Classement




Contenu populaire
Contenu avec la plus haute réputation dans 14/09/2020 dans Messages
-
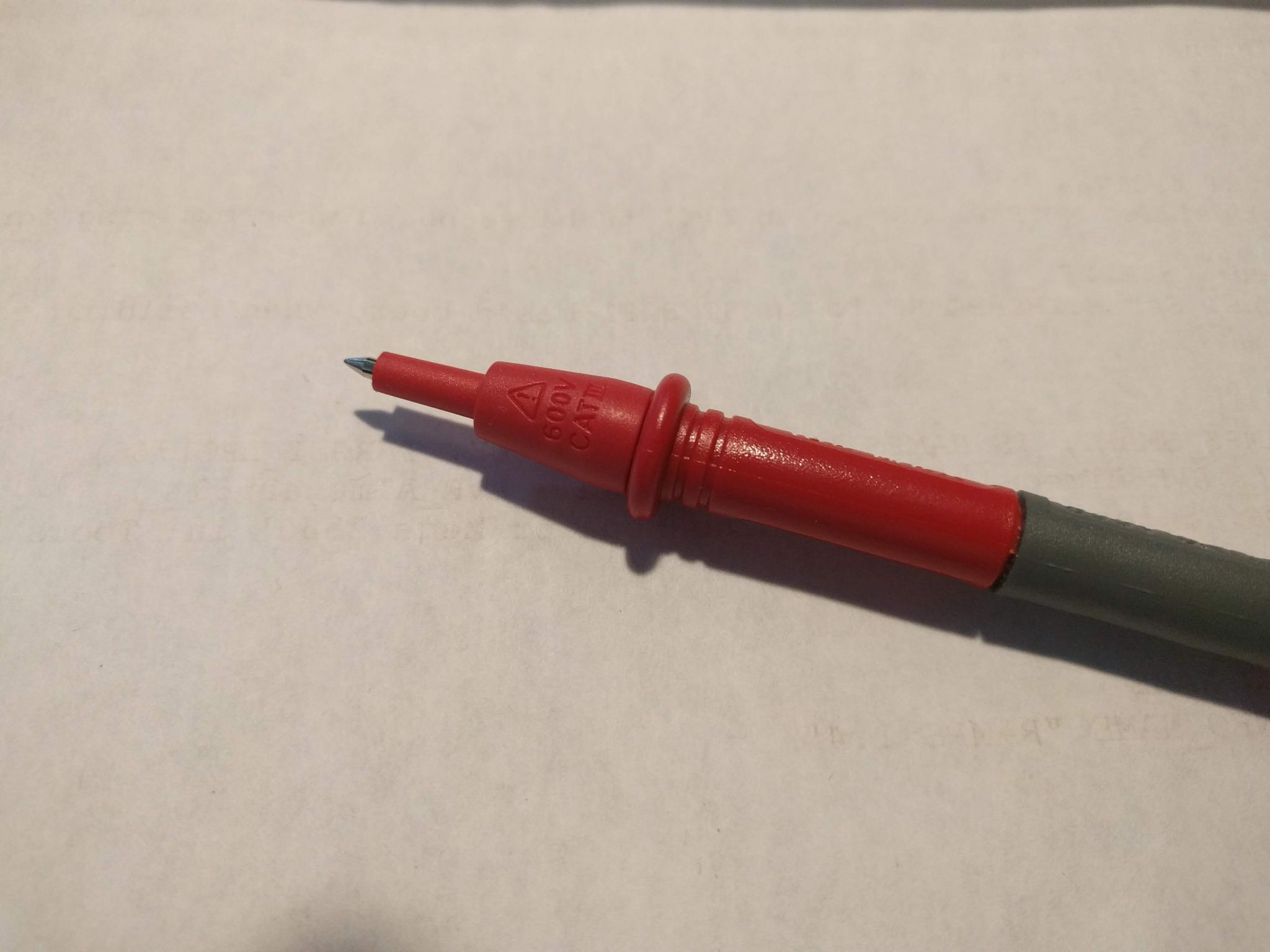
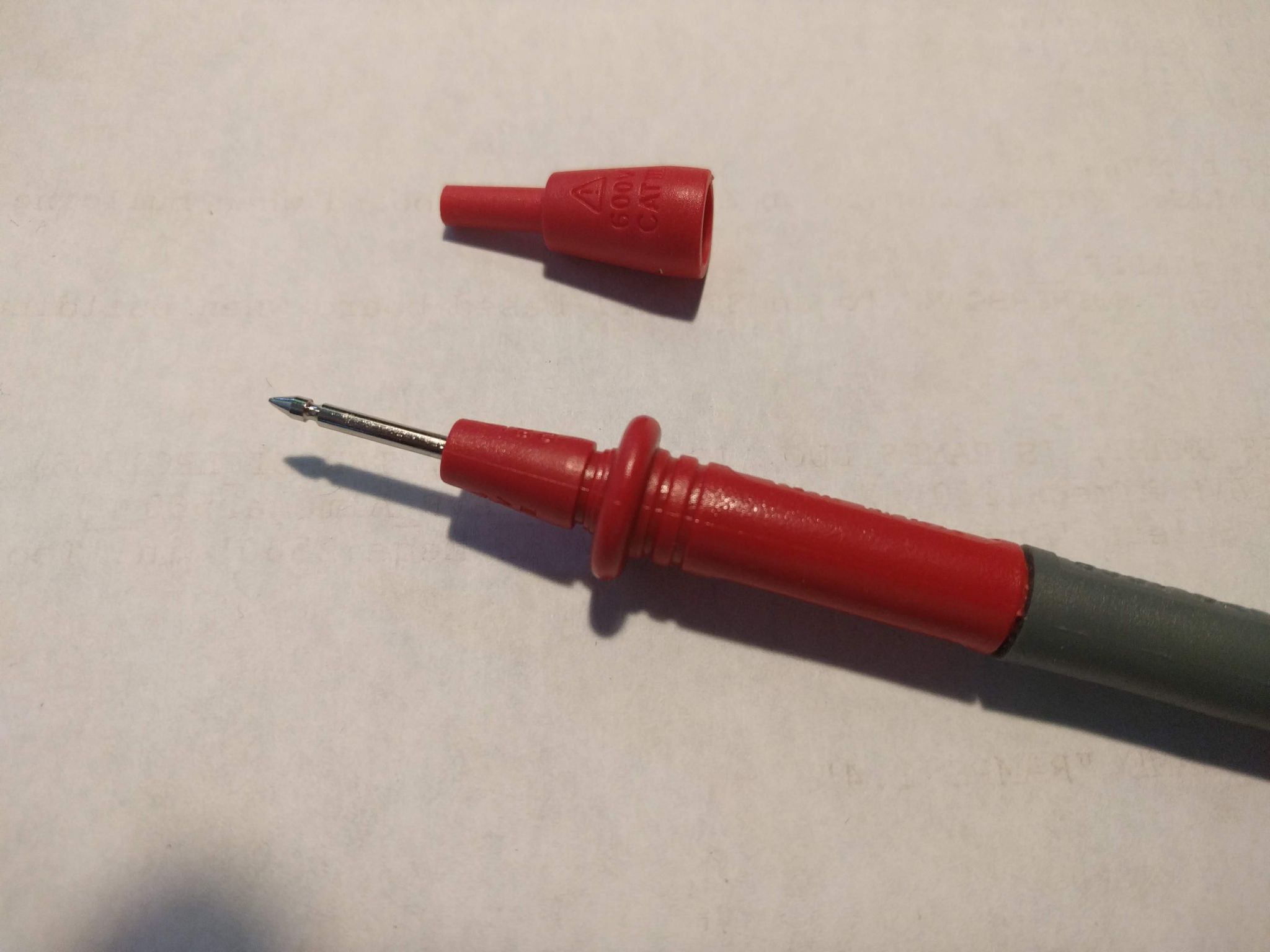
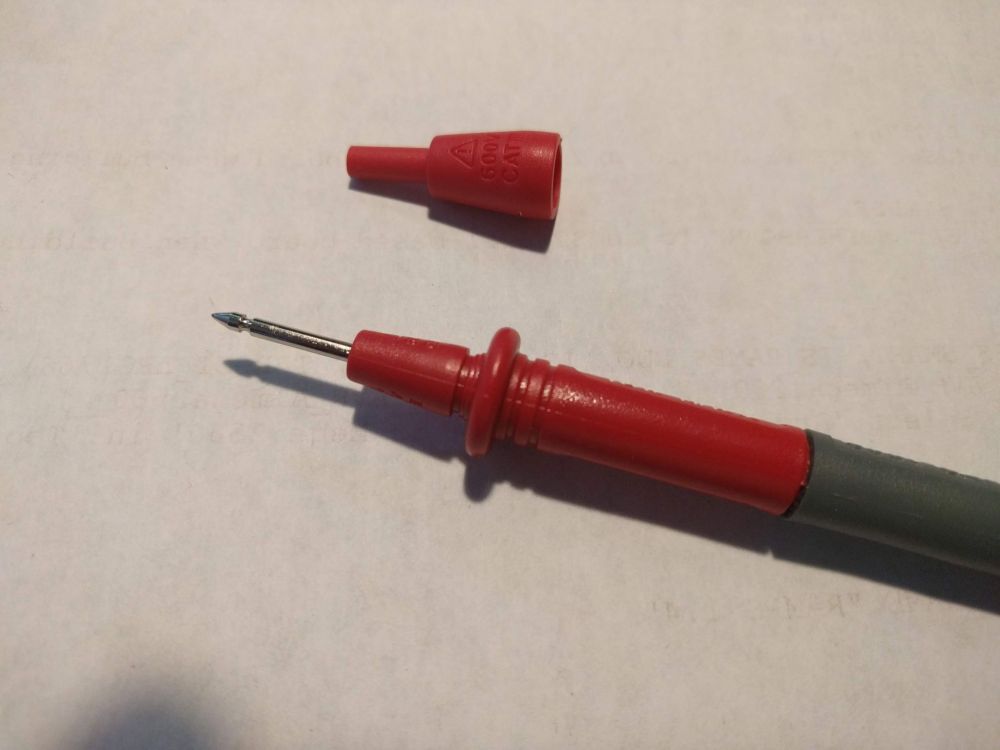
Bonne idée @jmevrd Mon multimètre «basique» possède un capuchon que l'on peut mettre / enlever pour faire la même chose : Tu peux aussi utiliser un tournevis céramique (non conducteur) pour régler le potentiomètre des pilotes, inconvénient: après chaque modification sur le potard il faut refaire une mesure avec les sondes du multimètre (avec un tournevis classique (métal), on peut faire les deux en même temps en utilisant une sonde équipée d'une pince crocodile). Dans tous les cas, il vaut mieux ne pas être parkinsonien (et avoir une bonne vue pour bien placer la pointe où il faut).

 2 points
2 points -
Ok merci pour les infos; je pensais que S3d détenait une version démo vu le prix ! Je ne connais pas S3d hélas ! je ne sais pas si c'est plus puissant ou plus adapté que IDEAMAKER qui pour moi me donne entière satisfaction ! chacun son Slicer préféré... J'ai abandonné CURA devenu trop lourd; ceci dit c'est un bon Slicer ou il faut beaucoup de patience pour l'utiliser pas assez rapide à mon gout. Nota : je propose une idée pourquoi ne pas faire apparaitre dans le profil le Slicer utilisé çà permettrai d'adapter des questions ou des réponses à des utilisateurs selon son imprimante.2 points
-
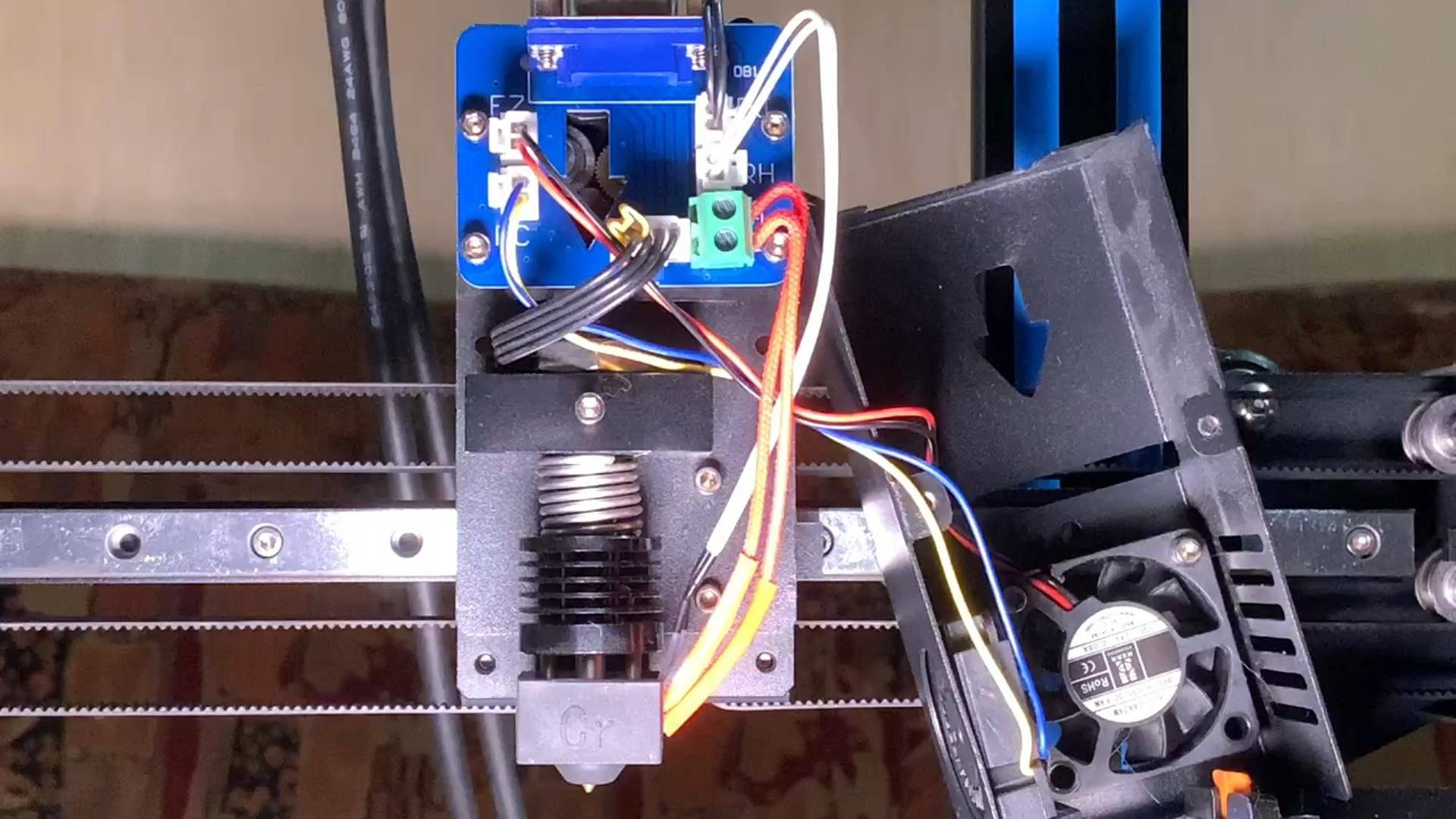
