Classement



Contenu populaire
Contenu avec la plus haute réputation dans 06/09/2024 dans Messages
-
Même pas tenté le diable avec une buse acier ?3 points
-
Je ne vois pas pourquoi ce serait différent. Un moteur fait toujours le même nombre de pas par tour, une poulie fait toujours le même nombre de dents et une courroie a toujours le même espacement entre les dents. Si on fait une application numérique avec un moteur de 200 pas par tour, une poulie de 16 dents, les micro-steps sur 16, et une courroie GT2-6 classique, ça donne 16dents*2mm=32mm/tour et 200pas*16microsteps=3200steps/tour soit 100steps/mm. Peu importe la longueur. Si tu mesure/calcul des steps/mm différents selon la longueur, c'est qu'un des éléments mécanique introduit une composante variable, et donc qu'il est de mauvaise qualité. Généralement ce sont les courroies qui peuvent être élastique si elles ne sont pas armées et ne plus faire exactement 2mm entre chaque dent, ou même avoir un interval différent sur leur longueur ce qui est juste bon pour la poubelle. Cependant pour avoir une bonne résolution de mesure, il vaut mieux plutôt mesurer une grande longueur. 20mm c'est trop peu pour être précis au dixième, surtout si c'est avec un pied à coulisse bas de gamme. En plus d'autres phénomènes rentrent en compte sur de petits objets qui faussent les mesures.2 points
-
Perso les perfs de ma X1C me vont largement mais même si c'est pas si compliqué (et si long que le laisse entendre SliceEngineering) de changer de buse et tout ce qui va avec le monobloc Bambu, je trouve cool la proposition de la Mako de ne pouvoir changer QUE la buse (et rapidement) Bon c'est clairement pas donné (100$ la version à monter avec l'électronique d'une hotend Bambu et 125$ la version plug & play) mais pour ceux qui impriment beaucoup ou qui n'ont tout simplement pas de limite de budget pourquoi pas. SliceEnginerring devrait proposer quelques profils plus rapides, à voir si ça augmente juste la vitesse volumétrique La buse propose également un nouveau standard baptisé FIN qui permettrait une meilleure protection de la "chaussette" en silicone. A ce niveau il m'est déjà arrivé de retrouver un peu de plastique à l'intérieur du manchon sur ma X1C mais rien de grave pour autant. Bondtech, Diamondback et MicroSwiss pour ne citer qu'eux vont aussi l'adopter. Bref, je trouve ça sexy, certainement overkill mais j'ai quand même demandé à tester Et c'est toujours bien de voir Bambu travailler avec d'autres marques/fabricants. Je vous mets une autre vidéo moins "promo" que celle ci-dessus : Et surtout la page produit pour plus d'informations : https://www.sliceengineering.com/products/mako-for-bambu-lab

