Classement




Contenu populaire
Contenu avec la plus haute réputation dans 09/08/2022 dans Messages
-
Non Non Non, pas si vite @Pyroa, il y a des conditions précises pour pouvoir bénéficier de cet adage: - 1 Être Tourangeau depuis plusieurs années. -2 Posséder une K8200 ET une K8400 (en état de fonctionnement) -3 Vénérer la série culte dont la voix off était celle de Claude Pieplu, les fabuleux Shadoks. Si tu réunis ces trois conditions, une pluie de cadeaux rempliront ton garage dans peu de temps. Bonne chance.3 points
-
Salut @Jean-Claude Garnier j'espère que tu retrouveras ta joie de vivre, de participer à la vie de ce forum et de bricoler sur tes bécanes, et cela malgré la tristesse des difficiles moments que tu as passés. A bientôt2 points
-
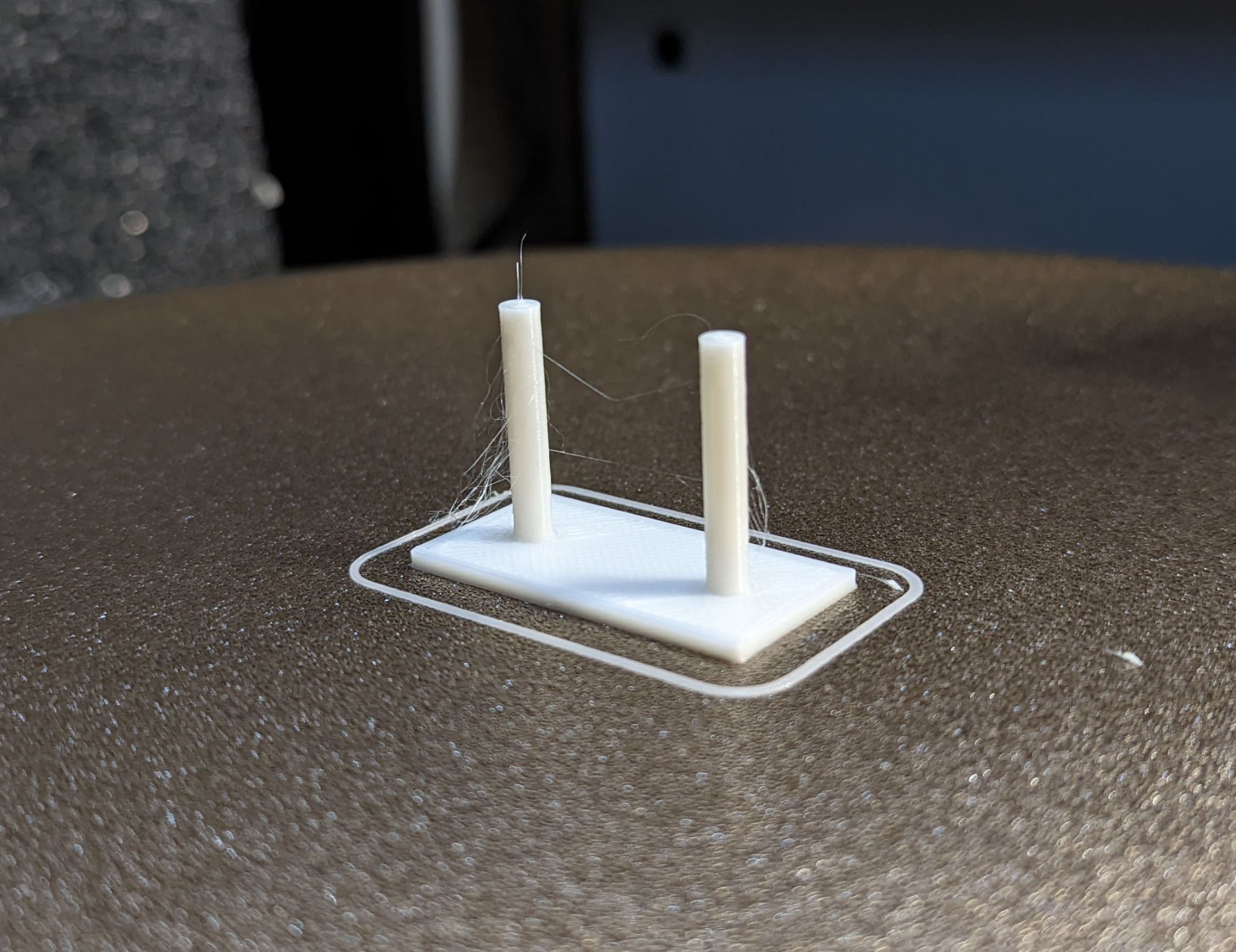
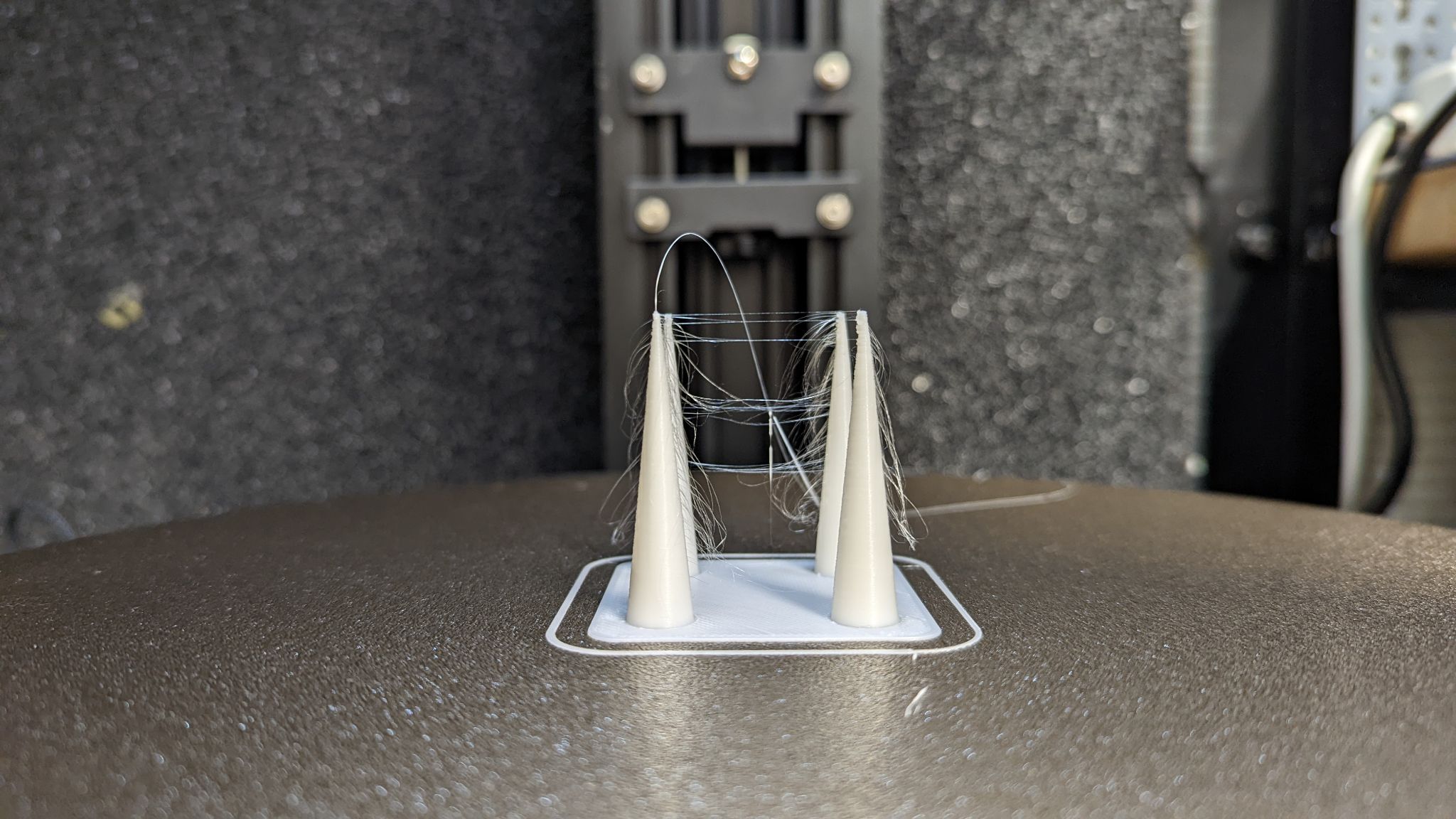
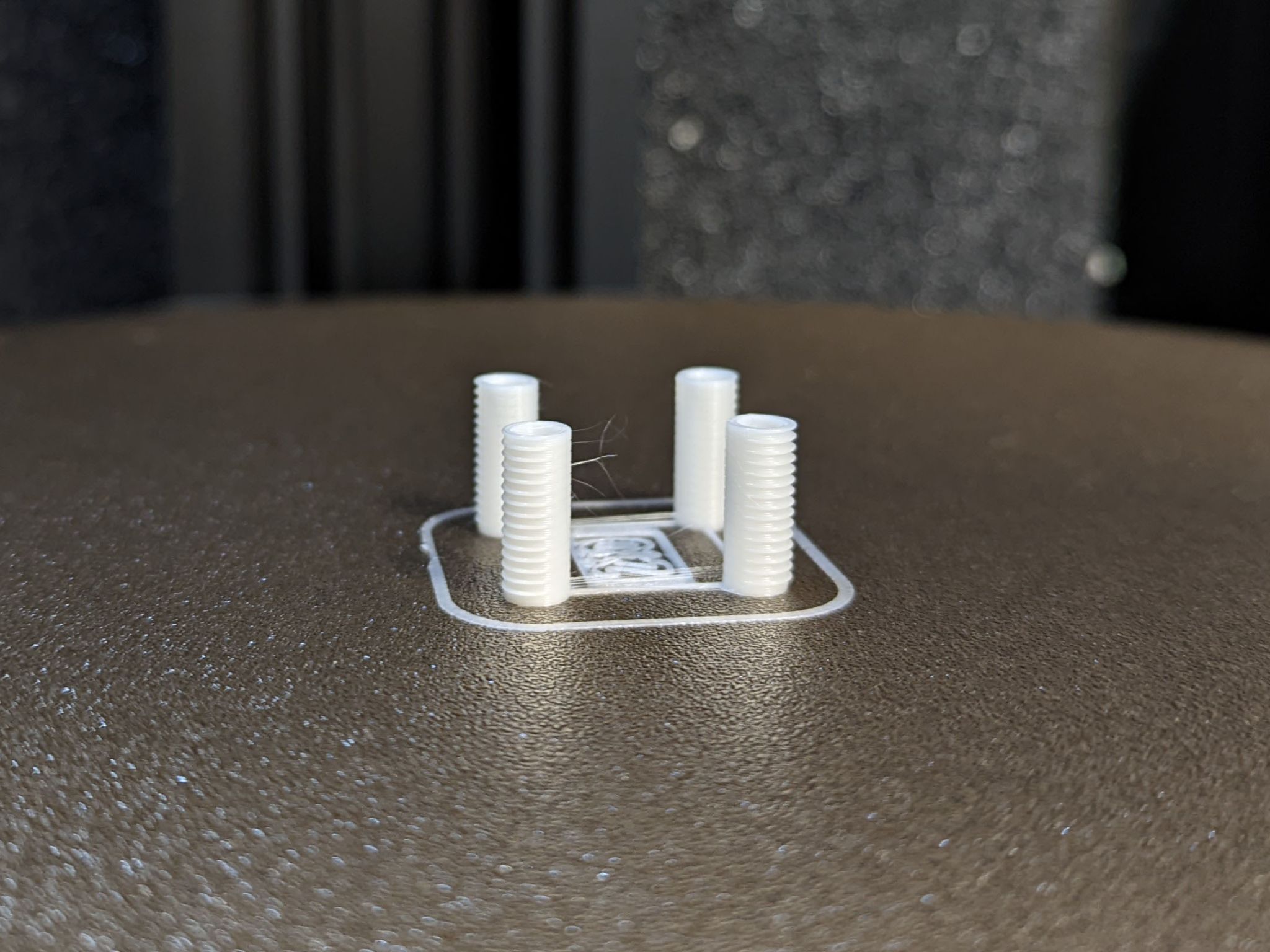
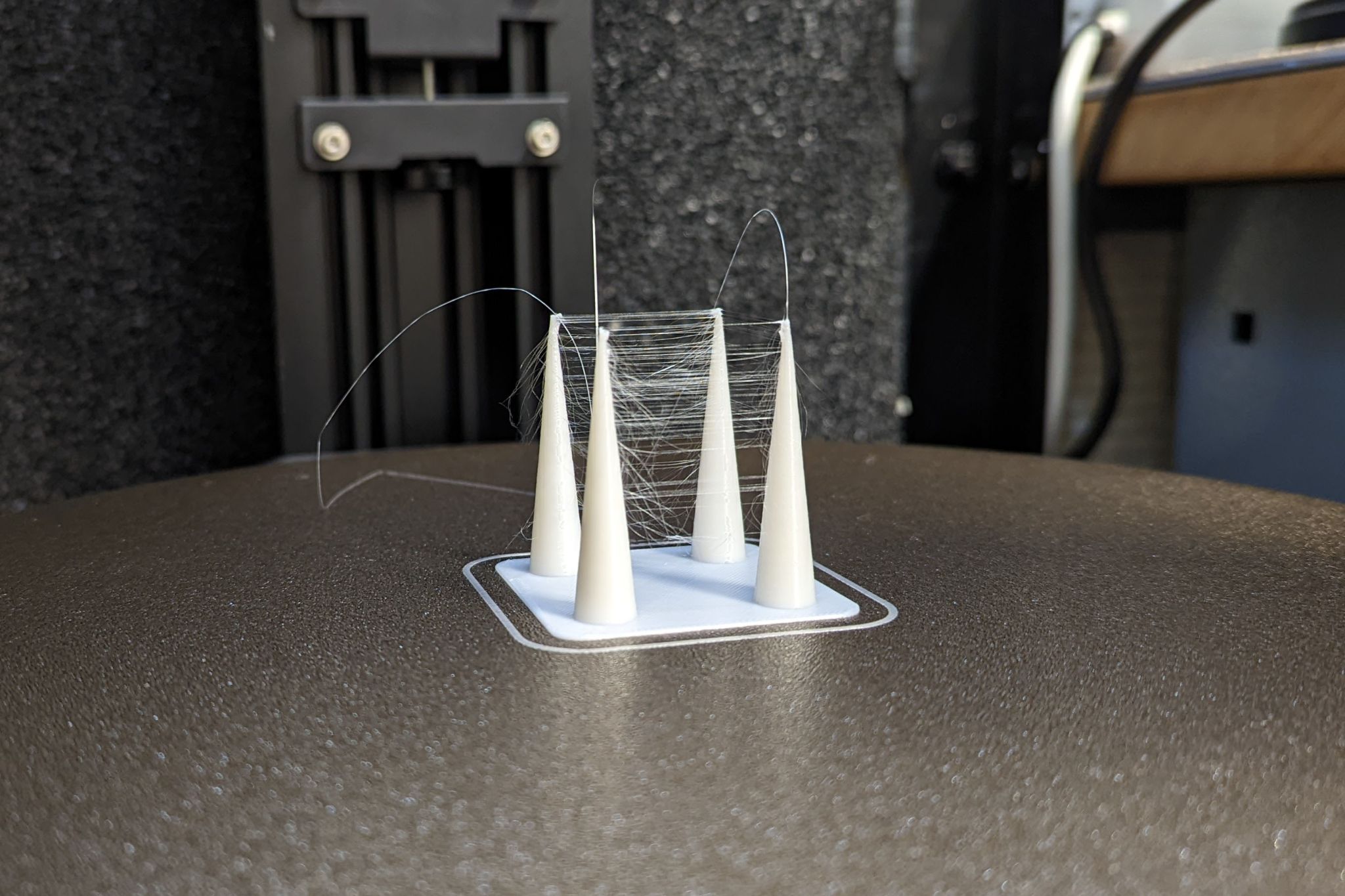
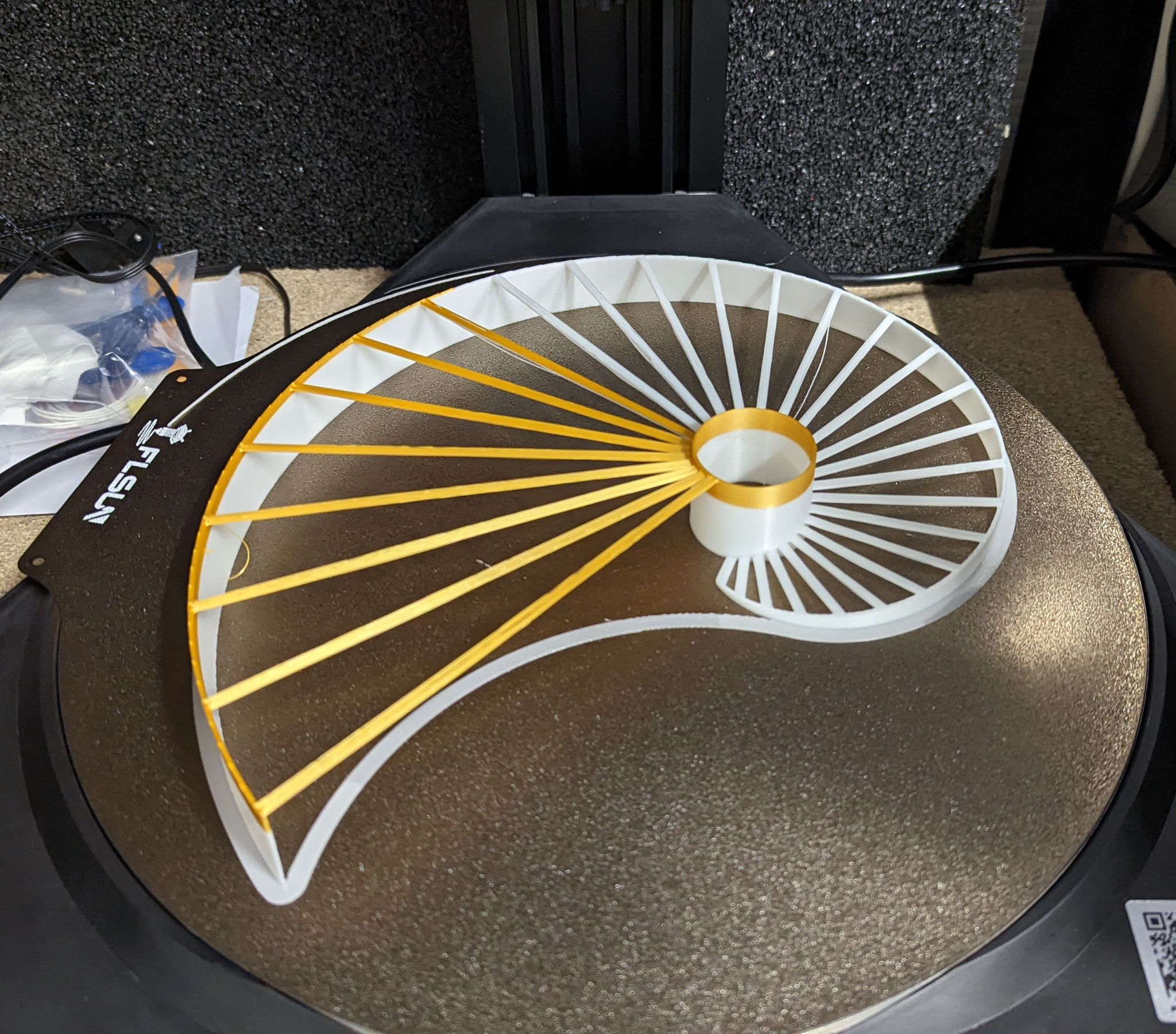
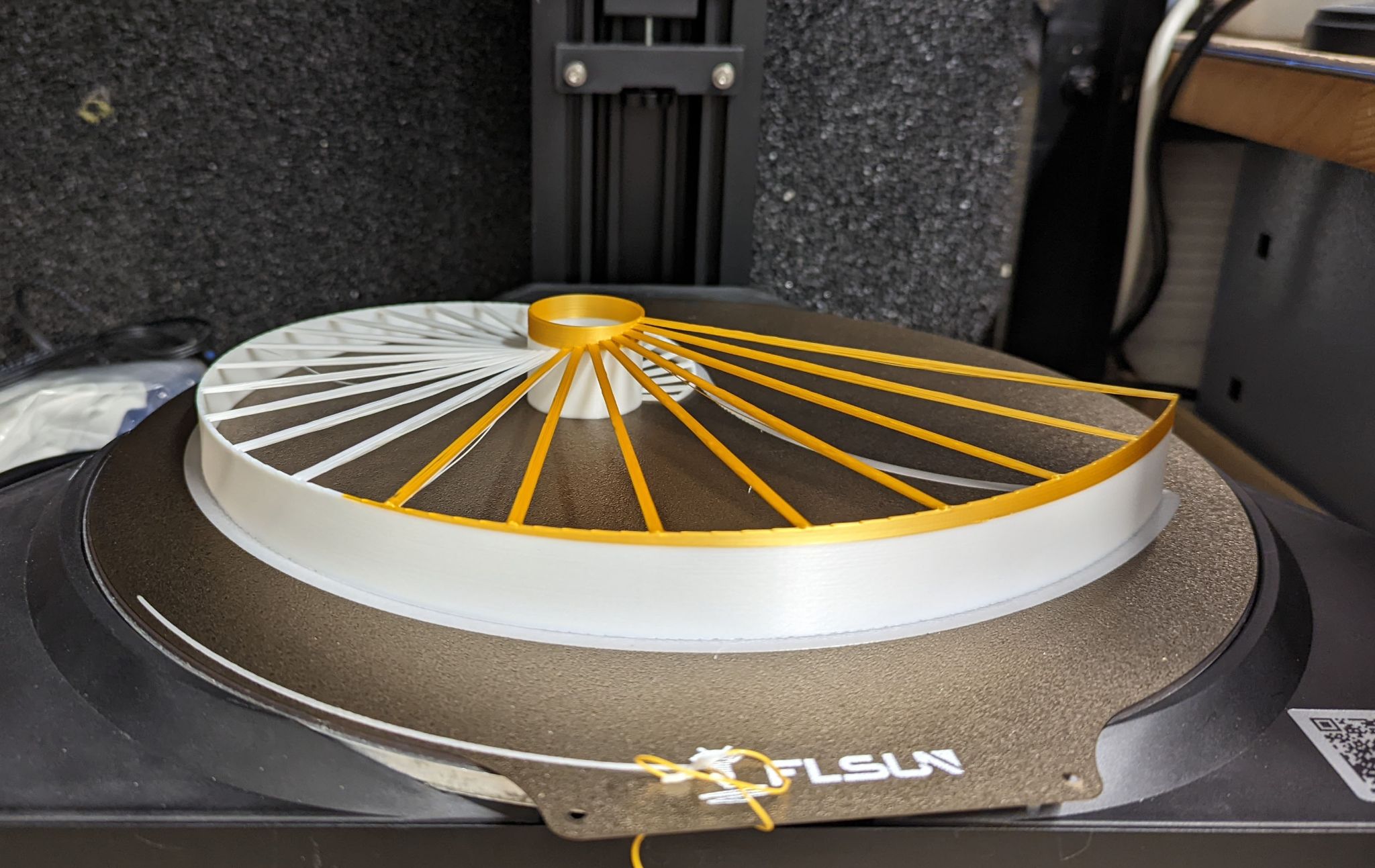
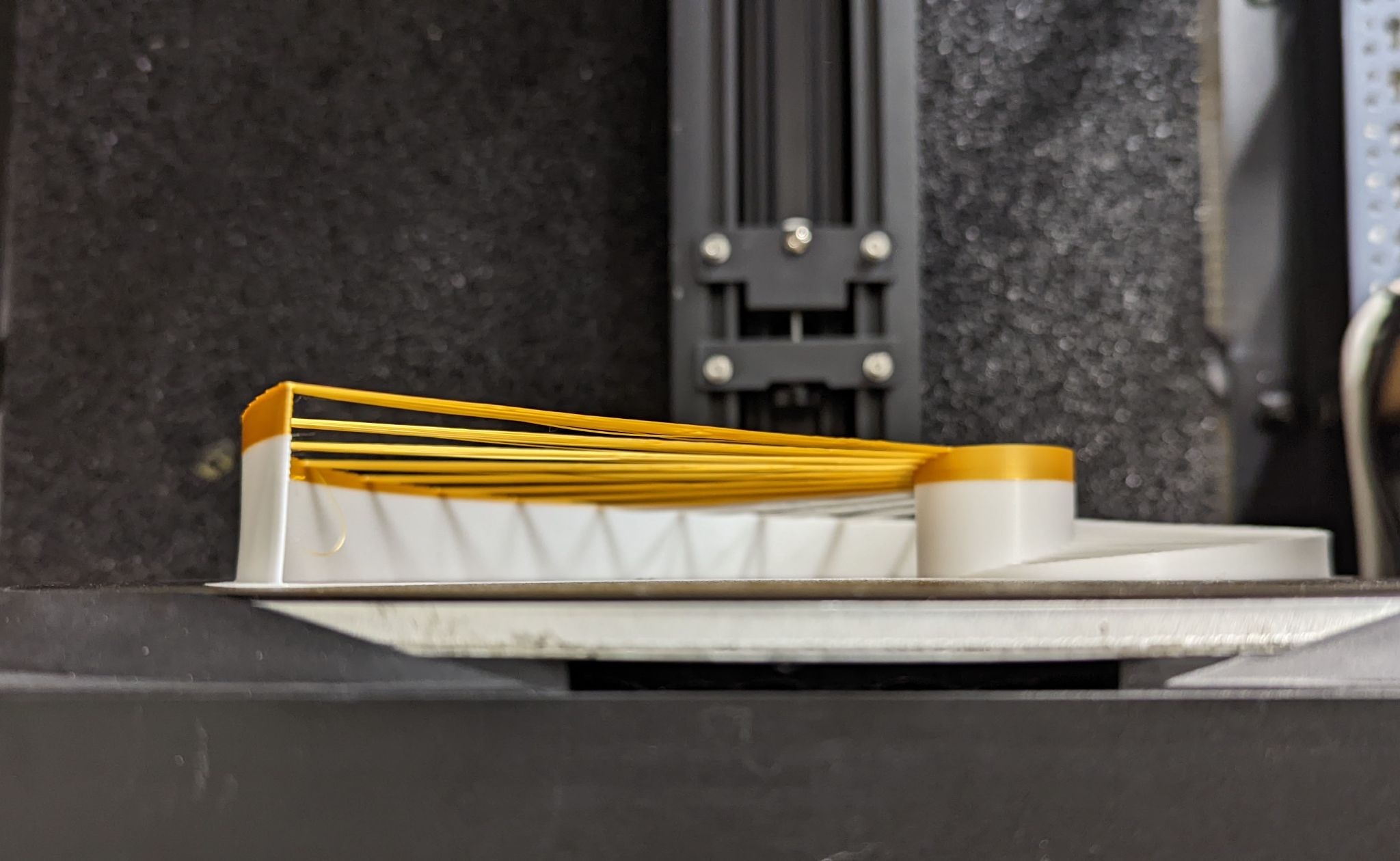
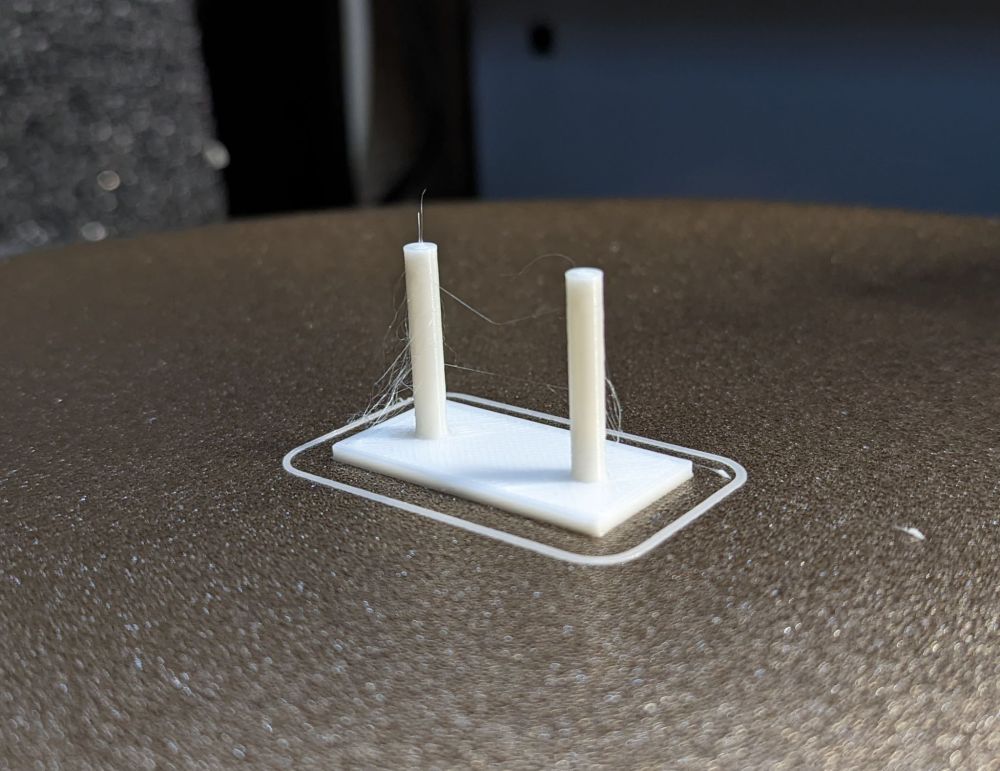
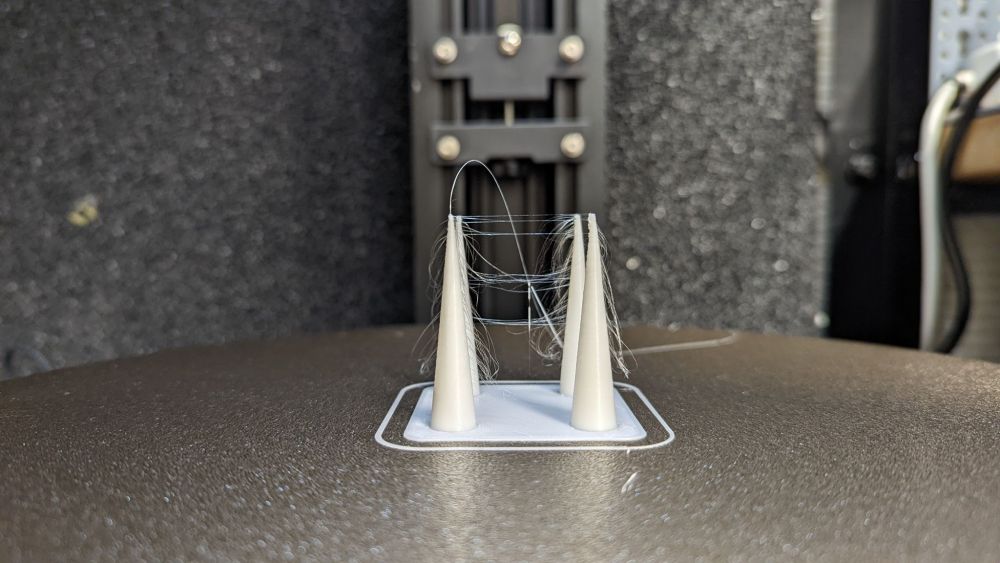
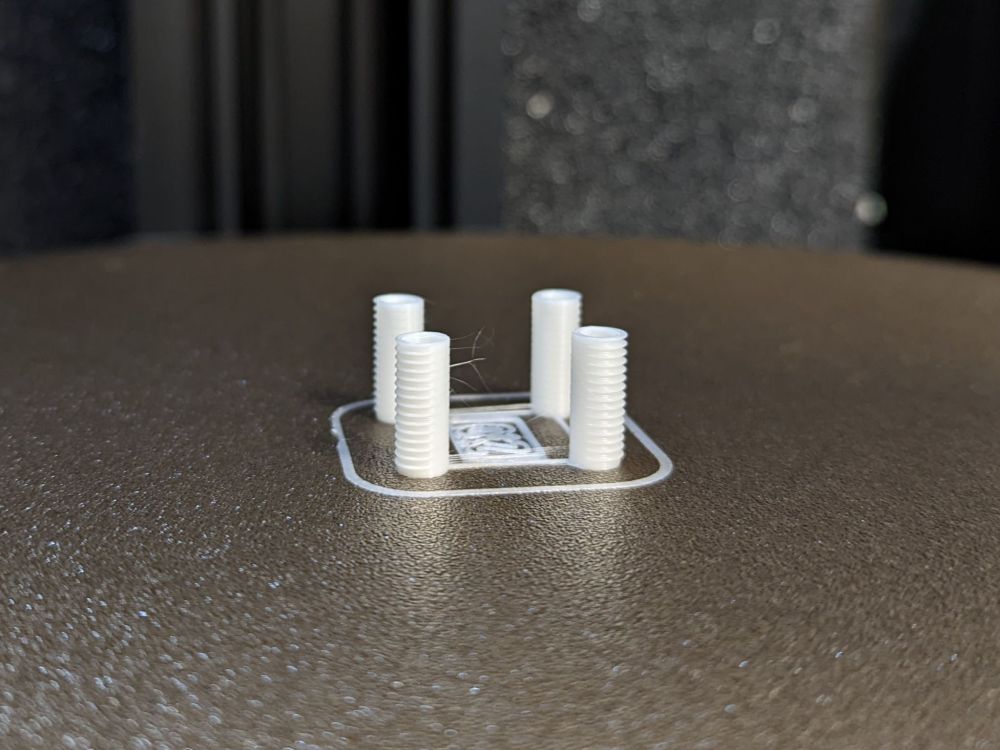
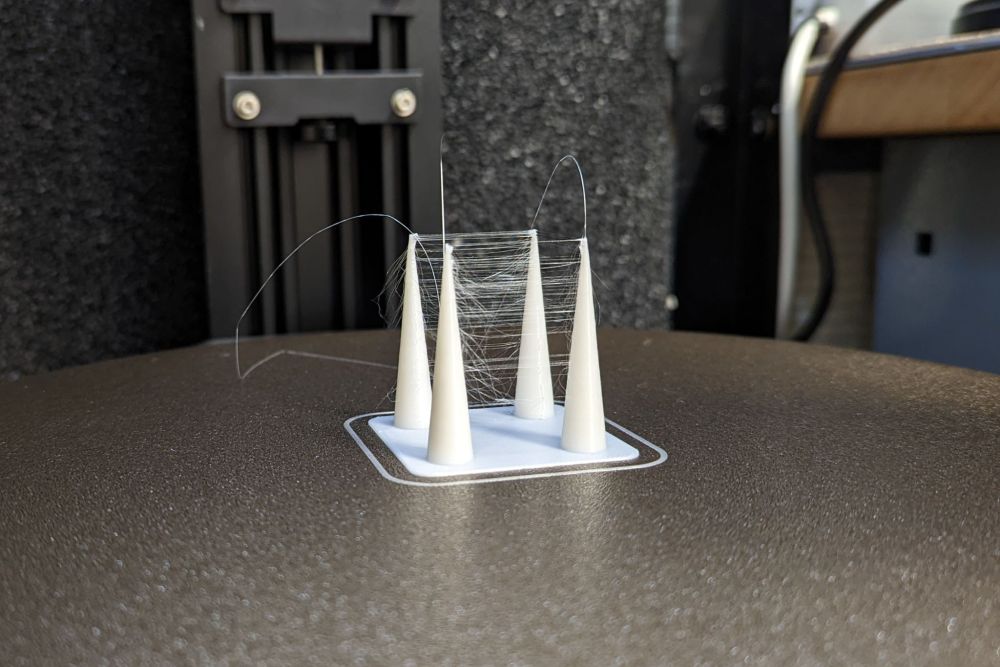
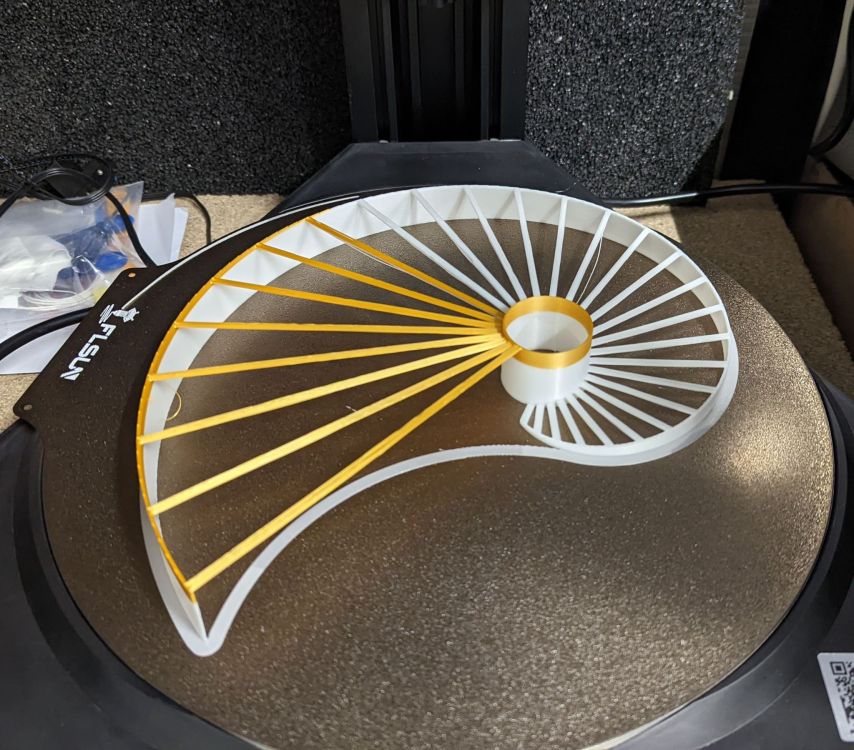
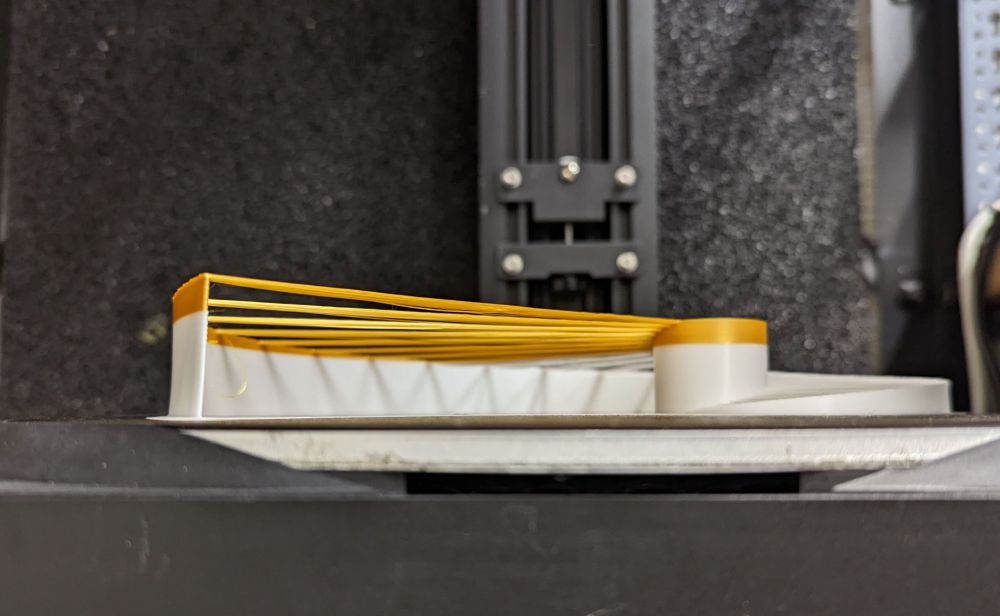
Comme y'avait des cheveux d'ange sur le KKS Tortur Test, j'ai fait un premier "stringing test" : Pas parfait mais mieux que le tortur test. Du coup j'ai imprimé ça : On dirait que la buse n'aime pas les pointes Du coup j'ai fait un profile SuperSlicer rapido et j'ai fait un tour de test allant de 0 à 1mm de retract à 45mm/s : Quasi aucun stringing !? Du coup j'ai refait les petits cones avec SS : Pas génial non plus, et ça pris 49 minutes contre 25 avec Cura, mon profil est clairement à revoir A défaut d'avoir une idée pour ce petit souci à part diminuer la température (qui est de 210° pour le PLA par défaut), j'ai voulu faire un test de bridging en oubliant de décocher les supports... Ensuite j'ai relancé sans, et, 48 minutes plus tard, j'avais de beaux ponts de 15cm max : Vous noterez que le capteur de filament fonctionne bien, j'ai vidé l'échantillon de PLA qui m'aura permis pas mal de prints tout de même ! Pour en finir avec mes tests du jour, j'ai fait un grand vase en mode spirale. Quand je suis venu checker si tout allait bien au bout de 45 minutes, le speed-pad affichait ~90mm/s... alors que les périmètres extérieurs sont à 120mm/s dans le slicer. Bref, j'ai dû booster la vitesse d'impression à 440% atteindre les 440mm/s et finir le print 28 minutes plus tard On voit la démarquation du changement de vitesse mais dans les 2 cas c'est super propre, surtout avec des couches de 0,3mm ! J'ai aussi fait un petit timelapse à la GoPro mais j'ai pas pensé au cadrage En tout cas j'enchaine les prints avec une facilité et une vitesse déconcertante avec cette machine



 2 points
2 points -
