
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 01/10/2025 Dans tous les contenus
-
Il y a beaucoup de paramètres à prendre en compte, mais la vitesse maxi étant de 600mm/s, tu peux espérer les 300mm/s2 points
-
je suis surpris qu'on parle si peu de ce modèle d'imprimante, on parle souvent de la Centauri Carbone de la M1 mais pas trop de la S1, pourtant son prix est quand même bas, elle est bien équipé et d'après ton test fonctionne pas trop mal. Qu'est ce qui pet justifier ce silence?1 point
-
Pour info, on essaie de garder les prix à jour dans le comparateur : https://www.lesimprimantes3d.fr/comparateur/ Et si tu peux patienter quelques semaines, le mois de novembre prévoit des soldes un peu partout avec le Black Friday.1 point
-
ca merdoie comment ? Ca se décroche, ou "juste" c'est moche, ou bien t'as les spaghettis de partout ? La plupart du temps, c'est un souci d'adhésion : t'as une zone moins propre sur ton bed, ca accroche moins bien => une pièce se décroche voir reste "collée" à la buse et elle attrape ensuite tout ce qui se trouve sur son passage. Tu peux aussi avoir un "z Hop" mal réglé qui fait que la buse vient frotter (et décoller) les autres pièces en se déplaçant d'un endroit à l'autre. Ou "juste" un peu de filament qui suinte, mais qui attrape une de tes pièces en passant, façon pêche à la ligne. Pour les deux derniers points, tu dois pouvoir jouer avec les réglages du slicer. De mémoire (en vrai j'y