Classement




Contenu populaire
Contenu avec la plus haute réputation depuis 25/03/2026 Dans tous les contenus
-
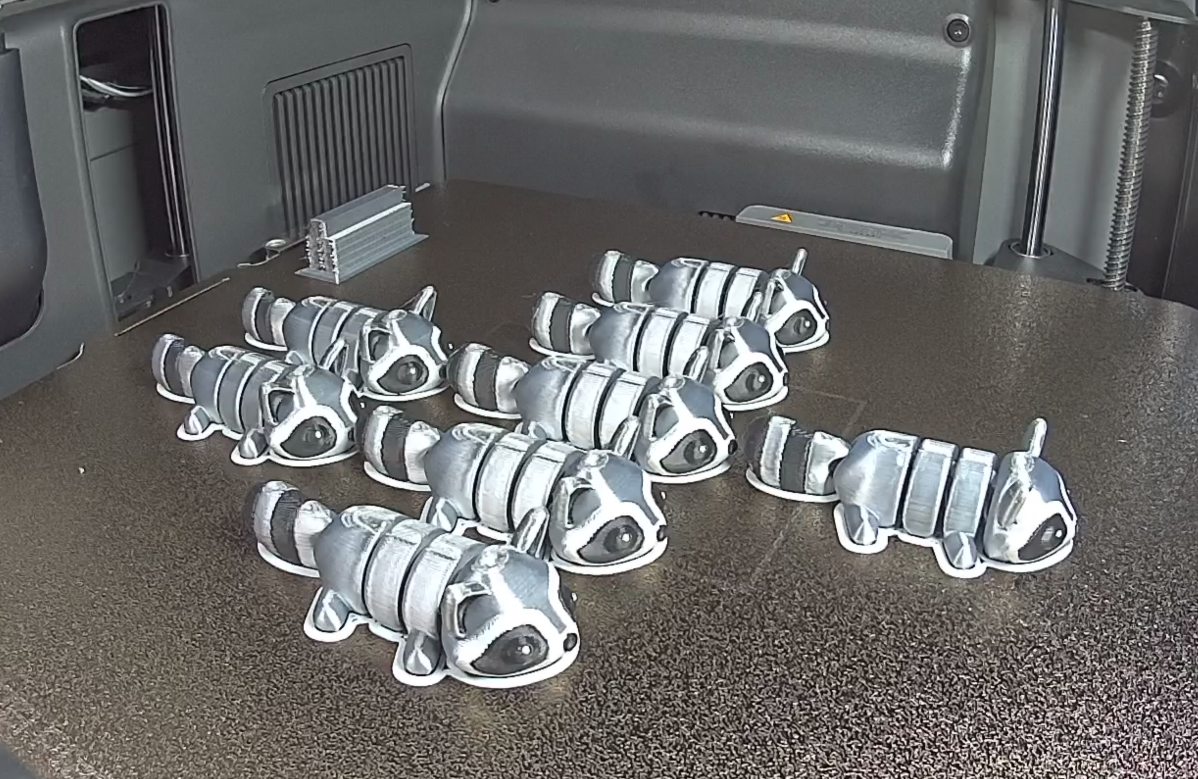
Pirates en relief au laser.
 8 points
8 points -
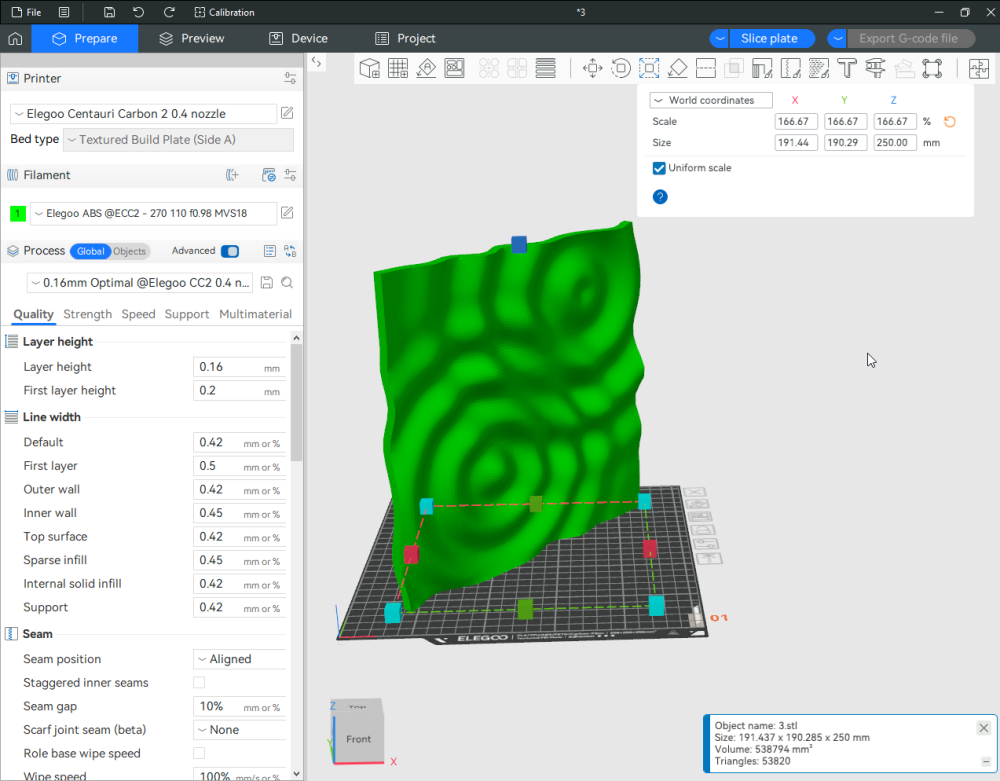
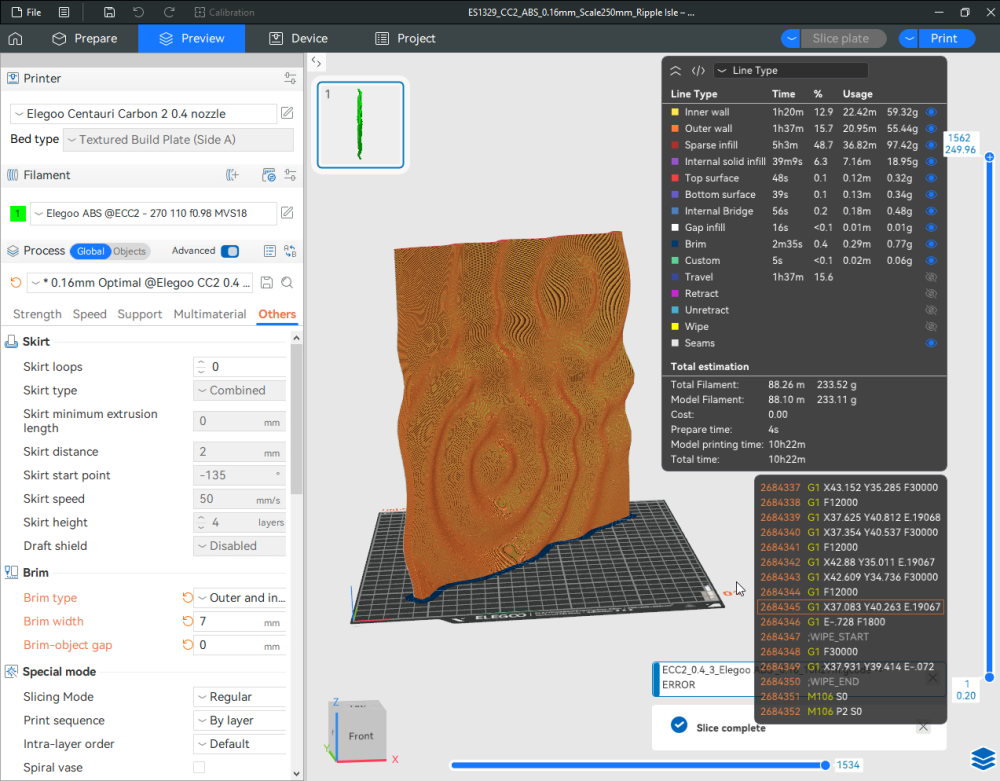
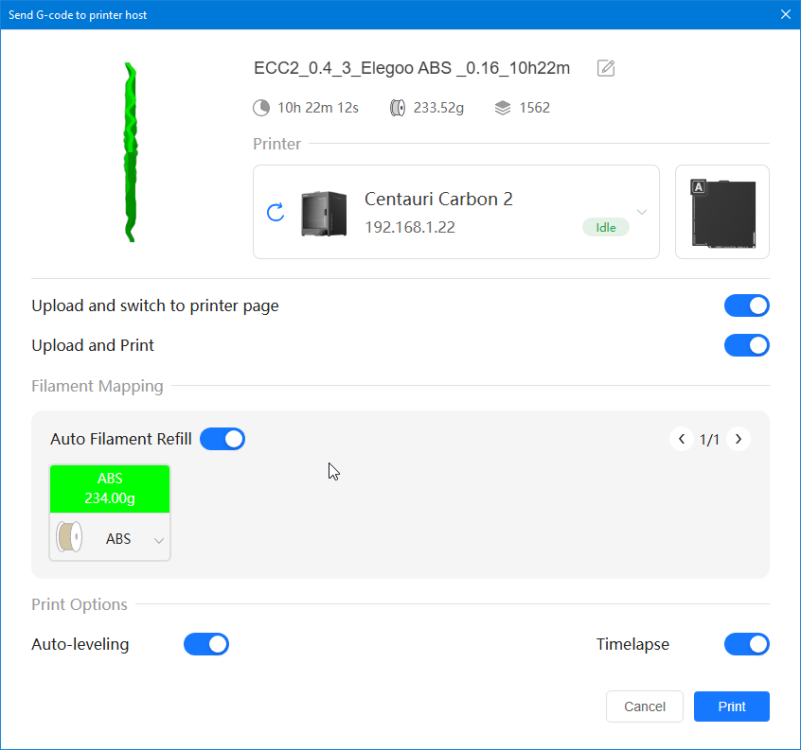
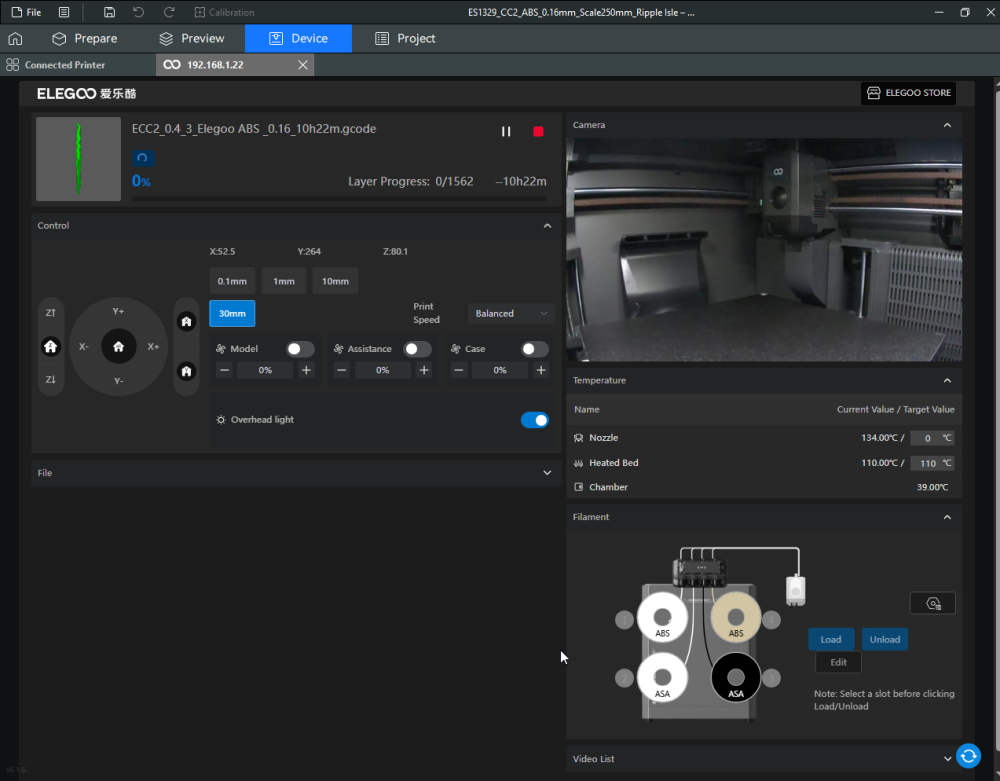
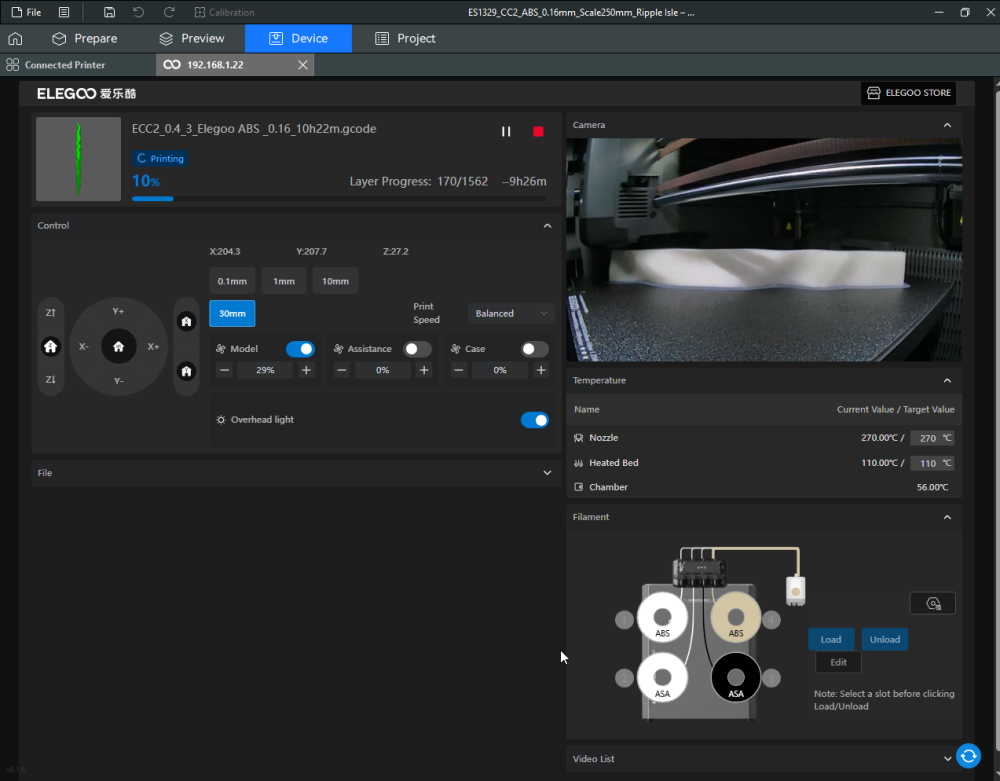
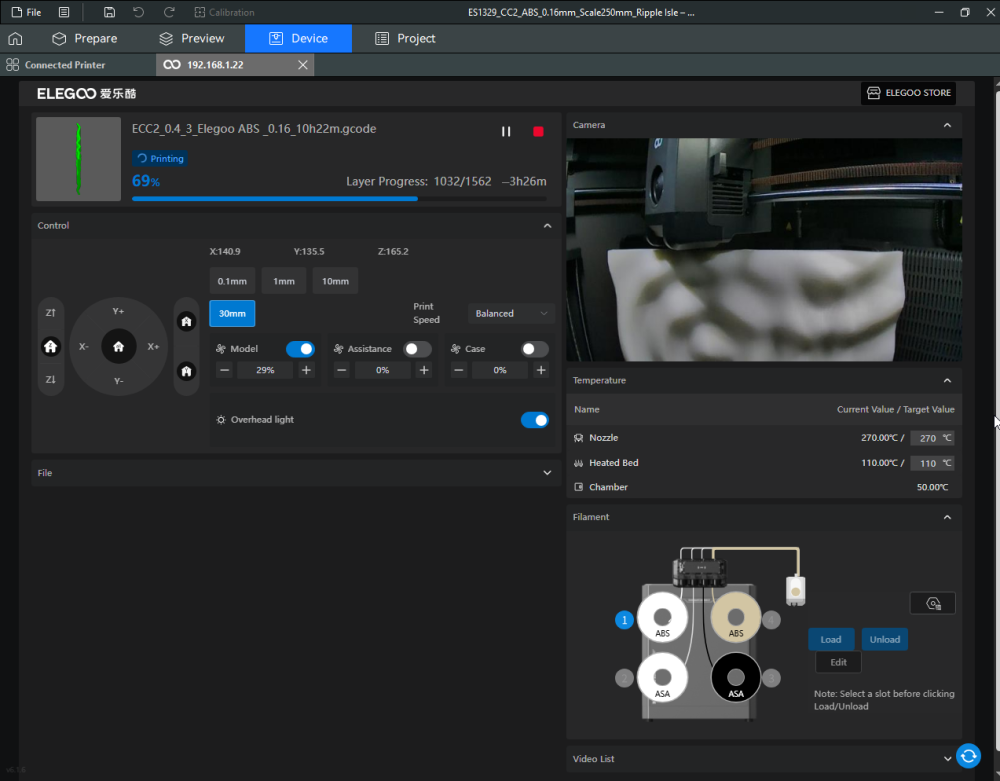
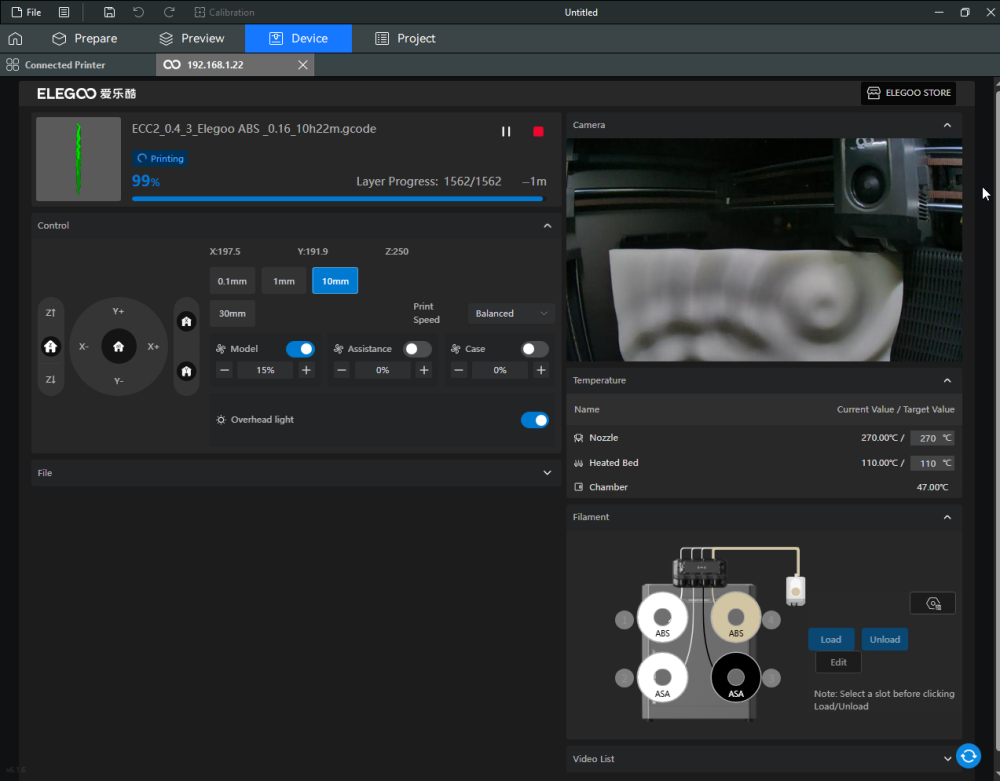
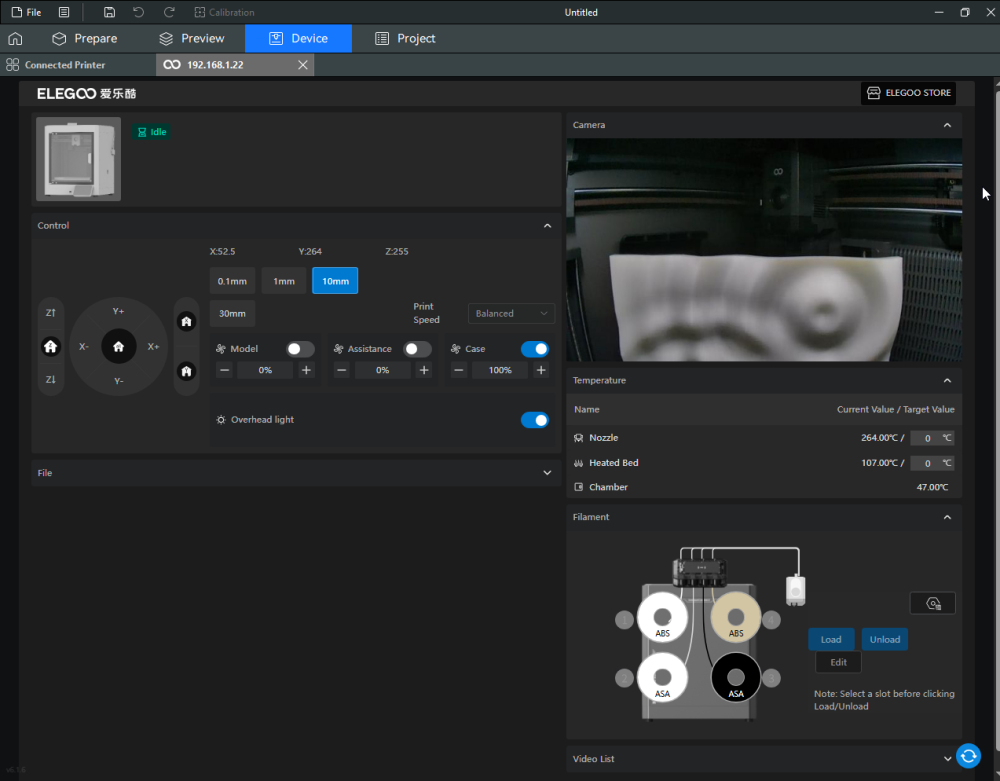
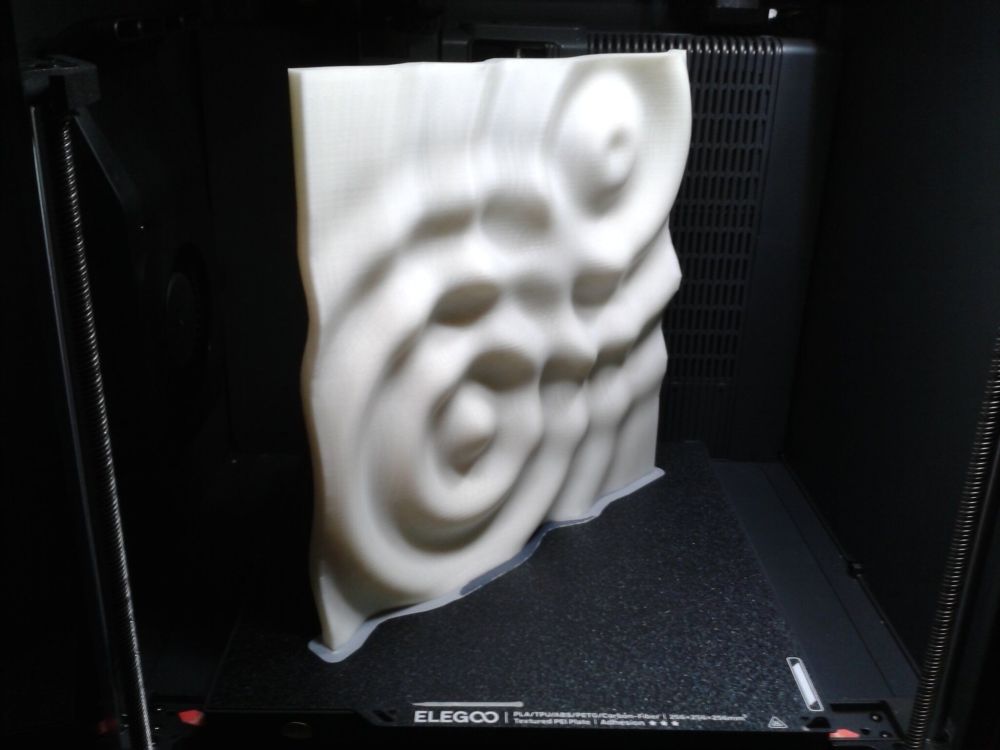
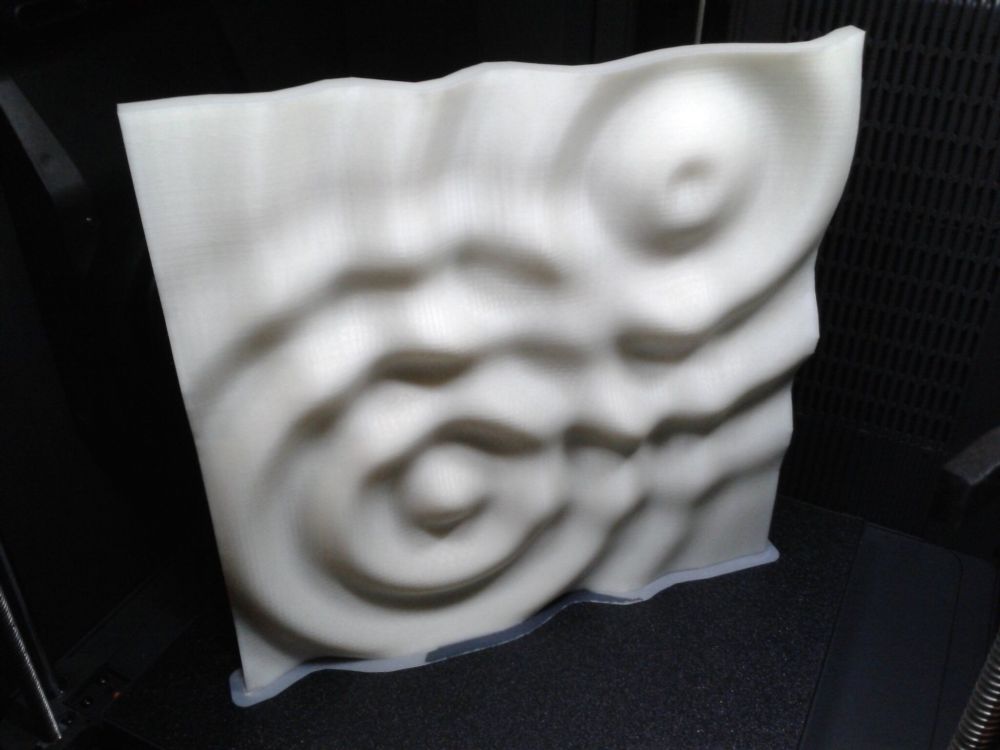
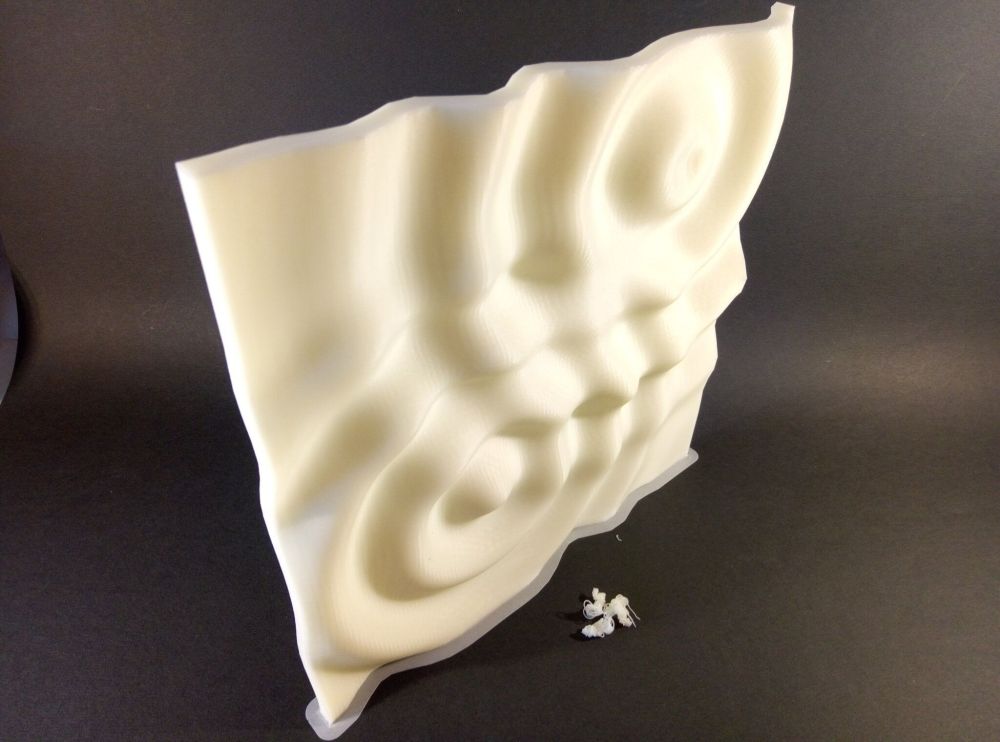
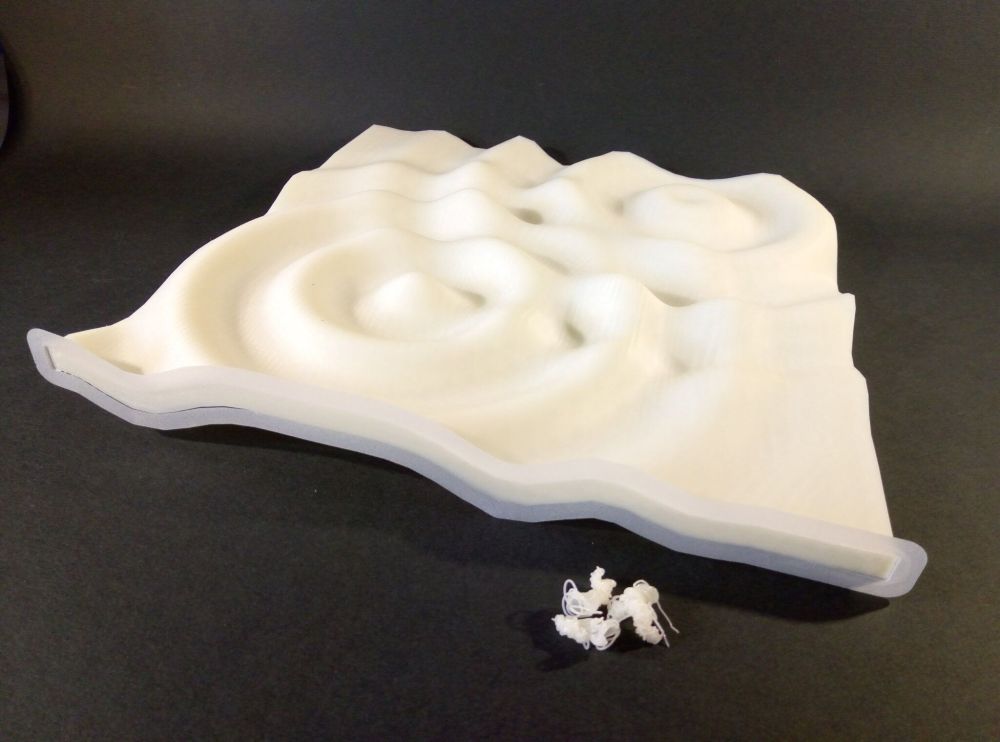
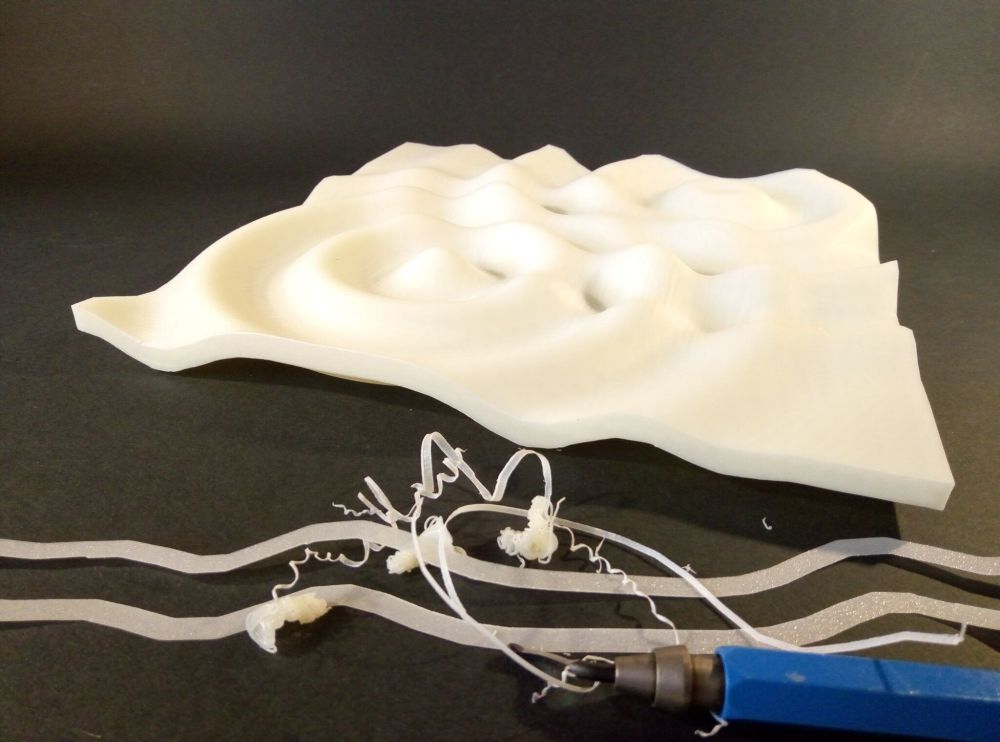
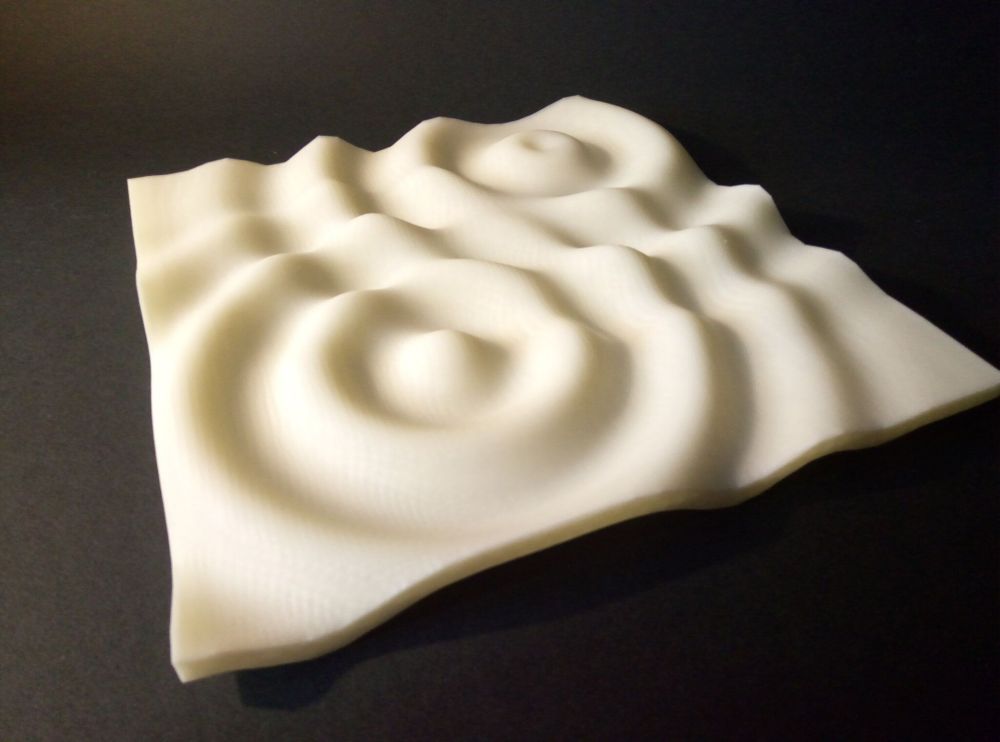
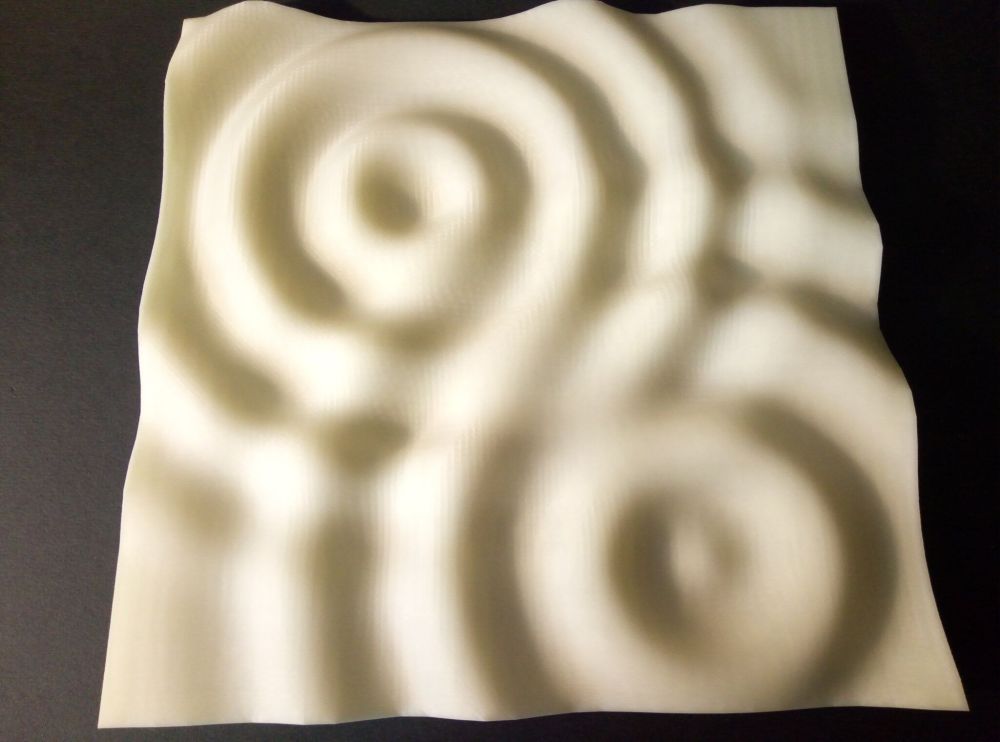
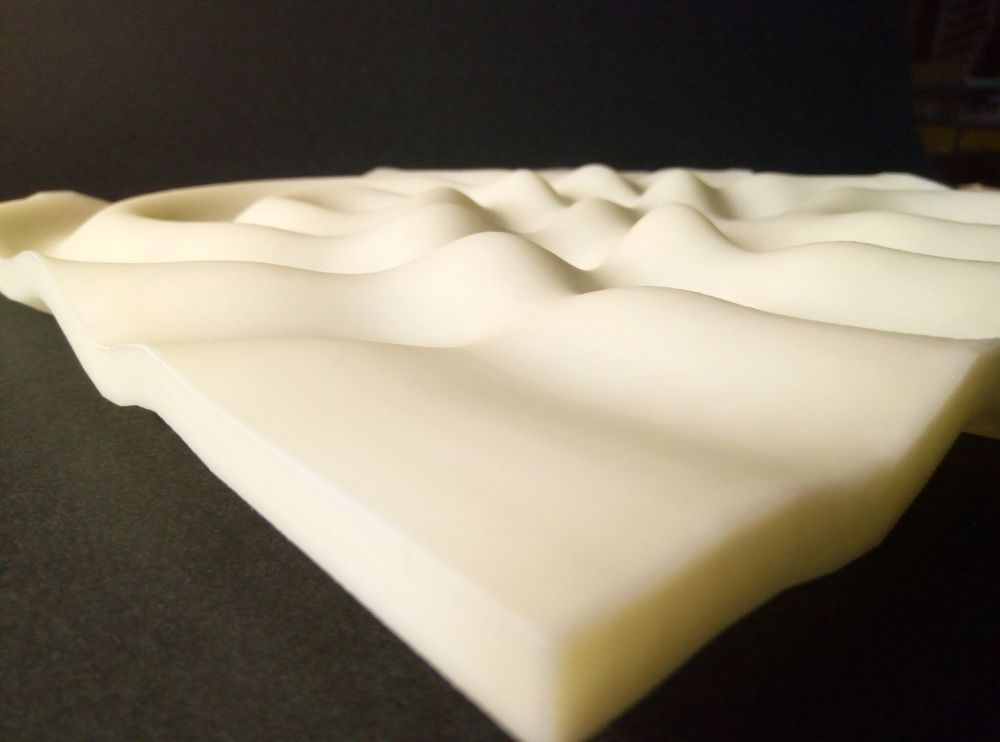
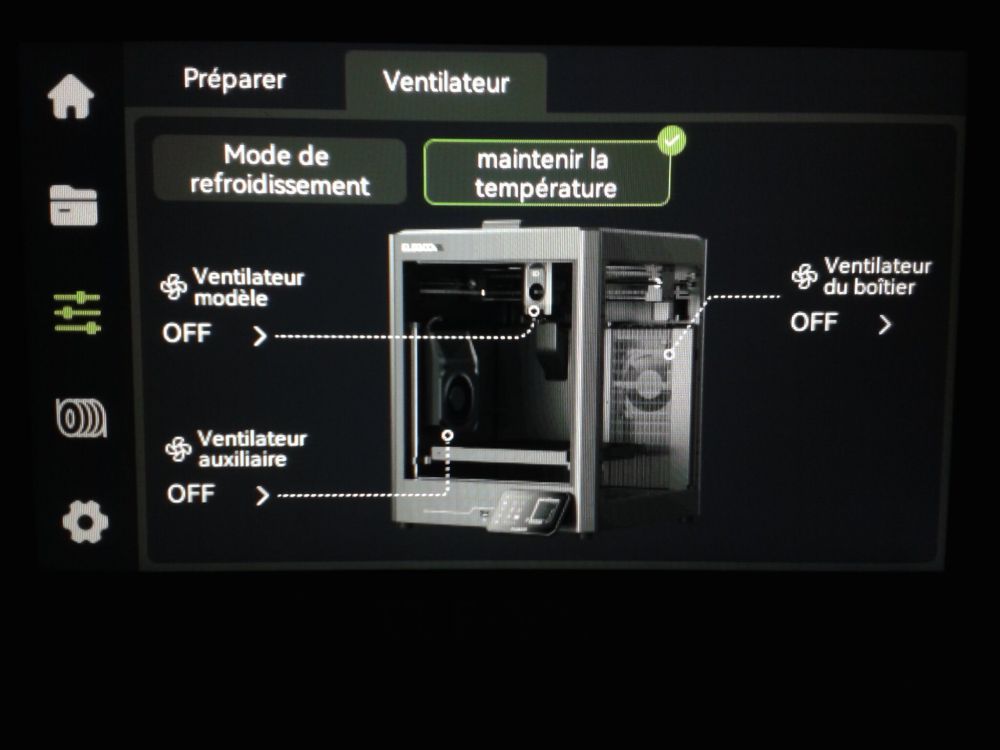
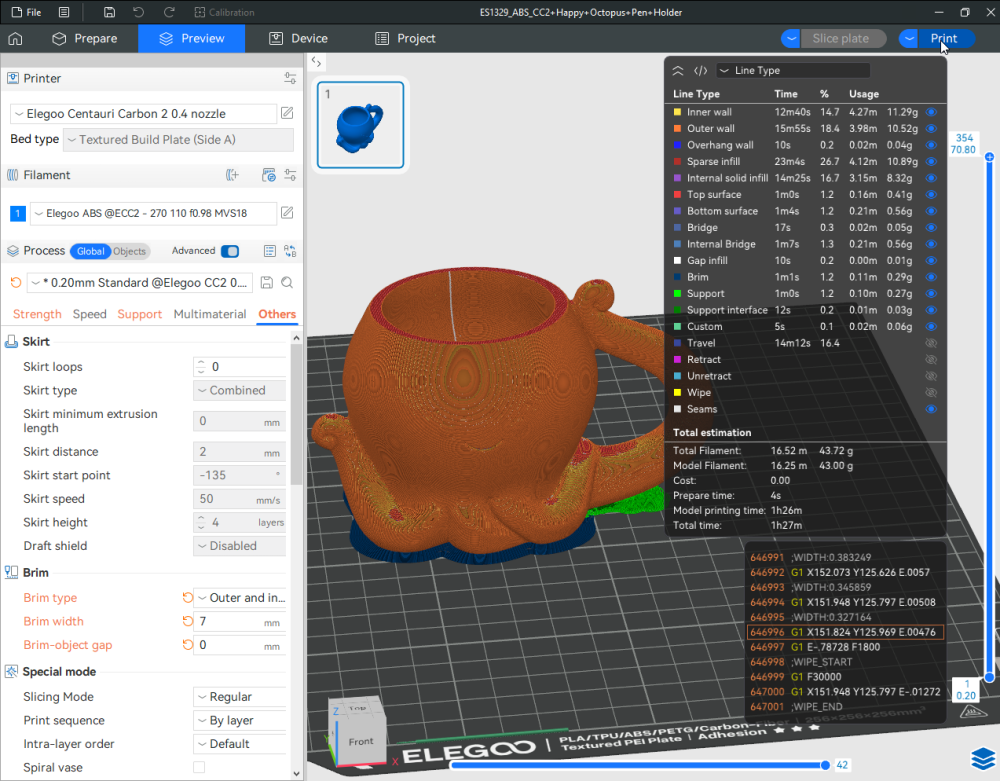
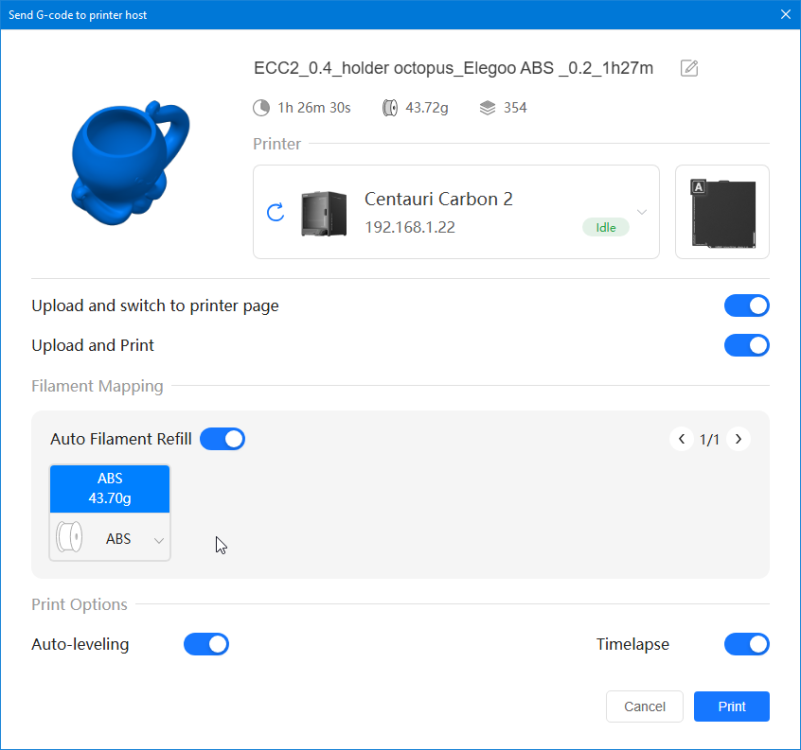
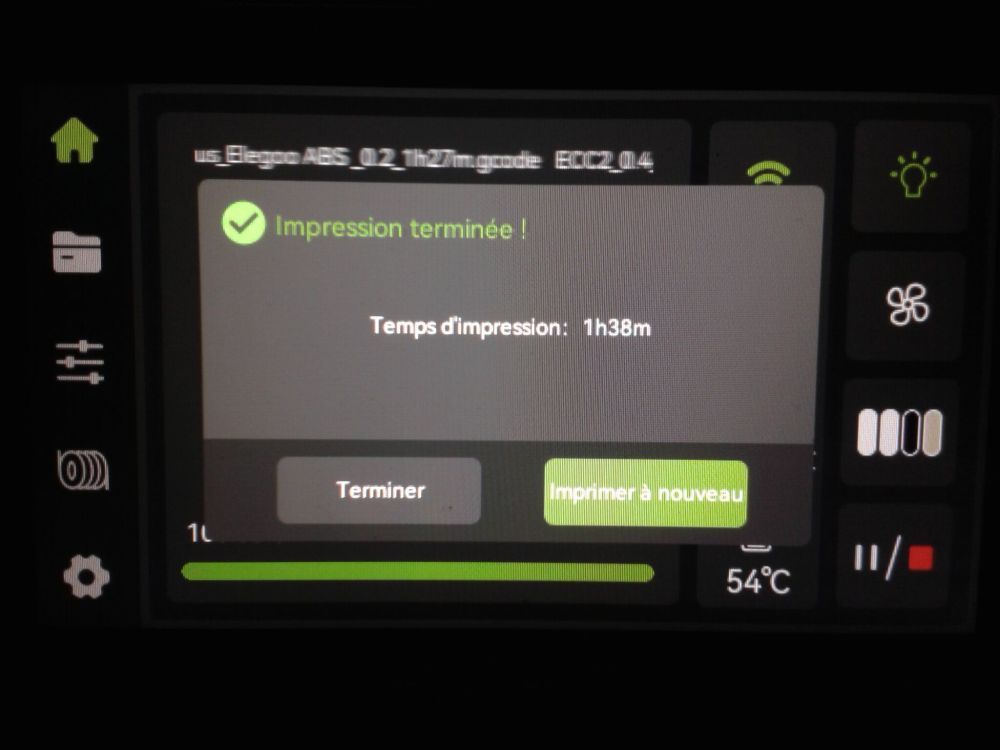
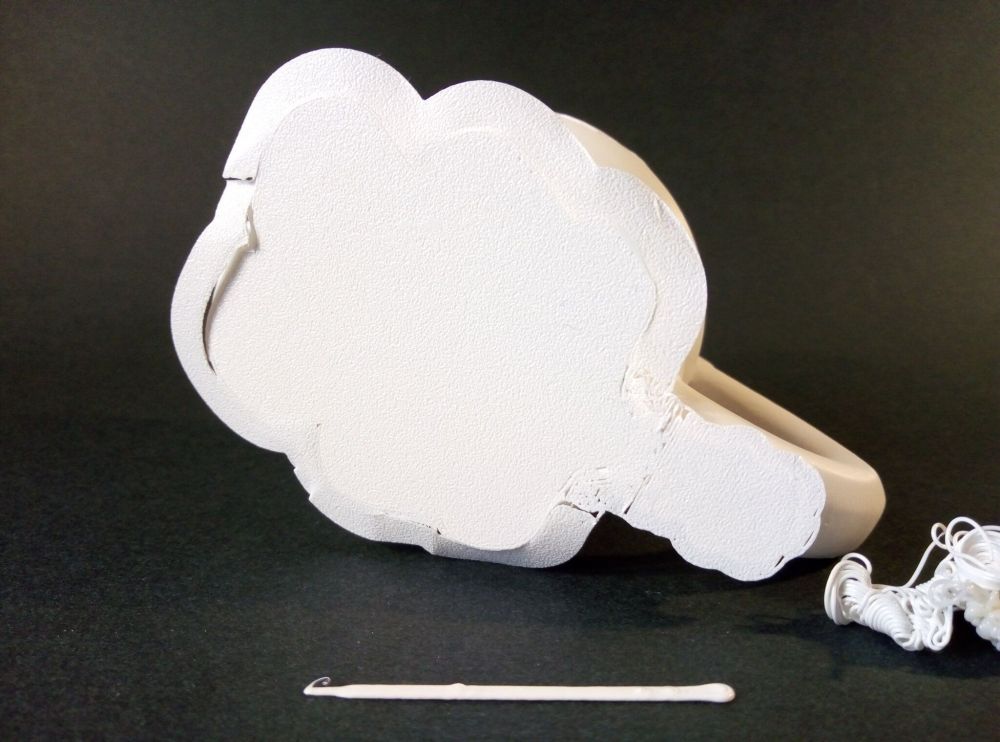
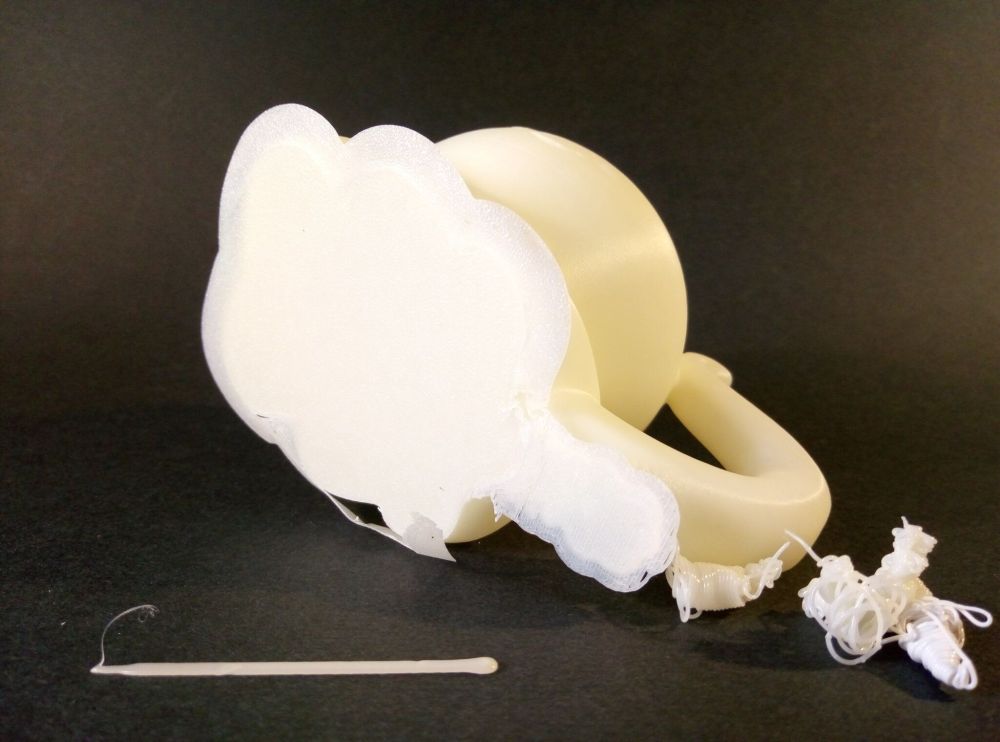
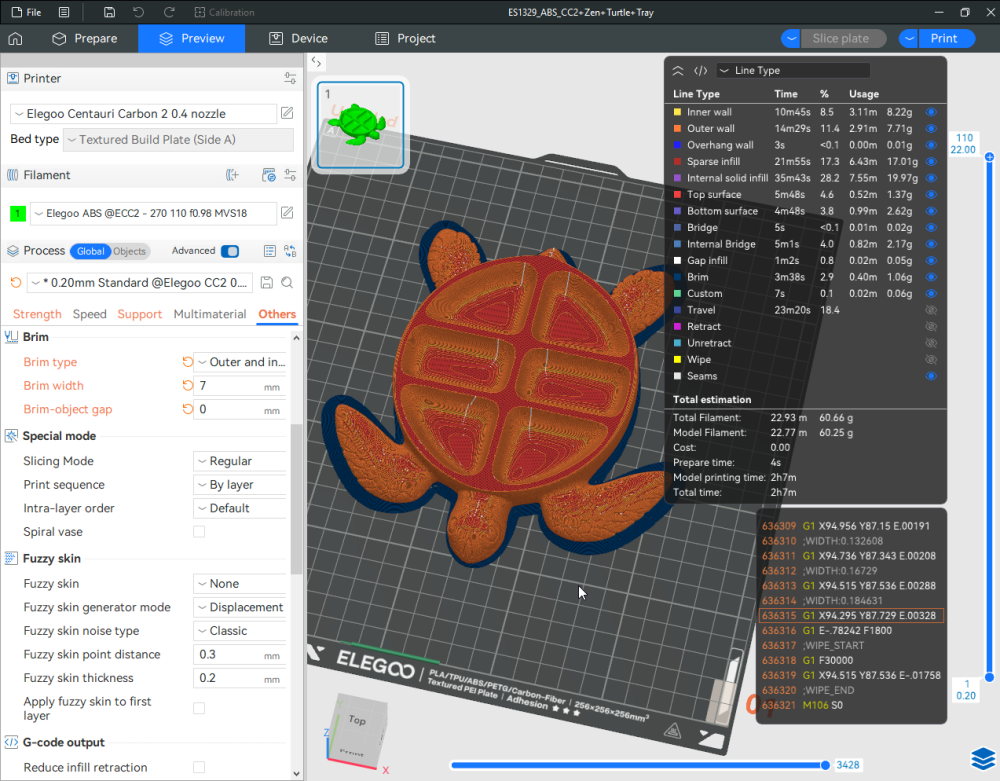
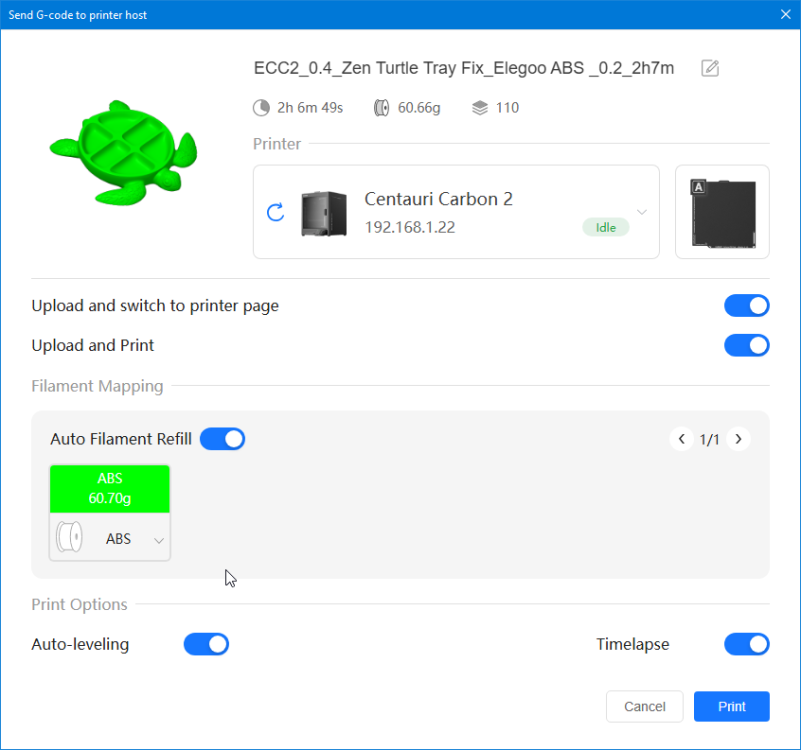
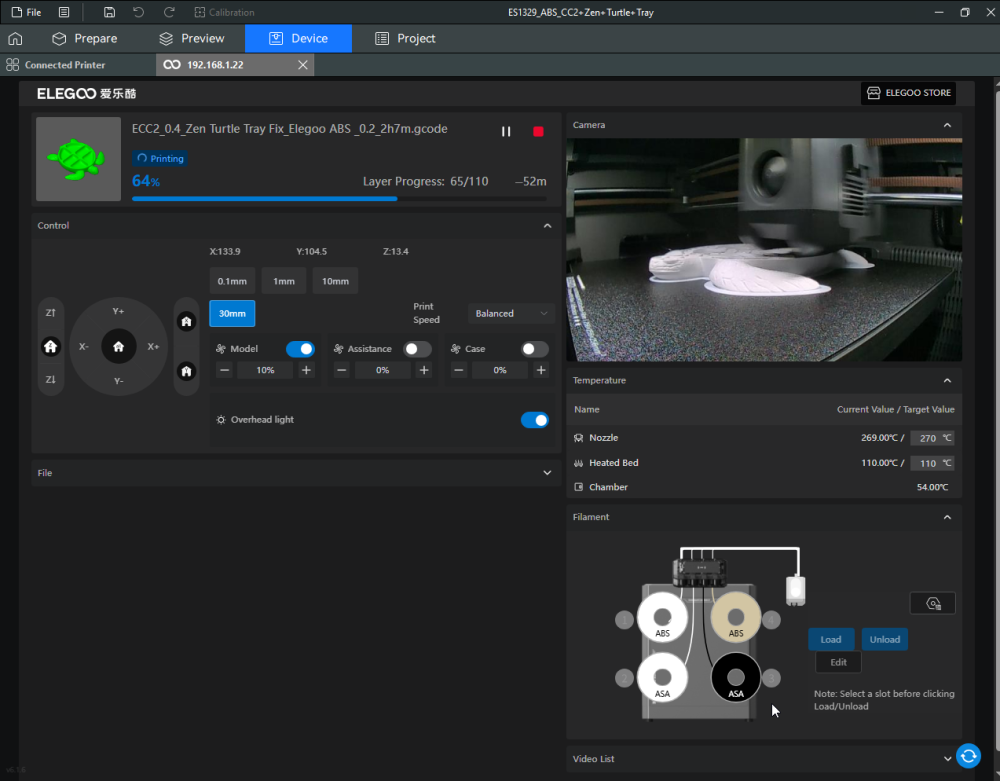
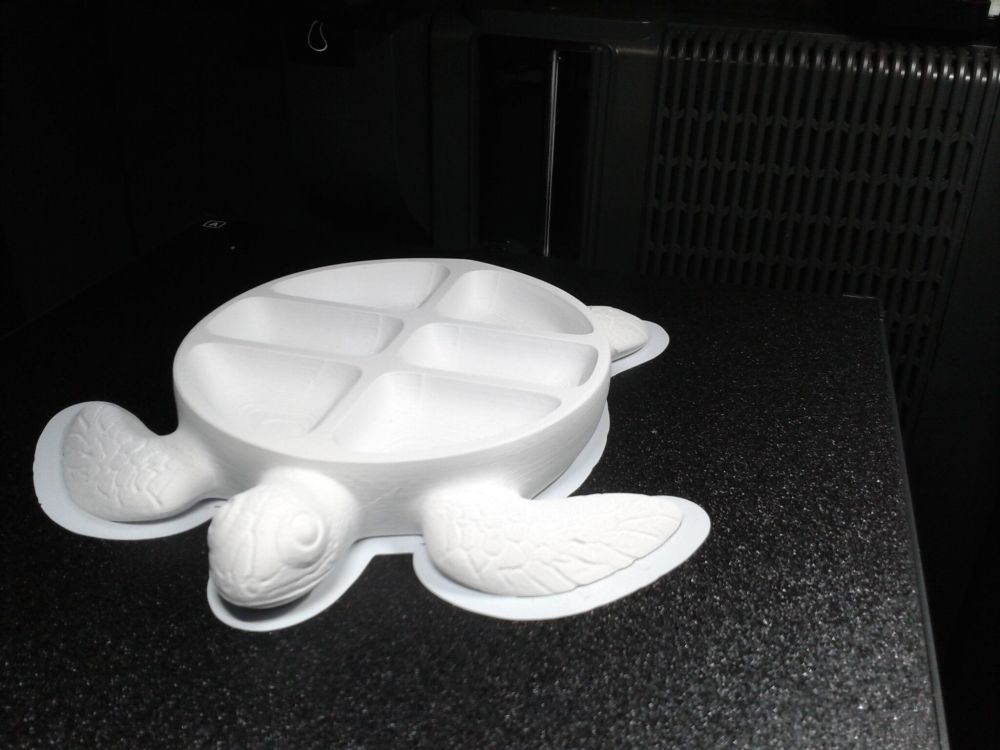
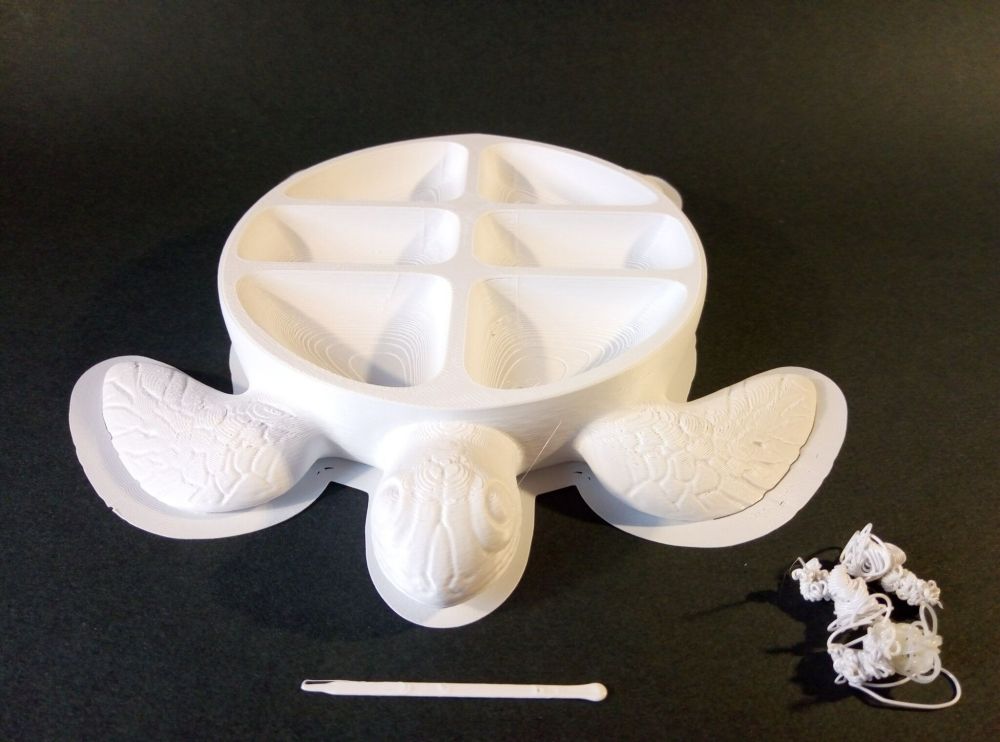
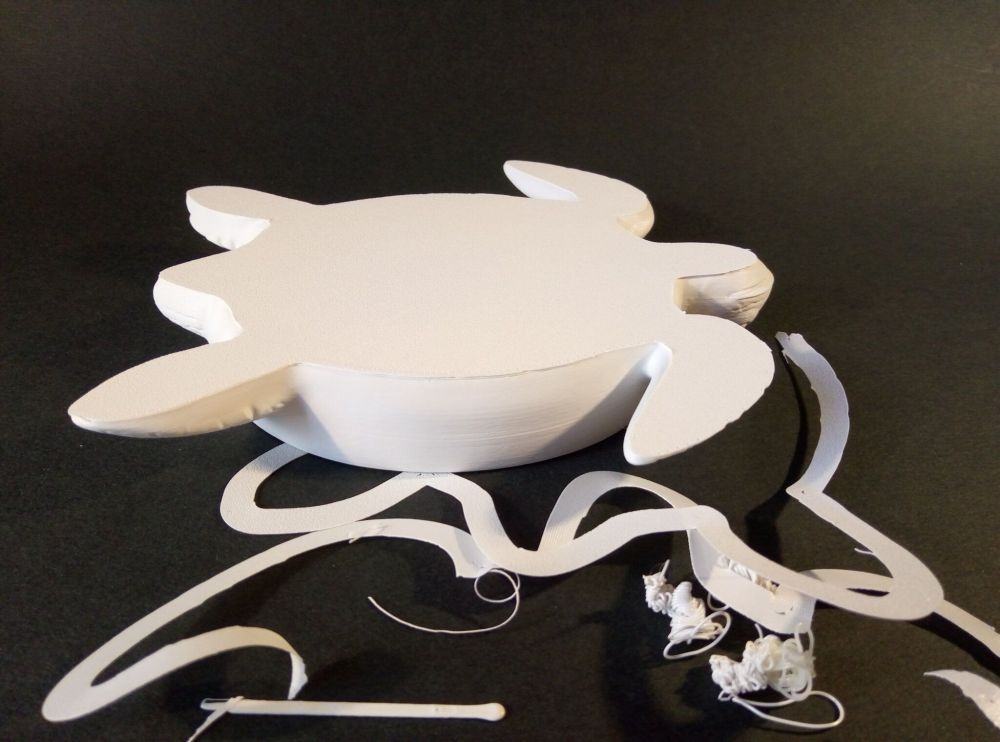
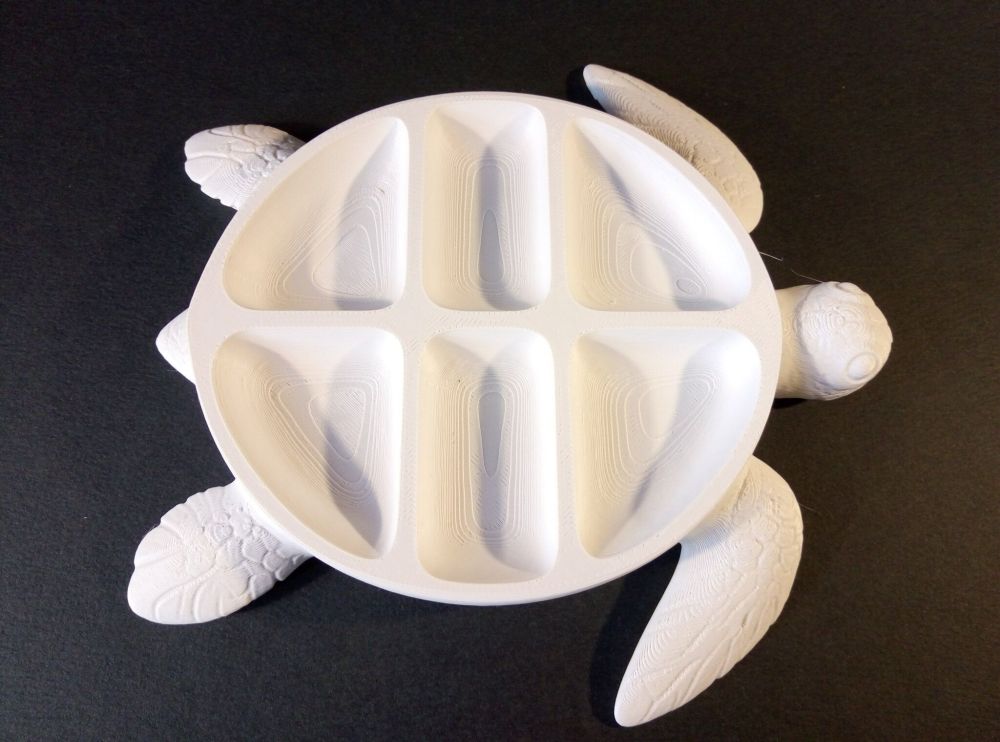
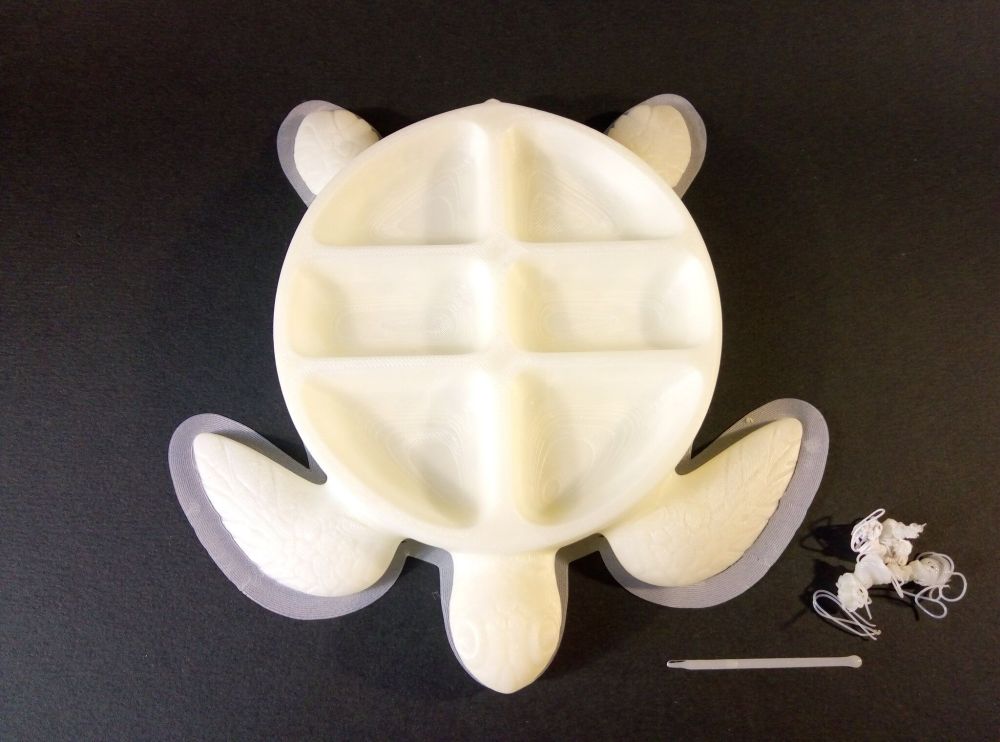
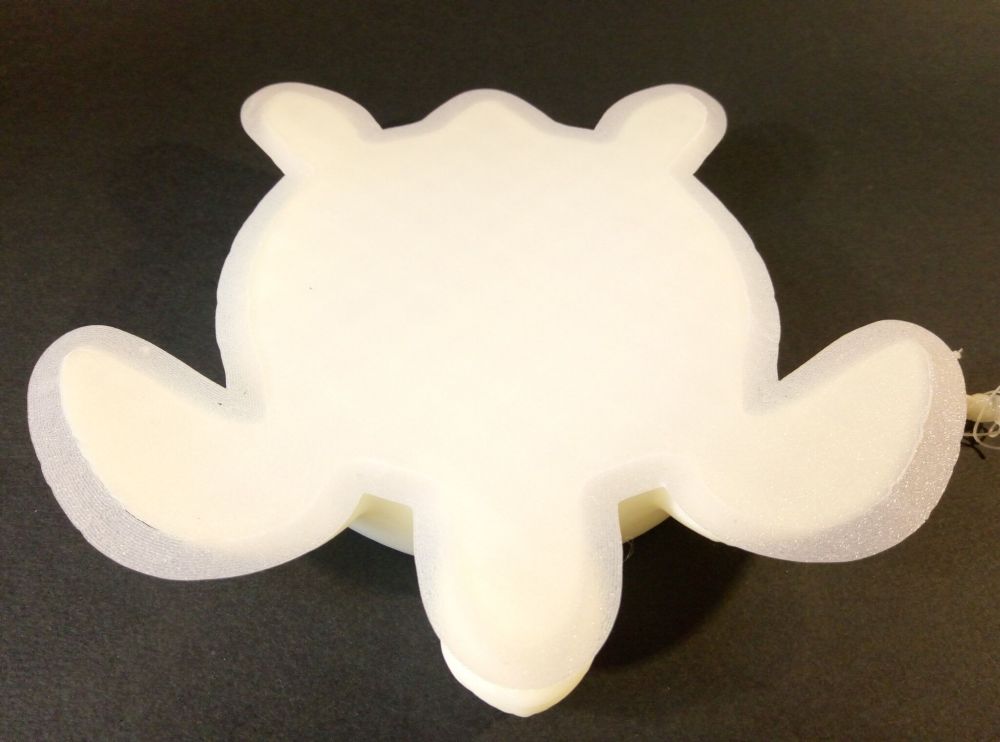
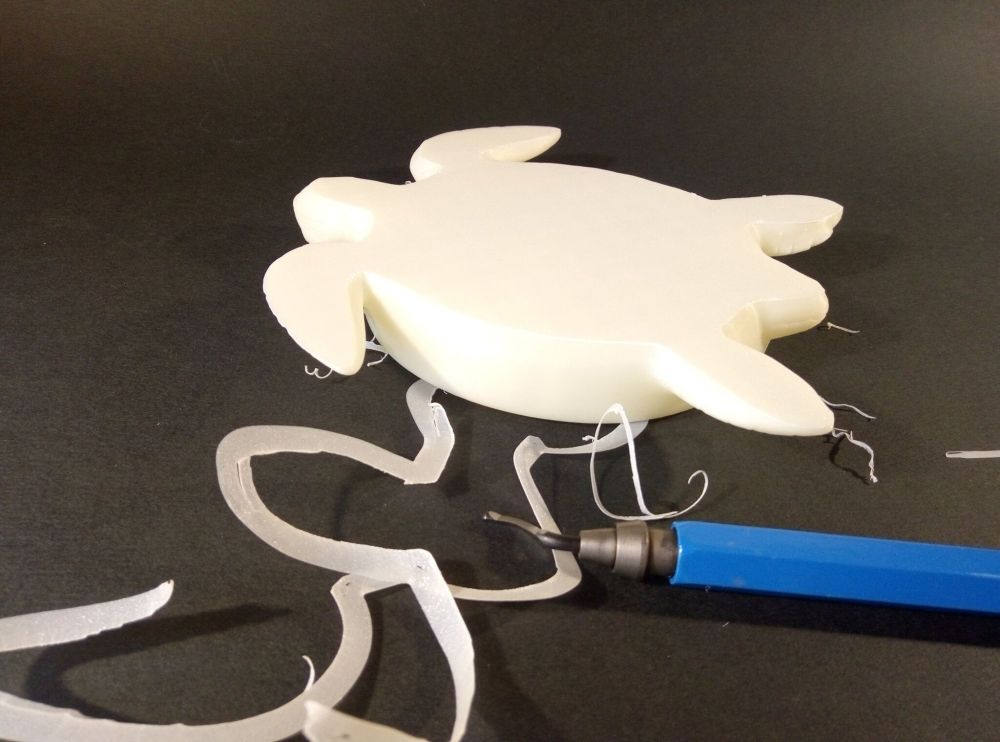
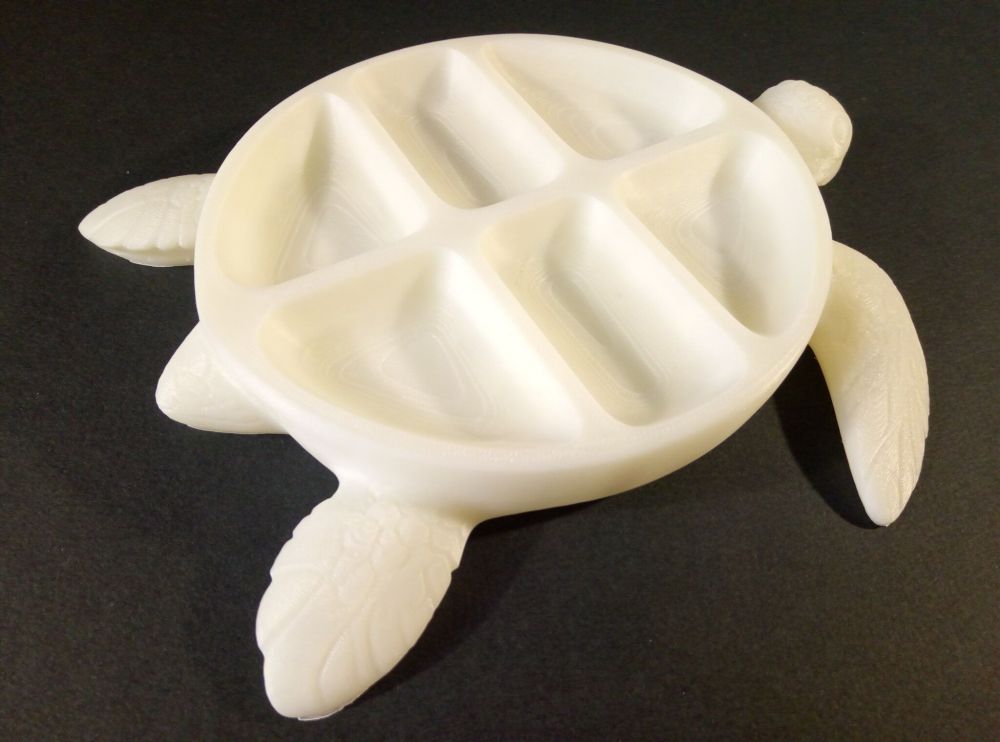
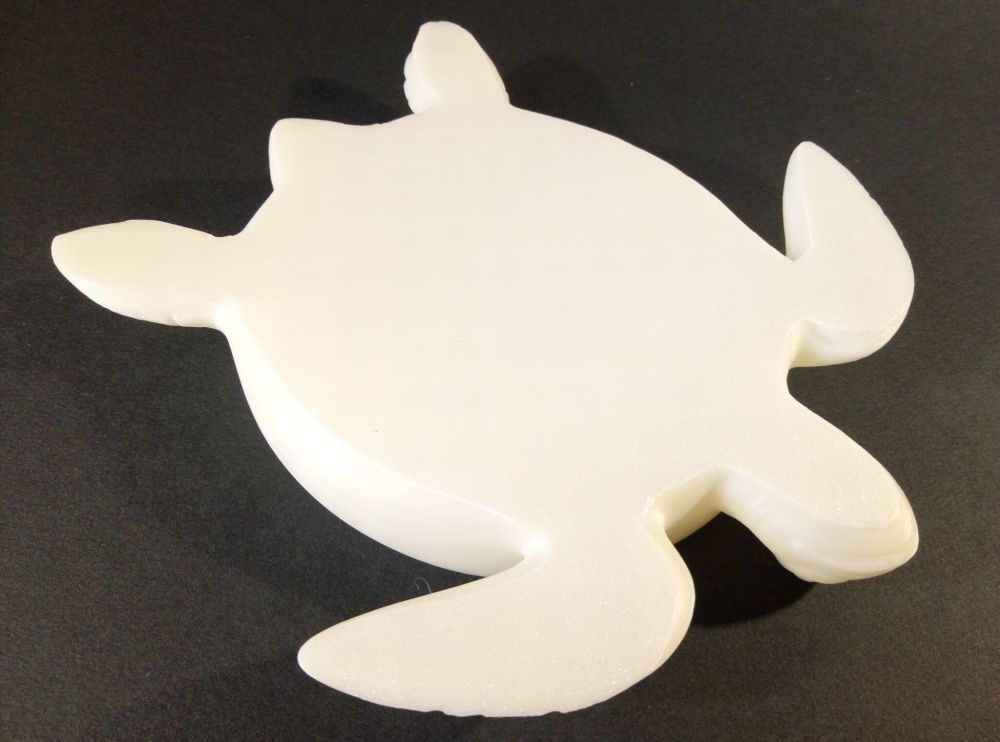
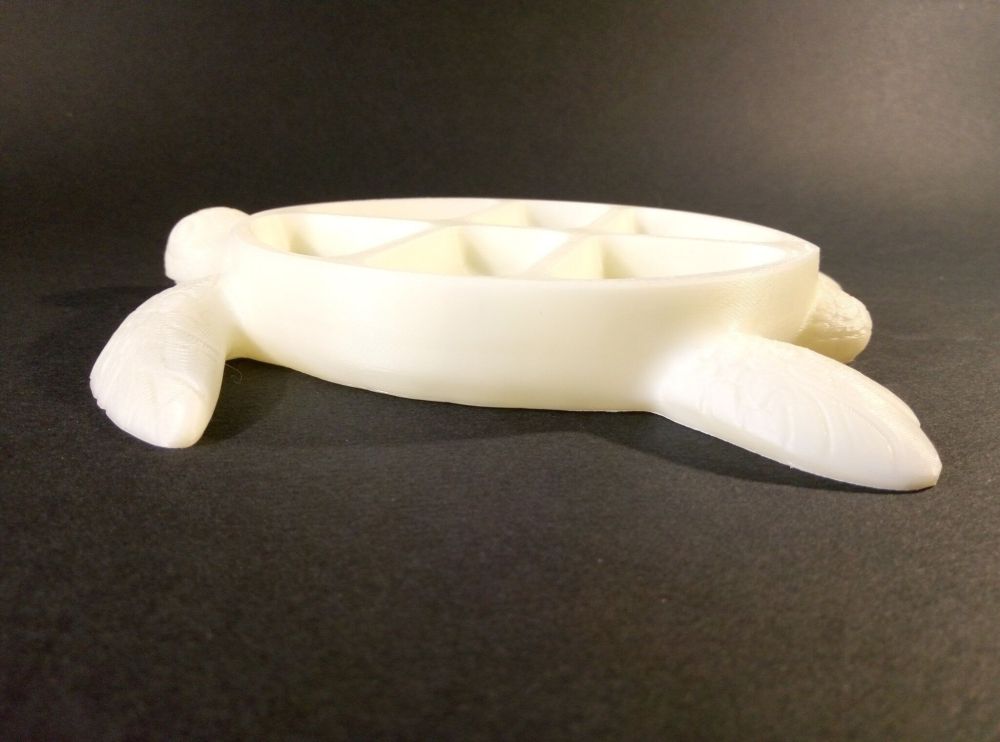
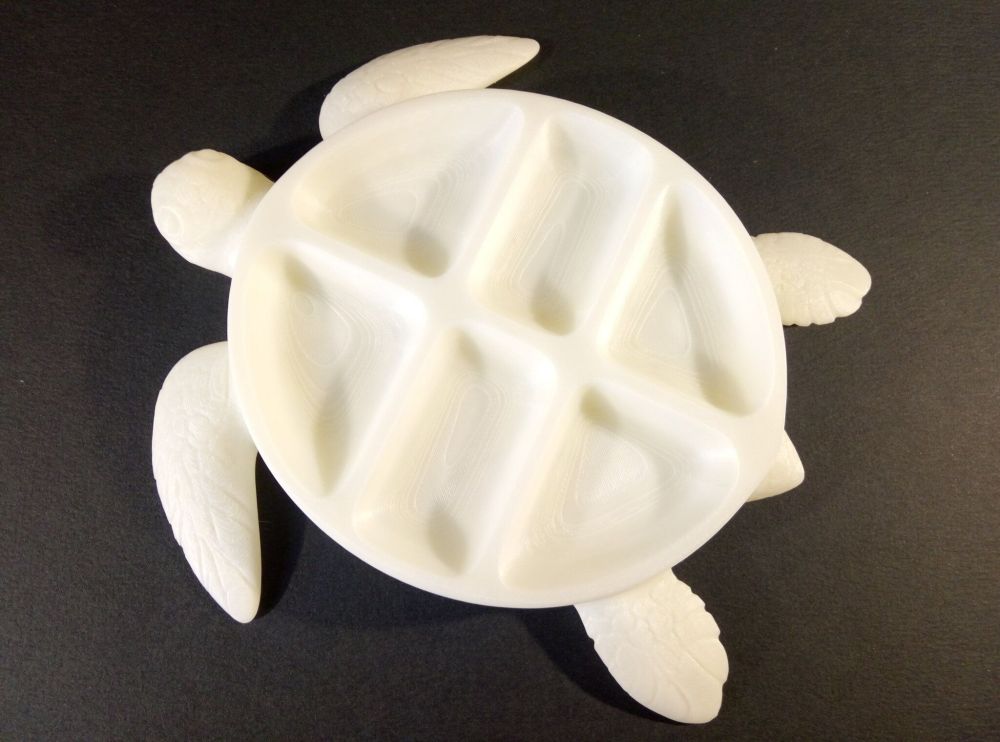
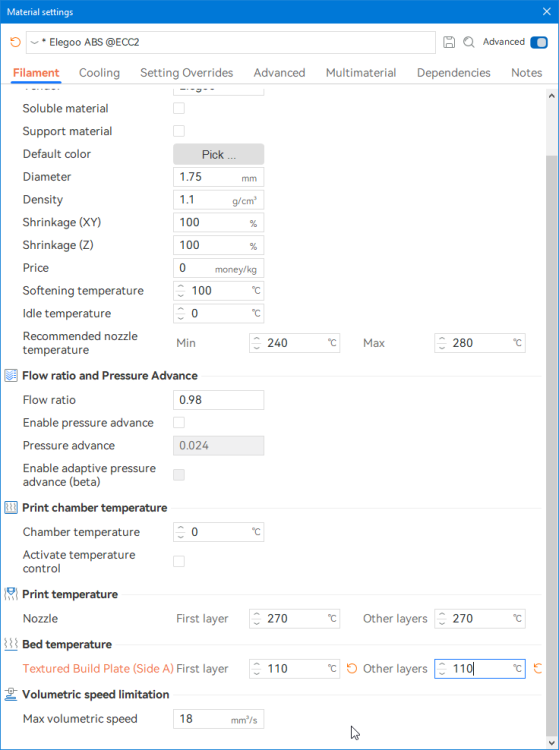
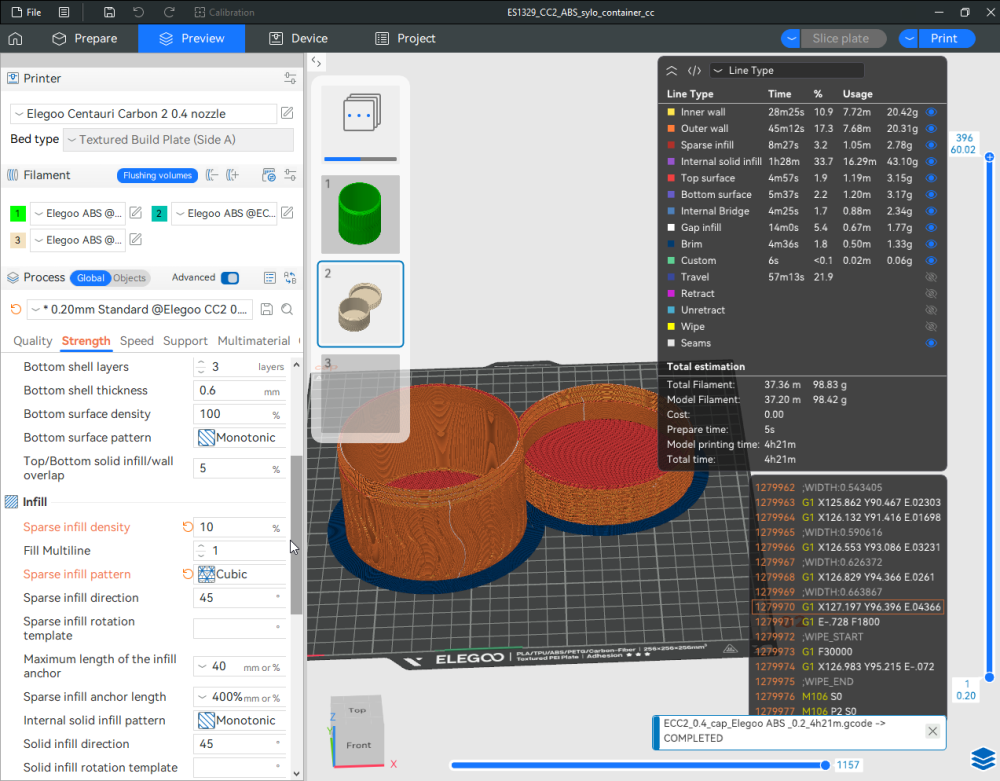
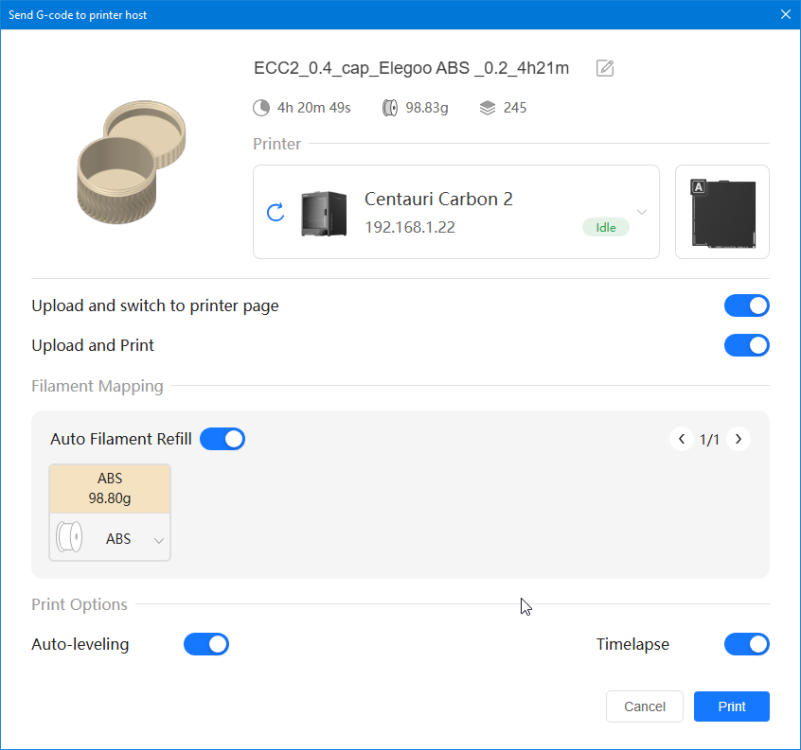
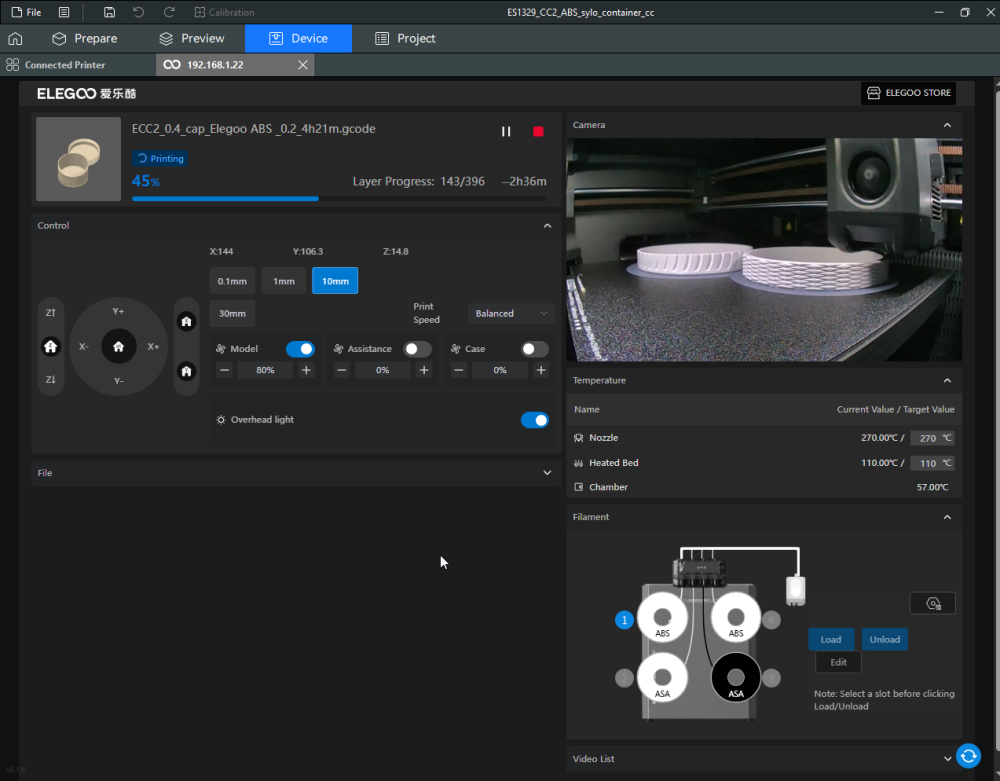
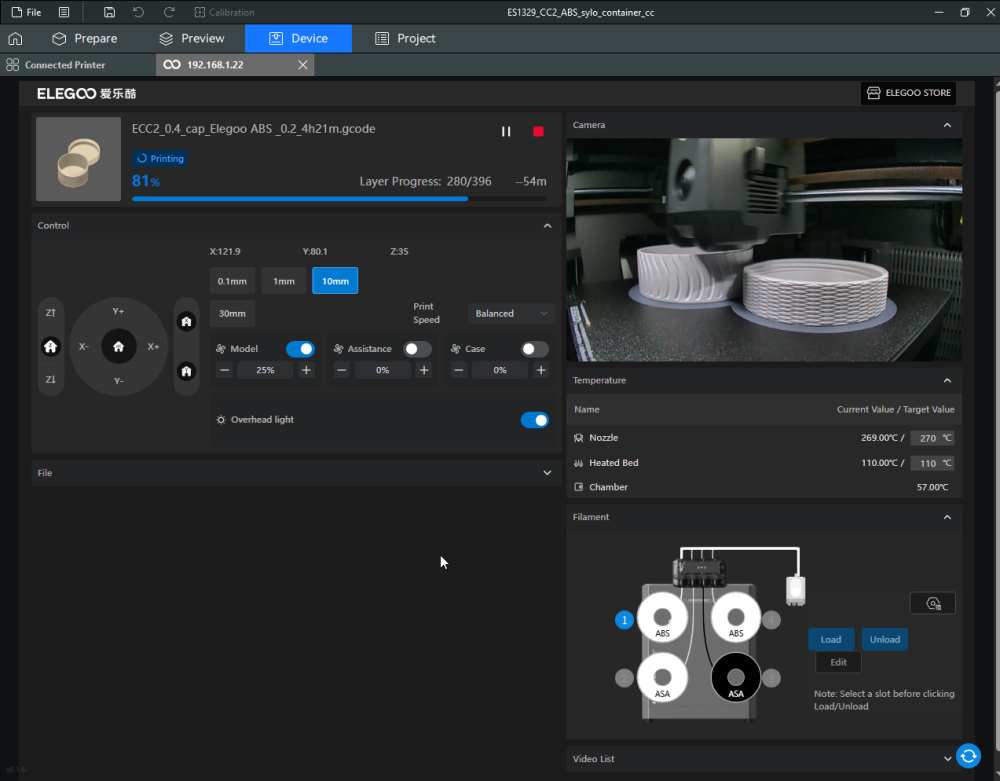
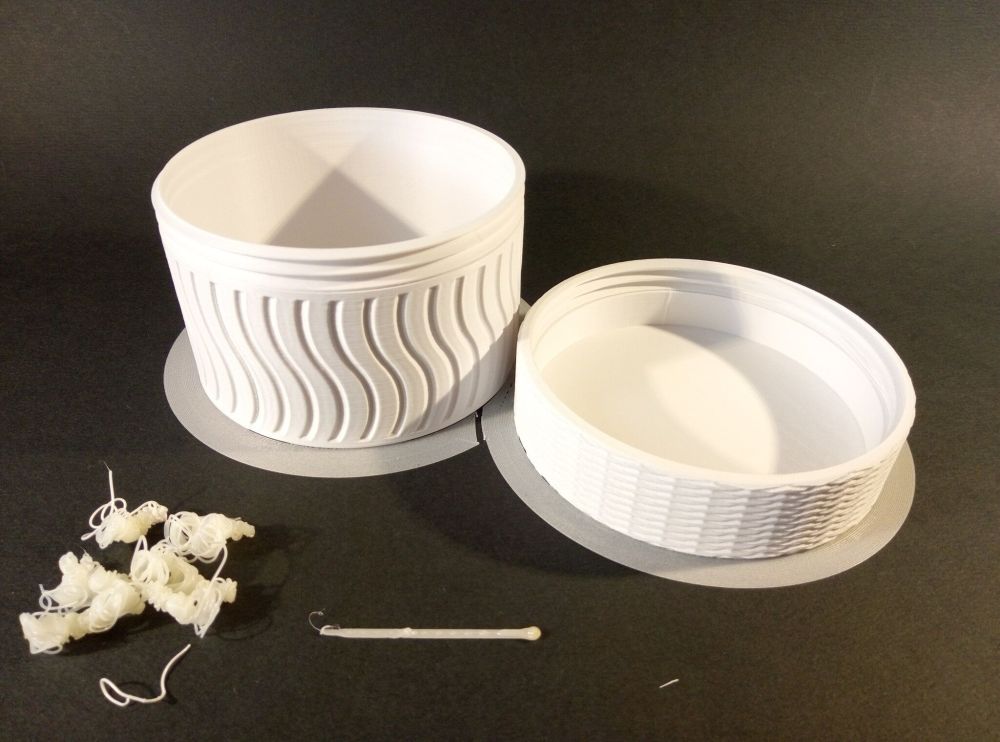
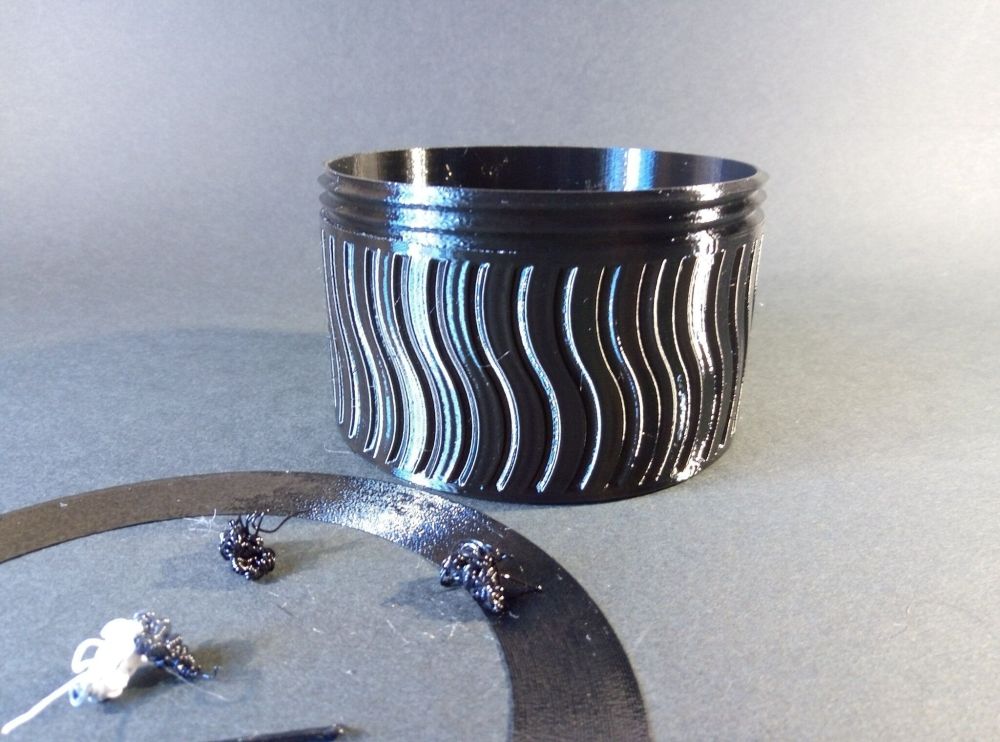
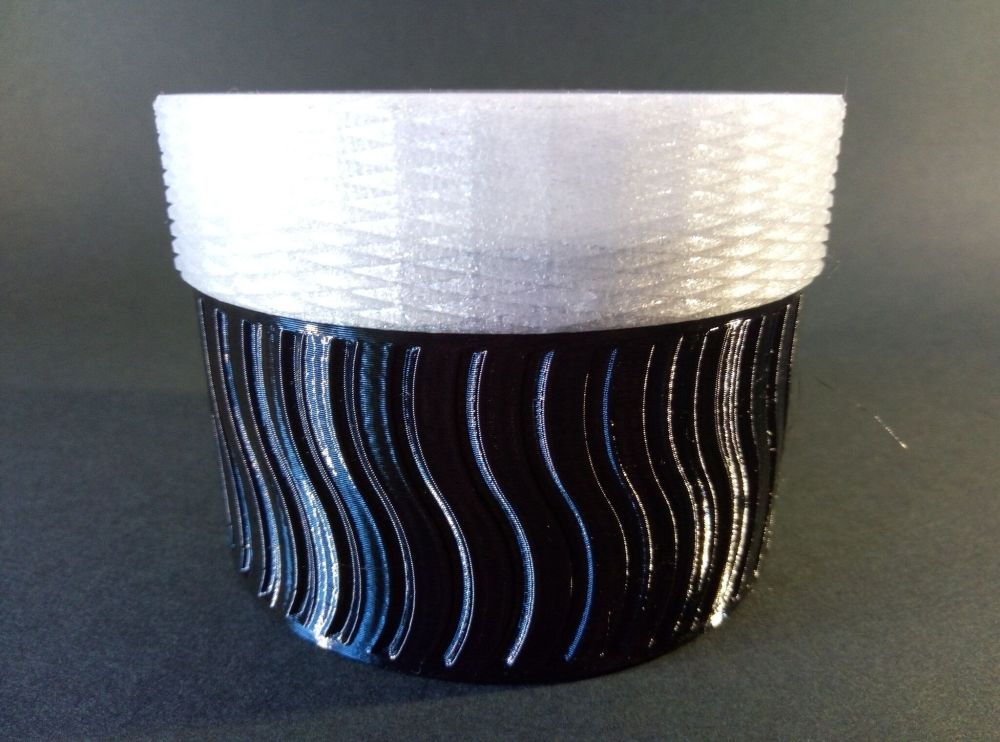
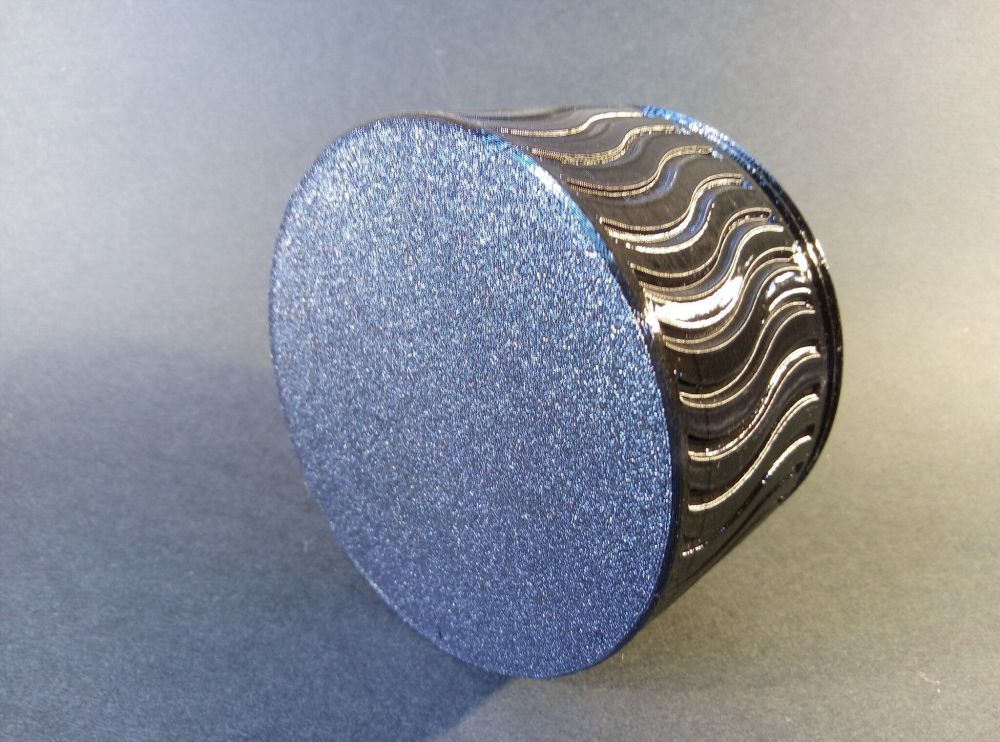
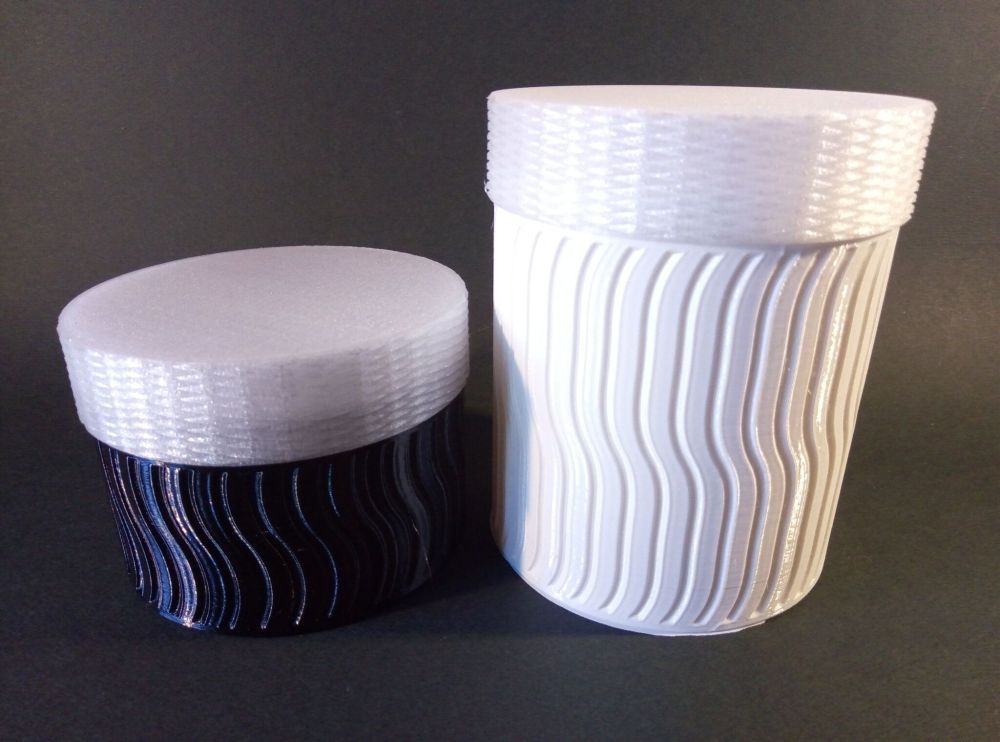
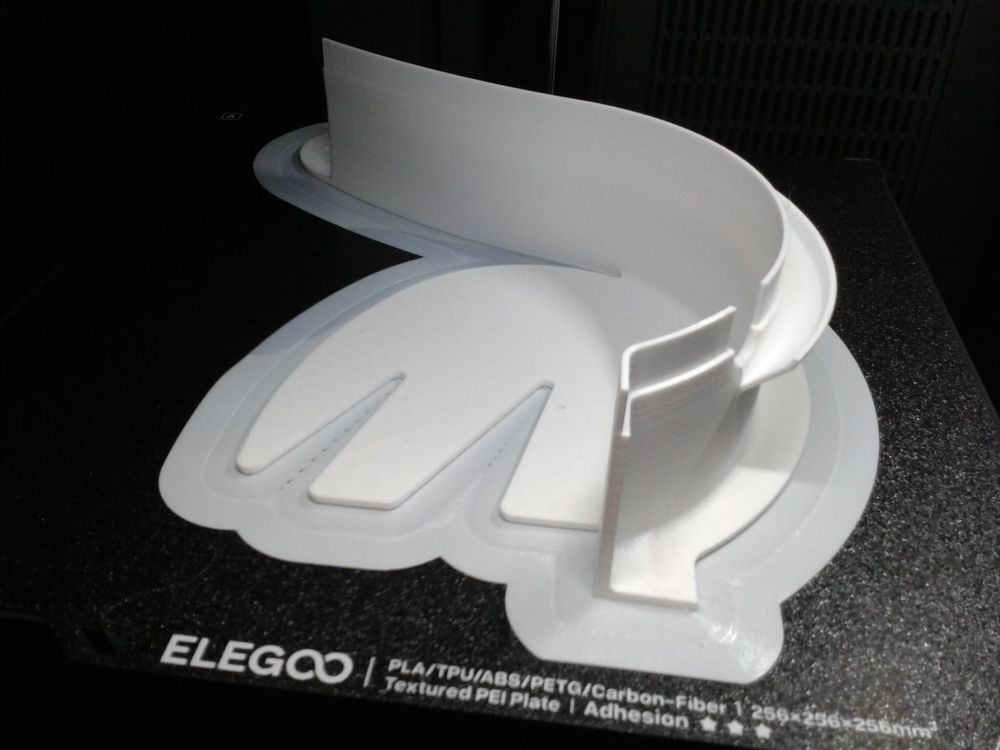
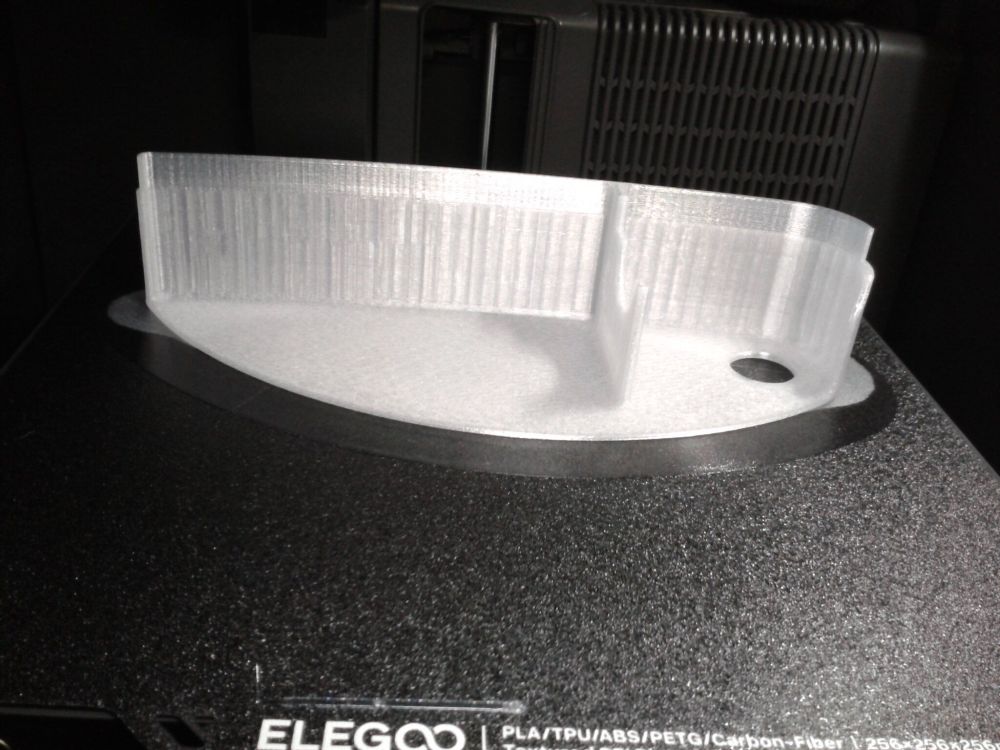
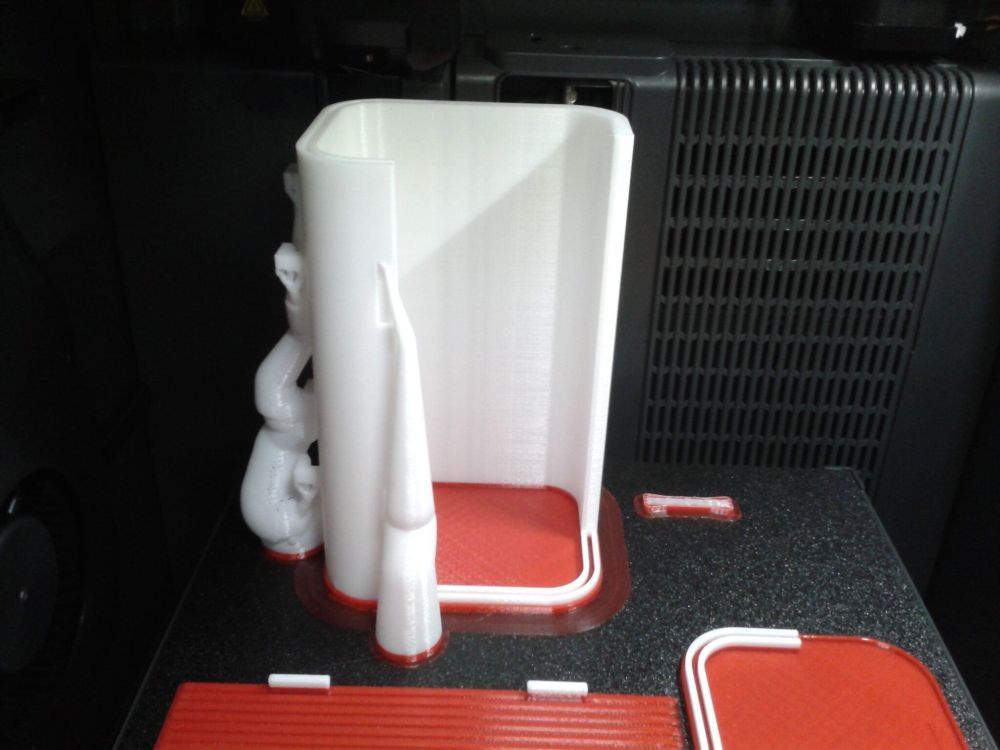
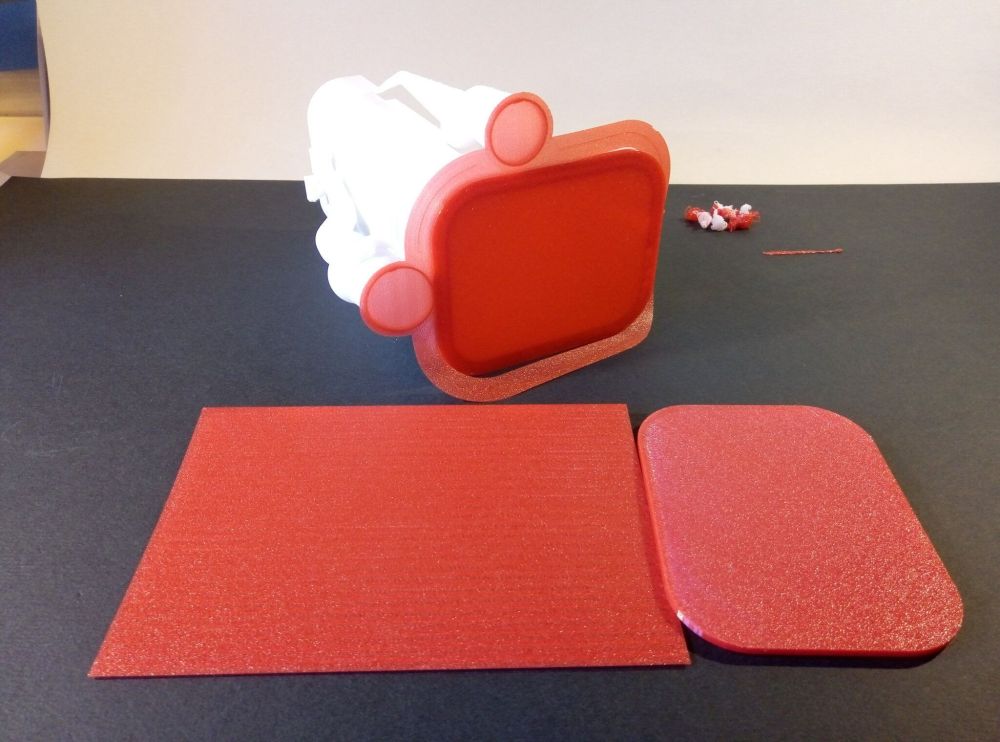
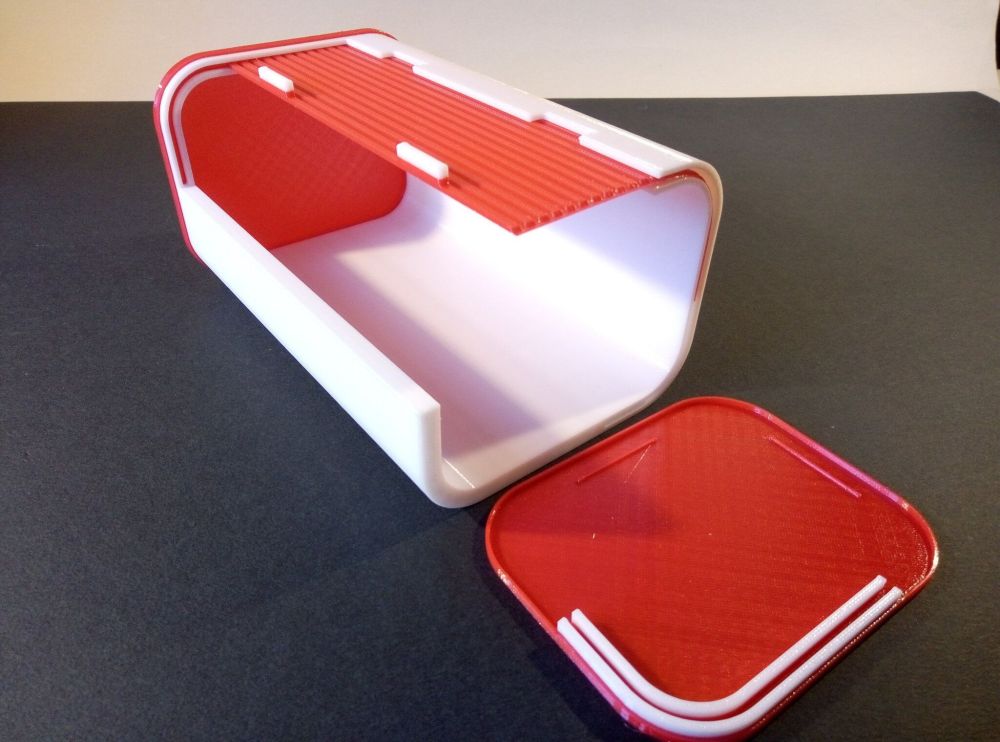
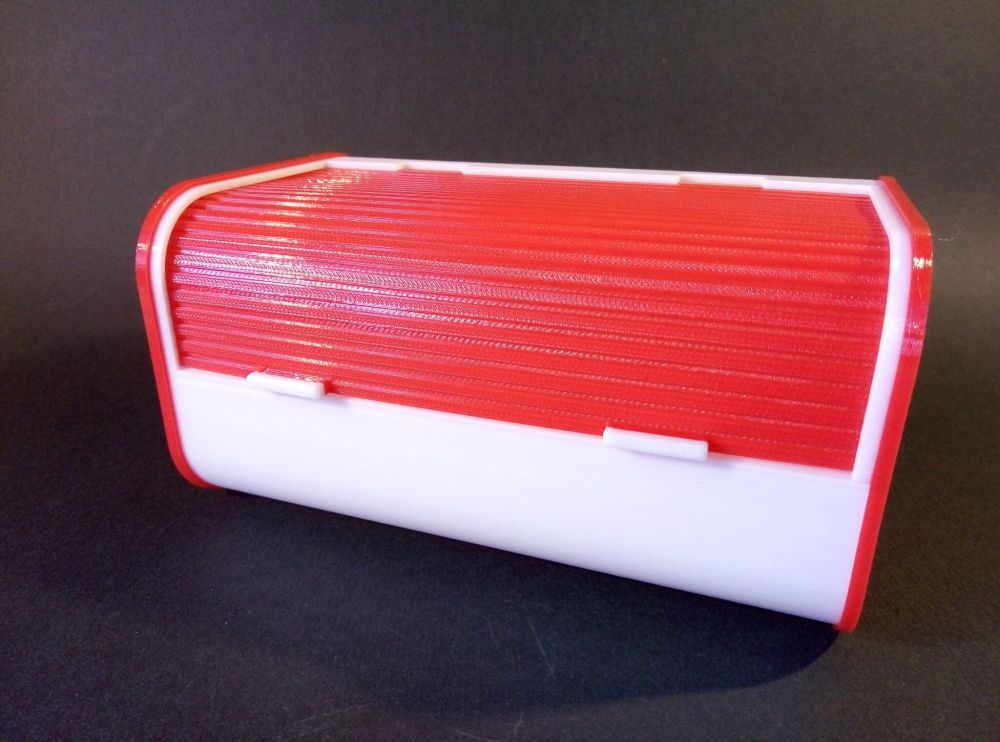
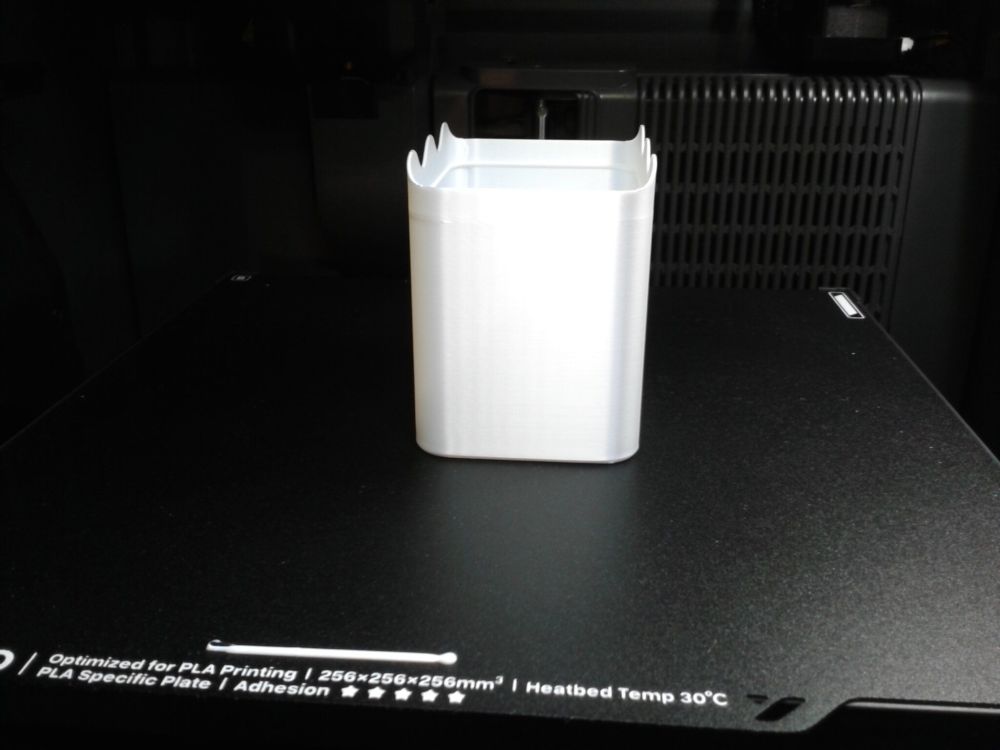
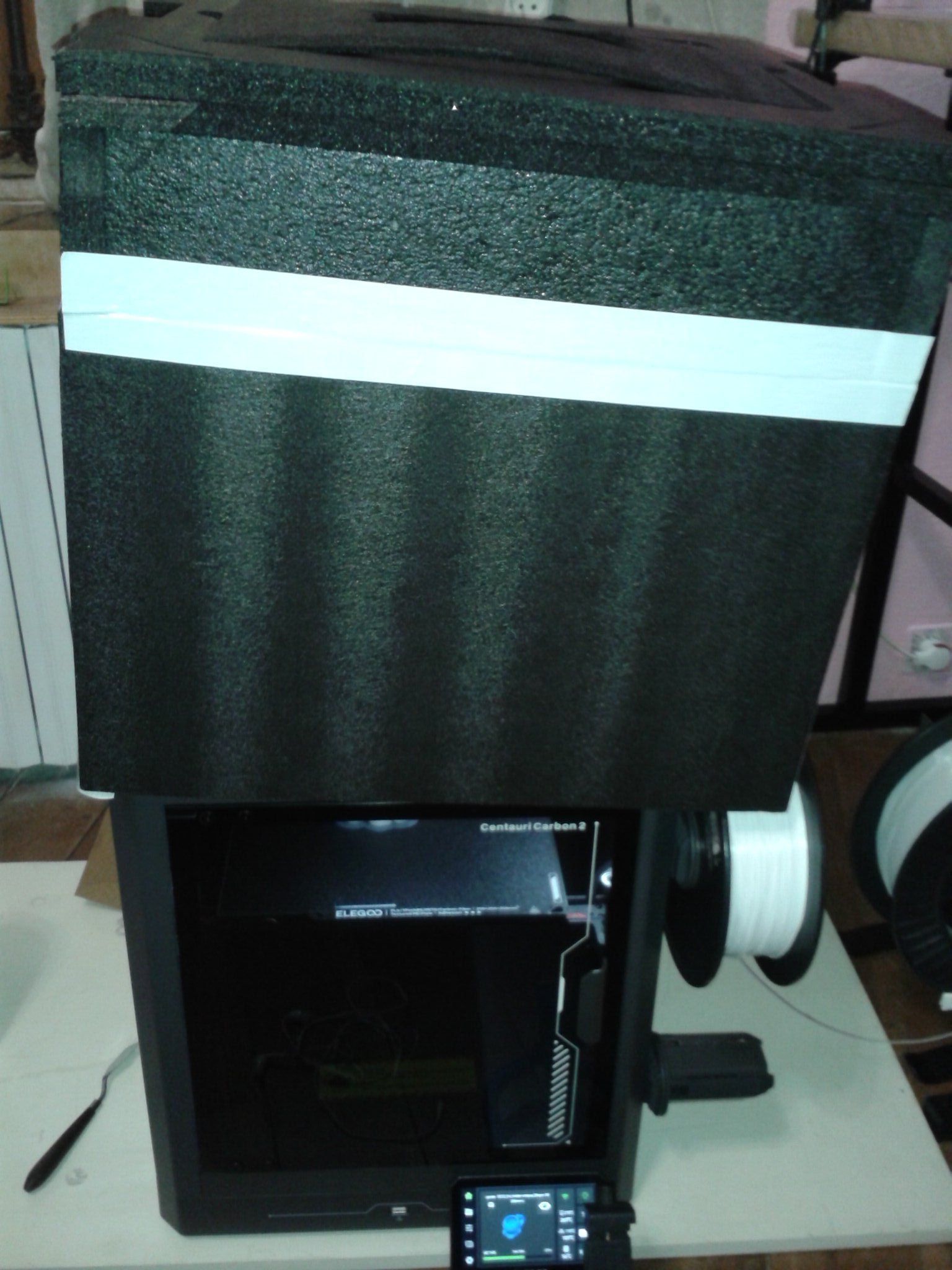
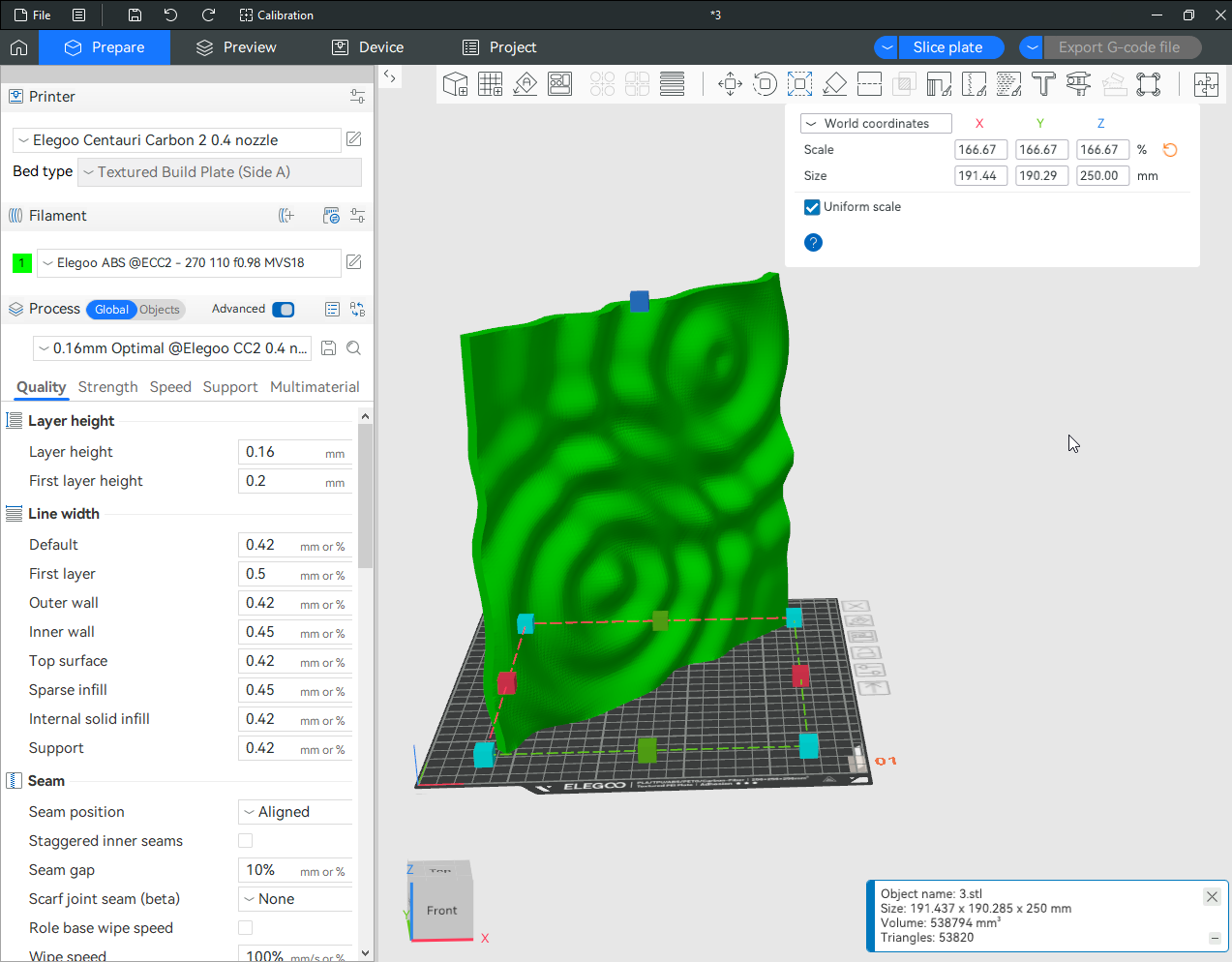
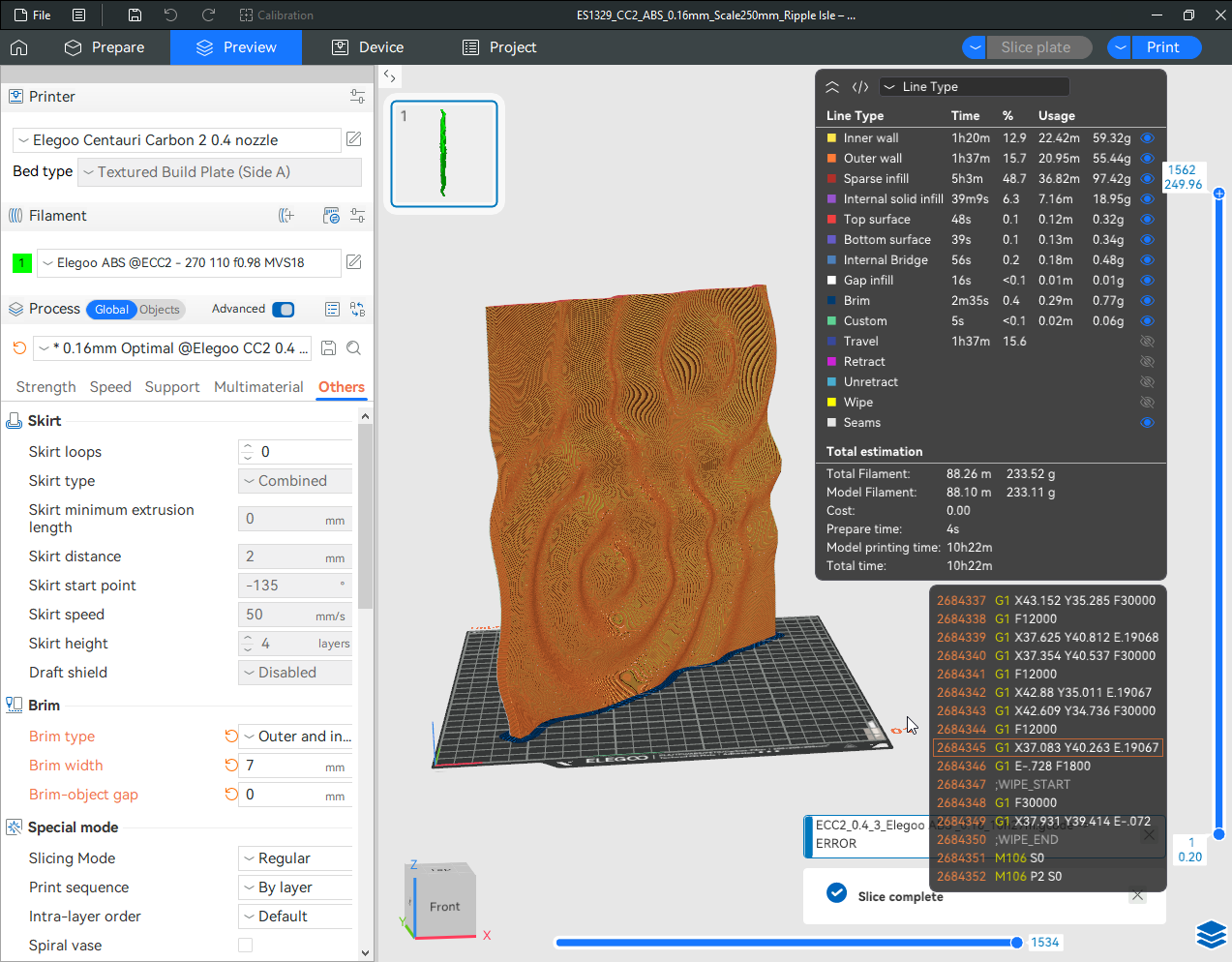
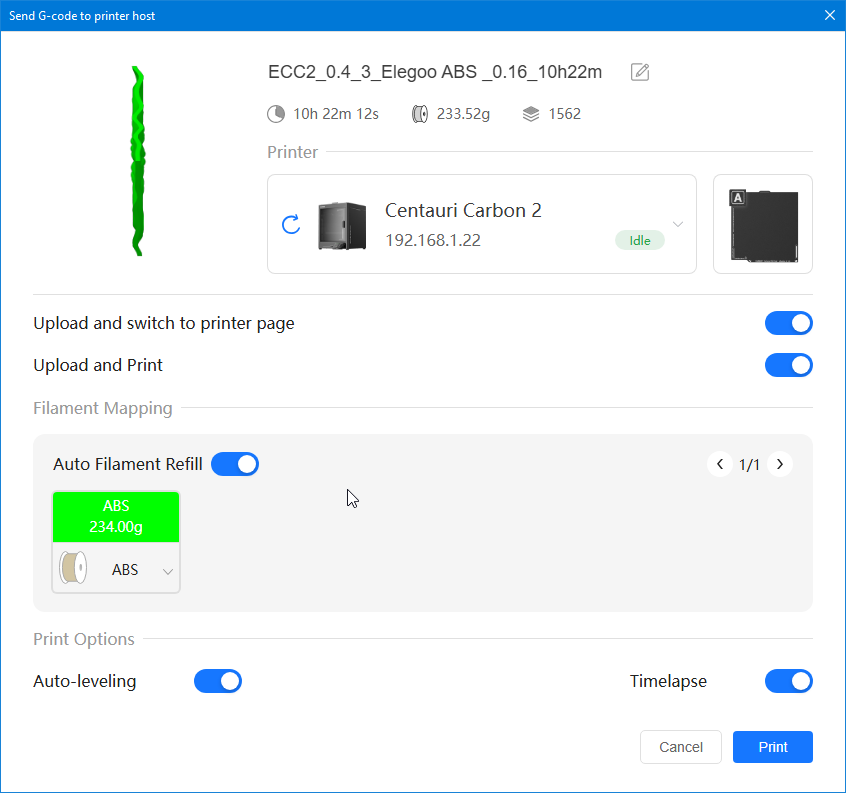
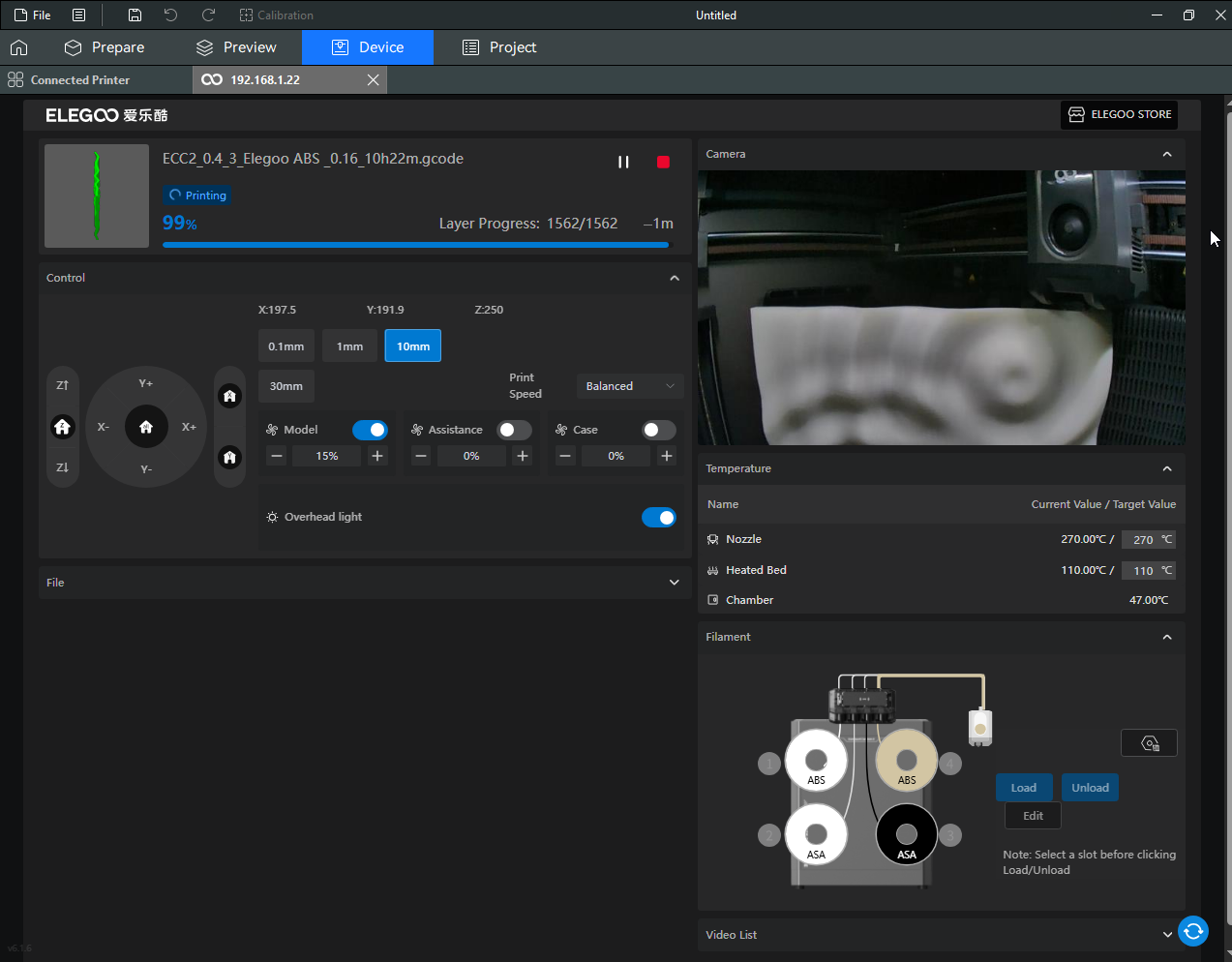
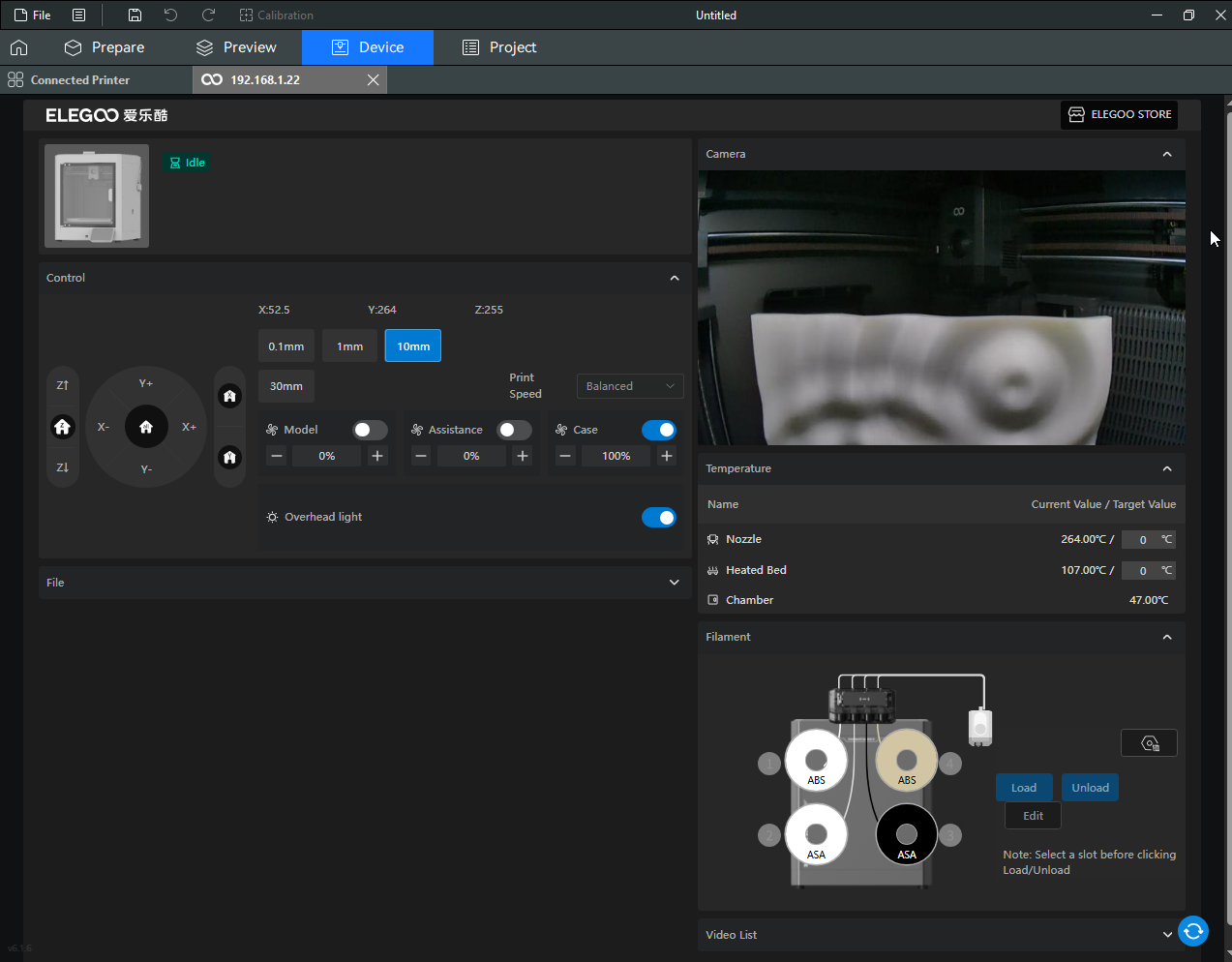
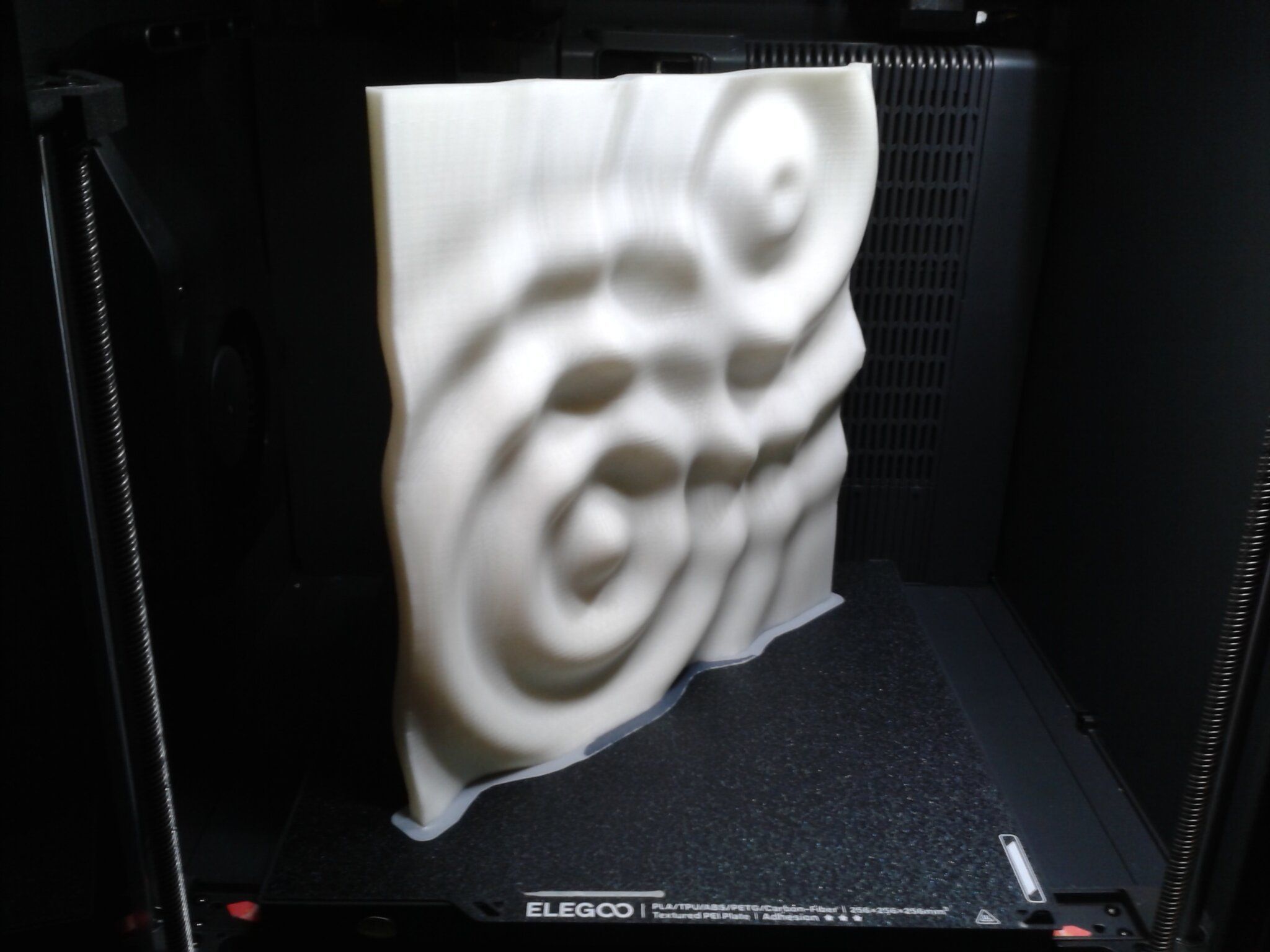
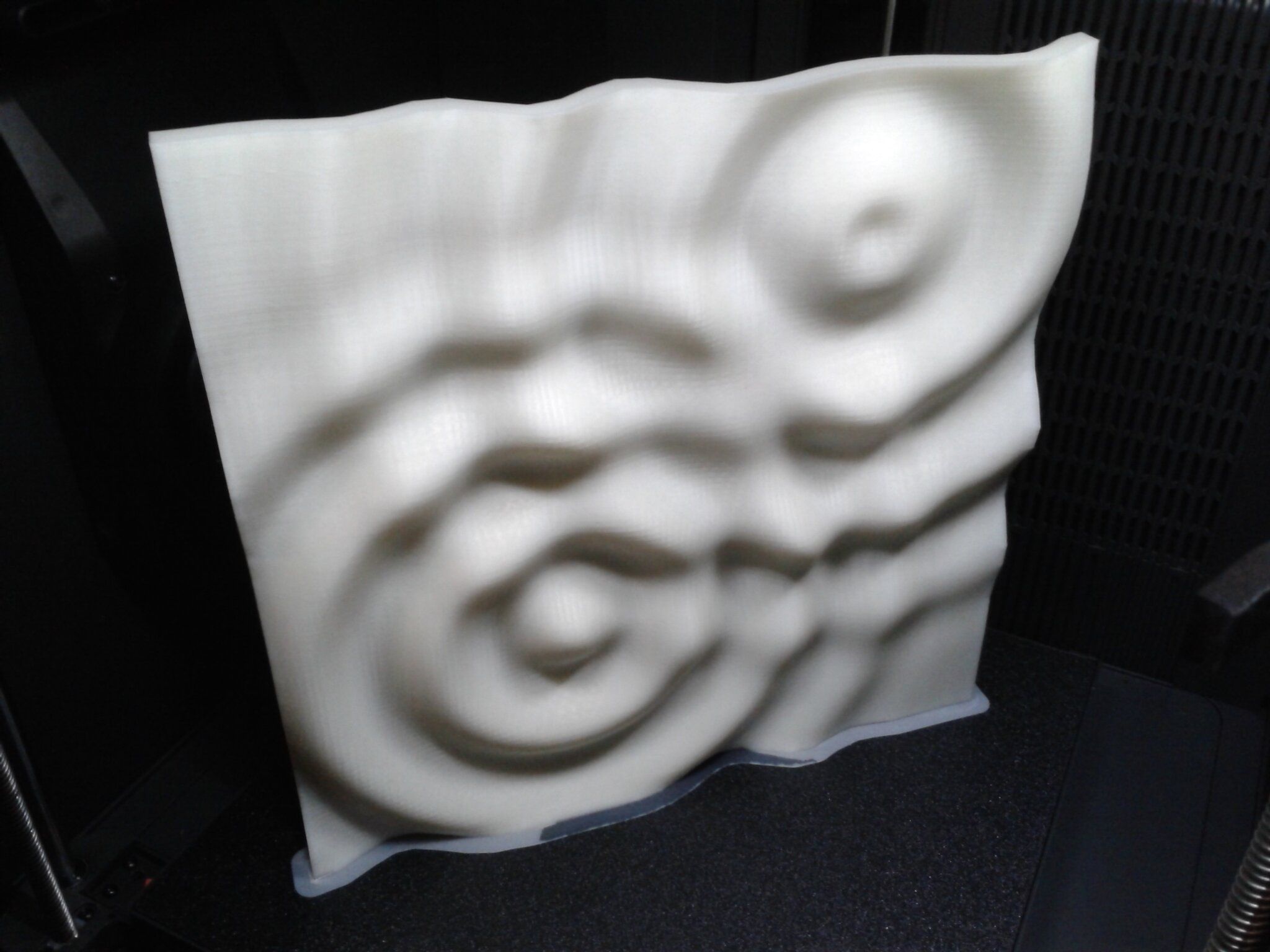
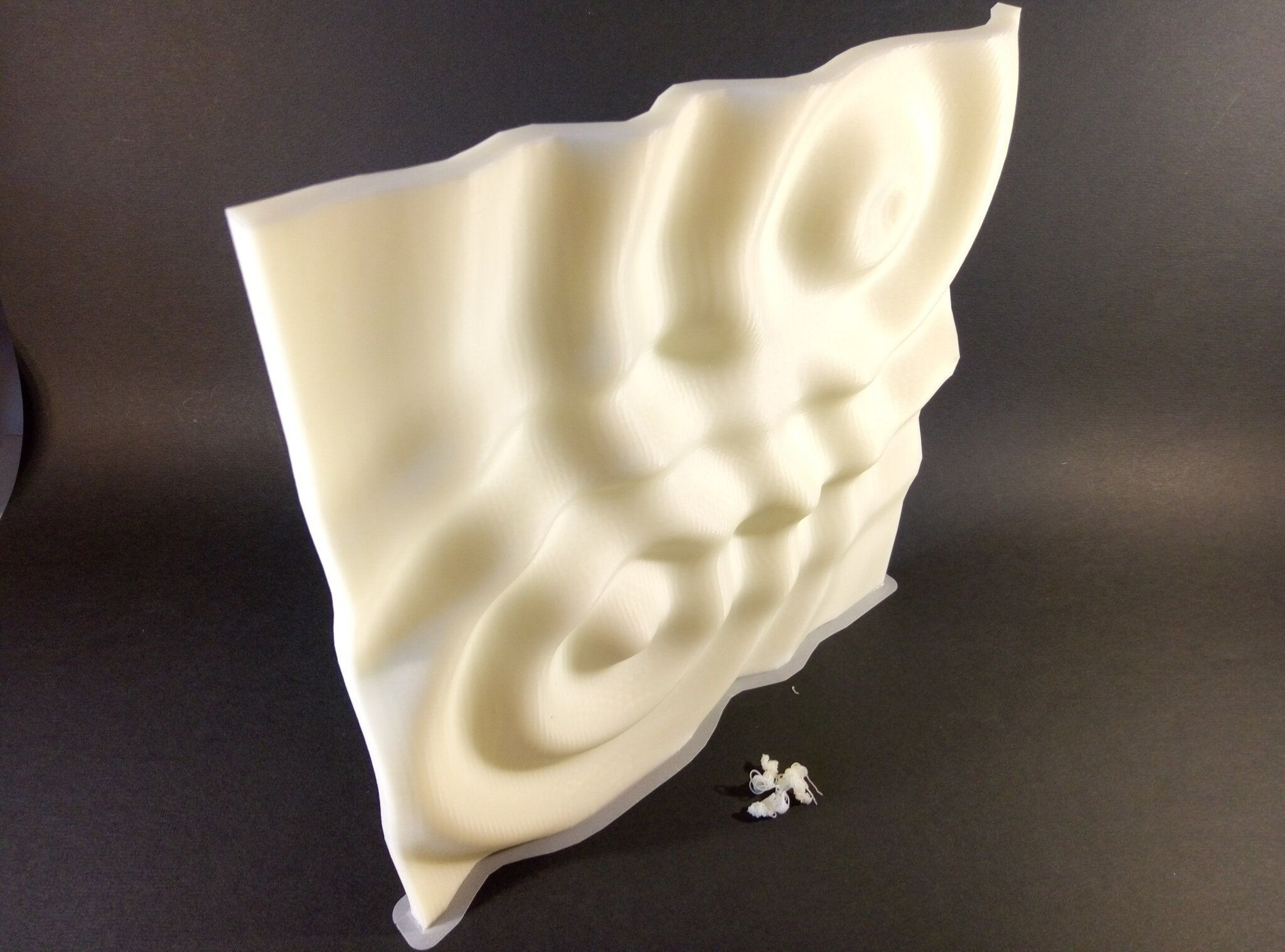
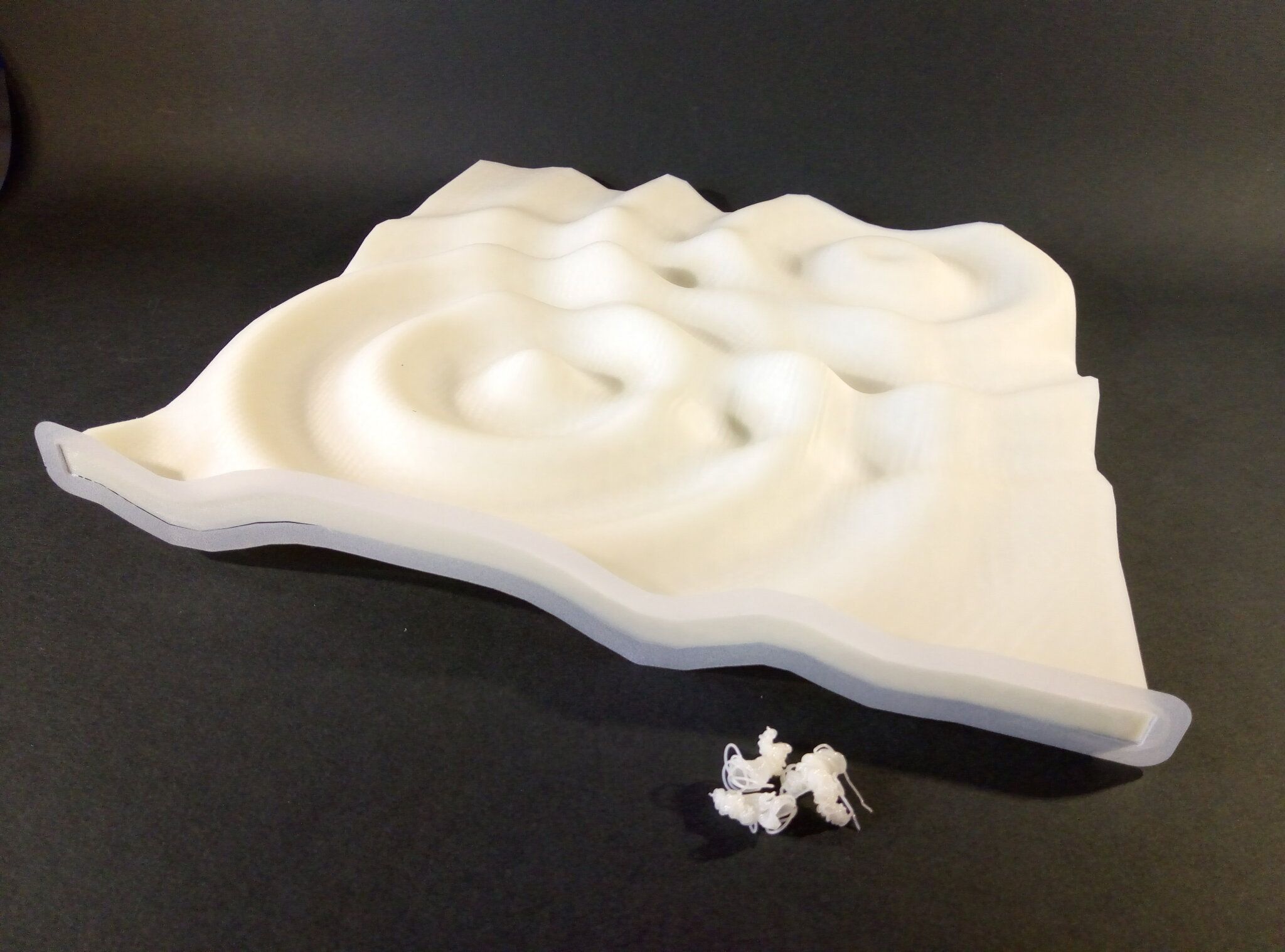
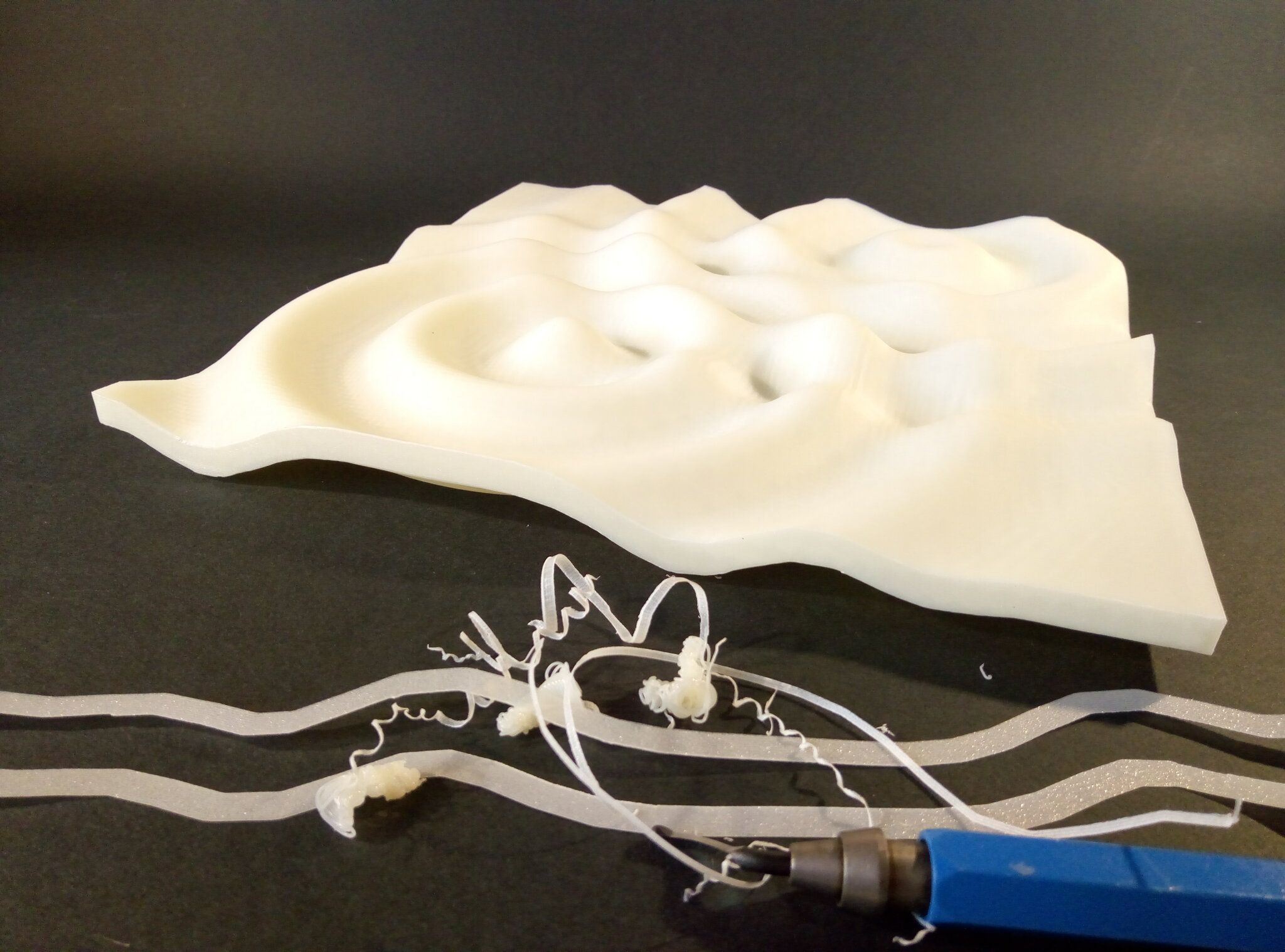
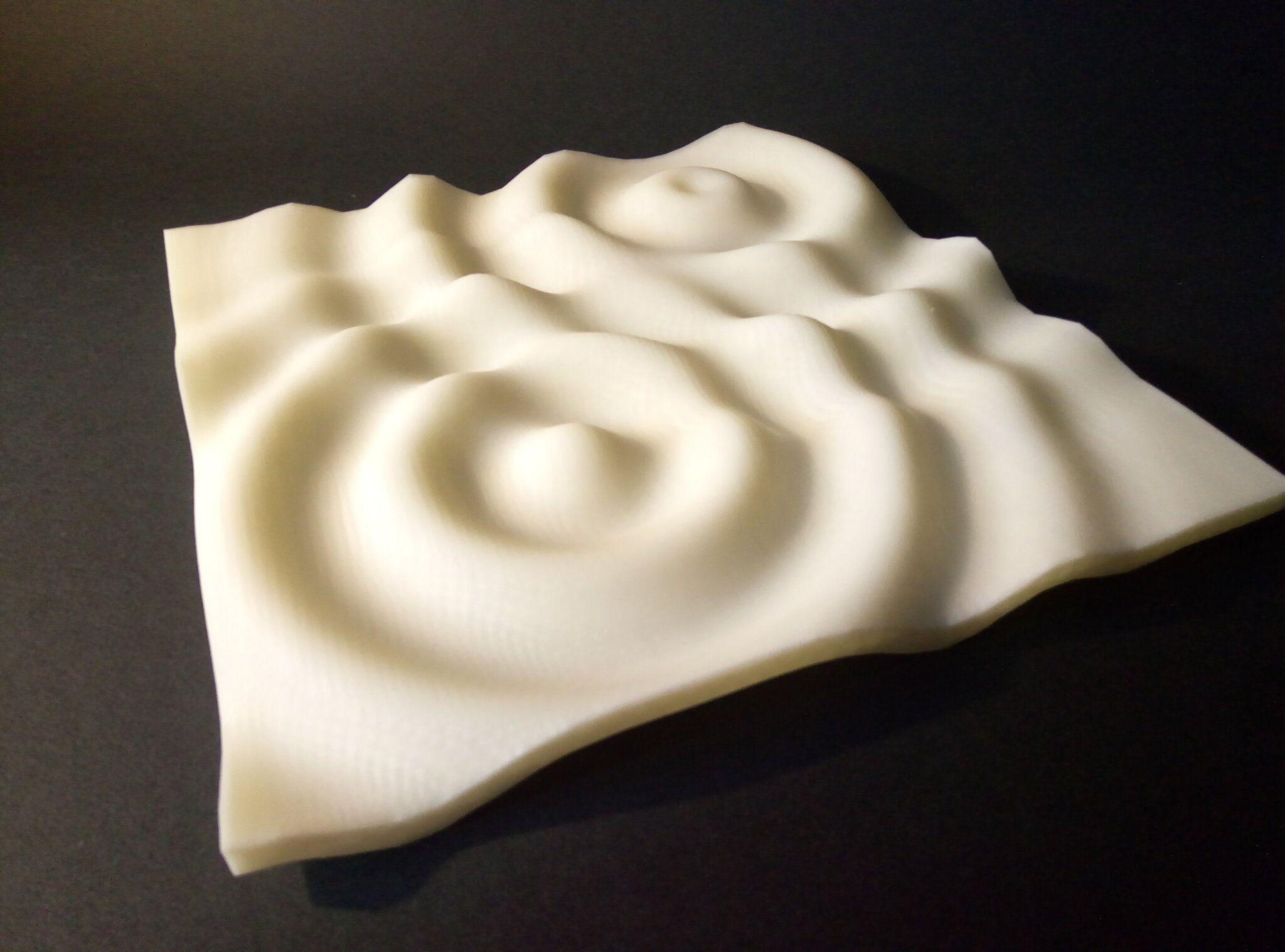
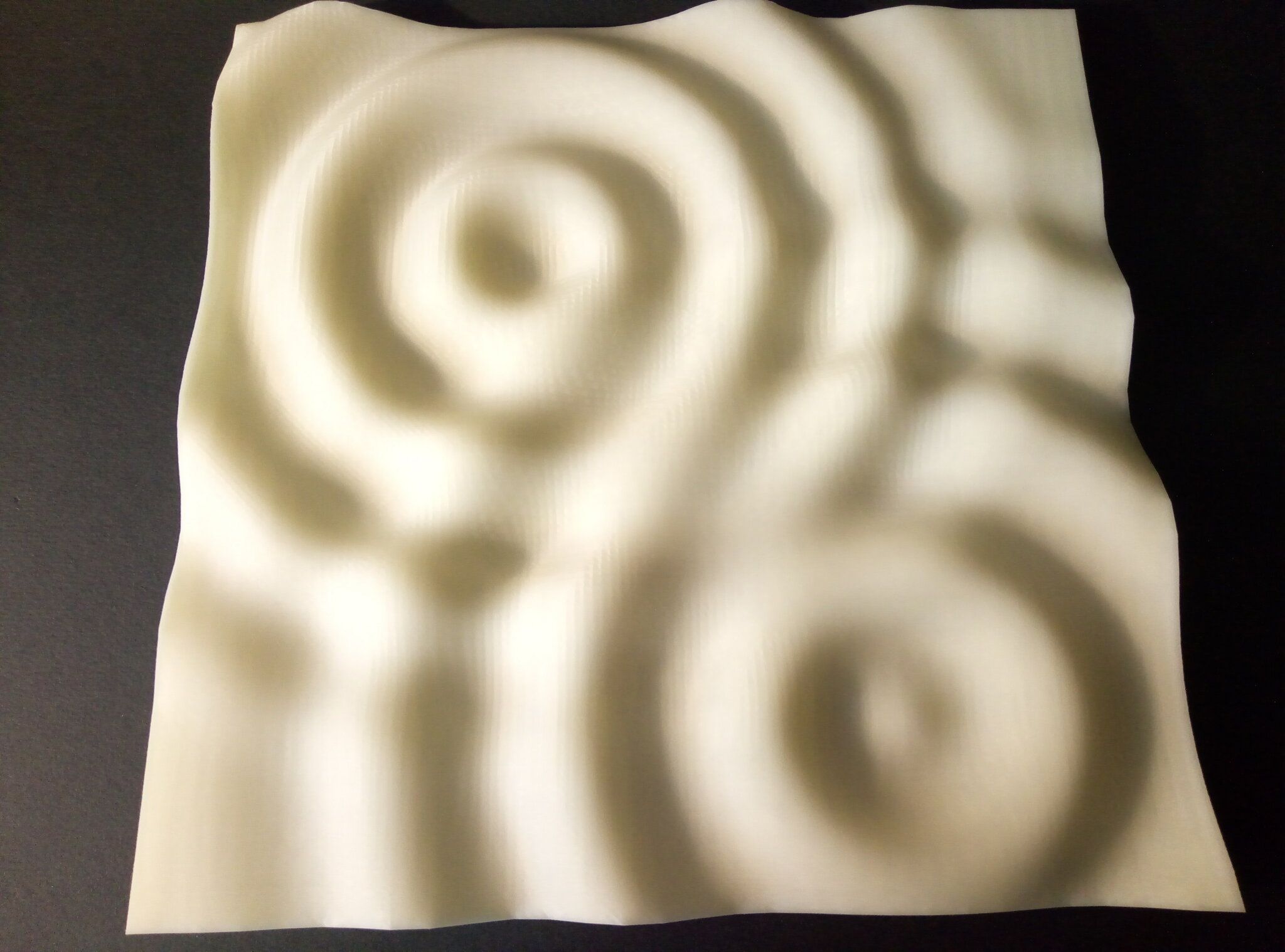
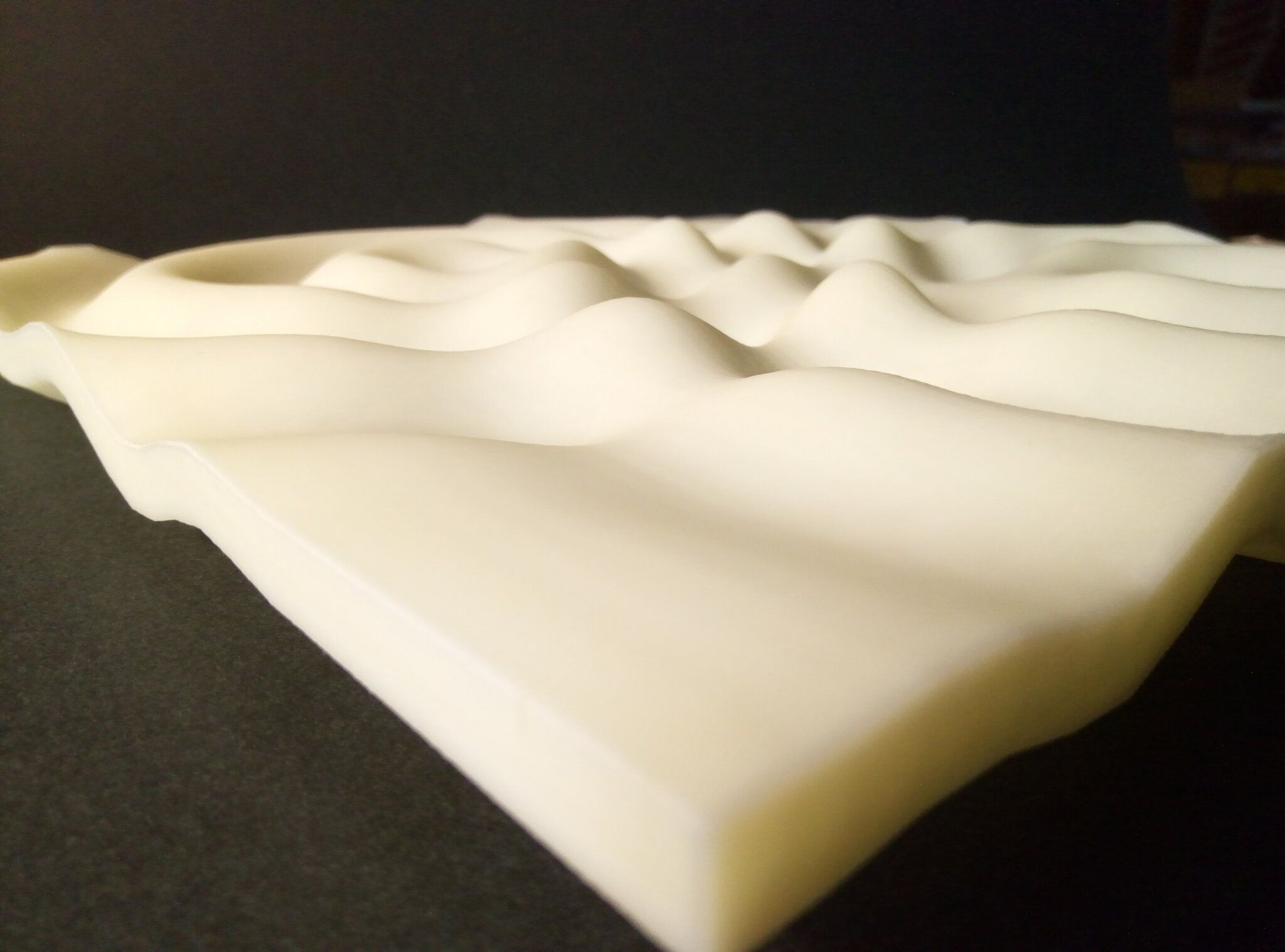
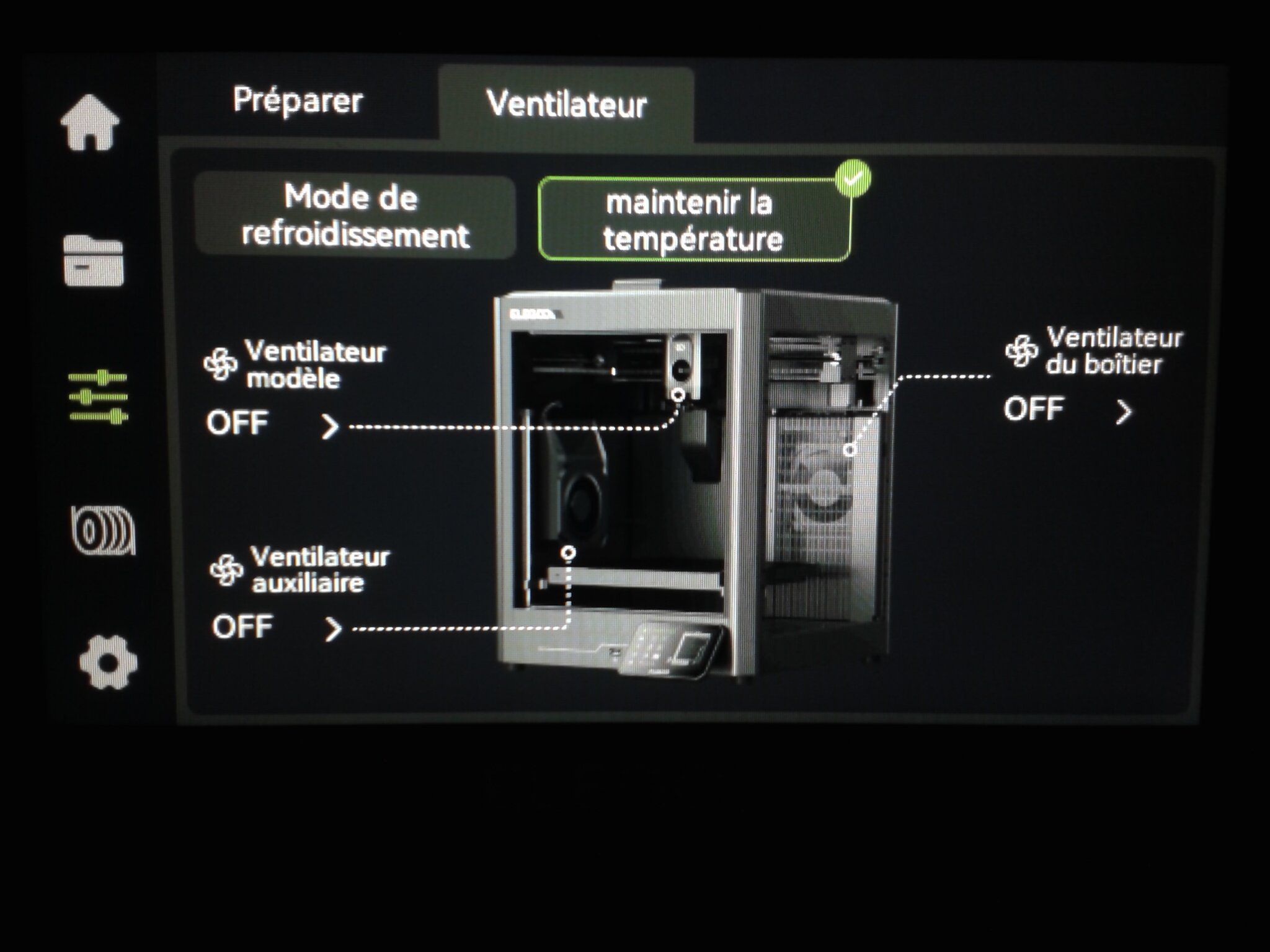
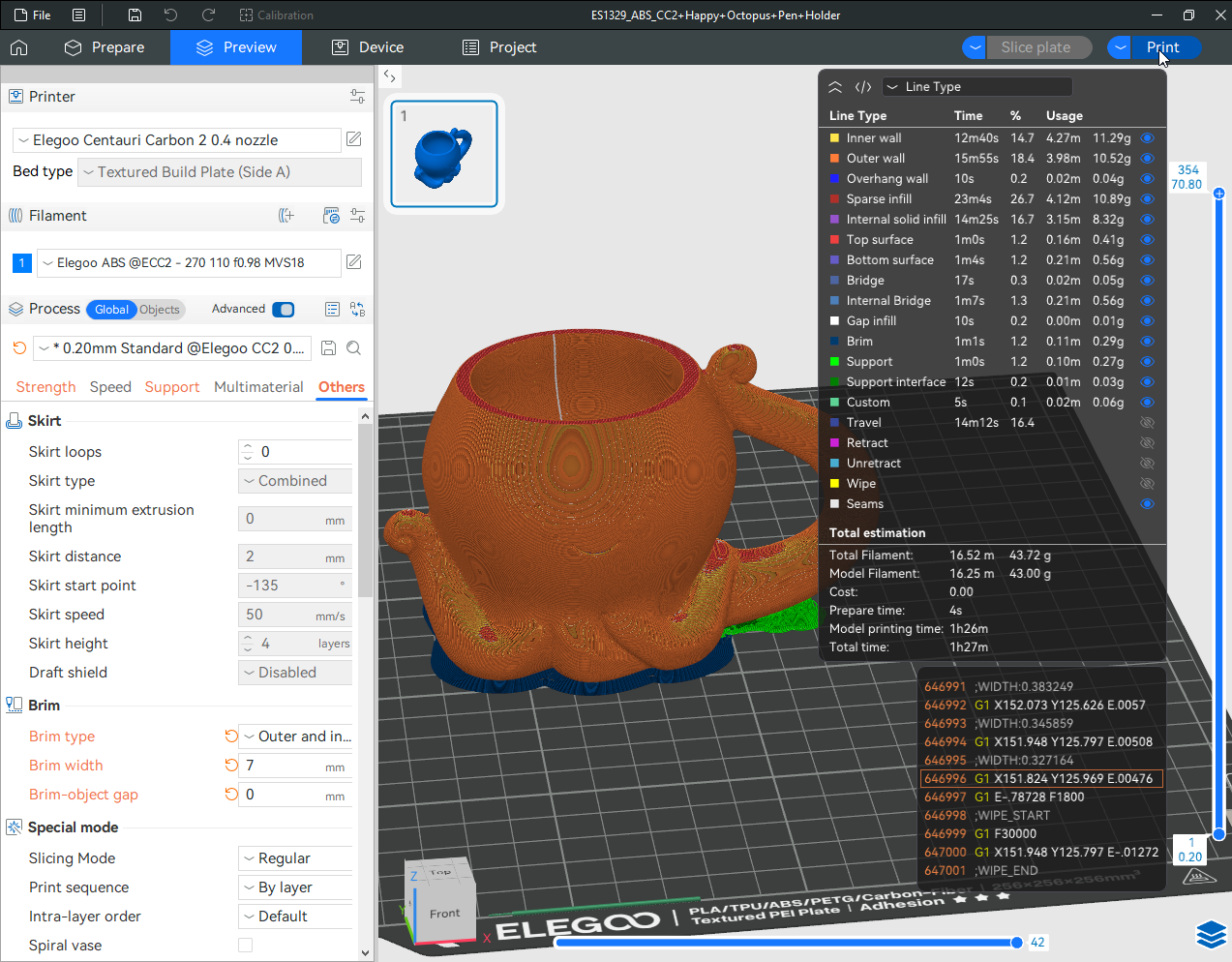
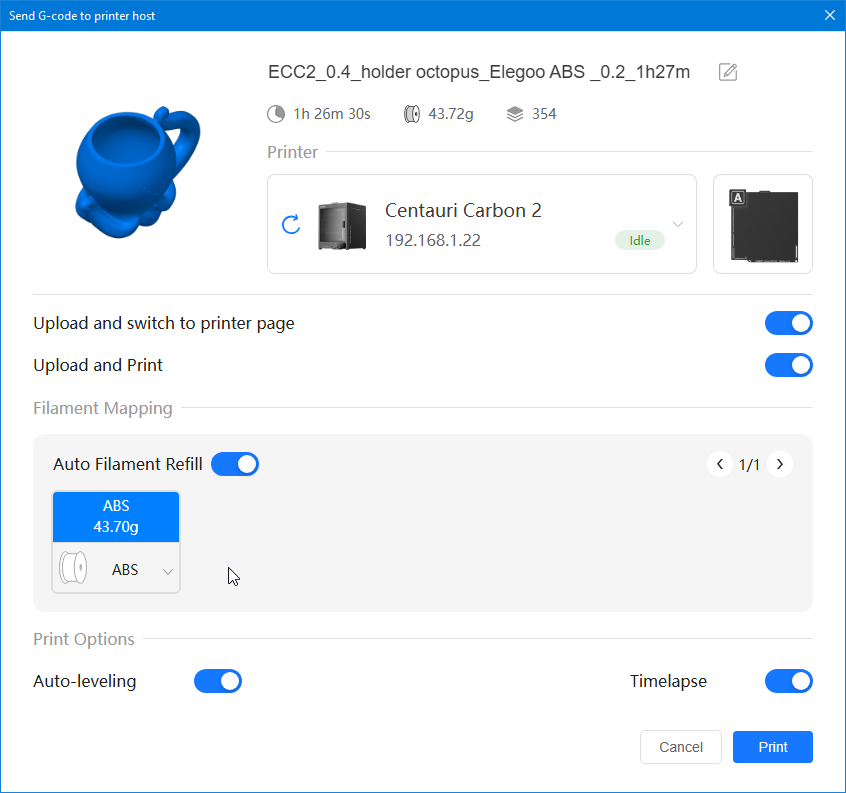
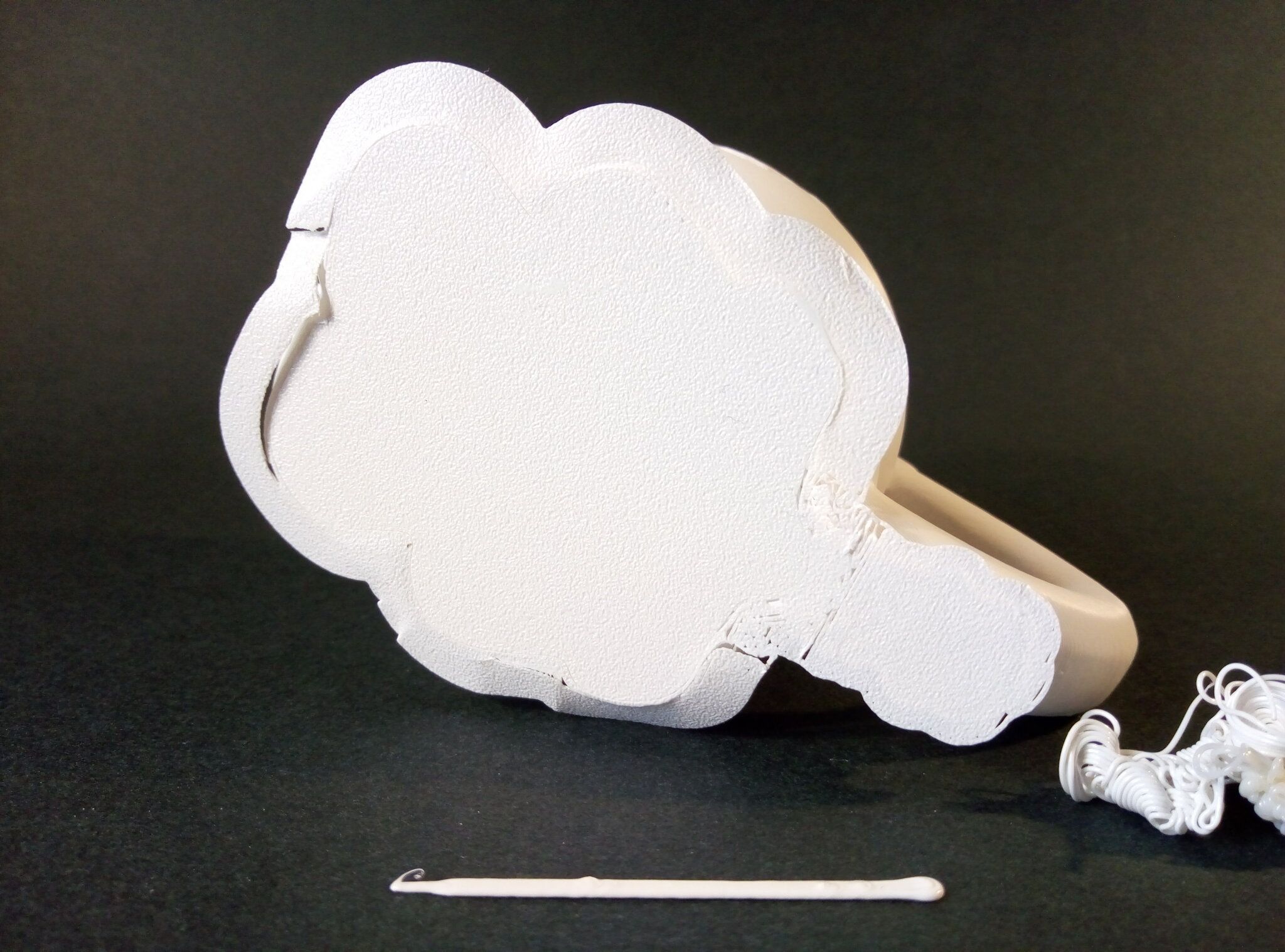
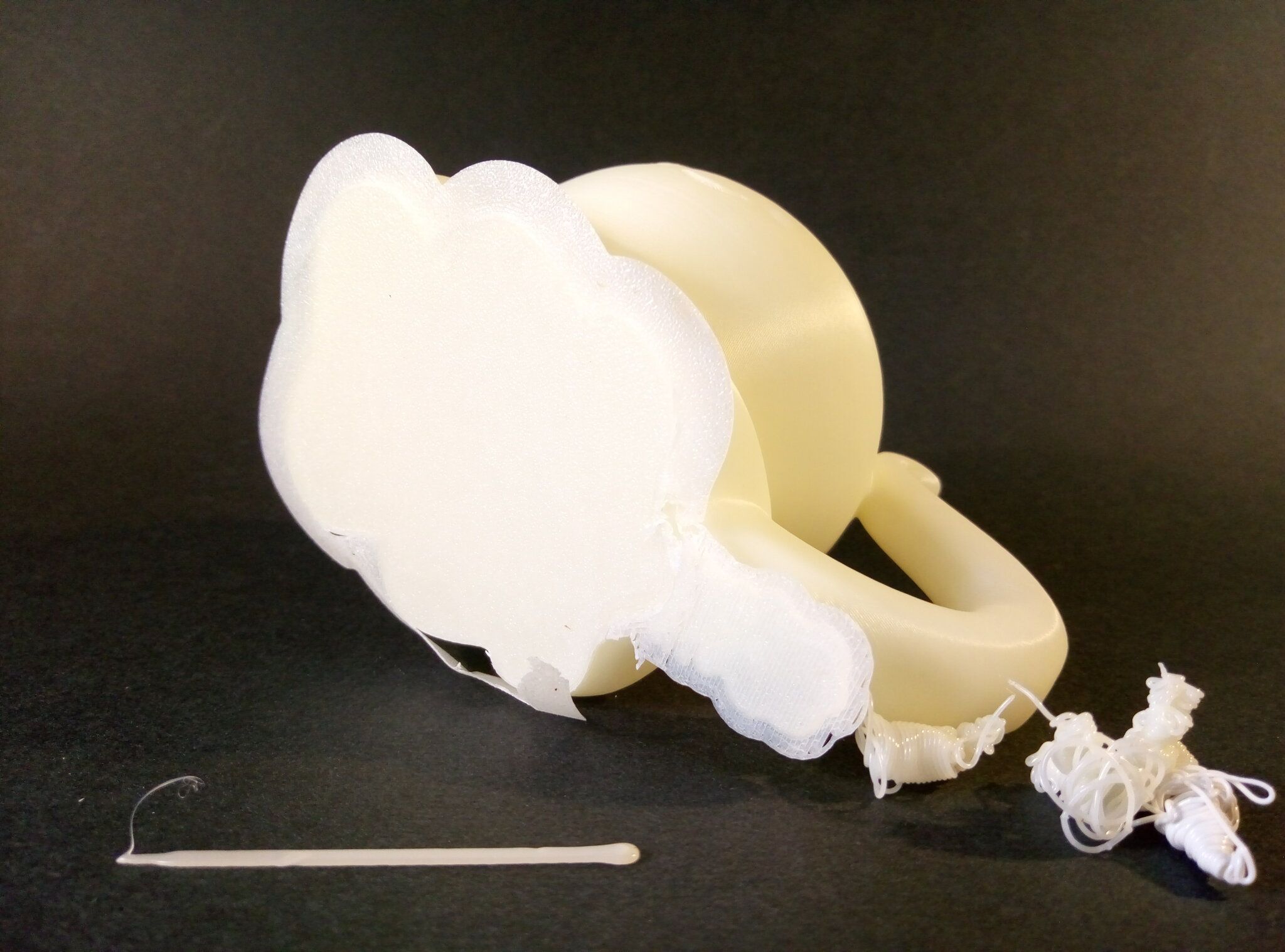
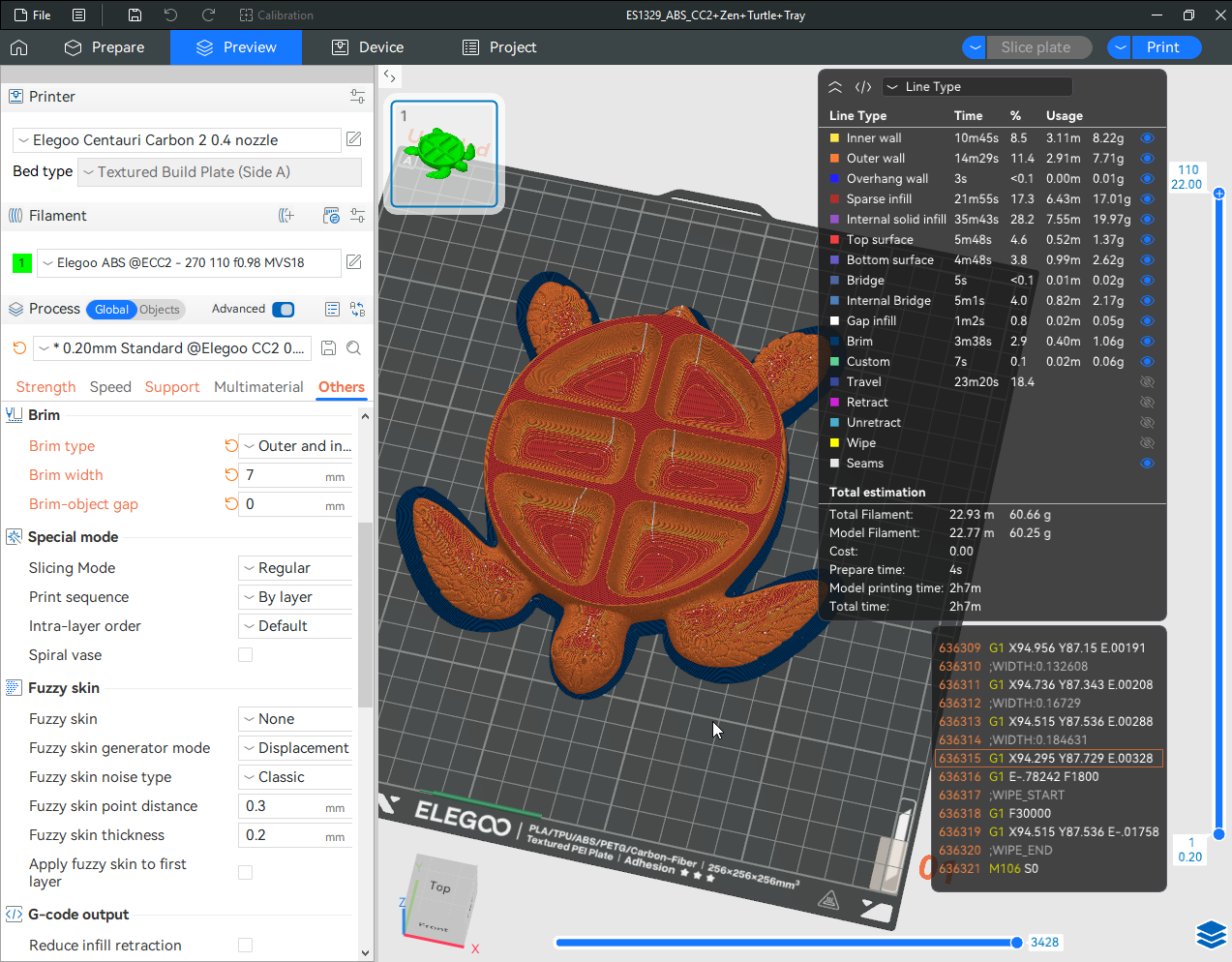
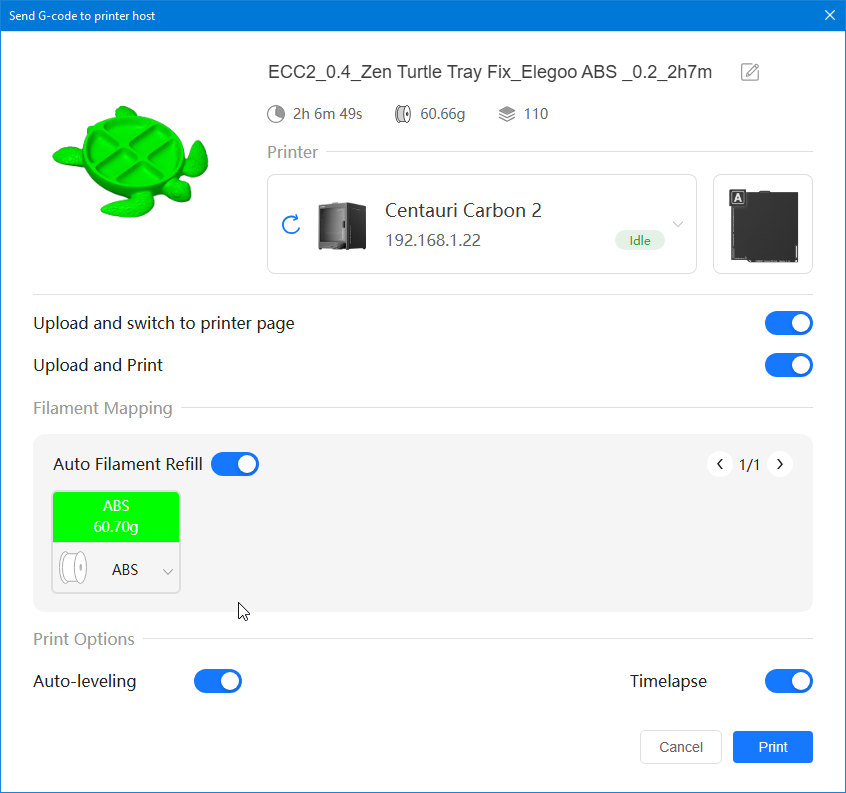
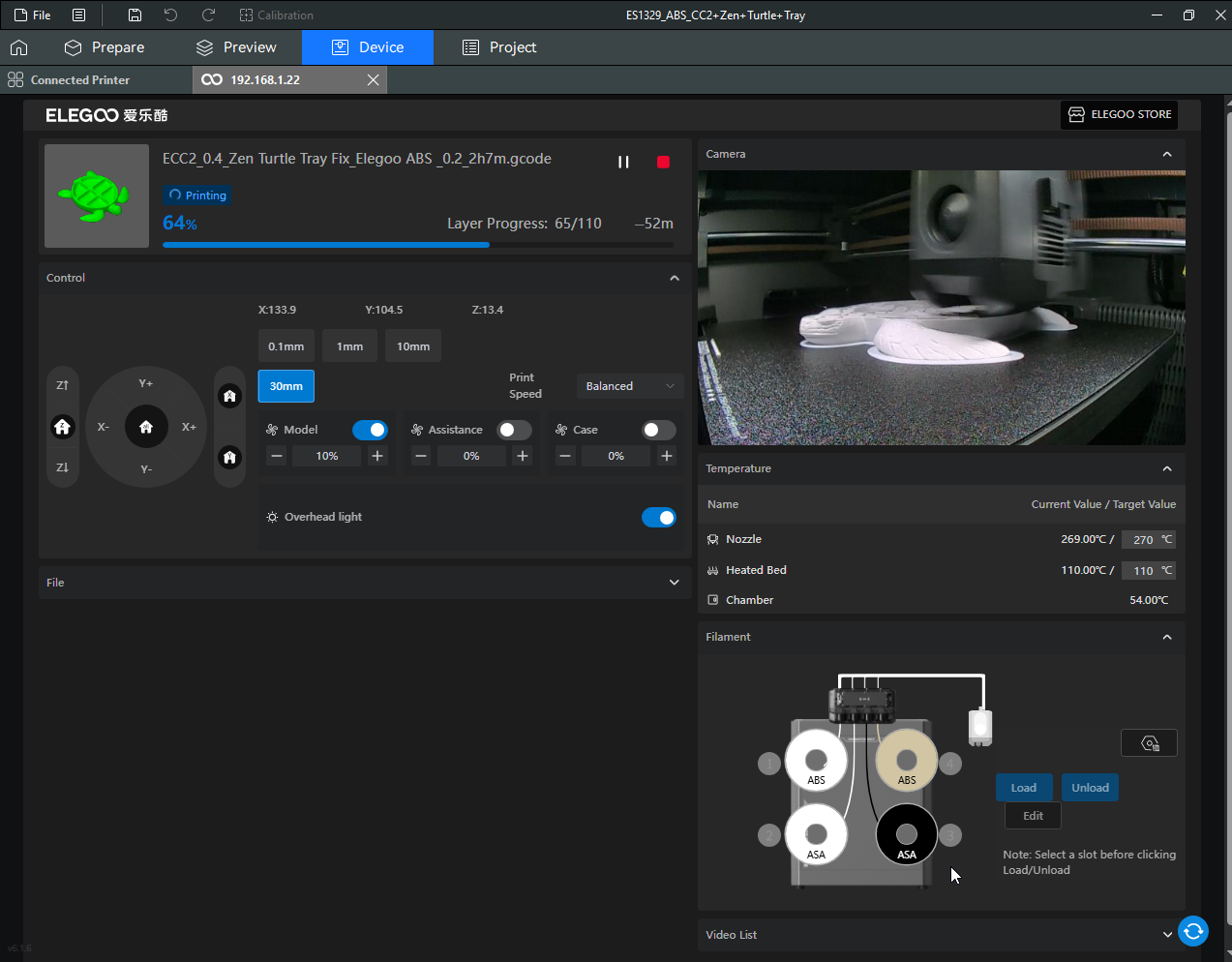
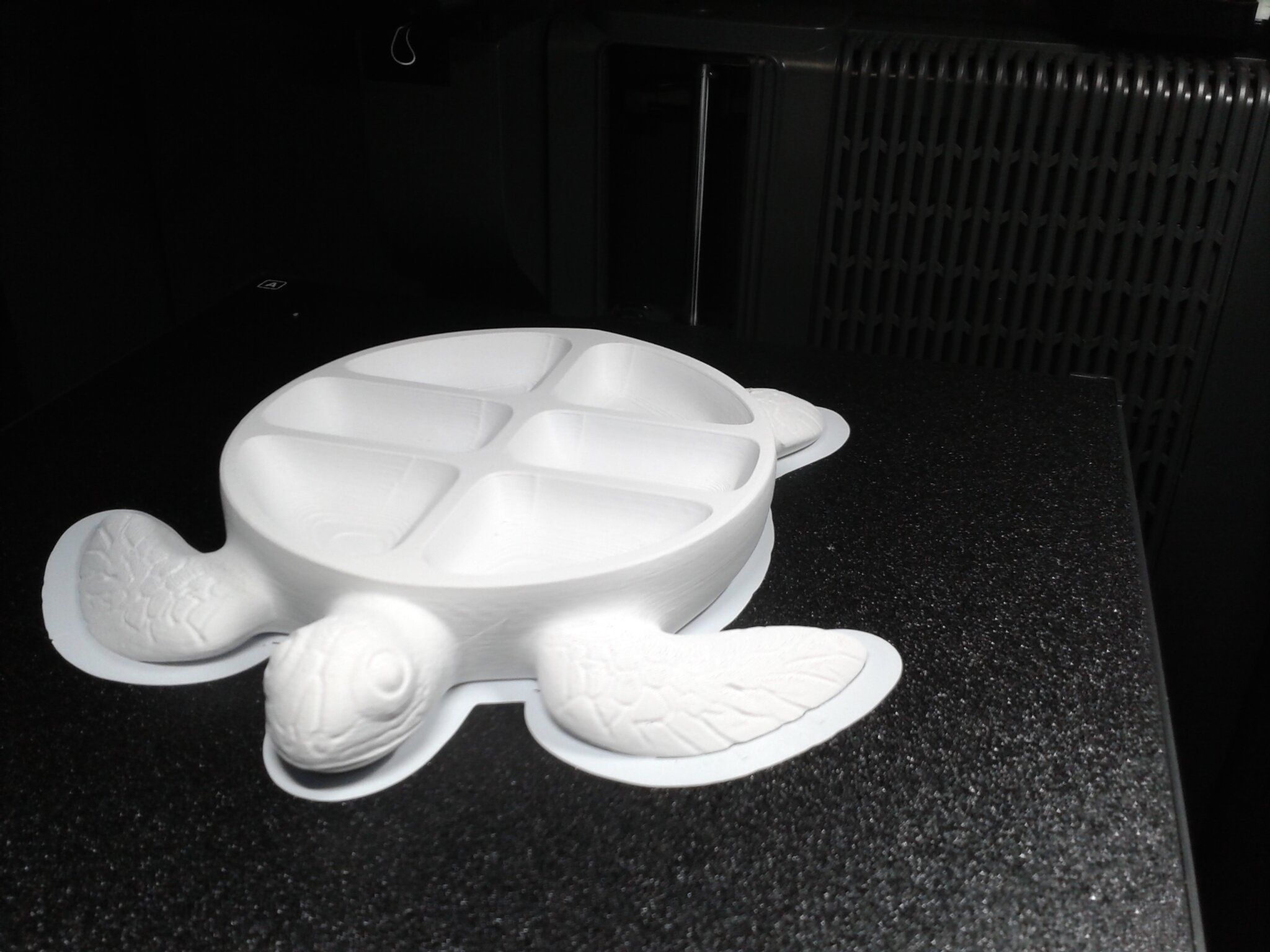
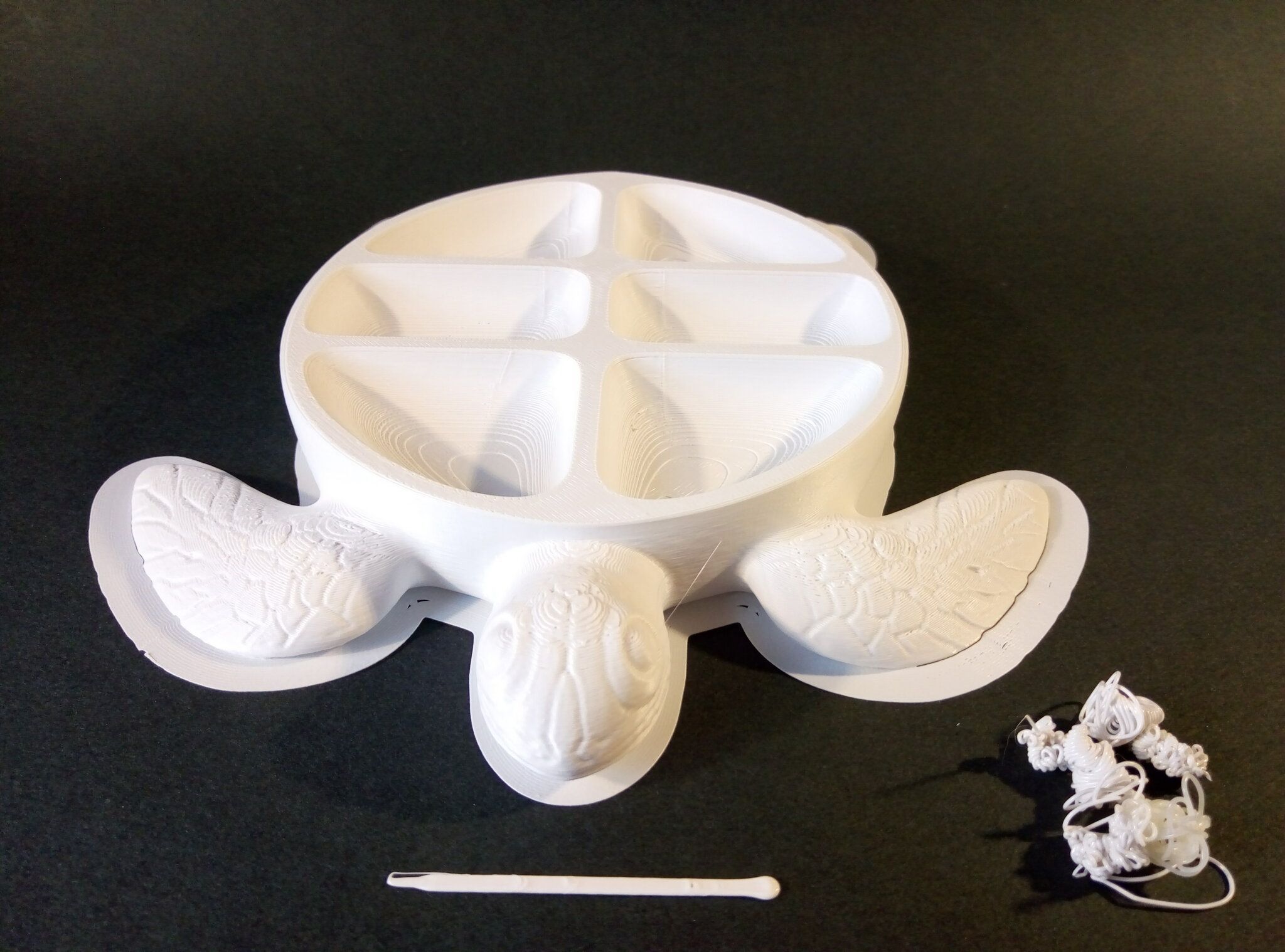
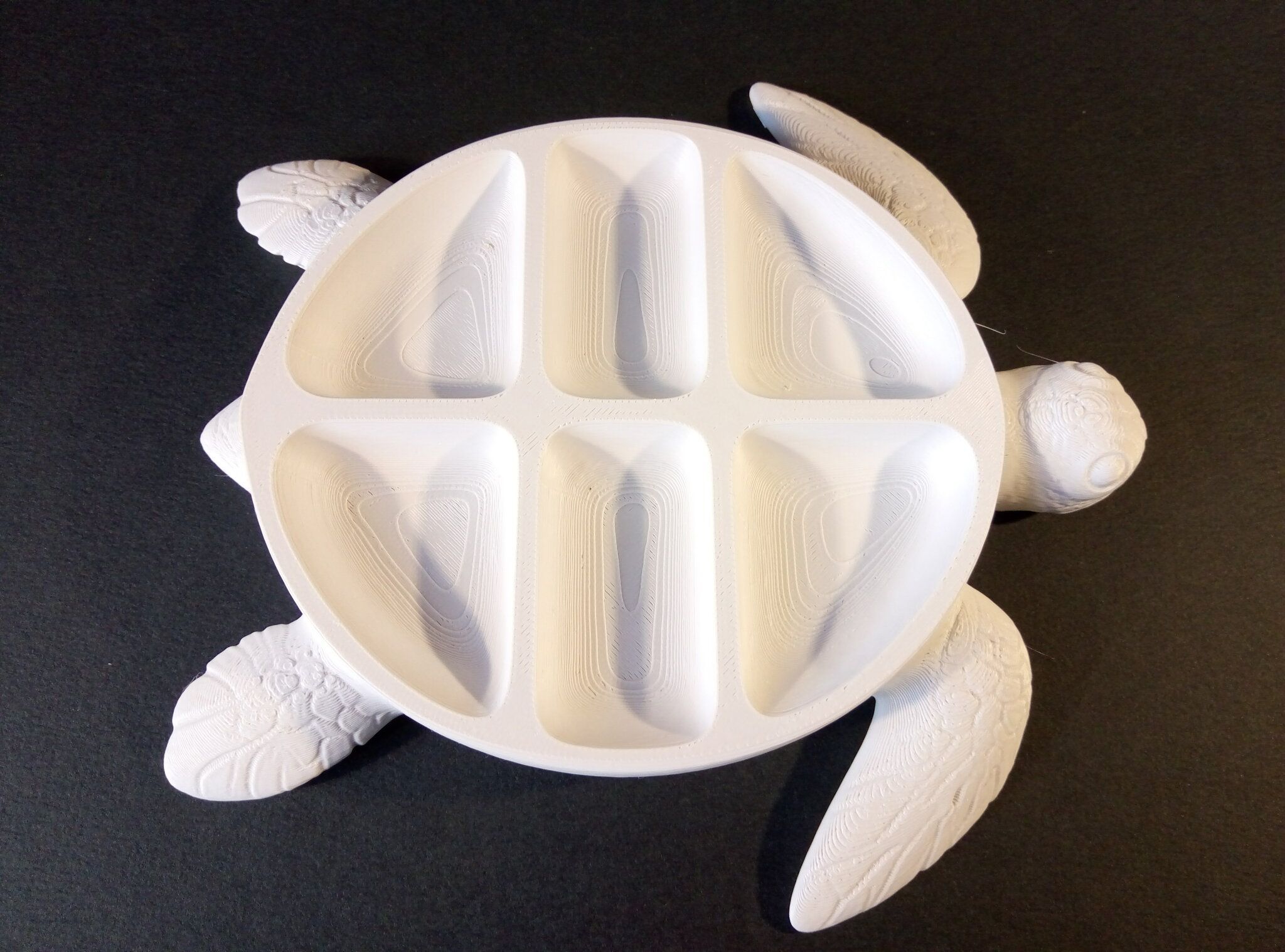
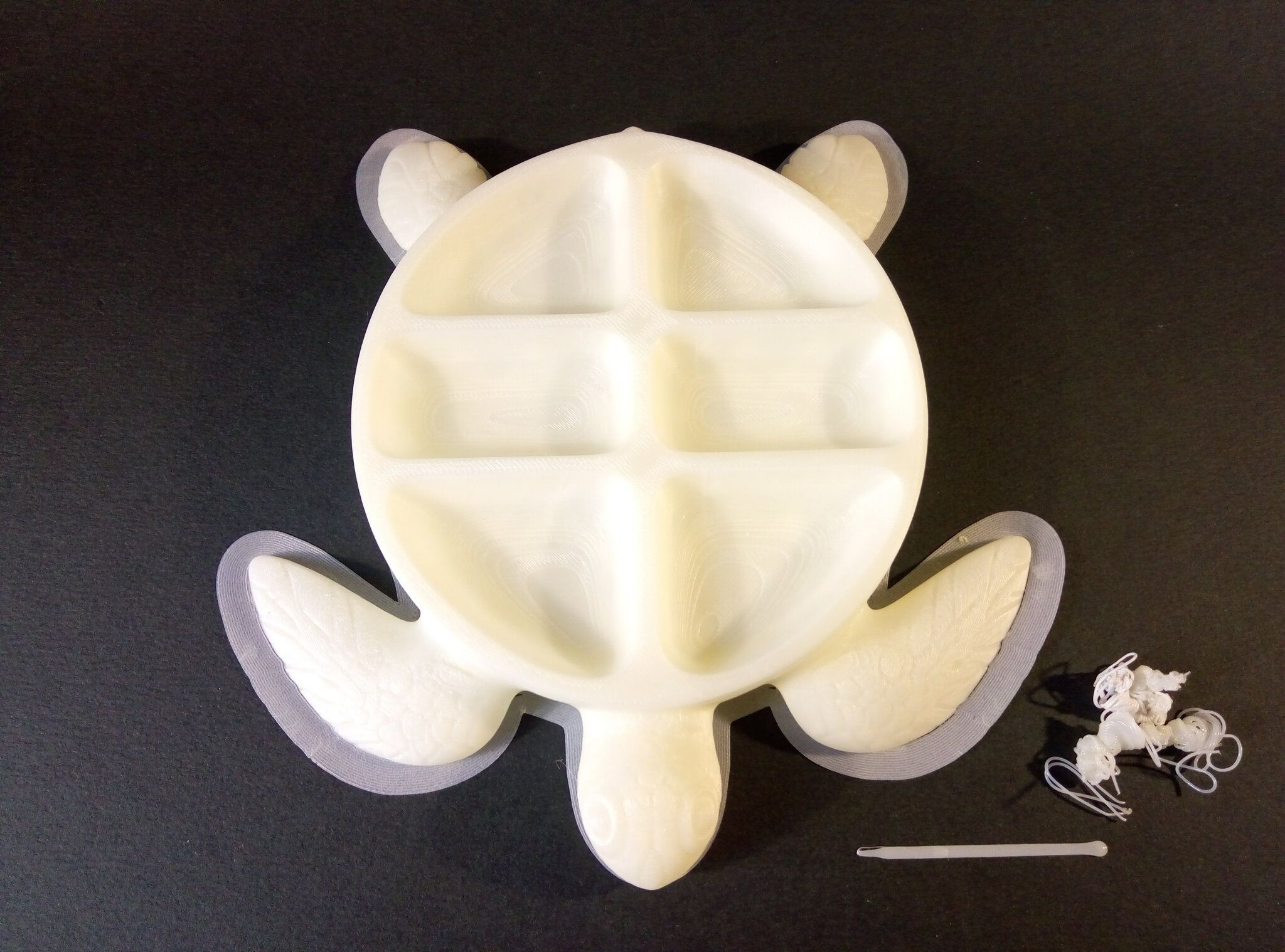
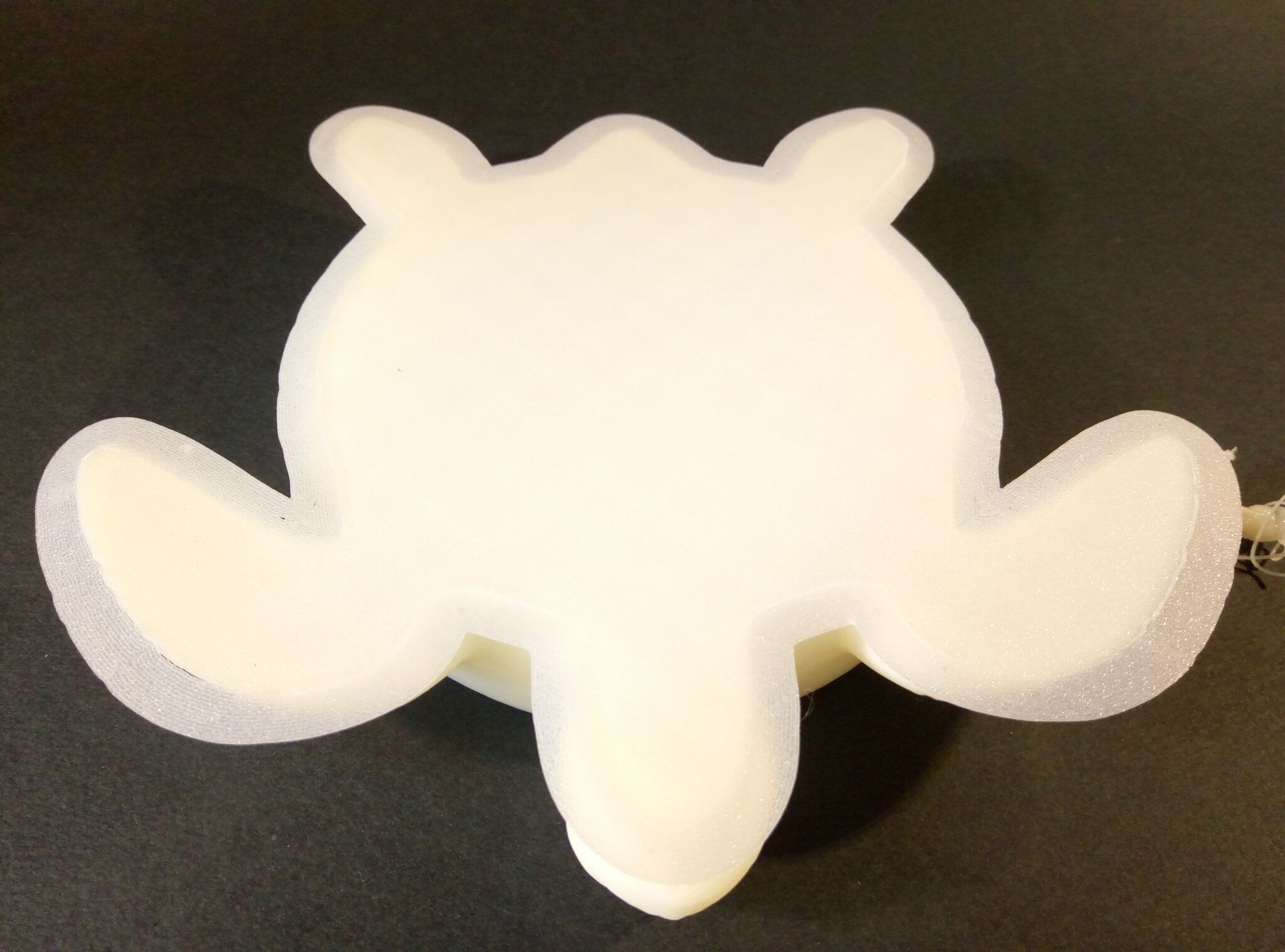
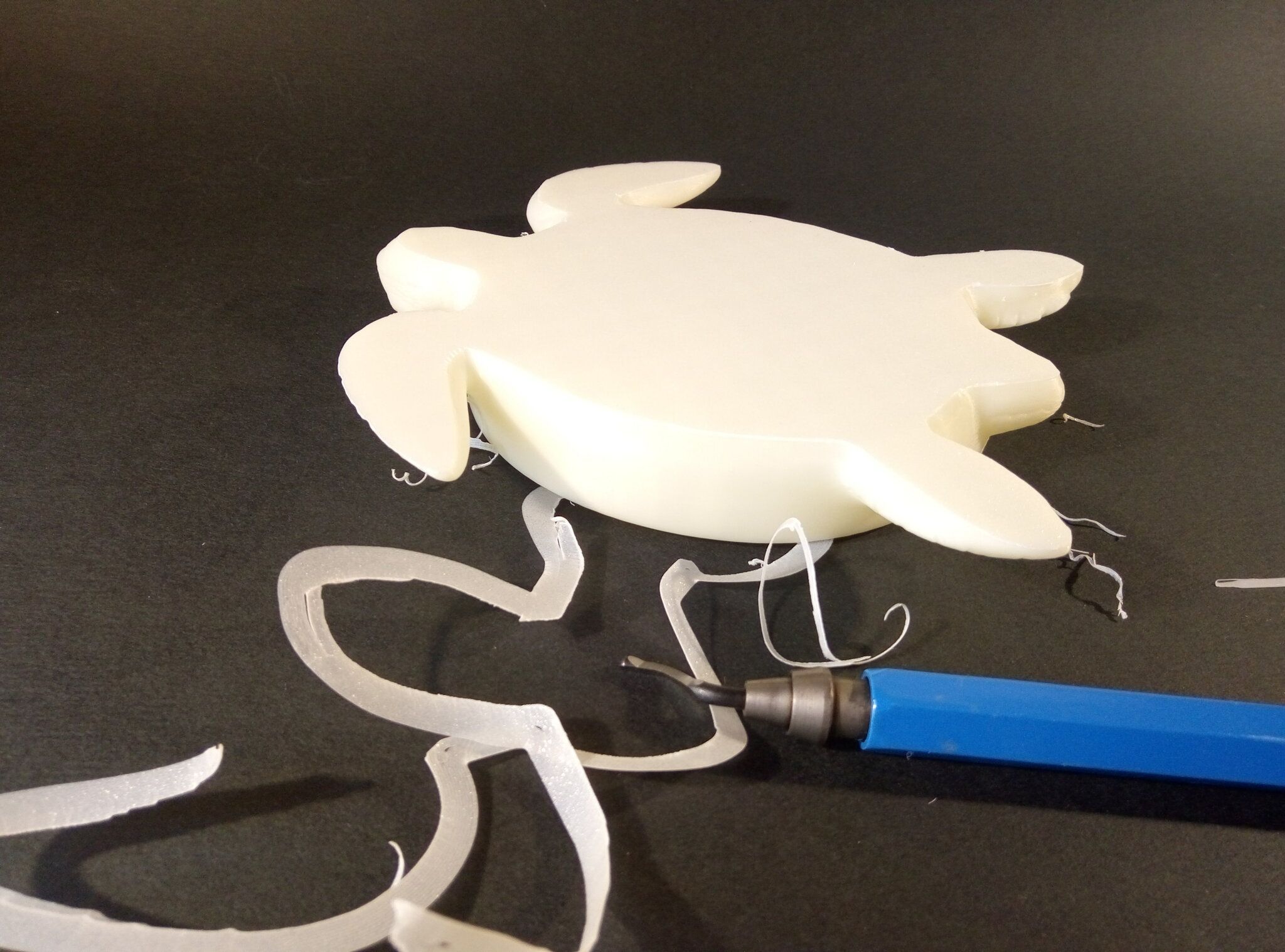
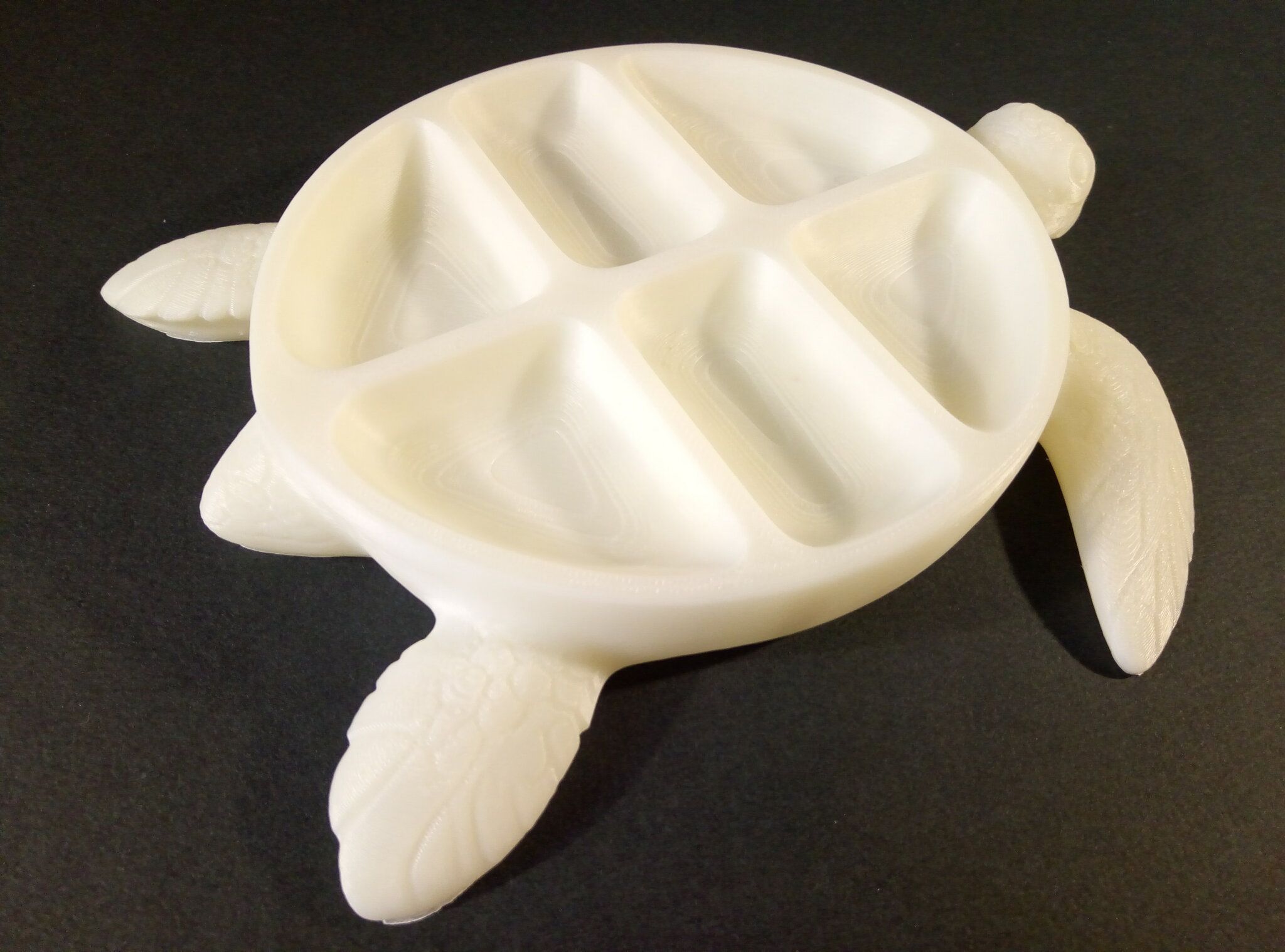
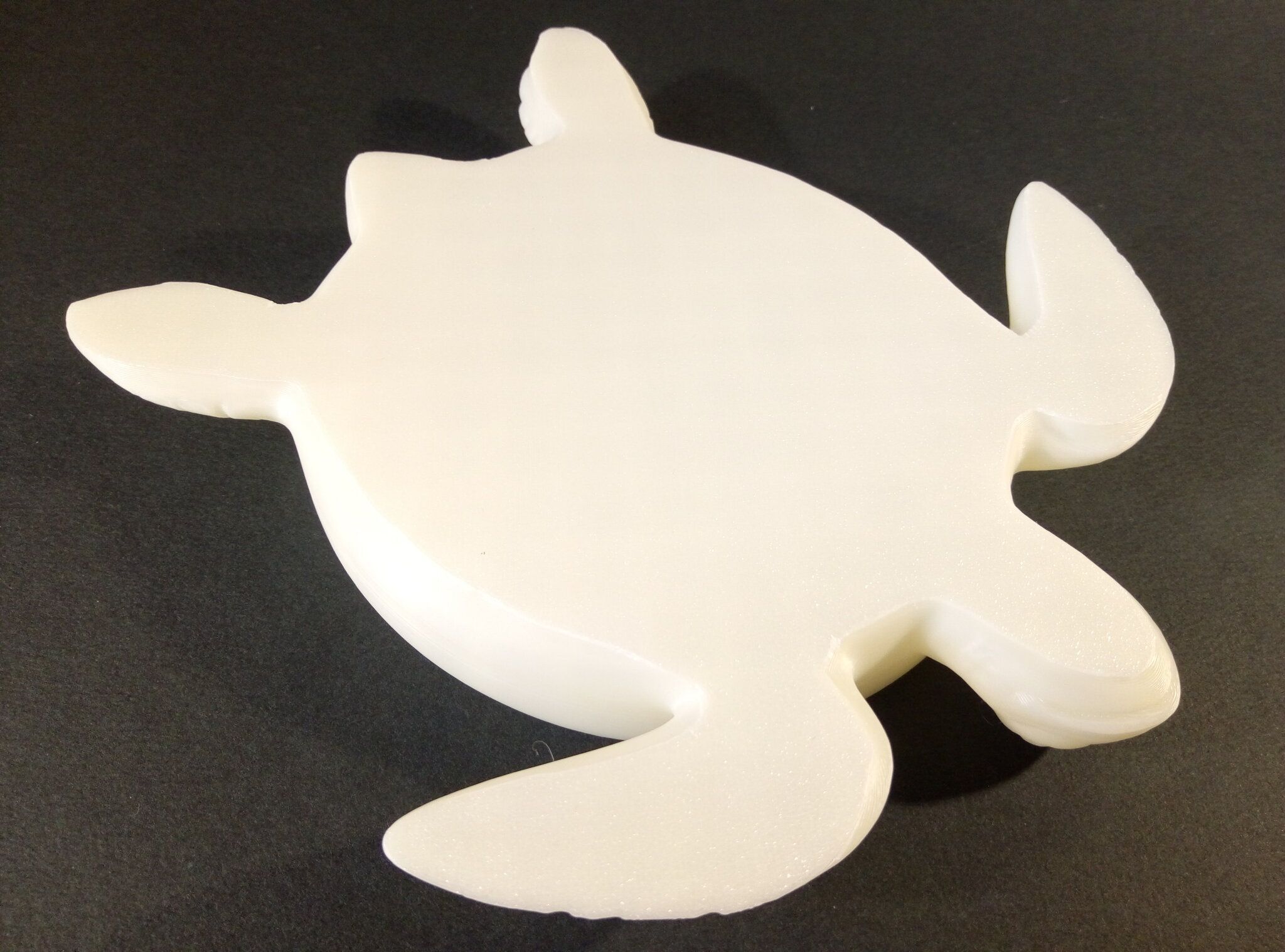
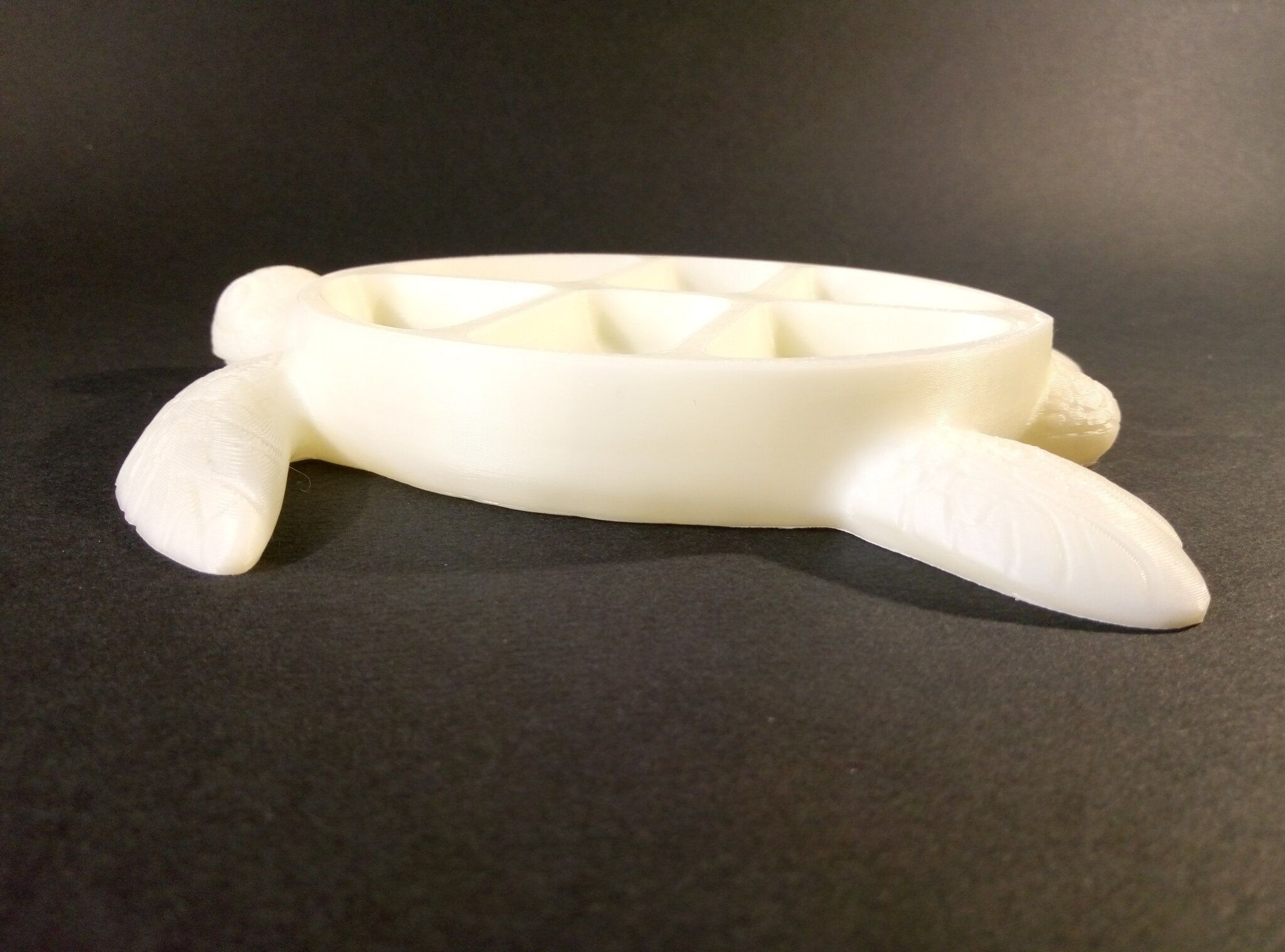
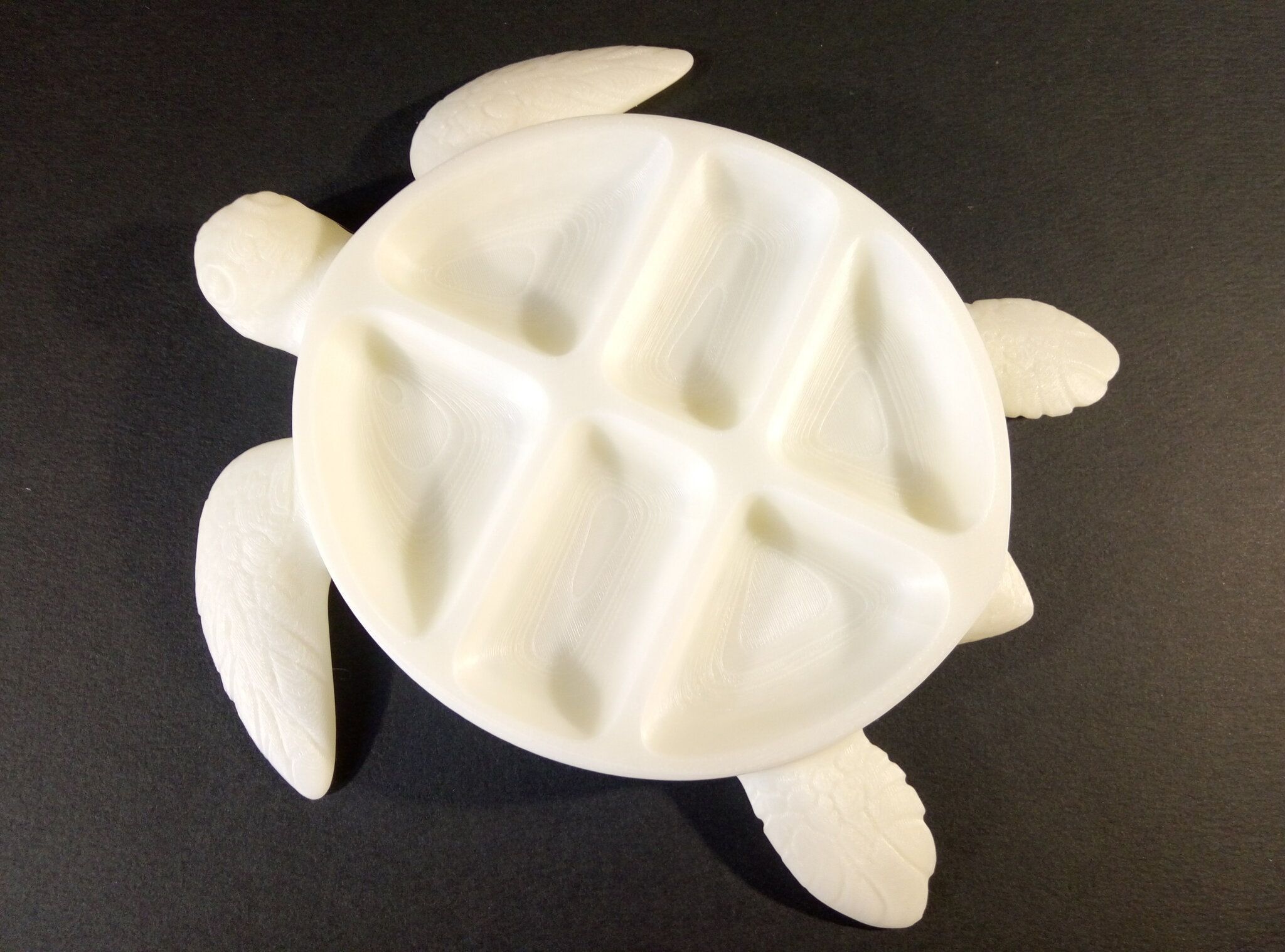
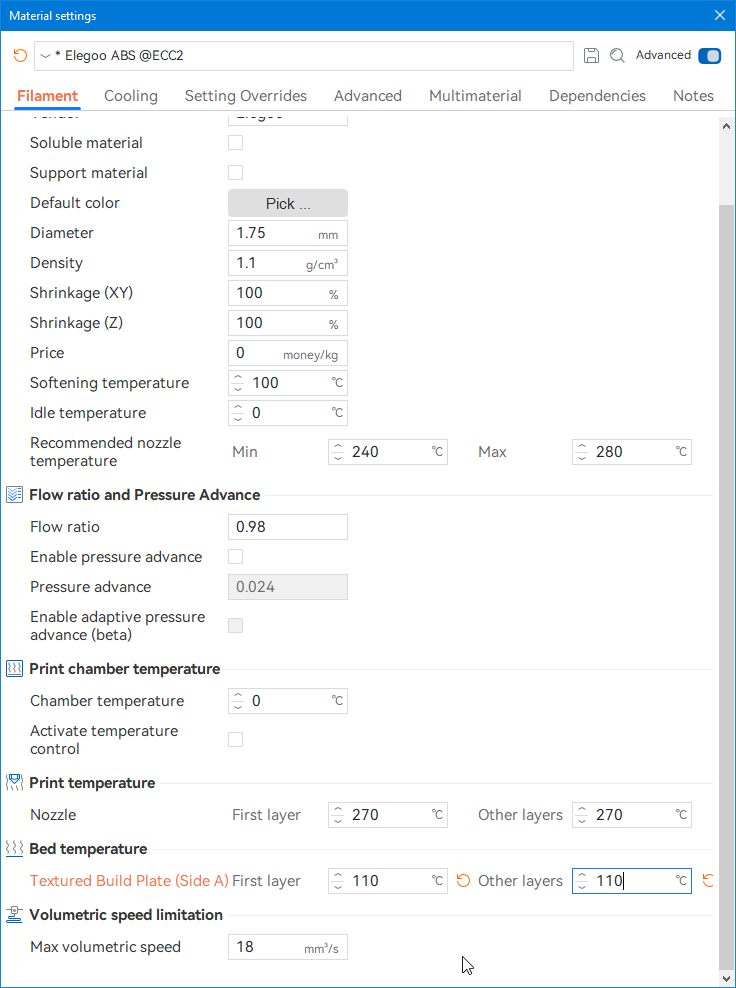
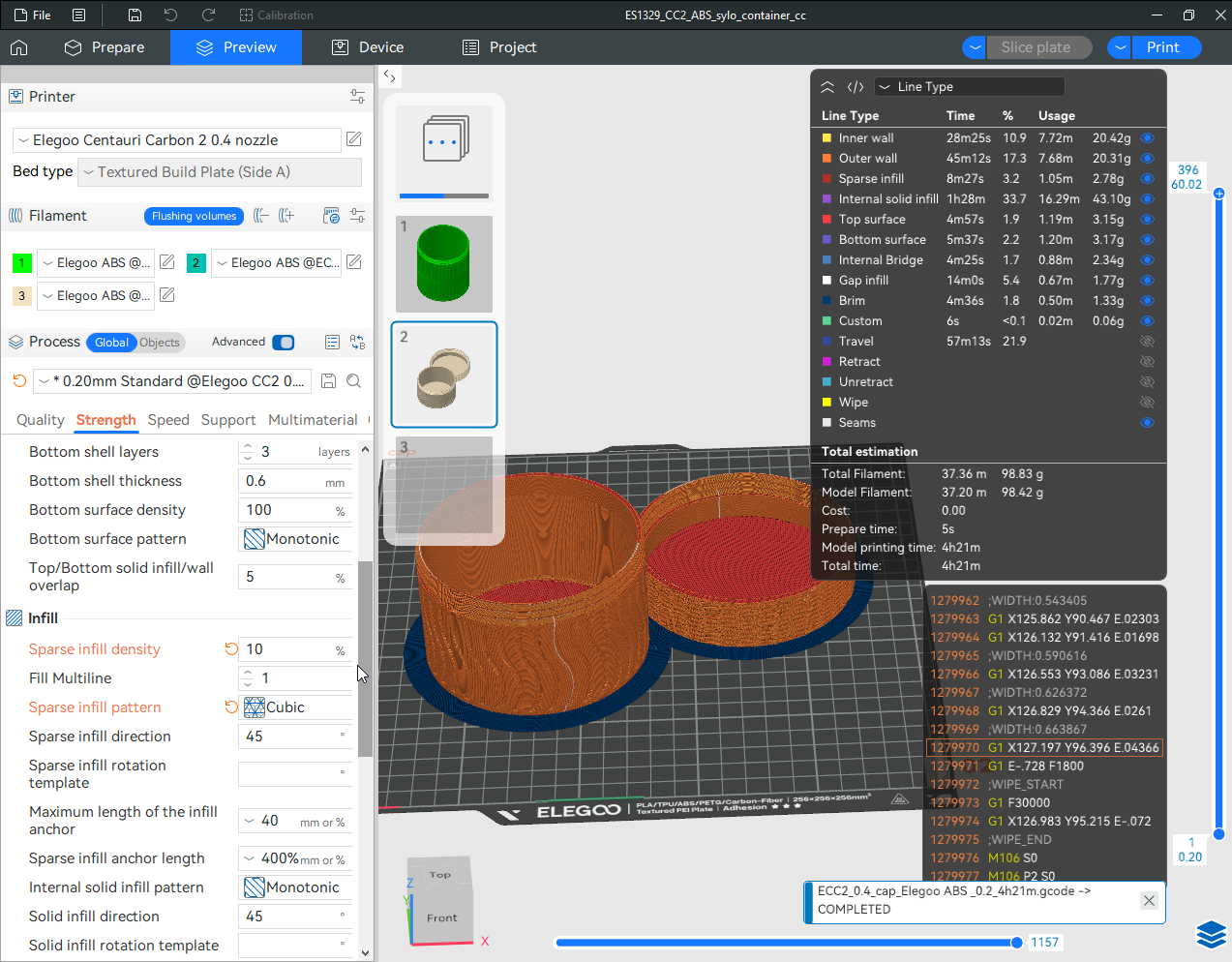
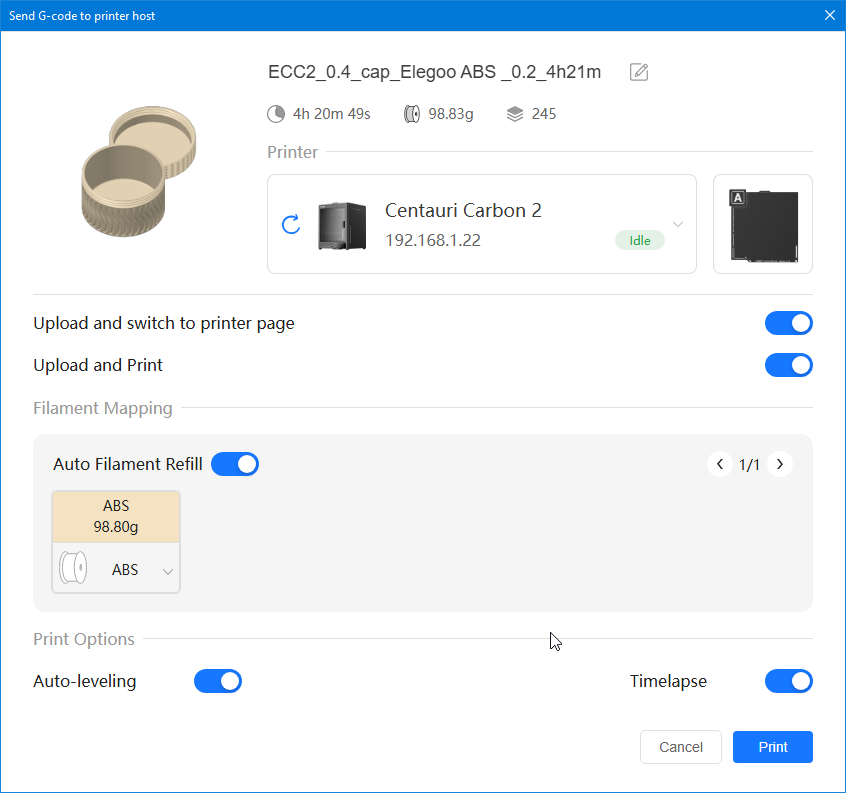
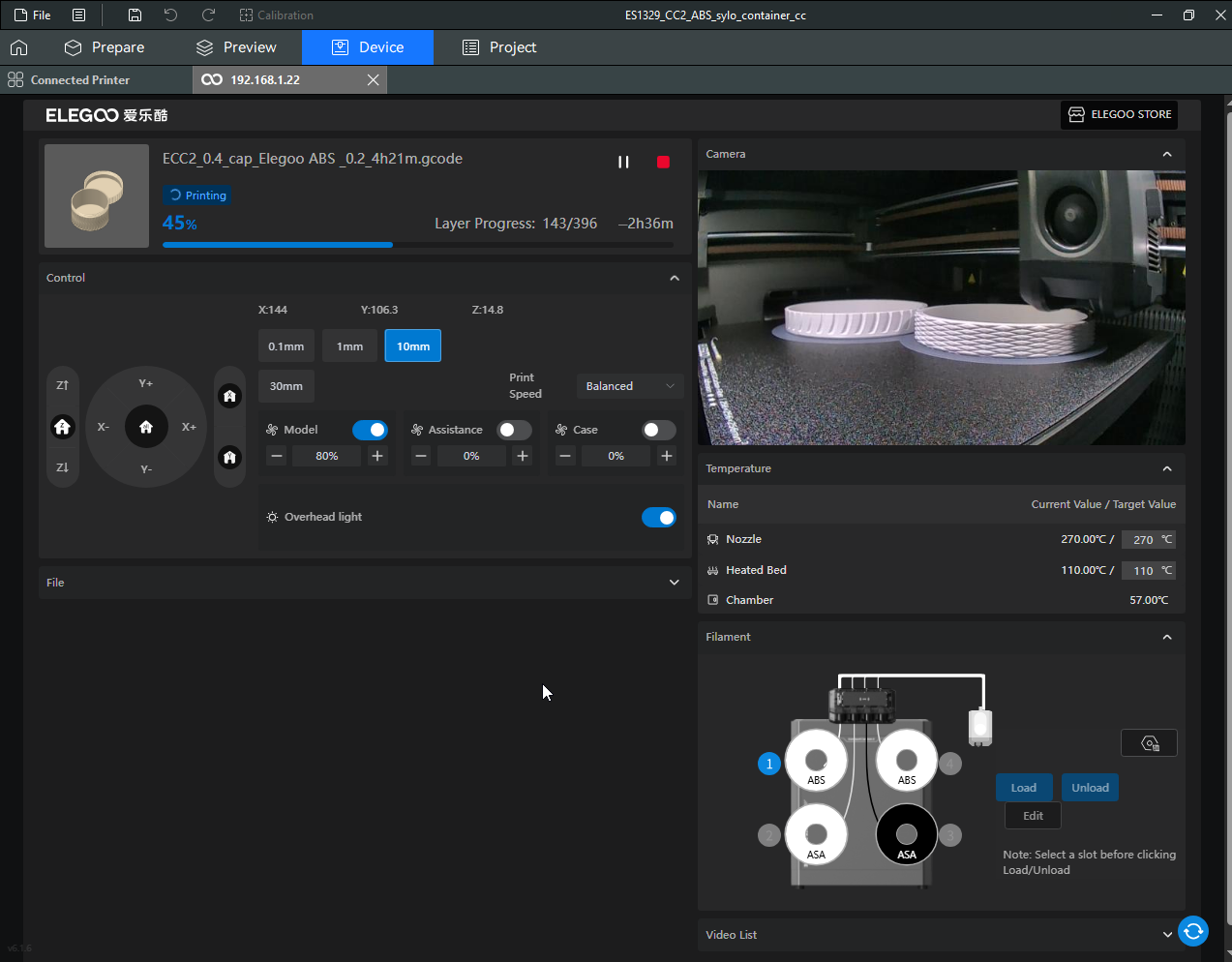
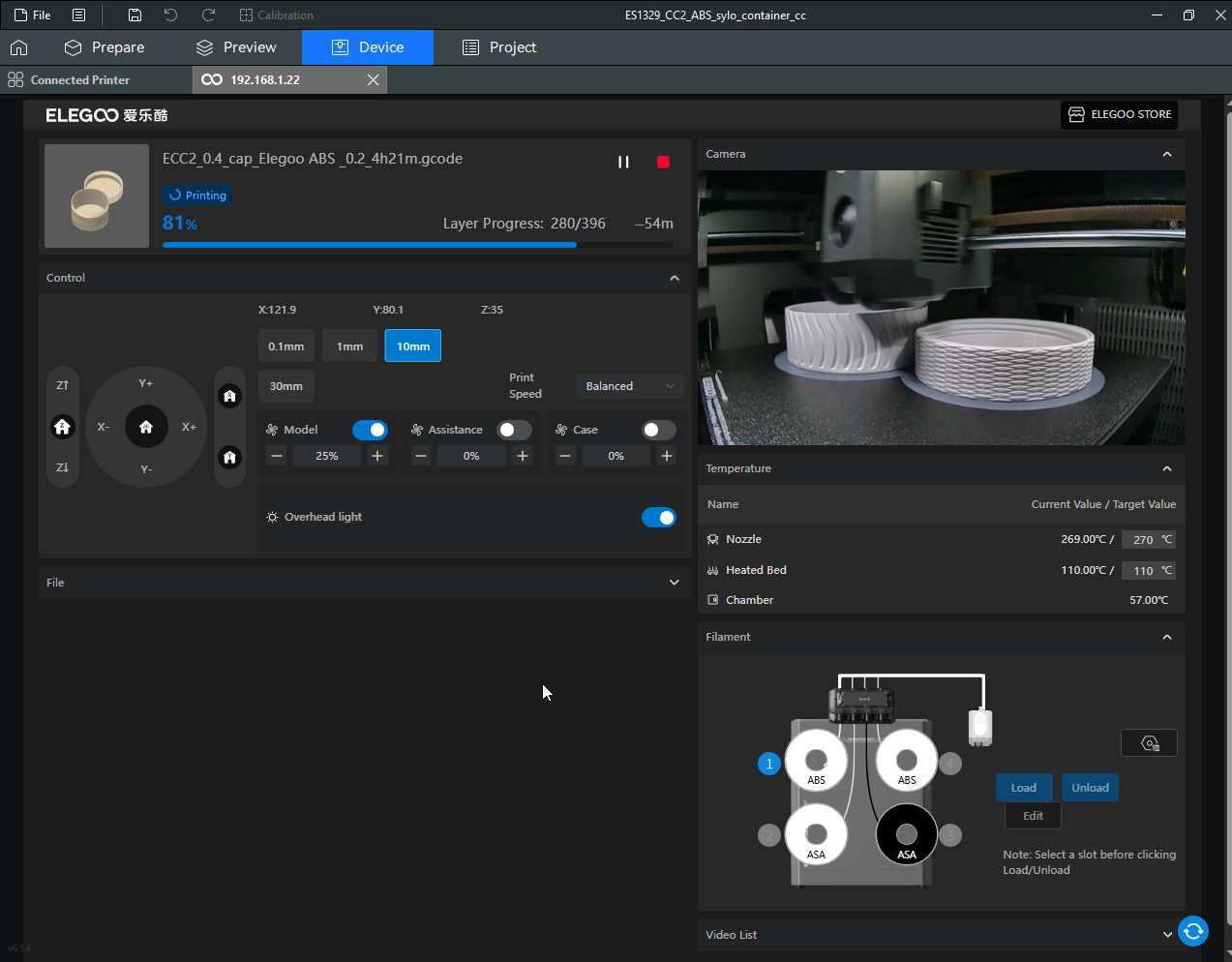
