Classement



Contenu populaire
Contenu avec la plus haute réputation dans 18/09/2024 dans Messages
-
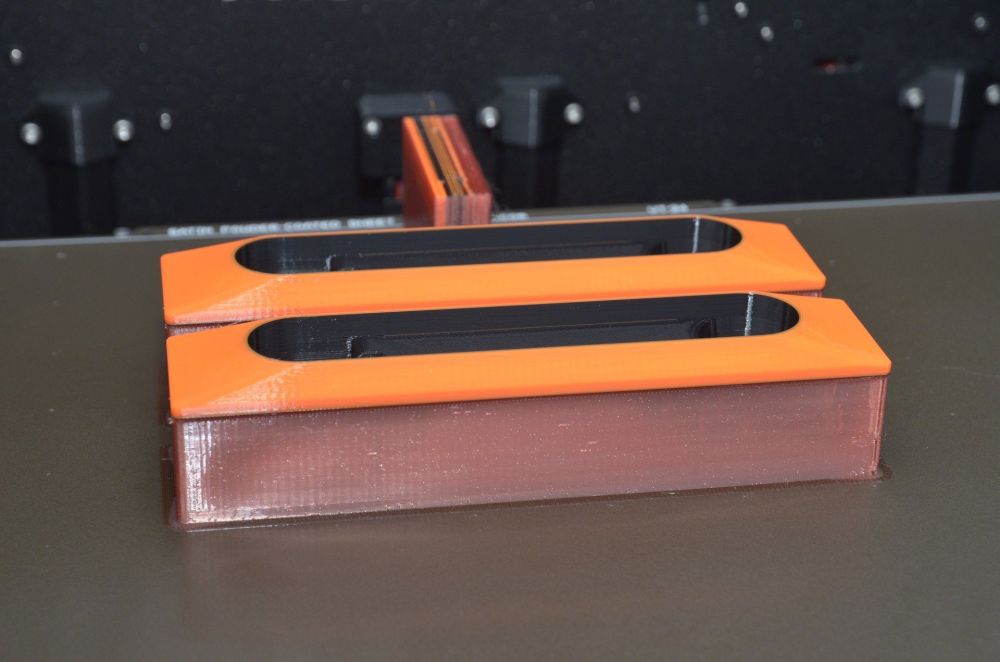
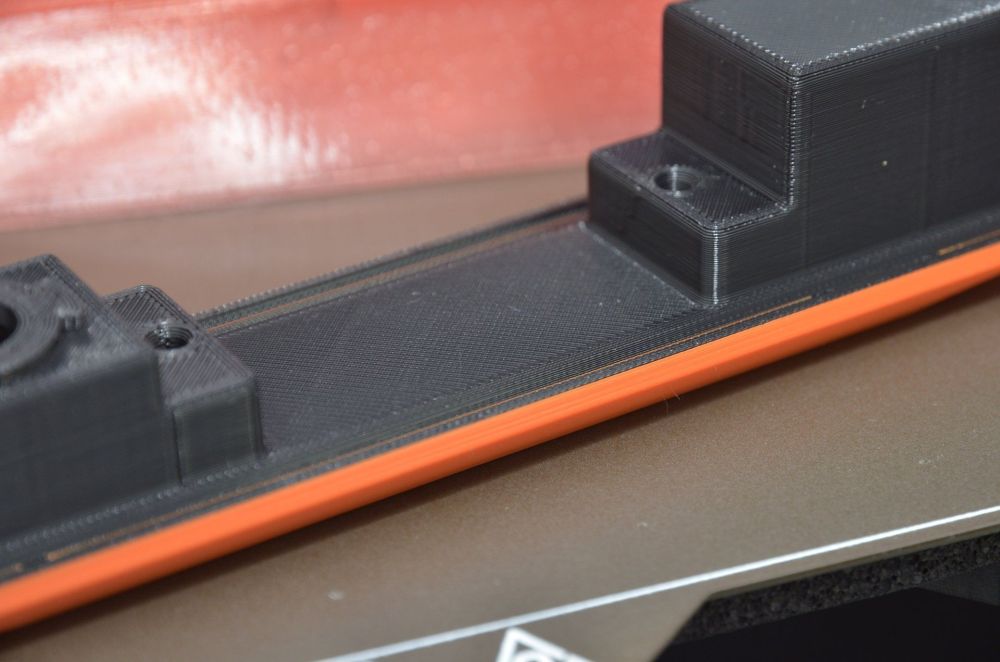
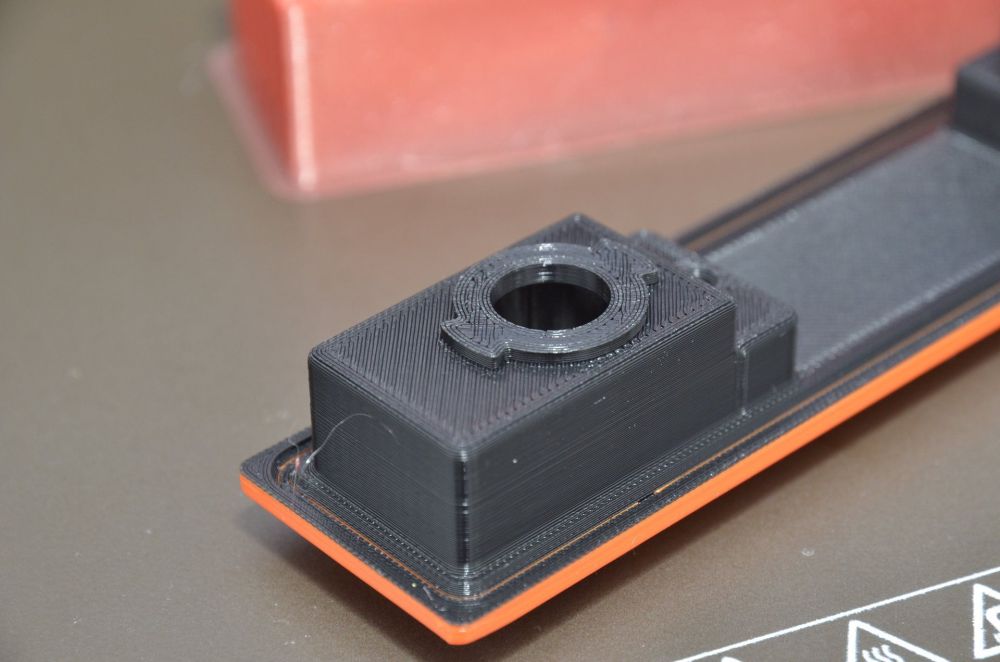
Allez aujourd'hui on exploite le potentiel de la XL5 et on fait un peu de 3D printing p0rn. Noir et orange en PLA et le rose/rouge translucide en PETG. Les 23 premiers millimètres sont en 0.25mm et le reste en 0.15mm pour avoir une bonne finition sur la partie visible. Pour le orange j'ai utilisé la fonction peinture de PrusaSlicer, et je dois dire que le résultat est meilleur que ce que j'aurais pu faire si j'avais découpé la pièce en deux STL. Et bien plus rapide, un clic de smart fill et c'est réglé. 8h30 et 200 toolchanges plus tard nous y voilà. Un petit coup de spatule dans les coins et hop ça sort tout seul d'un bloc. Un petit coup d'œil à l'état de surface supporté, j'adore toujours autant ! Zoom sur la fonction principale de l'objet qui doit absolument être aux cotes (1.5mm => 6 couches de 0.25mm), imprimé entièrement sur les supports. C'est juste parfait, limite mieux qu'une première couche. Pour l'anecdote, j'ai connecté l'imprimante à PrusaConnect et j'ai lancé l'impression sans regarder puis je suis partis. Une demi-heure plus tard je regarde mon téléphone et je vois que j'ai raté une notification et que j'ai eu un rappel. C'était l'app Prusa qui m'informait que la XL était en attente d'intervention. Je me dis m3rde qu'est-ce qu'il se passe ? En plus y'a pas de caméra... Bref je rentre et je vais voir, c'était tout simplement la buse qui avait un petit cumul du PETG pourri plein de bulles qui ne me sert que pour les protos et maintenant pour les supports sur PLA. Au début de l'impression l'imprimante tente de nettoyer la buse en la faisant toucher plusieurs fois le plateau à intervalles réguliers, mais ici le dépôt est resté collé, ce qui a provoqué la mise en pause et la demande d'intervention. Je trouve toujours ça fou comment ils arrivent à détecter un truc aussi ténu avec juste un capteur de force, c'est assez impressionnant à regarder. Du coup merci PrusaConnect de m'avoir fait économiser du temps sur cette impression qui aurait pu finir beaucoup plus tard.