ai jamais touché...) y a des options qui permettent de forcer l'imprimante à contourner (ou pas) les pièces quand elle imprime, ou encore forcer la buse a remonter plus haut quand elle se déplace. Pour le premier, tu peux faire en sorte d'écraser un peu plus fort ta première couche. J'ai du imprimer 35 petits jetons avec chacun une surface d'adhésion bien faible : j'ai collé -0,05mm sur z au démarrage de l'impression et ca m'a fait le taff sans fail. L'une après l'autre, ca n'est en gros possible que jusqu'à une certaine hauteur de pièces, sinon la barre qui transversale va taper dans les pièces déjà imprimées. Par contre si ca fonctionne, ca peut régler les soucis 2 et 3. Ca changera pas grand chose au point 1.1 point
-
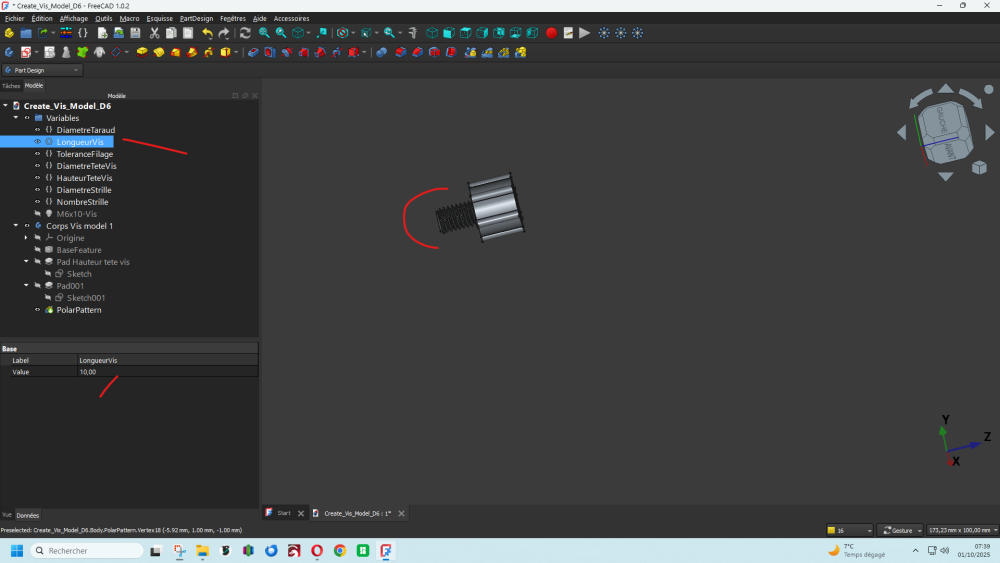
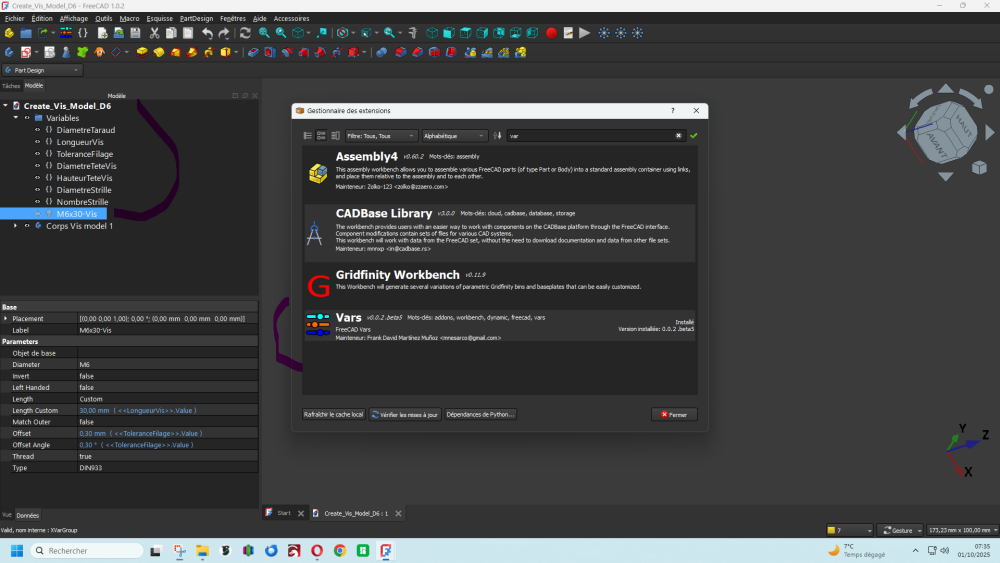
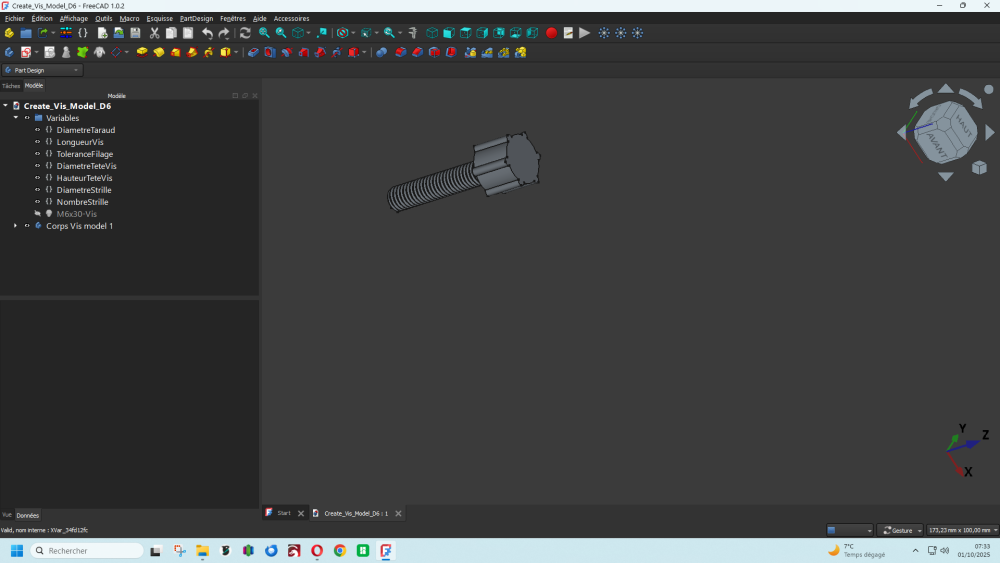
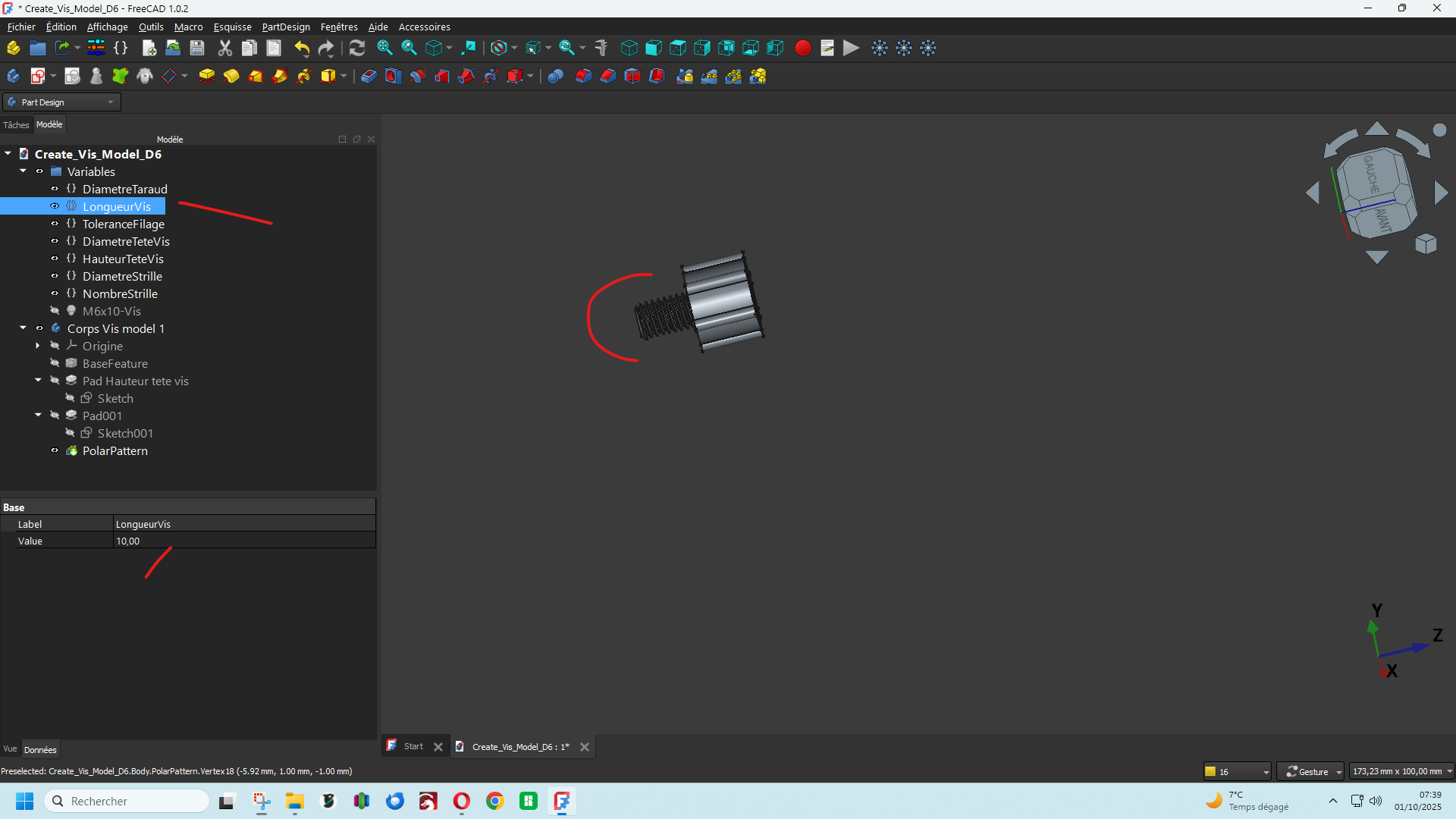
Bojour, Sur la proposition d'un ami qui fait parti d'un club de tir d'essayer de créer un support de fusil. Ceci m'a permi de decouvrir les VarSet et surtout l'atelier Var ce qui permet de modifier les dimensions avec une vision direct du resultat. le lien thingiverse : https://www.thingiverse.com/thing:7159832 cutt ; https://cults3d.com/fr/modèle-3d/divers/support-pour-tir-sportif Je mets a disposition le fichiers pour ceux qui voudraientt experimenter cet atelier. Create_Vis_Model_D6.zip


 1 point
1 point -
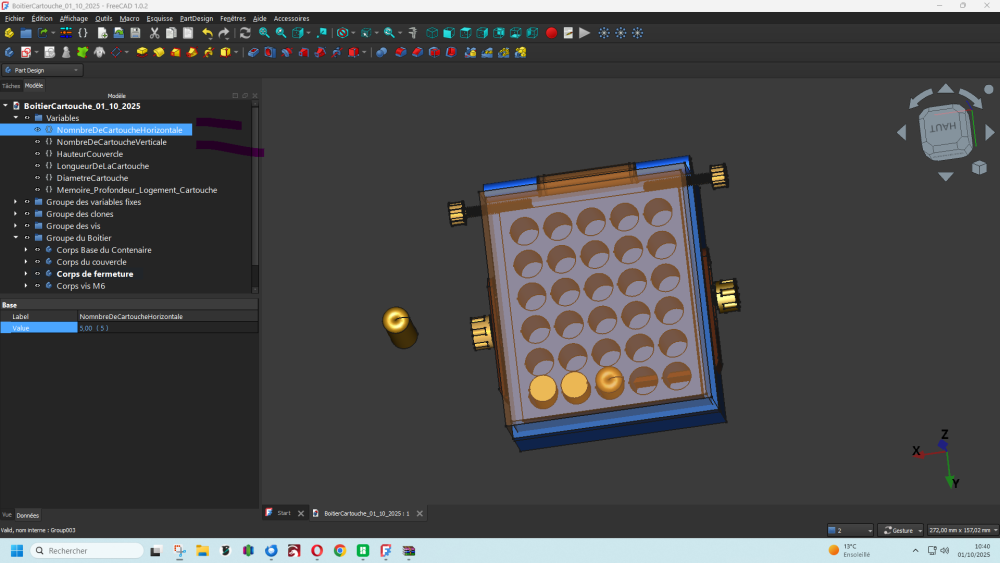