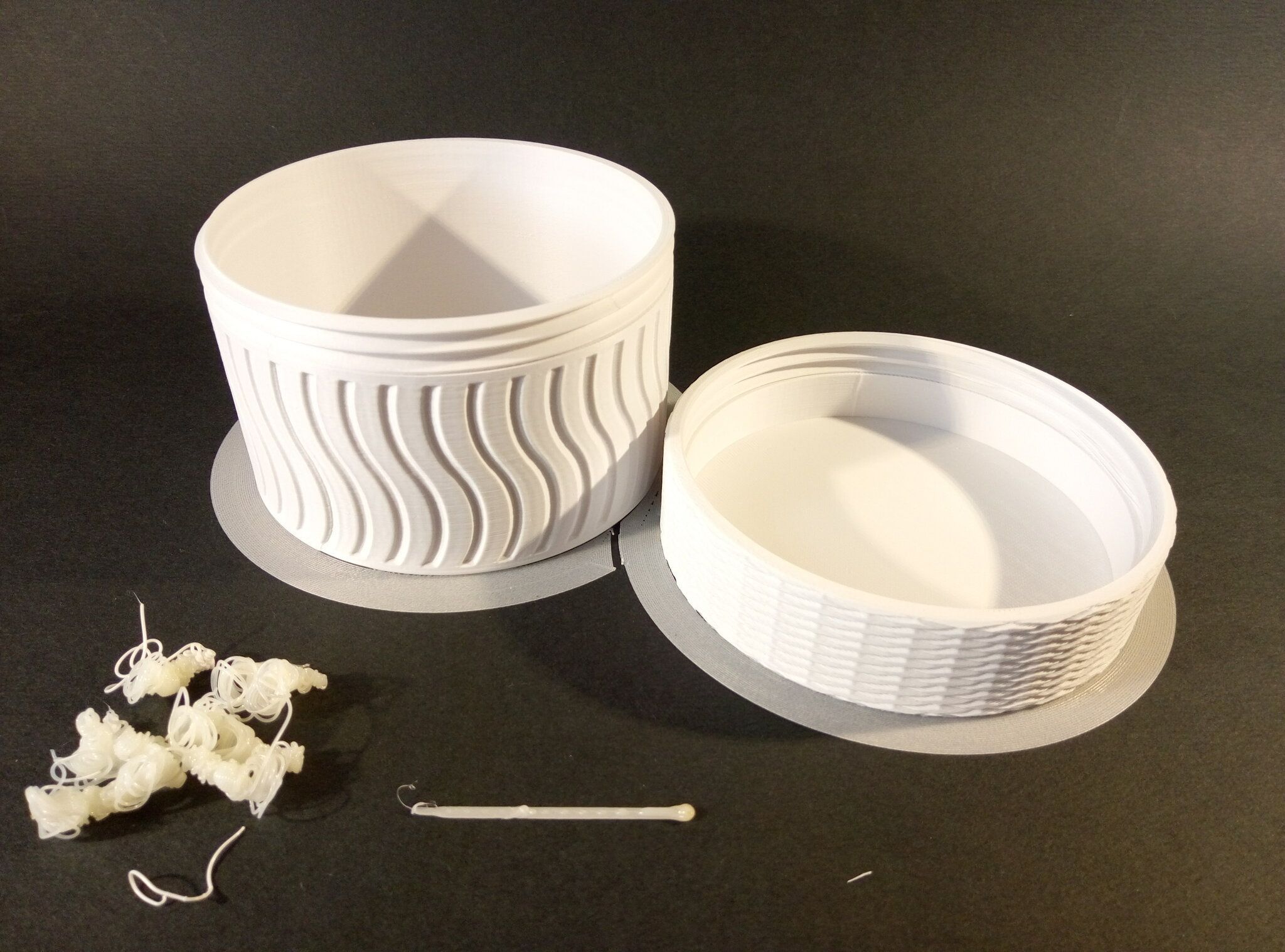
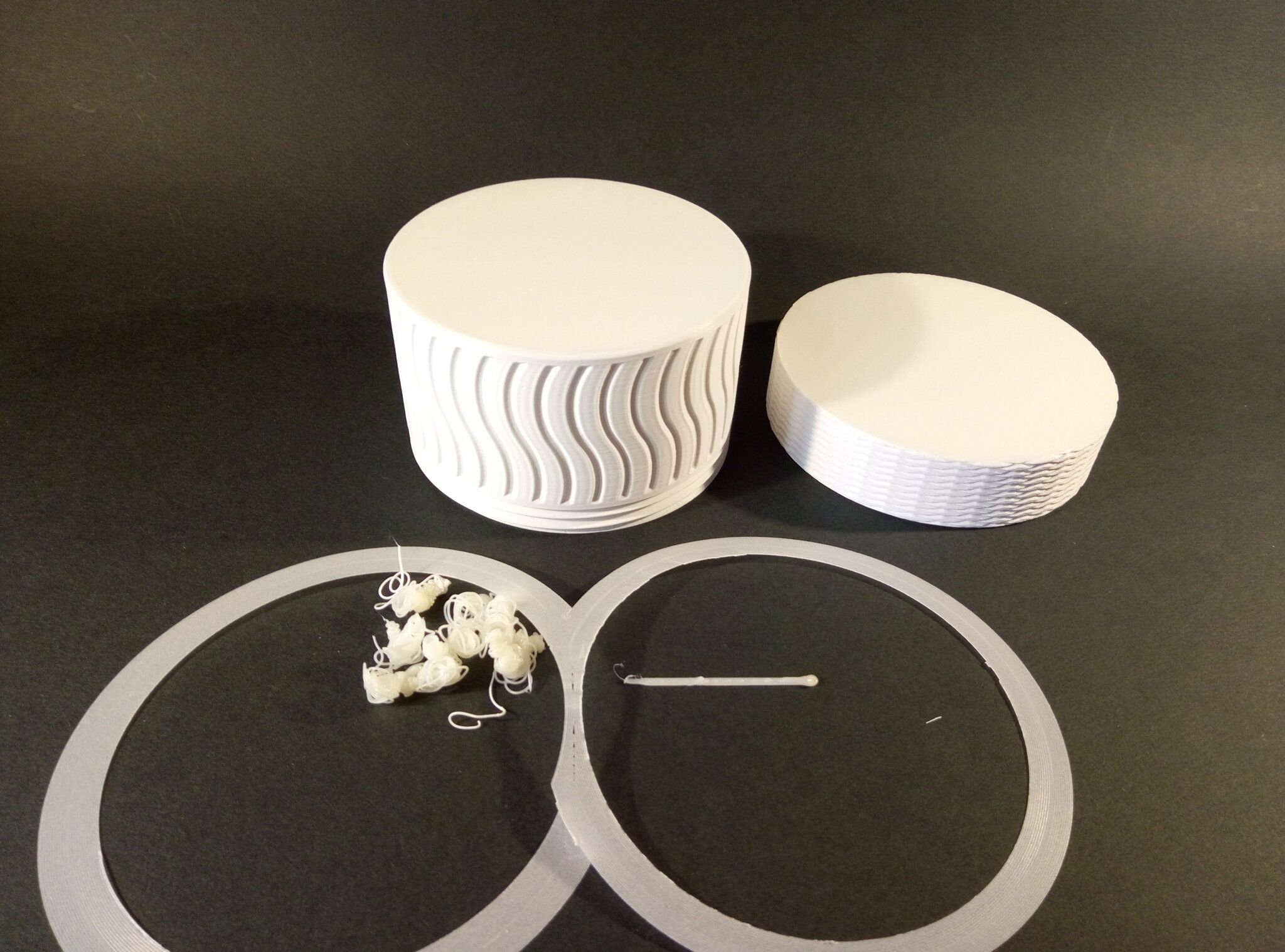
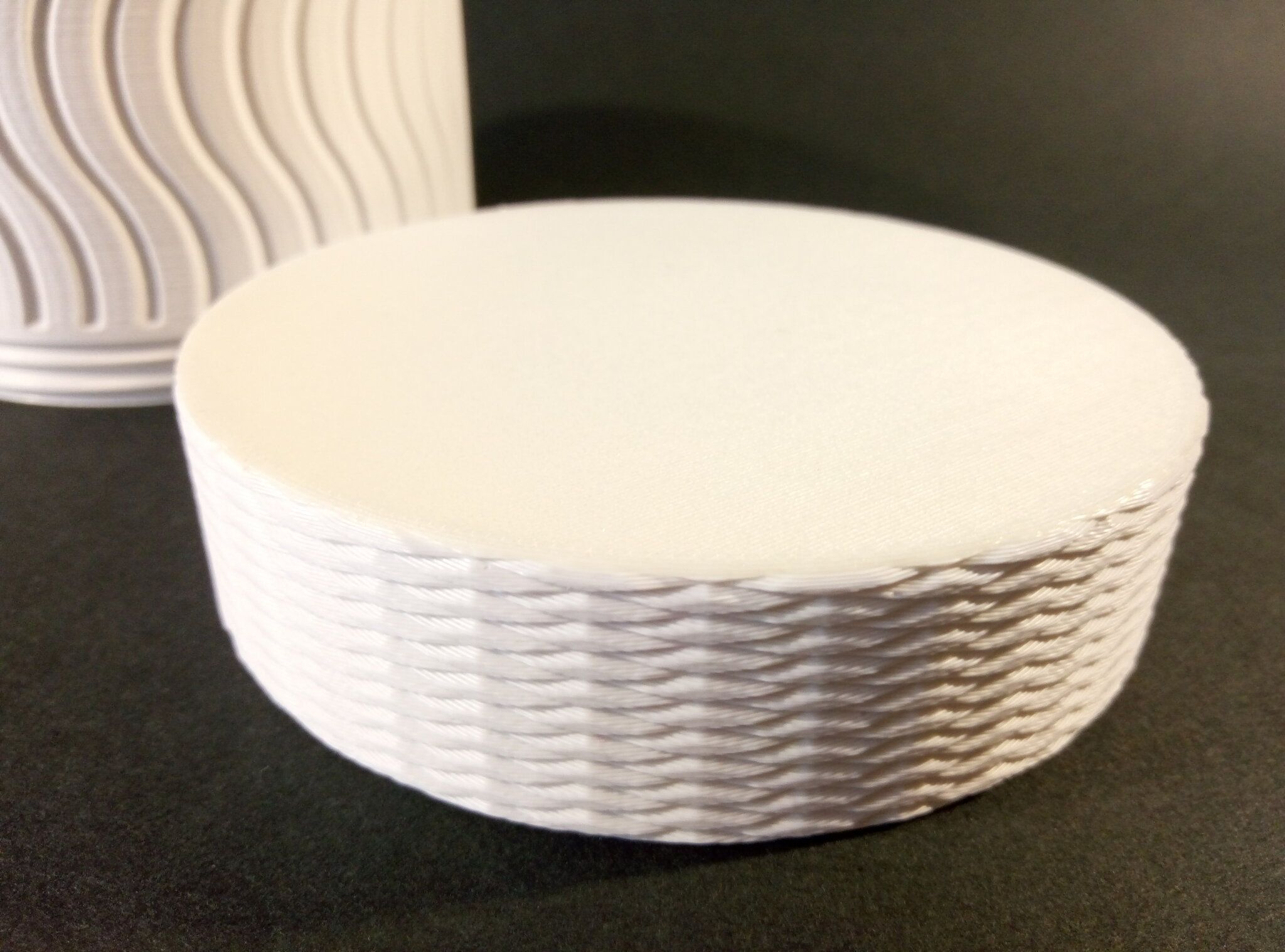
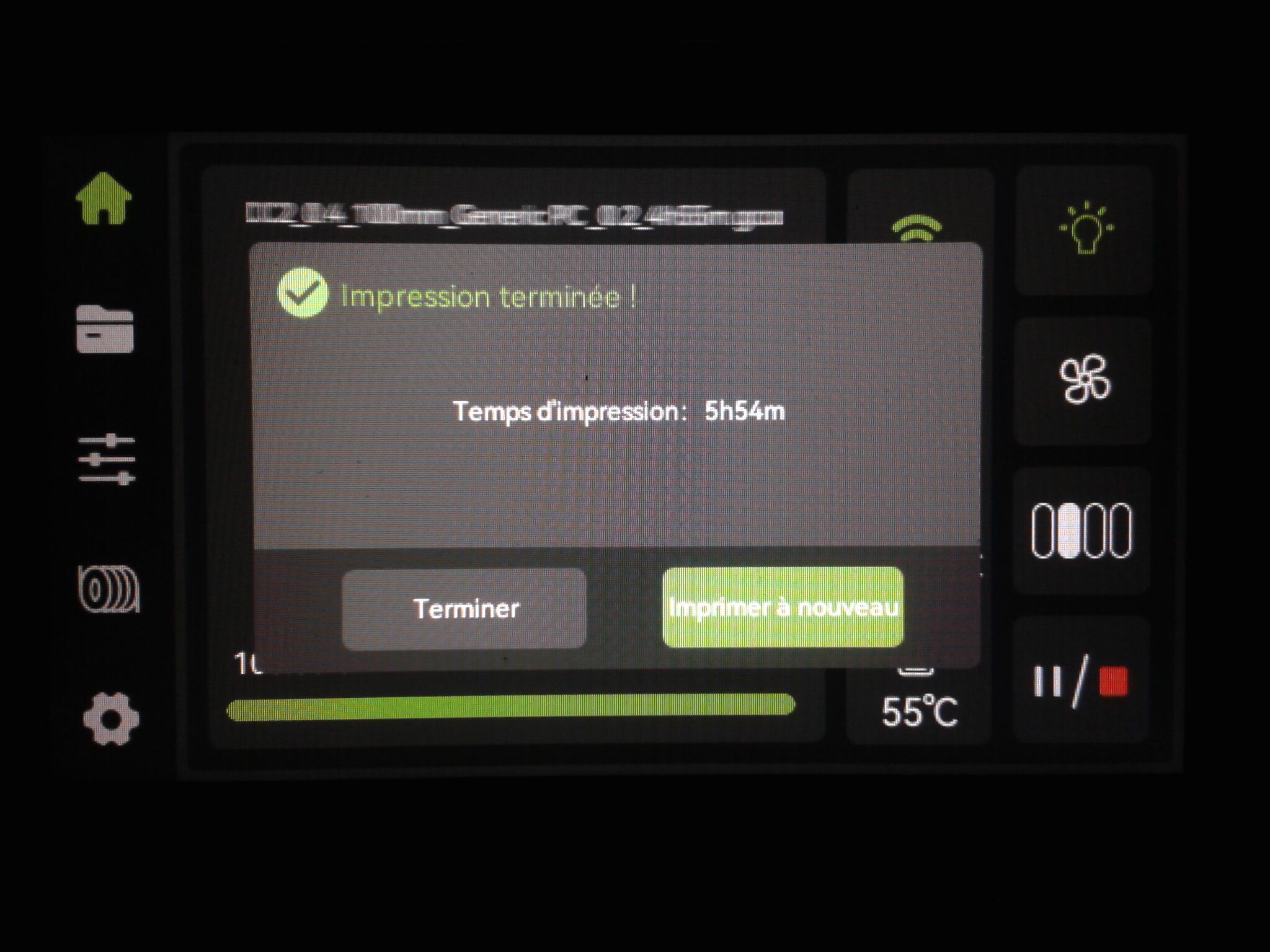
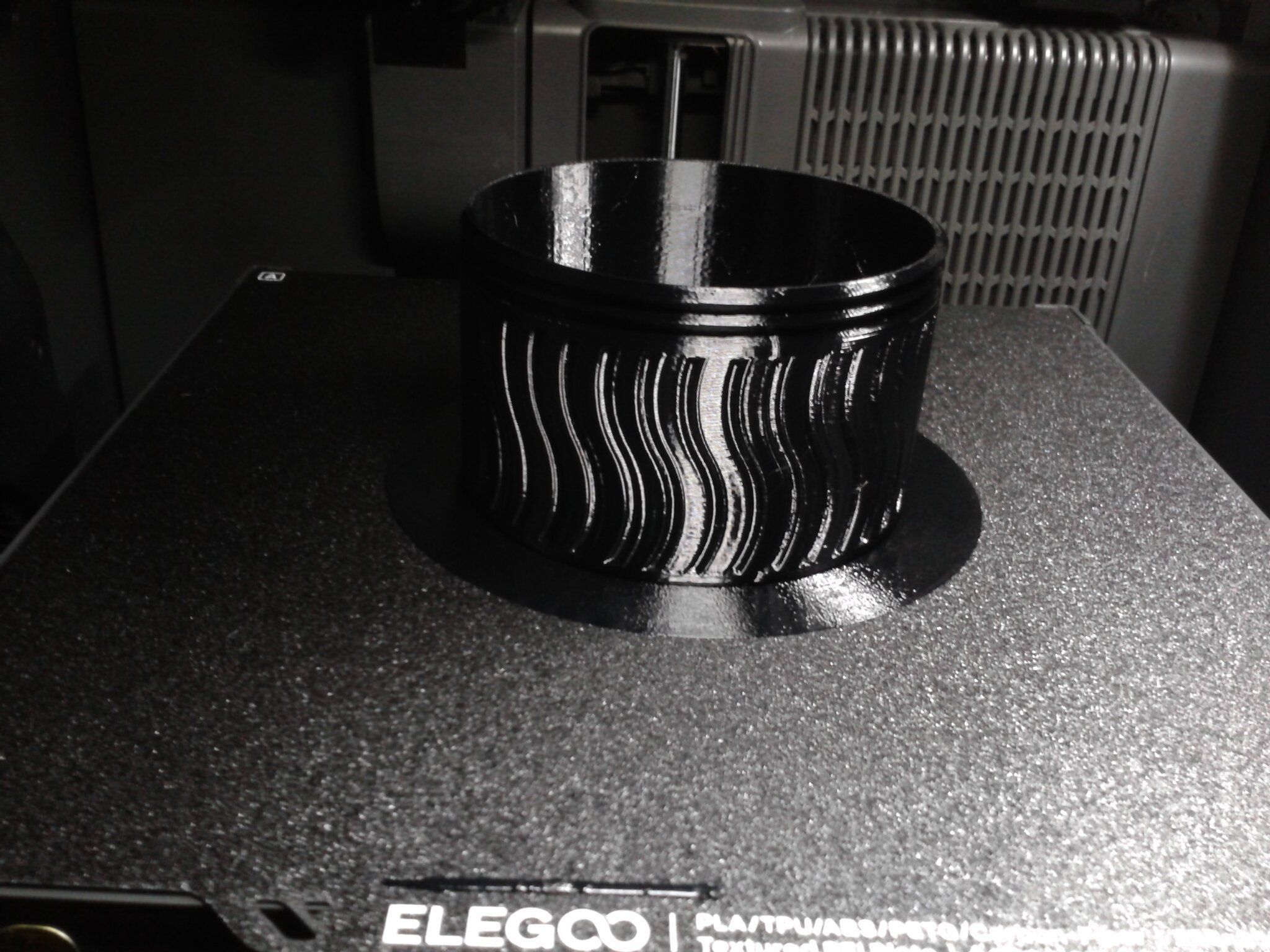
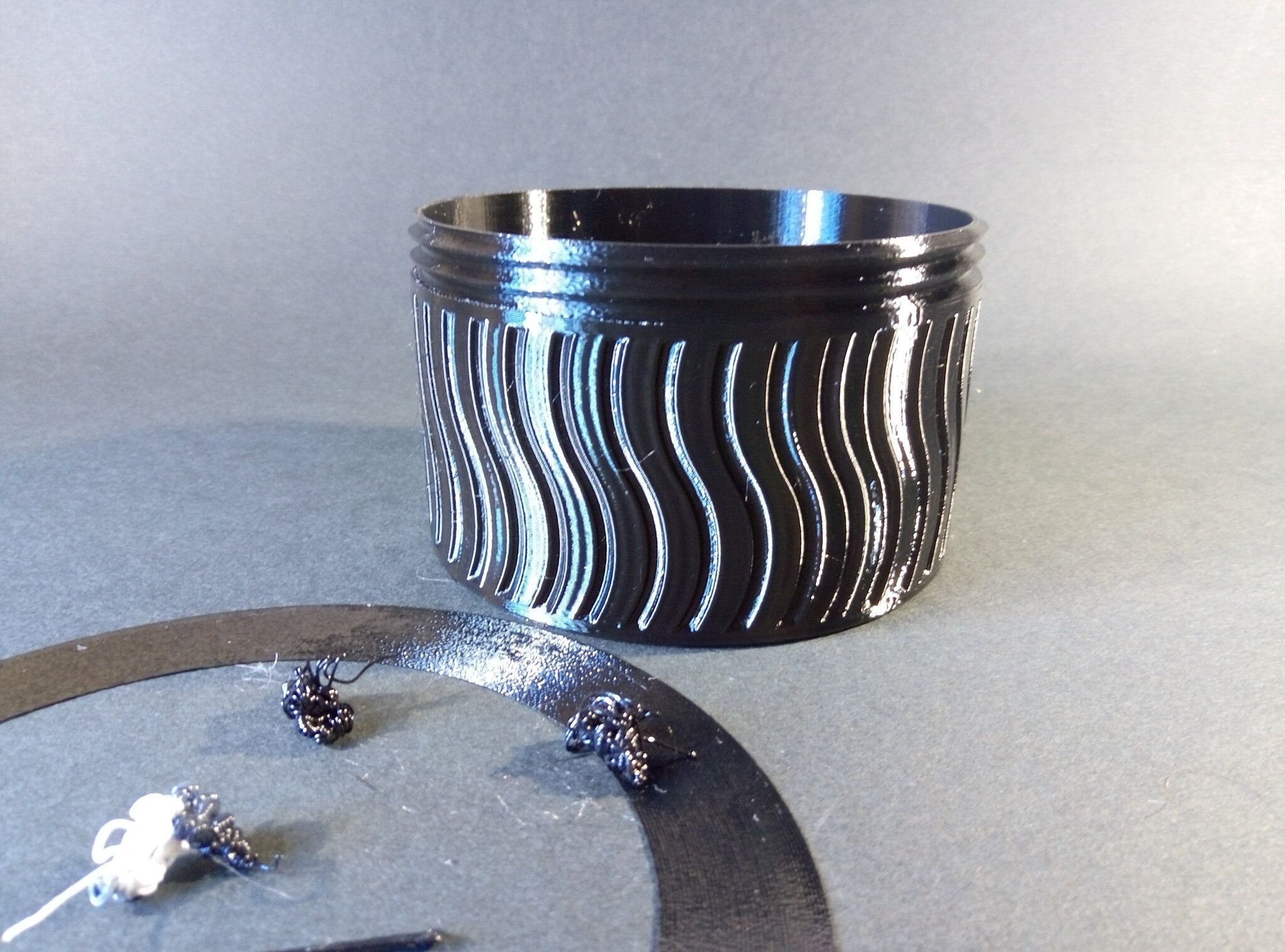
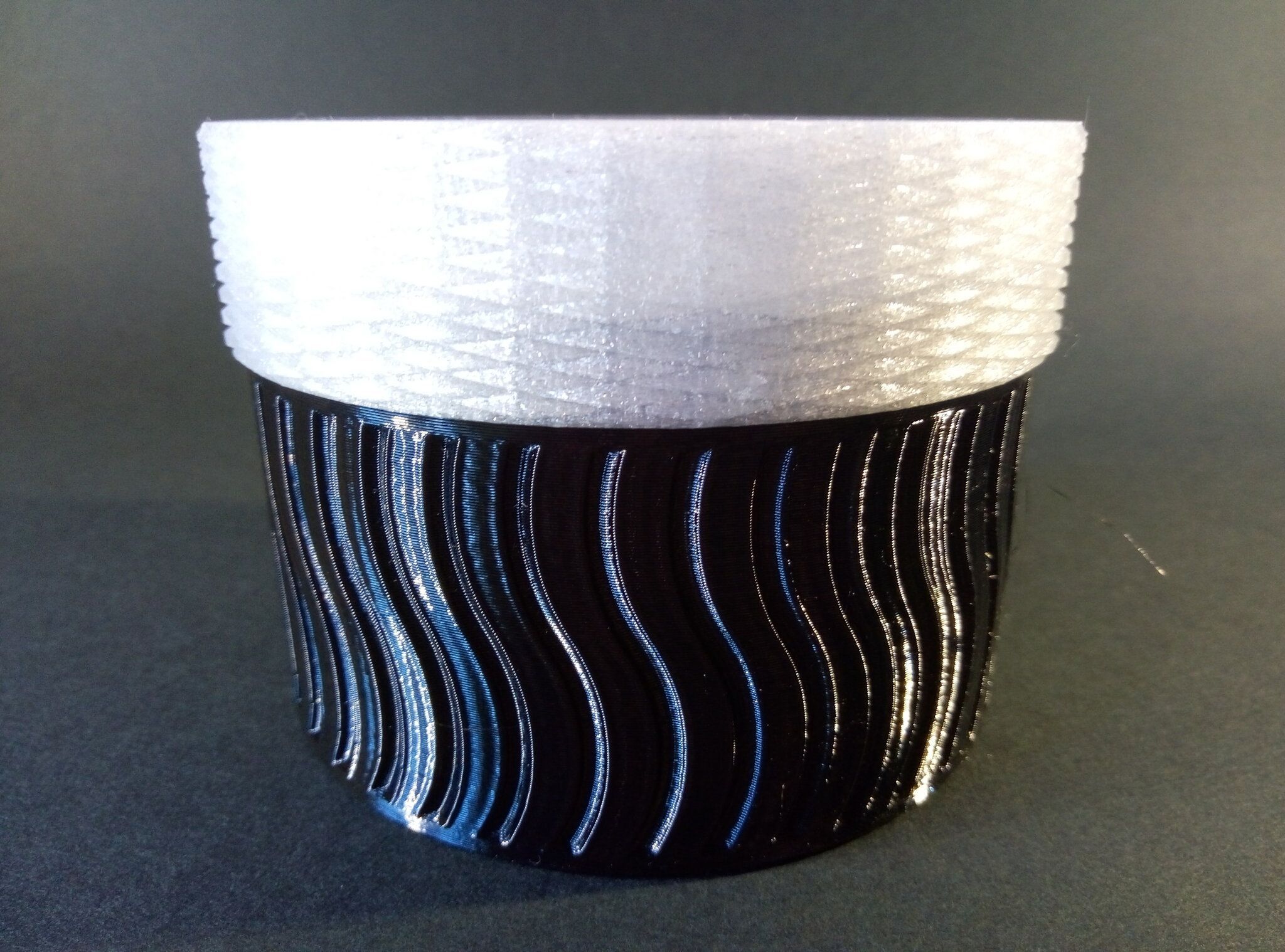
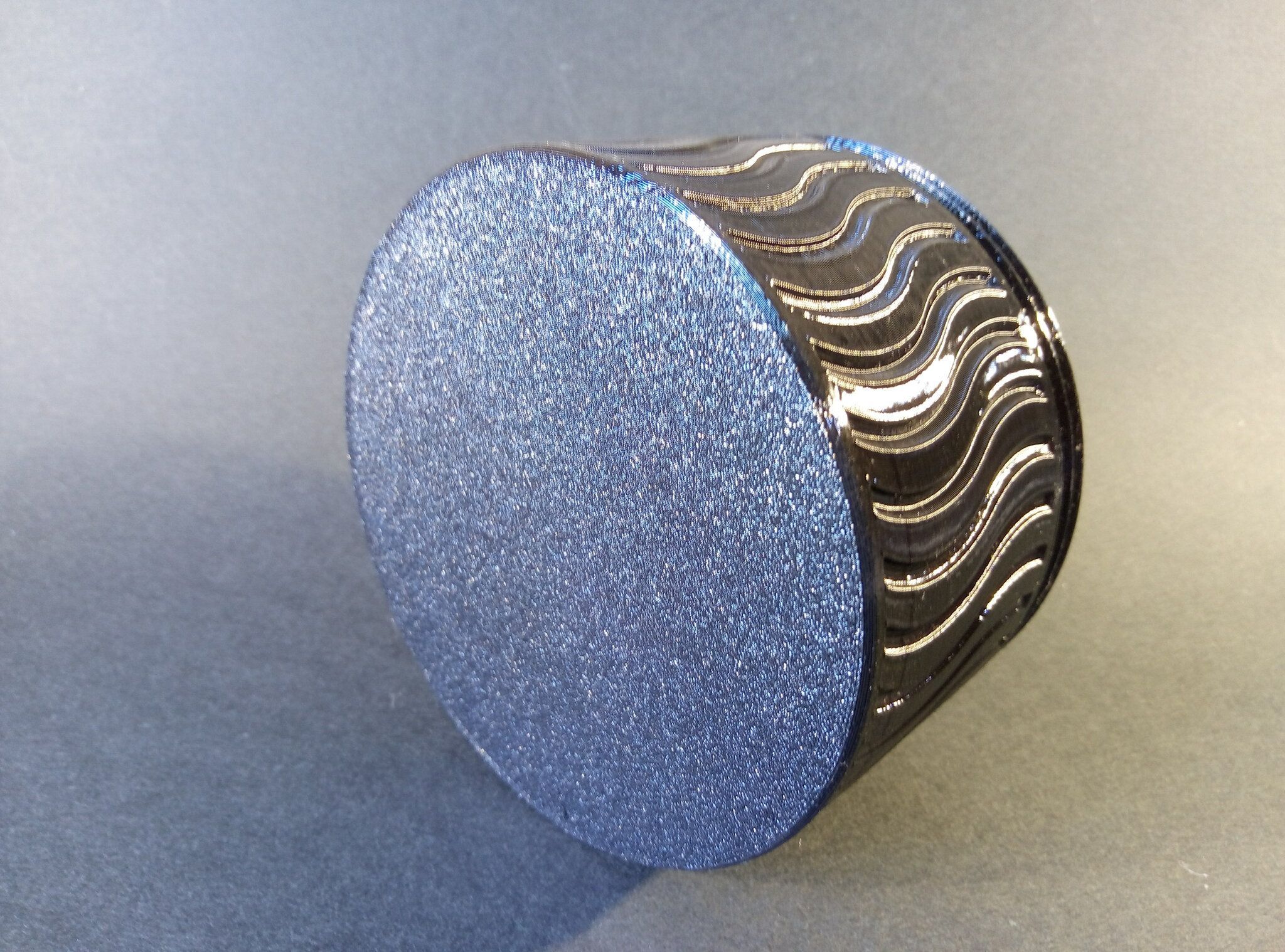
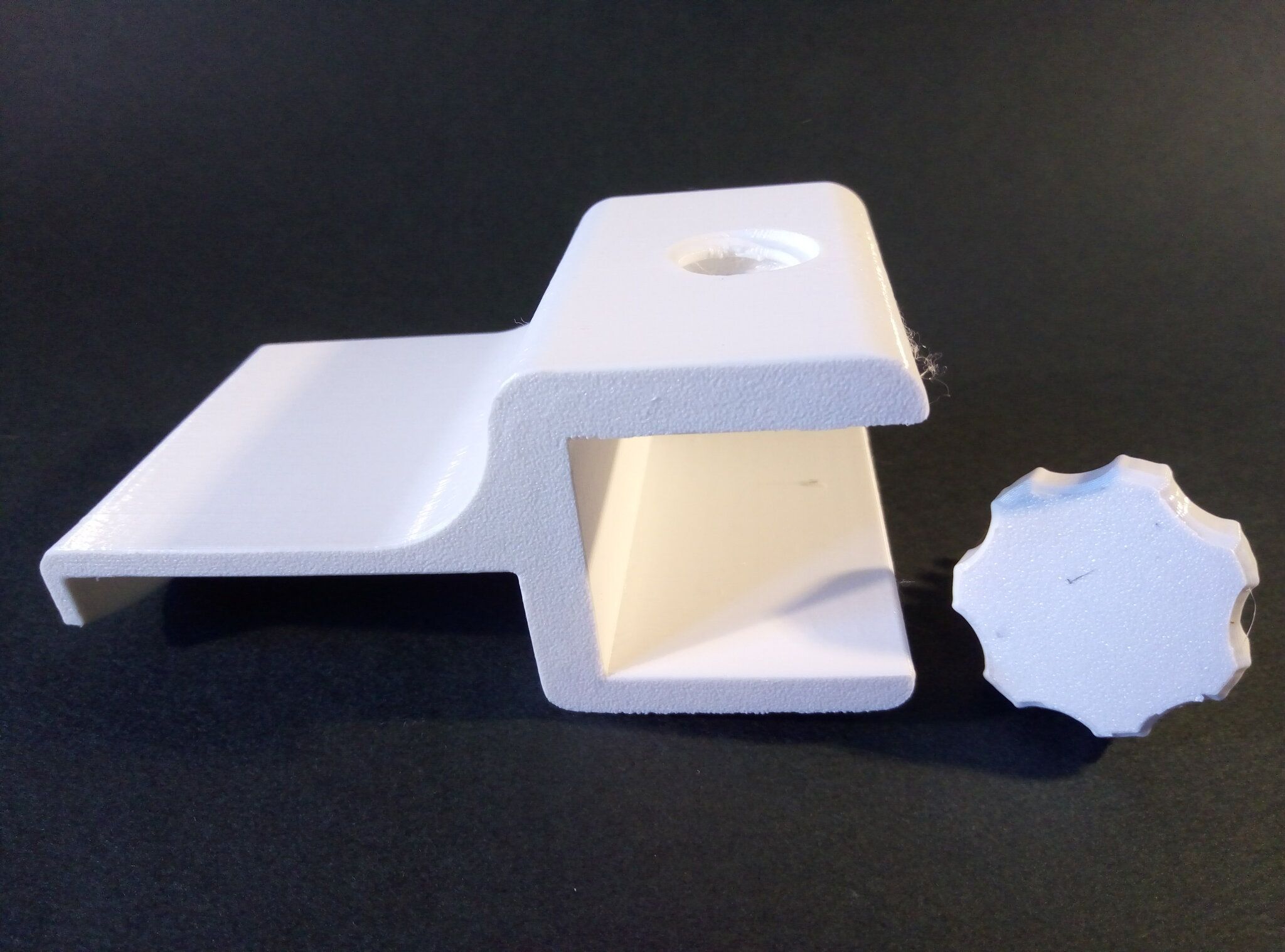
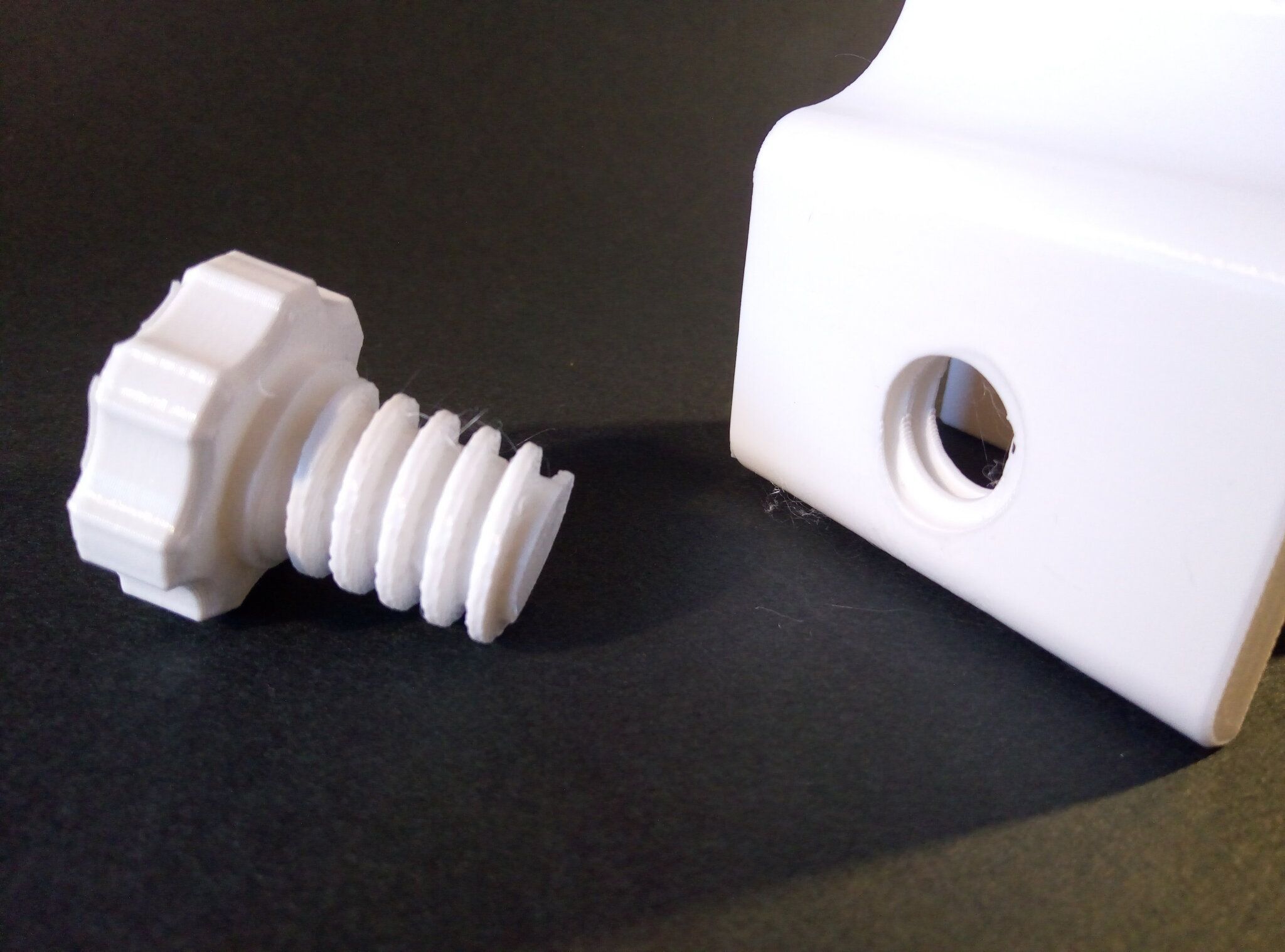
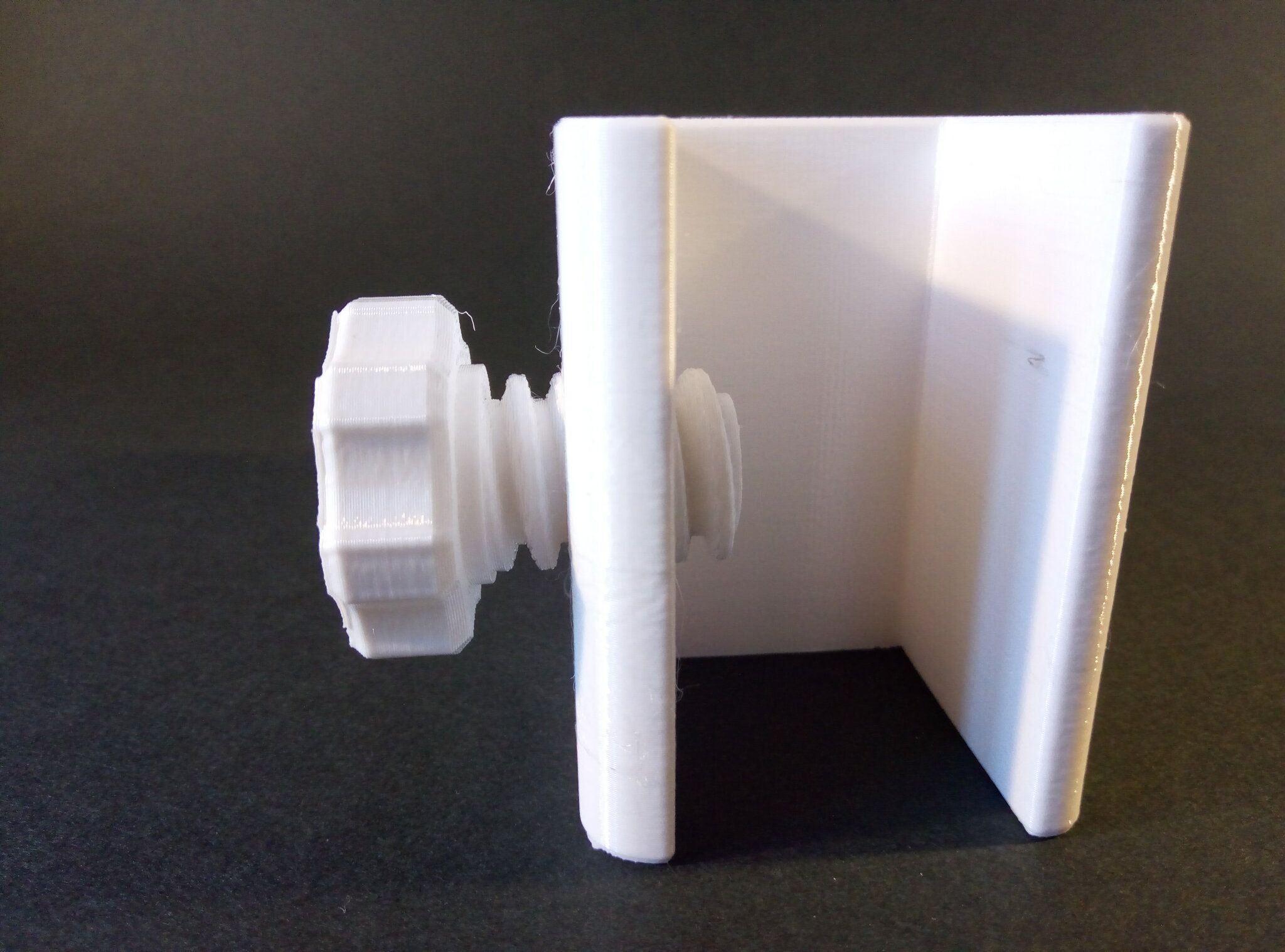
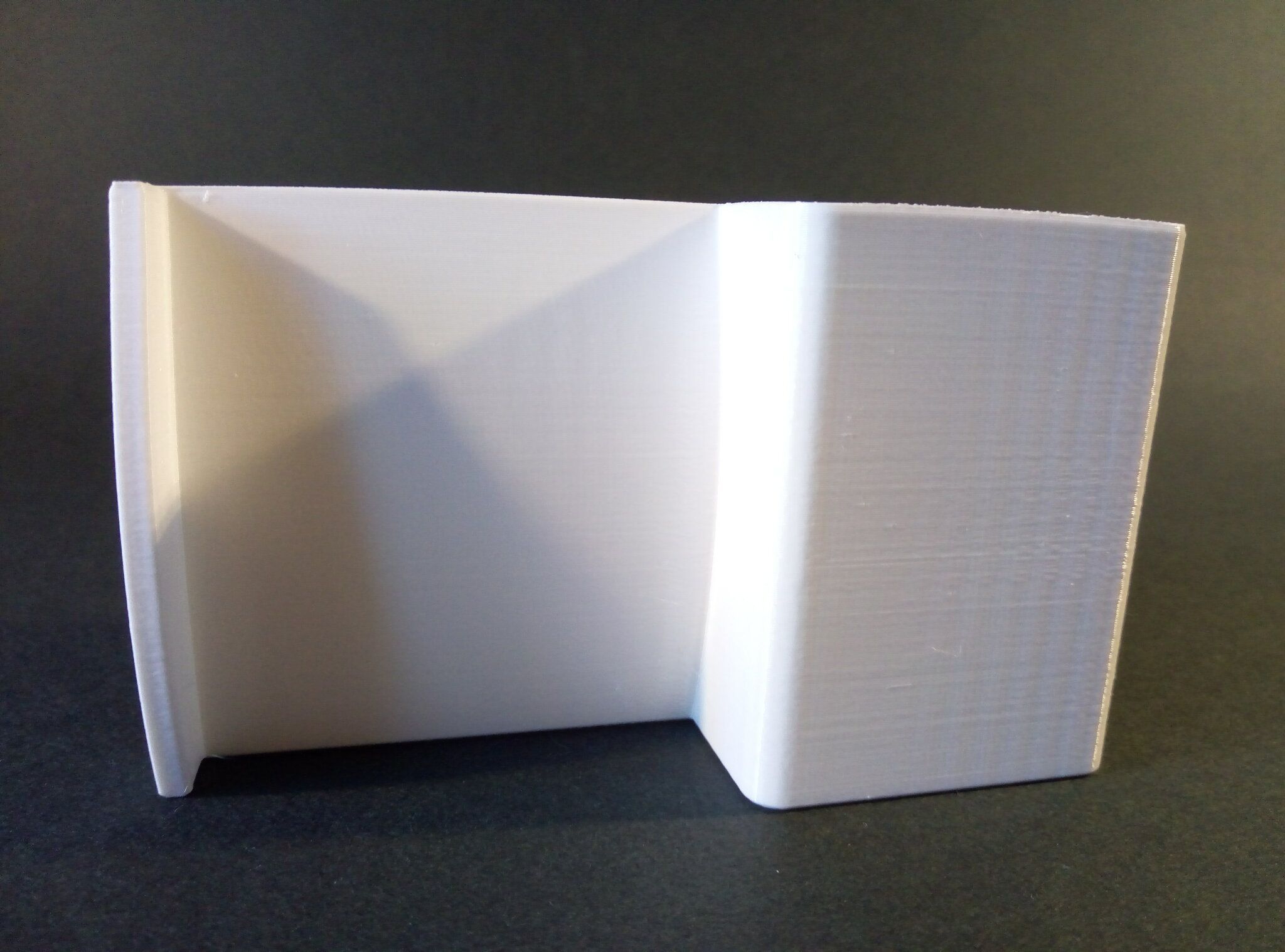
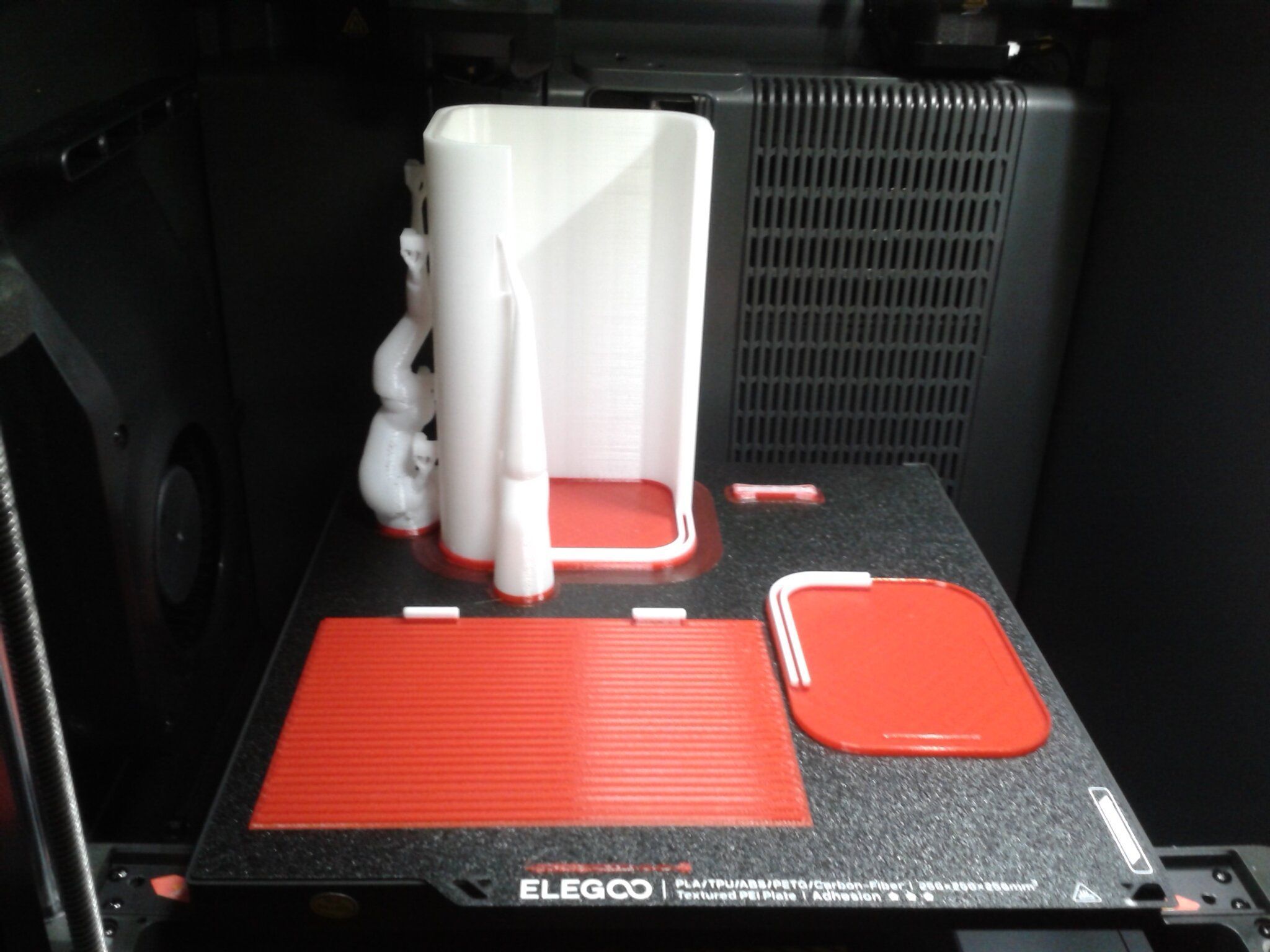
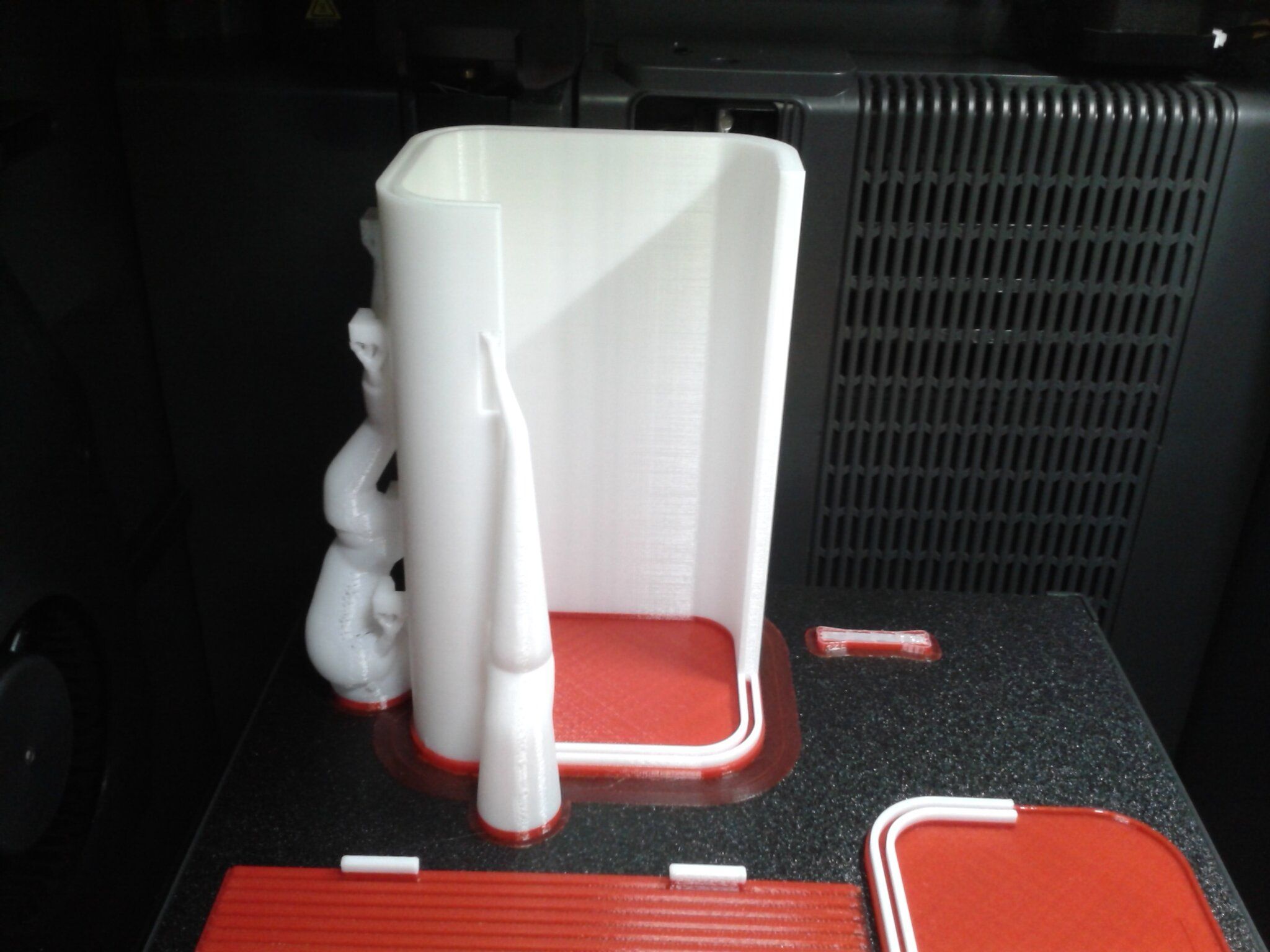
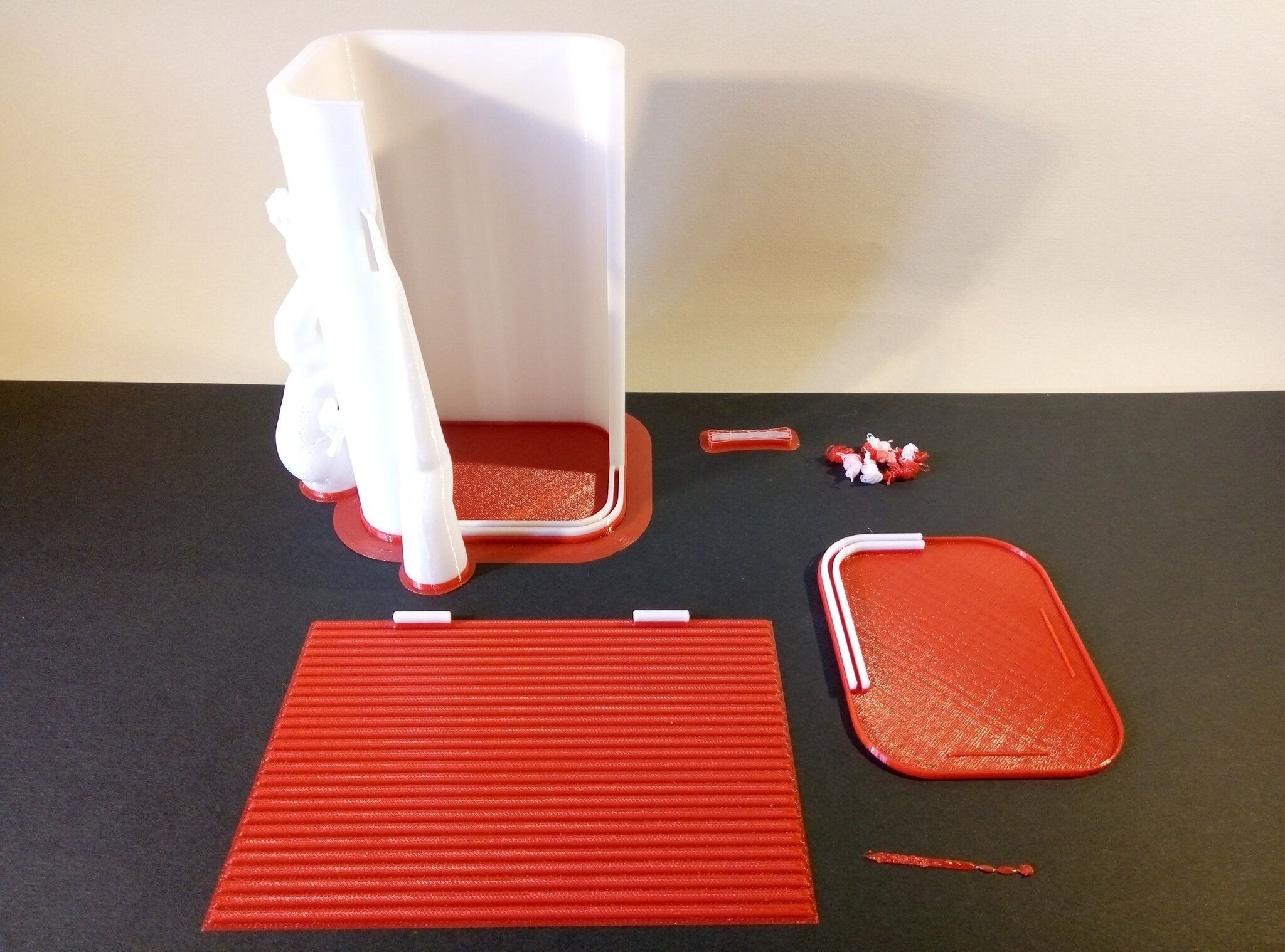
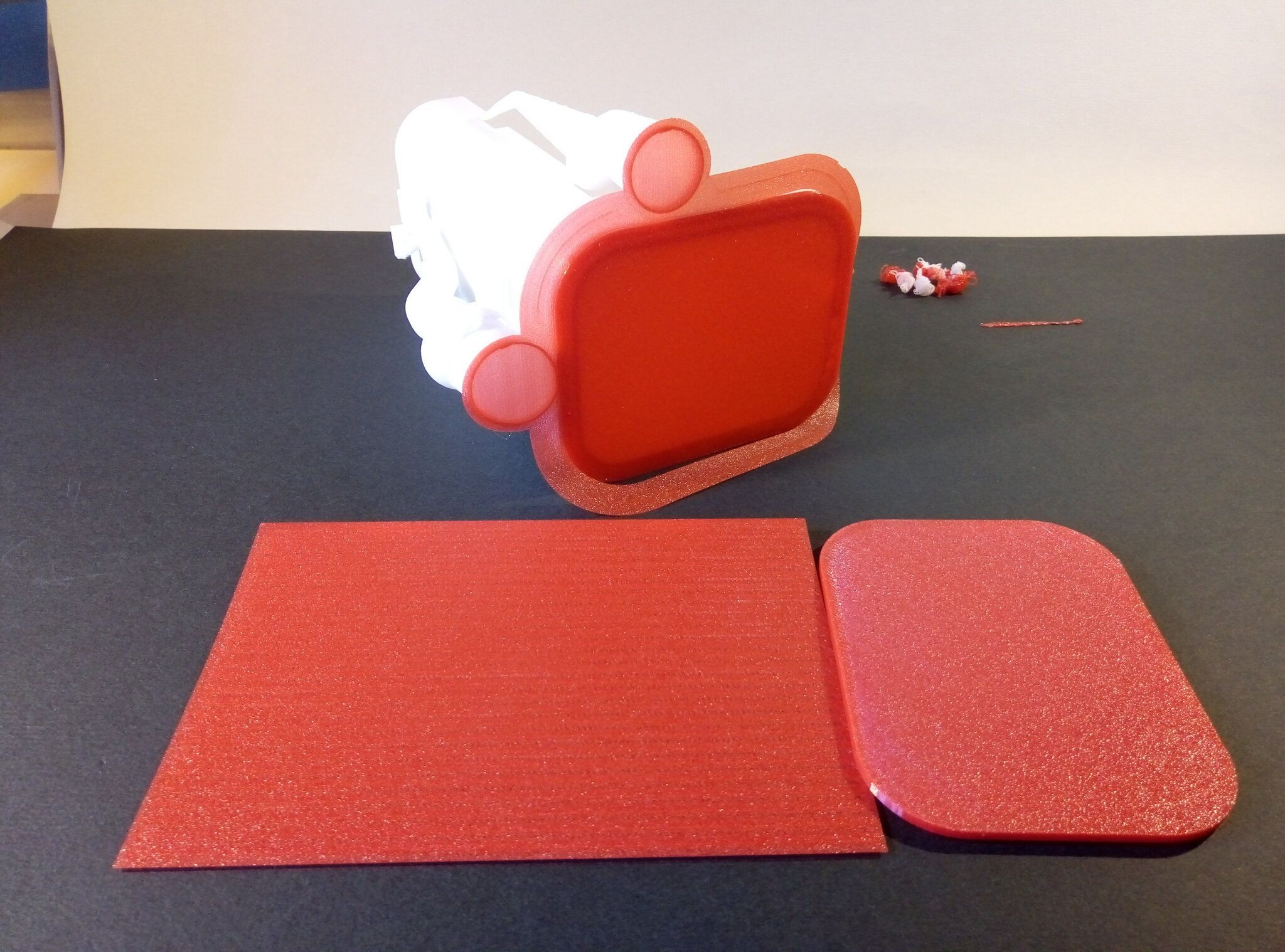
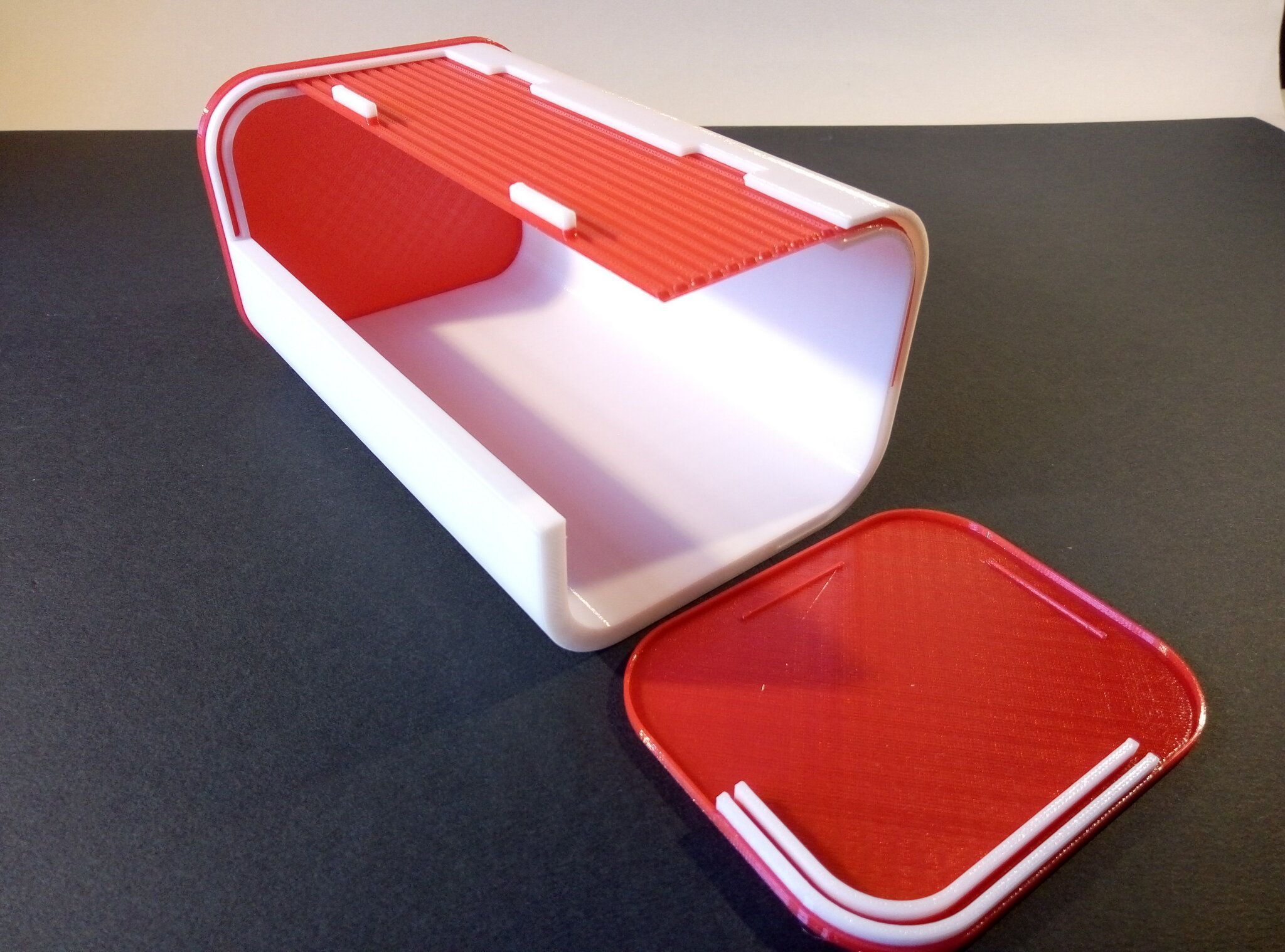
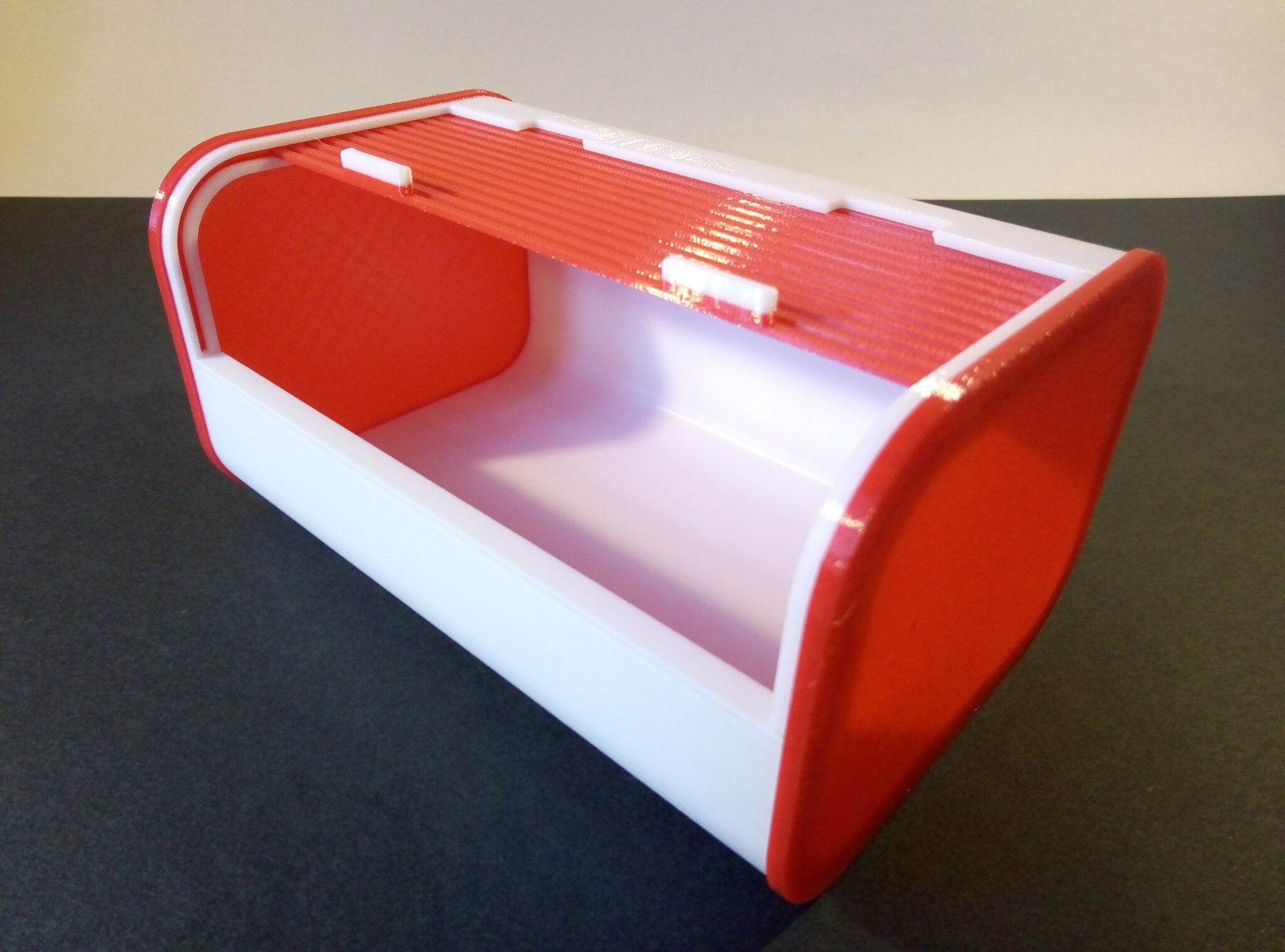
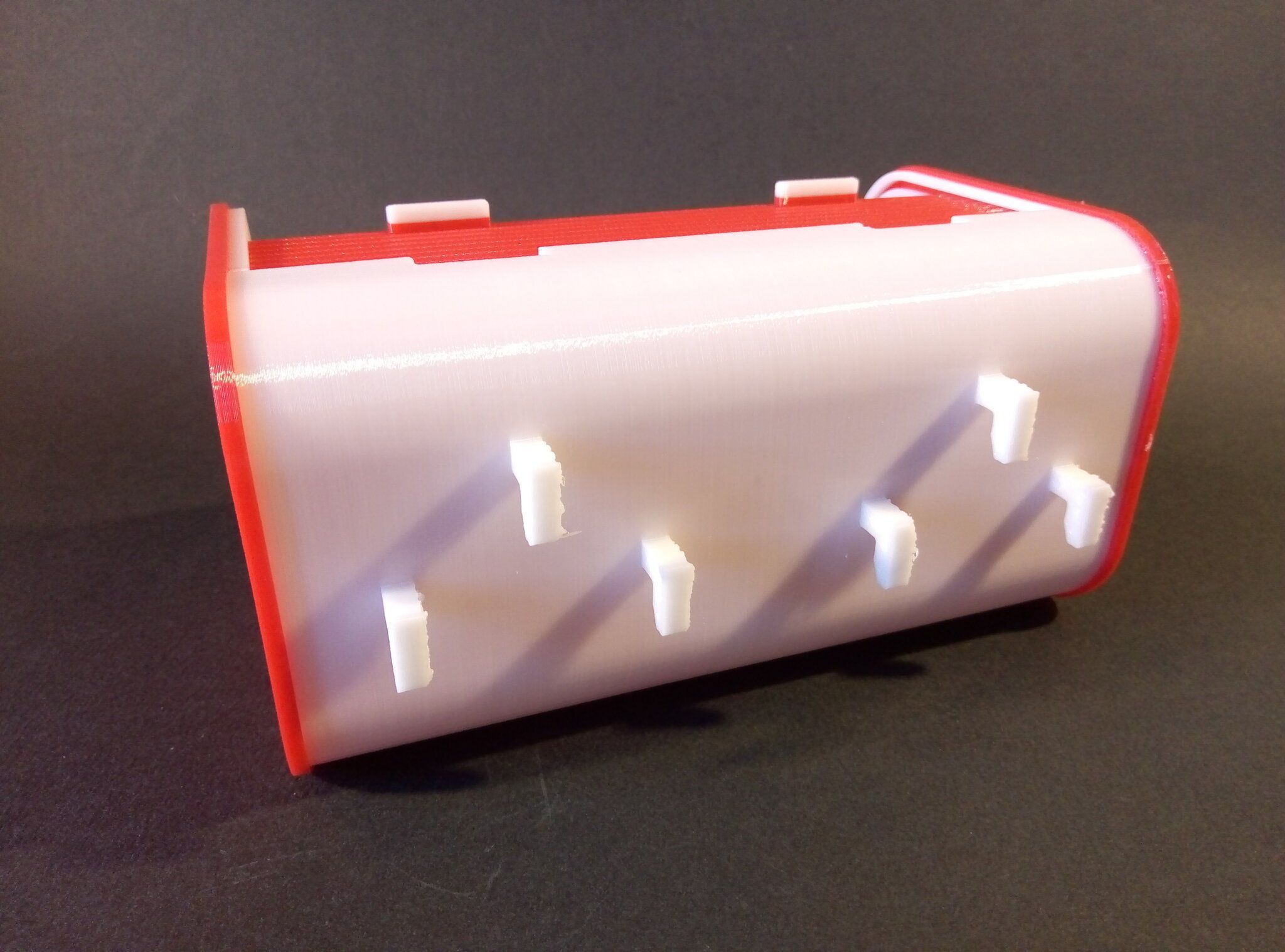
Autres impressions - ABS Je n'ai pas vraiment l'habitude d'imprimer de l'ABS. Mais je sais d'expérience que c'est un matériau bien moins facile à imprimer que le PLA. Il me semble que généralement l'ABS requiert un plateau parfaitement dégraissé car a une forte tendance à se décoller du plateau, Il faut un plateau bien chaud et une large bordure ("brim") d'impression. et préfère une enceinte chauffée pour ne pas gauchir (se déformer) et/ou avoir des délaminations des couches (les couches imprimées se séparent les unes des autres) lors de l'impression ou lors du refroidissement de ce matériau (préférer laisser l'impression refroidir lentement encore sur le plateau de l'imprimante après fin de son impression). Et il dégage une relativement forte odeur quand on l'imprime. (Être dans un espace bien ventilé et/ou avec un système de filtration de l'air et/ou avec un système d'extraction de l'air vers l'extérieur) J'ai donc préféré pour mes essais, me faire une sorte de surcaisson d'isolation thermique pour recouvrir le "capot thermique" plastique d'origine, pour tenter de gagner quelques degrés dans l'enceinte de l'imprimante lors de l'impression car sur la Centauri Carbon 2, l'enceinte n'a pas de système de chauffage dédié et c'est la chaleur diffusée par le plateau et la tête d'impression lors de l'impression qui chauffe indirectement l'enceinte. Si vous prenez le temps de préchauffer l'imprimante (buse et plateau), notez que la température cible de la buse se remet à 0 au bout de ~10 min (si imprimante inactive) avant de faire une impression en ABS. Vérifier de bien avoir sélectionné "maintenir la température" sur l'écran de contrôle de l'imprimante (cela ferme les clapets qui donnent sur le ventilateur d'extraction). Je n'ai pas trouvé comment faire l'équivalent de "maintenir la température" depuis l'onglet "Device" sous Elegoo Slicer v1.3.2.9 ( Firmware 01.03.01.89) Pour l'ensemble des impressions ABS suivantes, j'ai utilisé le profil filament "Elegoo ABS @ECC2" modifié (buse 270°C, plateau 110°C au lieu de 90°C, MVS 18 mm³/s, Flow 0.98 %) Filaments utilisés : ABS White Velleman, ABS Natural Velleman. Happy Octopus Pen Holder - Kumy https://www.nexprint.com/en/models/G2140368 Filament utilisé : ABS White Velleman Même fichier d'impression Filament utilisé : ABS Natural Velleman Zen Turtle Tray - Kumy https://www.nexprint.com/en/models/G8779612 Filament utilisé : ABS White Velleman Même fichier d'impression Filament utilisé : ABS Natural Velleman Ripple Isle – Wave-Textured Desktop Organizer - Yuki&Nan https://www.nexprint.com/en/models/C0328495 avant tranchage, modification de l'échelle, uniforme, pour obtenir un objet ayant une hauteur Z = 250 mm Filament utilisé : ABS Natural Velleman Vidéo du timelapse : sylo • container - h3liØ https://www.nexprint.com/en/models/G2102568 Mais avant de découper, sous le trancheur ElegooSlicer (v1.3..2.9), j'ai mis sur le même plateau le corps de la boite la moins haute avec un couvercle ( chaque élément est seul sur un plateau dans le fichier .3mf fourni par l'auteur) On peut remarquer quelques petits défauts d'impression du filetage du couvercle (avoir imprimé