 2 points
2 points -
J'ai acheté une dizaine de bobines de ce filament et franchement pour le prix il s'imprime très bien à 210/220° même à 300 mm/s2 points
-
J'utilise des chiffonnettes spécial salle blanche, pas de peluches, garanti ! D'expérience, il faut lieux éviter de laver l'ensemble (imprimante comprise) dans l'évier... Oui, je sors et suis déjà très loin !2 points
-
C'est du ghosting, pour l'enlever il faut régler l'input shaper dans Klipper (il me semble que la K1 est sous klipper ou assimilé) Compensation de la résonance - Documentation Klipper (klipper3d.org) Autre solution : ralentir la vitesse d'impression (mais c'est moins drôle)2 points
-
Ah ok. Je ne savais pas qu'on pouvait faire cela. Je te remercie et oui, je vais tenter le coup1 point
-
tu n'es pas motivé c'est tout avec un peu de magie ça se fait sans problème1 point
-
Bonsoir, juste avec des photos ...ça va être chaud...1 point
-
@urzhi je vais me permettre de compléter ton propos si certes il faut un jeu fonctionnel mais si les profils d'impression sont optimisés et tiennent donc bien compte des particularités de chaque matériaux, tu as ton STL et quelque soit le filament sélectionné il sortira à la côte pour permettre vissage et dévissage même si l'écrou est dans une matière et la vis dans une autre1 point
-
oui, mais ce ne marchera pas, du moin sans mettre en coup de taraud dedans après. Pour faire simple, l'impression fait que le jeu est trop serré (se rétracte en refroidissant, etc) il faut impérativement en tenir compte en ajoutant un jeu à la conception. Par exemple, sous Fusion 360 la fonction "pousser/tirer" et parfaite pour celà. Perso je mets un jeu de 0.1 mais ca peut dépendre aussi du diametre du filetage de sa longueur, et du filamant si tu ne modélise (pas encore), il existe des modèles à imprimer un peu partout, exemple : https://www.printables.com/fr/model/805419-ultimate-bolts-and-nuts-collection1 point
-
Bonjour, quel logiciel utilises-tu pour concevoir ton écrou ? Freecad ? Fusion 360 ? Car c'est dans la génération du STL qu'il faut agir... Dans Freecad on peut utiliser la bibliothèque fastener pour cela, pour les autres logiciels, je ne sais pas.1 point
-
J'ai testé avec pas mal de PLA différents et aucun ne m'a permis d'éliminer totalement le problème. A chaque fois j'ai le même problème qui revient La buse je l'ai changé plusieurs fois ainsi que les roues crantées de l'extrudeur. HS: Yeah, un drômois ! Je déménage en drôme provencal à la fin de septembre. J'ai hâte...1 point
