Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/11/2020 dans Messages
-
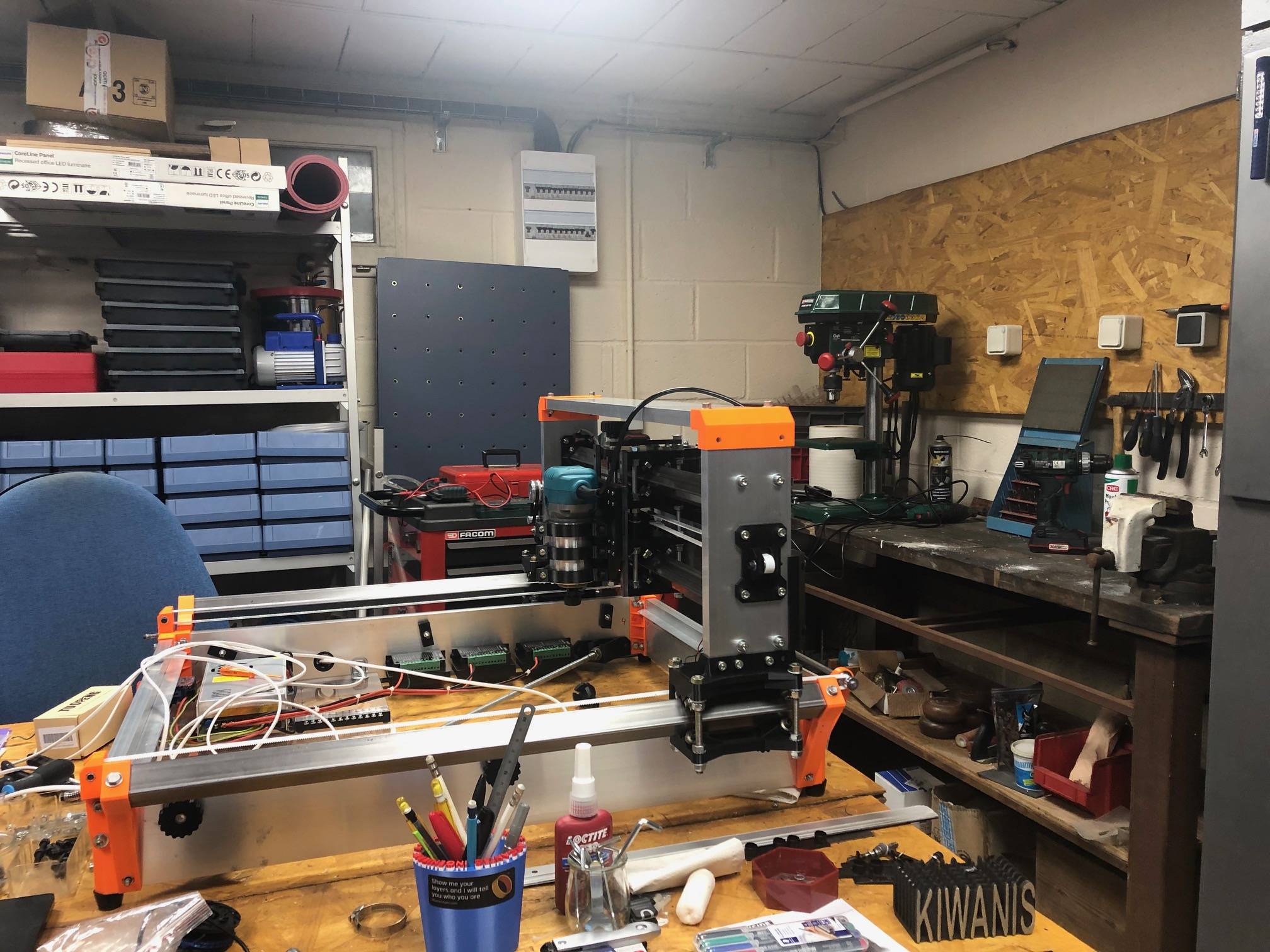
Cet été, c’était l’endroit le plus frais ou plutôt le moins chaud de la maison. je viens de finir la mise en place des Prusa Mini installées au dessus des Prusa MK3s. J’attends la sortie de la XL j’ai gardé de la place pour l’installer à côté. sur la seconde photo je suis entrain de finir le montage de la CNC32 proposée par Makerfr, je ne pense pas l’installer dans mon atelier car j’ai peur qu’en fonctionnement elle fasse beaucoup de poussière, donc direction garage. pour finir l’atelier, il faut que j’installe proprement plusieurs piquages d’air comprimé aux murs, plutôt qu’un tuyau qui se ballade au sol.

 1 point
1 point -
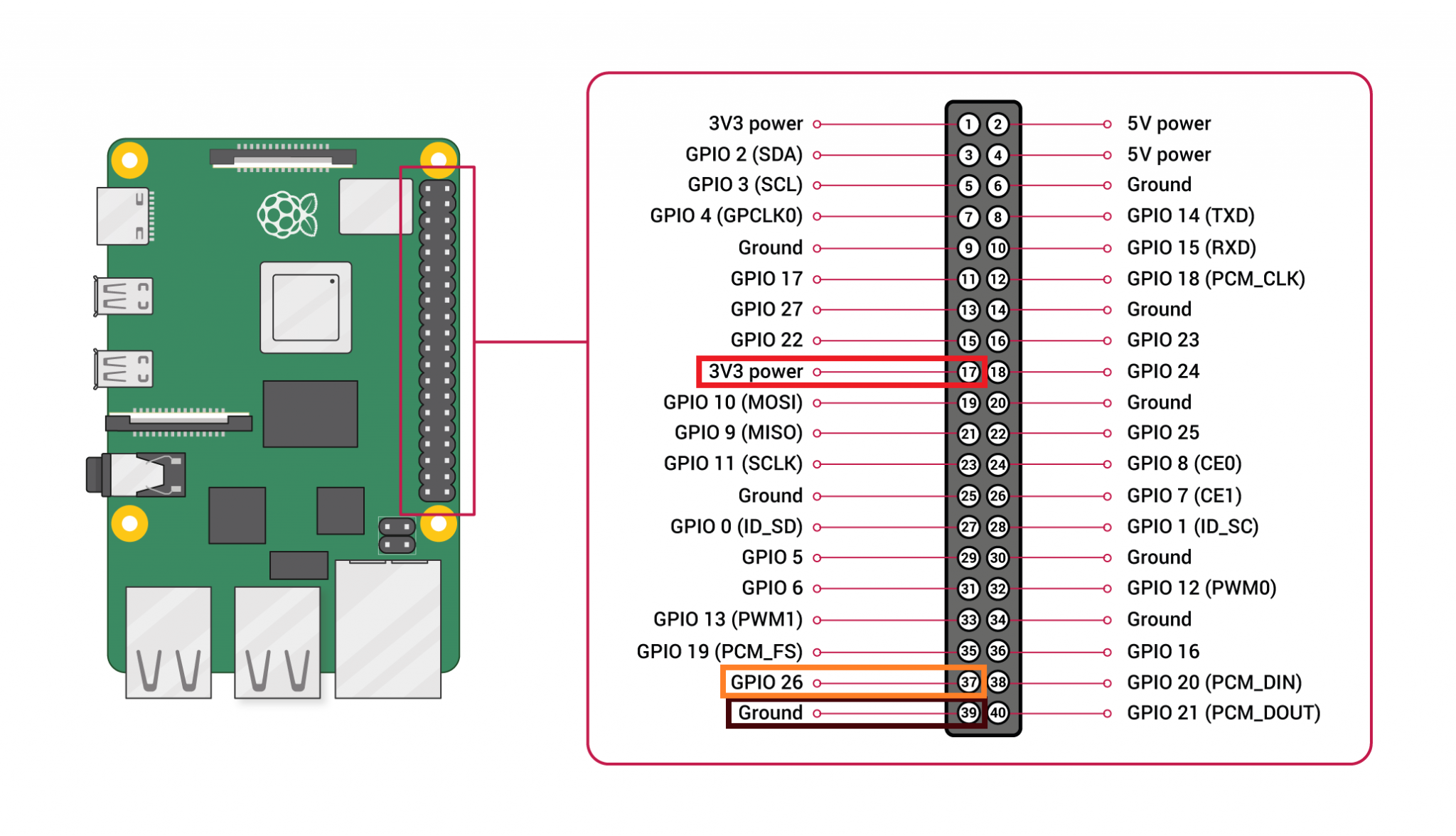
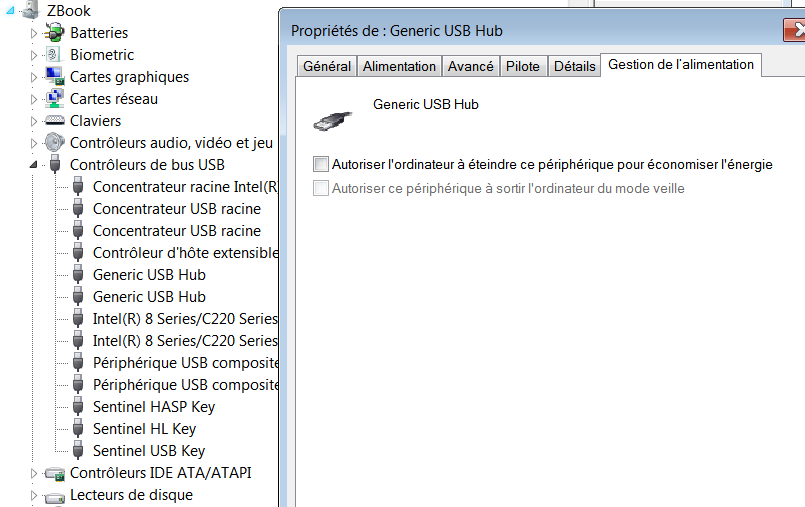
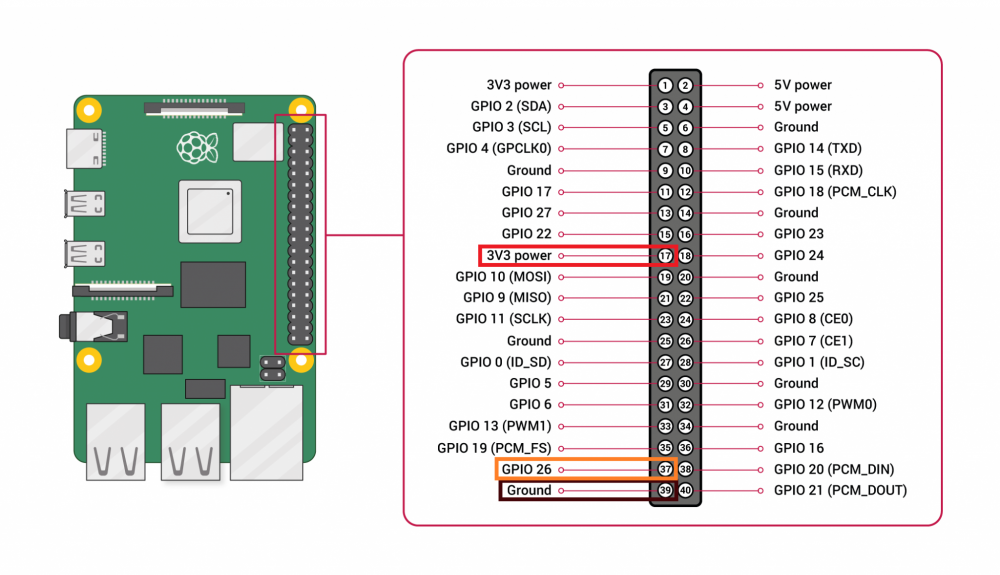