Tu a essayer de remettre tes ventilos d'origine sur buse et radiateur car beaucoup disent que les Noctua font peut être moins de bruit mais sont surtout moins efficace (j'en ai pas donc je peut pas l'affirmer) mais si tu refroidi pas assez tes soucis pourraient venir de la.2 points
-
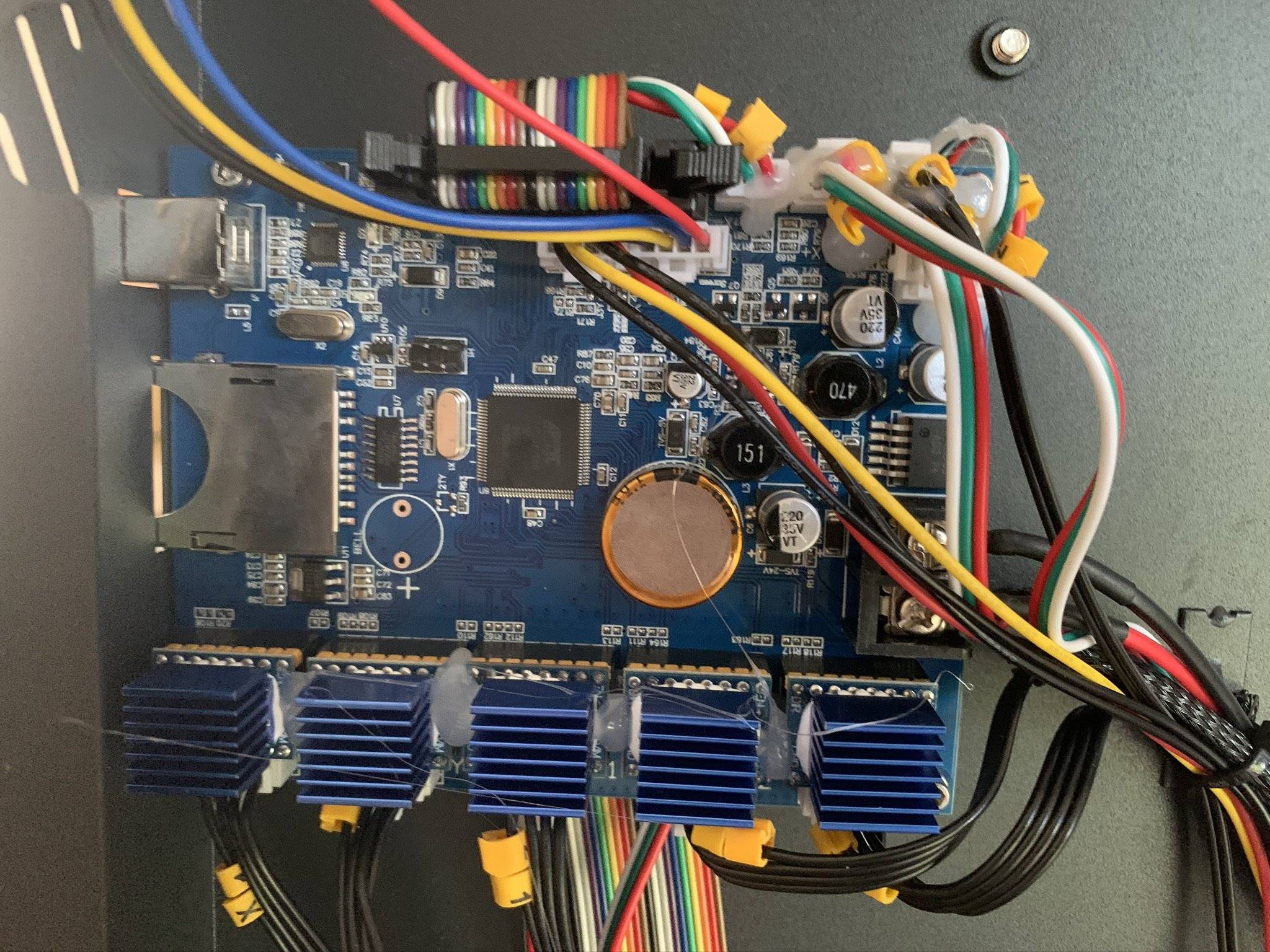
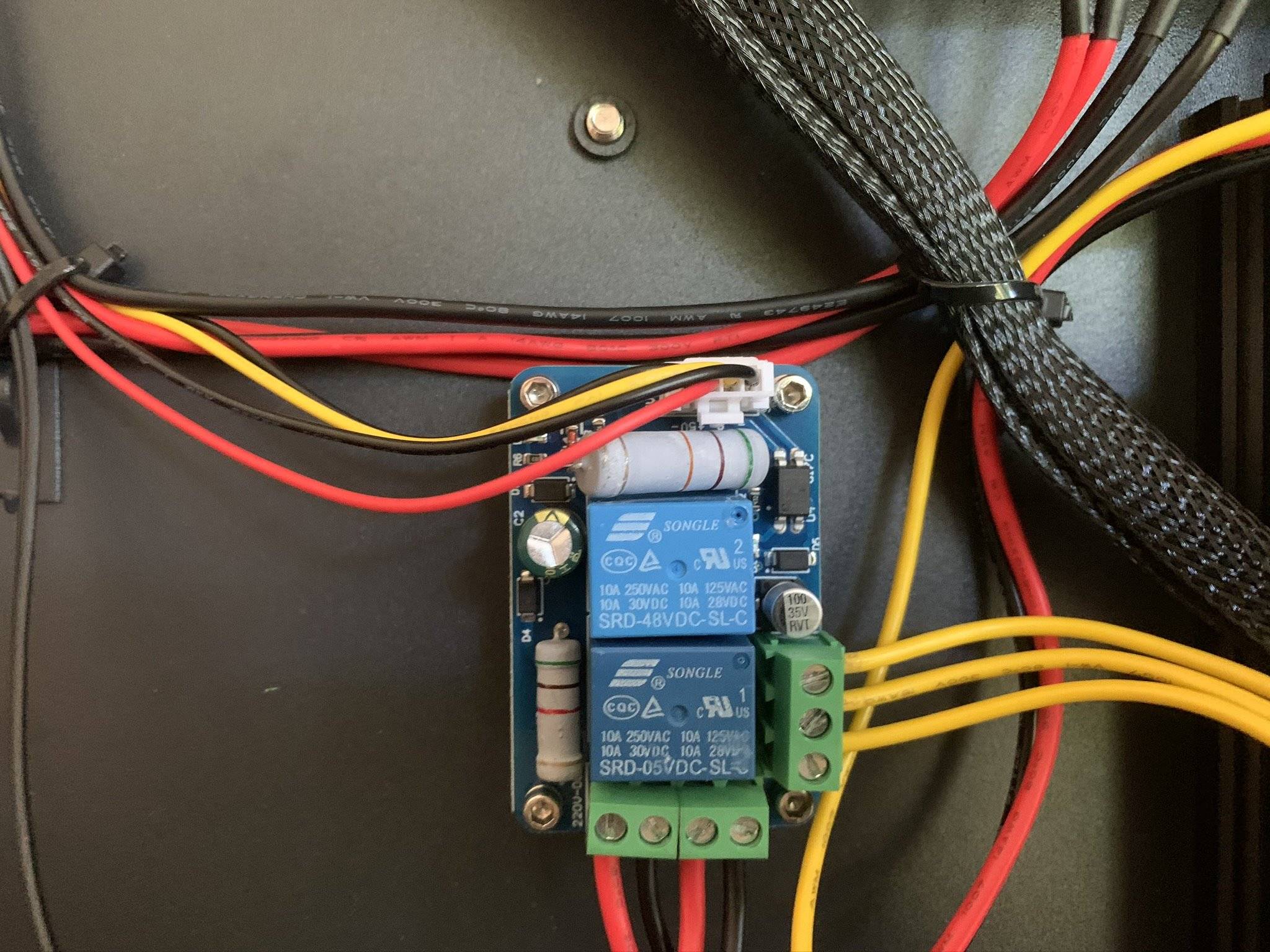
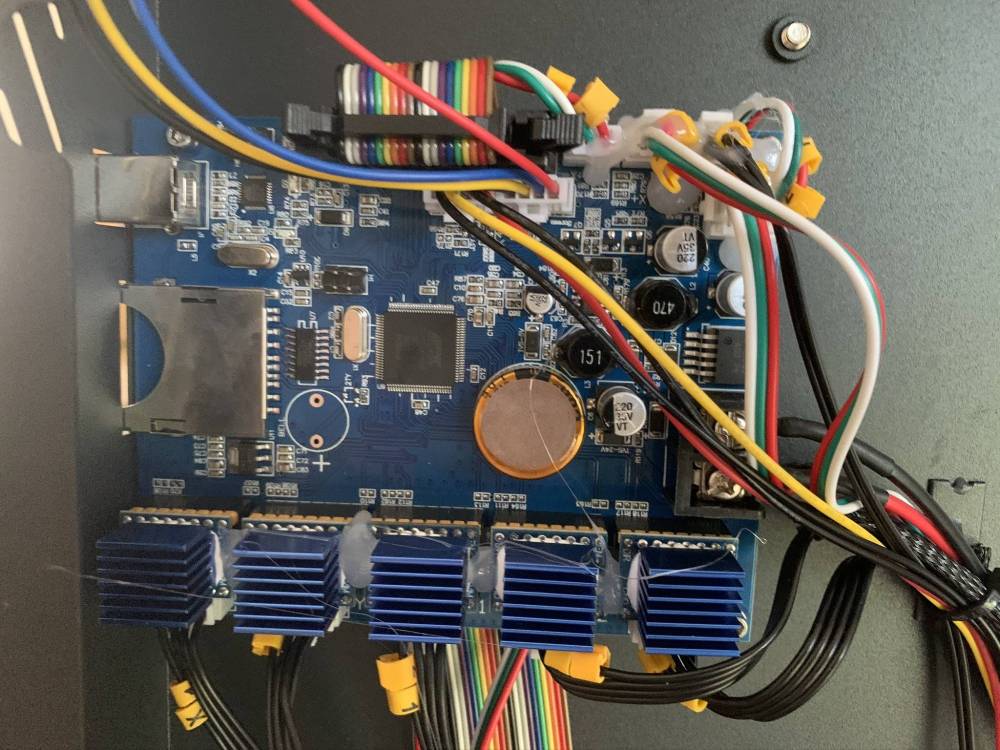
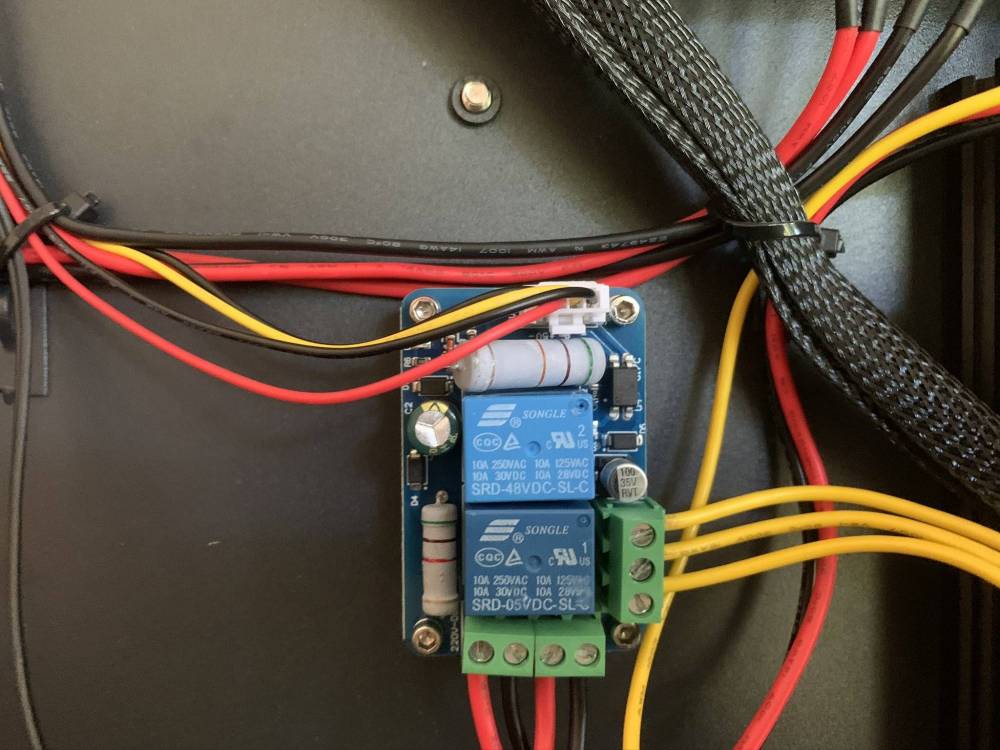
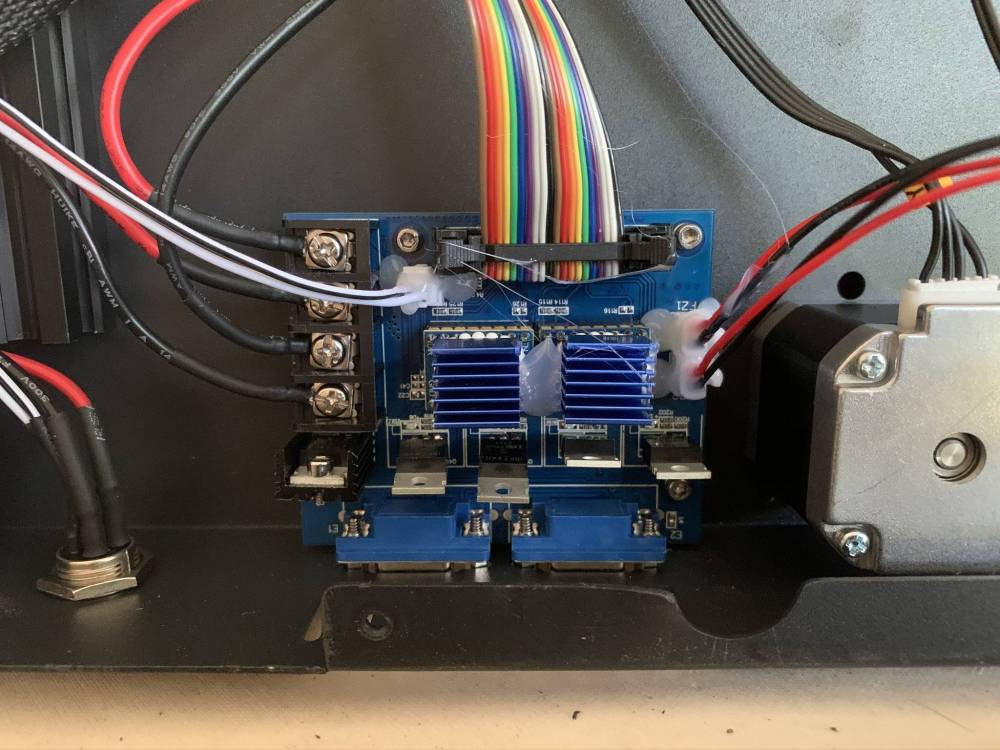
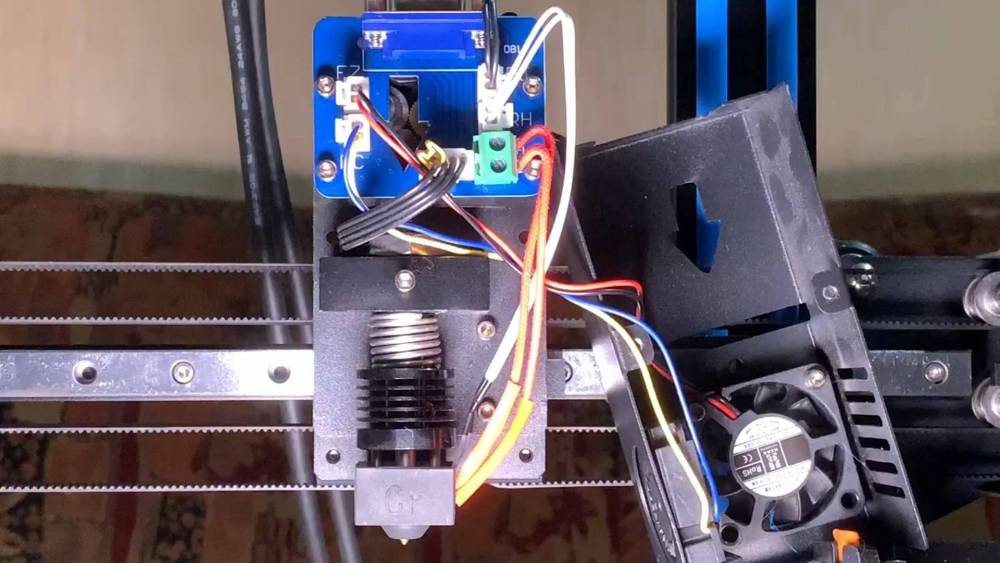
Bon, je l'ai reçue il y a 10 jours, et je l'ai testé (environ une centaine d'heures de prints) et je vous donne mon avis. Déballage et montage Vérifications d'usage, il a fallu resserrer les roulettes du plateau et de l'axe Z, rien de très méchant. Le plateau en verre était décalé par rapport au plateau, mais dans l'ensemble, la machine est très bien protégée. Aucun problème non plus pour le montage, le portique est vissé avec 4 vis et parait stable. Le montage des têtes ne pose aucun problème, les câblages tombent sous le sens, en moins de 15 à 30 minutes la machine est opérationnelle. Livrée avec 2 bobines de 200gr et tous les outils nécessaires pour toutes les vis de la bête. Vis supplémentaires pour le montage (enfin une de chaque), une buse en plus, les supports bobines sont inclus. Caractéristiques Machine entièrement métallique, extrudeurs direct drive, plateau verre, détecteurs de fin de course optiques précis, rail pour le X, vis hélicoïdale sécurisée en haut et en bas de la machine, écran de grande taille permettant de tout régler même pendant