 6 points
6 points -
Bonjour a tous, Petit retour sur l'ultimaker que nous avons acheté il y a un an environ. Utilisé principalement avec de l'ABS. Le boitier n'est pas fermé au dessus. Pour: Machine fiable, pas de buse qui se bouche, pas de panne. Filament facile a changer. Extrudeur très facile a échanger. Mise a niveau automatique fonctionnelle mais lente. Bonne intégration de Cura (evidemment) avec nombreux paramétrages. Contre: Très chère (5000€...) Adhérence très moyenne sur le plateau et aléatoire. Rien a voir avec un verre ultrabase par exemple. Démarrage de l'impression mal gérée. La purge est faite sur le plateau... Logiciel de gestion complexe et pas toujours intuitif. Conclusion: Ce n'est pas le meilleur choix en impression 3D, je suis bien plus satisfait de ma mega anycubic...4 points
-
voilà on en sait un peu plus
 2 points
2 points -
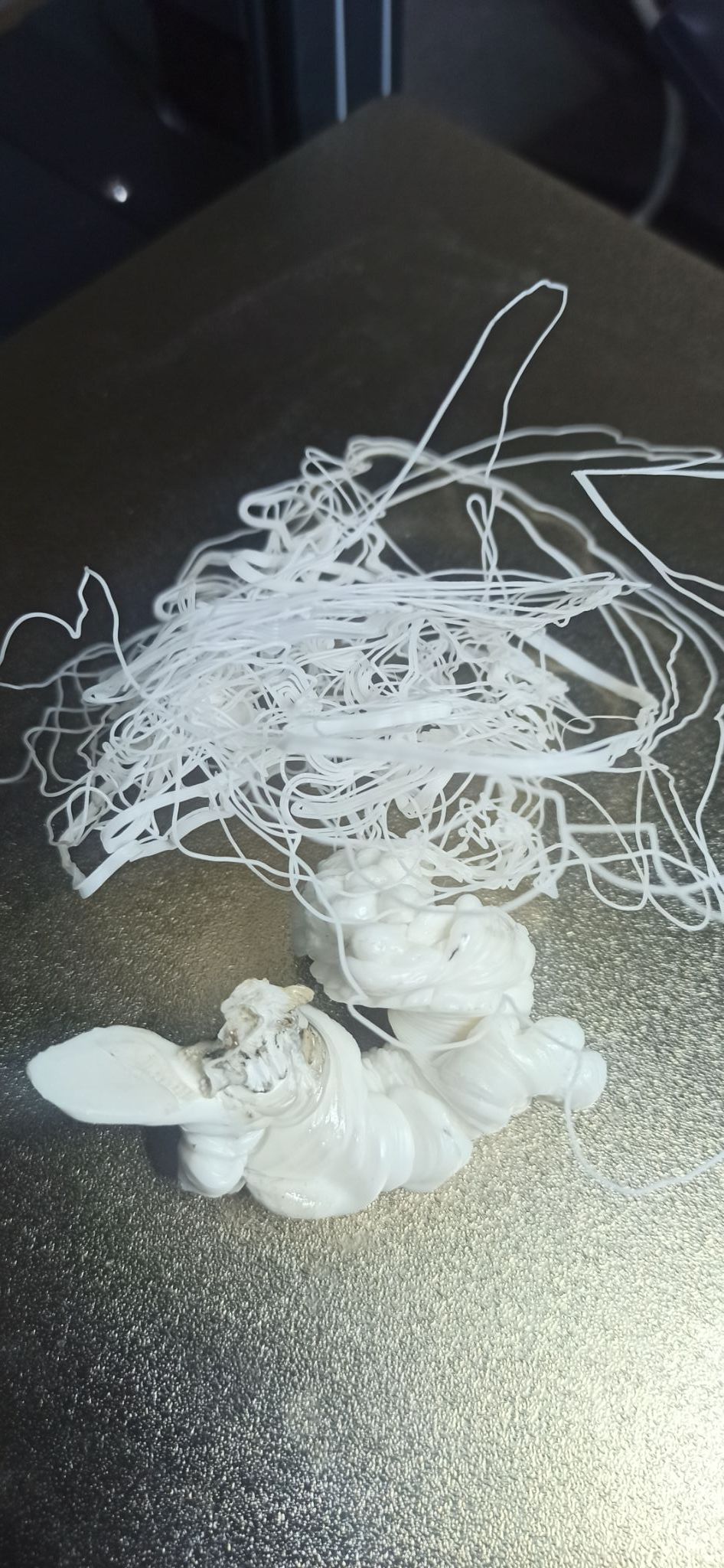
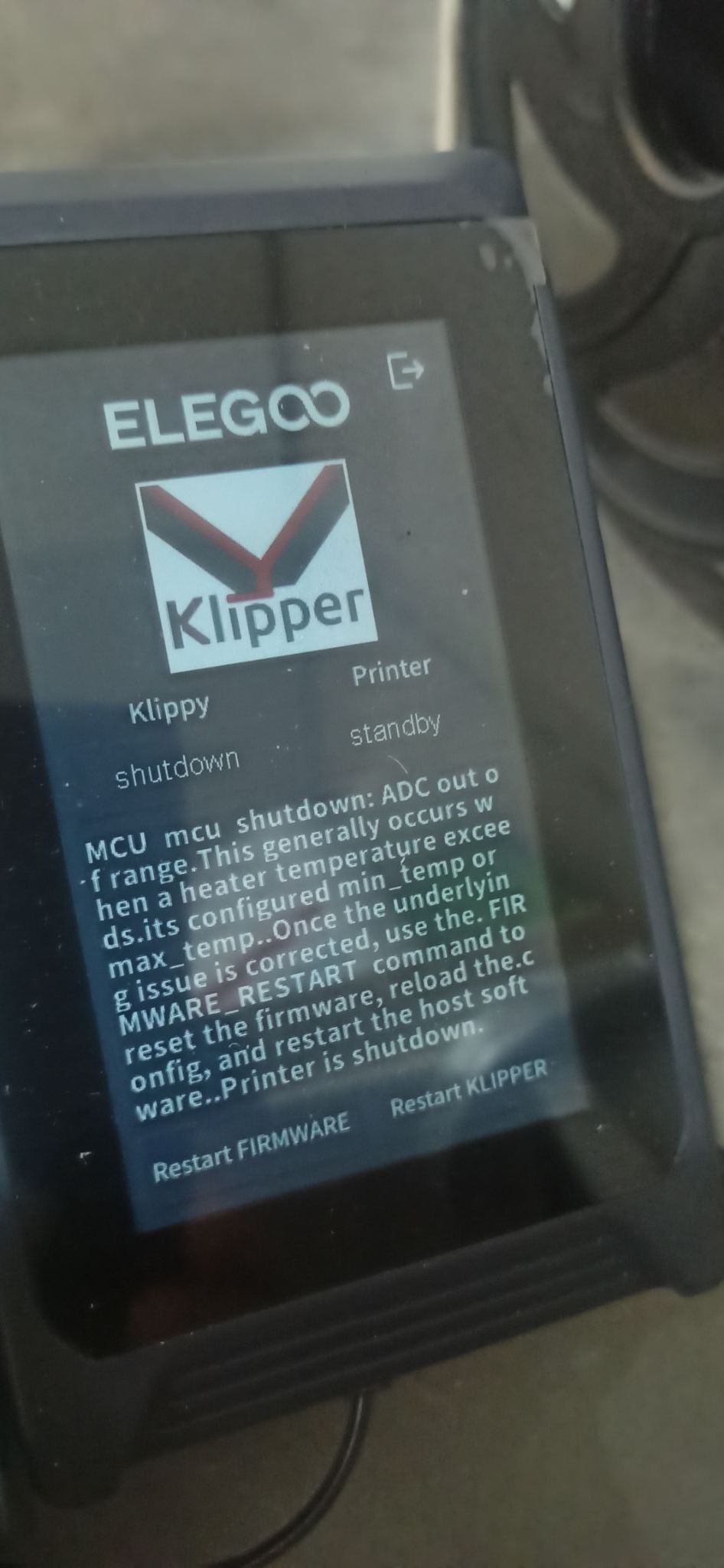
Bonjour à tous, M'arrive un truc bizarre : je lance une impression avoir avoir calibré le plateau puis revient 2h après pour surveiller ça et surprise, en plus des fils habituels quand ça foire, un gros pâté aggloméré ! J'arrête vite l'imprimante, enlève le gros pâté de la buse et résultat en images plus bas ! J'ai touché à rien hormis enlever la coque plastique de la tête puis relancer le système mais écran d'erreur...