Bonjour à tous, Voici un petit tuto sur comment brancher le détecteur de filament d'origine sur votre Raspberry Pi tournant avec OctoPi. Matériel nécessaire : Un Raspberry Pi avec OctoPi installé dessus Des cables de connexion GPIO Connection du détecteur de filament au Raspberry Déconnectez le cable d'origine du détecteur Connectez les cables GPIO comme montré sur la photo (Rouge : +3.3v, Brun : Ground, Orange : Data) Connectez l'autre extrémité des cables GPIO sur le Raspberry en respectant les couleurs (Rouge : Pin 17, Orange Pin 37, Brun Pin 39) Préparation d'OctoPrint Connectez vous sur votre interface OctoPrint Allez dans les "Settings" > Plugin Manager > Get More Recherchez ceci : "Enclosure Plugin" et cliquez sur "Install" Redémarrez quand l'interface vous le demande Configuration d'Enclosure Plugin Allez dans "Settings" > "Enclosure Plugin" Cliquez sur Add Output avec les paramètres suivants Output Type : Regular IO Label : Comme vous voulez (par exemple : Filament Sensor) IO Number : 26 Toutes les cases en dessous décochées sauf pour"Active Low" et "Show button on NavBar" qui doivent être cochées. Cliquez sur Add Input avec les paramètres suivants Label : Comme vous voulez Input Type : GPIO Input Action type : Printer Input IO : 26 Input Pull Resistor : Input Pullup Event trigger : Fall Printer action : Filament change Cocher Enable and disable filament sensors Filament detection timeout : 30 Cliquez sur Save Redémarrez OctoPrint Voilà, vous êtes prêt N'oubliez pas de configurer un script en cas de pause et de reprise après pause dans OctoPrint. Voici les miens : Quand pause : ; relative XYZE G91 M83 ; retract filament, move Z slightly upwards G1 Z+5 E-5 F4500 ; absolute XYZE M82 G90 ; move to a safe rest position G1 X0 Y180 Quand sortie de pause : ; relative extruder M83 ; prime nozzle G1 E-5 F4500 G1 E5 F4500 