Classement



Contenu populaire
Contenu avec la plus haute réputation dans 15/03/2023 dans Messages
-
C´est vrai que j´ai pas fais de package 305 vu que je ne dispose pas de cette version, le mieux c´est d´aller sur le github du problème. Mais bon courage il y a 350 messages à lire, je crois qu´il y un binaire compilé 305 sur le repo de Ciotto3 points
-
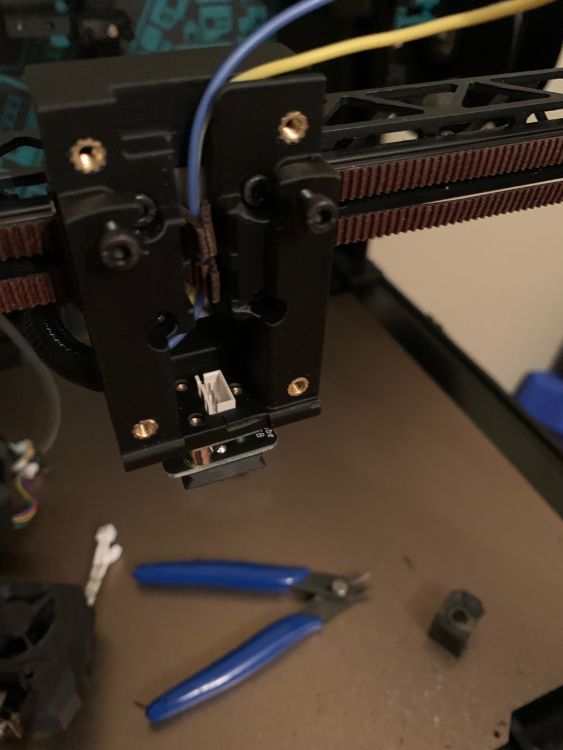
tu laisse palper le capteur bltouch puis la buse vient ce placer a ce moment tu met ta feuille sous la buse et tu ajuste le Z-offset Je t'ai pas oublié j'ai pas eu le temps hier, mais des que je peux je te donne les éléments a prendre en compte pour le touchmi. Le source de mon marlin 2.1.2 est fonctionnel pour une X2 d'origine pas de soucis, j'ai juste modifié un message d'alerte invitant a faire un ABL et un Z-offset au premier démarrage en langue FR et ajuster les valeur de chauffe pour supporter jusque 275°c pour ceux qui on un tête full metal et veulent pouvoir imprimer du Nylon par exemple.3 points
-
Bonjour je viens de flasher ma X2 avec le nouveau firmware marlin 2.1.2 et le TFT pour STM32. de MrMagounet bravo super travail tout fonctionne du premier coup après un reset Eeprom (j'ai fait le Z offset le leveling du Bed les PID Buse et Bed ) une question pour le linear advance j'ai remis mon réglage pour le K à 0.2 par défaut il était à 0.12 quand je lis l'explication des nouveautés du firmware 2.1.2 il est dit que la valeur K est à 0 il y a une erreur dans la fiche explicative ? super travail et merci à MrMagounet et gagipro2 points
-
De rien, et oui j'ai beaucoup les produits de hotends.fr et son patron Frederic qui est un mec super sympa hein ma @Fourmi2 points
-
Ca dépends si besoin de changer le plateau pas droit ou pas L'adaptation (mod) existe déjà. J'ai vu quelqu'un imprimer avec un LGX lite et une tête bambu lab du TPU à 150 mm/s.2 points
-
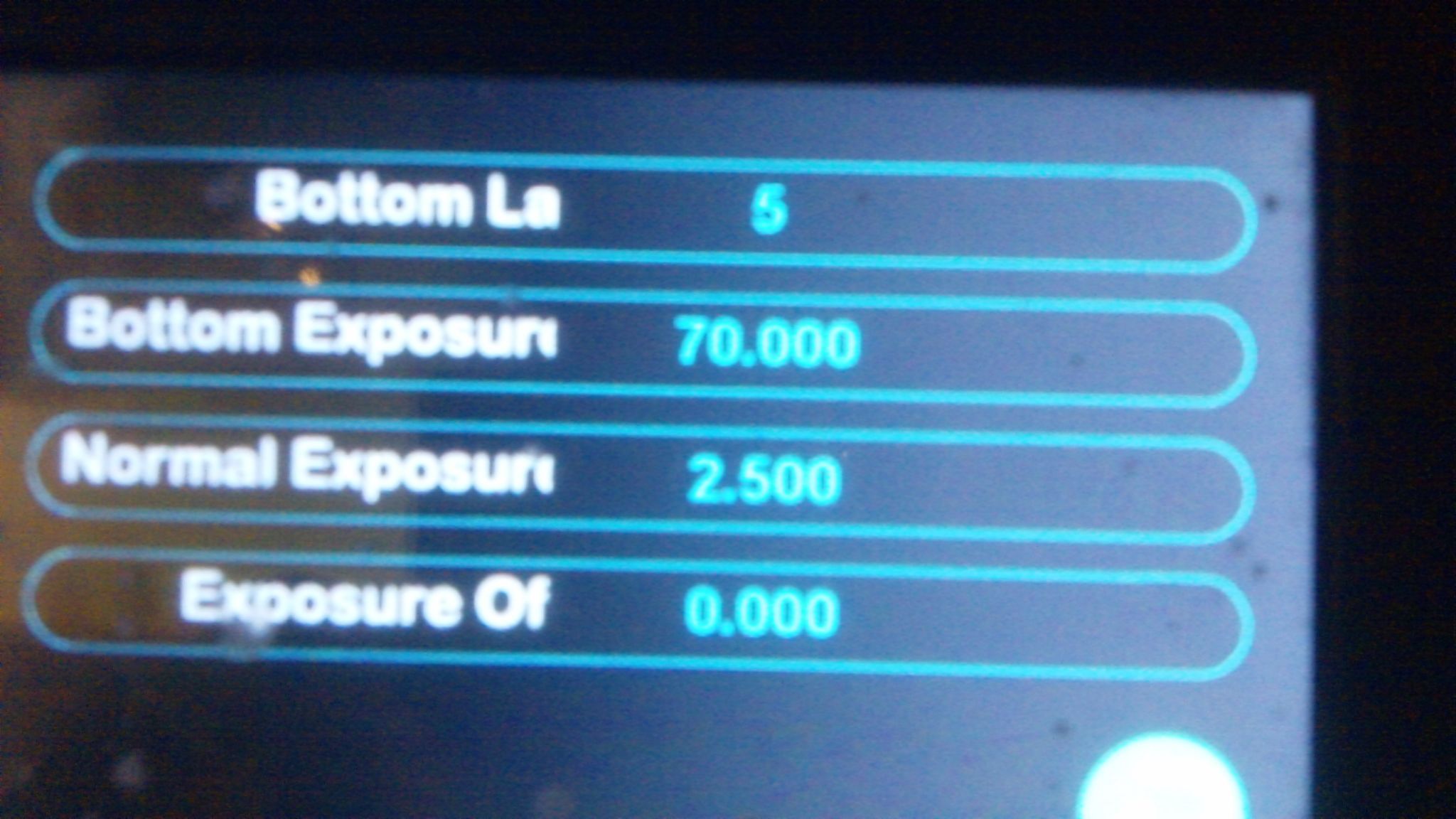
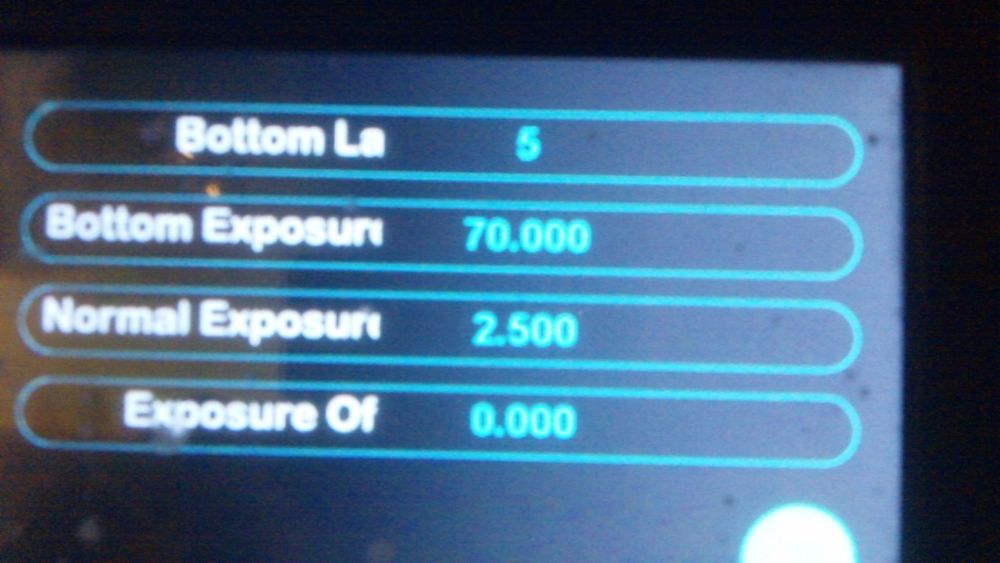
Bonjour, Les temps d'expositions me paraissent très faibles. Sur une mars 1, un bottom exposure à 60/70s voire plus pour de la résine noire me semble pas déconnant, et plus 5/6s en normal exposure2 points
-
Salut, Pas mal d'échanges sur le sujet de l'IA. Pour pousser un peu plus loin, Fun Mooc propose une formation sur le sujet: «L'intelligence Artificielle… avec intelligence !» Evidemment c'est gratuit ! Bonne journée à tous !2 points
-
Bonjour à tous, Après avoir racheté d'occasion un Ikarus Dragstair et passé pas mal d'heures pour sa restauration en recherches, en modélisations, en impressions 3D, en démontages / montages, etc... 🛠 Voici le résultat final ! Il ne me restera plus que la navigation-test au RC Park à Erquinghem-Lys pour savoir si c'est un top ou un flop ! Et affiner les réglages émetteur... Pour ceux qui le souhaitent, les fichiers 3D, etc... sont repris par les liens indiqués sur mon profil ! Prenez soin de vous et de vos proches ! Amitié naval à vous ! Cordialement, Nicolas