 1 point
1 point -
A mon avis la buse doit être dans ton pâté en plastique Le message d'erreur c'est tout simplement que tu as un problème de chauffe, à priori tu dois avoir des dégâts du côté de la thermistance ou/et de ta cartouche chauffante, il faut que tu enleves la "capote" en silicone de la tête et voir l'état des pièces précédemment citées Autre point, tu viens voir après 2 heures d'impression si tout se passe bien... Perso je ne laisse jamais une imprimante tourner sans que je sois dans l'appartement car dans ton cas imagine que ton imprimante prenne feu, au bout de 2 heures il reste quoi de ton appartement ? Il ne faut pas oublier que l'on travaille avec du plastique fondu à plus de 200°...1 point
-
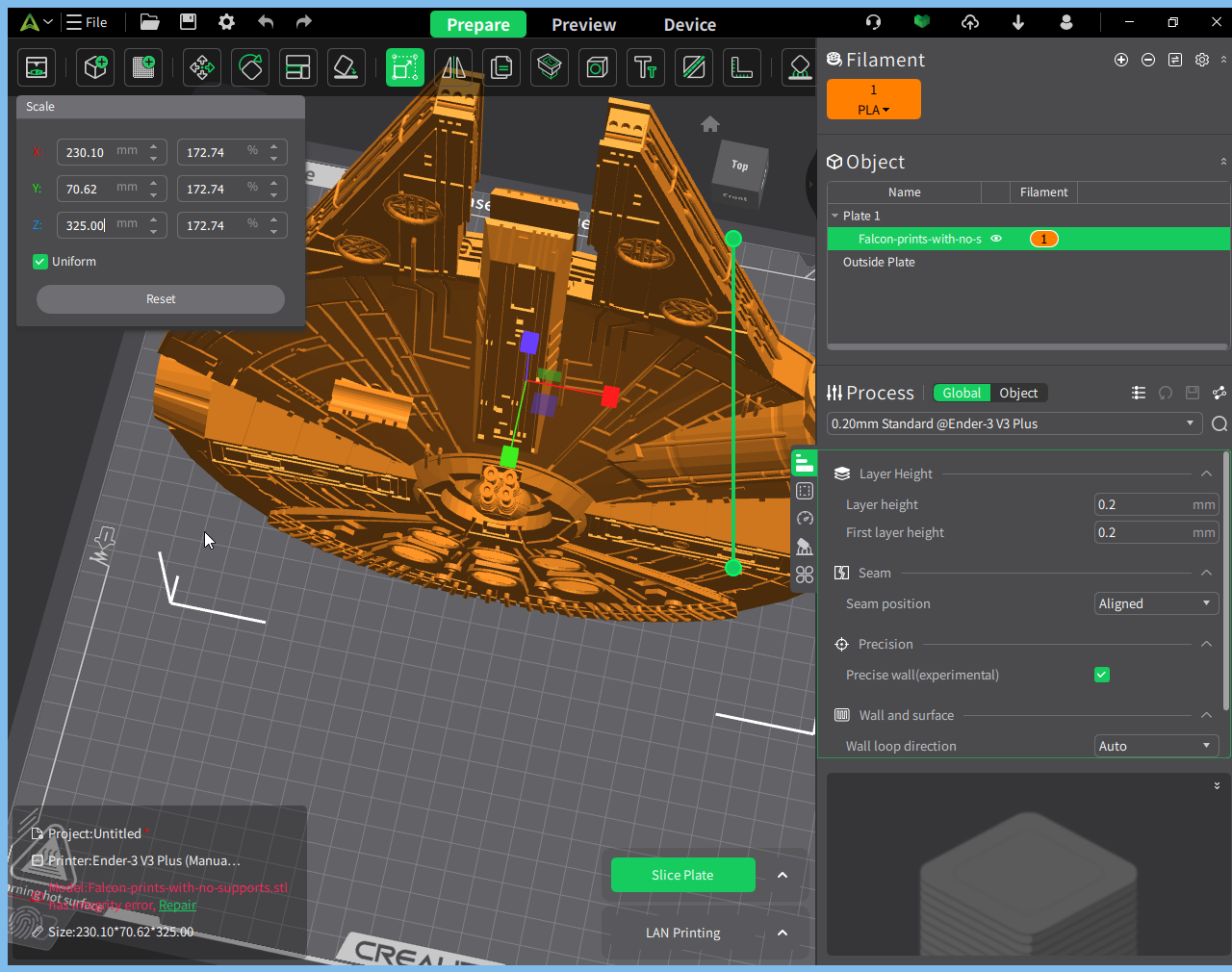
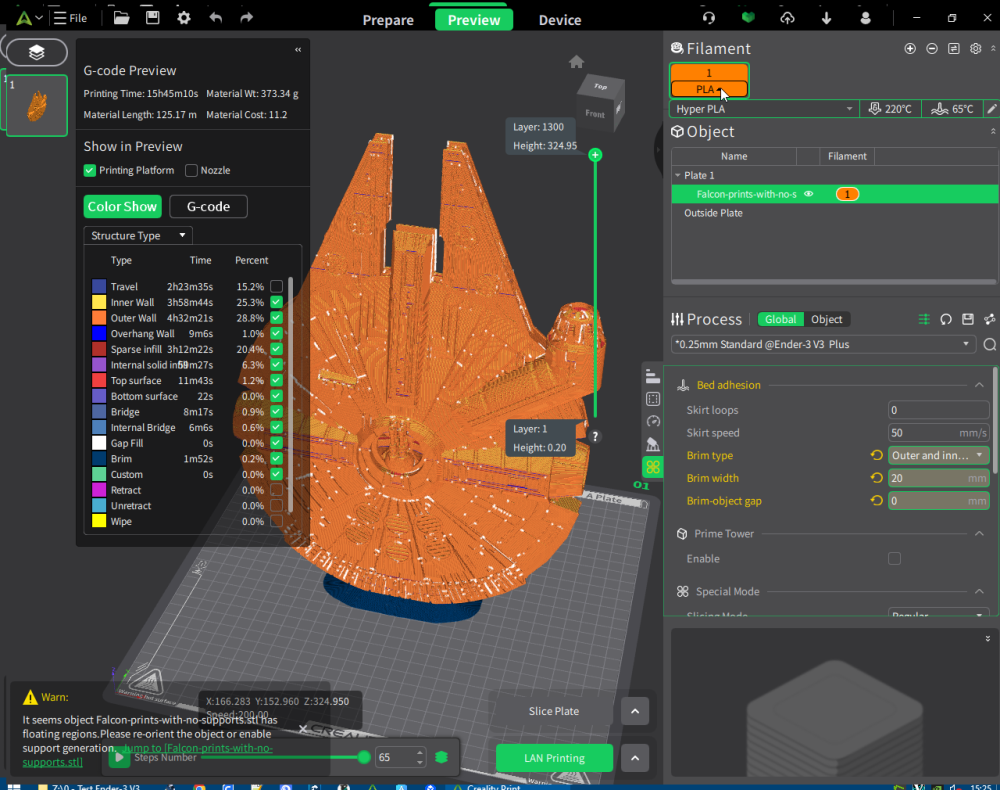
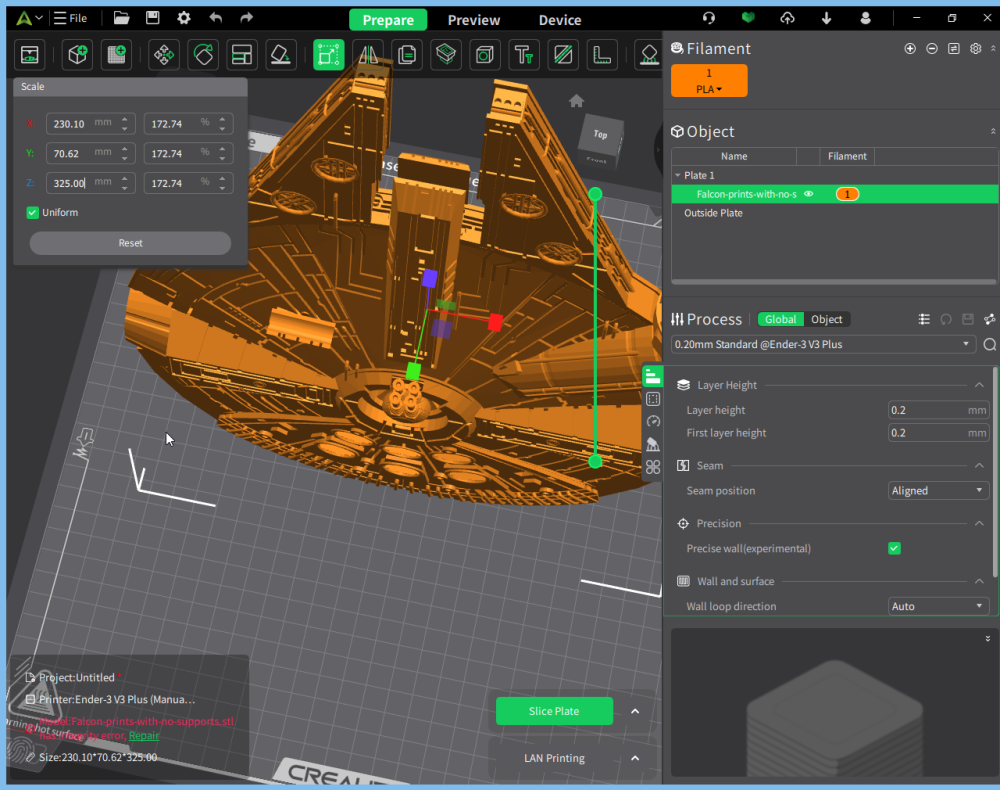
"star wars millennium falcon" de "Plastic Forge" https://www.crealitycloud.com/model-detail/64d3fd5d78708804f387e224 (gratuit) Fichier : Falcon-prints-with-no-supports.stl Échelle : uniforme 172.74% ( X=230.10 mm, Y=70.62 mm, Z=325.00 mm) Trancheur : Creality Print v5.1.2.9904 (win64) Hauteur de couches : 0.25 mm Filament : Hyper PLA Gold Creality ( ~ 125.17 m soit ~ 373.34 g) Durée d'impression : estimée 15h45, réalisée 16h27




















 1 point
1 point -
Salut @the_mylbrae et bienvenue sur le forum, Tu trouveras dans ce message les firmwares (écran + carte-mère) qui correspondent à ton matériel. Pour ce qui est de la communication via USB, il ne faut pas oublier d'installer le driver USB (voir ce message) Si l'écran est inversé, il suffit de suivre les instructions de cette vidéo. PS: n'hésite pas à ajouter le nom de ton imprimante dans ton profil, c'est pratique pour te répondre. (voir ce message pour plus d'explications)1 point