Avec une Ender 3, tu vas trouver de très nombreux adepte ici. Un seul conseil, avant de commencer à la bricoler suivant les tonnes de tutos sur le forum et ailleurs, commences par utiliser ta bécane dans sa version d'origine. C'est ainsi que tu auras le moins de problèmes.2 points
-
La famille Phrozen vient de rejoindre le reste de la troupe dans mon coin au frais (La Sonic Mega 8k avec son Mega cure, la Sonic Mighty 4k et le bac à ultrason de grande taille). Il va falloir que je pousse les murs pour les deux prochaines bécanes (Prusa XL), mais d'après les dernières infos j'ai du temps devant moi pour leur faire de la place. PS: j'appelle mon atelier "Mon coin au frais" et mon épouse l'appelle "Son coin aux frais", toute la différence est dans une seule lettre (comme quoi cela tient à pas grand chose).
 2 points
2 points -
C'est donc pas des améliorations !!2 points
-
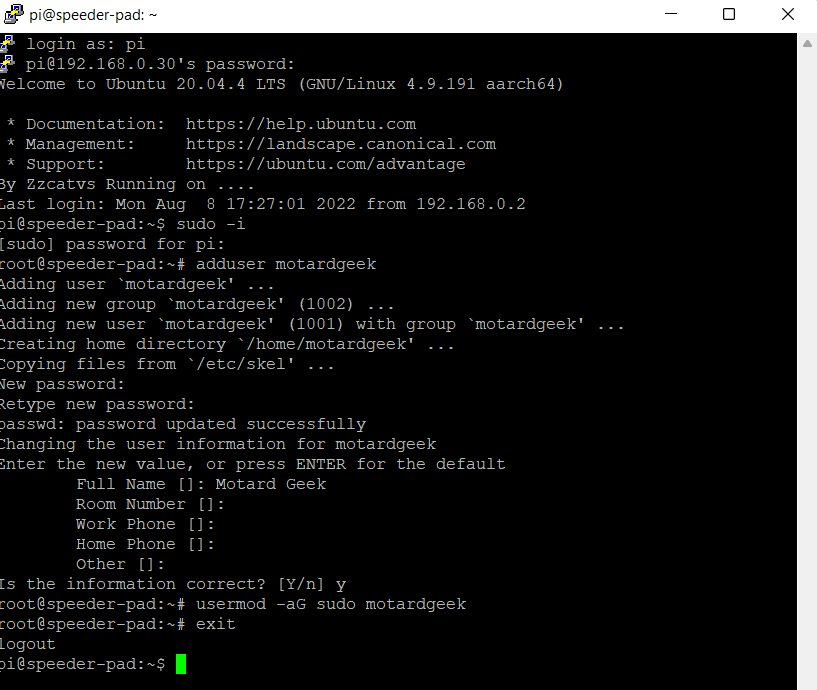
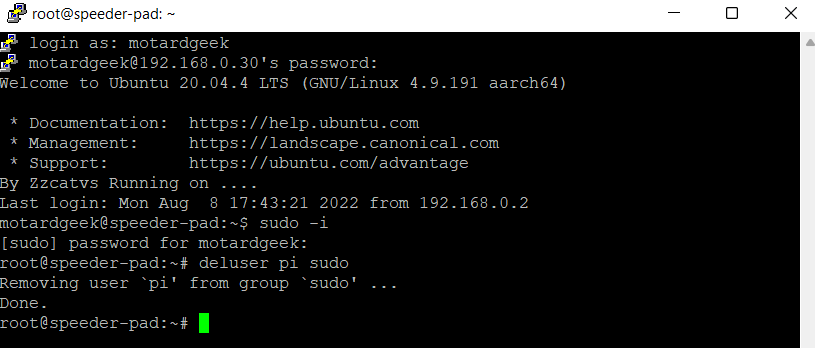
Pour installer ma vielle caméra Logitech Quickcam sur ma V400 j'ai voulu regarder comment elle était détectée par le système d'exploitation (Ubuntu 20.04.4 LTS cf ce message). Malheureusement, FLSun n'a pas voulu me communiquer le compte pour me connecter en SSH Cependant, le couple user / password tourne sur Internet et notamment dans le live de Nero3D Sauf que, ce compte pi ayant pour mot de passe flsun n'est pas les privilèges administrateur ! A défaut de me fournir un compte root, FLSun m'a envoyé un script censé faire fonctionner ma caméra mais ce n'est pas le cas Par contre, j'ai remarqué que ce script nommé update.sh à mettre à la racine de la clef USB exécute les commandes en tant qu'admin Ajouter l'utilisateur pi au groupe admin Du coup, je l'ai modifié pour mettre l'utilisateur pi dans le groupe sudo EDIT du 15/09/2022 : j'ai ajouté la réinitialisation du mot de passe pour les nouvelles machines sur lesquelles il a été changé #!/bin/bash # Motard Geek @ LesImprimantes3D.fr echo 'pi:flsun' | sudo chpasswd sudo usermod -a -G sudo pi mv /home/pi/gcode_files/USB-Disk/update.sh /home/pi/gcode_files/USB-Disk/update.over reboot exit 0 Donc si vous mettez un fichier nommé update.sh (que je mets en pièce jointe du topic) avec le contenu ci-dessus à la racine d'une clef USB et que vous démarrez l'imprimante avec celle-ci branchée, au reboot suivant (exécuté par le script), l'utilisateur pourra passer root Créer un nouveau compte admin Le truc, c'est que tout le monde connait ce compte. C'est un peu chiant pour un truc accessible en ligne... Pour sécuriser ça, plutôt que de changer son mot de passe au risque de nuire au bon fonctionnement de Klipper, je m'en suis servi pour créer un nouveau compte admin qvec les commandes suivantes : sudo adduser motardgeek sudo usermod -aG sudo motardgeek (vous pouvez bien évidemment remplacer motardgeek par votre nom d'utilisateur préféré) Retirer les privilèges administrateur du compte pi Ensuite, je me suis connecté avec ce compte pour retirer les droits administrateur à l'utilisateur par défaut avec la commande suivante : sudo deluser pi sudo Conclusion et avertissement Voilà, vous pouvez désormais faire joujou sans limite avec votre FLSun V400, à vos risques et périls En effet, je ne sais pas quelles sont les conséquences que ça peut avoir niveau SAV... update.sh