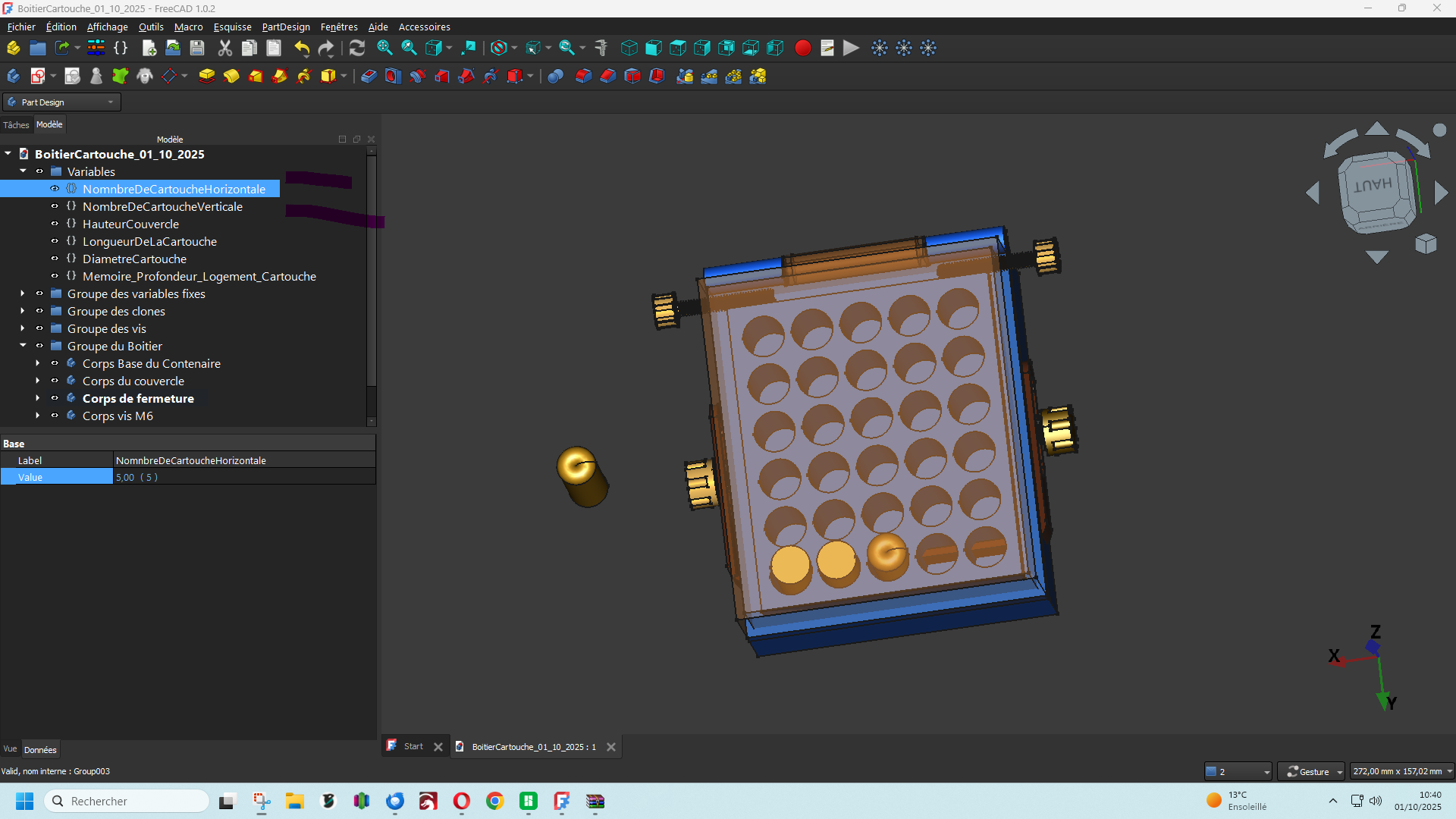
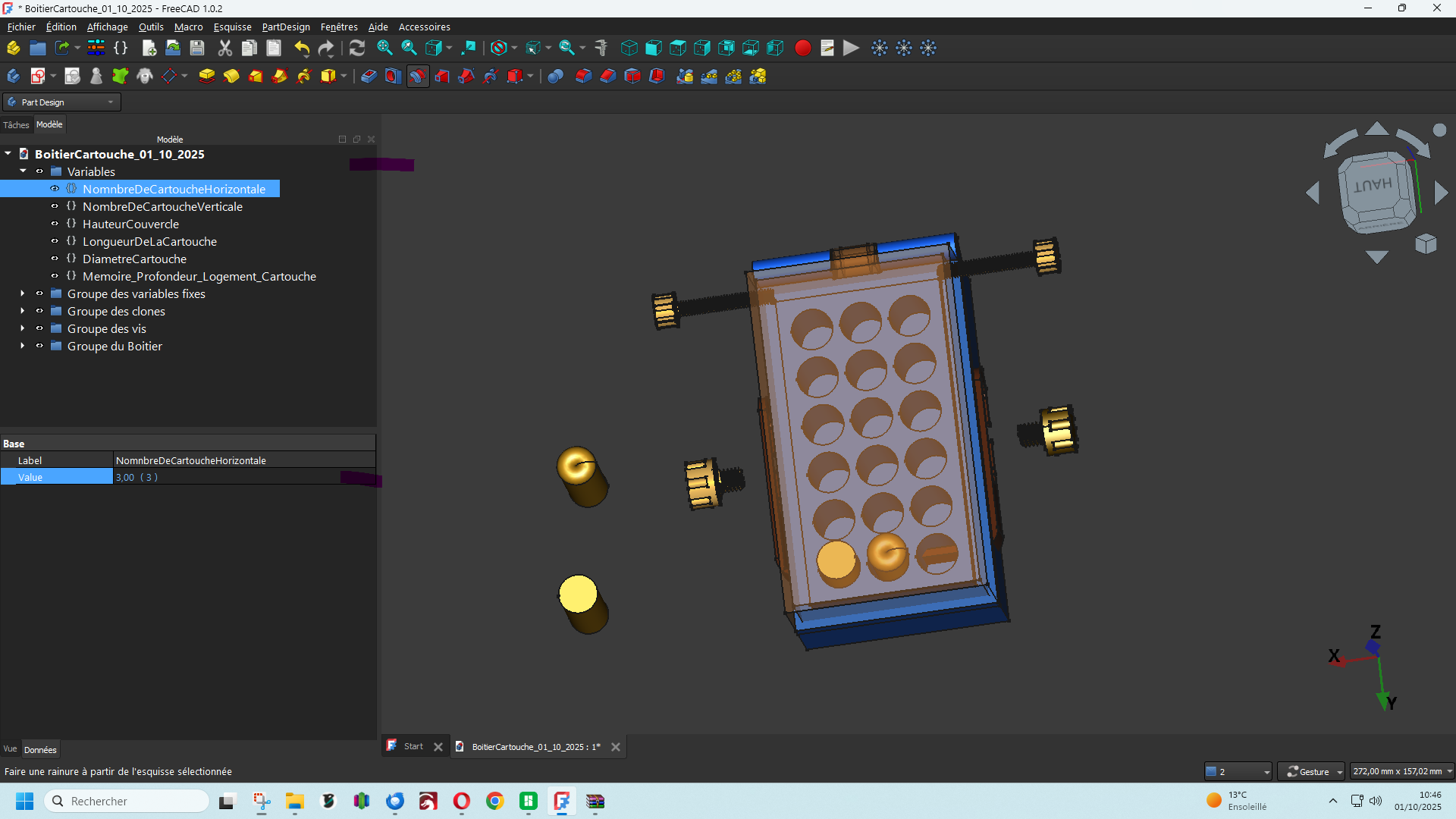
Merci pour la réponse, mon ami ne m'a donné aucun rensignement, J'ai fait cela partir de photos fournies venant de fichiers en ligne. apparemment cela lui suffit pour l'instant. il fait pari du club de Givet.Pour moi cela m'a permis de découvrir l'atelier VARS. je viens de lui créé une boite de cartouches paramétrables suivant le nombre de cartouches désirées les copir d'cran de freecad avec l'atelier VARS
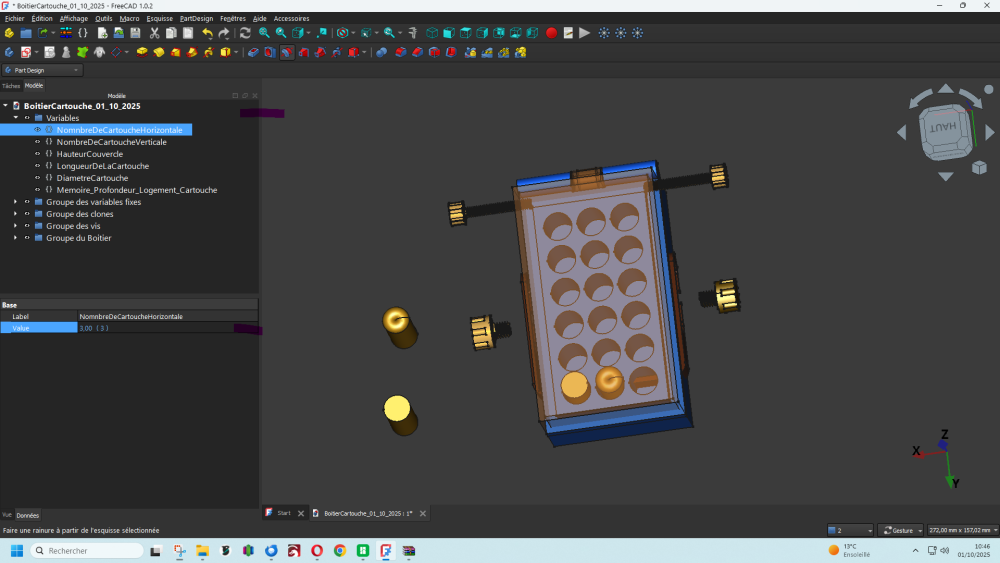
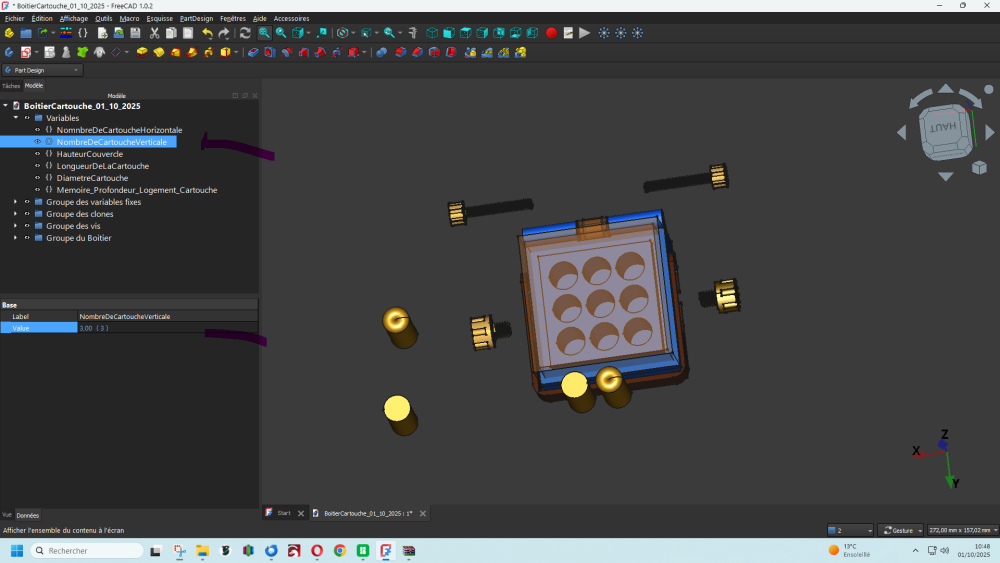 1 point
1 point -
Le profil de la Q2, dans Qidi Studio (dont on peut supposer qu'il dispose de profils bien optimisés pour leurs machines) donne les profils de vitesse suivants avec un "PLA Rapido" Edit : c'est littéralement les mêmes vitesses que la A1, la Hi, la K2 ou encore la X1C (j'ai pas les profils des H2D) => elle est donc, a priori, au top de la vitesse (et je me demande si on atteint pas là un plafond sur ce type d'imprimantes). Si tu cherches absolument la vitesse, la FLSun S1 double quasiment toutes ces valeurs (en échange, t'as un réacteur d'avion dans ton garage )
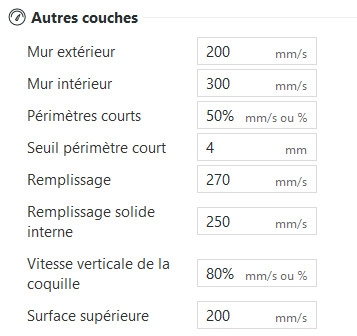 1 point
1 point -
Ben j'ai bon chercher je ne vois aucune température1 point
-