G1 E5 F4500 ; absolute E M82 ; absolute XYZ G90 ; reset E G92 E{{ pause_position.e }} ; move back to pause position XYZ G1 X{{ pause_position.x }} Y{{ pause_position.y }} Z{{ pause_position.z }} F4500 ; reset to feed rate before pause G1 {{ pause_position.f }}

 1 point
1 point -
Tuto ou conseil, la limite entre les deux est mince. Je rabâche aux techniciens, ingénieurs, futurs ingénieurs ou doctorants toujours le même principe, la même logique : N’essayez pas de remédier aux conséquences d’un problème, mais à la cause d’un problème. En général on me répond : Ah oui, bien sûr, c’est évident. Et dans la pratique, c’est tout le contraire qui est mis en œuvre. Cela semble toujours plus simple de penser ainsi : J’ai un problème donc je vais ajouter tel truc pour ne plus avoir ce problème. Et là, vous générez un risque potentiel supplémentaire de problème (pléonasme volontaire). Exemple lu récemment sur le forum : le plateau de mon imprimante n’est pas plan, donc je vais ajouter un BLtouch. Non, je cherche pourquoi mon plateau n’est pas plan, je répare ou change la pièce défectueuse et le problème sera résolu. Si par la suite je veux ajouter un BLtouch pour faciliter le réglage du plateau, c’est possible, c’est une autre fonction (bon conseil de TITI78). Dans le cas présent c’était simple, facile et évident, mais il y a de nombreux cas ou instinctivement vous choisirez la solution de facilité : remédier à la conséquence de votre problème. Alors, prenez un peu de temps et chercher la cause réelle de votre problème, quand vous l’aurez trouvé, ce sera facile de l’éliminer (et souvent moins couteux que d’ajouter des trucs et des machins en plus). Mais évidemment ce n’est pas le discours des vendeurs de trucs et machins. Ce n’est pas un discours de prof, seulement d’une personne qui a été régulièrement confrontée à ces réactions sur des équipements de production ou sur le développement de nouveaux produits.1 point