 1 point
1 point -
@gagipro dakodac, merci pour la réponse et surtout pour le Taff TFT, merci1 point
-
non mais par defaut le marlin a une valeur K à 0 quand on veut que le linear advance soit utilisation mais par defaut inactif, donc si tu veux désactivé le linear advance un jour il te suffit de la passer a 01 point
-
115200bauds est la vitesse choisie par Artillery sur la X1 250000bauds est la vitesse des X1, pour simplifier la configuration de tft que je met generalement mes firmwares marlin sont généralement configurer sur 250000bauds.1 point
-
@MrMagounet, oui Tip Top Mr.Fourment ! Entre autres le buses Nitromax, kit volcano, et j'avais pris aussi un kit magnet pour la SR. Good produits .1 point
-
Bonne nouvelle : j'ai trouvé pourquoi les fichiers générés ne fonctionnaient pas sur l'imprimante. Il s'agissait visiblement d'un problème de cache sur un lecteur réseau (samba) où je générais les fichiers, windows fait parfois n'importe quoi. Ca fait tout de même des années que je n'avais pas eu ce type de souci... Enfin, si je génère directement sur la clé USB ca fonctionne toujours bien, même avec Chitubox. Du coup je vais utiliser Chitubox car les supports générés sont moins aléatoires et éparses que ceux de 3D Workshop et que je n'ai pas - encore - besoin de l'anti-aliasing. (... et accessoirement je vais rebouter mon serveur linux... on ne sait jamais...) Edit 1 : ------------------- bein... en fait non... pour les tests de génération que j'ai fait ça fonctionnait bien, et là j'essaie de générer ce que je veux vraiment imprimer et paf : ça ne marche plus, même en générant directement dans la clé... J'y comprends plus rien moi... Je commence à me dire qu'il y a un souci avec le port USB de l'imprimante... En plus à chaque fois que je rebranche la clé sur le PC, ce dernier me dit "qu'elle a un problème et qu'il doit la réparer" puis il n'y trouve rien... je suis un peu paumé... Edit 2 : --------------------- Suite : J'en suis au point où j'arrive à générer des pièces seules sans problème (avec Chitubox). Mais si j'en mets deux, même si c'est un copier-coller de la première (donc même pièce, mêmes supports, etc... tout à l'identique), l'imprimante n'en veut plus !!! C'est quoi ce bazar... on ne peut imprimer que des pièces uniques ?! Le but pour moi c'était d'imprimer des lots de pièces pour pour économiser le LCD, mais là je suis un peu déçu... Ceci dit, il y a peut-être - encore - un autre problème...1 point
-
Super!Comment on régle ça? J'ai lu qu'il fallait augmenter le temps d'expositions de la premiere couche,et je me demande aussi comment on fait C'est pire?Mieux? AAAAAAAAAAAAAH!! Ça marche! Merci,c'est ton idée qui a marché @KiaVhar!Merci beaucoup a toi aussi @PPAC!Tu m'as bien aidé(e) malgré tout A la revoyure!
