Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/07/2025 dans Messages
-
Bonjour, Si vous faites de la photo, vous connaissez sûrement le petit programme ShiftN Il permet de corriger la perspective Voici un exemple Avant / Après Parfois, il est nécessaire de sélectionner manuellement les lignes qui sont reconnues comme verticales à la souris. Le bouton gauche permet de désélectionner les lignes (les mettre en rouge) et le bouton droit permet de les sélectionner (les mettre en vert) C'est assez fastidieux. Je viens de télécharger le code source de ShiftN et de le modifier pour permettre de faire un rectangle de sélection multiple à la souris avec la touche CTRL, ce qui est beaucoup plus rapide quand il y a toute une zone où il faut sélectionner ou désélectionner des lignes La nouvelle version est téléchargeable ici : https://drive.google.com/file/d/1-eFfFfUf7K6LIpbKCbE23qBv-ccYLDVx/view?usp=drive_link Pour ceux que ça intéresse, voici le fichier modifié dans le code source : https://drive.google.com/file/d/1c4d50LdON7sll4XtWEONp7Cl-mhatOOo/view?usp=sharing Le code source original complet est téléchargeable ici : https://www.shiftn.de/ A bientôt

 2 points
2 points -
Si je peux me permettre, je rappelle que la finalité ici n'est pas d'assécher un filament, mais de le sécher suffisamment pour permettre une impression de qualité et avec un matériel facile à mettre en œuvre pour un prix raisonnable. Car la finalité, c'est l'impression chez le particulier... Après, vous pouvez débattre, mais ne perdez pas de vue la finalité recherchée.2 points
-
Bonne nouvelle l'auteur m'a répondu ; il m'autorise à créer un dépôt Git J'ai ajouté une fonction plus tolérante pour la sélection multiple avec le bouton SHIFT (les lignes sont sélectionnées ou désélectionnées si leur centre est dans le rectangle de sélection) ; je tâche de trouver comment corriger le bug de la fonction "enregistrer sous" et après je publie2 points
-
Bonjour, voici une copie d'écran du site de Sunlu
 2 points
2 points -
Bonjour, peut être des photos ? Des prix ? Une localisation ? merci !1 point
-
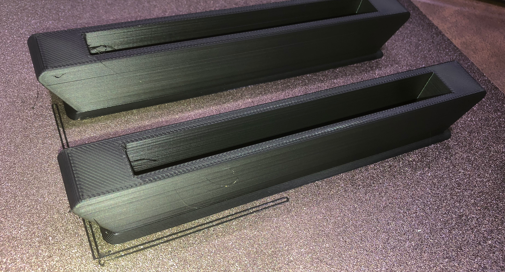
Bonsoir, Avant d'imprimer une pièce beaucoup plus importante, ce matin j'ai imprimé 2 patins en PETG avec ma buse de 0,6 mm. Contrairement à ma pièce d'essai, je constate quelques traces de stringing ( peut être en relation avec le fait que je n'ai pas mis mon sécheur de filament en route ce matin ! ). Les parois latérales de ces 2 patins sont massives ( Epais. env. 5 mm ) - Long ext. 210 mm / Largeur 25 mm / Haut. 30 mm Peut être liée à un autre phénomène. J'ai remarqué qu'au cours de l'impression ( sur la fin de couche ), la tête repartait à l'autre bout de la pièce en passant sur l'épaisseur d'un des bords et que la buse raclait légèrement la surface durant son trajet. J'ai bien coché l'option '' Eviter de traverser les périmètres '' mais j'ai laissé le paramètre suivant à 0. Origine du phénomène ? En comparant par rapport au profil que j'utilisait en buse de 0,4 mm, le gain de temps d'impression est bien de l'ordre de 30% ( Données slicer ) . Dernier détail : Ma buse est parfaitement propre à l'issue de l'impression. Je pense que la buse de 0,6 mm est vraiment un bon compromis pour les pièces que j'ai à imprimer actuellement. @pjtlivjy , @vap38, @Jean_Luc, n'hésitez pas à essayer ! et merci à @V3DP pour le REX

 1 point
1 point -
Hein !?!? Je ne traine pas souvent sur makerworld. J'avais posté mon truc sur Facebook, mais Le boitier est tellement simple, rudimentaire et fait à l'arrache qu'il ne méritait pas un partage. Le ventilateur est génial, une vraie soufflerie, mais il ne sert pratiquement pas. Je suis un peu déçu par le gain réel de la ventilation auxiliaire. Après, je suis très loin d'être un maker compulsif, et j'imprime rarement des pièces ou elle pourrait vraiment être utile. Voici le lien ---> https://fr.aliexpress.com/item/1005006071330797.html?spm=a2g0o.order_list.order_list_main.105.62155e5b9usn6T&gatewayAdapt=glo2fra Edit : Pour le module c'est du 24V vu que l'alimentation est en 24V. Apparemment, c'est le même module.1 point
-
Salut ! Peux tu nous en dire plus sur le type de pignon (par exemple) que tu souhaite reproduire ? L'impression 3d c'est géant, mais ça ne peut pas tout faire De manière générale, oui, une imprimante fermée ça sera mieux si tu as besoin de faire de faire des techniques. Pour te donner des choix, reste à voir ton budget. Le meilleur rapport qualité prix du moment, ça sera la Centauri Carbon de chez Elegoo Voici le test : https://www.lesimprimantes3d.fr/test-elegoo-centauri-carbon-corexy-20250219/ Et c'est @pascal_lb qui t'en parlera le mieux ici. Après, en vrac, tu vas trouver en fermée capable de passer un peu tout les filaments : - Creality K1C, K2 pro - Bambu lab X1C et H2D - Qidi plus 4 - Anycubic Cobra S1 - Prusa Core One - j'en oublie sûrement d'autres A titre très personnel, je trouve la Prusa Core One très chère par rapport à la fiche technique (et moins polyvalente que les autres sur les types de filaments je crois) MAIS Prusa a toujours créé des kit d'upgrade qui permettent de changer de génération à moindre frais, là où tu dois changer entièrement d'imprimante chez d'autre marques. Faut surtout voir ton budget avant tout1 point
-
Merci Julien, j'ai vu ces prix. Par contre hier on m'a parlé de la bambulab du coup je suis un peu perdu1 point
-
Merci pour tes bons conseils. Je vais me pencher la dessus je vais y aller vraiment tout doucement et s'il le faut je verrais pour une formation. Encore merci1 point
-
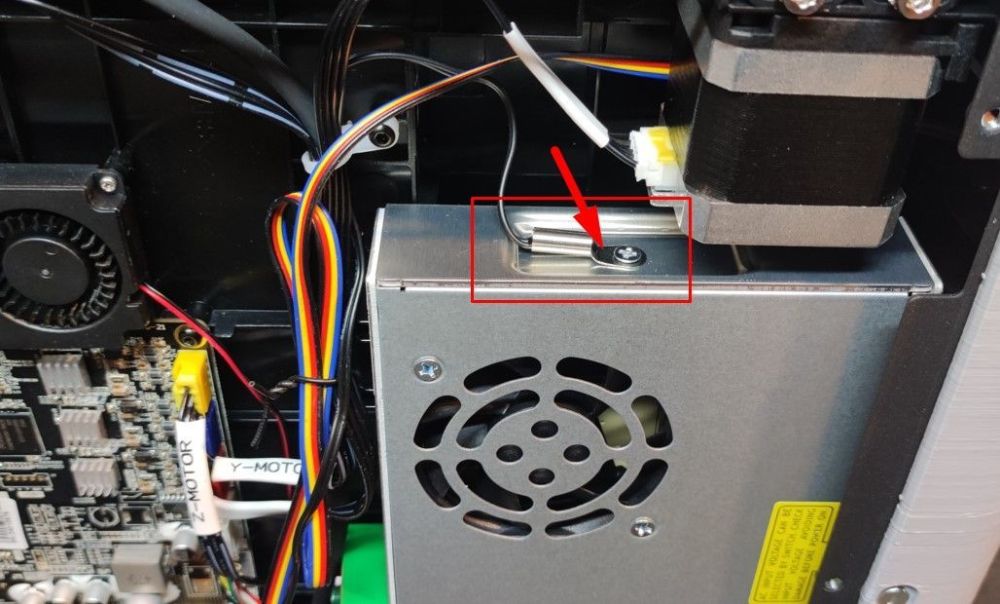
@medmedTu es célèbre sur makerworld via facebook et même sur youtube ! Il dit qu'il t'a contacté mais qu'il a pas eu de réponses. https://makerworld.com/fr/models/1093376-silent-fan-on-power-supply-of-flashforge-5m-pro Je vais faire la même chose pour mon AD5X, Pour la carte j'ai trouvé ça thermostat Tu confirmes que c'est du 24V qu'il faut ? et pour le ventilateur de chambre pareil ? si t'as le lien aliexpress du ventilateur, je suis preneur. j'airais plus qu'a attendre un kit de fermeture officiel et la machine pourra tout faire ! En tout cas remarquable travail !!! Merci.