 1 point
1 point -
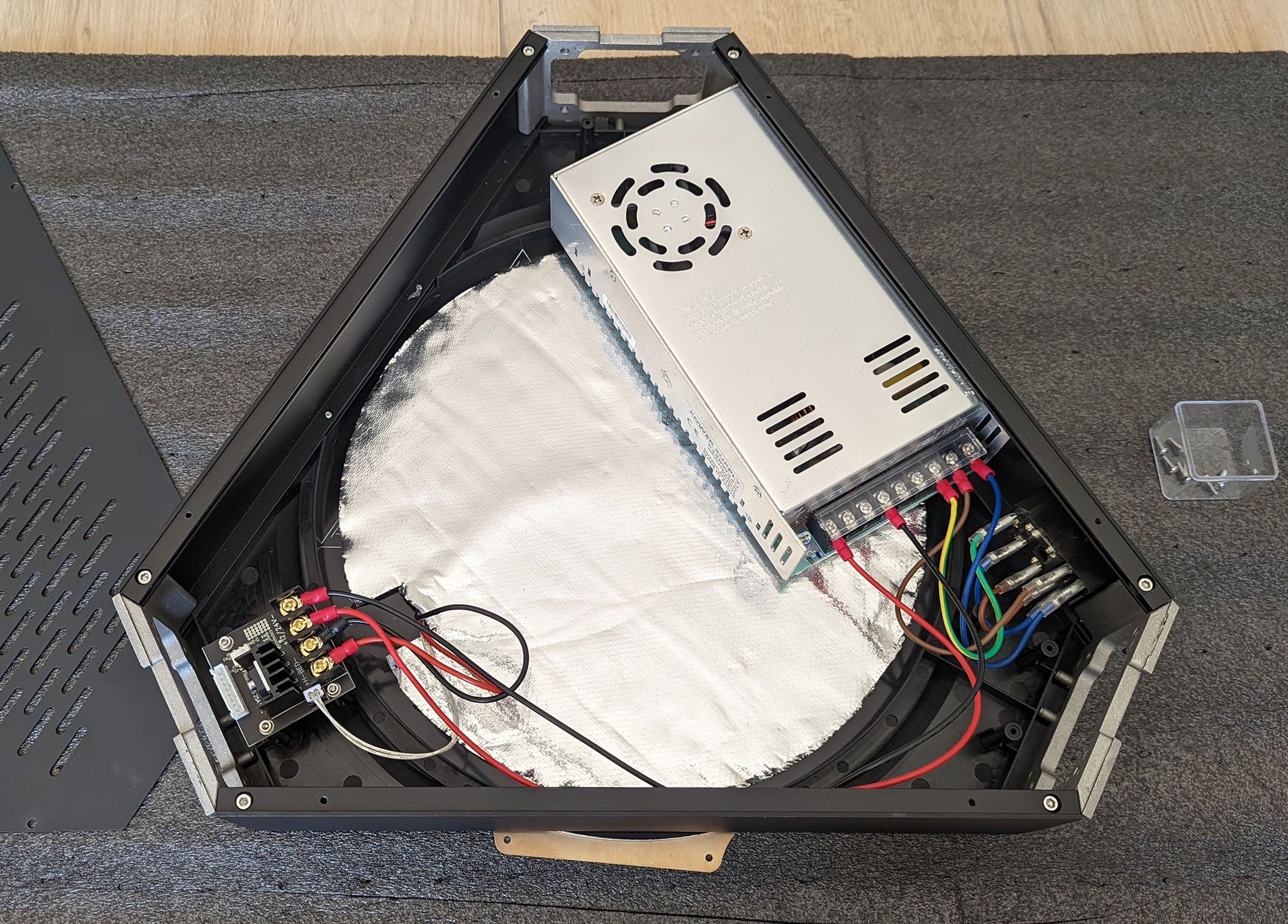
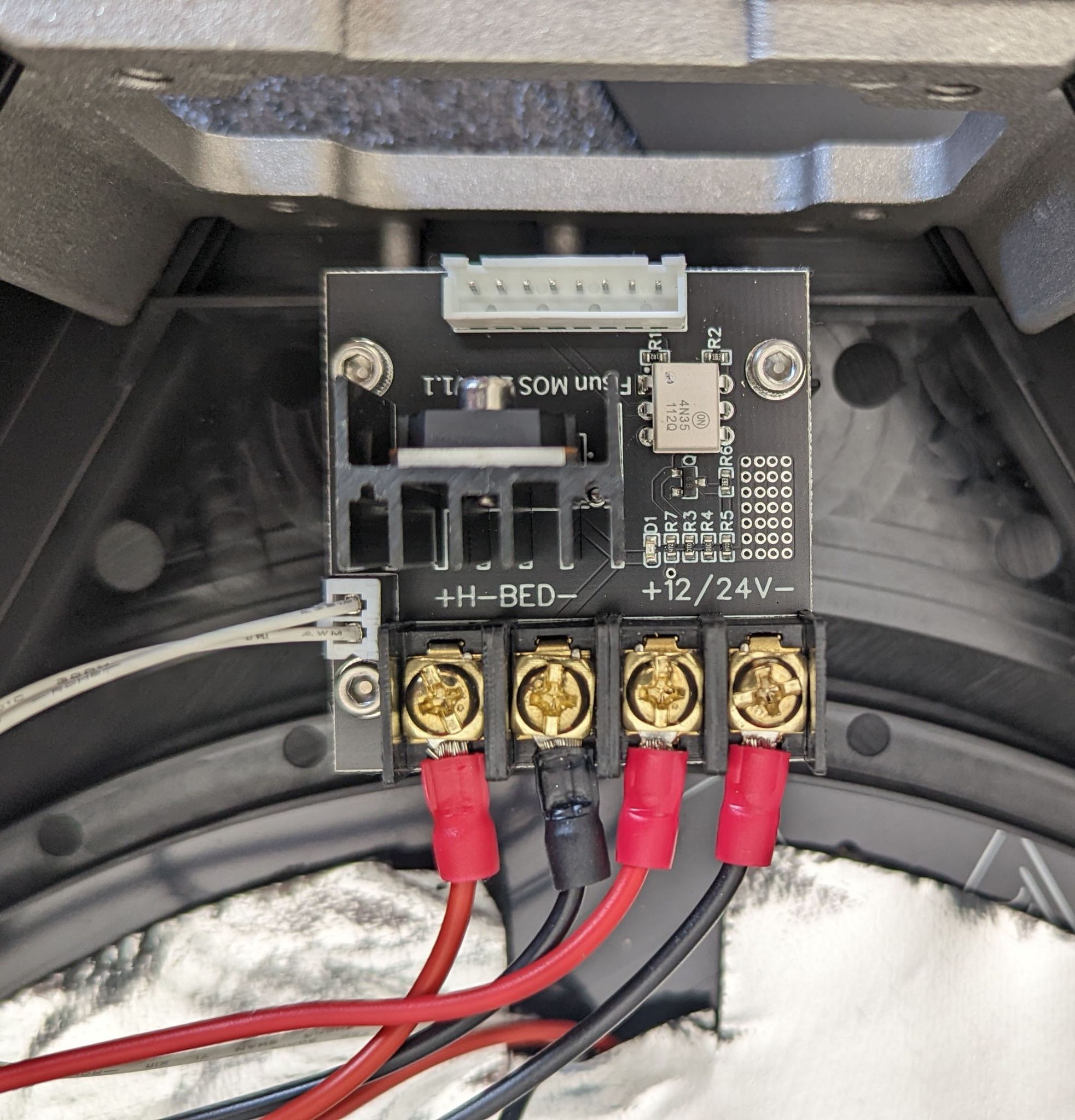
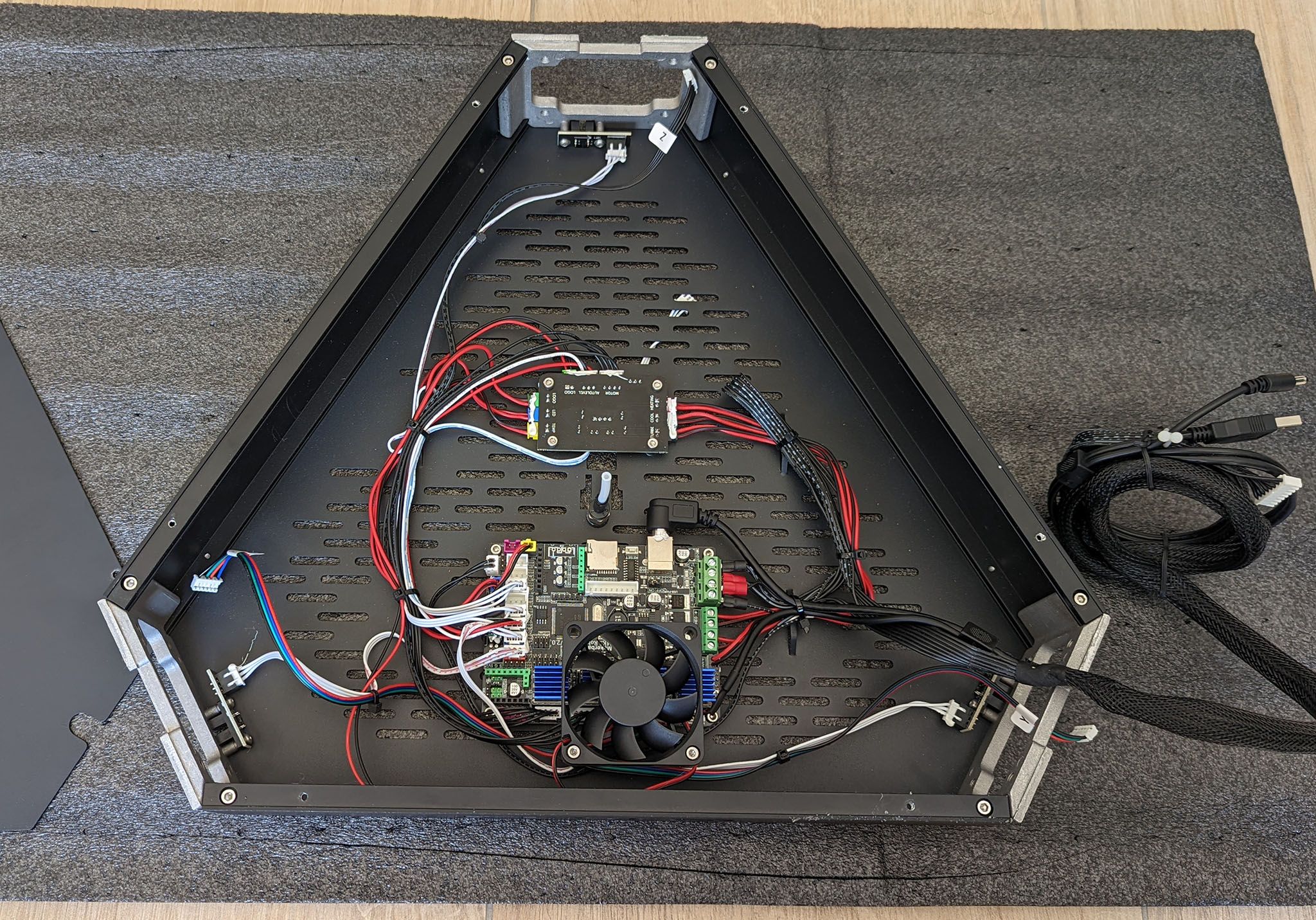
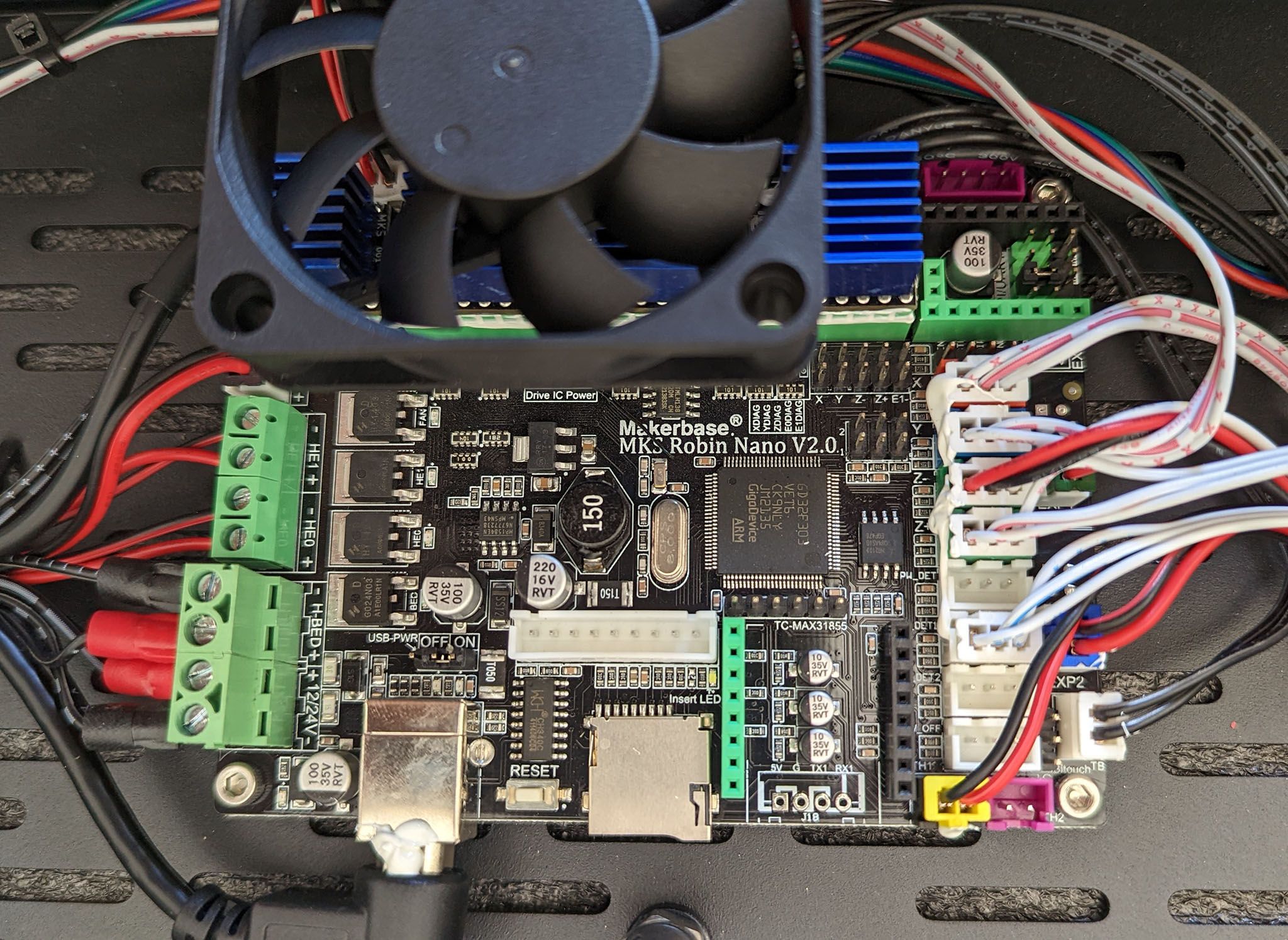
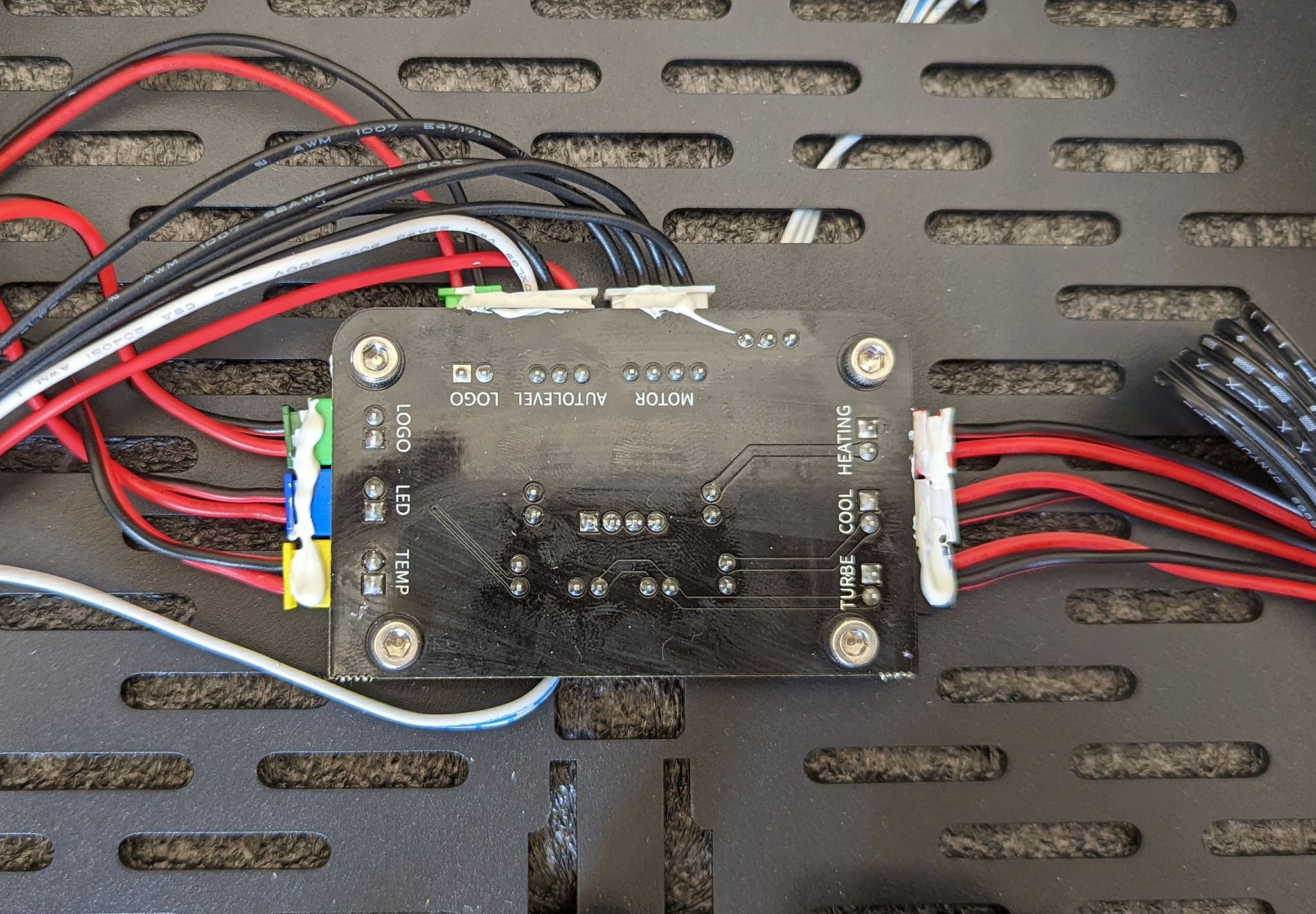
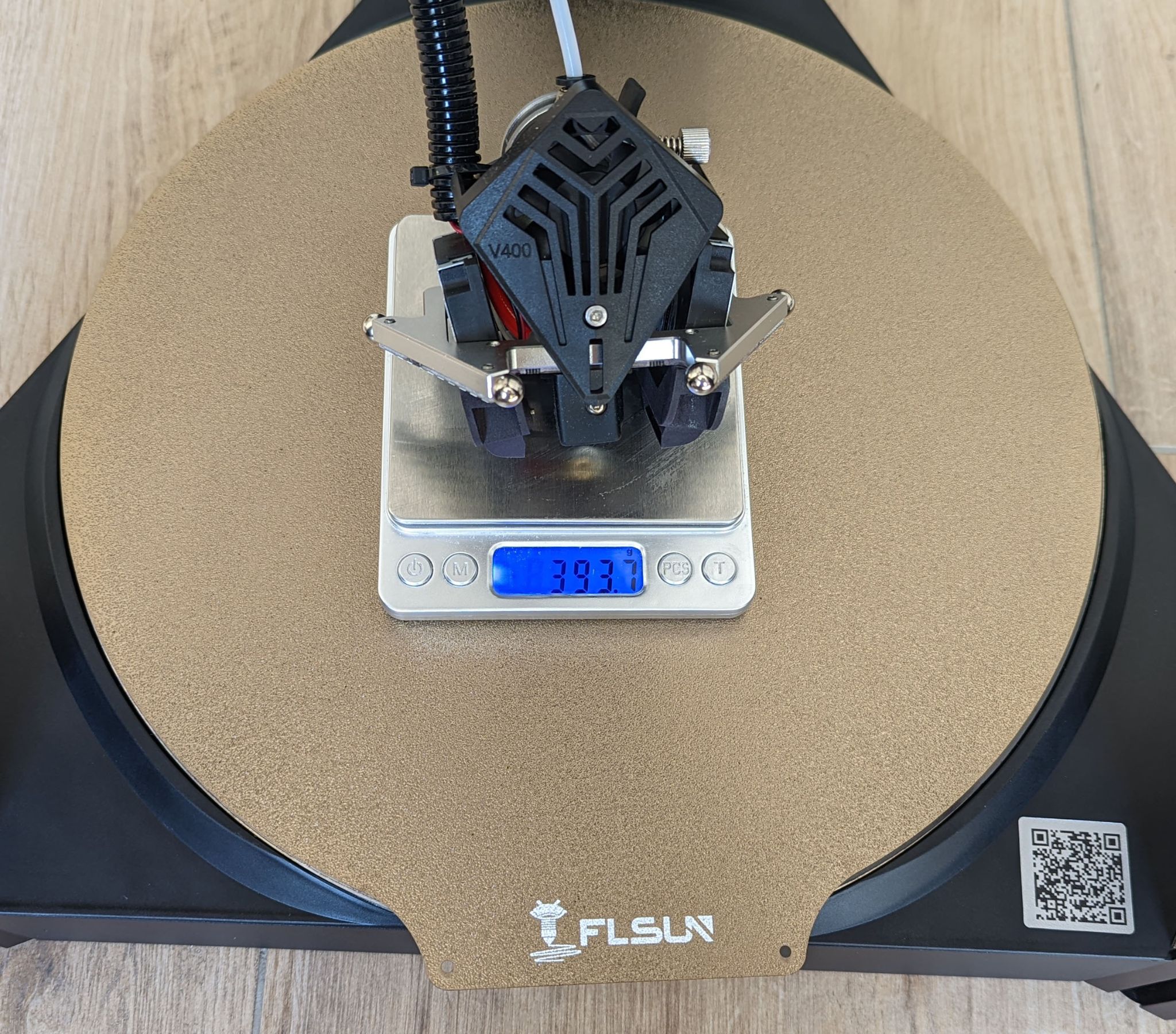
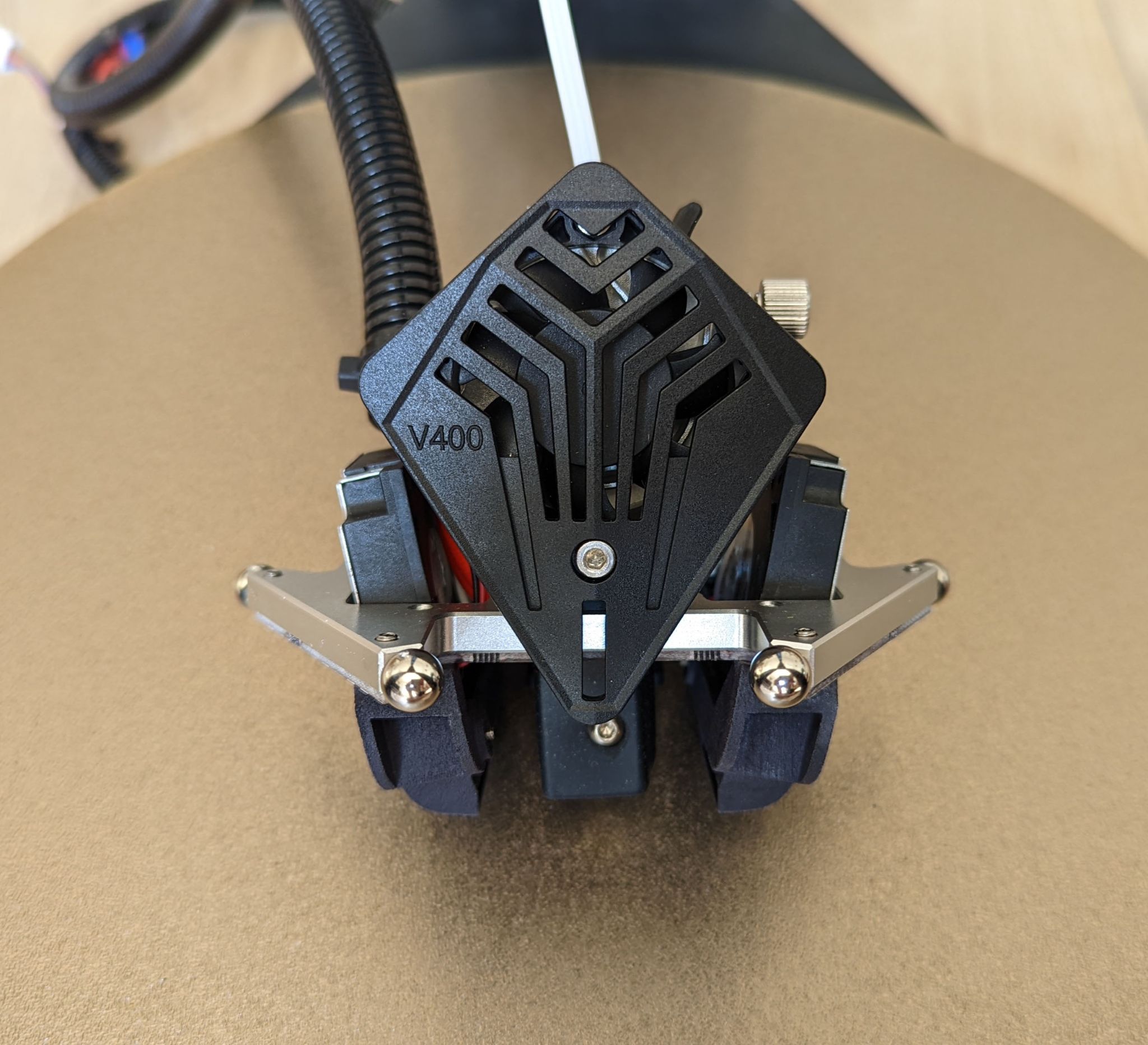
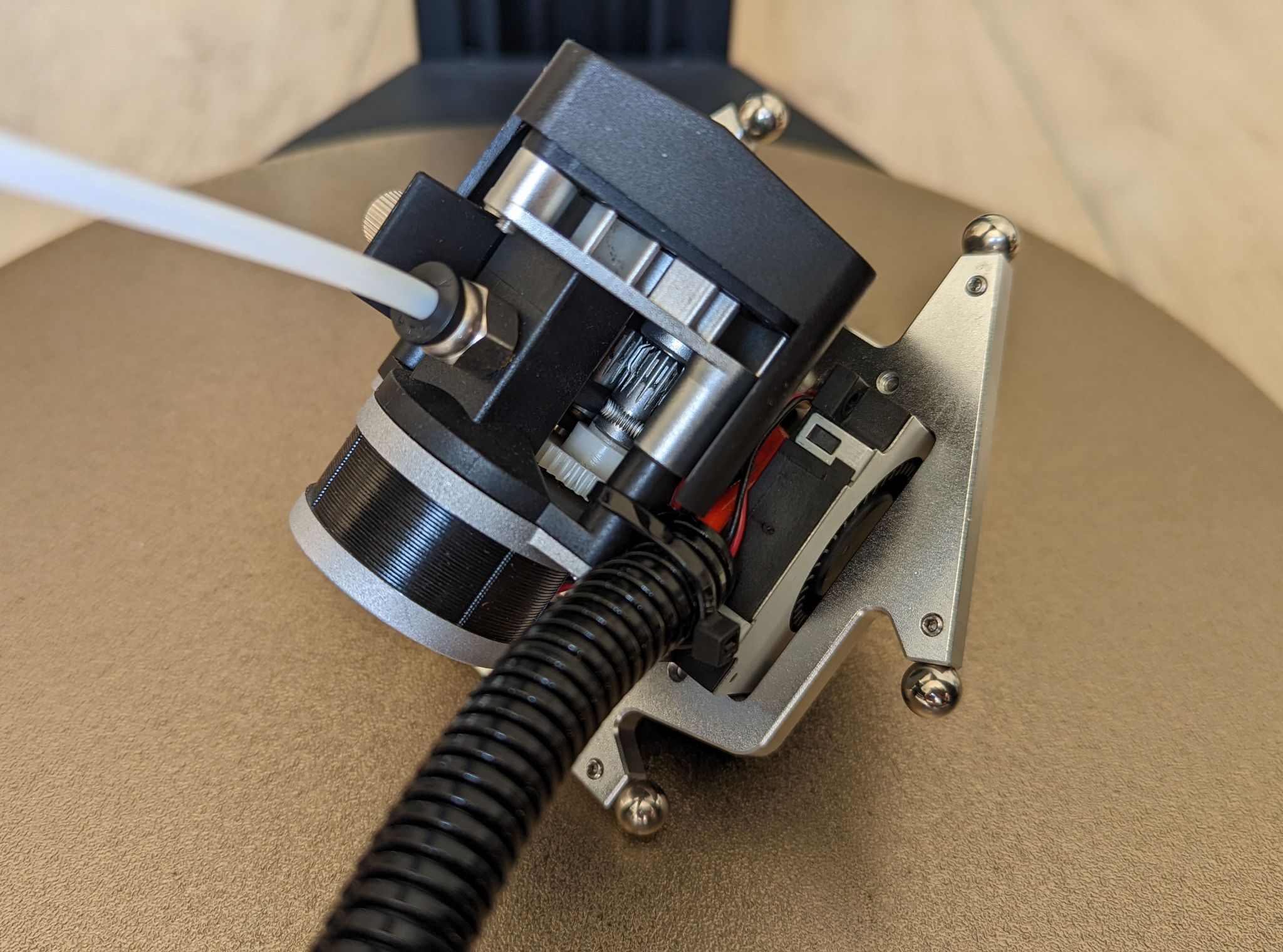
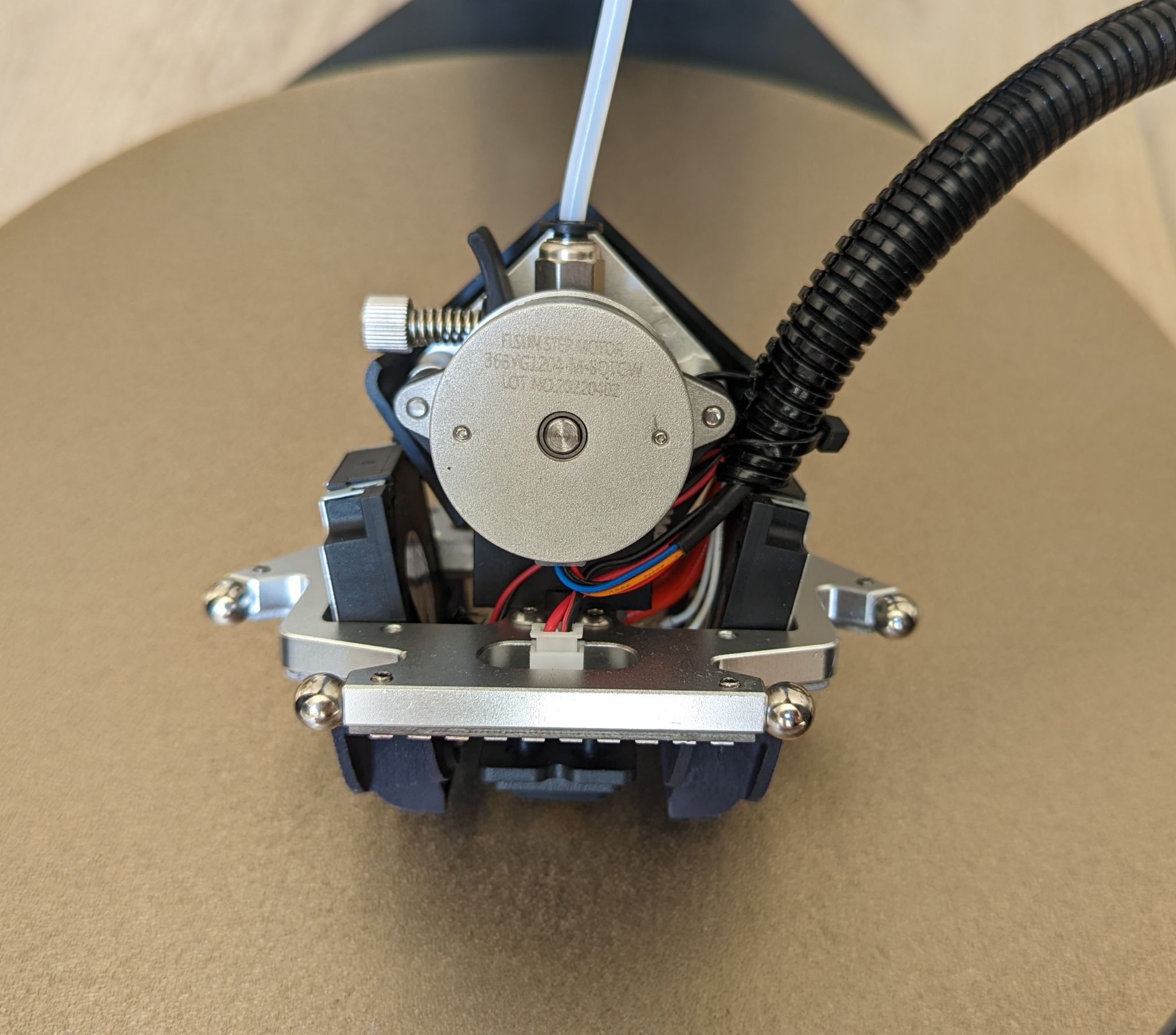
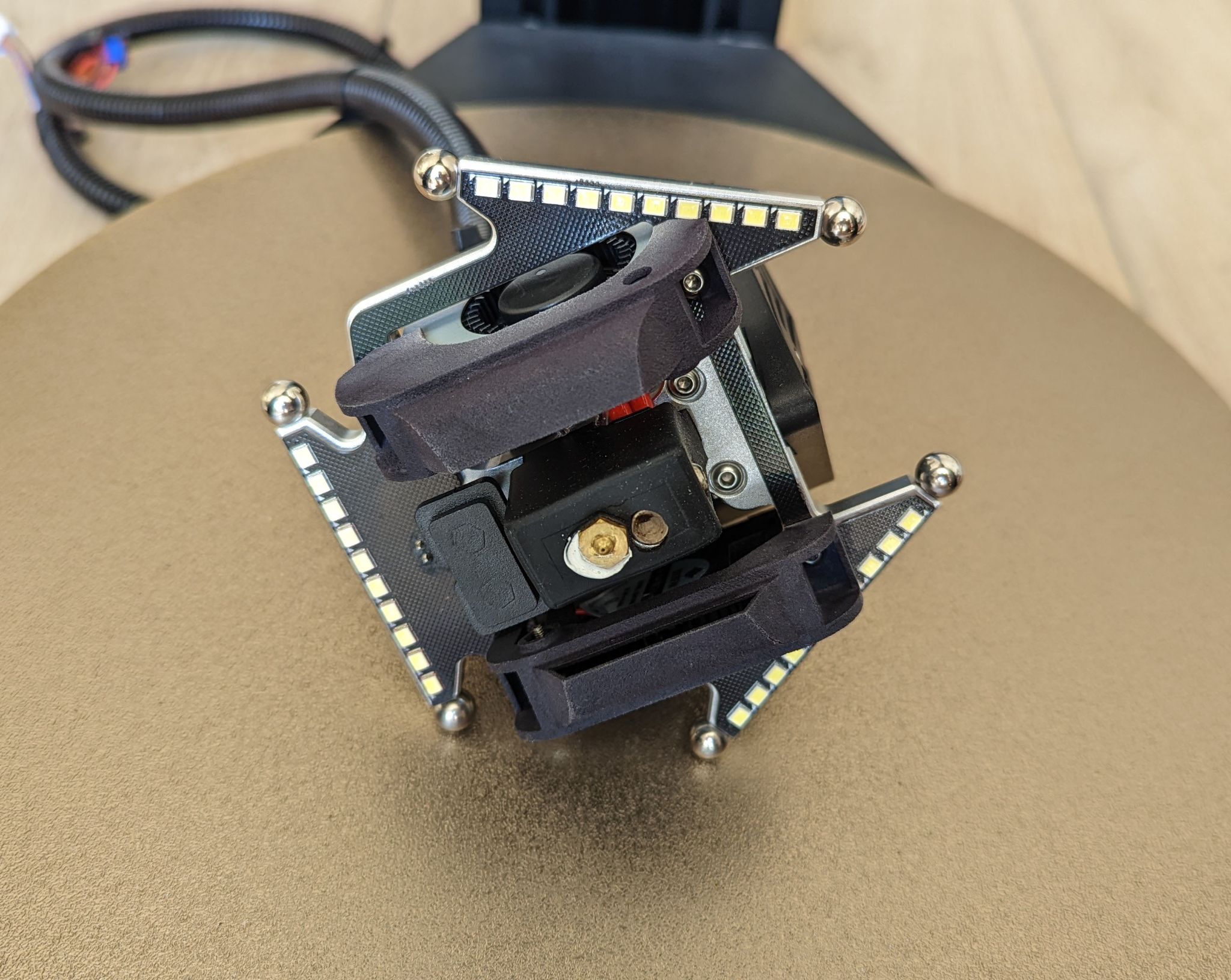
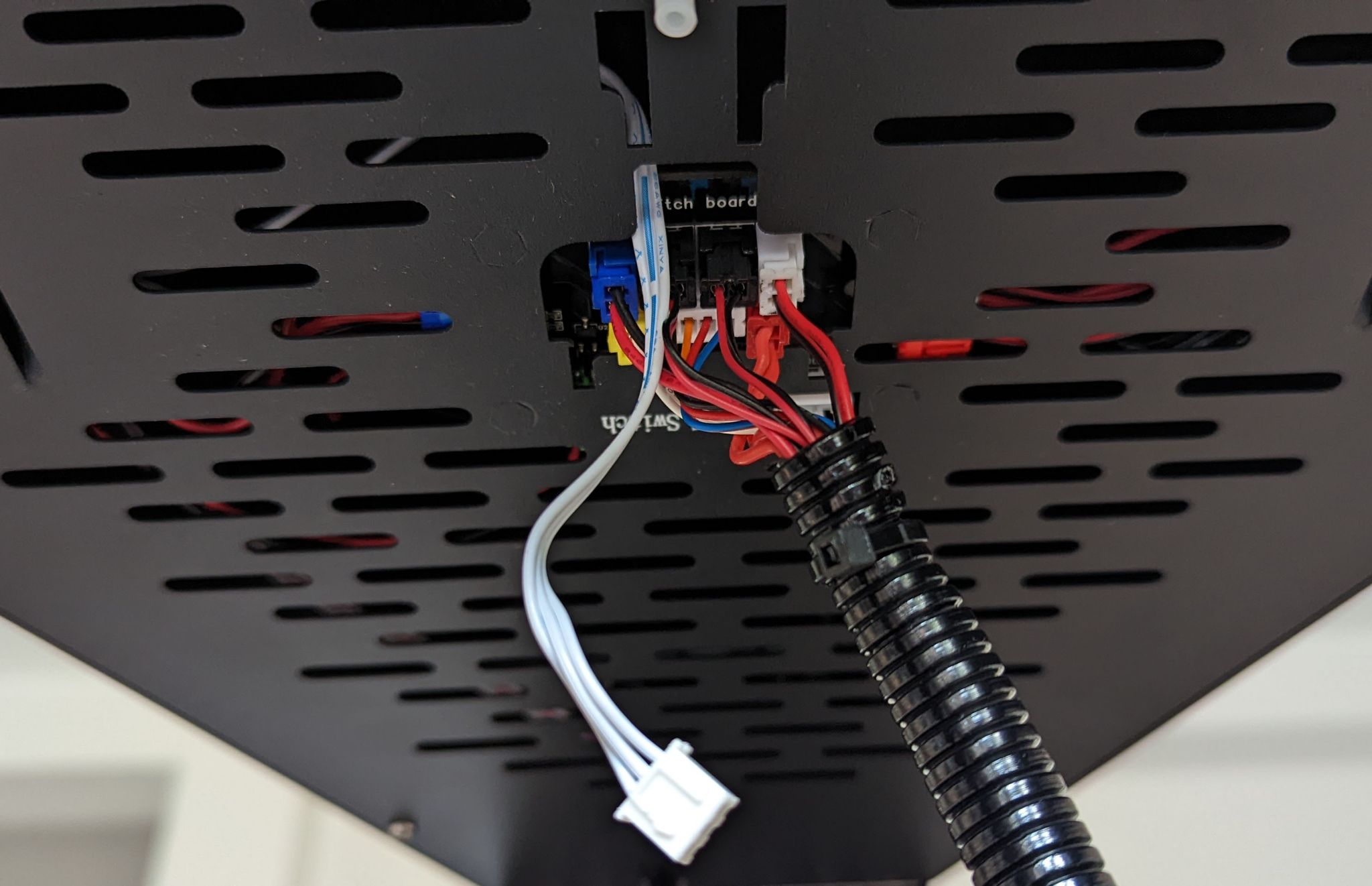
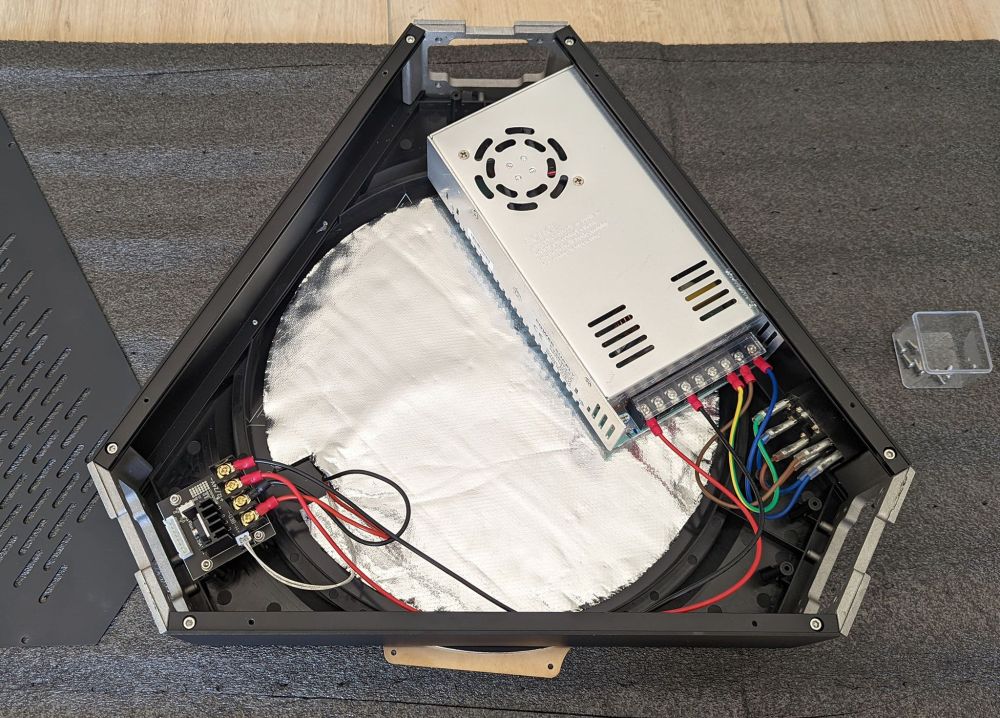
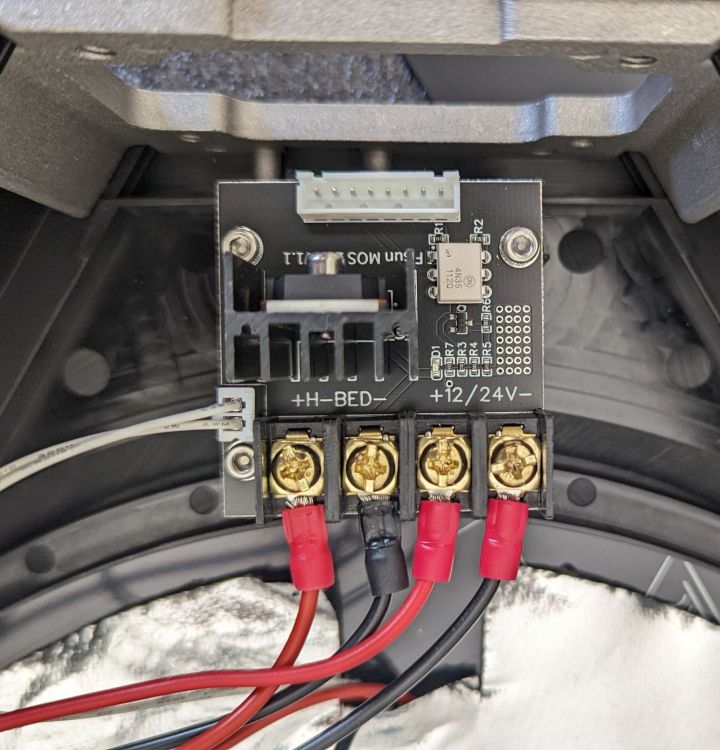
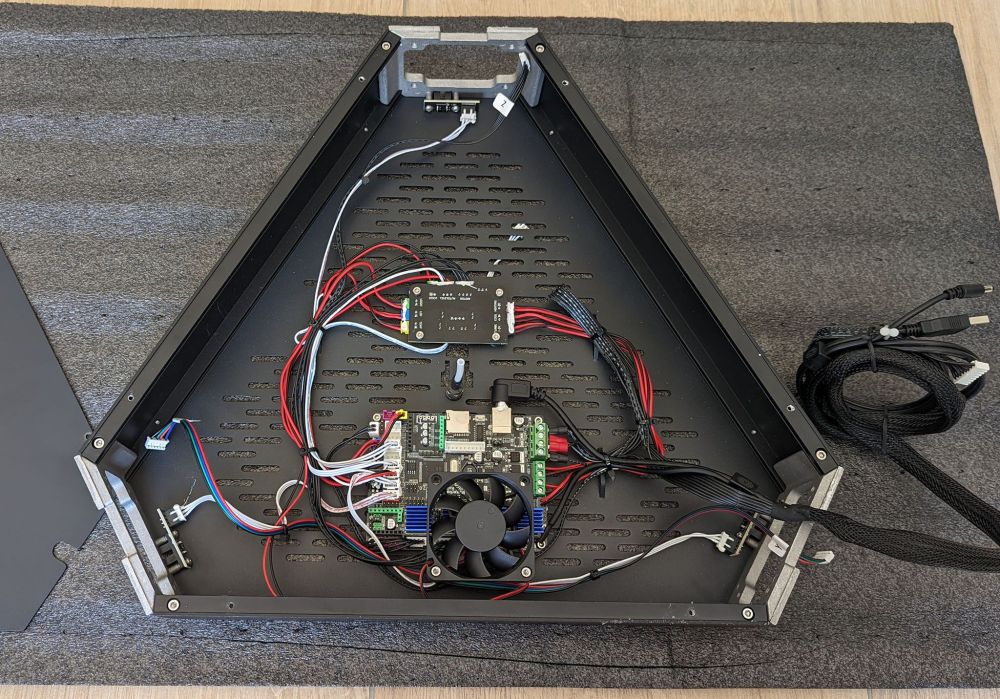
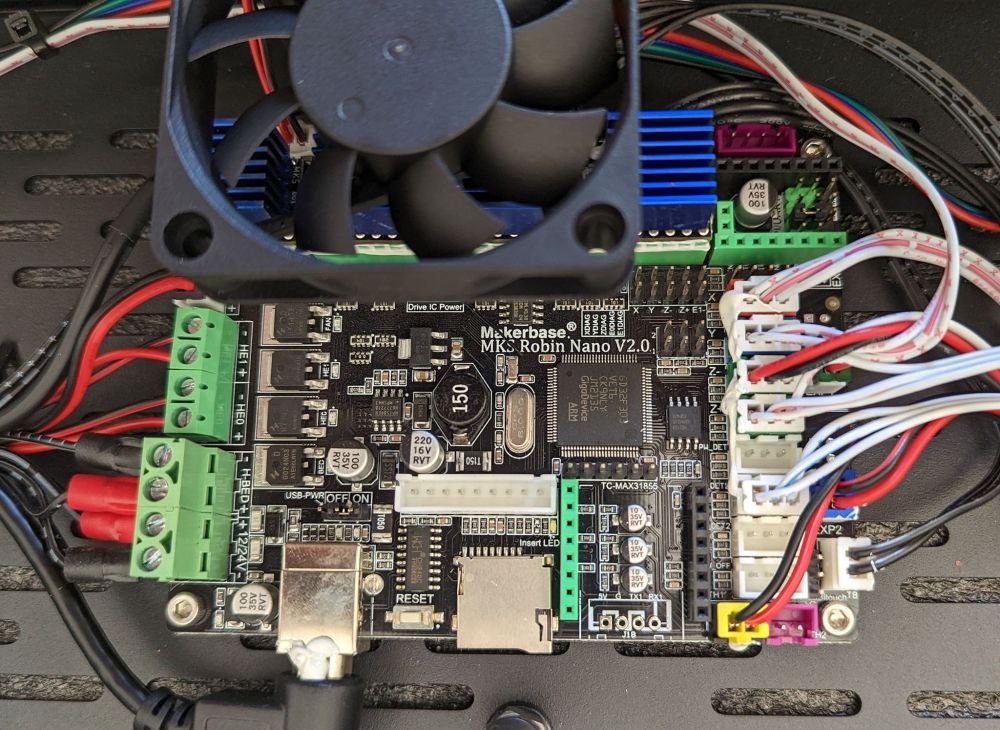
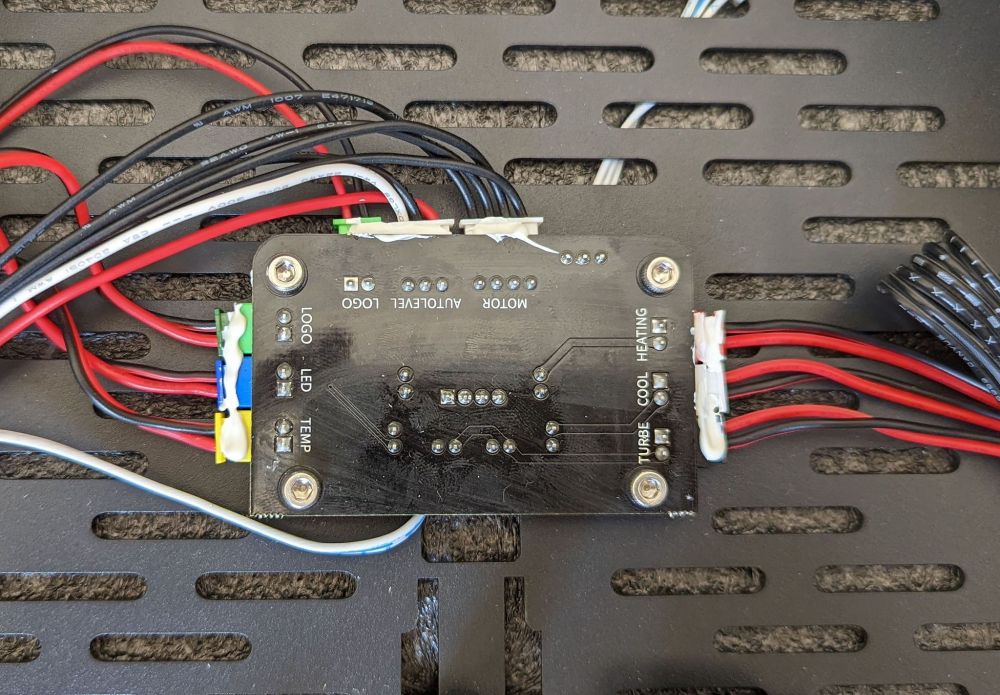
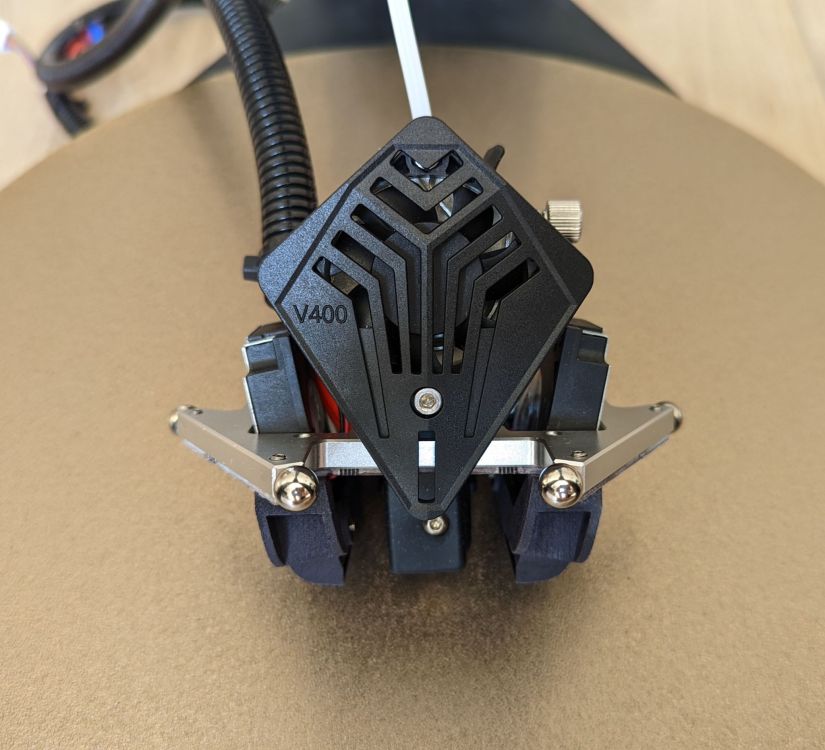
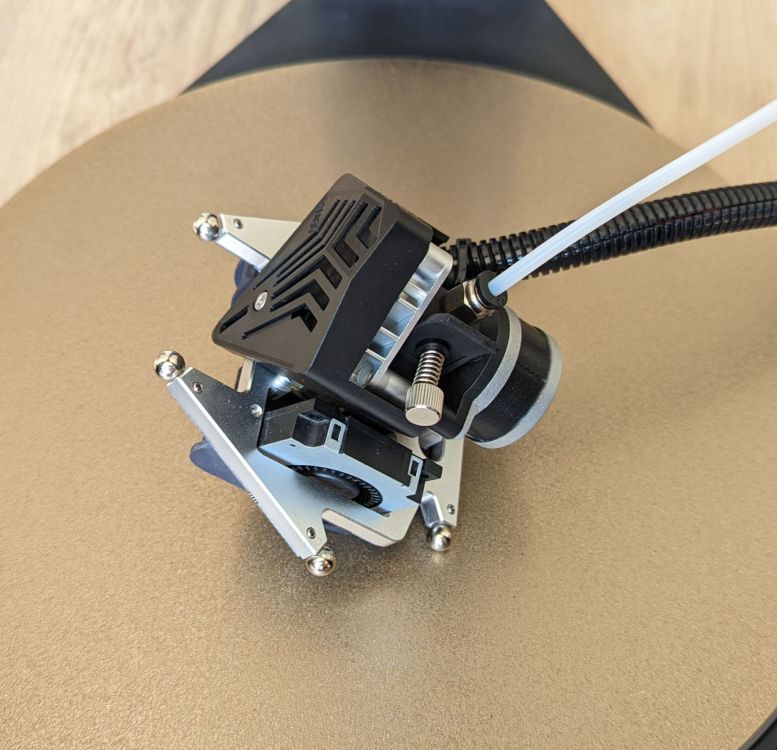
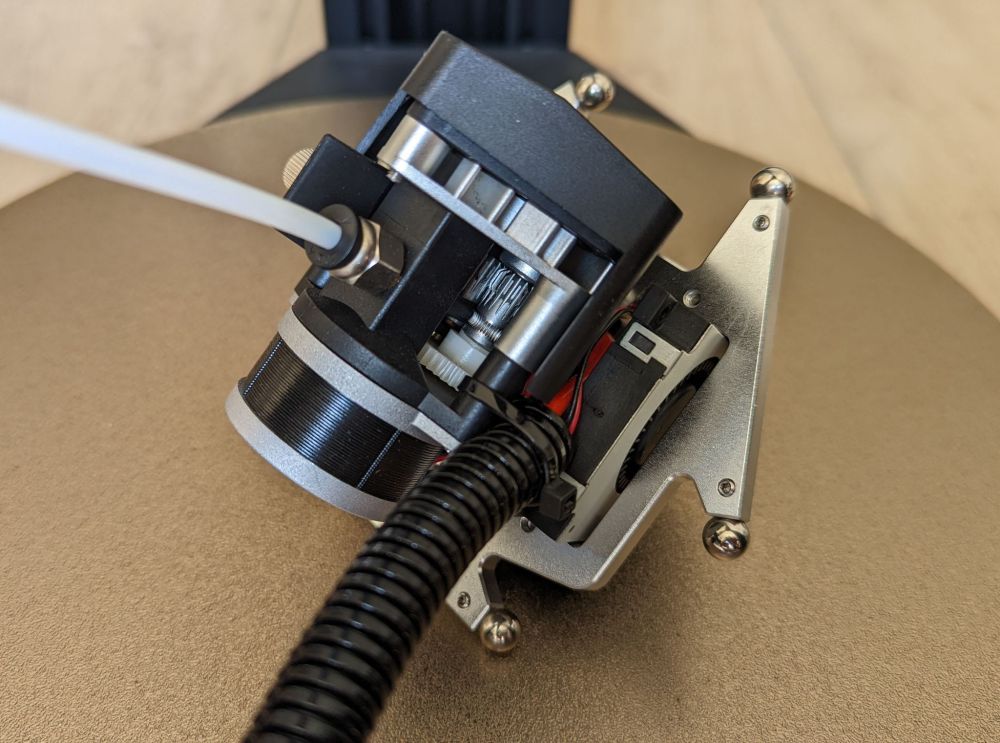
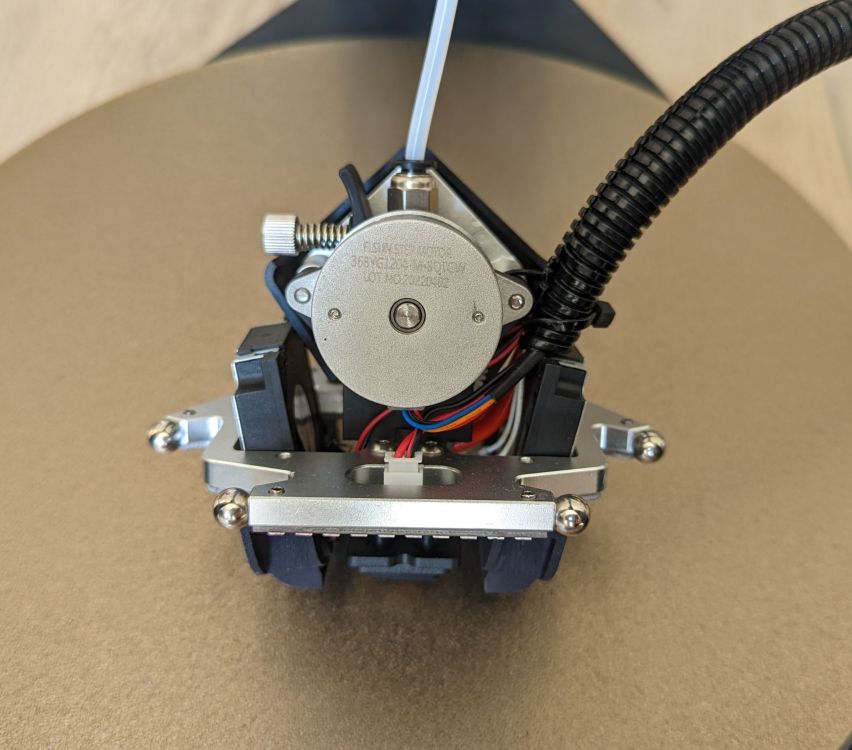
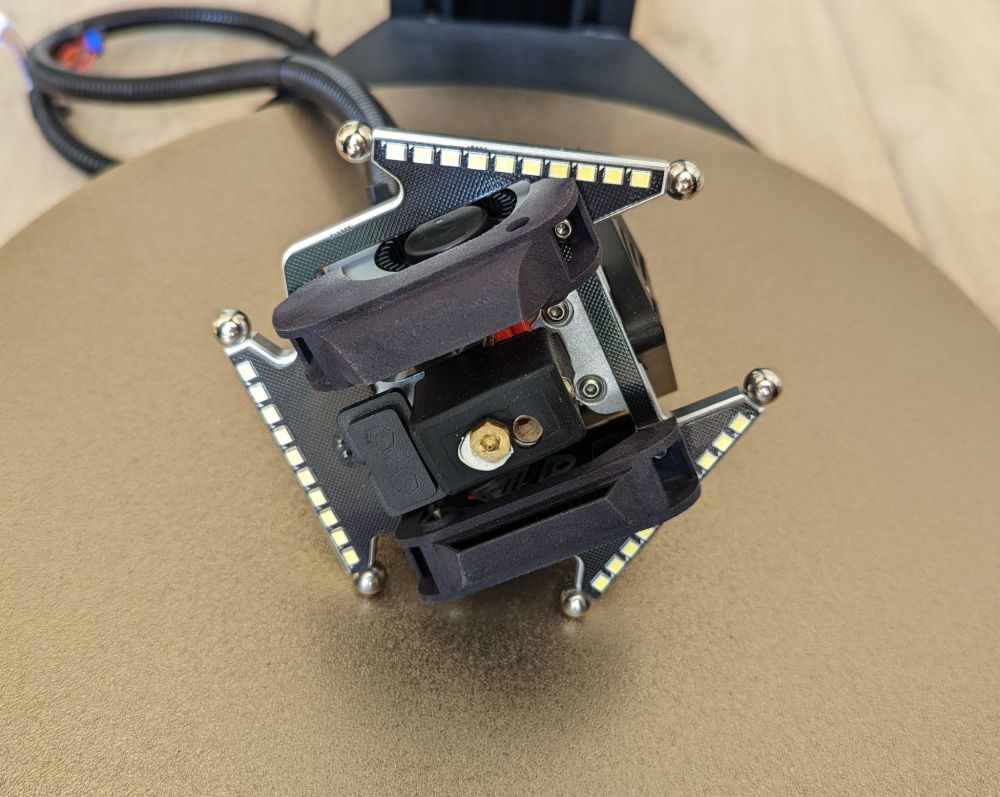
Les revendeurs En France : • Atome3D • Octogone3D (-10% avec le code Li3D) En Chine : • Site officiel FLSun3D • Tomtop • Banggood Préambule Entre les vacances et la livraison, je n'ai pas pu avoir mon précieux plus tôt et malheureusement, comme je repars bientôt, je ne vais pas avoir le temps de beaucoup jouer avec J'ai quand même procédé au déballage du gros carton dont le contenu a très vite été trouvé dans le topic quoi qu'est-ce ! Le carton en impose déjà plus que la Super Racer ! Une fois montée, c'est encore pire Mais avant le montage, place au déballage ! Et si vous cherchez plus de détails sur les caractéristiques techniques, il y a ce topic et surtout la fiche produit dans le comparateur. Unboxing Dans ce gros carton tout est bien protégé. Sur le dessus on retrouve déjà un bout de notice qui explique comment résoudre les problèmes courants ainsi qu'un schéma de la carte mère : L'imprimante, pré-assemblée est répartie sur 2 étages : Sur l'étage du dessus, en plus des 3 énormes profilés et de la notice, on retrouve : les caches pour le haut des profilés le support de bobine le cordon d'alimentation un sachat d'accessoire et pièces de rechange les 3 bras en carbone En dessous, avec la base et le haut de l'imprimante : une petite bobine de PLA l'extrudeur Direct Drive le capteur de filament l'écran le trépied pour l'écran Dans le petit pochon on retrouve : Il y a donc des outils pour le montage et la maintenance (pince coupante, tournevis plat, jeu de clef allen, pinceau, chiffonnette microfibre, colliers de serrage et aiguille à déboucher), des pièces de spare (thermistance et