Classement



Contenu populaire
Contenu avec la plus haute réputation dans 18/05/2022 dans Messages
-
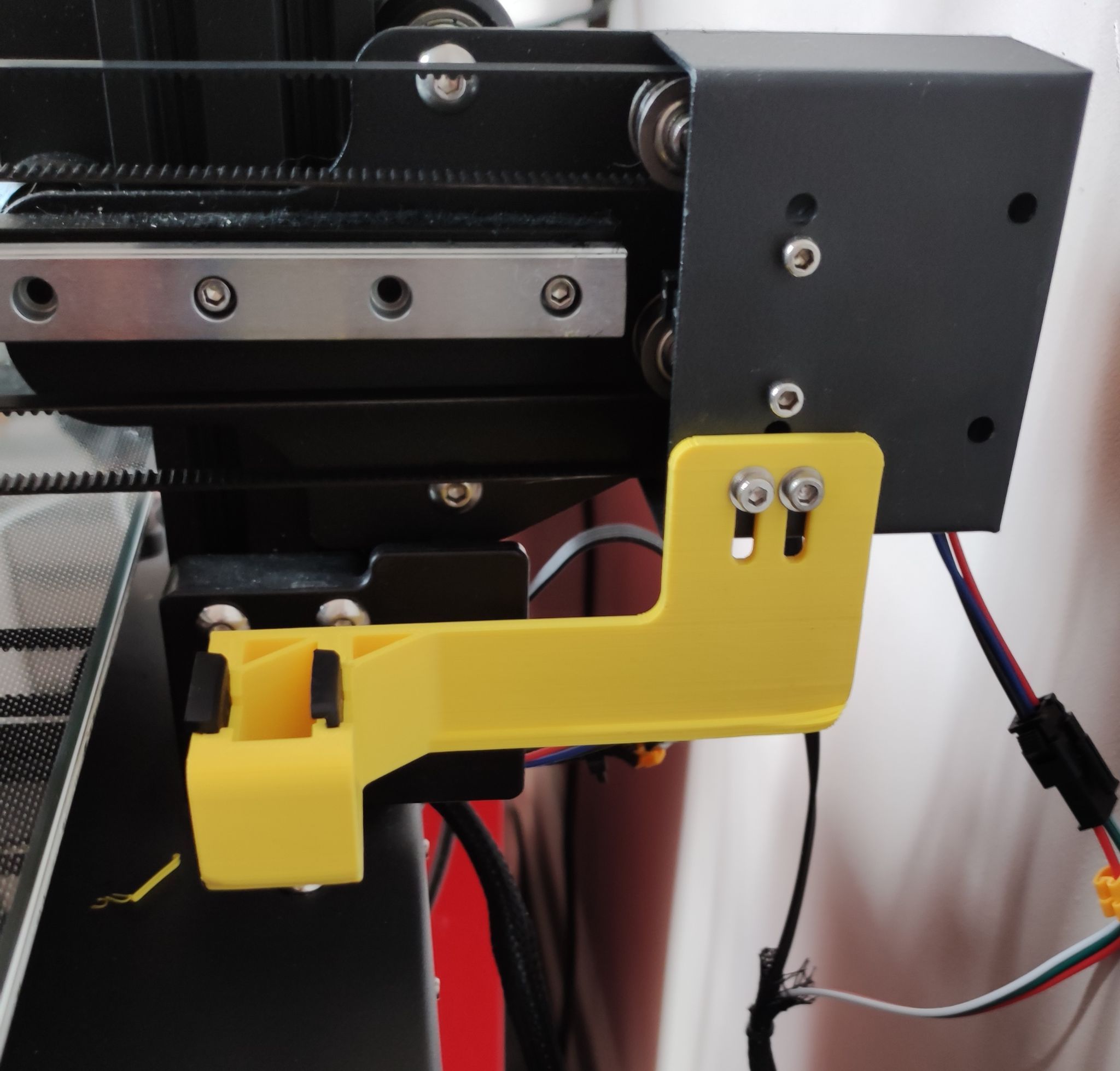
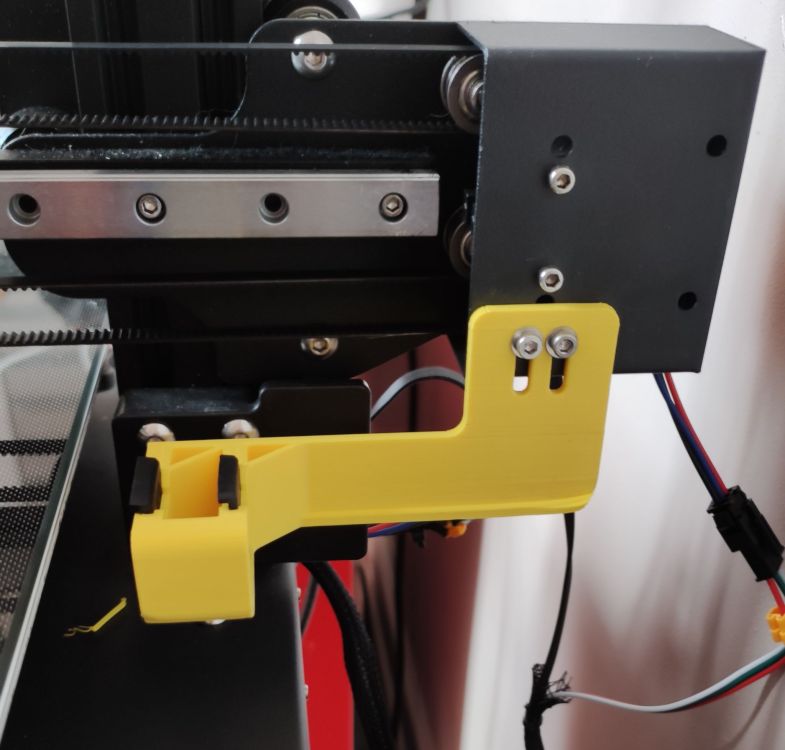
Enfin mon premier print bi-color qui me plait . Slicer: IDEA Maker - je découvre, C'est plus sympa que CURA - un peu comme Simplify3D (mais gratuit ) Hauteur de couche 0.2 - on passera en 0.15 voir 0.1 lorsque le plateau sera réglé pile poil. J'utilise des doubles (voir photo) essuyeurs pour nettoyer les buses lors du changement de couleur. Je passe plusieurs fois dessus et le résultat semble pas mal (encore une petite goutte de PLA mais qui ne semble pas gênante).

 4 points
4 points -
Au départ, j'ai acheté l'imprimante car je ne trouvais pas de déflecteurs de lumière pour spots muraux... Donc vu le prix d'une A8 + 1kg de PLA, sachant il me fallait 6 déflecteurs, c'était carrément rentable !!! Je les ai modélisés vite fait, puis imprimés et hop, plus de reflets sur la TV quand les spots sont allumés ! Puis, je devais rehausser les robinets des mes WC... Quand j'ai vu le prix en magasins de bricolage.... Hop, modélisation et impressions. Depuis, supports téléphones personnalisés pour mettre dans la fente CD de l'autoradio de la voiture, support Disque Dur pour la TV, réparations diverses et variées... Quand on a pas d'imprimante 3D, on ne sais pas à quel point ça peut être utile. Et quand on en a une, on ne peut plus s'en passer car il existe alors une solution pour chaque problème ! Je vais justement bientôt créer/aménager mon atelier de A à Z, je ne doute pas un instant que je vais faire chauffer l'imprimante plus d'une fois pour réaliser quelques éléments que tu montres en exemple !2 points
-
2 points
-
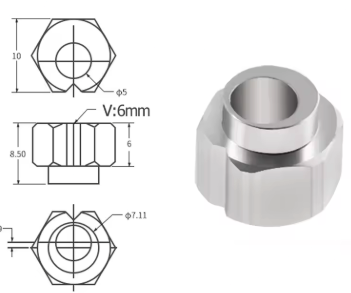
Réglage des excentriques (profilés Vslot) Chaque partie mobile de l’imprimante est dotée d'excentriques sur au moins une roue de guidage. Le trou est excentré, ce qui permet d'éloigner / rapprocher la roue du profilé : Les roues en V : Celles-ci viennent s’appuyer sur la structure en V des rails (profilés Vslot): Le profilé en aluminium extrudé est utilisé pour guider les différents “chariots” (les parties mobiles) des axes : la tête d'impression sur l'axe X, le plateau (lit chauffant) sur l'axe Y (pour une imprimante type Prusa i3), l'axe X avec la tête sur l'axe Z La roue vient en appui sur la partie en “V” du profilé. Les roues utilisées ont une forme adaptée à la rainure du profilé. Ces roues sont constituées: de bandes de roulement (la matière peut être de différentes «qualités» (Delrin, POM, Iglidur, …)) de roulements à billes qui contribuent à diminuer les frottements La qualité de ces roulements à billes peut parfois laisser à désirer et provoquer des surprises: «grognements» ou grippages. En prévention, il peut être intéressant d’avoir quelques roues de guidage d’avance… Bien vérifier les dimensions de celle-ci avant d'en commander car plusieurs