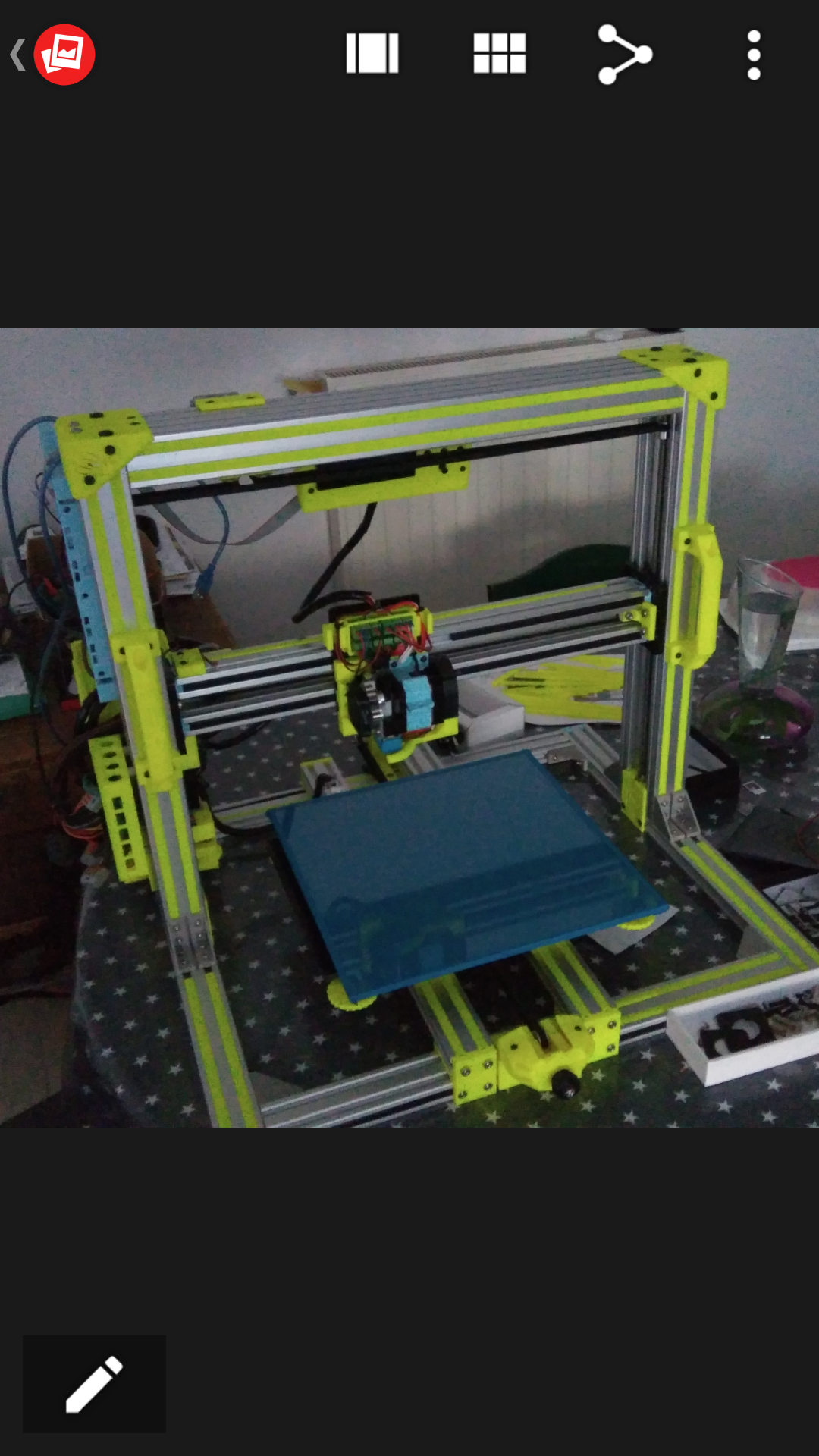
Salut à tous Ça devient bon, l'électronique est complètement terminé, il me manque juste 4 vis en m2 pour les endstop et elle pourra manger ses premiers cm de filament, quelle émotion
 2 points
2 points -
Bonjour à toutes et à tous, Le flow est un réglage qui sert à compenser l'expansion du filament en raison de sa fusion. En clair le volume de filament qui entre dans l'extrudeur n'est pas identique à celui qui sort, car quand il fond, il gonfle. A :: D'abord il faut calibrer l'extrudeur. On commence par calibrer les steps_per_unit de sont extudeur en fonction de la mécanique présente sur la machine. Se référer à ce tutoriel. Une fois que c'est fait, on fait une marque sur le filament à 150mm de l'entrée de l'extrudeur On demande une extrusion de 100mm On mesure ce qui reste, et on fait une règle de 3 sur les Steps Per Unit de l'extrudeur pour connaitre la valeur approchante. ex. #define DEFAULT_AXIS_STEPS_PER_UNIT {3200/40,3200/40,3200/1.25,12800/22.9041} ... la valeur à changer est en rouge On modifie la valeur existante par la valeur calculée on recommence à l'étape 2 jusqu'à ce que 100mm demandé = 100mm extrudé à tous les coups. B :: On fait le test du "thin wall" ou (paroi mince) On imprime un cylindre ou un cube avec la fonction "vase en spirale" de votre logiciel de tranchage On mesure l'épaisseur des parois obtenues avec un pied à coulisse digital ou un micromètre On ajuste le "flow" (toujours avec une règle de trois) dans son logiciel de tranchage (paramètres filament) et on en imprime un nouveau pour tester On réitère à partir du point 1 jusqu'à ce que la paroi fasse l'épaisseur souhaitée, c'est à dire celle de sa buse +10% C :: Le choix de température d'extrusion (s'effectue à chaque nouveau rouleau de filament) On imprime une tour de température selon l'objet (il y en a plein sur thingiverse pour tous matériaux : http://www.thingiverse.com/thing:915435,) suivez la procédure décrite dans les instructions de l'objet ou suivez le tutoriel de Freedam Vous aurez une idée de la fourchette