-
Merci de ton retour. Bon j'ai passé la journéee d'hier à naviguer dans les differents firmware et avec ton retour j'ai pris le dernier firmware sur le sit cloud de creality avec Sprite Pro et j'ai pu reprendr le Z offset. JE penses que j'ai du bloquer comme tu le dis @hyoti que c'etait normal mon decalage de Z à 10. Enfin ca fonctionne Merci1 point
-
Merci à tous pour votre aide ! J'ai essayer toutes les options que vous avez listé, celles de @Skizhoo et @pommeverteme paraissaient pas mal.. Mais finalement j'ai trouver une façon ou j'était plus "libre" de mes mouvements en passant par Adobe Illustrator puis tinkercard pour créer les fichier STL ! Merci à tous1 point
-
ok je vais lire cela1 point
-
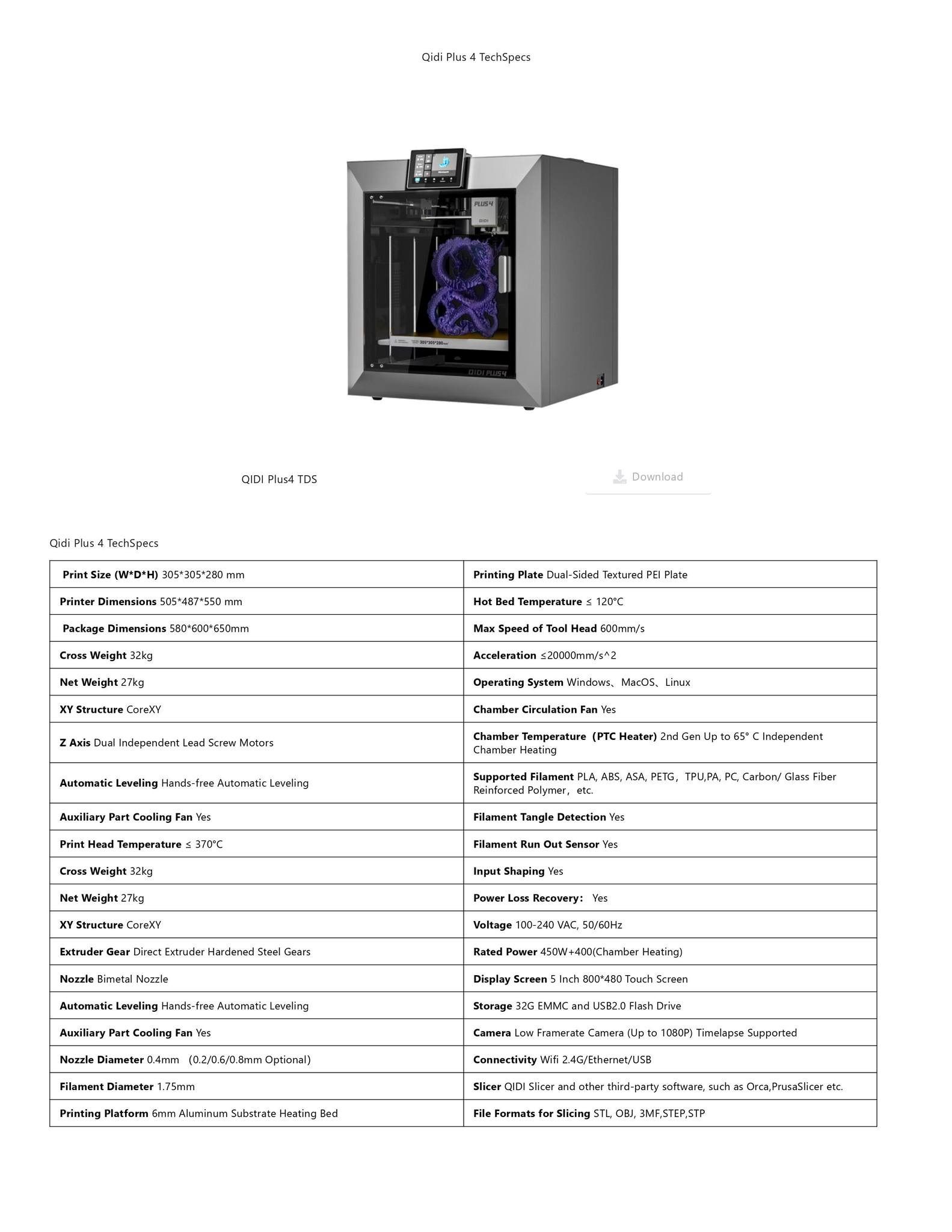
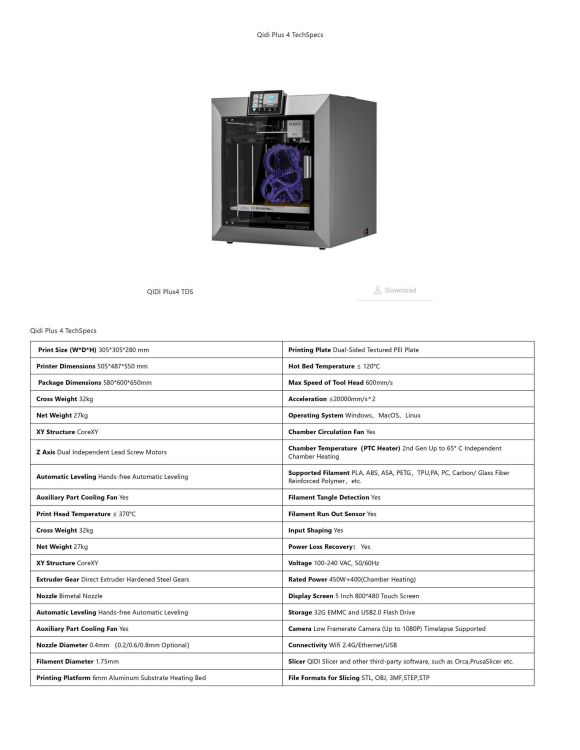
Rien de bien exceptionnel En gros les bonnes caractéristiques d'une Q1 Pro « améliorée » : un peu plus grande (305x305x280 mm), retour à un chauffage interne en 24v (deux alimentations, une de 450 W, l'autre de 400 W), chauffe de la buse un petit peu plus élevée (370 °C), épaisseur du plateau de 6 mm comme les XM3 et XP3 La « fuite » des caractéristiques a rapidement été corrigée sur le site de Qidi , mais grâce au cache du moteur de recherche : http://webcache.googleusercontent.com/search?q=cache:https://qidi3d.com/pages/qidi-plus-4-techspecs Seule inconnue, le prix, révélé dans, au pire, deux jours.1 point
-