dimensions existent. Ne pas hésiter pas à les remplacer si on constate des points durs impossibles à supprimer lors des réglages. Le bon réglage de l'appui de la roue sur le profilé est absolument nécessaire pour éviter de : retransmettre tous les défauts du rail de guidage à l’impression, avoir des soucis de déplacement (frein, point dur). Si la roue est insuffisamment plaquée contre le profilé, un interstice existe entre la roue et le profilé, ce qui entraînera un jeu préjudiciable à la qualité d’impression: => la partie mobile pourra se déplacer dans d'autres directions que celles voulues (jeu dans la tête d'impression, plateau «branlant», …) Trop plaquée Axe non perpendiculaire Pas assez plaquée Ce qu'il faut arriver à régler, consiste à trouver le bon compromis (ni trop, ni trop peu)… Astuce : En faisant tourner manuellement la roue en train d'être réglée, elle doit pouvoir tourner à «frottement gras». Si elle tourne librement il faut resserrer, si elle ne tourne pas manuellement il faut desserrer… Avec de la pratique, de l'entrainement, le «bon» réglage sera trouvé. L'expérience permettra d'acquérir ce toucher (feeling). Le réglage de l’excentrique se fait avec une clé plate (10mm): tourner l’excentrique dans un sens ou l'autre (horaire / trigonométrique), permet d'approcher ou éloigner la roue du rail de guidage. Axe Z Les chariots Z (tripodes), de chaque côté de la potence, supportant l'axe X (tête d'impression) ont chacun un excentrique : Axe Y Le plateau (Y) comporte 2 ou 3 excentriques, en fonction de la taille du dit plateau, situés du même côté. Leur réglage permet à la fois de stabiliser le plateau et d'obtenir un déplacement en douceur, sans point dur: Tête d'impression Le chariot de la tête d’impression (tripode) sur l'axe X comporte un excentrique situé dessous, du côté du plateau:
 1 point
1 point -
Depuis quelques heures, la version 1.8.0 est disponible pour mettre à jour la version précédente (1.7.3). La notification devrait apparaitre dans l'interface Web pour vous proposer d'effectuer cette mise à jour. Principal changement: Python n'est plus supporté qu'en version 3 Le journal de cette »release» est >>> là <<<, l’article du blog >>> ici <<<. A noter: cette maj s'est bien déroulée sur mes RPi (3B, 4, 0v2). Le seul échec a eu lieu pour la carte OrangePi Zero 2 (un script de mise à jour est disponible sur mon dépôt). Me reste à faire la «francisation» de l'interface. Mon fichier permettant de le faire pour la version 1.7.3 fonctionne «presque», les menus restent en anglais alors que ce n'était pas le cas pour la version 1.7.3 … J'investigue (si la chaleur actuelle me laisse un peu de répit).1 point
-
Et vous arrivez à dormir en attendant vos belles ? Perso j'aurais déjà fait une overdose d’Anxiolytique @+ JC1 point
-
ça c'est normal, si l'écran ne se connecte pas à l'imprimante, aucune chance qu'il affiche quoique ce soit de correct ...1 point
-
