Classement




Contenu populaire
Contenu avec la plus haute réputation dans 23/08/2024 dans Messages
-
Ok les gars ! Nous pouvons maintenant démarrer la bêta fermée de l'édition Open Source. Nous recherchons des personnes expérimentées qui connaissent Klipper et ses fonctionnalités. Ce nouvel OS est basé sur Debian 12 Bookworm, il est prêt à l'emploi et n'affecte pas l'OS d'origine. Ce qui est inclus : Moonraker (dernière version sans modification) Klipper (dernière version avec modifications pour la prise en charge de la S1*) KlipperScreen (dernière version avec modifications pour la prise en charge de la S1) Mainsail (dernière version sans modification) Moonraker Timelapse MJPG-Streamer (identique à l'OS stock) ou µStreamer (serveur léger et très rapide) Interfaces Web préconfigurées Fichiers de configuration améliorés avec macros interactives Nom d'hôte basé sur l'adresse MAC Redimensionnement automatique de l'espace de stockage disponible (*) Toutes les fonctionnalités d'IA ont été supprimées car elles ne fonctionnent pas comme prévu. Seules les fonctionnalités Power Loss Recovery, FLSUN Input Shaper et XY Dimension Calibration ont été conservées. Si quelqu'un est intéressé, faites-le moi savoir (compte Github requis). Nombre de places limité.3 points
-
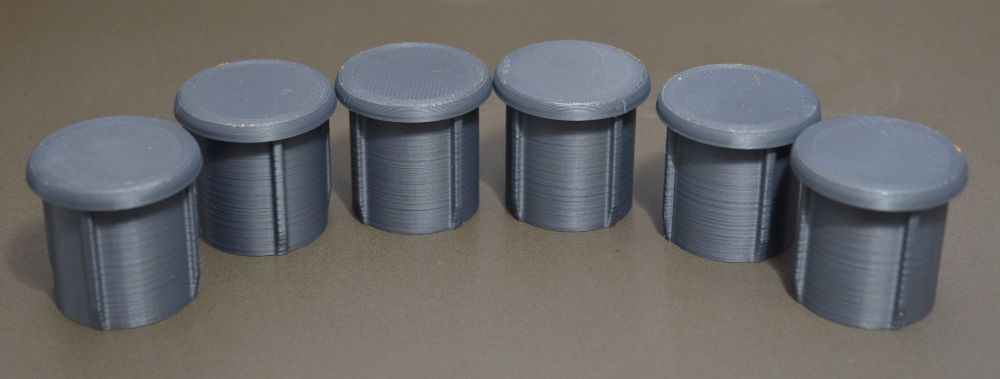
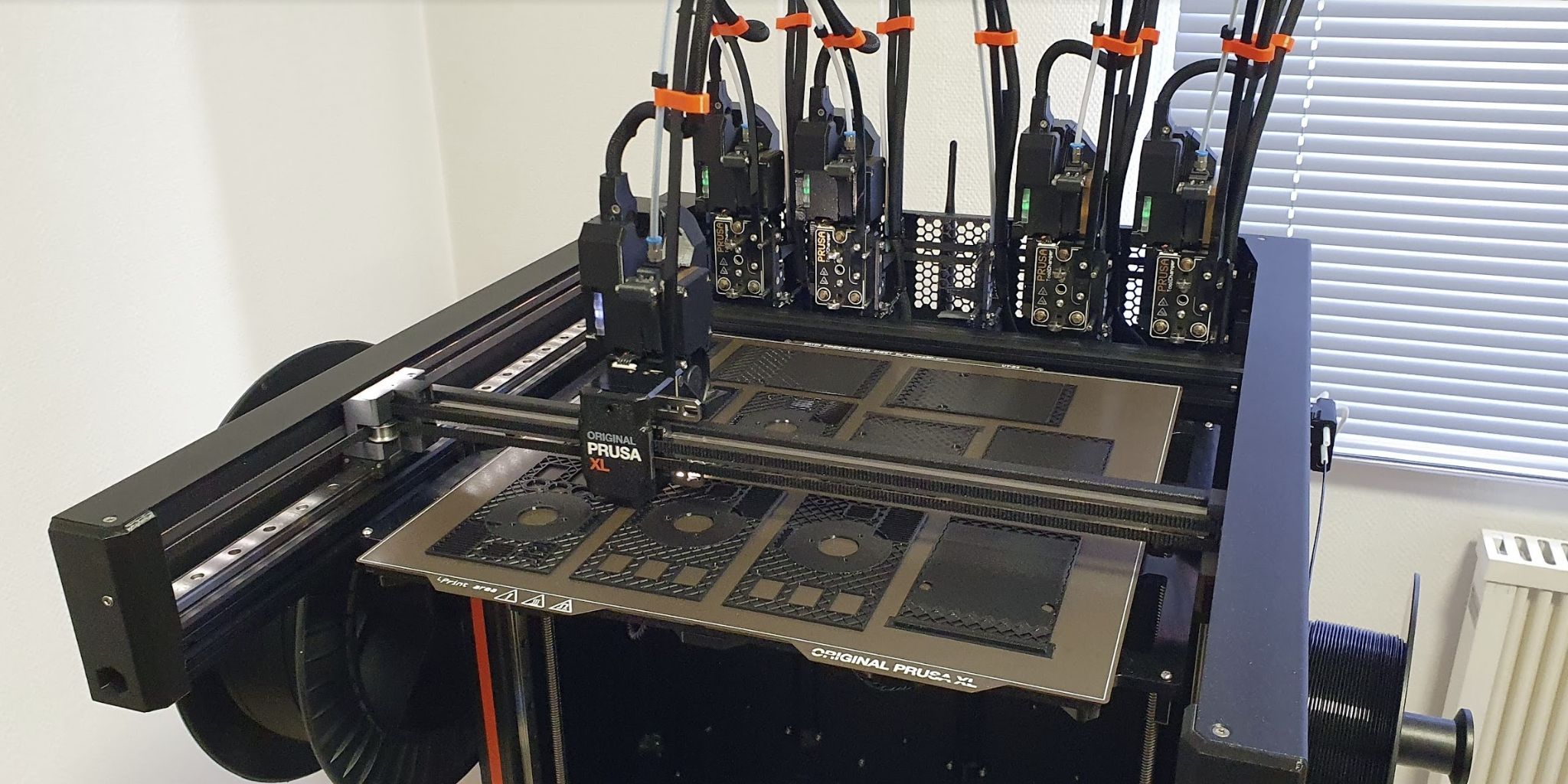
Prusa aussi intègre des évolutions provenant de codes open-source concurrents. Il y a eu pas mal de fonctionnalités qui ont été importées de Cura notamment. Ca se passe bien que lorsque tout le monde joue le jeu. Un peu comme pour tout d'ailleurs. Entre 19 et 21 tu serais étonné de savoir combien de slicers différents j'ai testé pour l'i3-RDX afin d'avoir une double extrusion à peu près correcte. Aucun n'était totalement au point, y compris ceux distribués par des fabricants d'imprimantes IDEX. C'était fou de voir ça, il y avait toujours un détail mal géré ou une fonction qui manquait. Lorsque j'avais fait le tour des options disponibles, je me suis rabattu sur PrusaSlicer dont j'ai patché le code de gestion des ventilos. Le G-Code donnant la vitesse de ventilation était appliqué sur la mauvaise tête... A cette période j'ai ouvert quelques tickets sur leur github en pointant les problèmes liés aux IDEX, en précisant qu'ils en auraient besoin pour la XL que Jo venait de dévoiler sur leur roadmap. Petit point sur les tests, j'ai lancé ce matin une impression pour un collègue, avec un plateau bien rempli (c'est là qu'on apprécie l'algo de positionnement automatique, en activant la rotation des pièces). Prévision 26h pour un demi-kilo de PLA sur la balance à l'arrivée. Bien entendu je profite du multi-tête pour passer les 23 grammes de supports en PETG. La tour de remise en pression ne fera que 3 grammes... Faudra attendre demain aprèm pour le résultat.
 3 points
3 points -
Trop facile Dans le gros carton, un matériel que tu as déjà mais pour pouvoir utiliser les deux ensemble, il faudra qu'un dispositif additionnel soit disponible. Le petit colis pourra être utilisé avec (ou sans) dans n'importe lequel des deux (jusqu'à quatre dans chacun ) ou utiliser seul avec une autre imprimante. Pour le nom du fabricant, le début du nom, phonétiquement reprend un prénom utilisé par Gainsbourg avec la chanson pour laquelle France Gall avait remporté la grand prix de l'Eurovision, il y a très longtemps. Elle adorait les sucettes Voilà, j'espère n'en avoir pas trop dit2 points
-
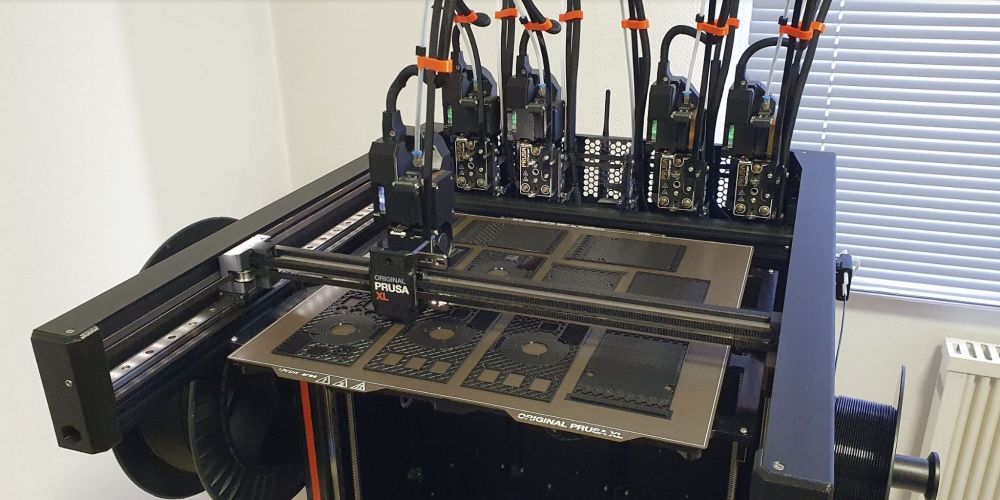
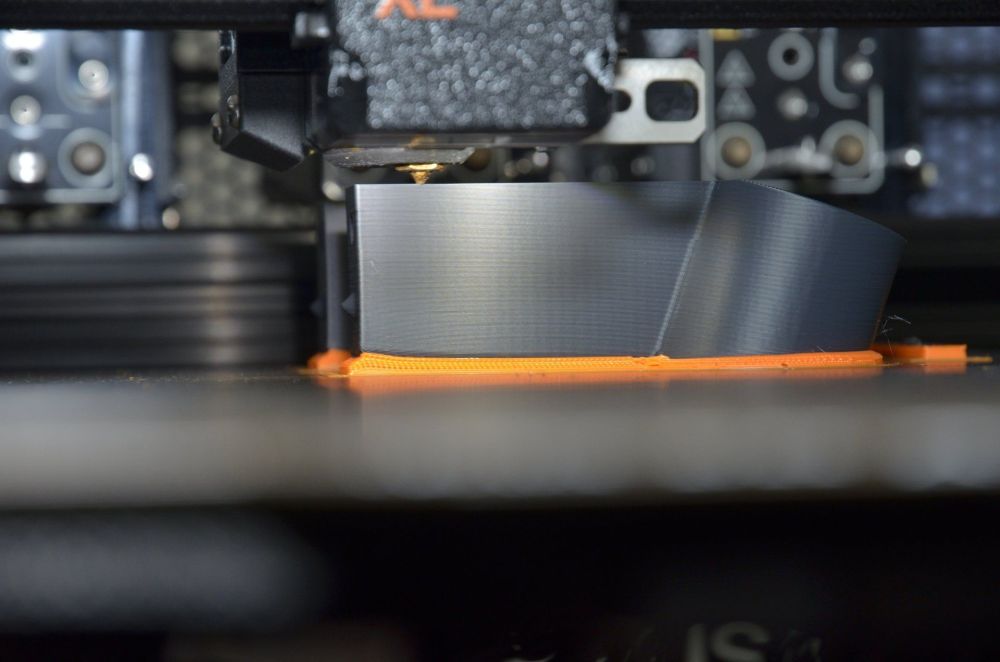
Hello, @PPAC : Pour le M300 la Prusa XL est bien capable de jouer la musique de Mario. Pour le M600 je n'ai pas encore testé sur la XL, mais c'est prévu j'ai un projet en attente qui va utiliser plusieurs M600. @electroremy Tu ne serais pas en train d'essayer de me tirer les conclusions du test ? Mais je vais te donner brièvement mon opinion. Pour la concurrence, certes Bambu fait mal à Prusa sur le segment des machines mono-tête. Mais sur le segment des multi-tête la XL n'a toujours pas d'équivalent chez la concurrence, et pourtant comme tu le soulignes elle a été annoncée depuis quelques années déjà et les premiers modèles sont dans la nature depuis un moment. Mais personne pour les copier, alors qu'habituellement les clones 1:1 sortaient en même temps que les originaux. Il doit bien y avoir une raison à ça. Personnellement je pense que c'est un problème de positionnement marché, la XL a le cul entre deux chaises. Pour le caisson, certains détails me turlupinent le concernant, mais je ne peux pas me prononcer je n'ai vu ses specs que de loin. Concernant la différence de qualité entre Prusa et Bambu, n'ayant pas de Bambu je ne pourrais pas non plus te répondre. Prusa argue le fait qu'ils sont plus précis dimensionnellement, marketing ? @divers qui possède les deux marques et qui produit principalement des pièces techniques doit pouvoir nous éclairer à ce sujet. Le toolchanger offre de nombreuses possibilités, et a encore un potentiel de développement énorme. Actuellement c'est principalement le slicer qui bride à ce niveau là. Je ne doute pas de voir arriver de nouvelles fonctionnalités à l'avenir. Pour le moment je trouve qu'on est encore dans une phase d'adaptation du slicer pour l'adapter à un système multi-tête, tout n'est pas encore bien fluide. Par exemple si on veut modifier temporaire la température de deux filaments, le changement de sélection d'extrudeur impose de sauvegarder les modifs du premier extrudeurs dans un profil sinon elles sont perdues. Beaucoup de makers ont été déçu que Prusa ne propose pas une version mono-tête low cost de la XL (sans forcément la mécanique de préhension des têtes), avec éventuellement une compatibilité MMU, afin d'avoir une imprimante grand volume fiable et accessible. De mémoire les premières estimations de Jo lui-même lors des interviews étaient de $1200 pour la XL, aujourd'hui c'est plutôt le double pour une mono-tête... Maintenant que j'ai répondu, je crois, à tous vos questionnements, retour aux tests. J'ai fait quelques impression en ASA. Ayant déjà eu des frayeurs par le passé avec l'adhérence extra-forte de l'ASA sur le PEI, pour ne pas prendre de risque j'ai décidé d'utiliser la technique Stratasys, utiliser un raft support pour préserver le plateau. A la différence que chez Stratasys la feuille sur laquelle le raft est imprimé est à usage unique. J'espère que je ne viole pas un de leur brevet en publiant mes résultats avec cette technique . Premier essai avec raft en PLA, qui se détache très bien de l'ASA : Sauf que j'ai du trouver un compromis sur la température du plateau, que j'ai mis à 70°C. On voit que l'ASA a warpé dans un coin, et tiré le raft en PLA. Mais c'est intéressant de voir que le PLA ne s'est pas décollé, il s'est déformé / étiré. Deuxième essai avec un raft d'une seule couche en PETG : On observe un très léger warping, mais c'est carrément mieux. J'ai mis le bed à 90°C, pareil pour ne pas être trop chaud sur le PETG, mais pas trop loin non plus de l'ASA. J'ai aussi utilisé une astuce, dans la configuration de l'imprimante il est possible de forcer la chauffe de l'intégralité du plateau, et non uniquement la zone d'impression (que je rappelle est composée de 16 "tuiles" indépendantes). J'ai également centré les objets sur le plateau, plutôt que sur le bord par défaut, afin de profiter d'un effet bouclier thermique (principe des radiateurs sous les fenêtres). Franchement très content du résultat pour une machine complètement ouverte posée sur le bureau. Mais clairement un caisson est nécessaire pour produire de plus grandes pièces. J'ai prochainement une grosse série de pièces en ASA d'environ 110x110x60 à faire, honnêtement je ne tenterai pas de les faire par plateaux de 9. J'essaierai peut-être un plateau de 4, à voir. Encore une petite série en ASA/PETG. Le PETG colle beaucoup plus que le PLA, du coup lorsqu'on retire le support on se retrouve avec traces blanches sur l'ASA (pas de photo désolé). Un petit coup de chaud pour relâcher les tensions interne et il n'y reste plus rien. Pas besoin de colle, et la couche de PETG se décolle toute seule sans laisser de trace lorsque le plateau (satiné) est froid.