une impression. Reprise d'impression en cas de coupure, mise en pause possible, détecteurs de filament double, reprise d'impression à la hauteur voulue, vraiment très complet Mise en route Le calibrage du plateau est facilité par un bouton du menu qui permet de mettre les têtes au point Home, puis de les positionner aux 4 coins. Une remarque cependant, le plateau n'est pas bloqué, de fait il peu bouger lors de l'insertion de la feuille de papier, et j'ai pour habitude de vérifier aussi le point central du plateau, ce qui n'est pas permis par le menu. Attention, si vous bougez la tête au centre, il ne faut surtout pas repositionner la tête vers un coin par le menu, elle ne sait plus où elle est et crrrrrr, crrrrr lorsqu'elle va dans la position demandée. Il faut refaire obligatoirement un point home si on a bougé la tête à la main. Pour régler la hauteur de la 2ème tête, j'ai fait un calibrage complet de la tête 1, avec impression d'une cible carrée de calibration et réglage avec les grosses vis sous le plateau sur lesquelles sont indiqué le sens de montée ou de descente de celui-ci . Ceci fait, la tête 2 est relativement facile à régler, je me suis fait un pense bête à la Dymo pour indiquer le sens de montée ou descente suivant le mouvement de rotation de la clef de réglage fournie. Le réglage bicolore se fait en imprimant un fichier, de mon coté, je n'ai eu aucune retouche à faire. Après pour faire des impressions bicolores, il faut vraiment faire les bons réglages de rétraction, de vitesse, etc.. mais on y