@basse_groove Bonjour, Ce n'est pas forcément anormal, Le Z-offset réglé et enregistré, après un autohome, la tête se positionne vers 10-12 mm en Z. pour vérifier si c'est OK, avec motion Z tu descend la Buse par pas vers Z=0, là tu devrais voir si la buse est (presque) au contact du plateau, si c'est le cas c'est bon. PS en faisant comme cela tu n'es pas tout à fait à la même position X,Y sur le plateau après un autohome (par rapport à la position de calib du Z-offset) Tu as le décalage du offset X,Y de la sonde (CRtouch) par rapport à la buse. tu peux avoir de l'ordre de 0.1 mm d'écart en Z selon la planéité du plateau.1 point
-
Elles sont facilement identifiables, les buses en inox ont un radiateur gris claire, mais les buses en acier traités ont un radiateur noir.1 point
-
Bonjour, j'ai imprimé celui ci et je le trouve parfait https://www.printables.com/model/541678-bambu-ams-no-catch-y-splitter-pc4-m101 point
-
Un peut tard mais... : Le G28 peut inhiber le mesh en mémoire (ça devient rare avec les firmware récent). Donc pour être sûr d'avoir un mesh avant l'impression, on intègre dans le gcodes de début soit un G29 (création d'un mesh : donc palpage du bed, ce qui prend du temps), soit un M420 S1 qui rappelle en mémoire un mesh sauvegardé précédemment dans l'EEPROM. Ça se met dans le gcode de début dans le slicer, juste après le G28 (auto home). Pour les ressorts il y a aussi des entretoises en silicone.1 point
-
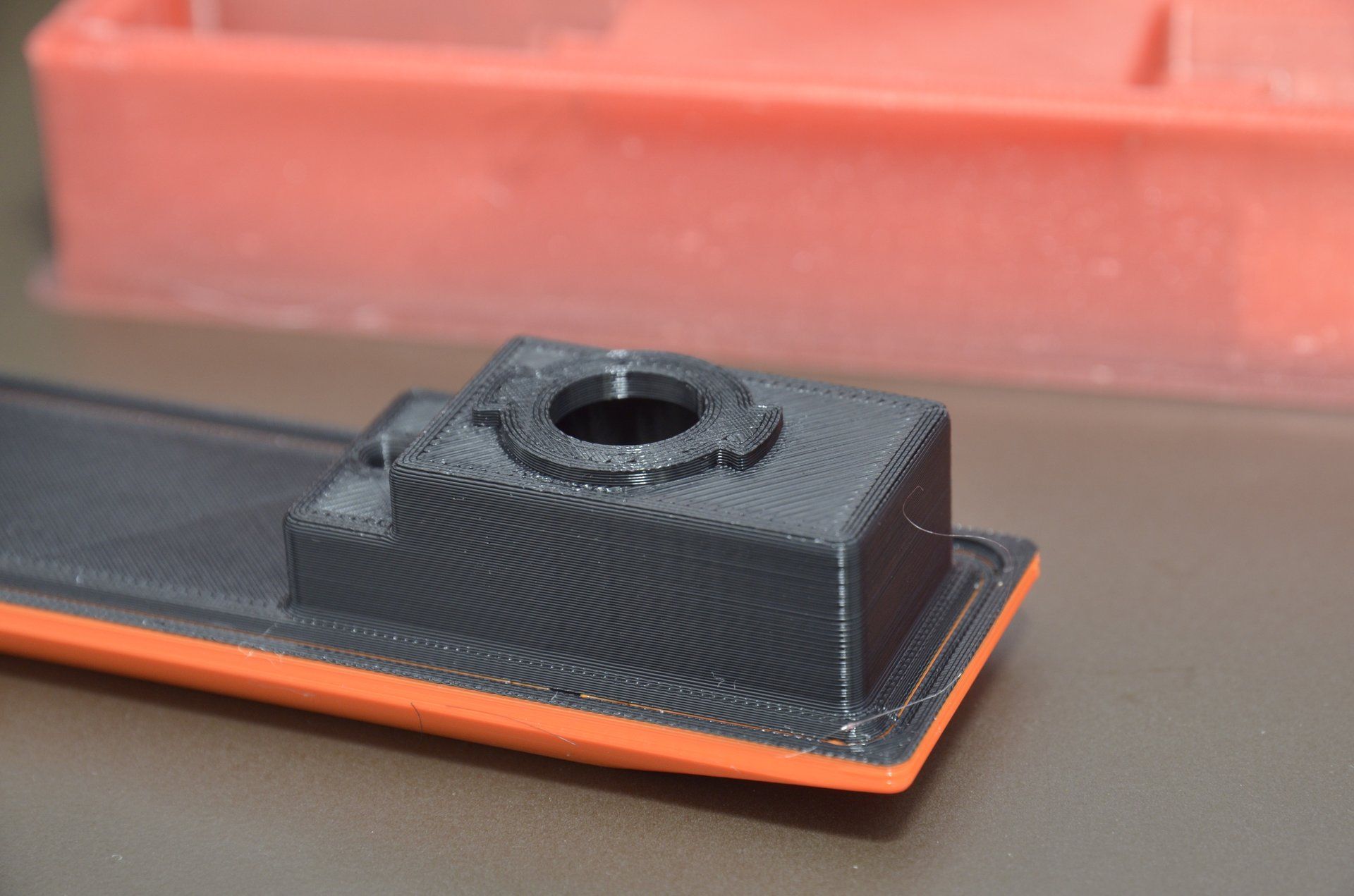
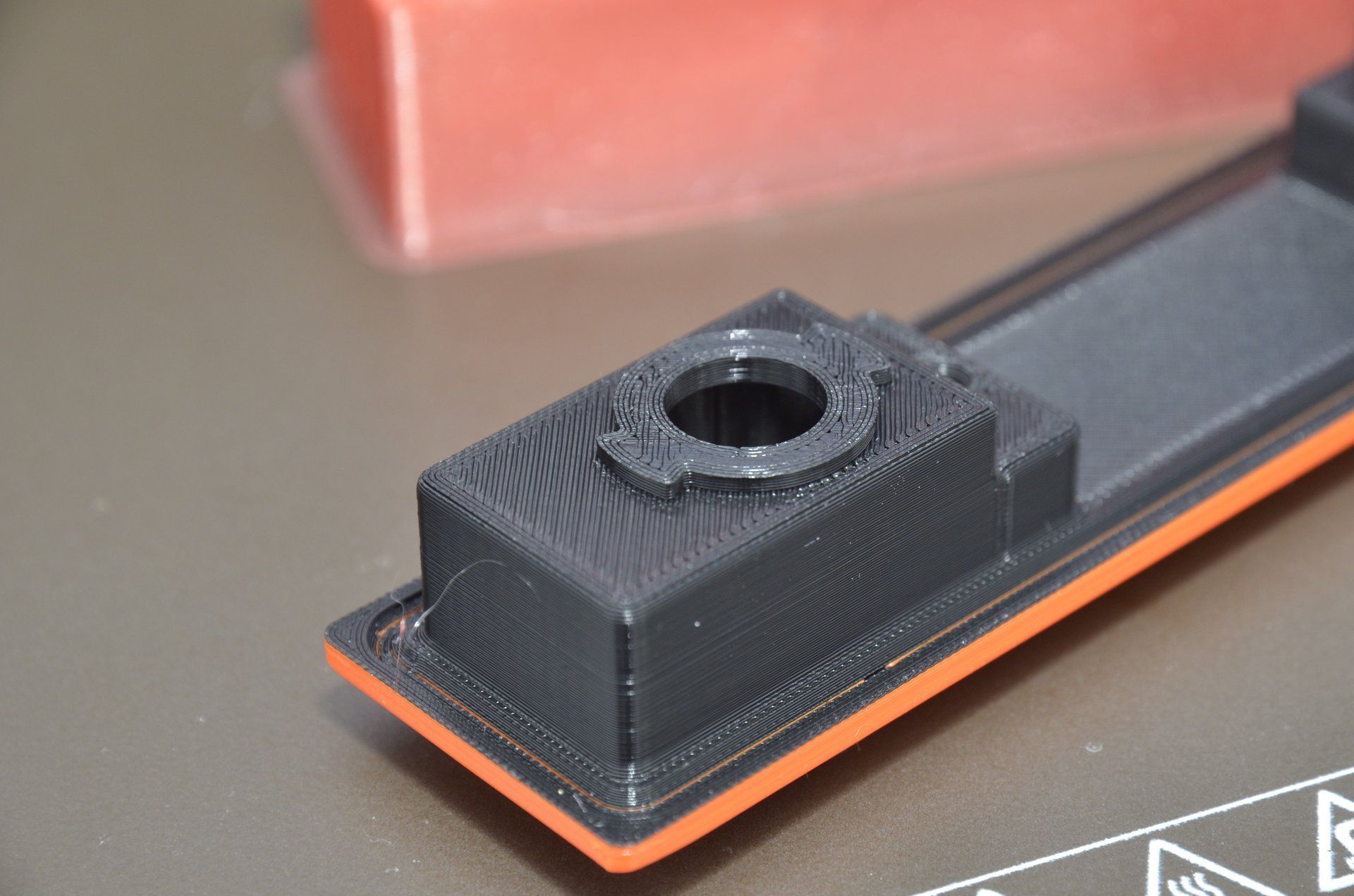
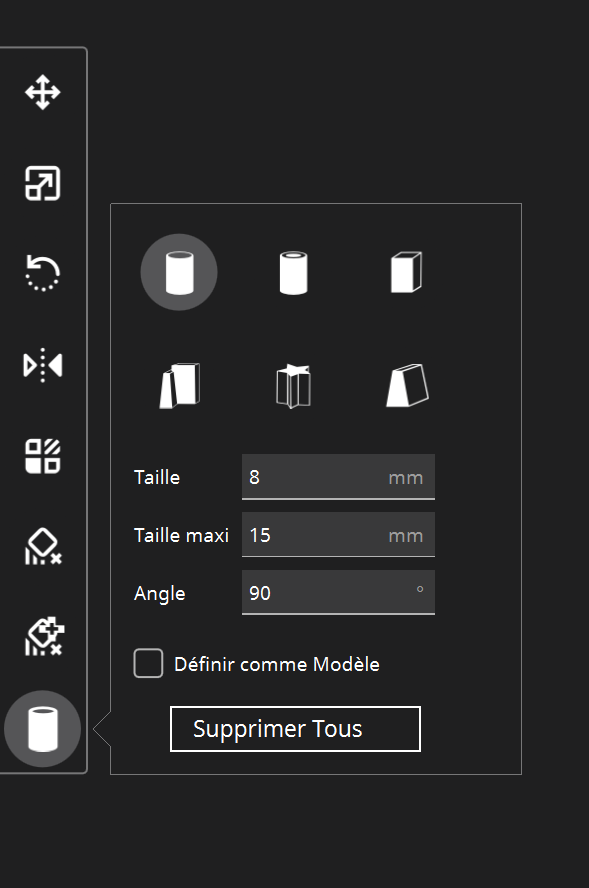
Au pire tu mets des "supports custom" cylindriques sous les trous. Tu places les supports à l'endroit voulu (les quatre trous) puis tu slices en gardant ta configuration support sans changement.