cartouche chauffante), une vraie (pas un adapateur) clef USB porte-clés de 4Go et surtout, un étiquete qui indique que la machine a passé le contrôle qualité ! Ensuite, avant le montage, il y aussi... le démontage Dans les entrailles de la V400 Dans la base, on retrouve le plateau chauffant bien isolé et alimenté en 24V : Et la petite carte qui renvoie l'alim au lit mais aussi à la carte mère ainsi que l'écran : Dans la partie supérieure du châssis, on retrouve en toute logique la carte mère équipée de drivers silencieux et bien ventilée ainsi qu'une autre petite carte dont j'ignore l'utilité (piloter le LED témoin peut-être ) : On peut remarquer que toutes les connectiques sont "collées" pour éviter qu'elles ne finissent par se débrancher avec les vibrations, c'est un bon point. Une fois que j'ai refermé tous les caches, j'ai attaqué l'assemblage. Montage de la FLSun V400 Le montage de la V400 est aussi simple et bien documenté (papier et vidéos) que celui de la SR. Il faut dans un premier temps installer les 3 gros profilés, en prenant soin de brancher le moteur X sur le connecteur X, le Y sur le Y et le Z sur le Z... Sur le haut c'est facile car étiqueté. Pour la partie inférieur du châssis, l'illustration du manuel aide bien avec le QR Code comme point de repaire : En parlant des profilés, les 3 axes ne naviguent plus sur un seul rail linéaire mais 2, entre lesquels "roule" une poulie : La finition des profilés est soignée puisqu'en plus des caches supérieurs vus plus haut durant le déballage, une petite pièce en plastique souple vient en protégér le bas, surement pour ne pas se blesser en les manipulant : Vous noterez au passage que les pieds sont déjà installés et pas réglables. Cependant, vu le poids de la machine, ils s'écraseront surement d'eux-même pour tous toucher terre. Ensuite, il faut faire passer les câbles qui partent du haut de la machine au travers d'un profilé pour les faire arriver en bas de la machine et brancher le connecteur blanc. Après 2 essais infructueux, j'ai été chercher une aiguille en nylon (si vous avez un simple câble pas trop épais et surtout un peu rigide genre RJ45 ça fait l'affaire aussi) pour les guider : L'étape suivante consiste à fixer les beaux bras en carbone dont les rotules sont déjà graissées : Pour ensuite y installer la tête d'impression baptisée effector dans la doc. J'en ai profité pour peser cette dernière et la prendre en photo sous toutes ses coutures : Ce n'est pas facile d'être précis avec la gaine mais en main c'est clairement plus léger que mon montage à base de LGX Lite sur la SR. C'est vraiment une très belle pièce : Les LED éclaireront bien les prints. En ce qui concerne l'extrudeur dual-gear je regrette juste le levier du Bondtech que je trouve plus pratique (bien qu'offrant moins de granularité sur le réglage et serrant parfois un peu fort le PLA) et surtout cette roue crantée en plastique... J'espère