le corps et le couvercle de la boîte en même temps sur le même plateau et donc avoir pour chaque couche des déplacements entre le corps et le couvercle sont probablement la raison de ses petites imperfections d'impression du filetage du couvercle) Ici, j'ai utilisé la fin de ma bobine d'ABS Natural Velleman avec en "auto-refill" ( initialement paramétré avec la même couleur sur l'onglet "CANVAS" de la machine pour que l'"auto-refill" fonctionne sans intervention) une bobine d'ABS White Velleman. La fonction "auto-refill" a bien fonctionné sans avoir besoin de mon intervention. La quantité de filament restant sur la fin de la bobine d'ABS Natural Velleman n'a permis d'imprimer que quelques-unes des premières couches de cette impression. (Comme les couleurs de filaments utilisés sont relativement proches, cela ne se voit pas vraiment sur les photos, sauf quand on regarde à l'œil et avec une lumière adaptée les faces imprimées en contact avec le plateau.) Malgré les petits défauts d'impression du filetage du couvercle, le couvercle se visse et se dévisse bien du corps de la boîte. Pour l'ensemble de ses impressions en ABS On peut noter que grâce au surcaisson d'isolation thermique fait "à l'arrache" avec les mousses de transport, placé sur le "capot thermique" d'origine, dans mon environnement d'impression à ~17°C, buse 270°C, plateau 110°C, l'enceinte arrive à atteindre les ~57°C.



















































 7 points
7 points -
Honnêtement, entre faire confiance au code du stagiaire à qui on a donné un projet qu'on avait pas le temps de faire, celui du prestataire à qui on a dit qu'on ne prolongera pas la mission, ou encore celui du dev senior qu'on ne sait même pas comment il est encore dans la boite à copier du code de stack overflow parce qu'il ne sait toujours pas coder un tableau de pointeurs de fonction sans faire de casts partout, l'IA n'est pas pire, loin de là. Comme il a déjà été dit plus haut, le code produit reste de la responsabilité du développeur. C'est lui qui est garant de son livrable. S'il utilise l'IA, c'est à lui de s'assurer que les résultats correspondent aux specs. Après que l'IA fasse if( (a>=0) && (a=<0) ) au lieu de if (a==0), c'est moche, ça ressemble à du code de stagiaire, mais le compilo l'optimise et le résultat est le même. Ce n'est pas pire que lorsque je fais de tête 8x9=8x8+8=64+8=72 parce que je ne me souviens plus que 8x9=72 (j'aime pas les impairs sauf les 5). C'est un exemple exagéré bien sûr. Dans l'autre sens, certains développeurs produisent du code ultra optimisé qui fonctionne mais qui est imbitable. Là t'arrive à la réunion de review, personne n'a rien compris mais comme ça passe les tests unitaires et la validation fonctionnelle, l'avis métier passe au vert. Je connais un spécialiste du genre lorsqu'il s'agit d'écrire des scripts shell Posix. C'est un peu ce que dit l'article, l'IA ne dégrade pas la sécurité, c'est le développeur qui fait trop confiance. Pour moi c'est là que le professionnalisme des devs fait toute la différence. Coder un petit outil de timelapse sans lire le code oui, coder un algorithme de régulation de température qui se retrouve dans les thermostats chez les clients sans tester, non. Je remarque souvent que ce type d'article me fait penser aux comportements des "anciennes" IA. Ceux qui ont l'habitude de jongler entre les modèles remarquent tout de suite la différence entre un GPT-4 et un GPT-5, ou un Claude Sonnet et un Claude Opus. L'ancien modèle est toujours plus c*n que le nouveau.5 points
-
Ce n'est pas forcément mieux avec un vrai frère.5 points
-
C'est fait, j'aime bien rendre service... Inutile de me remercier, c'est un plaisir !5 points
-
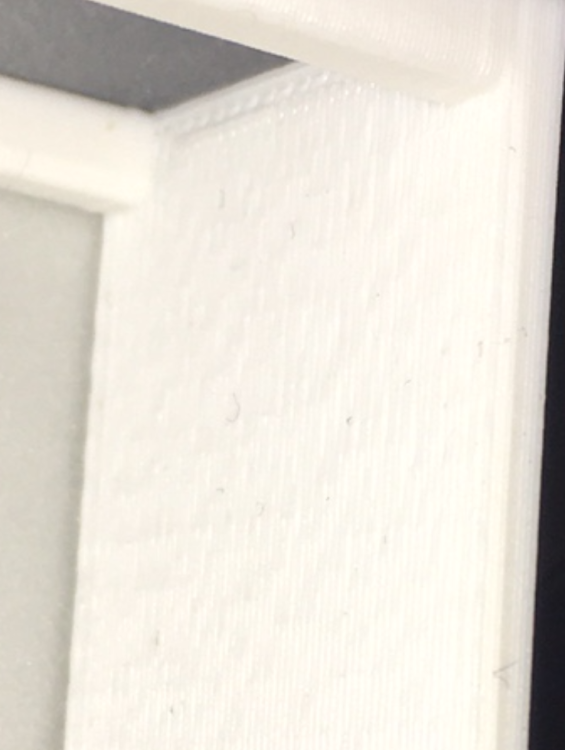
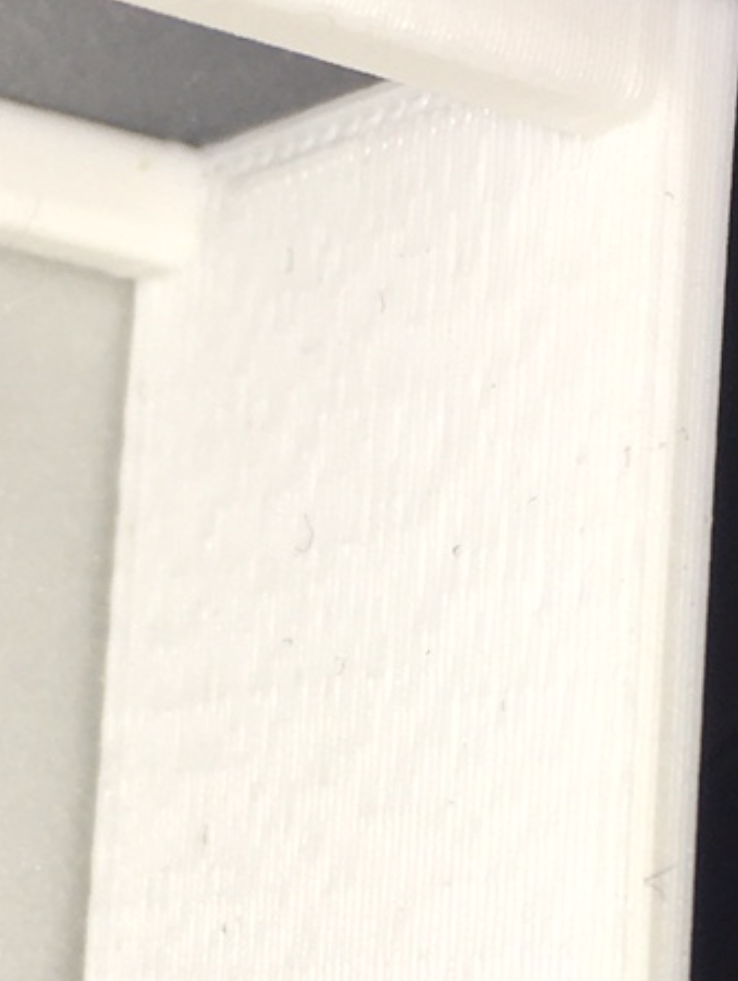
Avec le F2 Ultra UV. La précision et la finesse sont incroyables. Sur la photo ci-dessus, j'ai des parois d'environ 0,2 mm.