 1 point
1 point -
des photos de l'impression qui s'est décollée serait plus parlant. (Si jamais ça se reproduit)1 point
-
Mais si c'est valable dans un sens (vers l'extérieur), cela doit l'être dans l'autre, non ? Là, ce n'est pas simple. Je ne vois pas comment, sans risquer de fuites d'ondes, y mettre une sonde de températures et encore moins y placer un dispositif électronique . @pjtlivjy, Il serait peut-être bon de rappeler que l'on s'adresse à des amateurs, pas des professionnels disposant d'outils et de méthodes hors du commun. Alors certaines méthodes utilisées, même si elles heurtent ta sensibilité de professionnel, sont la plupart du temps suffisantes… Effet placebo, peut-être ou pas. À partir du moment où cela nous contente, en tout cas moi ça me suffit.1 point
-
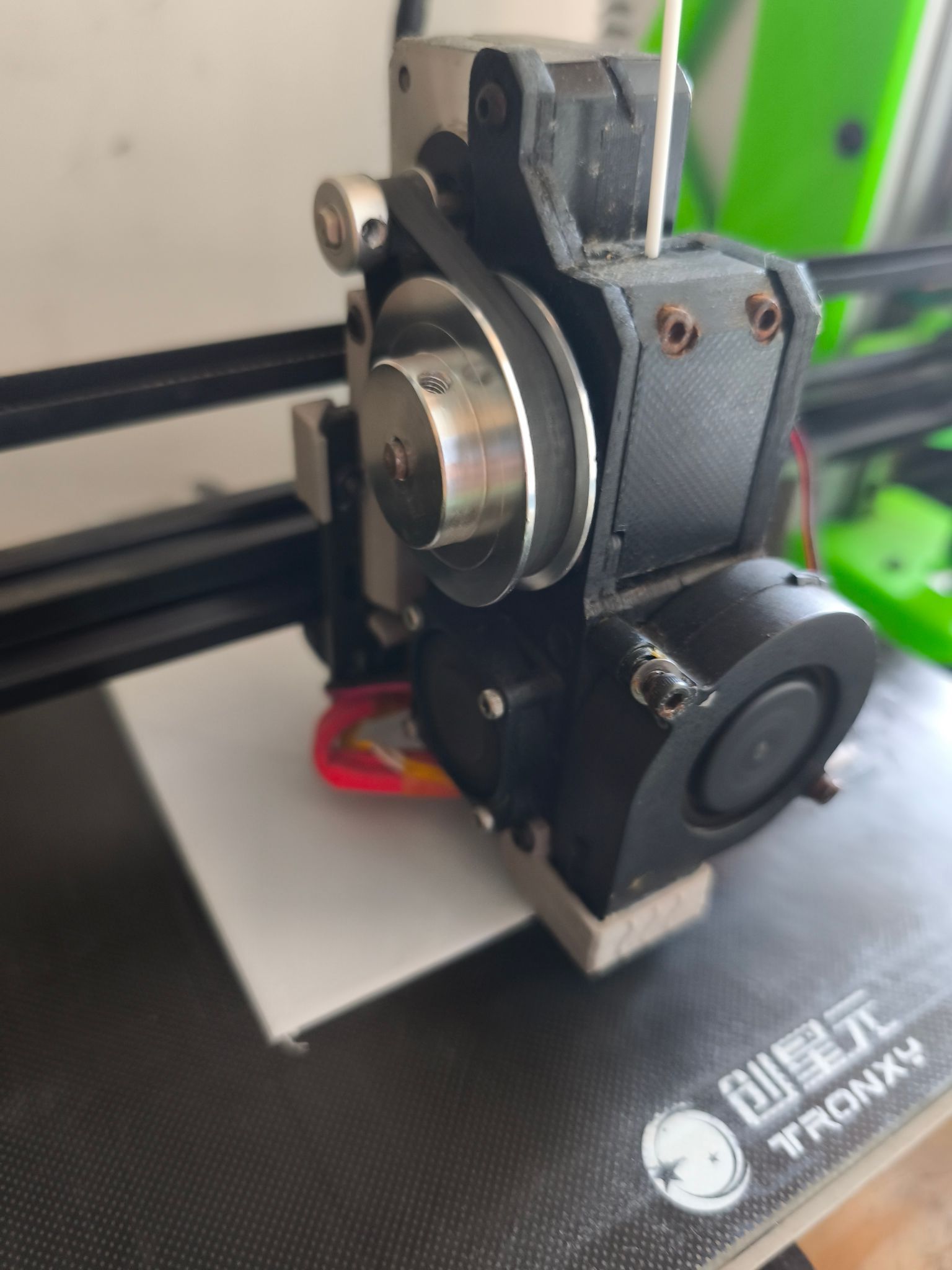
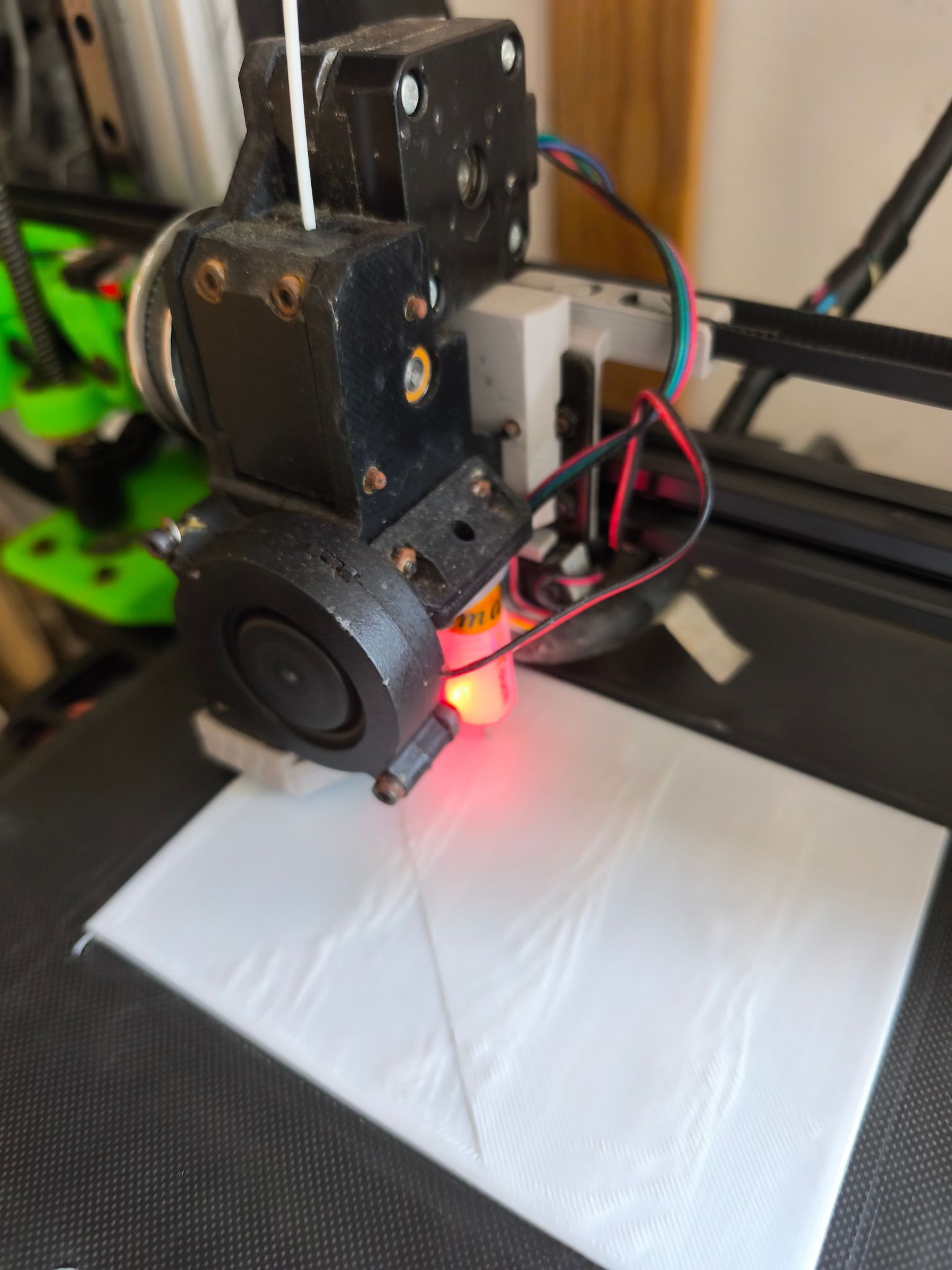
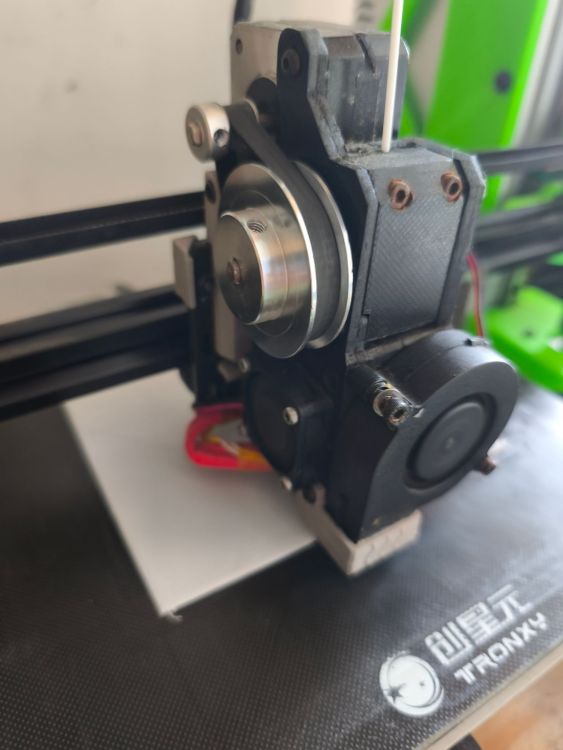
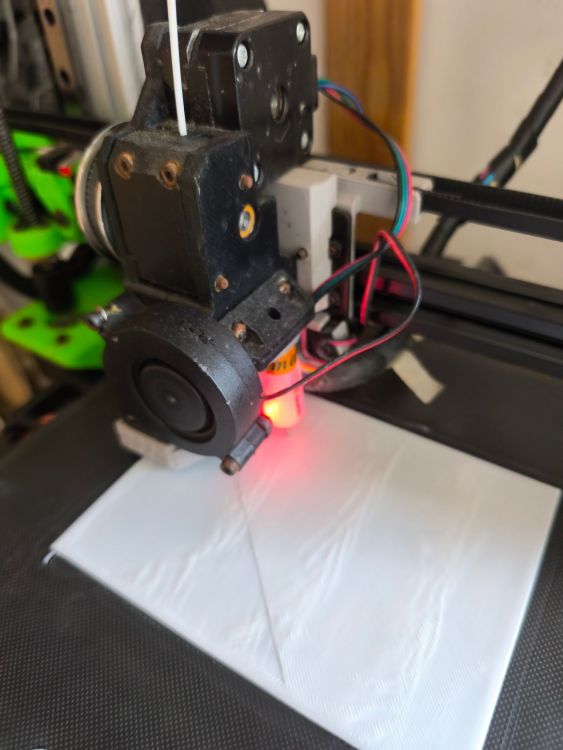
