Classement



Contenu populaire
Contenu avec la plus haute réputation dans 27/01/2019 dans Messages
-
Pour ça, je veux bien te guider. Pour le choix du lit, j'ai pris >>>celui-ci<<<. Pour l'isolant, j'ai posé >>>ça<<<, avec mon encadrement. La seule pièce qui change , c'est la centre du fond, pour la sortie de câbles, que j'ai bien entendu. Pour le SSR, c'est >>>celui-ci<<<. Depuis plus d'un an, ça se passe bien, mis à part le fait que je vais refaire (un jour !!!) l'encadrement , mais cette fois j'en profiterai pour essayer le 3D850 recuit, car ça se vautre à l'endroit des ressorts. Et ça m'a amené à faire une modif du fin de course Z (réglage Z). N'hésite pas, je peux te fournir le plan de câblage, ainsi que la liste des petites fournitures.1 point
-
Bienvenue !1 point
-
Ah ba j'ai déjà tout dit ^^ On m'a confirmé le nominal à 1,5A. N'ayant pas besoin de ces modifs, je pourrait pas vous aider en test sur ce sujet pour l'instant1 point
-
Salut ! @Jean-Claude Garnier, oui ça c'est la théorie ! Mais jusqu'ici tous mes essais se sont soldés par de cuisants échecs, on arrive à communiquer avec la machine et lui envoyer quelques commandes, mais j'ai jamais réussi à sortir le moindre print via USB avec l'U20, ce qui est fort dommage... En tout cas si quelqu'un à réussi, qu'il se manifeste maintenant ou qu'il se taise à jamais...!1 point
-
Super projet!! vraiment merci. J'attends du coup la V2, pour m'y mettre. Je posterai des photos! Merci d'avance!1 point
-
Si tu es en absolu et que la position de l'extrudeur était > 100 c'est normal. Fait M83 (position relative de l'extrudeur) avant ton G1 E100 F100 et tu seras fixé.1 point
-