 2 points
2 points -
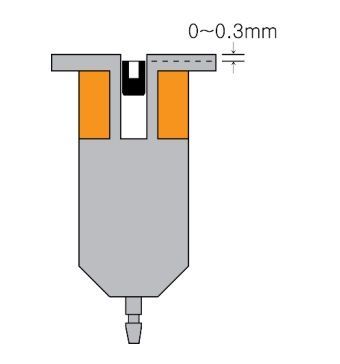
c'est tout de même pas très rassurant... parfois c'est juste une "pitite" saleté qui bloque le déplacement de l'aiguille. Peut-être que tu pourrais dévisser la vis sur le dessus du 3Dtouch pour enlever l'aiguille et souffler dans le conduit. Attention, la vis sert aussi de réglage. Il faut donc la revisser à la même profondeur qu'avant démontage
 1 point
1 point -
C'est tout à fait normal, perso je l'ai à chaque ouverture du navigateur et du site ainsi que sur tous les sites que je visite enfin ceux conformes au RGPD. J'utilise Firefox, Mullvad et Chrome, c'est juste une question de réglage des navigateurs dans la gestion de la sécurité et de la confidentialité. accepte-t-on les cookies tiers ou pas, et les autres navigation privée ou pas, Effacement automatique des cookies et des données de navigation lorsque l'on ferme le navigateur ou pas ; ou cookies persistants. C'est un choix de voir ce type de bannière apparaître et d'être moins tracé !!! Edit PS : Il y a environ encore 1 mois en arrivant sur le site du forum avec une IP Suisse, la case refuser tout n'existait pas dans la bannière, juste accepter ou gérer, maintenant c'est pareil qu'avec une IP Fr1 point
-
ça peut intéresser ceux qui ont une AMS Lite https://makerworld.com/en/models/486153?from=search#profileId-3988211 point
-
Pour une fois qu' @electroremy a fait ni trop long ni trop court, j'ai tout compris. Je le laisse répondre pour son explicitation.1 point
-
Merci vous pour les réponses bravo pour le surfeur !1 point
-
camera_usb_options="-d /dev/v4l/by-id/usb-UnionImage_Co._Ltd_CCX2F3298_1234567890-video-index0 -r 1920x1080 -f 20"1 point
-
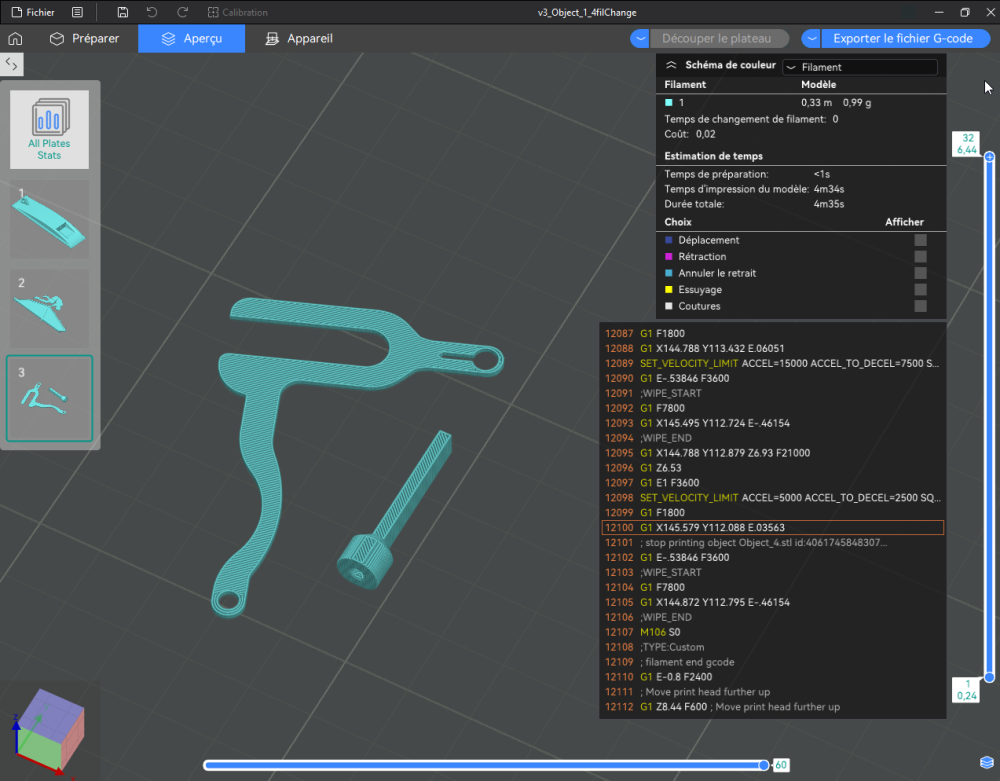
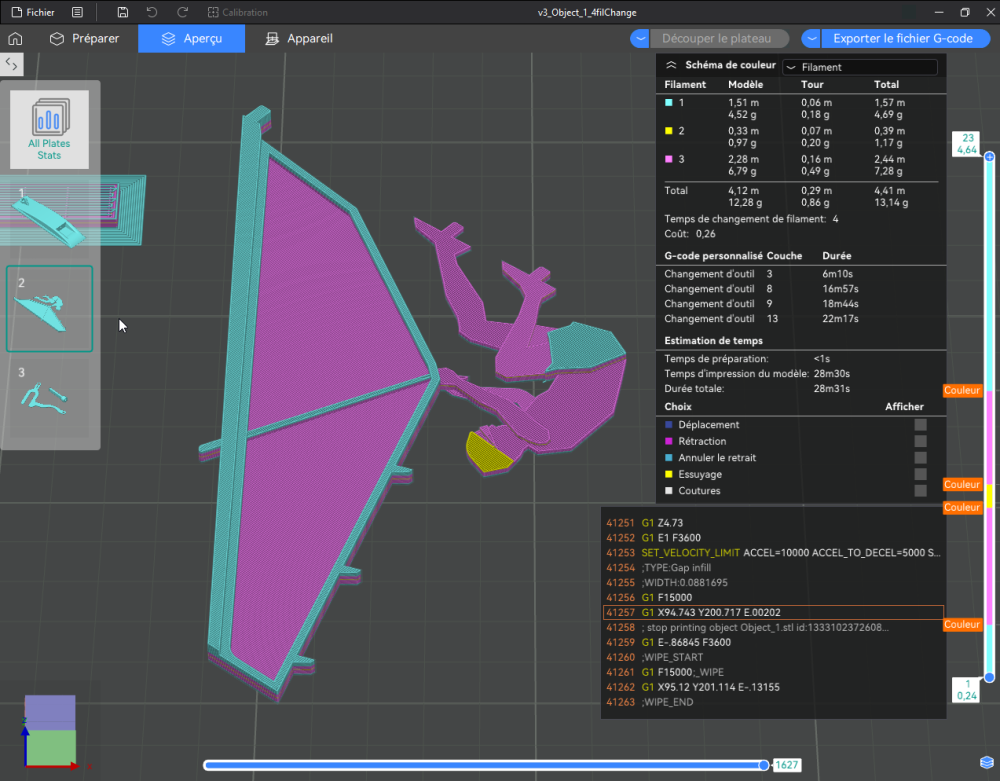
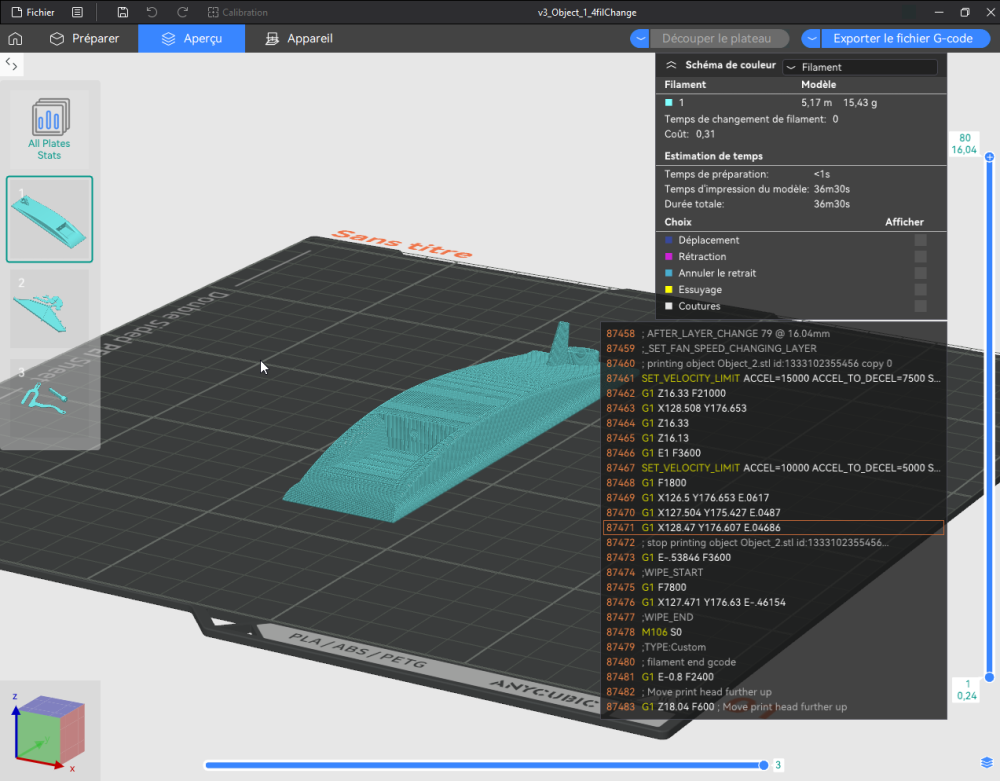
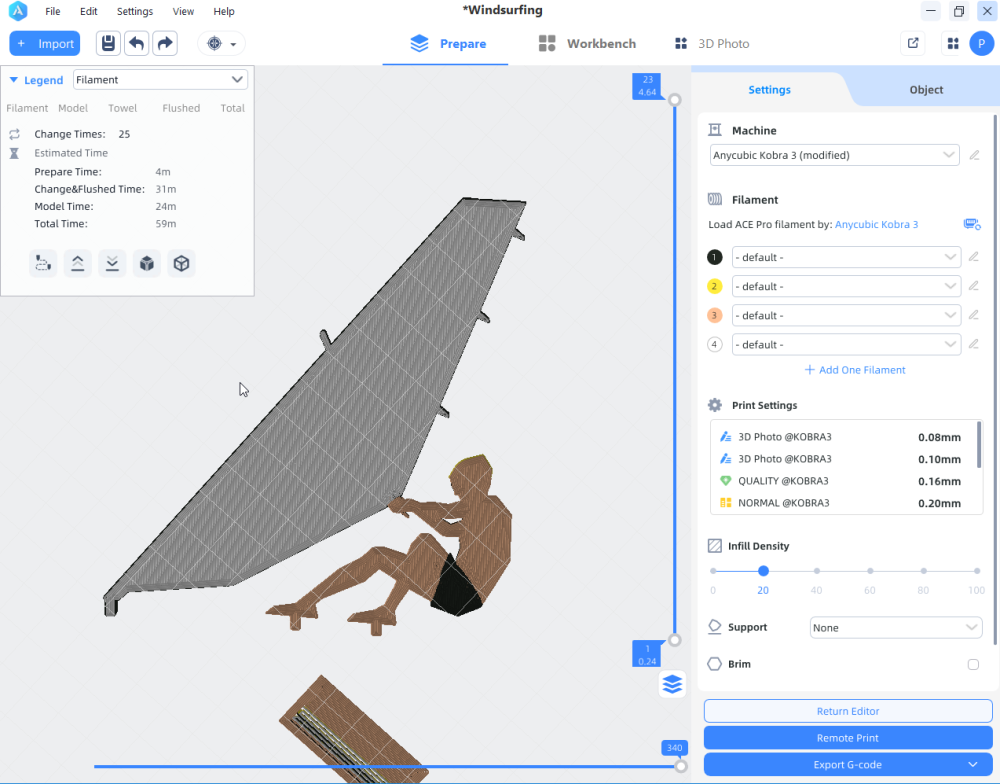
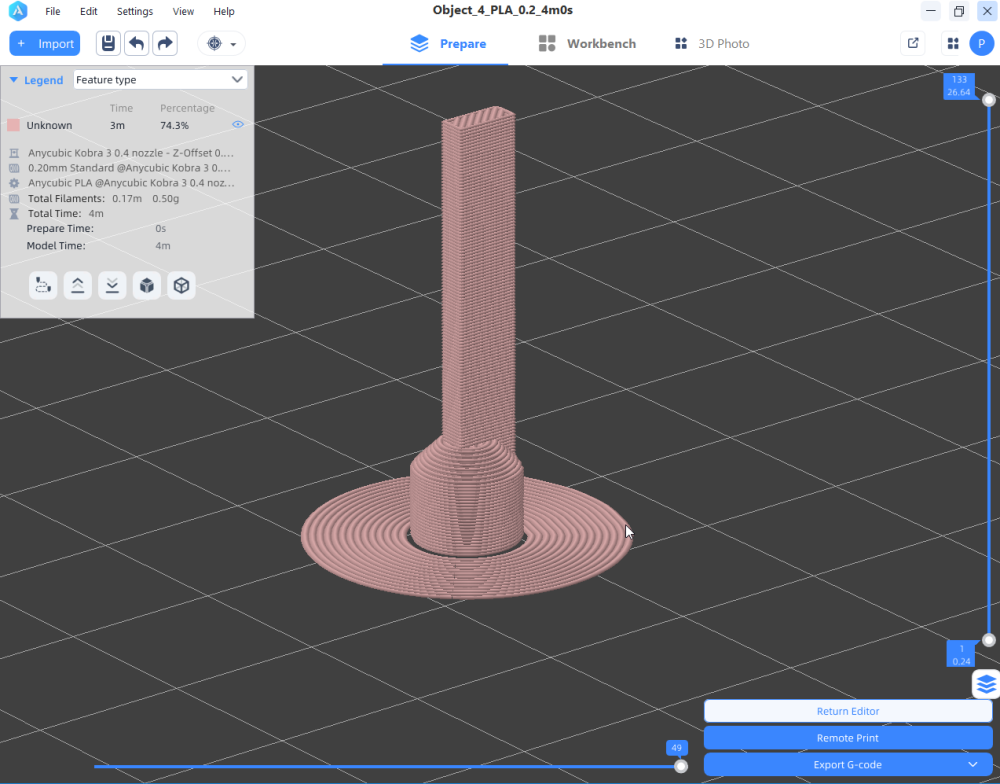
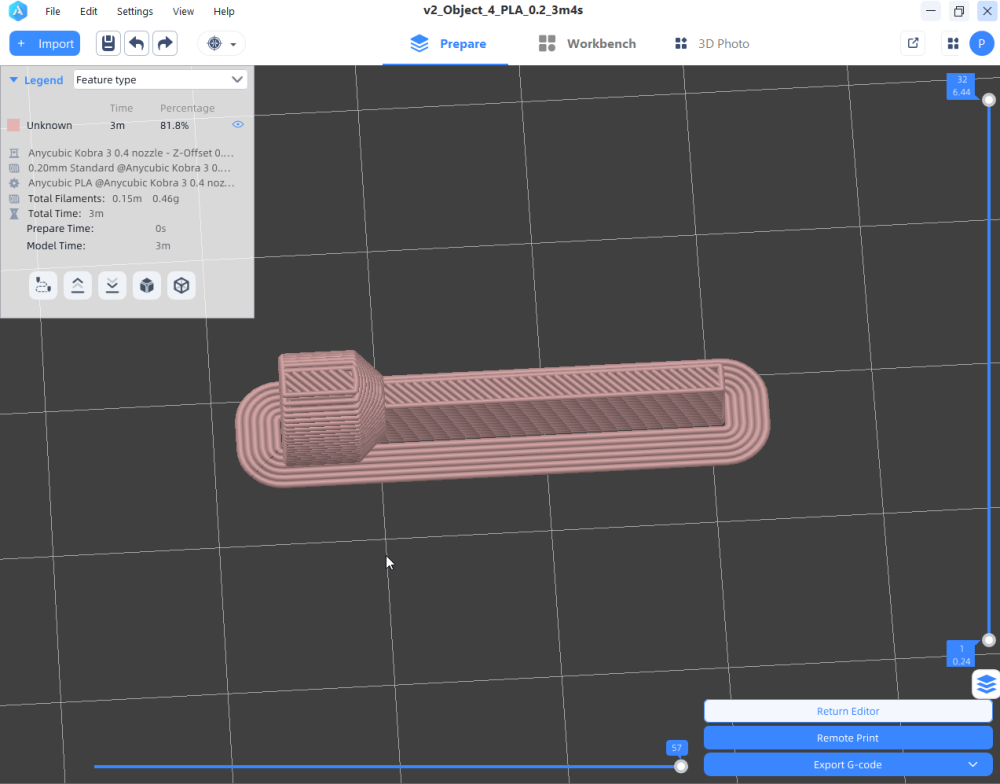
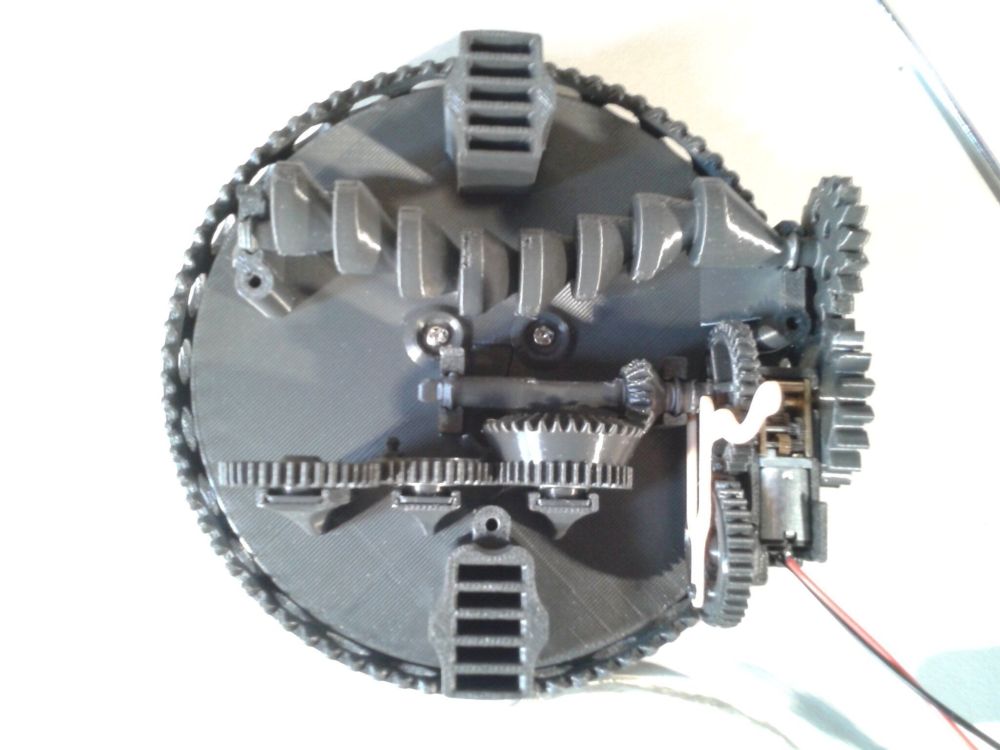
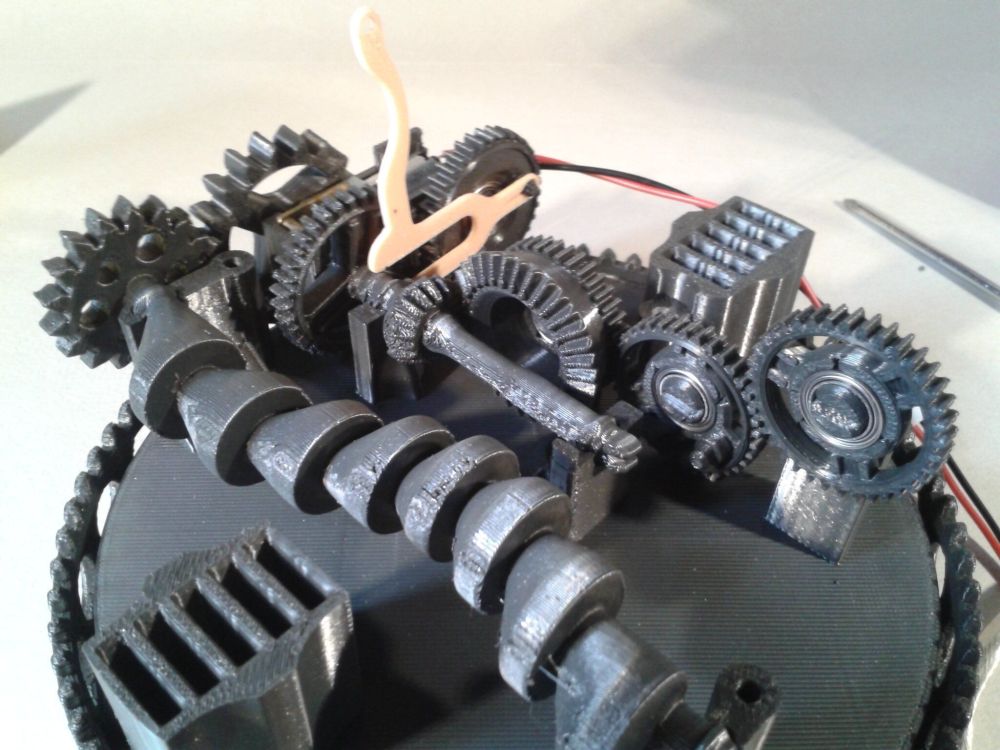
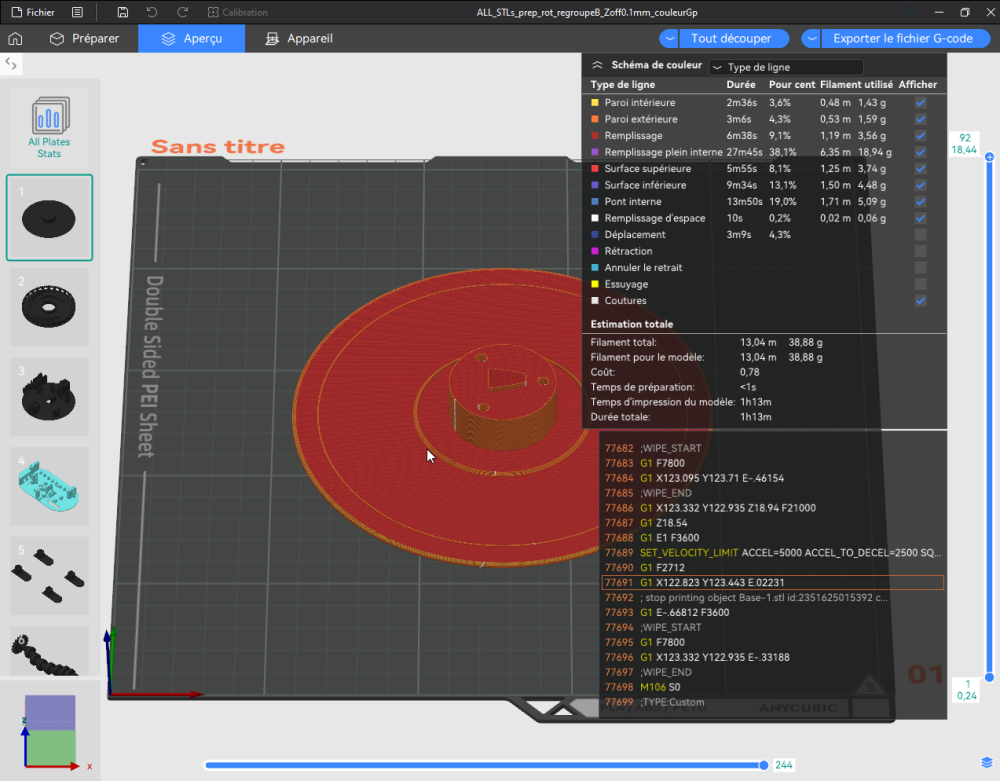
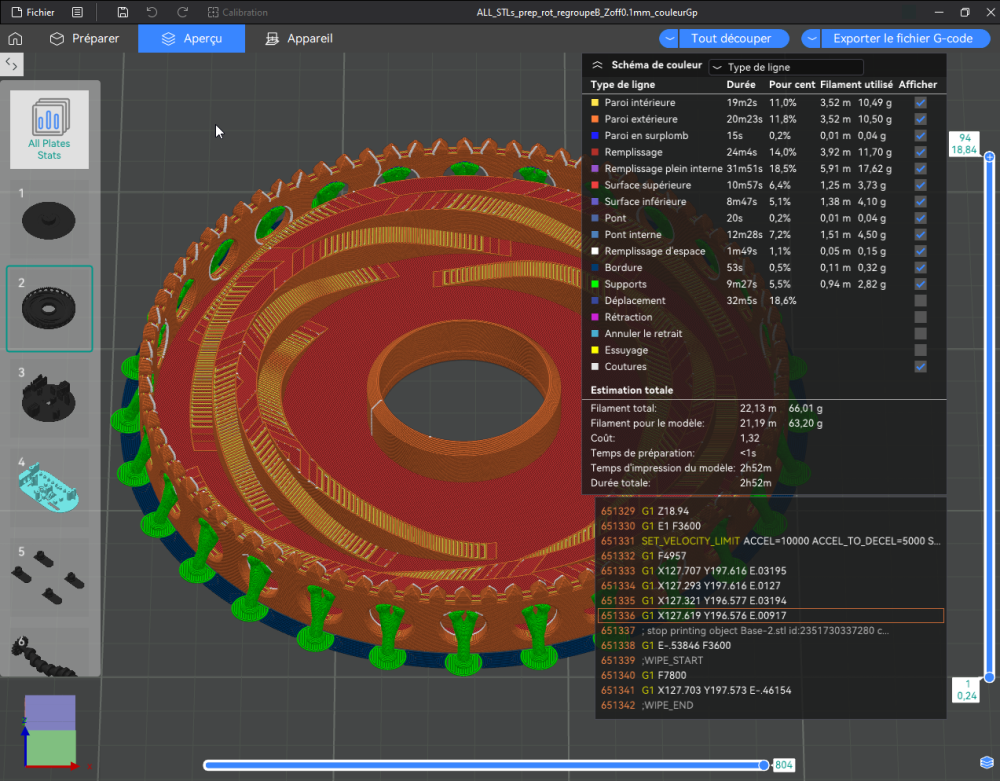
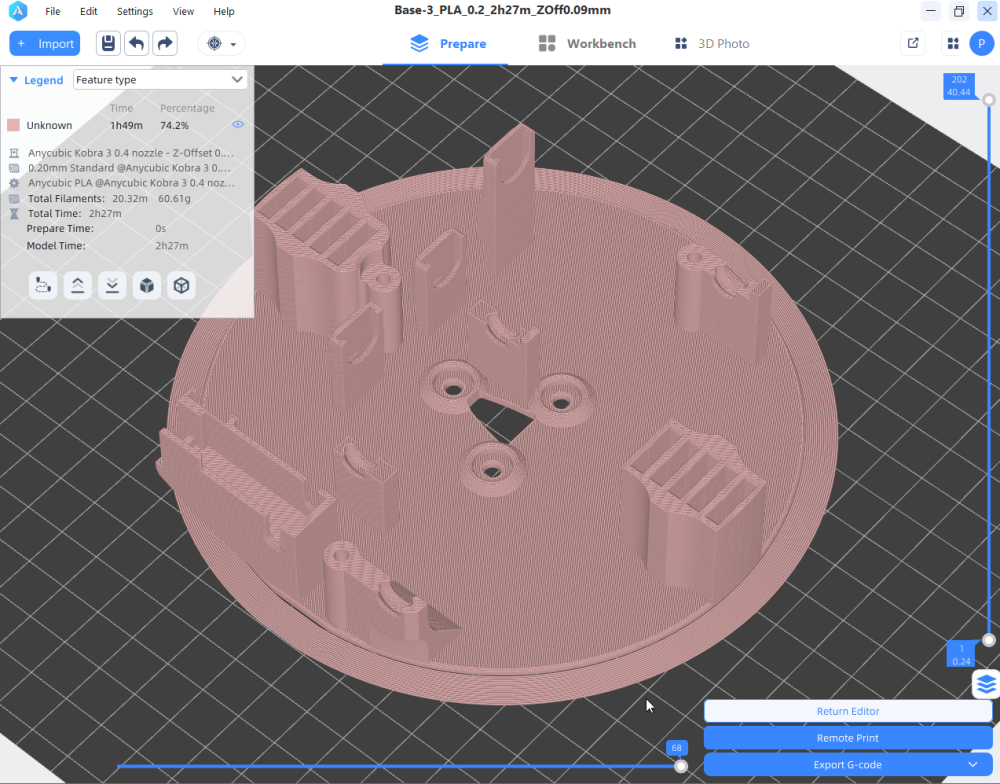
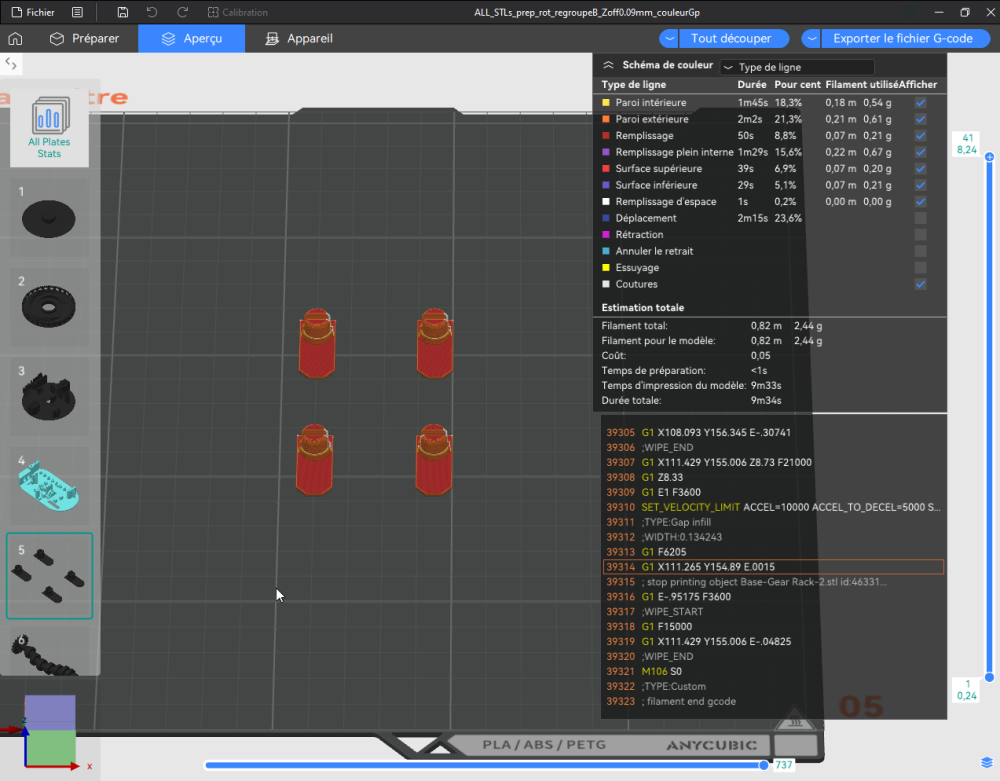
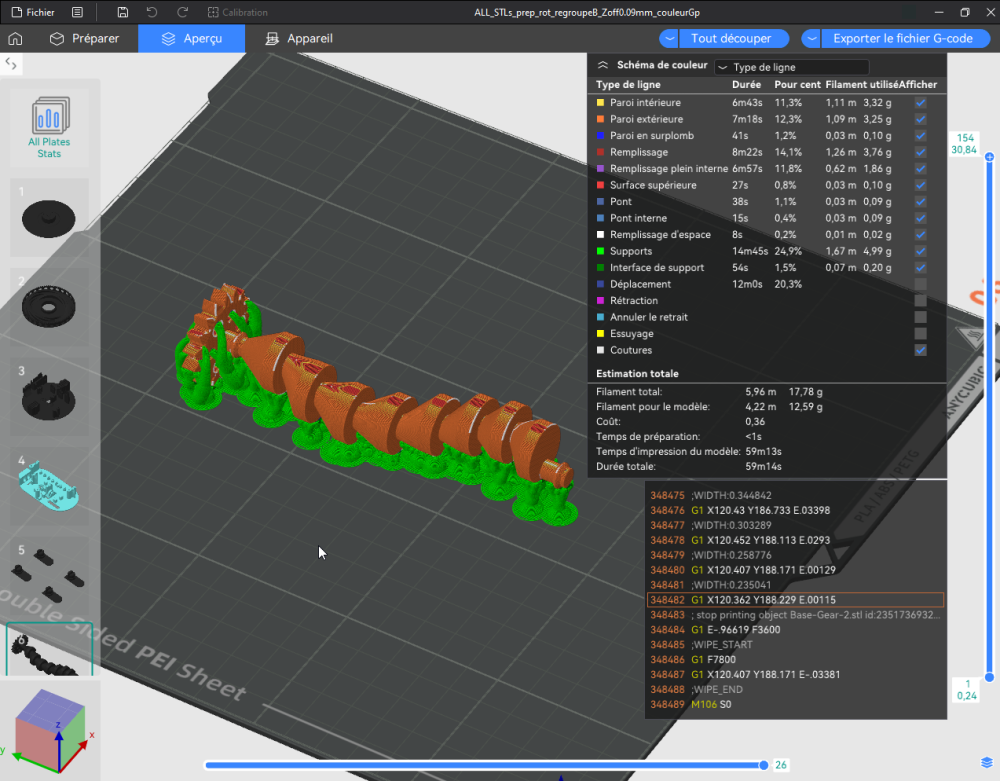
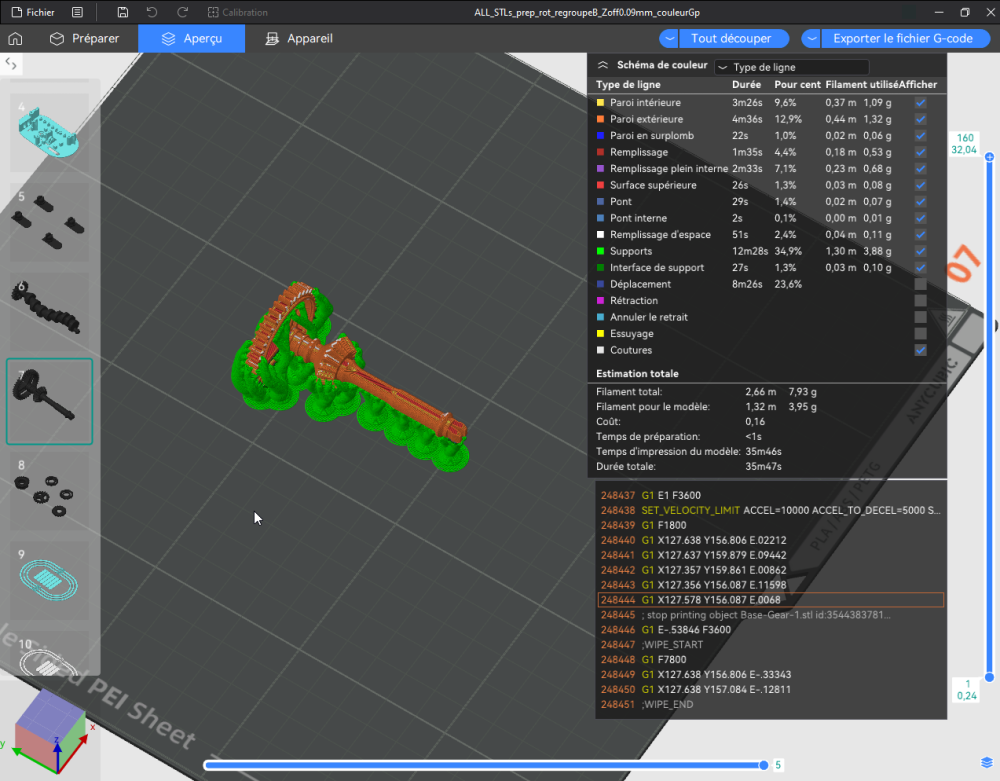
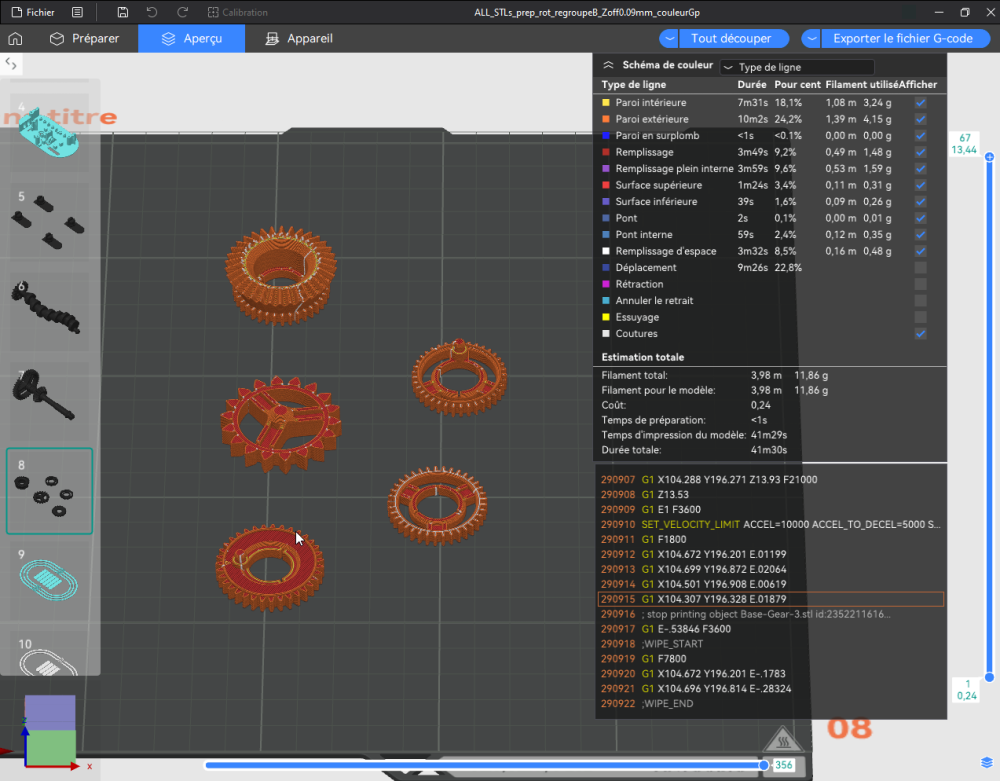
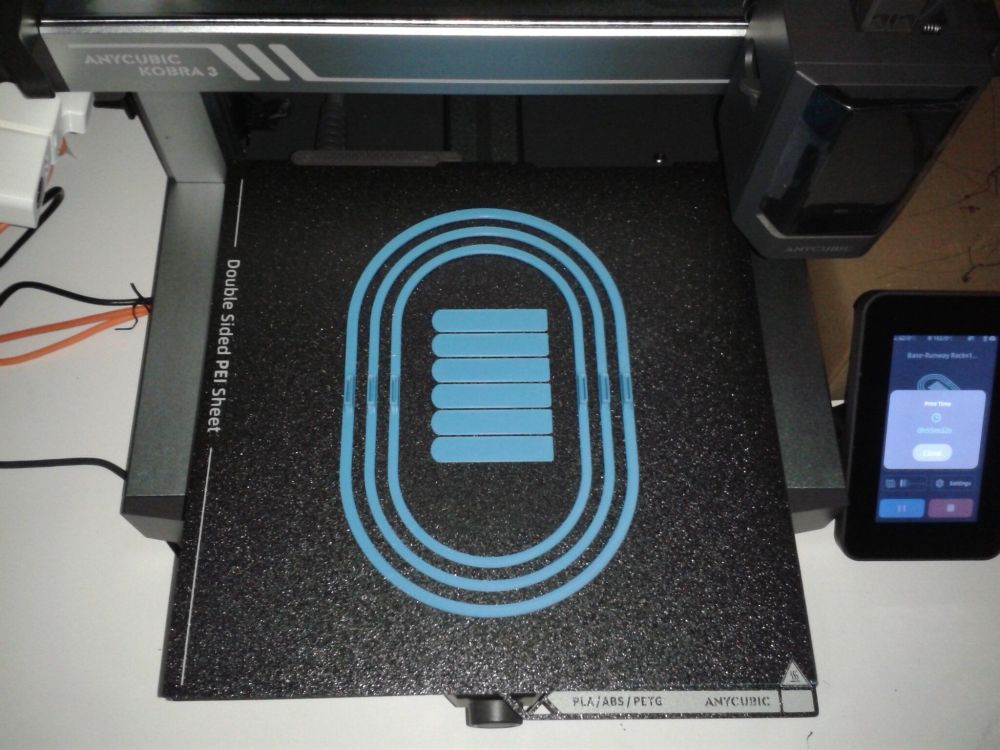
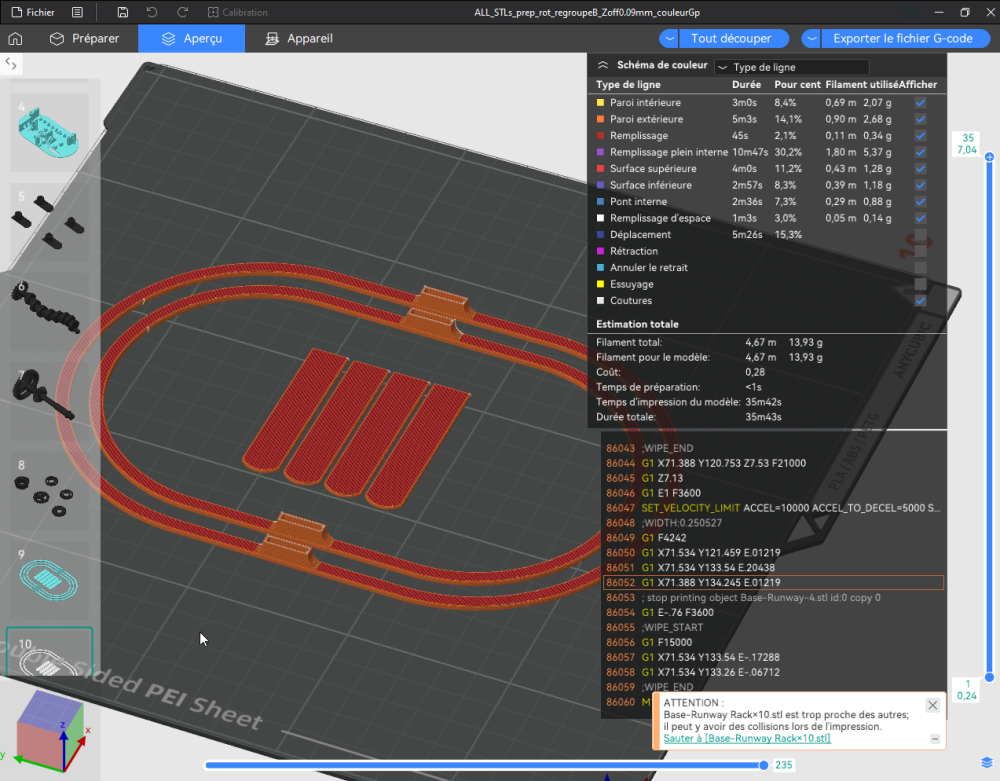
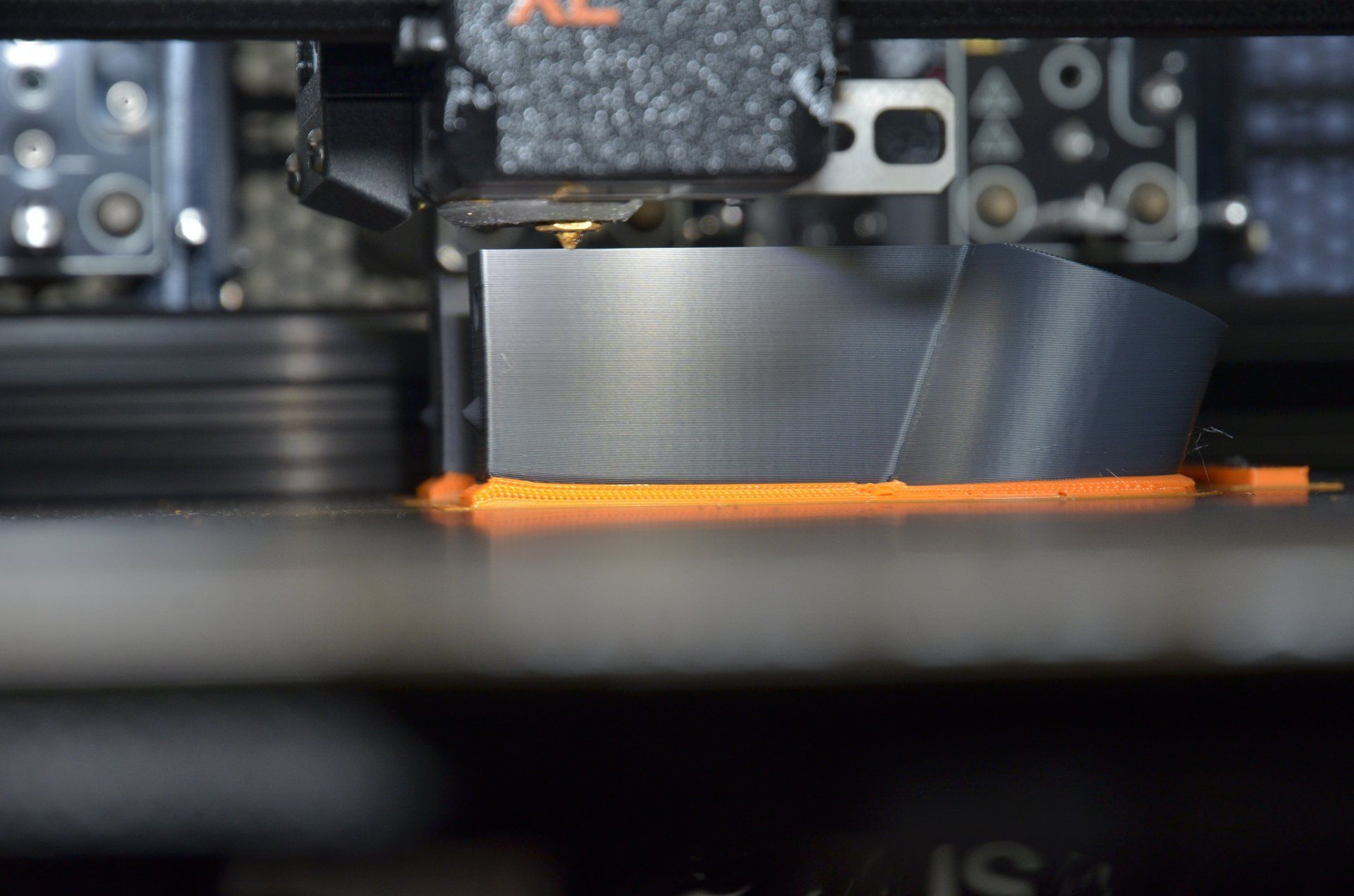
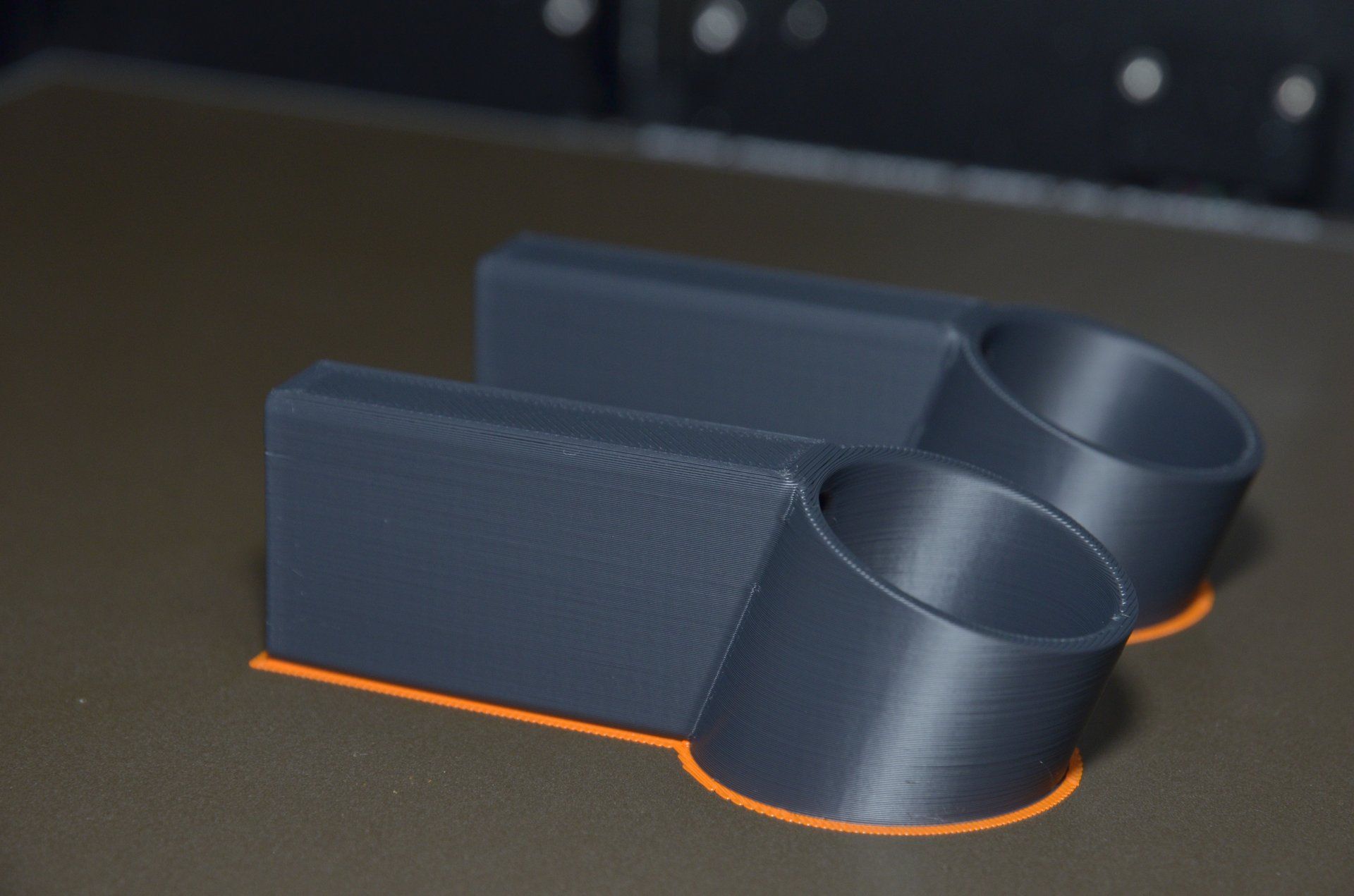
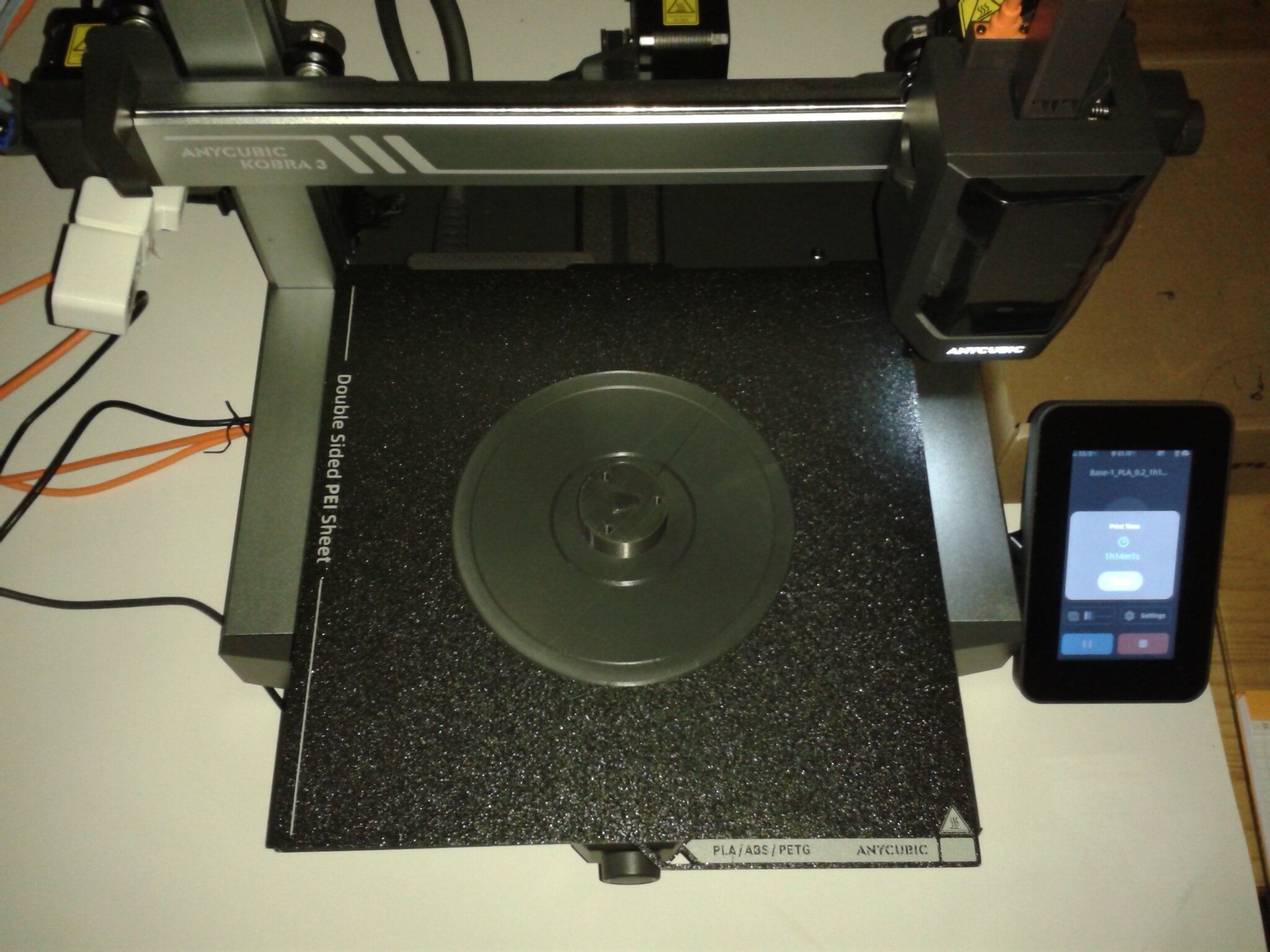
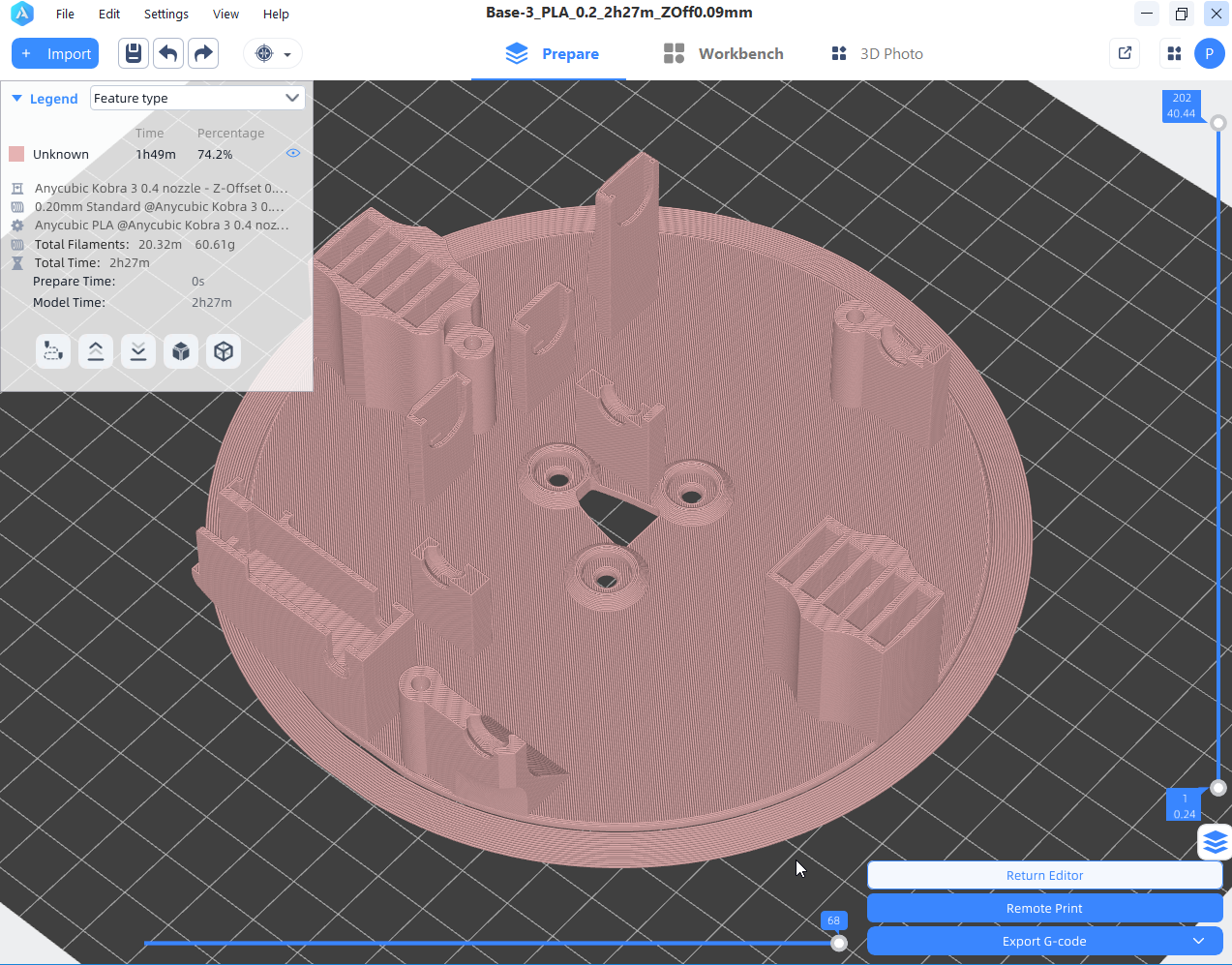
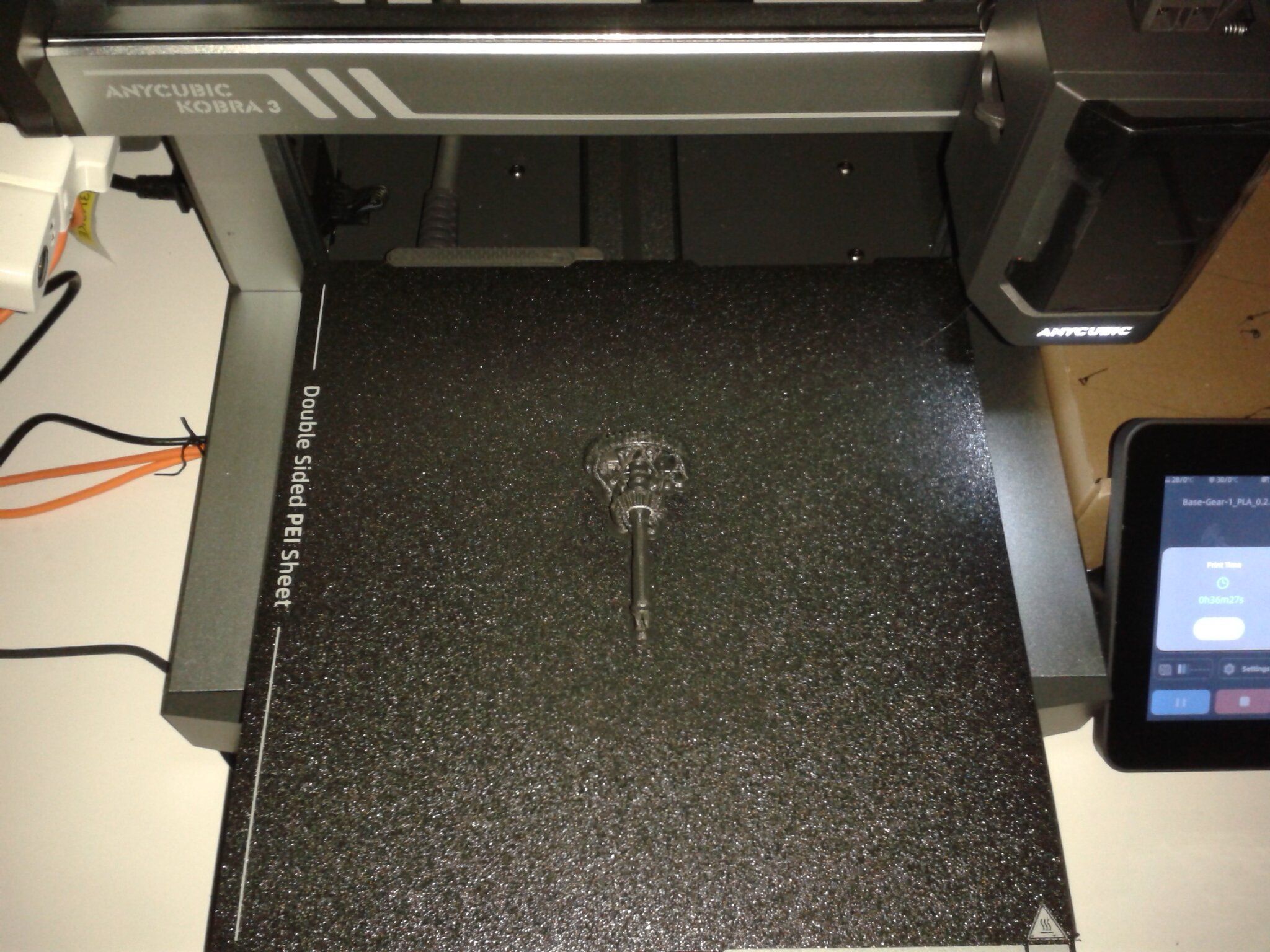
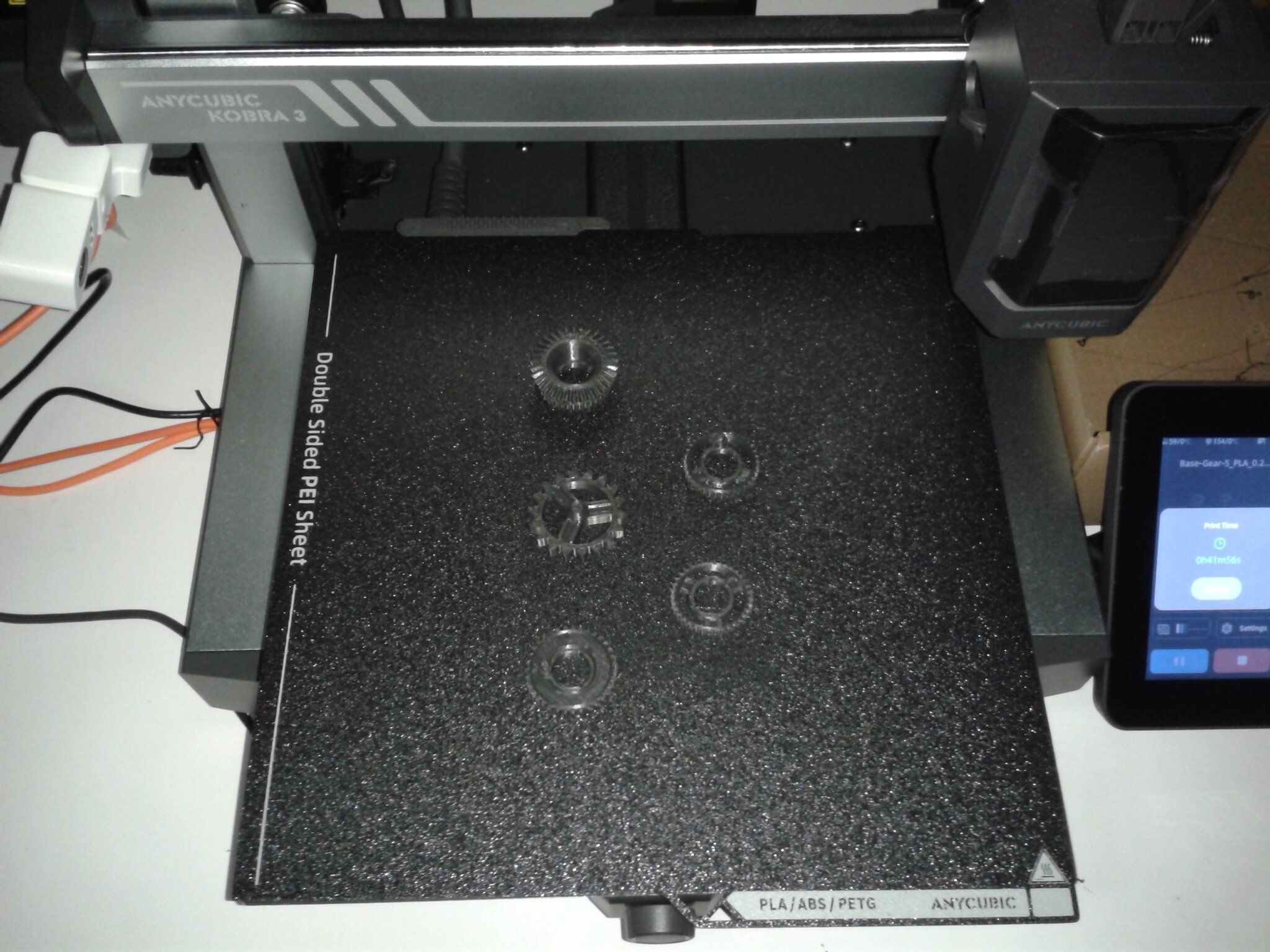
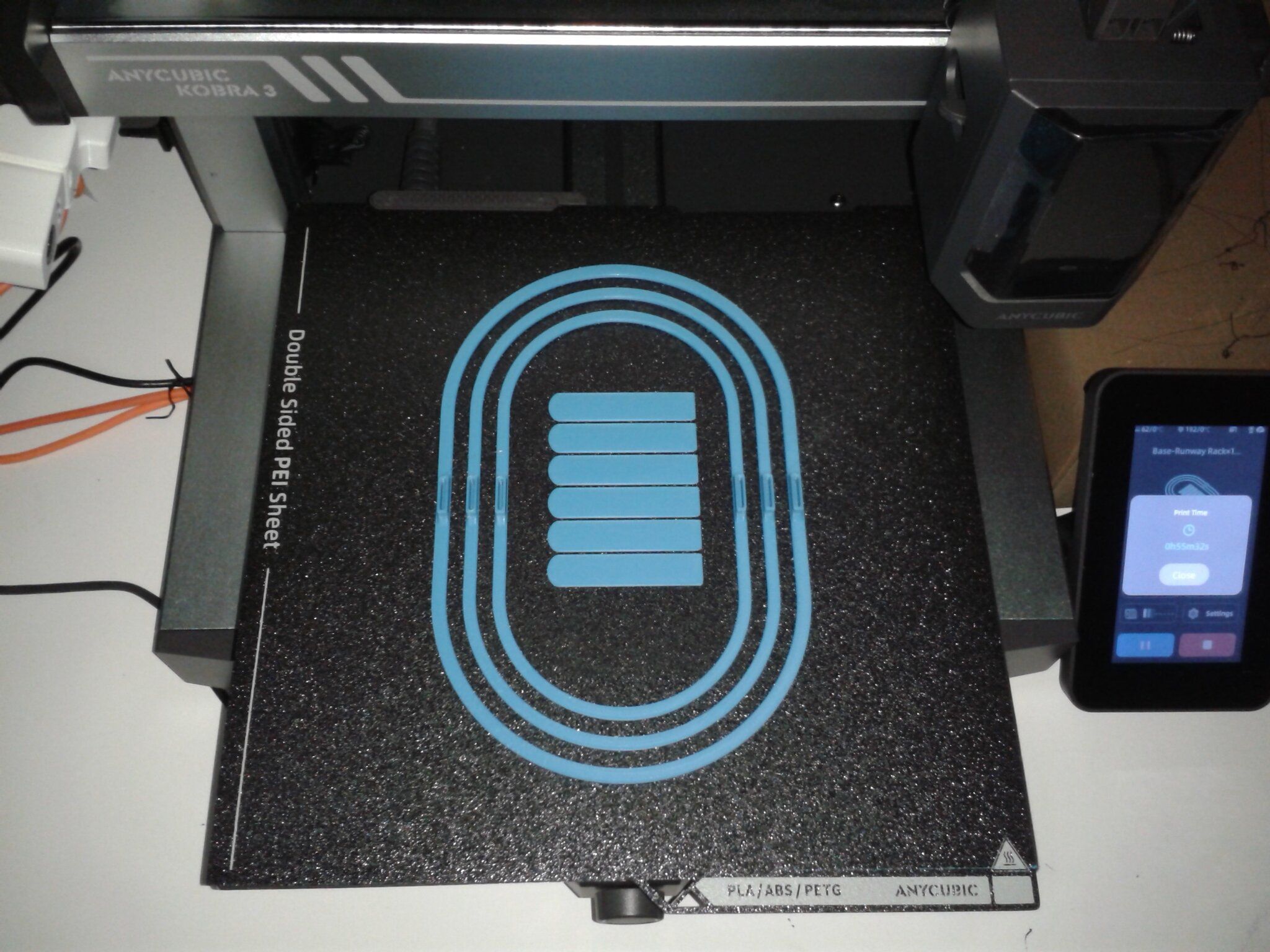
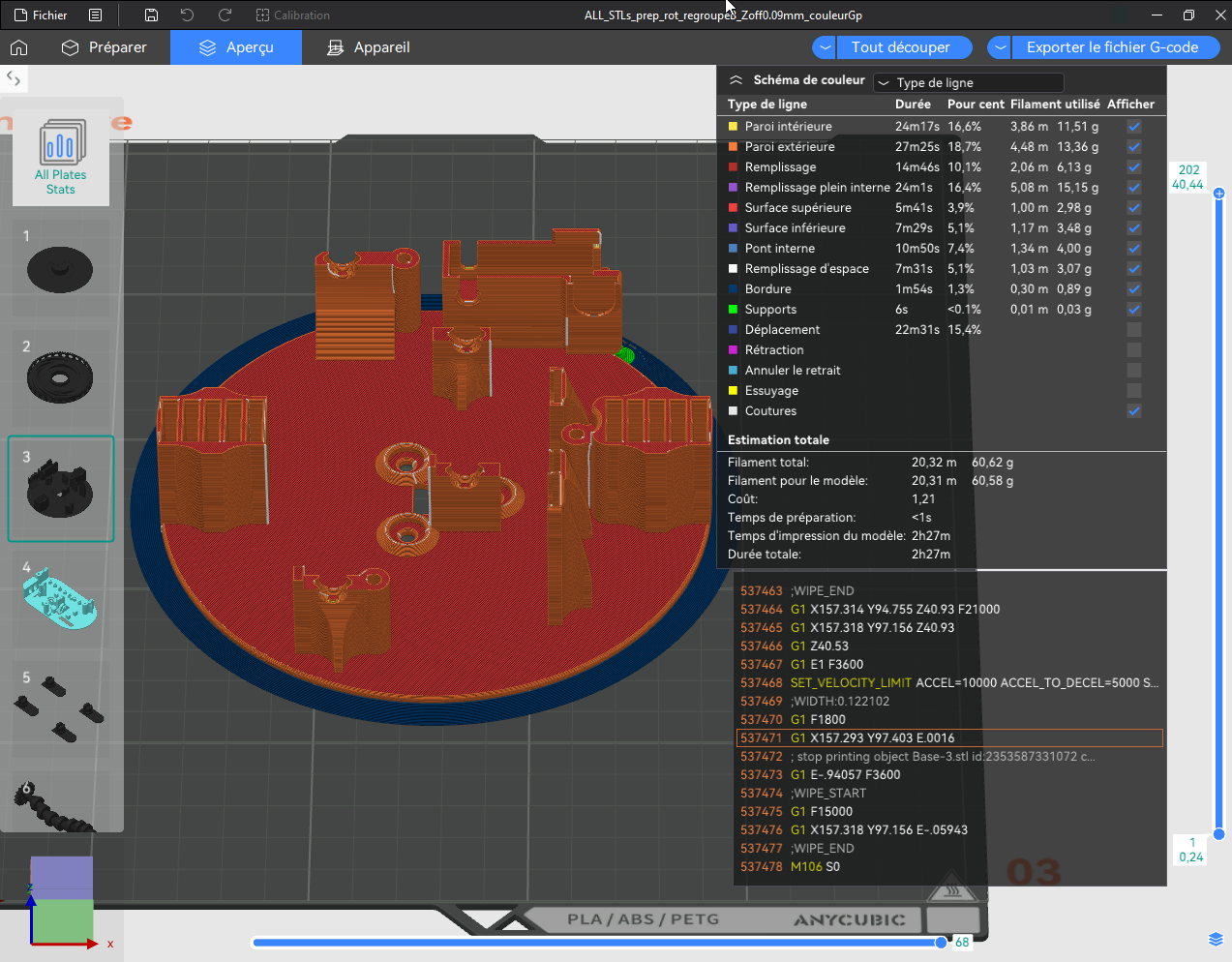