-
Les vacances sont passées par là, voici enfin la deuxième et dernière partie de notre #test de la gigantesque #imprimante3D FLSun S1 https://www.lesimprimantes3d.fr/test-flsun-s1-20240906/1 point
-
C'est effectivement une piste que j'avais creusé. J'ai un déshydrateur alimentaire et j'y ai passé les bobines qui m'occasionnaient des soucis. De mémoire c'était entre 6h et 12h à 45° (j'avais récupéré un tableau). Les soucis ont continué malgré cela . Mais merci de l'idée.1 point
-
Bonjour, Merci @fran6p pour cet avis. Étant "néophyte" dans ce domaine, je prends en compte toutes ces informations. Donc "prudence est mère de sureté", A+
 1 point
1 point -
Salutation ! Sans plus d'info, je lance les pistes suivantes. Température d'impression trop base pour cette vitesse, ou vitesse trop haute pour cette température, avec ce filament ? (tranché avec un profil de filament haute vitesse alors que l'on utilise un filament non haute vitesse) Débit insuffisant et/ou buse partiellement obstrué ?1 point
-
@Leofio quelques informations complémentaires aideraient c'est un peut brut comme quel filament par exemple1 point
-
ça sent pas le succès à ce tarif en effet...1 point
-
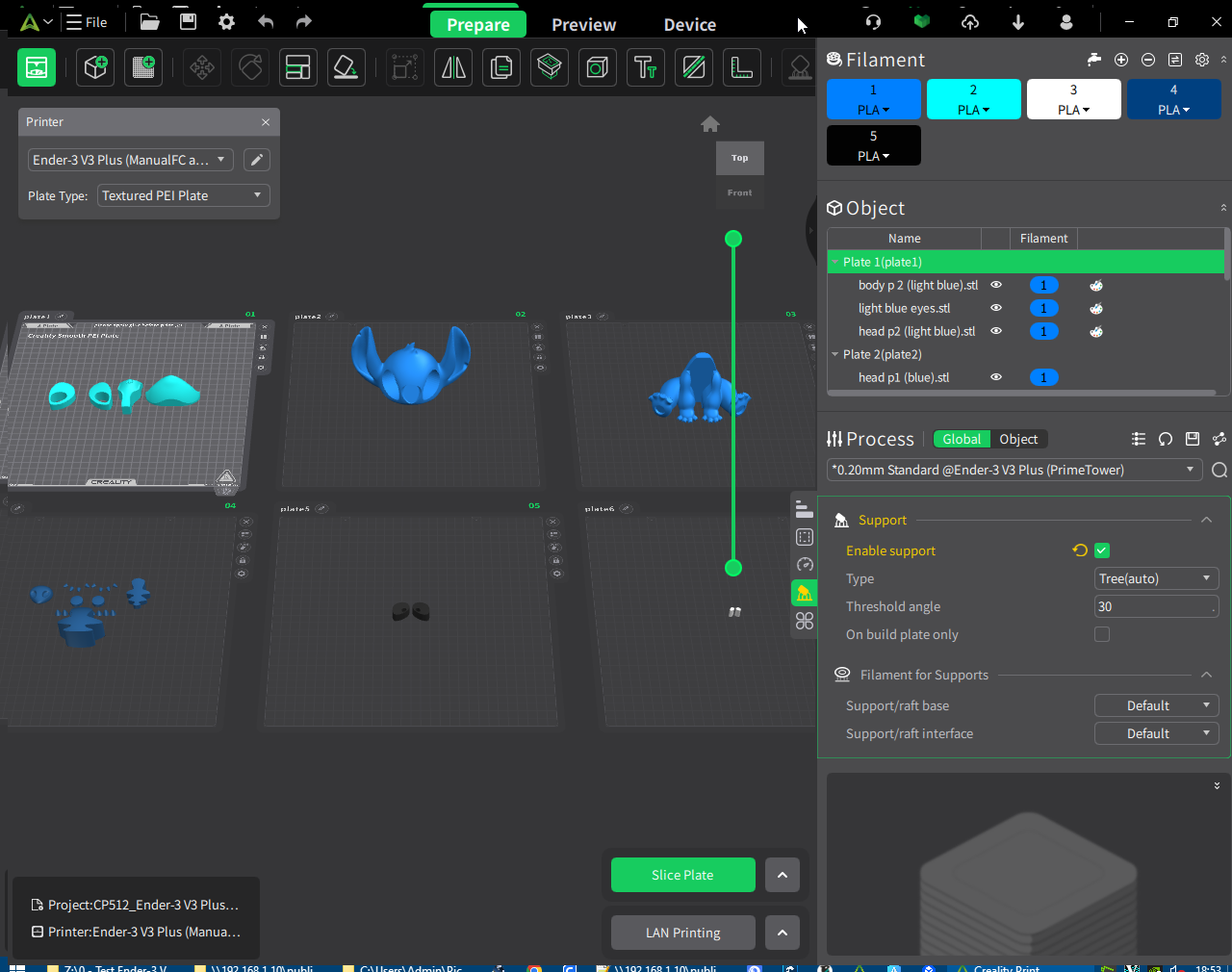
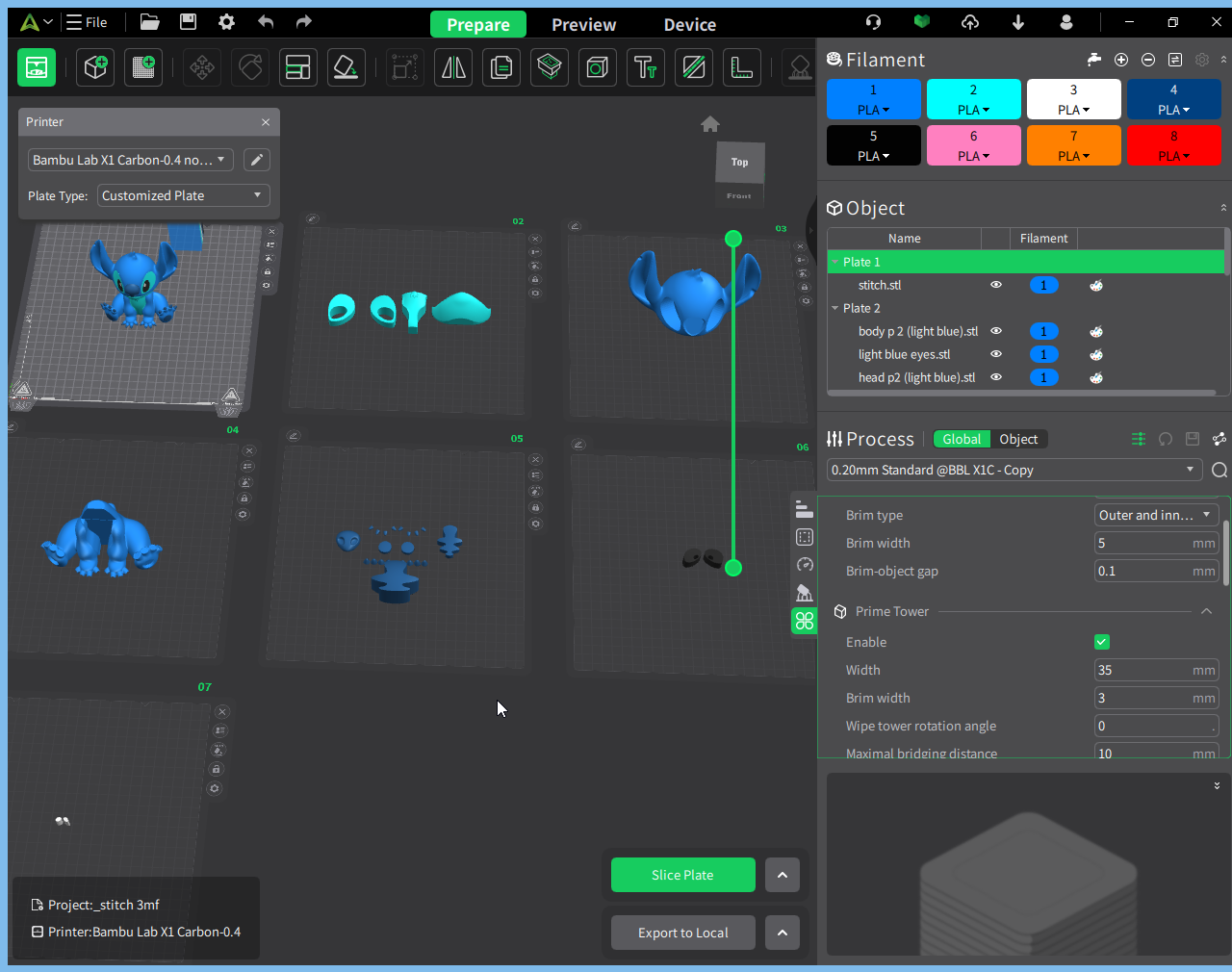
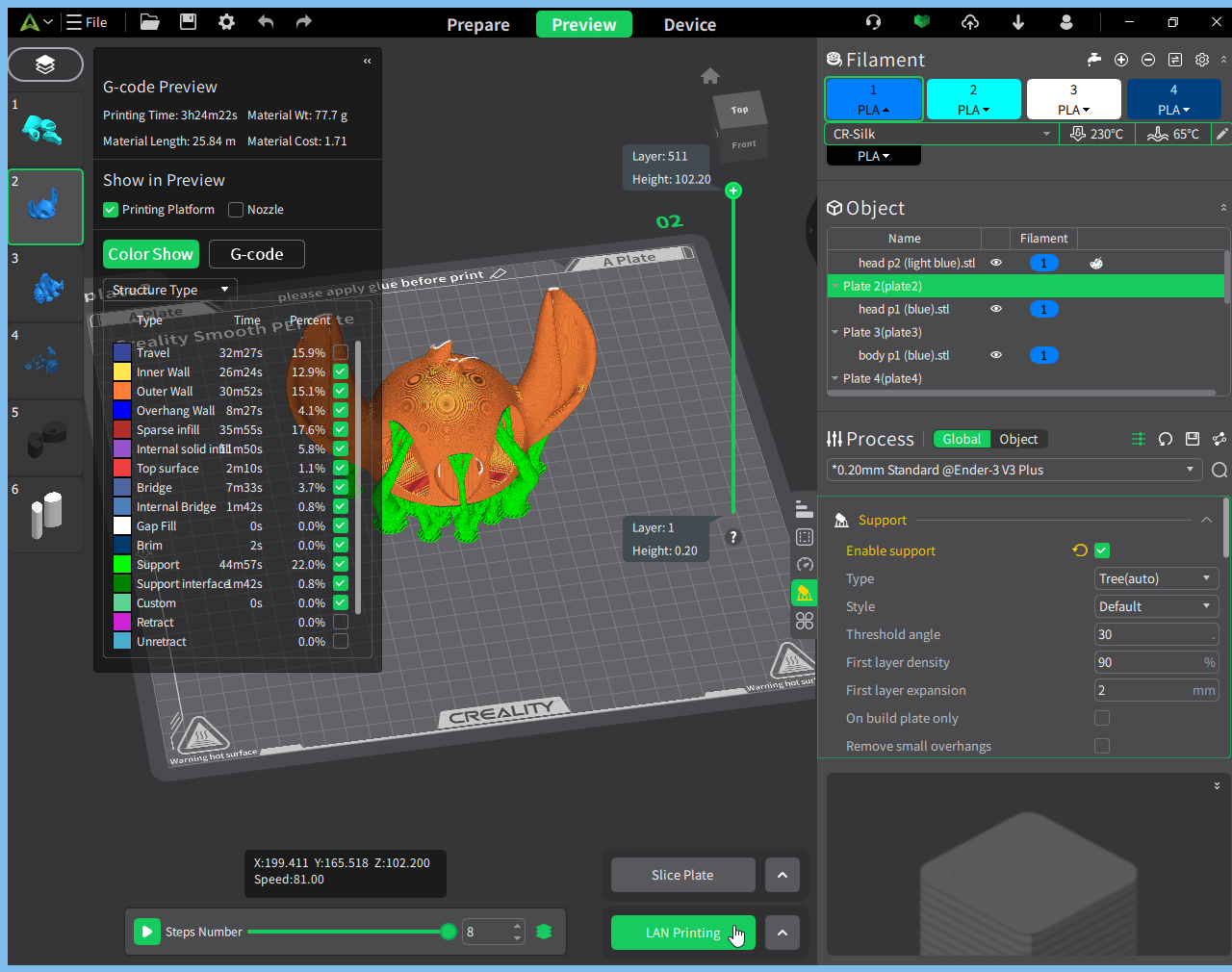
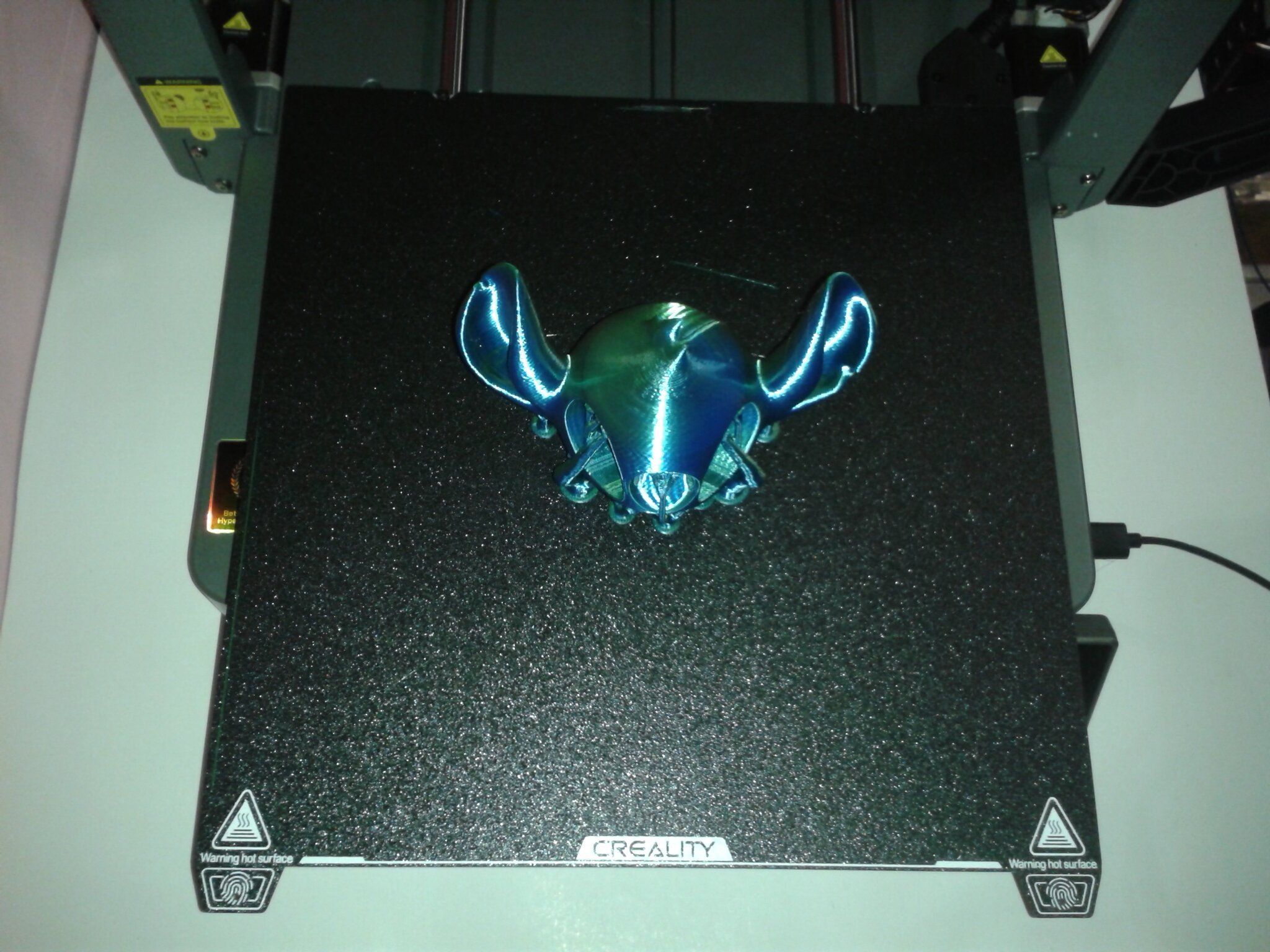
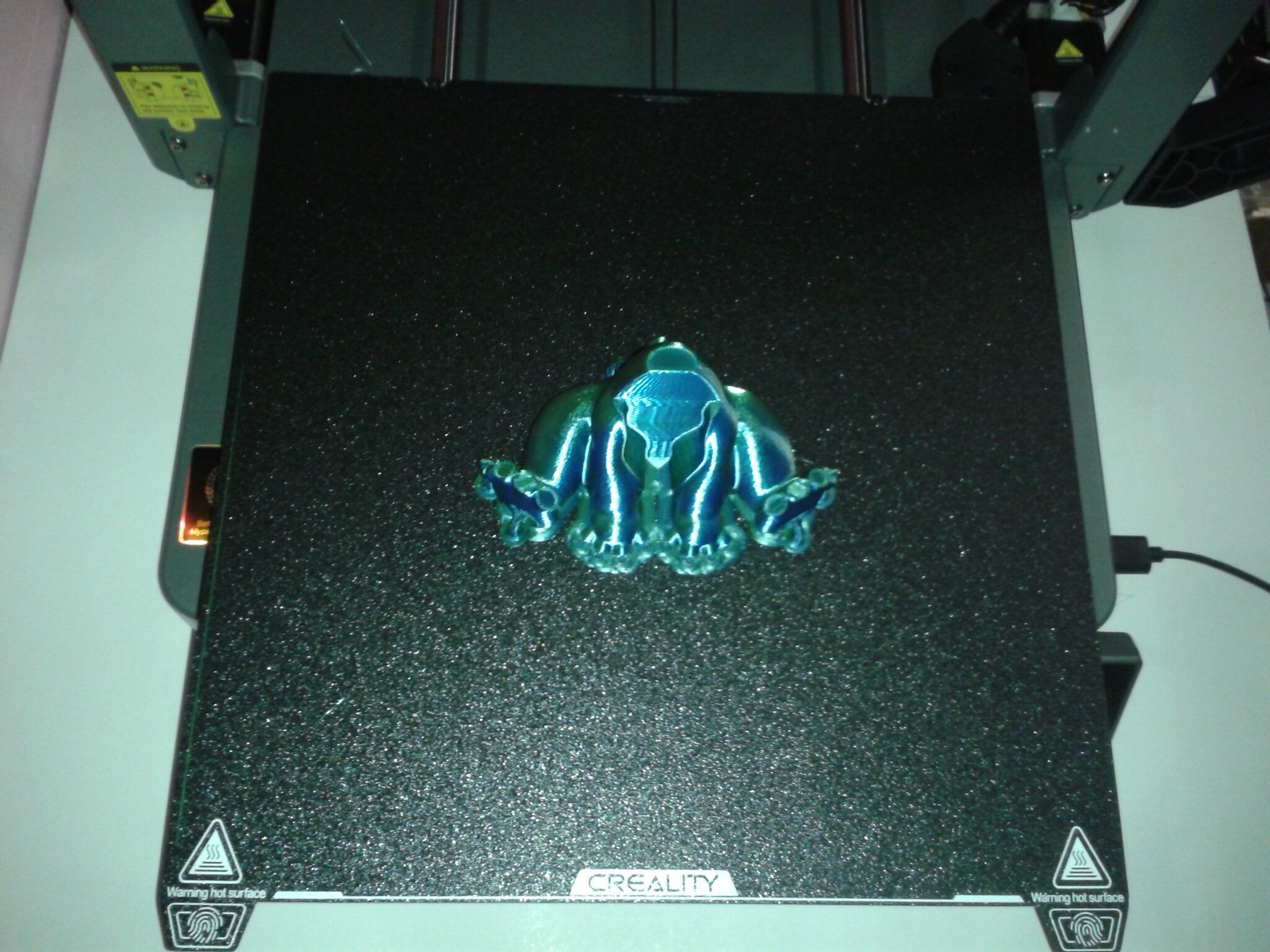
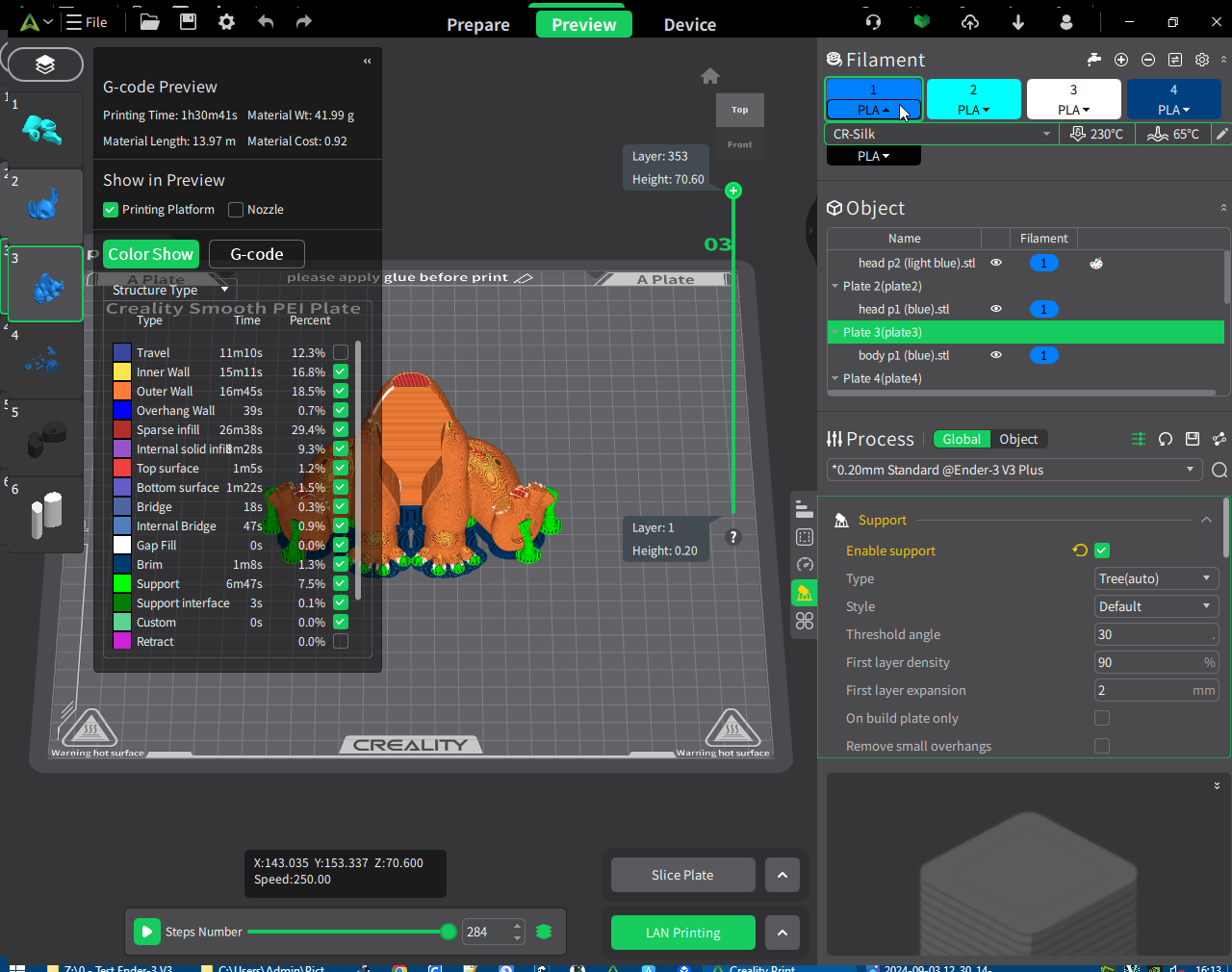
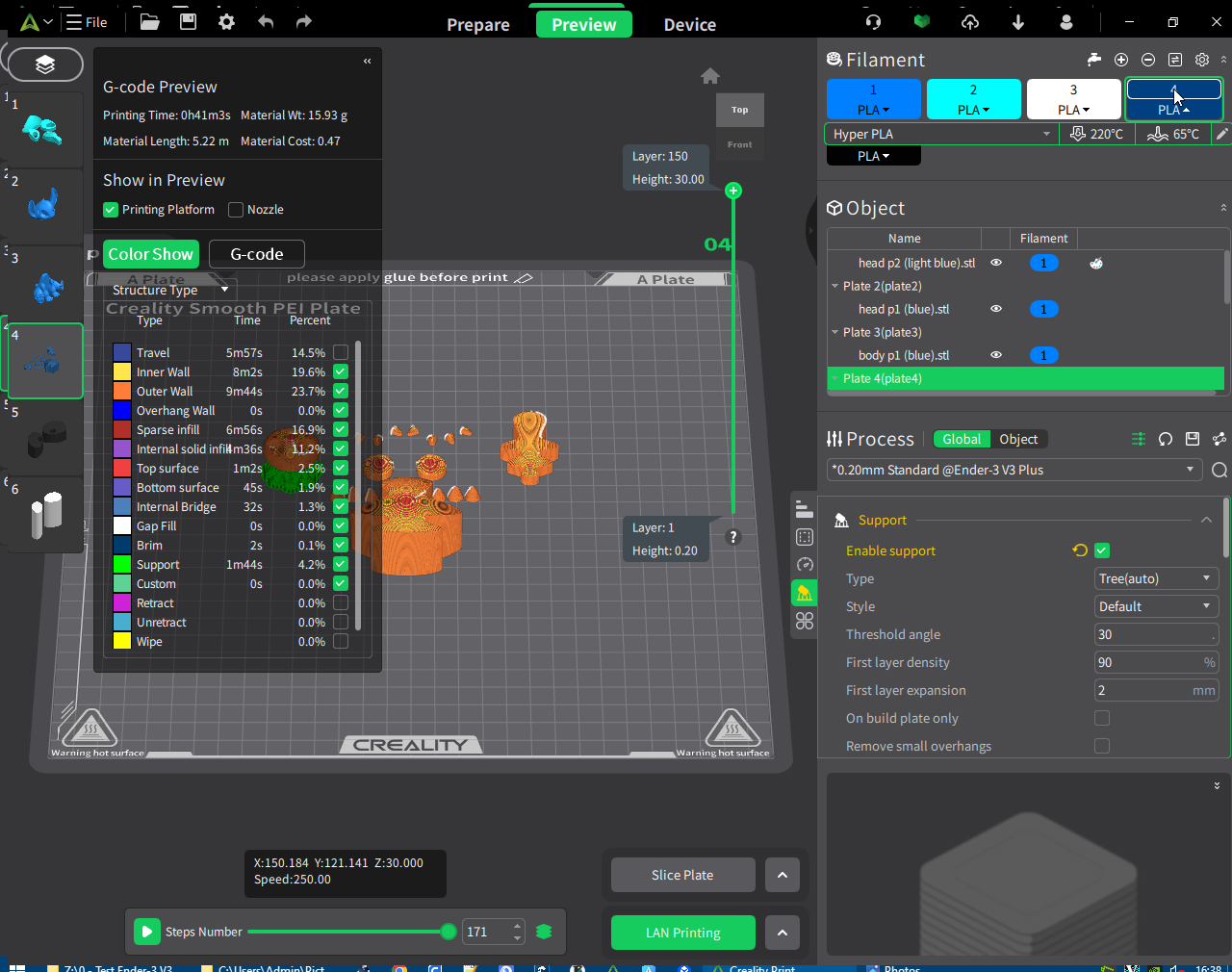
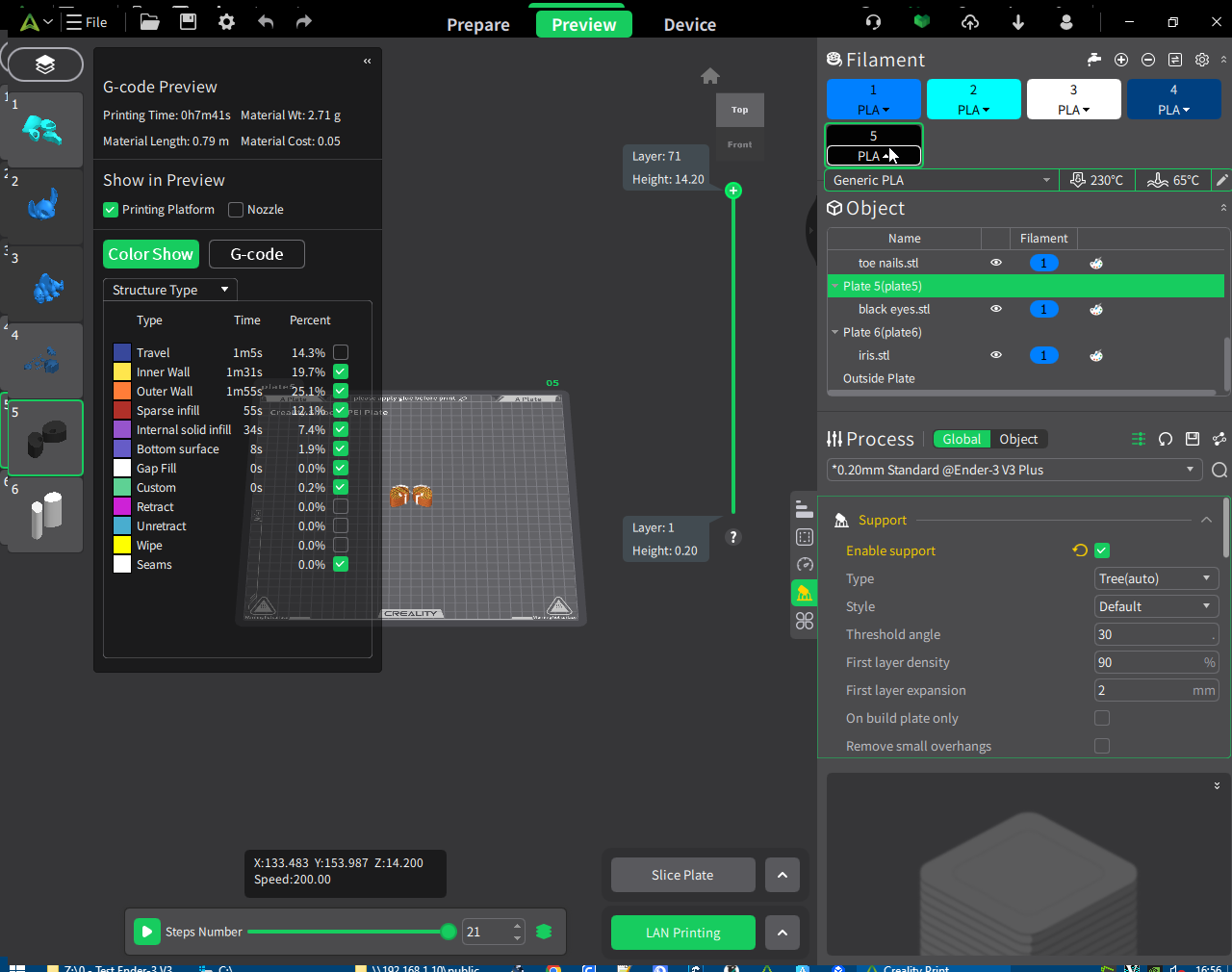
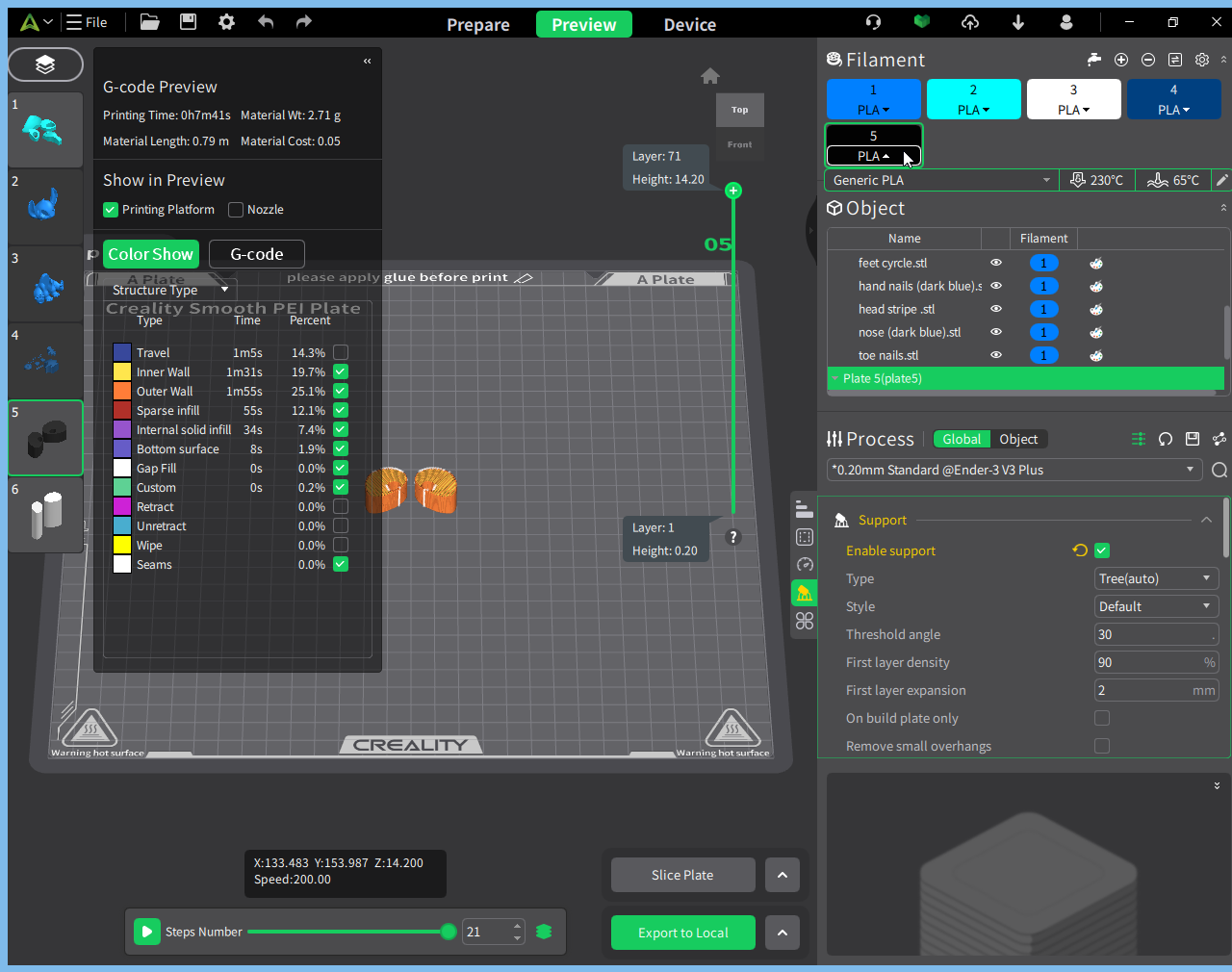
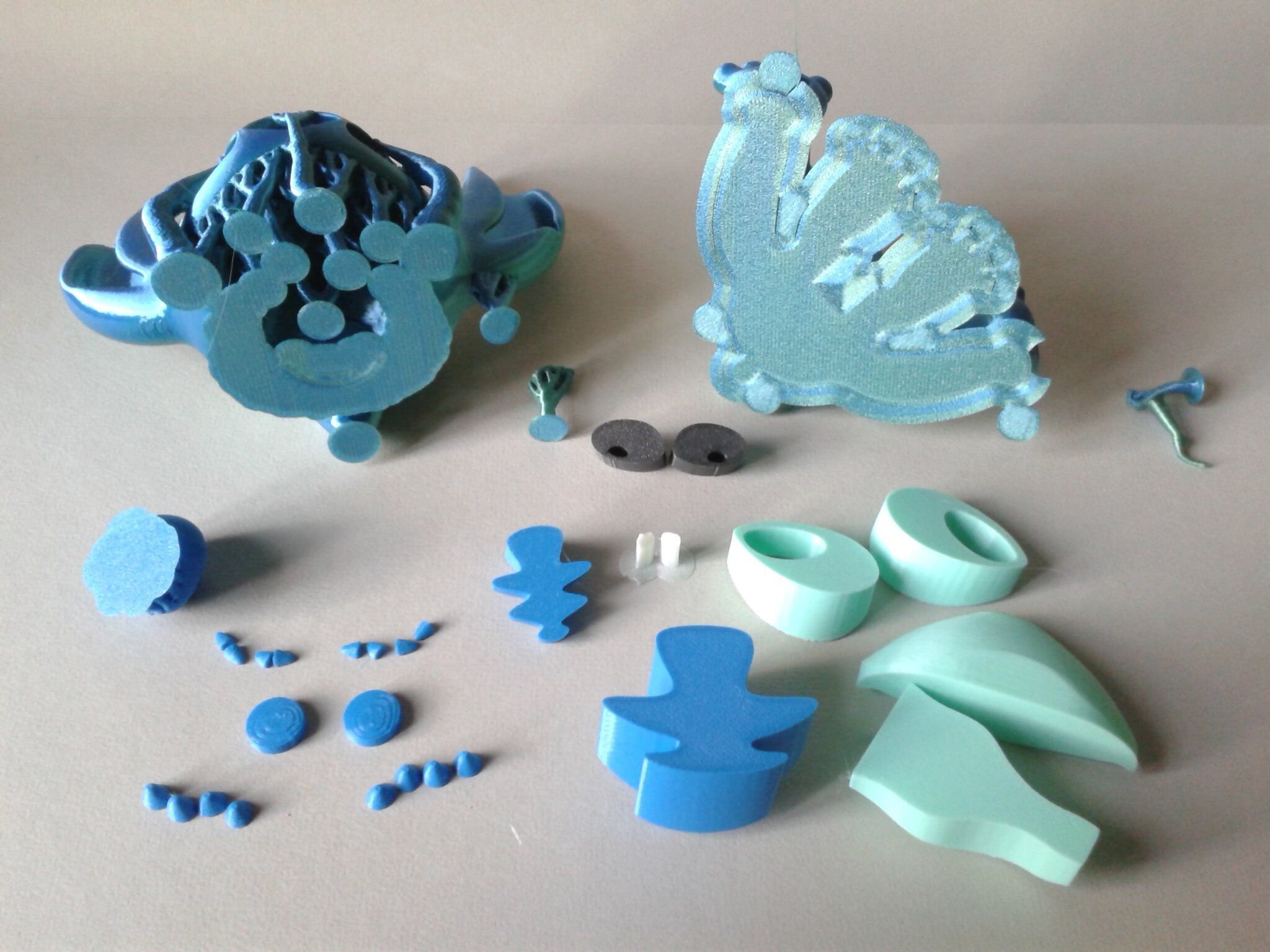
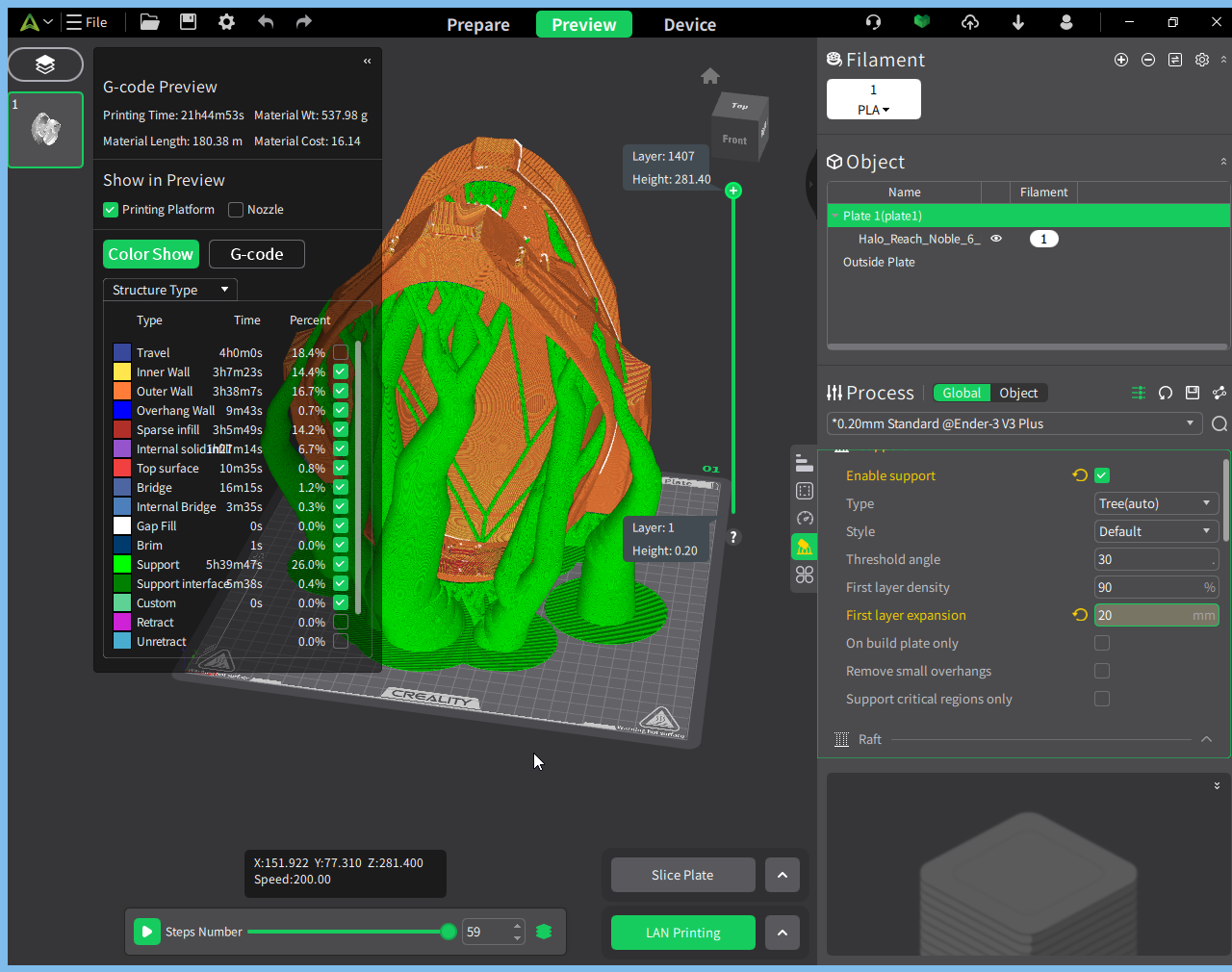
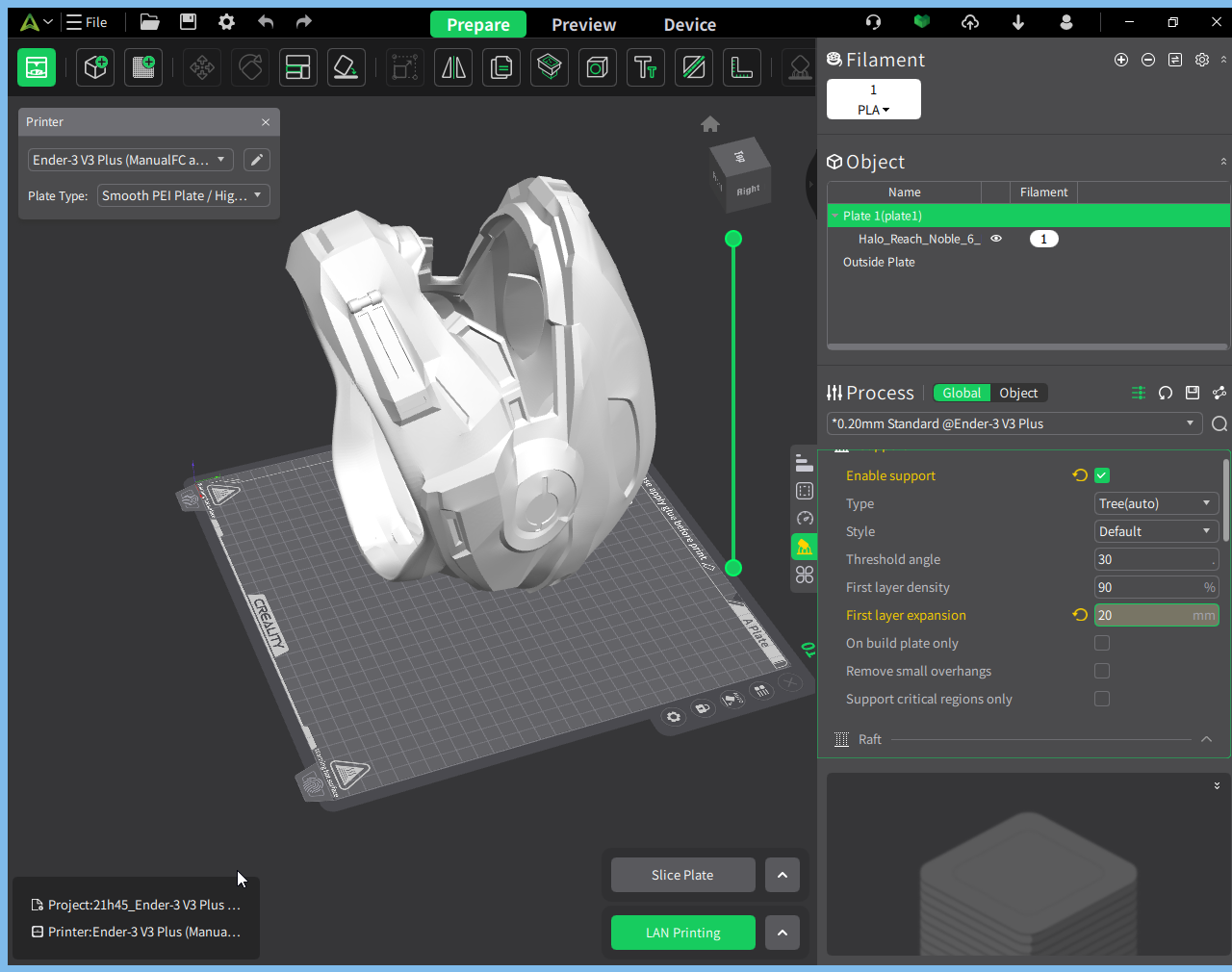
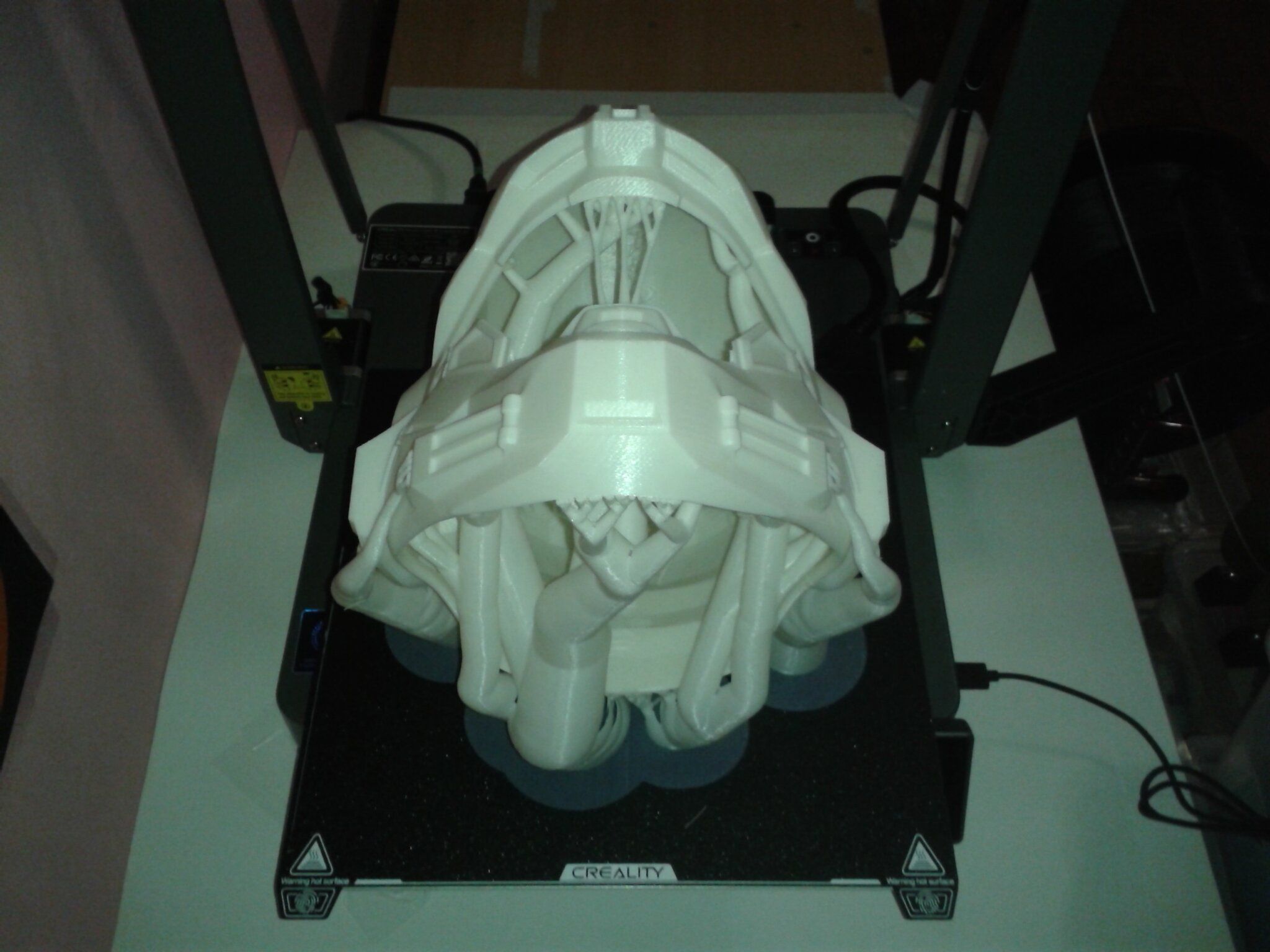
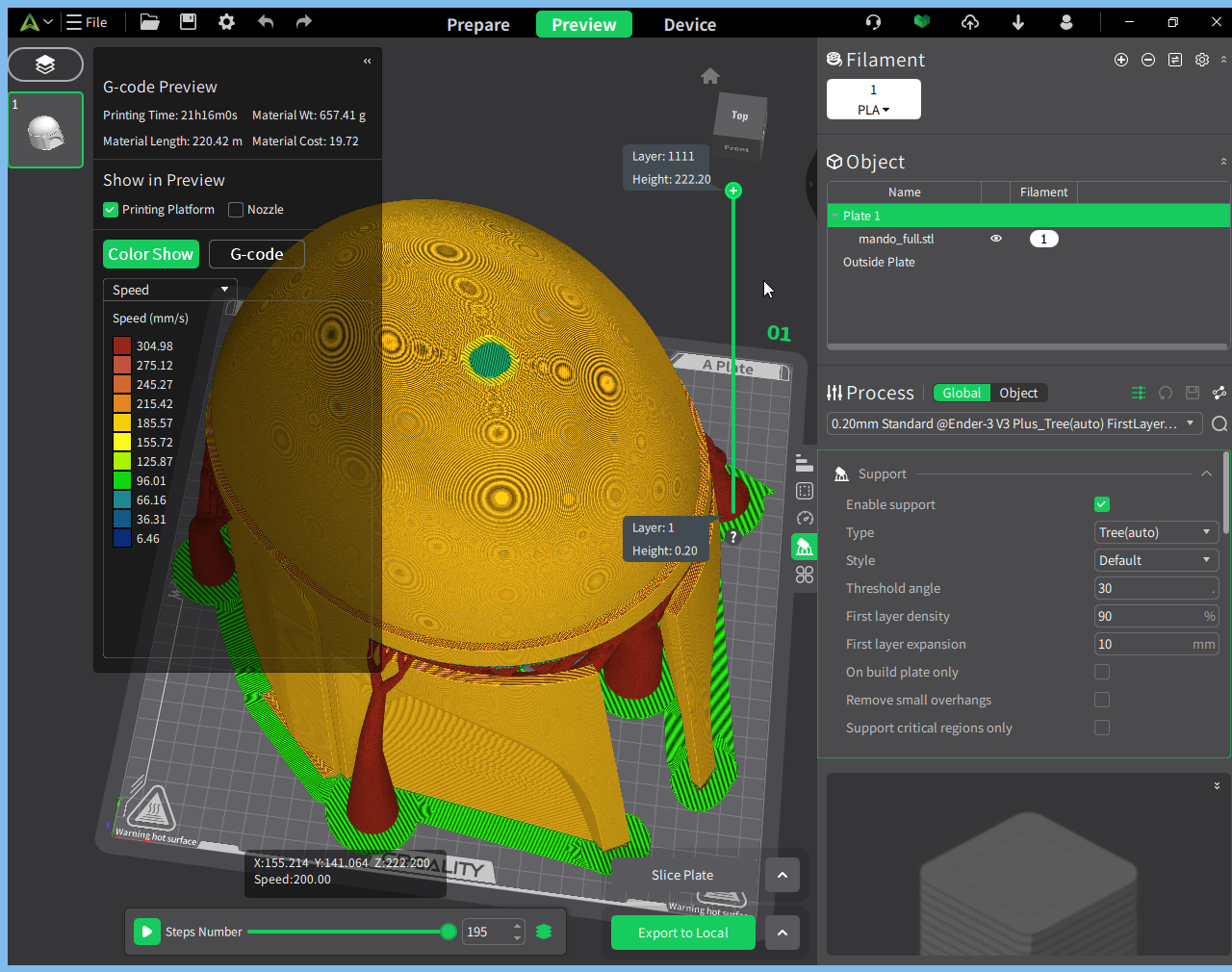
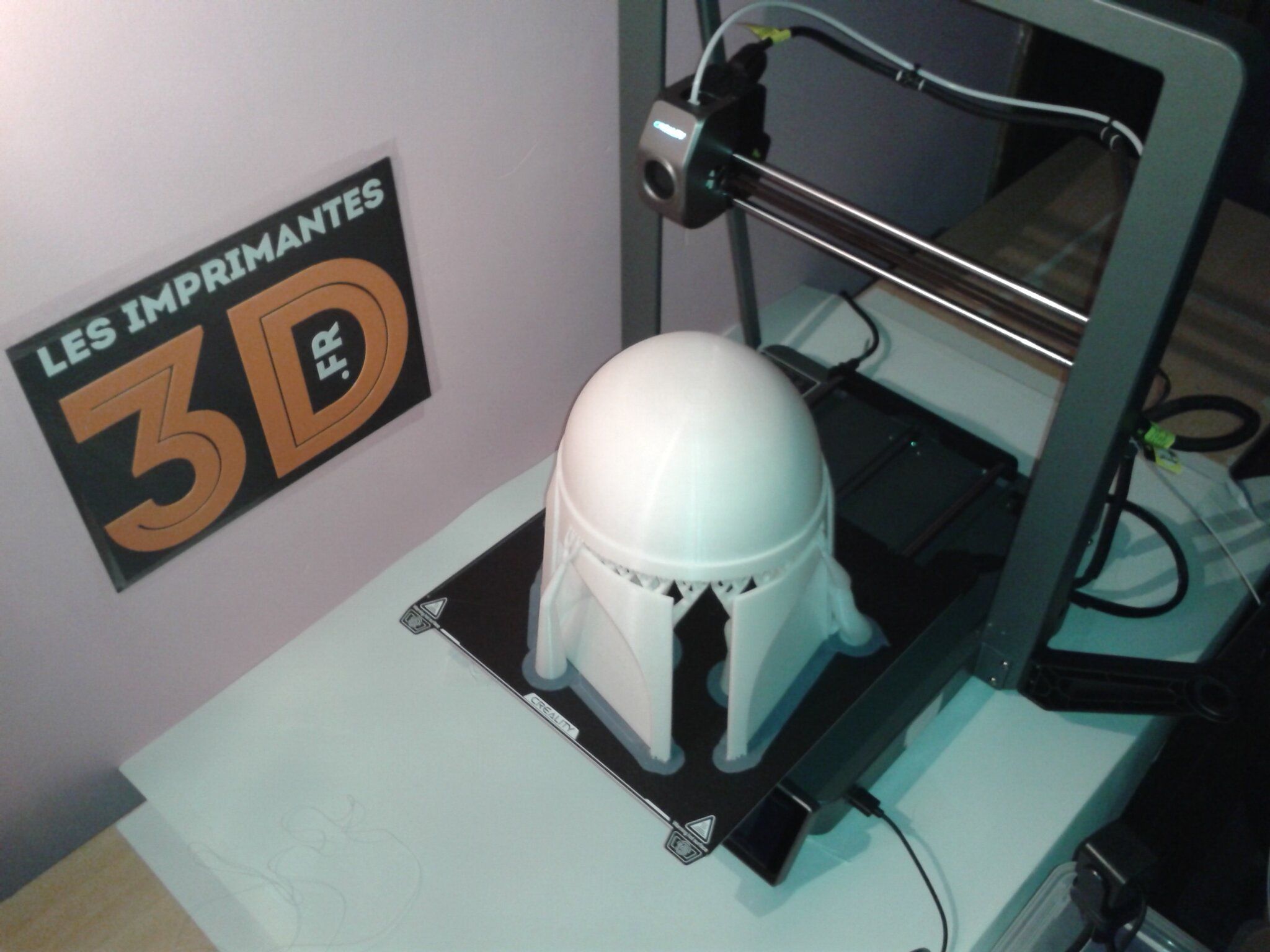
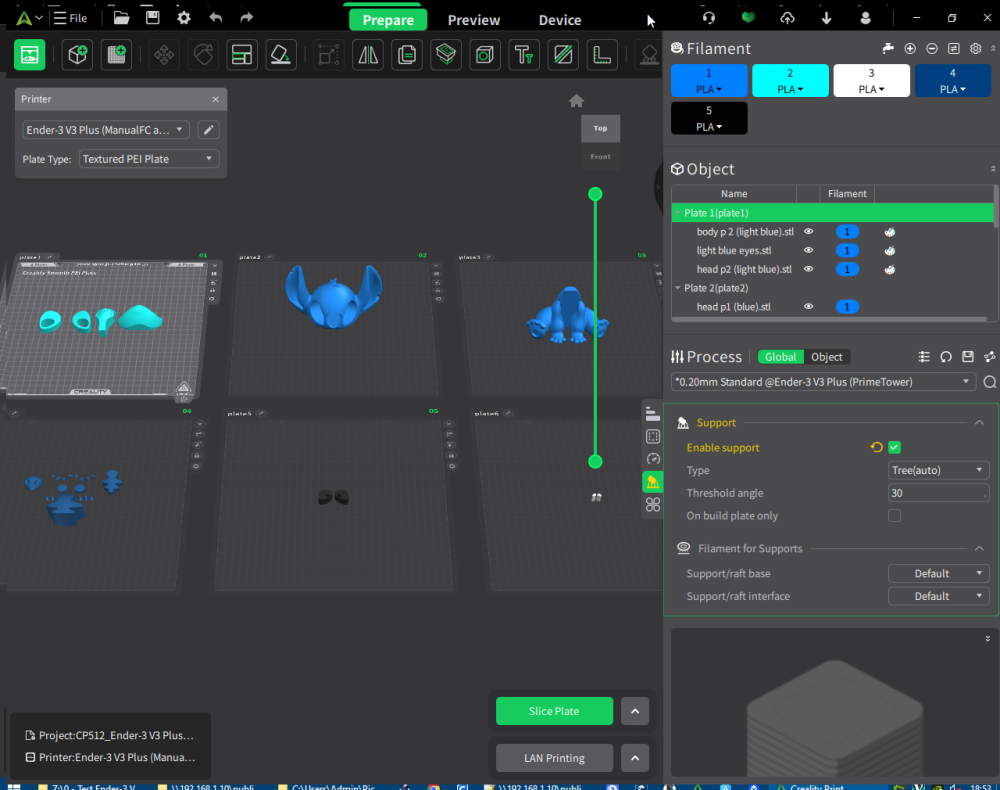
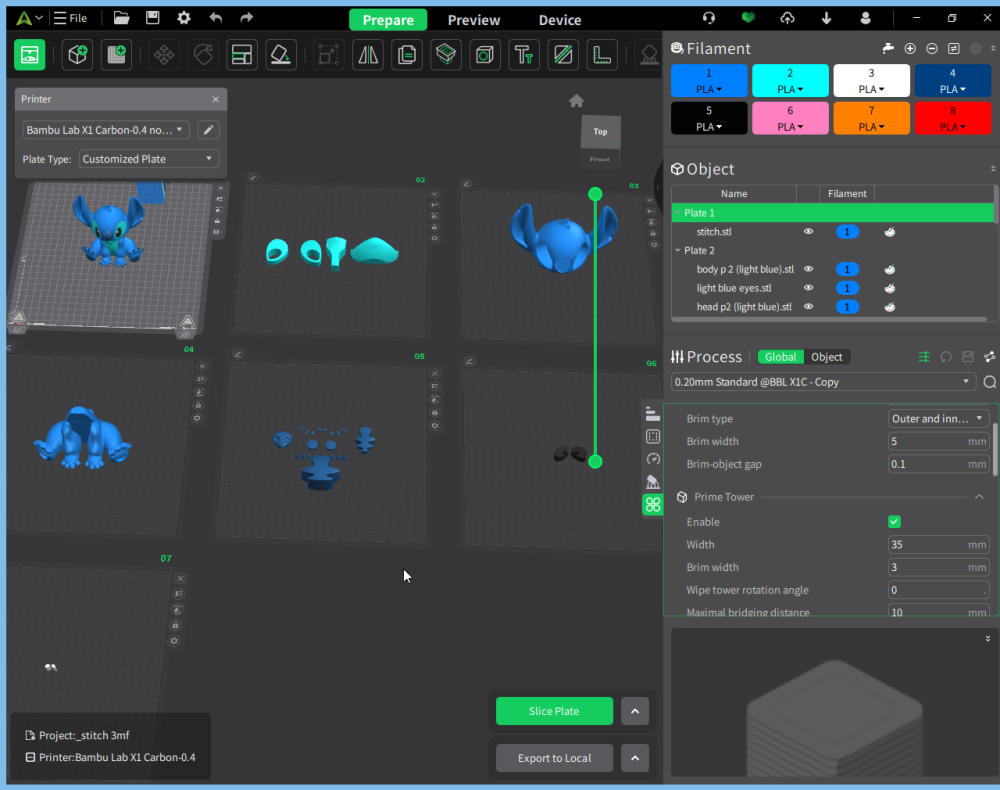
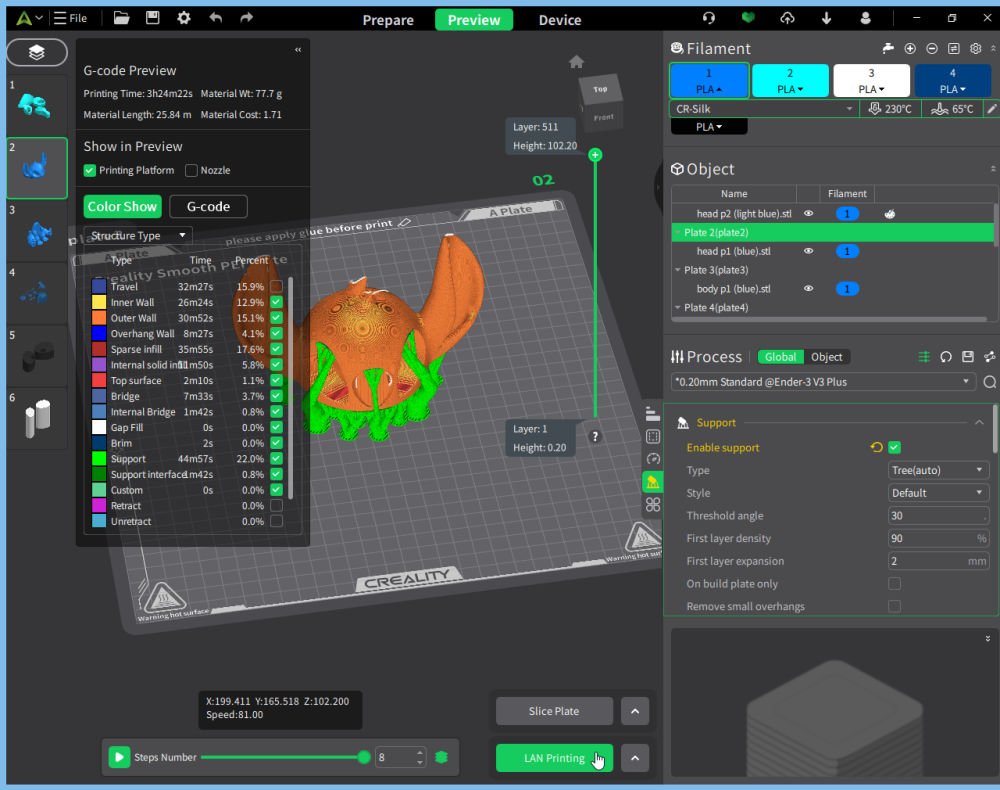
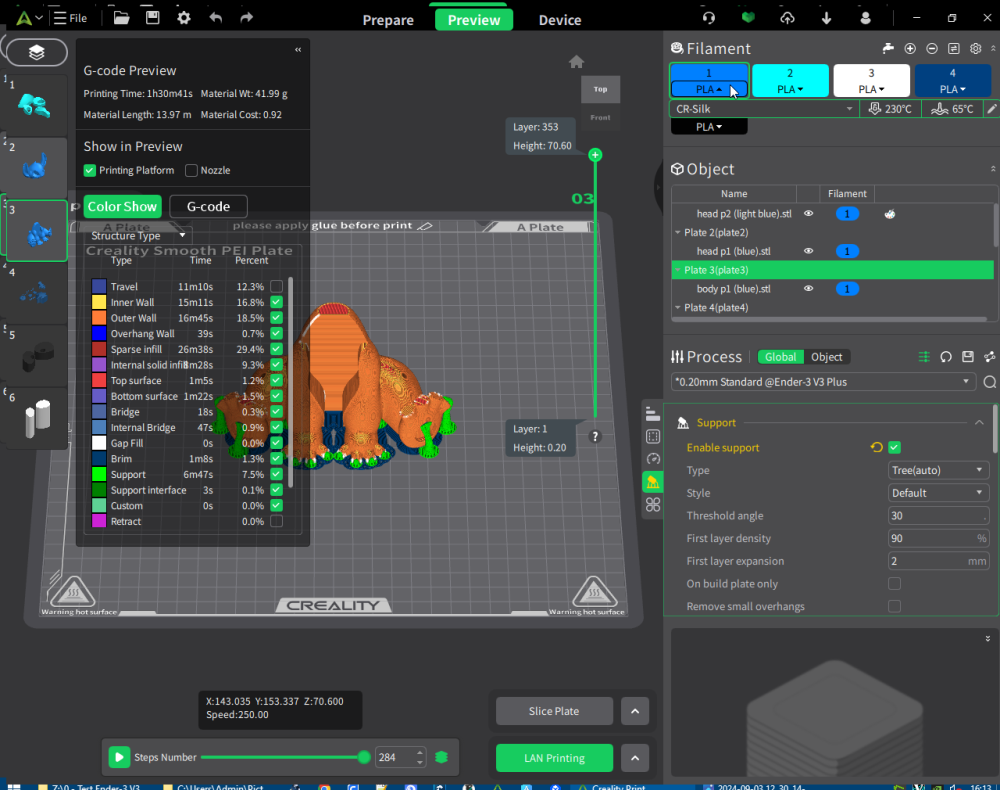
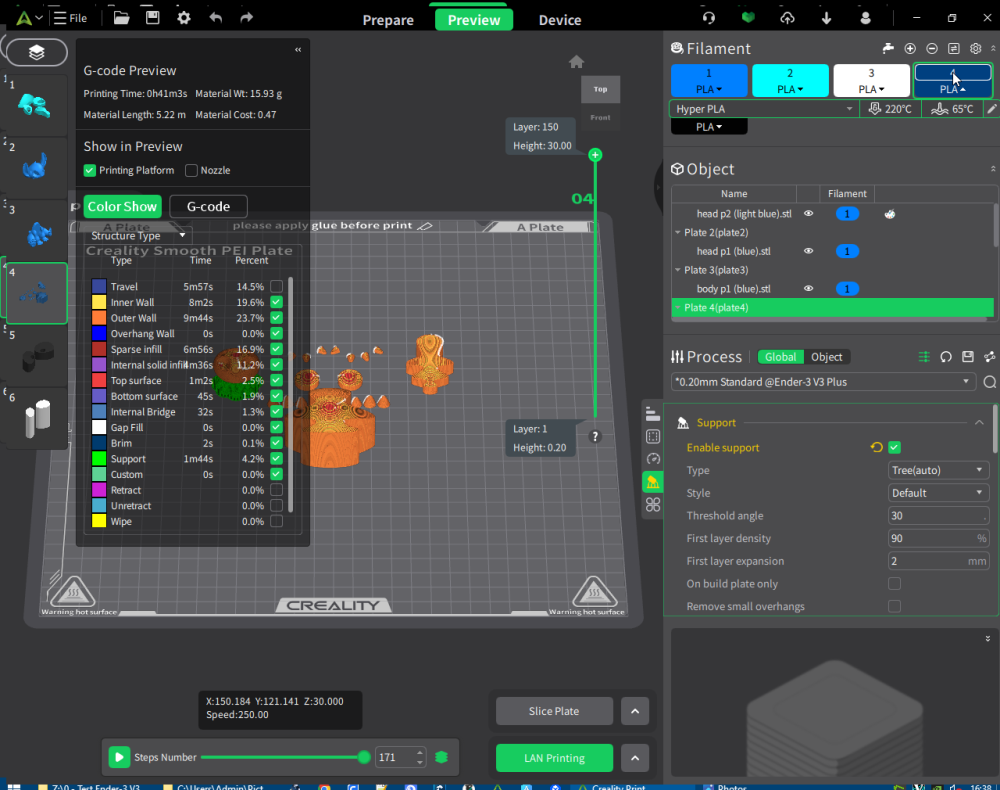
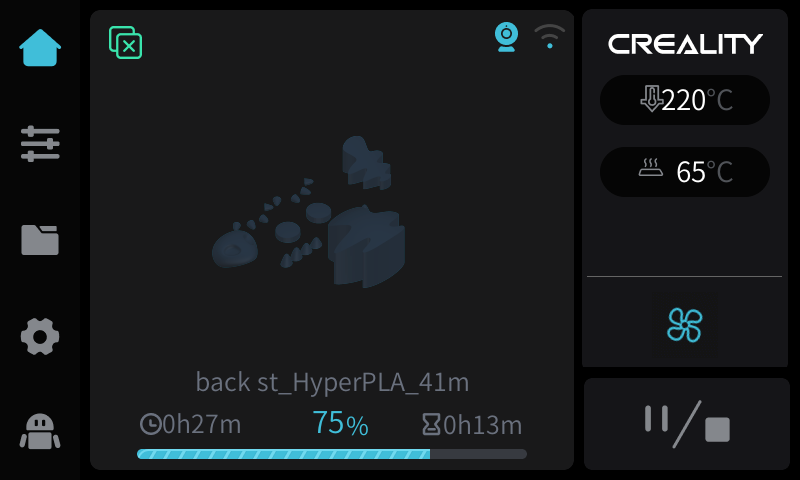
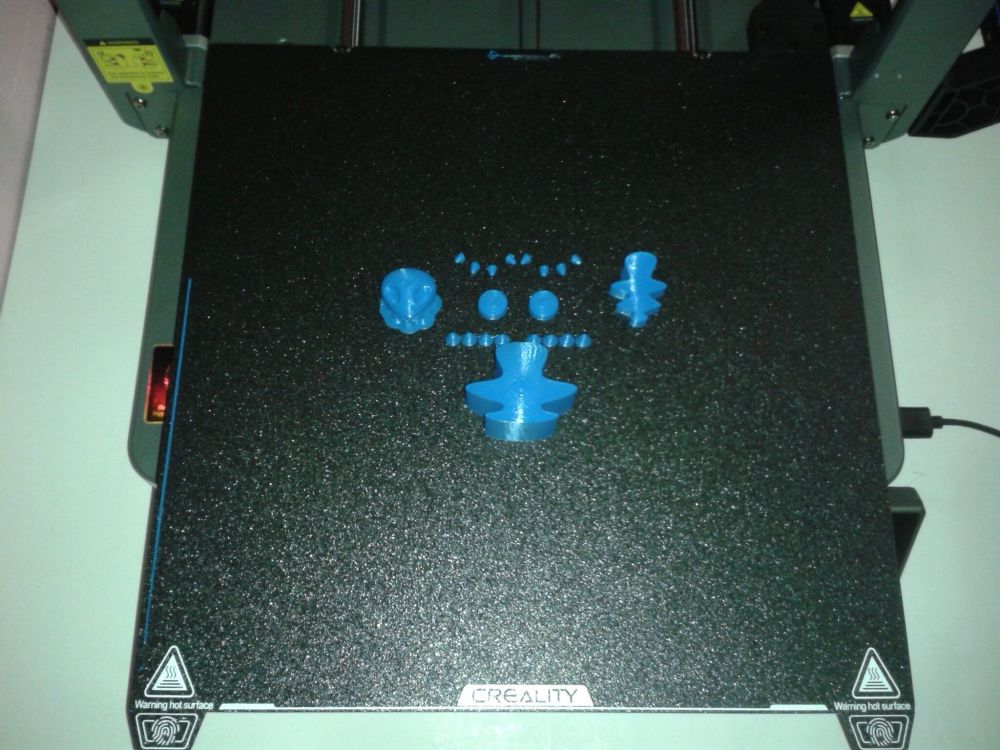
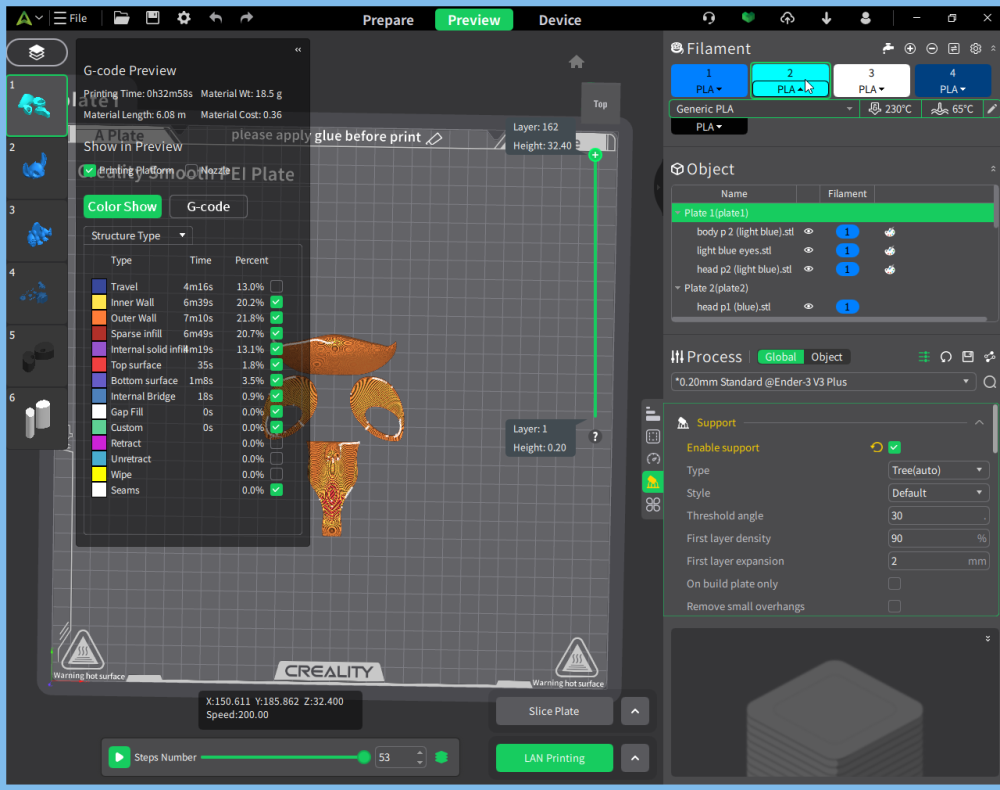
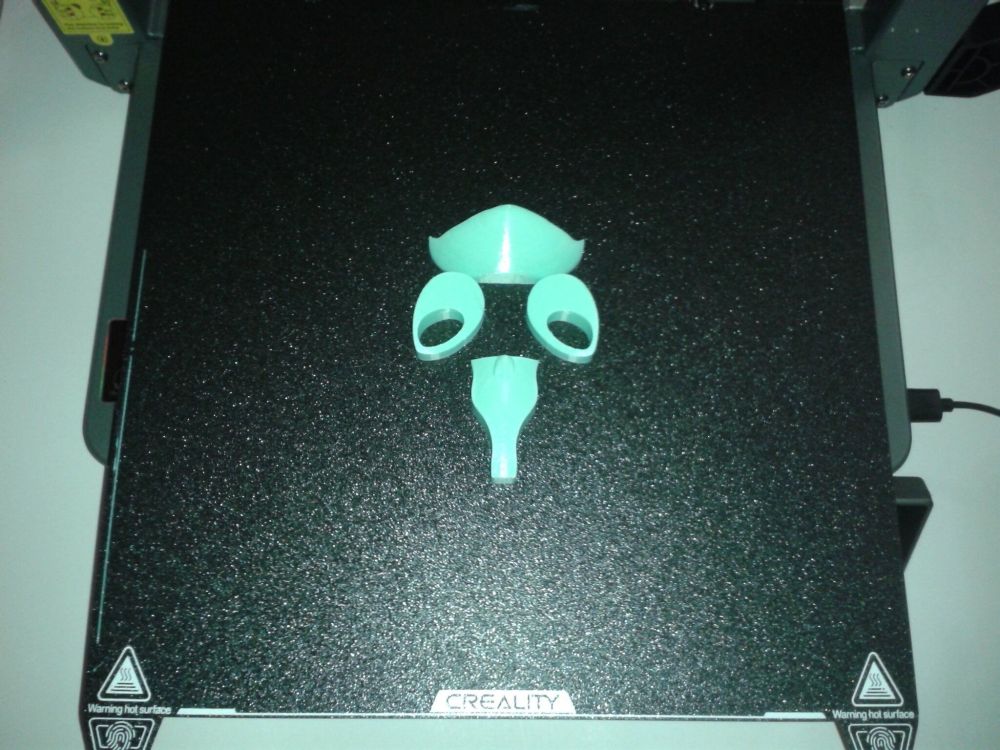
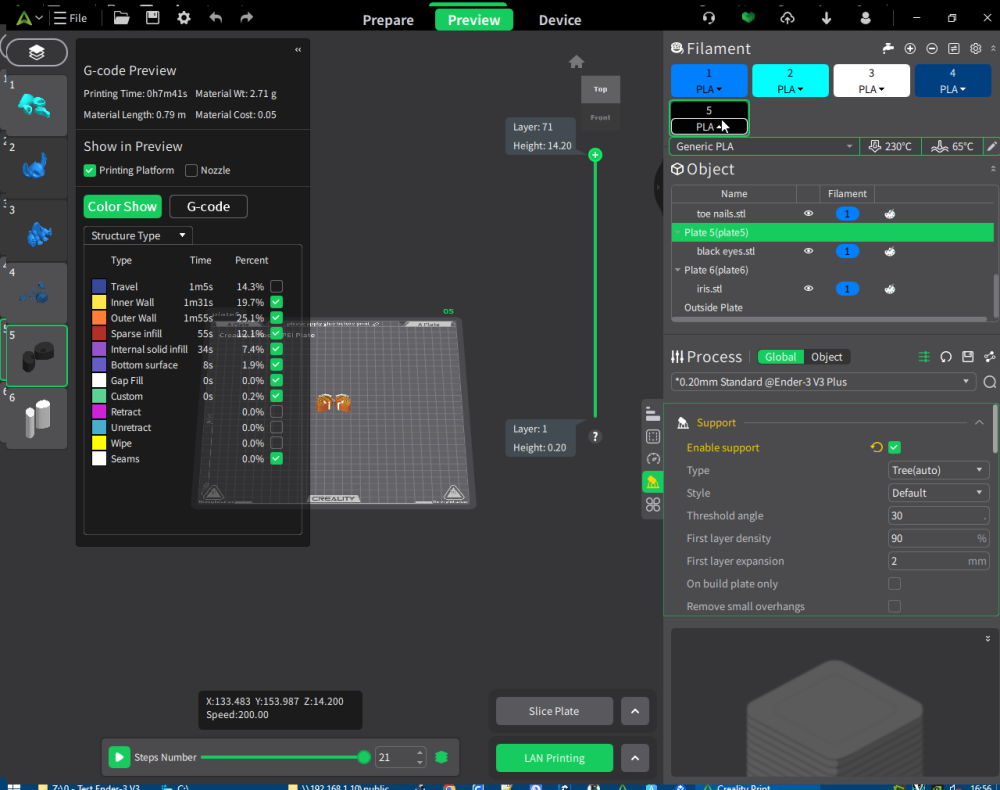
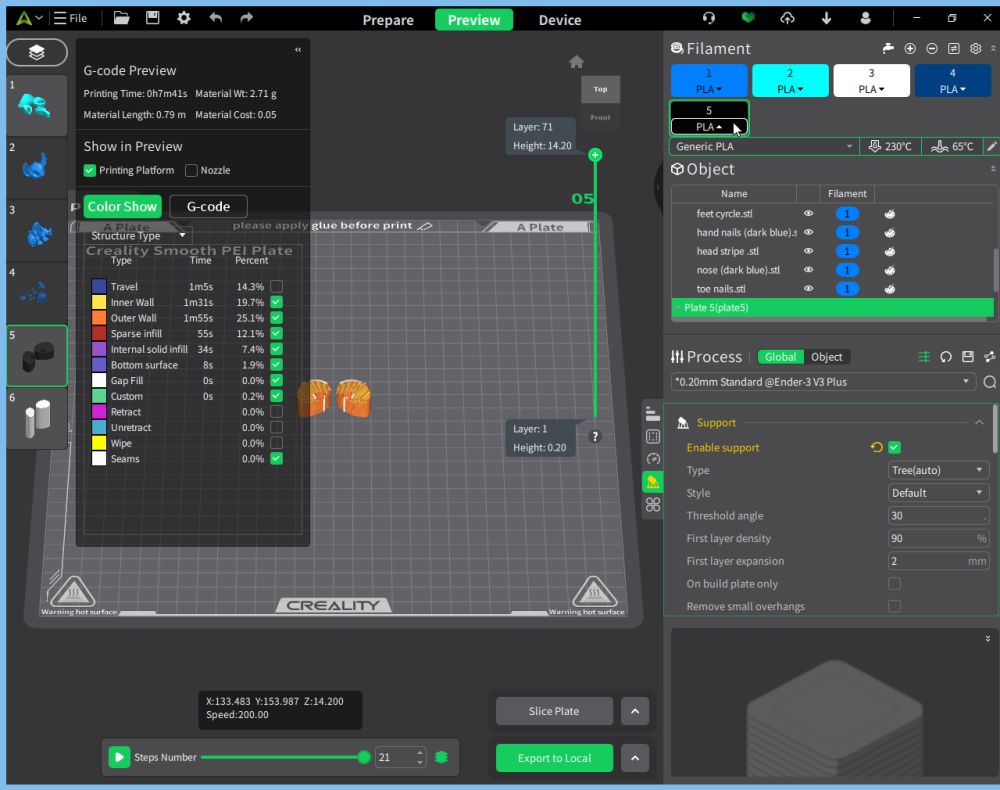
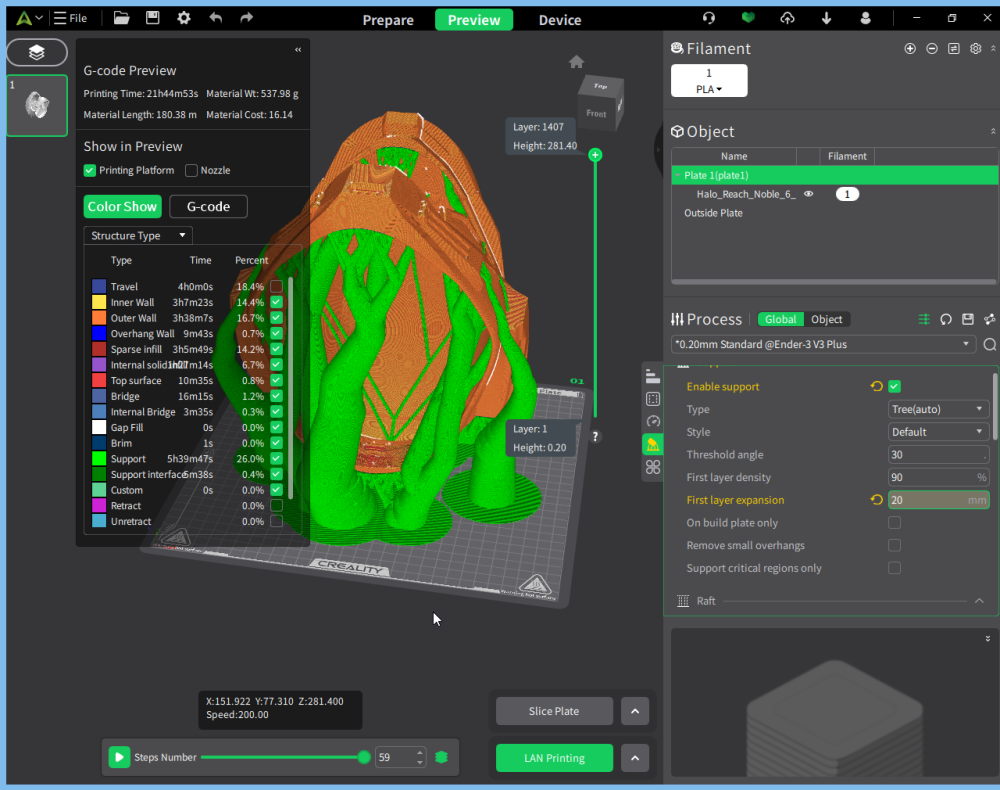
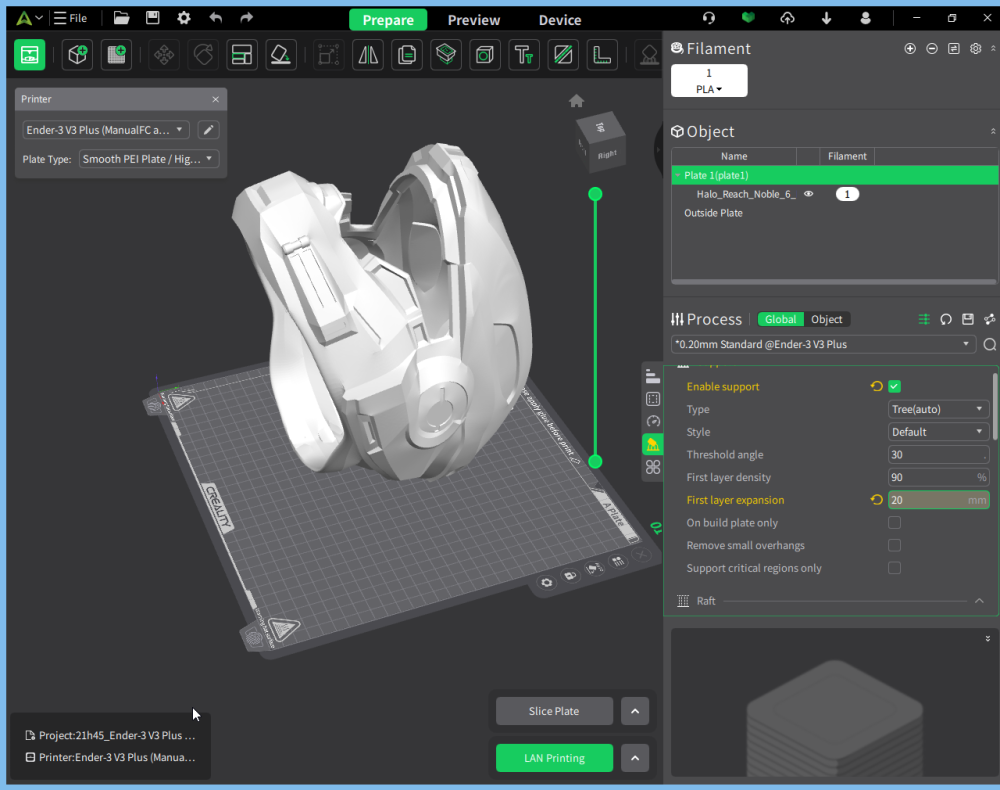
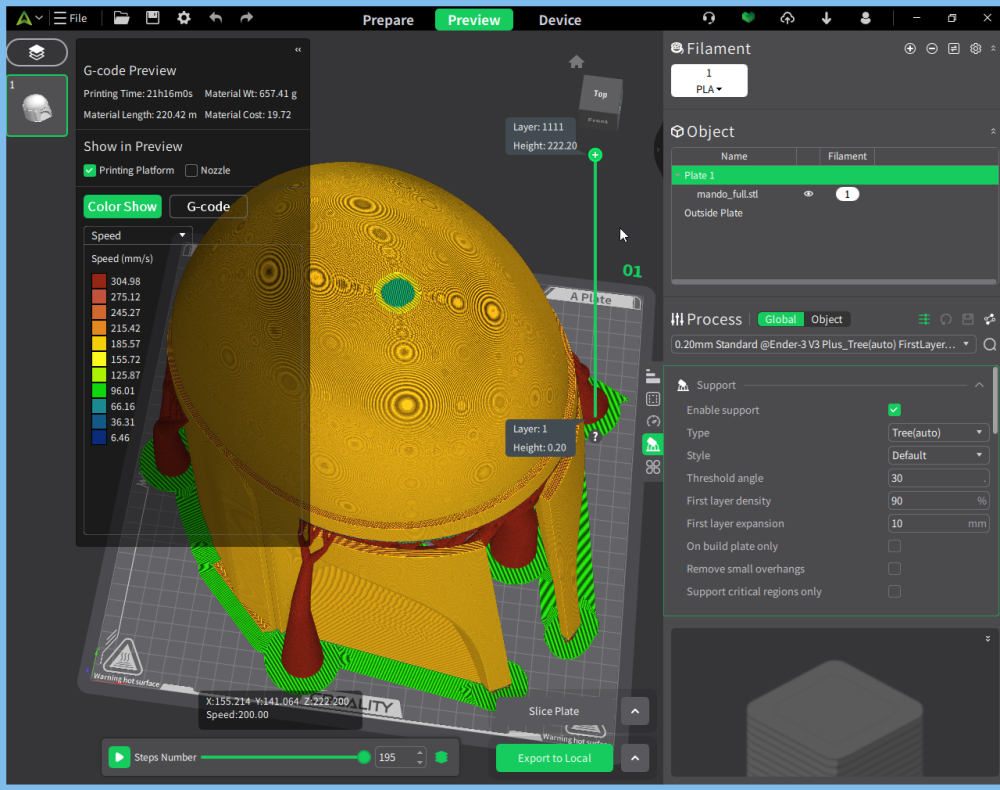
