Classement




Contenu populaire
Contenu avec la plus haute réputation dans 24/06/2021 dans Messages
-
Vous l'aurez peut-être remarqué, le forum a été mis à jour ce matin. Au programme il y a 2 grosses nouveautés. Les rangs ont été revus ainsi : La notion de points est nouvelle. Avant, les rangs étaient basés sur le nombre de messages et rien d'autre. Désormais, c'est basé sur les actions de la vie du forum. Certaines rapportent plus de points que d'autres. On ne va pas dévoiler les règles pour éviter toute triche Le nombre de point pourra changer, tous comme les icones et les libellés si on nous fait de bonnes propositions La section entraide a changé aussi. Les messages y sont maintenant affichés comme dans toutes les autres catégories (par ordre chronologique) et on ne peut plus "voter" pour la meilleure réponse. Par contre, l'auteur du post ou les modos peuvent sélectionner le poste qui correspond à la solution et c'est très visible, aussi bien dans la liste des messages : Que dans le topic lui-même : Comme à chaque MAJ, il y a un nouveau lot de textes à traduire, n'hésitez pas à nous les signaler, ainsi que tout autre éventuel bug

 2 points
2 points -
Après comparaison pour le lot photon mono X, Wash and cure plus, 3L de résine et 5 FEP sur amazon facture à 1003.85 pour le lot chez anycubic le lot est à 807.73 et sur alie je suis à 668.66 livraison depuis l'Allemagne (europe) donc pas de taxe pour tous La commande va être faite ce soir.....je vais craquer...(je n'ai aucune volonté) 54mm plus tard... Je suis faible....J'ai craquée, c'est commandé...2 points
-
Si tu veux de l'aide faudrait faire un effort sur la description du problème et surtout sur ton imprimante, est-elle stock/modifiée, slicer etc etc.1 point
-
Sur ta dernière question, j'ai un doute, en tout cas, aucun scellé à enlever (en tout cas sur ma machine), cependant, le ventilateur d'origine va être coupé. Je dirais donc non, mais bon ... Et comme dit prudemment, il serait bon de vérifier ton alim et le ventilateur avant de procéder à la modification (sur d'ancienne alimentation, il n'y avait pas la hauteur pour mettre un ventilateur de 25 mm d'épaisseur contre les 20 mm de celui d'origine).1 point
-