Sinon car je vais l'utiliser pour illustrer mon article de test, et aussi car j'ai gagné une carte-cadeau de 100 USD lors de la seconde partie du "Anycubic Motion Creative Kit Contest" ( malgré ma vidéo pas spécialement travaillée , mais en même temps, il me semble qu'il n'y avait que trois participants qui ont fait une entrée lors de cette étape. Code de carte-cadeau bien reçu le 12/09/2024) Mon impression de la version "Windsurfing" du "Anycubic Motion Kit" complété de son kit créatif associé (Sachant que j'avais gagné le kit lors de la première partie de cet évènement ) Filaments > PLA recyclé ArianePlast, PLA Yellow PolyMaker, Silk PLA+ White Anycubic, PLA Pantone "Peach Fuzz" Anycubic, PLA Pantone "Tropical Turquoise" Anycubic. Les éléments pour la base, communs aux différentes versions ( Préparer et tranché sous Anycubic Slicer Beta v0.2.0 et .gcode exporté, envoyé en impression distante via Anycubic Slicer v1.4.4 ) Pour la partie de la version "Windsurfing", je n'ai par imprimé le projet fourni car trop de changement de filaments pour pas grand-chose. Enlever les éléments d'une seule couleur permet de réduire grandement le nombre de changements de filament Mais, j'ai préféré, en plus de séparer en plusieurs plateaux, faire de simples changements de filament selon la hauteur pour réduire les nombre de changements de filament pour la partie initialement "Color painted" un élément raté. Je m'y suis repris à plusieurs fois pour le petit élément raté… là, c'est un poil fondu, il me faudrait revoir la durée minimale d'une couche dans le profil, ou en imprimer plusieurs en même temps pour laisser le temps à la couche imprimée de refroidir. enfin OK si avec une bordure d'impression ("Brim") ébavurage post-impression et assemblage ( avec plusieurs goute de lubrifiant sur chaque engrenage sinon cela coince comme je n'ai pas spécialement bien retravaillé les dents des engrenages en post-impression ) Assemblé Et la vidéo de l'ensemble en fonctionnement ( éventuellement couper le son, car j'ai laissé les bruits de fonctionnement plutôt "brut de décoffrage", car je n'ai pas bien retravaillé les engrenages ... )




























 1 point
1 point -
Chez Anycubic, ils doivent être fans du film1 point
-
Oui ! Bingo ! plus exactement du "Interstellar Violet"


 1 point
1 point -
Ça doit être 2 kg de PLA pantone dont 1 gratuit vert ?1 point
-
Et la deuxième partie du nom est un célèbre vendeur d'accessoires et d'imprimante 3d1 point
-
Au pire si après démontage tu n'arrivais pas à remonter, tu as maintenant un autre module à disposition HS: En ce moment, jusqu'au 25 août, sur Aliexpress, la K3+ACE (combo) est à moins de 385€ (coupon de réduction ( 8FR60 )de 60€)… Cerise sur le gâteux gâteau, 4 bobines de 1 kg de PLA sont offertes en plus (par contre pas le choix dans la date les couleurs).1 point