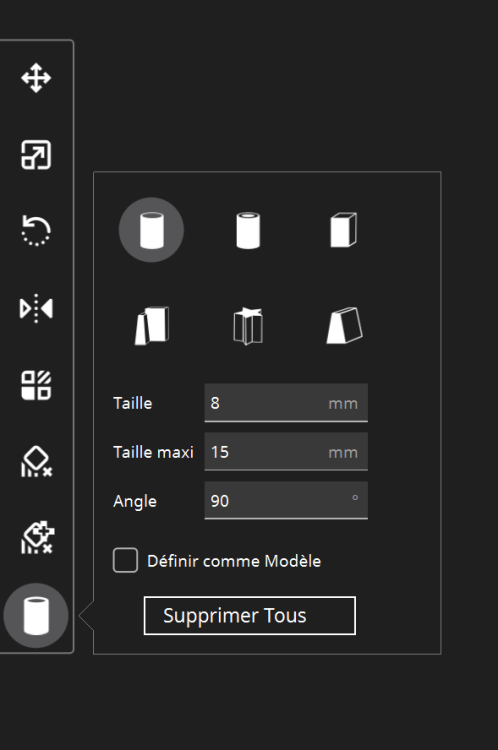 1 point
1 point -
Avec le scad ci-dessus fonte : Lemon jeko.stljeko.stl
 1 point
1 point -
Salut, bon j'ai reçu un mail comme quoi mon imprimante ne sera expédiée que le 8 Novembre pour une réception estimée au 15 Novembre pour des raisons de problème "d'approvisionnement global". Du coup compensation d'un ticket VIP à vie qui donne 10% sur le site de Creality. Sinon pas mal de nouvelle vidéo sur le compte de Kévin : https://www.youtube.com/@kevin.3D/featured1 point
-
J'ajoute une petite pub pour le sujet du MMU3, dans lequel j'ai fait un comparatif entre MMU2 et MMU3 mais aussi avec la XL 5T1 point
-
C'est du délire comme conception... Je ne comprends même pas comment ça a pu sortir des bancs de tests comme ça1 point
-
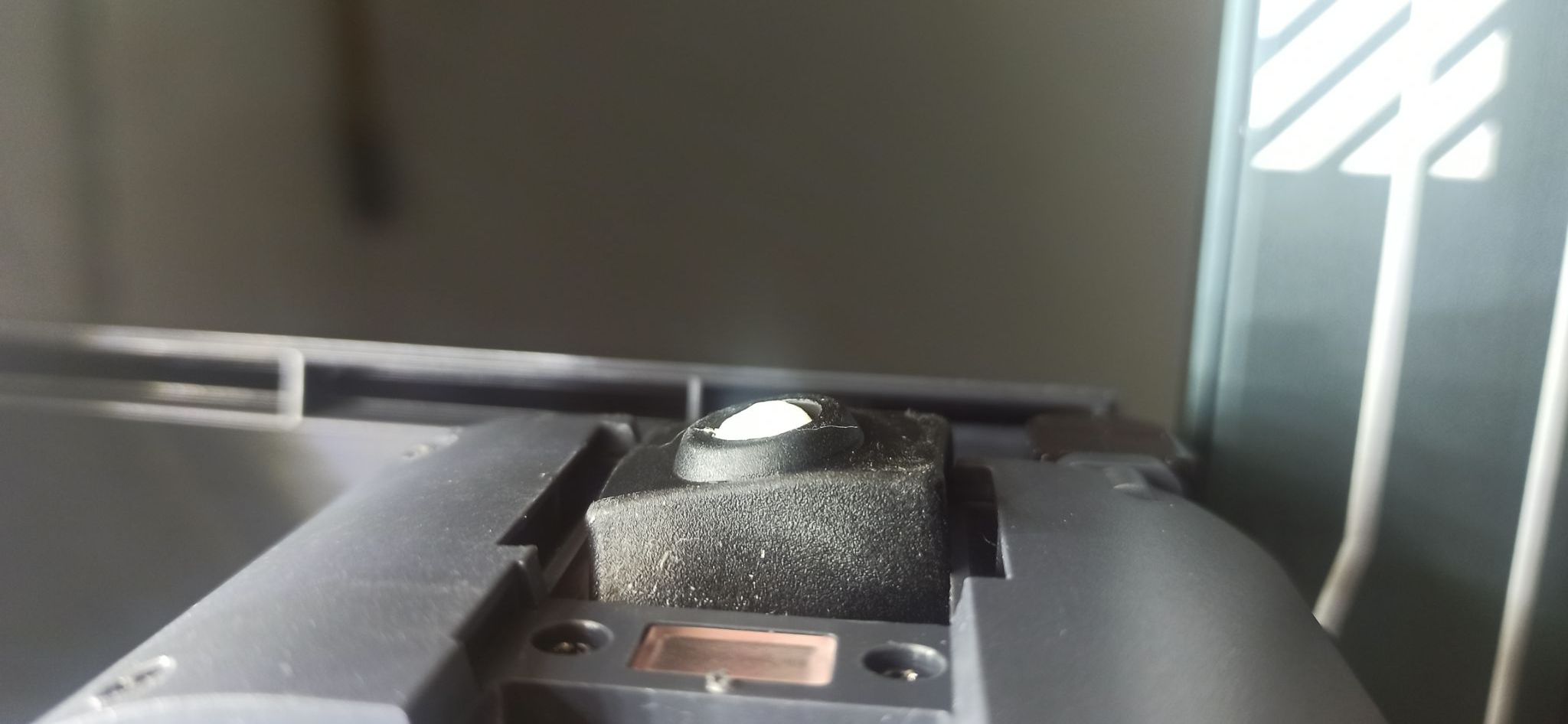
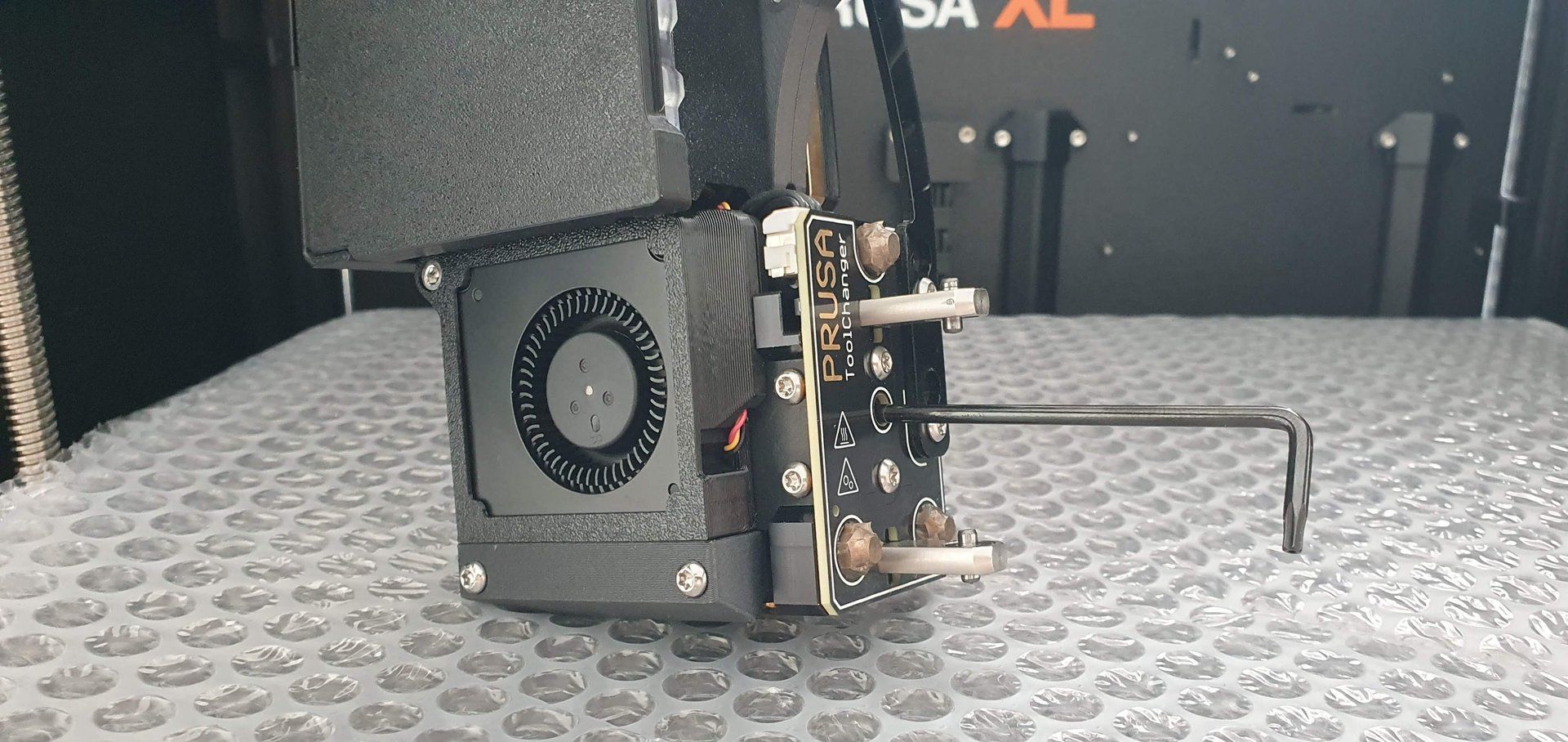
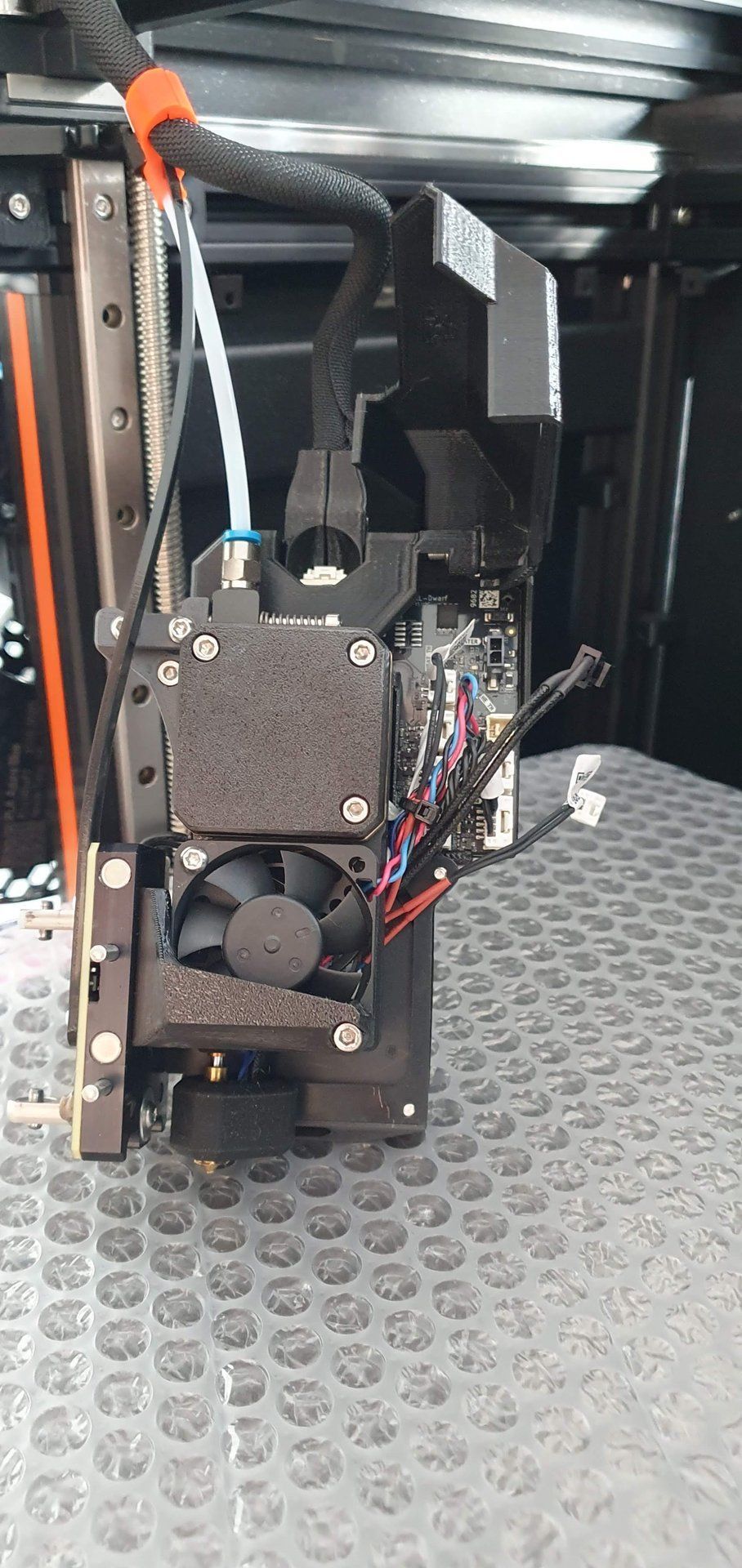
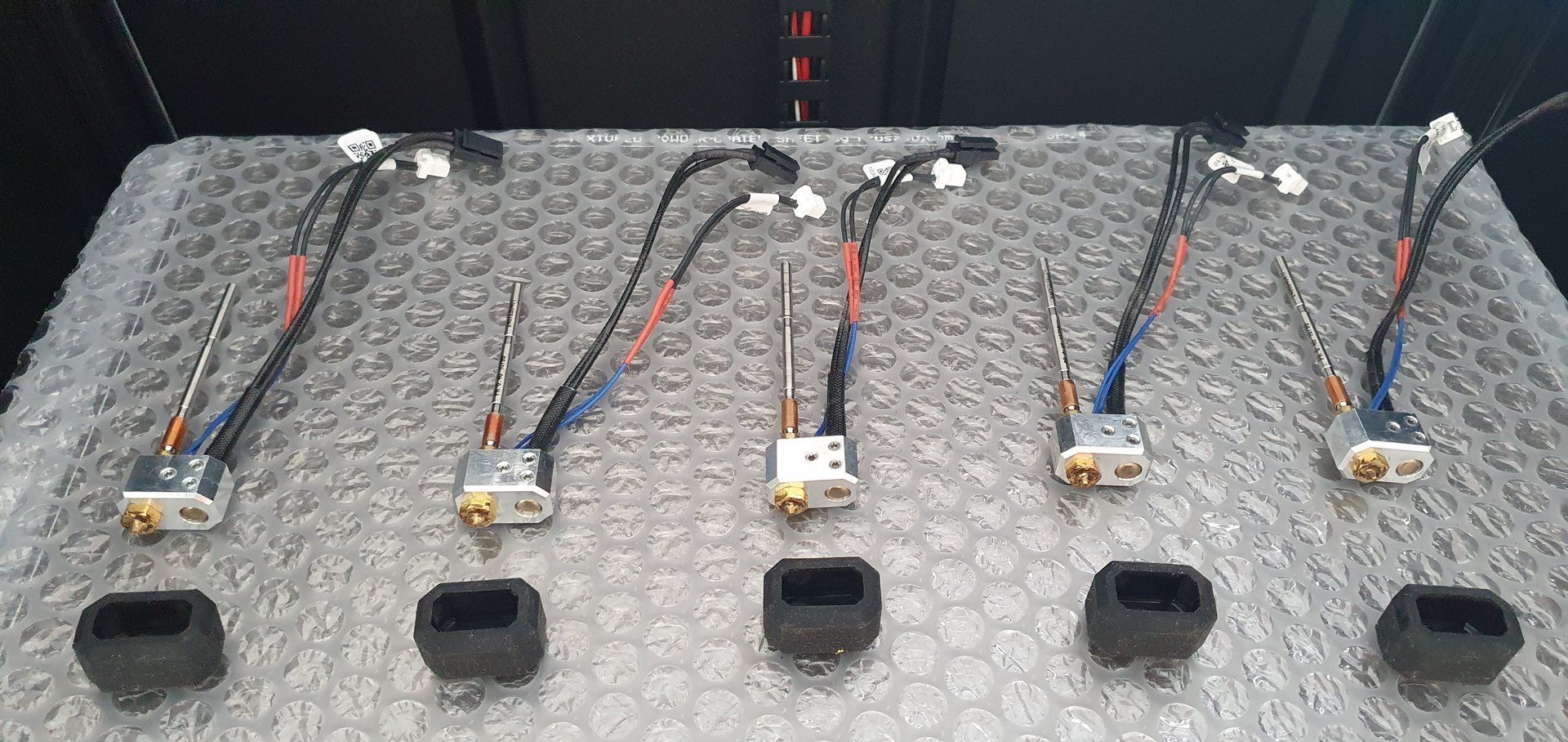
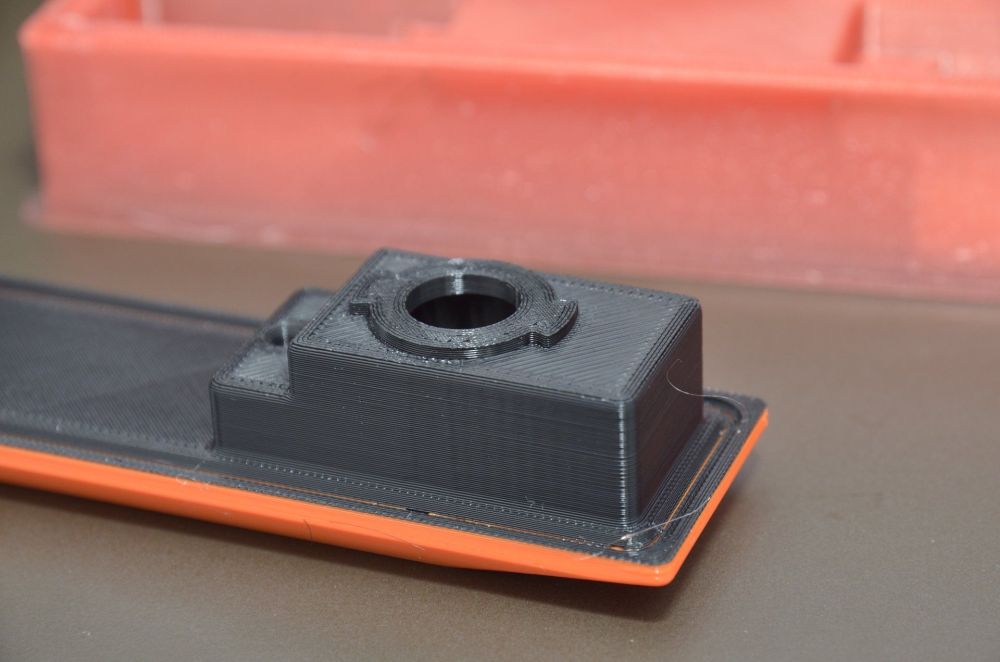
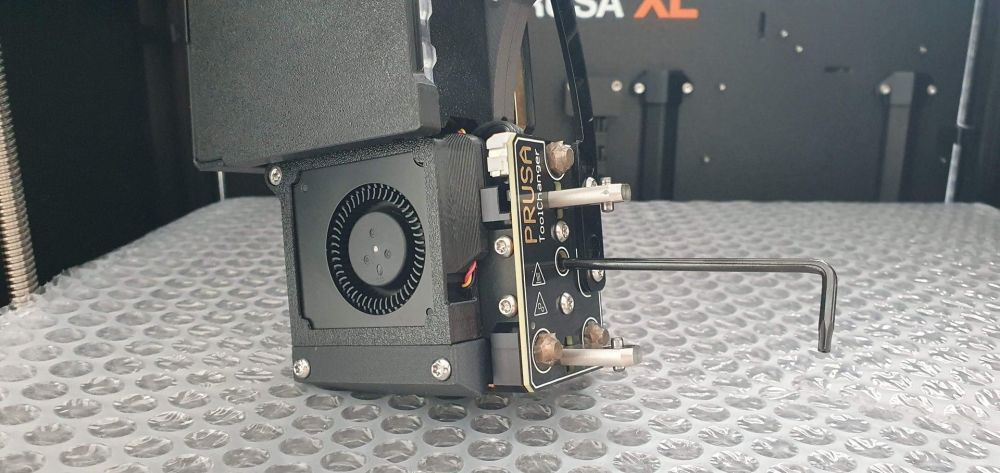
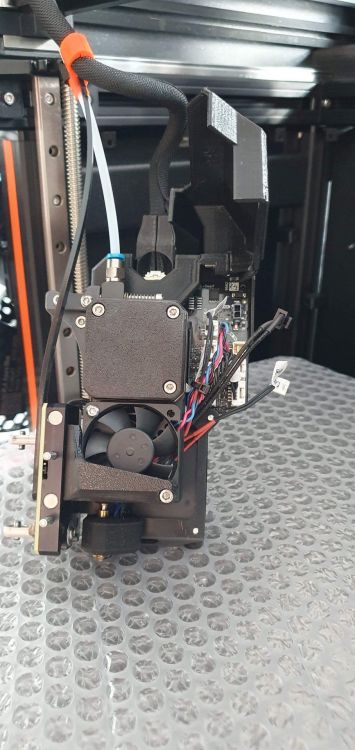
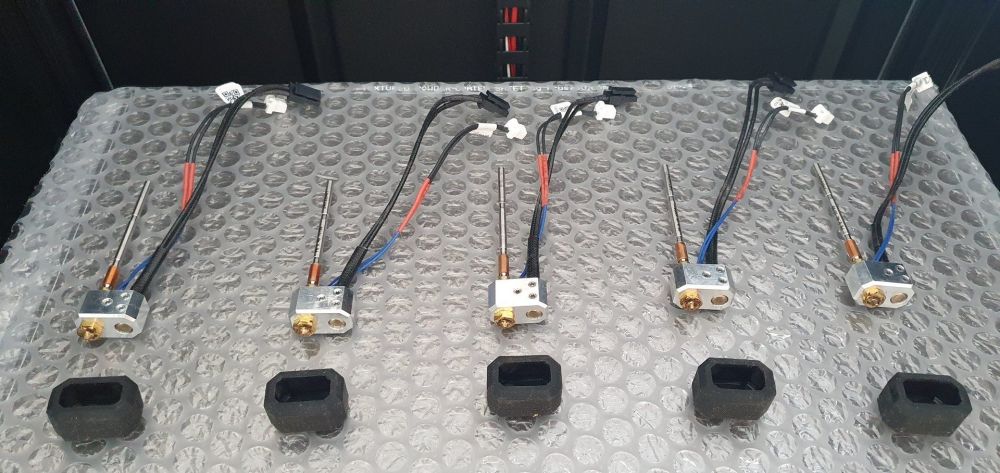
Hello, voici les nouvelles du week-end. Pas d'impression ici, plutôt une bad news et un bon coup de gueule. Je vous ai parlé il y a une semaine de mon problème de buse qui était descendue. Et bien l'histoire ne s'arrête pas là. Ne surtout pas faire ça ! Depuis lors j'ai remarqué que sur les éjections de filament ça claquait dans les extrudeurs. Pire, lors des changements d'outils, au moment de repartir sur la tour ça claquait aussi à l'insertion. J'ai remarqué aussi que lorsque j'insérais un filament dont je n'avais pas recoupé le bout, ça coinçait régulièrement. Bref, lorsque j'ai eu une petite impression dont une des couleurs n'est sortie que sur quelques couches, j'ai réactivé la détection de filament bloqué. Sans surprise il se déclenchait presque à chaque changements d'outils. Je savais déjà de quoi il s'agissait, et je le redoutais fortement depuis le resserrage