Hello Je voudrais changer la partie extrudeur par une nouvelle Actuellement les pieces casse et le ventilo fait du bruit berf ca a mal vieillit J ai mis en photo l actuel et des pièces que j ai déjà a ma dispo qu en pensez vous ? le changement vaut le coup ? merci
 1 point
1 point -
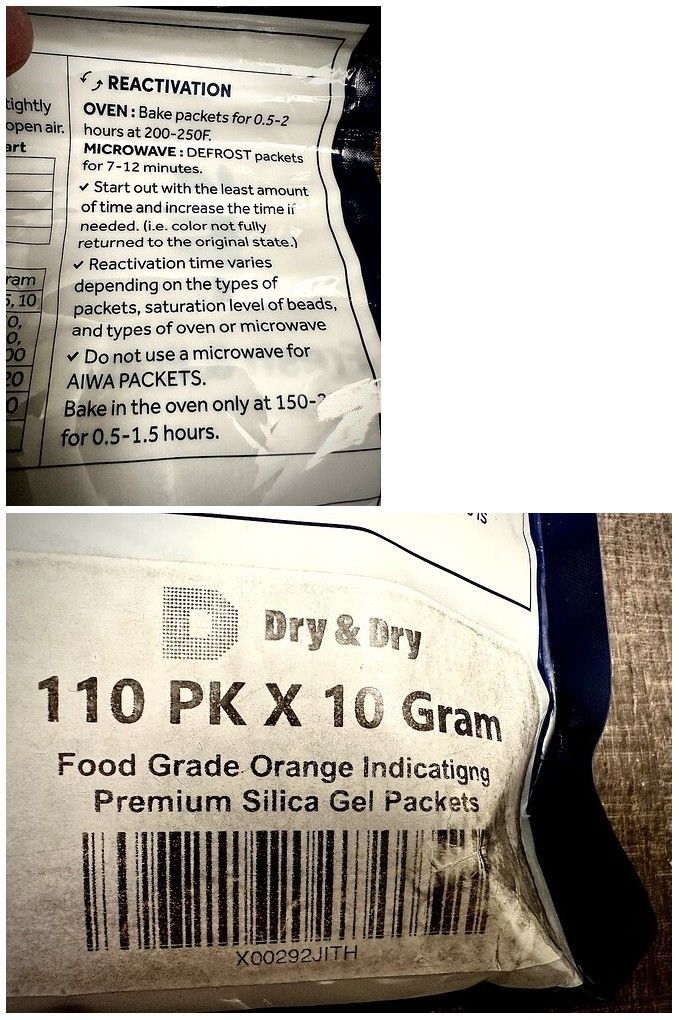
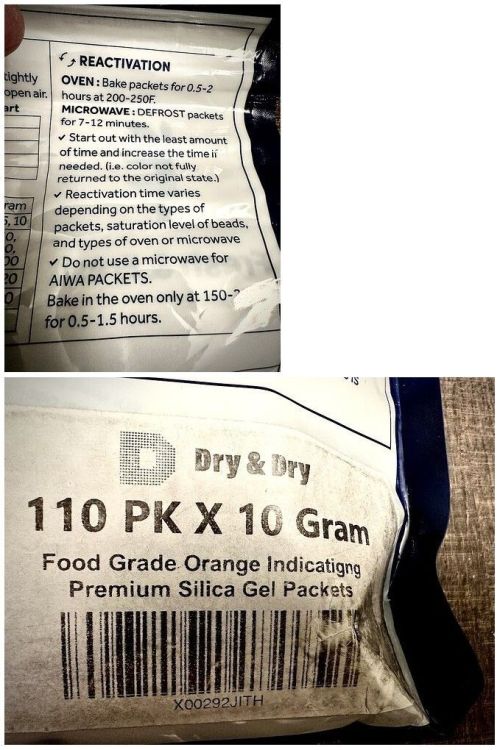
Et moi je pose ça là, trouvé sur le forum d'en face. Apparemment il y a bien des Silica Gel "séchables" au micro-onde puisque le fabricant indique la procédure sur le paquet. Il manque seulement l'indication de quantité pour le micro-onde car sécher un paquet de 10 grammes ou 110 paquets, ce n'est pas la même chose. Côté écologie, économie et temps, il y a quand même un monde entre un micro-onde en mode décongélation (~100W) pendant 12min et un four à 120°C pendant 2h... Reste à trouver le moyen de mesurer la température du silica gel dans le micro-onde pour éviter la surchauffe.