-
tu vas les piloter comment les nema17 si il n'y a pas de driver ? La skr 1.4 a besoin de drivers TMC 2208/2209/... pour faire marcher les moteurs pap. tu l'as trouvée ou la skr 1.4 ?1 point
-
Fraichement reçu contre signature. Le flou artistique lors de la prise de photo et totalement fait intentionnellement et maitrisé ( <- Gros mensonge, mais finalement très pratique pour le "Quoi qu'est-ce ?" car je n'ai pas eu à éditer la photo ) Comme c'est bien trop simple, car j'ai vendu la mèche dans un autre sujet, et pas forcément suffisamment flou, je demande les détails des deux colis
 1 point
1 point -
@pjtlivjy Il est possible d'installer la partie serveur (Obico-server) sur son propre matériel informatique et ainsi se dispenser de la «redevance». Pour le moment, j'utilise toujours Obico gratuitement. Les limitations de la licence gratuite peuvent suffire si on n'utilise qu'une seule imprimante. Sinon, avec l'achat de la caméra Mintion, est inclus un abonnement «gratuit» de trois mois (j'ai également trois autres mois gratuits avec l'achat d'un autre matériel de Bigtreetech (une carte CB2)). L'installation d'un serveur Obico sera l'objet d'un futur sujet, une fois mon nouveau NAS monté1 point
-
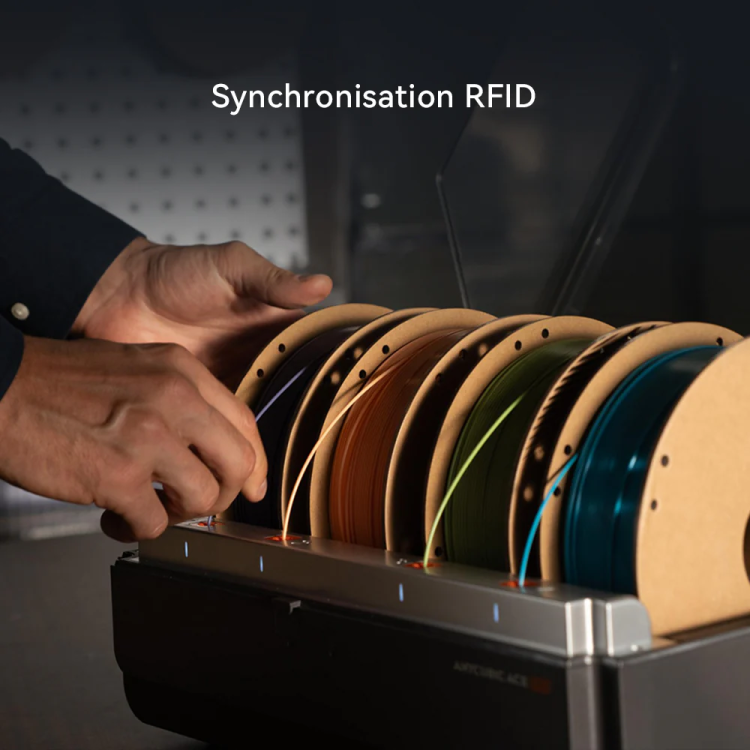
N'ayant pas de Bambu Lab je ne peux pas vraiment donner un avis pertinent. Mais personnellement après un temps pour arriver à apprivoiser le Kobra 3 Combo ( savoir contourner les bugs et les éventuels problèmes mécaniques) comme c'est ma première imprimante qui a la possibilité de faire du multi couleur de manière automatisé j'en suis plutôt contant. (Malgré le côté logiciel bugué et firmware verrouillé pour l'instant ) Si si, il y a un chauffage ( que l'on peut activer et contrôler (durée et température ) uniquement quand le ACE Pro est connecté a la Kobra 3 ) Mais, il n'y a pas de capteur de taux d'humidité. Source images https://fr.anycubic.com/products/anycubic-ace-pro

 1 point
1 point -
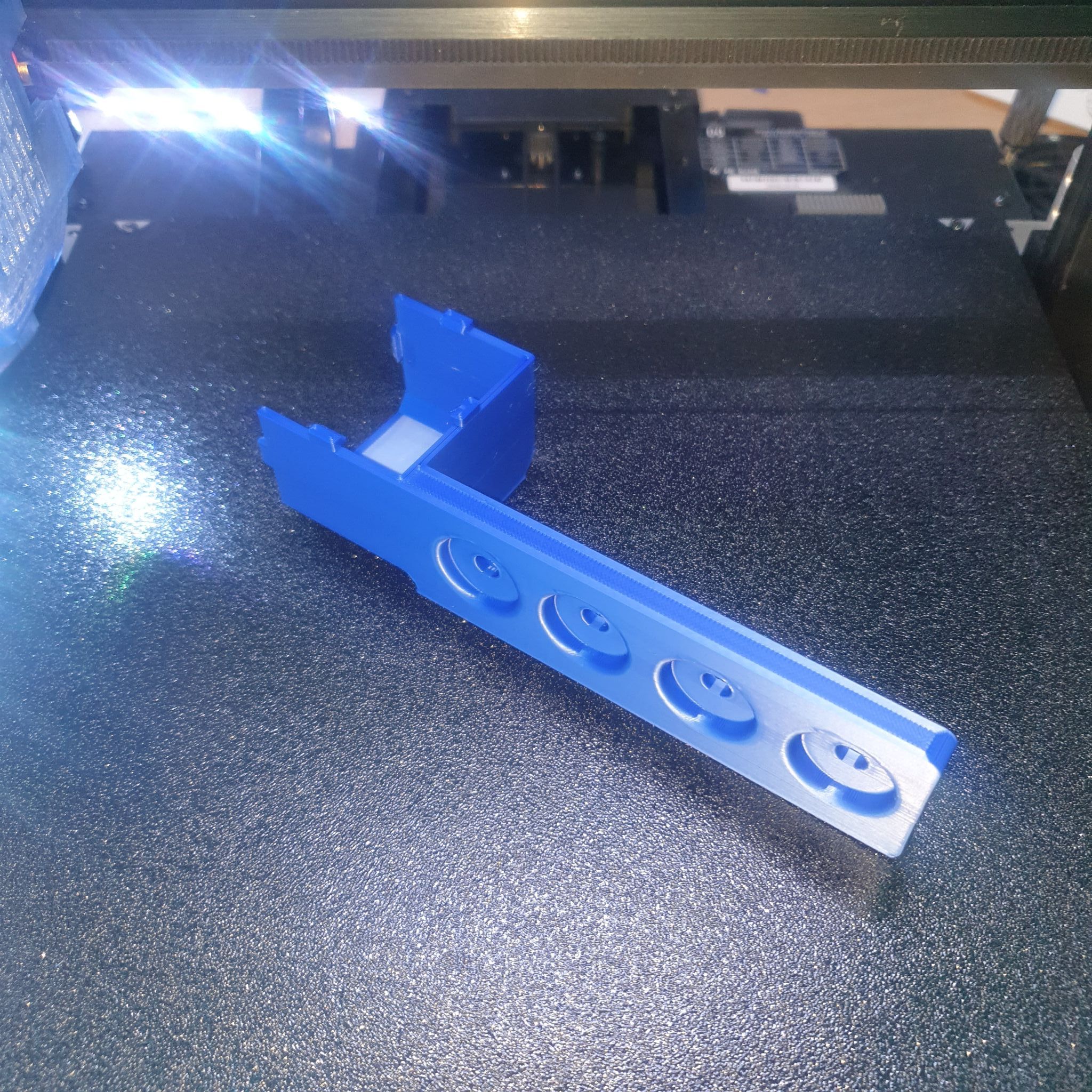
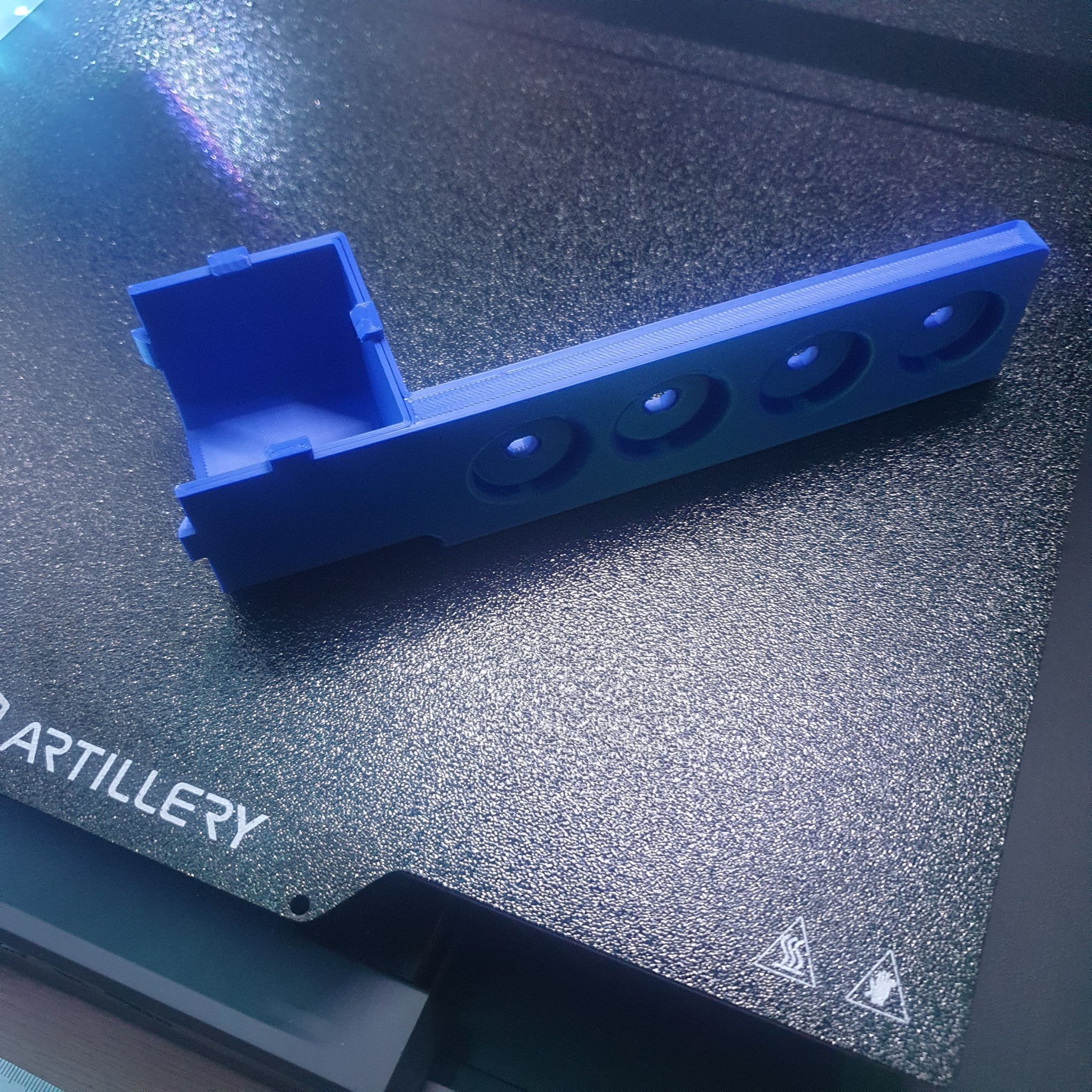
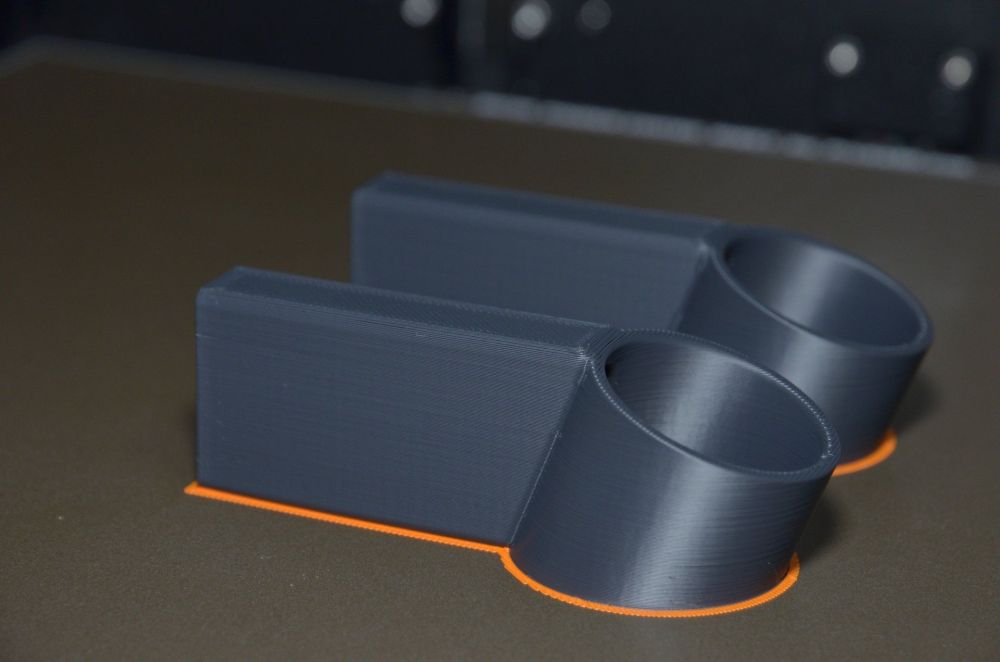
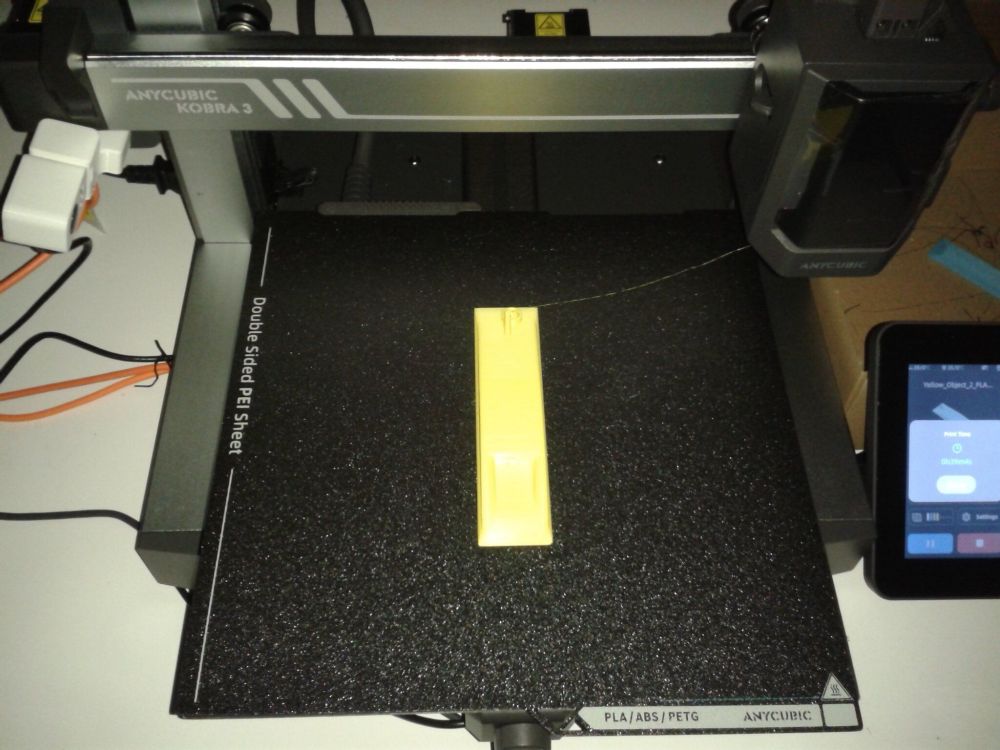
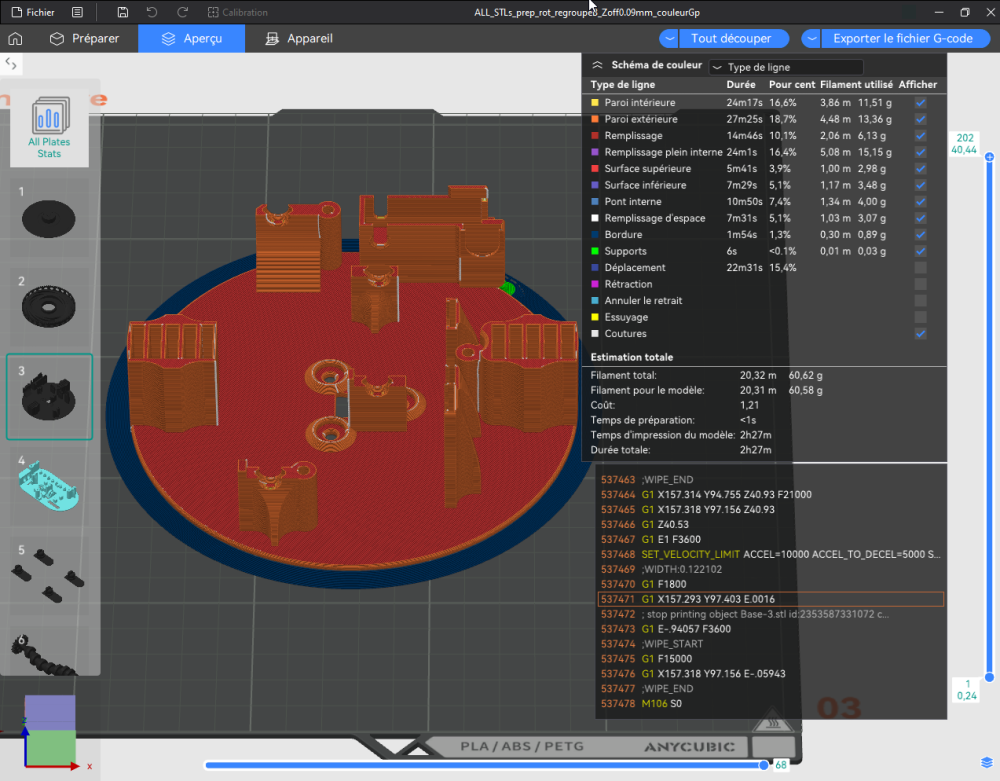
Ca n'est pas une image mais un petit Timelapse Imprimé en filament Anycubic bicolor RedGold (merci @PPAC ) Températures 210°/60° Model : Castle Slide Coin Storage1 point
-