arrive. Utilisation Le plateau est en verre, le mien à l'air d'être plan, aucun problème d'accroche (j'utilise de la 3D Lak), il suffit d'attendre qu'il soit bien froid pour retirer aisément l'objet imprimé. . Nettoyage à l’alcool isopropylique ou avec de l'alcool ménager. Lors d'un print, la buse 2 et ses ventilateurs sont mis en fonction systématiquement . Il est possible sous Cura et Simplify3D de définir sa température à 0, mais rien pour bloquer les ventilos. Je ne sais pas si sous IdeaMaker cela est possible, je n'ai pas encore testé. Autre petit problème, si vous démarrez une impression mono extrudeur, il est indispensable de mettre un petit bout de filament dans le 2ème extrudeur sinon elle se met en pause erreur due au manque de filament. Mode spéciaux Le mode miroir et duplication fonctionnent à merveille, il faut juste prévoir le fichier gcode avec les pièces ne dépassant pas le centre de la surface, c'est vraiment un gros plus L'écran Tout est paramétrable depuis celui-ci, température plateau, températures des têtes indépendamment, vitesse du print, il suffit de cliquer sur la valeur pour avoir un écran de modification . Les ventilateurs de refroidissement ne peuvent eux qu'être mis en marche ou à l'arrêt, le flood n'est pas réglable Modifications apportées Pas grand chose à modifier sur cette machine bien conçue. J'ai mis en place des essuyeurs pour économiser le filament lors d'impression bicolore, des supports de détecteurs de filament, un pense bête du P2, une protection du câble du lit (ceci permet