 1 point
1 point -
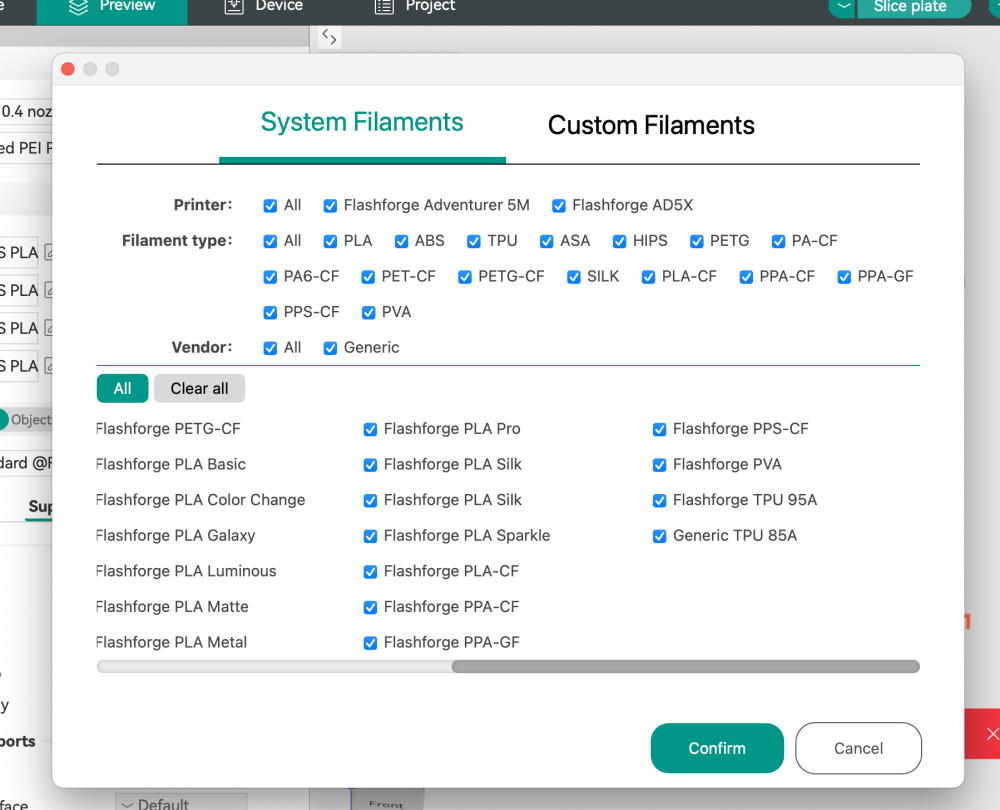
Merci J'ai la même chose, le TPU FLashForge 95A et un generic mais en 85A pas d'autres préréglages, je vais essayer de copier les ressources d'Orca pour voir.1 point
-
Street-art Benchy, HyperMaker 16K, ProForge 5, Qidi Box, promos Creality, moto imprimée en 3D et AMS Heater Sunlu : l'actualité 3D de la semaine dernière en résumé ! https://www.lesimprimantes3d.fr/semaine-impression-3d-498-20250721/1 point
-
salut @Jems j'ai un generic Tpu as encore essayé le vrai Flashforge mais ça ne va pas tardé car tous les réglages ne sont pas dispo sur la version Flashforge
 1 point
1 point -
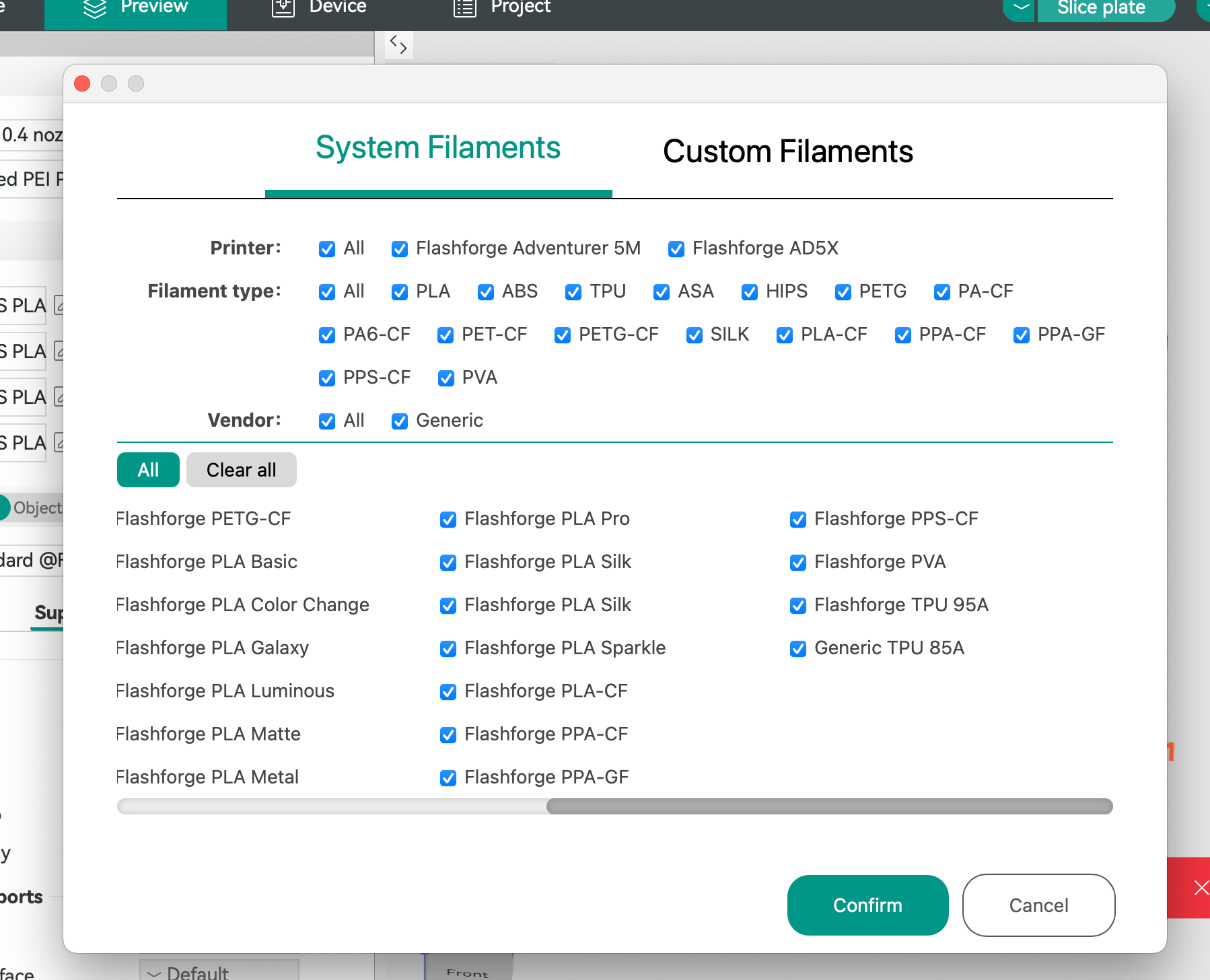
Coordonnées envoyés. Elle m'a dit que ce n'était pas en stock mais qu'ils l'enverraient dès que ça le serait. Merci encore @pjtlivjy Sinon j'ai encore démonté l'extruder, (je commence à être une machine), j'ai quelques soucis pour le moment, je me question sur OrcaFlashForge, quelqu'un utilise le vrai Orcaslicer avec cette imprimante ? Je voulais changer de TPU pour réessayer mais je n'ai que la marque Flashforge dans les choix. Pareil pour Vous ?1 point
-
Les deux stl du tuto ... Calibre.stl Щуп.stl
 1 point
1 point -
@Kachidoki je penche plutôt pour un joint non étanche à la vapeur d'eau, un tel joint sur un appareil de ce prix serait un exploit technique et économique Creality mets en avant un système de valve également qui peut expliquer le relâchement à l'arrêt, je t'en dirais plus quand j'aurais étudié cette partie pour la régénération du dessicant pour un appareil qui monte au max à 85 degrés on est dans le marketing, disons que ça retarde sa saturation pour toi qui est équipé de la XL Prusa, c'est pas mal, c'est costaud et bien fait il y a un mode auto drying, durée réglable jusqu'à 48 h, on peut gérer 2 températures, en promo actuellement à 159 $
 1 point
1 point -
Alors je vais y aller comme un enfant, petit à petit1 point
-
C'est tout à fait ce point que je n'arrive pas à saisir dans ton essai. J'ai bien saisi que l'humidité "faible" à haute température est trompeuse. Mais alors comment arrives-tu a te retrouver le lendemain, après refroidissement, à conserver "seulement" 15% d'humidité relative à 25°C ? Où est passée toute cette eau et comment s'est-elle évacuée dryer éteint ?1 point
-