 1 point
1 point -
assure toi d'avoir Z_MIN_ENDSTOP_INVERTING false Z_MIN_PROBE_ENDSTOP_INVERTING false1 point
-
Bah déjà les insert c'est pas dingue je trouve, en tout cas pour un truc qui a vraiment besoin d'être maintenu, et j'ai toutes les vis du SB qui se retrouve lâche après plusiurs impressions. Et à chaque fois c'est pareil. Tu peux pas me dire que je ne sers pas assez, j'ai réussi à commencer à sortir un insert de son logement . Et je le vois bien, je suis obligé de changer mon switch offset. J'ai essayé le frein filet, mauvaise idée quand j'ai voulu démonter j'ai 2 insert qui se sont mis à tourner dans le plastique. Conclusion, écrou carré (faut mod les pièces et klicky fixée) au X_carriage. Sinon pour revenir au sujet de base @Morganne46, bienvenue dans la secte.
 1 point
1 point -
Le liens en première page vers mon driver c'est le firmware dernière version pour les Ecran STM32F107 le fichier mkstft28evo.bin qui va avec etait le fichier telecharge depuis le guthub de Ciotto a la sortie mais etrangement il ne semble pas fonctionné avec mes fichiers mis demande et au final pour TFT en GD32F305 y le Zip de GAGIPRO qui semble être ok pour les version bootloader 3.0.4 par contre je ne sais pas quels version il faut pour les bootloader 3.0.5 @gagipro tu sauras nous répondre toi1 point
-
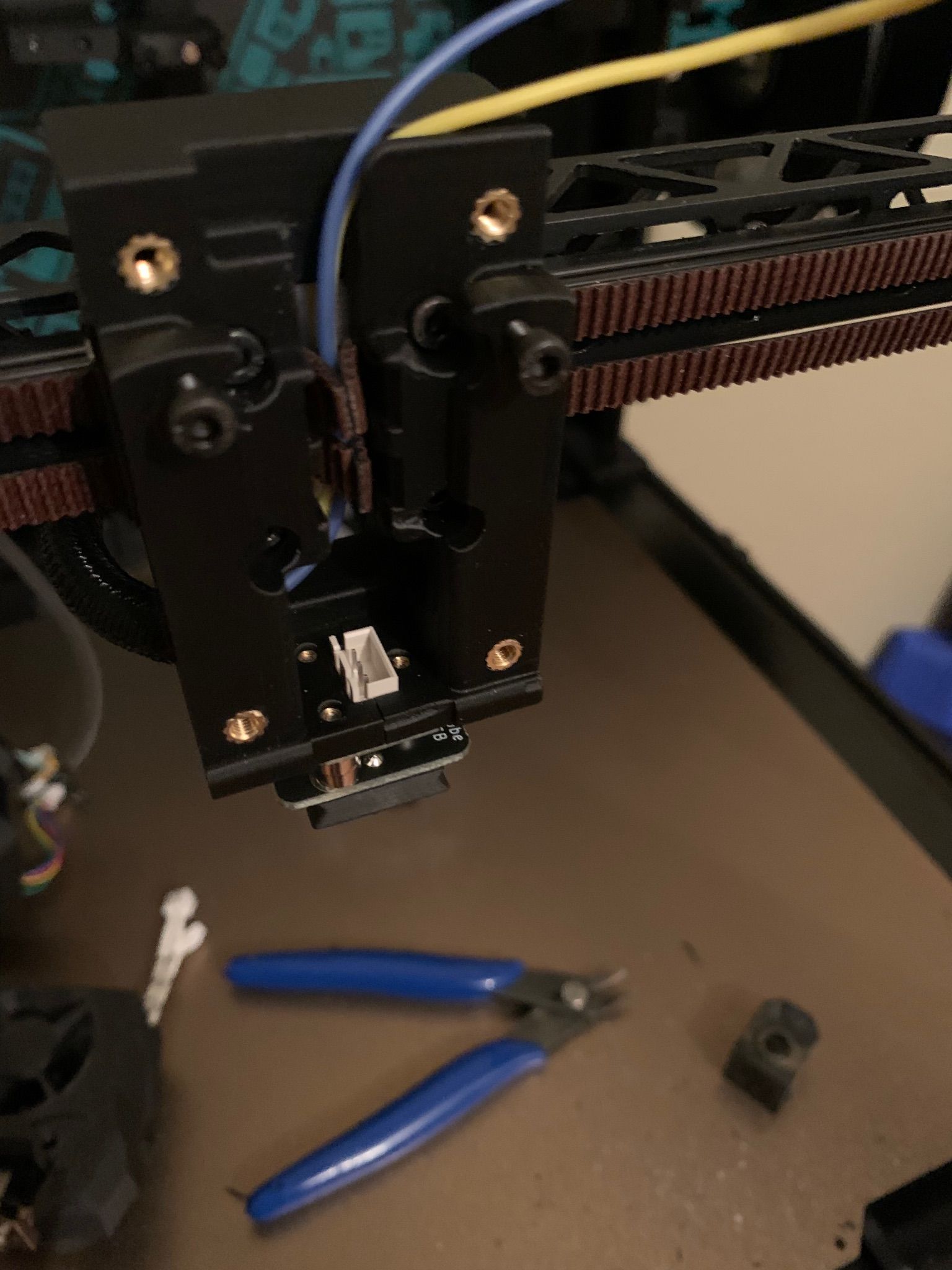
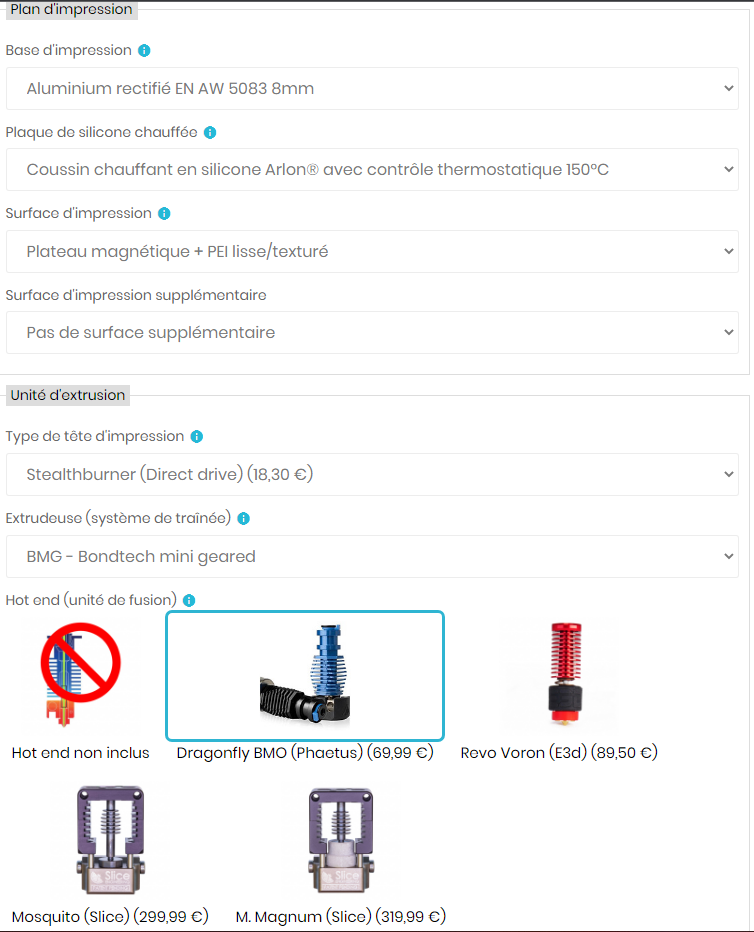
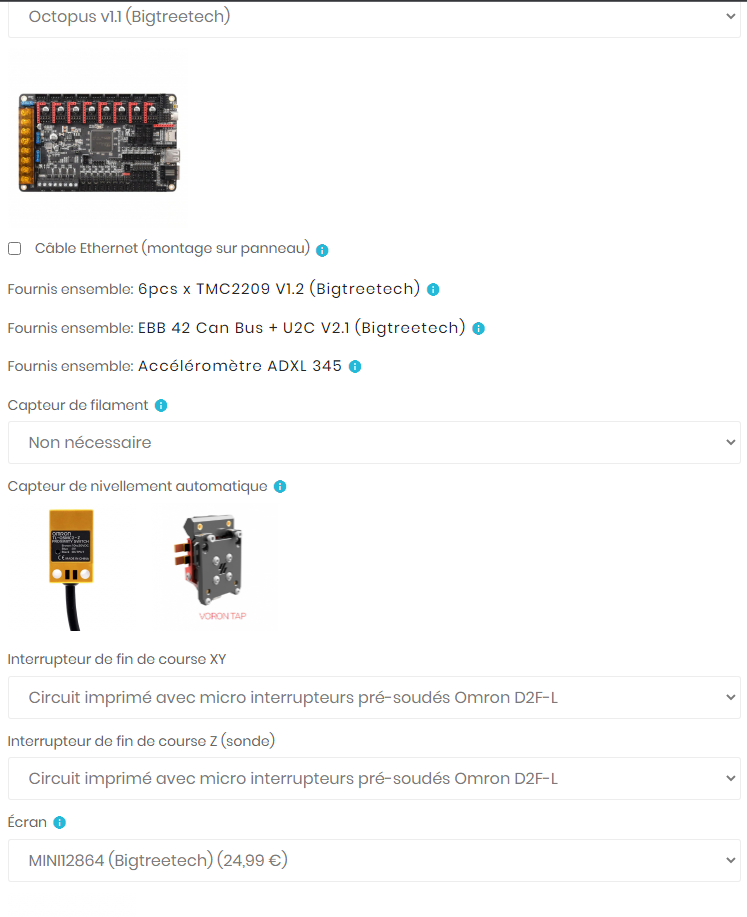
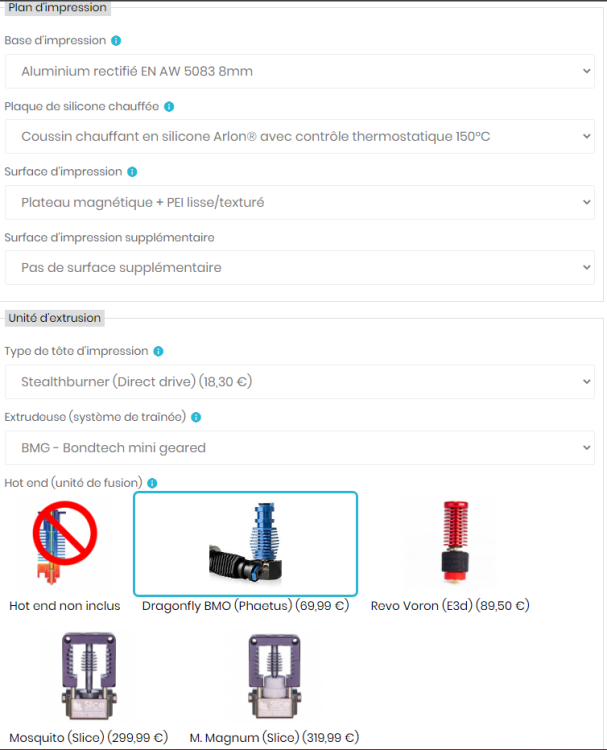
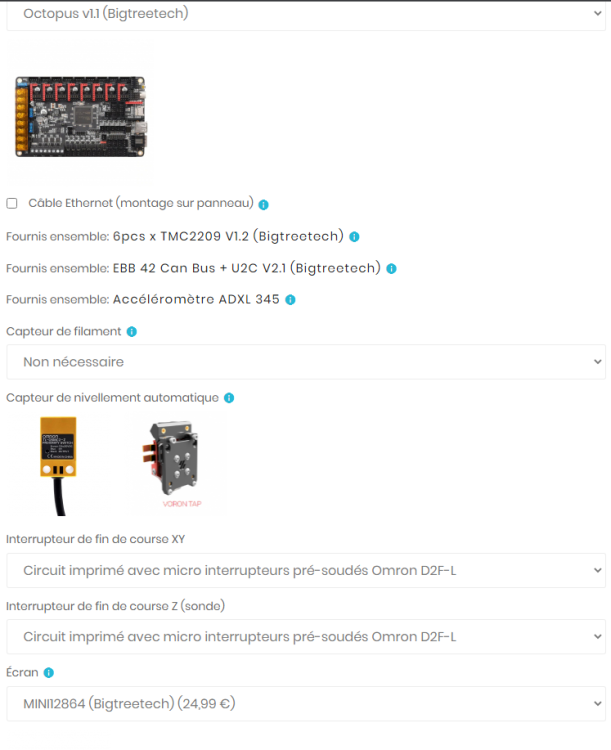
Vu que tu as une EBB42 (Carte qui relie la tête avec 4 fils) prend plutôt les options ci dessous La carte pour les fin de course X et Y ne servira plus à rien avec les chaines ombilical sur XY et ça pour les chaines :
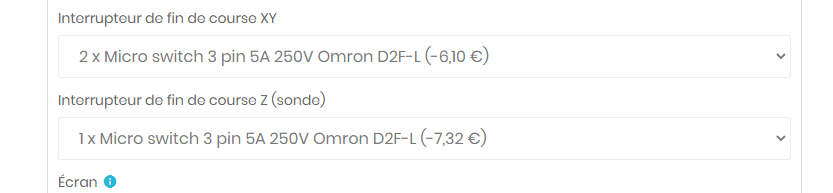
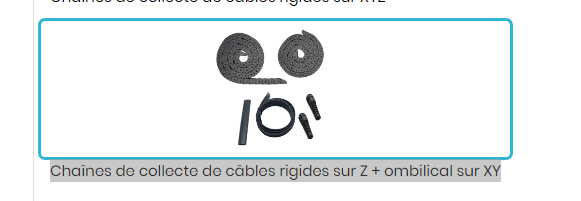 1 point
1 point -
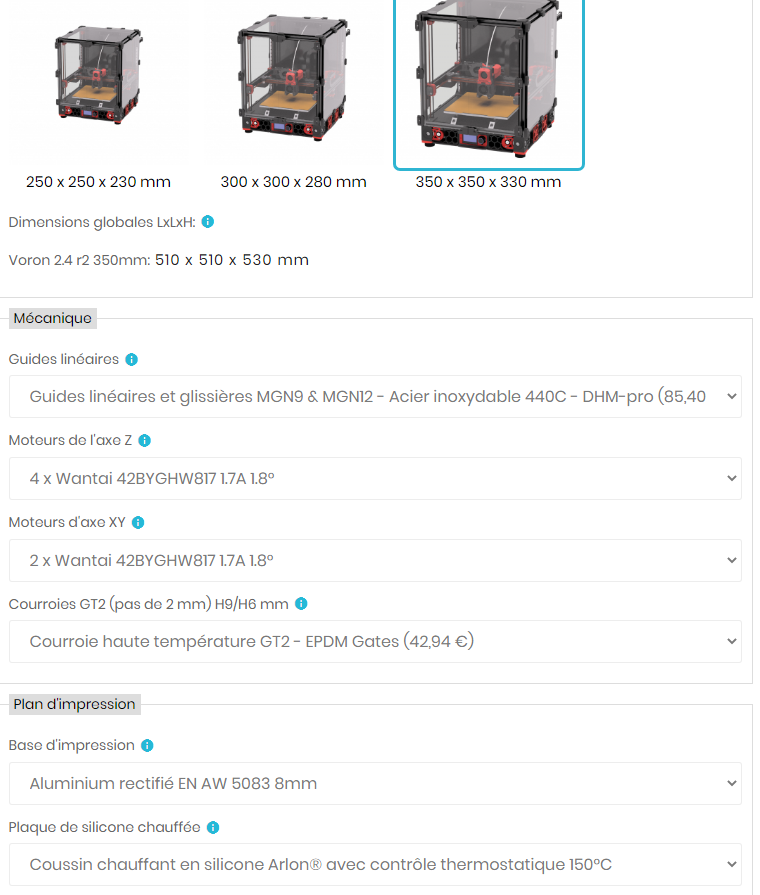
https://www.dhm-online.com/fr/voron-2-4/11980-bundle-voron-24-r2-kit-step-by-step-made-by-dhm-personnalisez-votre-imprimante-3d-corexy-diy.html1 point
-
@Savate

 1 point
1 point -
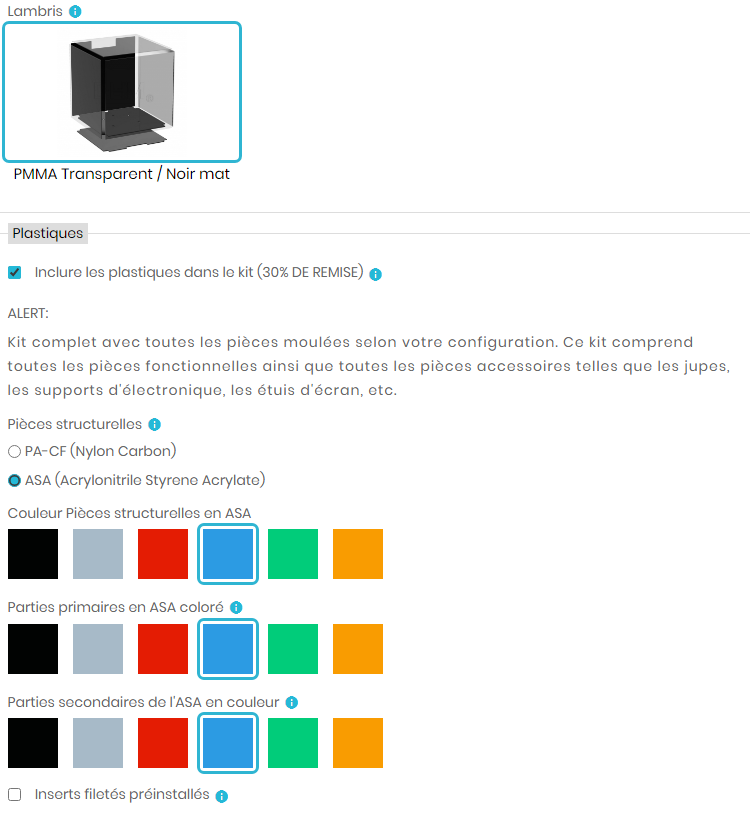
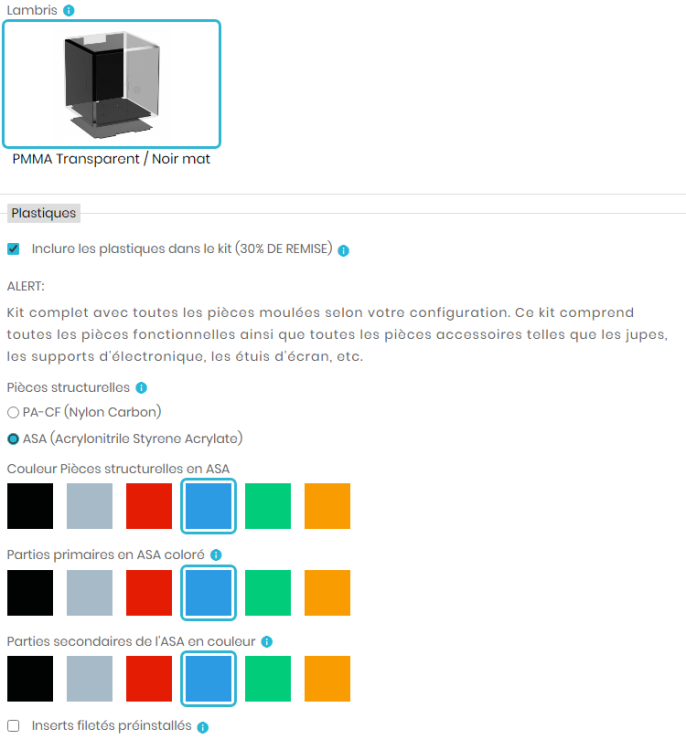
-Voron 2.4 350 Bleu -Hotend :E3DV6-Extrudeur : StealthBurner -350X350X350 Bon hé bien GO, merci @Savate et @MrMagounet pour les conseils Voron 2.4 350 Bleu