des buses. Pour en avoir le cœur net, maintenant que j'ai eu un moment j'ai procédé au démontage de toutes les buses pour inspection. C'est l'occasion de vous montrer comment c'est foutu sur la XL. Une vis unique au centre de la "cheese board" (c'est le nom de cette platine). Elle est au fond, là où c'est entouré en blanc. Il s'agit d'une vis torx dont la clé est fournie bien entendu. Le serrage / desserrage s'effectue donc avec le côté court de la clé entre le pouce et l'index. Ici on desserre donc de quelques tours. On ouvre le capot dévoilant la "dwarf board" et on déconnecte la cartouche de chauffe ainsi que la CTN. L'ensemble de la hotend coulisse sans effort. Au dessus de la bague en cuivre on distingue une gorge. C'est là que vient se serrer la vis, sur la partie la plus fine du tube. A noter qu'une seconde gorge est présente plus haut, qui est utilisée sur la MK4 car il y a deux molettes pour le serrage. Tu peux maintenant voir que la vis qui serre le tube force contre le tube, mais il y a une petite gorge qui l'empêche de tomber tant que la vis n'est pas trop desserrée. J'ai tout bien mis à plat, j'ai oublié la photo avec les buses démontées. Comme je l'avais déjà constaté pour les leviers des nextruders dont certains sont durs à fermer, il y a une grosse disparité sur le montage d'usine des différentes têtes. J'ai une buse qui n'était littéralement pas serrée du tout, elle tournait toute seule. Une autre où j'ai dû utiliser les deux clés de démontage avec une force que je qualifie de raisonnable (type serrage à chaud). Et les trois autres où je n'ai eu qu'à tenir le bloc alu avec les doigts pour pouvoir démonter les buses. Moment de vérité : Shit. J'ai mis la pire pour que ce soit bien visible. Mais elles sont toutes aplaties. Cette gorge fait 2.6mm de diamètre. J'ai mesuré les diamètres sur le plat des buses : 2.50mm 2.55mm 2.45mm 2.44mm 2.52mm Ca peut paraitre peu, mais ça fait toute la différence. Lorsque j'insère un filament