 5 points
5 points -
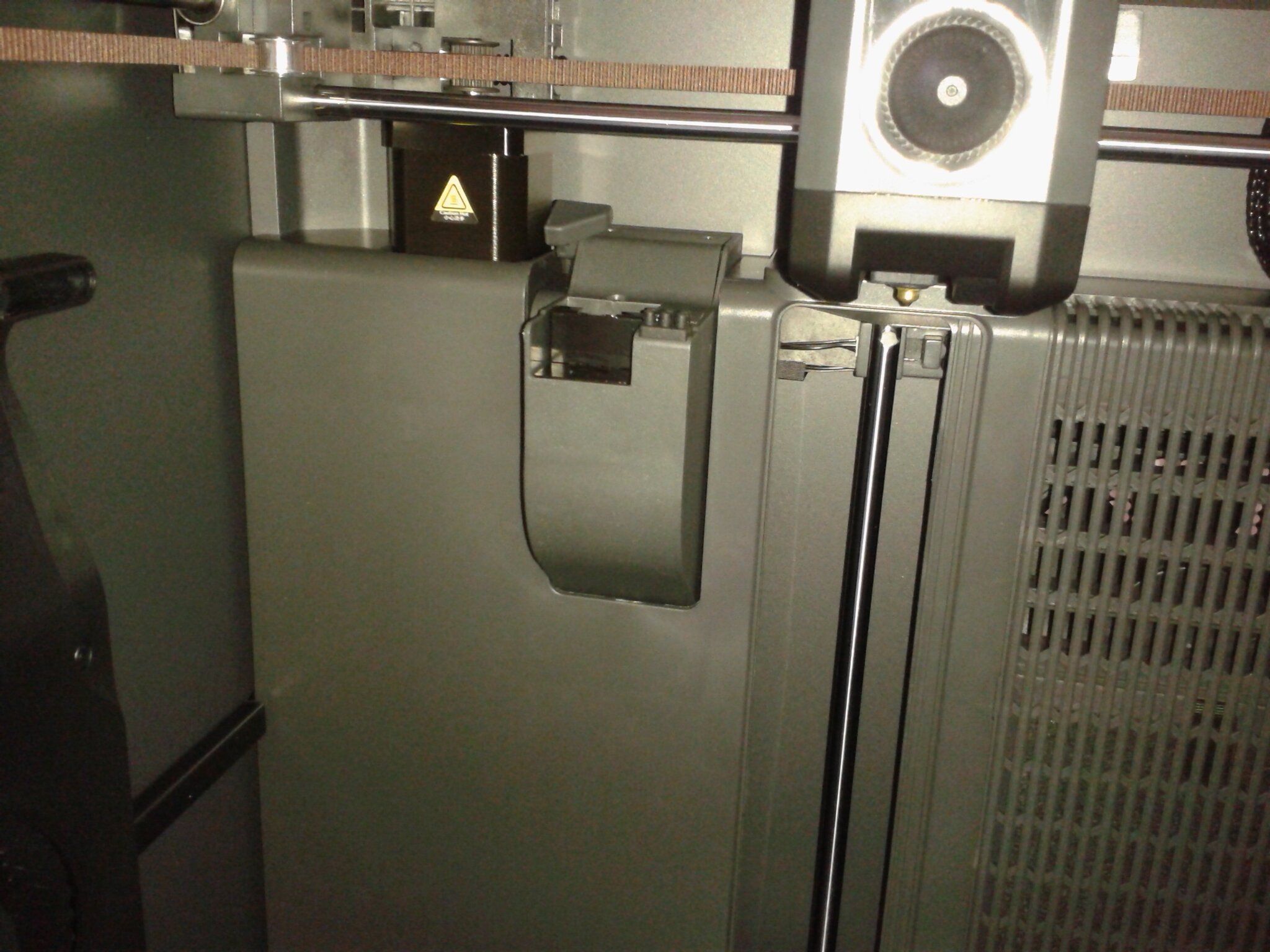
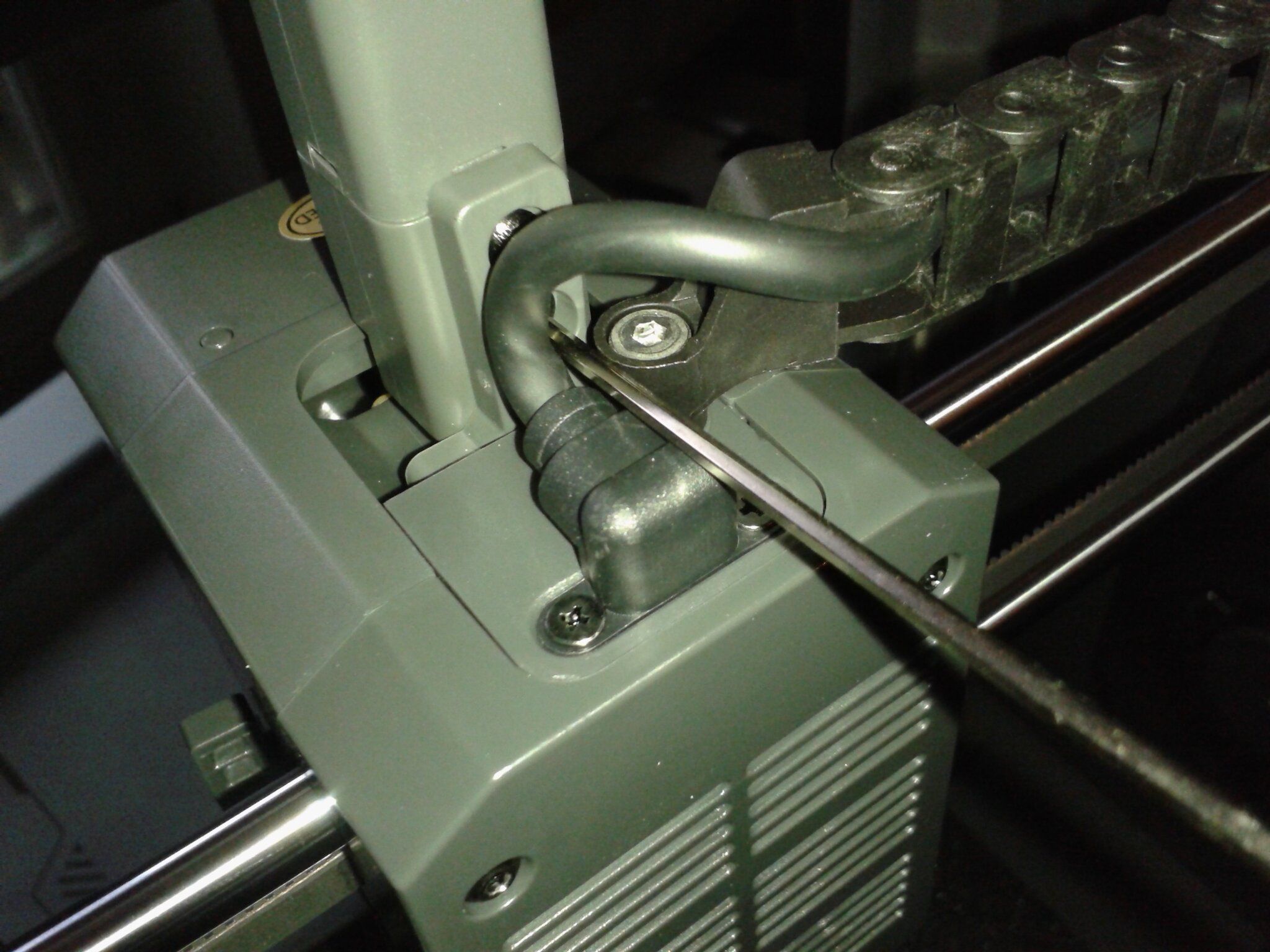
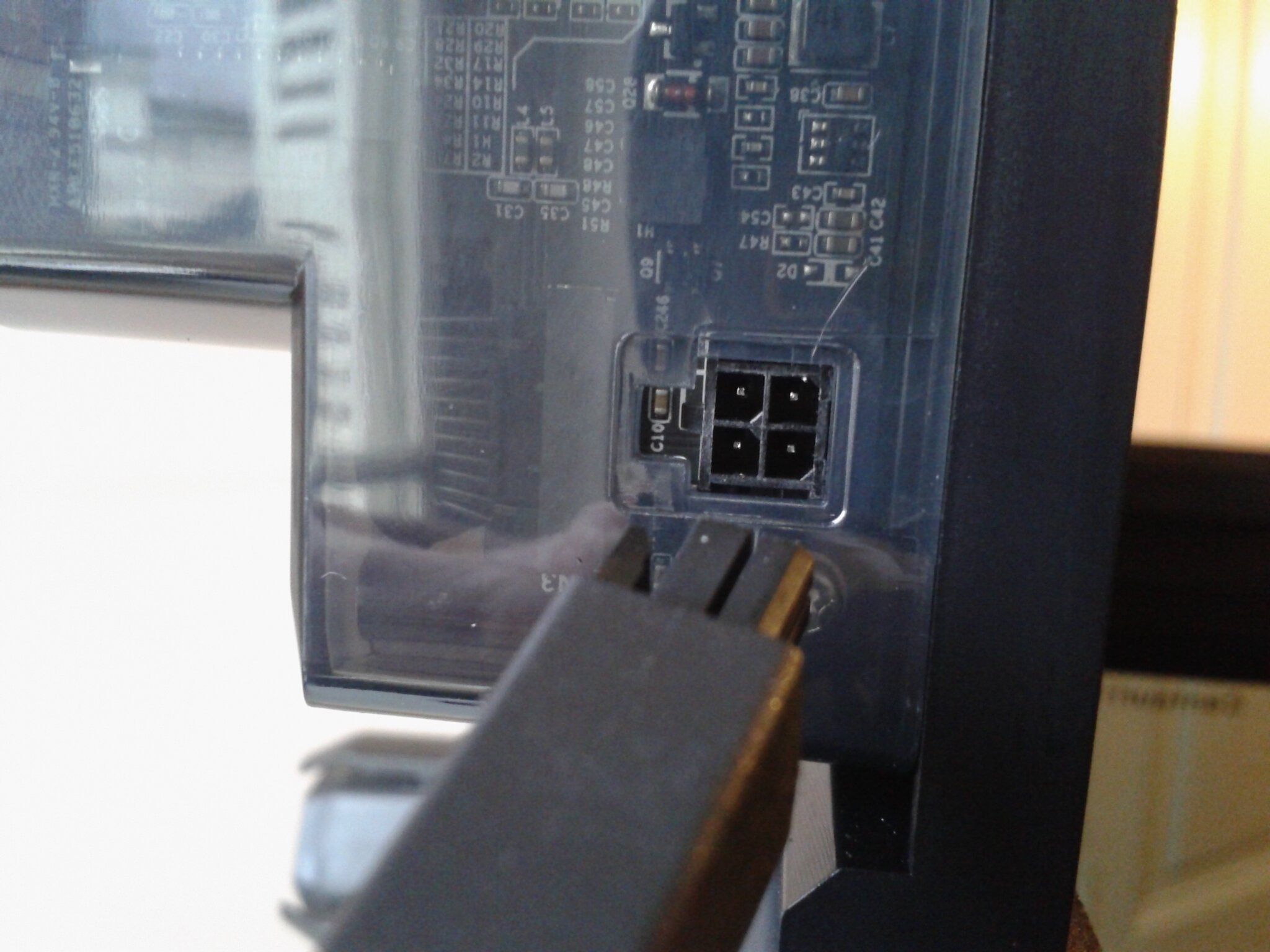
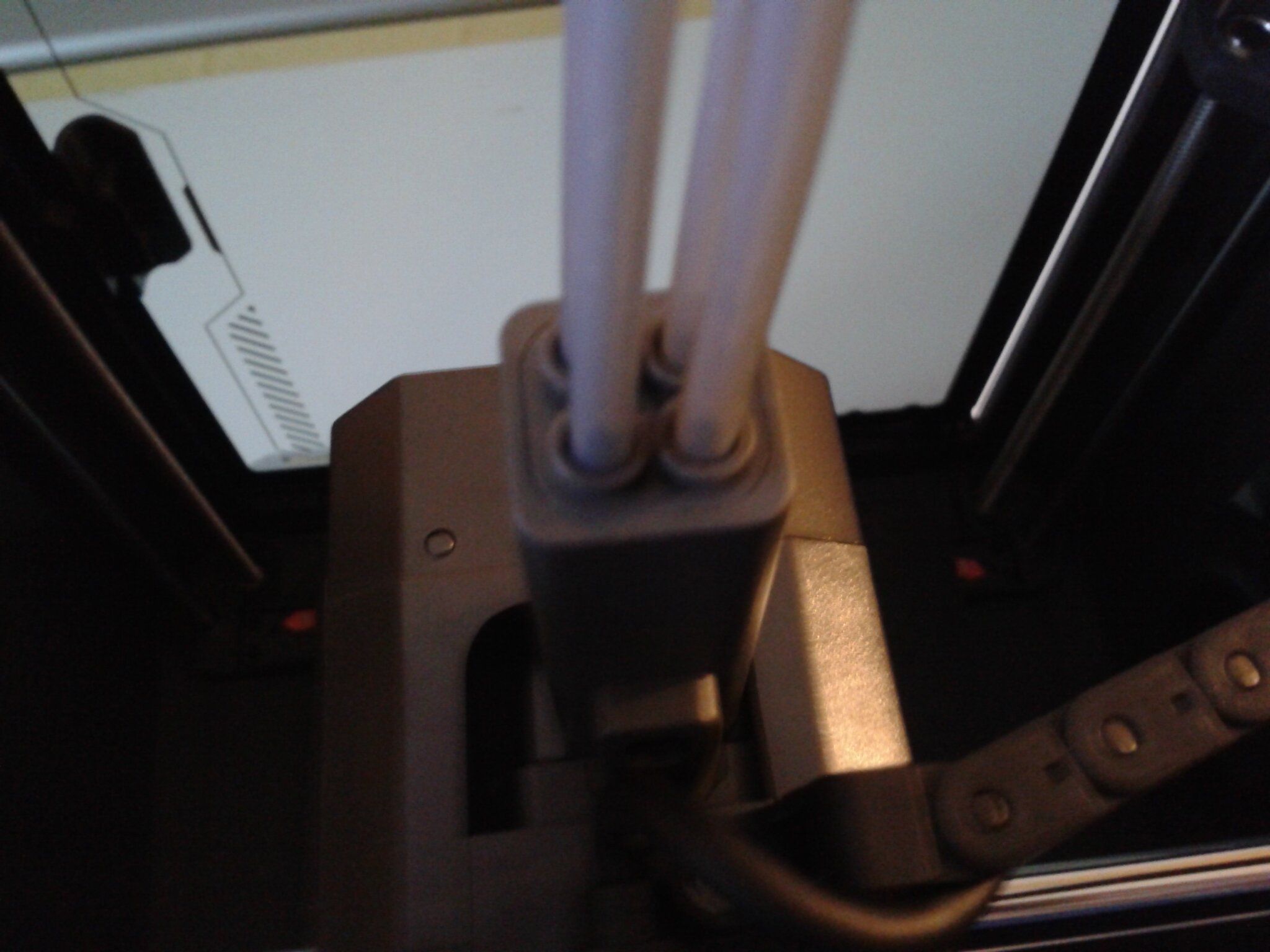
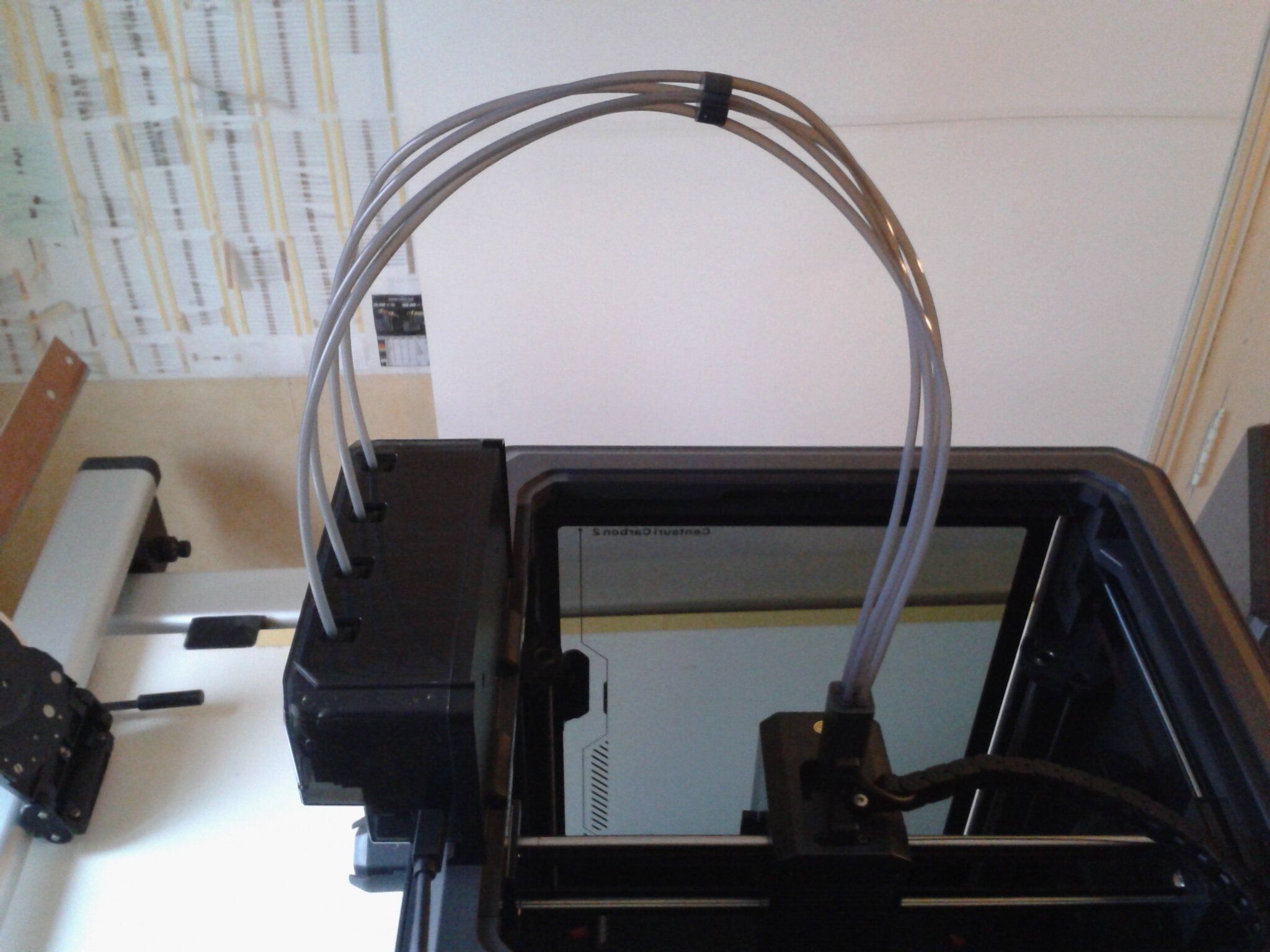
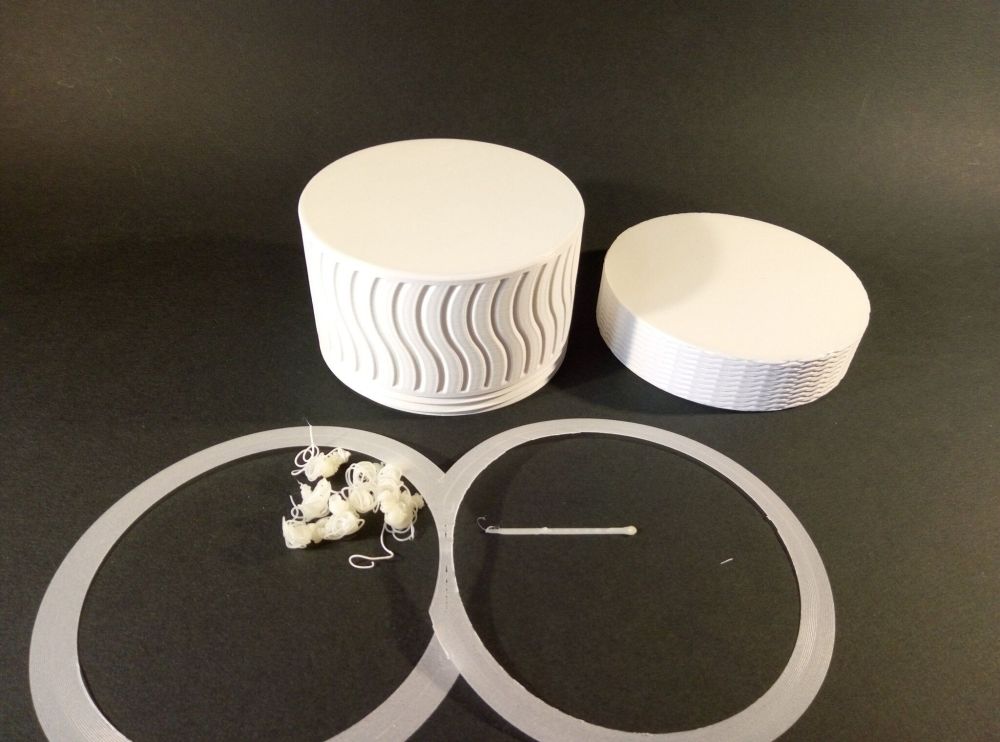
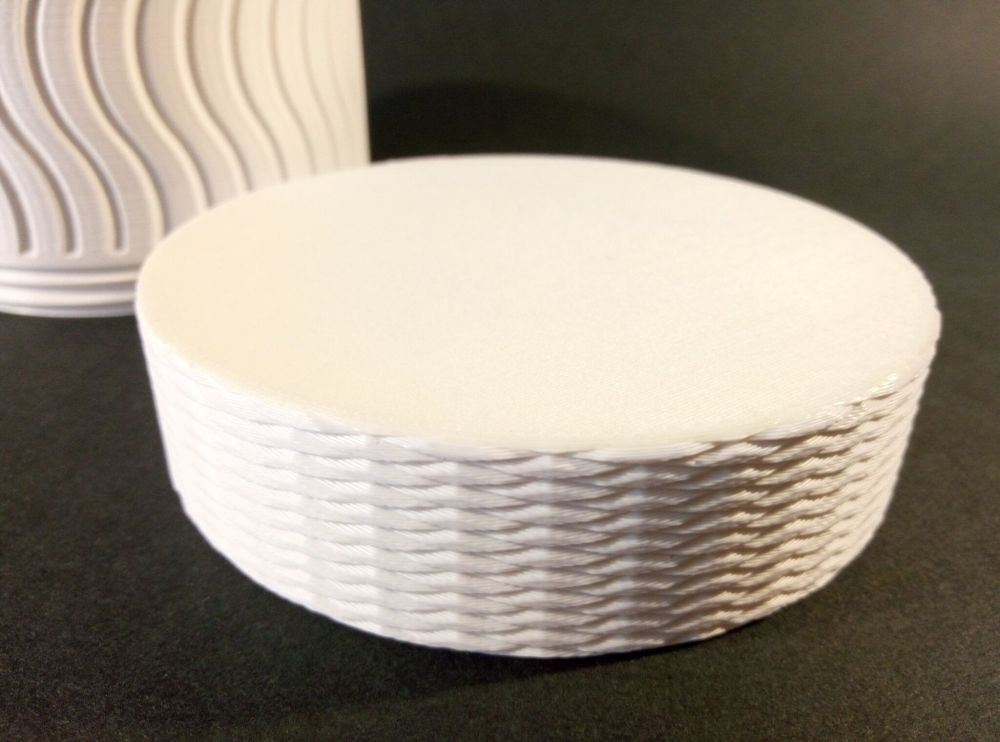
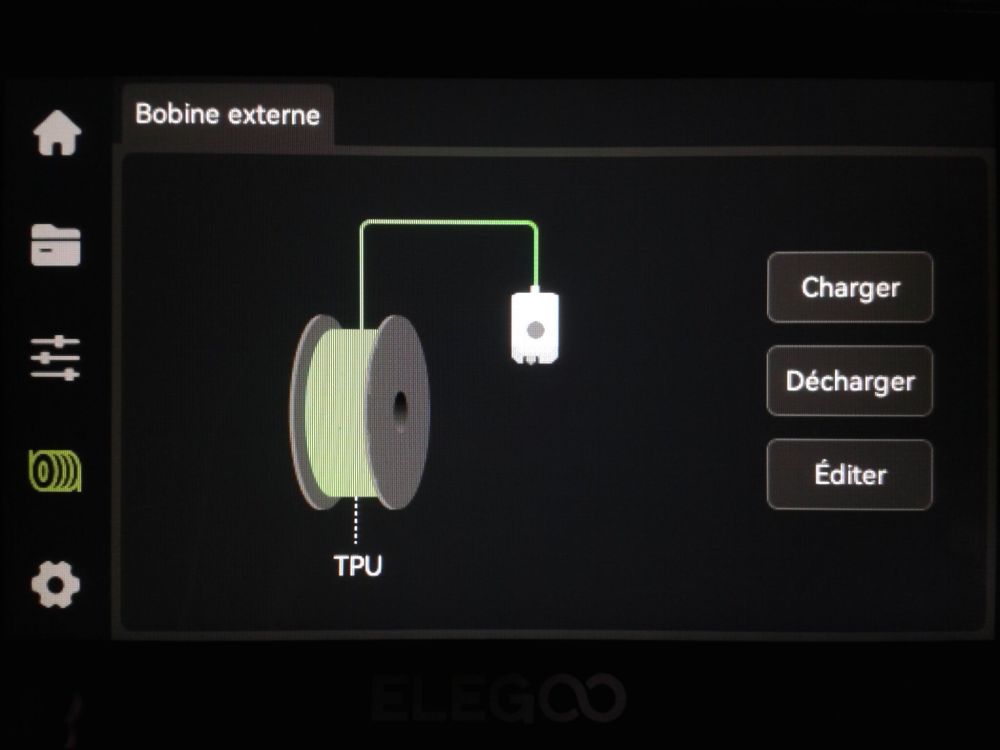
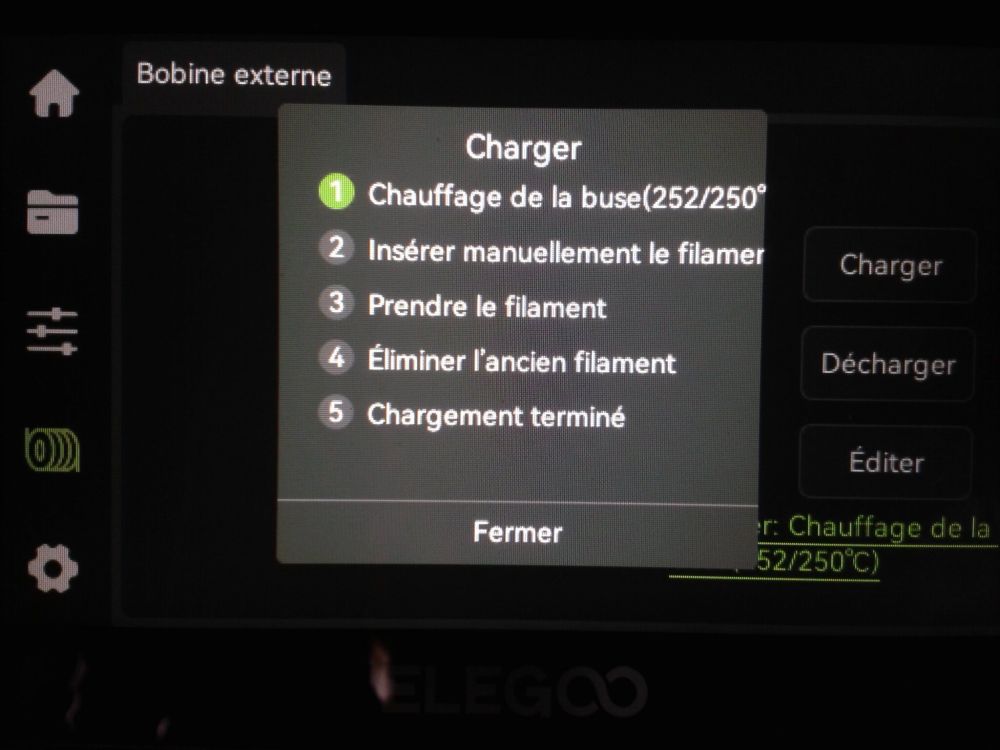
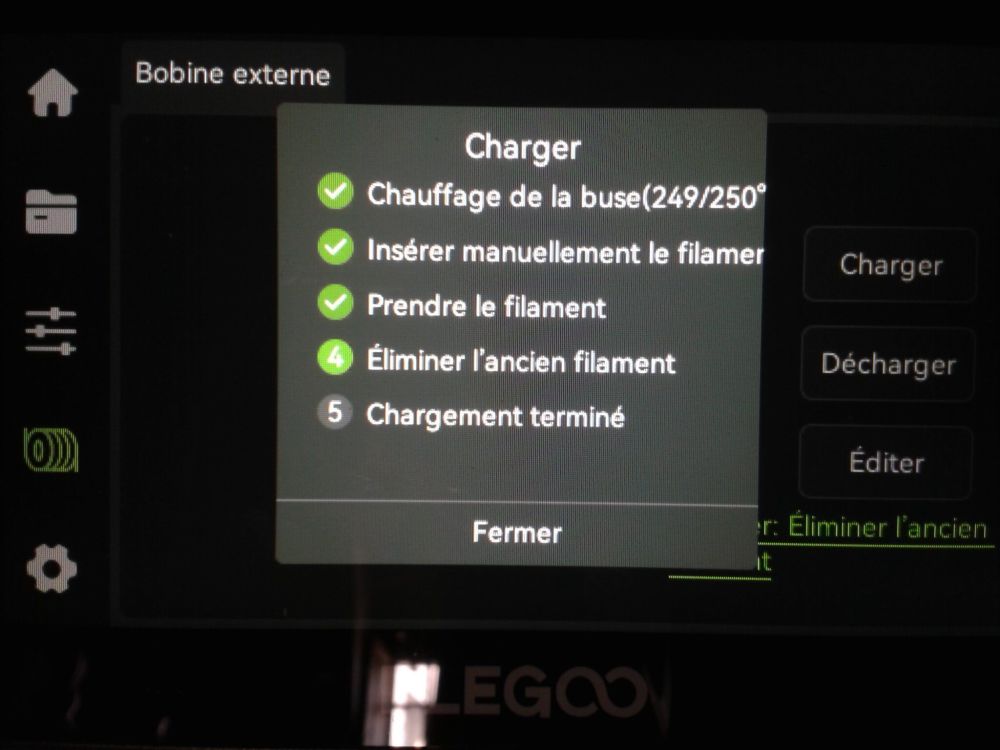
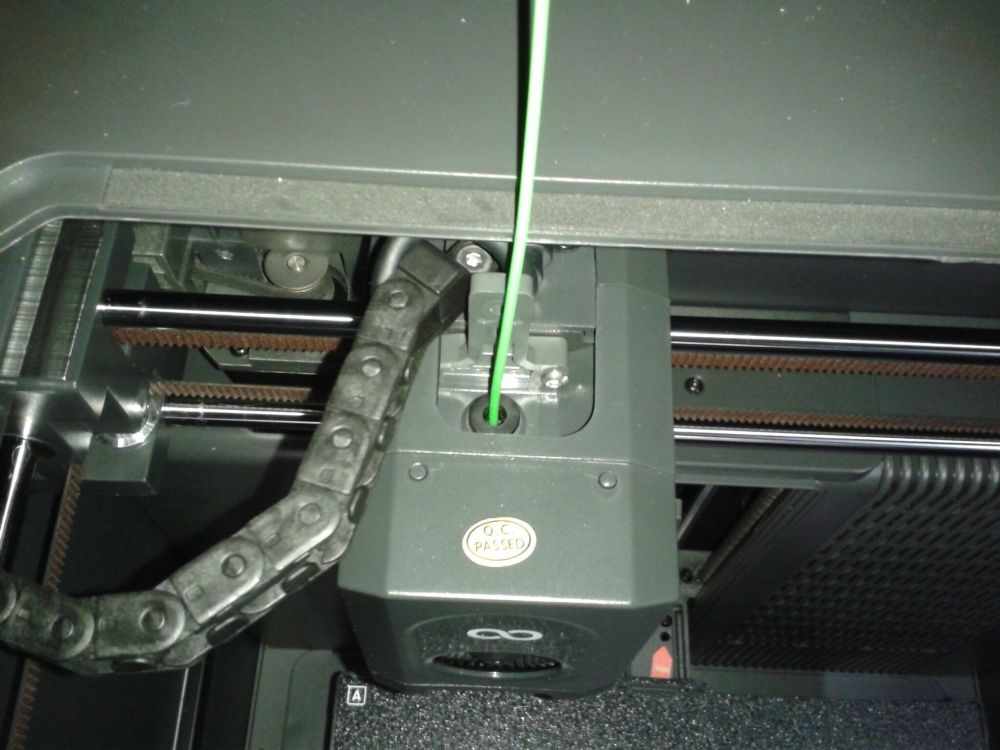
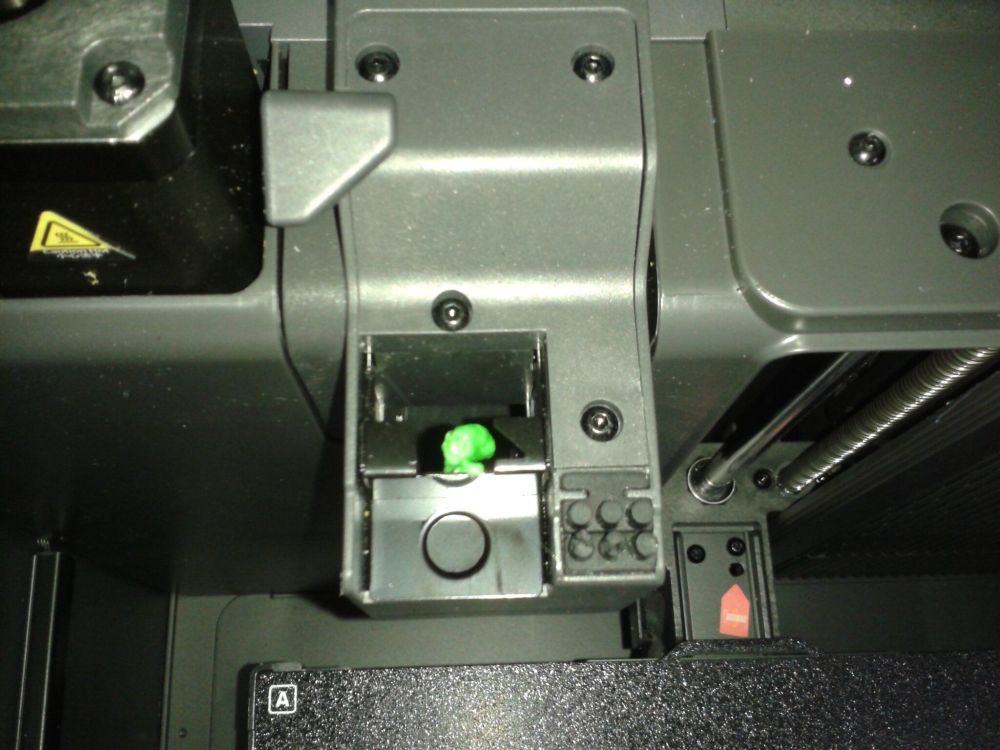
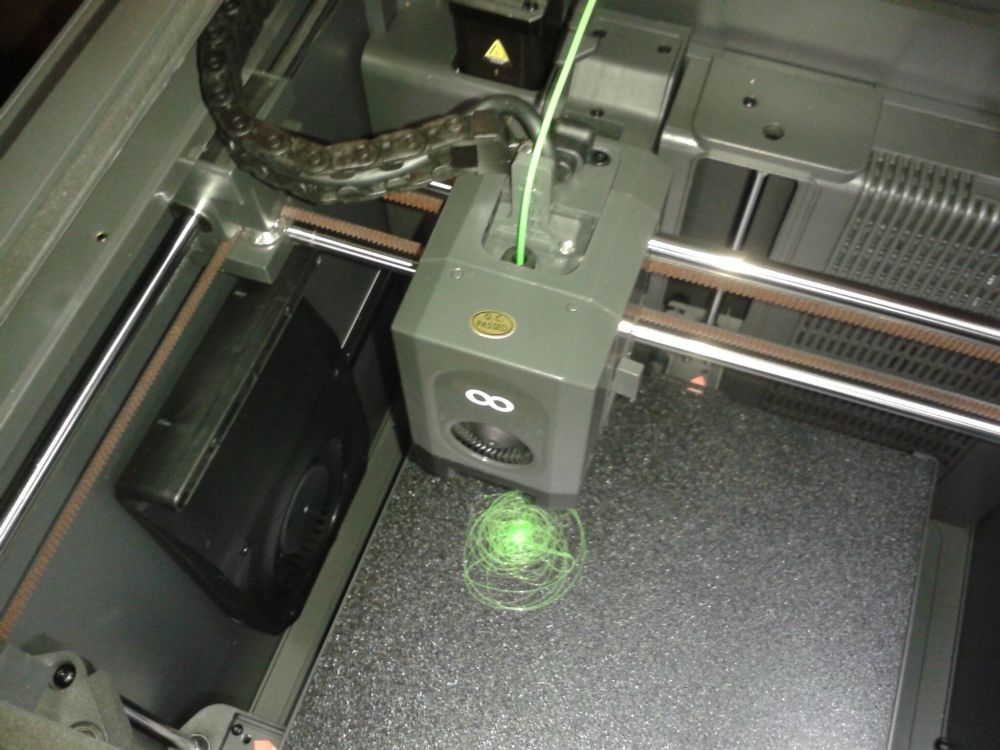
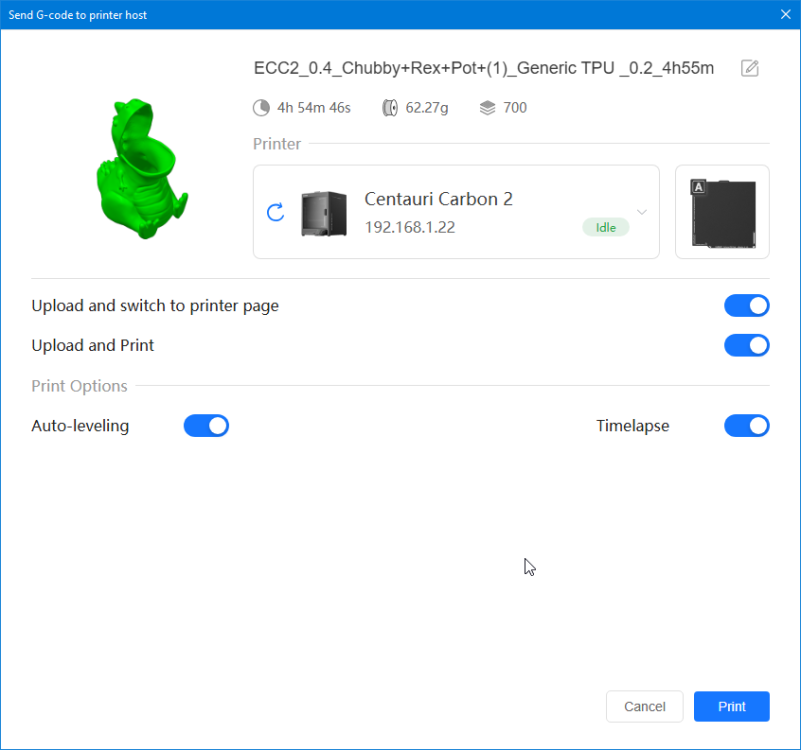
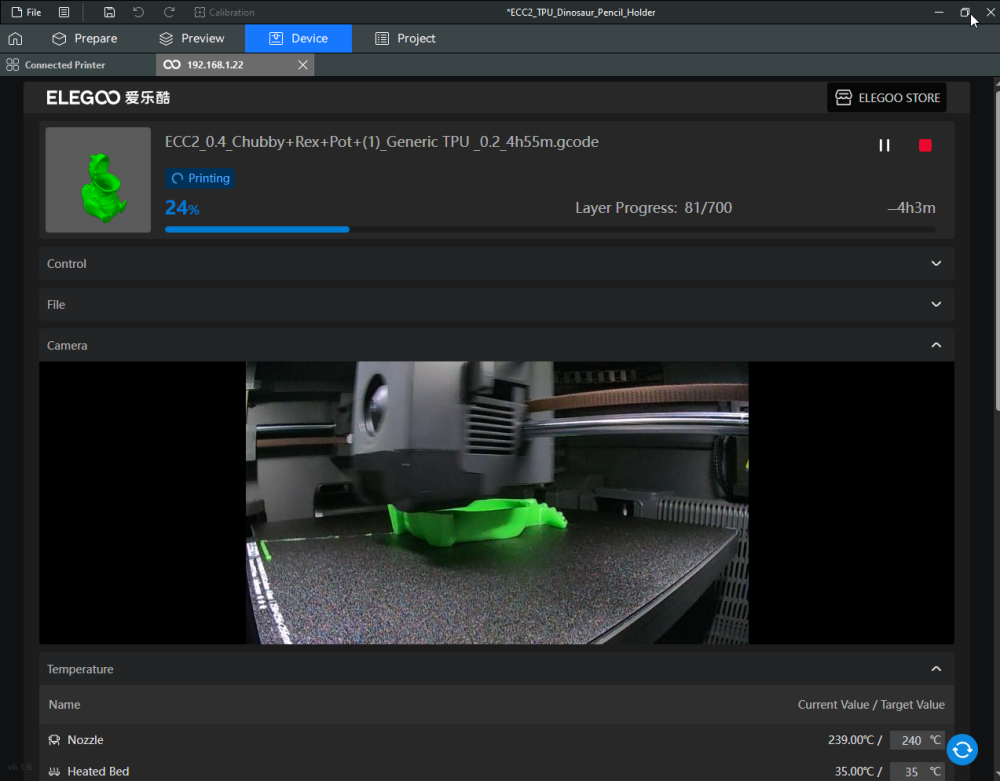
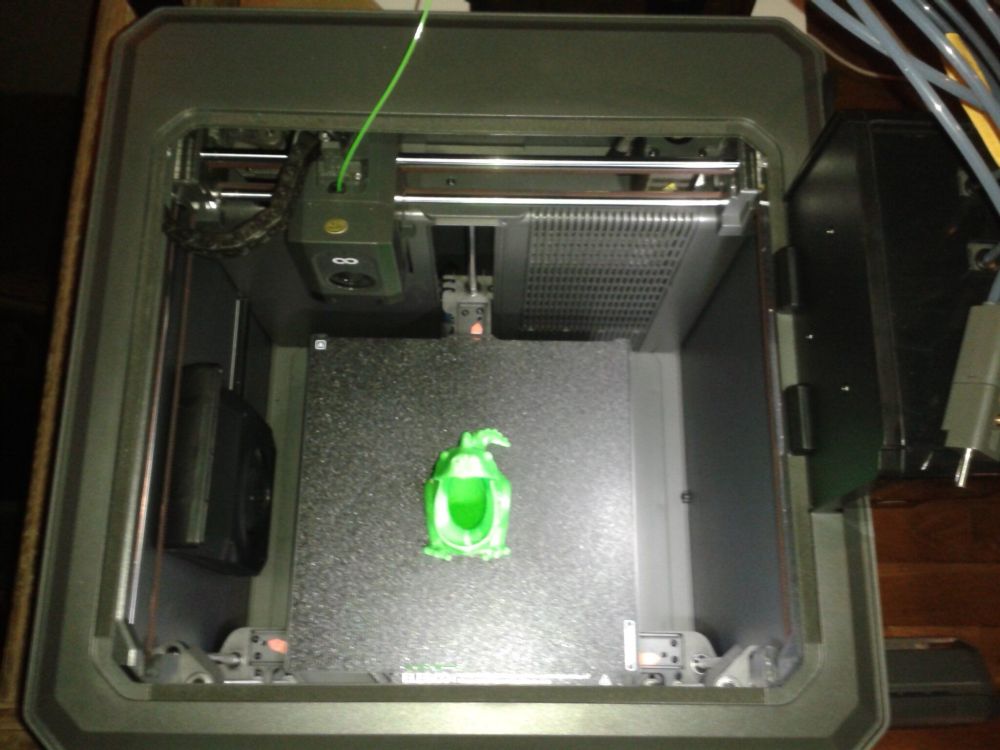
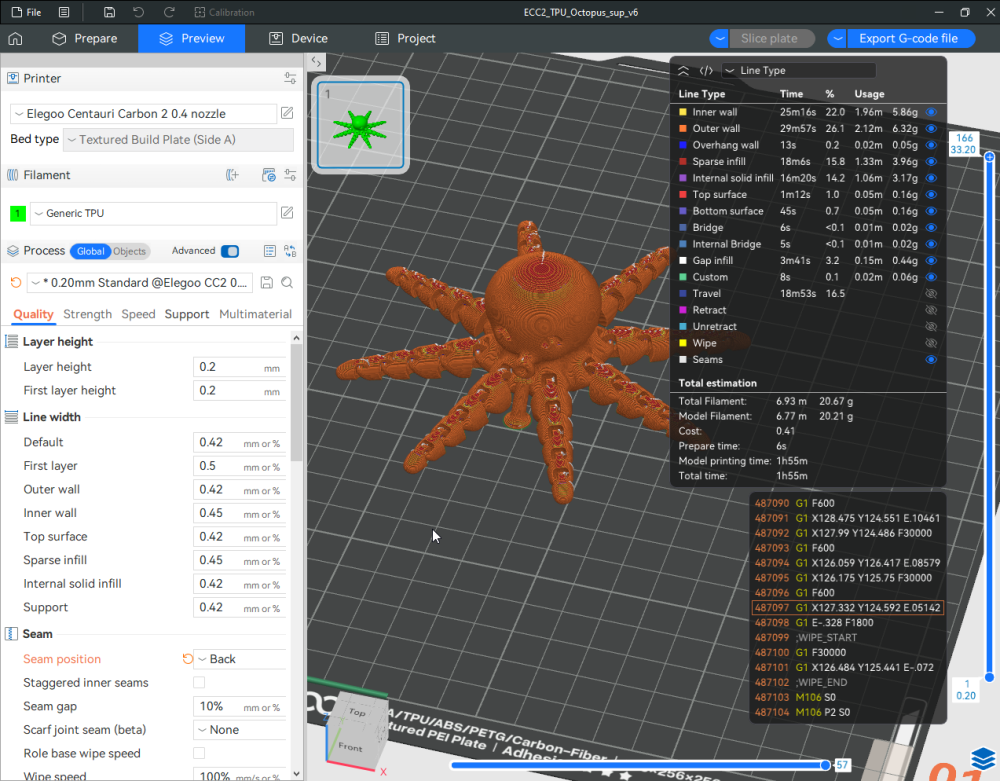
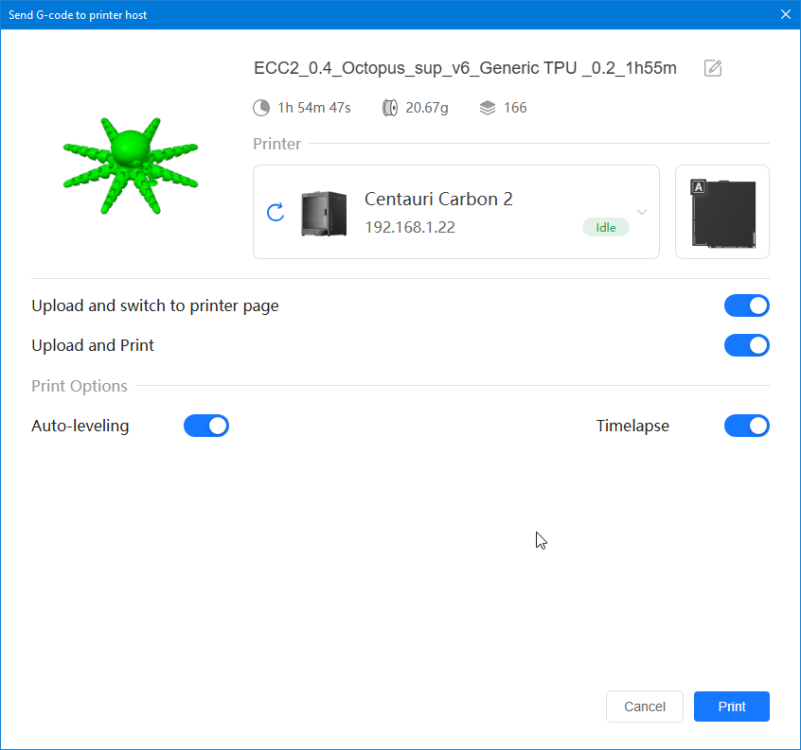
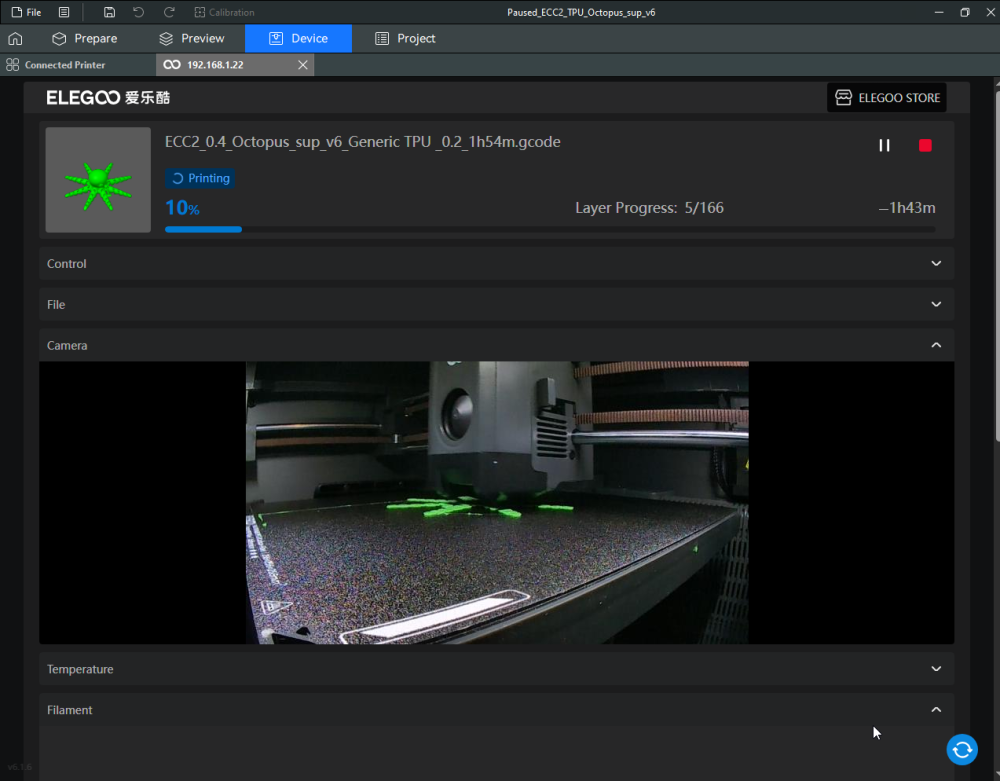
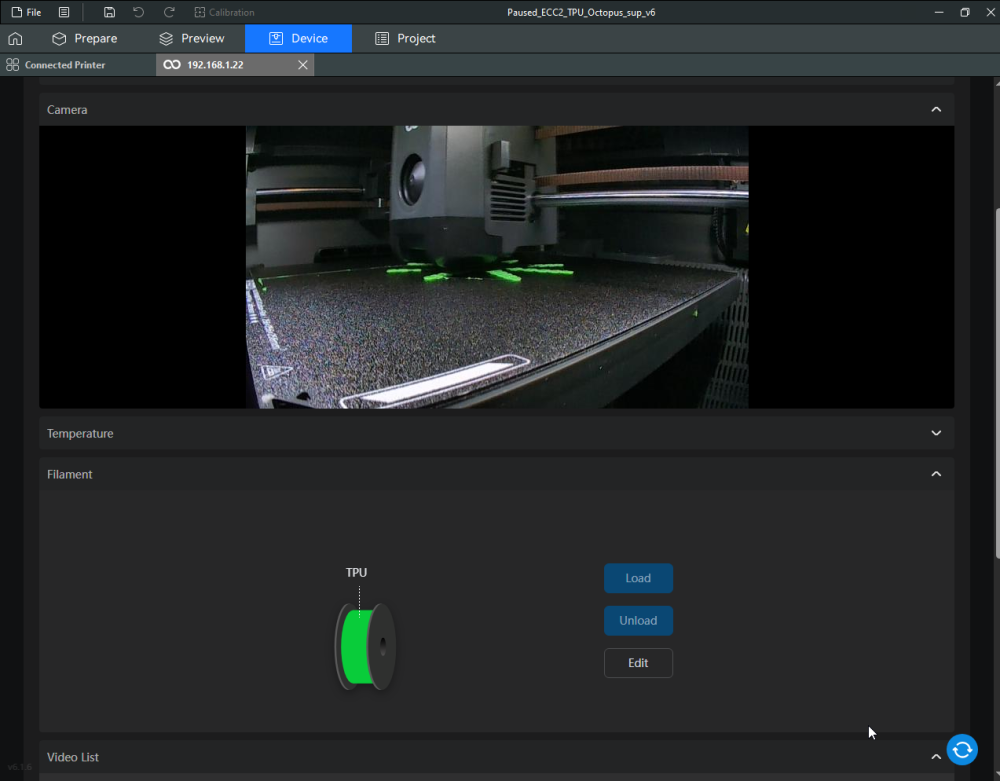
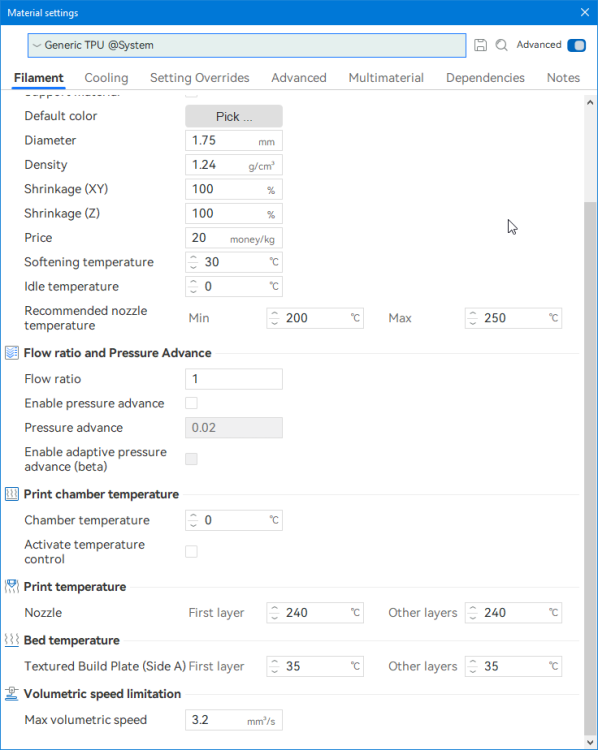
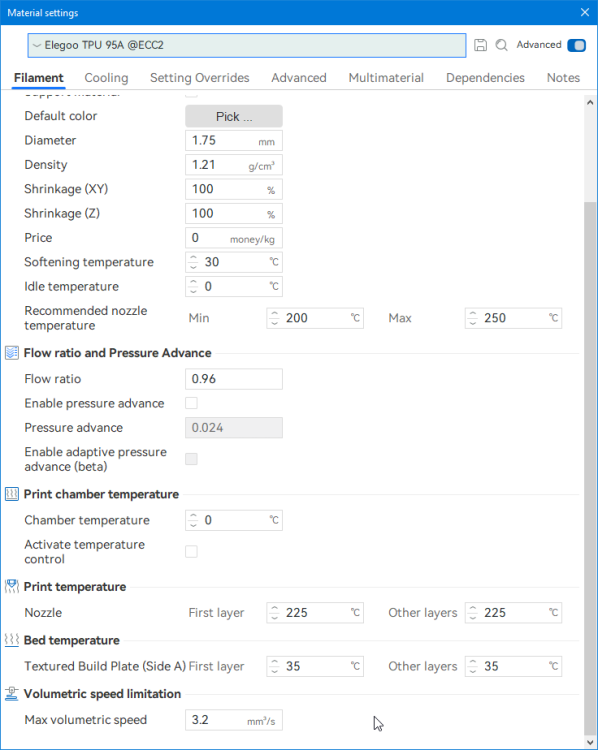
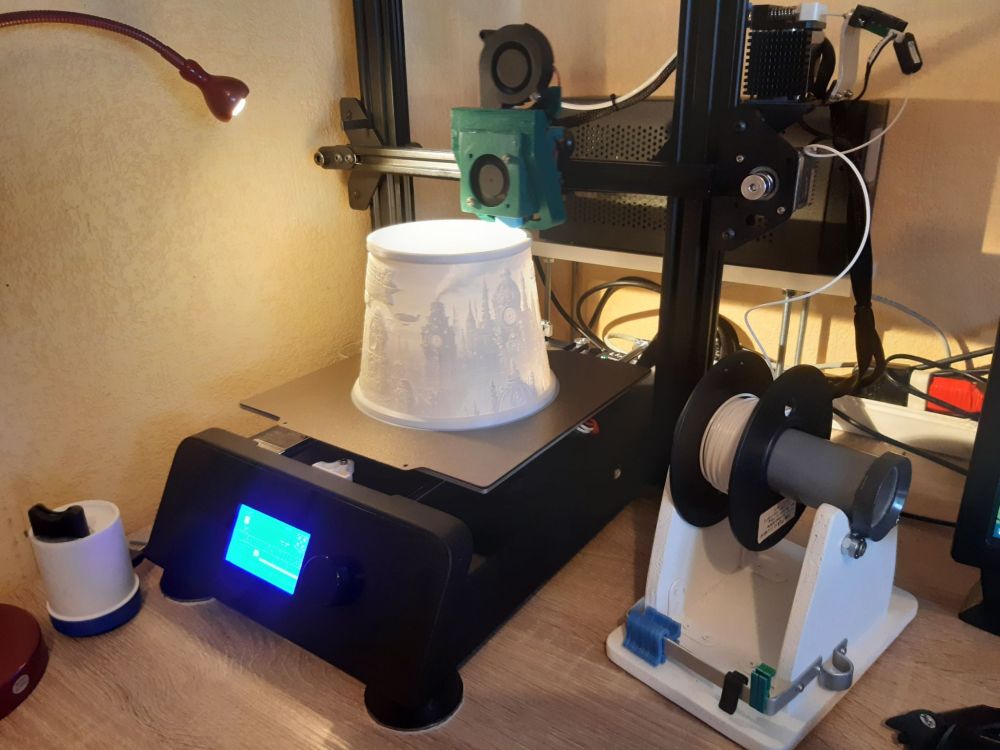
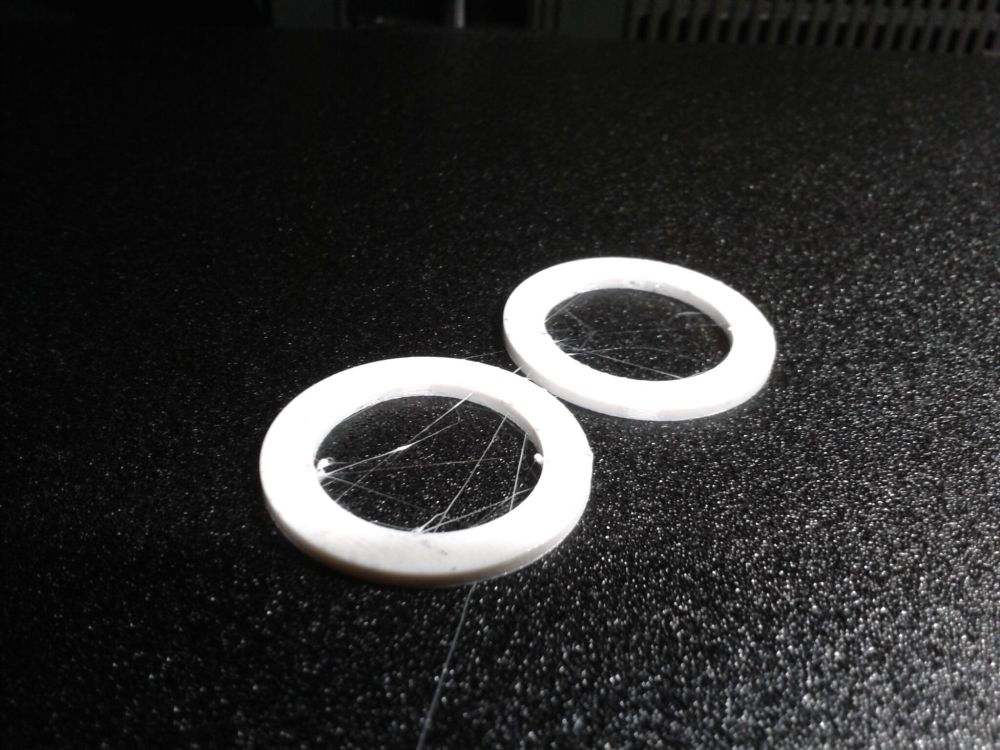
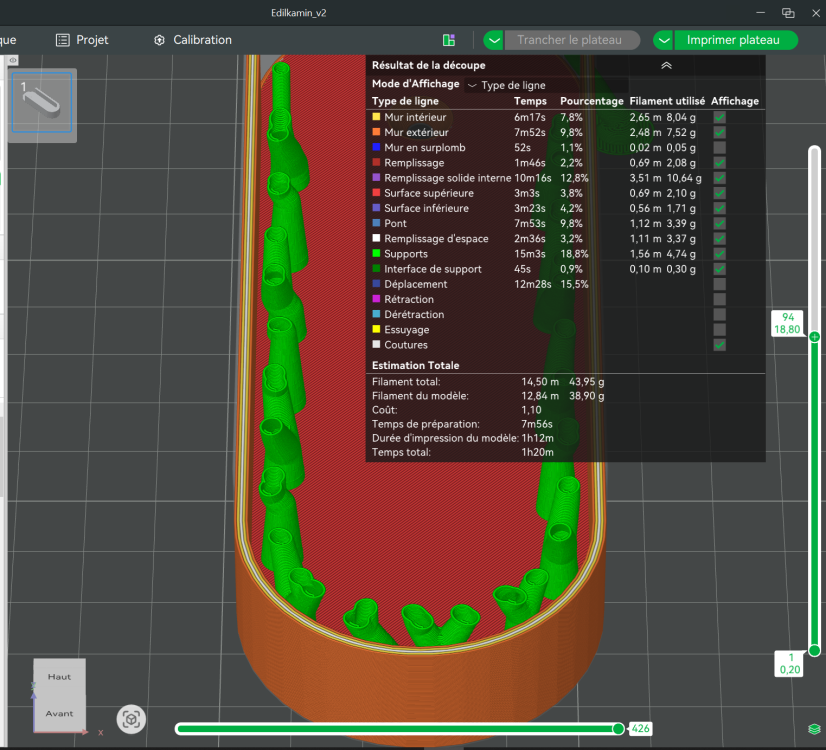
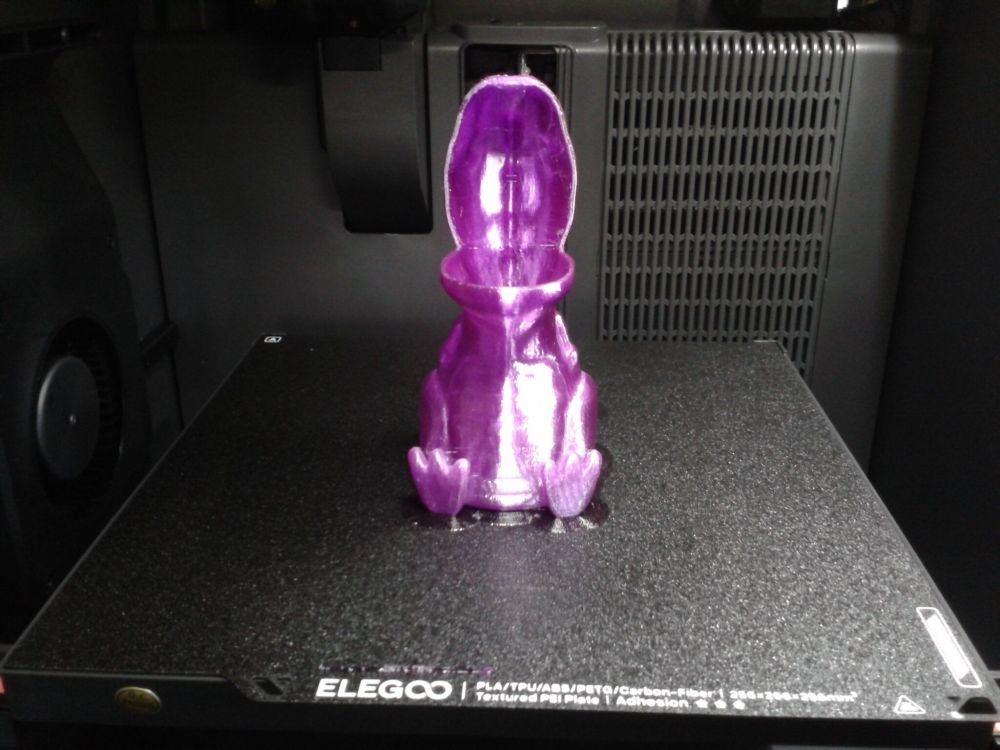
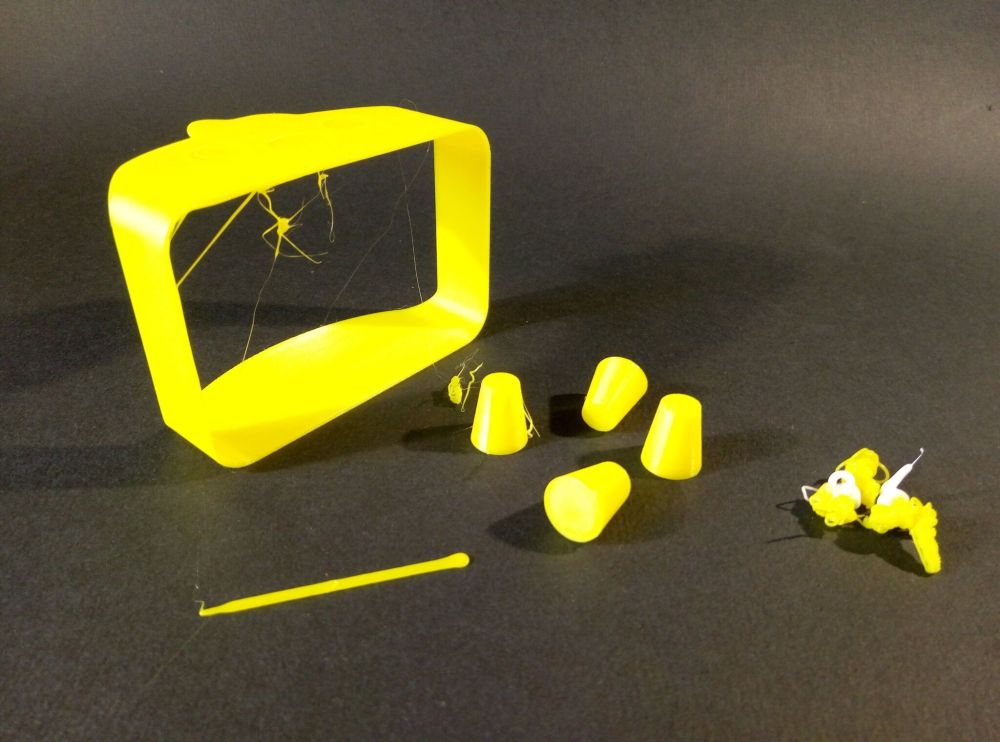
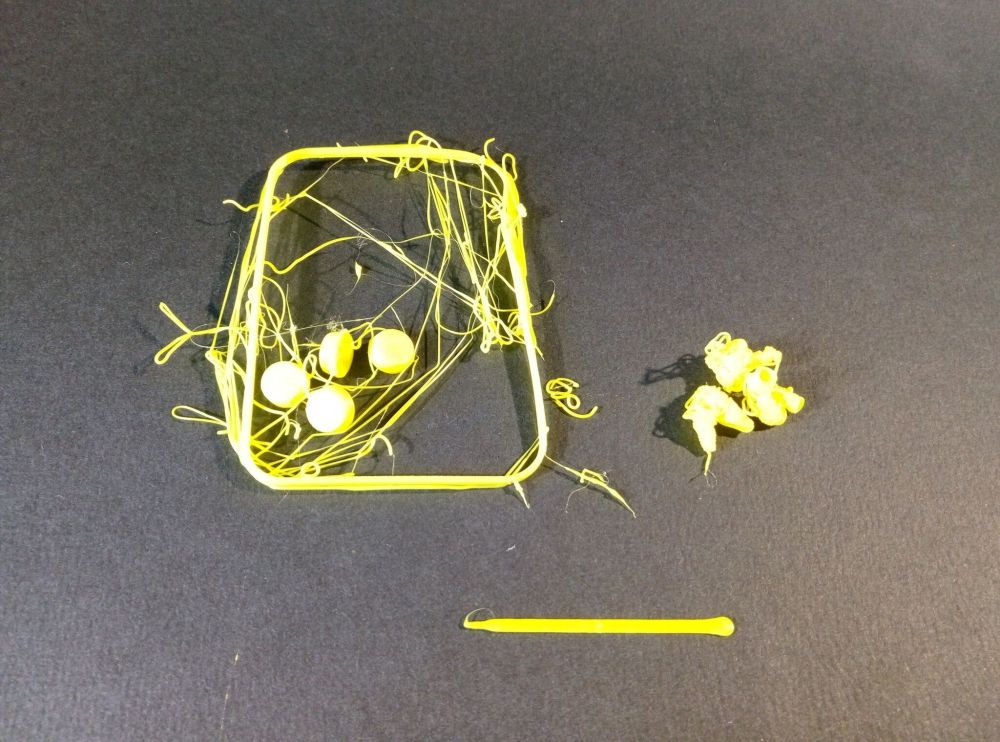
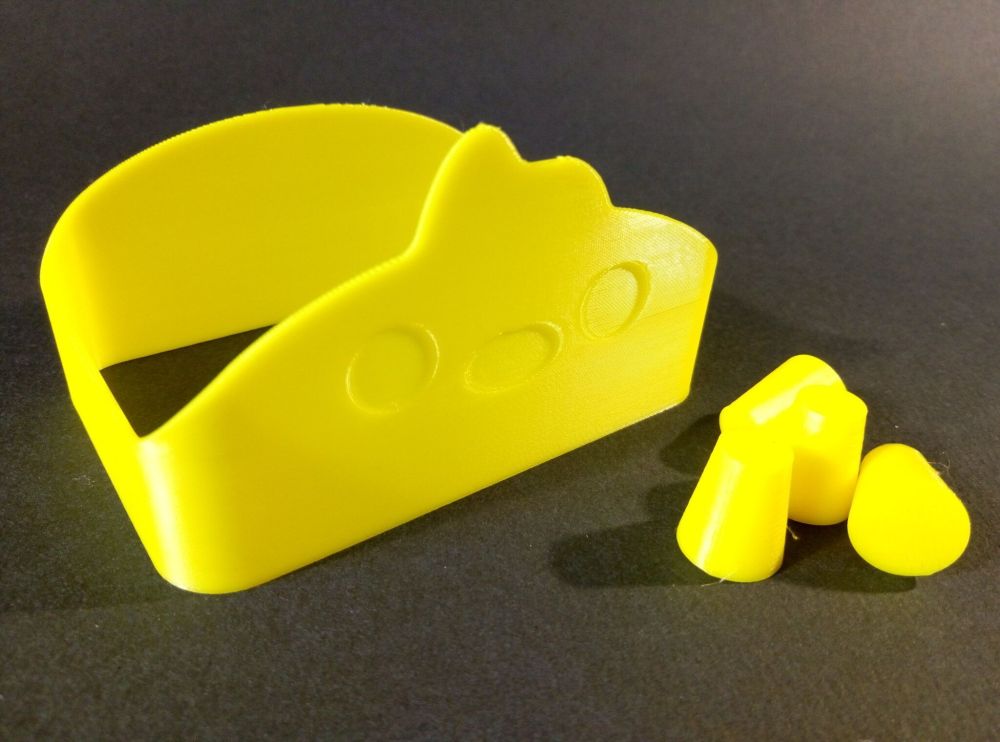
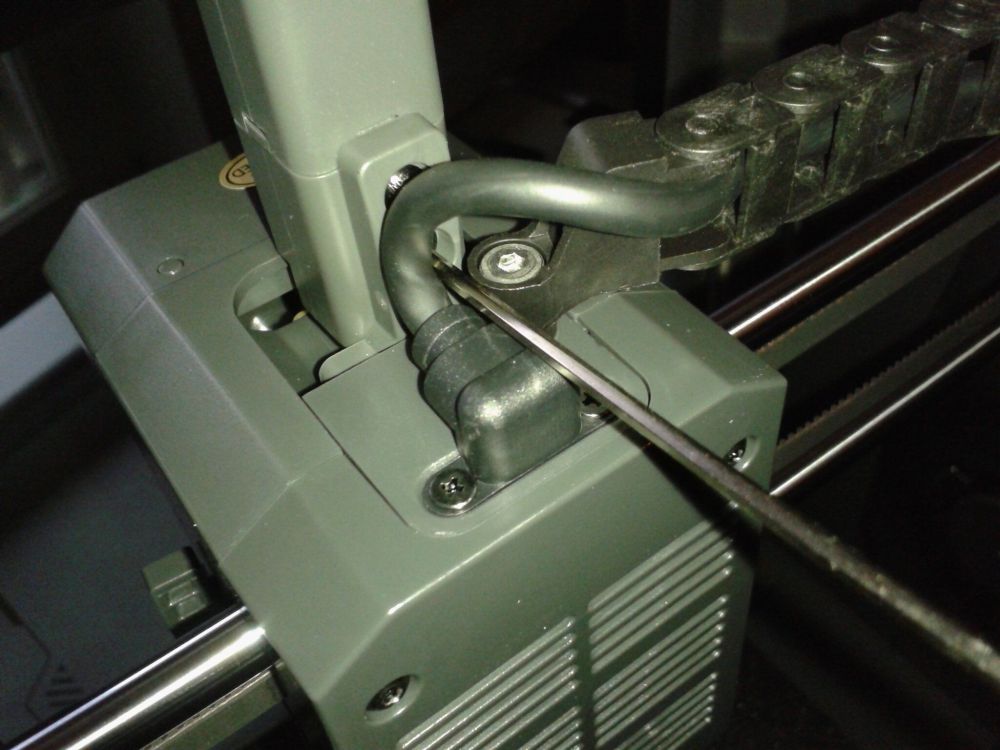
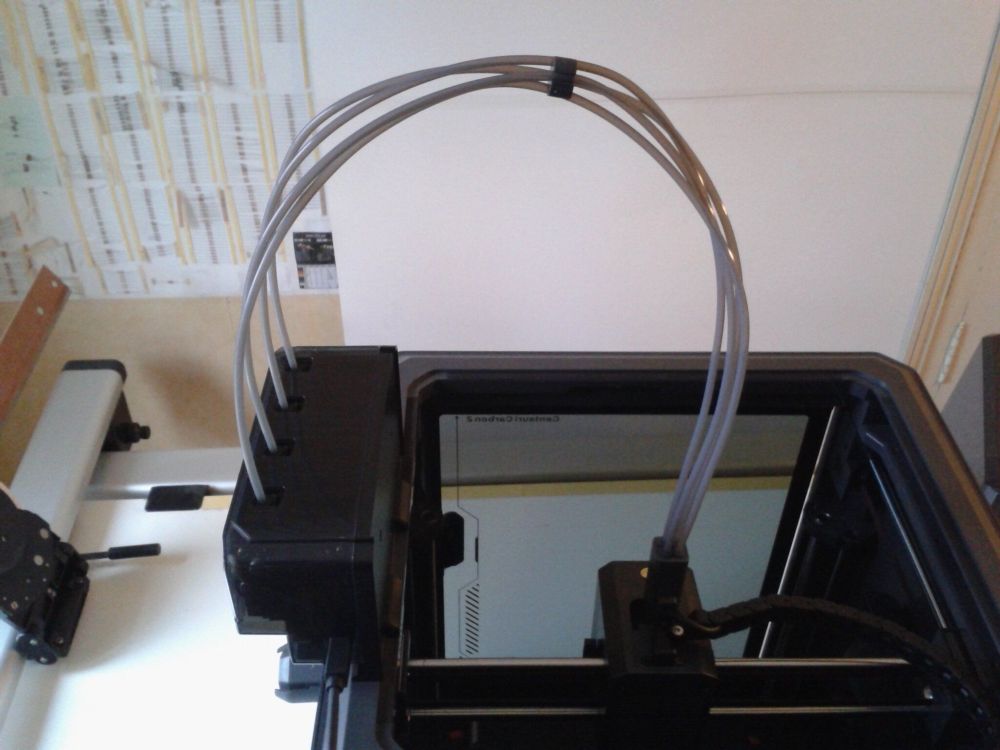
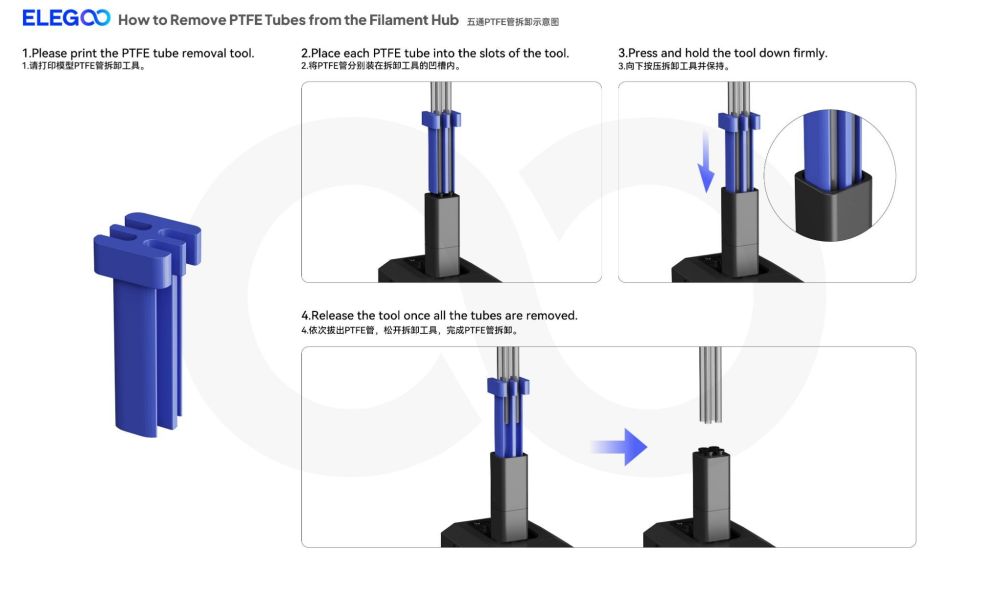
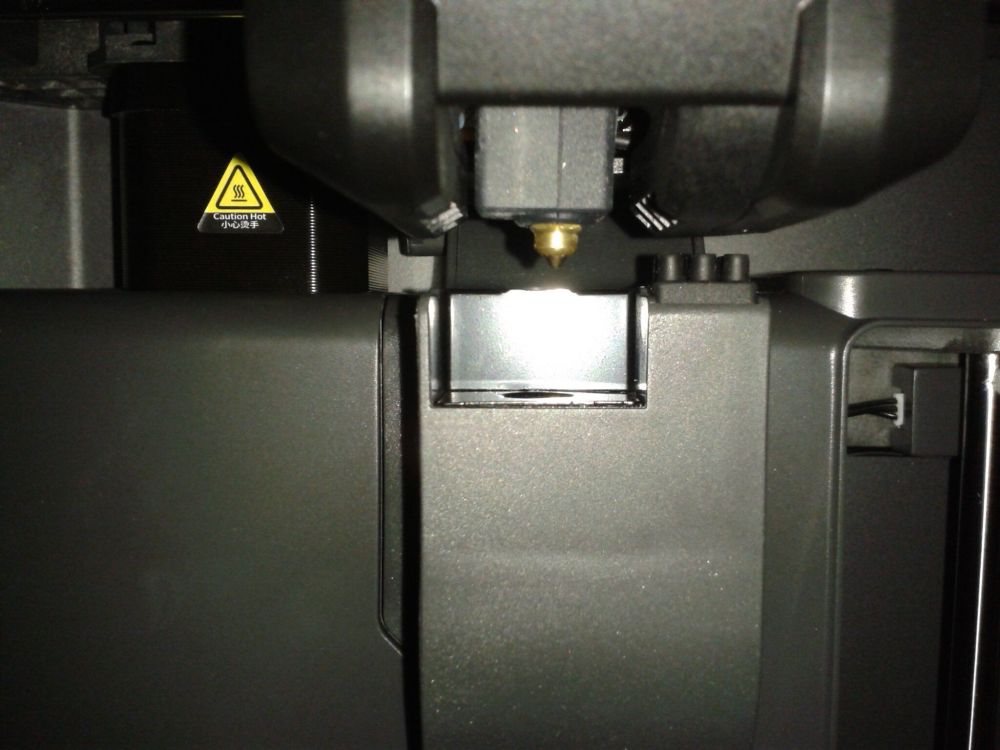
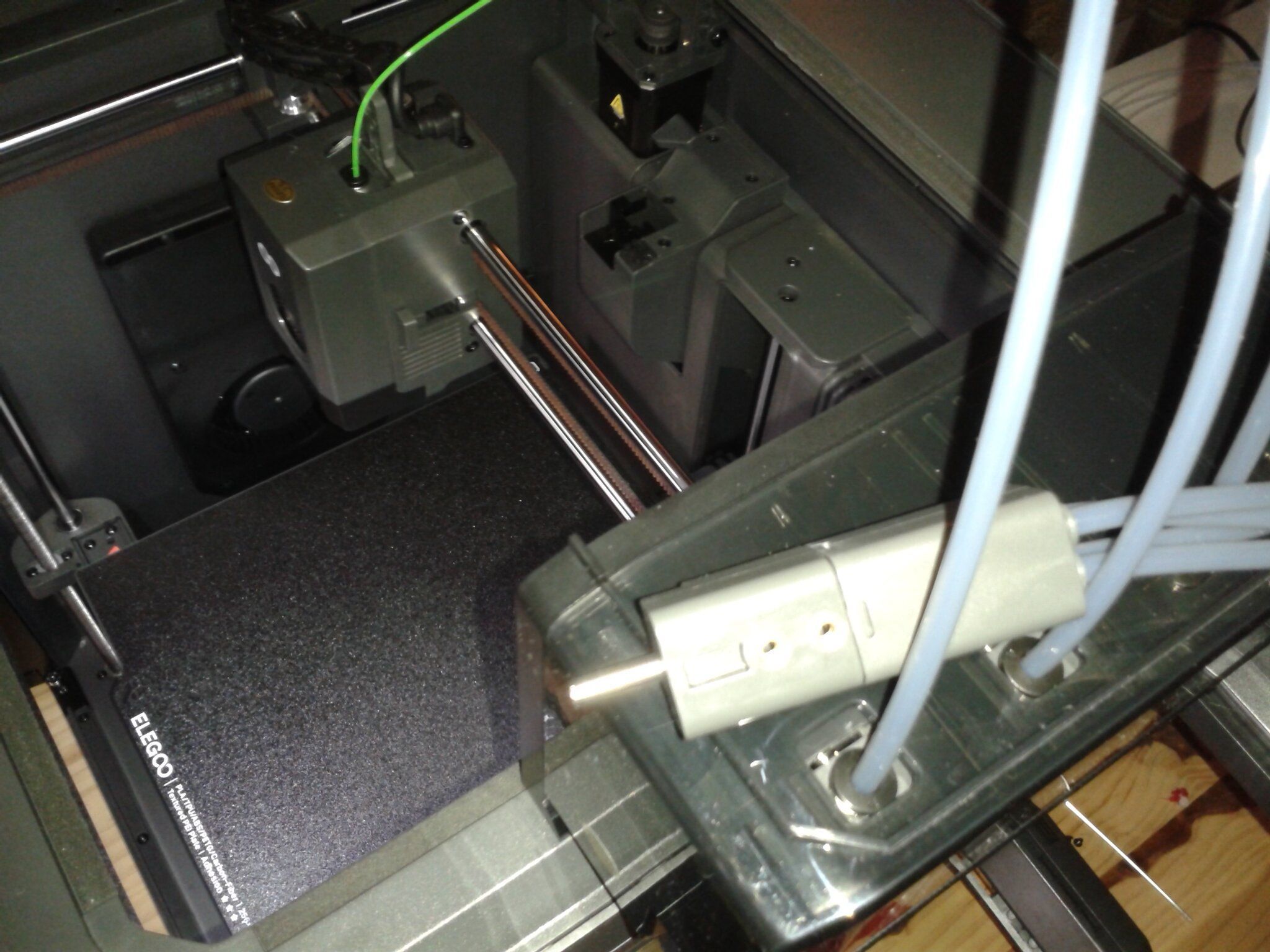
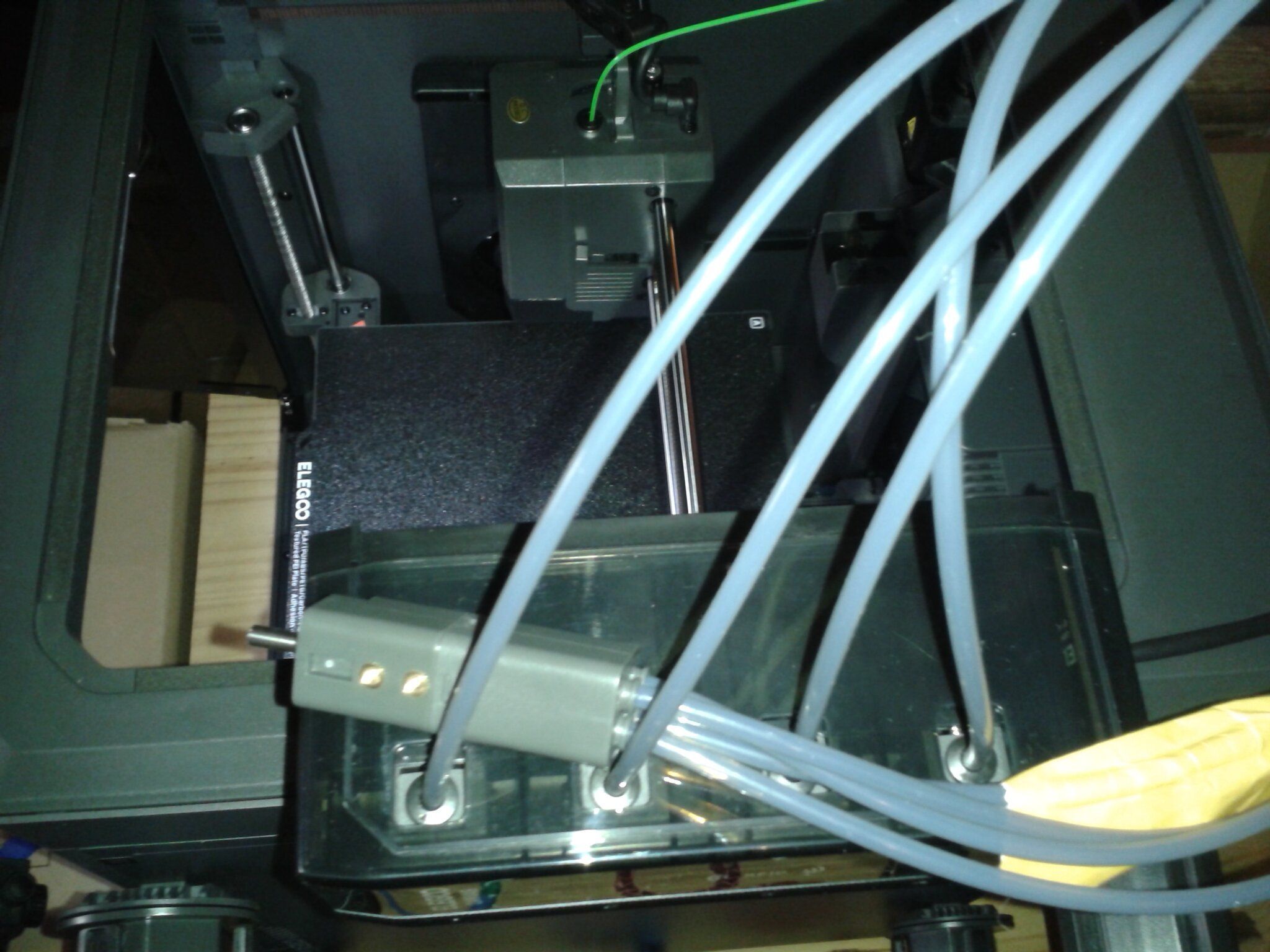
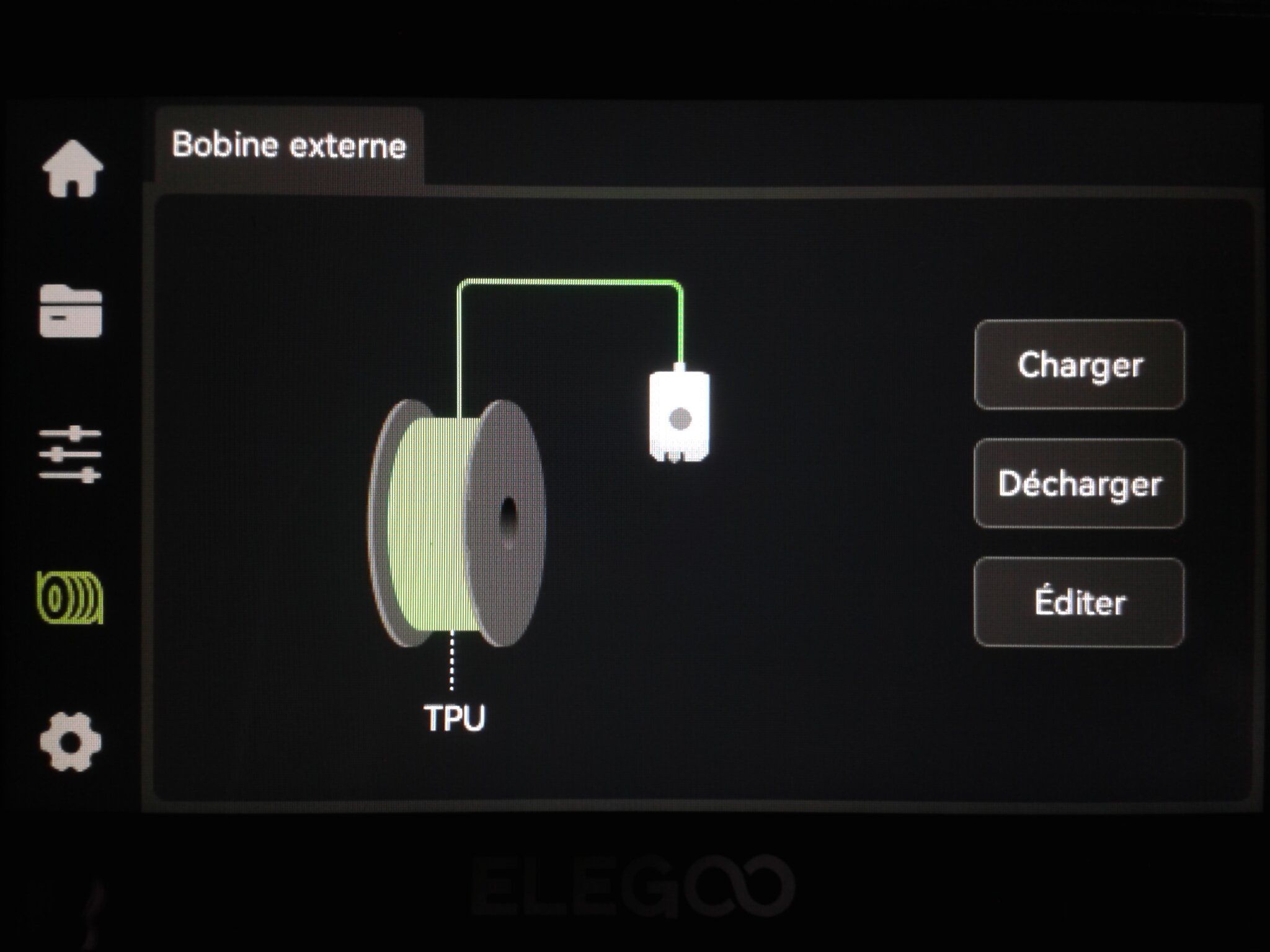
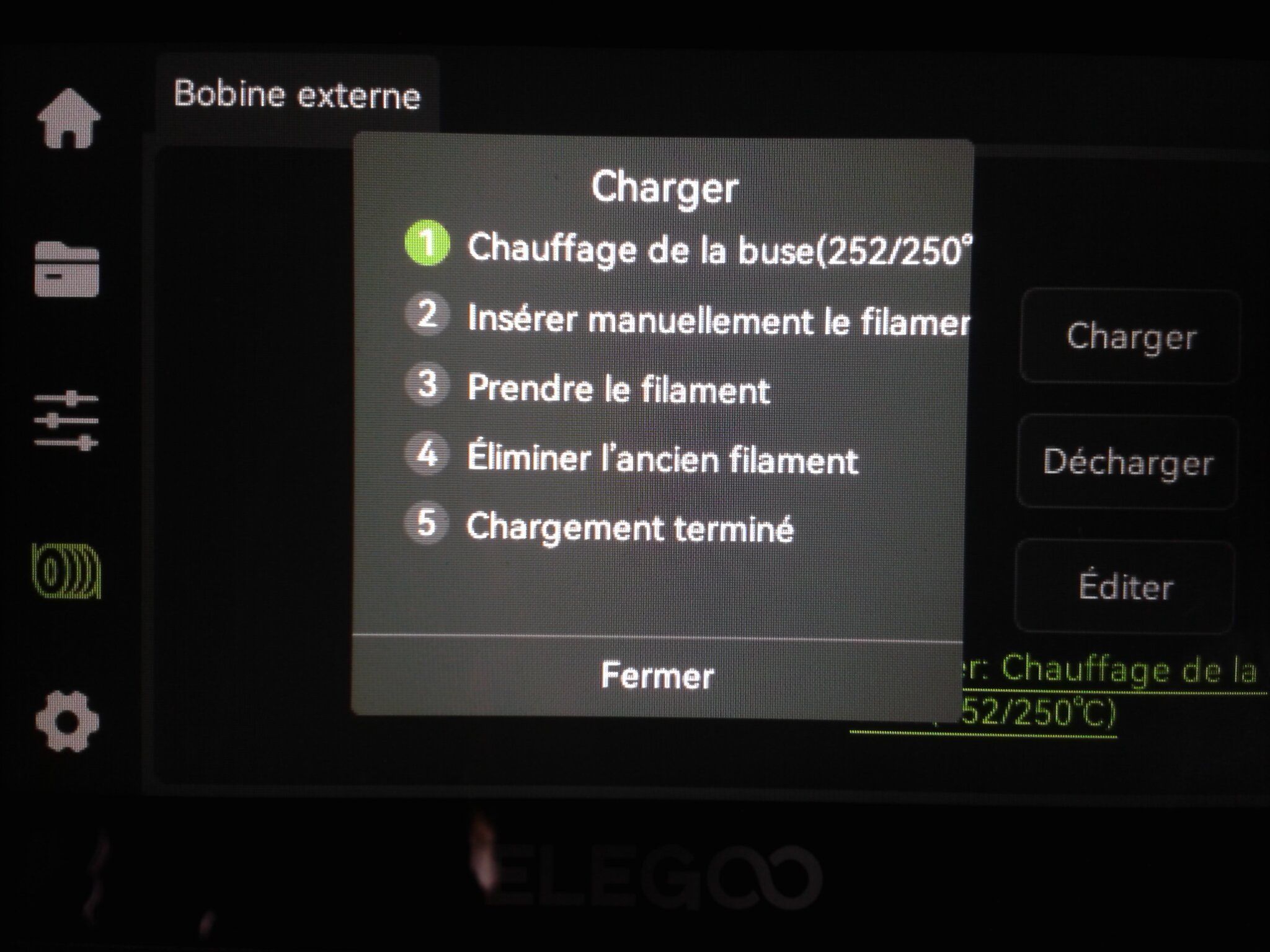
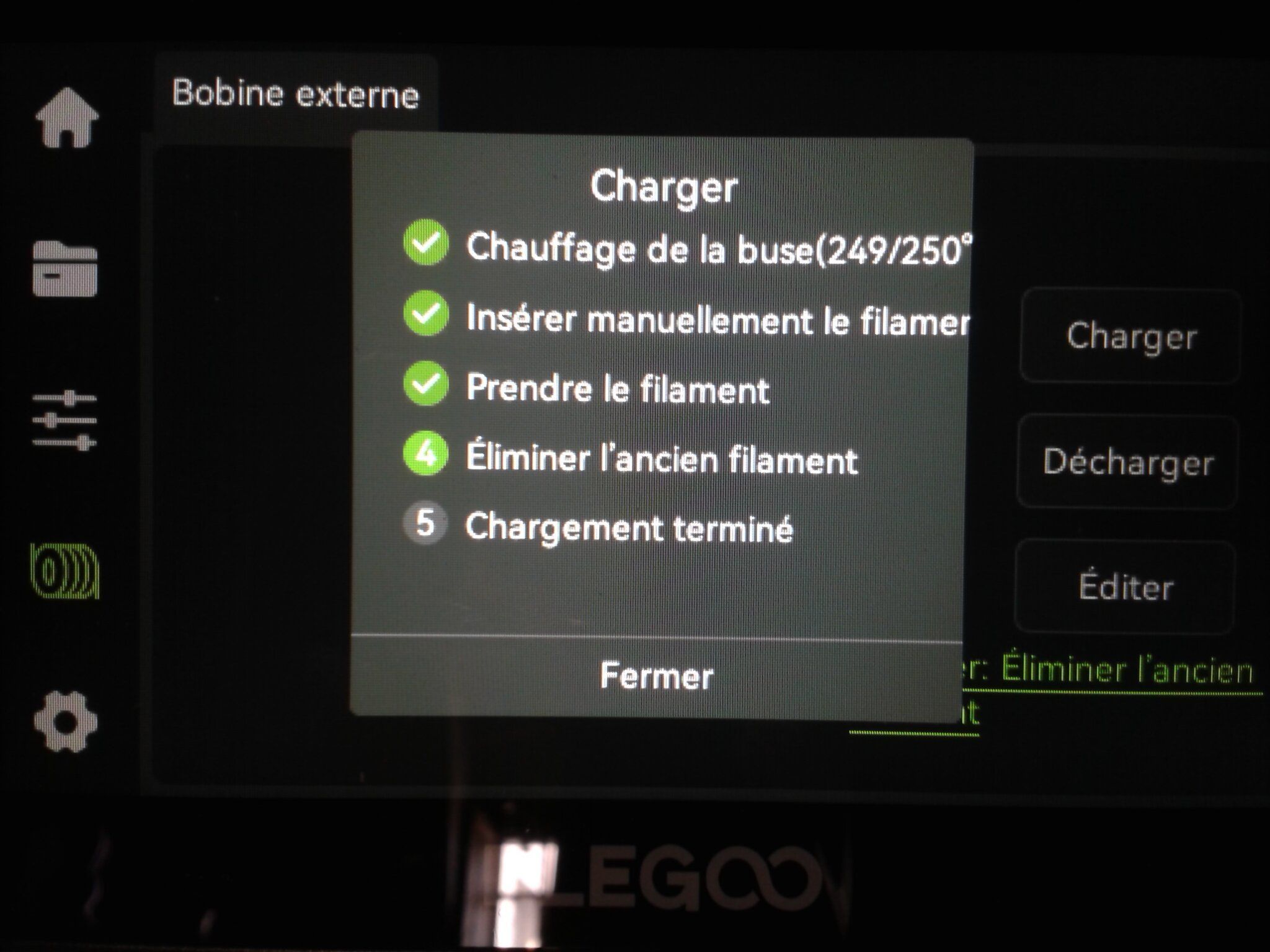
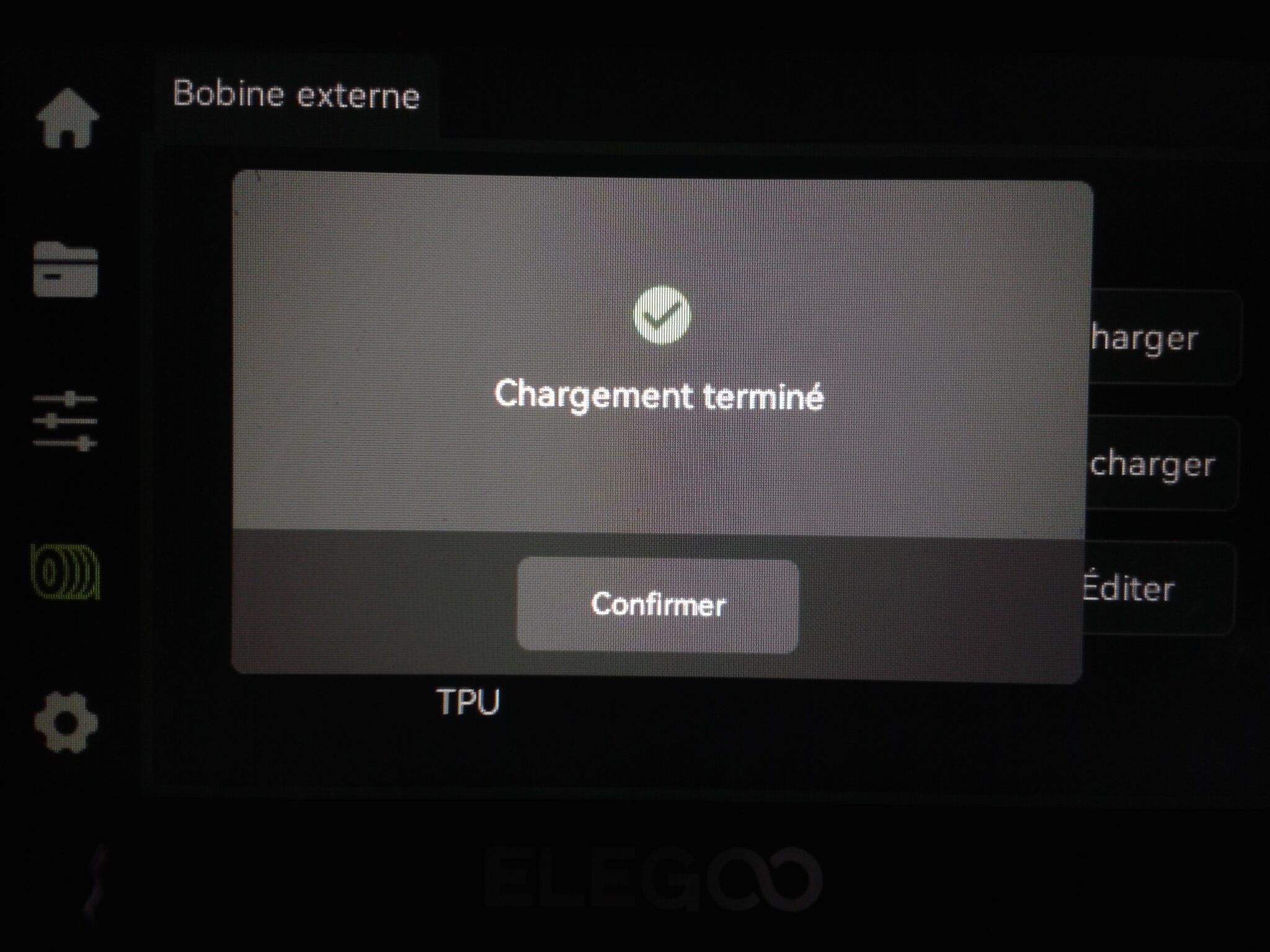
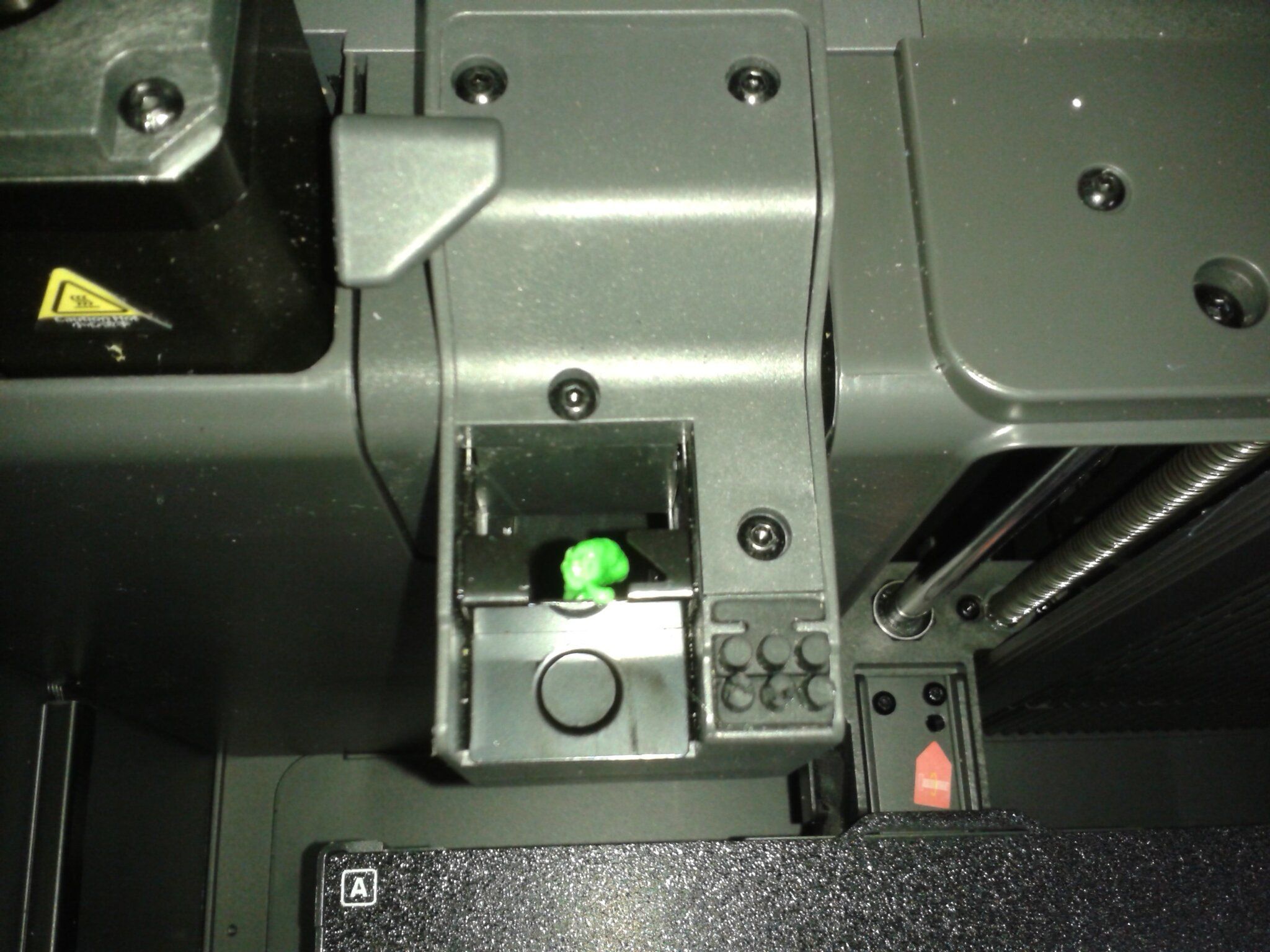
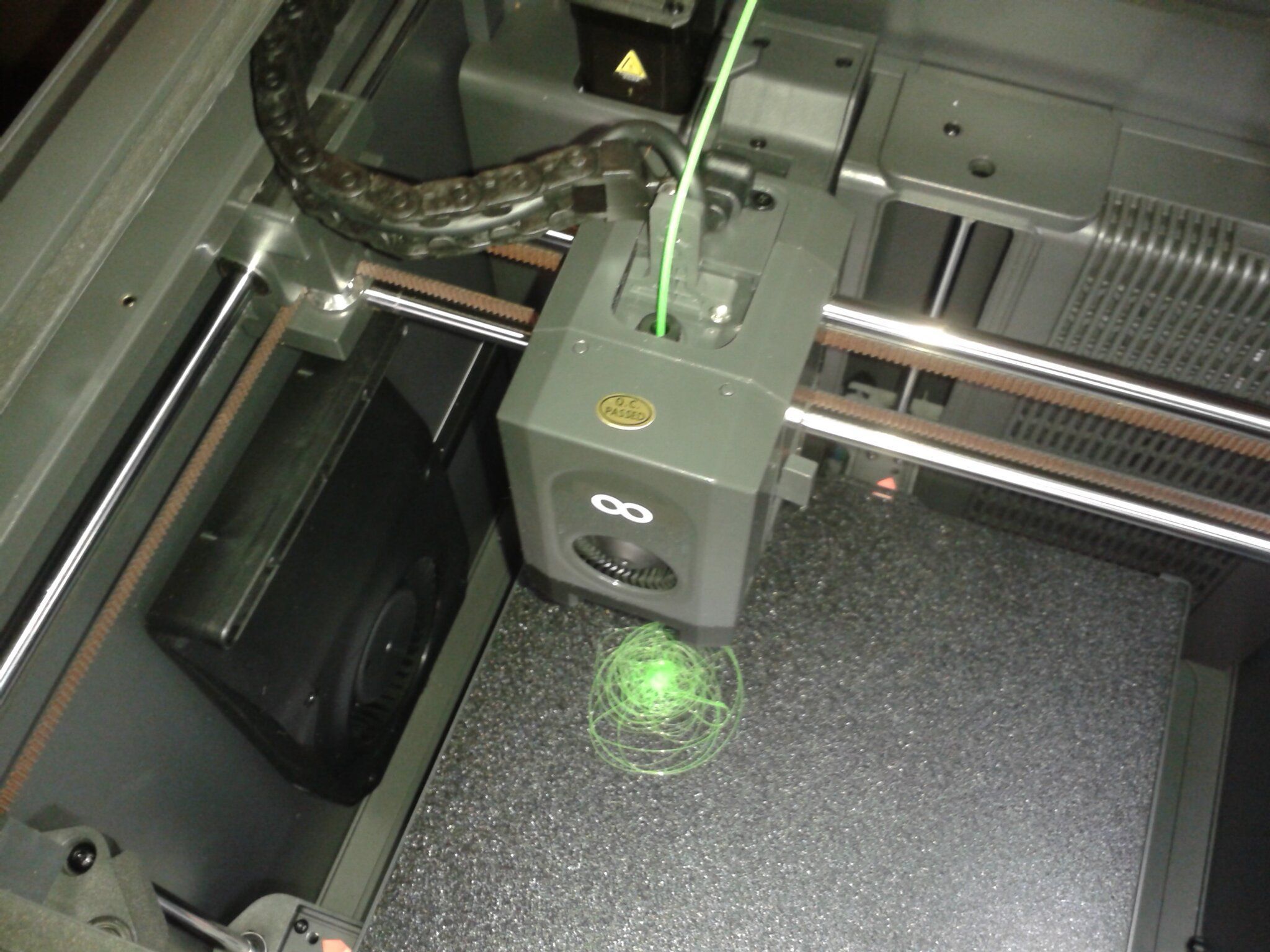
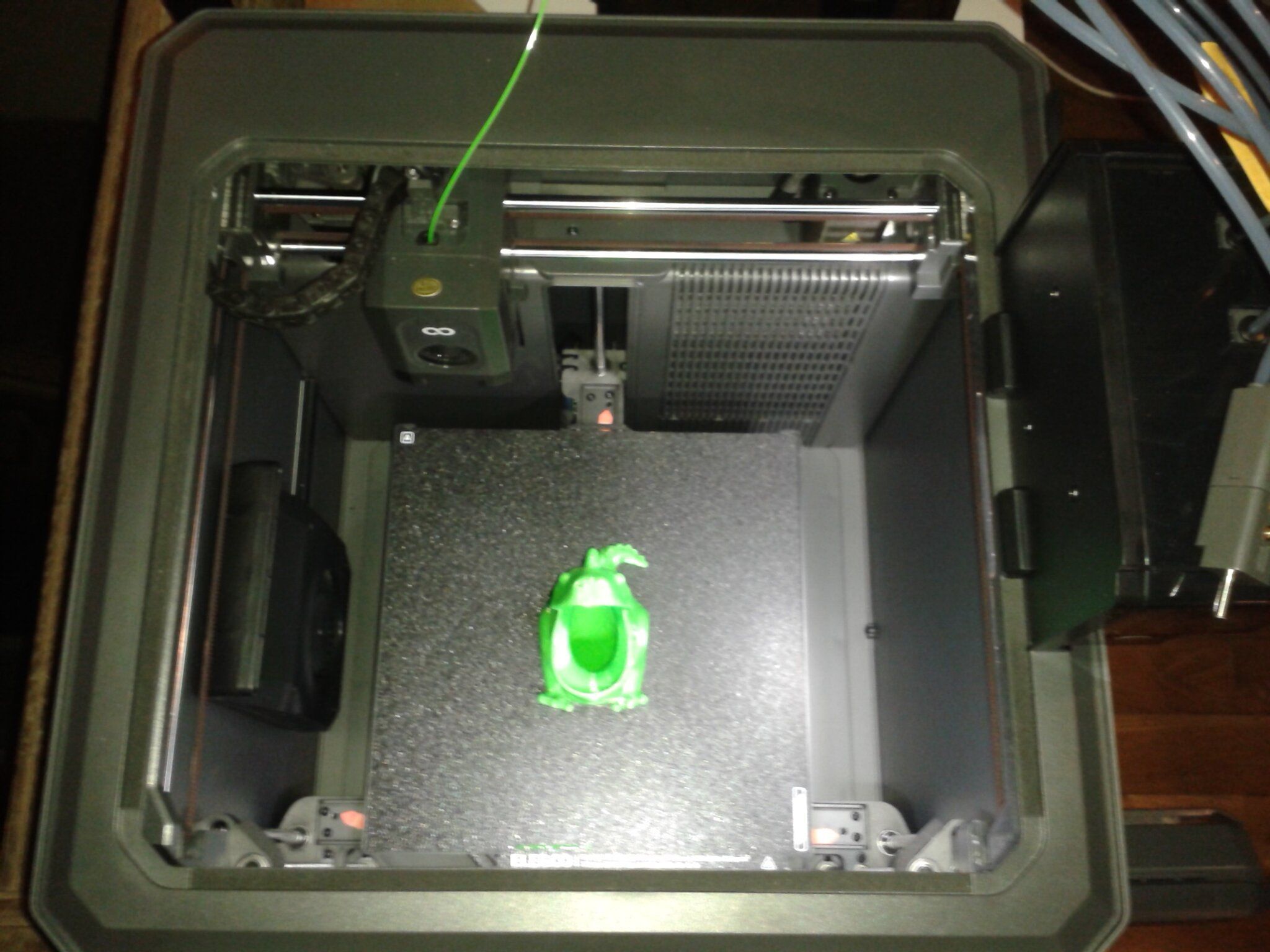
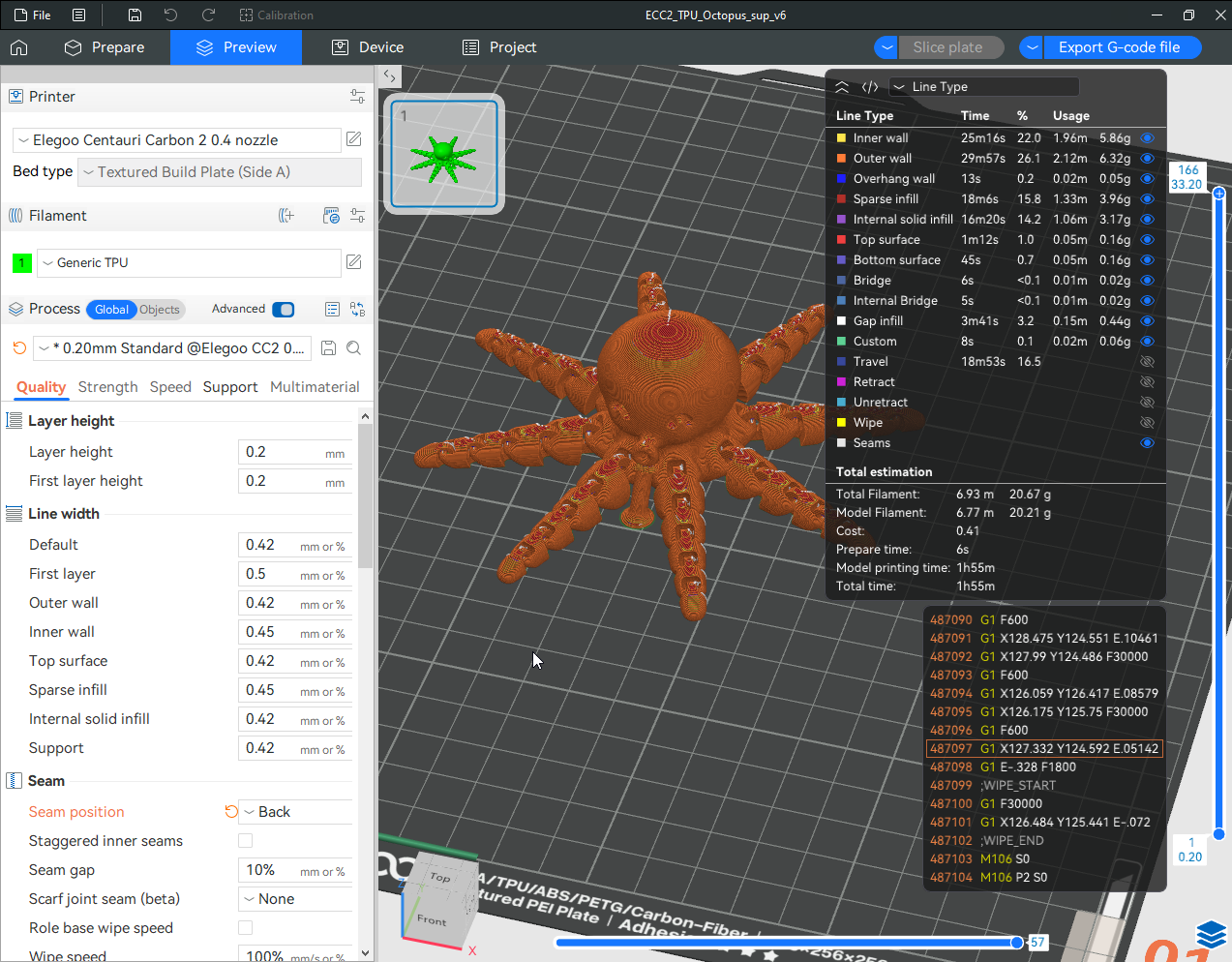
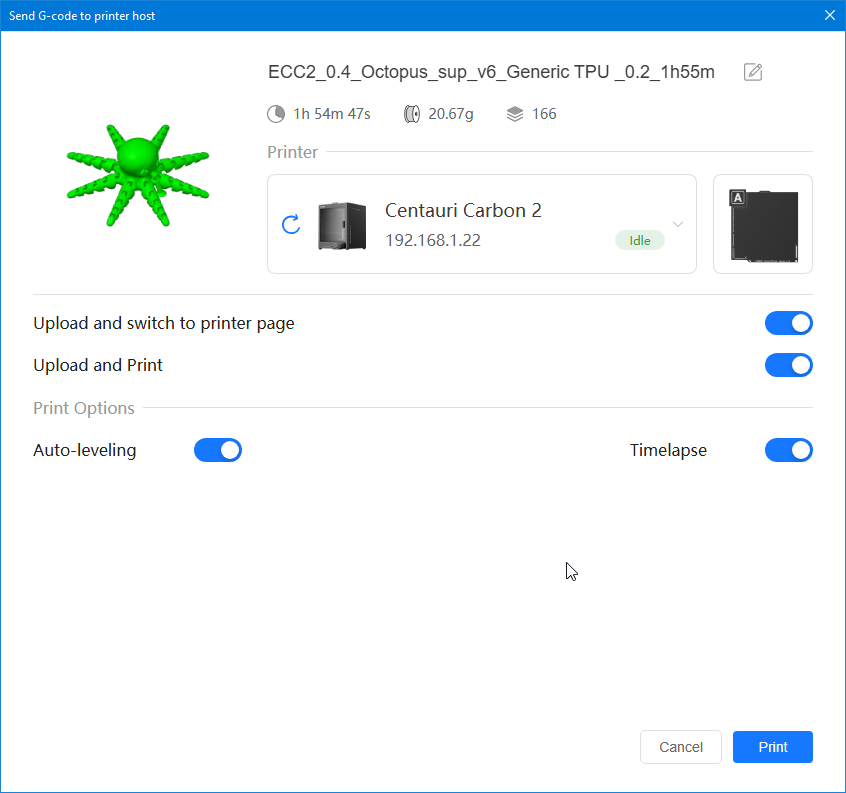
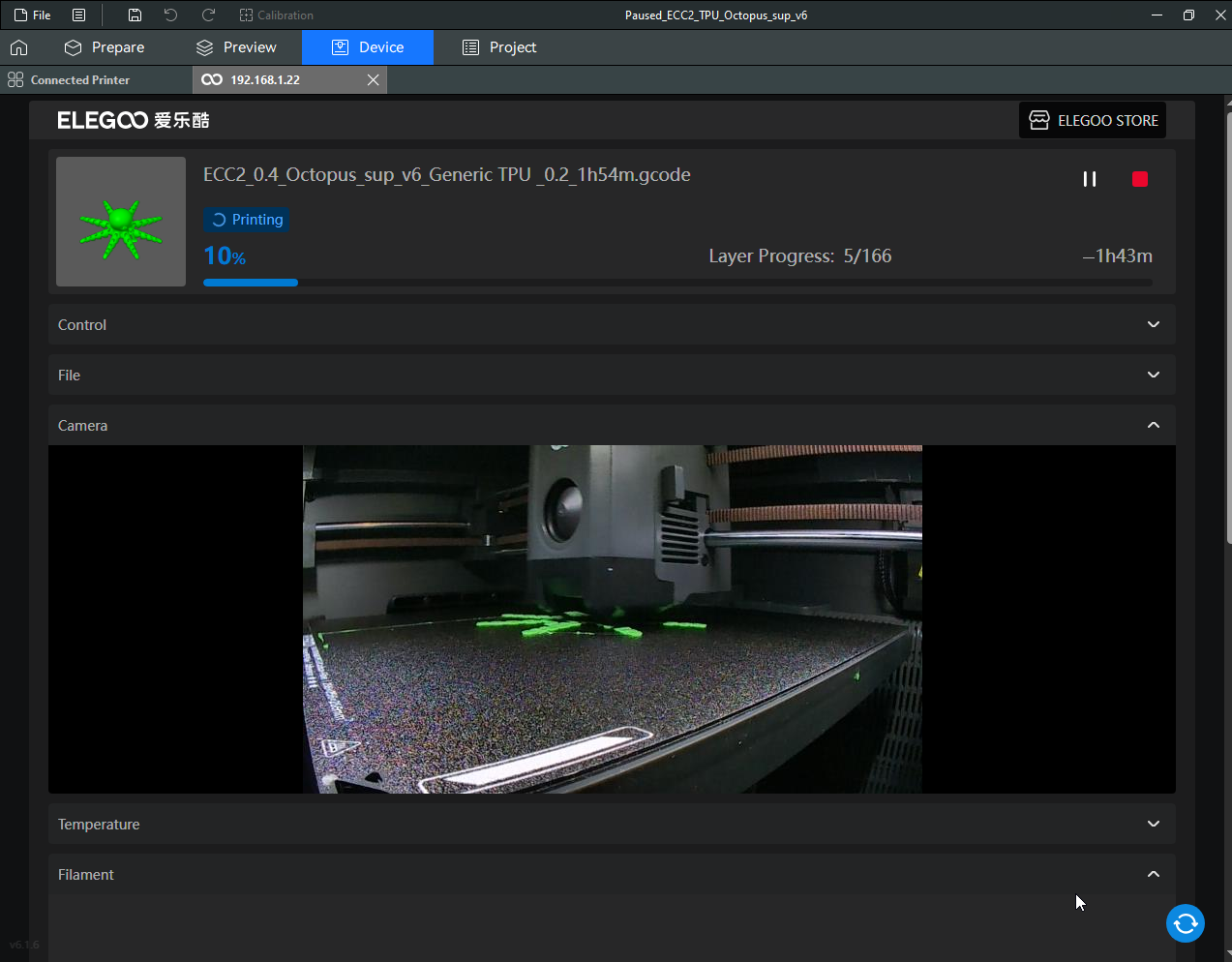
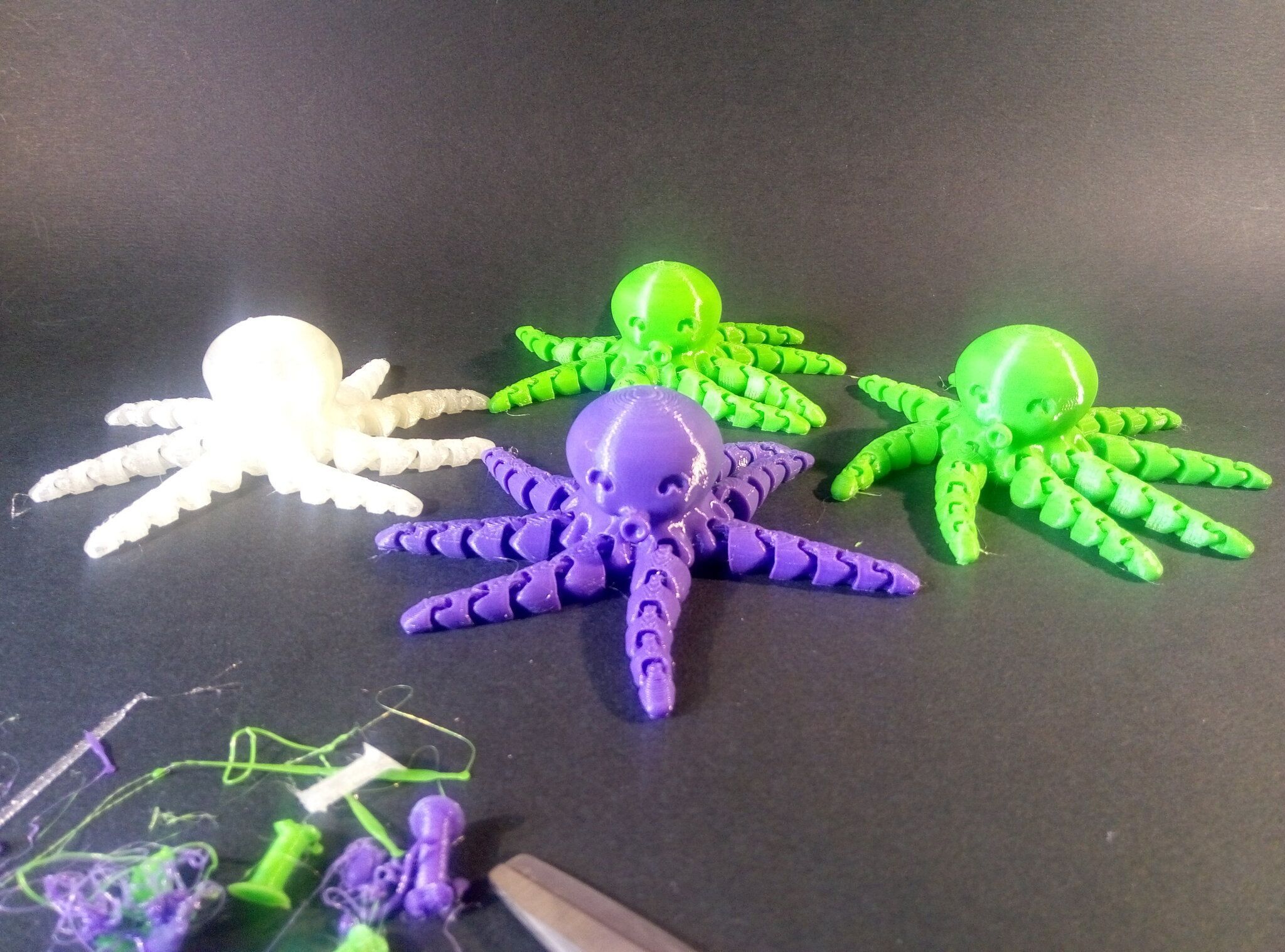
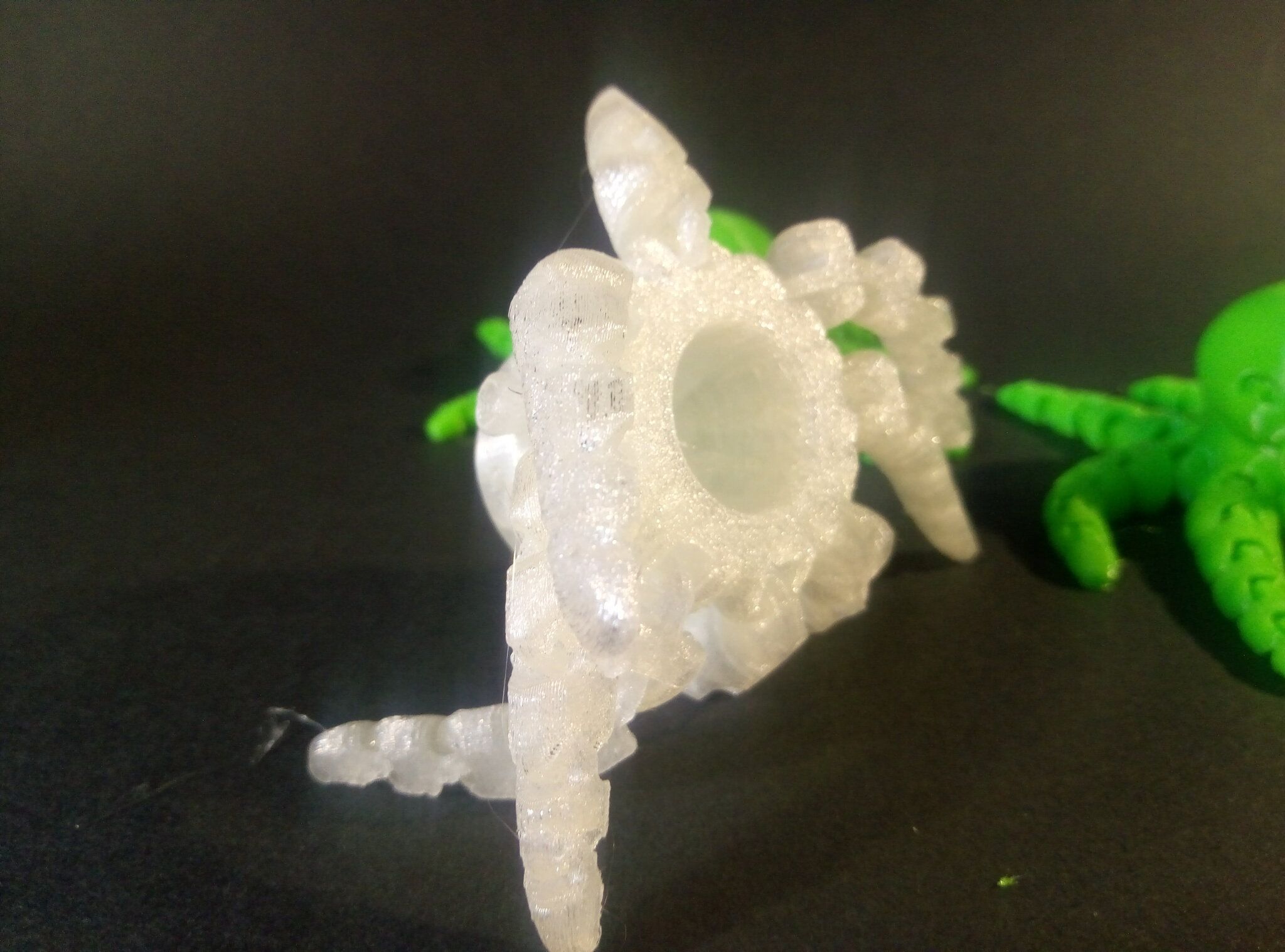
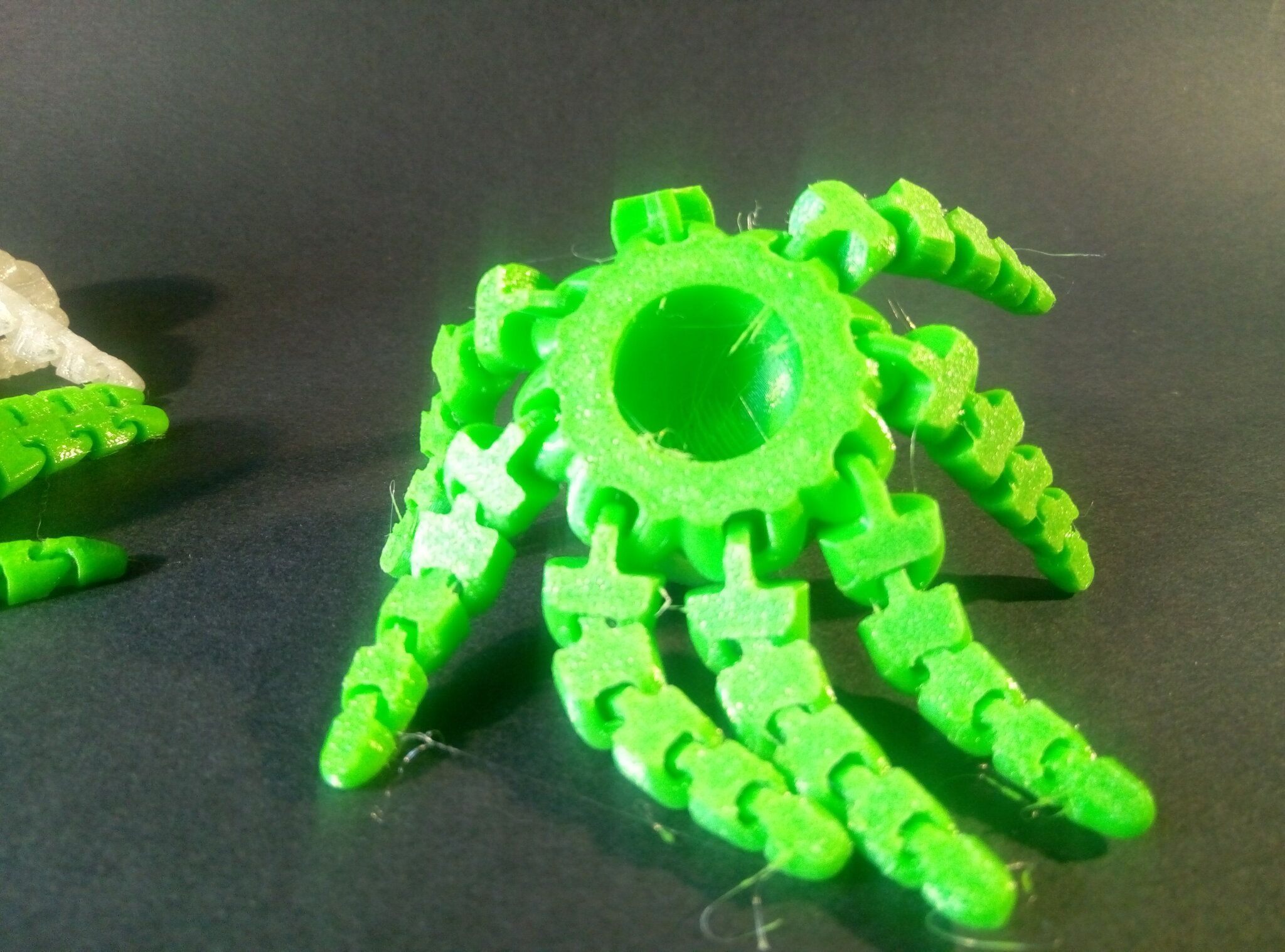
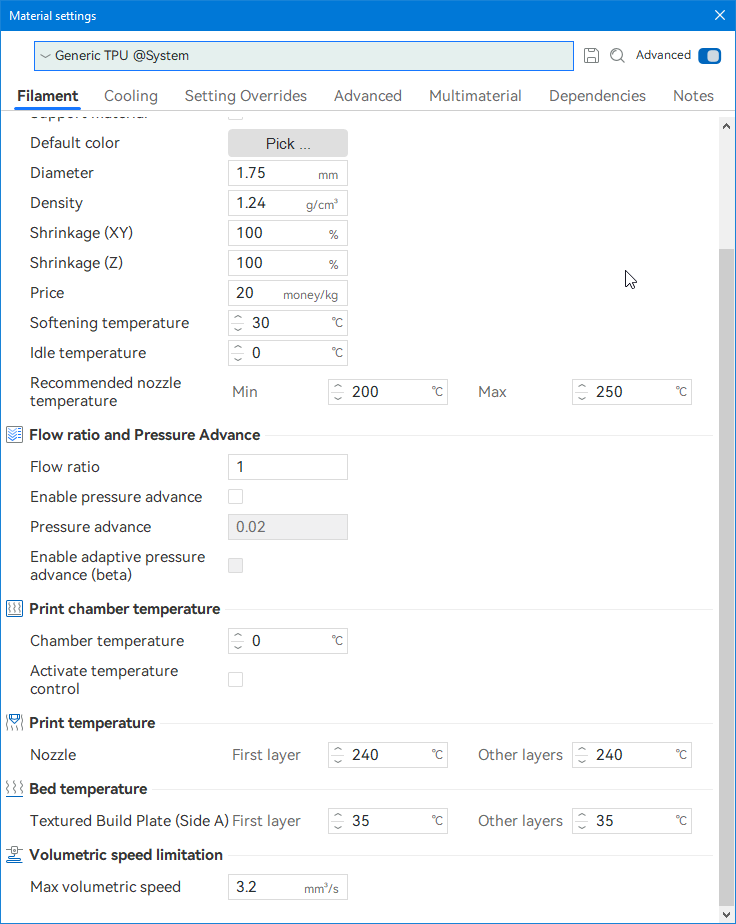
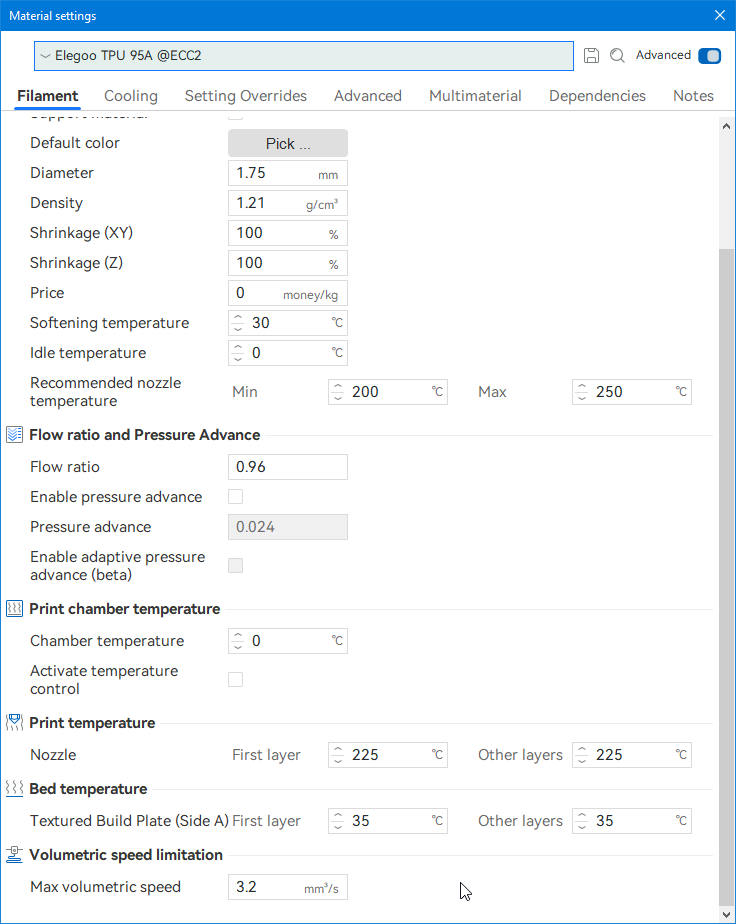
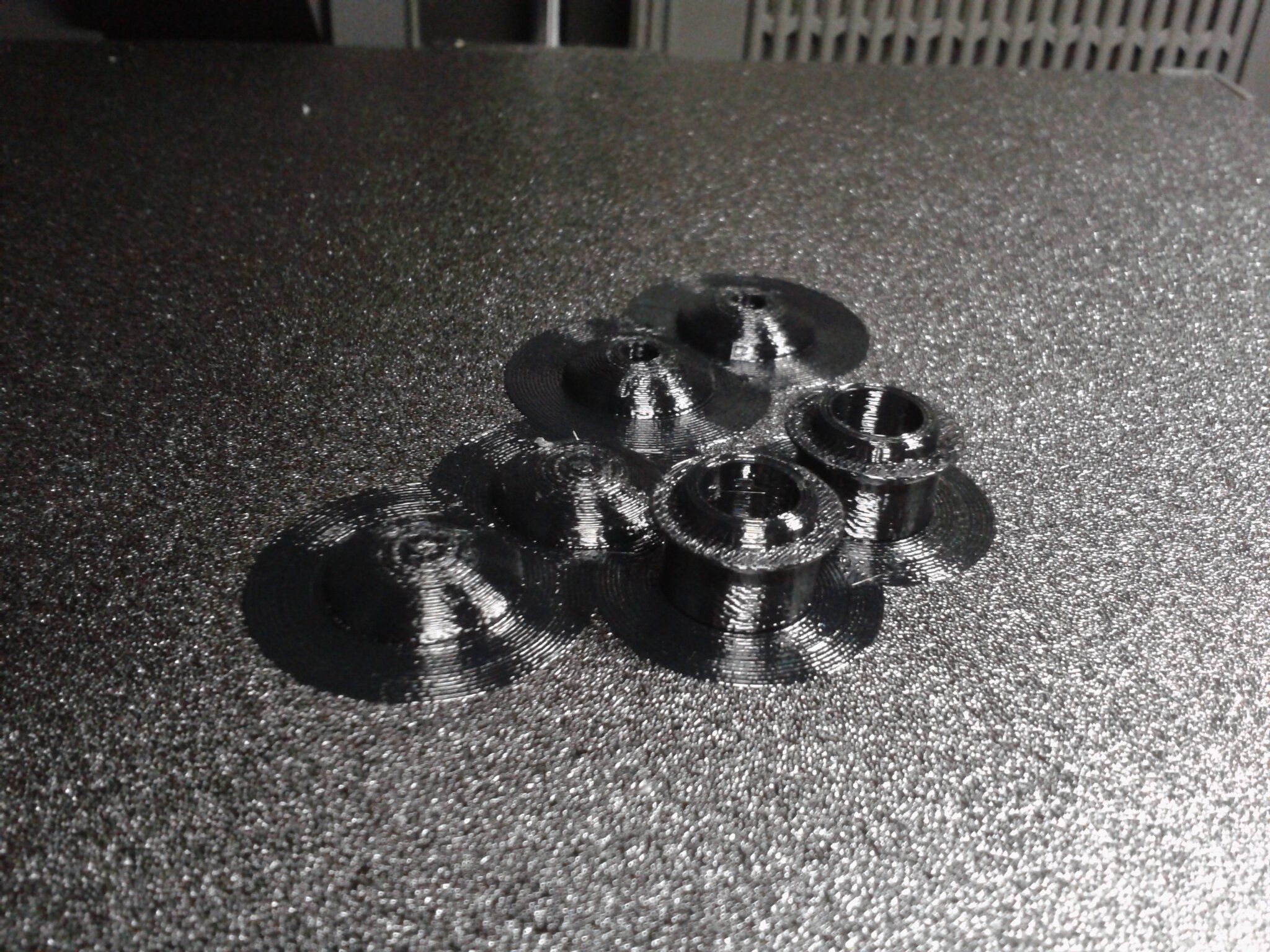
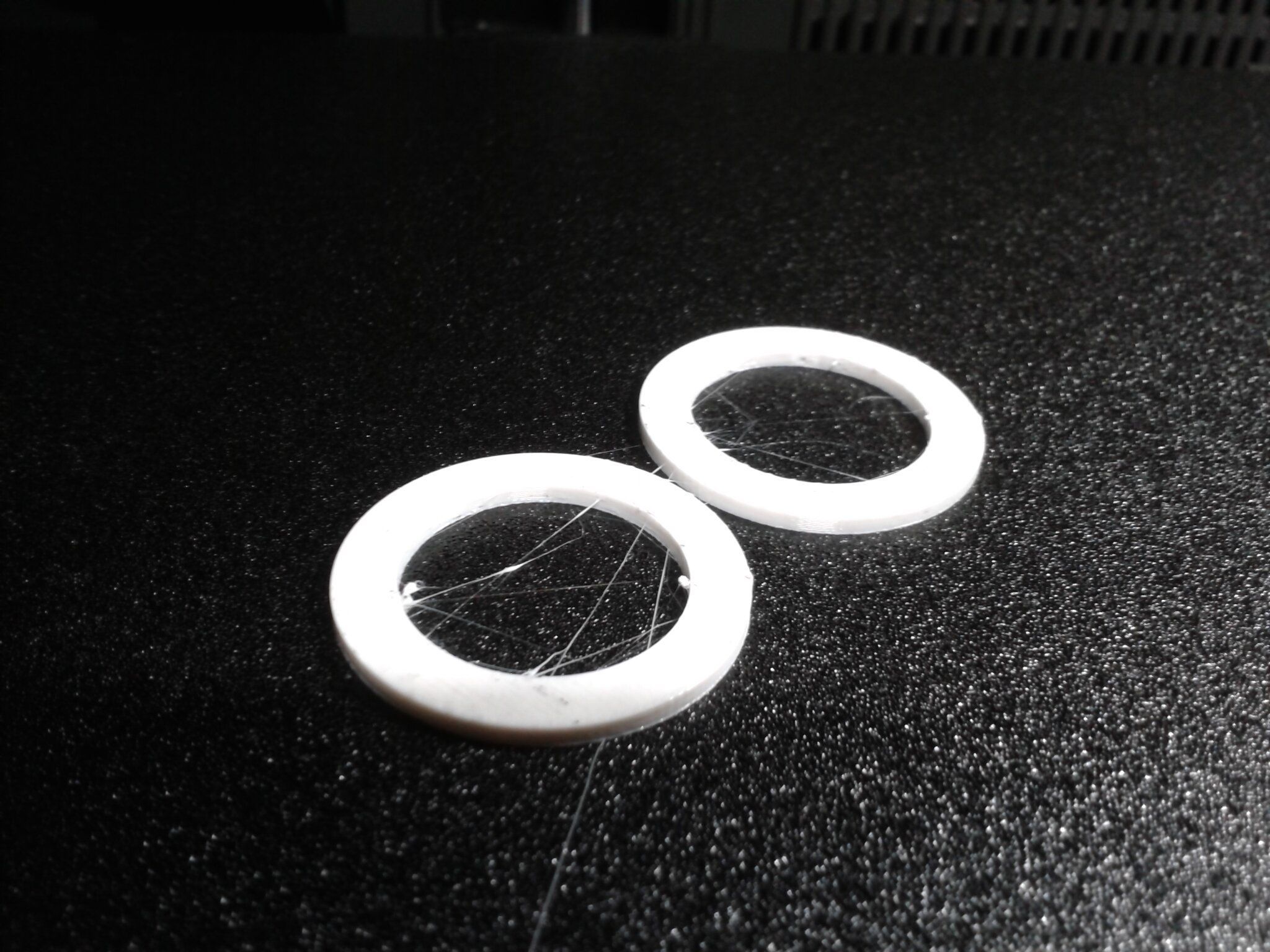
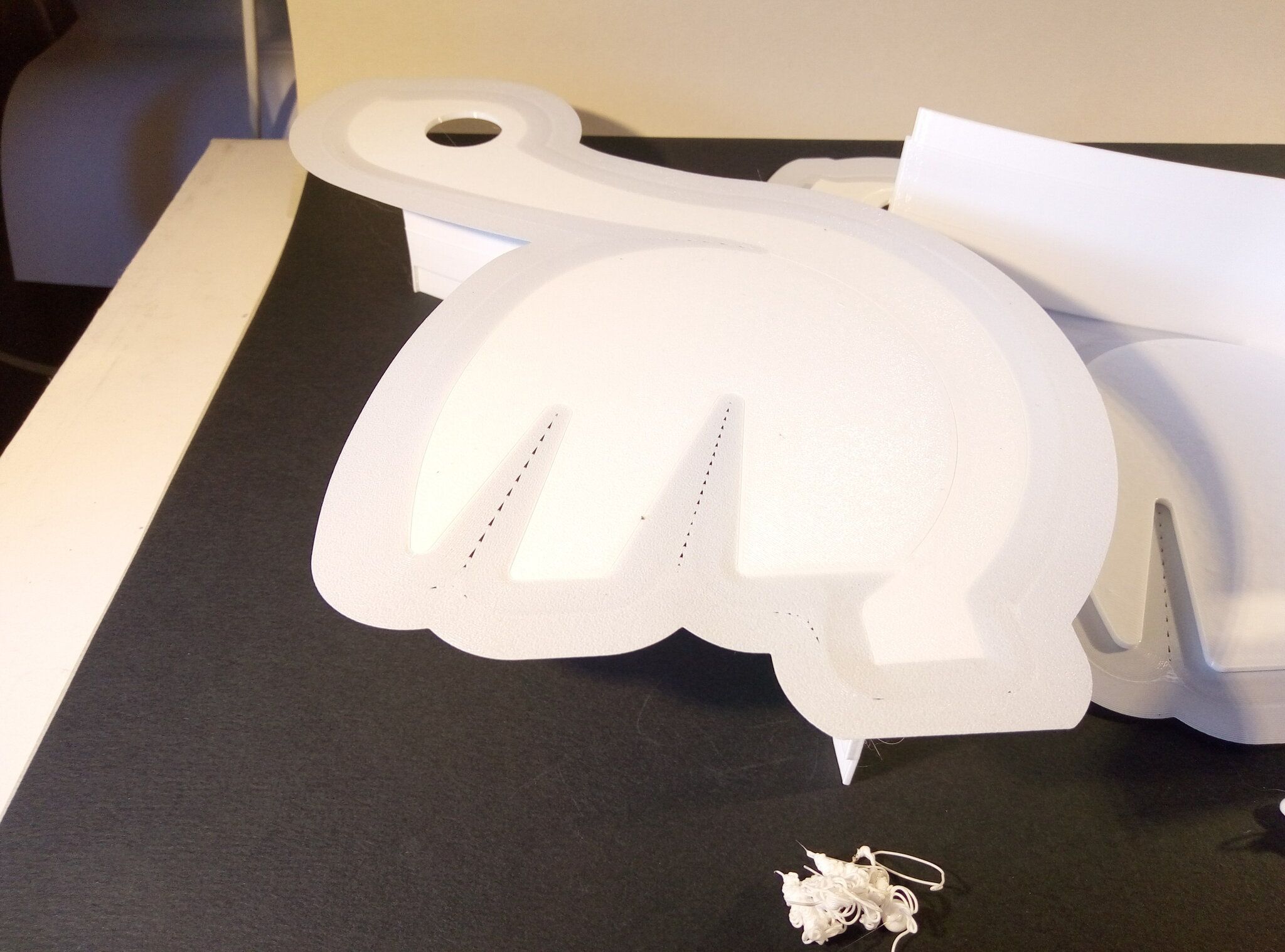
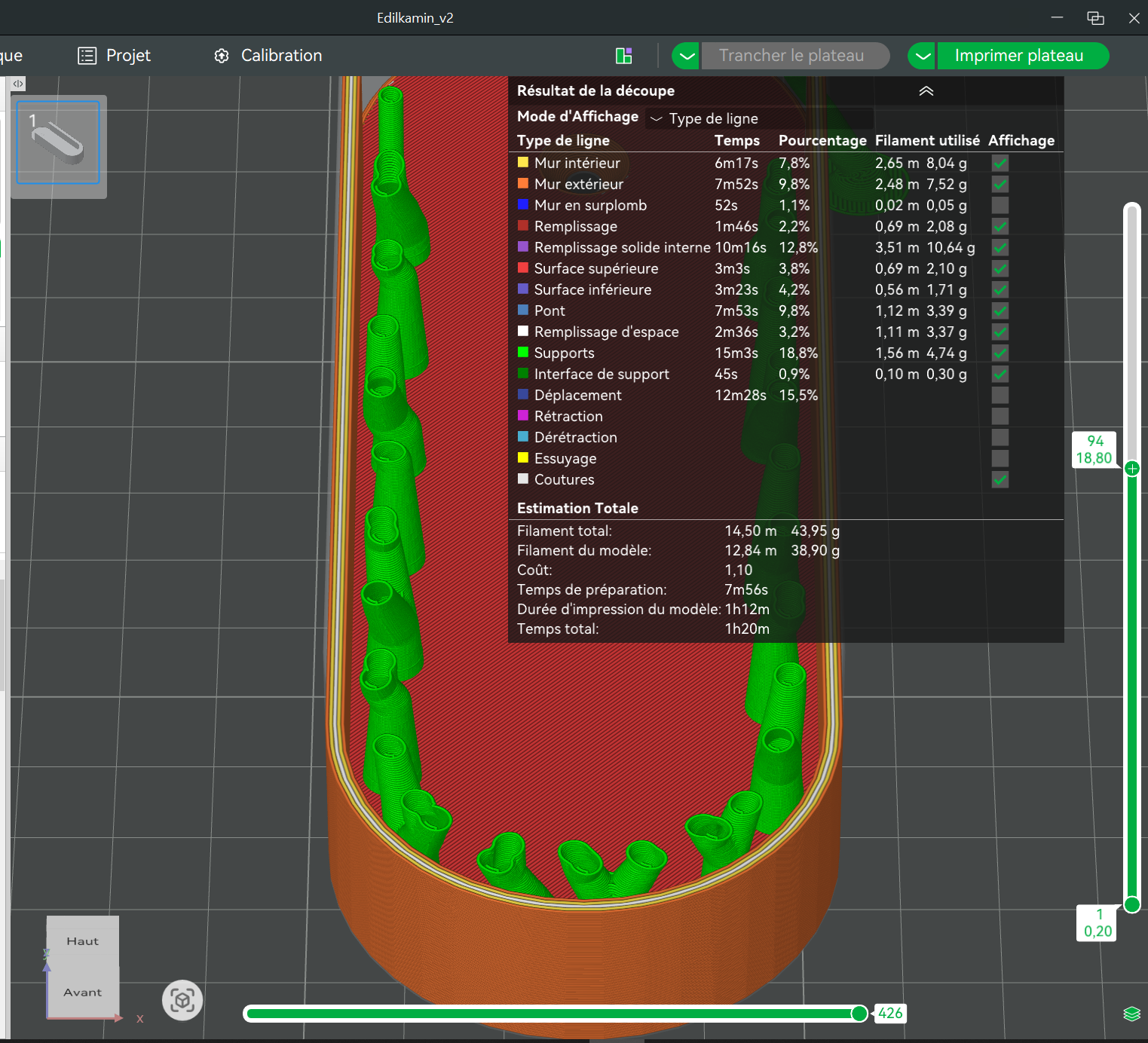
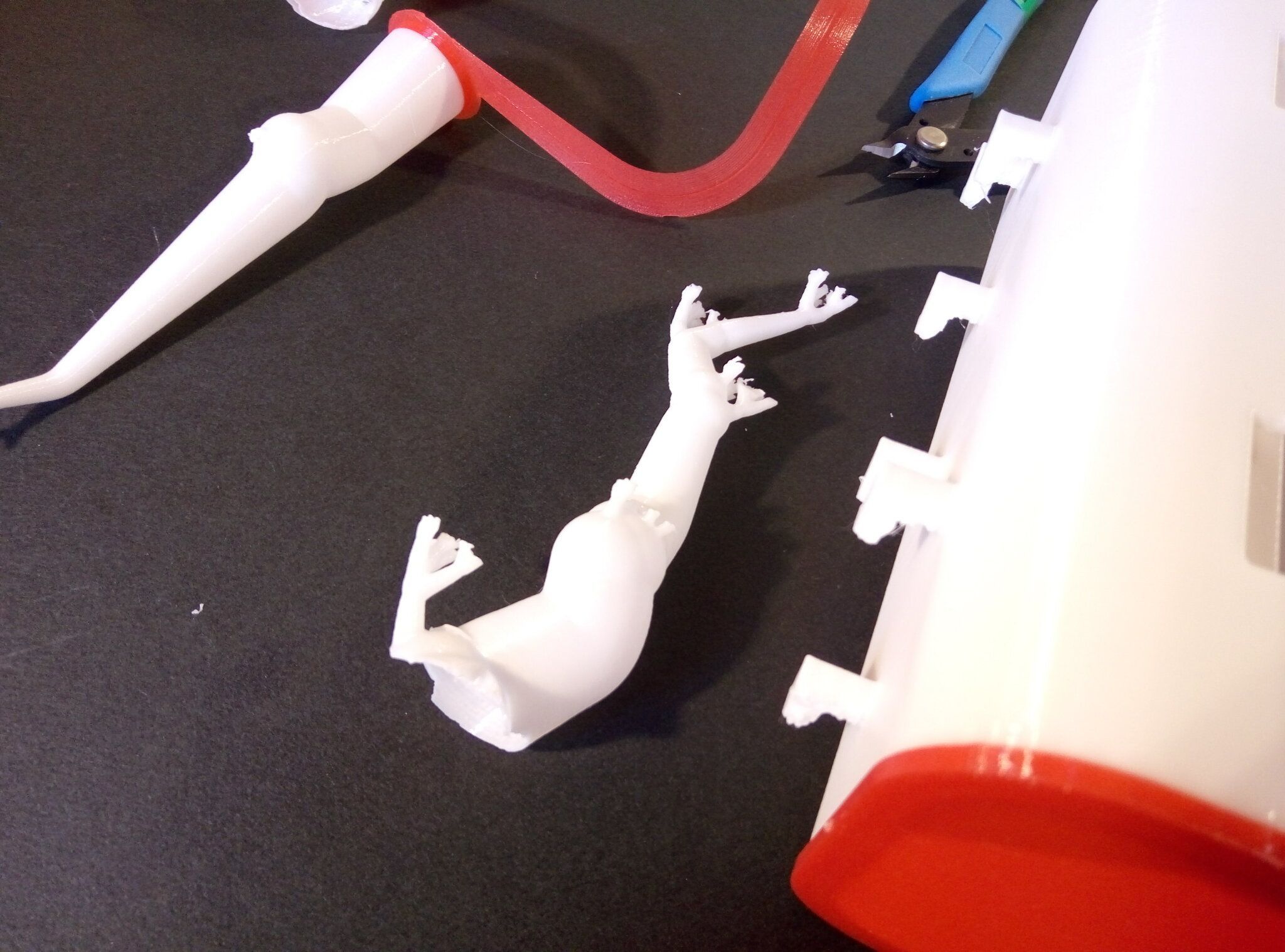
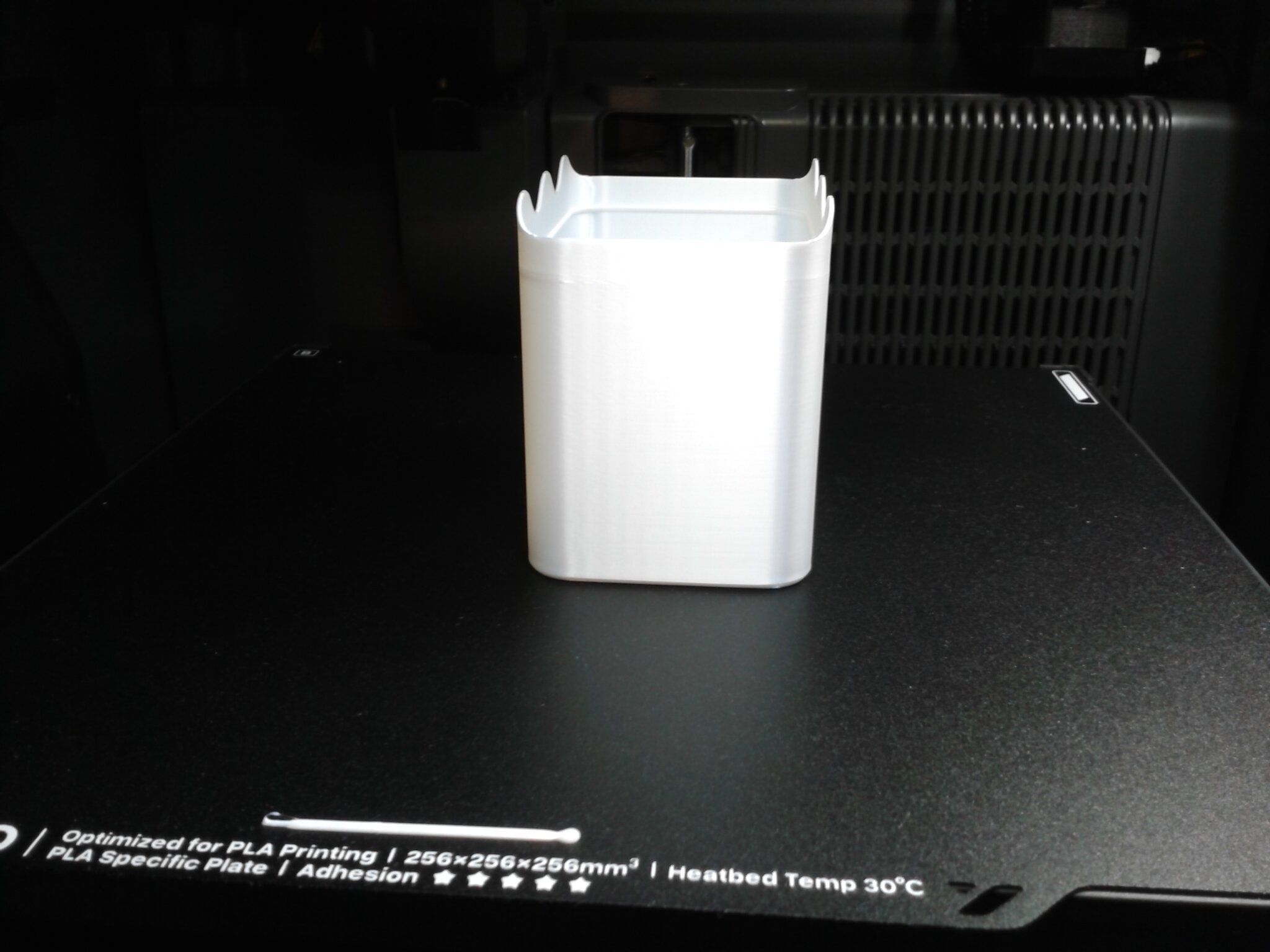
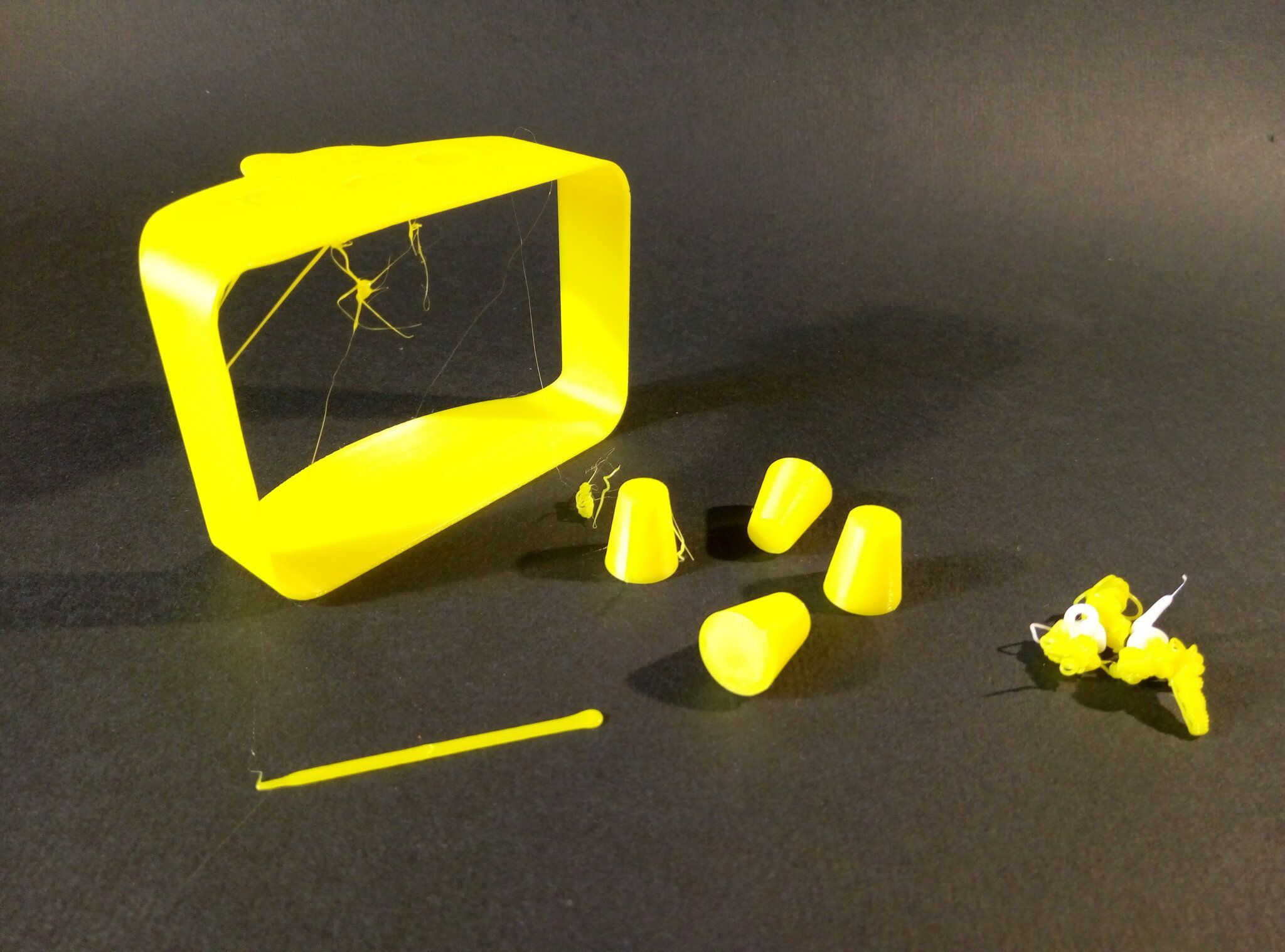
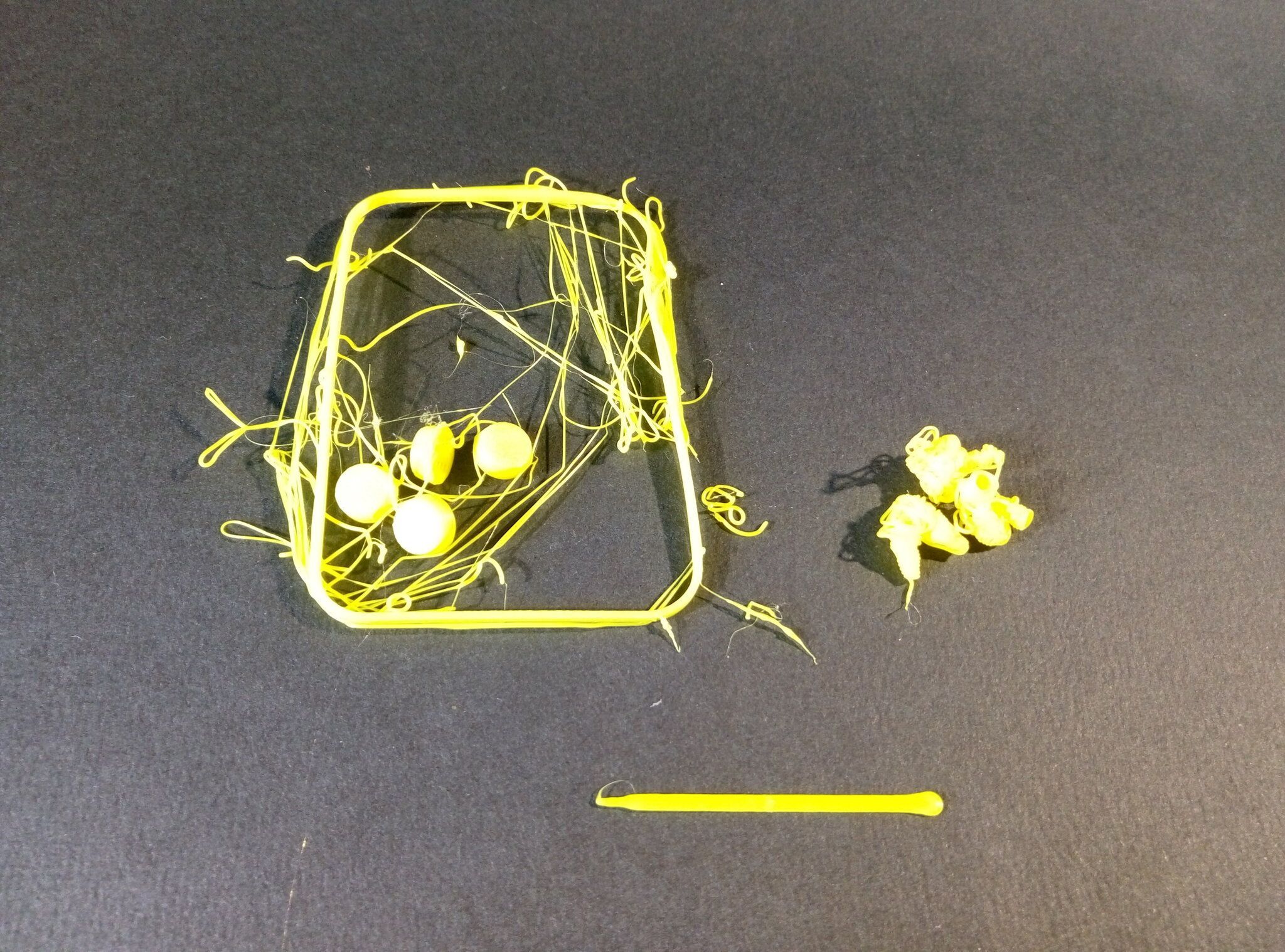
Autres impressions - TPU Je n'ai pas essayé l'outil à imprimer, à utiliser pour les filaments flexibles, proposé par Elegoo pour contourner le système CANVAS. ( Edit 31/03/2026 > Page sur le wiki d'Elegoo qui explique comment imprimer du TPU avec le Centauri Carbon 2 Combo https://wiki.elegoo.com/centauri-carbon-2-combo/how-to/print-tpu ) D'expérience, pour éviter les soucis d'impression avec les filaments TPU qui, selon leur dureté Shore, sont plus ou moins souples et élastiques, il faut Alimenter au plus direct le filament de la bobine à la tête d'impression. (sans détours ou passages qui pourraient être source de frottements) Utiliser un support de bobine qui laisse la bobine se dérouler avec le plus de facilité possible (lubrifier les roulements ou le manche du porte-bobine utilisé s'il en a). L'idée, c'est que comme le filament est élastique, il faut qu'il arrive avec le moins de frottement ou de tension d'étirement possible à l'entrée de l'extrudeur. (Il faut donc préférer un extrudeur de type "direct drive" comme c'est le cas sur la CC2 et éviter les extrudeurs montés en "bowden" où l'extrudeur doit pousser le filament dans un tube PTFE qui guide le filament jusqu'à la tête d'impression.) ce qui, sauf pour le filament TPU ayant une forte dureté Shore, fait que les systèmes automatisés de chargement de filament type AMS, CFS, ... et donc ici le système CANVAS sont à éviter, tout comme des hub filament, car le filament flexible y sera possiblement coincé, bourré ou étiré avant d'arriver à la tête d'impression, ce qui ne permettra pas un débit correct. Les filaments TPU ont vite tendance à prendre l'humidité (en moins de 24 h à l'air libre), ce qui augmente les cheveux d'ange ("stringing") et l'aspect rugueux des parois à l'impression. Il faut donc préférablement les sécher plusieurs heures à ~45-50°C avant usage (mais avoir laissé le temps au filament de revenir à température ambiante pour éviter qu'il soit plus mou et/ou élastique s'il est encore chaud). Pour mes essais, j'ai donc, machine éteinte, après avoir enlevé le capot de protection thermique déconnecter le système CANVAS Démonter le hub filament 4-1 ( 4 entrées, une sortie) maintenu par deux vis, à l'entrée de la tête d'impression, pour le temps de mes impressions avec du TPU le "coincer" dans les tubes PTFE au-dessus du système CANVAS. Cela afin d'alimenter directement la tête d'impression sans le hub 4-1, avec mon filament TPU. placer ma bobine de filament sur un système porte-bobine qui laisse la bobine se dérouler le plus facilement possible porte-bobine, lui-même placé sur un plateau d'une étagère, à plusieurs centimètres au-dessus de la machine. (pour que quand il y ait de rapides déplacements de la tête d'impression sur l'ensemble de la surface d'impression, il y ait un jeu angulaire de la partie déroulée du filament afin que cela ne tire