non car d'une part la température est maitrisée et c'est par convection thermique que le gel se regénère, contrairement à l'agitation des molécules crée par le micro onde. En restant dans la fenêtre de température de régénération 100 - 120 degrés, on est bien en deça des températures de transformations d'éventuels composés chimiques liés à la fabrication Avec un micro onde la bille de gel peut atteindre très rapidement 250 degrés si elle est très humide avant même que la vapeur ait pu s’évacuer correctement. hors du gel de silice amorphe se dégrade à partir de 150 degrés. par exemple à partir de 200 degrés, démarre ce que l'on appelle le sintering (= fusion partielle des pores), perte de surface d'adsorption j'en suis certain pas de souci, cette question n'avait pour but que de souligner le fait qu'un produit grand public a une composition très souvent inconnue. Hors si globalement ils sont tous composés de gel de silice amorphe, il existe plusieurs grades (qualité) et plusieurs tailles et structures de pores (qui n'absorbent pas les mêmes choses) et plusieurs formes (billes, concassés) qui influent sur leur comportement à la chaleur. il y a les additifs indicateurs de couleur que tu évoques dont certains sont considérés comme toxique ou pas selon les pays mais il y en a d'autre que l'on ne voit pas : additif anti poussière, liant etc etc qui plus est ils sont sont très rarement livrés secs au boulot tous les lots passent en analyse et ça n'est pas pour rien, certains lots arrivent à 5% de saturation d'autres à 20%. Le problème c'est qu'on ne sait pas ce qu'ils contiennent si je puis dire (gaz, vapeurs organiques, co2 etc etc) ça rejoint un des points évoqués avant, le gel n'est pas livré sec donc on ne part pas de zéro et le changement de couleur est une idée trompeuse car Il ne change pas de couleur en fonction d’un % massique d’eau dans le gel, mais en fonction de l'humidité ambiante au contact des billes. pour info la seule méthode scientifique de référence c'est l'analyse thermogravimétrique (TGA) Le gel est chauffé progressivement dans une atmosphère contrôlée, et la perte de masse est mesurée en continu. Très précise, donne le profil exact de désorption. Nécessite un appareil coûteux et réservé aux laboratoires. et elle a entièrement raison mais malheureusement ce point est trop souvent oublié et si on oublie souvent la chimie, la chimie elle ne nous oublie jamais la contamination croisée est une réalité. Il suffit d'une seule cuisson pour retrouver des composés des mois après sur ce qui sort du même four1 point
-