Si comme moi vous êtes passé sous Bookworm, un écran tactile connecté via un Pi zéro et Klipperscreen vous allez vous apercevoir que certaines fonctionnalités ne fonctionnent plus avec ce nouvel écran, par exemple le chargement et le déchargement du filament... En effet dans votre fichier printer.cfg la macro originale pour les chargements se nomme "LOAD_MATERIAL" hors pour que cela fonctionne avec le nouvel écran elle doit se nommer "LOAD_FILAMENT" et de manière identique la macro de déchargement se nomme "UNLOAD_MATERIAL" et doit se nommer maintenant "UNLOAD_FILAMENT" Comme d'autres macros appellent ces macros de chargement et de déchargement, j'ai du faire des modifications dans ces autres macros, j'ai fait également quelques modifs pour que par exemple le système vous demande un préchauffage avant un chargement ou un déchargement. Remplacer la macro PAUSE : [gcode_macro PAUSE] rename_existing: BASE_PAUSE variable_pause_detected: 0 gcode: {% if pause_detected == 0 %} M400 {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unsaved_temperature VALUE={current_temp} {% set current_bed = printer["heater_bed"].temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_bed VALUE={current_bed} {% set z = params.Z|default(10)|int %} {% set e = params.E|default(2.5) %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} SAVE_GCODE_STATE NAME=PAUSE M25 {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} G91 M83 G1 E-{e} F2100 G1 Z{z} F900 {% else %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK G90 G1 X10 Y220 F6000 G1 E{e} F2100 SET_IDLE_TIMEOUT TIMEOUT=43200 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=1 {% endif %} par : [gcode_macro PAUSE] rename_existing: BASE_PAUSE variable_pause_detected: 0 gcode: {% if pause_detected == 0 %} M400 {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unsaved_temperature VALUE={current_temp} {% set current_bed = printer["heater_bed"].temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_bed VALUE={current_bed} {% set z = params.Z|default(10)|int %} {% set e = params.E|default(2.5) %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE={z} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=etemp VALUE={printer['extruder'].target} SAVE_GCODE_STATE NAME=PAUSE M25 {% if (printer.gcode_move.position.z + z) < printer.toolhead.axis_maximum.z %} G91 M83 G1 E-{e} F2100 G1 Z{z} F900 {% else %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=zhop VALUE=0 {% endif %} SAVE_GCODE_STATE NAME=PAUSEPARK G90 G1 X10 Y220 F6000 G1 E{e} F2100 SET_IDLE_TIMEOUT TIMEOUT=43200 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=1 {% endif %} Remplacer la macro CANCEL_PRINT : [gcode_macro CANCEL_PRINT] variable_runout_detected: 0 rename_existing: BASE_CANCEL_PRINT gcode: SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} SDCARD_RESET_FILE M400 ; wait for buffer to clear G92 E0 ; zero the extruder G1 E-1.0 F1200 ; retract filament TURN_OFF_HEATERS M107 ; turn off fan G28 