pas d'un coup sec sur la bobine ... ) Pour ces impressions TPU, il n'y aura pas le capot de protection thermique en place sur l'imprimante. (Je ne voulais pas le percer ...) Et donc, malheureusement, les bruits de déplacements de la tête d'impression et de ses ventilateurs de refroidissement ne seront pas étouffés par la présence du capot thermique ) Bien noter que les supports de bobine d'origine fournis avec la CC2 ont un système de ressort qui permet de réenrouler partiellement la bobine afin que, quand on utilise le système CANVAS, lors des changements de filament, le filament soit légèrement sous tension et ainsi éviter l'enchevêtrement / les nœuds du filament sur la bobine suite à de multiples chargements / déchargements de celle-ci. Les supports de bobine d'origine fournis avec la CC2 ne sont donc pas recommandés avec un filament élastique comme le TPU car ils vont ajouter une tension sur le filament TPU et possiblement étirer le filament et risquer de gêner son passage dans l'extrudeur de la tête d'impression. Comme le système CANVAS n'est pas connecté, dans le menu Filament, il n'y a qu'une bobine et l'onglet est nommé "Bobine externe" ( au lieu de "CANVAS" quand ce dernier est connecté ) Les purges TPU ont tendance à se coincer dans le système de la chute des purges, j'ai donc ensuite évité d'utiliser "Charger" du menu Filament. J'ai préféré faire l'équivalent à ma sauce de "charger" mais de manière à ce que la tête reste à plusieurs centimètres au-dessus du plateau et en son centre. En allant dans le menu de préparation, pour mettre en chauffe la buse (240°C pour du TPU), (éventuellement faire un home XYZ si pas déjà fait depuis l'allumage de la machine), abaisser le plateau, placer la tête grossièrement au milieu du plateau, et quand buse à température, extruder plusieurs fois de suite via l'icône flèche vers le bas "V" de Extrudeuse, ... En paramètre filament, j'ai utilisé le profil "Generic TPU @System" ( buse 240°C, plateau 35°C, MVS 3.2 mm³/s ) sous ElegooSlicer v1.3.2.9 car le profil filament "Elegoo TPU 95A @ECC2" ( buse 225°C, plateau 35°C, MVS 3.2 mm³/s ) sous ElegooSlicer v1.3.2.9 me semblait avoir une température de buse trop basse pour mes filaments TPU ... J'ai testé du CR-TPU Green Creality (dureté Shore 95A) TPU 95A Translucide ArianePlast (dureté Shore 95A) TPU 85A Violet ArianePlast (dureté Shore 85A. Donc ce dernier est plus souple et élastique qu'un filament de dureté Shore 95A) Cute Mini Octopus - McGybeer https://www.nexprint.com/en/models/G1718064?keyword=cute+mini+octopus&printConfigId=G3350337 Chubby Dinosaur T-Rex Dino Pencil Holder - IK3D https://www.crealitycloud.com/model-detail/chubby-dinosaur-t-rex-dino-pencil-holder Lors de mes essais, le firmware alors sur ma machine en test (firmware v01.03.01.89) ignore les commandes G-code "M600", "M0" et bug (freeze/gèle de la machine) sur le G-code avancé "PAUSE". Il n'est donc pas possible (firmware v01.03.01.89) de faire un fichier d'impression avec une pause interactive pour effectuer un changement de filament quand le système CANVAS est déconnecté. (Quand le système CANVAS est connecté, faire un changement de filament vers un slot n'ayant pas de bobine de chargée au moment du changement du filament permet de faire l'équivalent d'une pause interactive… pour par exemple insérer un écrou ou un aimant dans une impression à un moment donné)






-ElegooSlicer.thumb.png.792e0138b4aeb2f72d795b4b166f085c.png)































 5 points
5 points -
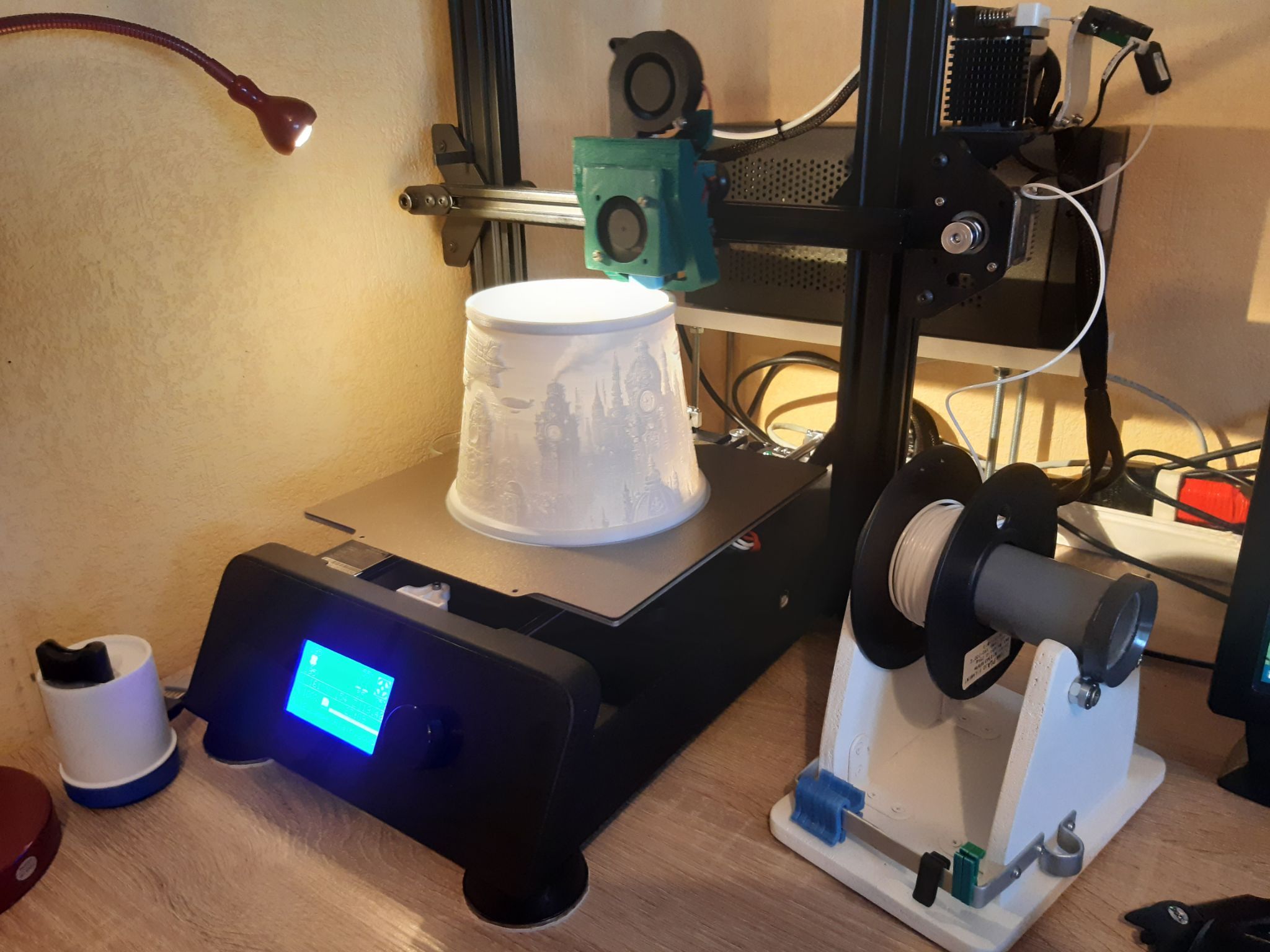
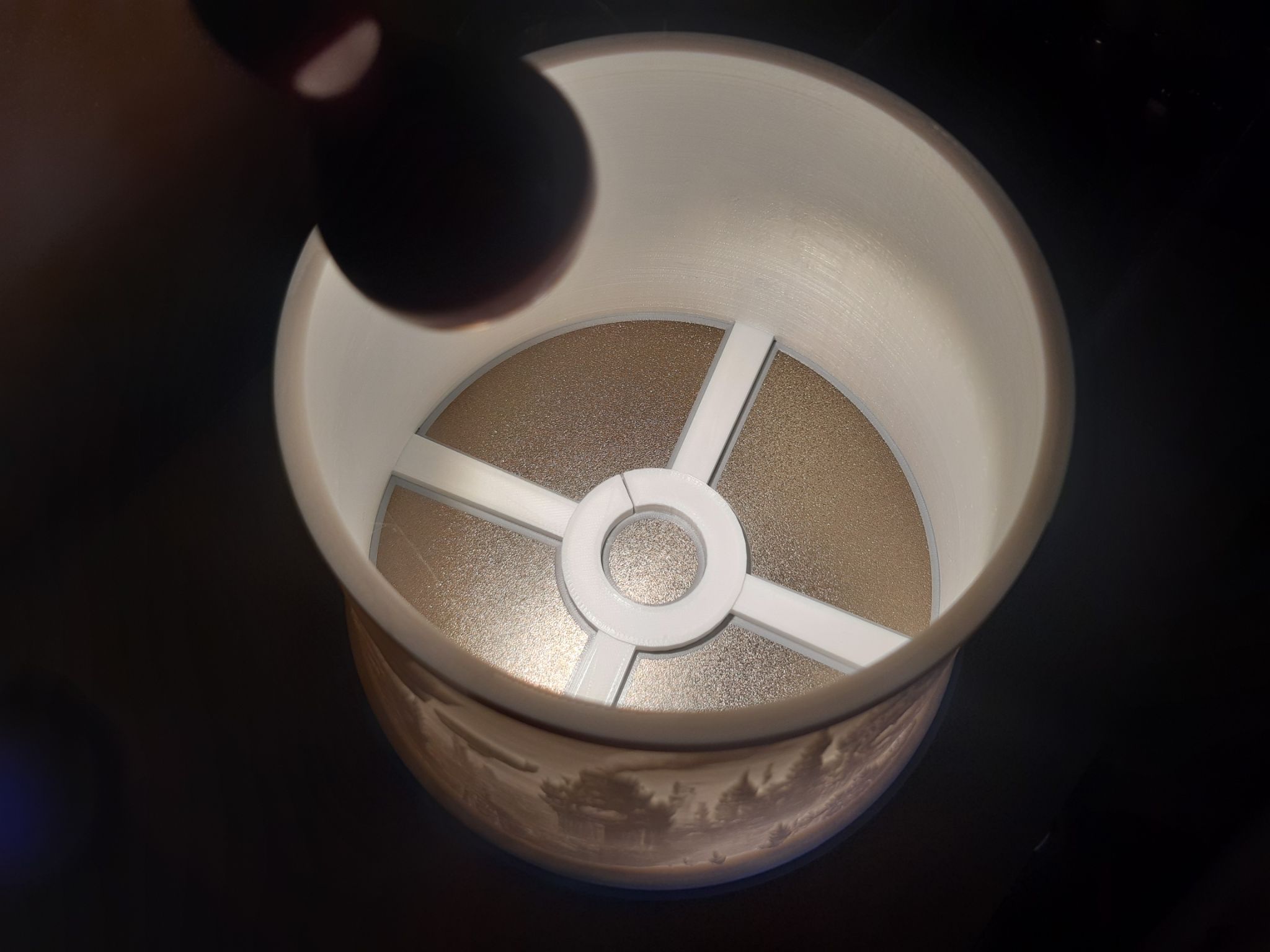
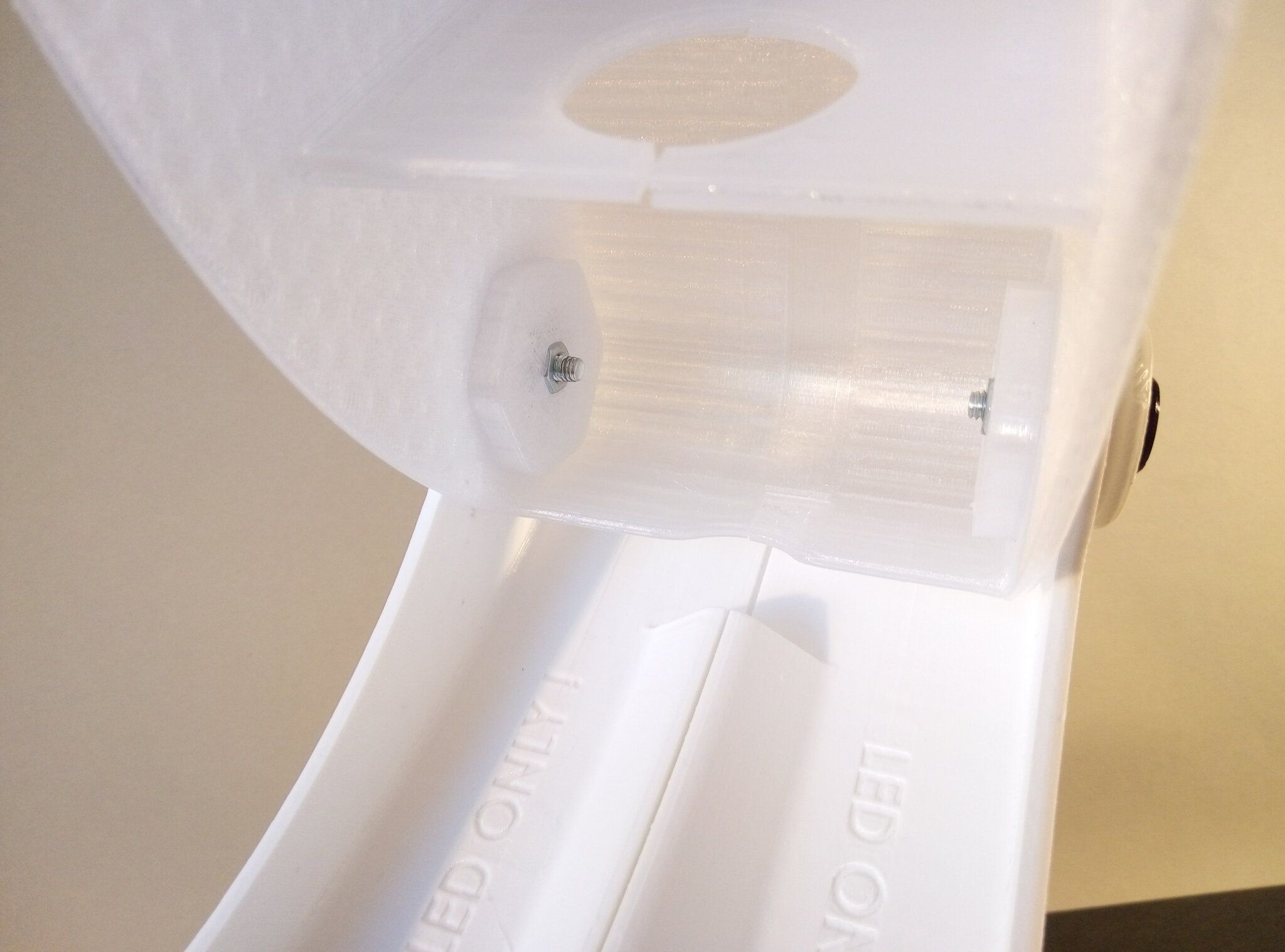
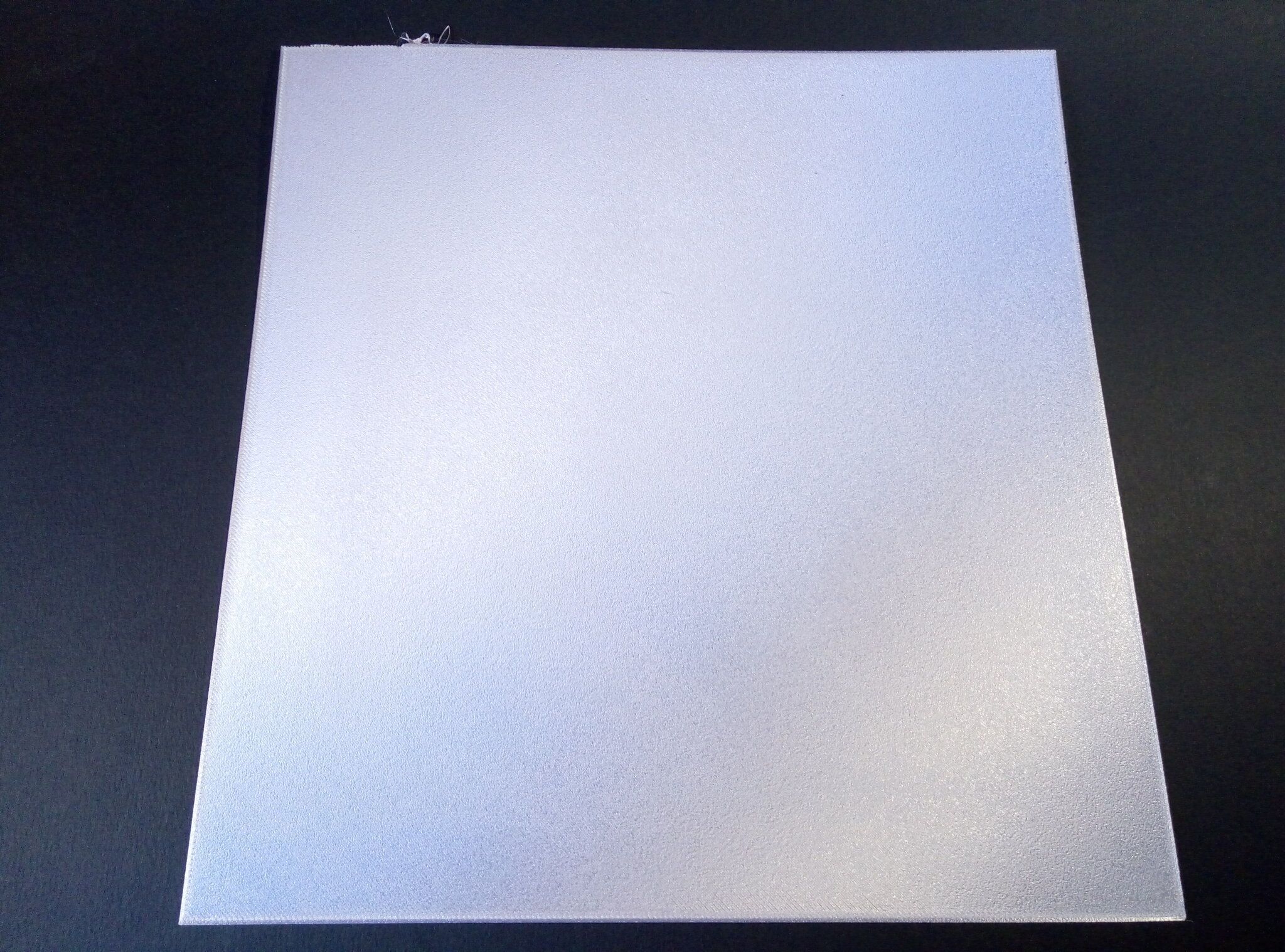
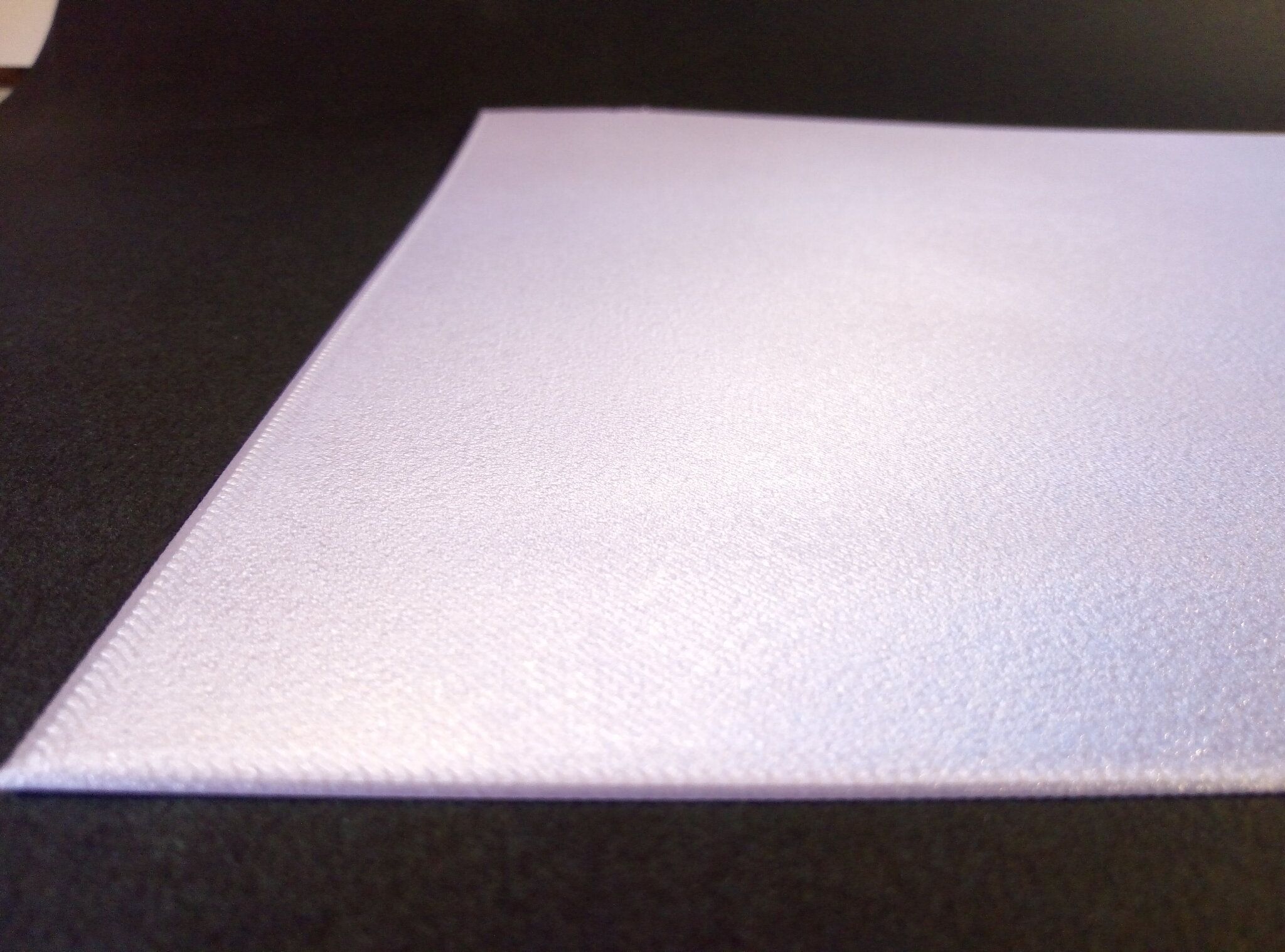
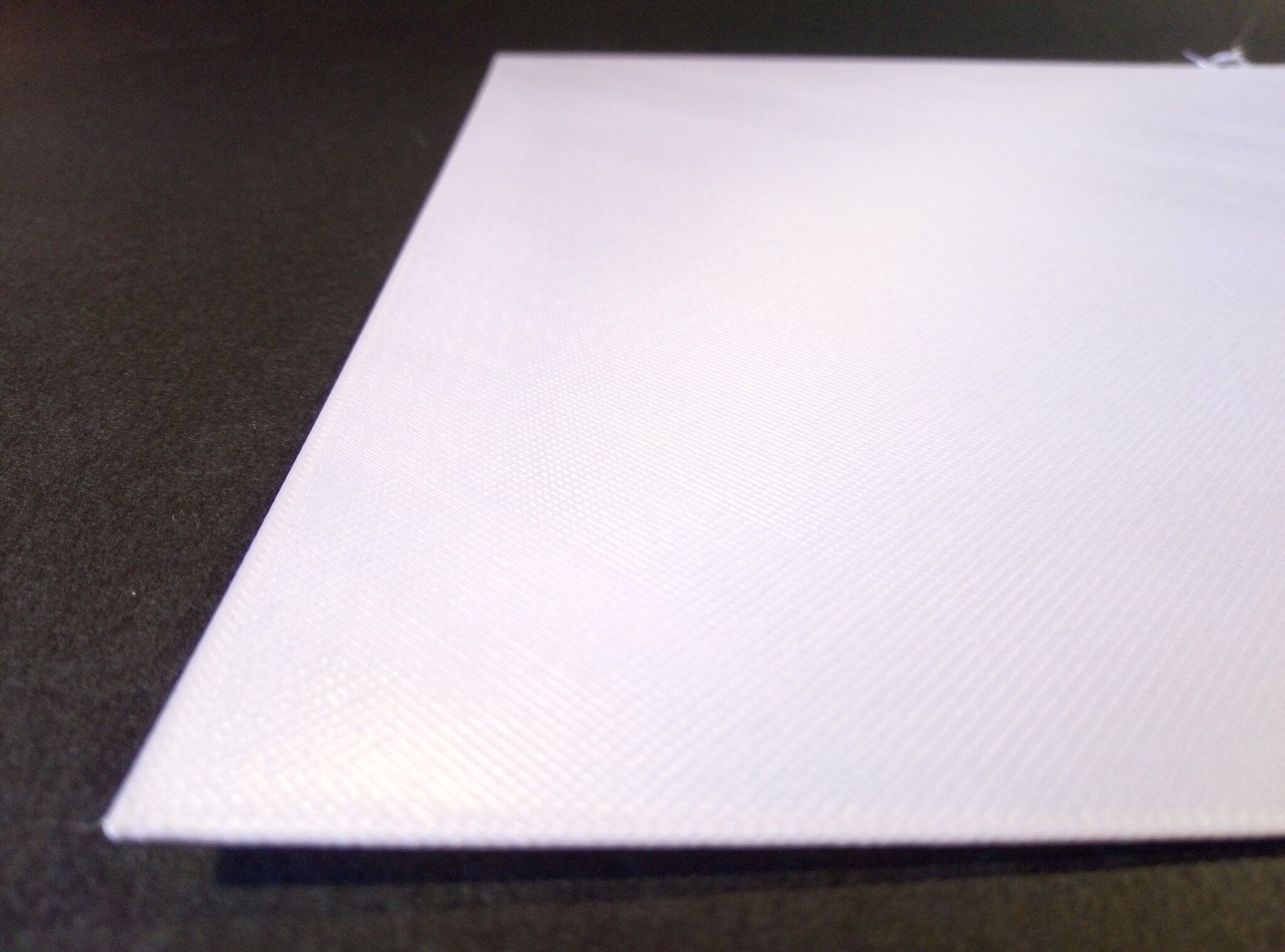
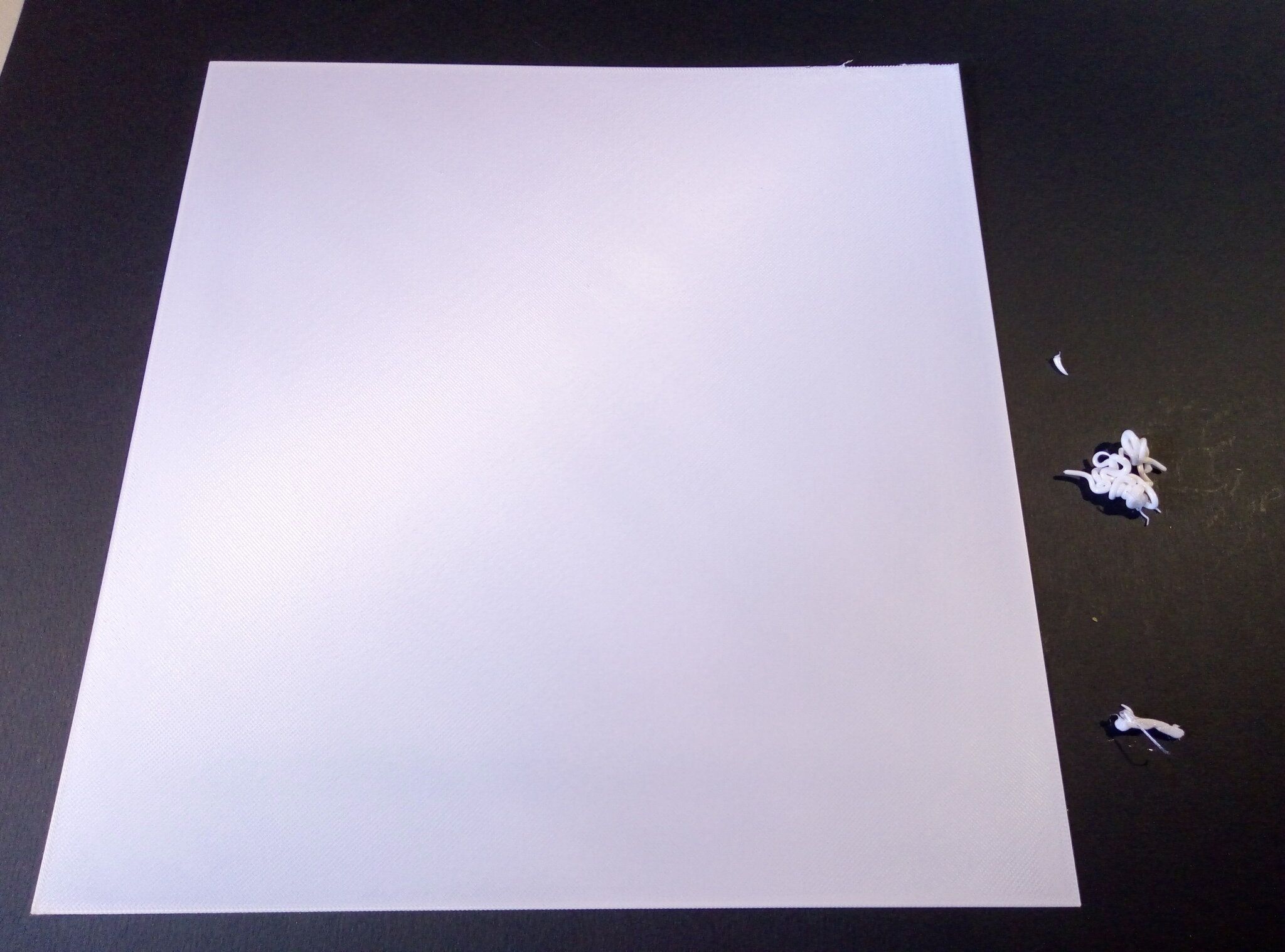
Site utilisé : https://lithophanemaker.com/Lamp Lithophane.html Image de base : Image source : Diamètre supérieur : 120mm Diamètre inférieur : 160mm Hauteur : 120mm Hauteur de couche : 0.12mm Temps d'impression : 23h12 (long et stressant... ) La lampe (base+douille+fil) vient d'un vide-grenier pour quelques euros : Un grand merci à @lariflette77 qui m'a incité (sans le savoir) à persévérer, le résultat est superbe !!! (et ma douce et tendre très heureuse. C'est le principal, non ?)




 5 points
5 points -
Ca y est, j'ai reçu en début de semaine mon imprimante ! Après avoir regroupé tous les conseils que j'ai trouvé à gauche et à droite, j'ai investi dans un Bambu Lab P2S : Mon environnement ne me permet pas de faire de la résine, et je pense qu'il m'oblige aussi à avoir un caisson fermé (courants d'airs et fortes variations de température). Comme mon objectif est quand même de pousser les capacités de la machine, je pense aussi que le caisson fermé m'aidera. Je suis complètement néophyte, donc forcément mes premières productions sont aussi émouvantes que dégueulasses. 1 Le bateau évidement (pas du tout dégueu pour le coup) 2 Premier essai de figurine sans aucun réglage (couches de 0.2 avec une buse de 0.4) 3 Deuxième essai avec une augmentations de la taille (je passe du 28mm au 32) et quelques réglages personnels pour voir si j'ai bien compris Je suis en train d'essayer avec les réglages de Bambu Studio en "high quality", toujours avec la buse de 0.4, mais donc des couches de 0.08 maintenant. Bref, je fais joujou, c'est super et très encourageant ! J'ouvrirai un autre post plus adapté quand j'aurai de nouvelles questions sur les réglages ! ^^