allez je te donne la clé de l'énigme @JoOj la sorcellerie c'est quand même drôlement plus fun que l' IA1 point
-
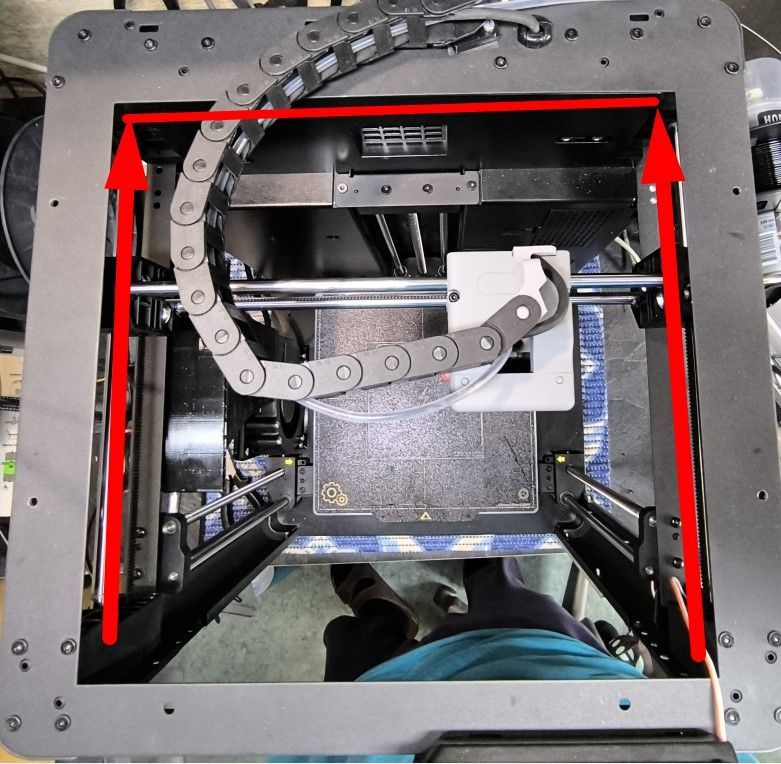
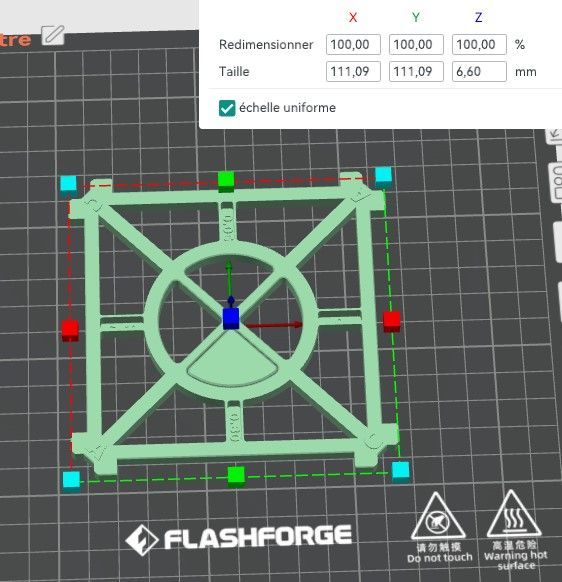
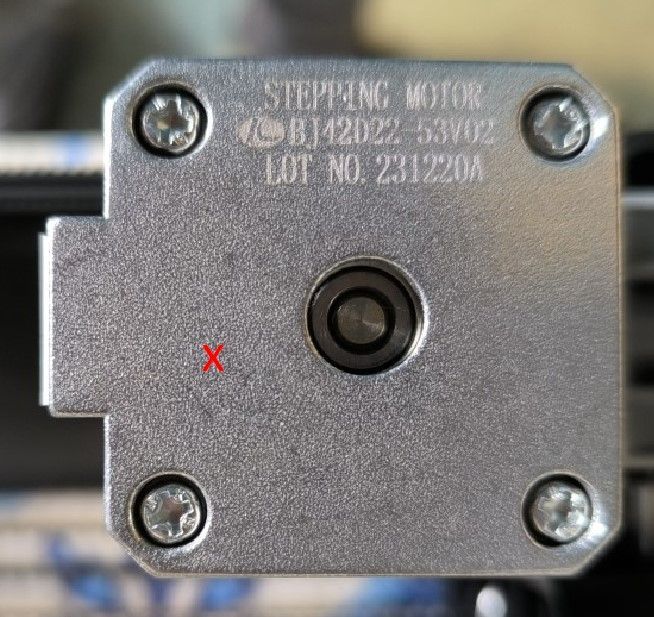
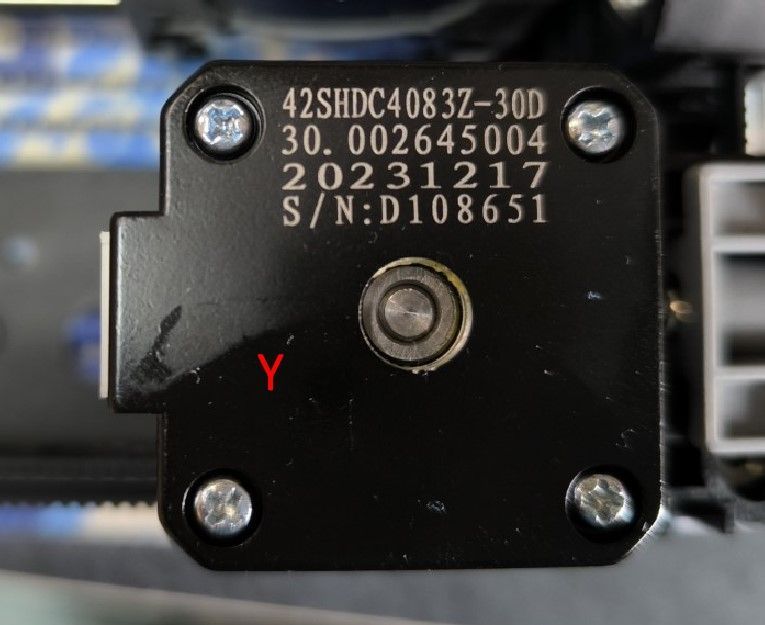
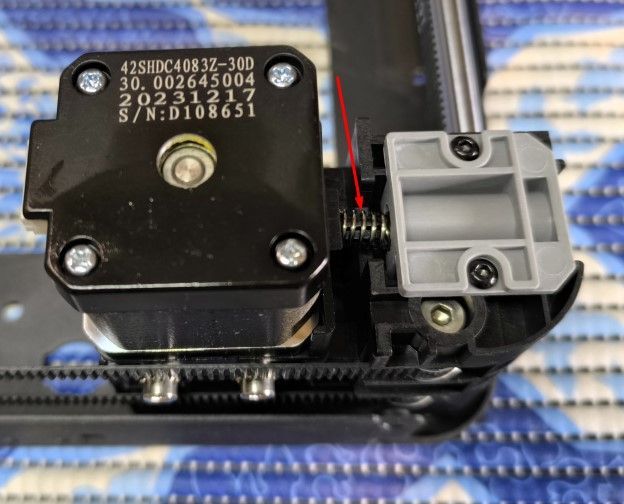
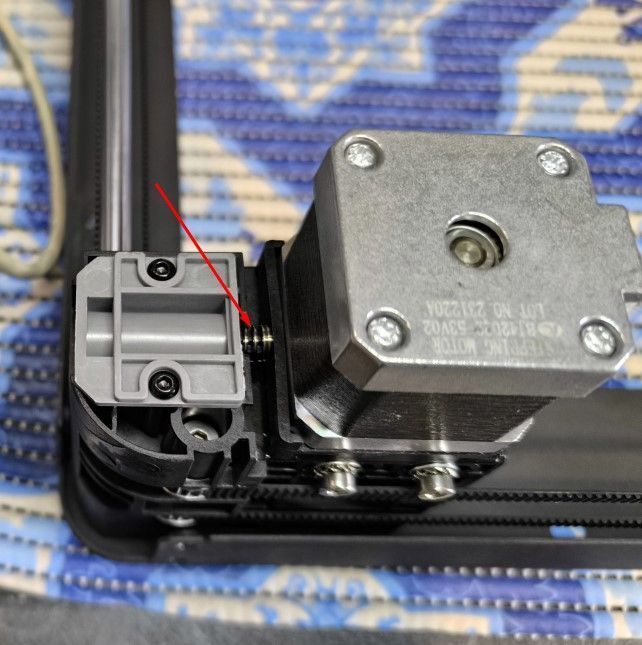
Je me suis rendu compte qu’un léger désalignement sur l’axe Y affecte la géométrie des impressions. Lorsque je pousse le chariot XY en butée vers l’arrière, j’observe un décalage d’environ 2 mm sur le côté gauche, alors que le côté droit est bien en butée. C’est assez minime, mais suffisant pour fausser l’équerrage. Une photo sera plus parlante. À force de chercher d’où pouvait venir ce décalage, j’ai fini par identifier la source : la tension de la courroie Y. J’ai donc démonté le chariot pour y voir plus clair. Première surprise : les moteurs XY sont de modèle différent.. Le réglage des courroies est une opération un peu complexe, mais aussi très instructive. Honnêtement, je n’y serais jamais arrivé sans l’aide d’un tutoriel sur lequel je suis tombé par hasard en cherchant des infos sur la 5M. Il s’agit d’un PDF réalisé par un maker russe. La 5M/Pro est d’ailleurs très populaire en Russie, avec des forums particulièrement actifs autour de cette machine. Plutôt que de me lancer dans de longues explications parfois confuses, je préfère vous partager ce PDF en russe que j’ai traduit en français avec l’aide de l’IA — un vrai gain de temps ! Petite mise en garde concernant le blocage des moteurs via les 4 écrous : il est inutile de les serrer trop fort, au risque d’arracher les inserts dans lesquels ils se vissent. Le démontage du chariot est relativement simple sur la 5M, mais un peu plus long sur la 5M/Pro à cause du carénage. Voici la vidéo tutoriel de démontage par flashforge ----> https://www.youtube.com/watch?v=lhk1nPznHhI&t=5s En fait, c’était un serrage trop fort d’un écrou de blocage sur l’axe Y qui faussait une tension équilibrée entre les courroies Y et X. Le serrage avait écrasé la lumière où le moteur Y est censé coulisser, ce qui empêchait le ressort de se mettre en tension correctement pendant le réglage. Voici le PDF en deux parties (trop gros pour le forum). Le seconde partie et la calibration géométrique précise et très détaillée, via un STL tuto_calibration XY-pages-1.pdf tuto_calibration XY-pages-2.pdf Edit: Meme coupé en deux c'es trop gros..