X0 Y0 M84 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=0 Par : [gcode_macro CANCEL_PRINT] variable_runout_detected: 0 rename_existing: BASE_CANCEL_PRINT gcode: SET_IDLE_TIMEOUT TIMEOUT={printer.configfile.settings.idle_timeout.timeout} SDCARD_RESET_FILE M400 ; wait for buffer to clear G92 E0 ; zero the extruder G1 E-1.0 F1200 ; retract filament TURN_OFF_HEATERS M107 ; turn off fan G28 X0 Y0 M84 SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=0 Remplacer la macro END_PRINT : [gcode_macro END_PRINT] gcode: G4 P10000 Side_fan_Off Filter_fan_Off SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=0 Par : [gcode_macro END_PRINT] gcode: G4 P10000 Side_fan_Off Filter_fan_Off SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=0 SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=0 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=0 Remplacer la macro LOAD_MATERIAL : [gcode_macro LOAD_MATERIAL] variable_load_detected: 0 variable_saved_temperature: 240 gcode: SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 PUSH {% if load_detected == 1 %} M104 S{saved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 Par la macro LOAD_FILAMENT : [gcode_macro LOAD_FILAMENT] variable_load_detected: 0 variable_saved_temperature: 240 gcode: {% if printer.extruder.temperature < 180 %} RESPOND TYPE=error MSG='{"Load filament aborted !!! %s° not hot enough, please heat more than 180°" % printer.extruder.temperature}' {% else %} SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 PUSH {% if load_detected == 1 %} M104 S{saved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 {% endif %} Remplacer la macro UNLOAD_MATERIAL : [gcode_macro UNLOAD_MATERIAL] variable_unload_detected: 0 variable_unsaved_temperature: 240 gcode: SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 M109 S220 M400 M83 G1 E100 F300 INVERT G4 P20000 INVERT M83 G1 E-30 F30 M83 G1 E-20 F1800 M83 G1 E-30 F300 M400 {% if unload_detected == 1 %} M104 S{unsaved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 Par la macro UNLOAD_FILAMENT : [gcode_macro UNLOAD_FILAMENT] variable_unload_detected: 0 variable_unsaved_temperature: 240 gcode: {% if printer.extruder.temperature < 180 %} RESPOND TYPE=error MSG='{"Load filament aborted !!! %s° not hot enough, please heat more than 180°" % printer.extruder.temperature}' {% else %} SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=1 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=1 SAVE_GCODE_STATE NAME=recovery_state G92 E0 M109 S220 M400 M83 G1 E100 F300 INVERT G4 P20000 INVERT M83 G1 E-30 F30 M83 G1 E-20 F1800 M83 G1 E-30 F300 M400 {% if unload_detected == 1 %} M104 S{unsaved_temperature} {% else %} M104 S0 {% endif %} RESTORE_GCODE_STATE