 5 points
5 points -
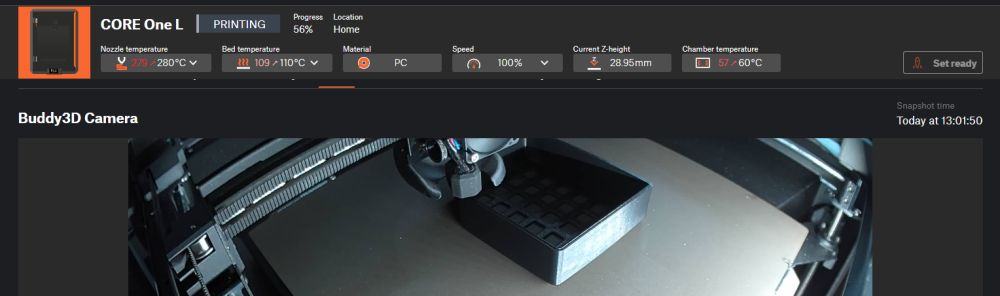
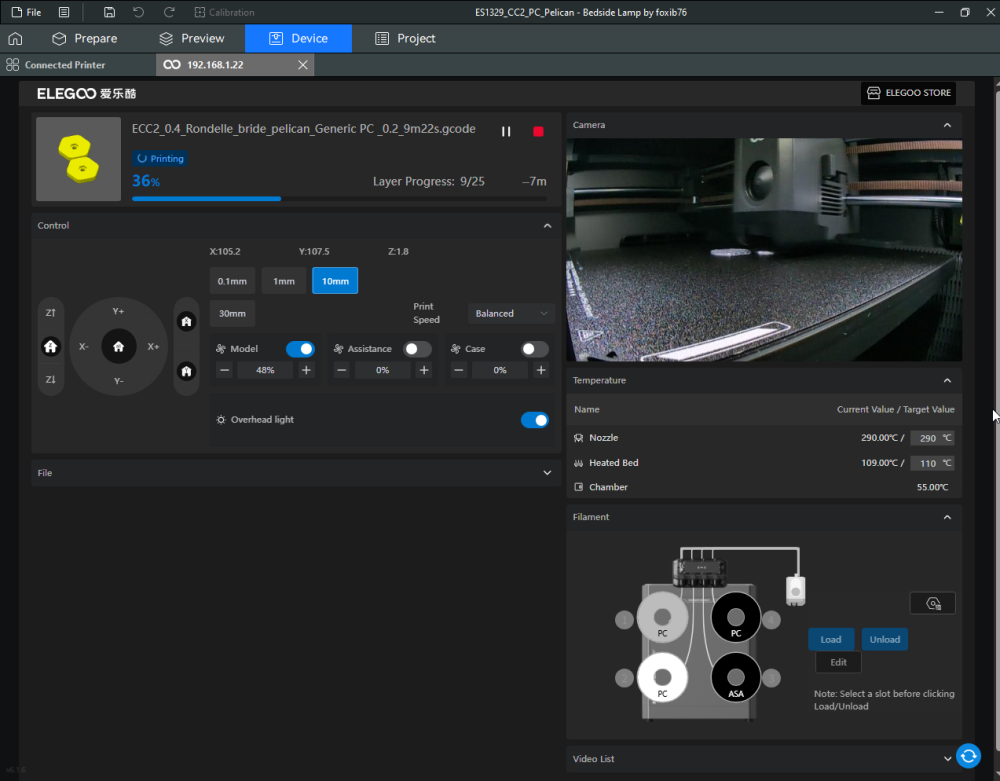
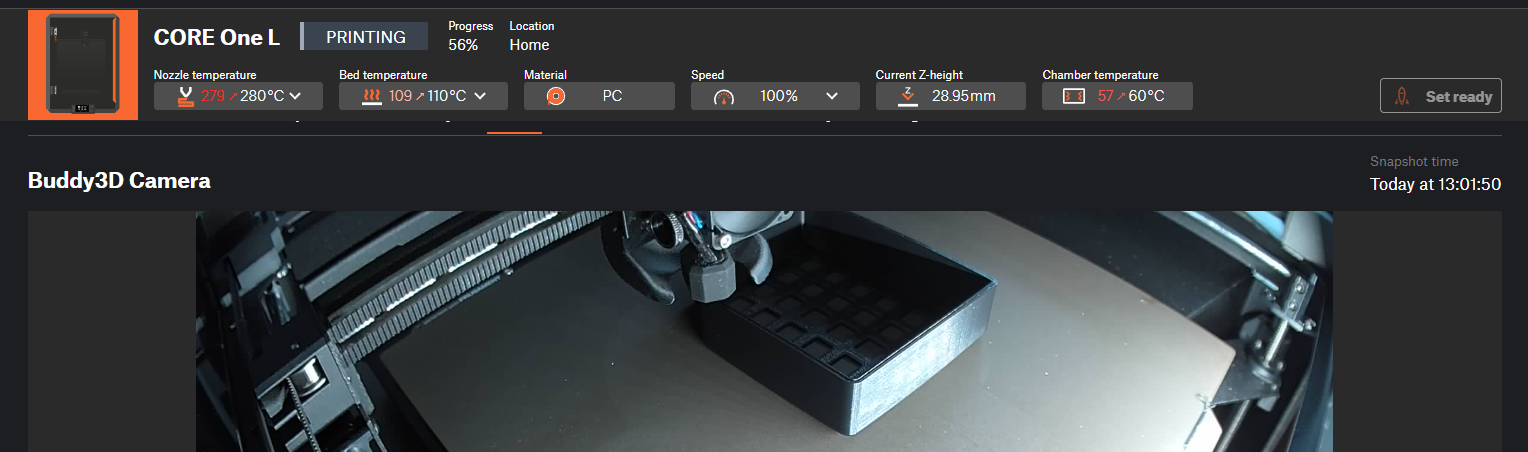
Bonjour, Un petit retour pour pas que vous pensiez que j'ai abandonné le test, au contraire j'ai un peu trop secoué la machine apparemment. J'ai attaqué les tests avec l'ASA et le PC-ABS, on tape pratiquement les limites de la machine sur les specs de température. Avec une buse à 280°C et le bed à 110°C, la chambre semi-passive monte facilement à plus de 55°C, et surtout beaucoup plus vite que la One+. Sur l'impression en cours en PC-ABS elle est à 58°C, limite configurée au max (60°C), pour 18°C ambiant. Il a suffit que je le dise pour qu'elle passe à 57°C au moment du screenshot. ^^ Cependant j'ai remarqué un petit cliquètement d'une des poulies idler lorsque la température monte au delà de 50°C. En refroidissant le bruit disparait. J'ai contacté le support dimanche après midi, et je devrai recevoir 6 nouvelles poulies, de quoi remplacer la moitié du CoreXY. Le support a été au top, livraison en express mais je n'ai pas reçu de suivi, on est déjà au deuxième jour ouvré, ça m'inquiète un peu. J'ai continué d'imprimer malgré le bruit, c'est énervant mais ça ne semble pas provoquer de point dur, du moins je ne le sens pas à la main. Comme le nouveau firmware était disponible, j'ai effectué les calibrations de l'Input Shaper et du Phase Stepping. Ce sont des calibrations qui mettent à rude épreuve la machine, avec des vibrations intenses et des résonnances à en faire trembler la maison. C'est certainement cela, combiné au fait que je sois constamment en train d'imprimer avec le plateau à >=110°C ces derniers temps, qui a fait que le plateau ait pris du jeu en X/Y. Je l'ai remarqué immédiatement en manipulant le plateau flexible après une impression de 7h en ASA. Il a suffit de refaire un huitième de tour sur les trois points de fixation (ceux avec les ressorts), pour régler le problème. Le jeu est maintenant inexistant, sauf en Z+ ce qui est normal. A surveiller donc. J'essaierai de vous mettre quelques photos des pièces terminées. C'est pas évident de se dégager du temps lorsqu'on est pas dans la tranche d'âge majoritaire du forum.
 4 points
4 points -
"Déconcentrationnez"4 points
-
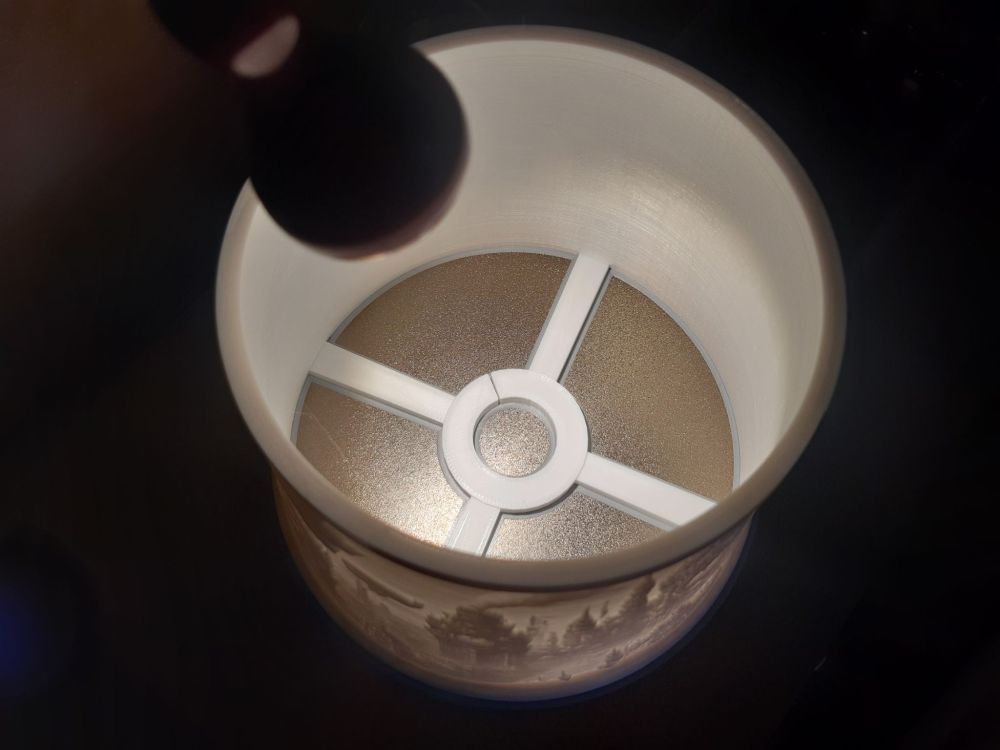
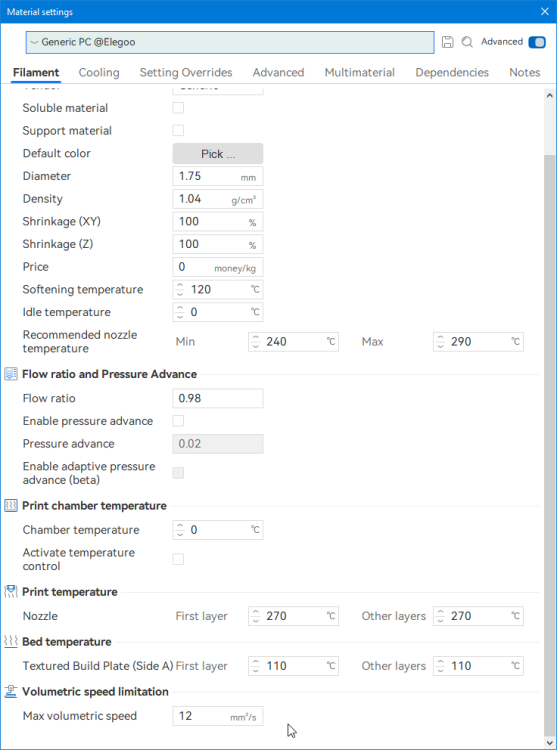
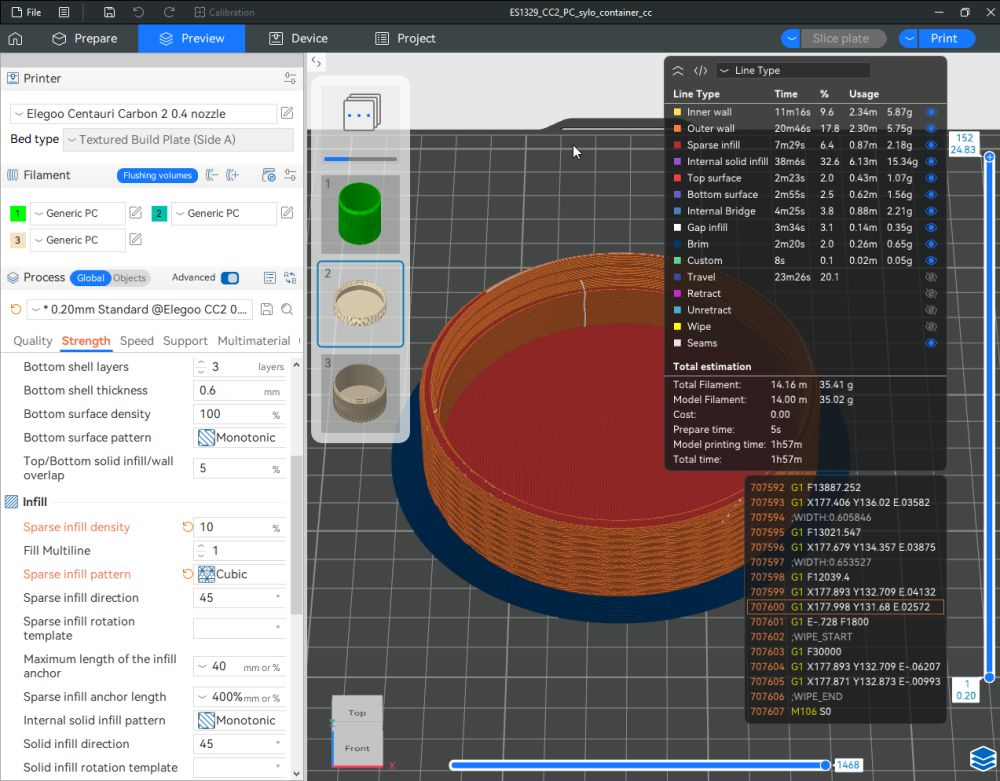
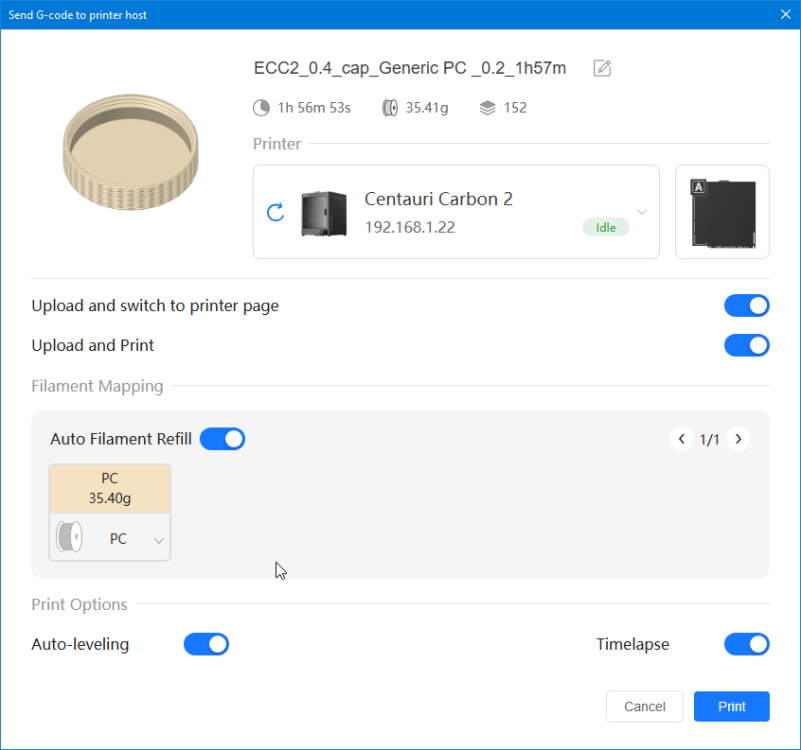
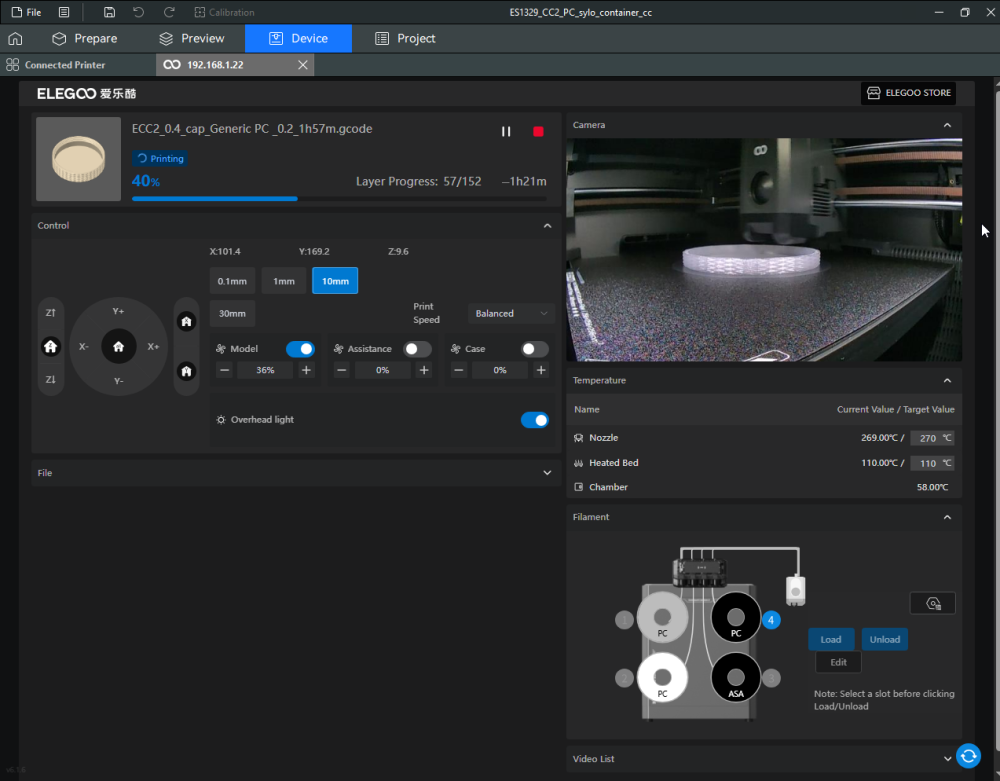
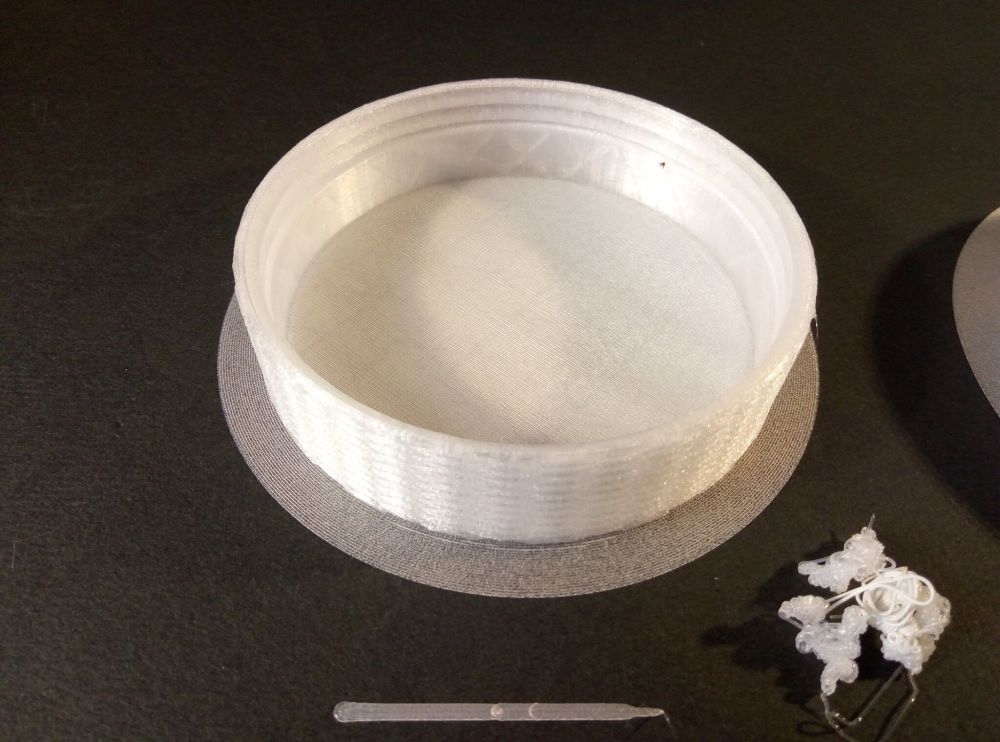
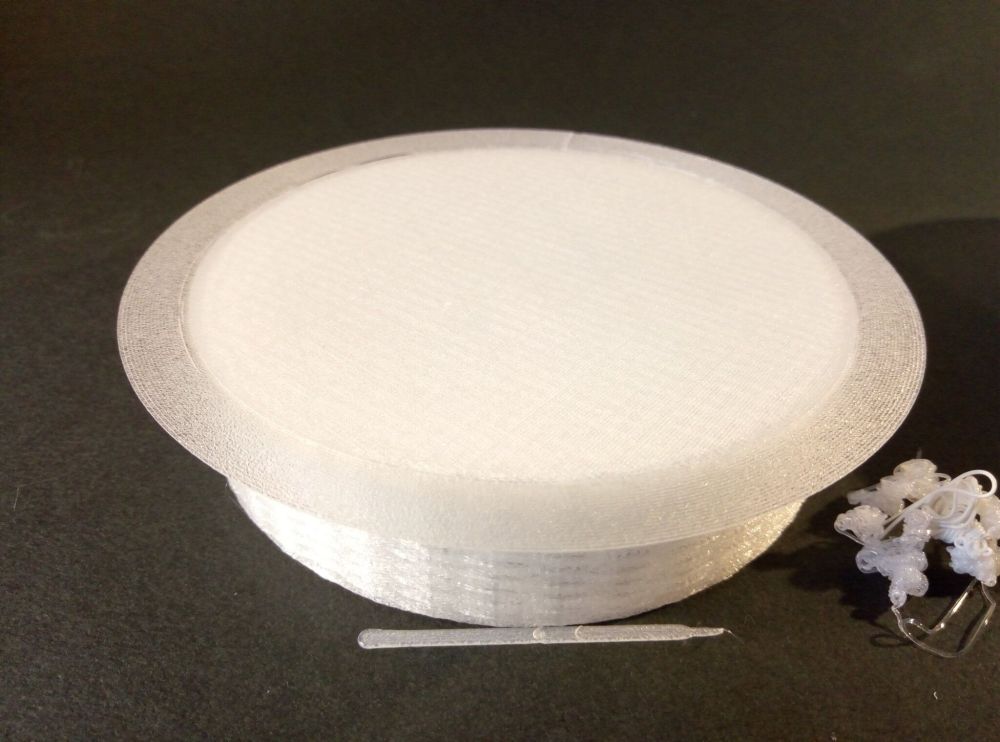
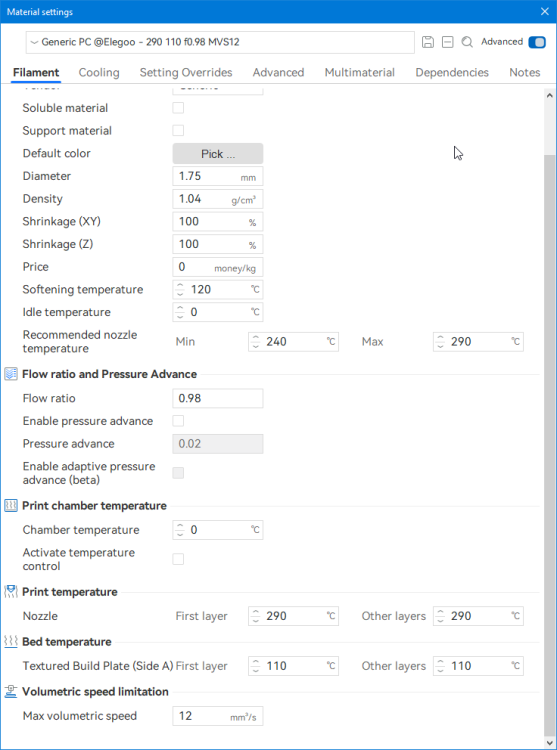
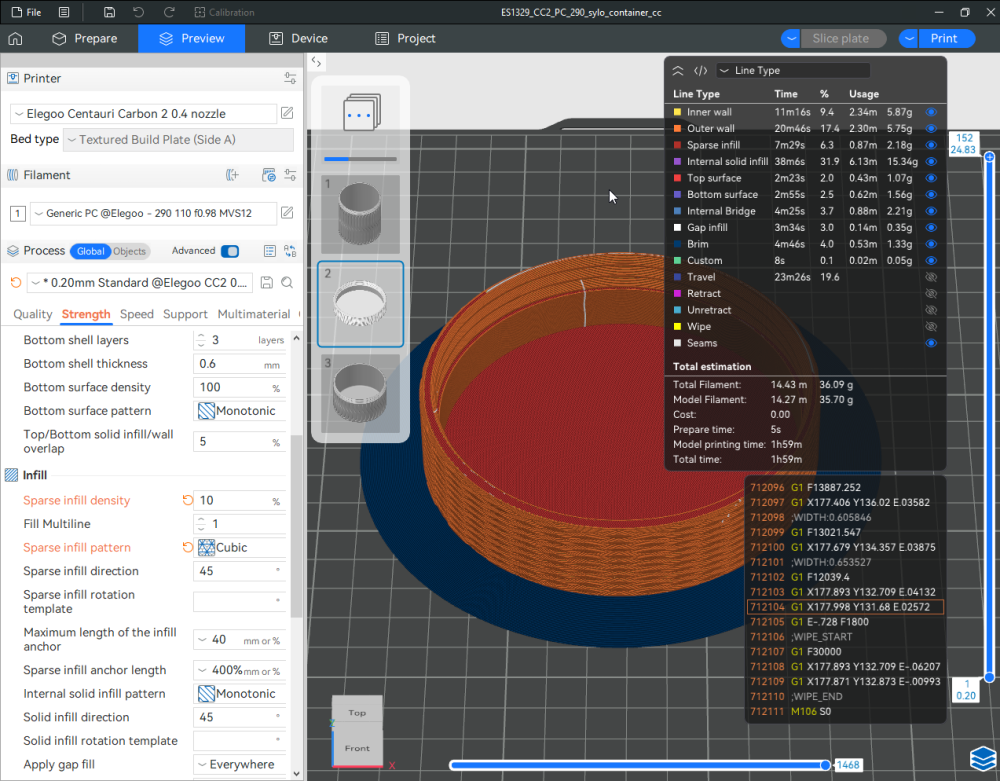
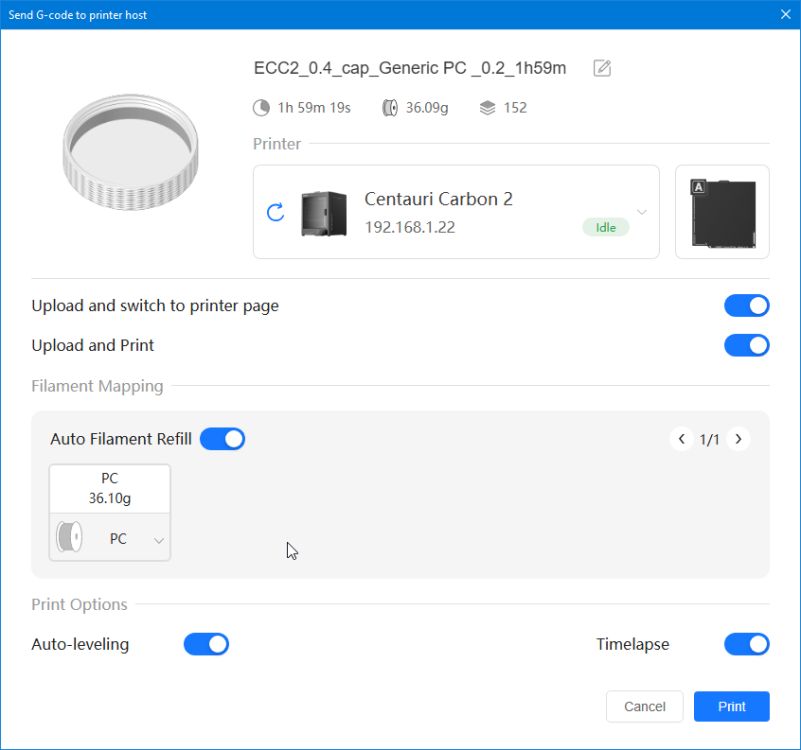
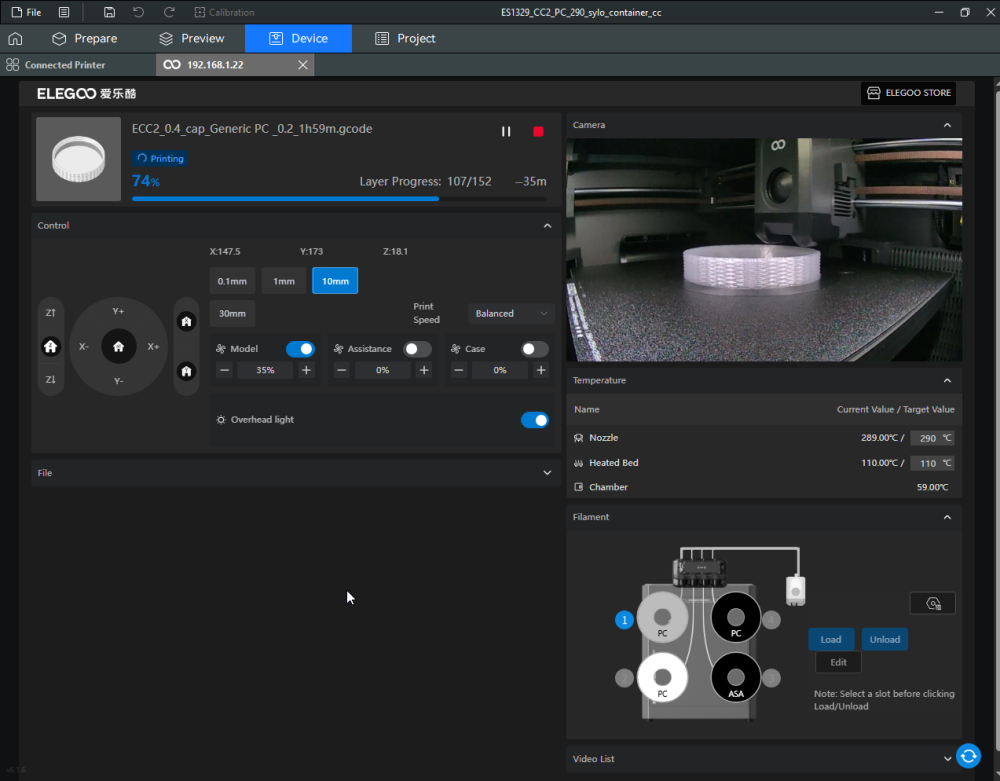
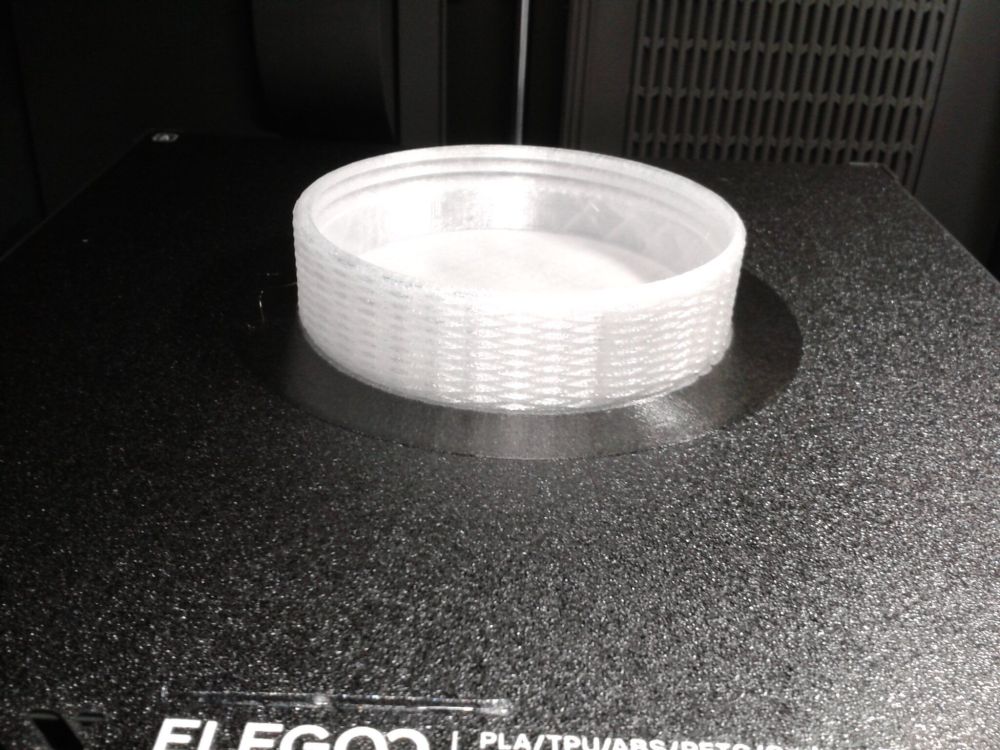
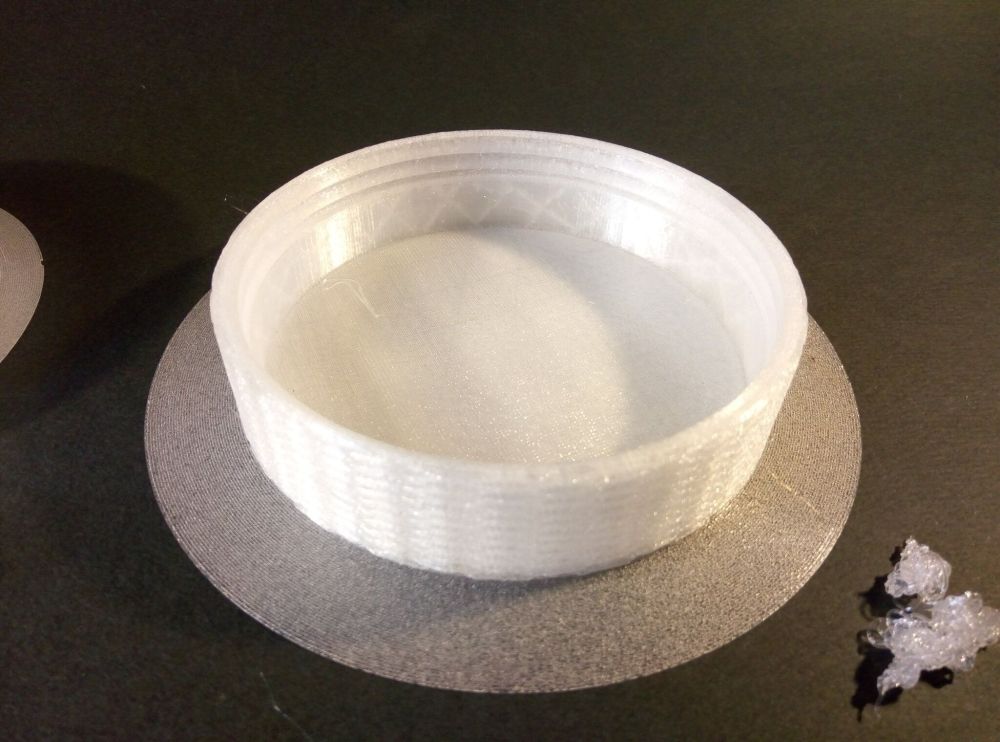
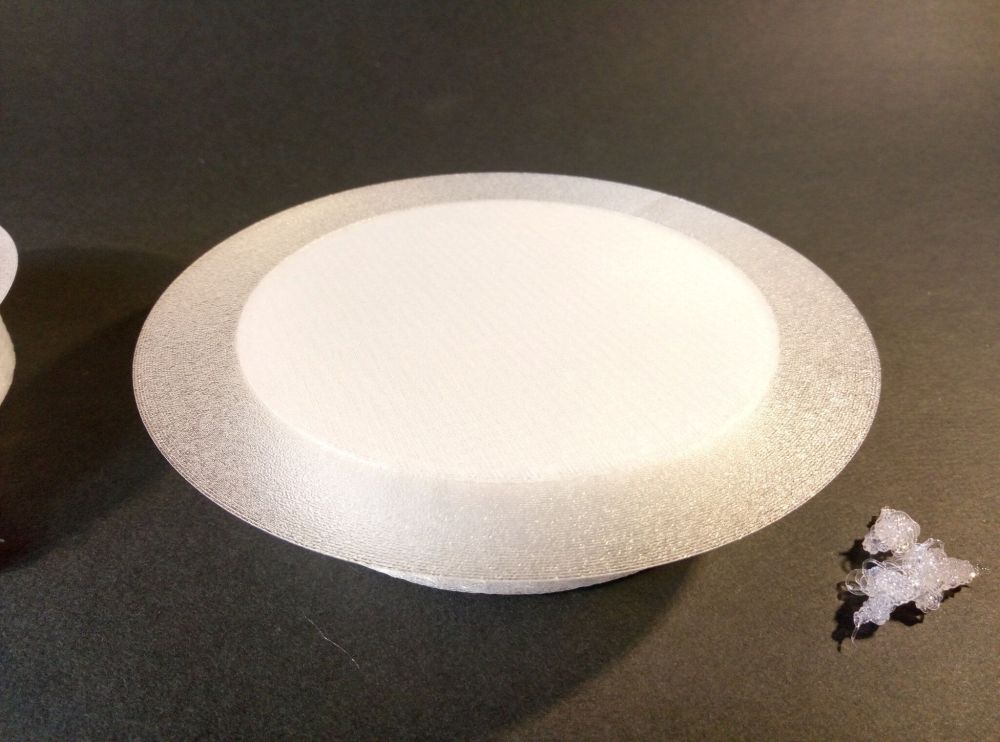
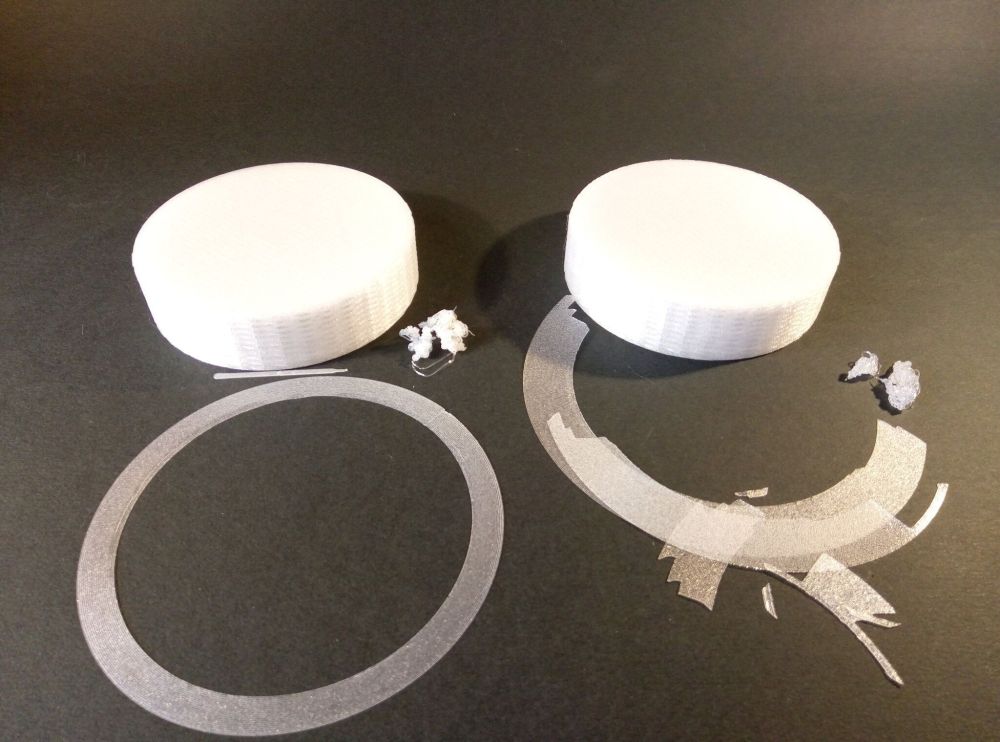
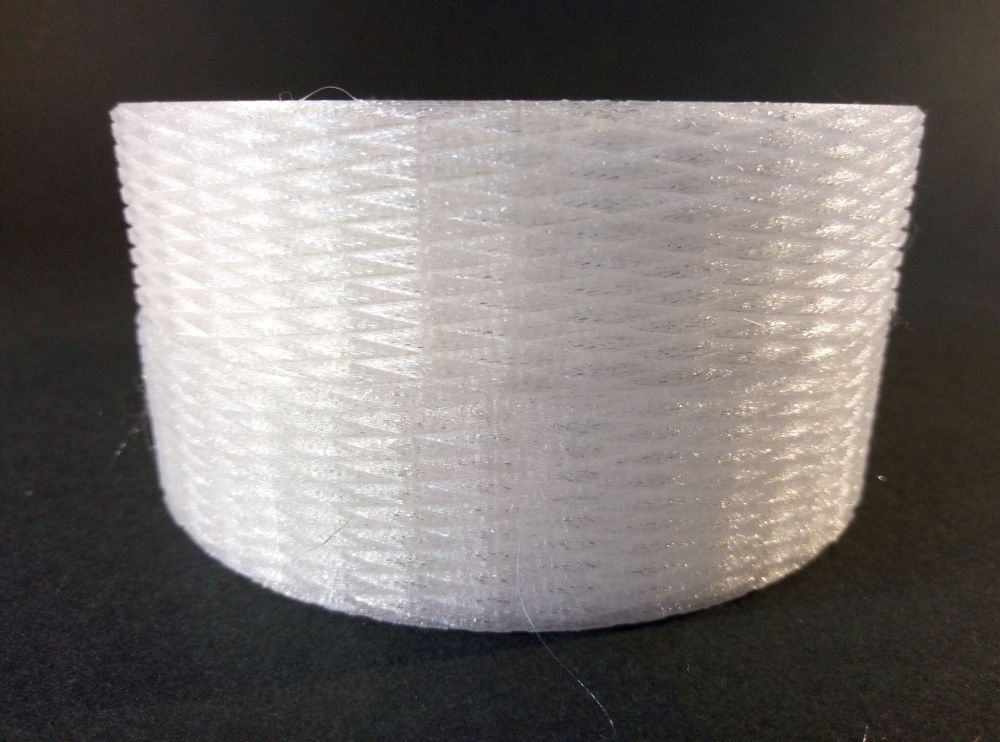
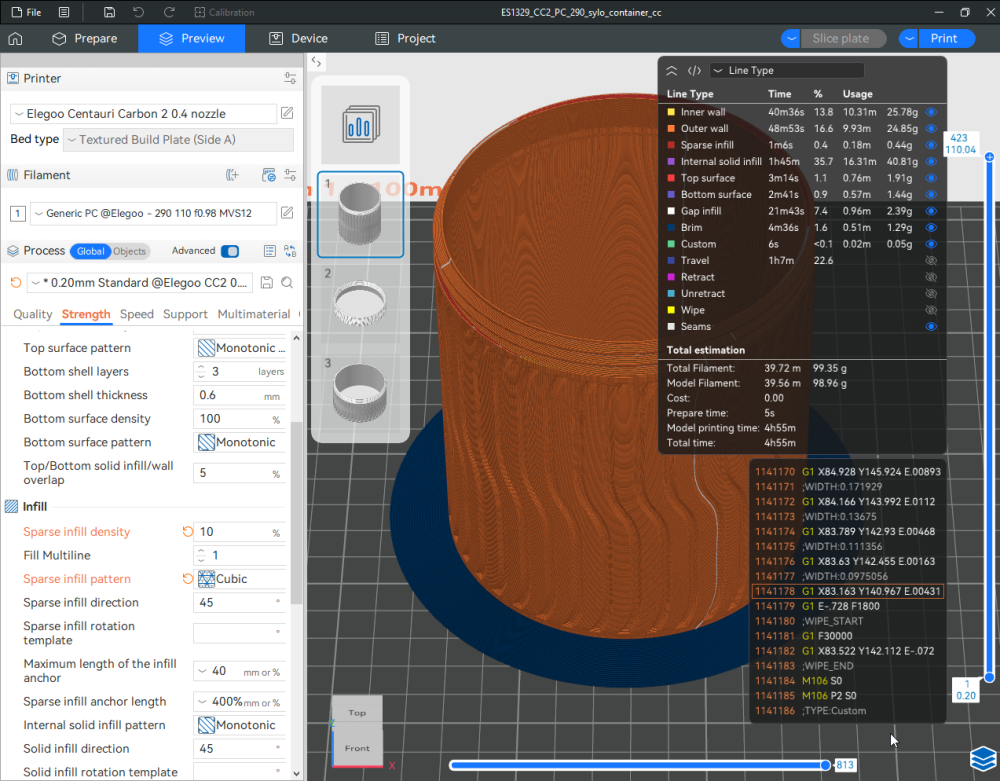
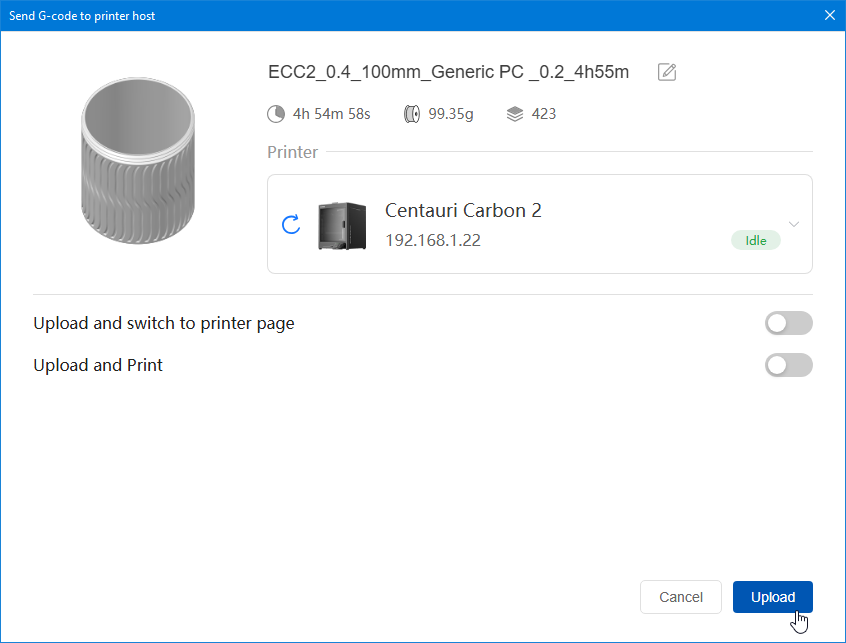
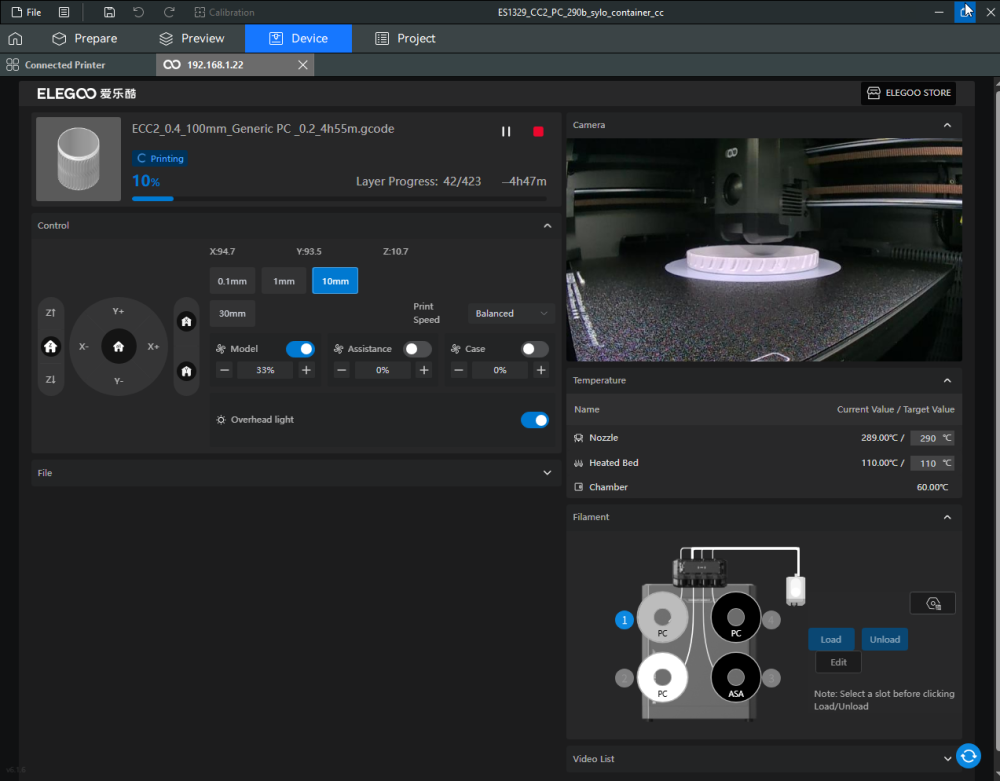
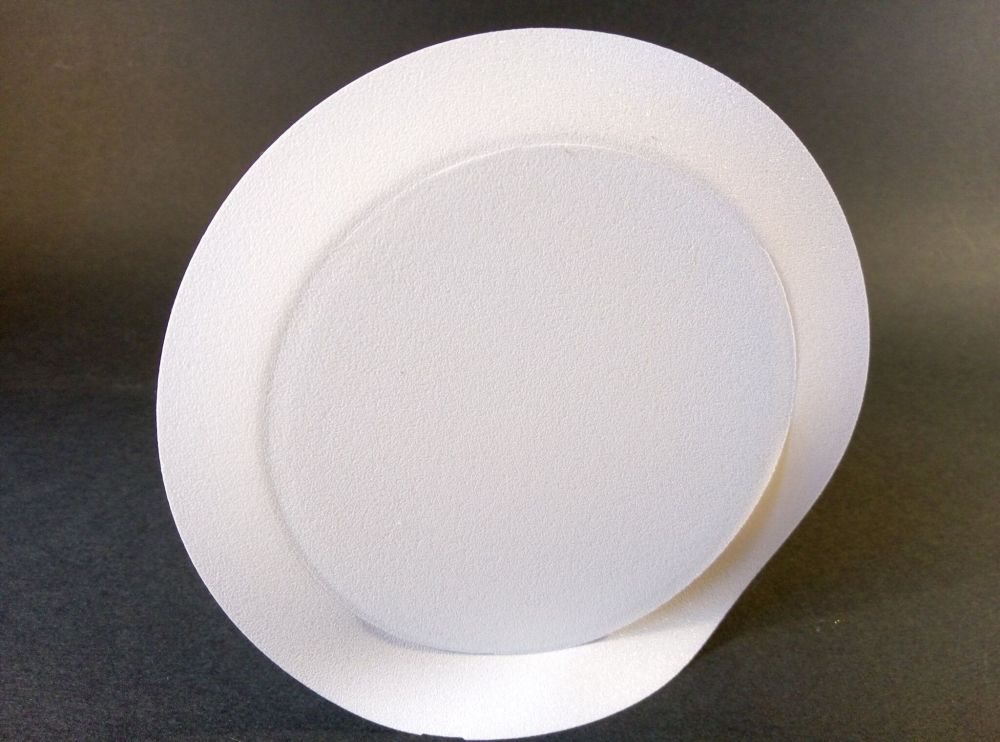
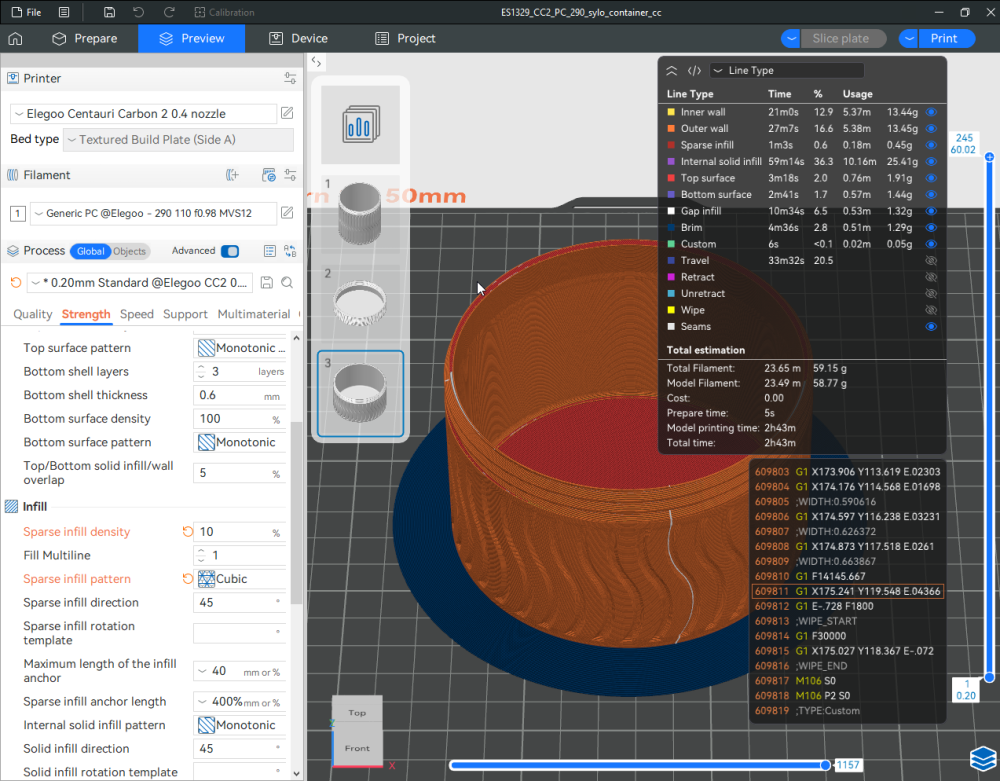
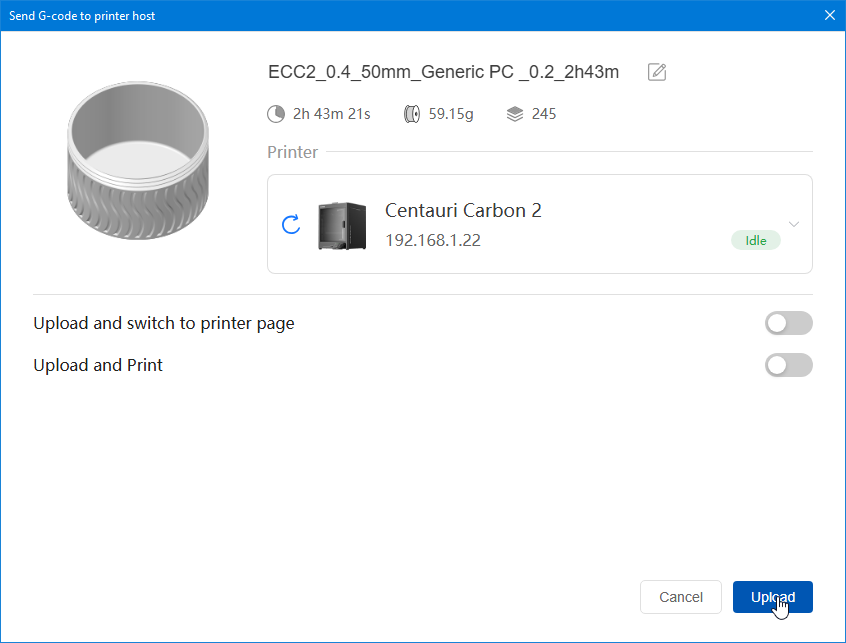
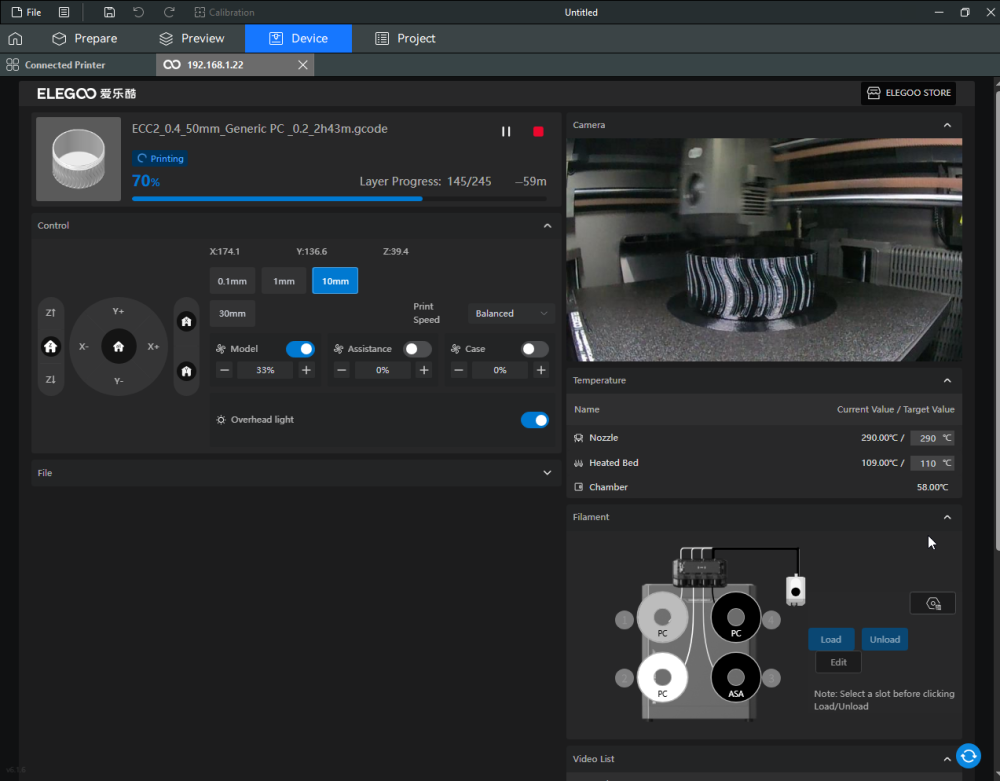
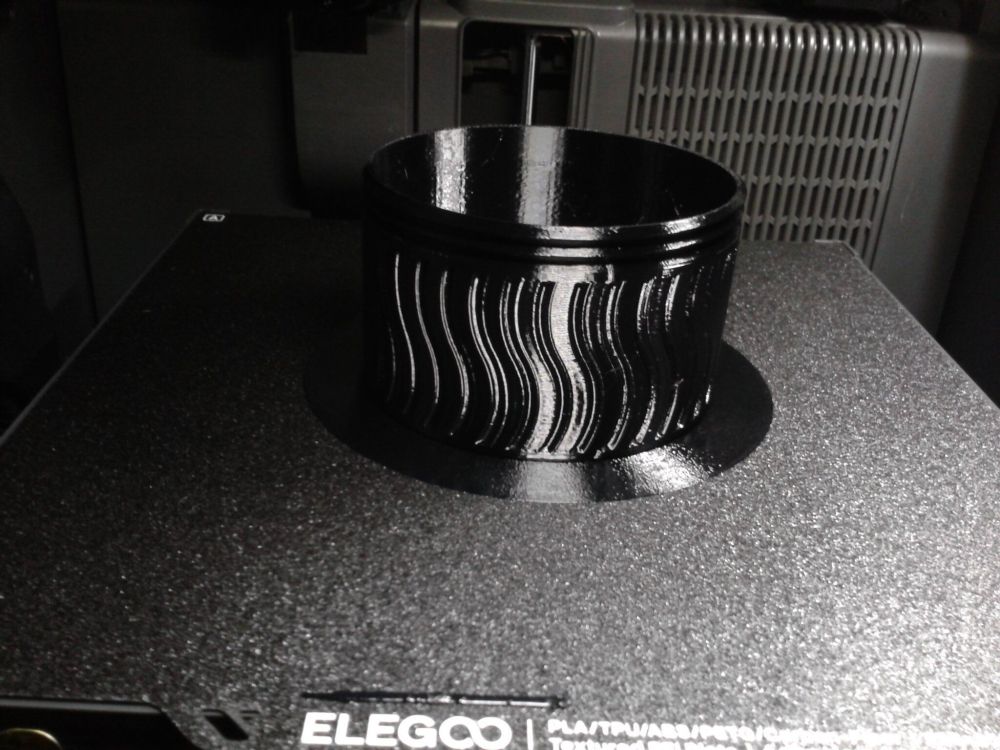
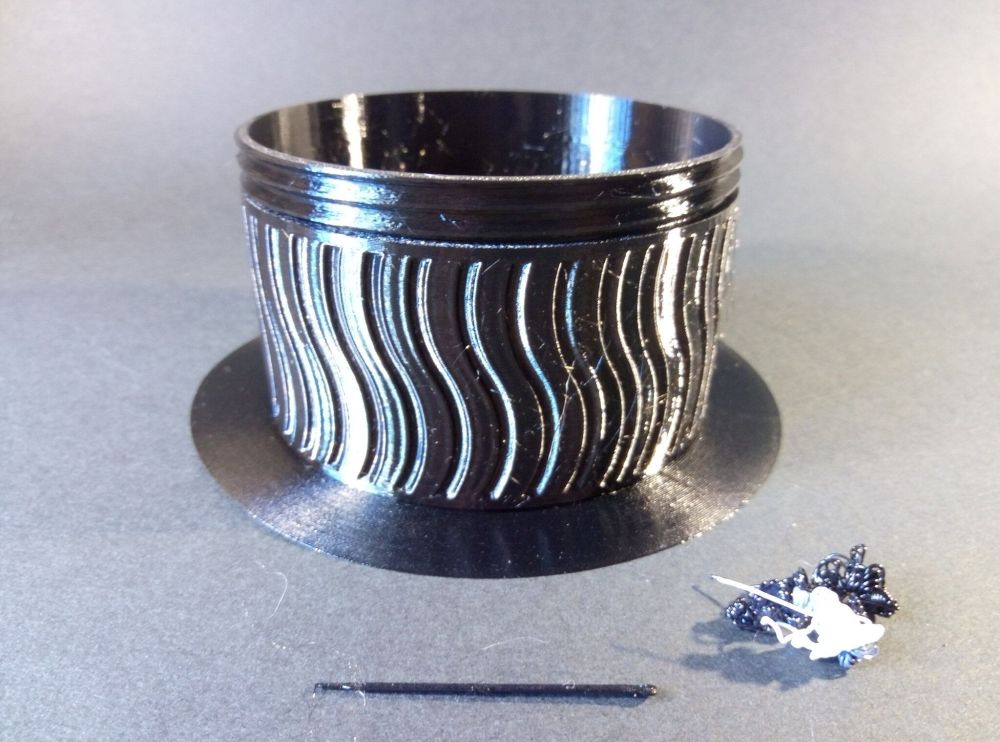
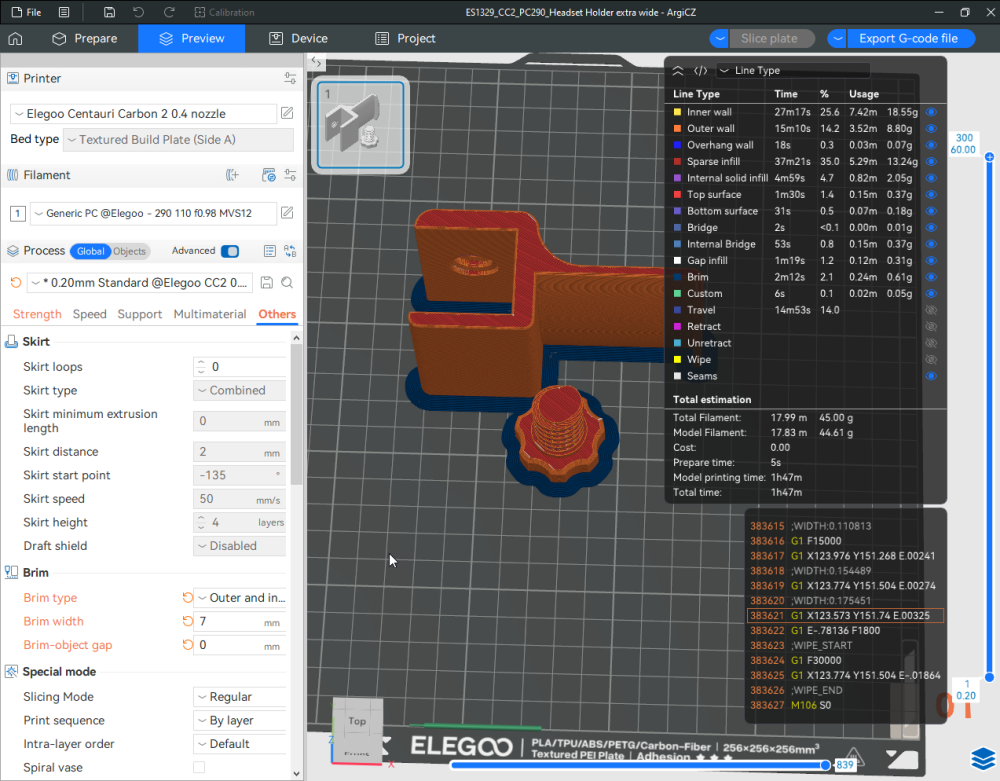
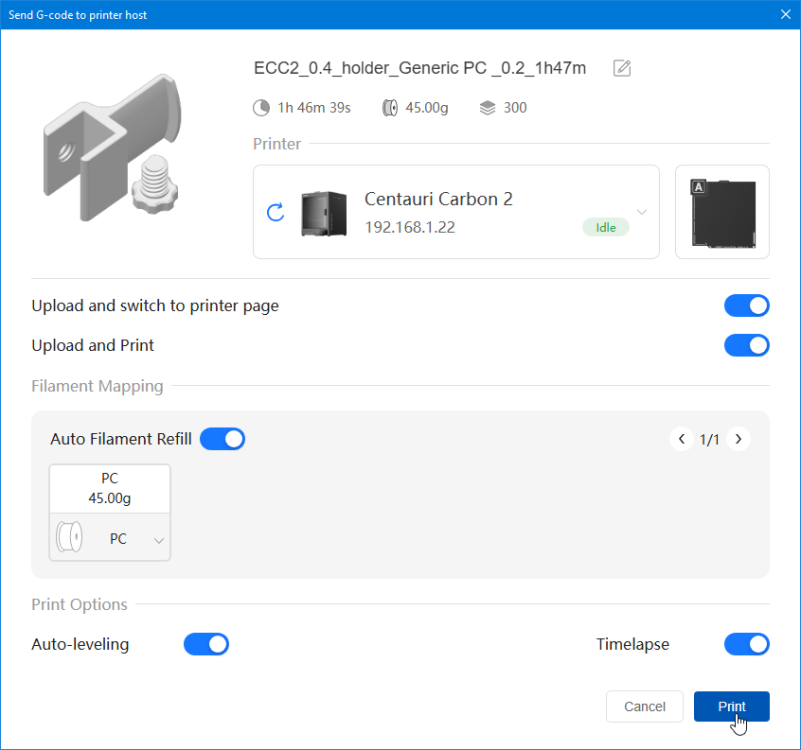
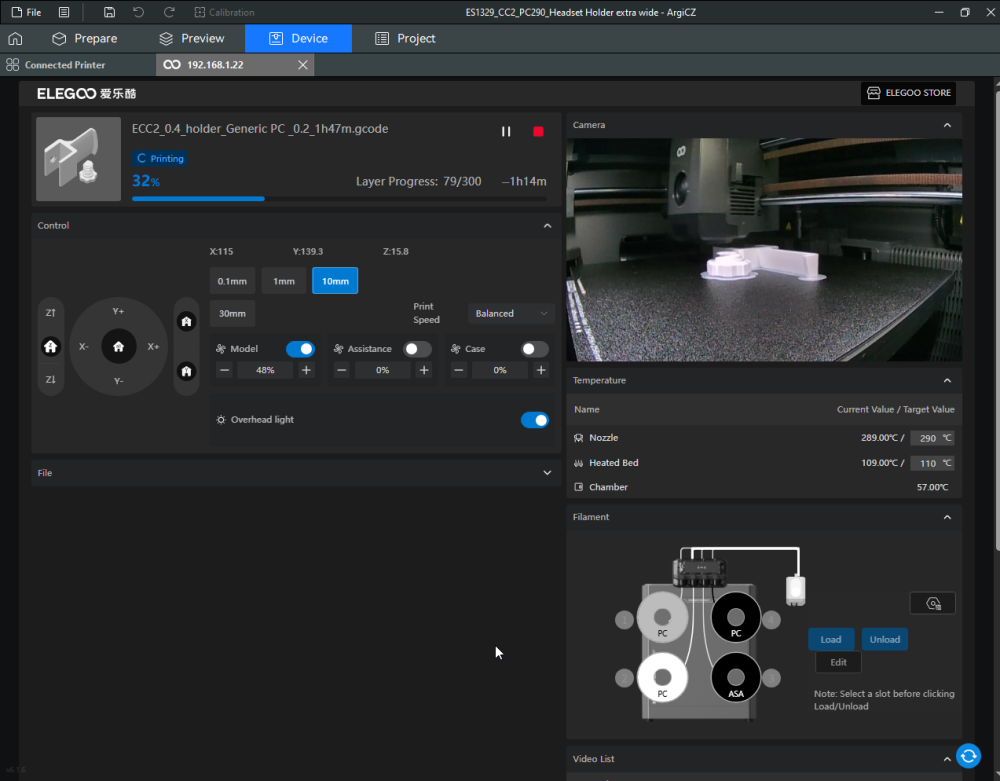
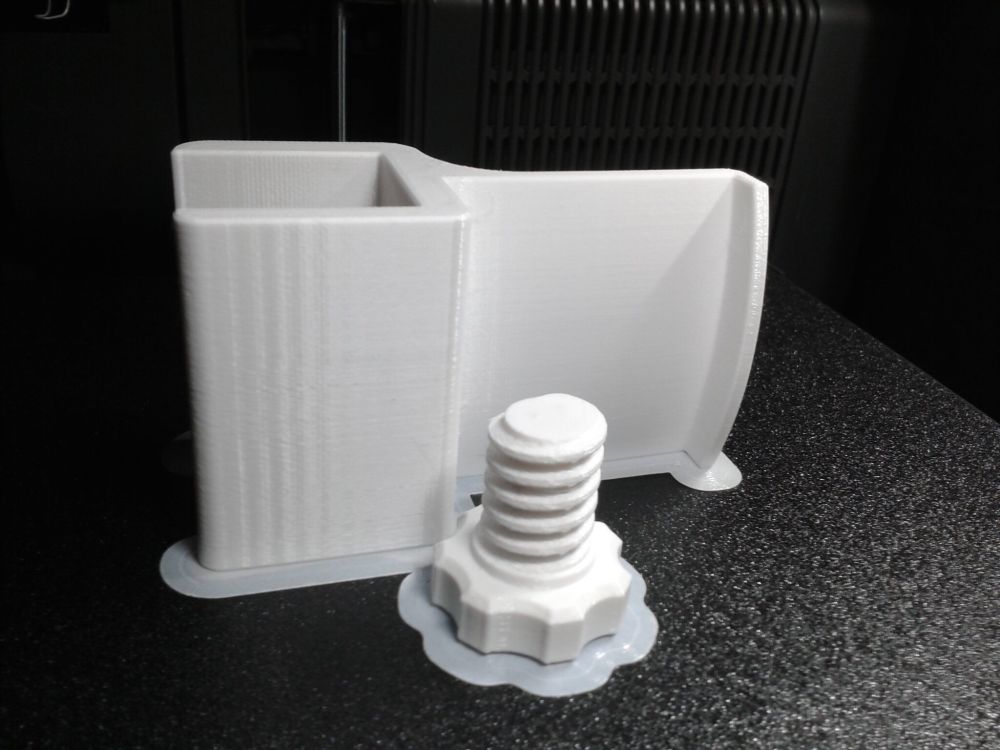
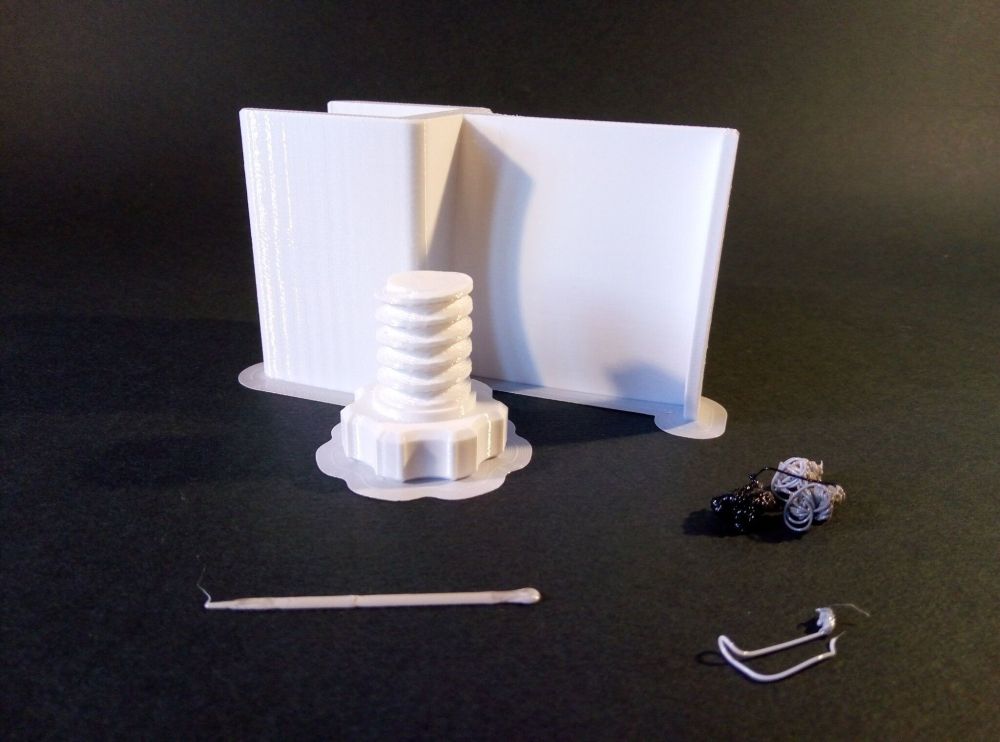
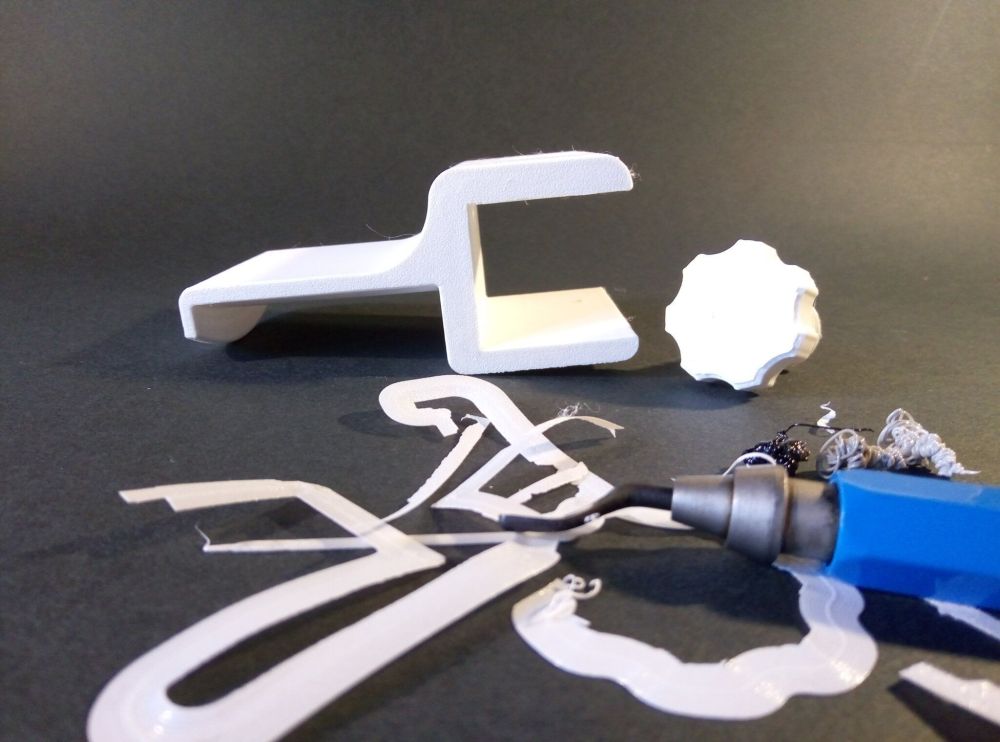
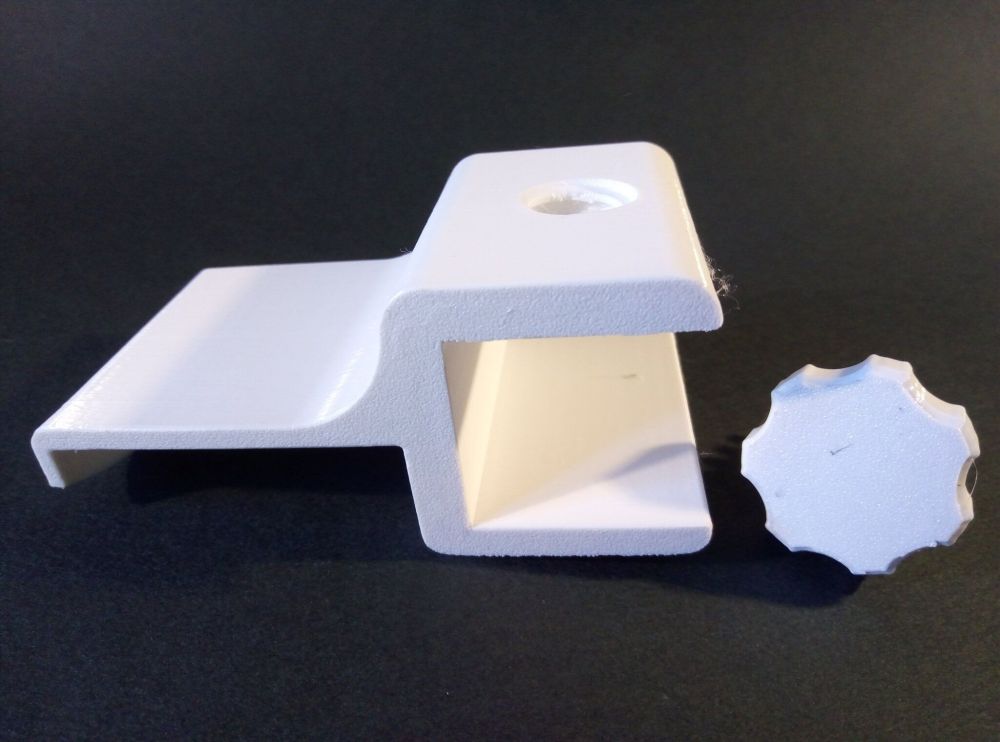
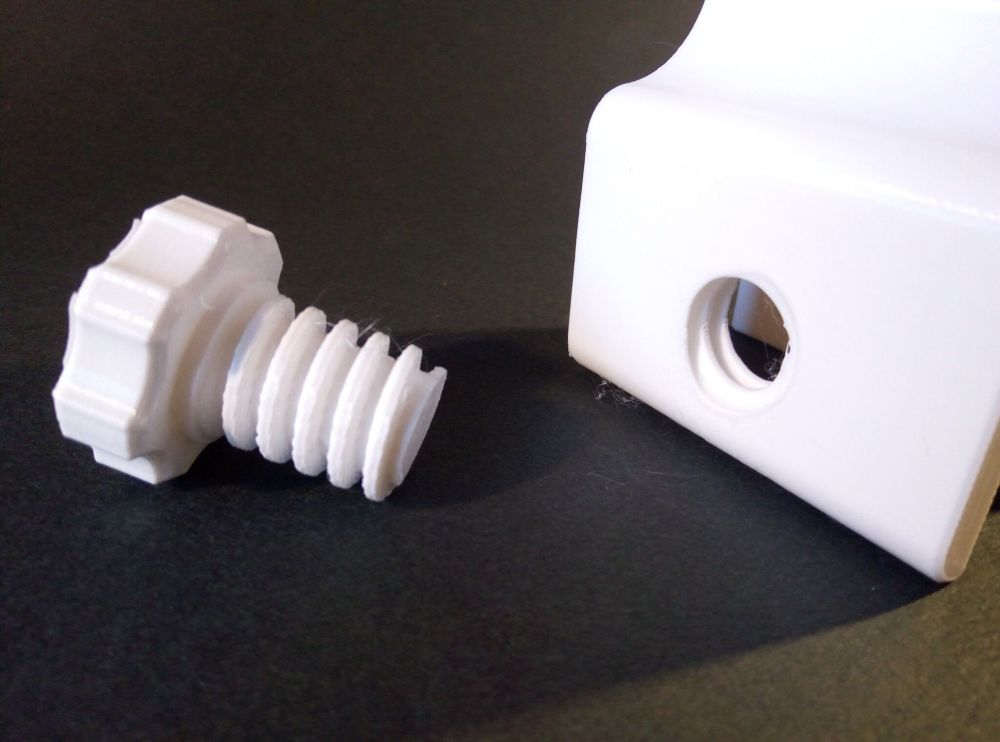
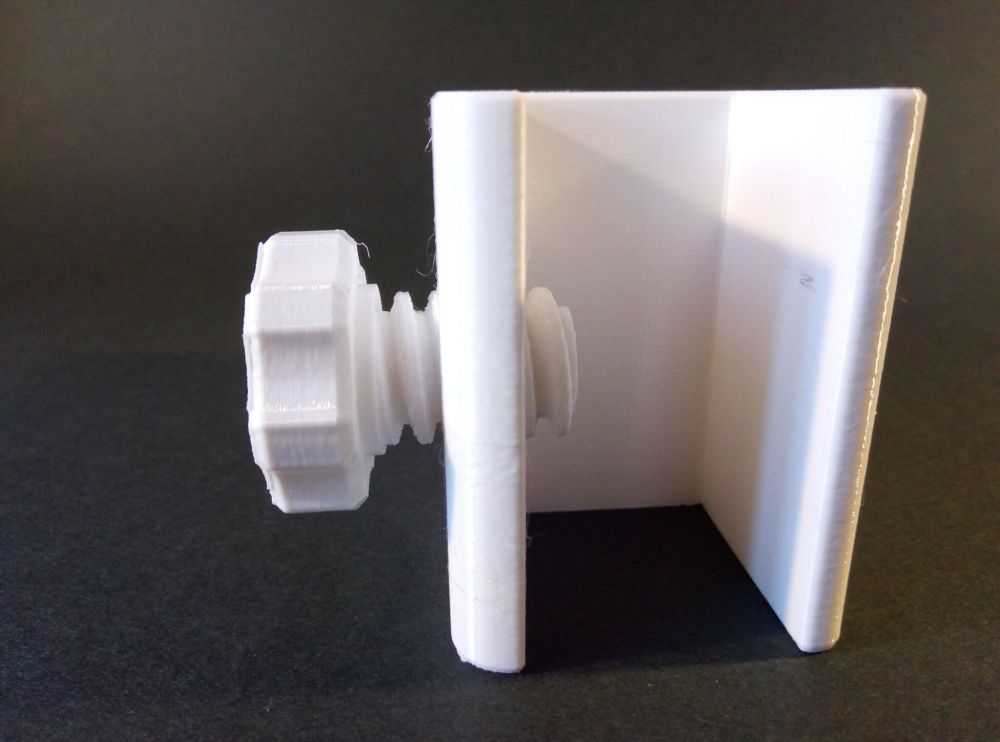
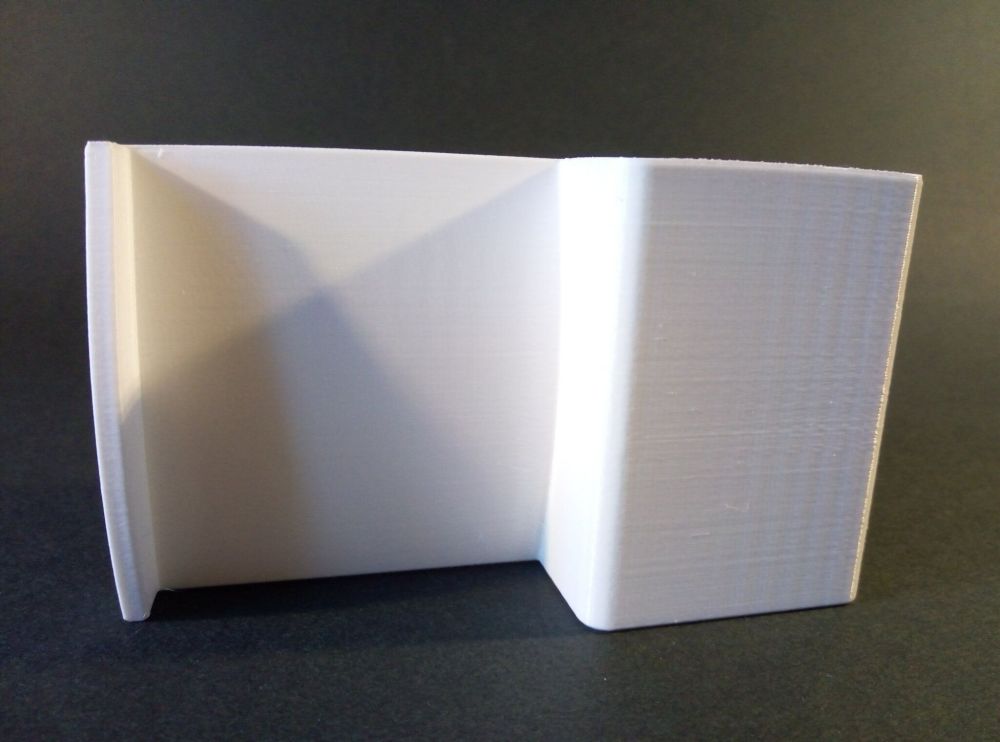
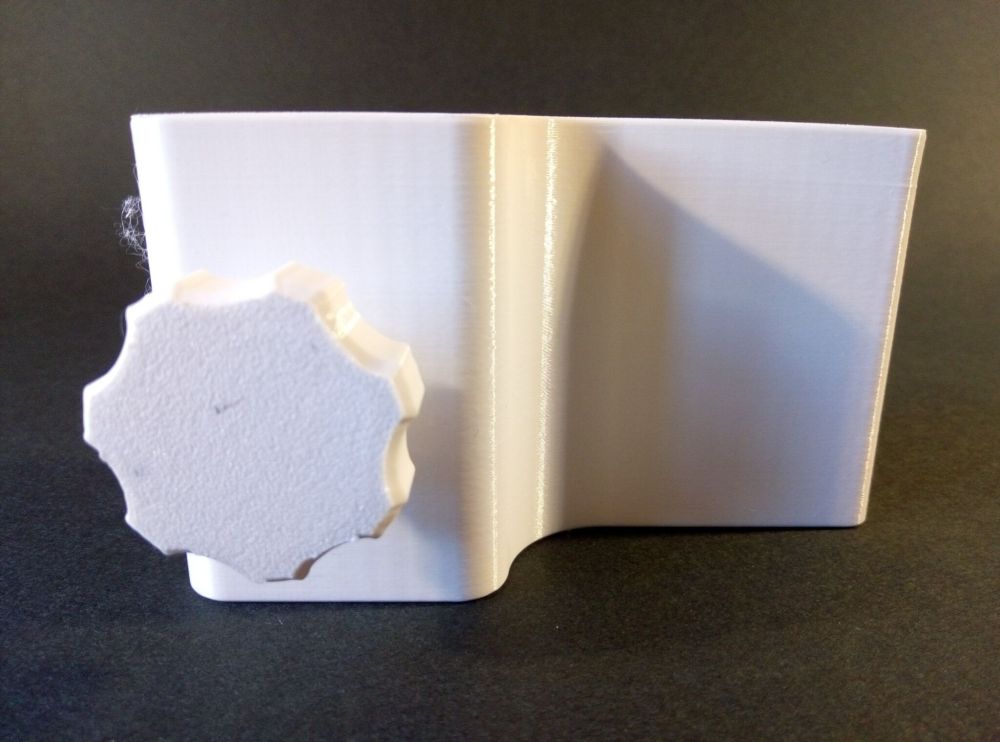
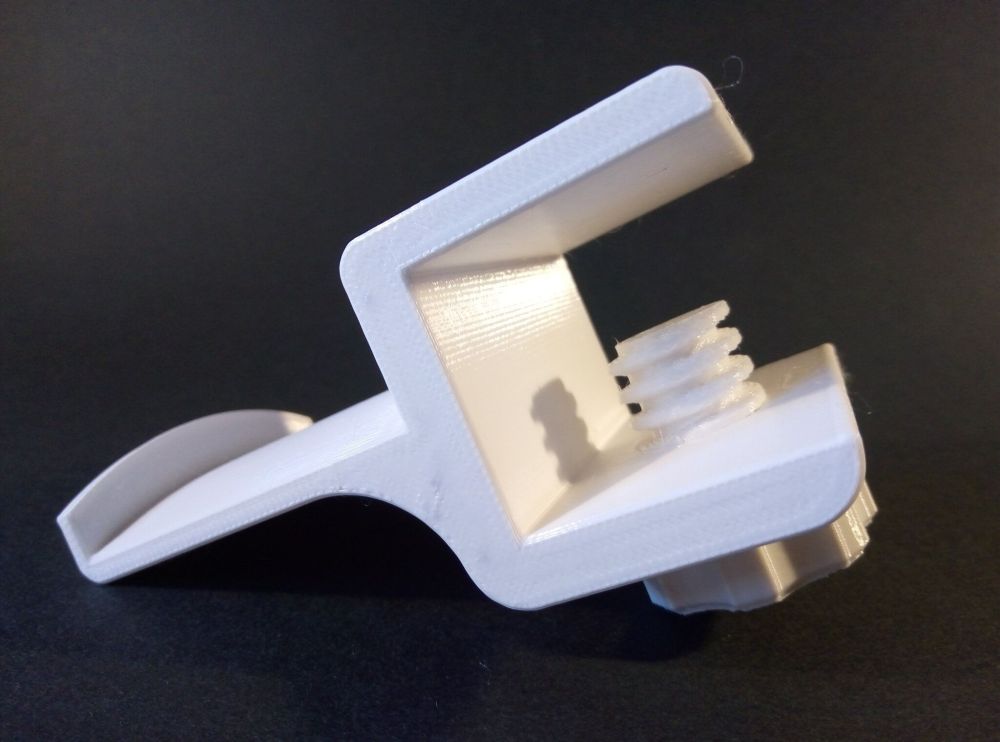
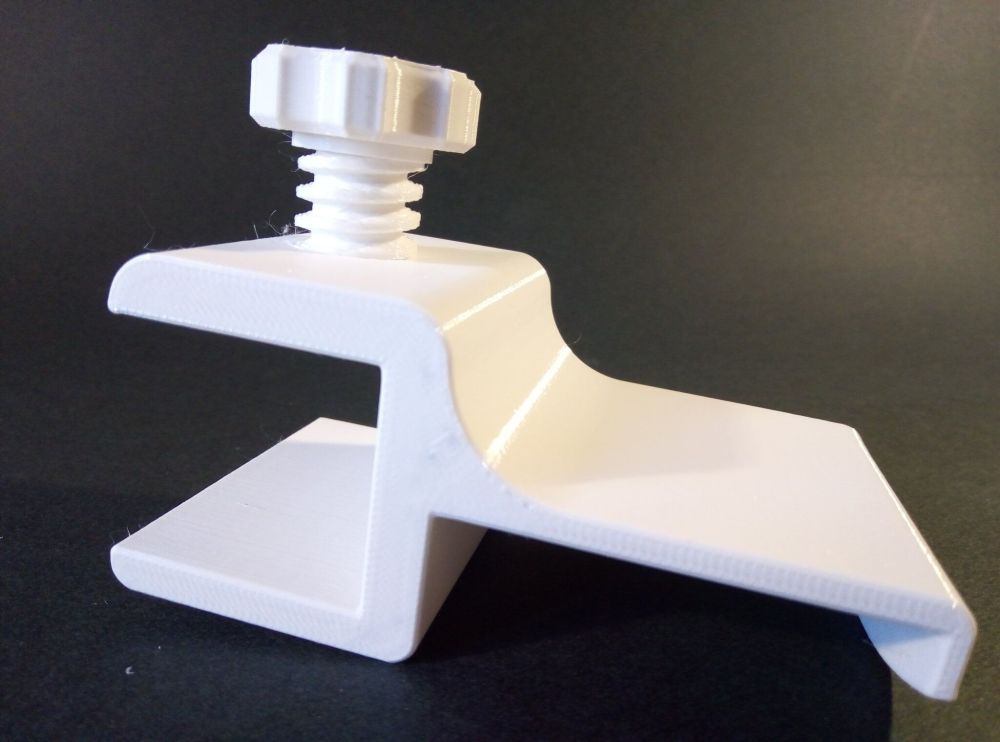
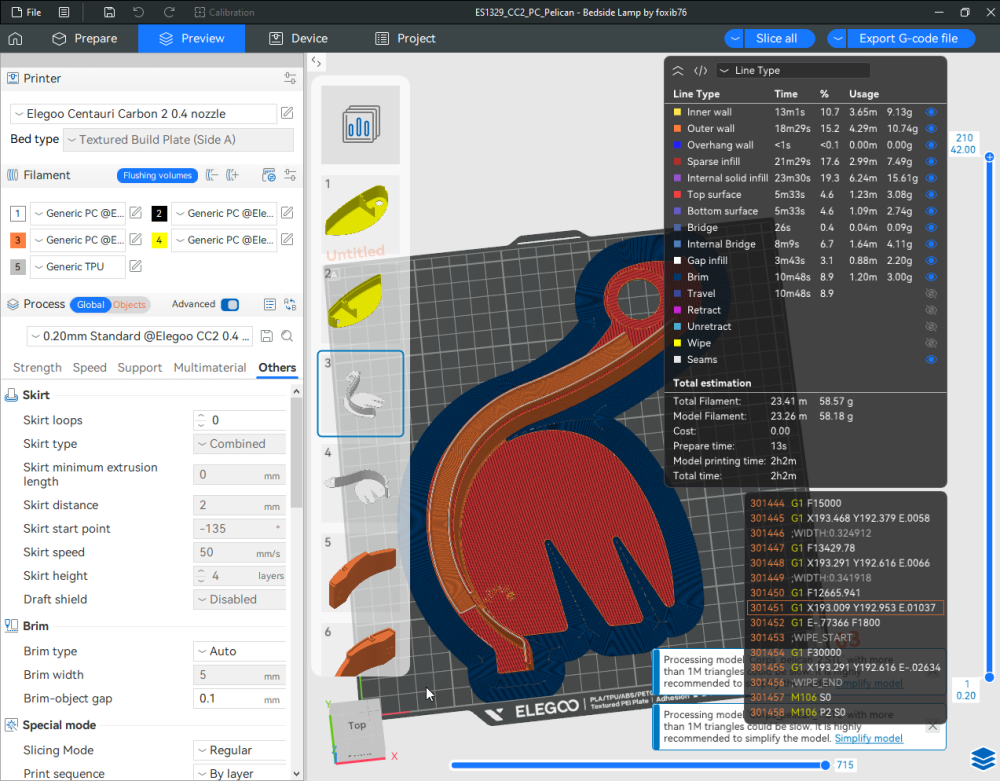
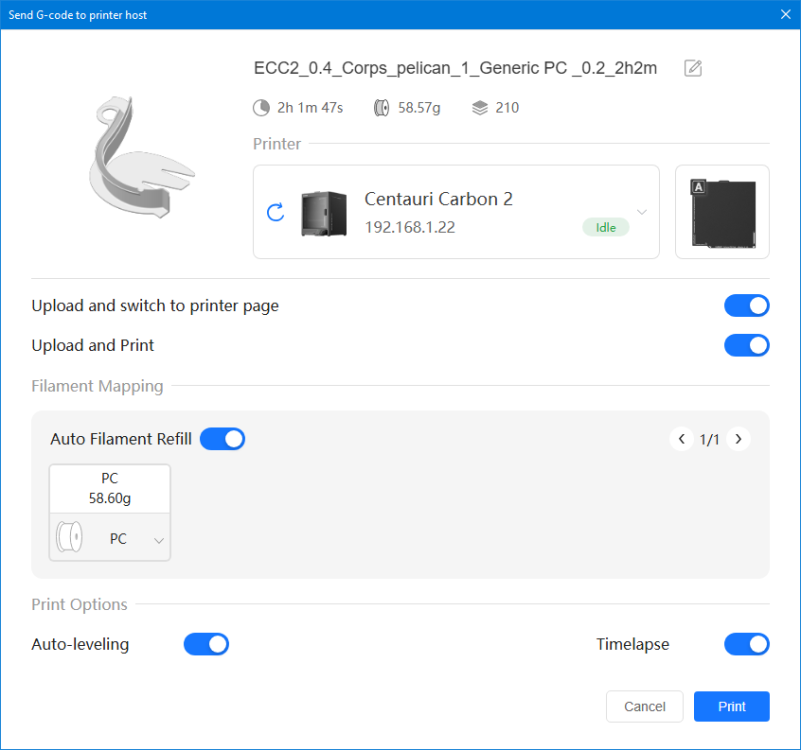
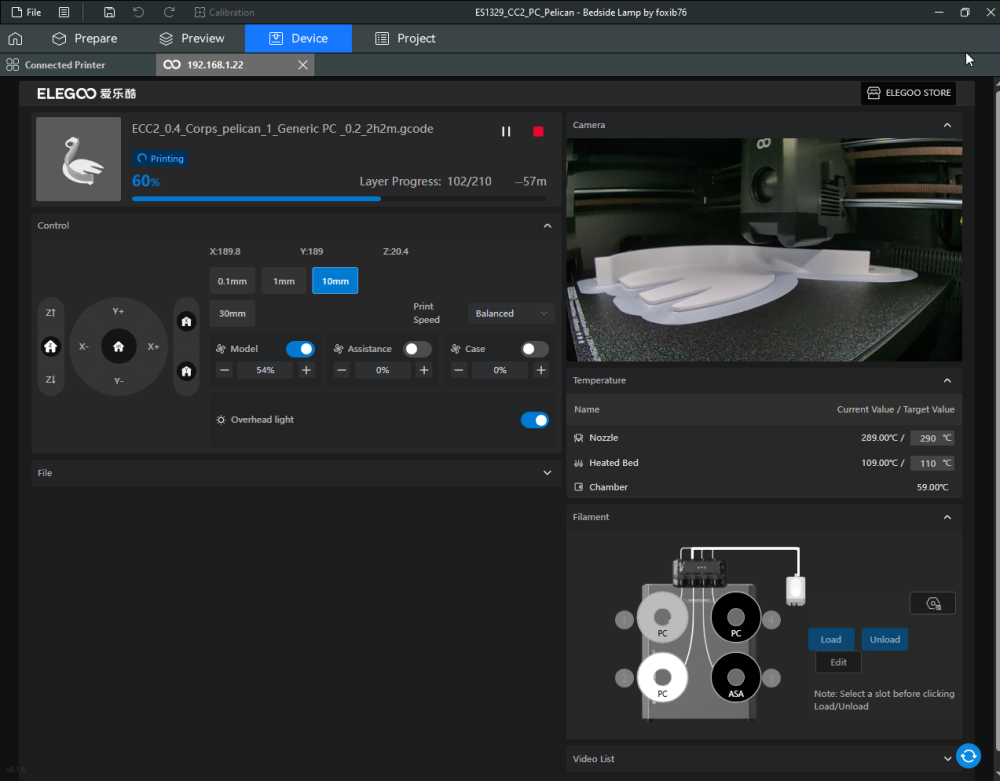
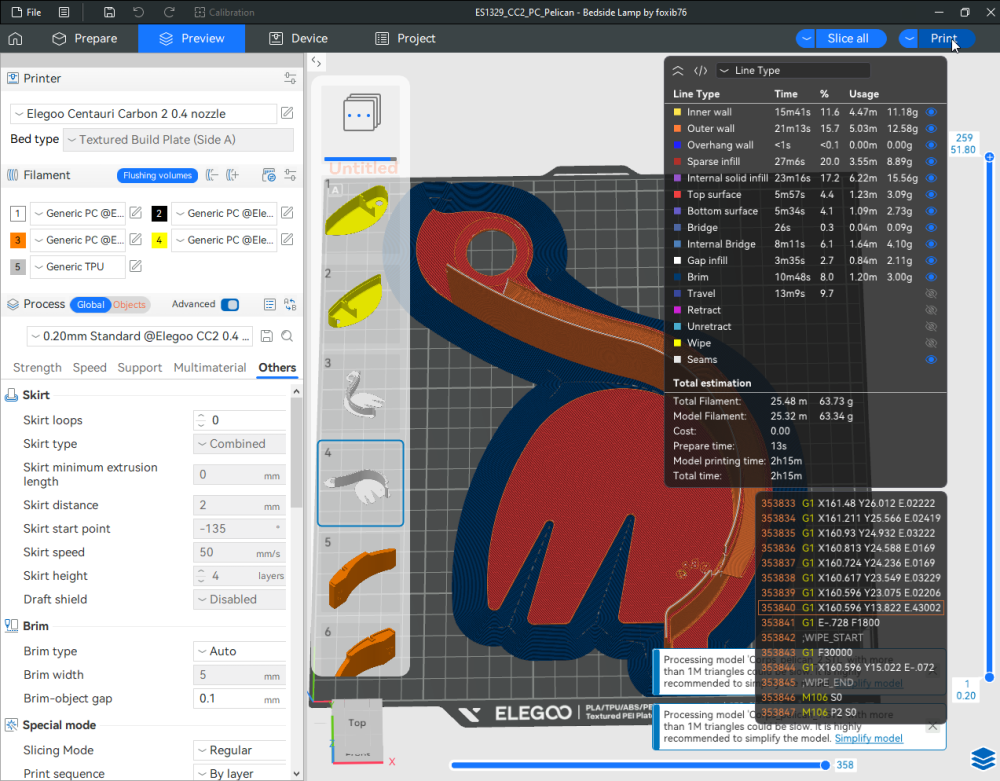
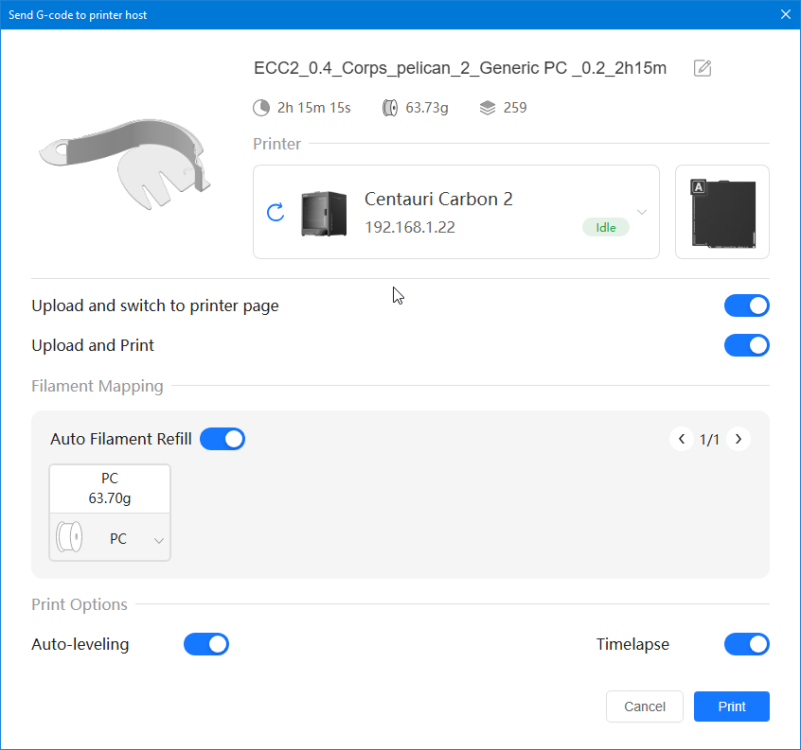
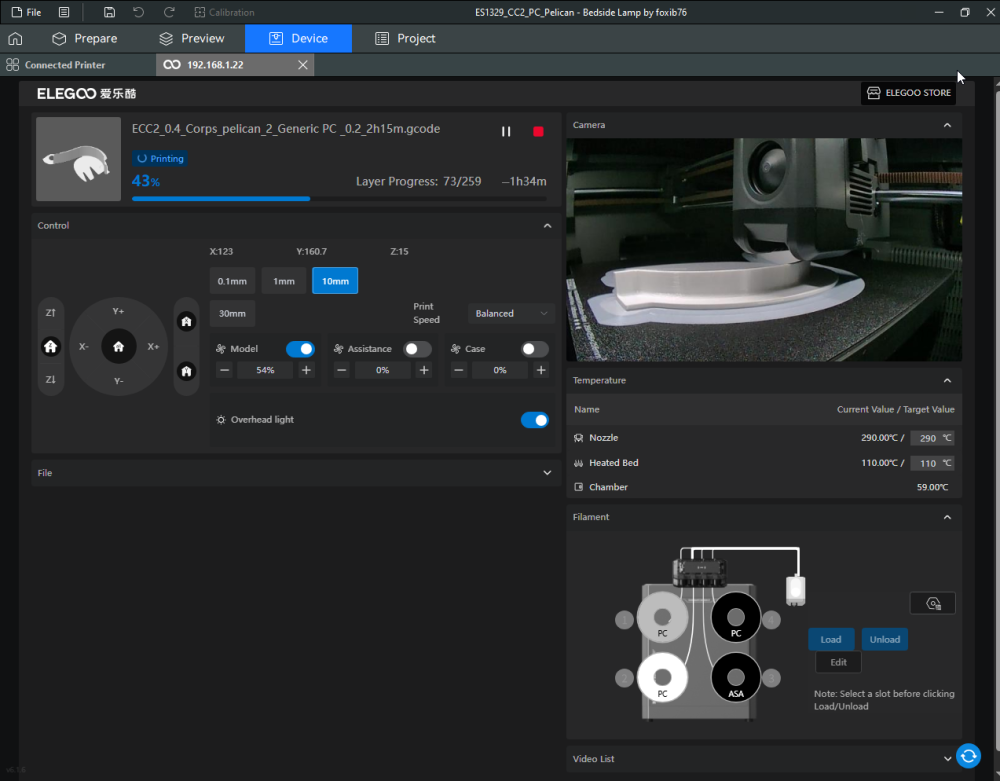
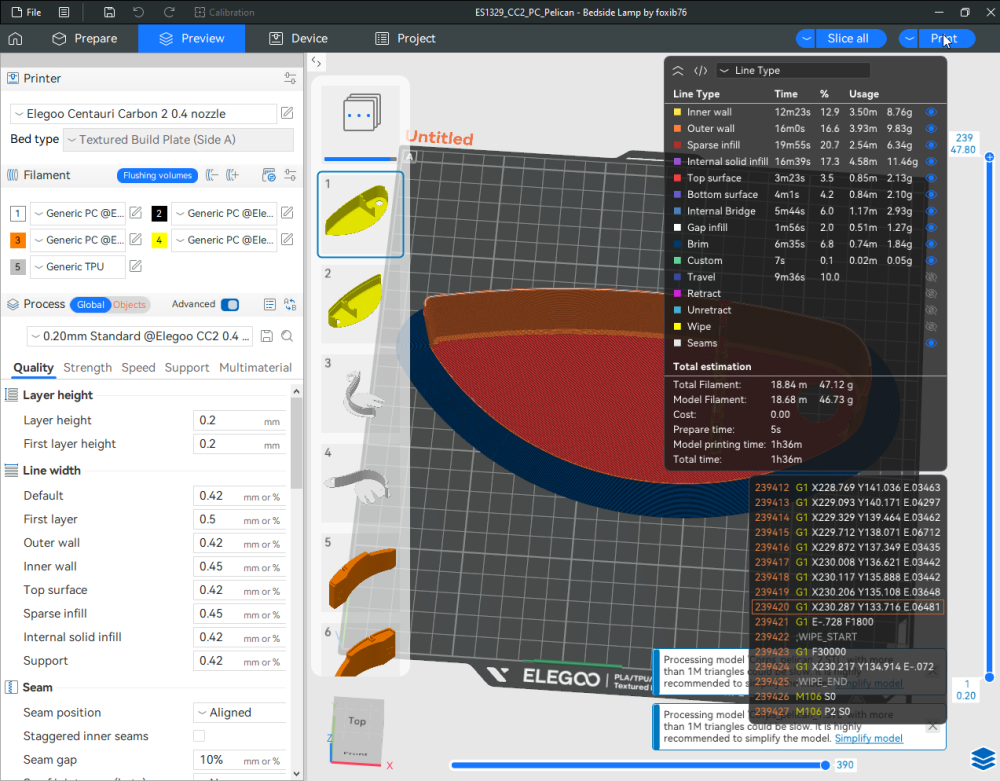
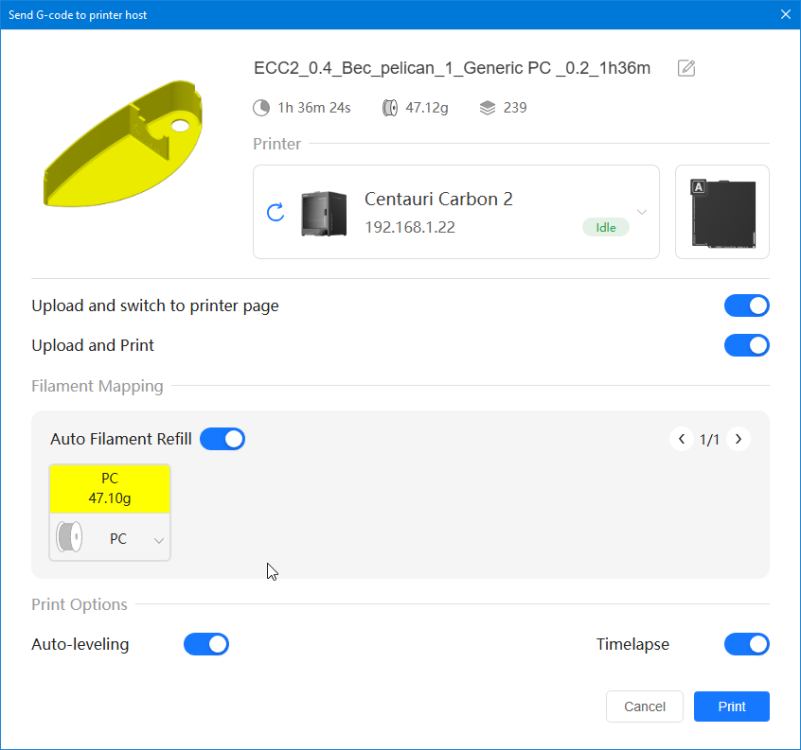
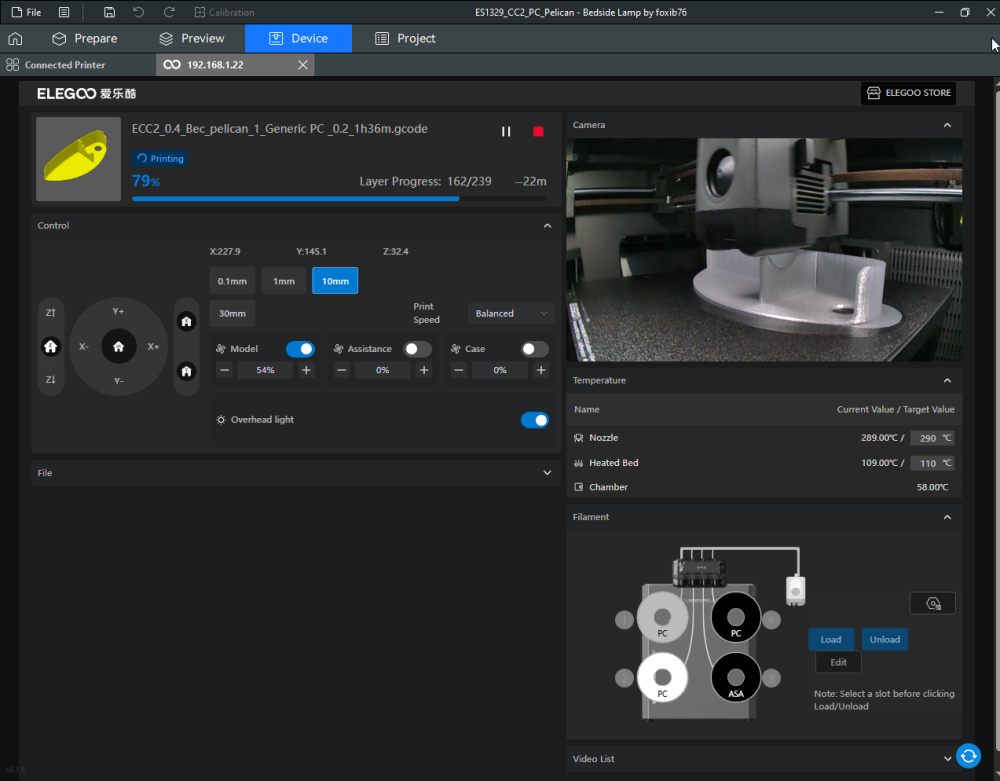
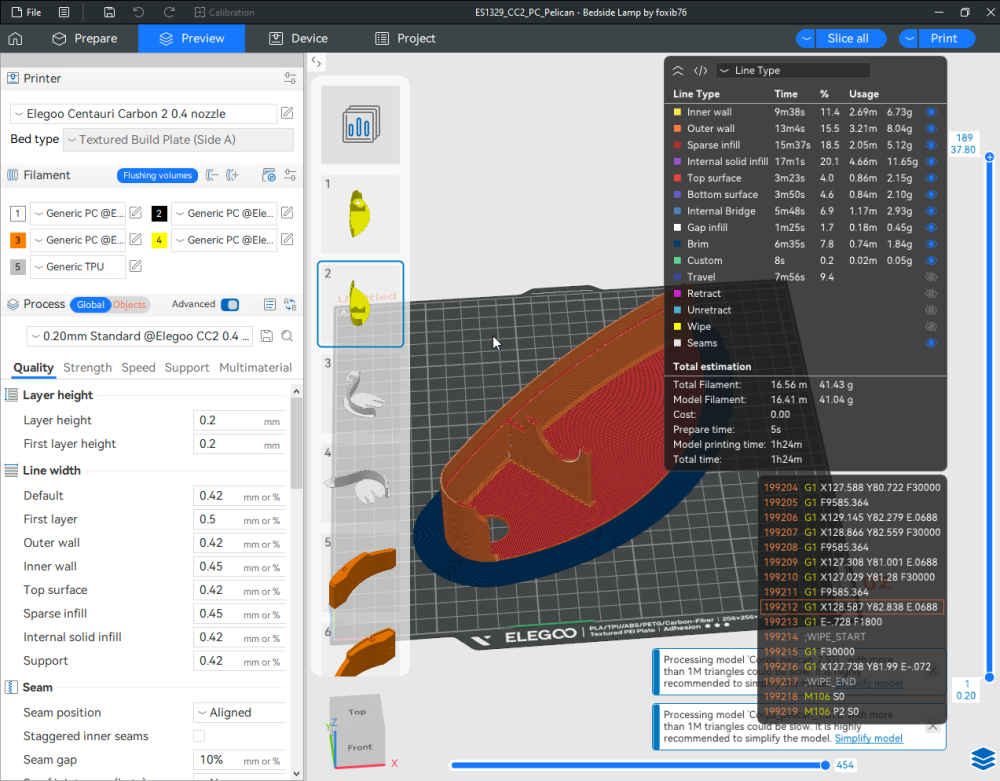
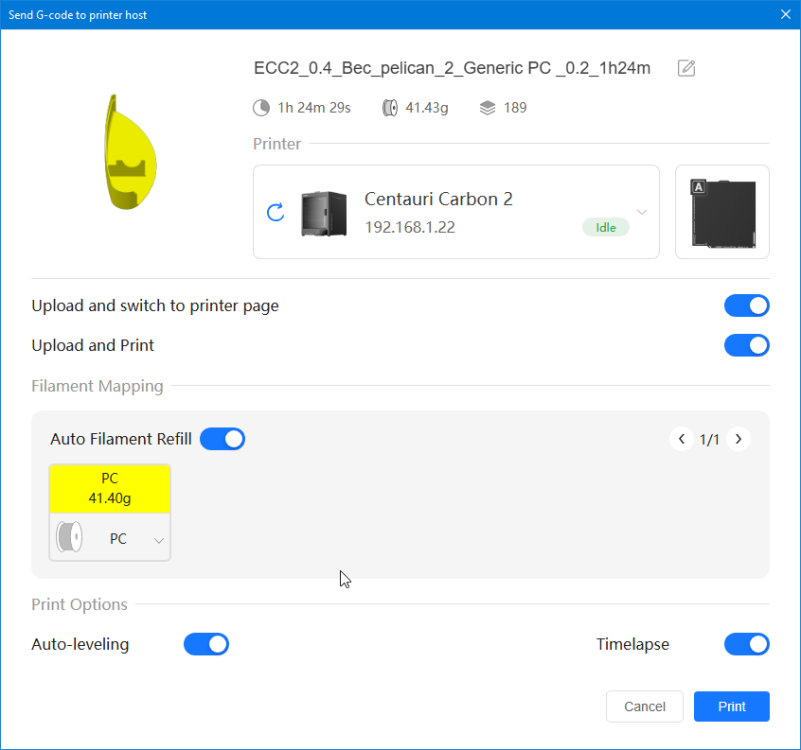
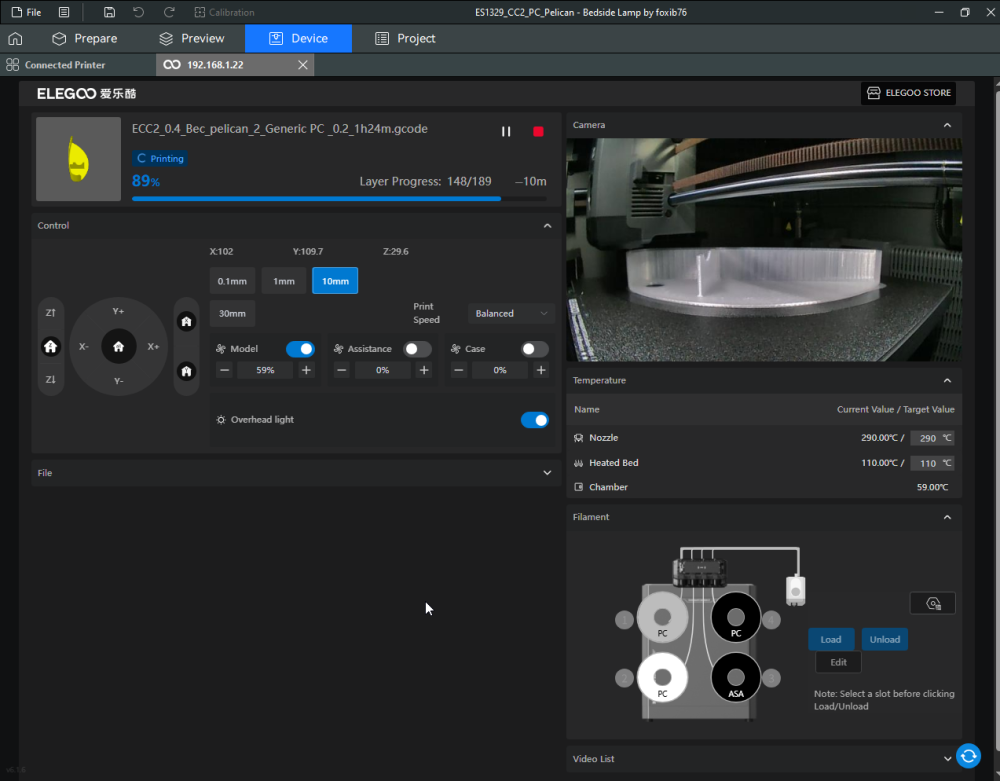
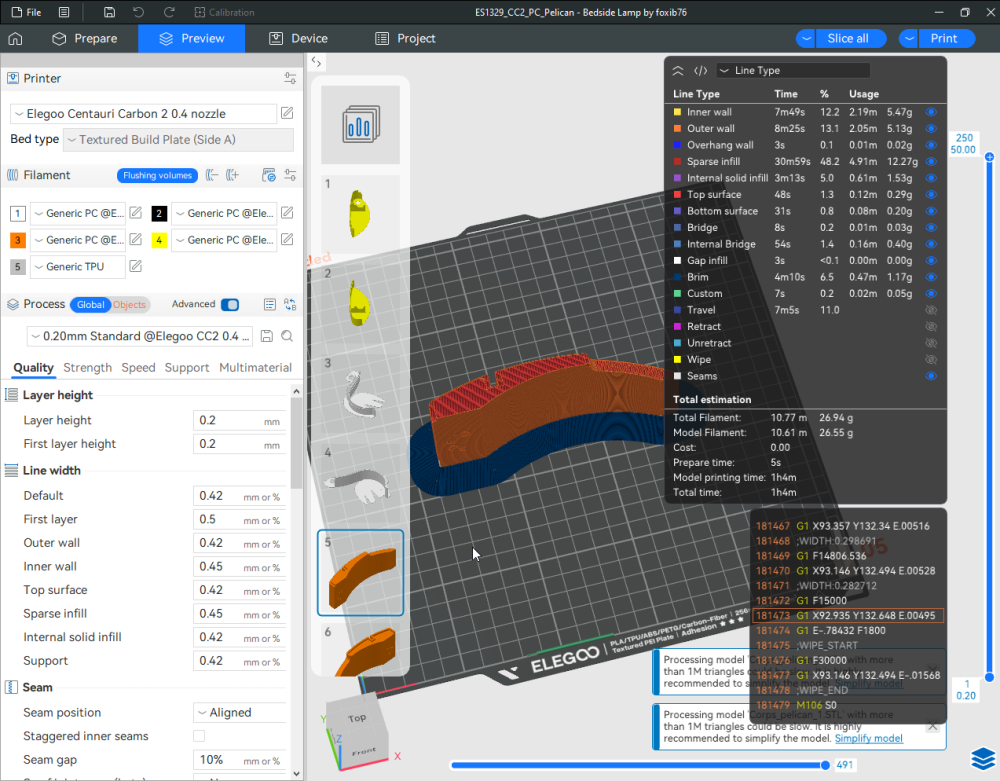
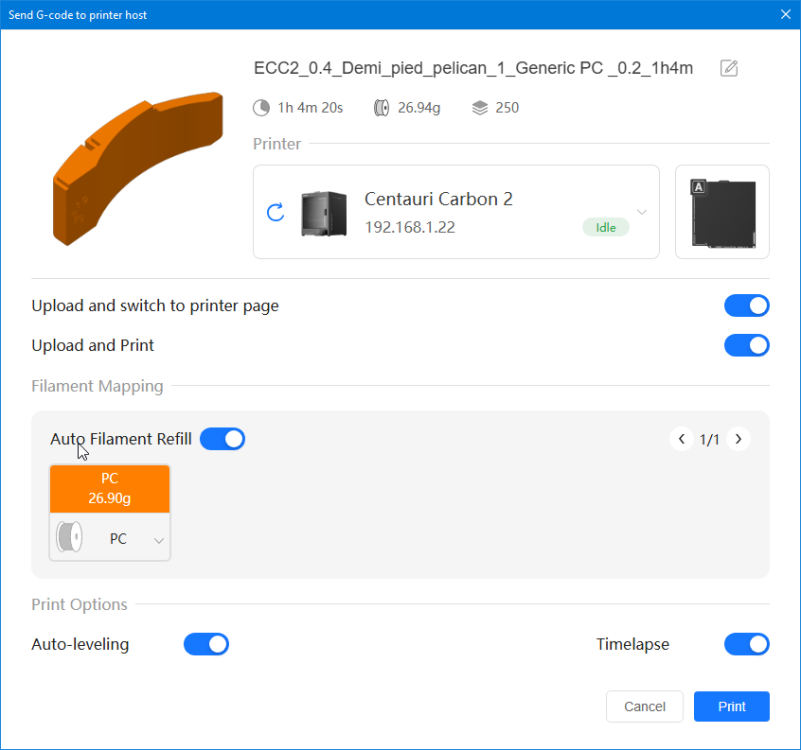
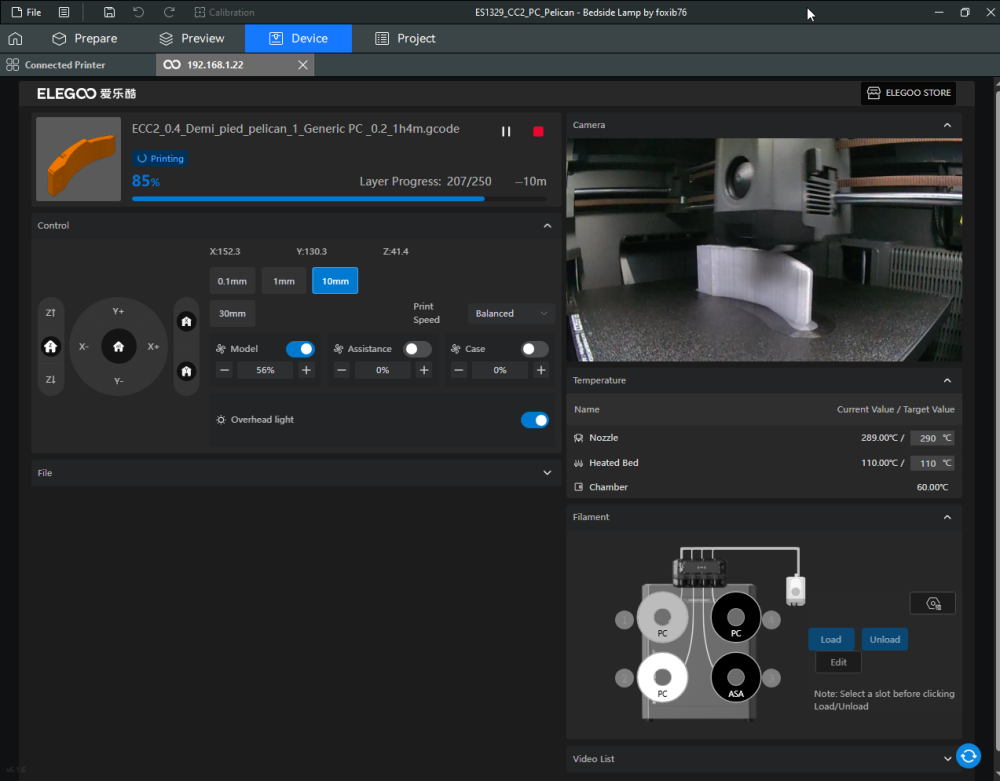
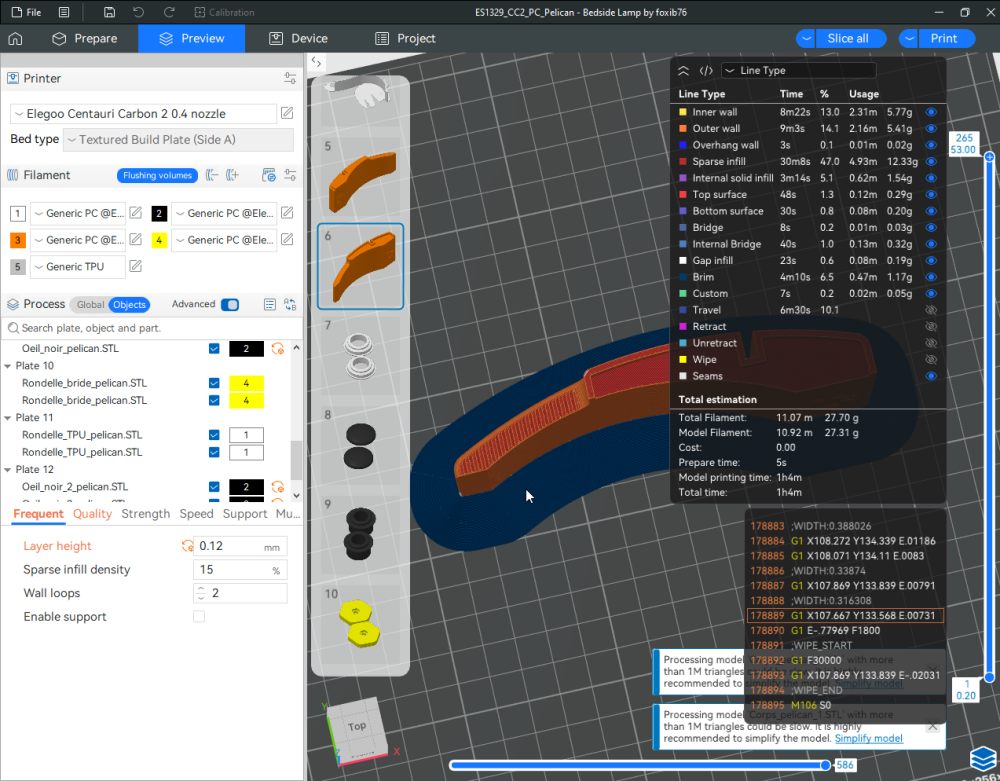
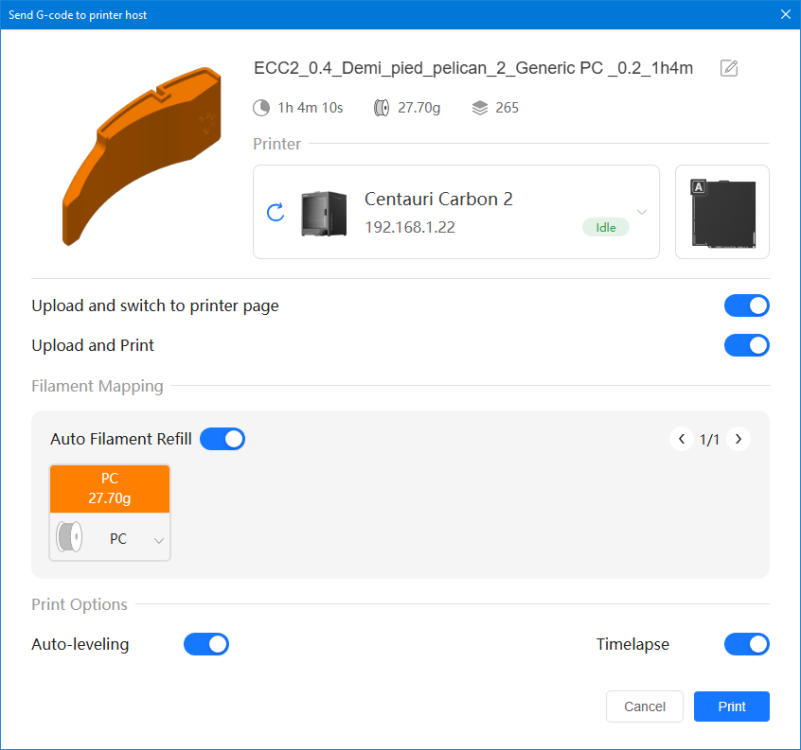
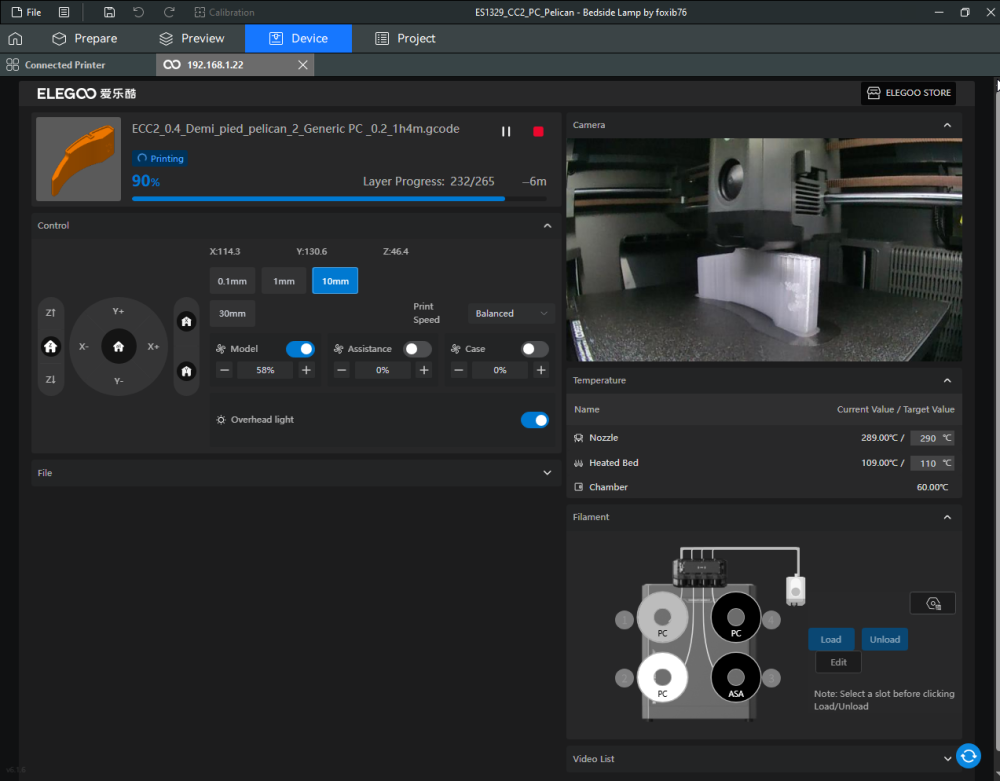
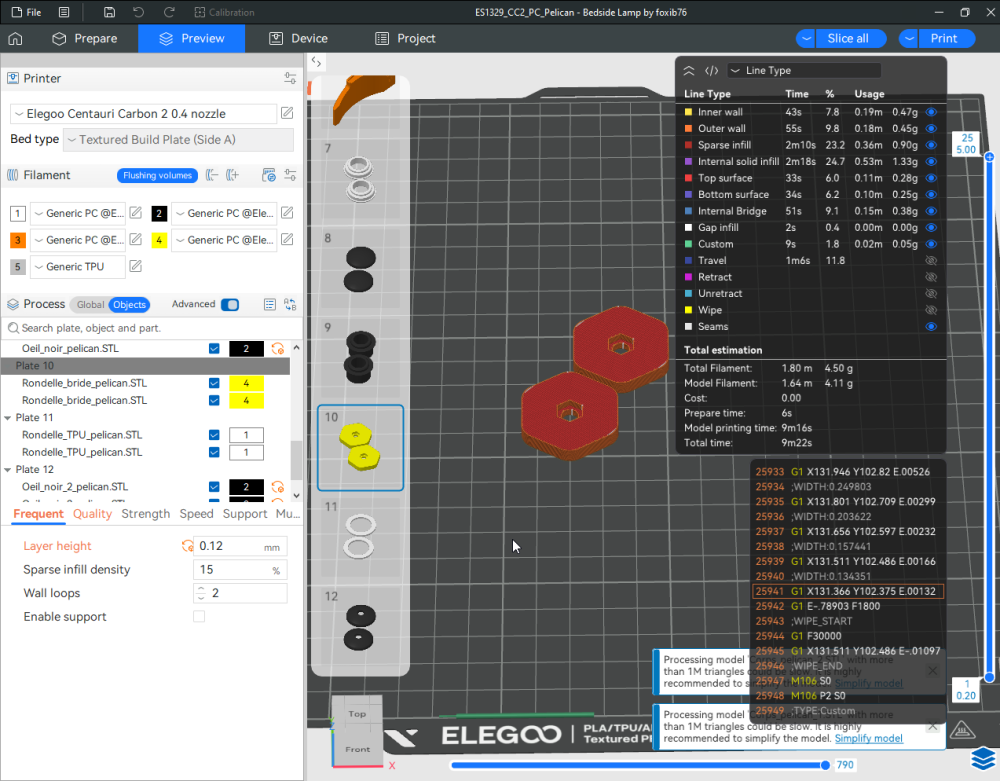
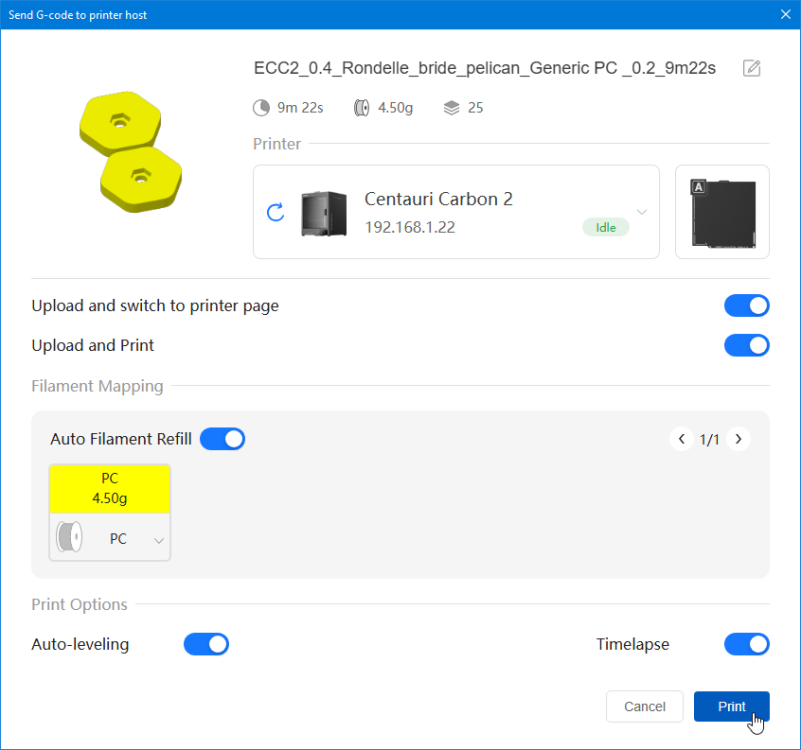
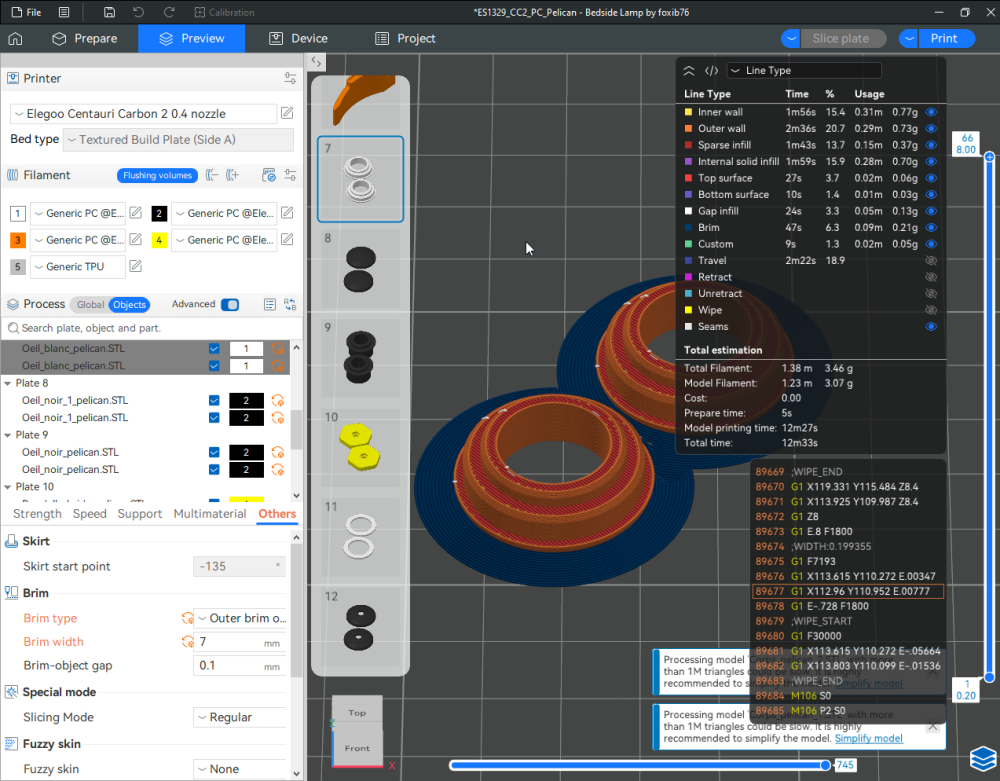
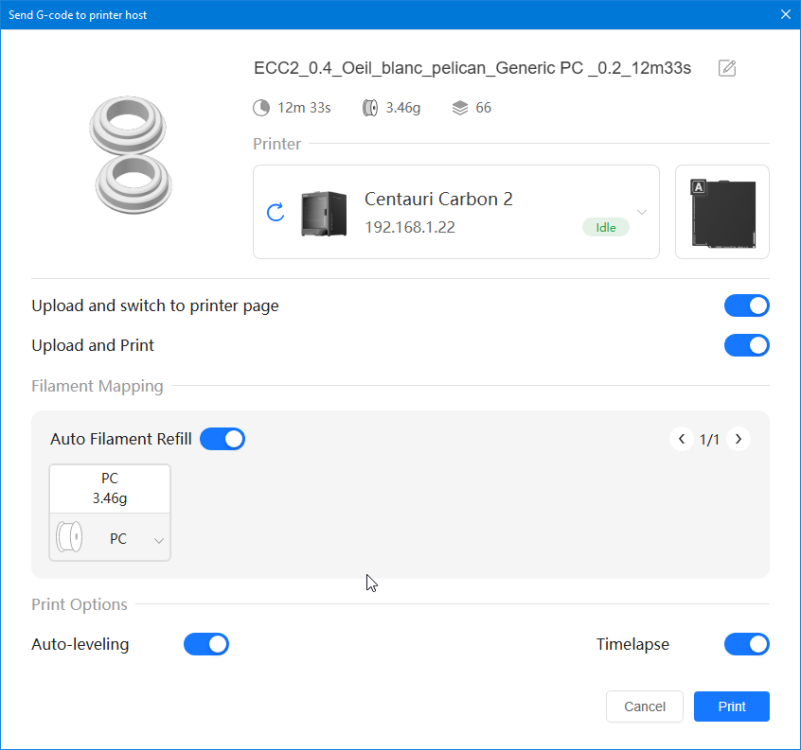
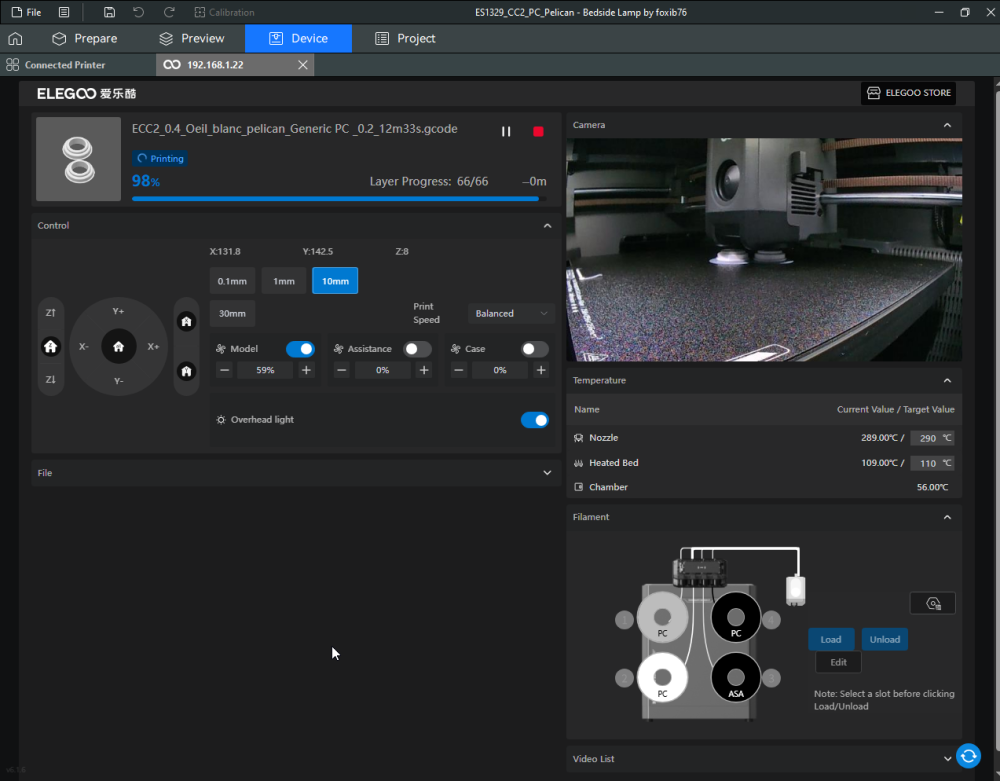
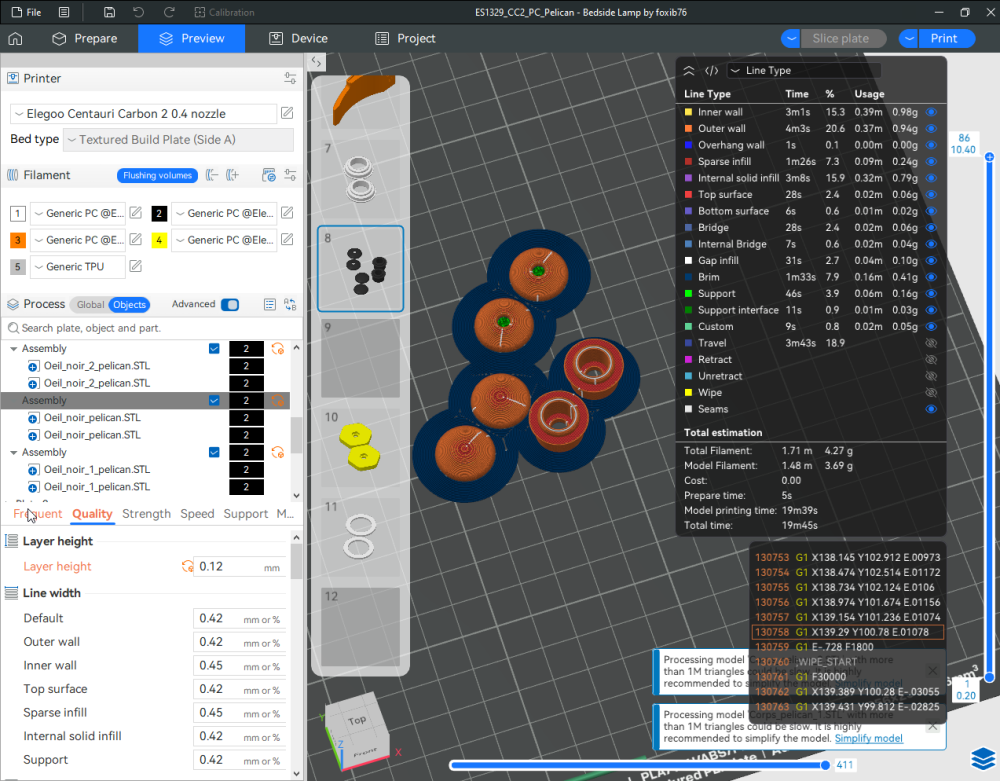
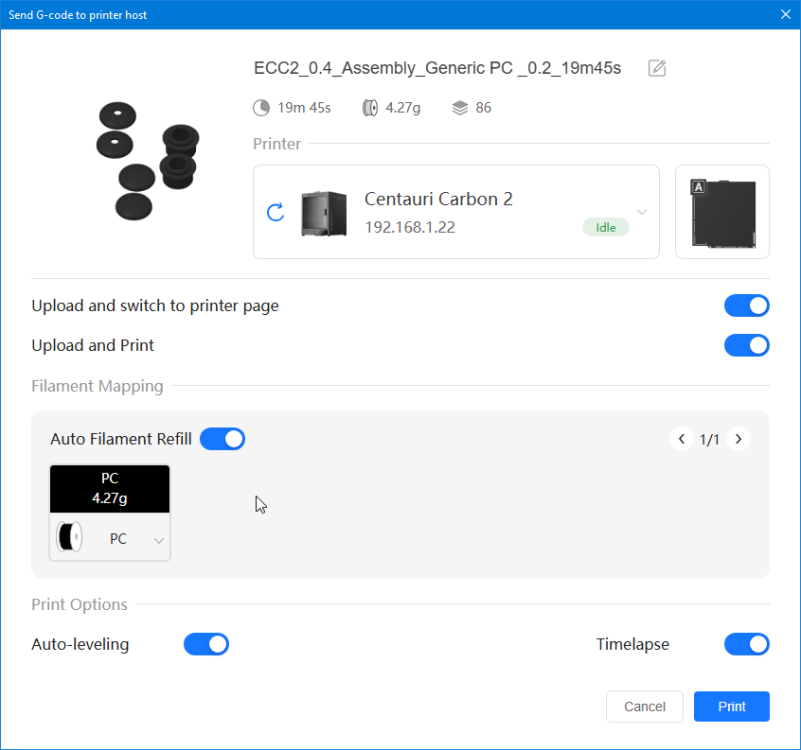
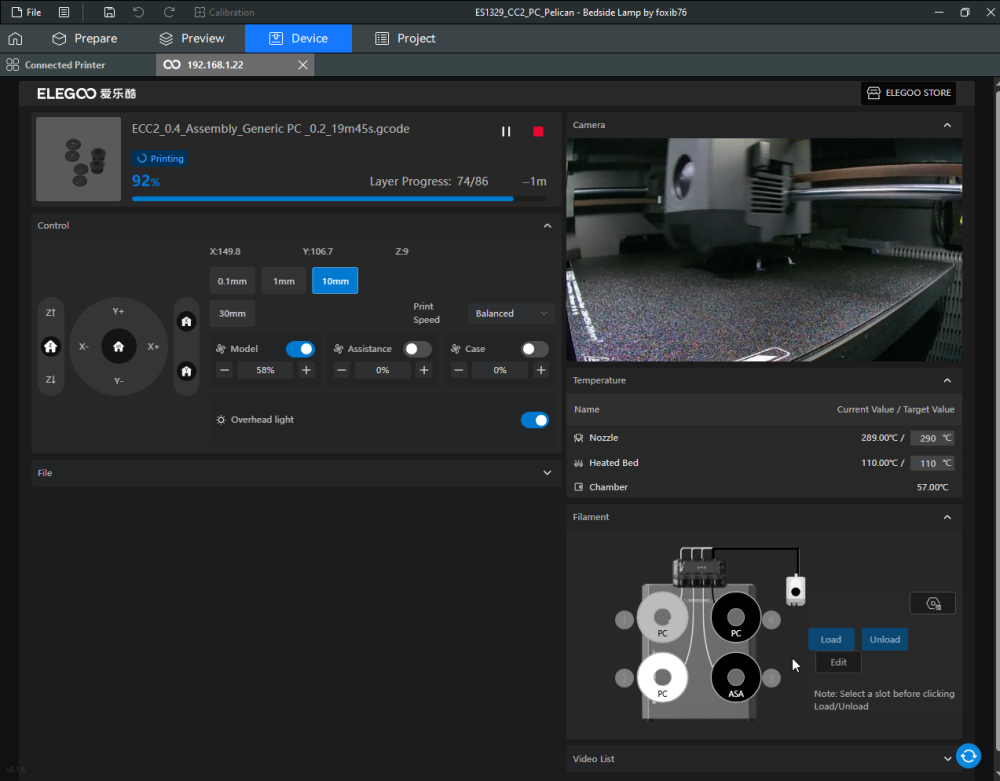
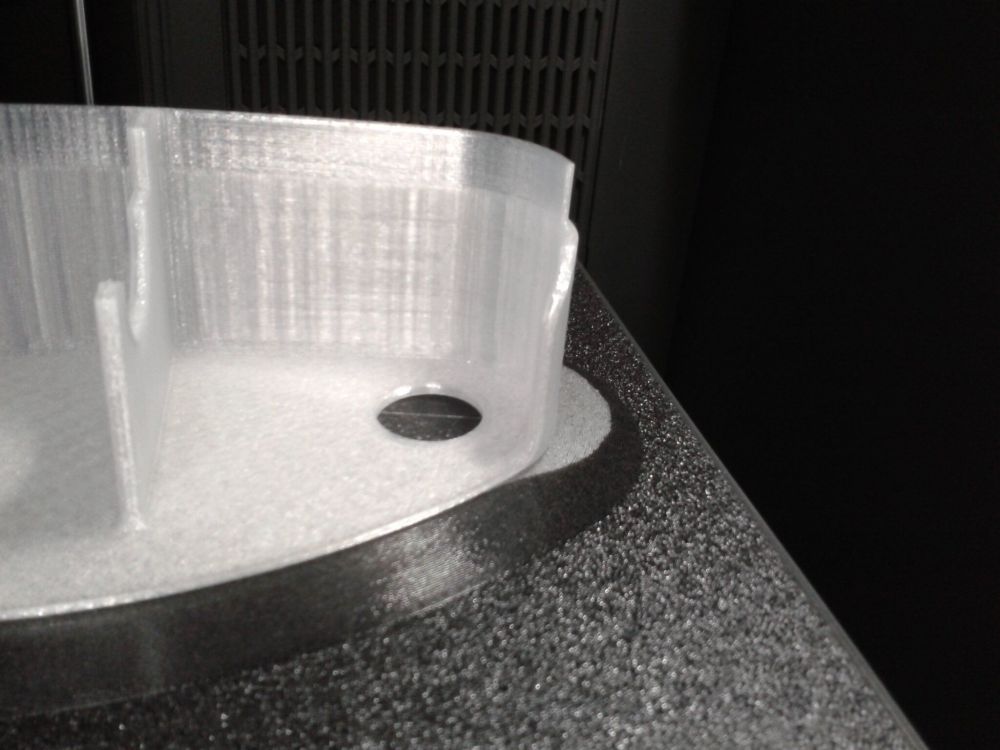
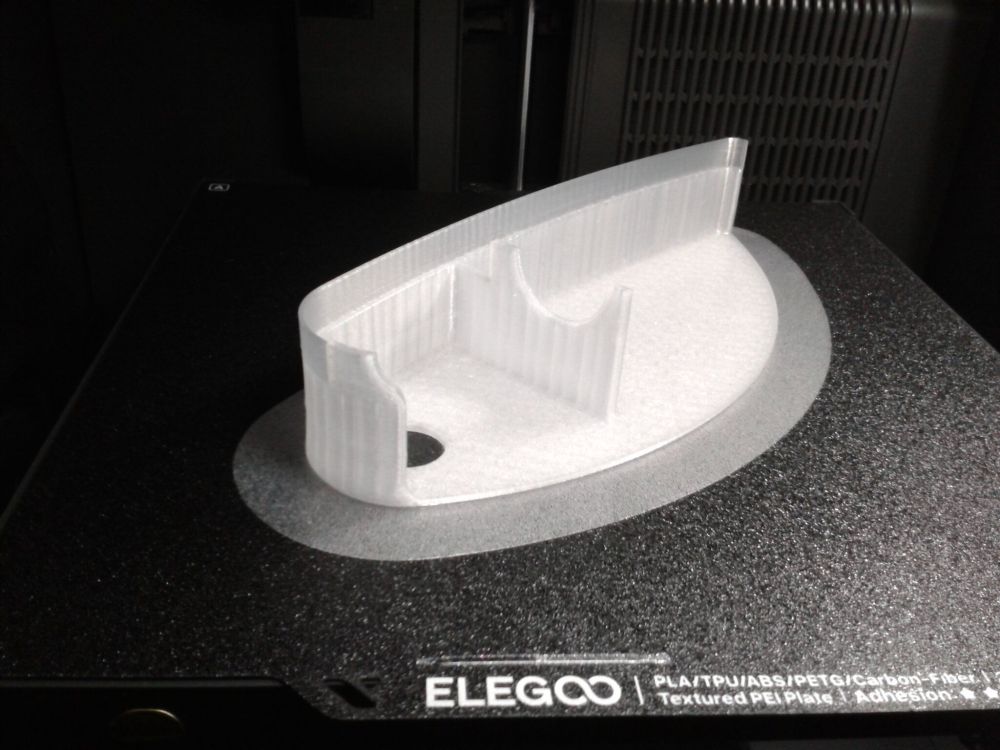
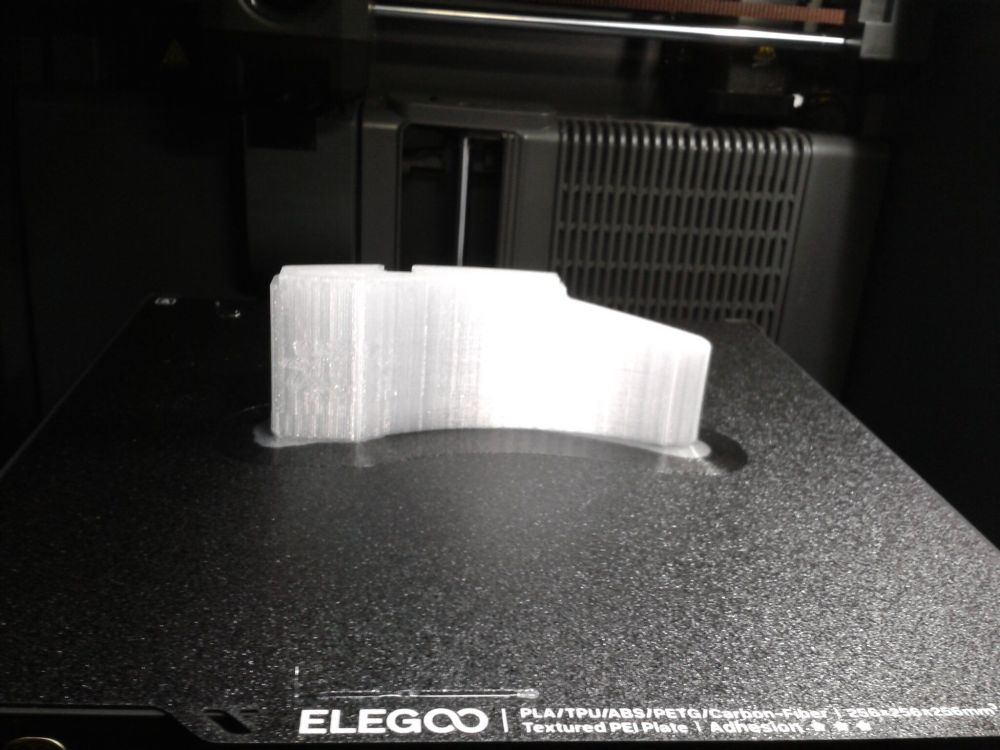
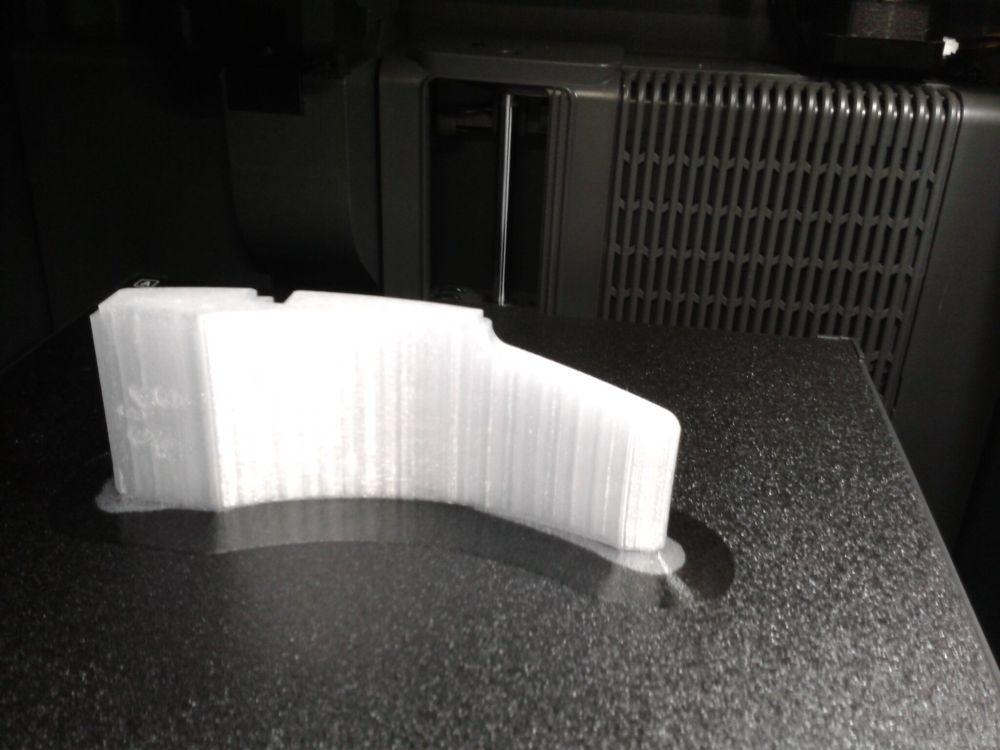