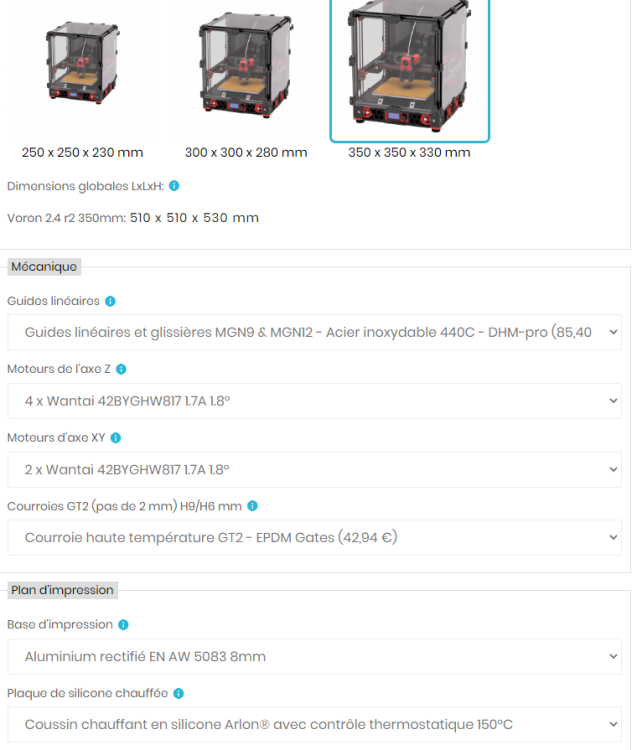
 1 point
1 point -
On est en DirectDrive le PTFE importe pas ici il sert juste de guide1 point
-
@Lorenzo78 Ton lien est «récursif» (auto référence)1 point
-
Très bon choix ... mais tu vas devoir choisir quel bleu Ce n'est pas la meilleure (ni la moins chère) et certains ont eu des problème de stabilité en t° Pour le PLA tu devrais plutôt partir sur le StealthBurner qui ventile mieux que l'AfterBurner (qui est surtout prévu pour l'ABS) c'est du direct drive donc la longueur du ptfe avant l'extrudeur n'a aucune espèce d'importance (enfin si, il faut juste prendre un ptfe 'large' avec un diamètre intérieur de plus de 2 mm)1 point
-
Pour moi c´est le même firmware que btt, j´ai juste débloqué la communication avec le touchscreen et l´imprimante via les librairies spécifiques du gd32 vs stm32, donc ça devrait fonctionner pareil qu´avec un tft stm32.1 point
-
Alors au vue des infos donnée par notre grand maitre pantouflard @Savate partir sur un hotends de bambulab adapter sur la Voron sera largement suffisant le débit sera suffisant pour ce type de matière (le flexible s'imprimera de tout manière sur des vitesse bien plus faible, et le PETG est un peu plus limité que le PLA+).1 point
-
Je place la réponse ici aussi Alors sur le Marlin te faut commenter le #define BLTOUCH et mettre ce bloque dans la section : #define TOUCH_MI_PROBE // if you use a Touch Mi #ifdef TOUCH_MI_PROBE #define Z_MIN_PROBE_USES_Z_MIN_ENDSTOP_PIN #define Z_MIN_PROBE_REPEATABILITY_TEST #define NOZZLE_TO_PROBE_OFFSET { -43, -32, 0 } // Offset a ajuster ici prevue pour fanduct : https://www.thingiverse.com/thing:4713319 #define TOUCH_MI_RETRACT_Z 0.5 // Height at which the probe retracts #endif Le reste des paramètres Marlin ne change pas normalement entre Bltouch et TouchMi Pour le firmware TFT il faut juste dans le fichier config.ini et modifier la valeur de 0 a 1 dans cette section. #### TouchMI Settings (on ABL menu) # Enable this option for settings TouchMI sensor on ABL Menu (Init, Z Offset, Save, Test). # Options: [enable: 1, disable: 0] touchmi_sensor:0 Je ne sais pas si le firmware TFT @gagiproPour les TFT en GD32 support cela ou non par contre.1 point
-