NAME=recovery_state SET_GCODE_VARIABLE MACRO=INSERT_FILA VARIABLE=insert_watchdog VALUE=0 SET_GCODE_VARIABLE MACRO=RUNOUT_FILA VARIABLE=runout_watchdog VALUE=0 {% endif %} Remplacer la macro RUNOUT_FILA : [gcode_macro RUNOUT_FILA] variable_runout_watchdog: 0 gcode: SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_flag VALUE=1 {% if printer["output_pin caselight"].value == 0 %} SET_PIN PIN=caselight VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=0 {% else %} SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=1 {% endif %} {% if runout_watchdog == 0 %} SAVE_GCODE_STATE NAME=runout_state {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unsaved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_MATERIAL VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_MATERIAL VARIABLE=unload_detected VALUE=1 RESTORE_GCODE_STATE NAME=runout_state {% endif %} {% for i in range(4) %} #8 SET_PIN PIN=biii VALUE=1 G4 P300 SET_PIN PIN=biii VALUE=0 G4 P200 {% endfor %} SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 Par : [gcode_macro RUNOUT_FILA] variable_runout_watchdog: 0 gcode: SET_GCODE_VARIABLE MACRO=PAUSE VARIABLE=pause_detected VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_flag VALUE=1 {% if printer["output_pin caselight"].value == 0 %} SET_PIN PIN=caselight VALUE=1 SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=0 {% else %} SET_GCODE_VARIABLE MACRO=INSERT_BII VARIABLE=insert_light VALUE=1 {% endif %} {% if runout_watchdog == 0 %} SAVE_GCODE_STATE NAME=runout_state {% set current_temp = printer.extruder.temperature %} SET_GCODE_VARIABLE MACRO=RESUME VARIABLE=resume_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=saved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unsaved_temperature VALUE={current_temp} SET_GCODE_VARIABLE MACRO=LOAD_FILAMENT VARIABLE=load_detected VALUE=1 SET_GCODE_VARIABLE MACRO=UNLOAD_FILAMENT VARIABLE=unload_detected VALUE=1 RESTORE_GCODE_STATE NAME=runout_state {% endif %} {% for i in range(4) %} #8 SET_PIN PIN=biii VALUE=1 G4 P300 SET_PIN PIN=biii VALUE=0 G4 P200 {% endfor %} SET_FILAMENT_SENSOR SENSOR=fila ENABLE=1 Voilà ce fut long mais c'est fini Si vous avez des questions ou remarques sur ce tuto, merci d'ouvrir un autre sujet en spécifiant que c'est pour la version Bookworm pour SK11 point
-
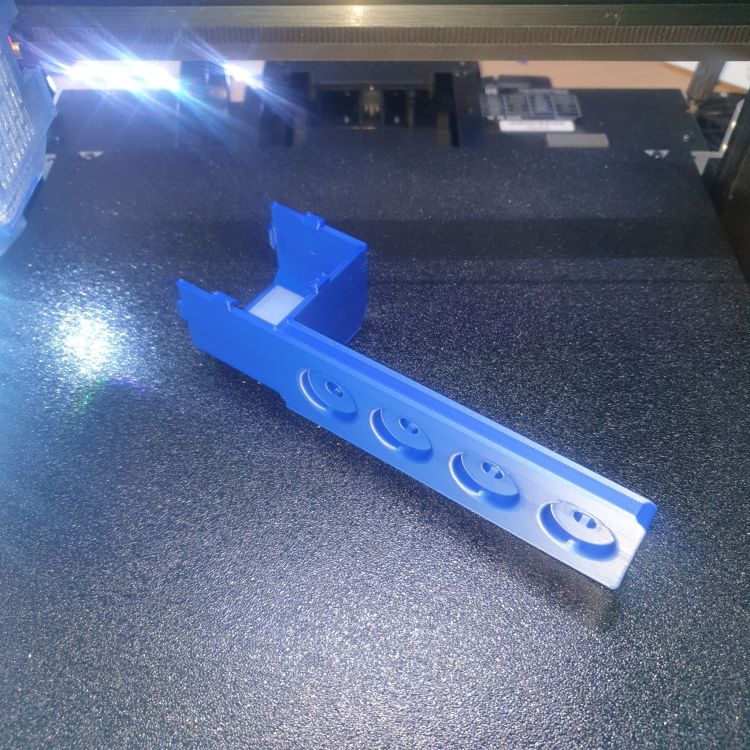
Et bien voilà c'est chose faite. Support caméra côté (D) X4 Pro_Plus.stl1 point
-
Hey, on t'a vu tout nu derrière la porte. La vache même en timelapse ça parait long ! Je connais pas les standards en SLA, c'est un temps normal pour cette taille ?1 point
-
Petit timelapse d'une impression de 7h, le guide ne devrait plus trop tarder 1 flash lumineux = 12 secondes .