normal de 1.75mm, il arrive à atteindre le bout des buses sans problème. Mais lorsque j'insère un filament qui est ressorti de la hotend après un ramming, comme celui-ci : dont la pointe fait exactement 2mm de diamètre, qui est le diamètre interne du tube, et bien il ne passe pas cette gorge. Du moins pas sans forcer. Résultat : pour une impression mono-couleur ça passe, le filament ne faisant que avancer. Ca peut juste être pénible lors de l'éjection pour le changement de bobine. Pour une impression multi-couleurs en revanche, c'est foutu. Le système est en carafe pour cause de filament bloqué à pratiquement chaque toolchange. Par acquis de conscience, j'ai démonté aussi la hotend de la MK4 pour voir l'état des gorges : Rien nada, pas une trace. Le système à molettes est positionné de telle sorte que de toute façon il est impossible d'exercer une trop grande force dessus avec le bout des doigts. Franchement pour une bécane à ce tarif, il y a trop de points mécaniquement "flous" (rappelez-vous les docks qu'il fallait serrer "très fort"). Parce que serrer modérément avec le bout d'une clé dont le levier fait 2cm de long et réussir à mettre la machine à l'arrêt, j'appelle ça un défaut de conception. Je veux bien que ce soit du consommable mais tout de même, Prusa se targue de construire des machines pour durer, ce n'est clairement pas le cas de ses buses. Maintenant que faire ? Je vais bien entendu remplacer les buses à 22€ pièce, mais comment les remonter correctement ? En effet le système est mal foutu car si on imagine serrer la vis juste au contact pour ne pas contraindre le tube. Lors des palpages du plateau la buse va avoir tendance à se plaquer vers le haut, comme il le faudrait. Mais lorsque l'extrudeur pousse fort le filament, la buse va avoir tendance à se plaquer vers le bas. C'est ce qu'il a du se passer lors de mon essai foiré d'impression de la semaine dernière. Bref, je sais pas trop comment gérer cette situation.




 1 point
1 point