Autres impressions - (Acte II) - PLA "Stitch - Multipart" de "PressPrint" https://www.crealitycloud.com/model-detail/65be9a1428a3f0d2cecf8121 (Payant (~3.5 USD) sauf si Creality Cloud Premium) Filaments > "dark blue" : Hyper PLA Blue Creality "light blue" : EN-PLA+ Jade Green Creality "blue" : CR-Silk Blue-Green Creality (Dual color) "black" : PLA Recyclé ArianePlast "white" : CR-Silk PLA White Creality Je suis partie du projet "_stitch 3mf.3mf" où j'ai effacé le 1er plateau et l'objet sur ce premier plateau (Car cet objet était le modèle entier assemblé en multi couleur), modifié le profil d'imprimante, des filaments et de qualité de tranchage ( Car initialement un projet pour une imprimante Bambu Lab) activé les supports d'impression du profil de qualité d'impression nouvellement sélectionné. supprimé les filaments non utilisés échelle 100% (non modifié, car si augmenté pour utiliser le maximum de la surface d'impression cela devenait un projet gourmand en filaments et temps d'impression ... ) Pour arriver à // À FAIRE > Terminer les collages et photos du résultat "halo helmet" de "Genesis San Pedro" https://www.crealitycloud.com/model-detail/619717938f5f262859f45d1a Fichier : Halo_Reach_Noble_6_Helmet.stl Échelle : 100% ( A Posteriori, il s'agit d'une version pour un enfant, et je ne peux pas y passer ma "grosse" tête d'adulte. J'aurais dû chercher à augmenter l'échelle ) Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.20 mm Filament : Hyper PLA White Creality (~180.39 m) Durée d'impression : 23 h 44 min "The Mandalorian helmet" de "kunningking23" https://www.crealitycloud.com/model-detail/633221b1f3c0a928fa31004d Fichier : mando_full.stl (234.97 x 249.94 x 257.64 mm, 19.66MB) Échelle : 100% ( Il est un peu juste, mais avec le bon angle et rotation, j'arrive à y passer ma tête d'adulte sans trop forcer sur mes pommettes ...) Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.20 mm Filament : Hyper PLA White Creality (~220.43 m) Durée d'impression : 23 h 57 min


















































 1 point
1 point -
Bonjour, je ne sais pas ce que ça vaut, vu que je n'ai jamais imprimé du pla eco, mais à 12,40 euros le kg, ça peut intéresser certains https://www.arianeplast.com/223-pla-eco-arianeplast1 point
-
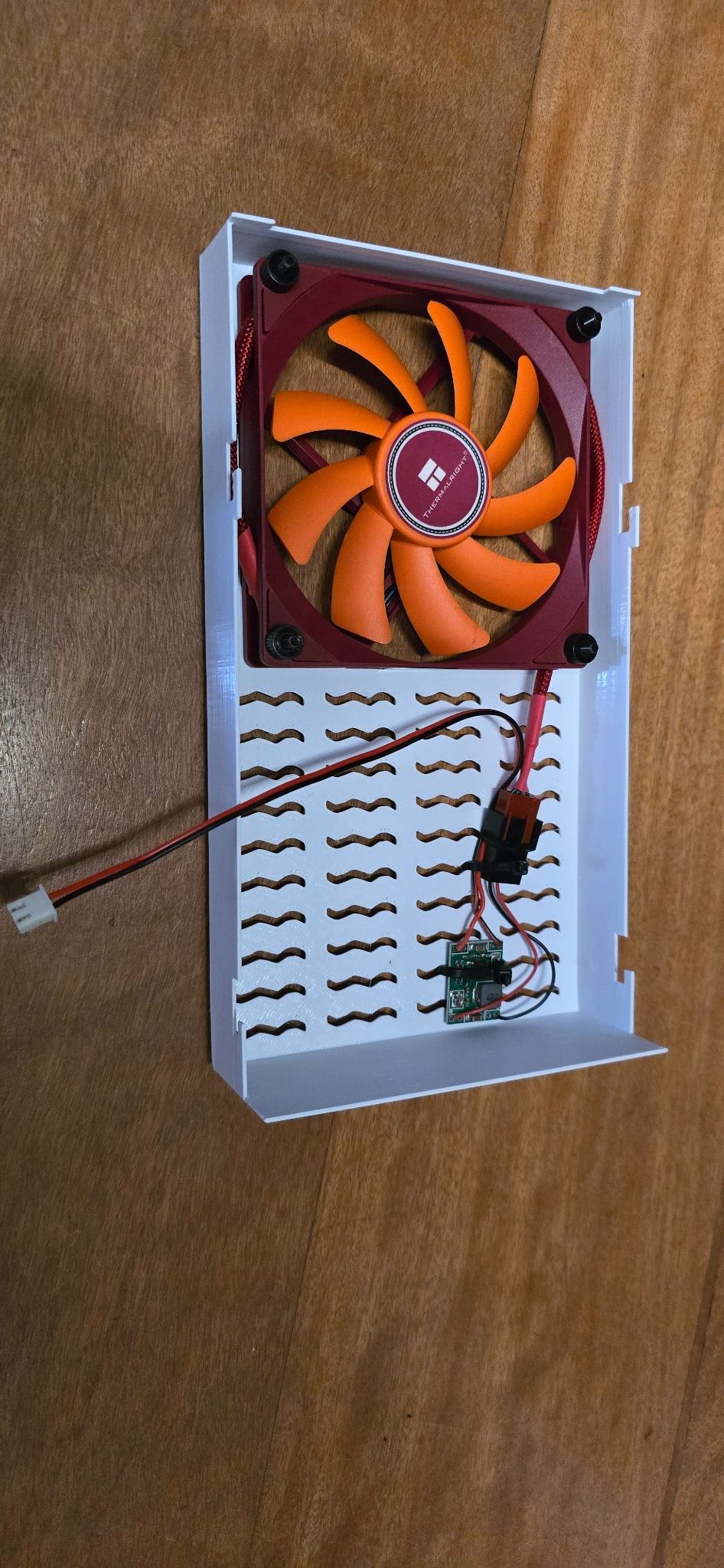
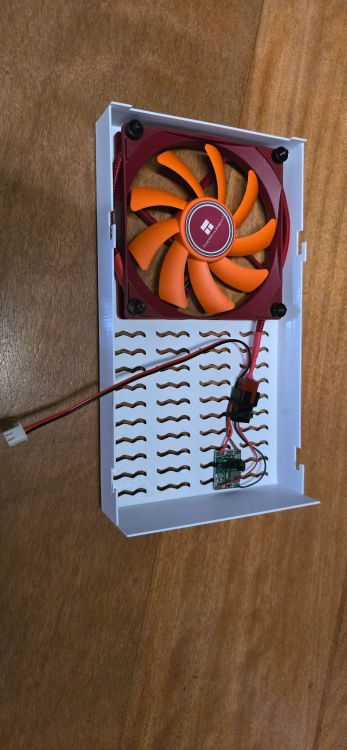