de température idéale pour ce filament sur votre machine Beau c'est bien, mais beau et solide/étanche c'est mieux. On imprime un test à casser : http://www.thingiverse.com/thing:35088 et l'on vérifie, dans cette fourchette, à quelle température précisément on obtient la meilleure cohésion entre les couches. On sauvegarde la bonne température dans un nouveau fichier de préférences filament sur notre logiciel de tranchage. C :: Le test de validation des réglages Si tout est bien réglé, vous devriez pouvoir emboiter et déboiter ces 2 pièces sans souci : https://www.thingiverse.com/thing:342198 Bon calibrage ++JM1 point
-
Bonjour à tous, Je viens de recevoir ma U20, ce midi. 15 min pour le déballage et le montage, 20min pour régler l'horizontalité de l'axe des X... Pour le montage, rien de compliqué. J'ai monté une CR10S il y 1 mois, donc ça a été rapide. J'ai quand même trouvé les gaines de câble mal foutues, surtout celle qui contient les câbles Y et Z : j'ai dû séparer un peu plus les câbles que ce qui était fait en usine. Pas de roulette desserrée, les pressions étaient correctes. En revanche, la traverse qui supporte la tête était complètement de travers : 7mm de hauteur d'écart entre droite et gauche... Et j'avoue que j'ai galéré pour réussir à remettre le tout de niveau. Même avec les tutos du site. Sachant qu'il n'y a qu'un excentrique de chaque côté, ce n'est franchement pas évident. Maintenant tout va bien (enfin, je vais voir ça quand elle aura fini d'imprimer). Hormis ce problème de parallélisme qui n'est plus, il y a plusieurs défauts que je vais régler m'efforcer de régler rapidement : le bruit. C'est un enfer cette machine ! En particulier le ventilo de refroidissement du filament : on dirait un sèche-cheveux. => Nouveau fan duct et ventilo silencieux dès que possible. Probablement des silent blocks aussi. Et peut-être des ventilos silencieux pour l'alim. On verra ce que ça donne ensuite. l'isolation du dessous du bed. Clairement, il chauffe moins vite que la CR10S. En isolant, ça devrait aller mieux. On verra si c'est suffisant. des