Je ne te voyais plus trop actif dans la rubrique Artisan et tu n'as pas posté le moindre essai d'impression ou de découpe...je comprends mieux, tu es déjà passé à autre chose .1 point
-
Ça doit être décrit dans la vidéo que @PPAC a posté, mais sinon : Tu commences par importer un modèle avec ce bouton (.stl par exemple) : Je te conseille d'importer un modèle simple qui ne demande pas de support pour commencer, un cube de calibration ou un benchy boat sera suffisant (lien qui te télécharges directement ce benchy : Benchy boat) Ton fichier importé doit apparaître sur la plaque Ensuite tu sélectionnes ton imprimante et ta plaque (Bambu Lab P1P et Textured PEI Plate en théorie) Ensuite tu sélectionnes ton filament (du PLA pour toi j'imagine) : Ensuite tu lances la découpe (qui va créer les instructions que l'imprimante pourra lire et interpréter en mouvement) via ce bouton : Quand la découpe est terminée (ça peut prendre quelques secondes en fonction du modèle et du PC), le bouton Print plate doit être passé en vert donc tu peux cliquer dessus : Après avoir cliqué, une fenêtre s'affiche : Dans cette fenêtre, si ton imprimante est connecté en réseau (et allumée) tu devrais avoir un nom d'imprimante qui apparait. Il suffit ensuite de cliquer sur Send (qui sera en vert) pour envoyer le fichier vers l'imprimante (dans l'image ci-dessus je n'ai pas d'imprimante allumée donc il n'y a rien), ce qui va lancer l'envoi et quand l'imprimante l'aura reçue elle commencera à imprimer le modèle


 1 point
1 point -
À ce rythme là, va jeter un coup d'œil à ta porte pour voir si elle n'est pas déjà arrivée En tout cas j'ai hâte d'avoir ton retour sur cette machine.1 point
-
AMS et autre commandé le 9, reçu ce jour, délais raisonnablement bon Me reste à brancher l'AMS #2, mais l'imprimante tourne tellement souvent que je vais devoir organiser un RDV avec elle pour brancher le deuxieme AMS1 point
-
la version de base (pas la hardened) a le même débit qu'une dragon HF pour moins d'un tiers du prix.1 point
-