Bon alors j'ai pas encore fini tous mes tests mais au vue des bon résultat de la version beta, je vais donc comme promis vous expliquer comment facilement profiter d'évolution sur la M1 Pro et surtout pouvoir utiliser Orca Slicer notamment pou l'envoie de GCode via réseau avec la M1 Pro. Ici ce que je vais vous indiquer est relatif au travaux de Pierre Poissinger pour la Printer-Patcher avec la collaboration de Dan Sauv pour les optimisations de macro, j'ai pour ma part effectué quelques modifications ajustements mais on y reviendra un autre jours la question n'étant pas la aujourd'hui. Suite au discussion avec la communauté de passionnés sur le groupe facebook "Artillery M1 Tweaker group", suite a la mise a jour du firmware 1.0.11 de Artillery pour sa M1 Pro l'utilisation de Fluidd etait devenue impossible, nous avons moi y compris restaurer l'utilisation de Fluidd voir installation de Mainsail grâce au accès SSH possible sur l'imprimante, c'est la que Pierre a eu l'excellente idée de développer un outil multi plateforme développer en Go, ce dernier permet uniquement en indiquant l'adresse IP de son imprimante M1 Pro d'appliquer les correctifs système permettant d'utiliser pleinement la M1 Pro : Restauration de Fluidd Mise a jour de la configuration Moonraker (utile pour l'utilisation d'Orca) Remplacement des fichier de config .CFG klipper qui ajuste les macros d'origine mal adapter et les paramètre par défaut de l'imprimante (pour ma part j'y ai refait quelques modifications par la suite sur ma machine) Une modification pour la Camera est aussi dispo sur le patcher en date du 23/09, mais