Pfff, moi Veteran ? Je m'insurge. Je retranscris ici ce qui a déjà été mentionné ailleurs et que je partage : les nouveaux badges sont un peu trop envahissants, en plus d'être colorés... Exemple : Pour les modos c'est pire, les deux badges empiètent sur l'avatar, ça fait quand même une sacré surface. Pour l'exemple de Mat, on a perdu l'antenne du casque, et la barbichette n'est pas loin d'y passer...
 1 point
1 point -
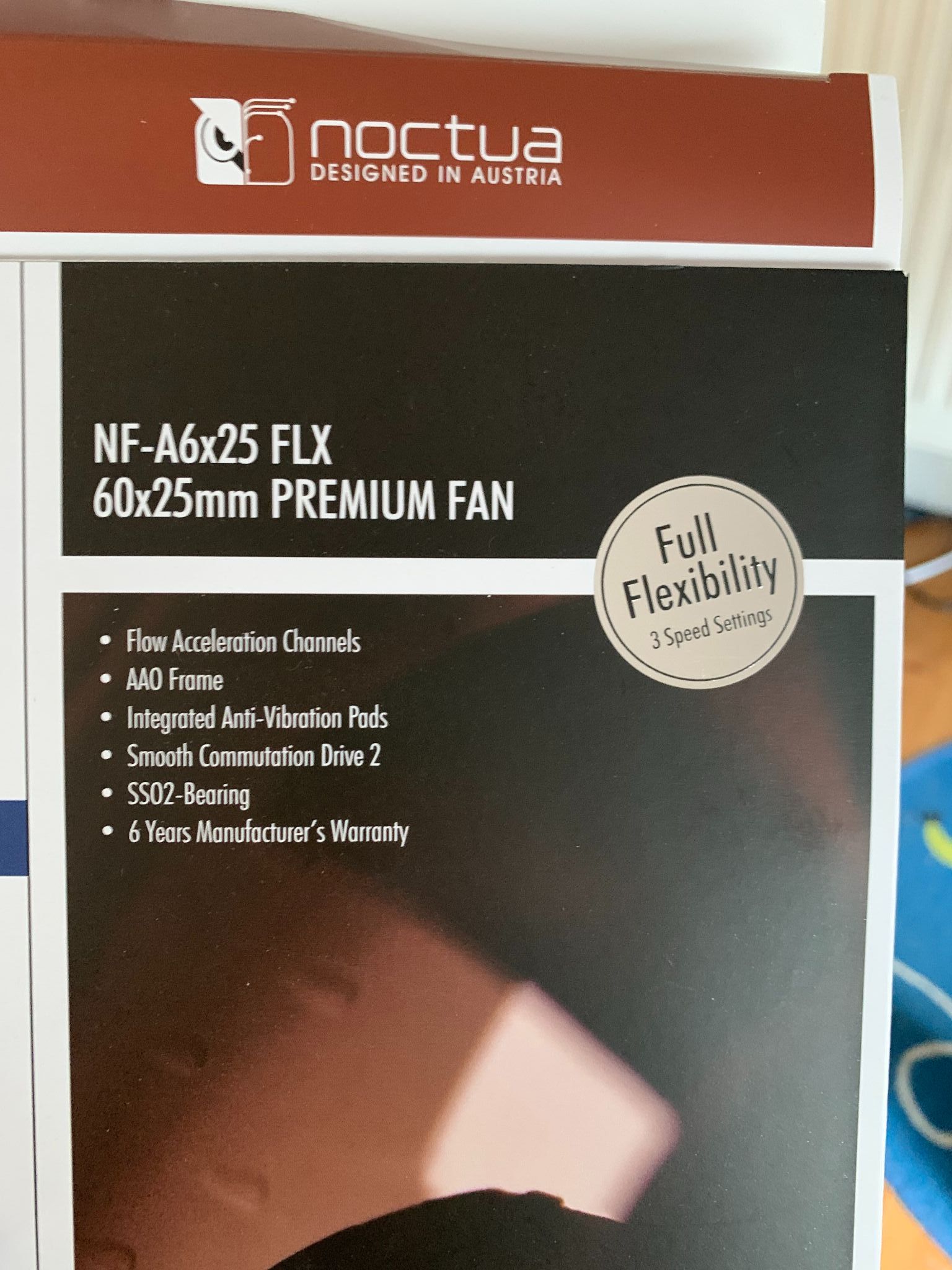
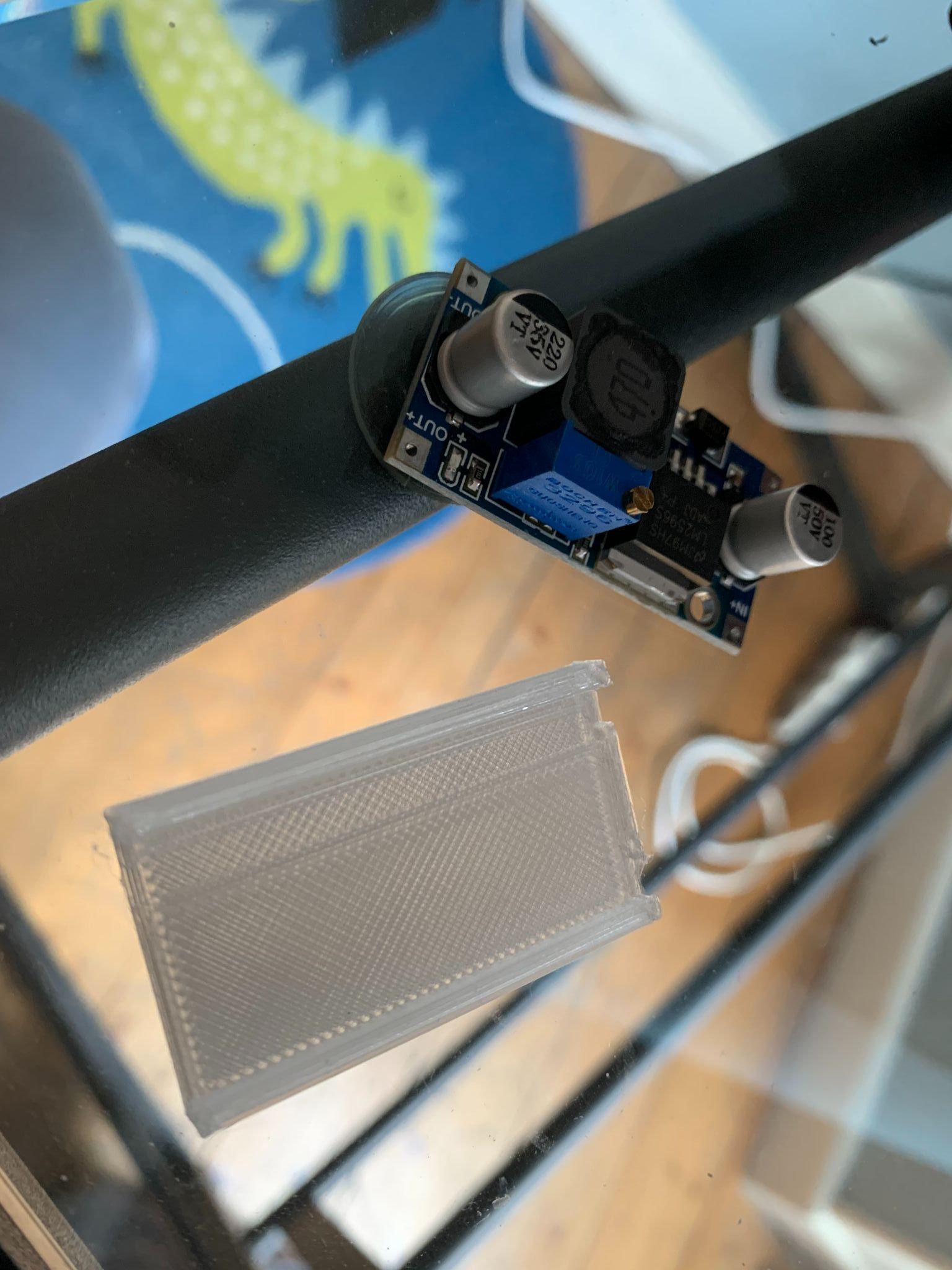
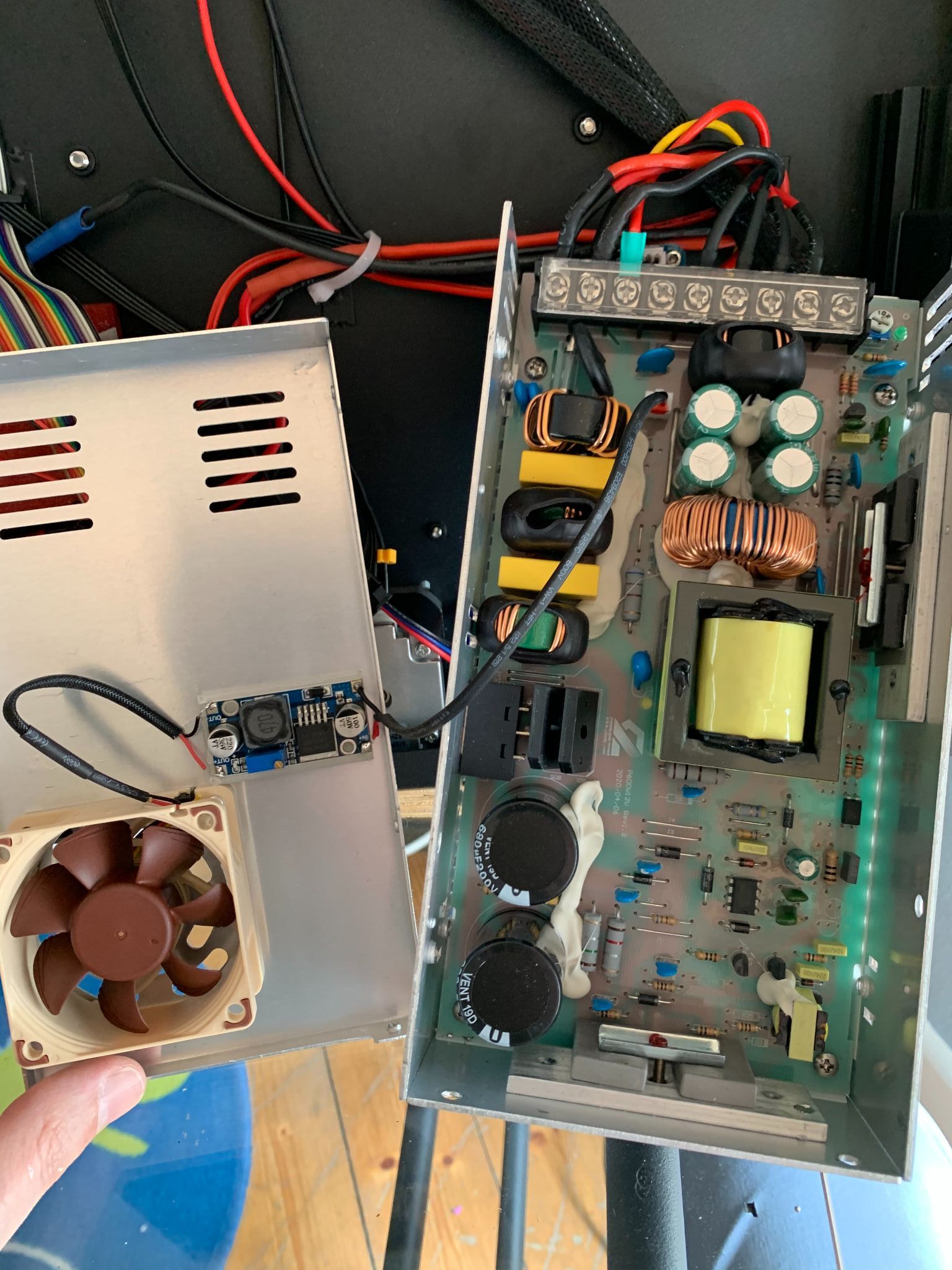
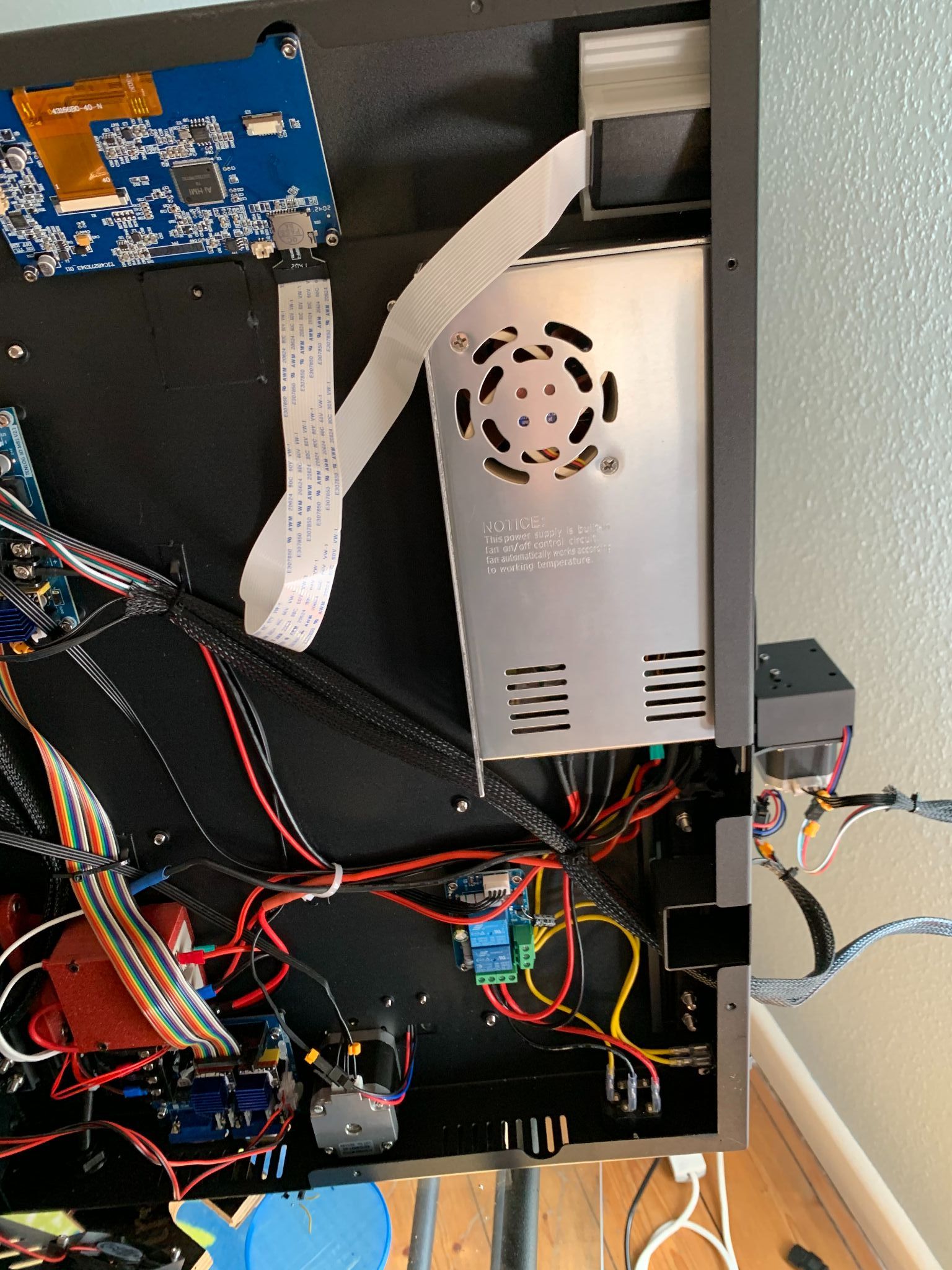
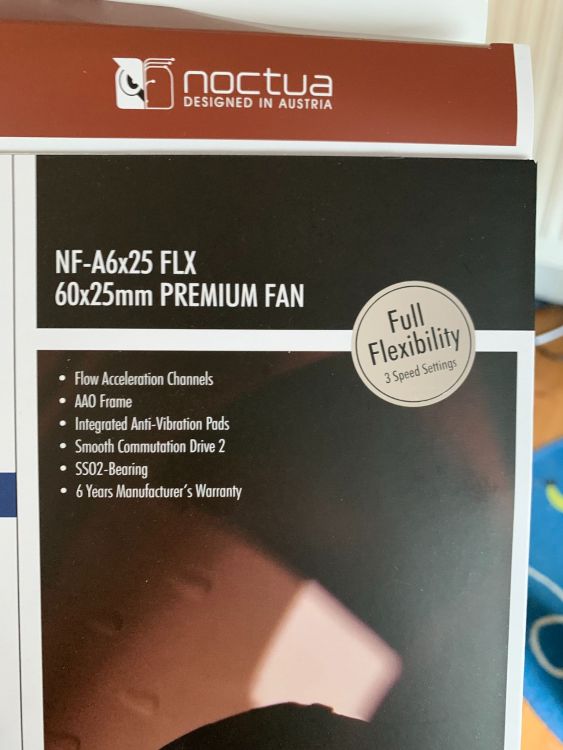
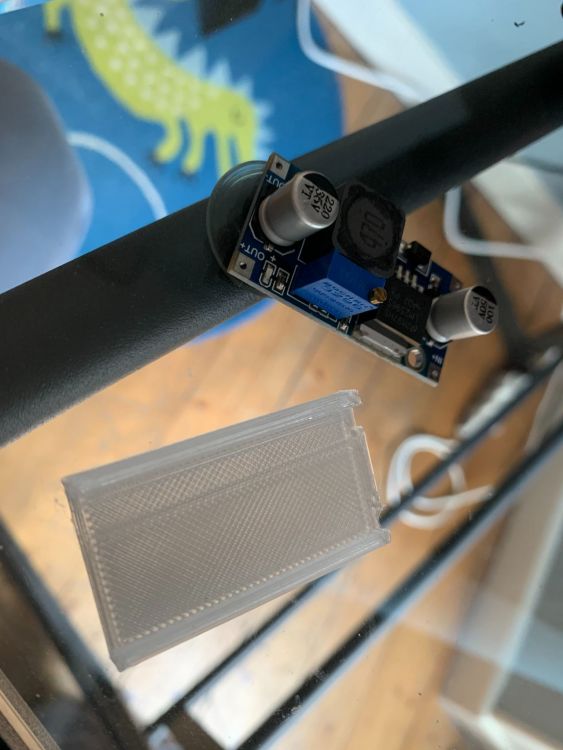
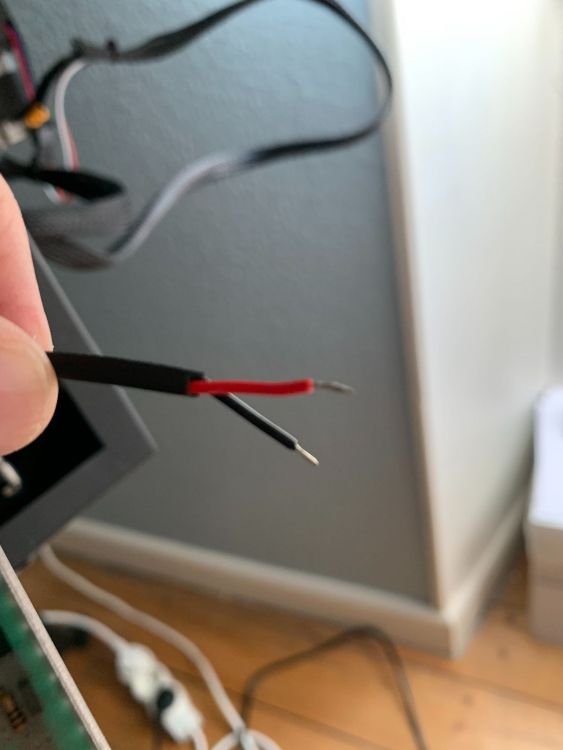
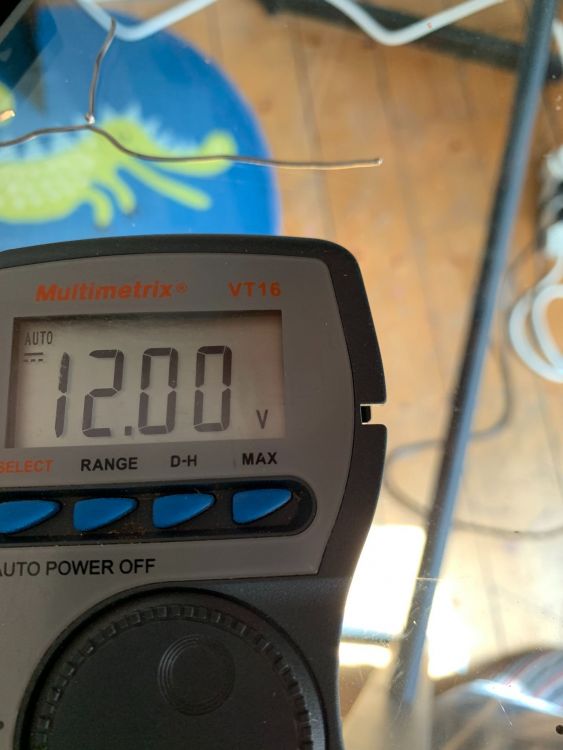
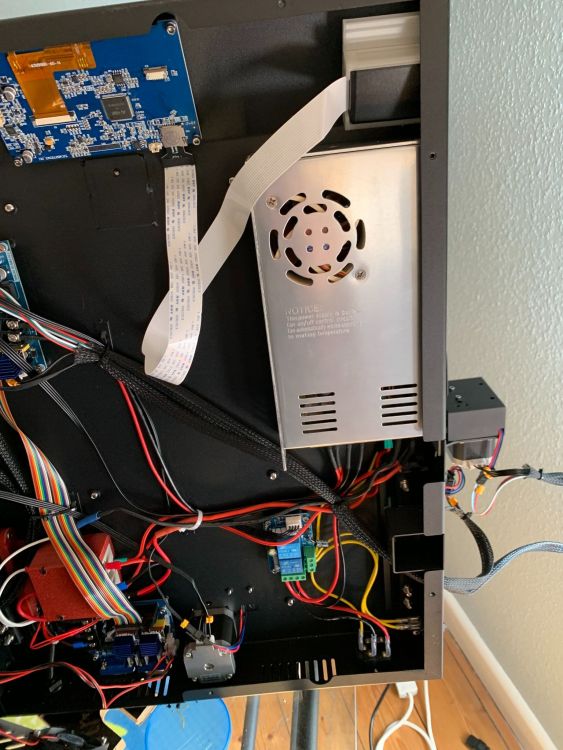
Salut Lordy, Personnellement j'ai mis un NOCTUA 60x60x25 lien : https://www.amazon.fr/gp/product/B009LEKGGE/ref=ppx_yo_dt_b_asin_title_o06_s00?ie=UTF8&psc=1 Il faut également un abaisseur de tension 24/12V lien : https://www.amazon.fr/gp/product/B072MQYJ93/ref=ppx_yo_dt_b_asin_title_o07_s00?ie=UTF8&psc=1 Je mets des liens amazon qui sont rapides en livraison, libre à toi de