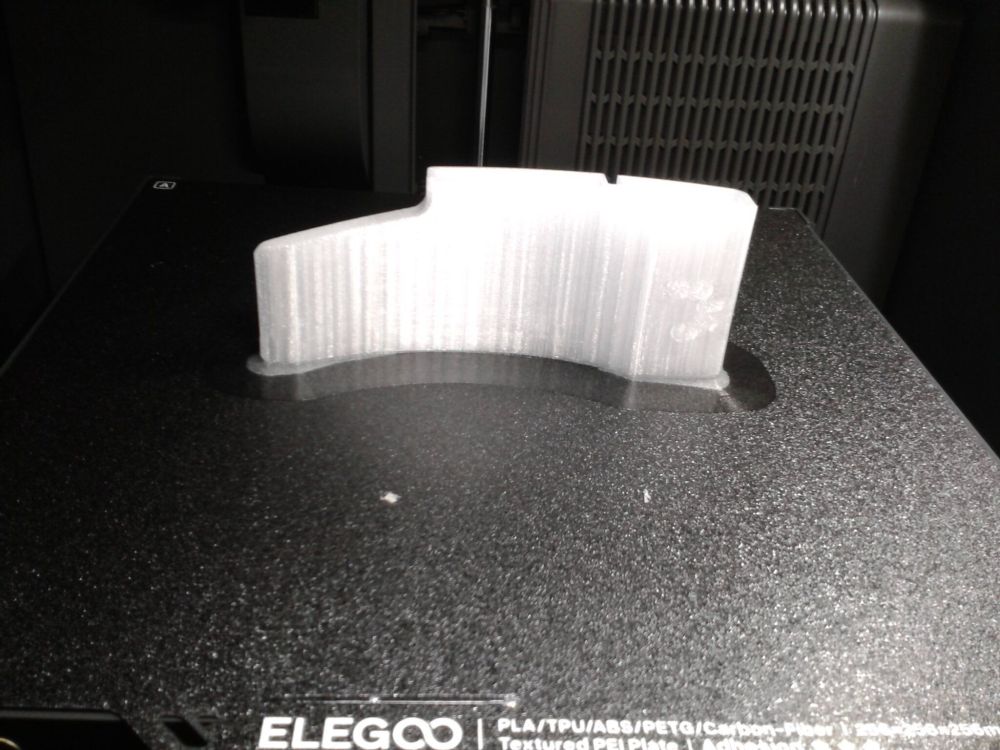
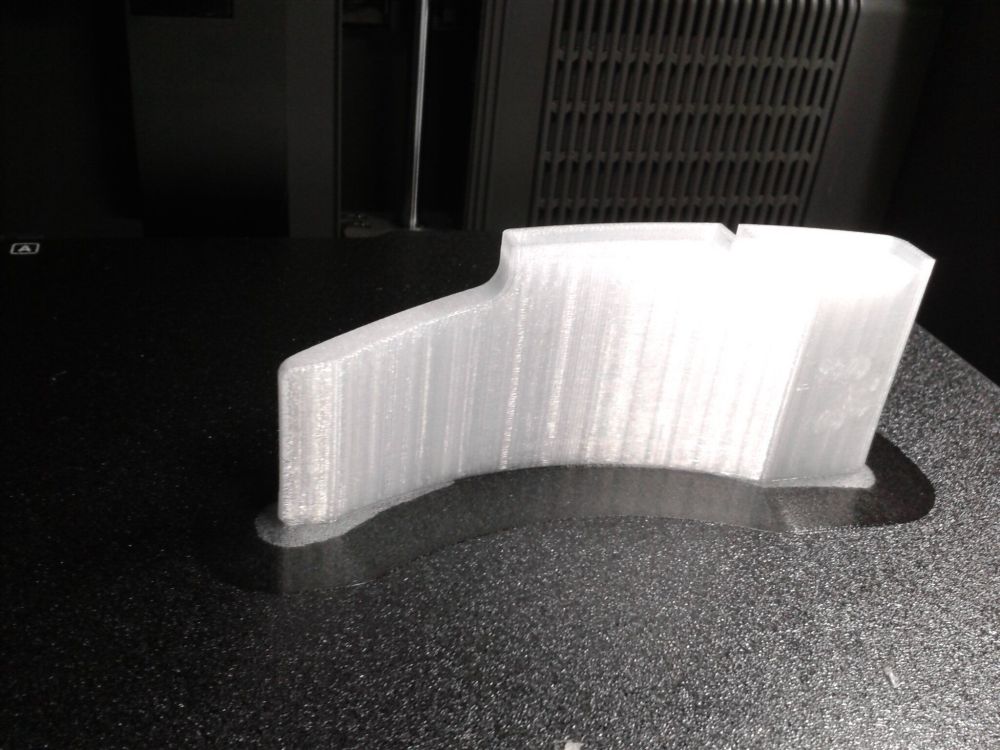
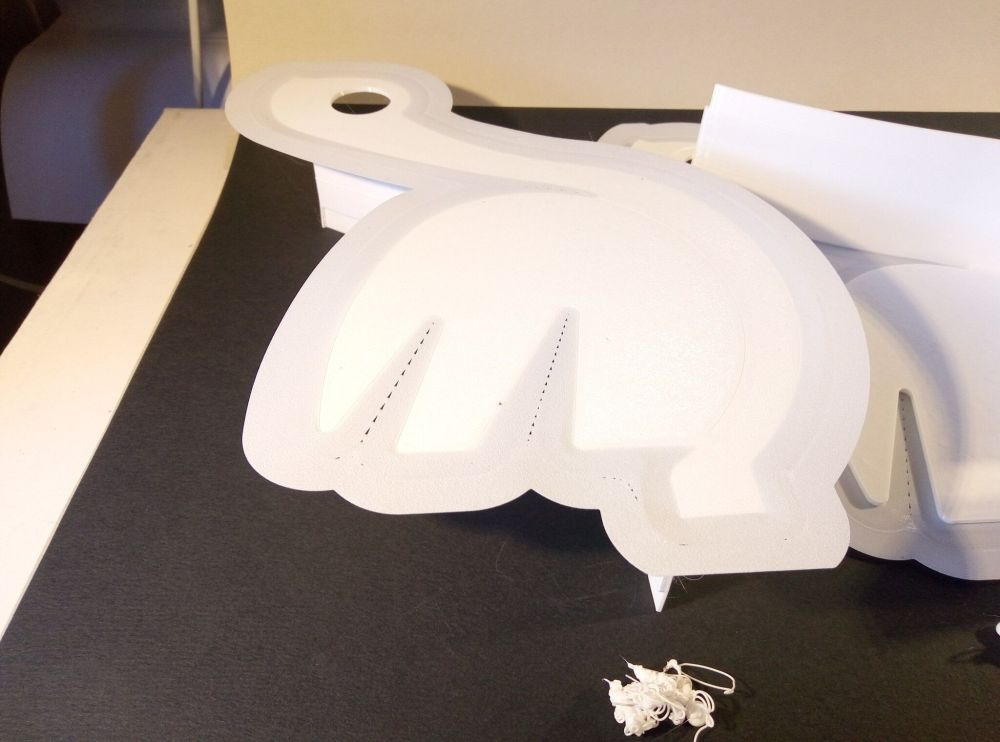
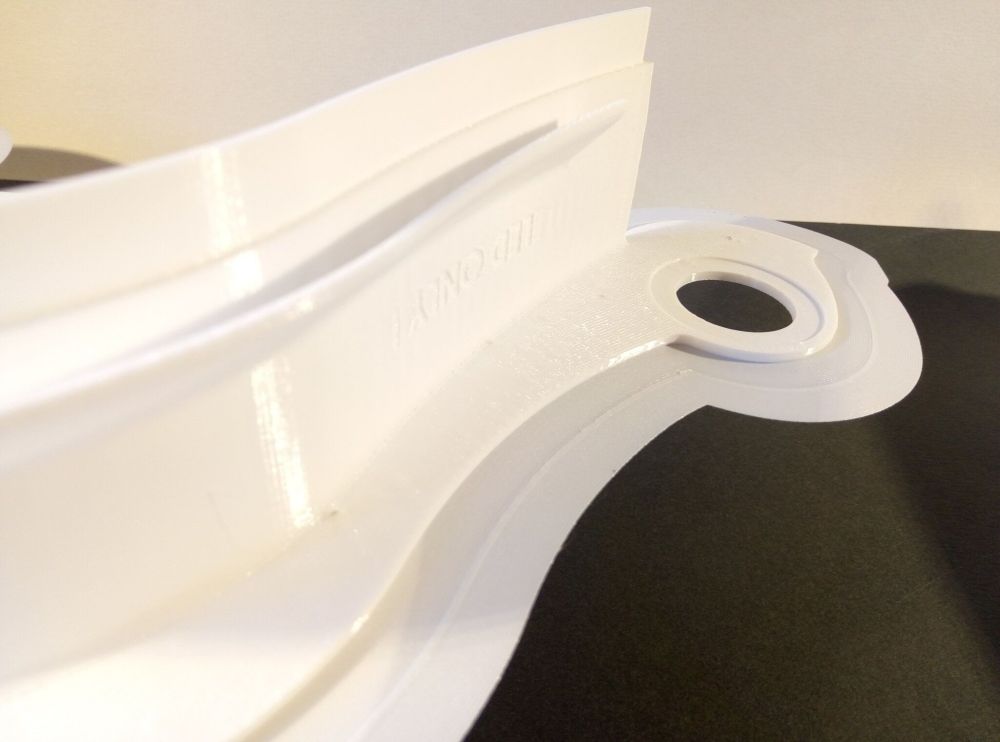
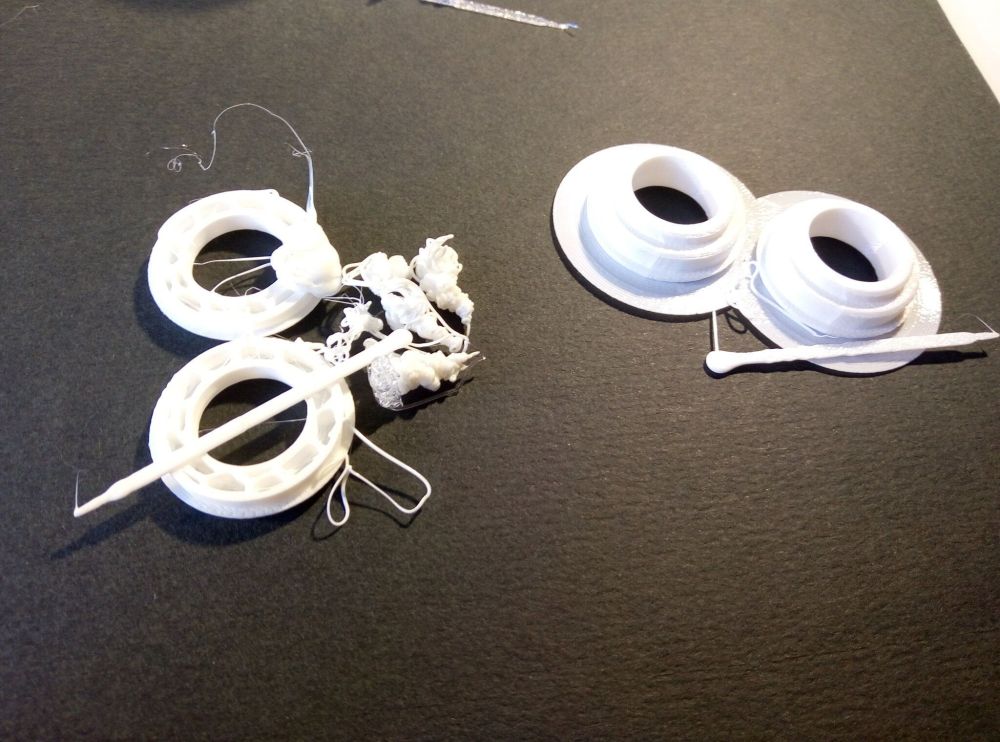
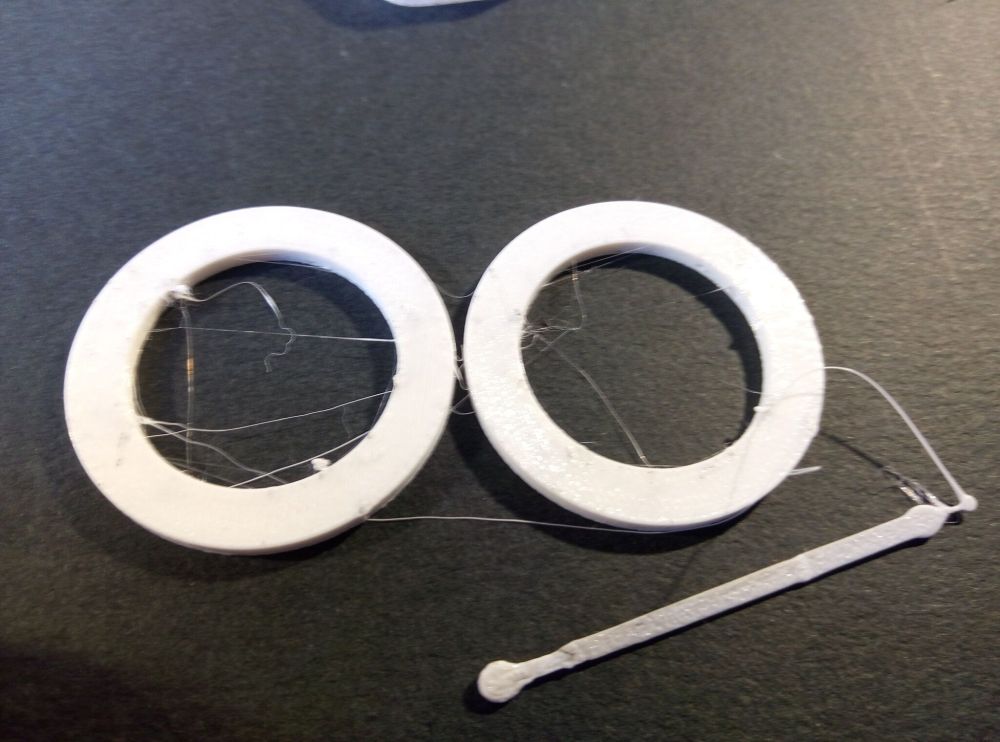
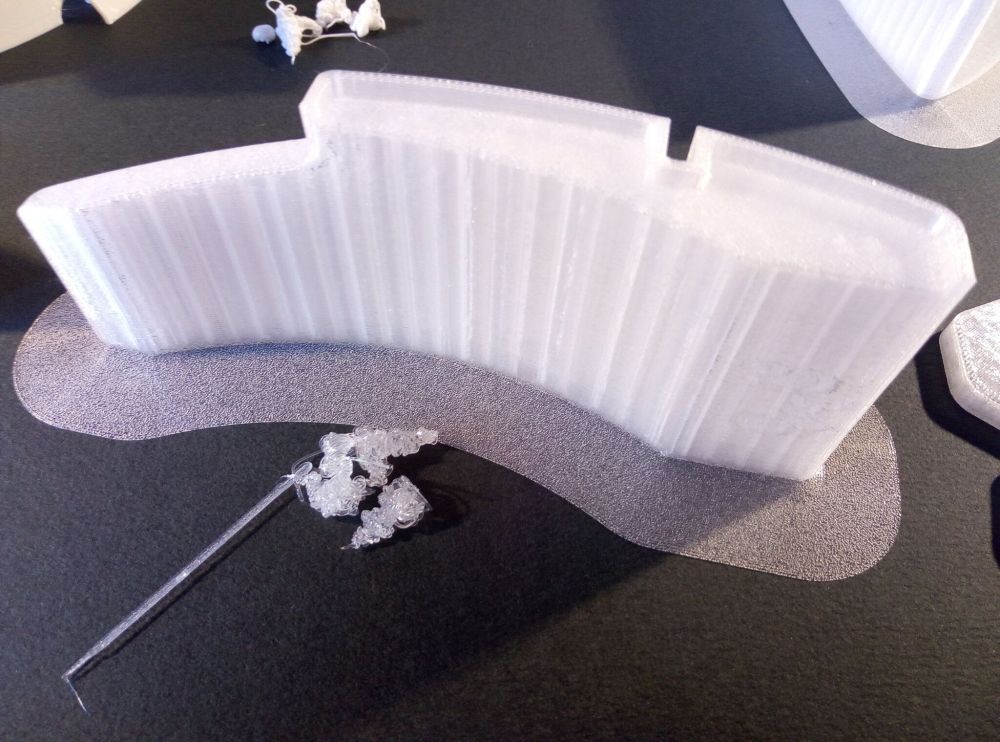
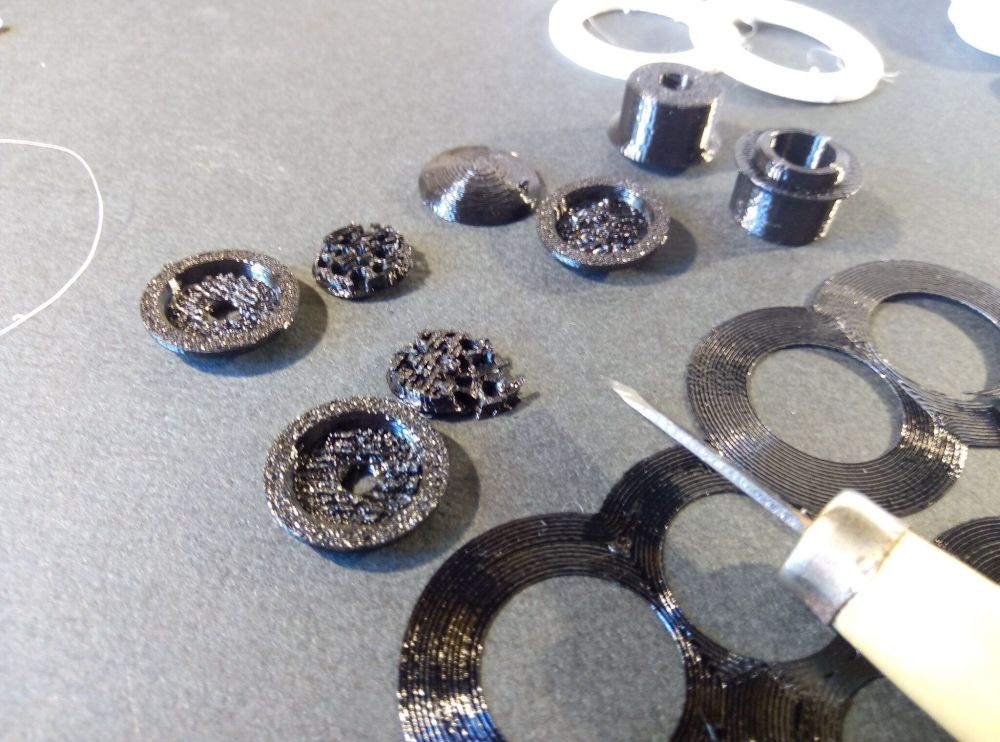
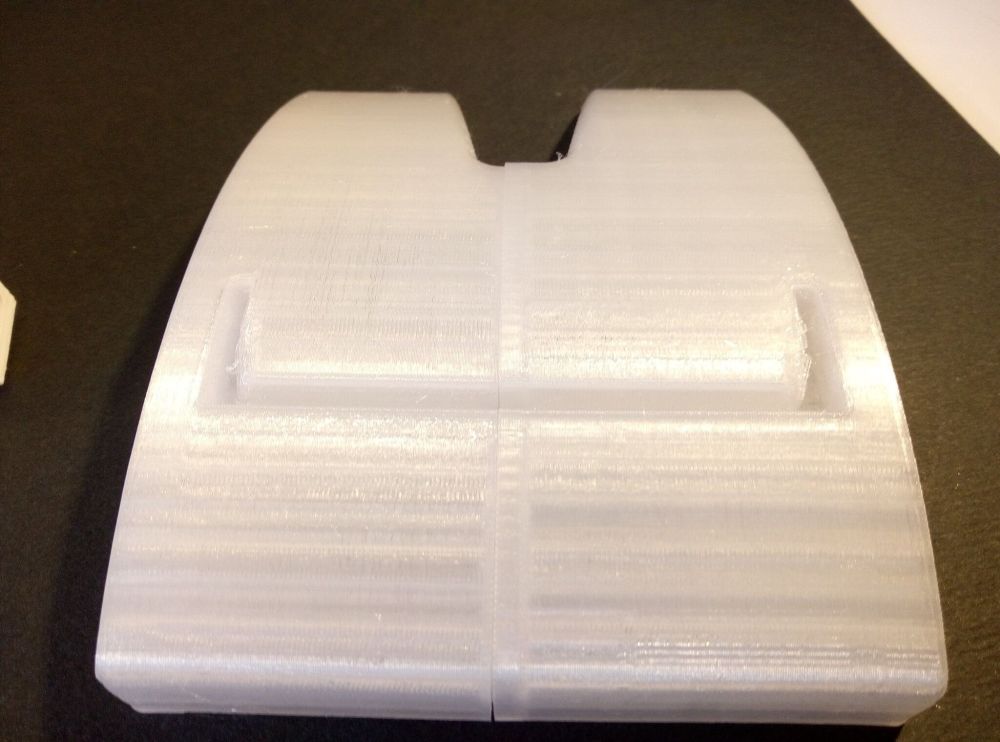
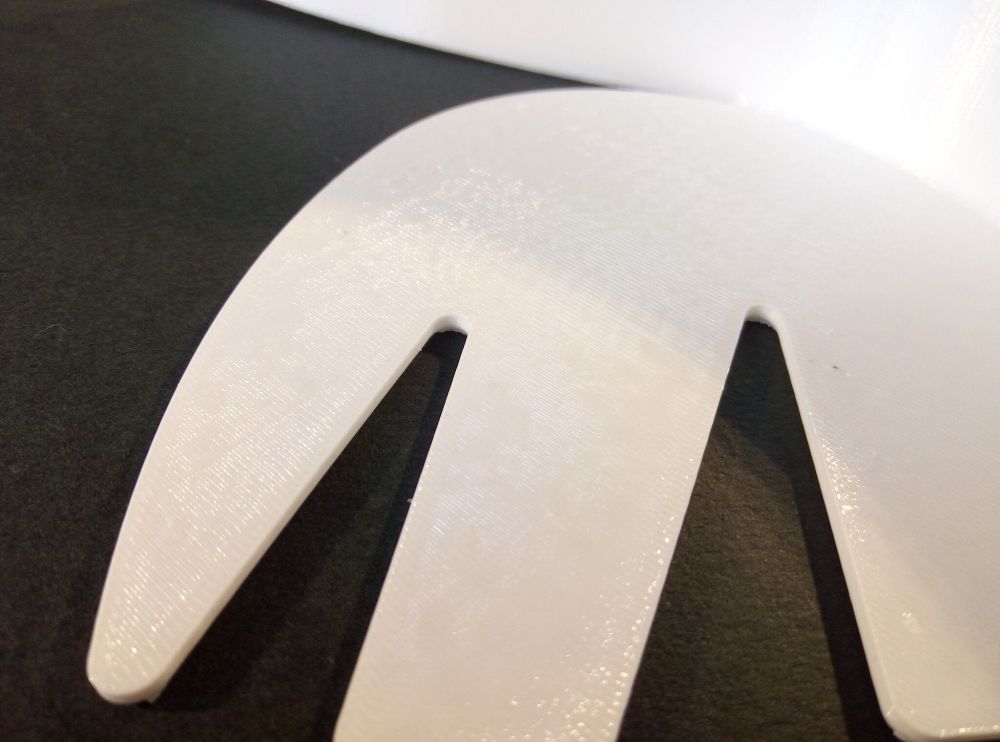
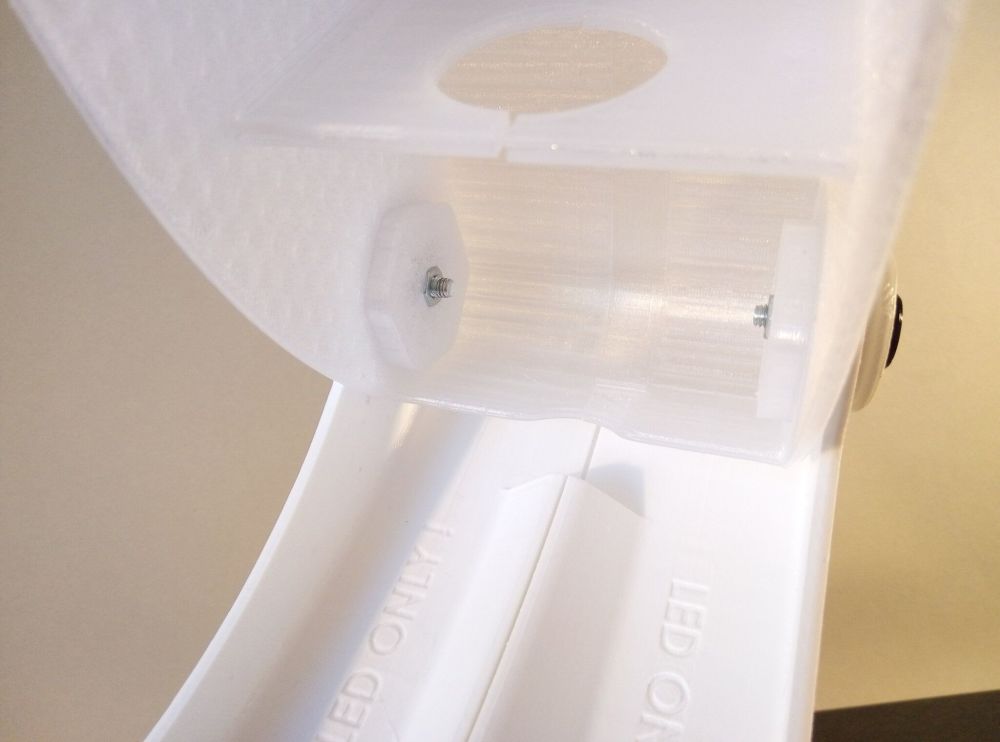
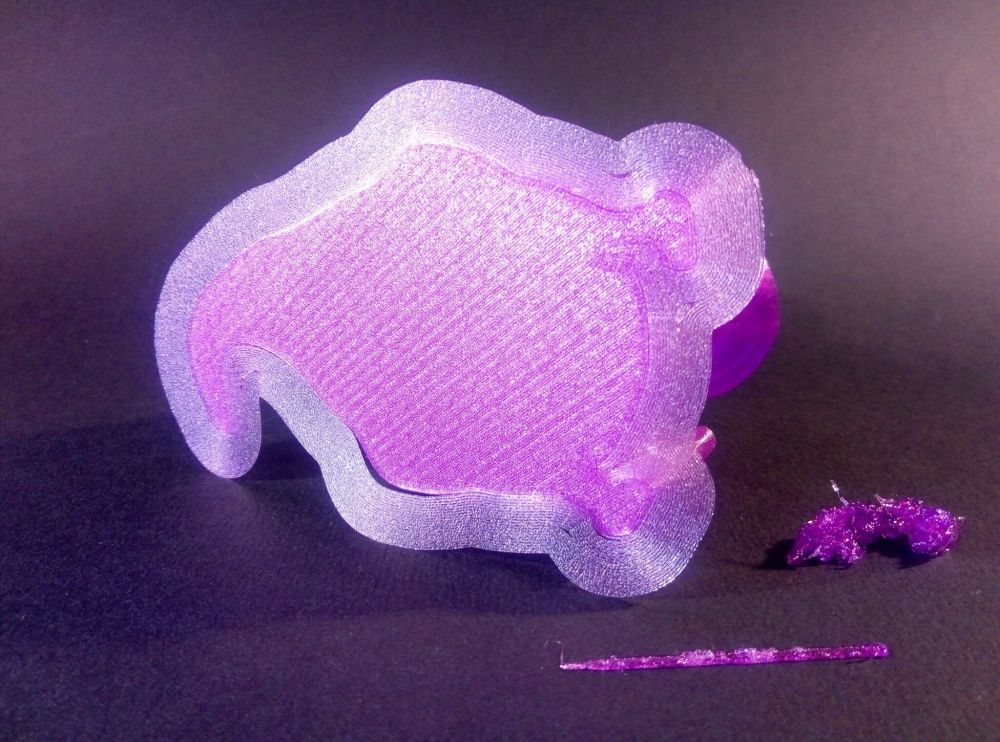
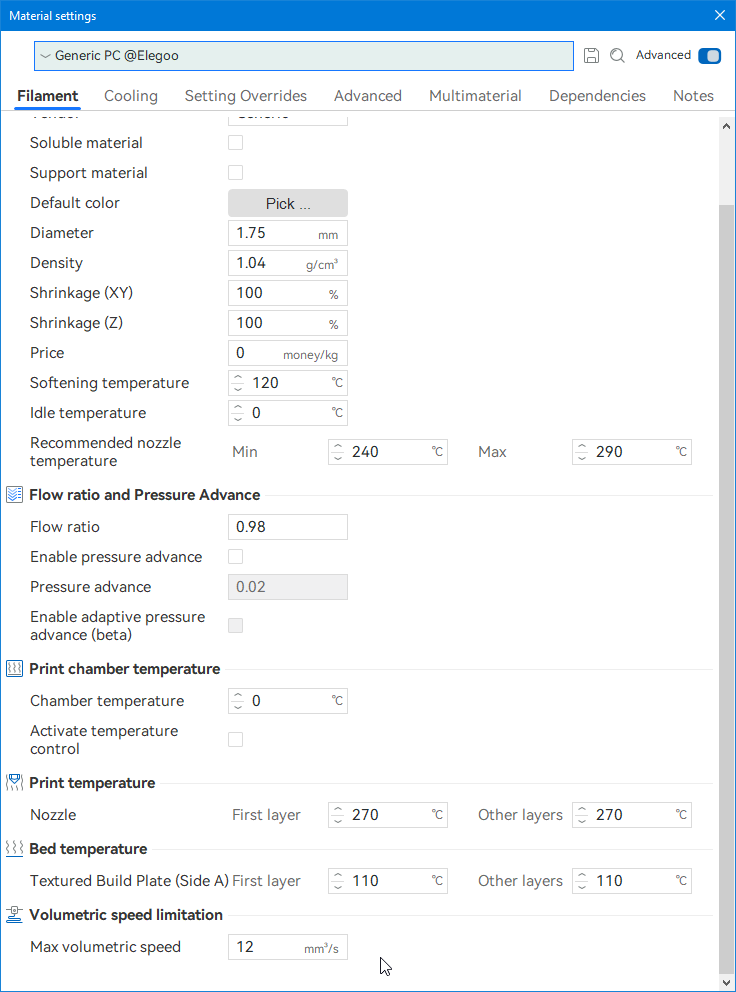
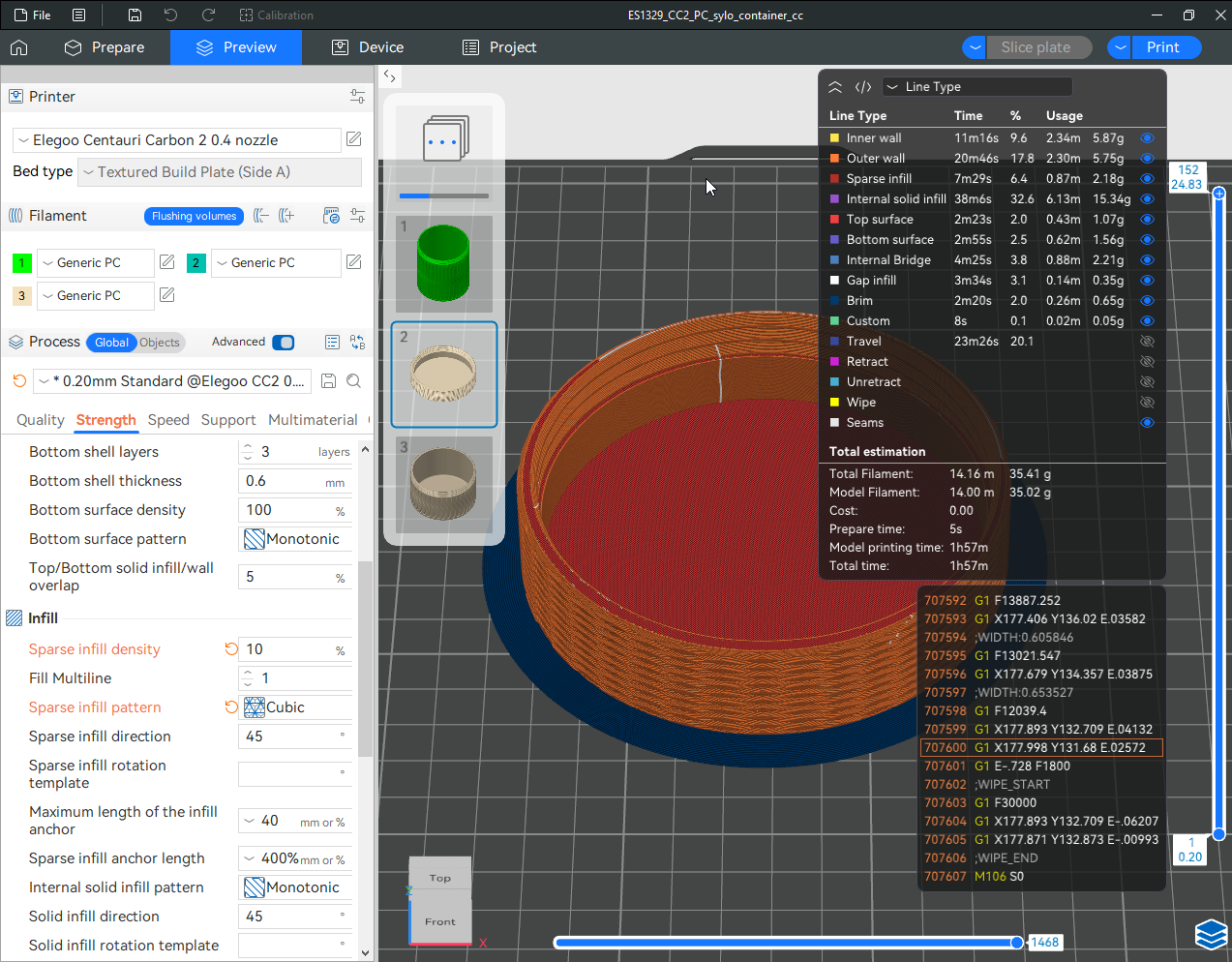
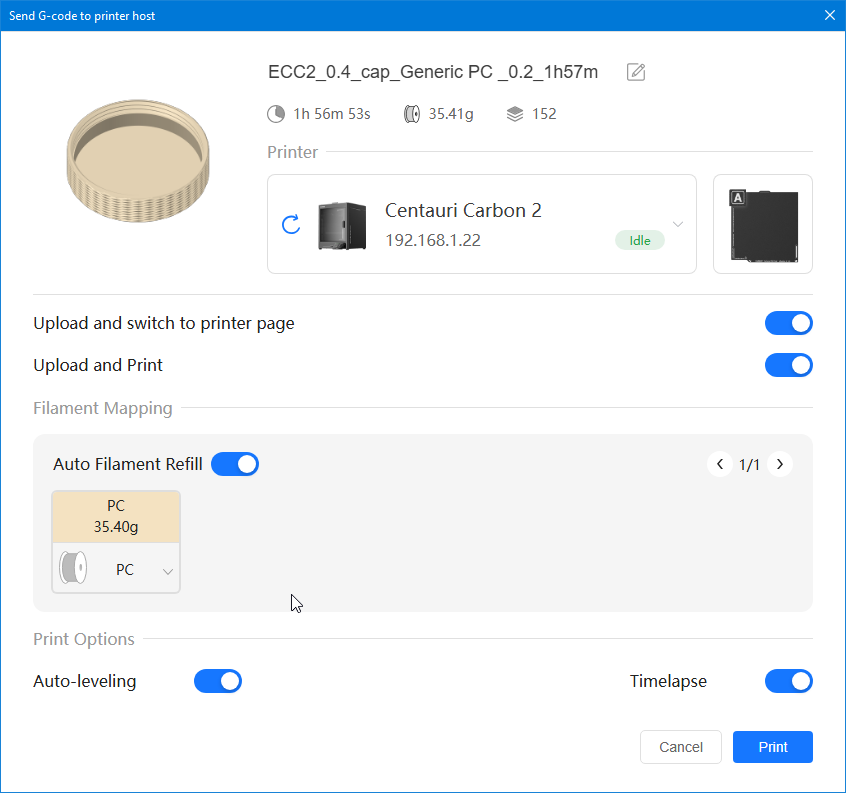
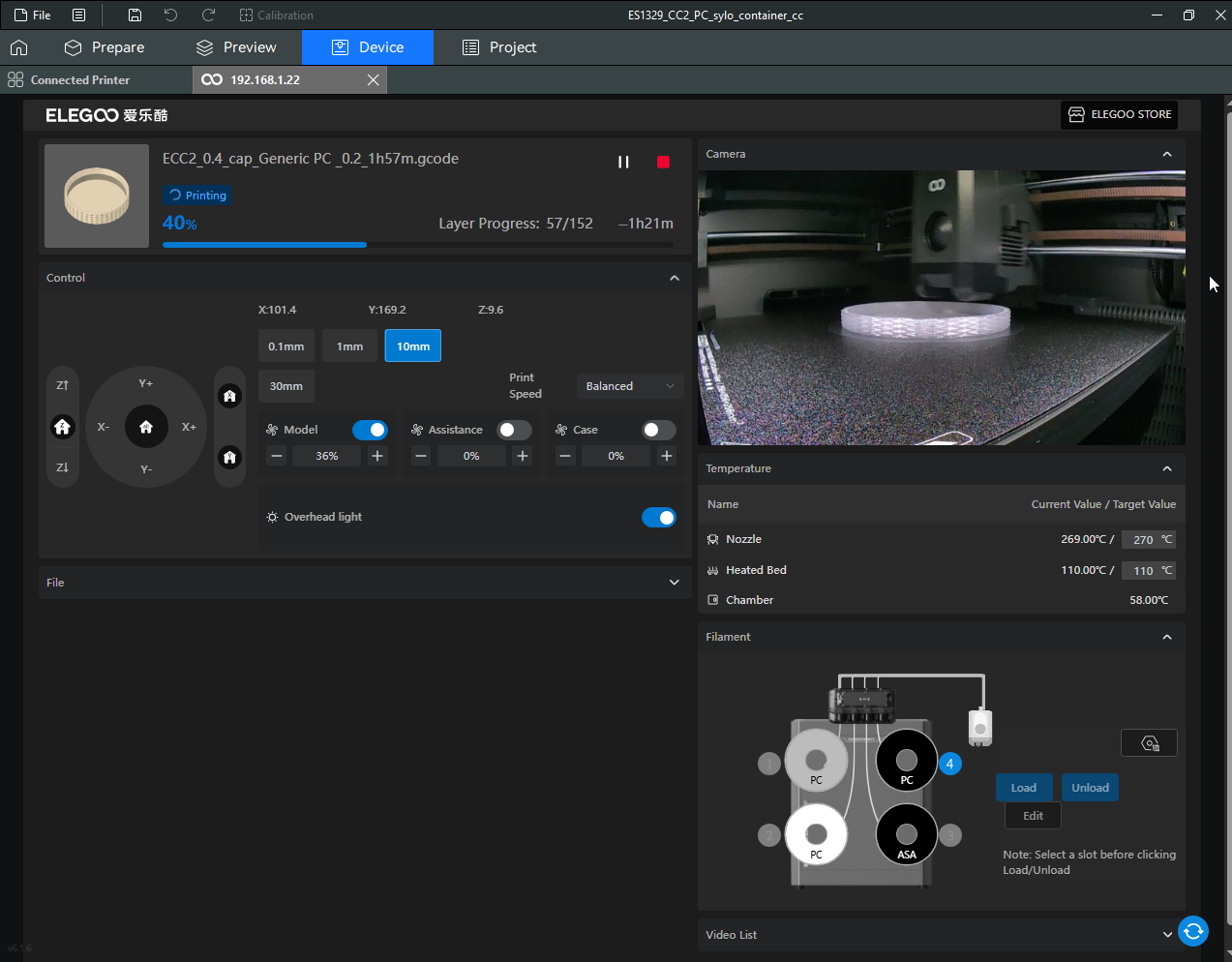
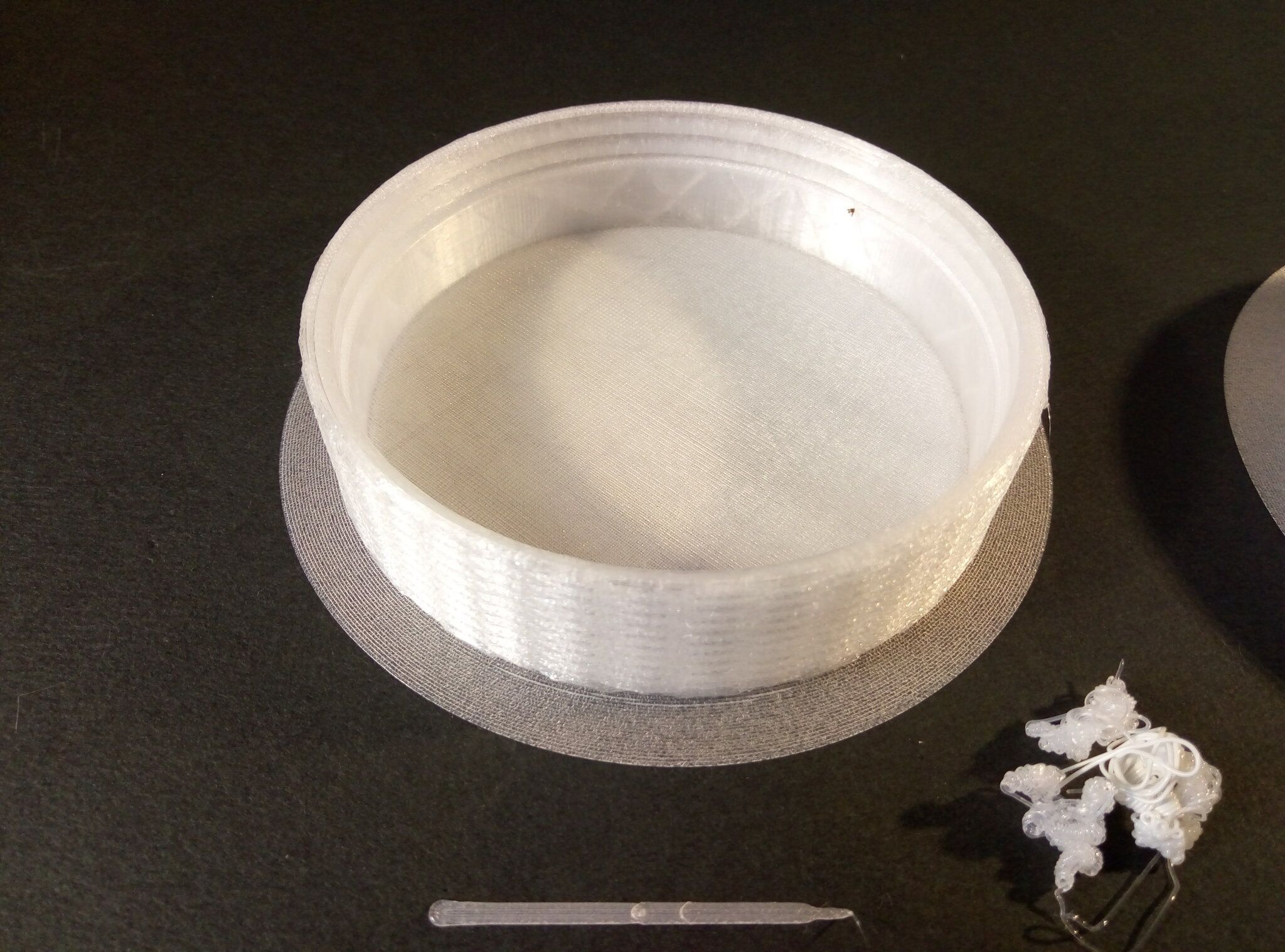
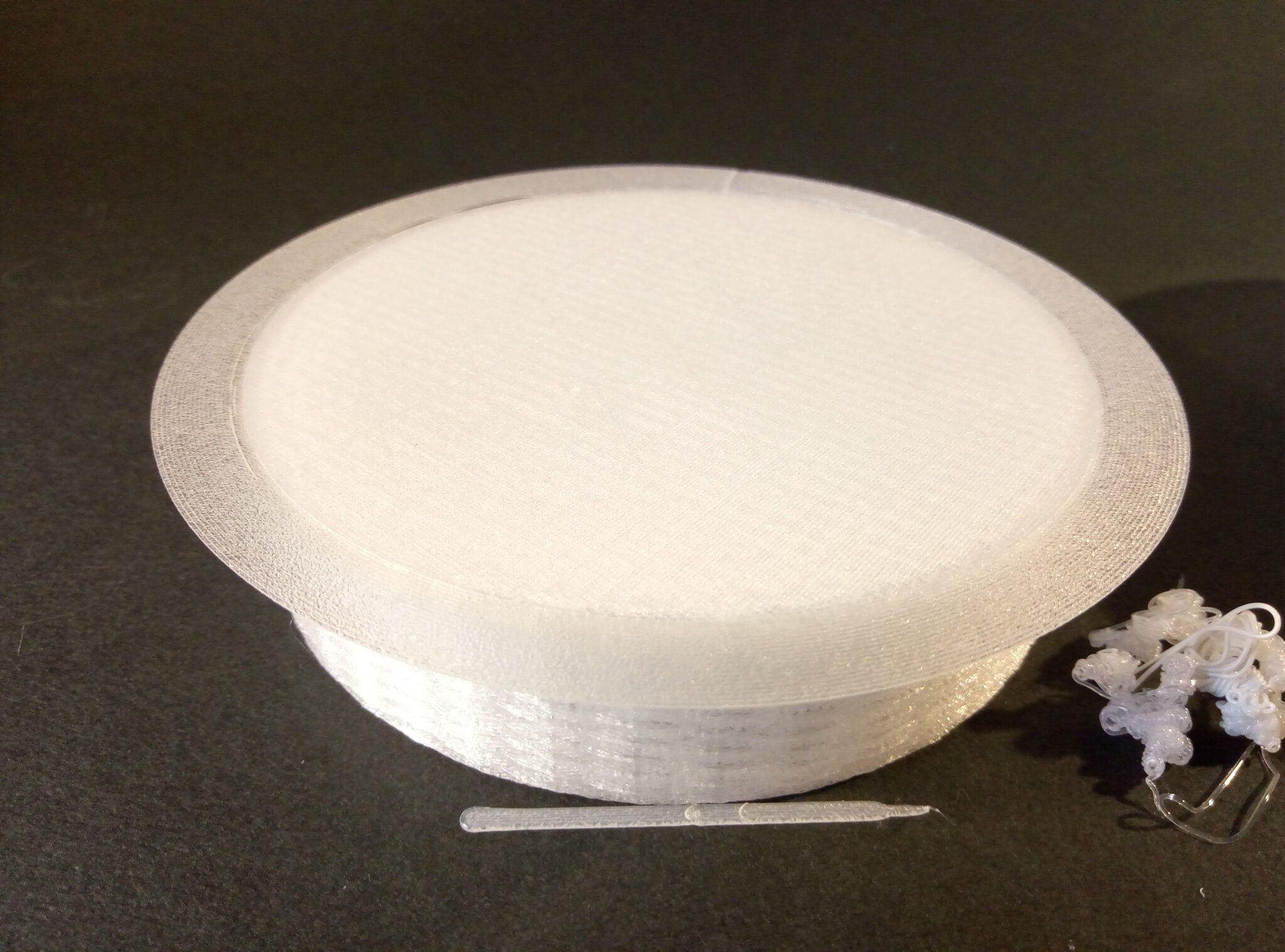
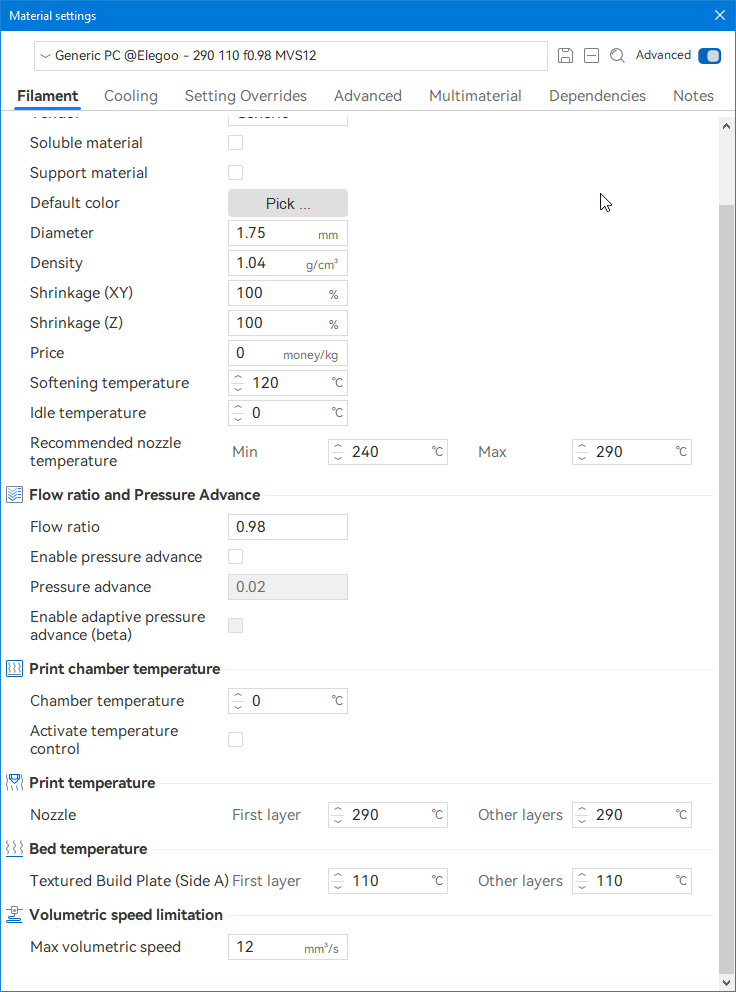
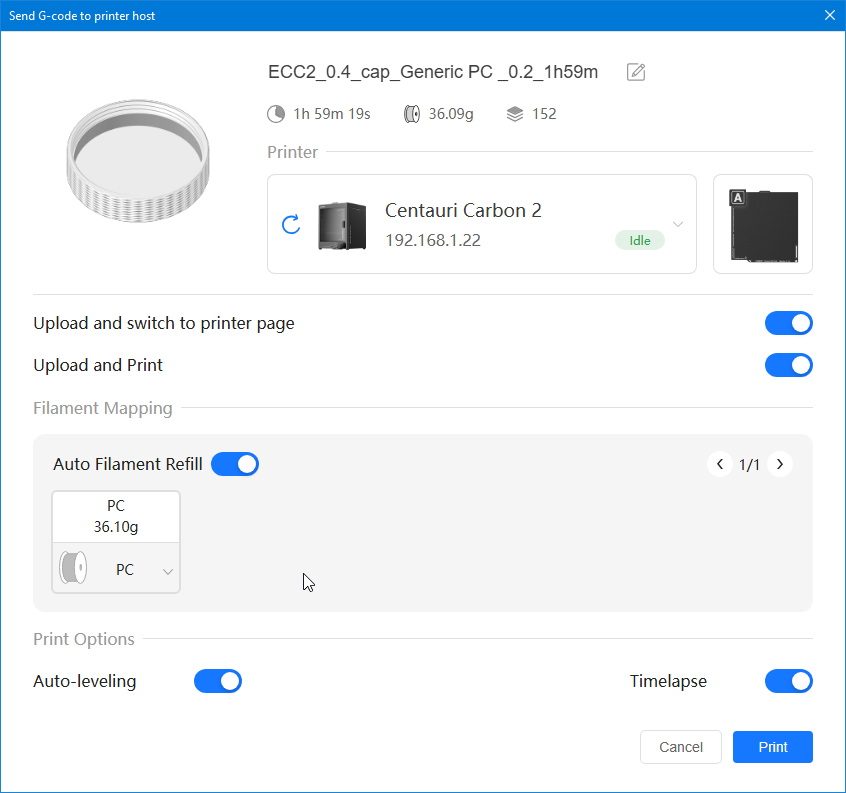
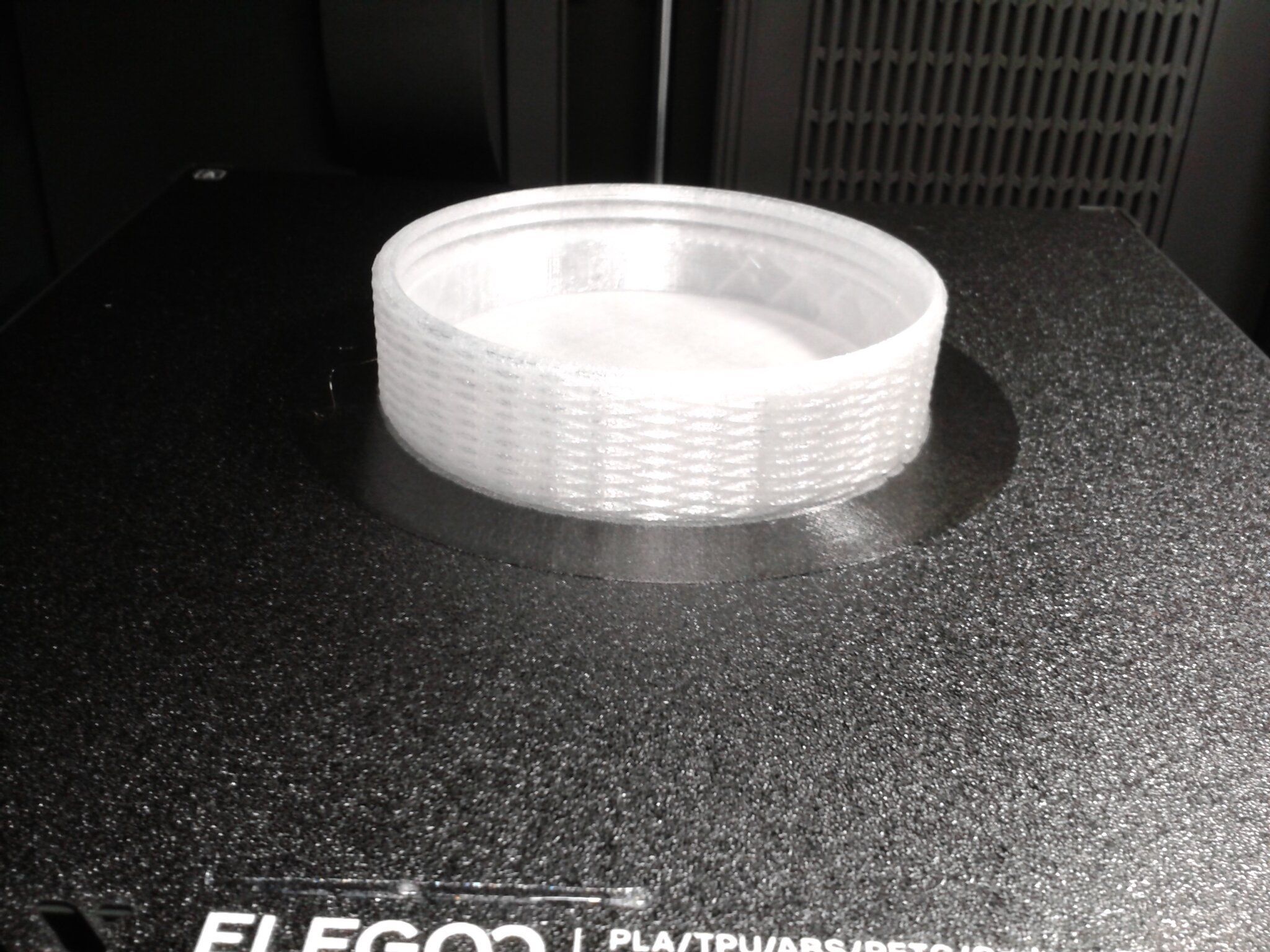
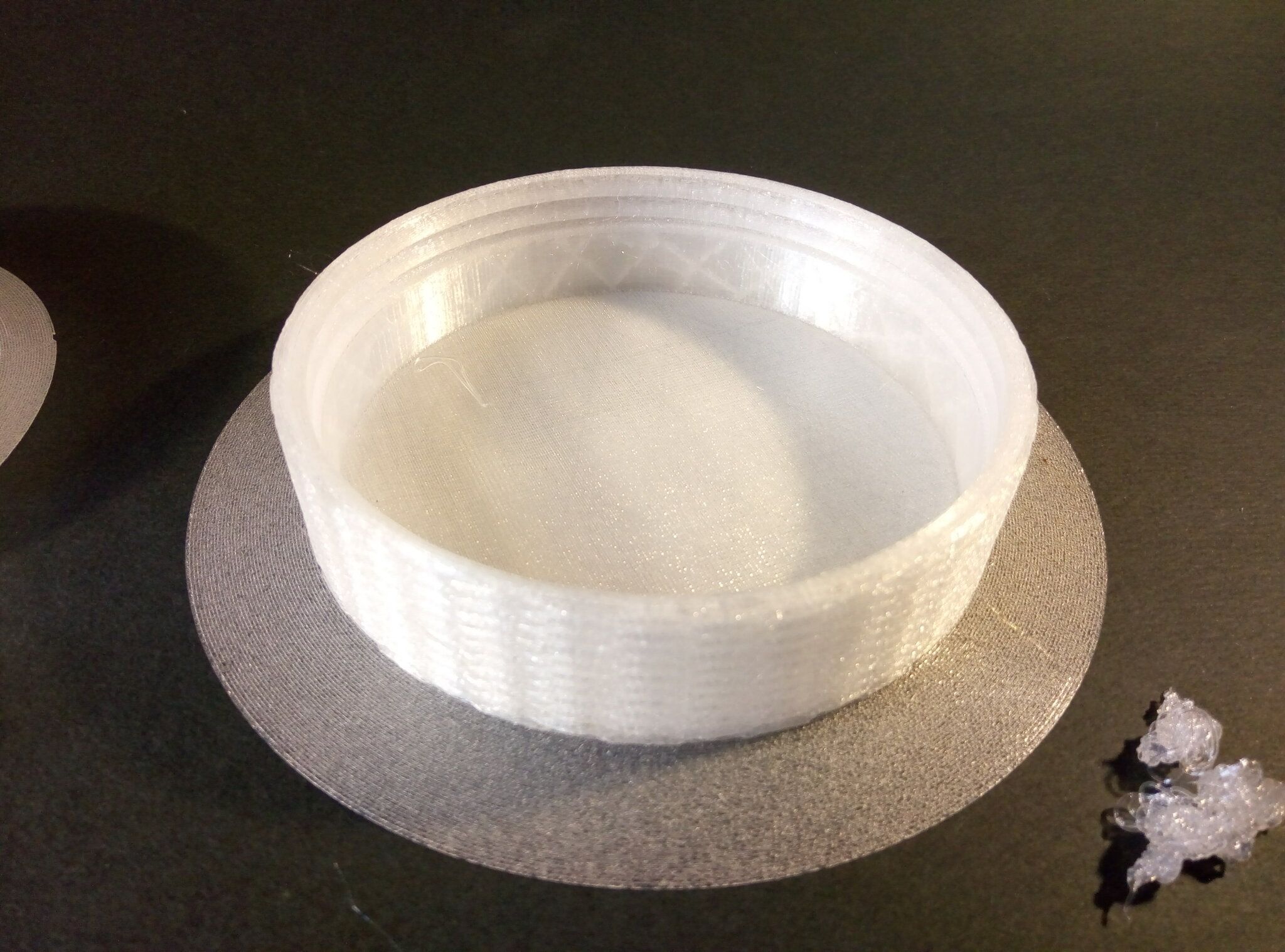
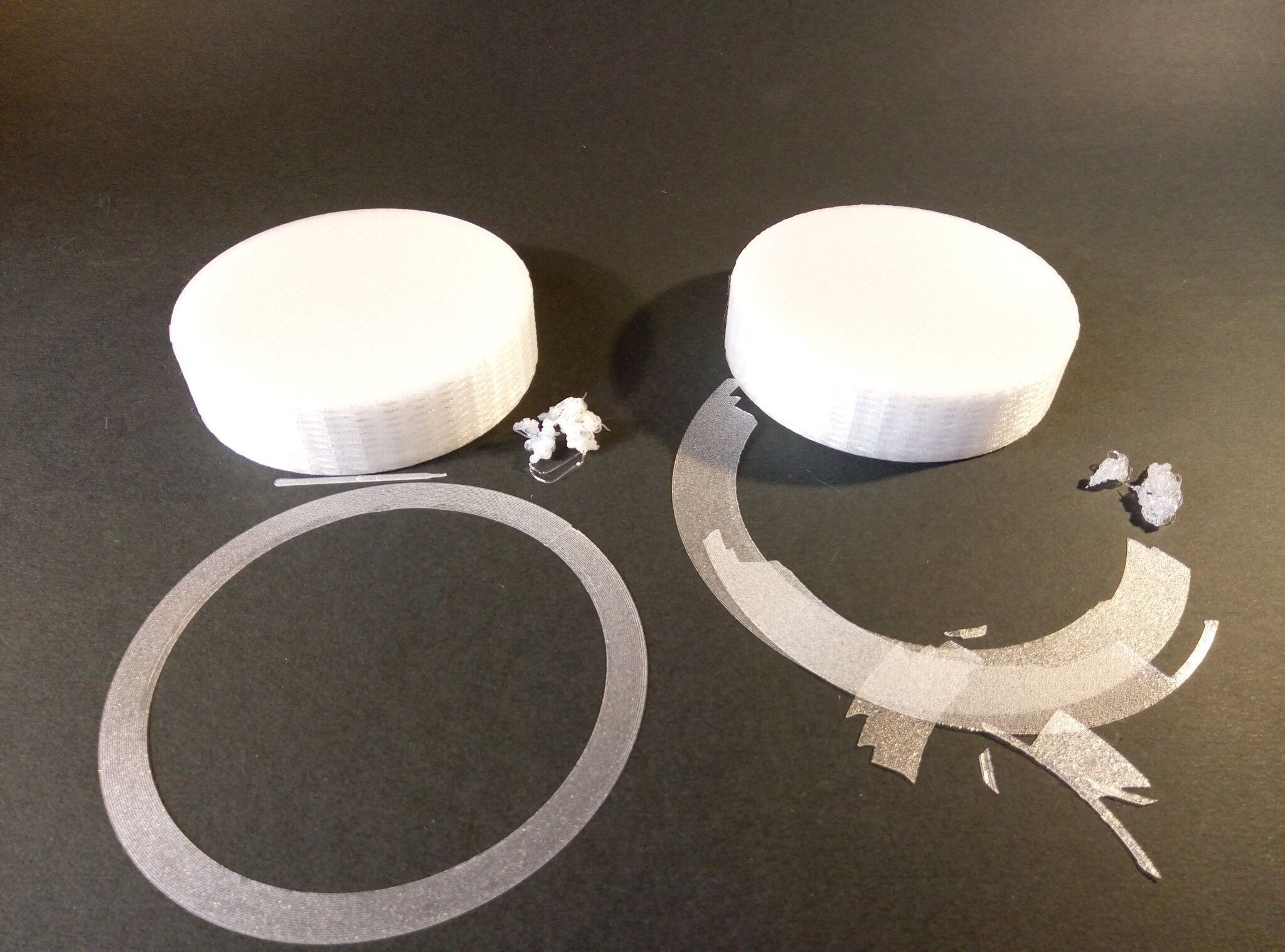
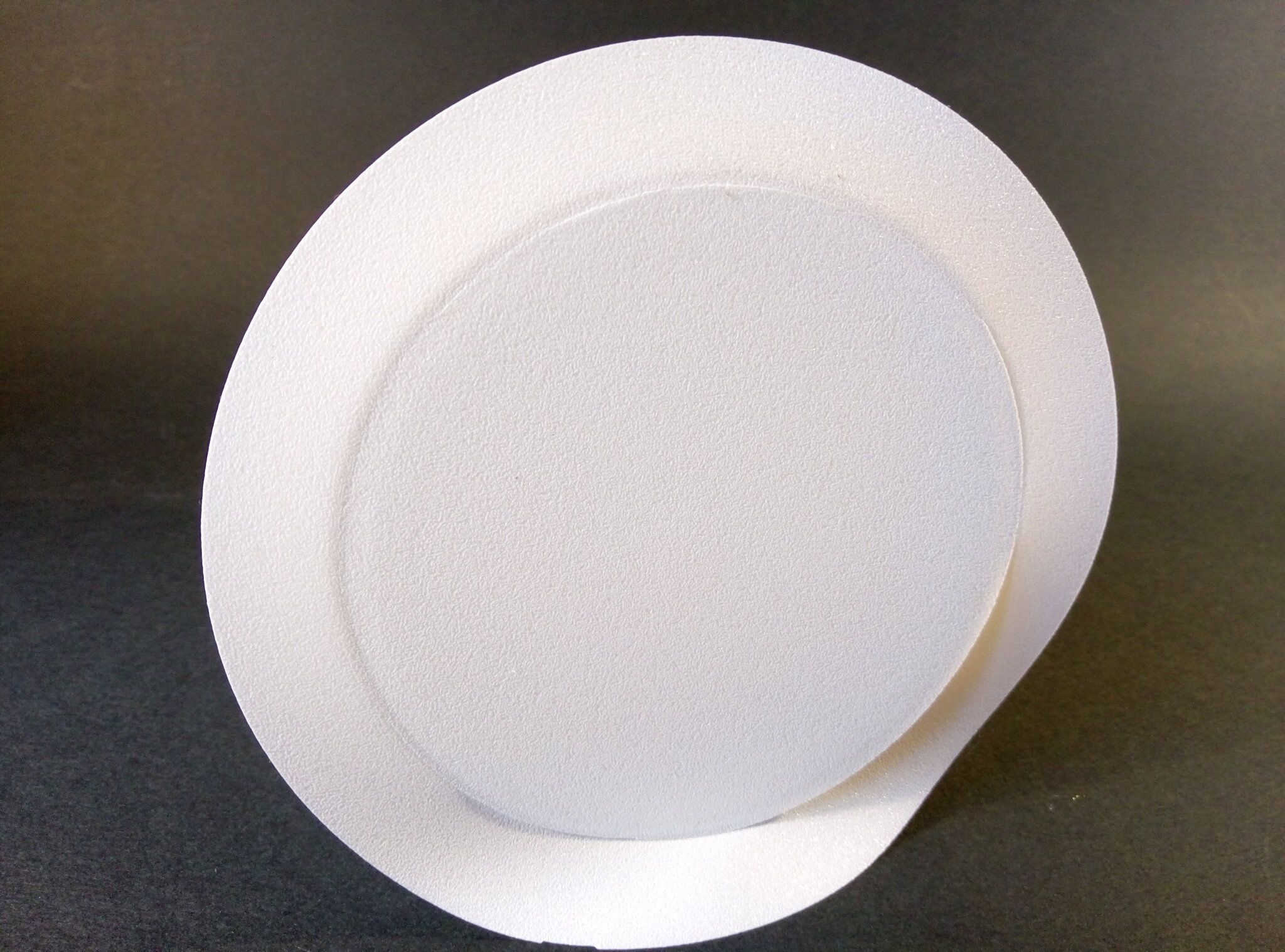
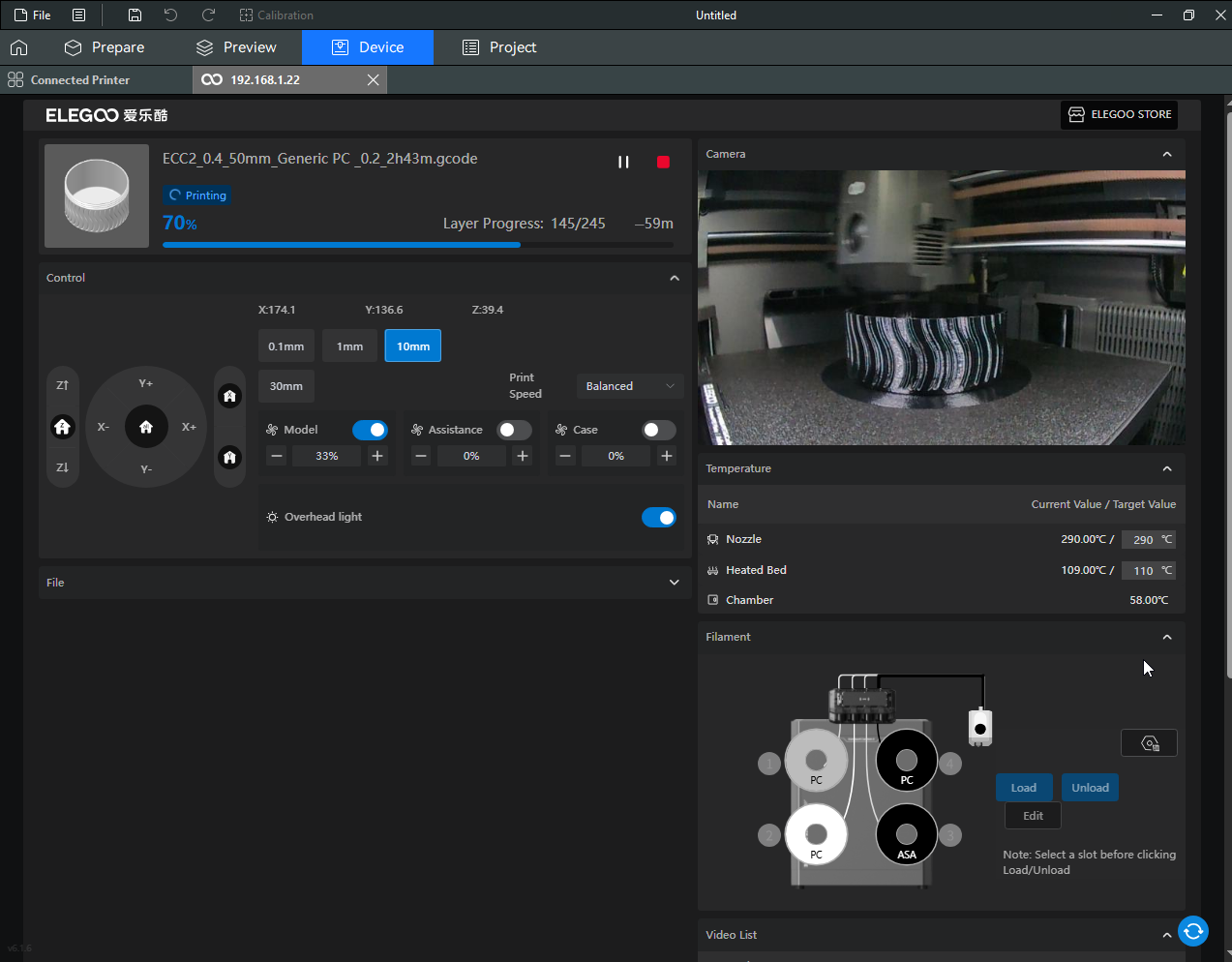
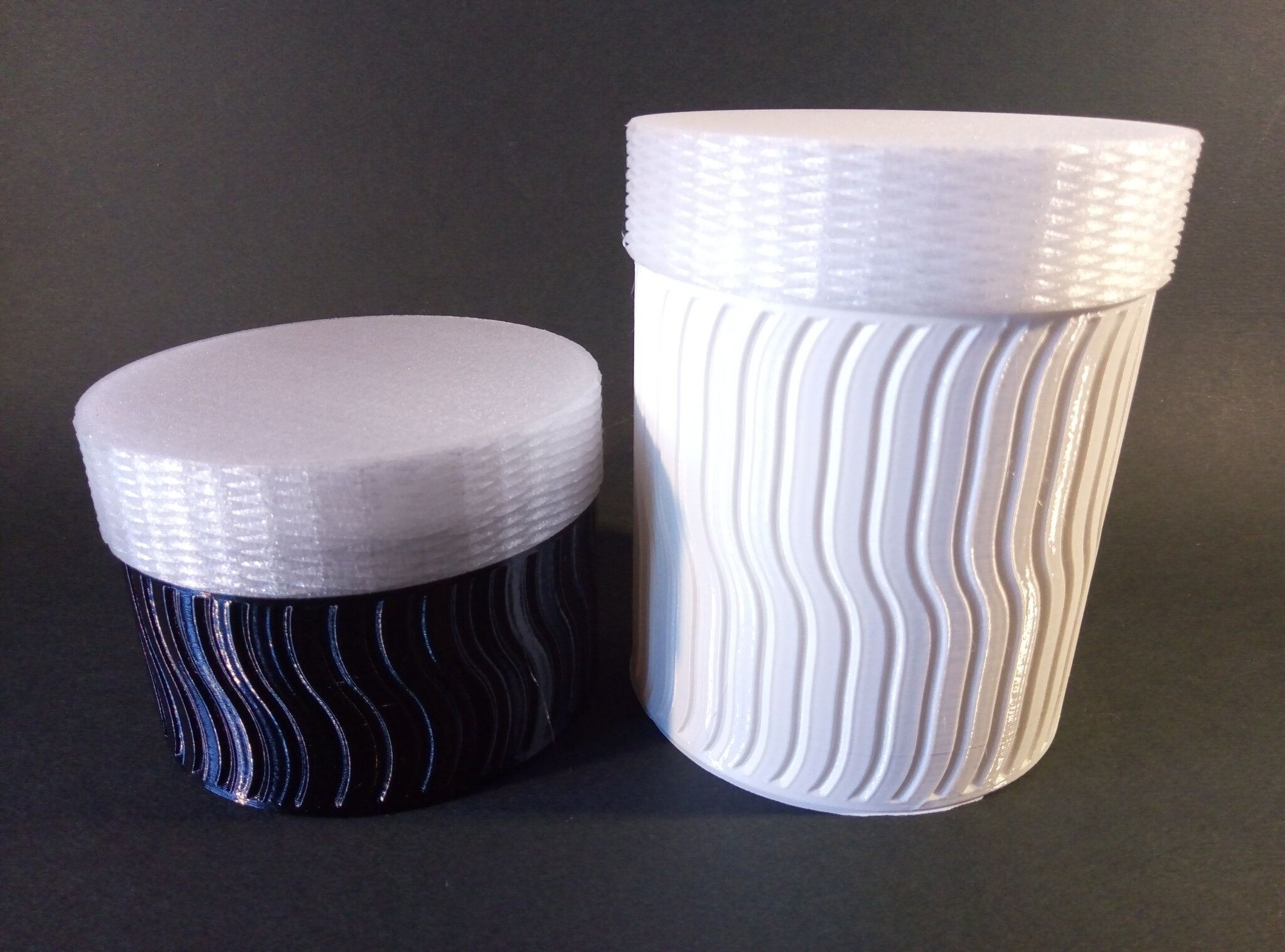
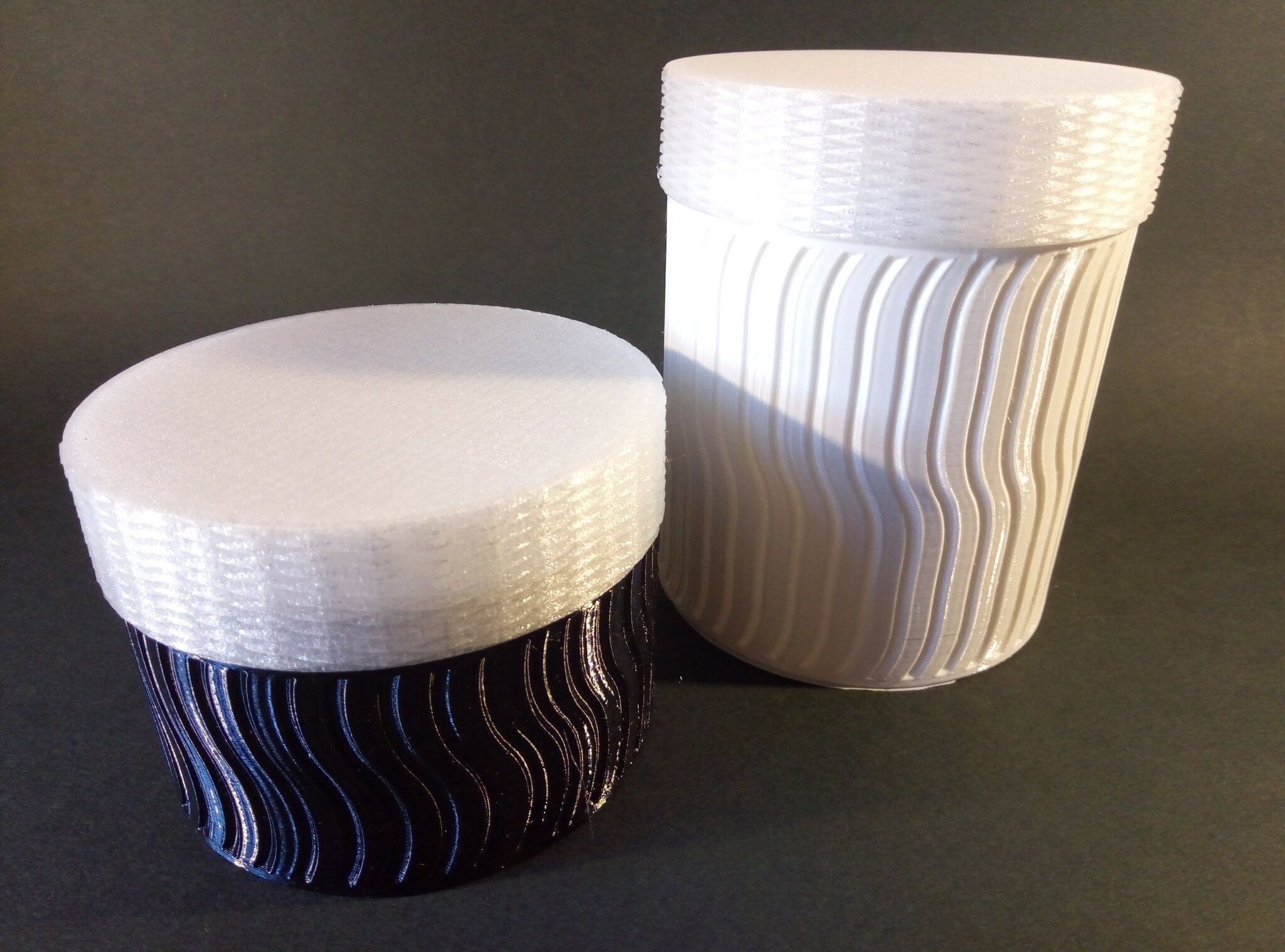
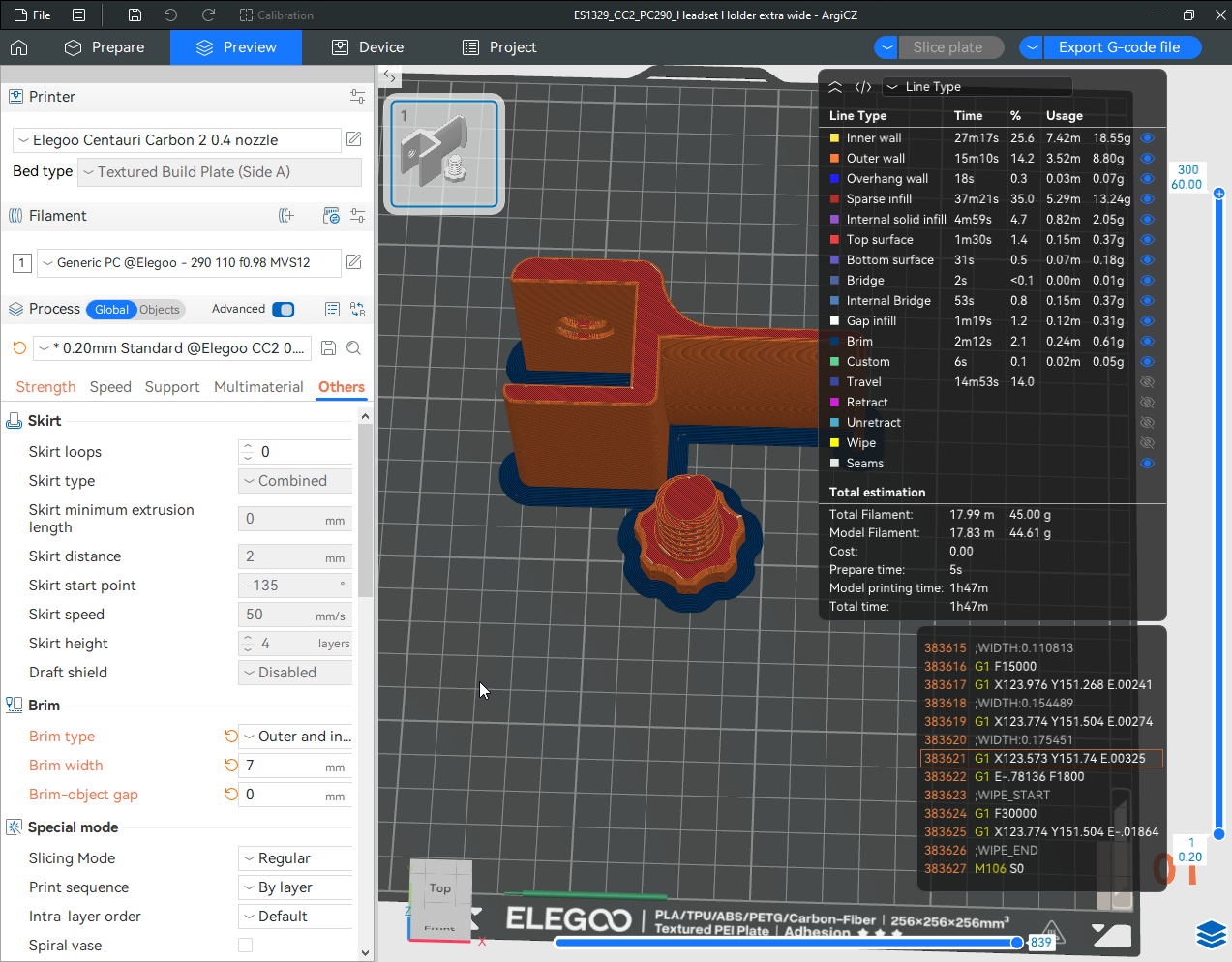
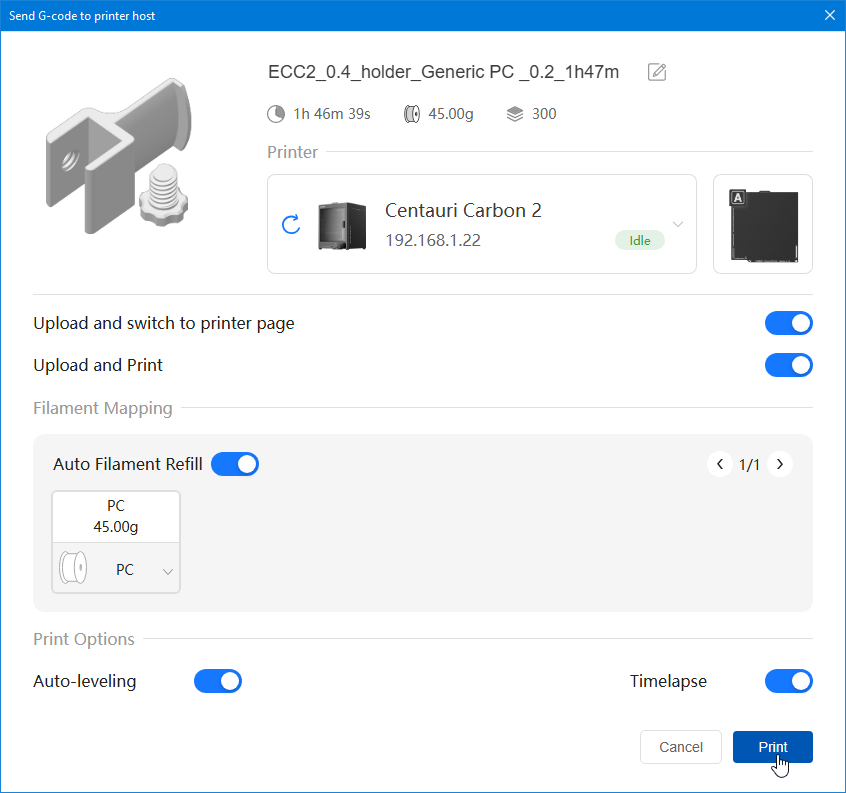
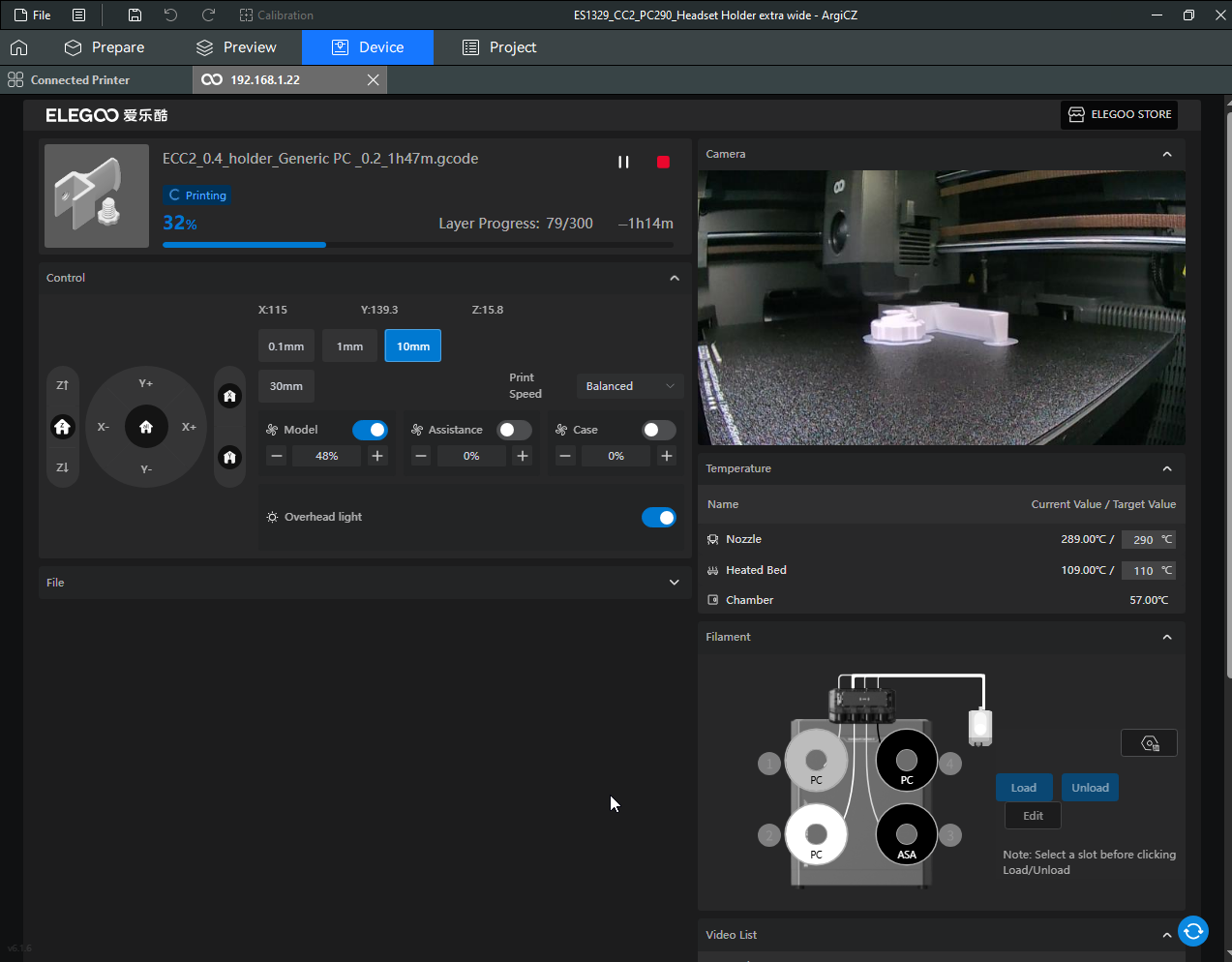
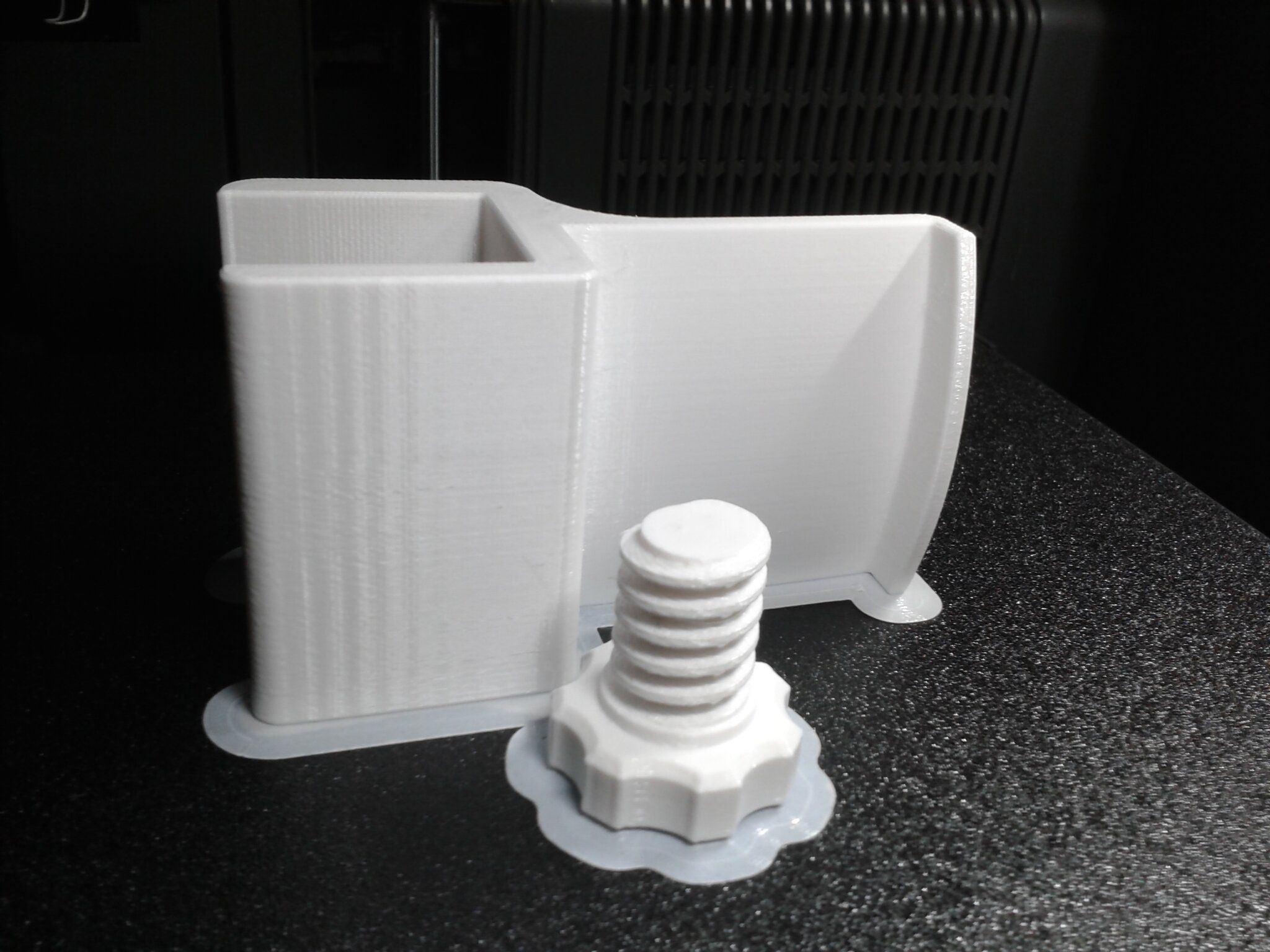
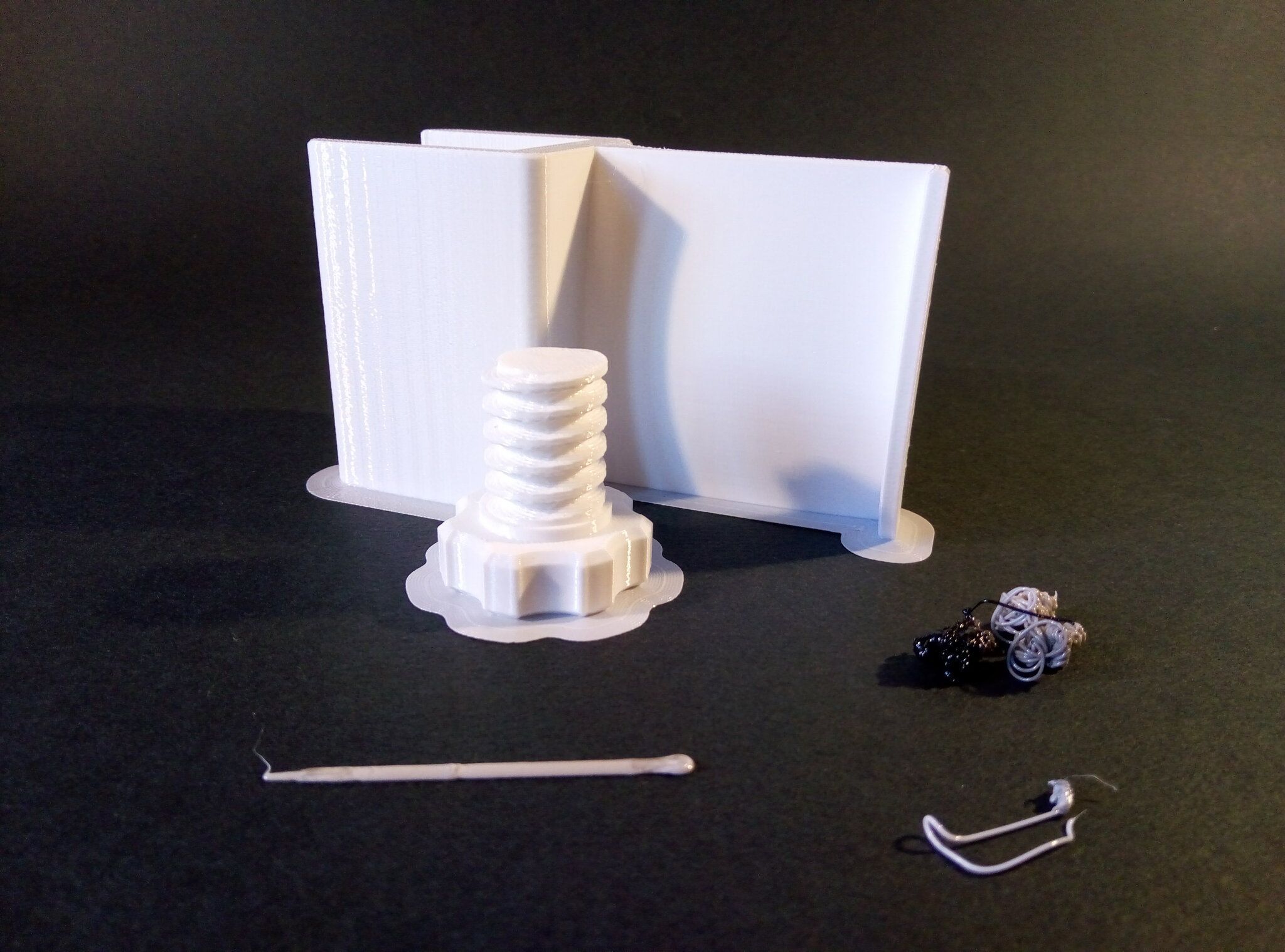
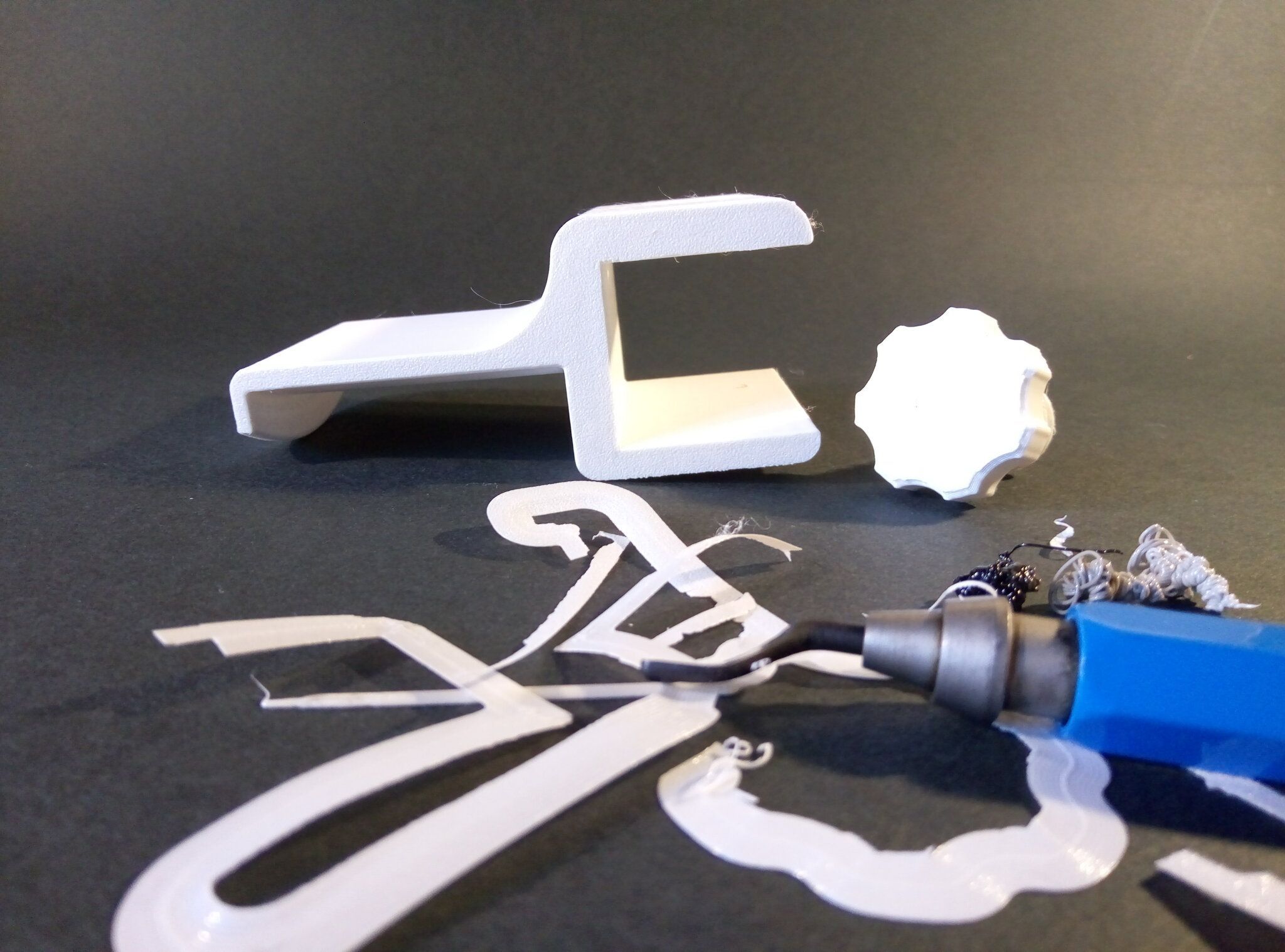
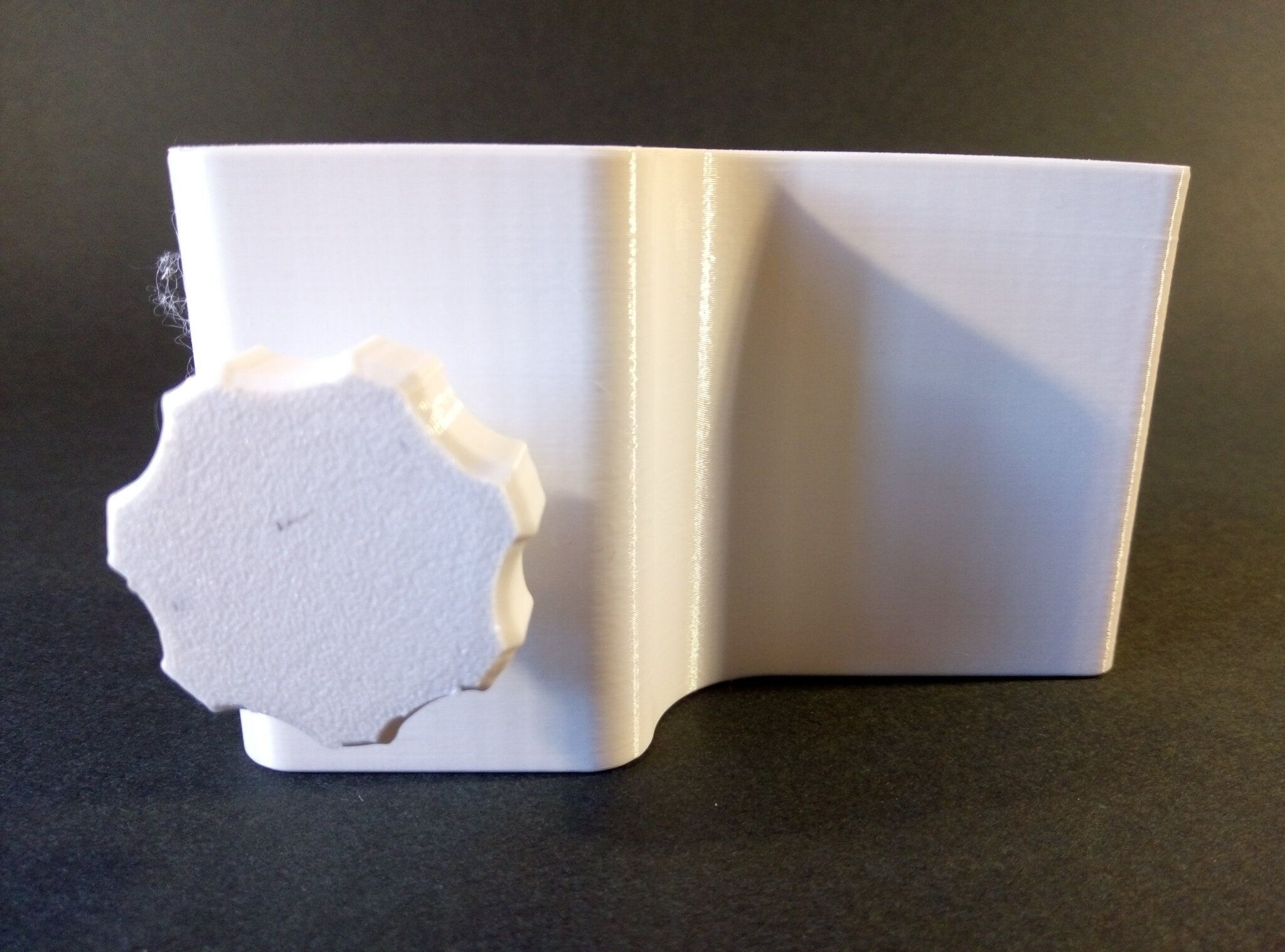
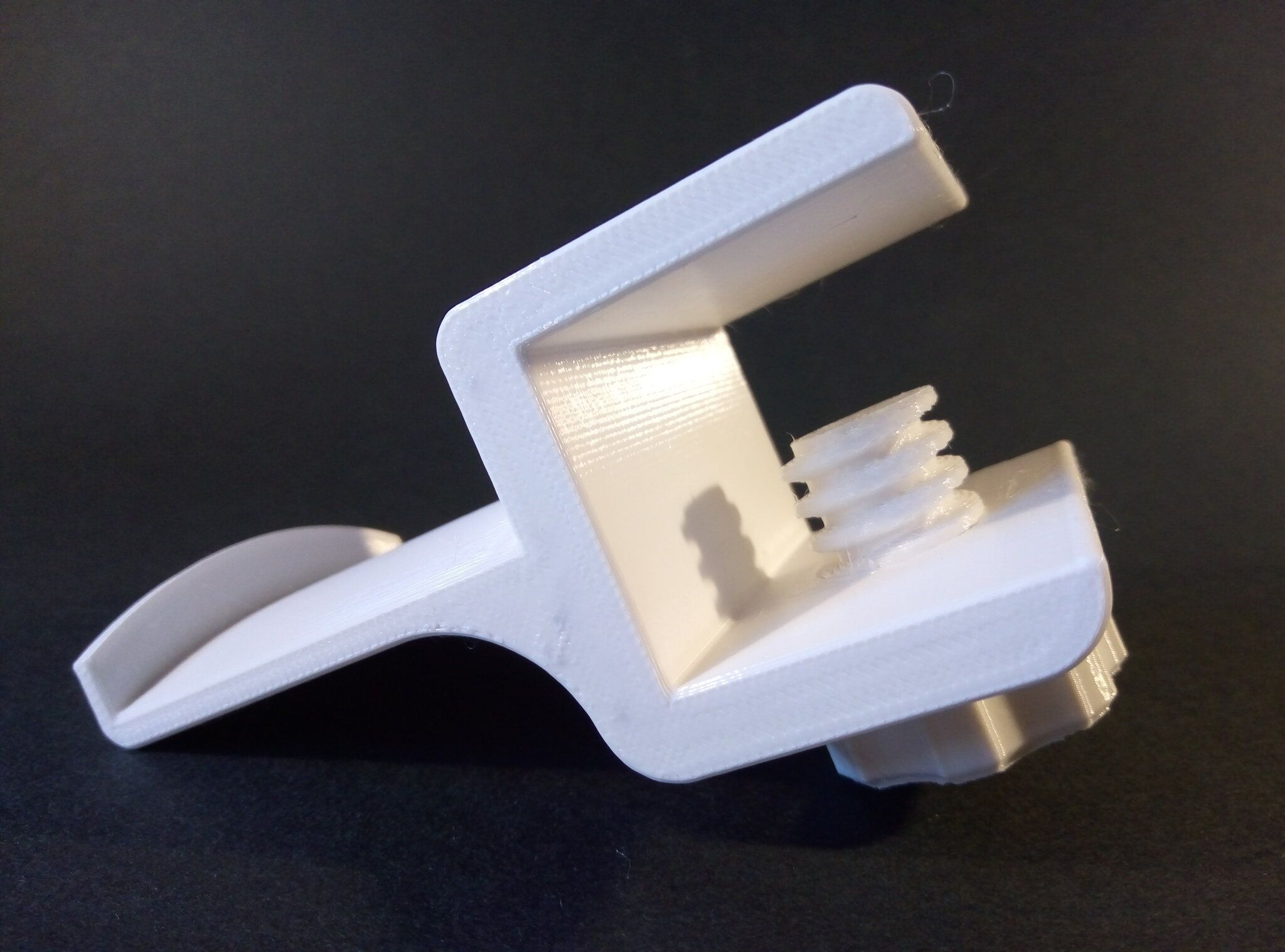
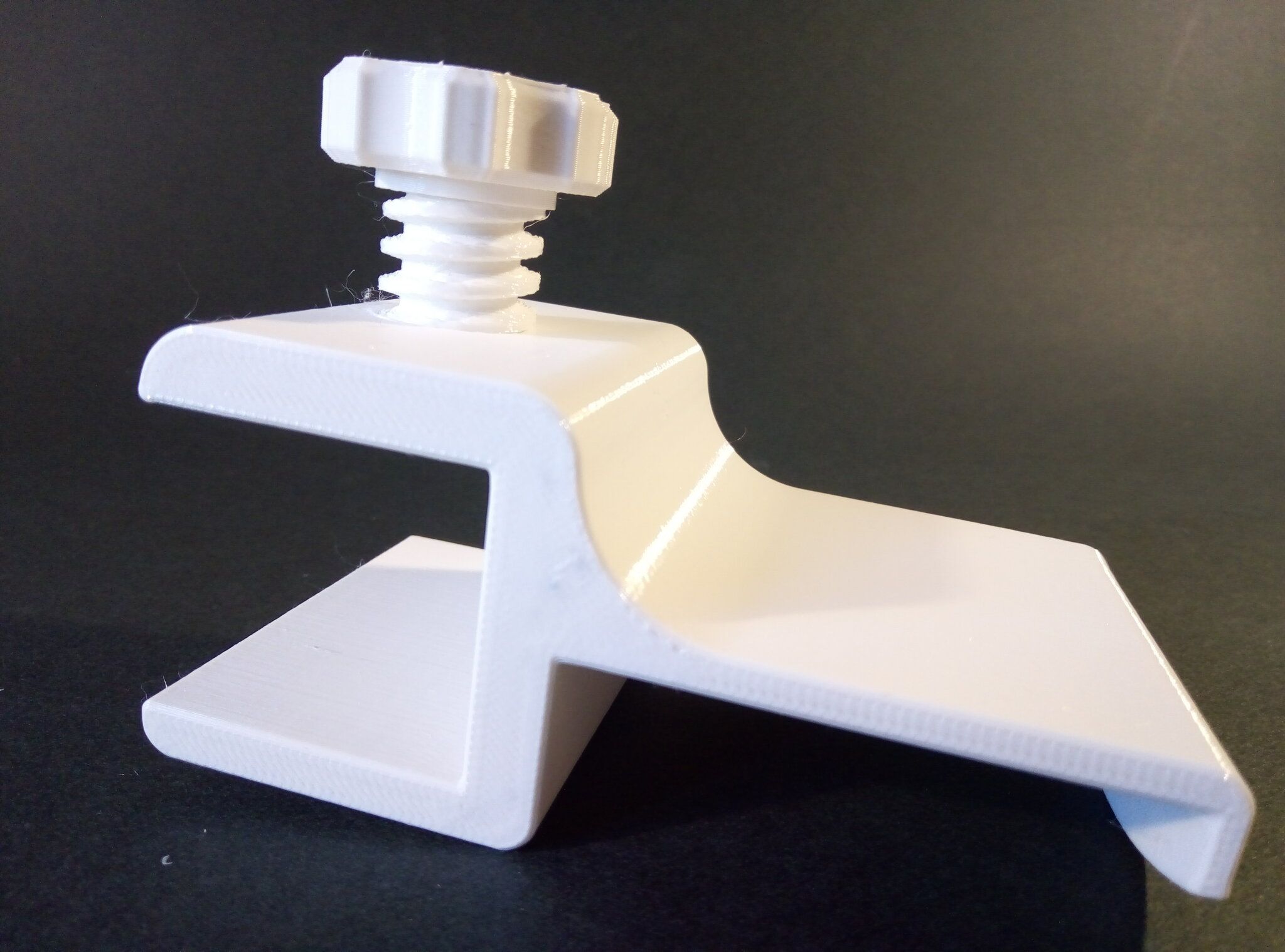
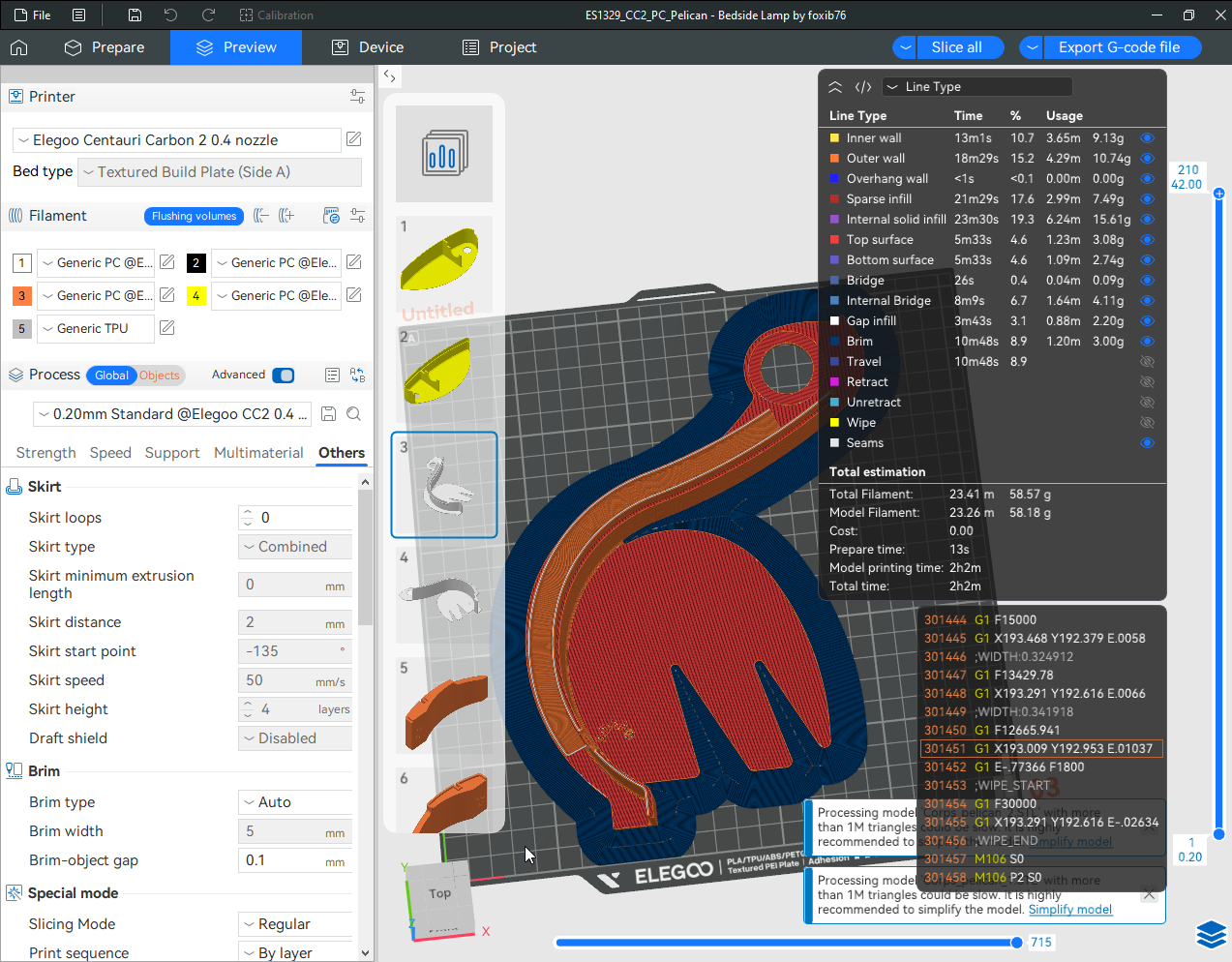
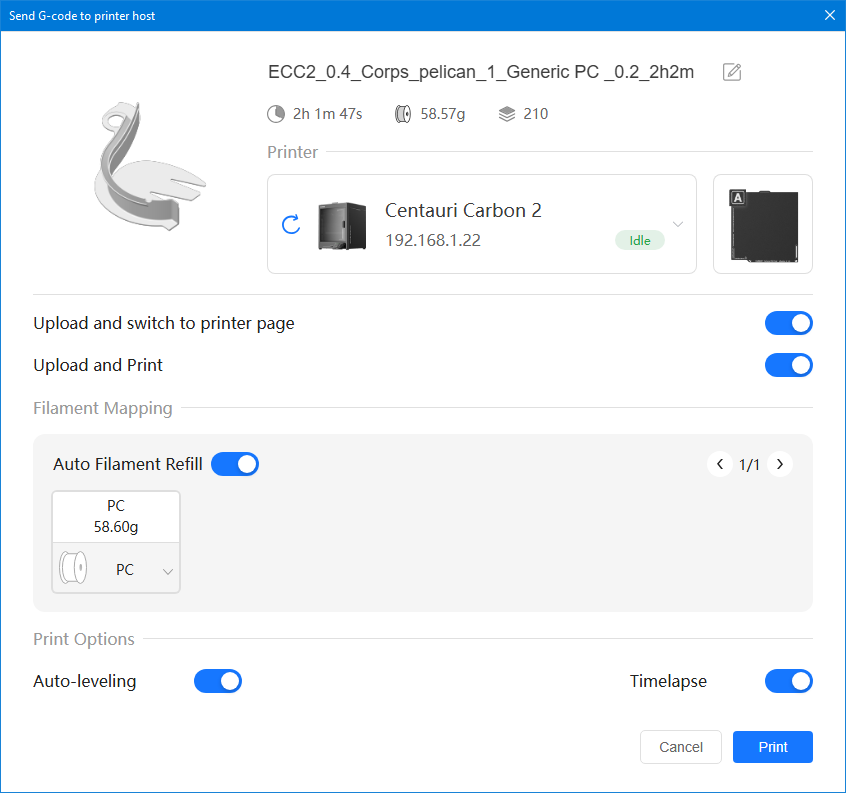
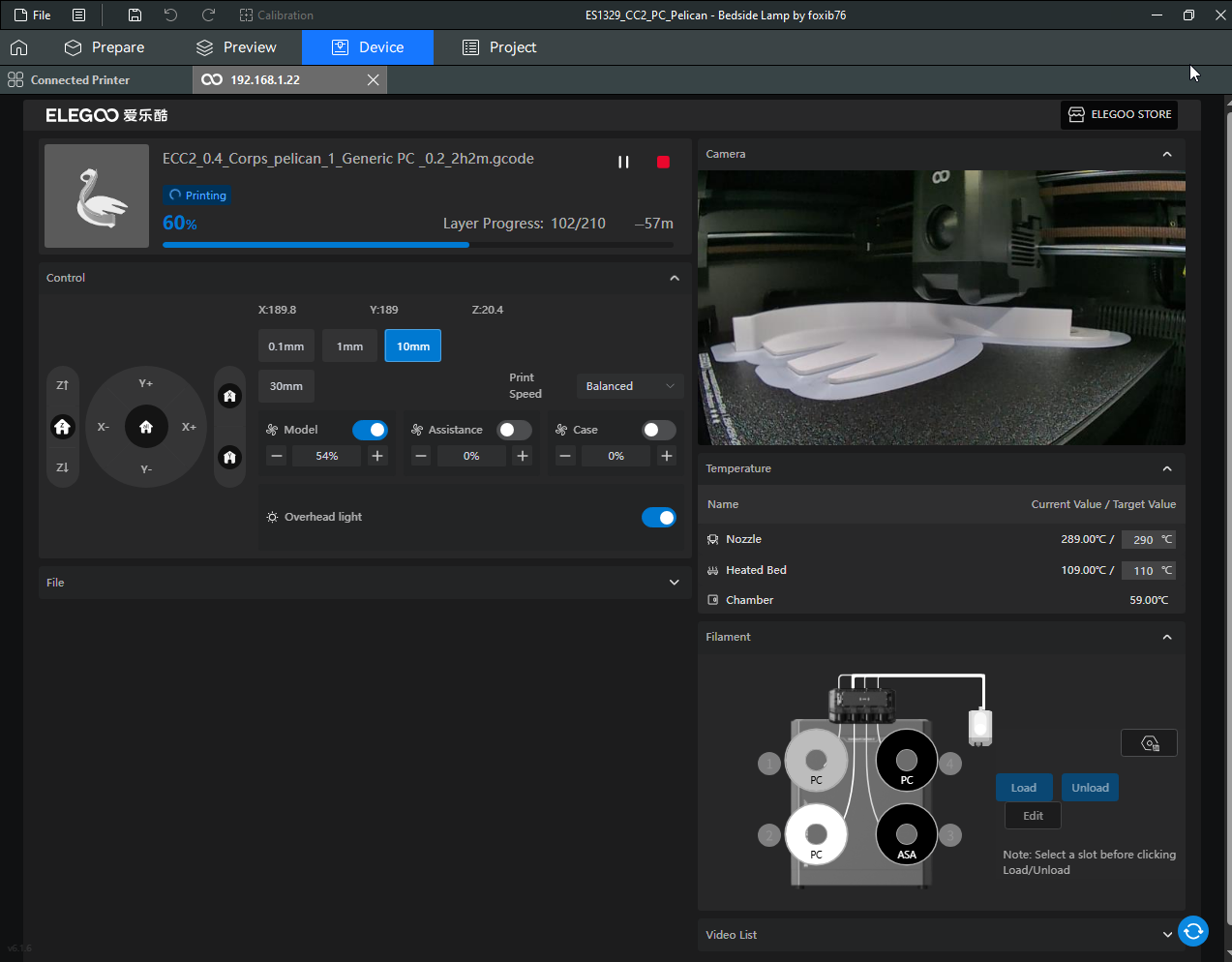
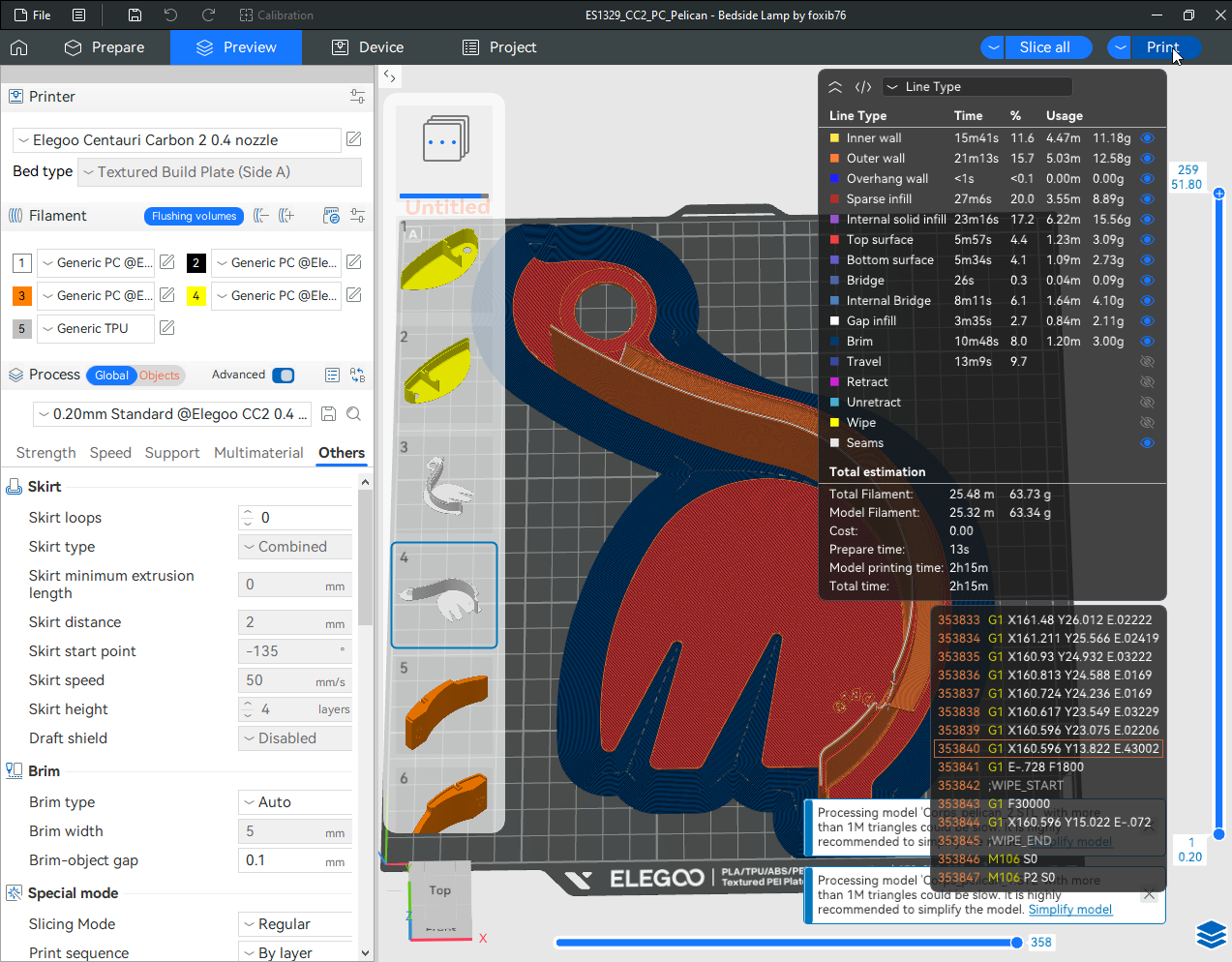
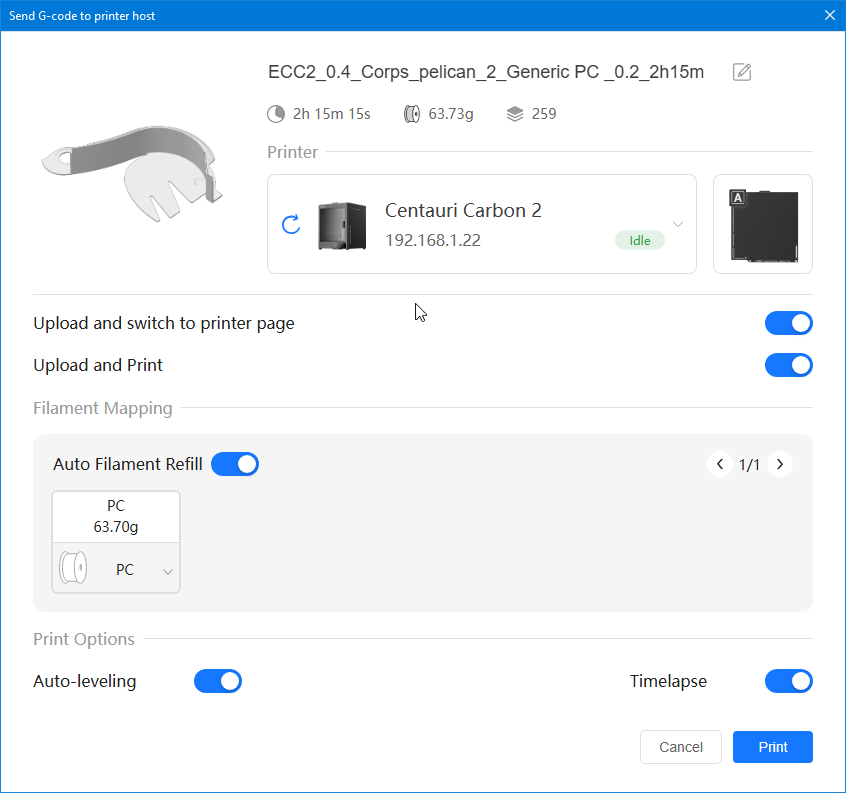
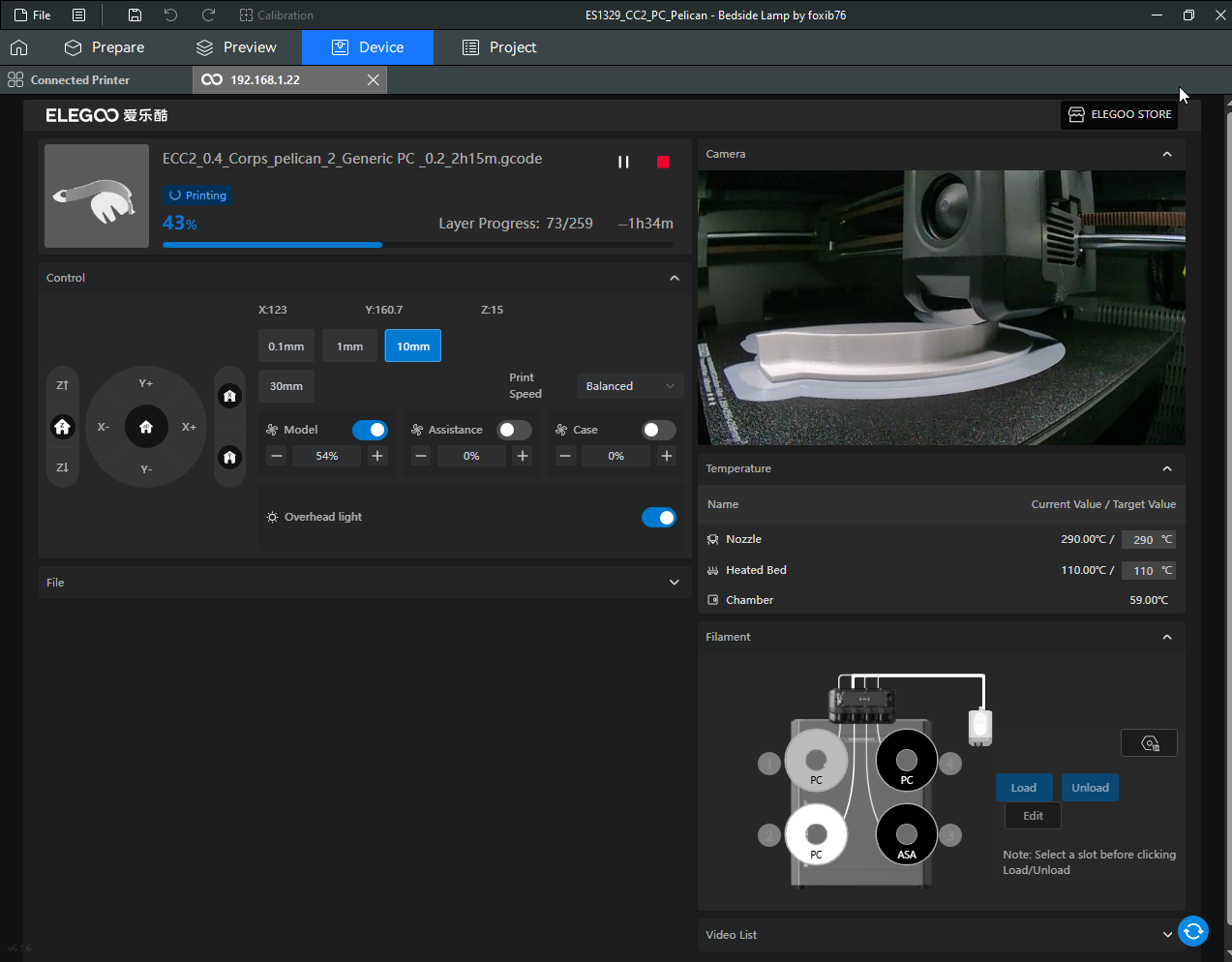
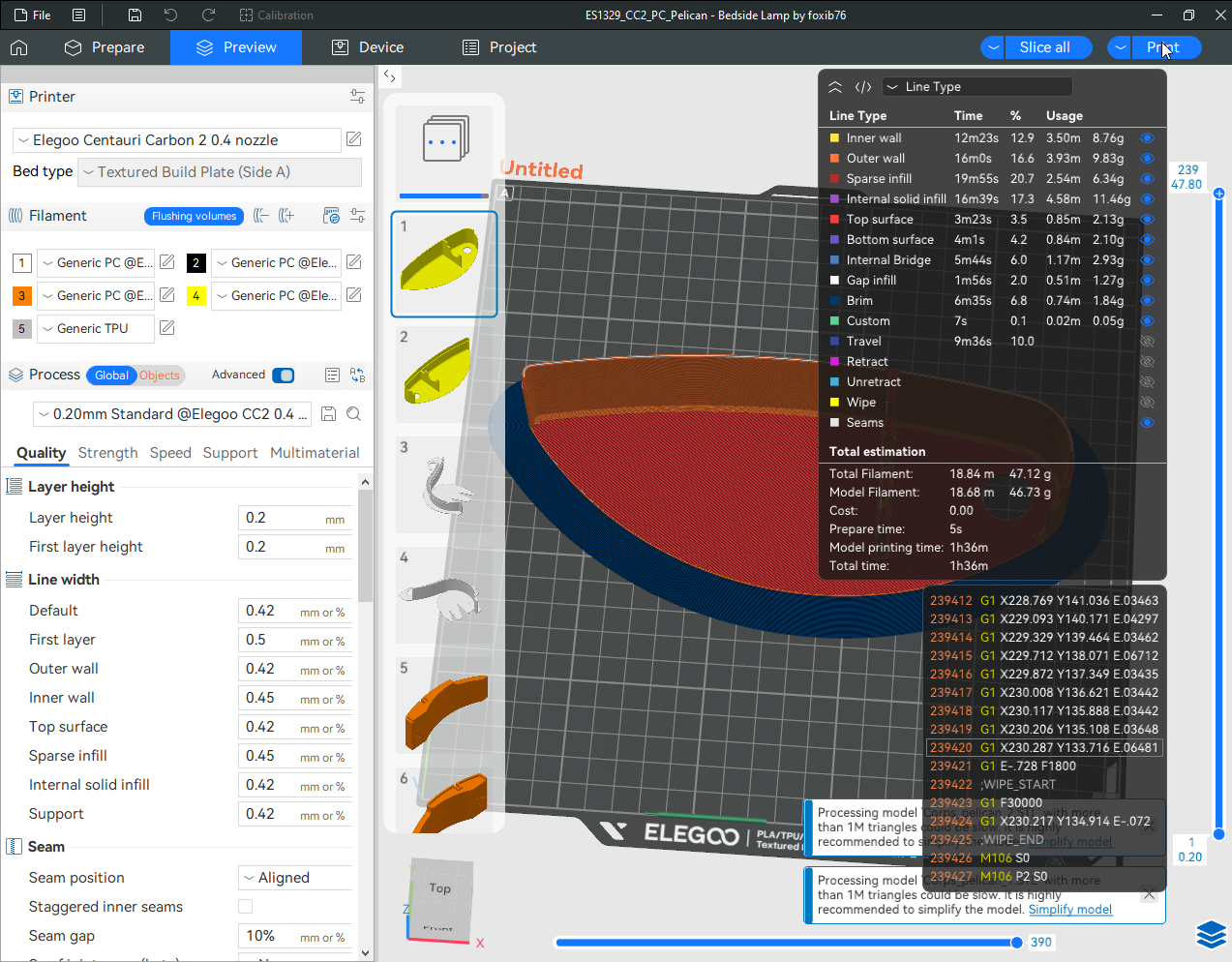
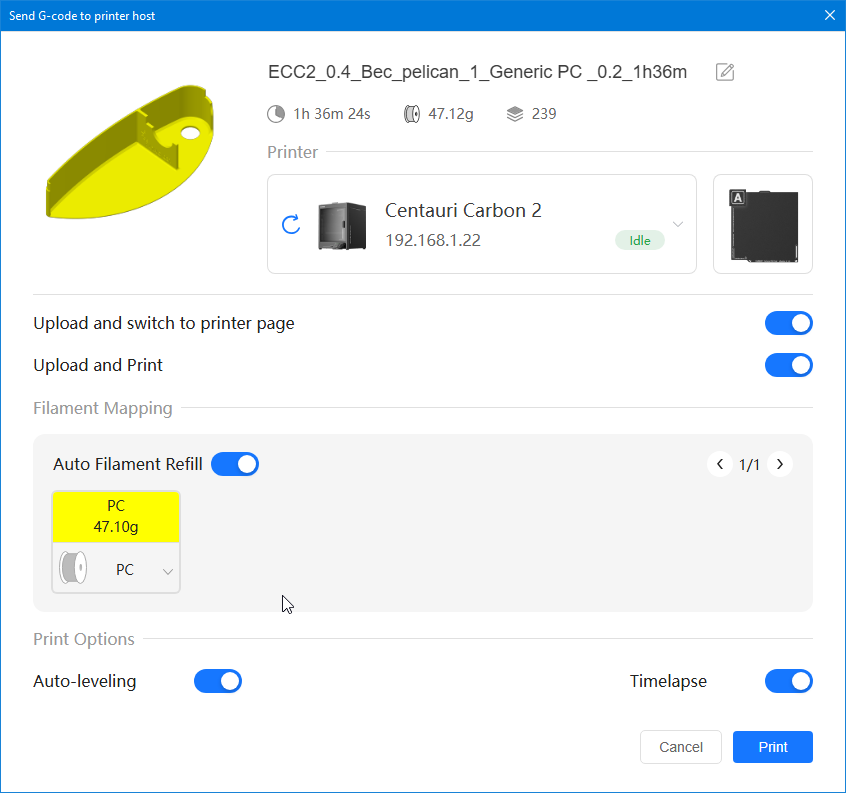
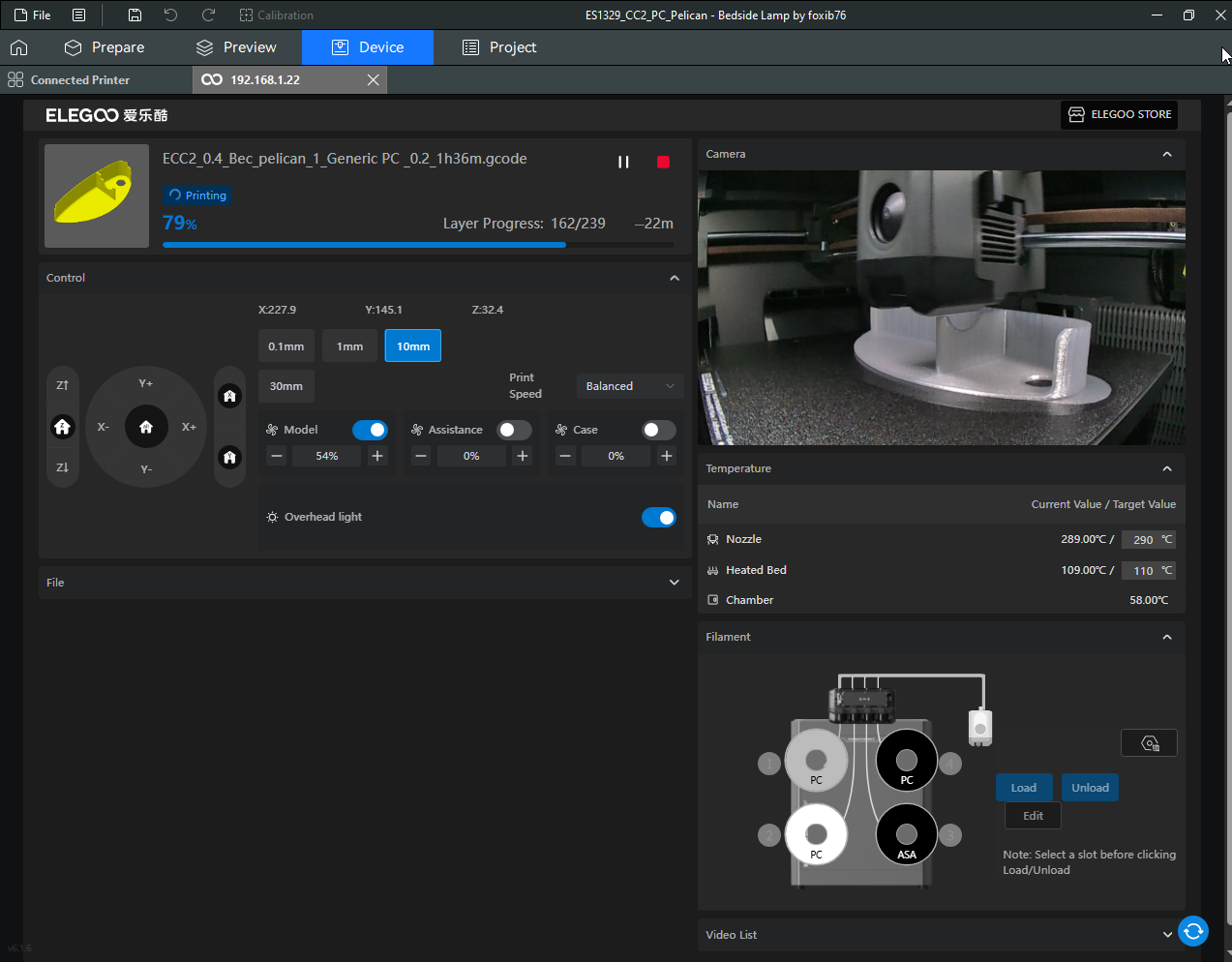
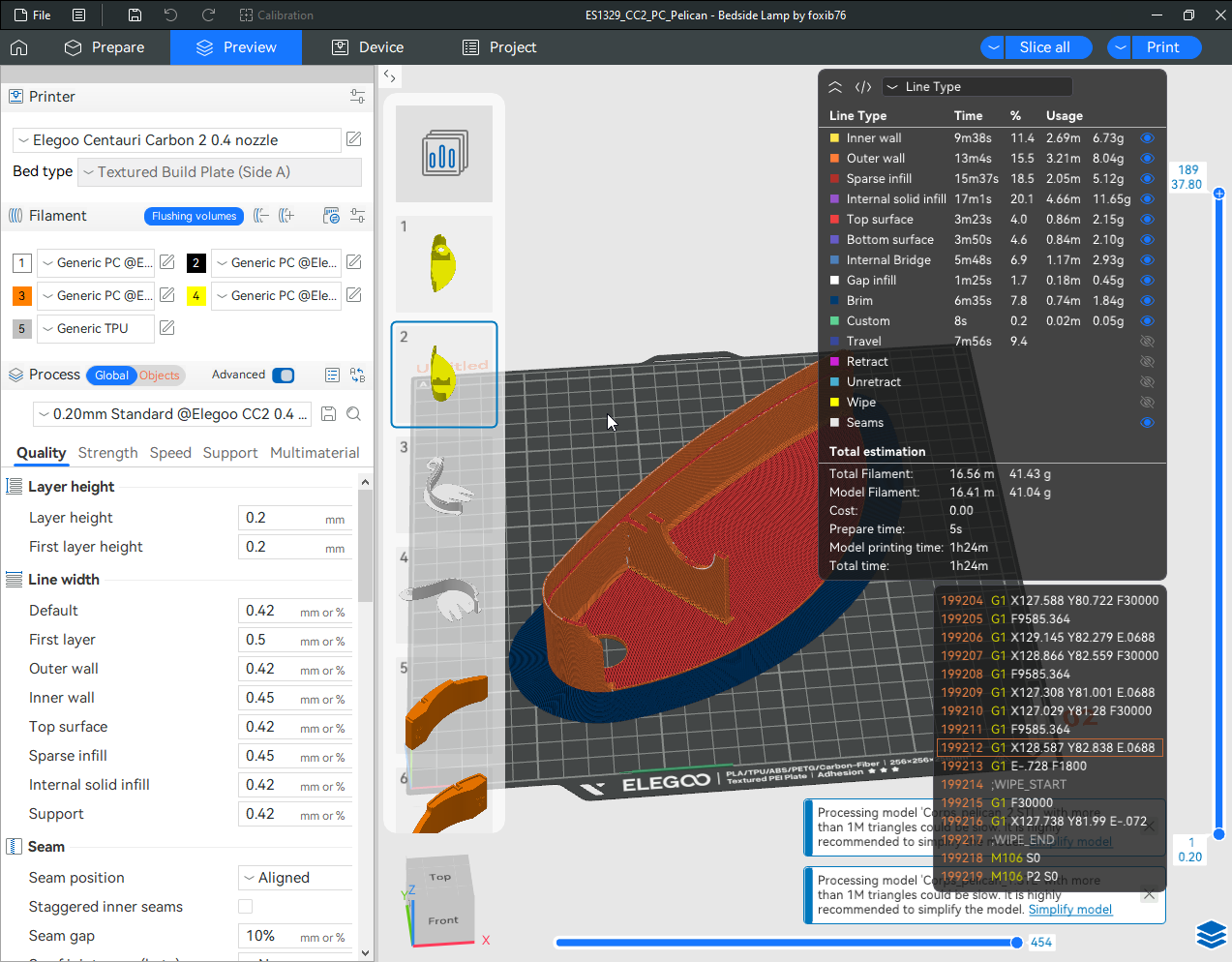
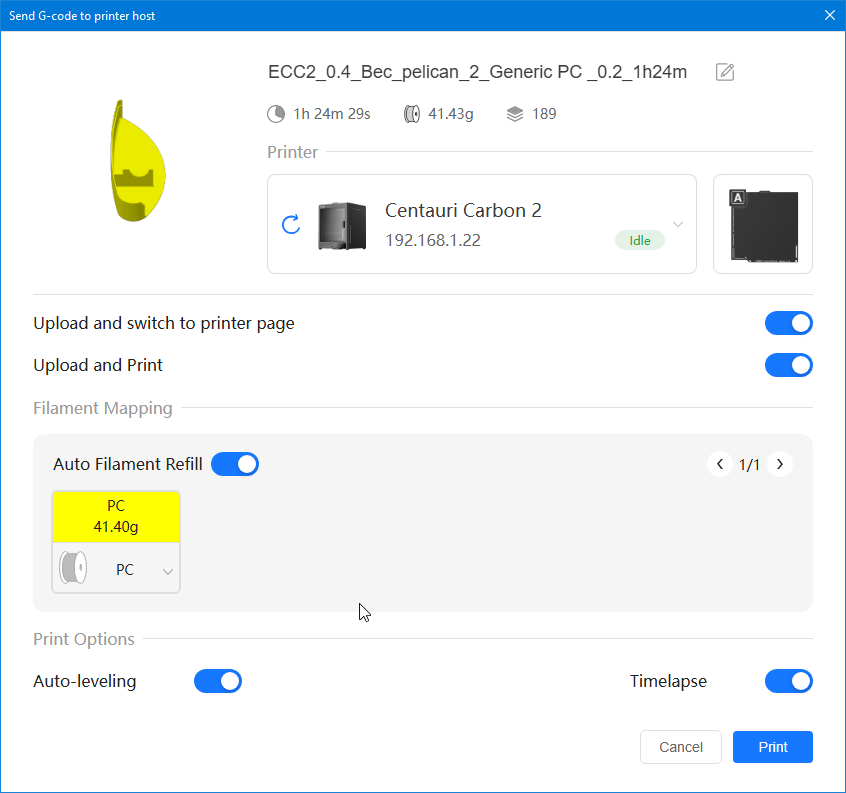
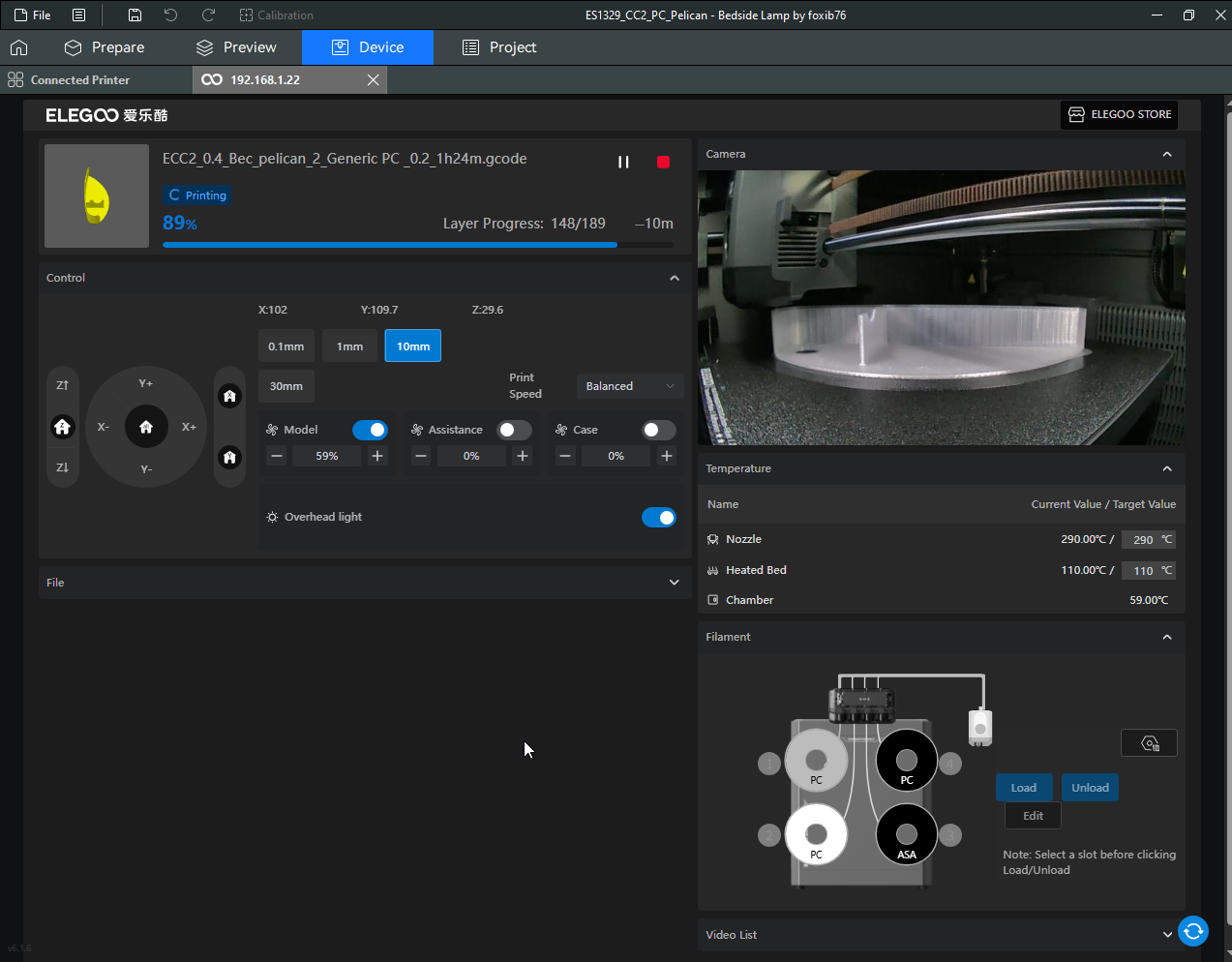
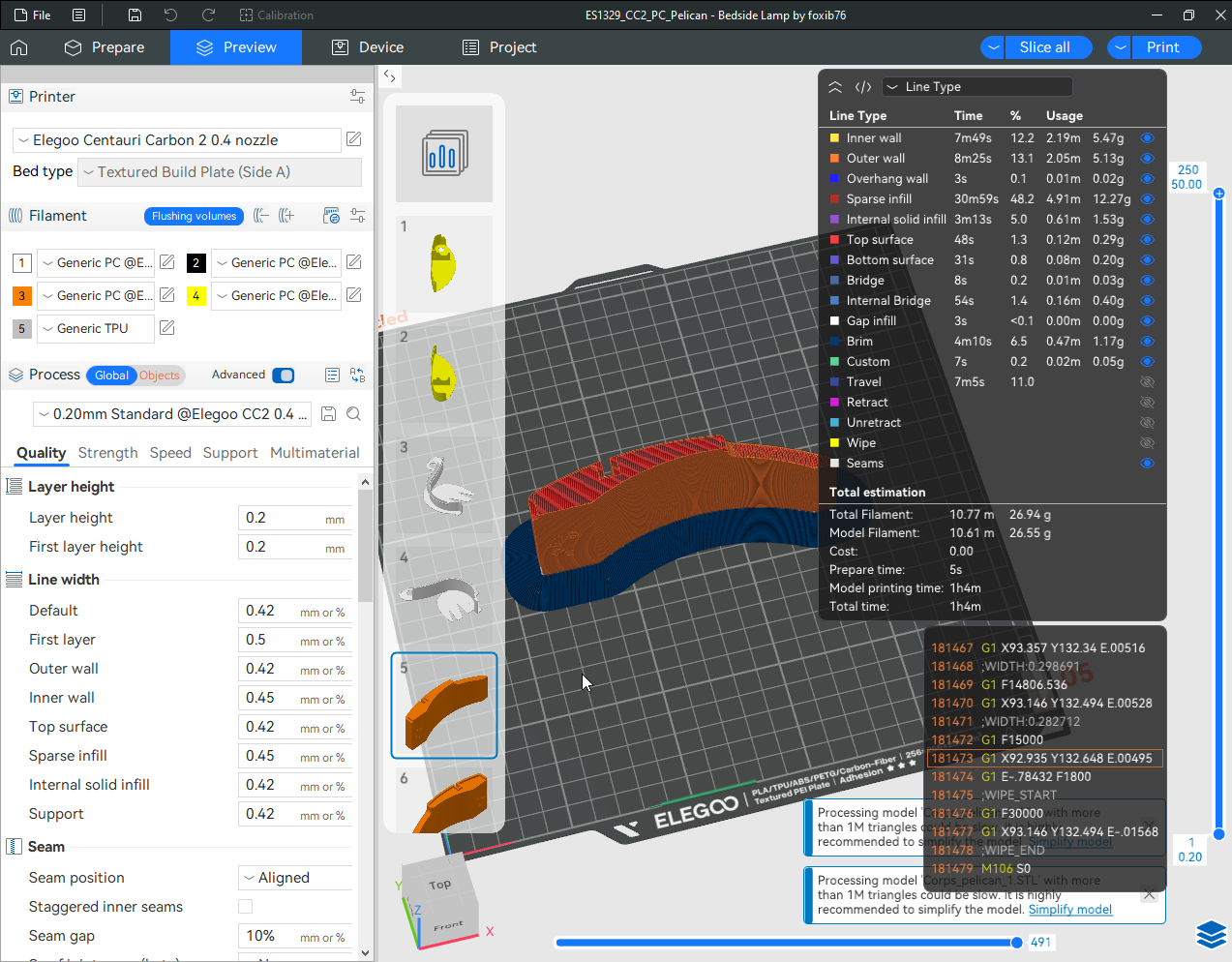
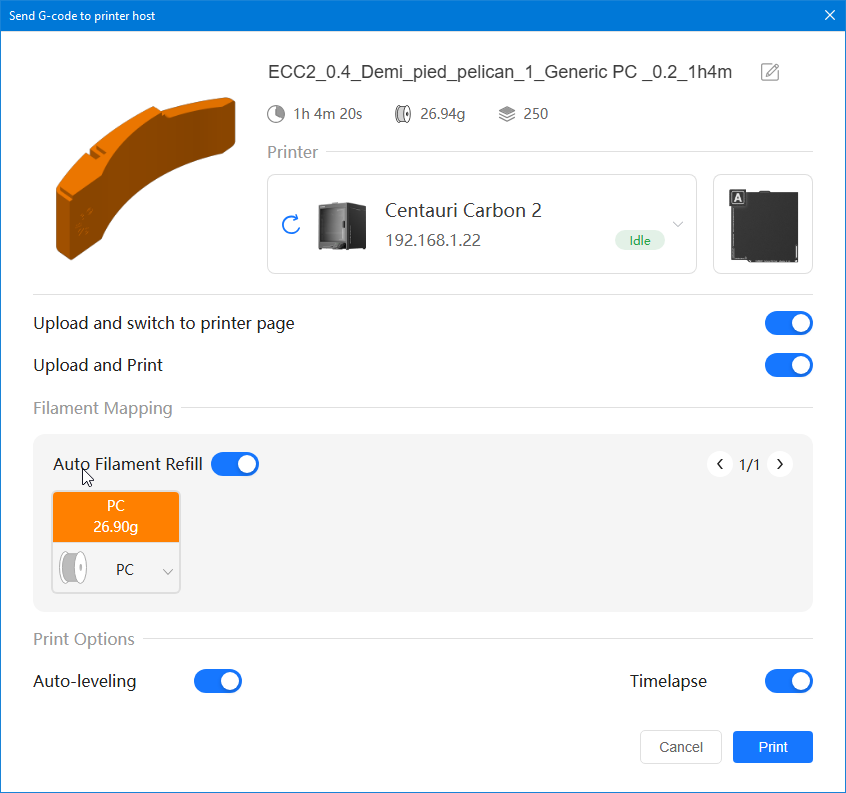
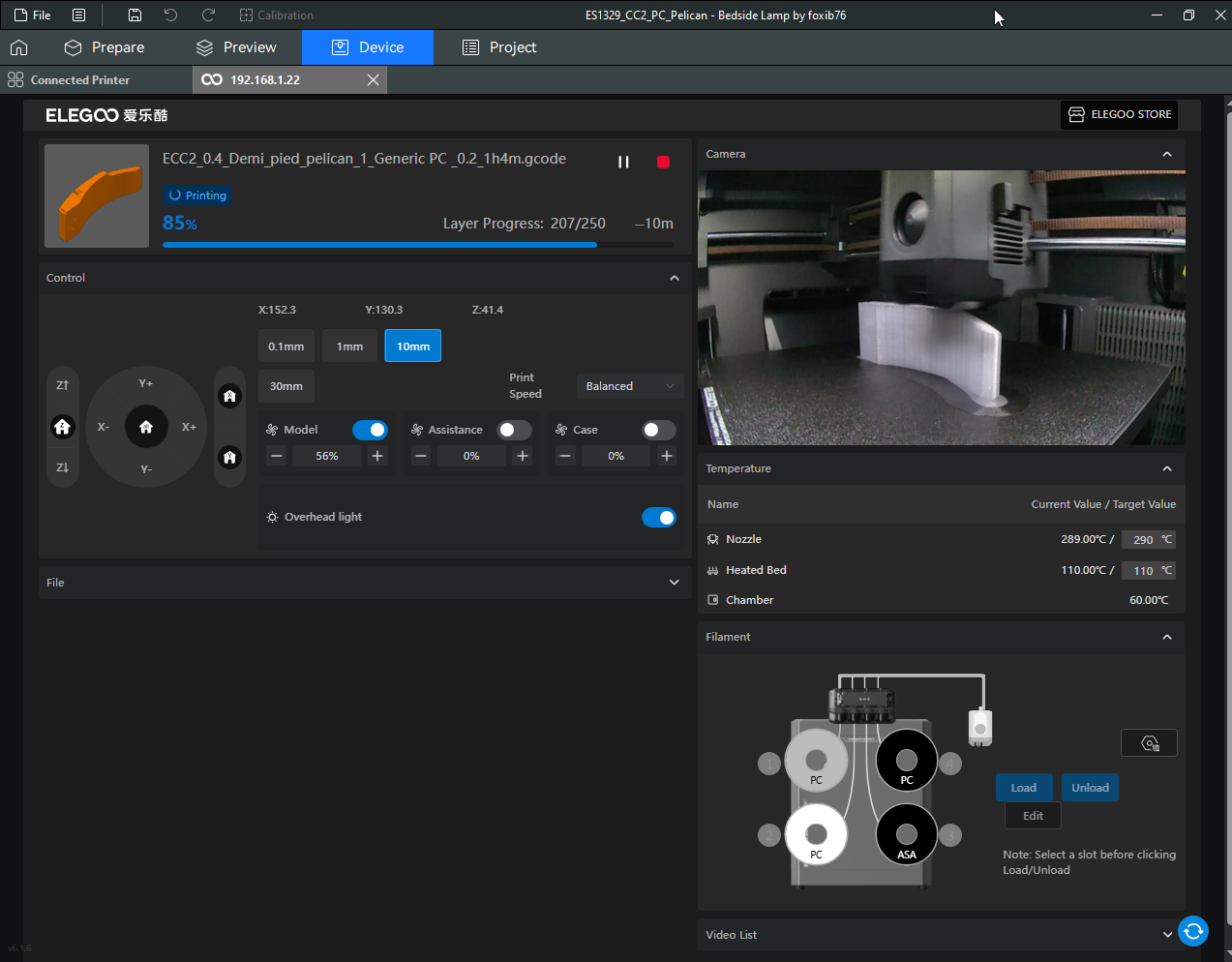
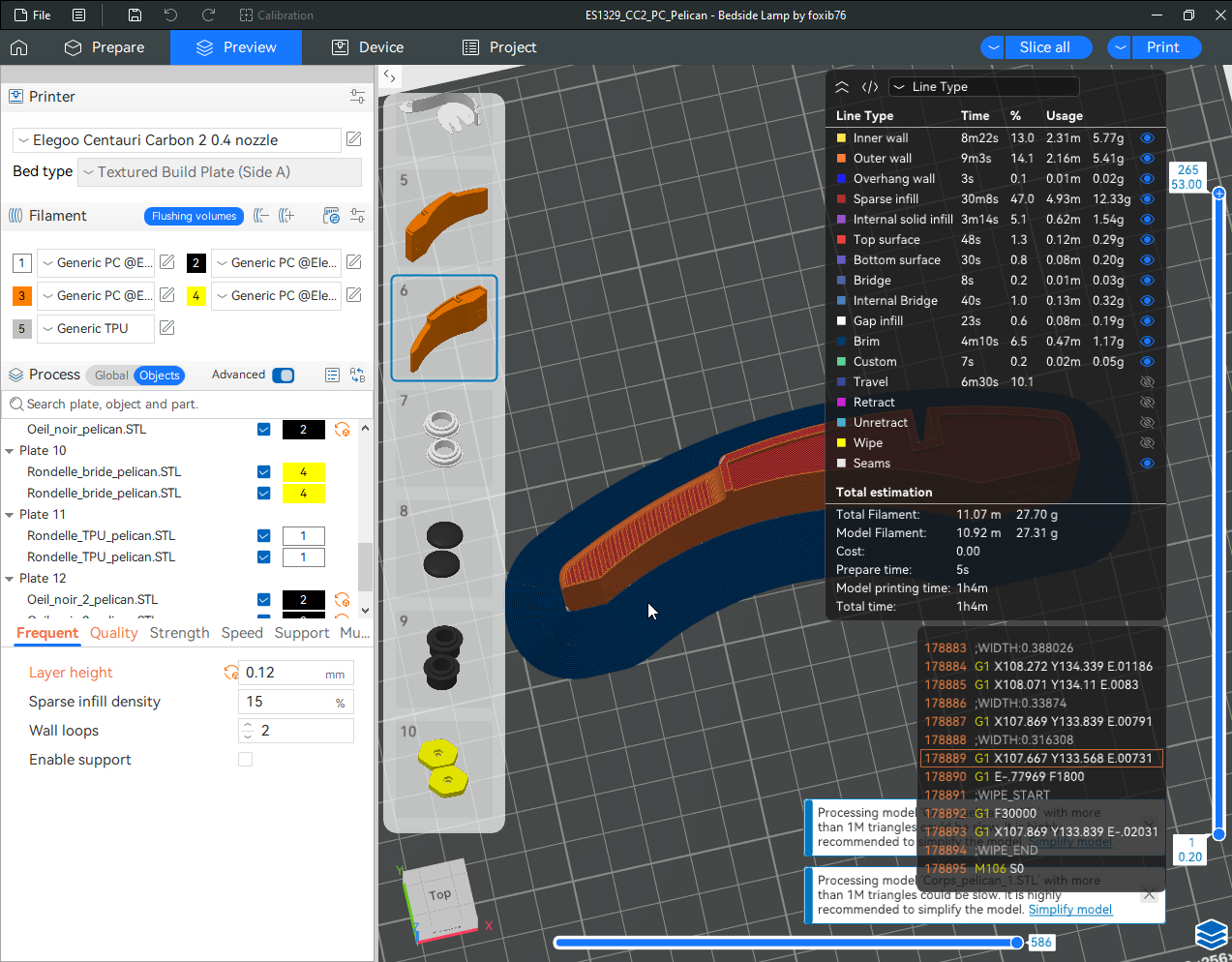
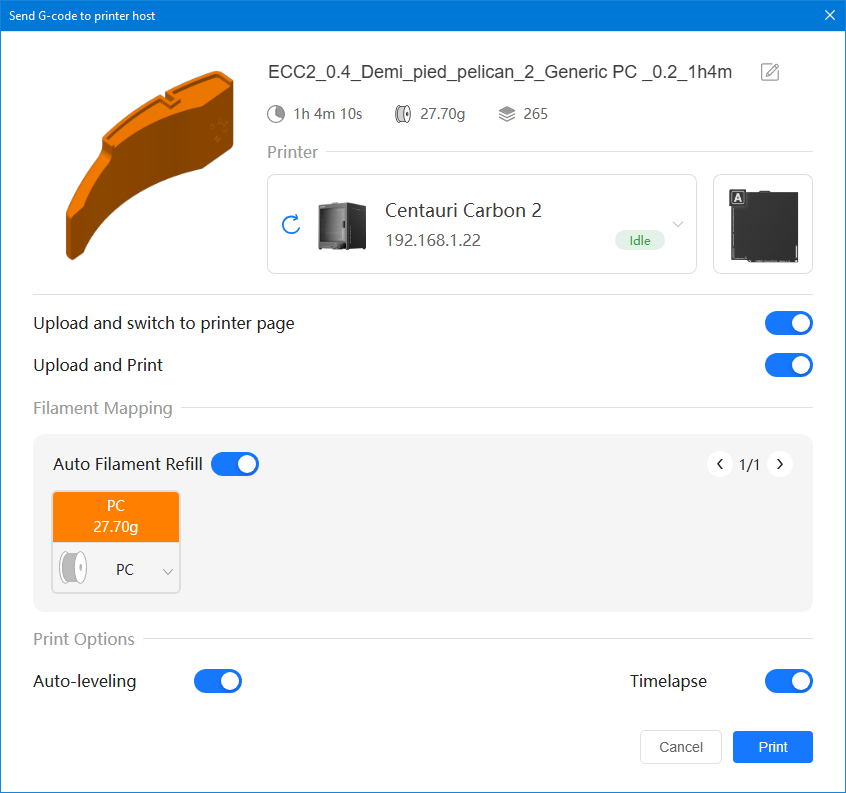
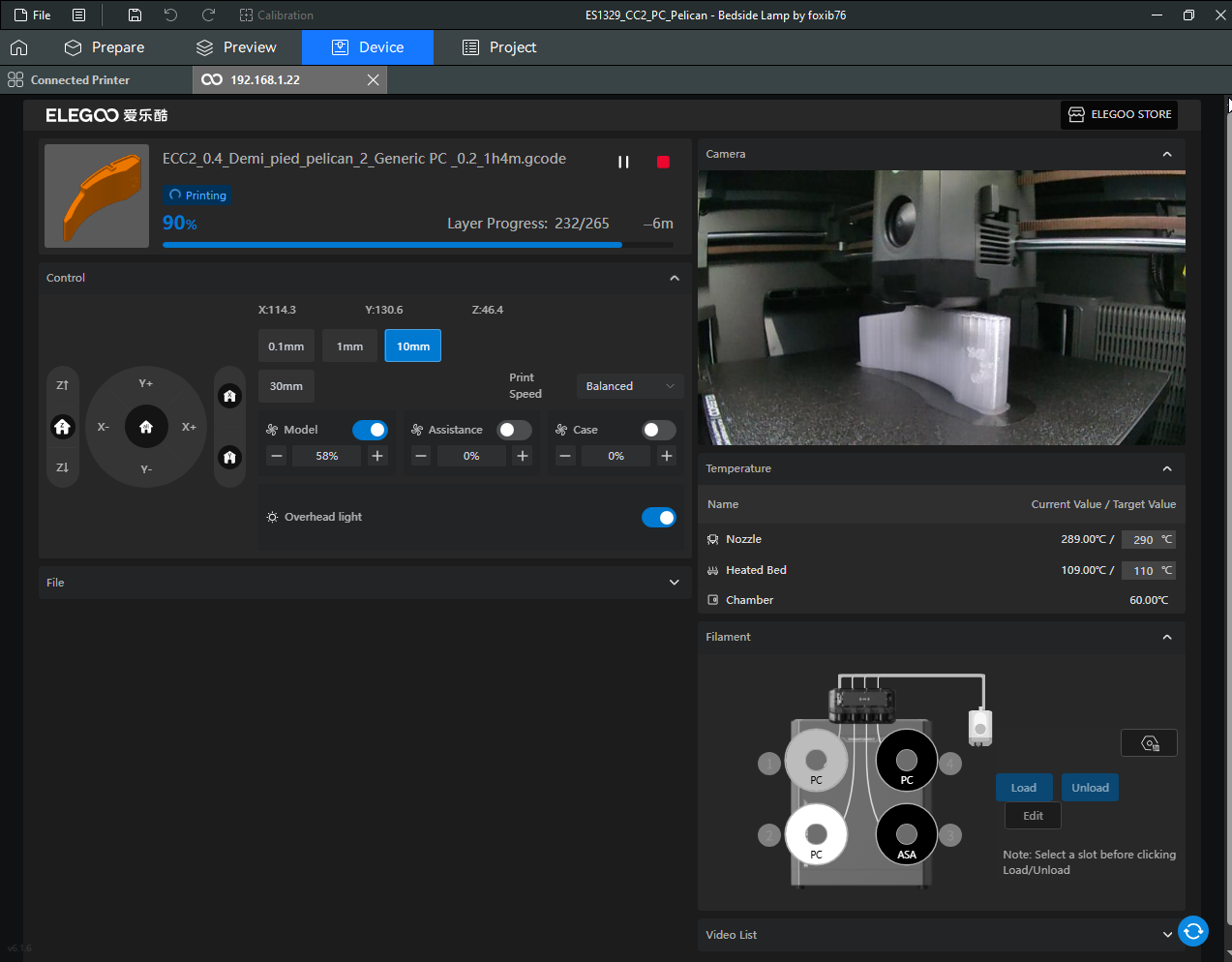
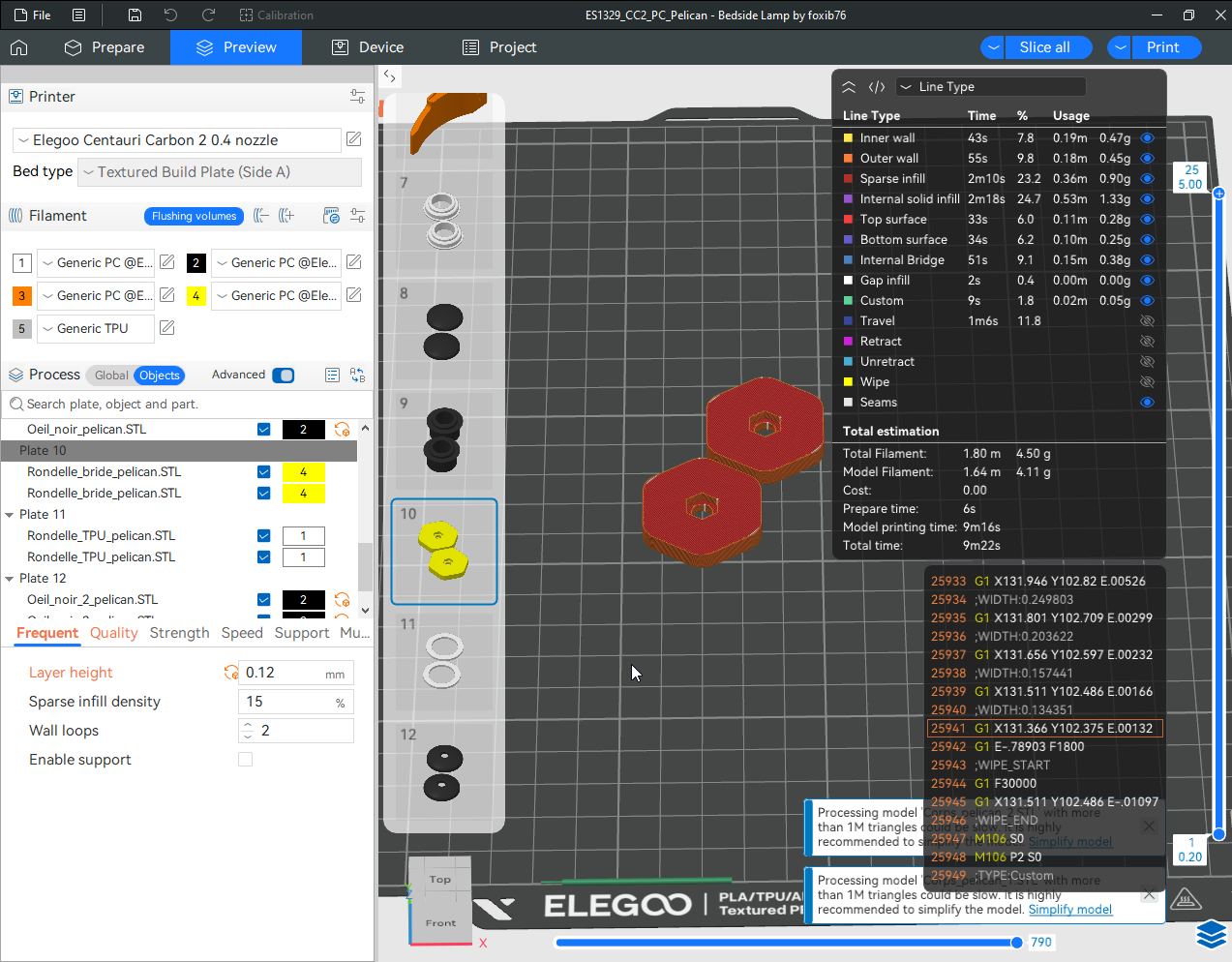
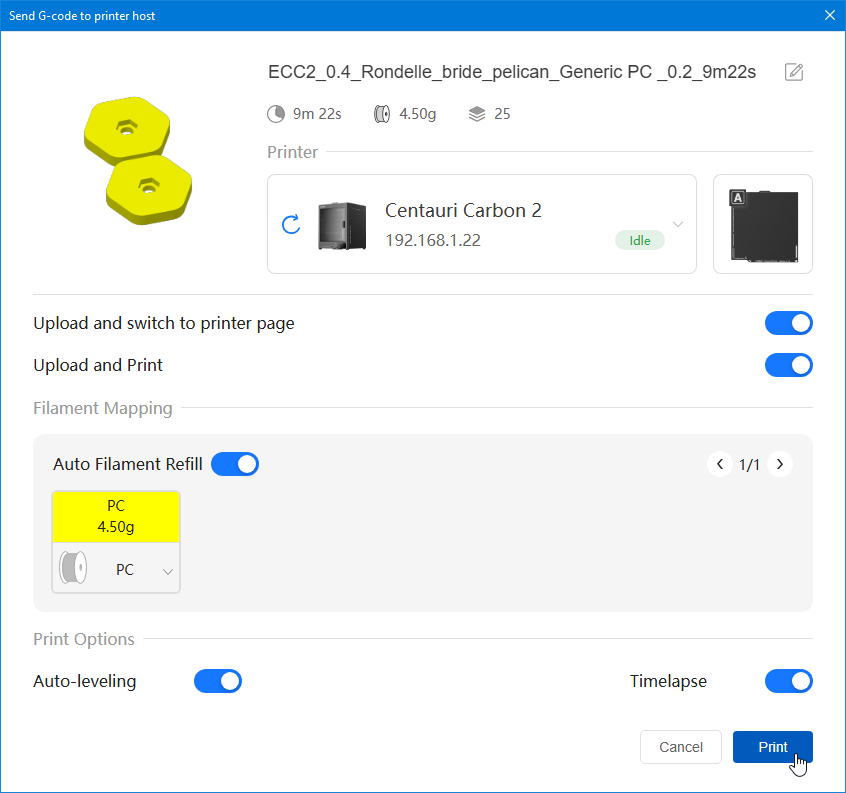
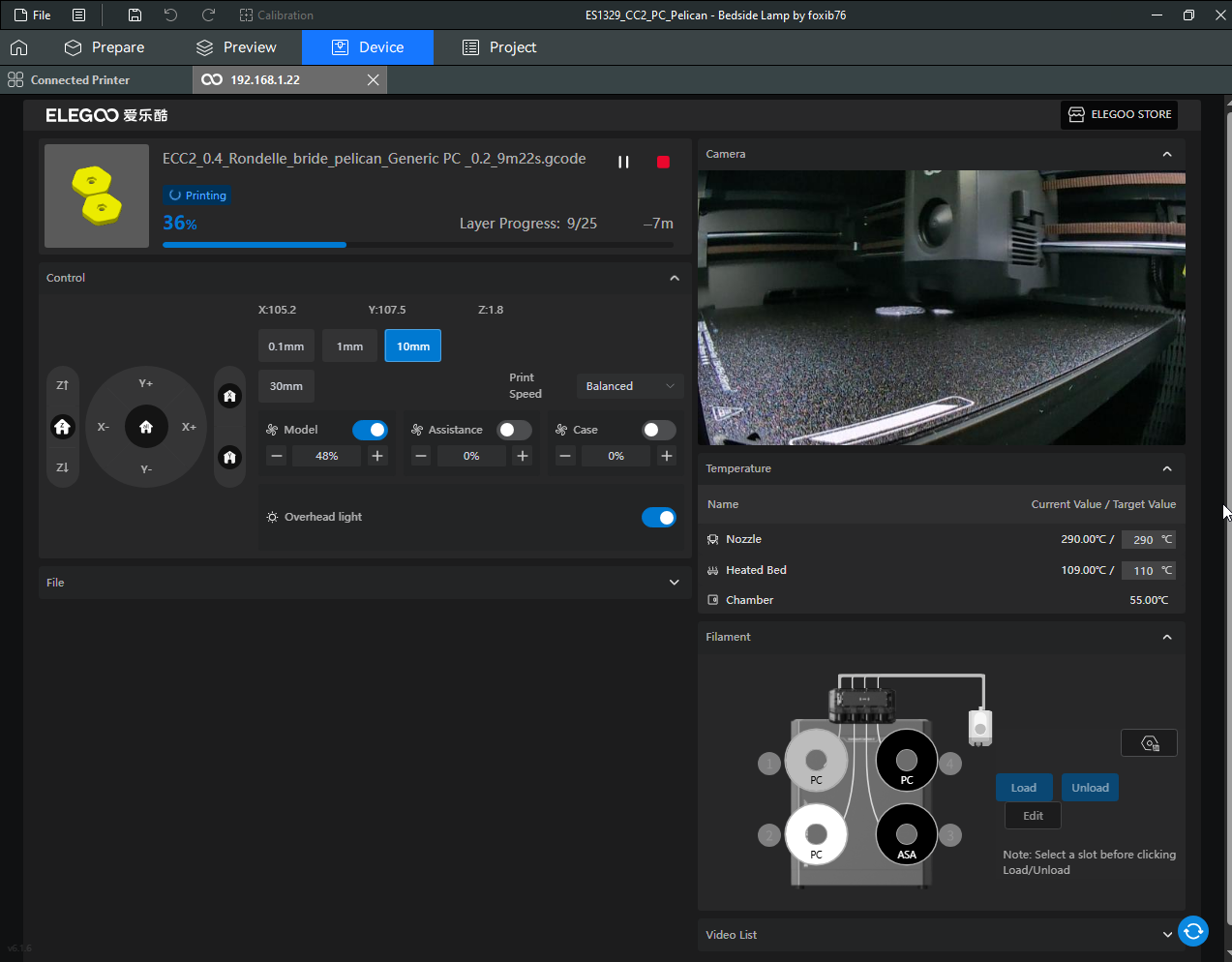
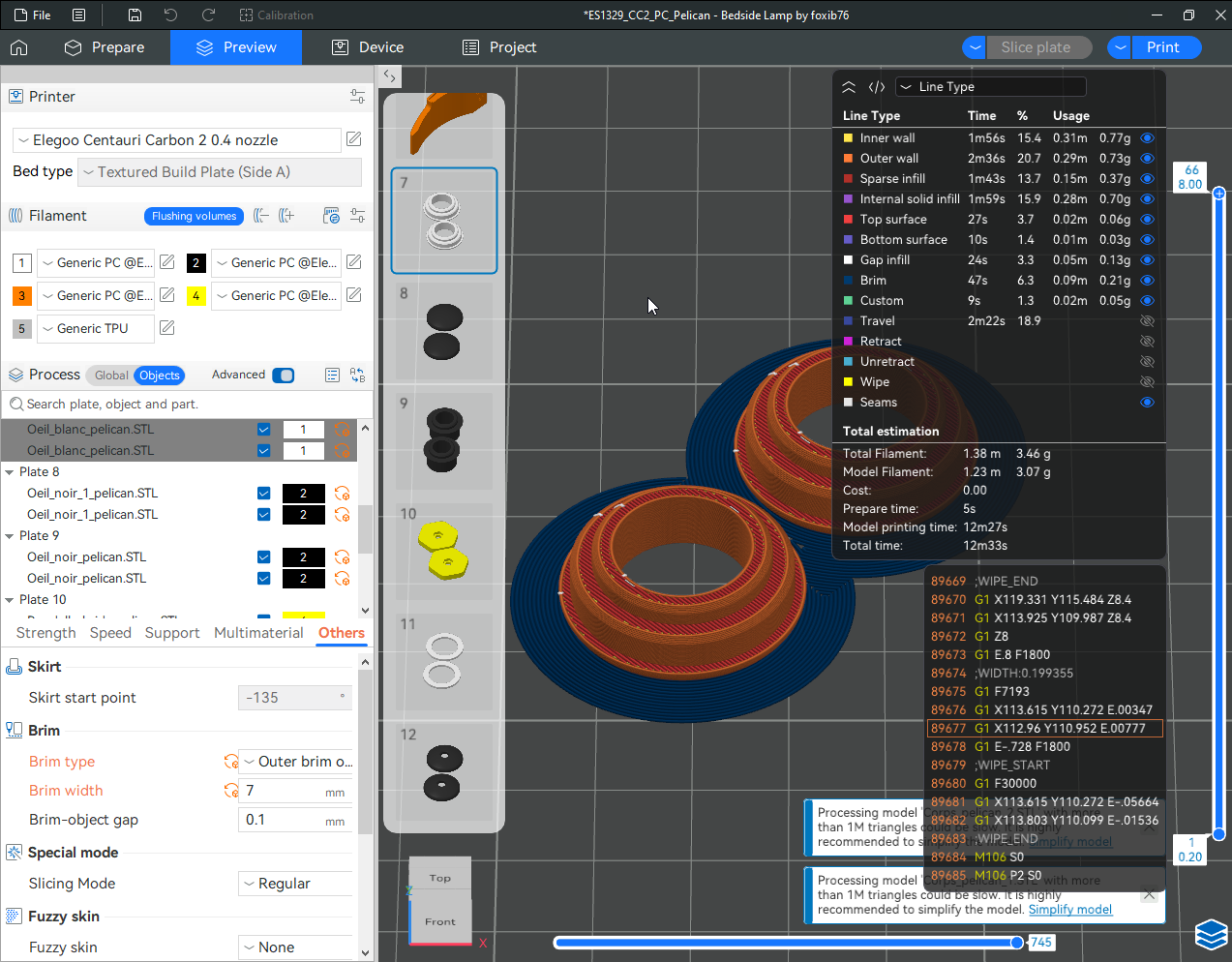
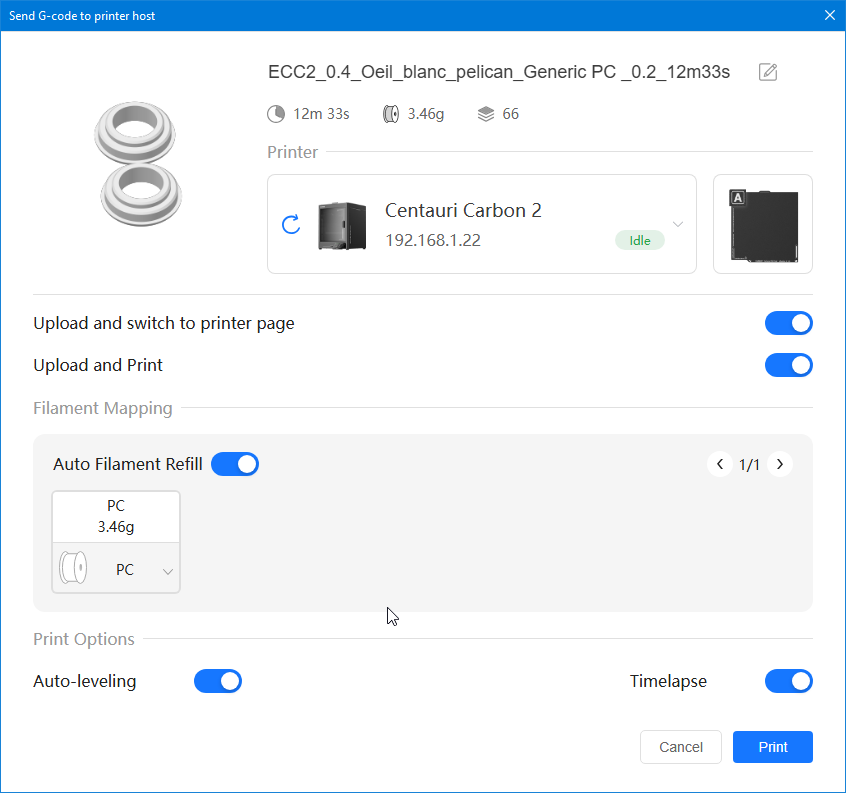
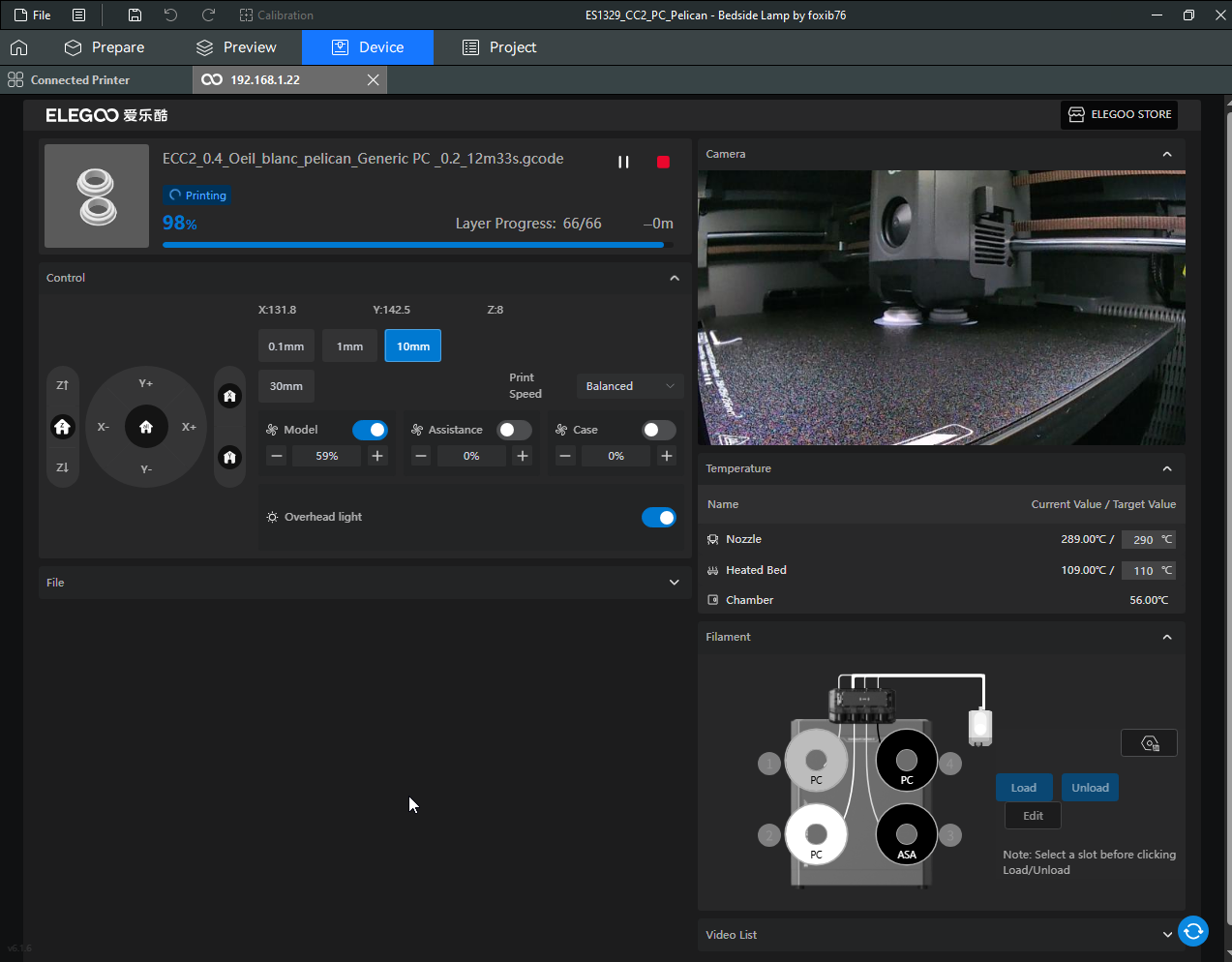
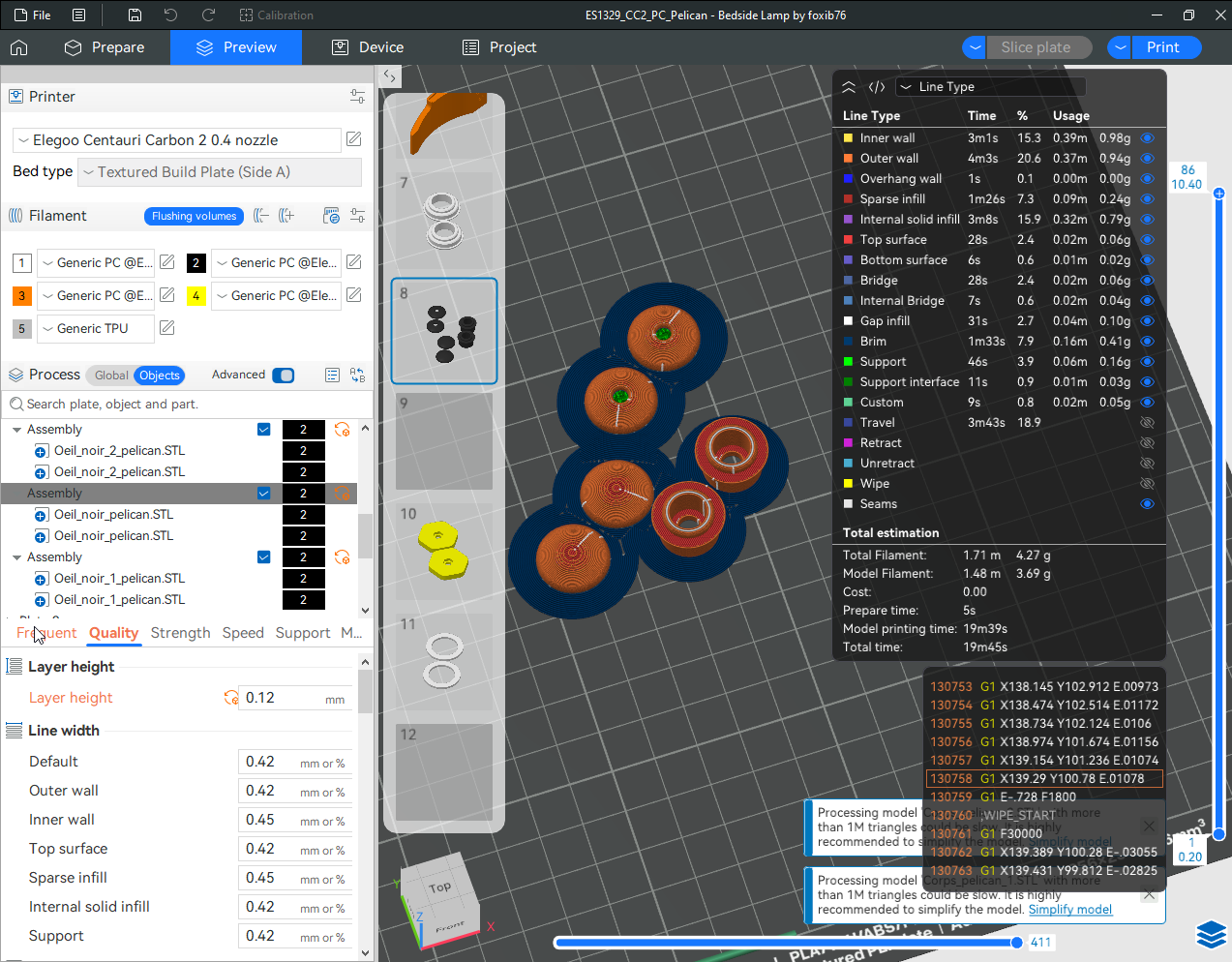
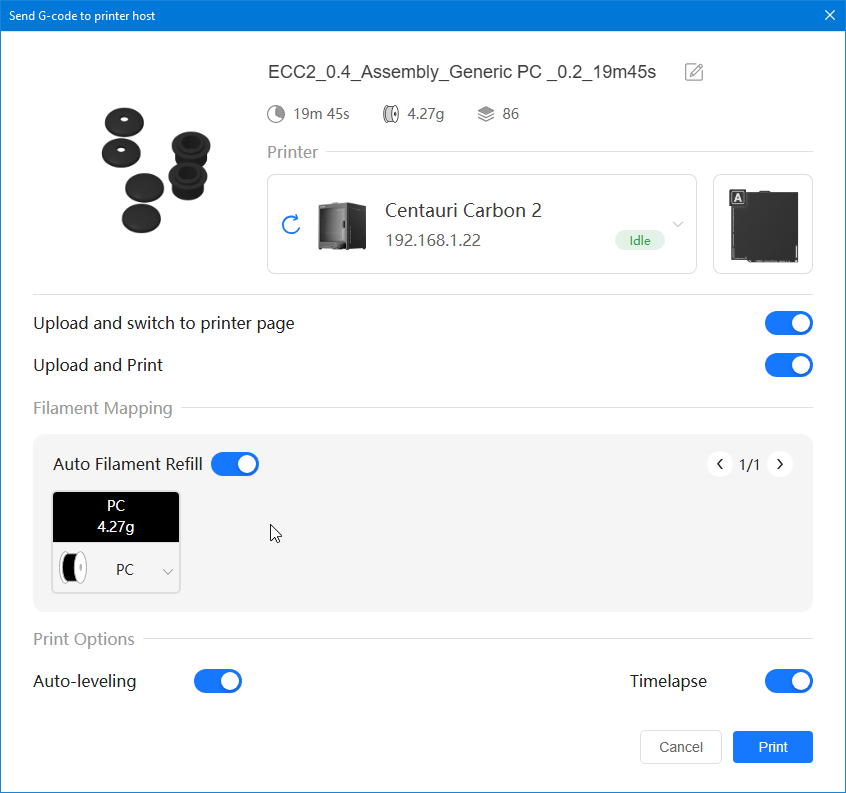
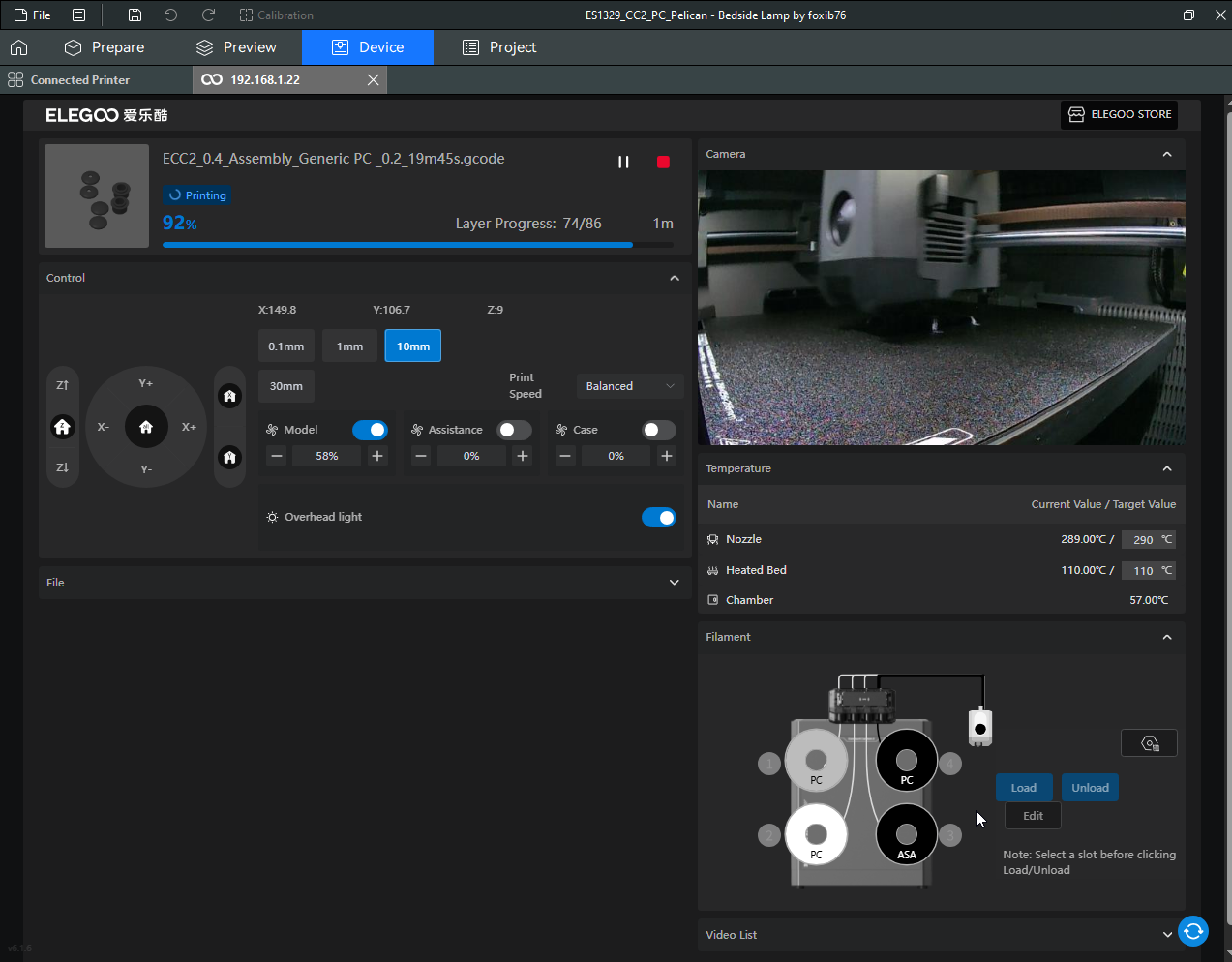
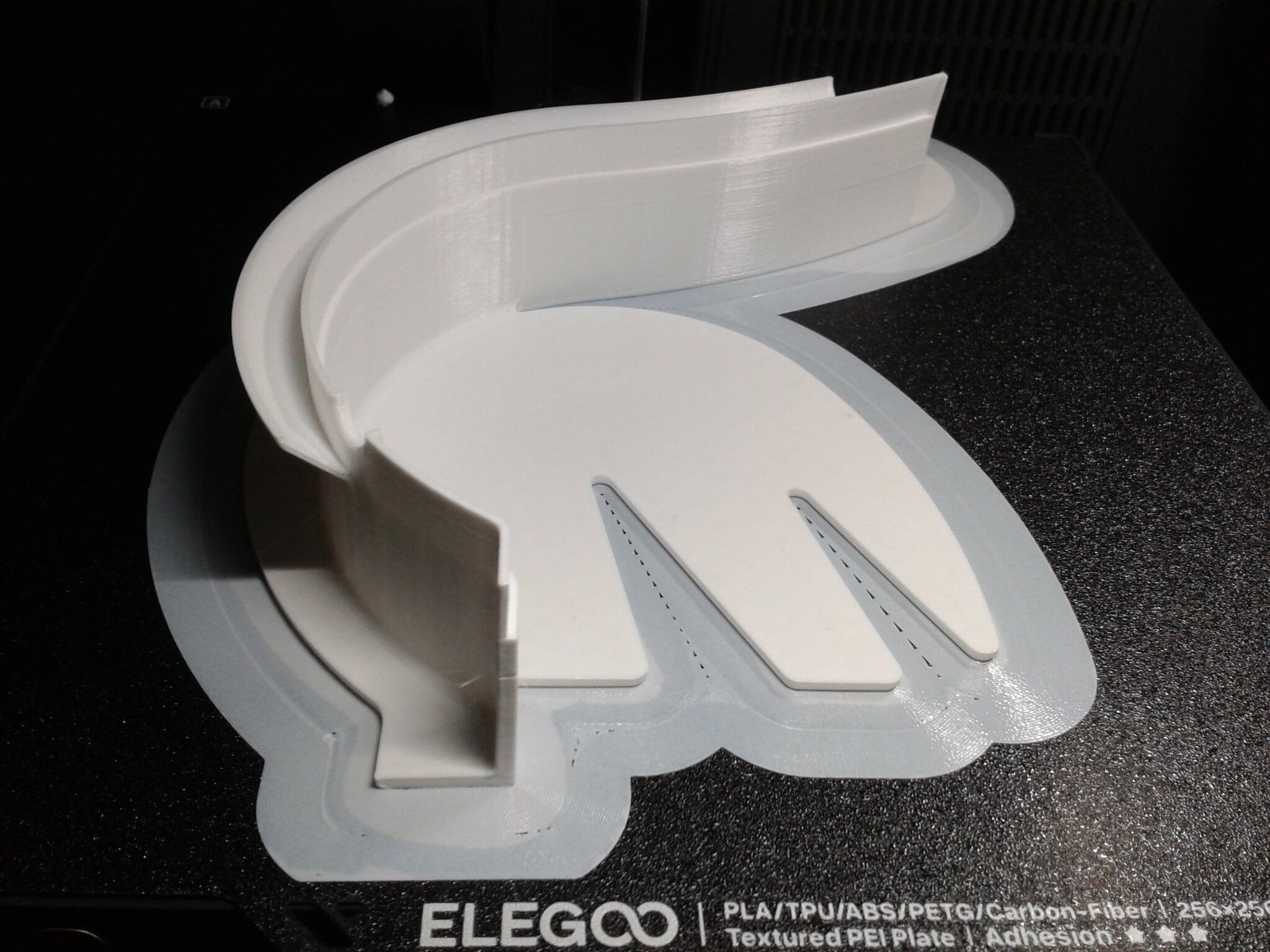
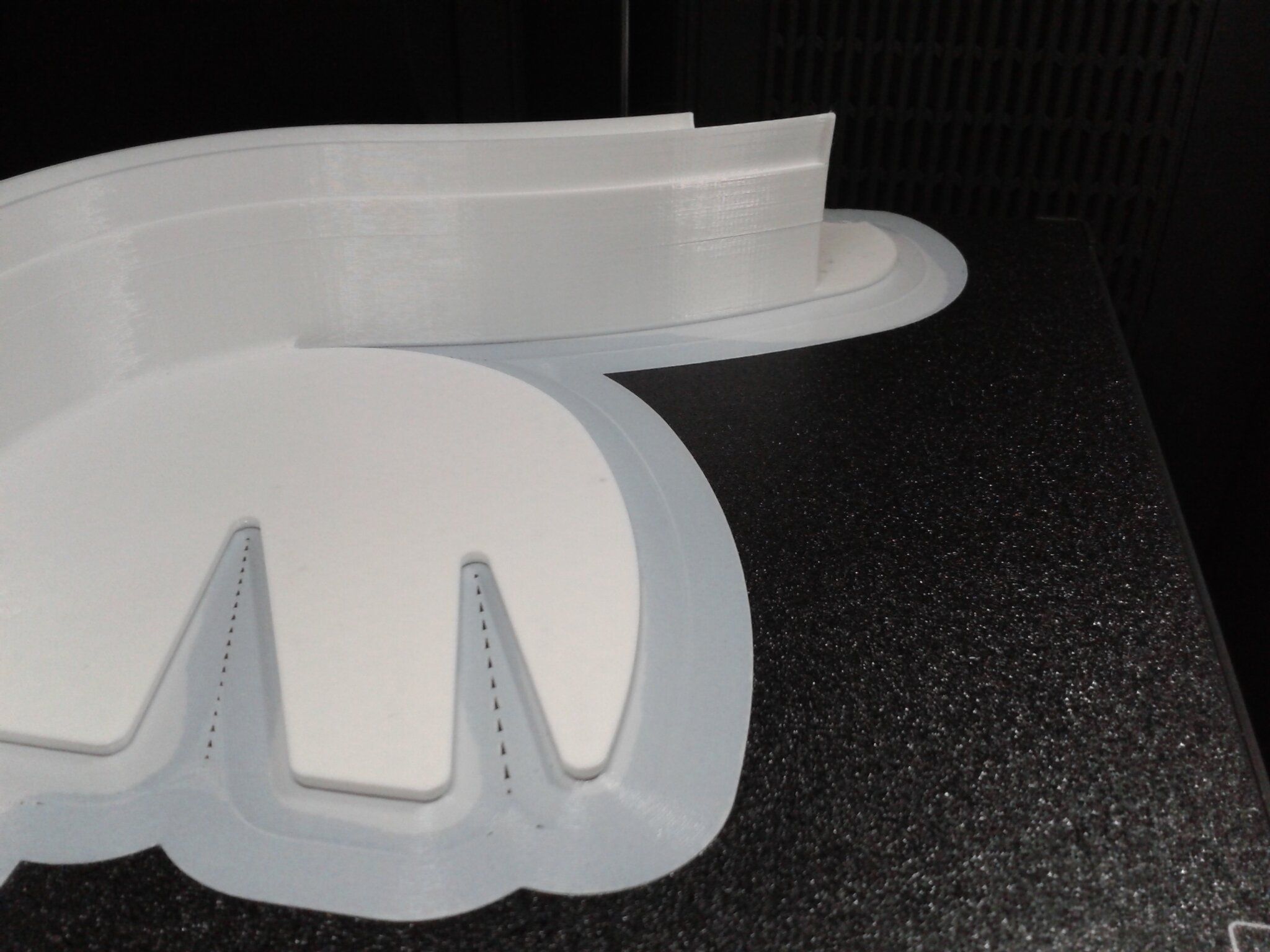
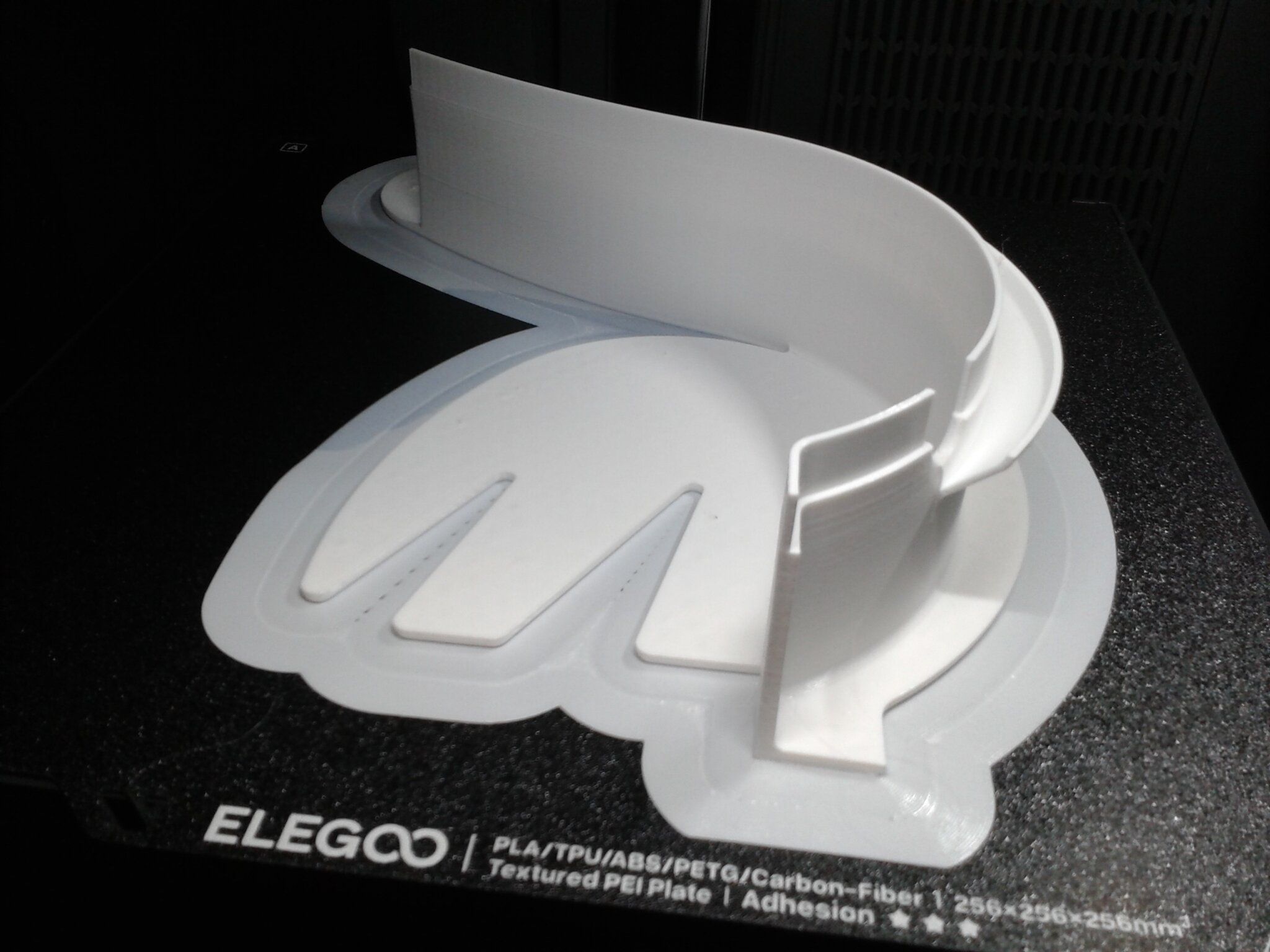
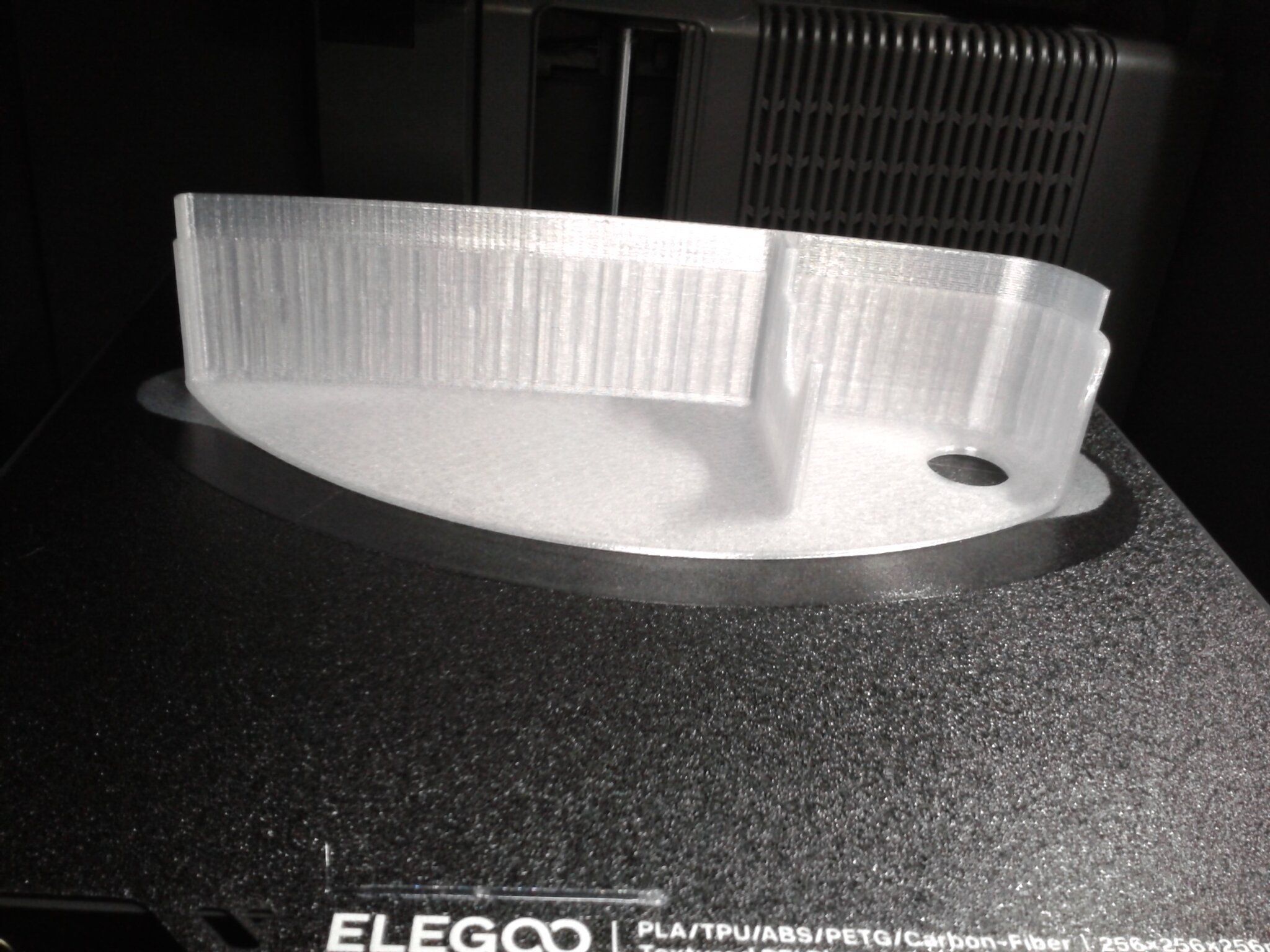
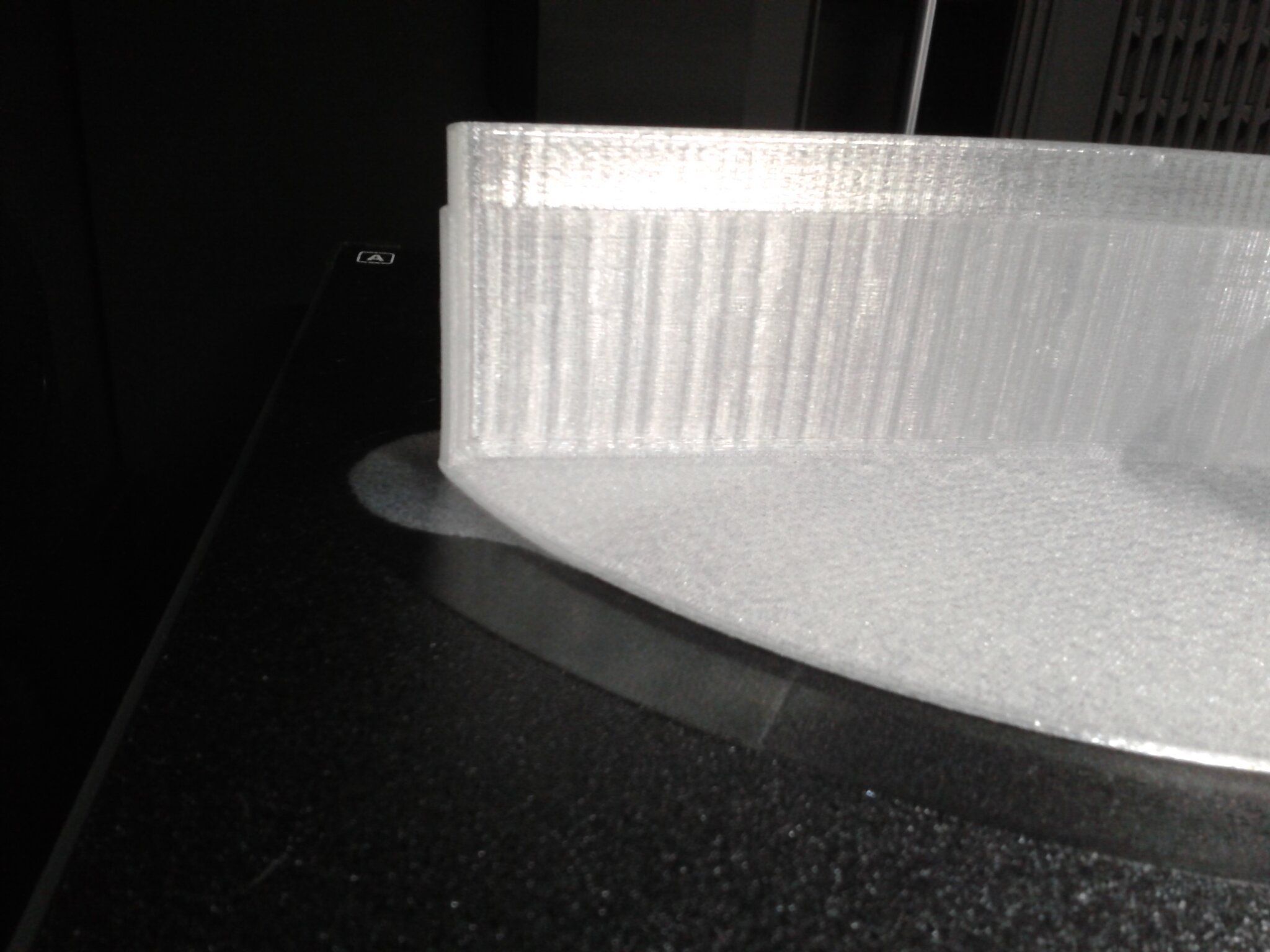
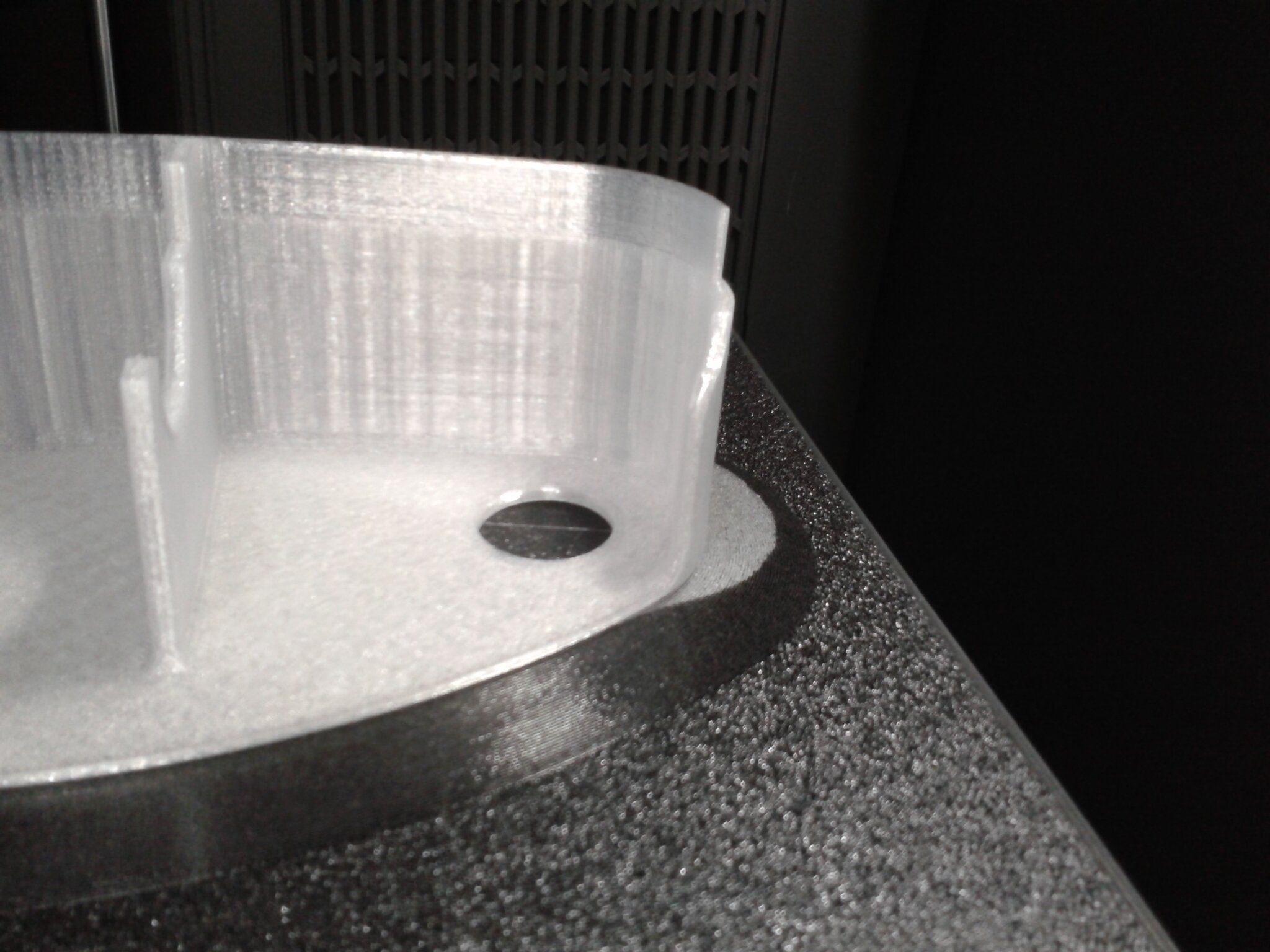
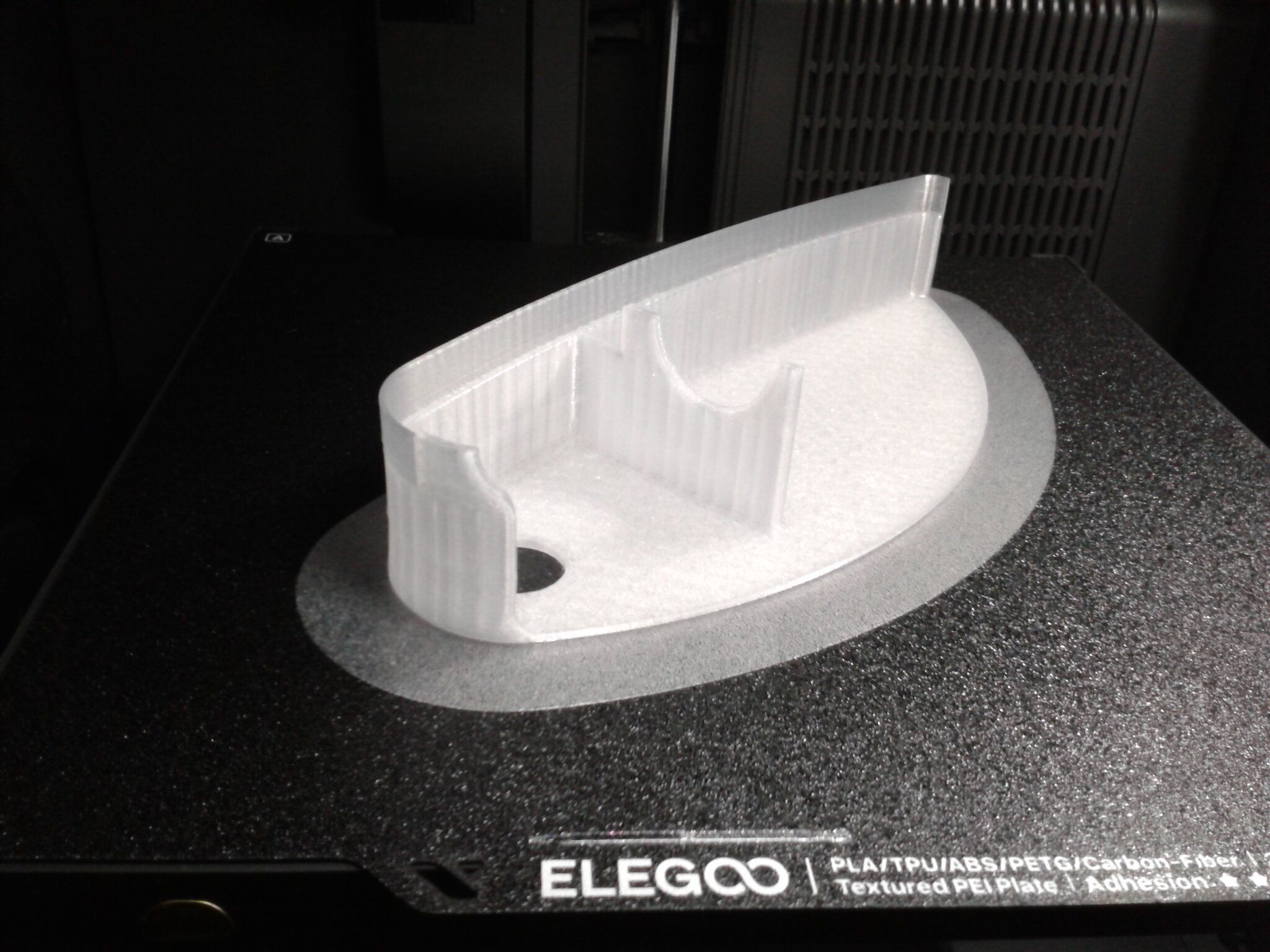
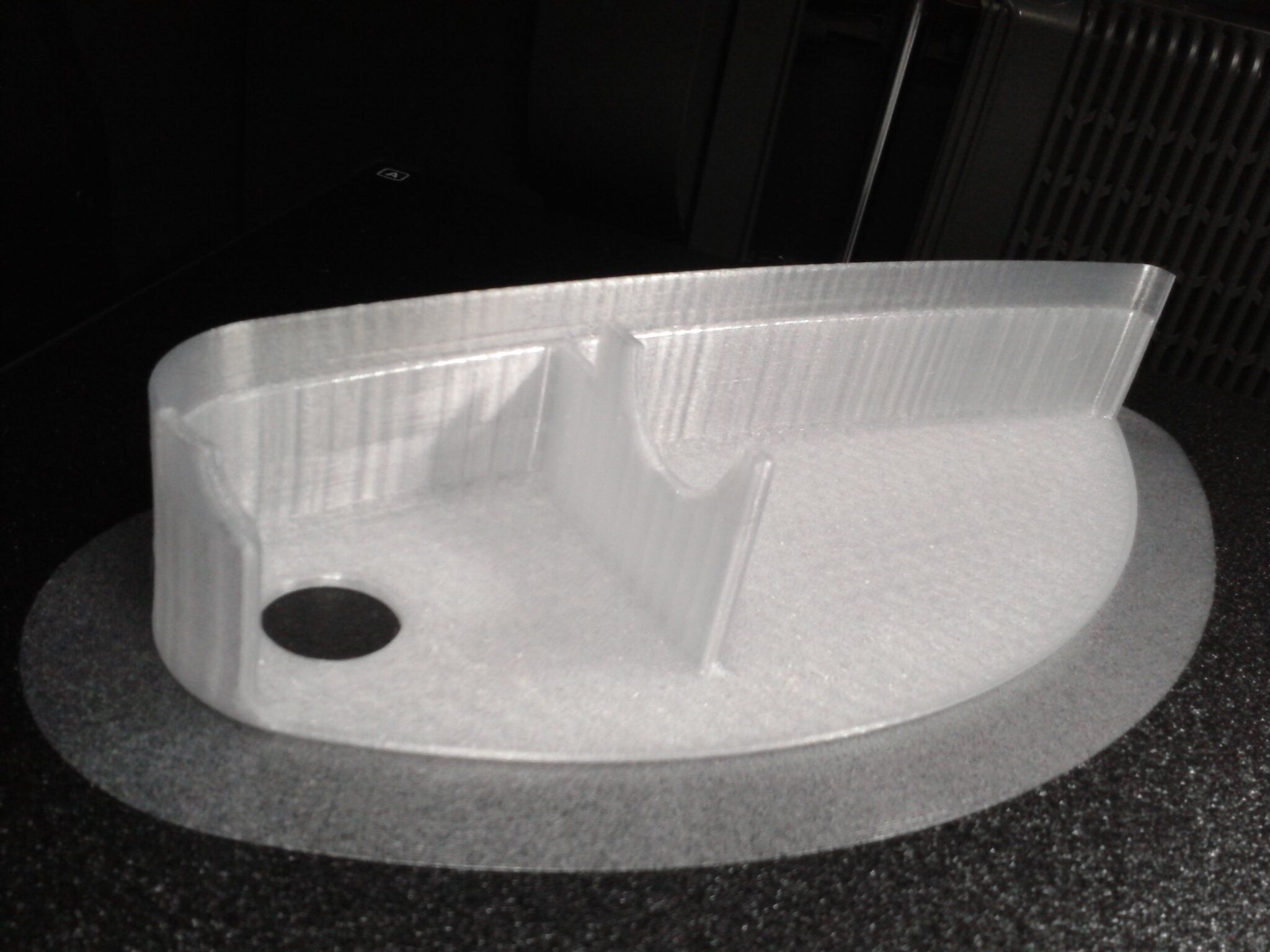
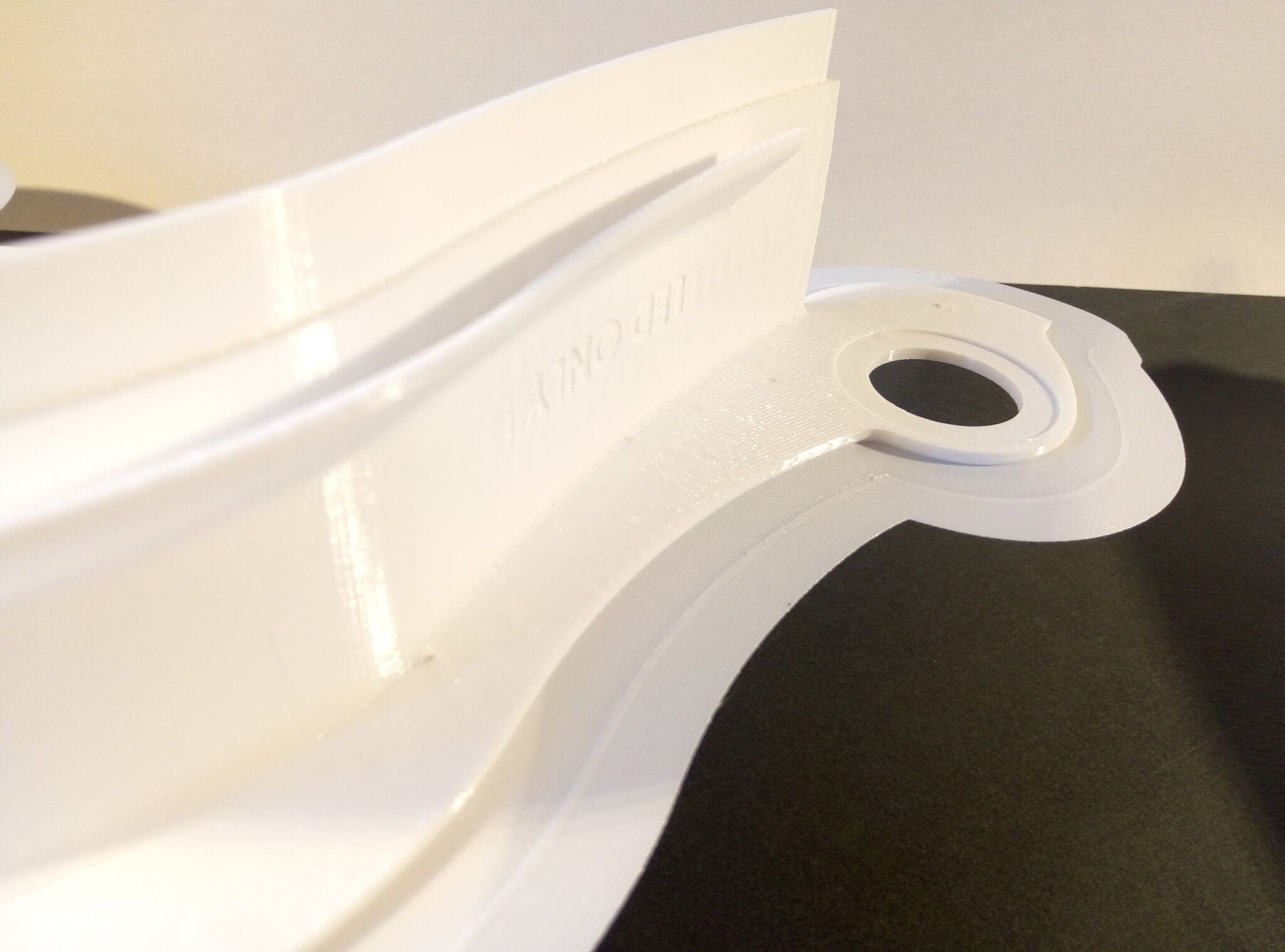
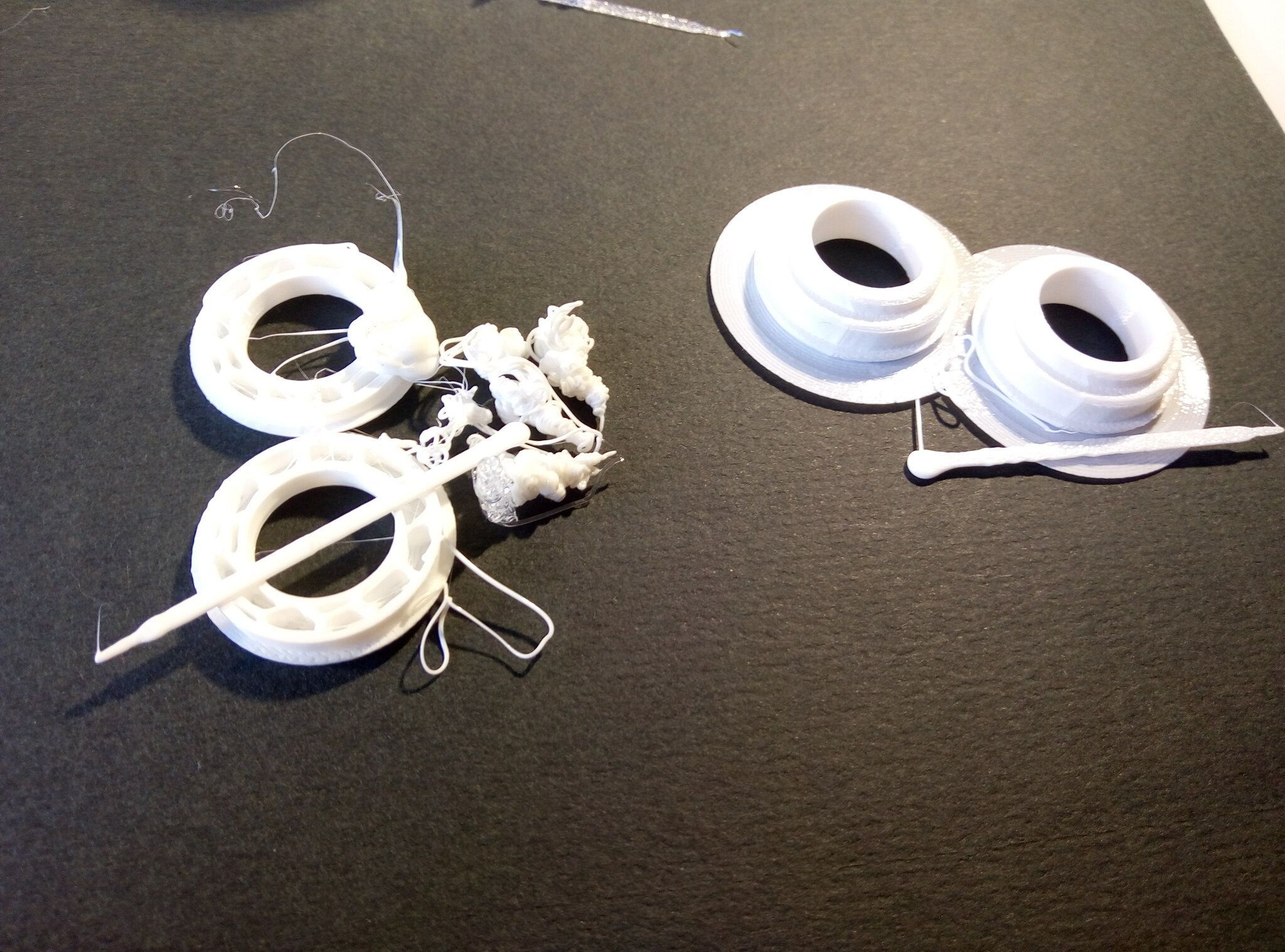
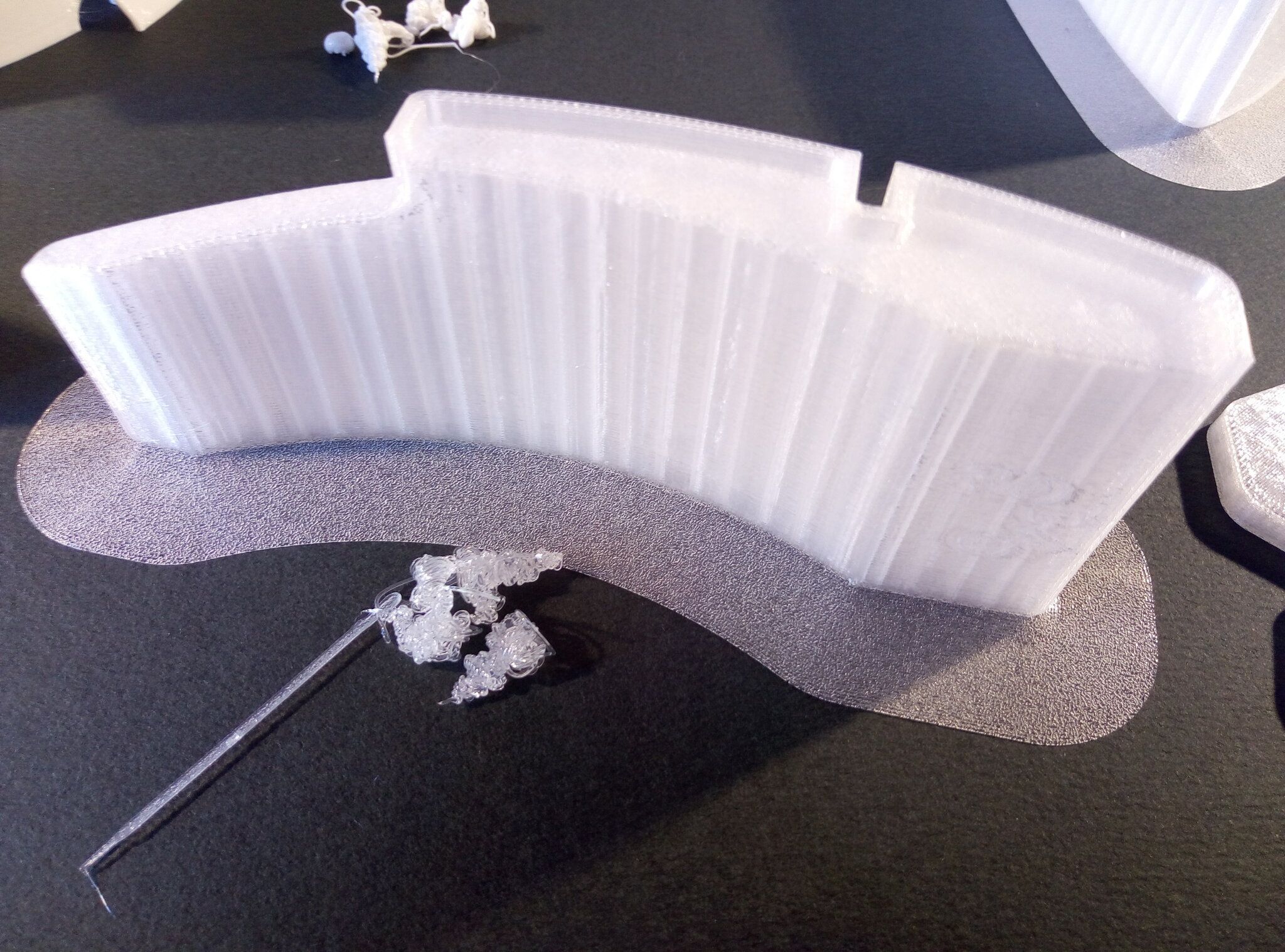
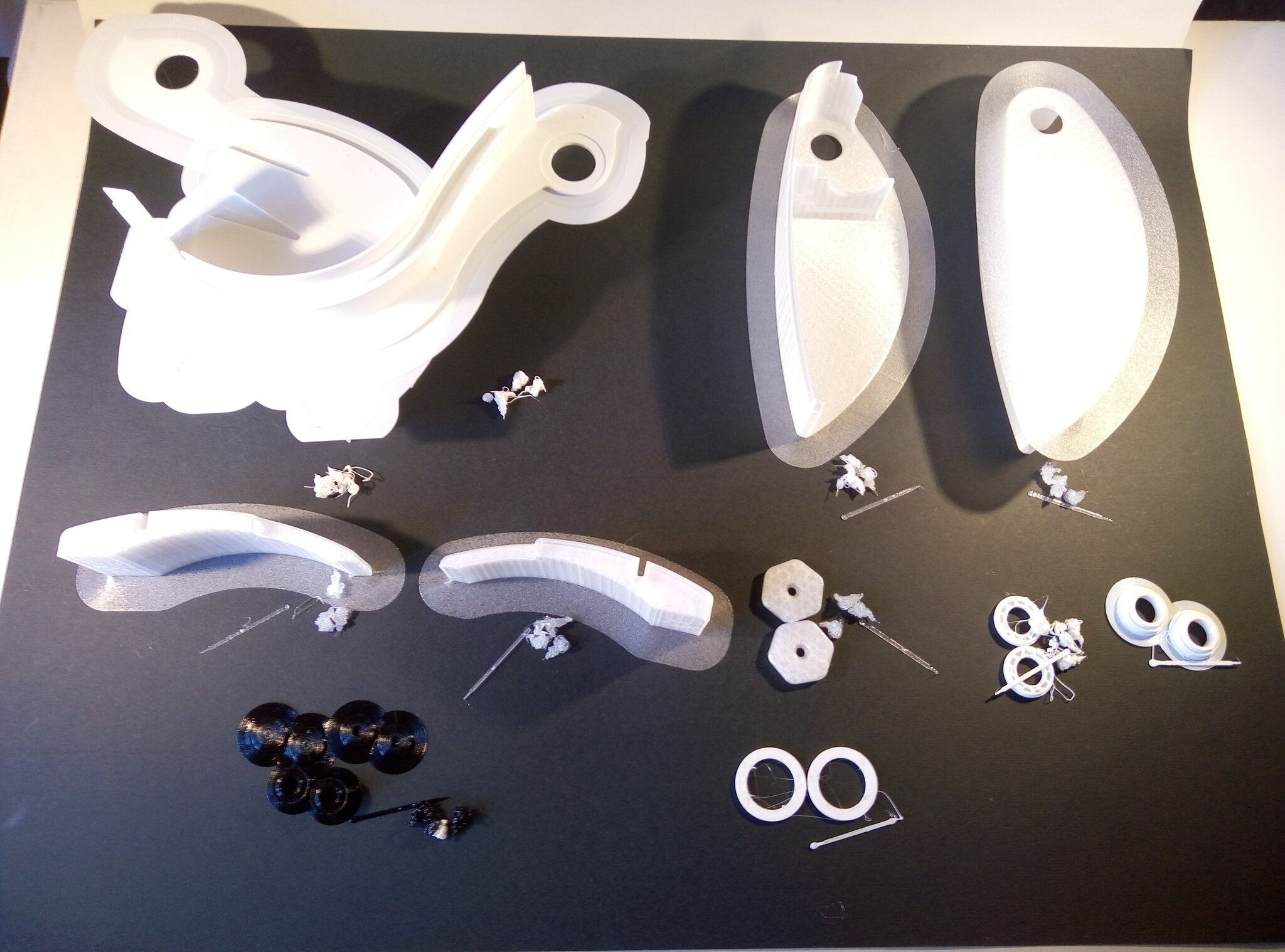
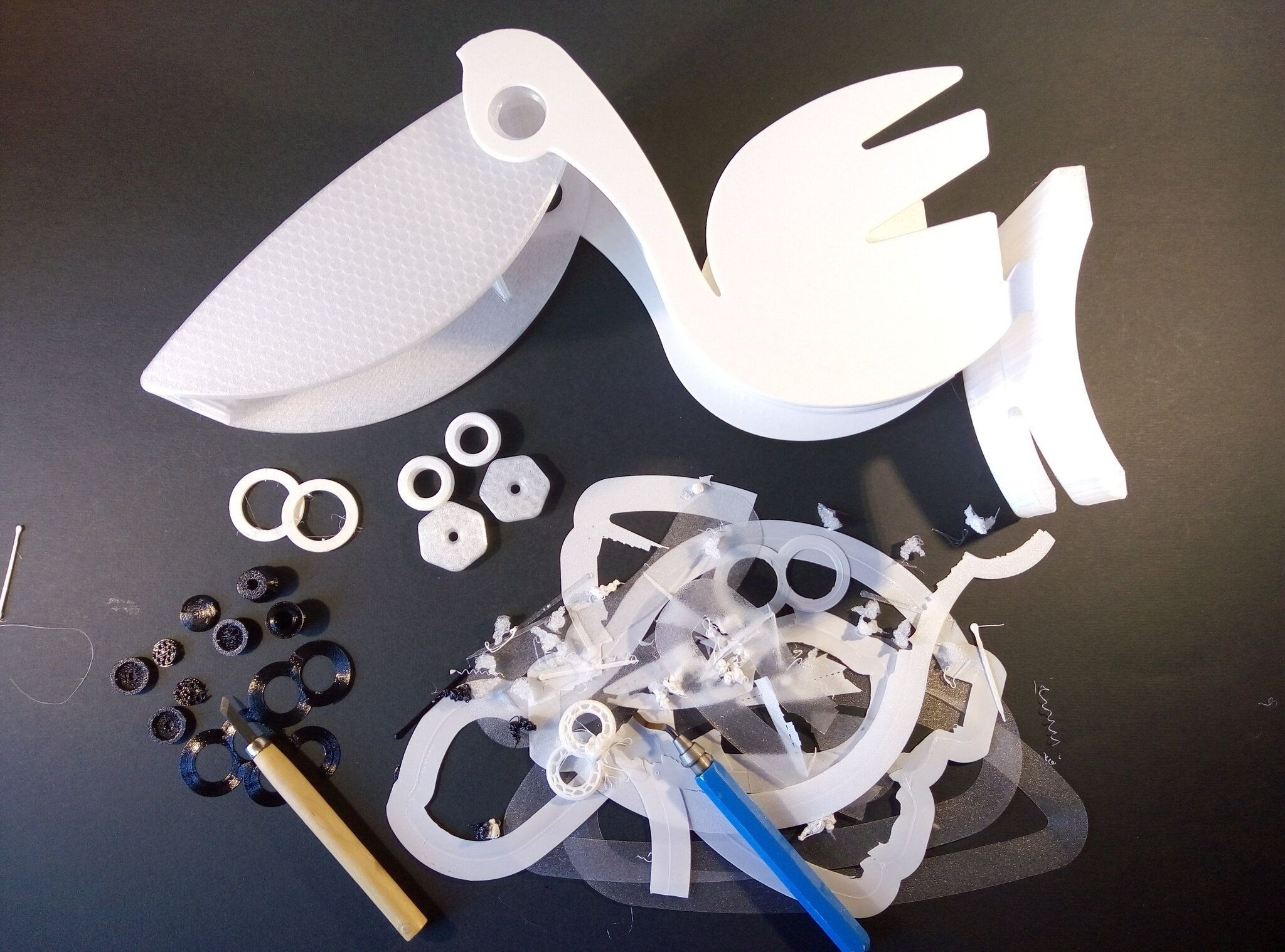
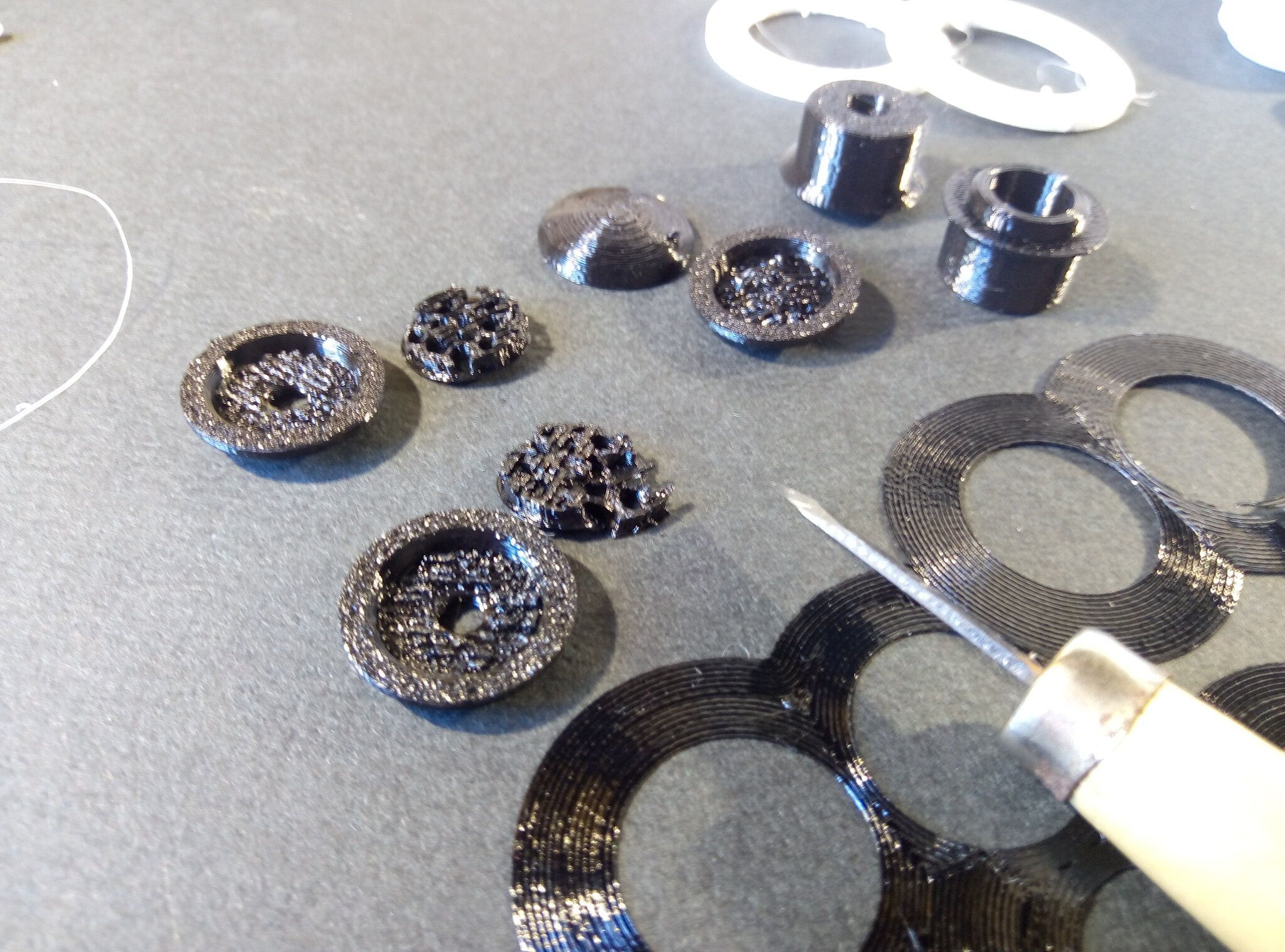
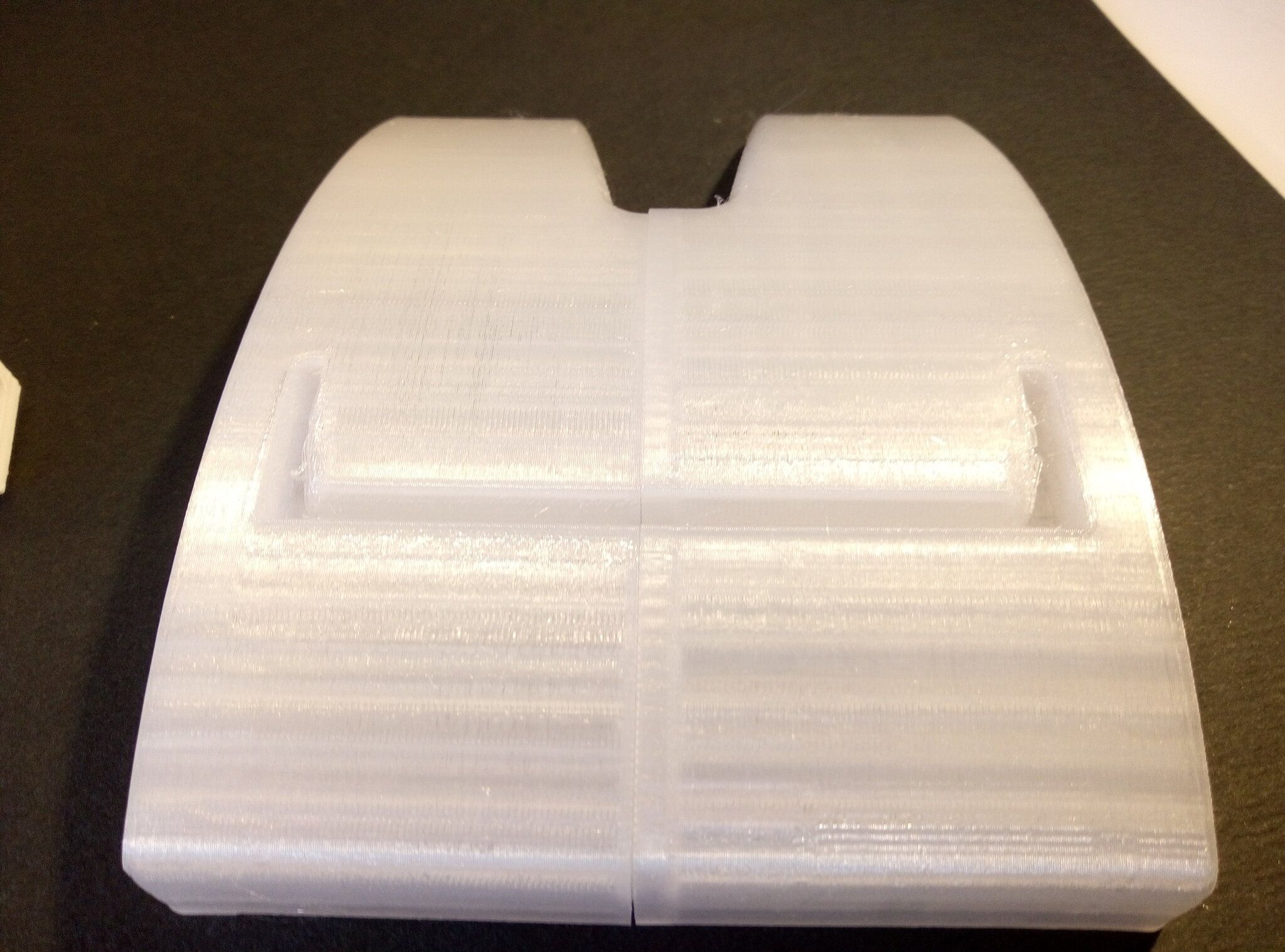
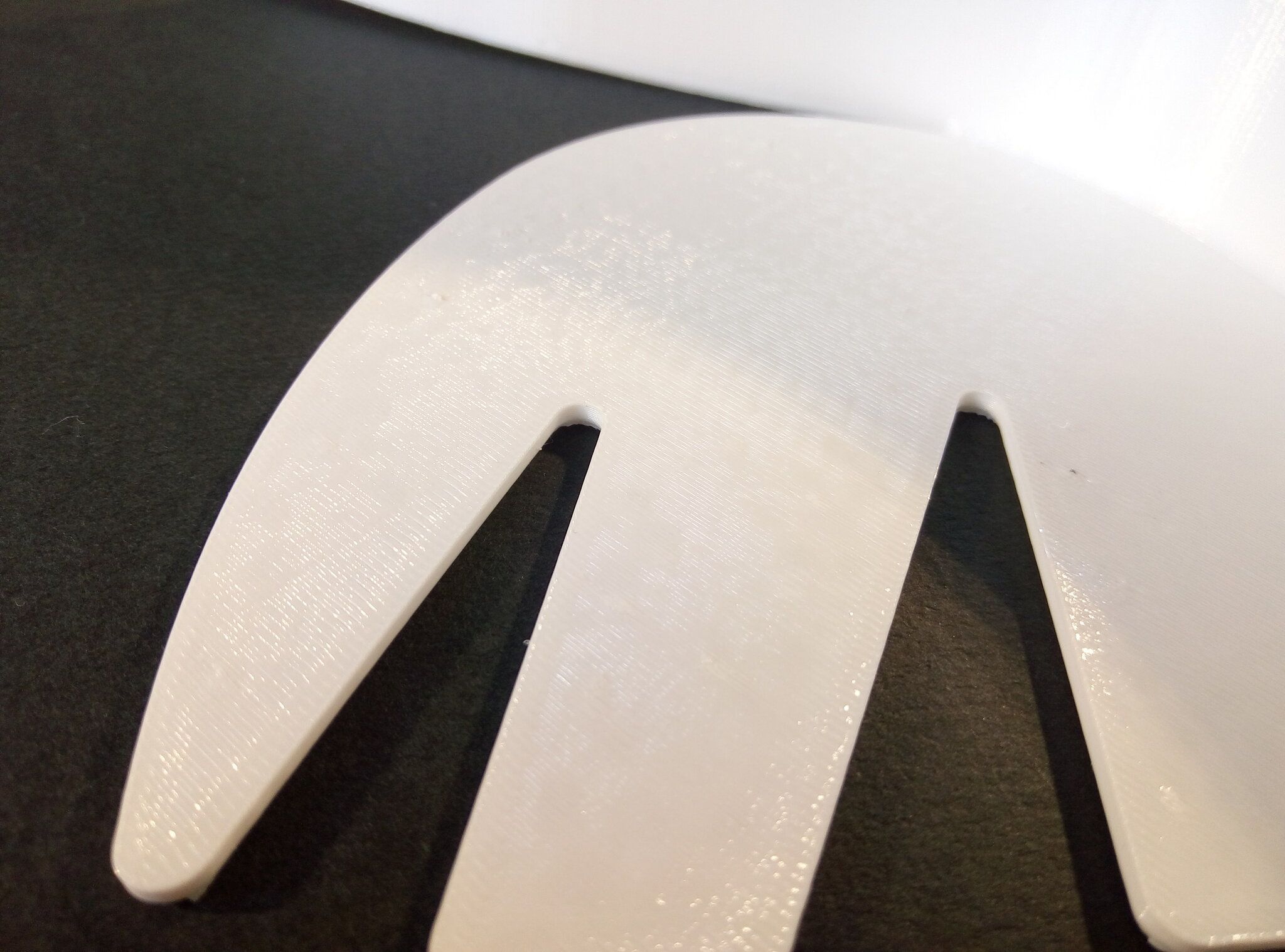
Autres impressions - PC Je n'avais pas vraiment d'expérience d'impressions avec des filaments de PC ( sauf un rapide essai avec du PCTG Vert ArianePlast fait lors de mon test de la Qidi Q1 Pro ) Et donc, je connais encore mal les prérequis et points importants pour correctement imprimer des filaments PC. Filaments utilisés pour ses impressions PC White Anycubic PC Black Anycubic PC Translucent White Anycubic Je me suis basé sur les spécifications du constructeur des filaments PC utilisés ( https://store.anycubic.com/products/pc-filament > buse 270-290°C, plateau 100-120°C, MVS 12 mm³/s, sécher la bobine avant utilisation 8-12 h à 80°C ) Je ne sais pas s'il y a des, ou quelles sont les, températures recommandées pour l'enceinte lors de l'impression de ce filament PC. Je suis partie du principe que pour limiter le gauchissement ou "warping", il fallait chercher à avoir dans l'enceinte la plus haute température que je pouvais obtenir dans la pièce à ~17°C où j'utilisais cette machine. Et j'ai donc grossièrement isolé l'imprimante avec les mousses de transport de l'imprimante et en plaçant à touche-touche de l'imprimante le sécheur de filament Creality Space Pi utilisé pour sécher à 70°C (température maximum sur ce sécheur) la bobine de filament PC en cours d'impression. sylo • container - h3liØ https://www.nexprint.com/en/models/G2102568 Pour mon premier essai d'impression avec un de ces filaments PC, J'ai utilisé le profil filament "Generic PC @Elegoo" (buse 270°C, plateau 110°C, MVS 12 mm³/s, flow 0.98 %) de Elegoo Slicer v1.3.2.9. Comme j'utilisais un filament transparent, j'ai voulu voir si en réimprimant le même modèle avec les mêmes paramètres mais à 290°C au lieu de 270°C j'obtenais ou non une meilleure transparence. Donc là, j'ai utilisé le profil filament "Generic PC @Elegoo" modifié (buse 290°C au lieu de 270°C, plateau 110°C, MVS 12 mm³/s, flow 0.98 %) de Elegoo Slicer v1.3.2.9. Il ne semble pas y avoir de différence visible au niveau de la transparence entre l'impression à 