attention passer la résolution de 480p a 1080p dans mon cas a réduit le frame rate a 3 FPS, dans mon cas je vais probablement revoir la résolution a la baisse, le Processeur Rockchip sur le pseudo PI de la M1 manque de puissance et on a des limite matériel. La version beta du 23/09 de Printer-Patcher de Pierre est disponible ICI : Il ne nécessite aucune connaissance en Linux ou SSH Il est utilisable sur Windows, Mac OS, Linux, Android etc... il suffit d'indique l'adresse IP de votre M1 Pro et cliquer sur les bouton pour lancer la processus Attention la mise a jour mooraker prend du temps, même si le processus semble terminer pour vous cela n'est pas forcement le cas, il faut suivre l'évolution dans les log, mais pour faire simple compter au moins 10 à 15 minutes mini pour la Mise a jour soit effective, il ne faut donc pas couper l'alimentation de sa M1 Pro durant le processus. Une fois terminer le système Fluidd sera de nouveau disponible sur votre M1 PRO en firmware 1.0.11 P.S : Bien prendre en compte que comme toutes modifications système les choses peuvent mal ce passer et que dans ce cas il peut être nécessaire de reflasher le firmware Artillery a l'aide la procédure et du câble Artillery. il y a toujours un risque le faire donc en connaissance de cause, ayant modifier le système et la config Klipper il est possible que les futur MaJ Artillery ne soit plus possible, pareil Artillery pourrait ne plus prendre en garantie