chercher sur Ali si tu n'es pas pressé. Pour le convertisseur, je te conseille d'abord de vérifier si le ventilateur de l'alimentation est en 24 ou en 12V, car sur d'ancienne génération il me semble que le ventilo était en 12V. J'ai prévu depuis un bail de faire un tutoriel de montage pour ceux que ça intéresse, mais toujours pas eu le temps. Je te mets donc les photos et le fichier pour la pièce pour fixer le convertisseur (attention aux réglage ils doivent se faire sous tension avec le potentiomètre, si tu as une petite alim 24V que tu peux utiliser ce sera plus simple pour régler l'abaisseur). Attention bien mettre l'abaisseur à la position où je l'ai mis (voir photo), il passe à cet endroit. Le ventilateur d'origine est un 60x60x20, le noctua un peu plus grand passe (il n'y a pas beaucoup de marge 5 mm max je pense). Pour information, je suis passer de boieng à un presque calme (après tu entendras les ventilateurs des hotends). Porte abaisseur.stlPorte abaisseur.CATPart






 1 point
1 point -
@Vector tu vas bien nous trouver un truc d'aspiration playmobil1 point
-
et en plus c'est moche, je me retrouve avec un espèce de cornet de glace rose à côté de ma tête de mort....ça fait pas sérieux.... plus sérieusement le truc qui me gêne avec la maj c'est les nouveaux boutons, c'est moche, pas pratique et ça prends de la place.
 1 point
1 point -
Salutation ! On parle de quelle version de Ultimaker Cura ? car moi avec une 4.9.0 téléchargé via https://github.com/Ultimaker/Cura/releases (les versions installé via les "stores" Microsoft / linux / mac, sont souvent bancale ...) Tu l'a ajouté ou elle était déjà dans ta liste des imprimantes ? car chez moi, pas de ender 3v2 ... (bien noter l'auteur du profil car il peut être possible d'en ajouter des perso ... c'est souvent le cas des version distribué par les constructeur d'imprimante ... pas forcement les même profiles ...) Tu a peut être copié des définitions d'imprimante dans le répertoire ressource de cura ou tu a une distribution de cura non "standard" ... Sinon pour le zoom, il y a un coup de main a prendre entre "clic molette + mouvement sourie" pour recadrer et "roulement molette" pour zoomer ... et "clic droit + mouvement sourie" pour l'angle de la caméra....