d'éviter l'entortillement de ses fils dans le ressort de réglage de la hauteur), et des guides filaments. Ma machine est équipée de drivers 2208 très efficaces, les ventilateurs sont audibles sans que cela me gène vraiment, mais il sera possible de les remplacer par des Noctua. Différences par rapport à la machine Tenlog initiale Les têtes qui avaient des inscriptions jaunes, sont maintenant plus discrètes. La tête P2 possède une inscription rappelant le réglage en hauteur, que je n'avais pas sur la mienne, mais une étiquette Dymo, joue le même rôle. Une ouverture permet de voir le passage du filament, et est éclairée en bleu. La carte mère qui regroupait tout sur une seule platine, est maintenant séparée en 2 parties, chacune ayant une ventilation propre fixée sur le couvercle. la deuxième partie regroupe les mofsets des 2 extrudeurs et leurs steppers. Cette carte est alimentée directement depuis l'alimentation. On a donc vraiment un mofset externe, permettant d'épauler la carte mère. L'alimentation est je crois aussi d'une autre marque que la Tenlog originale Il reste une sortie 24v disponible pour brancher peut être quelque chose. Je vais réfléchir pour un éclairage led des têtes. Le module relai du bouton de mise en marche permet l'extinction automatique (si souhaitée depuis l'écran) de la machine à la fin d'une impression. La machine reste en marche jusqu'à ce que les extrudeurs descendent à 80°, puis éteint la machine. L'attente de refroidissement ne se fait pas en mode miroir ou duplication cependant