Comme dit, n'oublie pas de refaire ton niveau de bed et faisant un peu moins gratter la feuille ... L'excès d'adhérence est généralement signe d'une première couche trop appuyée.1 point
-
bonjour @eggsplose Oui pour la carte mère + la petite pas besoin de l'alimentation car elle tiens en puissance c'est déjà çà ! ok pour l'écran. pour le logiciel voici la vidéo pour le firmware à savoir si la détection de fin course est optique ou mécanique c'est ce qui identifie la version du firmware. Je te conseille la version 1.24 qui est stable et testée par mes soins ! voici la vidéo Firmware TLD3. Pour la suite il suffit de me répondre pour connaitre la version opto ou méca pour l'axe Y et le type de drivers TMC2208 ? Il me faut savoir le type d'écran couleur bleu TJC ou carte verte DWIN la version de l'écran est différent. de préférence demande un écran TJC à Franck. A+ Francis1 point
-
J'avance petit à petit, mais c'est déjà ça ... Alors j'ai testé l'alimentation avec un corps de chauffe 24V/ 50W. Je l'ai laissé une minute sur chacune des trois sorties, il a sérieusement rougi et est même passé au orange. En même temps, j'ai contrôlé les tension et j'avais toujours 24V à chaque fois sur les trois sorties. Je suppose donc que l'alimentation est fonctionnelle. Entre temps, j'ai reçu un mail de Franck de Studiolab39. Il me propose des pièces à changer avec les tarifs, en particulier il me propose le bloc d'alimentation, la carte mère complète avec drivers, l'écran et le module relai d'alimentation. Il m'a également demandé de vérifié si les deux condensateurs situés dans le bloc d'alimentation étaient gonflés ou non, ce n'est pas le cas. En résumé il dispose de l'ensemble des composants qui se situent à l'intérieur de la machine, et il me demande quels sont les éléments défectueux que je souhaite changer et donc commander. Je pense commander la carte mère complète avec les drivers, ça c'est sur vu le composant abimé sur la mienne, l'alimentation je laisse tomber, par contre l'écran et le module relai d'alimentation je ne suis pas sur que ce soit nécessaire, mais le coût n'étant pas très élevé, je pense les commander aussi, ça pourra peut-être servir plus tard, surtout que j'envisage de me trouver une seconde machine identique ... Reste à voir pour cette histoire de logiciel, je ne sais toujours pas si je vais devoir y mettre le nez dedans ...1 point
-
Sur celles (CR10V2, CR10) qui en avaient 6, j'ai supprimé les deux roues du milieu pour n'en avoir plus que quatre et je n'ai (depuis 2017) pas rencontré de problème de déplacement du plateau1 point
-