J'ai eu une pièce assez haute pour tester l'arrêt de compensation du bed-levelling et effectivement avec la commande M420 Z10, on ne voit plus les axes Z tourner lors des déplacements en XY dès qu'on dépasse 10mm de hauteur. Bref ça a l'air de marcher! Je confirme d'autre part que l'imprimante récupère le bed levelling même après l'arrêt complet de l'imprimante avec M420 S1. Cependant, après un arrêt complet, le matin quand je commence une série d'impression par exemple, j'ai tendance à refaire un bed-levelling en laissant nenette chauffer une dizaine de minute avant de faire le bed-levelling (et de le stocker avec M500) et de commencer la première impression de la journée. J'ai pas testé la modification du config.h et de décommenter #define RESTORE_LEVELING_AFTER_G28, par contre j'ai changé les paramètres de l'imprimante dans CURA pour inclure systématiquement G28; suivi de M420 S1; dans les fichier GCODE. voila, voila, bon Dimanche à tous ceux qui liront ce texte et même aux autres, y pas de raison1 point
-
Hello @optik2000 @optik8 Ce matin, démarrage à froid, "Préchauffage PLA lit"..... Trinquille jusqu'à 70° Pas de Bed heating fêlure ! Et c'est bien la PREMIERE fois depuis que j'ai monté ce plateau !1 point
-
Tous a fait d'accord après c'est vrai que des fois ont pourrais mieux aidée en vocal. Discord j’étais pas fan au début (j'ai toujours était teamspeak de base) mais le fait que tes pas forcer d'avoir un compte c'est bien sympa pour les amis qui veulent pas prendre 2 min a faire une inscription Après c'est du coup aussi un point faible quand ont veut créer une communauté stable (risque de troll ect). Ont peut aussi faire aucun chat textuel et comme ça obliger de faire avec le forum ou du coup en vocal. A mon sens ça peut être bénéfique car l’écrit c'est pas toujours facile d'expliquer alors que en vocal bah ont arrive toujours a ce faire comprendre. Attention j'aime les forums mais je suis sur que vous aussi vous avais remarquer que les gens utilise très peut souvent la fonction recherche et préfère refaire un énième post avec un sujet déjà traiter 15 fois sur le fofo donc bon c'est kifkif . Tous ça pour dire que ça peut être sympa même si je suis en accord avec vos divers points de vue !1 point