 1 point
1 point -
Salut, moi pour zoomer la pièce, je la déplace lorsque le zoom déraillé, cela arrive parfois sans savoir pourquoi1 point
-
Oui ça tourne sous le Linux du Raspberry et pour l'install, y'a qu'à lire les tutaux Je trouve que pour ce que je fais c'est moins bordélique que Bcnc (qui est sûrement très bien, mais qui a des coins et des recoins de partout qui servent à rien, ça m'a saoûlé....) https://cnc.js.org/docs/installation/ Probablement pasque ce que l'une fait bien, l'autre le fait mal et Lycée de Versailles1 point
-
Le "Gang des Lyonnais" grossit. Welcome on board !1 point
-
Suite à une mise à jour majeur du forum, le système de vote a été remplacé par un système plus simple et efficace qui permet à l'auteur du topic ou les modos de marquer une réponse comme la solution :

 1 point
1 point -
Bonjour à tous, Je suis débutant (7 mois) dans le monde de l'impression 3D avec un Ender 3 v2 pour l'impression d'objet de déco et fonctionnels. Depuis peu je rencontre une cascade de pb et je vais certainement faire appel à vous pour m'aider à les résoudre mais avant cela je vais faire une recherche active sur tous les sujets déjà exposés sur le forum...1 point
-
Bienvenu sur le forum ! Bonne recherches de solutions et bonne continuation !1 point
-
Après de longues négociations avec Elon Musk, finalement cette box n'ira pas dans l'espace (en tous cas pas cette année, voire note en bas de post *), du coup je me permets de up ce sujet car il va bien falloir que je me motive à faire une vente "sérieuse" (challenge personnel du coup) afin de faire de la place… Bref, le chèque de DGEG09 de 50M$ était sans provision (du coup, je l'ai bloqué sur MSN, ça lui fera les pieds) et j'ai baissé le prix à 30€ (toujours négociable, le but n'est plus de m'enrichir mais juste de vous faire manger plus de riz en fin de mois car je suis sponso par Oncle Bens). Je suis aussi toujours ouvert au troc, voire autres arrangements (par exemple, vous faîtes le ménage chez moi mais je ne fourni pas le courage ni l'huile de coude). Offre spécial été : Si vous prenez cette magnifique box, j'offre également avec un carton de 2kg de chutes de PLA et un sac plastique ! De gros bisous tout plein, et maintenant qu'on a retrouvé un peu de liberté, attention aux coups de Lune. *: A cause d'une erreur de calcul chez SpaceX, ils vont être obligé de voyager léger ces prochains vols, mais Elon souhaite imprimer du bitcoin dans l'espace et ma box est semble-t-il "amazing" selon ses dires donc il risque de revenir à la charge… Je me permettrai donc, avec votre accord, de lui transmettre vos coordonnées pour un éventuellement lancement en orbite l'an prochain, vous pourrez alors négocier directement avec lui. Bien sûr, si vous ne le souhaitez pas je pourrai lui dire de se fourrer une tesla dans le rectum. --- ce message a été rédigé sans usage de drogues, légales ou non. (courage les modos, ou sinon vous me l'achetez comme ça je dirai plus de conneries…)1 point
-
Une explication que j'espère complète sur les subtilités des gcodes M50{0|3} :1 point
-
Salut @gandalf_le_blanc moi j'utilise du fil geeetech et je n'est pas de soucies coter diamètre par contre je n'utilise pas cura comme trancheur j'utilise matter control1 point
-
Voici un petit tuto sur certaine commande manuel que l'on peux envoyer à sont imprimante pour modifier / et ou faire des testes. La source de ces informations provienne de chez "Wiki Tobeca" Les liens souligner en bleu, on une redirection direct sur leur Wiki. Je trouvais sa utile de publié sa, comme sa, si ce type de question revienne souvent, suffit de rediriger les personnes ici. Voila, bonne lecture G1 : mouvement manuel Permet de faire un mouvement sur un axe ou plusieurs. G1 X50 permet de faire un mouvement de 50mm selon l'axe X. G1 Z100 permet de faire un mouvement de 100mm selon l'axe Z. G1 X50 Y50 permet de faire un mouvement de 50mm selon les axes X et Y. Cela se traduira par un mouvement en diagonale. Il est possible d'ajouter aussi une notion de vitesse avec le paramètre Fxxx, xxx étant la valeur en mm/minutes de la vitesse : G1 X50 F100 permet de faire un mouvement de 50mm selon l'axe X lent (100mm/min soit 1.66mm/s). G1 X50 F12000 permet de faire un mouvement de 50mm selon l'axe X rapide (12000mm/min soit 200mm/s). G92 : Initialiser un axe Cette commande permet de forcer un axe à la position voulue. G92 Z0 permet par exemple de forcer la position de l'axe Z à 0. G28 : initialisation des axes Cette commande permet d'initialiser en position 0 les axes X, Y et Z de l'imprimante. G28 : fait une initialisation à 0 des 3 axes X, Y et Z. G28 X0 Y0 : ne fait une initialisation à 0 que des axes X et Y. G28 Z0 : ne fait une initialisation à 0 que de l'axe Z. G29 : autocalibration du plateau Lance une autocalibration du plateau d'impression dans le cas où l'imprimante dispose d'un capteur de calibration automatique (cas des imprimantes professionnelles notamment). Il faut nécessairement que au moins les axes X et Y aient été initialisés à 0 avant de lancer cette commande (G28 X0 Y0 ou alors G28). G29 : lance la calibration automatique du plateau (généralement en 9 points, dépendant de la configuration de l'imprimante). Une fois fait, un plan moyen du plateau est définit et tout mouvement en X et/ou Y verra sa compensation en Z se réaliser (le plateau d'impression montera ou descendra un peu en fonction du mouvement). G29 V4 T : permet de faire une calibration automatique du plateau avec toutes les informations de mesures affichées dans les logs (points mesurés, moyennage du plan, etc). Il est aussi possible d'avoir des options détaillées sur le G29, pour par exemple faire des mesures avec moins de points que ce qui est définit dans le firmware, ou alors restreindre les mesures dans une certaine zone : G29 F35 L130 R230 B100 P2 les marqueurs F, L, E et B permettent de restreindre la zone avec respectivement F pour l'avant (Front), L