-
Puisque l'on a la même analyse , on va considérer que l'on a raison!1 point
-
Bonjour. J'ai évité l'offset à 0 sur X pour pouvoir voir l'extrusion ! Mais ce doit être faisable. Pour info, un nouveau fang est dispo, plus efficace que le premier. Bons prints!1 point
-
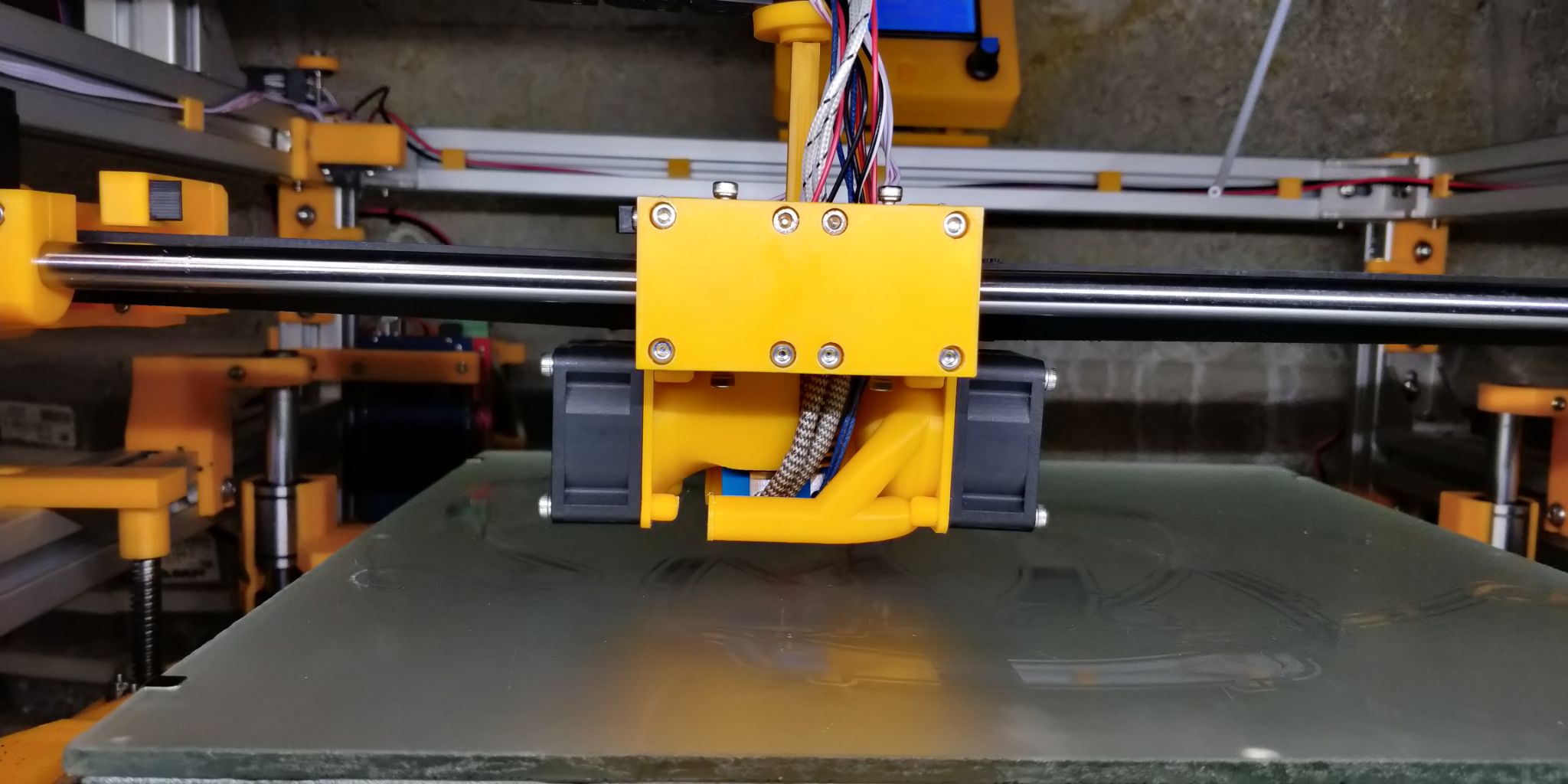
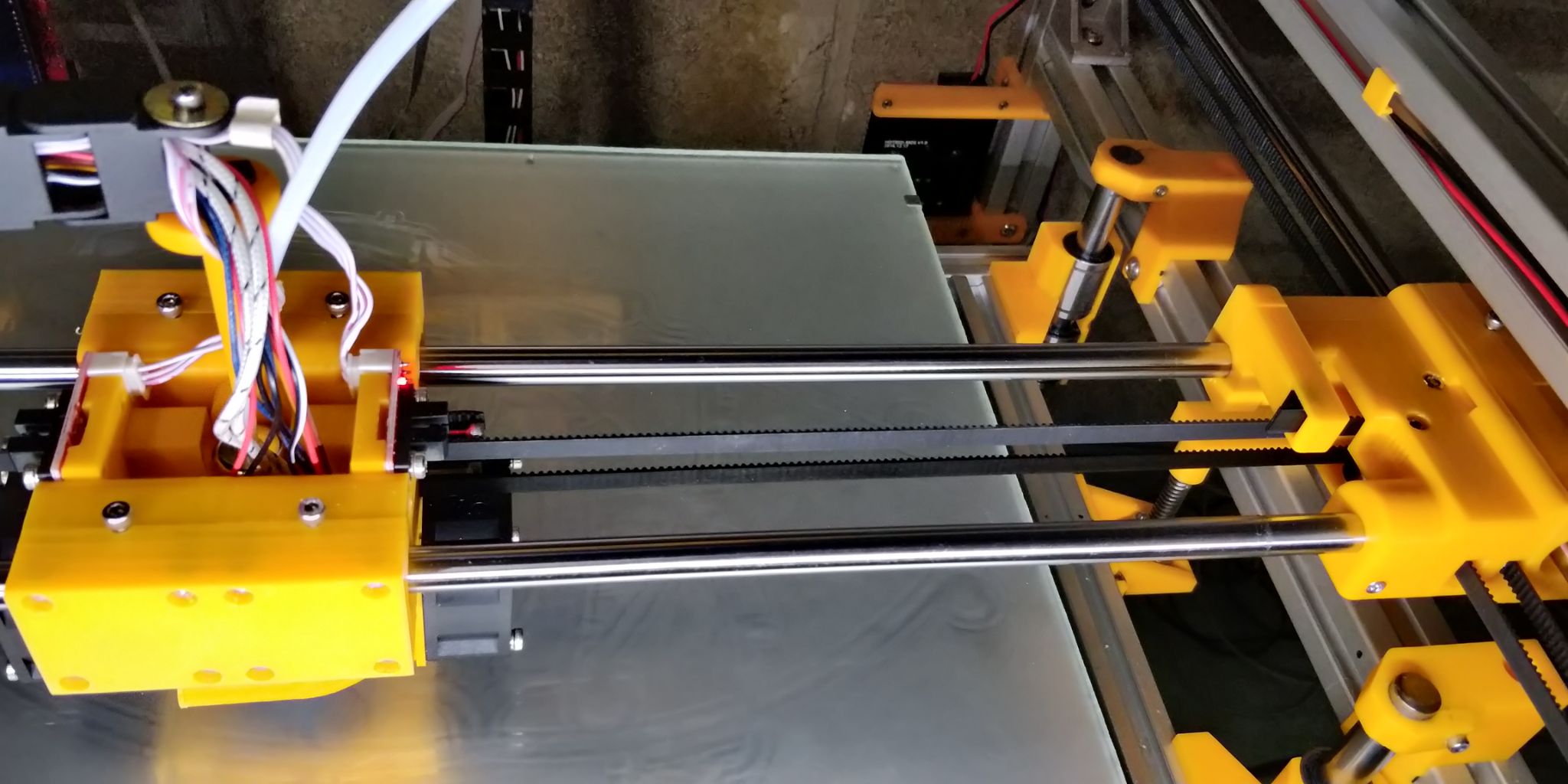
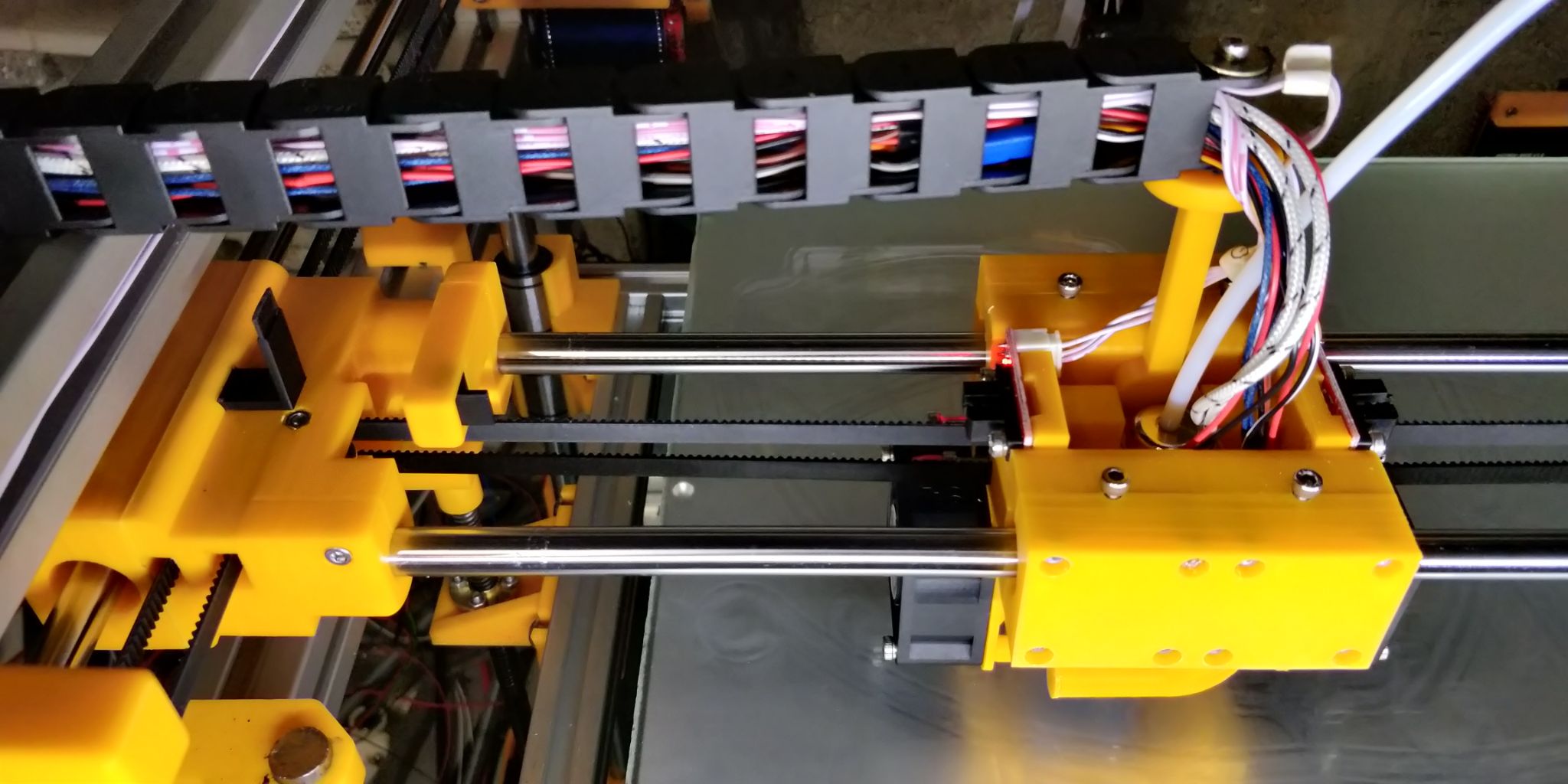
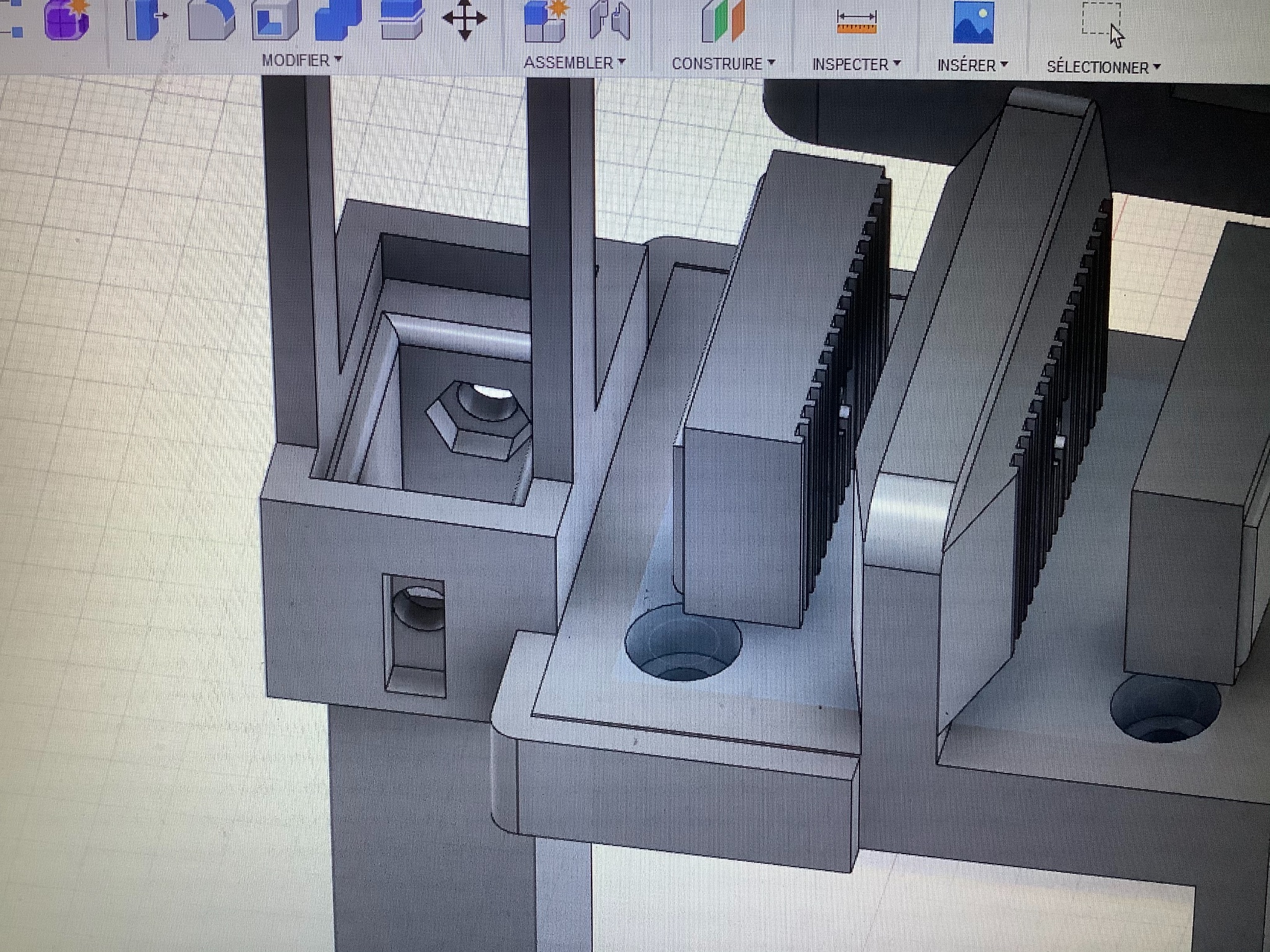
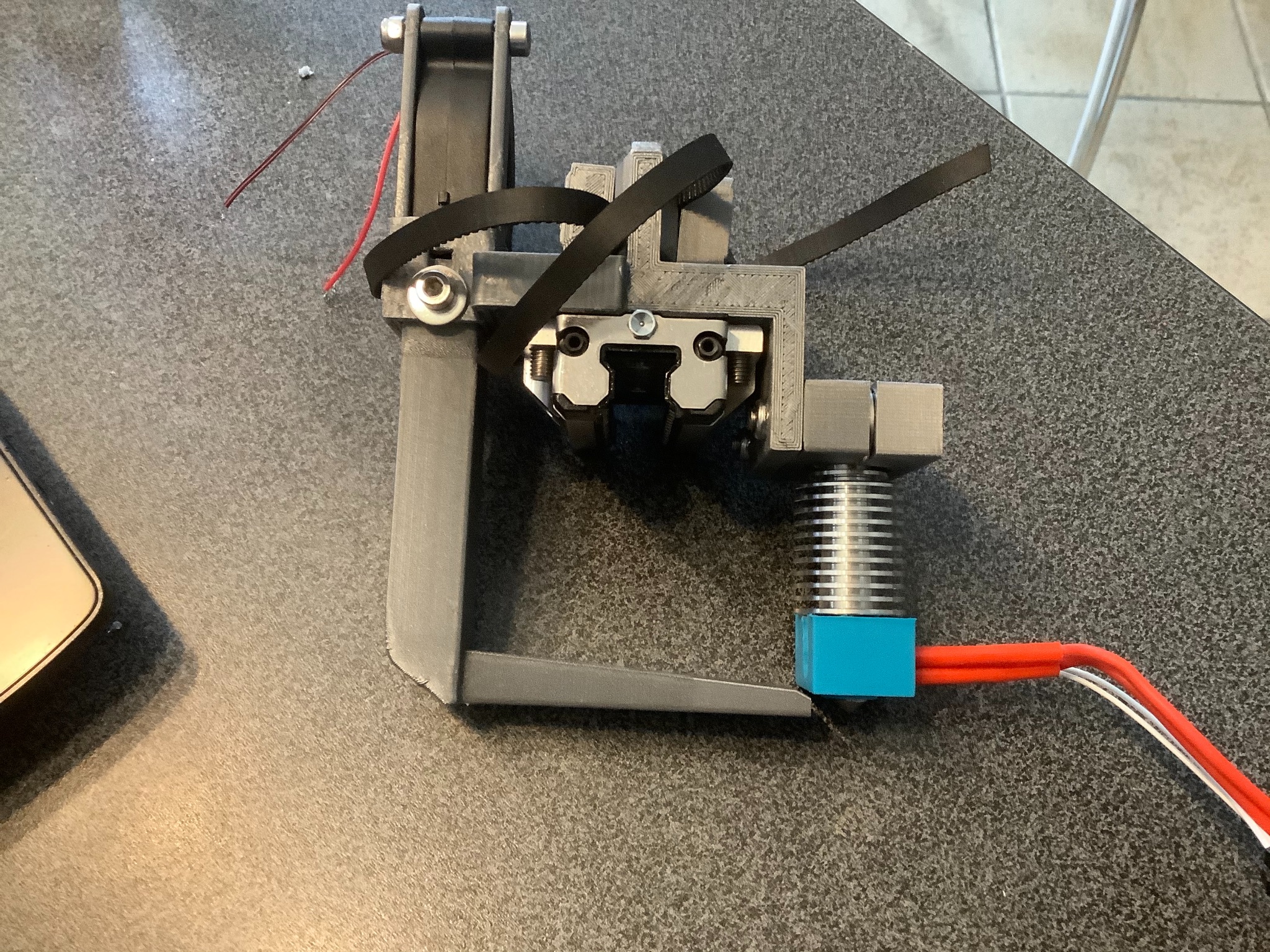
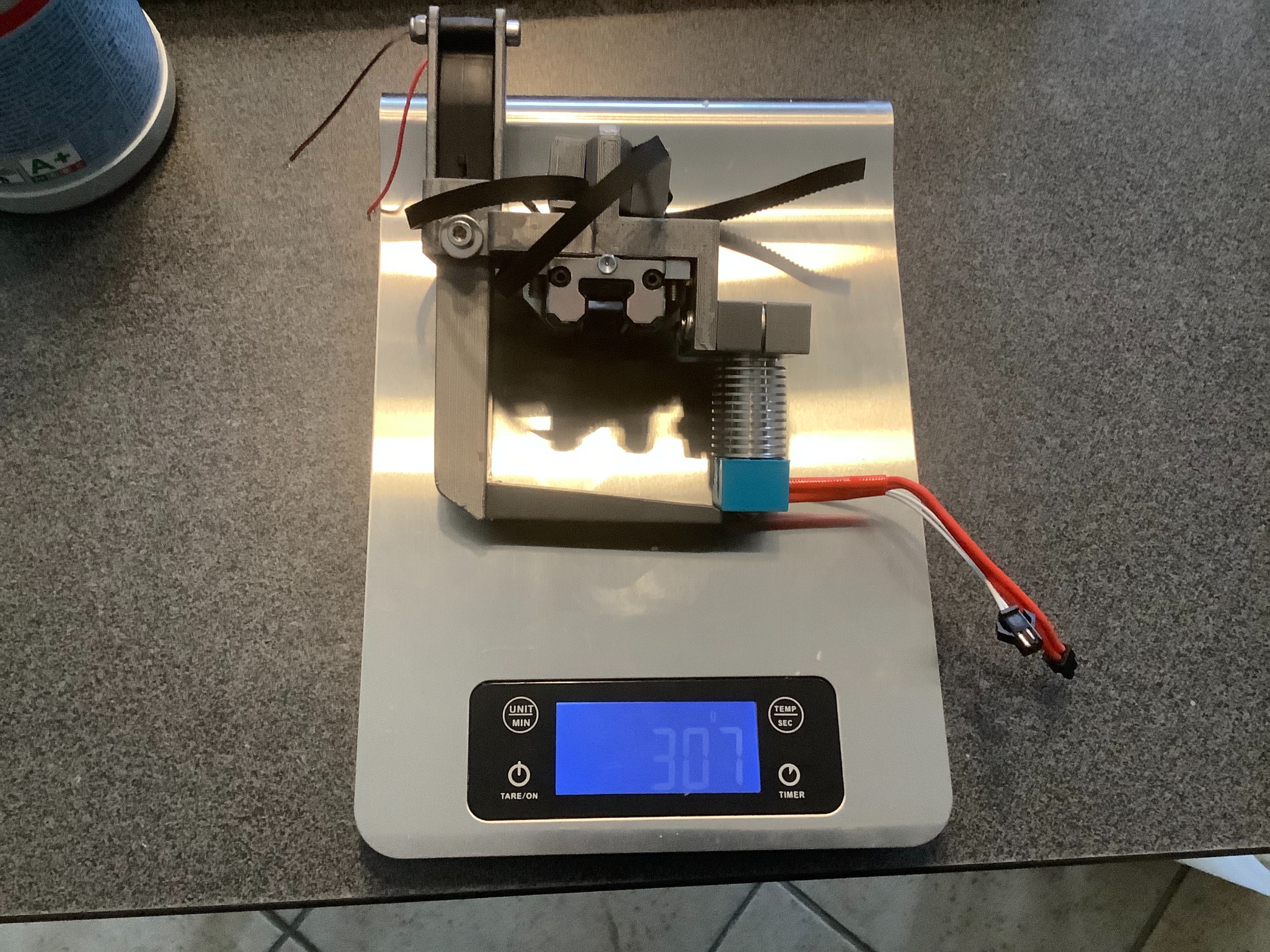
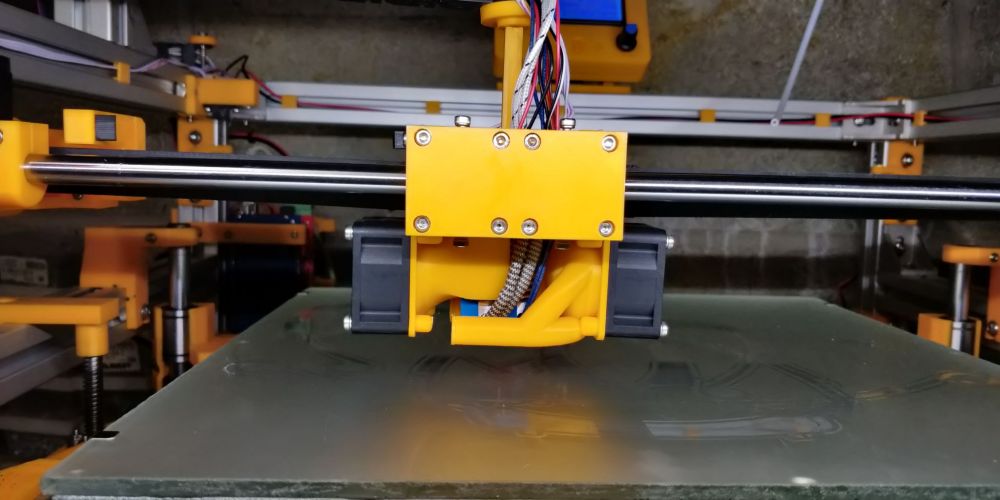
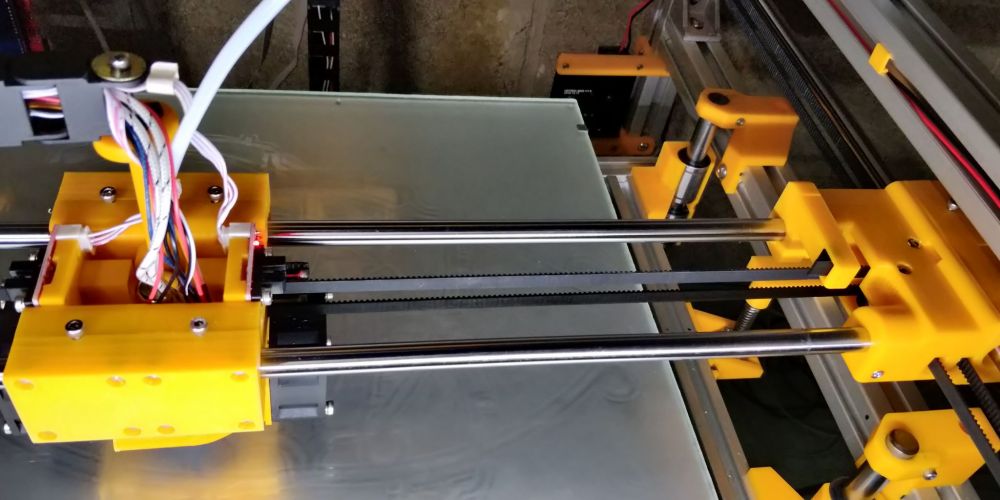
Bonsoir C'est bon nouveau chariot x et y finalisés sur mon hypercube EVOII Ventilation ok Chauffe ok Mouvement xyz ok Reste à faire le premier print
 1 point
1 point -
1 point
-
1 point
-