Petite mise à jour de mon ventilateur d'alimentation pour soulager mes oreilles... J'ai pas pris du noctua car il coute 3 fois plus cher que celui que j'ai trouvé sur amazon et en plus celui que j'ai pris a un système de visserie qui m'arrange. J'ai aussi fait des pieds qui sont pile poil à la bonne taille pour tenir comme il faut sous l'imprimante (obliger de surélever un peu à cause de l'épaisseur du ventilo). Pour la conversion 24V->12V j'ai pas pris le même circuit que celui qu'on voit d'habitude. En général les gens mettent un LM2596 mais j'ai mis un MP1584 (via aliexpress). Ventilo : https://www.amazon.de/-/en/Thermalright-TL-9015R-Computer-Slimline-Cooling/dp/B0928VQ7MM Vidéo d'inspiration (toutes les pièces sont différentes mais l'esprit est le même) : https://www.youtube.com/watch?v=dGuOej--_44 Je vais faire une mini modif de mes STL et je les mettrai à disposition si des gens veulent faire pareil.


 1 point
1 point -
À vrai dire, je ne sais pas. Ça pourrait fonctionner avec l'image système originelle de Qidi mais nécessiterait de désactiver le serveur d'affichage utilisé par Qidi. Le mieux pour utiliser l'écran avec ce nouveau firmware est de partir d'un OS récent (Armbian Bookworm). Puis installation de l'écosystème Klipper lui aussi récent, flashage des firmwares (carte, tête, mcu « RPi ») donc la procédure décrite soit comme avec mon lien en français ou d'autres liens en anglais. Ensuite, faire les modifications de certaines macros pour que l'écran et Klipper / Moonraker communiquent correctement. Même si je trouve bien le travail accompli, en cas de passage à ce nouveau firmware, on restera tributaire du bon vouloir de celui qui l'a créé. Autre chose qui me chagrine un peu : le Github ne contient que la version binaire du firmware écran. En plus, pour l'avoir côtoyé sur le Discord, il me semble qu'il prend la grosse tête, il suffit de voir le dernier ajout (le guide qu'il a fait pour le passage à des versions récentes s'appuie sur un document PDF bien plus ancien qu'il ne cite pas… ). Autre point encore : pourquoi a-t-il « masqué » les fichiers Python derrière des bibliothèques (lcd.cpython…, main.cpython…, printer.cpython…) aurait-il quelque chose à cacher ? Alors certes, il a fait une adaptation du firmware pour les X-Max3 et X-Plus3 (quid de la Q1 Pro et de l'arlésienne Plus4) mais d'autres projets qu'il ne mentionne pas ont réalisés des adaptations de ces écrans TJC, par exemple: - KlipperLCD ou encore - KlipMi Pour ma part, mon écran BTT 5" HDMI avec du vrai Klipperscreen dedans me satisfait pleinement et je ne reviendrai pour rien au monde à l'ancien écran qui en dernier lieu me semble une solution « bancale ».1 point