-
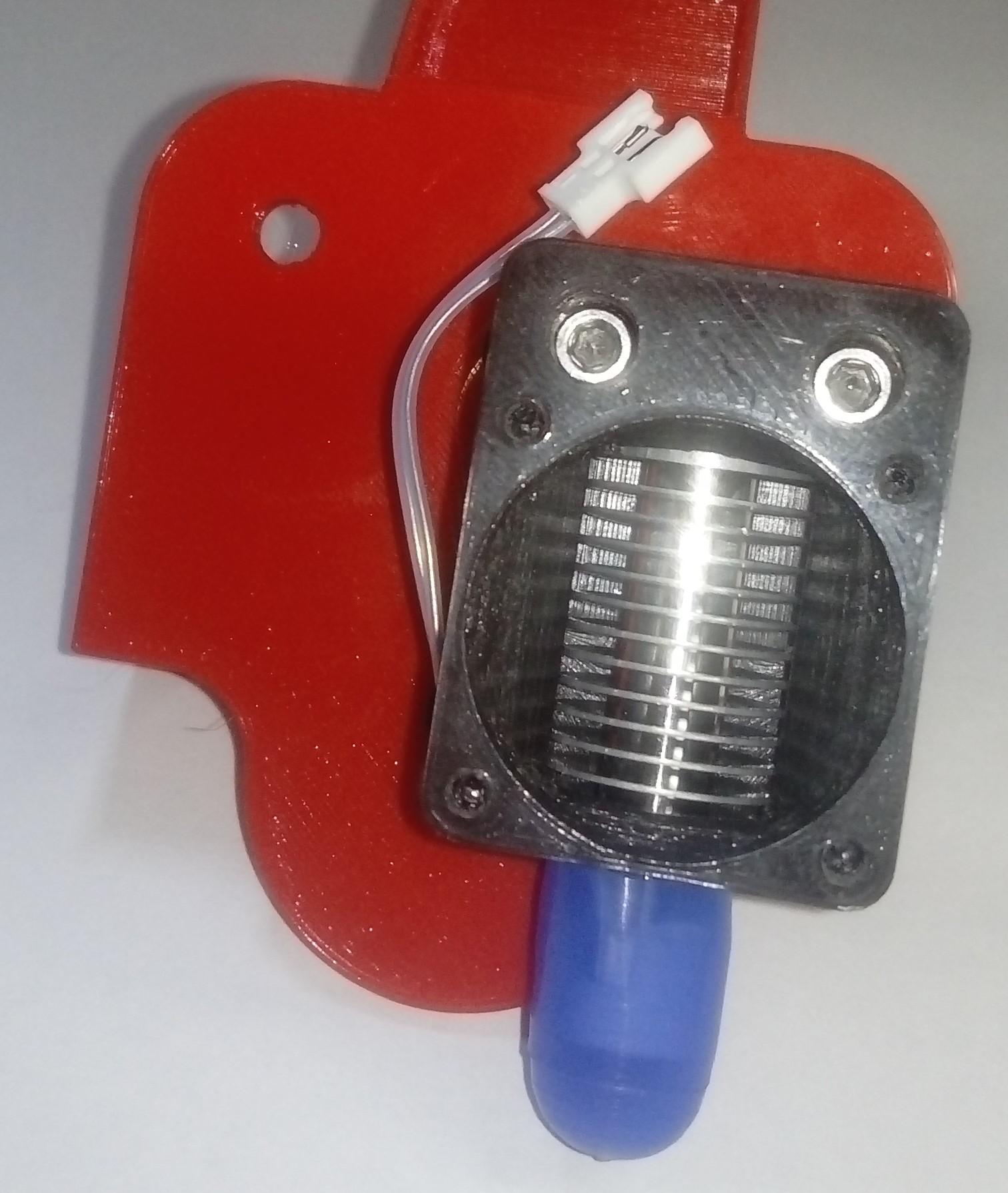
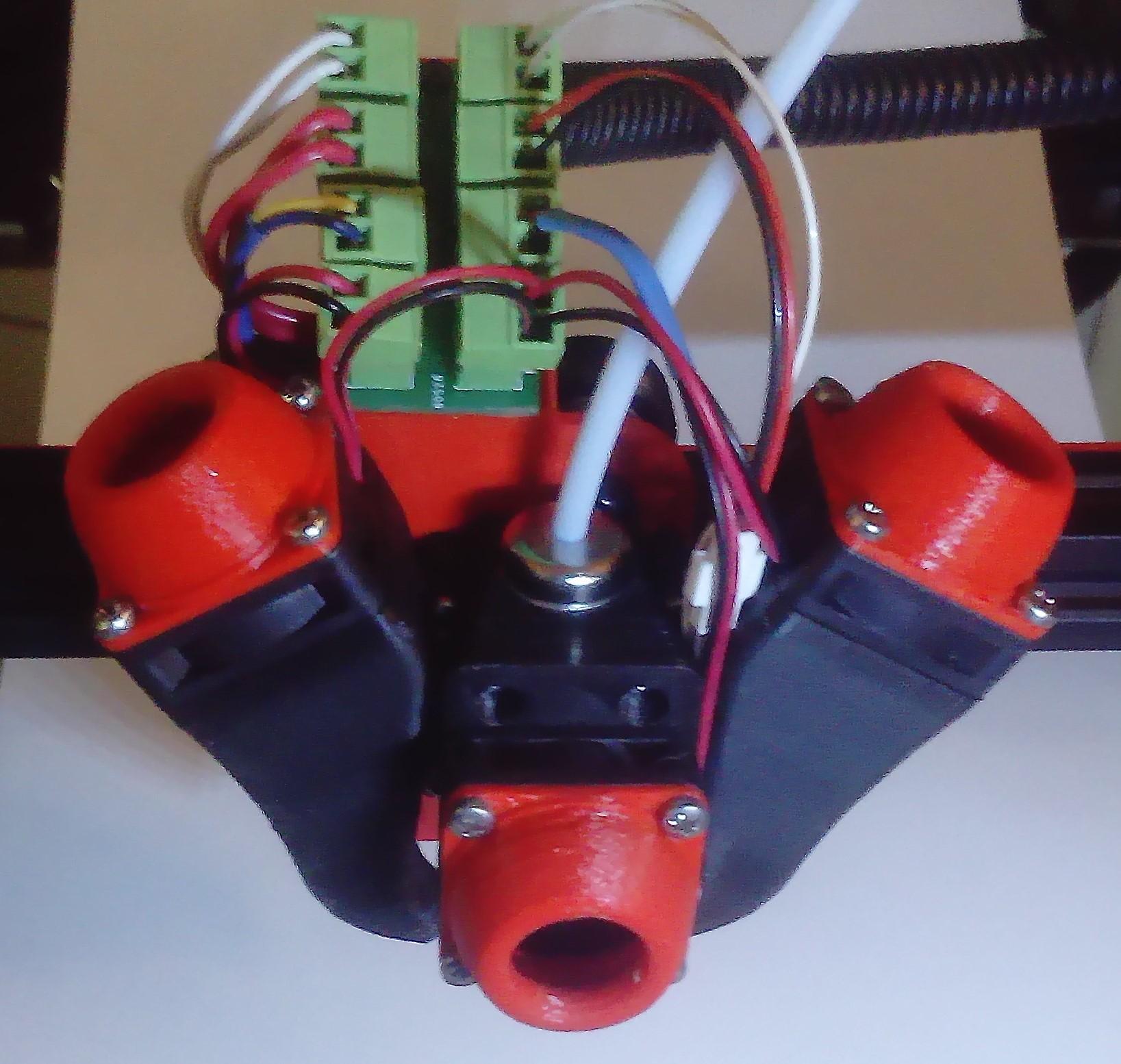
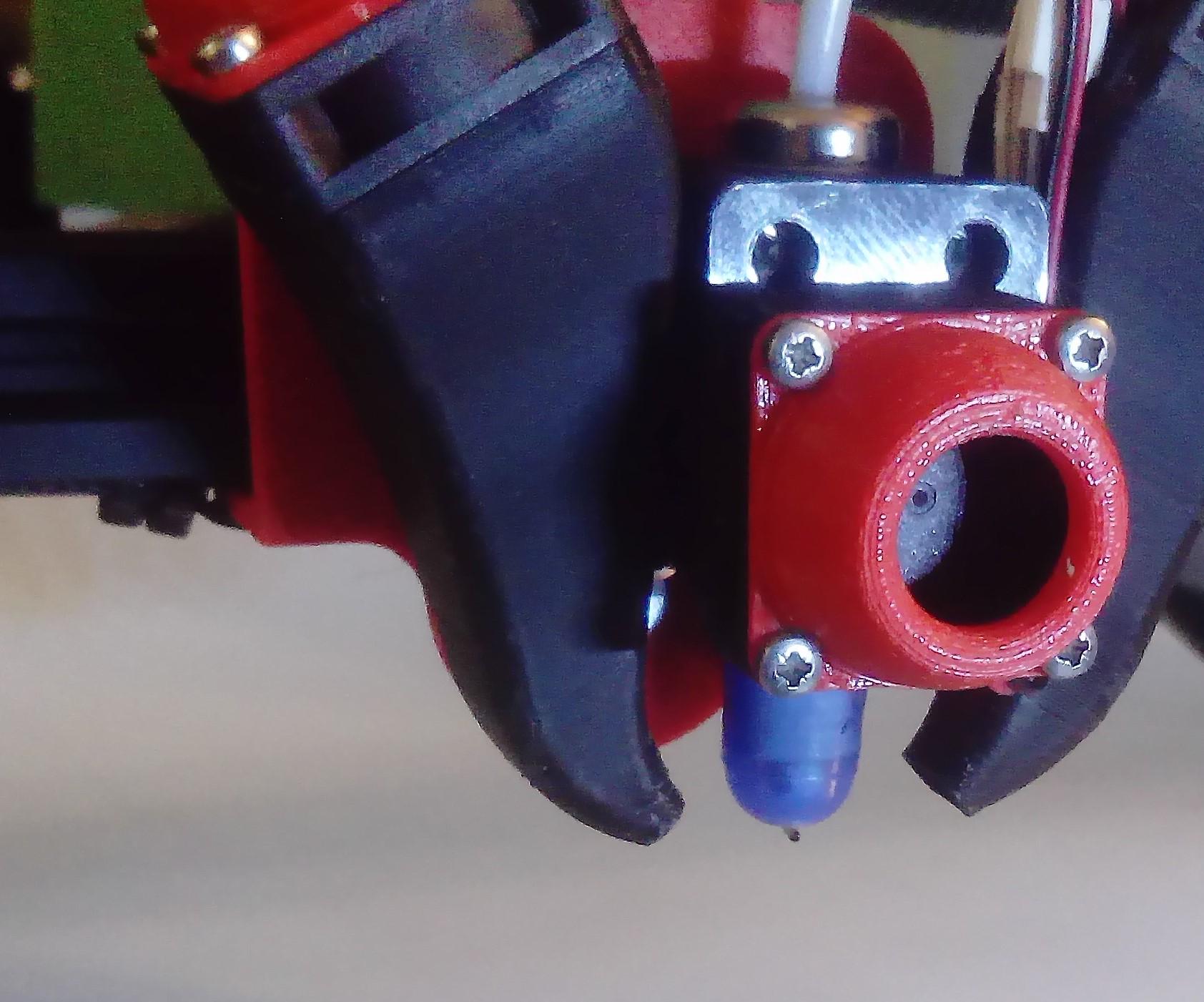
Alors pour ce qui est de l'essai de la tête, il sera fait sur le blog à la demande de @Motard Geek donc il va me falloir quelques jours et pas mal de réglages/essais pour en tirer le meilleur et faire un essai aussi objectif que possible. En revanche, je pensais faire un tuto de montage, mais franchement vu la simplicité je ne pense pas que ce soit utile, ça se résume à mettre la tête en place, brancher, imprimer... De ce que je peux déjà vous dire après mes essais de chauffe et un premier print, c'est que l'AiO EST PARFAITEMENT COMPATIBLE AVEC L'U20 ! Quelques valeurs pour appuyer mes dires, à savoir que pour mes essais j'ai conservé la thermistance d'origine pour être sur d'avoir une information de température fiable, je n'ai pas encore essayé celle fournie avec l'AiO : Température demandée température inertielle atteinte température stabilisée 100° 113° 99/101° 200° 205° 199/201° 250° 251° 250 A savoir que pour mes essais de chauffe, je suis parti d'une température de 30° jusqu’à la température demandée. On note que plus on demande une température haute, moins on a d'inertie lorsque la chauffe se coupe. A savoir qu'en print à 200°, après quelques minutes la température est parfaitement stable à 200° avec de minuscules chutes de moins d'une seconde à 199°. Temps de chauffe de 30 à 200°: 1mn et 5 secondes Temps de refroidissement de 250 à 30° : 8mn Je note aussi qu'en plaçant ma thermistance sur le corps de chauffe (car il y a aussi un emplacement sur la buse) mon PLA imprimé à 200° est bien plus brillant qu'imprimé à la même température avec ma MK8, je n'ai pas encore essayé de mettre la thermistance dans la buse, mais avec ma configuration actuelle, je pense pourvoir baisser la température d'au moins 10° pour obtenir un rendu similaire à la MK8. En tout cas ça m'a aussi permis de tester mon fang complet, avec la plaque du chariot et tout le tintouin, ça fonctionne parfaitement, il va juste falloir que je modifie le support PCB car j'avais pas démonté le PCB pour prendre les mesures et du coup c'est pas génial ! Voilà, la suite dans l'essai complet de l'All in One, mais je vous met quand même quelques photos bonus !
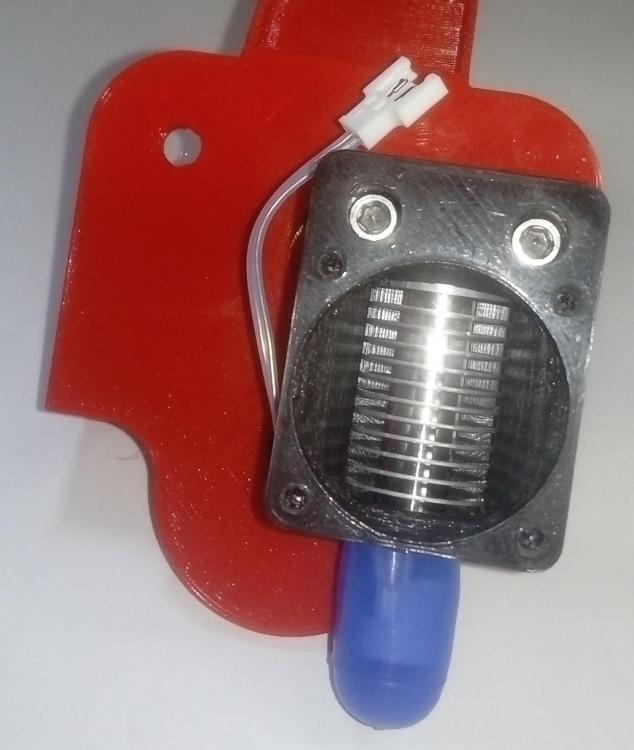

 1 point
1 point -
Malheureusement je n'avais plus de batterie quand j'ai fais la modification. Mais on trouve un schéma sur le Internet, je vous mets le lien https://i.imgur.com/MdIk3M7.jpg1 point
-
Bonjour, Quelques chaines que je trouve sympa (toutes en anglais): J'ai essayé de ne pas faire doublon avec celles déja données. Impression 3D: 3D Printing Nerd : test de machine/filament, visite fabricant CNC Kitchen : test de machine/filament (très poussé) Ivan Miranda : Fabrication objets radio commandés en impression 3D (souvent très grand) Make Anything : Utilisation impression 3D pour réaliser des objets artistiques/originaux RCLifeOn : Beaucoup d'impression 3D, orienté modélisme Teaching Tech : Les bases de l'impression 3D. The 3D Print General : Impression + post traitement Maker wood The Samurai Carpenter : Construction bois selon les méthodes japonaises Maker metal: NYC CNC : Usinage CNC Alec Steele : Forge Maker divers: Tom Stanton : Réalisation de projets techniques, grosse étude théorique avant chaque réalisation TheBackYardScientist : Tests assez délirants The Hacksmith : Grosse équipe canadienne, réaliser des objets vu dans les films Robert Cowan : Sujets variés mais toujours techniques (impression 3D, combat de robot) Physics Anonymous : Un peu d'impression 3D, pas mal d'usinage ou de construction mécanique en général PeterStripol : Du véritable ULM électrique au grille pain sous marin... Olive RC : Construction de modèle RC (auto) David Windestal : FPV (il y a longtemps), rocket knife (pendant 1 an), maintenant collabore avec Giaco Whatever Brett McAfee : Cuir, bois Electronique: ElectroBOOM Video sur l’électricité (très marrant)1 point
-
J'ai essayé 3 marques différentes de PETG et la température requise varie de plus de 20°C entre le plus chaud et le plus froid. Je conseille une buse 'tout métal' assez longue (genre Volcano, mais un peu moins long, c'est ok). Le PETG est assez difficile a réchauffer et sur une buse courte ou un grand débit, on observe des variations très importantes quand la vitesse varie et des pertes d'adhésion a grande vitesse. En théorie une buse longue fait plus de 'stringing', mais en pratique si la buse est trop courte on est obligé d'avoir une température plus élevée, donc quand on s'arrête on a plus de stringing, ce qui fait qu'il n'y a pas de différence. Par contre, une buse longue fait que la température du filament varie moins avec la vitesse et c'est pour moi quasiment obligatoire. On peut imprimer sans lit chauffant sur une Buildtak, mais ça finit très mal pour elle, on arrache toujours une partie du revêtement un jour ou l'autre. Première couche 15 à 20°C plus chaud si le lit n'est pas chauffant (c'est la chaleur du filament qui fait l'adhésion sur la BuildTak). Une Buildtak sur un lit aluminium non chauffé ne marche pas (l'aluminium refroidit tout) Sur un lit chauffant 60 à 