qu'elle durera bien dans le temps ! Je n'ai pas démonté la hotend mais je sais déjà qu'on est sur un heatbreak bi-métal avec une buse proprio capable de chauffer jusqu'à 300°. Cependant, le clone du volcano a une taille "normale", ça devrait aller vite. Les 2 ventilateurs de la buse ne sont "que" des 4010 mais les conduits ont l'air plutôt bien. A voir donc à l'usage et sur les porte-à-faux. Pour finir l'installation de la tête, on retrouve quelques connecteurs au bout de la guaine. Ils se connectent sous la partie supérieure du châssis. Entre leurs couleurs et leurs tailles différentes, on ne peut pas se tromper de trou : Le connecteur mal qui pendouille sert au capteur de filament. Le support de ce dernier vient maintenir la gaine afin de ne pas forcer sur les connecteurs (et éviter qu'ils se débranchent) : C'est bien pensé (et nécessaire) ! Pour finir, il ne reste plus qu'à connecter l'écran à poser sur son trépied : Il n'est pas fixé à la machine. Au début je trouvais ça dommage mais étant donné que ce Speeder Pad peut contrôler 2 autres machines en même temps, c'est finalement pas mal ! Vous aurez peut-être remarqué au passage que le tiroir bien pratique de la Super Racer a disparu Va falloir trouver un endroit pour stocker le capteur de nivellement automatique du plateau du coup Une dernière photo de la face lisse (non recouverte de PEI) du lit amovible, aimanté et flexible : (va falloir y passer un cool d'alcool pour virer ces traces de doigts de cochon ) C'est tout pour aujourd'hui, la suite au prochain épisode





















 1 point
1 point -
Pourquoi faire des offres sans prix nets, celui que l’on paye avec sa splendide carte bancaire. On s’en fout royalement des remises extraordinaires, fantastiques ou celles pour des raisons de saisons. je ne te reproche rien, mais entre nous, c’est plus sympa de faire simple.1 point
-
Que tu devras présenter dans le "Quoi qu'est-ce"... @+ JC1 point
-
il reste ou il est, de toutes façons il sait qu'il n'en n'a plus pour longtemps et que sa fin est proche1 point
-
Dans le cas particulier de ta pièce, si tu changes le motif de remplissage haut/bas qui est du zig-zag par du concentrique, tu ne devrais plus avoir le problème. Sur ma pièce de 400 de Ø, c'est ce que j'avais fait avec succès.
 1 point
1 point -
Ah ? cool je vais à partir de maintenant en gagner un bon millier !1 point
-
Comme dit le proverbe: un concours de perdu, dix de gagnés.1 point
-
Dispo sur le site Marlin: https://marlinfw.org/meta/gcode/1 point
-
c'est dans le menu "Préférences" ->"Configurer Cura"->"Imprimantes"->"paramètres de la machine" ton G-code de fin: G91 ; Set Positioning to Relative M83 ; Set Extruder to Relative G92 E0 ; Reset Extruder G1 E-4 F3000 ; Retract 4mm of filament G1 Z0.2 ; Raise nozzle .2mm G90 ; Set positioning to absolute G1 X{machine_width} Y{machine_depth} ; Park print head G91 ; Set Positioning to RelativeG1 Z10 ; Raise nozzle 10mm M106 S0 ; Turn off part fan M104 S0 ; Set nozzle temp to zero M140 S0 ; set bed temp to zero M84 X Y Z E ; Disable X Y Z and E steppers ligne verte à modifier en replaçant {machine_width} et {machine_depth} par {0} ce qui devrait stocker la tête à X0Y0 soit en avant à gauche1 point