La tête est différente, le radiateur n'est plus de forme carrée mais cylindrique. Les 2 têtes sont installées avec un capuchon silicone permettant de mieux réguler la chaleur et d'éviter le collage du filament dessus Les détecteurs de filament sont désormais inclus dans les branchements des têtes (à ce sujet, ils en fournissent 4, je me demande pourquoi ?) Sur les câbles VGA de connexion des têtes, 14 fils sont donc utilisés, il en reste 1 de libre, peut être pour mettre une led d'éclairage des têtes, à suivre. Firmware La mise à jour dur firmware pour la machine se fait en connectant un ordinateur dessus. pour la mise à jour de l'écran, il est nécessaire de mettre une carte microSD sur celui-ci pour l'updater. C'est pas très pratique, en cas de maj, il faut ouvrir la machine. J'ai installé un connecteur SD externe qui vient se clipper sur le boitier rendant quasi invisible le bricolage mais facilitant l'éventuelle maj. A noter que j'ai fait la maj proposée sur le site, pour la machine ras, mais pour l'écran, cela m'a rétrogradé d'une version Le service après vente ayant été contacté, ils ont mis sur le site la bonne version pour le firmware écran. Conclusion Bon, c'est un peu long, mais je pense vous avoir tout dit. Ah, non ! La qualité d'impression ! Oui elle est superbe, la machine ne vibre pas du tout, j'en suis enchanté Il ne vous reste plus qu'à compter les cœurs pour voir mon bilan. C'est une très bonne machine, que je ne peux que conseiller, merci à @vap38 d'avoir orienté mon choix pour cette imprimante.