Le mieux pour toi, surtout si tu ne maîtrises pas trop les logiciels, c'est d'utiliser Bambu Studio (qui est basé sur Prusa Slicer d'ailleurs) qui va te permettre de découper ton modèle non lisible par l'imprimante en un fichier lisible par l'imprimante. Et Bambu Studio te permet d'envoyer directement ce fichier à l'imprimante en réseau (ou par carte SD mais ça ajoute une étape supplémentaire) Si tu débutes autant utiliser Bambu Studio qui intègre directement les profils de ton imprimante, ça évitera que tu aies à les créer ou les importer.1 point
-
il me semble que tu n'a pas besoin de Prusa Slicer et que tu peut trancher/découper puis envoyer a l'imprimante directement sous "Bambu Studio" ... Il me semble aussi que tu devrait avoir une doc qui explique tout cela. Edit > sinon regarder ce genre de vidéo YouTube1 point
-
Tien j'avais pas vue ce cas de figure interessant dit donc cela semble parfaitement suffisant pour la plupart des usages d'une voron 2.4 @Morganne46 pour choix du hotend depend grandement du debit dont tu aura besoin et donc du type de fillament et de la vitesse qui sera principalement utilisé.1 point
-
Vraiment très fort, je viens de recevoir un mail m'indiquant le numéro de DHL pour la livraison de la bécane commandée lundi.1 point
-
il me semble que BambuLab propose sont propre trancheur (Slicer en anglais)... et que tu l'a deja installé ... il faut juste apprendre comment trancher avec ...1 point
-
Pour du PLA : * un E3D V6 basique marche très bien * l'adaptation avec tête Bambu Labs est super efficace (et les tête bambu labs chauffent très vite et ne sont pas chères du tout par rapport à une Dragon) * la Dragon (pas HF de préférence pour le PLA.TPU) très bien mais de plus en plus chère ... L'avantage de la Voron : grosse communauté active, et un manuel digne de ce nom )1 point
-
Salutation ! un fichier d’extension ".stl" c'est un modèle 3D ( définition des facettes ) , il faut le passer dans un trancheur pour obtenir un fichier utilisable par une imprimante 3D qui ne comprend que les instructions g-codes. Il a quoi comme nom ce fichier .stl ? (éventuellement le renommer et le placer a la racine, car de temps en temps certain programme n'aime pas les chemins trop long ou avec des caractères spéciaux ... )1 point
-