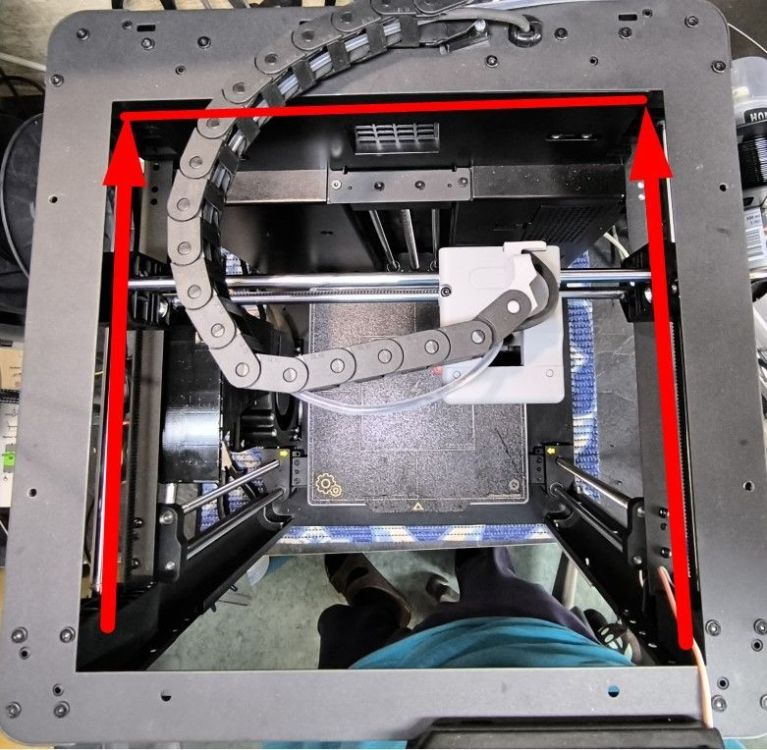

 1 point
1 point -
alors entre ceux (la concurrence ?) qui colporte tout et n'importe quoi et ceux qui ne prennent pas le temps d'apprendre à se servir d'une imprimante @Sscalpa les réseaux sociaux je les suis mais avec beaucoup beaucoup de recul si ça n'est pas étayé par des faits, des mesures, des photos je passe ...1 point
-
Ma dernière vidéo a aussi sa place dans ce topic ^^1 point
-
Un mode "silent" est apparu ! Pas encore vu ce qu'il impliquait en détail en termes de paramètres, mais en pratique il semble qu'il baisse la vitesse d'impression drastiquement, en deçà de 50%. Aucun effet sur la ventilation par contre. Le résultat : on gagne environ 18dB sur une impression classique pleine vitesse (je vous donne pas les valeurs absolues, je mesure ça avec une appli gratuite. C'est la variation qui est intéressante). Assez logiquement on doit multiplier le temps d'impression d'autant... Si je compare avec ma config "je divise tous les paramètres d'accélération par deux en échange de 13% de temps d'impression en plus", le Silent mode ne gagne plus que 2 ou 3 décibel. A ce stade, c'est donc la ventilation qui fait vraiment le plus de bruit et le gain sur le mouvement est anecdotique, et travailler l'accélération permet de préserver bien mieux les temps d'impression. PAR CONTRE maintenant que ce mode existe, je me demande si on peut pas juste changer les réglages qu'il déclenche ? J'ai jamais touché à klipper, et j'ai pas trop le temps de m'y mettre, mais j'envisageais de créer mon propre bouton "silent" qui justement modifierait les paramètres d'impression à la volée quand j'ai besoin qu'elle se fasse discrète. Mais puisque le bouton existe, peut être qu'il suffit de retrouver la focntion et de modifier le gcode associé ?1 point
-
Bonsoir, Firmware 1.1.0.48 disponible depuis le 16/07 : 1.1.0.48 Firmware Update Notes: 1. Supports eleven languages. 2. Overall optimization of the UI. 3. Modified print speed settings. 4. Time-lapse compatible with arbitrary shooting and custom gcode-defined fixed-point shooting. 5. Fixed known issues to improve user experience and product stability. Pas encore testé de mon coté.1 point
-