-
Oui je trouve le prix même en promo trop important par rapport au coup de machine déjà équipé quand on vois que en promo la Kobra3 combo est a 379€ avec sont ACE Pro beaucoup ce dirais bien autant acheter un second machine dédier pour moins chers. Sur papier y a des chose qui ont été réfléchit mais quand sera t'il réellement du produit final de plus il indique fabrication et envoie depuis nos atelier en Australie donc comme tu dis Fran6p les port seront en sus les potentiellement les taxes de douane. Après leur comparaison avec l'AMS m'a un peu fait rire a faire croire qu'il difficile d'utilise des bobines autre que celle bambulab avec l'AMS1 point
-
J'ai toujours préférer les Version Plaqué Nickel qui on une meilleur durabilité que les Laiton basic, Chez Trianglelab je prend sa et sinon tu les nitromax de chez hotend.fr qui sont top j'en ai encore en stock pas pas encore tester sur la SW X4 Plus les nitromax font 1mm de plus pour la pointe de la buse. De Mémoire que ce soit pour Obico ou spaghetti detective c'est l'IA qui arrête l'impression et toi tu peux ajuster la sensibilité.1 point
-
Bonjour, super merci pour cette explication. Pour le coup j'ai contacgter le Sav, e t'il me propose de me renvoyer en 3d touch gratuitement, mais il faut que je paye 10$ de frais de port Sinon j'ai déjà vérifier tous les branchement car j'avais un problème de température à -15° il y a quelques jours. Et j'ai une deuxième extrudeuse, je vais donc tenter de la remplacer pour être fixé sur l'état de mon 3DTouch. Je voulais éviter car j'ai mis des jours à réussir à régler celle qui est en place1 point
-
Salut @Binomial alors le 3Dtouch (Bltouch est le terme des modèles de Antclabs) Artillery est pas le meilleur modèle qui soit. Le 3Dtouch fontionne de la façon suivante tu as une tige de palpation avec un aimant, le corps de ton 3Dtouch possède un électroaimant qui permet de liberer la tige pour palpation tu as donc des fils du cablage qui sert a commander cela et tu as un fils signal qui permet de faire véhiculé le signal lorsque la pin remonte. L'erreur M999 peut ce déclenché c'est une sécurité pour 2 raisons un soucis de cablage ou une défaillance matérielle de ton 3Dtouch detecté. Dans ton cas si la pin ne descend pas pour marlin c'est comme si ta buse etait déjà plus bas que le plateau ce qui pose soucis a marlin car c'est physiquement impossible d'ou la sécurité M999. Soit tu as bricoler et tu essaie de démonter le 3Dtouch pour voir a l'intérieur si quelques choses