Non. Un simple matériel informatique possédant un navigateur (PC, Mac, tablette, smartphone,…) te permettra d'accéder à l'interface d'Octoprint. Sinon tu peux consulter le tuto de @thsrp qui utilise un écran avec son RPi avec OctoDash (j'en ai un aussi avec ma CR6 (RPi4, 2Go + écran BTT Octopi) mais c'est pour moi du gadget totalement inutile donc parfaitement indispensable ) :1 point
-
Manifestement tu as un problème de réglage de ton lit car sur la droite de ta photo le filament est bien collé et est correctement imprimé par contre sur la gauche le filament n'est pas assez écrasé, de ce coté ta buse est trop loin de ton lit refait le réglage à la feuille et ça devrait corriger ton problème1 point
-
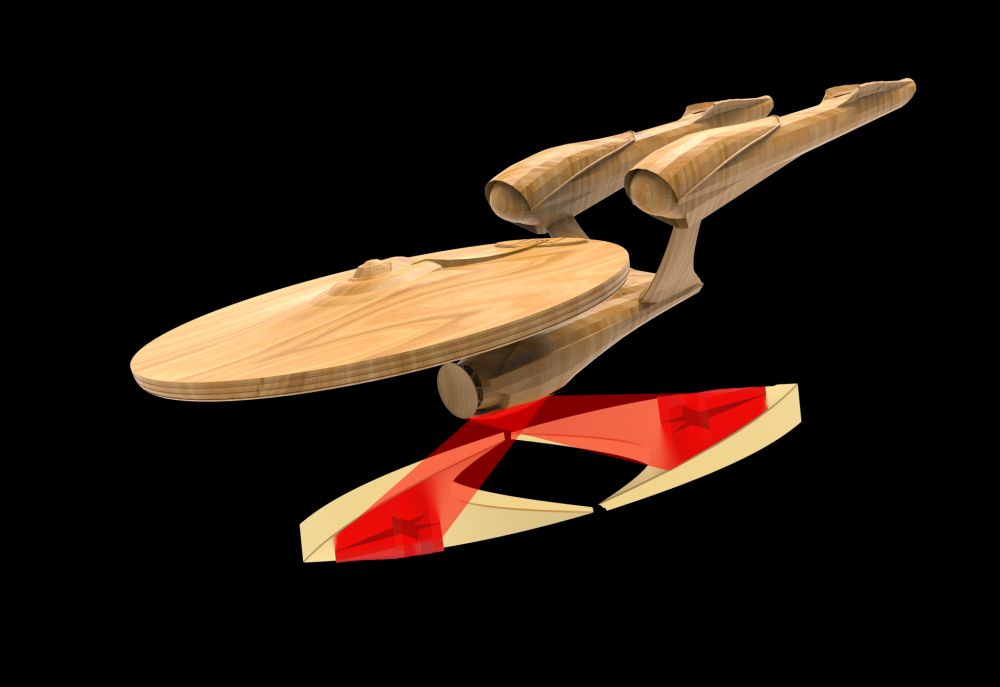
Problème résolu : De toute façon vous avez tous les deux raison. Tout dépend comment on se place: vaisseau qui part/qui revient. Vu de l'équipage / de l'extérieur.