 1 point
1 point -
Perso j’ai acheté l’imprimante et en kit debut aout, Prusa m’a donné un coupon -100% pour l’amélioration, juste les fdp à payer et la priorité sur les envois: Je suis étonné de la ventilation proposée sur la Mk4 de base. Je suppose que la prochaine sera MK4S sera meilleure.1 point
-
Bonjour à tous, je viens faire un petit retour d'expérience concernant la caméra NEBULA. Reçu lundi, la première chose qui m'a frappé c'est le filetage du trou de fixation de la caméra, impossibilité de visser à fond le trepied de support fourni. J'ai démonté la plaque avec le trou fileté, pour passer un coup de taraud. Et là surprise, la plaque (métallique) fait la moitié du poids de la caméra. J'ai conçu la même pièce et la vis de fixation imprimé en PETG, pour réduire le poids exercer sur le support Il y a aussi le support, largement inspiré de celui-ci : https://www.printables.com/fr/model/840052-creality-nebula-camera-mount-for-artillery-x4-pro Côté droite de l'imprimante. J'ai dû le re-modéliser, car il y avait trop de jeu dans la fixation. (A mon avis) Ce qui donne une vue plutôt sympa. Il y a 4 trous de fixation pour pouvoir régler à son goût. La qualité de l'image est très bonne, au niveau mode nocturne, pour moi, avec les leds de la barre du Z ça ne suffit pas pour avoir les couleurs, par contre dès que la led néopixel est au blanc (température de chauffe atteinte), la caméra passe en couleur. Elle est petite, très dirigeable ce qui évite les retournement d'image, etc. Et très légère. (maintenant ) Voilà pour les points positifs. Encore ce qui concerne les points négatifs. La latence.. Je me rends compte qu'elle est souvent très en retard sur l'impression en cours. Et pour l'instant je n'ai pas trouvé, comment pouvoir accéder à certains paramètres, résolution, etc. Cela reste une webcam, mais à 24€ sur aliexpress, ça reste une bonne affaire. Je vous met à dispo les fichiers, si vous souhaitez opté pour le côté droite de l'imprimante. Camera NEBULA.zip Et puis les investigations continuent.





 1 point
1 point -
une dernière pour la route ? modèle C42, la rosace
 1 point
1 point -
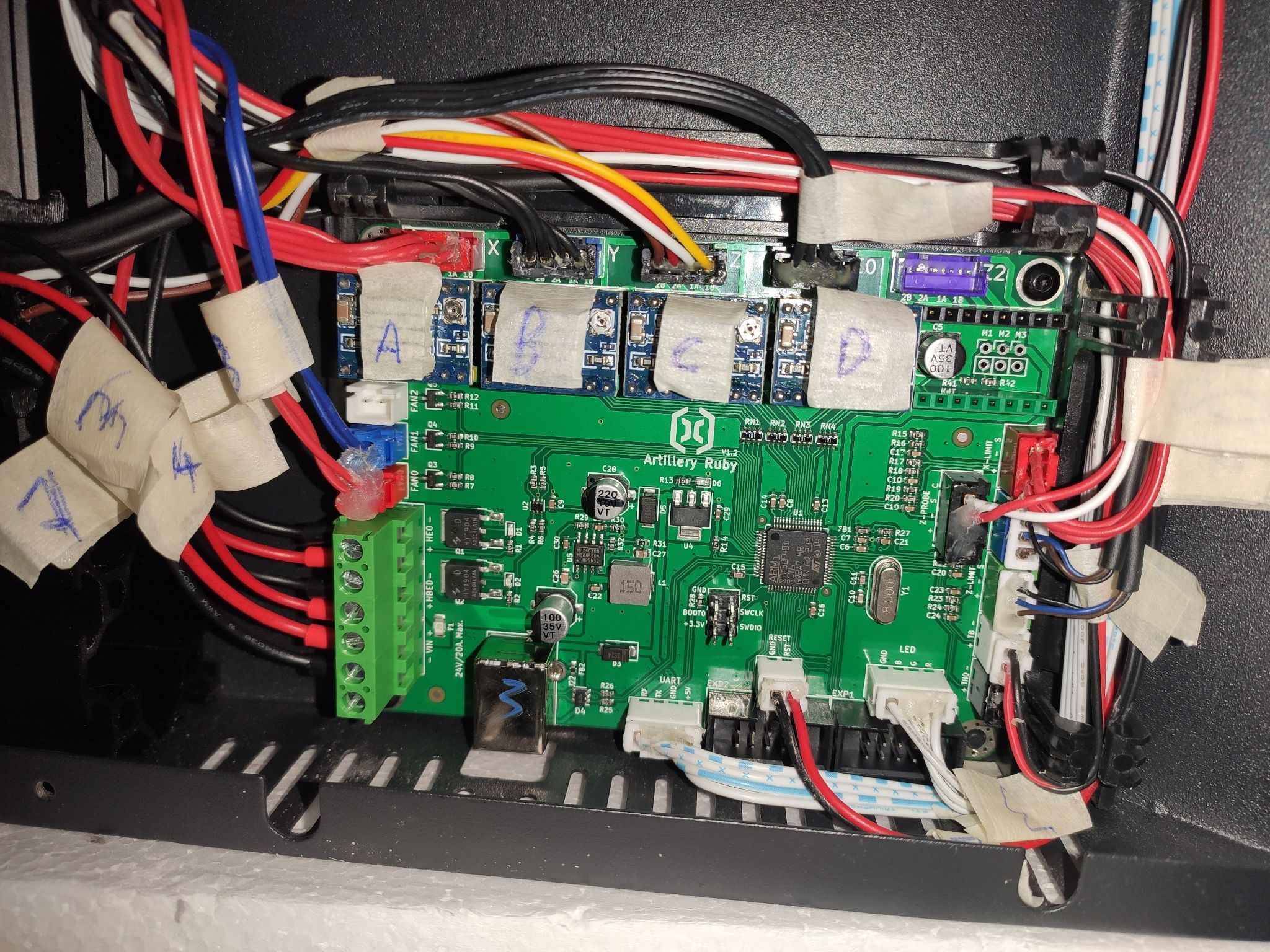
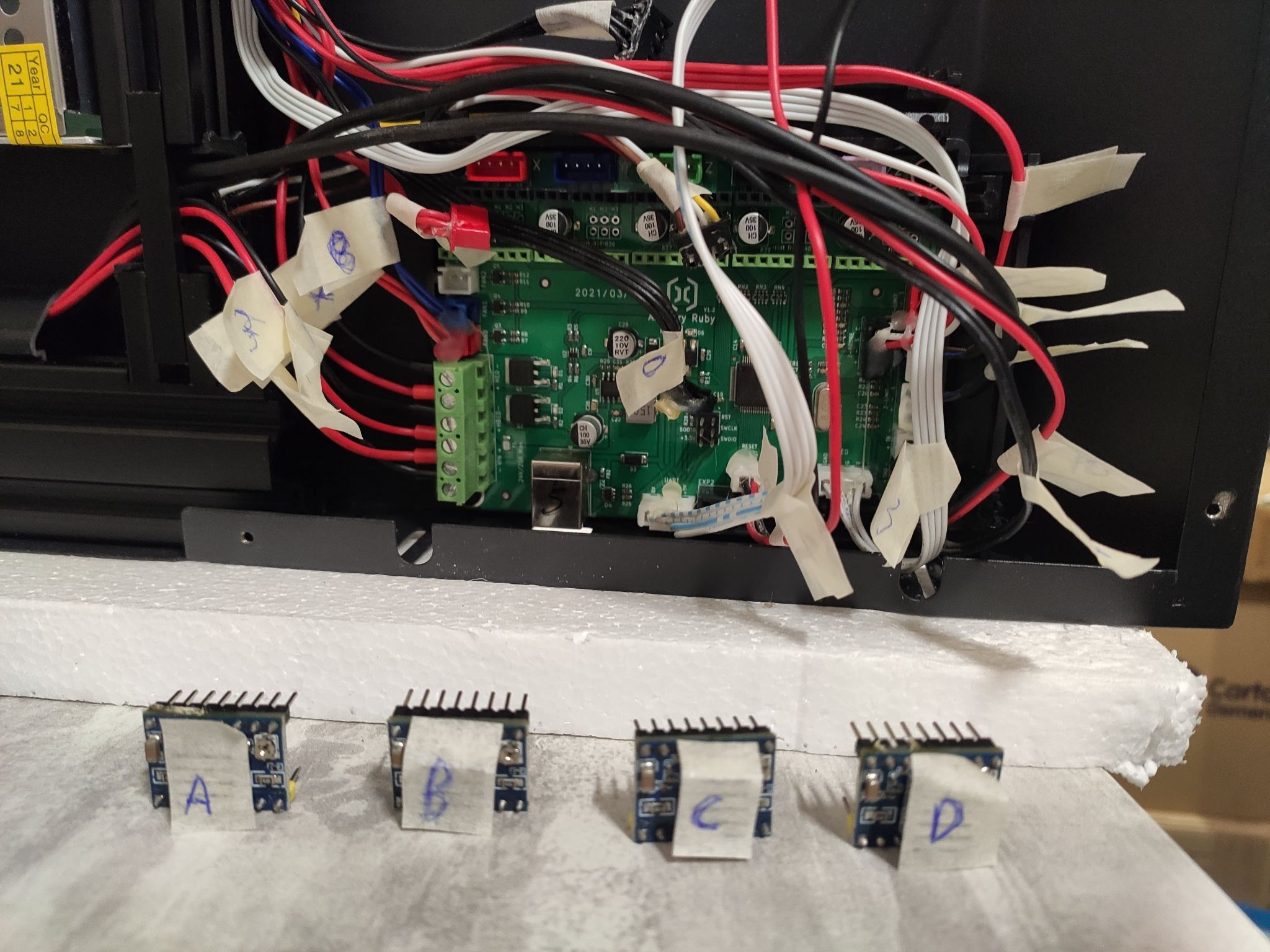
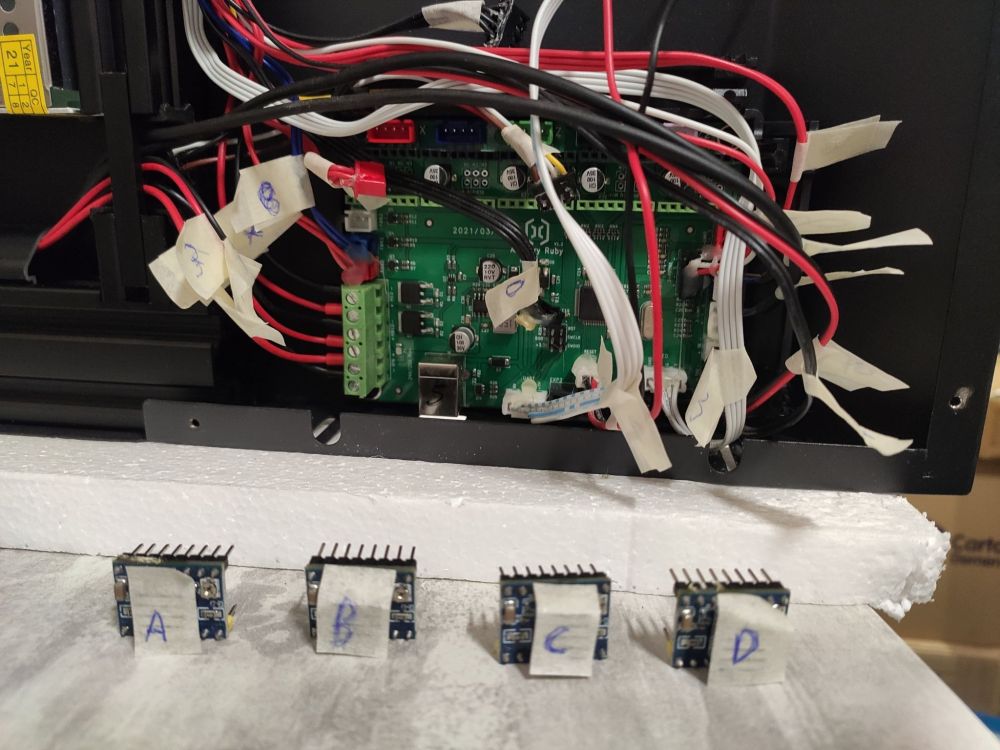
Merci et bravo messieurs, la bête fonctionne de nouveau ! J'avais aussi envoyé un message au support artillery, qui avait commencé à me demander de faire des tests sur la carte de l'extrudeur. Complètement hors sujet donc. J'ai reçu ma carte mère hier. J'ai labellisé les différents câbles de la CM ainsi que les petits modules qui s'attachent sur la carte mère. Puis j'ai retiré chaque câble (en utilisant un pistolet à chaleur pour assouplir la colle chaude). J'ai pas vu de différence entre l'ancienne (à gauche) et la nouvelle CM (à droite), rien ne semblait grillé. Après avoir tout revissé et rebranché (punaise que la vis proche des dominos est super mal placée !), on teste ! Tout semble ok : mouvements, ventilateurs, chauffe de la buse et du plateau. Plus qu'à l'ouvrir une dernière fois pour retirer les scotchs avec les labels. Puis refaire les réglages du Z et compagnie, et c'est reparti ! Chose amusante, j'ai l'impression qu'elle fait un peu plus de bruit qu'avant. J'avais une X2 v1, est-ce que ça peut avoir un lien ? Merci pour vos conseils @PPAC et @MrMagounet, et j'ai adopté la prise connectée, au cas où je voudrais de nouveau m'absenter après avoir lancé une impression ^^ Let's print again !

 1 point
1 point -
j'ai installé Orca 2.2 qui en effet a les profils pour nos imprimantes mais j'ai perdu au passage tous mes filaments sur les deux versions 2.2 et 2.1,quelqu'un aurait il une idée ou retrouver ça ? J'ai trouvé,en fait,les filaments sont liés aux machines créées,comme avec la nouvelle version un profil X4 y est,si on l'utilise,les filaments ne viennent pas avec,comment les attribuer à ce profil ?1 point
-
Quelques uns ont essayé => Contrairement à nos ordinateurs «classiques», il n'est pas conseillé de faire des montées de version du système, même si parfois ça fonctionne (un temps). Avec les SBC (Small Board Computer), ordinateurs monocartes, il est préférable de repartir sur une base propre en installant une version plus récente du système d'exploitation (Armbian la plupart du temps). La majorité des cartes contrôleurs de bon nombre d'imprimantes récentes sont bâties sur des dérivées de cartes Makerbase (SKRPI) comme pour les Neptune4, Qiditech, Twotrees. Non, le service se déactive une fois l'agrandissement de la partition fait.
 1 point
1 point -
Bonjour Alain, merci de ta réponse j'avais donc mal compris la 1ere formulation. Effectivement avec ces 2 entretoise supprimées cela fonction bien mieux, dommage que cela ne soit écrit nul part sur la notice. A voir si dans le temps si les réglages ne se dérèglent pas... Affaire a suivre, et 1000 merci... PS: je vais réfléchir à la revendre (ou pas) car j'ai acquis en parallèle une Bambu Lab A1 qui débite à une vitesse folle. Dommage que son plateau soit plus petit que la X3 Plus. Bonjour Mister Magoo , merci pour ton intervention bien utile, jumelée avec la réponse de Mr Alain. Cela à l'air de bien fonctionner à présent1 point
-
N'oublie pas d'imprimer les nouvelles pièces en PETG de qualité... https://www.printables.com/fr/model/61392-i3-mk3-to-mk3s-upgrade-printable-parts1 point
-
Un peu hors sujet mais bon c'est tellement génial que je le poste ici... un projet d'organisation sur mesure a couper le souffle --> Hands on Katie son travail téléchargeable ici pour celles et ceux qui ne veulent pas se taper la vidéo en entier (bien que chaudement recommandé )--> printables1 point
-
Et hop, à nouveau le bandeau aujourd'hui :
 0 points
0 points





















































.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)