salut @Morganne46 en effet tu fait bien d'éliminer les bambulab qui ne semble pas correspondre a ton besoin taille plateau et système embarqué. Les Voron et RatRig sont plus evolutive present des dimensions de plateau plus large par defaut les kit Voron 2.4 sont proposer en 250x250, 300x300 et 350x350, les ratrig vont jusque du 500x500 possiblement la voron est 100% klipper alors que la ratrig n'est nativement pas sous klipper mais peu passer sous klipper malgré tout certain le font. Après il y a aussi la Vzbot qui est dispo en 330x330 les kit sont toutes fois un peu plus dure a sourcer, et la communauté est moins étendue mais elles semble être les plus perf core XY que j'ai vue.1 point
-
Pas forcemment, précedemment j'avais mis 10 secondes mais cela peut-être un peu long, 10mm/s cela va encore pas mal vite sur une toute petite surface à imprimermais si tu ralentis trop 2-3mm/s, la buse risque de chauffer la couche du dessous en même temps. Après pour savoir si ton problème vient de là je te conseillerais de faire un (des tests) qu'en imprimant que la partie haute de ton modèle, je dirais les 5-6 derniers mm ou 10_15 mm. Dans Cura avant le découpage (slice) tu peux faire cela en mettant un Z négatif, par exemple -240 si ta pièce fait 250mm. Avec les mêmes paramètres d'impression que ta pièce complète. sauf durée de couche et vitesse minimale.1 point
-
T´as réglé la connexion à 125000 ou 250000? C´est pas comme s´il y avait 50 pages sur le sujet... No printer attached c´est juste pas la bonne vitesse selectionnée.1 point
-
Donc il ne reste plus que la Voron 2.4 (et la Ratrig probablement)1 point
-
Je ne dis pas le contraire. D'un autre coté, les éléments non livrés ne sont pas spécifiques à l'Artisan et sont déjà vendus avec la version précédente la 2.0. Donc, 6 mois pour livrer des éléments normalement disponibles au catalogue sans donner le moindre avancement sur la livraison, même avec les évènements Covid, ça pince un peu...1 point
-
Bonjour, Petit cours sur le verre: Pour faire du verre il faut du sable de la soude et du calcaire, se sont les 3 ingrédients de base, à l'heure actuelle beaucoup de fabricant y ajoute des additifs suivant la destination. Tout ceci et ensuite envoyé dans un très grand four qui fait environ 60 mètres de longueur qui chauffe entre 1300 et 1600° suivant les fameux addictifs. Ensuite il est envoyé dans des moules pour faire des plateaux (cela pour les feuilles de verre). On met des additifs au verre pour tenir la chaleur dans le cadre de verre pour