 1 point
1 point -
T'as déjà vu des gens dans un vaisseau en bois ? ... Des termitiens ?1 point
-
Suite à de nombreuses demandes, nous avons rendu accessibles les bobines de 5kg de PLA 3D870 (noir uniquement) à tous et pas seulement aux pros. Par ailleurs, depuis quelques temps les bobines de PLA Optimus sont livrées avec un sac plastique re-fermable afin de conserver au mieux le filament.1 point
-
Mais du coup, les gens qui sont à bord voient l'insigne à l'envers lors de l'atterissage ?1 point
-
1 point
-
Salut, Voici mon fichier de configuration : # This file contains common pin mappings for the Alfawise U30 printer. # To use this config, the firmware should be compiled for the # STM32F103. When running "make menuconfig", enable "extra low-level # configuration setup", select the 64KiB bootloader, disable "USB for # communication", and set "GPIO pins to set at micro-controller # startup" to "!PC4,!PD12". # The "make flash" command does not work on the Alfawise U30. Instead, # after running "make", copy the generated "out/klipper.bin" file to a # file named "project.bin" on an SD card and then restart the Alfawise # with that SD card. # See the example.cfg file for a description of available parameters. [stepper_x] step_pin: PB4 dir_pin: !PB3 enable_pin: !PB5 step_distance: .0125 endstop_pin: !PC1 position_endstop: 0 position_max: 300 homing_speed: 50 [stepper_y] step_pin: PB7 dir_pin: PB6 enable_pin: !PB8 step_distance: .0125 endstop_pin: !PC15 position_endstop: 0 position_max: 300 homing_speed: 50 [stepper_z] step_pin: PE0 dir_pin: !PB9 enable_pin: !PE1 step_distance: .0025 endstop_pin: !PE6 position_endstop: 0.0 position_max: 400 [extruder] step_pin: PE3 dir_pin: PE2 enable_pin: !PE4 step_distance: 0.010263 nozzle_diameter: 0.400 filament_diameter: 1.750 heater_pin: PD3 sensor_type: EPCOS 100K B57560G104F sensor_pin: PA0 control: pid pid_Kp: 21.527 pid_Ki: 1.063 pid_Kd: 108.982 min_temp: 0 max_temp: 250 [heater_bed] heater_pin: PA8 sensor_type: EPCOS 100K B57560G104F sensor_pin: PA1 control: pid pid_Kp: 54.027 pid_Ki: 0.770 pid_Kd: 948.182 min_temp: 0 max_temp: 130 [fan] pin: PA15 [mcu] serial: /dev/serial/by-id/usb-1a86_USB2.0-Serial-if00-port0 restart_method: command [printer] kinematics: cartesian max_velocity: 300 max_accel: 1000 max_z_velocity: 5 max_z_accel: 100 [static_digital_output reset_display] pins: !PC4, !PD12 [safe_z_home] home_xy_position: 30,30 # Change coordinates to the center of your print bed speed: 50 z_hop: 10 # Move up 10mm z_hop_speed: 5 [pause_resume] [respond] default_type: command [filament_switch_sensor my_sensor] pause_on_runout: False pause_delay: .0001 runout_gcode: M600 switch_pin: PC0 [gcode_macro M600] gcode: RESPOND TYPE=command MSG=action:pause [idle_timeout] gcode: TURN_OFF_HEATERS timeout: 600 J'ai suivi le tuto de leur site. Lis bien les commentaires du début du fichier de configuration que je viens de te donner, tu verras la manière pour flasher klipper sur l'imprimante. Bon courage à toi !1 point
-
salut, d'autre avis sur cette marque de filament? j'hésite1 point
-
Tout ce qu'on trouve sur le Ternet est parfois à prendre avec «précaution» Creality comme d'autres vendeurs peuvent s'emmêler les pinceaux, je doute que ce soit volontaire de leur part. Les travaux de communication, photos sont rarement faits par les ingénieurs. Ça ne les dispense pas de faire relire les argumentaires des commerciaux par des personnes qualifiées. Le vrai gros reproche que l'on pourrait faire à Creality est de ne pas avoir communiqué sur le remplacement des cartes 8 bits (v1.1.4 / 1.1.5) par des 32 bits (v4.2.2 / 4.2.7) dans les Ender3 / 5. Et aussi de ne pas avoir rectifié leurs manuels de montage d'un ABL pour les nouvelles cartes (la clé USBASP n'est plus d'aucune utilité, l'adaptateur écran idem). Un autre youtubeur, l'australien TeachingTech avait lui aussi fait une vidéo (plus complète que celle de TH3D) avec une belle «faute» sur le nom du firmware : Je suis sans doute chanceux, mes trois imprimantes (CR10, CR10-V2, CR6-SE) fonctionnent très correctement, je n'ai pour le moment jamais eu besoin de contacter Creality ou de faire appel à leur SAV donc sur ce point je ne peux rien en dire. C'est une marque «chinoise» qui m'a réconcilié avec l'impression 3D après un premier passage par une marque française du nord de la France.1 point
-
Sacré stress test !1 point
-
Je rajouterais quelque chose également, si possible essayer les choses une par une, car si tu change 50 trucs en même temps, bah au final tu ne sait pas ce qui provoque tels ou tels résultats1 point
-
Et voila encore une étape de franchie aujourd'hui, au programme : Achat d'une plaque en caoutchouc afin d'éliminer du bruit et d'avoir la bécane qui se balade ainsi qu'une nouvelle plaque plexiglass afin de remplacer celle que j'ai cassée Première étape, faire une petite saignée afin d'intégrer la charnière et découper un peu le plexiglass afin d'éviter tout frottement J'ai préféré riveter coté plexiglass pour que ce soit plus esthétique. Ensuite viens la fixation du petit rond de fer qui vas se coller contre l'aimant avec un petit rivet et de la poignée avec 2 écrous et boulons. Voila le tout fermé Vu qu'il n'y a jamais assez de sécurité, j'ai rajouté ce petit loquet au cas ou il me viens l'idée de soulever par la table du haut Et enfin l'ajout de la dalle en caoutchouc que je vais fixer au double face `` Voila ou j'en suis, j'ai réalisé tout ce que je souhaitais dans un premier temps avant de recevoir la D200. Niveau sécurité après avec la printeuse en place j'ai pensé a ça : Sonde de température (A relier au Raspberry ou avec un afficheur en facade ?) Ventilation (Un extracteur avec filtration et un injecteur d'air dans la boite) Un isolant thermique sur la dalle ? Après je suis preneur d'idées afin de sécuriser l'ensemble. Le reste suivras avec l'arrivée de l'imprimante (Support rouleaux ...) A bientôt pour la suite !







 1 point
1 point