 1 point
1 point -
If it makes you feel any better I've been doing a lot of testing on this already.. Naomi has been working very hard to convince Creality that there is a market for this style printer.. In this case I believe the Kickstarter is more to prove there are enough people interested to justify production.1 point
-
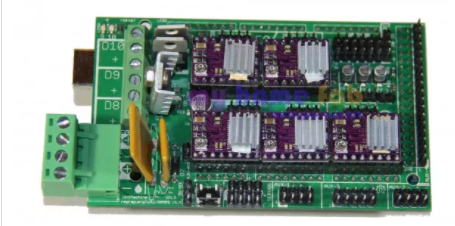
Bonjour, Regarde si à vide (sans raccord avec la ramps) l'alim délivre une tension. Pour rappel il faut court-circuiter 2 fils de l'alim ATX pour avoir une tension de sortie. Sur la prise ATX, réaliser un shunt entre la borne d'alimentation principale (normalement avec un fil vert) et une borne de masse (normalement avec un fil noir). Je vérifierais avec un contrôleur universel si les tensions existent sur ma carte ramps. La carte ramps1.4 possède 2 fusibles (les deux pièces jaunes sur la photo). Une recherche sur internet "ramps 1.4 schematic" te donnera le plan du circuit imprimé et l'implantation des composants. Bon courage.
 1 point
1 point -
J'y avais pensé...Mais en réfléchissant bien quitte à prendre une machine chinoise, j'aurais plutôt tendance à faire confiance aux équipes R&D des marques chinoises (qui ont l'air d'avoir fait du sacré boulot ces dernières années) plutôt qu'à un clone plus ou moins bien réalisé d'une machine européenne.1 point
-
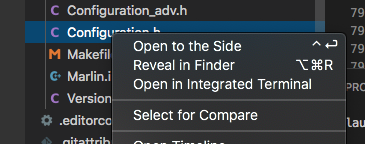
Salut, Pas de probleme, je connais le mode desespoir aussi Tu peux copier/coller le terminal de VSCode en cliquant sur "code" dans la fenetre de ton message. De ce que j'arrive a dechiffrer tu utilises un fichier configuration.h qui n'est pas compatible avec le firmware Marlin que tu essayes de compiler (ecart de version). Il ne suffit pas de copier coller son fichier config pour upgrader marlin. Afin de le refaire facilement il faut editer les nouveaux fichiers config.h et config_adv.h en copiant/collant les valeurs de ton ancien firmware. Pour cela l'option comparer de VS Code est bien pratique, avec un code couleur tu verras toutes les differences entre les fichiers. Tu ouvres les deux version de marlin sur VS code, tu fais un clique droit sur le premier fichier a comparer et tu selectionnes "Select for compare", meme sur le deuxieme fichier a comparer. Fais ca dans un premier temps et ca devrait enlever une bonne partie des messages d'erreurs. On verra ensuite quoi faire s'il en reste. ps: J'ai du mal a supporter les traces de doigts sur les ecrans, chez toi je pense que je saignerai du nez Cdt Laurent
 1 point
1 point -
Cela vient du réglage de ton axe Z, refais ton réglage de plateau car là on voit bien que la première couche n'est pas assez écrasée sur le plateau.1 point
-
le gcode dual extrusion ici en Gcode ideamaker pour la TLD3 c'est un lezard articulé en deux couleurs. a+ lezard 2.gcode1 point
-
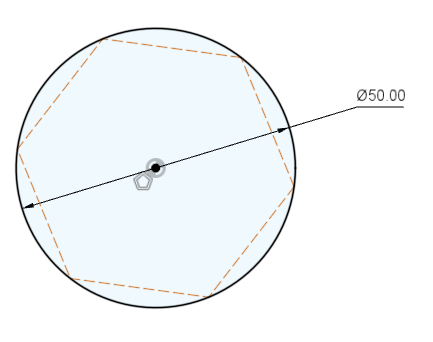