plaque vitrocéramique, vitres de four ou vitre d'insert par exemple, car il doit tenir des chaleurs très élevées ( plus de 500° pour un insert et direct par des flammes). Donc tout les vitrages que vous trouverez cher votre bricomachin tiendront les 110° créer par résistance. Le seul problème d'un verre cassant dans notre cas et tout simplement les arrêtes, en effet tant qu'une arrête d'un verre n'est pas poli et "abattu" (petit chanfrein sur les 2 côtés de l'arrête) la plaque de verre est fragilisé au maximum. J'utilise du verre que mon fournisseur me prépare ( coupé, arrête abattu et poli) tout a fait normal et je ne les cassent que si je les fait tomber !!!!! Voilà ce que l'on peut dire sur le verre, une autre solution pour vous c'est tout simplement polir les arrêtes avec un papier de verre à l'eau (type carrossier) cela vous coûtera moins de 1€50 et qui peut chauffer croyait moi, d'ailleurs quand vous mettait vos verres de boisson qui ne sont pas traiter au lave vaisselle il chauffe à plus de 70 ° !!!!!! Si ils devaient casser à chaque fois.1 point
-
Hello, Bon je suis très déçu. Tous les fan_ducts que j'ai imprimé se sont avérés être inefficaces pour le refroidissement de la coque de ce satané benchy boat. @P_tite_tete a un bon refroidissement avec cet extrudeur, mais il a lui même conçu son fan_duct. Finalement, j'ai renvoyé l'extrudeur à Amazon. J'espère qu'il vont accepter le retour... C'est donc mon deuxième échec. Un hotend Micro_swiss qui ne me donne pas la qualité escomptée et maintenant un extrudeur H2 revo V2S qui ne permet pas de refroidir correctement le filament, à moins de le concevoir soit même. Oui, bon, j'ai peur de ne pas avoir les compétences de faire cela avec solidworks... Du coup, je ne sais plus quoi acheter. J'étais persuadé d'avoir trouvé le top du top. C'est vrai qu'en terme de qualité, elle était bien présente. @Morganne46 je suis désolé, ça ne fonctionne pas pour moi et j'aurai bien aimé que ça marche. Y a quoi d'autre en qualité équivalente ? Après, y a le H2 (non revo), qui a une buse classique. C'est peut-être la solution. Le refroidissement doit être plus facile à réaliser. Si vous avez un extrudeur direct drive léger et performant et que vous en êtes satisfait, faîtes moi signe0 points