pose soucis et est corrigeable, soit faut le remplacer par un 3dtouch Artillery si tu veux juste avoir a rebrancher le nouveau comme a l'origine sans prise de tête (mais faut espérer que nouveau 3Dtouch Artillery reste fiable), soit remplacer ce modèle par un modèle fiable éprouvé. Je t'invite par contre a vérifier machine débrancher (ne jamais touche a cela machine allumer sous peine de court-circuit), de vérifié l'etat de la nappe de la tête qu'elle soit pas abimer et bien en place, et que sur la carte mère que cable pour le 3Dtouch soit tous bien brancher sur le modèle artillery ily a 4 fils au lieu de 5 pour les autre 3dtouch car il utilise un seule fils de masse au lieu de 2.1 point
-
@pjtlivjymerci beaucoup. j'entame ces deux actions tout vite. cordialement1 point
-
Salut, c'est comme tout, juste avant de tomber en panne, ça fonctionnait . C'est peut-être lié à ton réglage de la tension Vref dont tu parles ici sans donner de valeur ... si tu te poses la question, c'est sûrement que n'est pas outillé pour dessouder/ressouder des composants de surfaces (minuscules ) . Je te conseillerais dans ce cas de faire appel à un électronicien habitué à ce genre de composants. tu as aussi la solution de remplacer la carte-mère disponible ici par exemple. Mais ce serait dommage de ne pas en profiter pour passer à des TMC qui éviteront l'effet peau de saumon sur tes pièces. Dans ce cas, il faudra changer la carte-mère et l'écran si tu restes avec le firmware Marlin.1 point
-
bonsoir @Rodyh je suis passé récemment du 8 au 12K pour quasi la même surface d'exposition, à l'oeil sans forcément voir précisément les détails, l'ensemble est plus net. Sur une pièce brute ou tout est de la même couleur, pas évident de distinguer une détail. A la loupe, la différence est flagrante évidement. par contre, lorsque la modélisation tient compte de la taille du point de base alors la différence est très marquée. il ne faut pas oublier non plus que les machines de dernière génération ont vu l'homogénéité et la répartition de la source lumineuse être améliorée (lentille de Fresnel etc), tout comme le guidage Z et c'est donc peut tout cet ensemble qui donne de plus beaux résultats1 point
-