boutons de réglage du Bed et un support de bobine mieux fichu. Bon, ça je suppose que ce n'est une surprise pour personne... A imprimer dès ce soir. Un support pour la gaine qui va à la tête. Elle se balade dans le vide, et elle frotte contre celle du plateau. Pas top, et risque de toucher les pièces imprimées tout au fond du bed. Je vais peut-être aussi remplacer les gaines annelées par des gaines en nylon. On verra dans les jours à venir s'il y a d'autres points d'amélioration à prévoir. Par ailleurs, je n'ai pas réussi à trouver comment mettre le bed en chauffe dans le firmware (v2.12) ! On dirait que ce n'est pas possible, ce qui est fort dommage car je gagne bcp de temps à lancer la chauffe pendant que je prépare le fichier dans le slicer. Il faut peut-être que je commande l'imprimante avec le PC ? Bon, allez, je retourne bosser. La suite ce soir ou ce week-end.1 point
-
@Artazole merci, c'est exactement cela, le filament est remonté par les filets de buse et à même entouré le bloc de chauffe impressionnant ! La j'ai du boulot , je vais me commander des chaussettes en silicone, l'hiver arrive ! Cela m'apprendra à ne pas mettre de teflon pour le filet . J'ai vu que certains utilisaient l'imprimante sans chaussette, reste à affiner les réglages.1 point
-
Je ne ferai pas une troisième imprimante avec l'expérience de papi @veegeret maintenant la mienne , il va bien falloir trouver une solution ? Moi qui voulait te faire plaisir !! Je fais quoi de 8*2040*500 en plus, emballée sous film plastique qui ont mis 75 jours pour venir ?1 point
-
Elle va partir dans le garage !! Je vais lui faire un couffin à sa hauteur ! Ps fiston @Maeke: tu dois pouvoir, lui trouver une place, pour ta BIGAM8
 1 point
1 point -
Salut!! Weldom , la coupe est gratuite1 point
-
Tu ne ferme pas la porte des toilettes quand tu y es ?? Ou alors on m'aurait menti toutes ces années, et la lumière du frigo reste allumée porte fermée !1 point
-
et bien il va falloir que tu en trouves t'as pas le choix1 point
-