après avoir mis ton idée en pratique j'ai trouvé 2 video qui complètent tes explications à + Ne me demande pas comment j'ai fait, j'ai du effectivement toucher "basculer pour..." ...et bien d'autres choses ! Entre temps j'ai trouvé une video (encore une merci internet) où il était expliqué ce que tu me montrais concernant les épaisseurs nulles donc merci je ne sais pas si j'ai répondu à la bonne personne mais pour l'épaisseur nulle maintenant je connais le problème !!! Quant à construire le plan 4 après la première extrusion je n'ai pas compris comment fonctionne le processus, tu parles à un débutant qui fait action après action en pensant dès le départ que l'impression va être un calvaire avec les surplombs et qui donc construit en fonction de son avancement technique, c'est à dire ....doucement. Un truc qui est "convertir les entités", je l'utilise mais parfois ça ne veux pas fonctionner, des fois ça fonctionne tellement bien que j'en reste sur le cul.... mais je m'en sers .....quand ça marche ! à suivre
 1 point
1 point -
Donc sur le port zprob le C =>servo (jaune 3dT) le S=>Probe (blanc) le moins=>gnd(marron) le +=>+(rouge), je n ai pas brancher le 2eme gnd(noir) et cela fonctionne.1 point
-
Salut @Tsarevitch alors déjà ton imprimante n'est pas d'origine le firmware TFT présent ici est un firmware TFT BTT compiler pour l'écran MKS TFT28 mais n'est pas le firmware MKS TFT28 d'origine. Donc déjà par défaut si le Marlin est le marlin d'origine de la X2 (sur la carte mère) normale que tu es ce message d'erreur étant donné que ici ton firmware TFT BTT est configurer en 250.000bauds de vitesse de communication alors que le firmware marlin de la X2 est d'origine sur 115200bauds. Donc commence par passer ton écran en 115200bauds, et avant que changer une carte mère on branche l'imprimante en USB au Pc et on regarde si il monte bien sur le Pc en port com puis on essaie de ce connecter via un logiciel comme Pronterface pour bouger les axes et donc vérifier que tous est ok cote communication avec la carte mère . @PPAC merci pour la conversion des images1 point
-
Ca dépend des dimensions des bobines. J'en ai où j'utilise une simple tige lisse de 8mm. Le frottement est juste ce qu'il faut. La dernière en date, j'ai monté un système un peu plus sophistiqué, notamment pour pouvoir changer facilement de bobine sans me casser la tête à sortir une longue tige dans le placard. C'est un tube de récup (me demandez pas de quoi, je ne sais plus, une tonnelle, un parasol ?), des roulements de récup (mais démontés, nettoyés et regraissés), du filament recyclé et des planches de récup. Seules les vis sont neuves. Avec ce mécanisme ça déroule trop vite à la main (surtout bobine pleine). Si on amorce la rotation d'un coup un peu sec, elle peut faire quelques tours sur l'inertie, ce qui peut être problématique. Lorsque je charge le filament, je déroule un bon mètre en freinant la bobine d'une main. Lorsque ça imprime, c'est juste parfait, ça déroule lentement sans effort, et les frottements sont suffisants pour stopper la rotation par inertie. Lorsqu'il s'agit d'en dérouler 1kg avec une petite bobine au bout d'une perceuse, ce système demande beaucoup d'attention car 8kg en rotation ça ne s'arrête pas comme ça sans frottement, même en décélérant tout