J'ai tout refait from scratch pour le root/adb. Cette nouvelle mouture a été testée avec le tout dernier firmware (j'avais perdu adb et ssh et je les ai retrouvés maintenant). Ça a l'air de bien marcher chez moi et j'aurai besoin d'un ou deux testeurs pour voir si c'est OK et si c'est compréhensible. Ceci doit marcher avec toutes les versions de firmware. Moi j'ai testé sur la v2.3.3.2 ATTENTION : Ceci est à vos risques et périlles et je ne serai pas responsable si vous cassez votre imprimante… J'ai fait un repo github pour garder une trace de ce que j'ai fait et documenter un peu mieux ici : https://github.com/systemik/Kobra3-Firmware Pour les personnes moins alaises avec l'anglais, voici les étapes : Créer un fichier update.sh avec ce que vous voulez dedans (par exemple pour réactiver ADB : echo "usb_adb_en" > /tmp/.usb_config ) tarer le fichier dans un fichier setup.tar gzipper le fichier dans setup.tar.gz créer un dossier appelé update_swu déplacer le fichier setup.tar.gz dans le dossier update_swu zipper le dossier update_swu avec le mot de passe suivant U2FsdGVkX19deTfqpXHZnB5GeyQ/dtlbHjkUnwgCi+w= renommer le fichier zip en update.swu créer un dossier sur la clé USB appelé update mettre le fichier update.swu dans update démarrer l'imprimante avec la clé, faire une verif des mises à jour dans les menus de l'imprimante redémarrer l'imprimante tester l'accès ADB et ssh Pour faciliter les étapes, j'ai mis le répertoire et le fichier qui va bien sur le repository github. (copier le dossier update sur la clé usb et c'est parti). Dans mon update, je remets les binaires (un poil modifiés) de opensshd. J'évite que adbd se fasse tué par le script. Je copie aussi les logs d'update/démarrage sur la clé usb pour débugger si besoin. (le script d'update est dispo, si vous avez des questions, j'y répondrai volontiers). Comme il ne faut jamais installer quelque chose donné par un inconnu, je vous invite à faire les étapes à l'envers en partant du fichier update.swu pour vérifier ce que j'ai mis dedans. Étapes : Ouvrir le update.swu avec 7zip. Le dézipper avec le mot de passe. Décompresser le tar.gz. Ouvrir le fichier update.sh pour vérifier le contenu. Dans le répertoire openssh, il y a les librairies à jour avec quelques modifs mineures pour que ça marche sur la kobra).1 point
-
voilà une excellente nouvelle même si quelques récentes campagnes Kickstarter récentes ont laissés un goût très amer aux backers entachant encore un peu plus la réputation de Kickstarter1 point
-
Voilà qui incitera peut-être à libérer certaines machines (Qidi X-Max 3 et TwoTrees SK1) pour faire du multi-couleurs quand le fabricant ne le propose pas !1 point
-
@print51 tu nous fais un retour sur tes scans 3D avec iPhone 15 Pro ? Tu peux aussi nous partager des fichiers STL pour qu'on voit à quoi ça ressemble !1 point