@Maeke@veeger merci a tous les deux , mais aussi à @mikebzh44pour ça combine ssh ( création de répertoire) donc voila la, je vais monter l’Amazon rpi3 sur la yelowidow , vérifier que l'alimentation jpl fonctionne , et tester octoprint de mon ordi a la salle par rj45 demain installation du fichier au fiston @Maeke1 point
-
oui pour finir la yellowidow non pour en faire une autre , par contre oui pour que toi tu en faces une autre en 2040*500 un big one AM81 point
-
https://smilenerd.com/octopi-time-lapse-watermark-removal/1 point
-
Gâteau d'anniversaire ; bon avec le flash on voit bien les défauts !
 1 point
1 point -
petit retour j'ai fait quelque pièces avec , c'est un filament convenable mais plutôt sensible au réglage . Je ne conseillerai pas sa à un débutant , mais pour quelqu'un connaissant bien son imprimante sa peut être intéressant .1 point
-
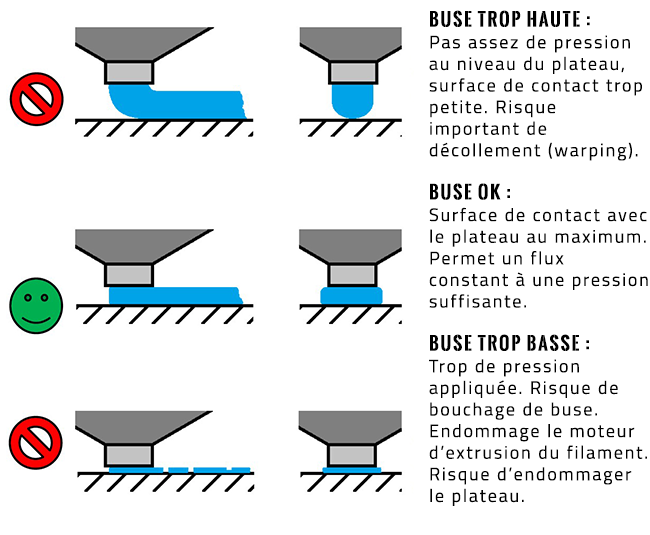
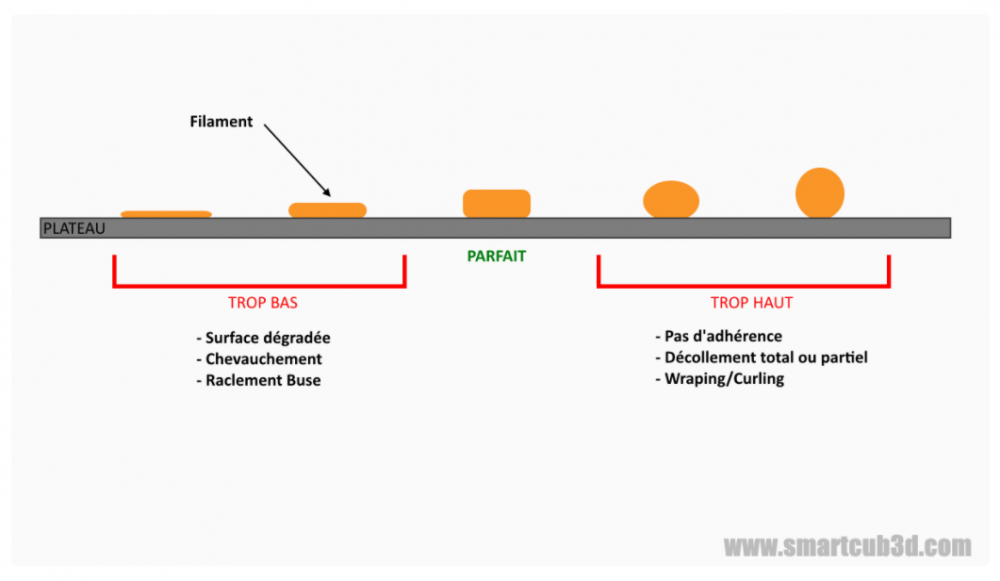
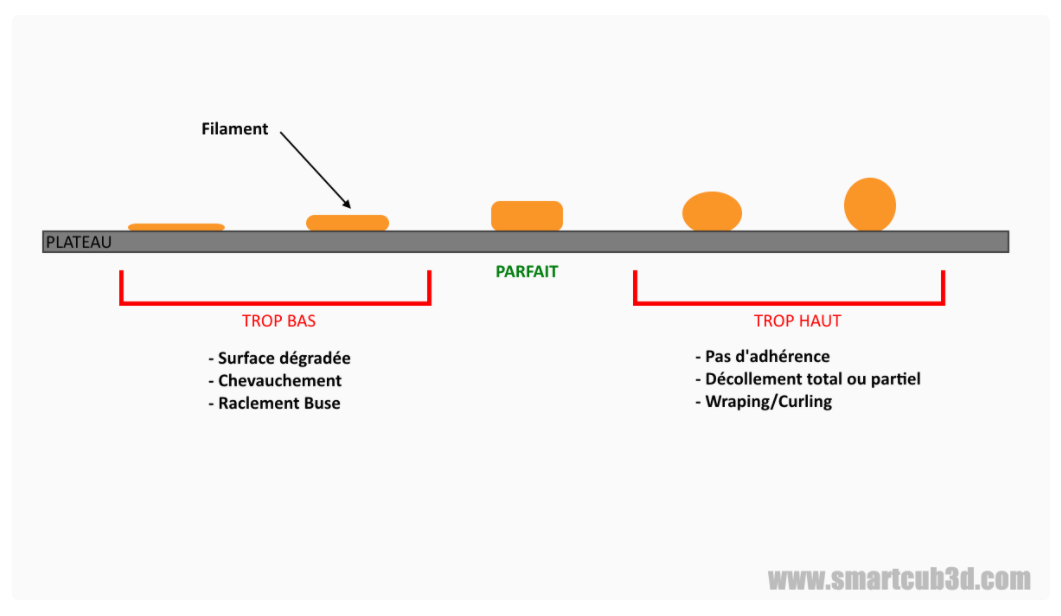
Bienvenue à toi @fear69 ! Bon... hum... 1er point : la couleur blanc... c'est loin d'être idéal pour voir les défauts d'une pièce, avec une photo... comme j'ai l'habitude de le dire : C'est comme essayer de regarder le soleil. 2e point : pas besoin d'être un expert pour se rendre compte que ta première couche n'est pas fusionné correctement. Le filament se décolle des autres couches, il y a effet "Warping".... donc le soucis est un mauvais réglage de la première couche. Donc... oui... mes schémas sont amortis depuis longtemps (et ce ne sont pas les miens, mais ceux que j'ai moi même utilisé pour apprendre) : Dans ton cas, ta pièce est imprimé avec une couche trop haute. Voilà tout est dit. Edit : Ensuite... à m'écarquiller les yeux... je constate que tu imprime en forme circulaire (appelés sour Cura "Concentrique"). Une fois un bon réglage du plateau fait. Imprime en motif "Lignes". Cela a l'air de rien mais les impressions seront plus propres. Ensuite... epaisseur de la paroi à 1.0 mm (au lieu de 0.8mm) > cela évite les trous de surface. Tu peut aussi essayer l'étirage en l'activant, cela fera une couche de surface lisse.