pour la gauche (Left), R pour la droite (Right) et B pour l'arrière (Back). De plus, le P2 permet de faire une grille de mesure à 2×2 soit 4 points de mesures dans les coins, là où un P3 fera une grille de 3×3 soit 9 points dans la zone délimitée. M303 : autocalibration PID Permet de faire une autocalibration PID d'une tête d'impression (voir Améliorer la précision de la température d'impression avec le réglage PID pour la procédure détaillée). M303 E0 S210 C8 permet de faire une autocalibration d'un extrudeur avec les paramètres suivants : E0 : calibration réalisée sur l'extrudeur 0, c'est à dire la tête n°1 de l'imprimante S210 : la température cible de la calibration est de 210°C C8 : 8 itérations sont réalisées pour avoir un échantillonnage de mesure plus grand Pour la calibration PID de votre plateau d'impression (si le firmware le prend en charge, il faut utiliser E-1 pour le sélectionner : Exemple : M303 E-1 S100 C8 pour une consigne de plateau à 100°C M301 : définir les paramètres PID Cette commande permet de définir manuellement les paramètres de PID après un M303. M301 H1 P31.58 I1.17 D67.98 définit sur l'extrudeur 0 (H1) les paramètres P de 31.58, I de 1.17 et D de 67.98. H0 est pour le plateau. Cette commande est utile si on a pas accès aux réglages EEPROM de l'imprimante (sous Simplify3D par exemple). Il est important de sauvegarder ensuite ces réglages avec un M500. M304 : définir les paramètres PID pour le plateau Il est possible de configurer les paramètres du PID plateau avec un M301 (voir ci dessus). Mais une commande dédiée existe uniquement pour le réglage du plateau. M304 P31.58 I1.17 D67.98 Il est important de sauvegarder ensuite ces réglages avec un M500. M500 : sauvegarder EEPROM Cette commande permet d'enregistrer dans l'EEPROM de la carte électronique les paramètres rentrés (par exemple après un réglage PID M301). M501 : Lire EEPROM Cette commande permet de lire et d'afficher dans le terminal tous les paramètres EEPROM de l'imprimante. Pratique pour voir si une modification a bien été prise en compte par exemple. M92 : définir les pas/mm des axes Cette commande permet de définir manuellement les pas par mm des axes de l'imprimante. Pratique pour faire un reréglage rapide lors de tests. M92 X67.5 Y67.5 Z4000 E139.75 définit respectivement des pas/mm de 67.5 pour X et Y, 4000 pour Z et 139.75 pour l'extrudeur. Il est possible de ne faire le réglage que pour un axe : M92 E139.75 Il est important de sauvegarder ensuite ces réglages avec un M500. M119 : afficher l'état des capteurs de fin de course Cette commande permet de retourner l'état des capteurs de fin de course de l'imprimante. Très utile à la fin d'un montage pour vérifier si les capteurs sont convenablement branchés et sans faux contact. Très utile aussi en diagnostic si un axe ne veut pas s'initialiser en position 0. M119 va par exemple retourner : x_min : TRIGGERED x_max : open y_min : open y_max : open z_min : TRIGGERED z_max : open C'est à dire que le capteur de fin de course X est en contact (position 0 du chariot d'impression), que le capteur de fin de course Y n'est pas en contact (contact ouvert) et que le capteur de fin de course Z est en contact (touche le plateau). Cas d'un faux contact sur un capteur Si un capteur est mal branché, détruit ou a un faux contact, l'état sera TRIGGERED et donc en faisant une initialisation 0 de l'axe en question (G28 X0 s'il s'agit de l'axe X), celui ci fera un petit mouvement (environ 10mm) en positif (donc en s'écartant de son capteur). Un M119 permettra de mettre en avant ce défaut. M851 : Afficher et régler l'offset Z Dans le cas d'une imprimante permettant de faire une calibration automatique, il est possible de régler directement en GCODE la valeur d'offset en Z. M851 Retourne la valeur actuelle de l'offset en Z (par exemple Z : -0.65). M851 Z-0.9 Définit la valeur d'offset Z à -0.9mm et écrase l'ancienne valeur. Il est important de sauvegarder ensuite ces réglages avec un M500. Plus d'information sur le réglage de l'offset Z ici. M42 : activer manuellement une sortie Grâce à la commande M42, il est possible d'activer manuellement une sortie de la carte, assez pratique pour certains tests. M42 S255 P58 active à l'état haut (255) la sortie sur le pin 58. M42 S0 P58 désactive à l'état bas (0) la sortie sur le pin 58. M78 : lire les informations de stats machine Cette commande permet sur les dernières version de Marlin (à partir de mars 2017) de lire les informations machine telles que : Durée du job le plus long Temps total d'impression machine Pratique pour des opérations de maintenance à planifier par exemple. M503 : Affiche les données de l'EEPROM Cette commande donne en retour les données enregistrée dans l'EEPROM de la carte électronique, telles que la calibration des pas par/mm, les vitesses maxi, les offsets......Si l'option d'écriture en EEPROM n'a pas été activée lors de la compilation du firmware, ce sont les valeurs encodées dans les fichiers de compilation qui sont utilisées, à chaque reboot/reset. spécial delta !!! M665 : Ajuster le paramétrage de la mécanique d'une Delta Cette commande permet d'ajuster dans l'EEPROM les informations de longueur des bras, de l'effector.... M666 : Modifier l'offset des axes Fonction très utile sur une delta, mais utilisable sur les autres machines, pour chaque 'axe' (ensemble moteur/endstop), la commande permet de décaler le zéro après avoir fait un 'homing' G28. Attention !! Si vous modifiez la valeur au delà de la position de votre endstop, l'imprimante va essayer d'y aller ! (et éventuellement emplafonner les butées)1 point
-