-
Hello @Daniel U10, on avance pas à pas...le but me semble proche pour le problème de manque matière sur la première couche, normalement le nivellement auto devrait remédier au problème. Pour que ça soit actif lors de l'impression, il faut dans le G-code de démarrage après le G28, soit un G29 pour relancer un nivellement auto soit un M420 pour rappeler la matrice des derniers points enregistrés. Dans le G-code de démarrage de Cura 5.1 il y a un G29 mais précédé d'un ; donc inactif. Je préfère le M420 car plus rapide mais tu peux déjà modifier ton G-code de démarrage en retirant le ; devant le G29: ; X5SA Start Code G21 ; Set units to millimeters G90 ; Set all axis to Absolute M82 ; Set extrusion to Absolute M107 ; Disable all fans M190 S{material_bed_temperature_layer_0} ; Set bed temperature and wait G28 ; Home all axis ; Uncomment the line below to enable ABL Mesh probing ; G29 ; Probe bed mesh for ABL ; For best results do not run nozzle heater while performing ABL G1 Z5.0 ; Raise nozzle to prevent scratching of heat bed G1 X0 Y0 ; Move nozzle to Home before heating Pour le problème de liaison des couches en diagonale, je penche plus pour soit un bug de Cura 5 au tranchage et/ou un problème de numérisation. @pommeverte, comme ça semble plus un pb de liaison entre la paroi et la limite du remplissage, je ne pense pas à un pb mécanique qui donnerait un ovale mais pas un défaut de liaison entre lignes. @Daniel U10, stp, peux-tu poster le .stl de ta pièce qu'on regarde comment Cura 5.1 tranche tout ça ?1 point
-
Salut @guillaume Je ne peux qu'approuver. C'est même un des nombreux conseils que tu trouveras ici -> A lire en attendant de recevoir ta belle @+ JC1 point
-
ça peut être du à une fuite au niveau de la buse ou à un dépôt de filament qui cuit et qui finit par tomber (surtout quand la première couche est trop écrasée, ce qui semble être ton cas) une règle suffit largement Si il du jeu ou qu'il n'est pas parfaitement coupé : oui, sinon non (dans le cas ou il est trop court ou mal coupé, tu dois avoir du pla qui suinte sur le bloc de chauffe) j'aurai tendance à l'imprimer comme toi avec des hauteurs de lignes variables pour avoir le plus bel arrondi possible1 point
-
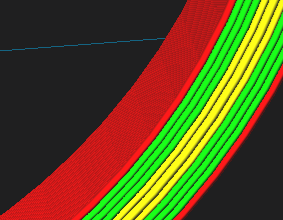
Salut, J'ai l'impression que tu as un problème mécanique plutôt, non? Comme le défaut est en diagonale, 1 seul moteur fonctionne ou est prépondérant par rapport à l'autre. A tout hasard, je regarderais du côté de la tension des courroies ou des poulies de renvoi, les axes, bref tout ce qui est lié aux déplacements. Je me dis qu'une mesure des diamètres 1 et 2, à l'extérieur et à l'intérieur, pourrait donner des indications