 1 point
1 point -
un cube ca apporte rien . une kossel faire il faut ca n a rien a voir avec le reste.1 point
-
Donc maintenant que tu as un pi en trop, on finit la yellow widow et tu te fais une cube ou une delta?1 point
-
Vu que Raspbian est installé, tu cliques sur Installer, le bouton en haut à gauche. Mais si tu galères déjà à faire ça, c'est peut-être pas gagné pour la suite du tuto1 point
-
Et il faut autoriser le SSH avant : http://blogmotion.fr/diy/raspberry-pi-activer-ssh-boot-157071 point
-
@papa50 Désolé les infos sont pas toujours très claire ou cachée @MaekeOk je pensais il était toujours sur la 64 En tout cas moi je reste convaincu que ça vient d'un problème de formatage de la carte, elle doit avoir maintenant beaucoup trop de partitions, ce qui empêche le bon fonctionnement et à la raspberry de trouver la bonne partition pour booter1 point
-
Cool. J'ai dû faire un mix entre le tendeur de courroie X de Leo_N et un autre tendeur : https://www.thingiverse.com/thing:2254340 Car l'écartement et surtout l'épaisseur des 2 pattes n'était pas le même (et je préfère le système de Kotze101 à celui de Leo_N), je verrai demain pour l'impression, là, ma fille dort dans la pièce à côté de l'imprimante1 point
-
Hello, Oui, il y a des imprimante type HBOT, CoreXY et Delta qui peuvent imprimer bien plus vite que les modèle que l'on (toi et moi) possède. Mourir d'ennui devant ton imprimante en la voyant se traîner. Il n'y a que les angles qui ont ces défauts ? Je n'arrive pas à voir à l'intérieur des lettres.1 point
-
J'ai bientôt fini d'imprimer toutes les pièces. Le support d'axe X a été imprimé avec supports pour la partie gauche et sans support pour la partie droite. Les supports ont pu être enlevés sans (trop) galérer mais c'est vrai qu'ils n'étaient pas nécessaires Par contre, pour le montage, et vu que j'ai pris un kit AM8 de 364mm, il faut que j'imprime quel outil pour régler la distance de la potence ? Je suppose que c'est la pièce de 139mm de long : https://www.thingiverse.com/thing:24644671 point
-
pas vraiment, mais crois moi, mon salon/cuisine est encombré de chez encombré. Et la chambre se retrouve affublée d'un lit médicalisé trop grand pour elle.0 points
-
sympa mais non.0 points
-
j'ai un appart de 40m², pas de garage et pas de dépendances, pas de place c'est pas de place. J'ai pas un seul bout de mur de libre.0 points
-
C'est assez normal que certaines surfaces de bricolage ne veuillent pas recouper le plexi : c'est trop chiant, ça éclate et si c'est mal coupé, le client est mécontent et la plaque perdue. Le "moins pire" c'est à la scie sauteuse, à condition de disposer d'un bon guide, d'un bon appui, de bien organiser son travail, avec des serre-joints, et de prendre son temps0 points









.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)