Si j'utilise 445 comme valeur initial et que tu a bien 93.5 pour 100mm demandé, je trouve 475.94 comme nouvelle valeur cf Formule nouveau pas par mm (Steps/mm) = (longueur demandée)*(Valeur actuelle des pas par mm)/(longueur réél moyenne mesurée)=(445) * (100.0) / (93.5) Nouveau pas par mm (Steps/mm) = 475.93582887700535 donc tu fait un M92 E475.94 puis tu contrôle "G1 100" donne combien et là tu réutilise 475.94 comme valeur de initial et ainsi de suite ... @leleuf malheureusement il semble que le firmware stock des Sidewinder X1 n'a pas le (Edit 2 ) "M500" ( et non le M503 mes excuses ) d'activé ... (Edit : c cool on a le même résultat ouf je ne me suis pas trompé )1 point
-
Marlin Version Platform(s) Instructions 1.1.x or 2.x 8-bit AVR Install Marlin with Arduino IDE 1.1.9 or 2.x 8-bit AVR, 32-bit ARM Install Marlin with PlatformIO 2.0 LPC1768 (Re-Arm) Install Marlin on Re-ARM extrait de https://marlinfw.org/docs/basics/install.html Oui et non ! ? J'ai l'impression que pour compiler du 32-bit ARM (qui me semble être le cas d'une SGEN L V1.0), il semble falloir passer par PlatformIO ... mais je n'irai pas parier la dessus. Mais je me dit que avec cette extrait de https://github.com/makerbase-mks/SGEN_L/wiki/Marlin_firmware il n'y a plus trop de doutes ... (mais bon ... je parie toujours pas ) Before starting to edit Marlin, we recommend that you install a good code editor - Visual Studio Code. You can even compile Marlin directly from it.1 point
-
Sur les cartes 32 bits comme la tienne, une fois le Marlin compilé (procédure allégée : https://github.com/makerbase-mks/SGEN_L/wiki/Marlin_firmware), le flashage de celui-ci se fait en plaçant à la racine de la carte SD le fichier «firmware.bin» issus de la compilation. On allume l'imprimante, elle détecte ce fichier et effectue le téléversement de celui-ci. Après quelques instants, si tout s'est correctement déroulé, le fichier devrait être renommé sur la carte en «firmware.cur». On doit pouvoir réaliser ce processus avec la carte uniquement alimentée via le câble USB mais je n'ai jamais testé1 point
-
Pour moi, juste avec l'usb mais je ne sais pas exactement car je ne connais pas cette carte ... il peut aussi peut être, être possible de mettre a jour le firmware via la carte USB ... et aussi ,peut être, il peut y avoir un Jumper a placer pour sélectionner la source du 5V si tu ne l'aliment pas avec autre chose que le 5V ... https://www.google.com/search?q=MKS+SGEN+L+V1.0+site%3Awww.lesimprimantes3d.fr%2Fforum%2F Il y a aussi le github où tu trouvera pléthore d'info. https://github.com/makerbase-mks/SGEN_L -> https://github.com/makerbase-mks/SGEN_L/wiki1 point
-
Hello @methylene67 ! Alors même si je ne suis pas des plus réactif ces derniers temps à cause du boulot je peux donner quelques nouvelles du projet. La version "d'origine" basée sur les version 2.0.7.x de Marlin fonctionne bien, actuellement avec l'équipe de dev, nous testons un portage de cette dernière basée sur les firmwares 2.0.8.x qui contient d'origine certaines des corrections que nous avions apporté sur les versions 2.0.7.x. Cette version fonctionne elle aussi plutôt bien et pour l'heure nous ne relevons pas encore de problème particuliers. Nous pensions au départ pouvoir proposer une fusion complète de nos modifications de façon a ce qu'elles soient toutes intégrées en "standard" dans marlin cependant certaines d'entre-elles (beaucoup sont liées au TFT) sont encore trop éloignées de ce qui existe sur marlin. Donc pour le moment "Luxuri" va rester sur une branche dérivée de Marlin. La communauté de testeurs s'est beaucoup développée (certains d'entre vous en font partie) et ressemble plus à une communauté d'utilisateurs car les dernières versions publiées sont assez stables pour être utilisées au quotidien sans problèmes. (il y a maintenant une grande communauté Francophone et un canal dédié au Français est en place) Donc si vous avez une machine équipée d'un écran TJC (désolé mais les écran DWIN ne sont pas supportés) vous pouvez nous rejoindre en contactant Richard (le leader du groupe) sur facebook (Richard Layton de Denver) qui vous enverra une invitation pour nous rejoindre sur Discord on vous trouverez tout ce qu'il faut pour flasher vos machines. Alors c'est un peu compliqué à expliquer mais je vais essayer. Au départ l'idée de luxuri firmware n'était pas purement lié aux imprimantes Tenlog, c'était plutôt de proposer une application universelle pour piloter tout types d'imprimantes 3d avec un écran TJC. Vu qu'une majorité des devs avaient une D3 et que cette dernière était équipée d'un écran TJC, cette dernière est devenue le cas pratique à étudier. Certains des devs ont même changé de carte mère etc ... tout en gardant l'écran TJC pour tester "l'universalité" de la solution. (avec succès) Nous avons par exemple un membre qui fonctionne avec une BTT Octopus sur sa D3. Le marlin spécifique à la D3 (et à luxuri) n'est que le cas pratique des modifications à apporter à marlin pour fonctionner avec Luxuri. Au passage nous avons remarqué que beaucoup de choses ne fonctionnaient pas tip-top voir pas du tout avec un marlin "standard" sur une tenlog, nous avons donc corrigé des choses. L'équipes de Marlin qui fait un super boulot à également constatée certains des ces problèmes liés au mode idex en général (pas forcément uniquement à la tenlog) et a appliqués certains correctifs proches (voir identiques pour certains) aux notres, cependant Luxuri lui demande encore trop de spécificité pour pouvoir être fondu dans une version "tout constructeurs" et de ce point de vue notre but n'est pas atteint et c'est pour cette raison que le projet reste au stade "Alpha". (même si il est pour ainsi dire totalement fonctionnel) Cependant la version est opérationnelle dans le cadre des tenlog et peut être compilée à souhait selon vos désirs. N'hésitez pas à nous rejoindre ! Bons prints ! François.1 point
-
voilà @Savate a répondu ce que je t'aurais répondu et je m'y attendais. Tes paramètres ne sont pas en corrélation avec ton matériel ^^ entre 1 et 2 de distance sur du direct drive et 25 en vitesse c'est bien. il te reste plus qu'a nettoyer le tout proprement, remonter correctement, changer les paramètres et tout devrait rouler1 point