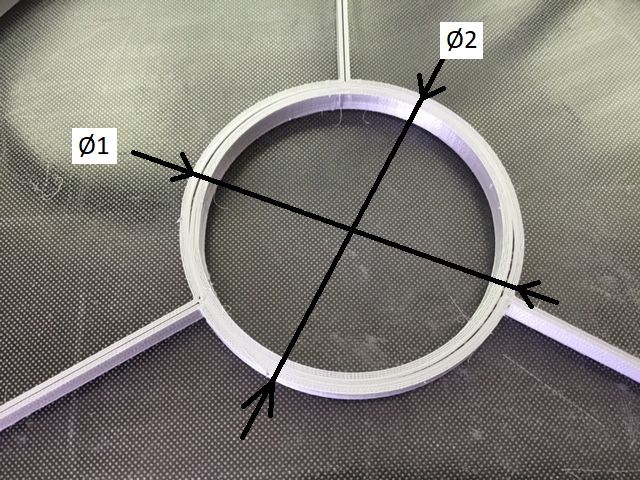 1 point
1 point -
1 point
-
Salut @Pyroa, mais oui, t'inquiète1 point
-
Aller au boulot les imprimeurs du Forum @LesImprimantes3D.fr peut-être une info à relayer dans les news du blog non ? @+ JC1 point
-
Bonjour à tous, J'espère que vous vous portez bien malgré la chaleur étouffante. 4 évènements de l'association vont arriver : - 4 septembre : une participation au forum des associations de la ville de L'Haÿ-les-roses (94) - 10 septembre : une vente caritative par des bénévoles au centre commercial Carrefour de Saint-André-les-vergers (10), - 3-4 décembre : la vente de noël à L'Haÿ-les-roses (94) (et dans d'autres endroits en cours de négociation), et tout le mois de septembre : "Septembre en or" contre les cancers pédiatriques dont font parties les tumeurs cérébrales. Si vous avez donc des impressions à nous envoyer, ce sera avec un grand plaisir. Vous pouvez aussi dédier une impression (même de grande taille, peinte, format "jouet" ...) à un enfant malade par exemple (au lieu d'une vente dans un évènement), car nous remettrons des impressions à des enfants en septembre (Necker et Institut Gustave Roussy en IdF). Merci à tous et encore un immense merci à tous les précédents contributeurs pour cette belle réussite de juin 2022.1 point
-
là c'est vraiment le trancheur qui génère un fichier .gcode qui imprime une bordure de manière étrange ( il en fait un bout, passe a un autre bout de la bordure puis reviens continuer celui du début ... ) Mais oui c'est problématique seulement quand l'on cumule un défaut d’adhérence plateau ou de distance buse plateau.1 point
-
Je trouve cette nouvelle bécane intéressante, aussi bien au niveau conception des axes, construction globale, modularité et encapsulage. Le tout pour un prix contenu, bravo SnapMaker.1 point
-
Je vais commencer par de petites pièces simples et facilement mesurables, afin de voir la précision de la bestiole. De plus, ce sont de nouvelles résines, donc il faut apprendre à les utiliser. Comme quoi, on peut avoir une grande gueule et être très modeste lorsqu'on découvre des produits.1 point
-
Voici les résultats ! Encore merci pour vos votes, malheureusement, je ne suis pas dans la liste des gagnants ... (il y avait beaucoup de participants avec des réalisations bien plus aboutis que mon simple peinturlurage. ) https://www.facebook.com/sovol3d/posts/pfbid02Mf8wJarjvc95Upt9KVJbhgR2uXZwsG5NBqBdfuMvhykZ9KMqUR4w1jKtzipxqCDWl Bonne continuation à tous.1 point
-
Oui, j'aurais dit ça. Avec des tringles A RIDEAUX s'il te plaît bien... Si tu veux me citer, fais-le bien (tavu un peu, quelle prétention cet Erinaceus europaeus...) Si si je suis toujours là, mais moins assidu, comme disait Coluche "moi quand je fais un truc je le fais TROP"..... et après quand j'ai un peu fait le tour je me trouve un autre os à ronger. Et puis faut que je reconstruise ma vie, enfin ce qui m'en reste. Les p'tites vieilles à la recherche d'un p'tit gros à lunettes ça court pas les rues. Chépa, faut ptêt que je regarde sur le Bon Coin....1 point