70°C, c'est bon, j'utilise du verre ou une 'printbite' (bof). La ventilation est délicate. Ventilation a fond sur le 'bridging', mais nulle ou minimale autrement. Il faut un ventilateur que l'on peut contrôler à très bas débit (10 à 20% maxi), sinon, il ne faut absolument pas ventiler. J'ai observé de meilleurs résultats avec un filet de ventilation mais Je suis en enceinte ce qui réduit l'efficacité de la ventilation (ce qu'on souhaite pour du PETG). Commencer les essais sans ventilation. On ne peut pas imprimer du PETG si une partie du flux de refroidissement de la Hotend va vers la buse (CR-10 et toutes les hotends équivalente), ça refroidit la buse et la pièce et ça ne peut pas marcher.Dans ce cas, il faut mettre un écran pour bloquer tout le flux vers la buse. Je n'aime pas du tout le PETG de eSun qui nécessite des températures très élevées et fait vraiment beaucoup de 'stringing', celui que j'ai préféré c'est le transparent de RepRapWorld. La couleur compte surtout si on a une buse courte, car il est plus difficile de chauffer un filament coloré. En pratique, la difficulté de chauffage fait qu'il faut se limiter en débit. Au départ, Je pense qu'il faut plafonner a 4 mm3/sec, 6-7mm3/sec pour une hotend longue. Ca va automatiquement plafonner la vitesse. Pour avancer avec une buse courte (celle de la Fisher), Je montait parfois a 290°C mais il ne faut jamais ralentir (mode vase ou imprimante Delta avec accélérations > 5000). Ma conclusion est que on n'a pas de 'stringing', on n'a pas d'adhésion et que le débit maximum pratique est environ la moitié de ce que l'on peut avoir en PLA. Les porte à faux sont assez limités et détacher les supports est impossible, il faut couper au cutter. Ca se travaille très bien au cutter. [edit] Coefficient d'extrusion 0.94 à 0.97 suivant la marque1 point