doucement. Vu l'énergie potentielle accumulée lorsque la perceuse tourne à plein régime, si vous tentez de stopper net la bobine avec la main, le bras va partir avec, ou la bobine va sortir de son axe. (Surtout que dans ma config, elle est placé à 1m90 de hauteur) Un aperçu du setup complet avec d'autres dérouleurs hautement technologique (tasseau bois de récup + tige acier) que j'avais improvisé pour imprimer des visières en masse. Ils me servent encore pour des bobines de 1kg à 8kg selon leur forme. On voit aussi le déshydrateur rangé, où j'ai conçu un système de spacers modulaires économique (MDF de récup + chutes d'ABS). Là il est configuré pour rentrer une bobine de 2.3kg.

 1 point
1 point -
Salut, De mon côté j'utilise aussi des bobines classiques de 1kg neuves, ne serait-ce que pour le prix au kg et le choix. Mais en plus de ça, j'utilise des grosses de 8kg pour le tout venant, en profitant des grosses promos de temps en temps. J'en ai une de 8kg de PETG recyclé à demeure sur une machine dédiée prototypes / grosses impressions avec une buse de 0.6mm, mais comme j'utilise plusieurs imprimantes, je rebobine souvent sur d'anciennes bobines de 1kg pour pouvoir utiliser ce filament sur plusieurs machines en même temps. Petite remarque, les bobines de Prusament n'aiment pas trop les rebobinages, lorsqu'on desserre la bobine de la perceuse, les flasques ont tendance à s'écarter du moyeu en carton à cause de la pression exercée par le filament. J'ai conçu un système de maintien pour me permettre de les "upcycler" quand même. Lorsque je le peux et que je n'ai pas trop la flemme, je procède à un double bobinage. Cela permet de dégrossir rapidement le premier bobinage (mine de rien, 8kg ça a une grosse inertie et ça tire sur le bras après 300m de fil déroulé, même à la perceuse) pour peaufiner la qualité de l'enroulement au second bobinage. Dans tous les cas, je passe directement la bobine nouvellement constituée au déshydrateur. Le but n'est pas de sécher le filament (même si ça ne lui fait pas de mal), mais de libérer les contraintes interne en le réchauffant. En effet, le diamètre d'enroulement ayant changé, cela évite que les spires n'aient envie de se débobiner toutes seule par effet ressort, et ça évite aussi la casse spontanée de certains filament à cause de ce stress interne (surtout les filaments à pas cher). A+1 point
-
Il en manque une : quelle % de ventilation (pour le petg si il n'y a pas de ponts ou de gros surplombs - ce qui a l'air d'être ton cas - c'est le moins possible)1 point
-
Quand on constate des défauts aléatoires, le réflexe est de vérifier qu'il n'y a pas de faux contacts dans les connexions (câbles, connecteurs...).1 point
-
Grazie mille @MrMagounet Je teste ça ce soir, en espérant que les commandes M701/702 soient reconnues avec le nouveau marlin. Est-ce qu'il est possible d’éditer la valeur epcos? Car je vais bientôt changer la sonde pour la B3950.1 point