Salut, En plus de ce que les collegues ont dit il faut aussi tenir compte que nos imprimantes n'impriment pas les arcs. Chaque arc de cercle est en fait compose de petit segments de droite. L'extremite de ces segments se trouvant sur le diametre du cercle dessine dans Fusion. Donc quand on imprime le cercle est legerement plus petit. Exemple exagere pour bien montrer le phenomene : Tu peux diminuer le phenomene en exportant ton STL avec un "refinement" sur high (ca augmentera le nombre d'arcs qui composent les cercles). Ensuite en plus de bien calibrer ton extruder il faut egalement bien calibrer les deplacements de la machine. Contrairement a ce beaucoup de personnes pensent il ne suffit pas d'imprimer un cube et de faire une regle de 3 pour determiner les step/mm. Les steps/mm se calculent en mesurant le plus precisement possible les deplacements de la tete en X, Y et Z. Perso je fais ca avec un pied a coulisse. Une fois les deplacements bons (et les bons reglages de step/mm determines) tu imprimes une piece et tu mesures les ecarts entre la consigne et la taille reelle. Cet ecart provient alors du materiau qui se retracte au moment du refroidissement. Ce % d'ecart sera a integrer dans ton slicer comme modificateur d'echelle ( ce sera specifique a chaque bobine de filament). Meme avec tout ca il restera encore des legers ecarts de dimension, c'est du au fait que selon la taille de la piece (et sa forme) la retraction n'est pas la meme. Bon la faut avouer que c'est pour pinailler. Cdt Laurent
 1 point
1 point -
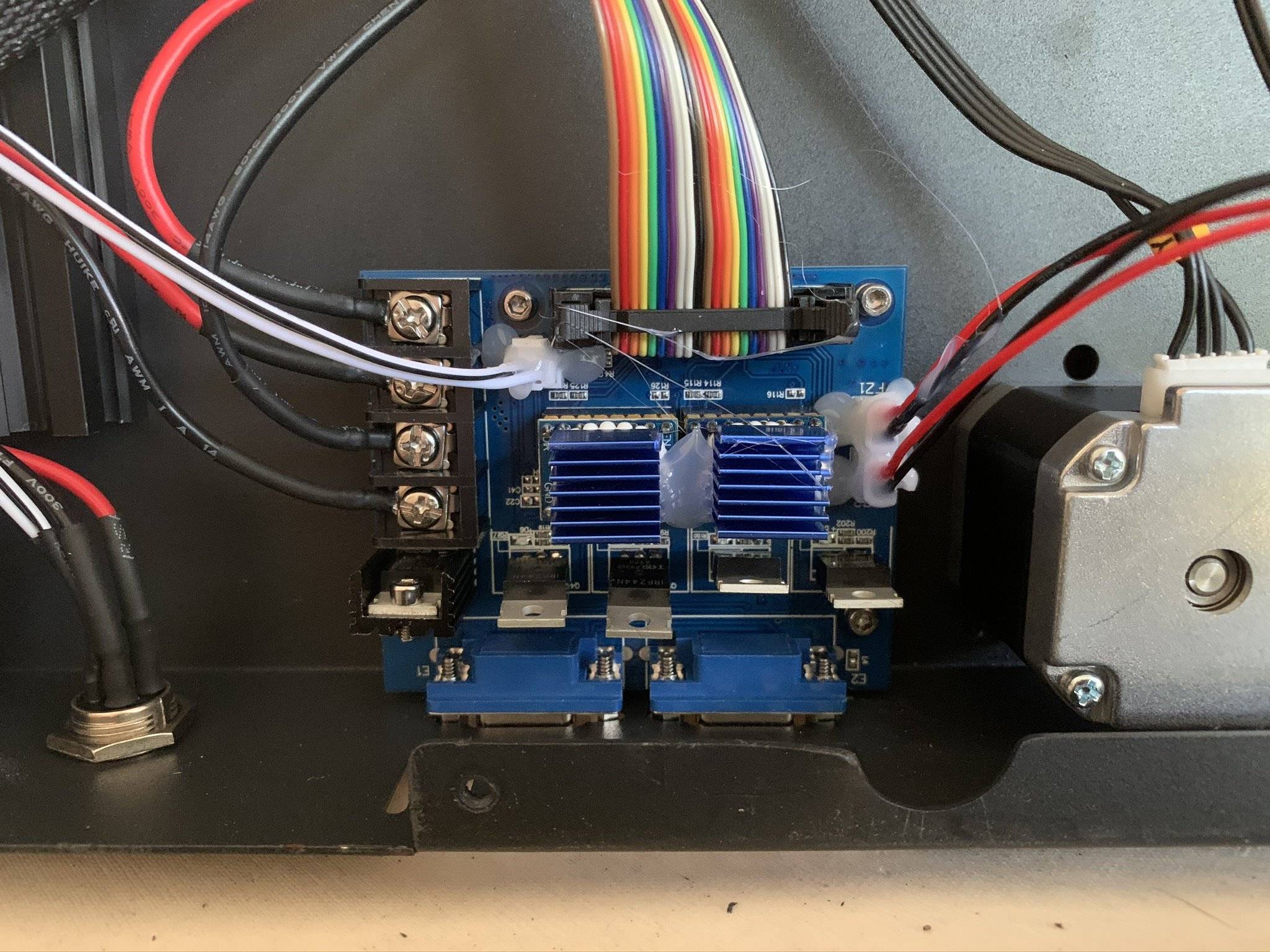
Bonjour @Nicoleyko, A priori, je dirais que les drivers de ta nouvelle carte mère sont réglés trop haut, d'où l'échauffement. Il faudrait mesurer la tension sur chacun des drivers et nous donner les valeurs. Des plus calés que moi dans ce domaine pourront alors t'indiquer ce qu'il faut faire. Pour ne pas risquer de faire un nouveau court-jus sur ta carte mère, il y a un truc tout bête : tu entoures la tige de la pointe de mesure avec du ruban adhésif, en ne laissant que la pointe nue. Ainsi, tu ne risque pratiquement plus rien.1 point
-
Pour le ventilateur 3010 muni d'un roulement à bille. https://fr.aliexpress.com/item/32846404079.html?spm=a2g0s.9042311.0.0.98036c37eVGgjk Bien prendre 24V Ball xxxx (xxxx étant le type de connecteur que tu as besoin (XH2.54 pour moi)) Pour les 40x20 c'est la référence au déjà citée. Il est dommage de devoir se procurer ces ventilos en Chine, mais introuvables chez nous. L'ensemble revient à moins de 20€.1 point
-
pas de soucis hésite pas à cliquer sur cœur pour dire merci mmhhh non rien en plus pour l'uart, à part mettre le jumper sur la carte et les quelques lignes citées. normalement tu auras aucun soucis. regarde dans le configuration_adv pour le m122 il faut activer ça /** * Monitor Trinamic drivers for error conditions, * like overtemperature and short to ground. * In the case of overtemperature Marlin can decrease the driver current until error condition clears. * Other detected conditions can be used to stop the current print. * Relevant g-codes: * M906 - Set or get motor current in milliamps using axis codes X, Y, Z, E. Report values if no axis codes given. * M911 - Report stepper driver overtemperature pre-warn condition. * M912 - Clear stepper driver overtemperature pre-warn condition flag. * M122 - Report driver parameters (Requires TMC_DEBUG) */ #define MONITOR_DRIVER_STATUS et ca /** * Beta feature! * Create a 50/50 square wave step pulse optimal for stepper drivers. */ //#define SQUARE_WAVE_STEPPING /** * Enable M122 debugging command for TMC stepper drivers. * M122 S0/1 will enable continous reporting. */ #define TMC_DEBUG et tu pourrais voir le status de tes drivers tmc. ça te dira si il faudra souder pour activer l'uart sur le drivers et le STEALTHCHOP bien entendu!1 point