votre machine si il savent que vous l'avez modifié (chose qu'il ne demande pas logiquement) Orca Slicer. Une fois la MaJ effectué vial Patcher de pierre moonraker sera a présent capable de communiquer avec le TFT, mais aussi avec Orca Slicer. Configurer simplement Orcaslicer avec pour votre M1 Pro votre adresse IP:8078 (pour utiliser Fluidd sous Orca, ou 80 si vous avez installer Mainsail), et choisir en type de connexion Klipper/Octoprint à présent l'envoie des modèles trancher est possible sous Orca Slicer. Mais il vous reste a modifier le Start Gcode pour pouvoir correctement utiliser les macro qui ont été modifié. Vous avez le Start Gcode préconiser par Pierre et Dan ICI . Le liens vers de mini tuto sera mis en première page prochainement.1 point
-
Pour le problème de polymérisation, ça concerne surtout la surface, car tu ne veux pas de surépaisseur dessus. Donc l'exposition est normalement juste ce qu'il faut mais pas beaucoup plus. Au cœur du modèle toute la zone est exposé aux UV, il y a donc presque aucune chance de mauvaise polymérisation. Et non sous une cure, tu n'expose pas en profondeur, sur une résine opaque tu peux peut-être arrivé à 0.4-0.5 mm (peut être un peu plus) sous la surface car la résine n'est pas totalement opaque à la lumière, mais pas beaucoup plus. Le repassage aux UV permet juste d'être sûr et d'avoir une surface bien dure. (ça dépend aussi du type de résine) Et comme je l'ai déjà dit, l'impression