-
Le reste du matériel vient d'arriver (Méga cure, différentes résines dont certaines lavable à l'eau (jamais testées), le Cure beam (pour les corps creux) 40 litres d'IPA. Il va falloir que je la mette sous tension cette bécane. Les notices Phrozen sont vraiment minimalistes et pas un mot en Français (ça m'agace).1 point
-
Salut ! Ressers un peu l'écrou excentrique pour que le portique ne descende plus tout seul mais qu'il puisse toujours glisser librement Fais le en ayant remis le portique à peu près parallèle a la base de la machine. Pour ceci tu peux utiliser des cales entre le socle et le portique Ensuite, nivelle correctement le plateau en positionnant ta buse aux 4 coins du plateaux et tu remonte (ou descend) ton plateau de facon à qu'une feuille de papier glisse dessous sans accrocher. Puis tu fais le G29, tu attends la fin puis tu enregistre les mesures avec un M500 suivi d'un M501) Puis tu fais le Z-Offset : G28 M851 Z0 M500 M501 G28 Z G1 F60 Z0 M211 S0 Appliquer sous la buse un cale de précision (dont on connait l'épaisseur) ou une feuille de papier Descendre la buse jusqu'à ce que celle-ci touche la cale (ou la feuille). La cale (ou la feuille) doit très légèrement frotter sur la buse Relever sur l'écran la position de Z et y ajouter l'épaisseur de la cale M851 Z0.00 où 0.00 représente la valeur relevé + l'épaisseur de la cale M211 S1 M500 M5011 point
-
Bonjour @Davwin, Avant de modifier une bécane, il est préférable de l'utiliser en version originale afin de commencer à la maitriser et de trouver ses faiblesses (si elle en a) et ses qualités. Il est tant alors de songer à l'améliorer pas à pas pour (en cas de problème) en déterminer facilement la cause.1 point
-
mais non...comme le dit Bigard (qui s'y connait en blagues et impressions foireuseuses), un PET imprimé chez soi sentira toujours beaucoup moins qu'un PET imprimé chez les autres !1 point
-
J'ai testé sur la version 5.1.0 et j'ai fait la même constatation. Cependant en réduisant le nombre de lignes à 8, la bordure s'imprime de façon continue de l'exterieur vers l'intérieur .... J'ai suivi le lien donné par @PPAC mais le sujet semble remonter à 2021 et n'est toujours pas corrigé ... Par ailleurs le paramètre permettant de définir la largeur de la bordure en mm n'est pas actif chez moi et est fixé à 4mm. Bien sûr si on augmente le nombre de lignes la bordure s'élargit mais y a t-il moyen d'activer la largeur de la bordure en mm ? @ArmelLors de l'installation de CURA les versions antérieures restent intallées. Si tu ne les a pas désinstallées tu dois facilement pouvoir ouvrir ton fichier avec une de tes anciennes versions....1 point