un projet open source méconnu mais qui avait de nombreuses qualités Dankdryer chauffant jusqu'à 150 degrés, rotation de la bobine, pesée en continue, profil de séchage programmable etc etc malheureusement stoppé ou en stand by je ne sais pas le dépôt Github : ici le site web : Dandryer1 point
-
J'ai testé la buse 0.6. C'est elle qui m'a permis d'imprimer facilement le parapluie avec la lampe intégrée dans le parapluie . J'avais testé ça avec la buse 0.4 mais plusieurs fils de pluie ont cassé. En buse 0.4 En 0.6, les fils de pluie sont moins fragiles et cela devient plus facile. J'ai ajouté une bande led tout en haut, caché par le rebord...


 1 point
1 point -
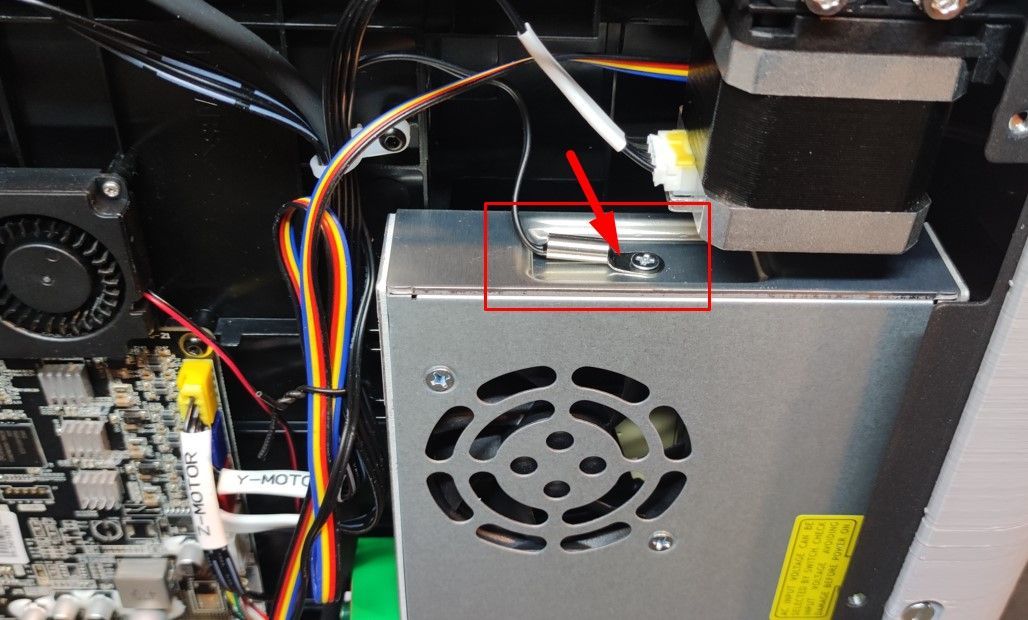
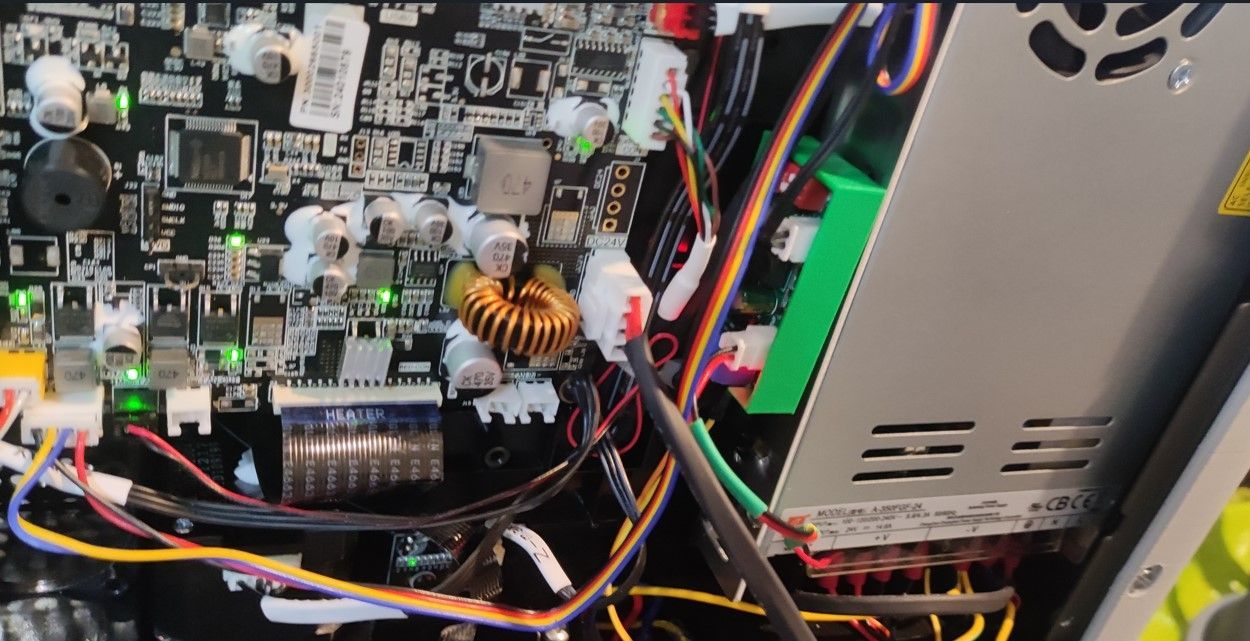
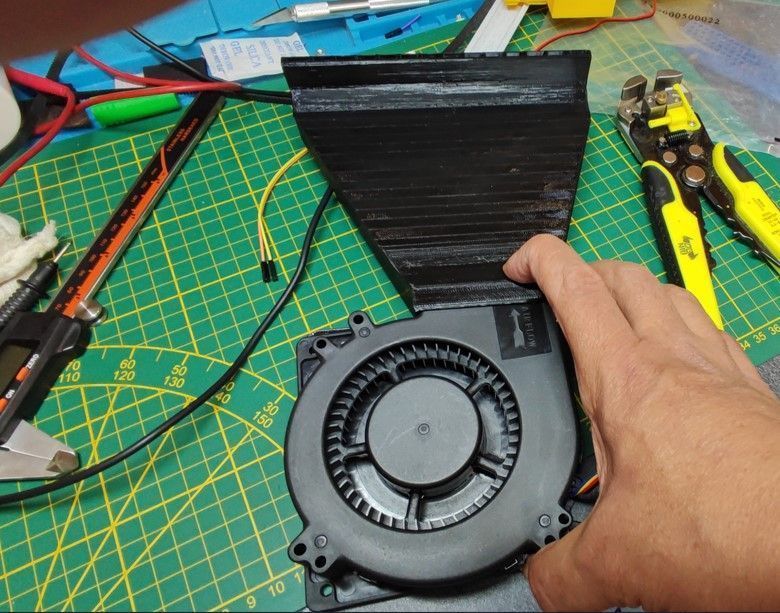
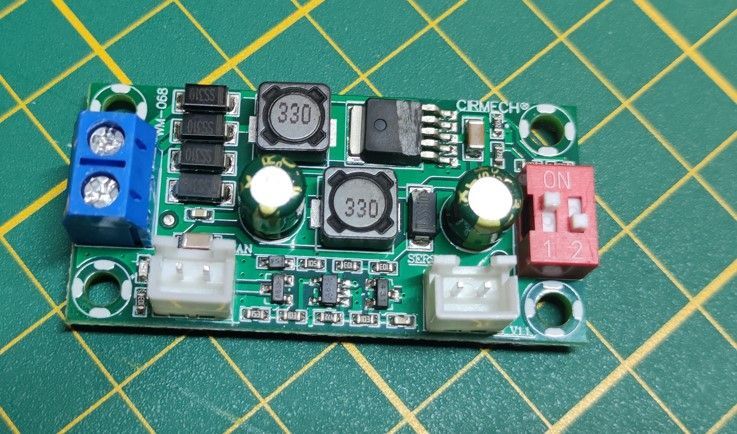
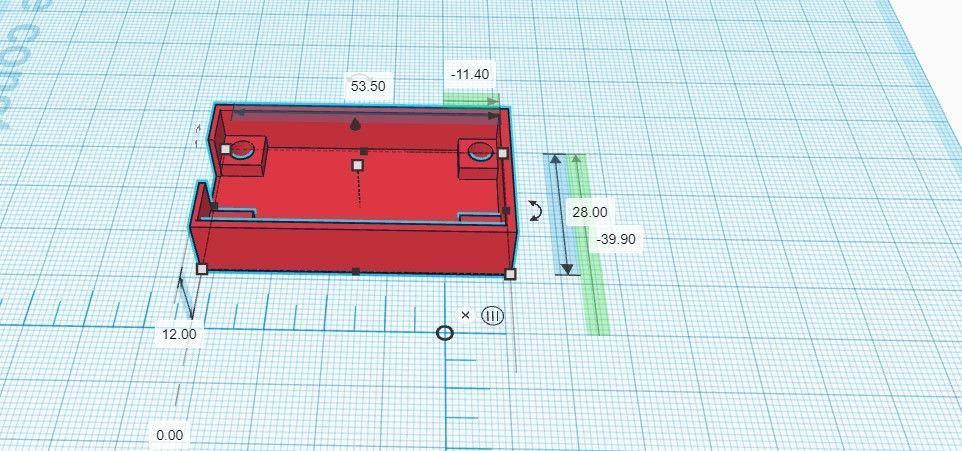
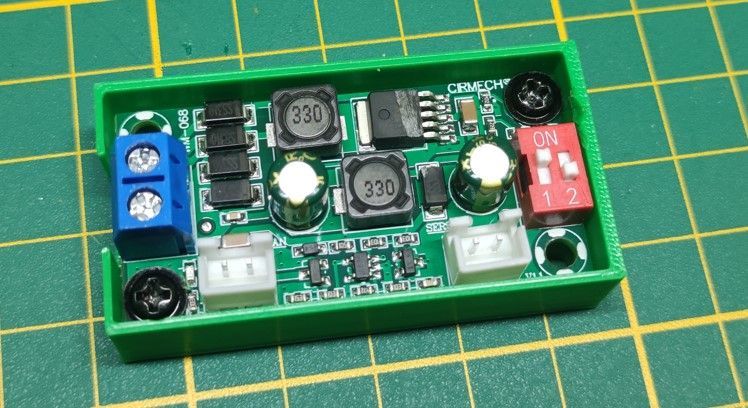
J'en avais marre du bruit du ventilateur de l'alimentation. J'ai pensé à la remplacer par une autre alim que j'ai en stock et qui a un ventilateur régulé. Mais l'épaisseur du boîtier n'est pas la même (5cm au lieu de 3cm) il ne rentre donc à l'emplacement de l'autre. J'ai donc acheté ça.. Un petit module acheté 6€ sur Ali et qui fonctionne sur du 12/24V... Imprimer un petit boitier qui va bien. Plus aucun bruit au démarrage de l'imprimante. Que du bonheur. Le ventilo déclenche à 50°. Vérifié avec la sonde thermo du multimètre.


 1 point
1 point -
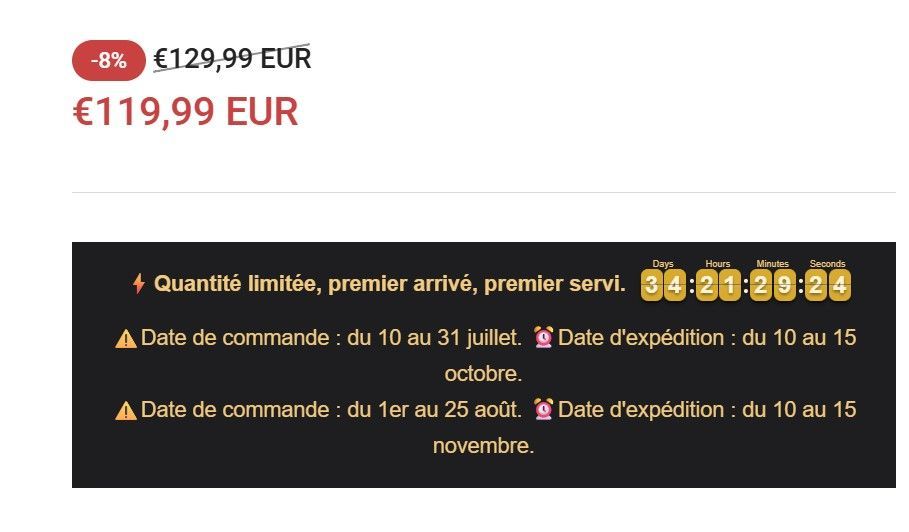
Ta capture d'écran me fait réaliser qu'il y a une différence de prix importante entre les sites officiels de Sunlu. 105 € (vers l'Europe, donc la France) sur https://www.sunlu.com/fr-fr/products/sunlu-ams-heater-upgraded-your-bambu-ams-save-an-ams-2pro-for-you?sca_ref=1873909.QR6KxUT8tL 119/120 € sur https://sunlu.fr/products/sunlu-ams-heater-ameliorez-votre-bambu-ams-permet-le-sechage-pendant-limpression-economisez-un-ams-2-pro-pour-vous Ca fait quand même une sacrée différence de tarif pour la même source. Plus original, les deux affichent une réduction de 8% mais ne se basent pas sur le même prix de départ. De son côté, 3DJake (qui reprend généralement les prix publics des constructeurs) l'affiche à 119,99 donc comme le site .FR -> https://www.3djake.fr/sunlu/ams-heater (mais il faudra patienter encore plus longtemps)0 points
-
sincèrement ça ne changera pas grand chose les paramètres seront les mêmes0 points