se fait couche par couche, et fait que la résine est polymérisé autant au centre qu'en surface. Le problème n'apparait que si tu évide le modèle sans prévoir de passage pour que la résine soit évacuer. Vu qu'elle ne sera pas exposée aux UV, elle restera liquide et posera sûrement problème plus tard.1 point
-
Je n’ai qu’un 100 W, pas un 120 W. Et oui, je sais maintenant que le volume compte. Si c’était à refaire, j’aurais réduit la hauteur de 3 à 4 cm. Quoi qu’il en soit, pour du PLA et du PETG, ma petite box fait largement le boulot. Surtout quand on voit certains tests de sécheurs où l’écran affiche 50 °C, alors qu’à l’intérieur ça ne dépasse pas 35 °C… Dans ma box, 50 °C, c’est bien au milieu, pas 35°. En ce moment, je teste l’efficacité du séchage par la variation de poids sur des bobines de TPU que j’ai en stock depuis plusieurs années. Mais je ne suis pas certain que ce soit un indicateur très fiable vu les % d'absorption max. Et en pratique, on sèche surtout des bobines déjà entamées. Du coup, pour voir une différence de moins de 5 g, sur une balance de cuisine, et même sur balance de précision, si c'est bien révélateur de quelque chose. Filament | Officiel (ISO 62) | Pratique (50–70 % HR) | Sensibilité pratique | Note ---------------------------|-------------------|-----------------------|----------------------|-------------------------------------------- Nylon 6 | 8–10 % | 2–4 % | Très forte | Très hygroscopique – séchage obligatoire Nylon 12 | 1.5–2 % | 0.8–1.5 % | Forte | Beaucoup plus stable – idéal stockage PVA | – | 5–8 % | Critique | Hydrosoluble – se dissout dans l’eau TPU | | | | polyol polyester (ester) | 2–3 % | 3–6 % | Forte | Très sensible – risque bourrage en Bowden polyol polyéther (éther) | 0.5–1.5 % | 1–3 % | Modérée | Bien plus stable – souvent utilisé en 95A PETG | 0.1–0.3 % | 2–4 % | Modérée | Données pratiques - par additifs/colorants PLA | 0.2–0.4 % | 0.5–1 % | Faible à modérée | Additifs/colorants augmentent absorption réelle ABS | 0.2–0.4 % | 0.3–0.8 % | Faible | Peu hygroscopique – sensible à hydrolyse à chaud PC | 0.15–0.35 % | 0.3–0.7 % | Forte | Faible absorption – séchage >120°C obligatoire PP | <0.01 % | <0.01 % | Nulle | Hydrophobe – quasi insensible à l’humidité PEEK | 0.1–0.2 % | 0.1–0.3 % | Faible à modérée | Séchage >120°C requis malgré faible absorption1 point
-
"Je viens de récupérer une imprimante 3D à plongée dans de la résine." Quelque chose me dit que ça va mal terminer cette histoire1 point
-
"Les émancipations sont toxiques à forte concentration dans un environnement confiné." Sûr, mettez 50 jeunes libres de faire ce qu'ils veulent dans une cave et observez le résultat...1 point
-
Nouvelle mise a jour automatique du firmware proposée ce matin, qui porte le même numéro V 1.00.11.00 Pour l'heure je ne vois pas de changements0 points






.thumb.jpeg.3e1fa1416e9fb29c30ae0a7b98639f19.jpeg)