270°C et l'impression à 290°C. Pour la suite j'ai continué d'utiliser le profil filament "Generic PC @Elegoo" modifié (buse 290°C au lieu de 270°C, plateau 110°C, MVS 12 mm³/s, flow 0.98 %) de Elegoo Slicer v1.3.2.9. Les couvercles précédemment imprimés se vissent et se dévissent correctement de ces corps de boîte. Headset Holder extra wide - ArgiCZ https://www.nexprint.com/en/models/G8498722 Pelican - Lampe de chevet _ Pelican - Bedside Lamp - foxib76 https://www.thingiverse.com/thing:7275002 ( Merci à @Den76 pour ce modèle. Cf https://www.lesimprimantes3d.fr/forum/topic/64257-lampe-toucan/#findComment-658969 ) (J'ai plusieurs fois modifié les placements et orientations sur les plateaux et quelques paramètres de tranchage de certain objet du projet Elegoo Slicer que j'ai fait pour faire ses impressions… ce qui explique les possibles différences sur les captures d'écran d'Elegoo Slicer.) // On peut noter un léger gauchissement car la bordure d'impression commence à se détacher du plateau sur certaines zones. // À posteriori j'aurais dû mettre des supports d'impression sur une petite zone de cet objet ... // Et, là encore, on peut noter un léger gauchissement car la bordure d'impression commence à se détacher du plateau sur certaines zones. // À posteriori j'aurais dû mettre des supports d'impression sur une petite zone de cet objet ... // Et, là encore, on peut noter un léger gauchissement car la bordure d'impression commence à se détacher du plateau sur certaines zones. ( // Premier essai d'impression de ce plateau raté car je n'avais pas mis de bordure d'impression et les objets imprimés se sont décollés du plateau en cours d'impression. ) ( Là en TPU, CANVAS déconnecté, hub filament 4-1 démonté, capot thermique plastique enlevé, pour alimenter directement la tête d'impression avec le filament TPU. ) On peut voir que j'ai oublié de mettre des supports d'impression pour certaines zones des pieds. Et que j'ai un léger "pillowing". // J'imprime certainement trop chaud pour ce filament. Les pontages (des yeux noirs, non percés, sans supports) ne sont pas bons // J'imprime certainement trop chaud pour ce filament. Je n'ai pas encore collé, même si certaines impressions semblent avoir légèrement gauchi a l'impression ou au refroidissement, tout semble s'assembler correctement et le collage devrait rattraper les différents gauchissements ...




























































 4 points
4 points -
Je ne dirai qu'une chose : René Descartes, sort de ce corps4 points
-
Il me semble que la Sparkx est plutôt une cartésienne4 points
-
J'ai enfin installé ma Max4 combo Punaise il est gros le carton, mais le volume des protections est aussi impressionnant, mais je n'ai jamais vu un emballage aussi bien conçu. Ça fait tout de même un volume de déchets impressionnant. Des trucs à savoir... 1) Il faut se laisser la possibilité d'accéder derrière l'imprimante donc ne pas la mettre à un angle de la pièce. J'avais aménagé mon labo pour la mettre à un angle, j'ai préféré réaménager pour une meilleure ergonomie. 2) Il ne faut pas ouvrir le carton normalement mais regarder la manœuvre pour déballer 3) Les outils pour démonter les supports de transport, dévisser le bridage du plateau sont dans la boîte livrée avec (J'ai utilisé les propres outils dont des clés btr mal adaptées avant de voir qu'il y avait des outils mieux adaptés Un truc un peu con : la dernière version de Orca disponible sur le site de Orca (v2.3.1) ne prend pas la Max4 en compte Une version bêta de la v2.3.2 existe qui prend bien en compte la Max4 mais... mon ordinateur refuse de l'installer pour cause de "source douteuse" Il va falloir que je trouve une façon de forcer l'installation ou... que j'attende la mise à disposition sur le site de Orca En attendant j'ai installé un nouvel ordinateur (enfin un ordinateur d'occasion à pas cher) et configuré un réseau local pour piloter les deux imprimantes (j'ai aussi une Neptune 4) J'ai pris des photos, le reportage viendra
 4 points
4 points -
Superman, Printables Awards, bâtiment imprimé en 3D dans un aéroport, stock Snapmaker U1 et test d'lElegoo Centauri Carbon 2. https://www.lesimprimantes3d.fr/semaine-impression-3d-534-20260329/4 points
-
J'en ai mal au crâne à me concentrer sur cette question.4 points
-
Ouh la la, cela tourne en rond !!! "concentratique" perle ou néologisme !!!4 points
-
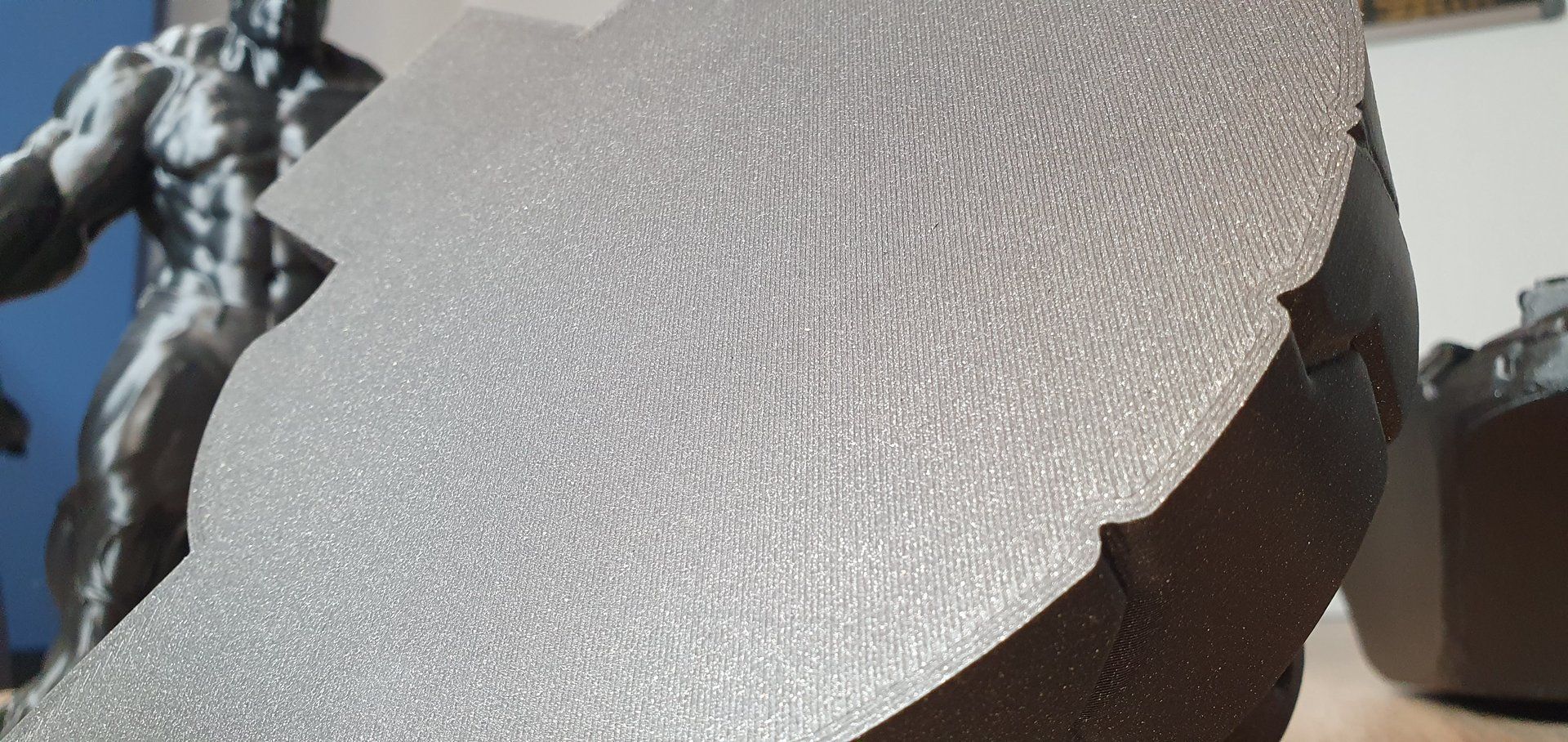
Silk gris, blanc et noir mat, 7h d'impression
 4 points
4 points -
Bonjour, Je trouve que cette idée de topic qu'on retrouve dans d'autres sous-sections "constructeurs" du forum est très chouette. Mais elle manque dans cette sous-section Prusa Research, alors je l'inaugure officiellement ! On commence par des "petits" prints sans prétention (benchy pour l'échelle) :
 4 points
4 points -
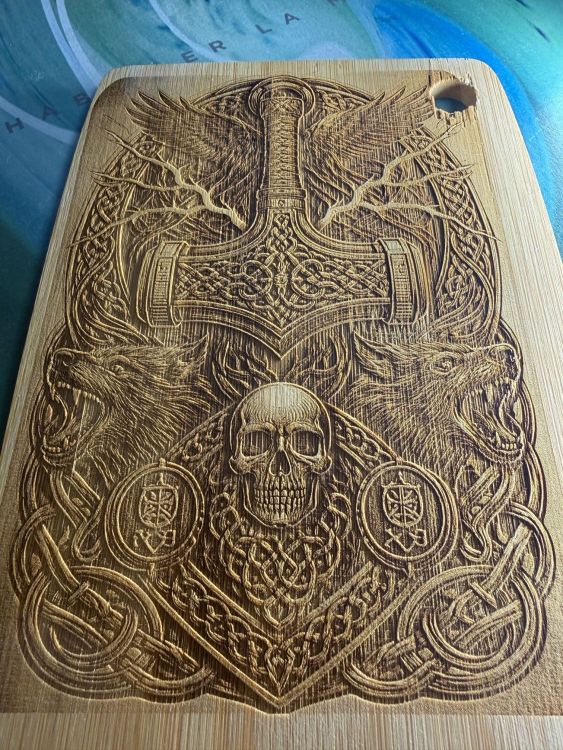
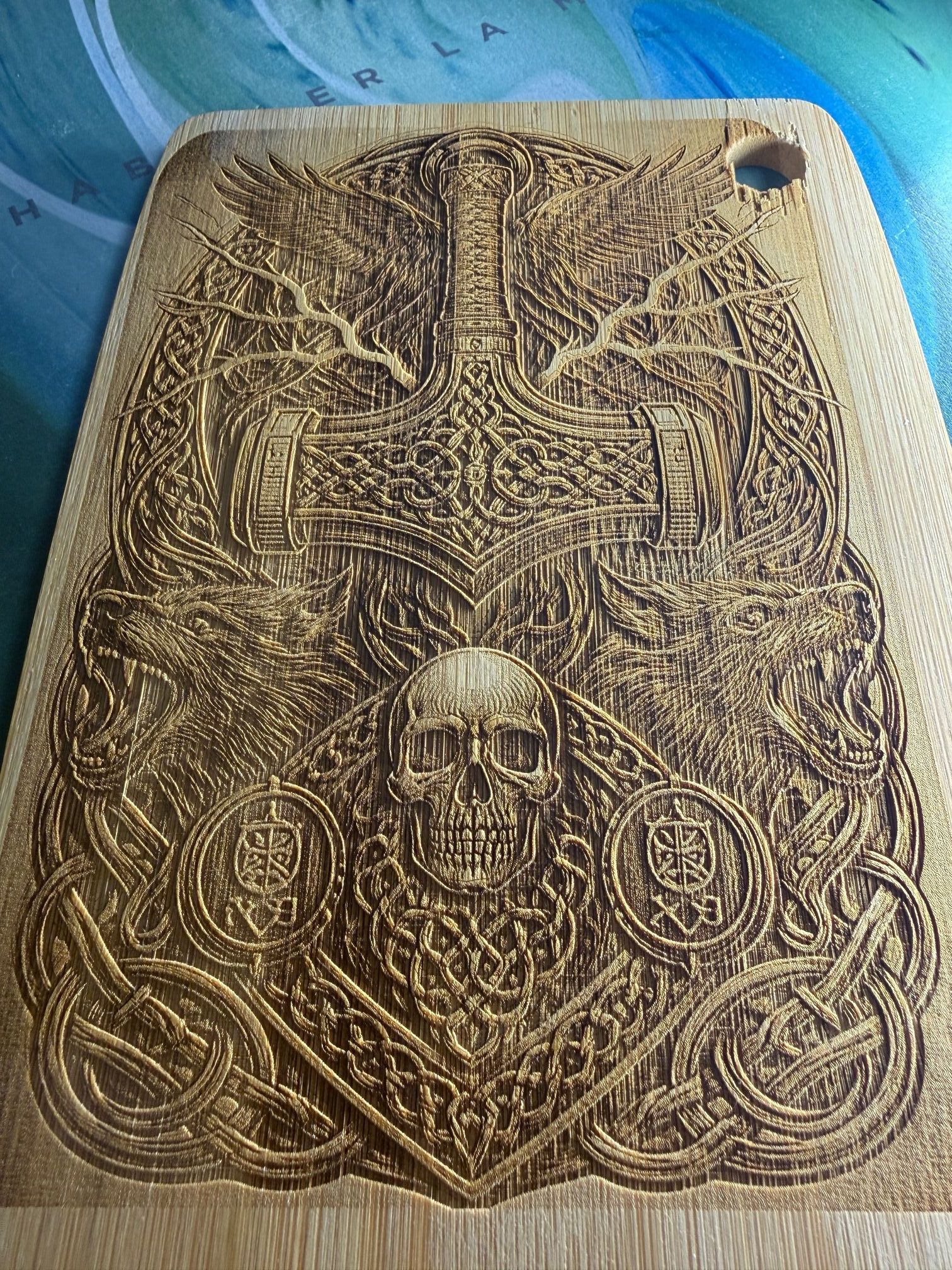
J'ai pris cette petite planche à découper, car c'est le truc que j'avais sous la main. Le problème avec le bambou ce sont les fibres très visibles et les variations de teintes. Comme porte-clé c'est sympa à condition d'avoir d'immenses poches.4 points
-
Faux frère4 points
-
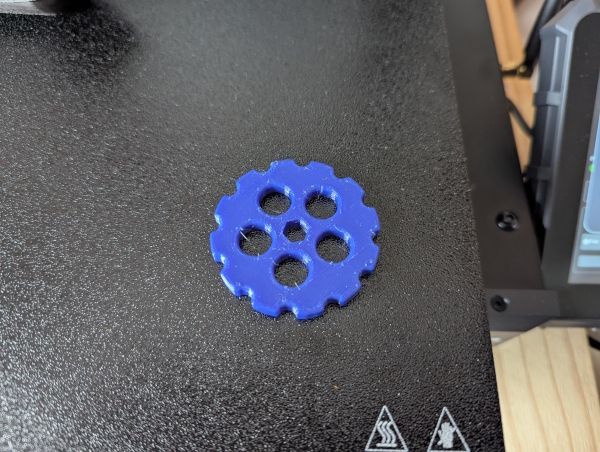
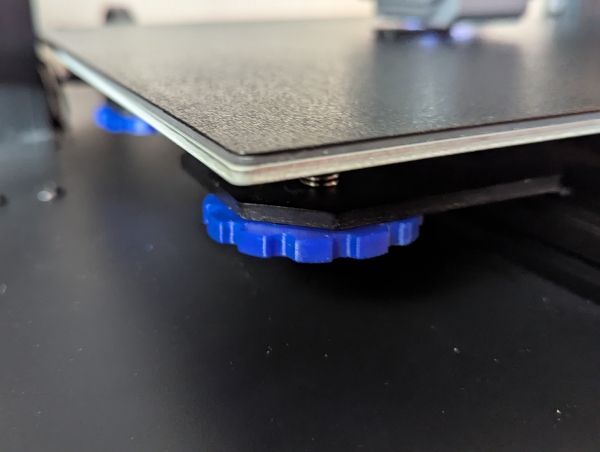
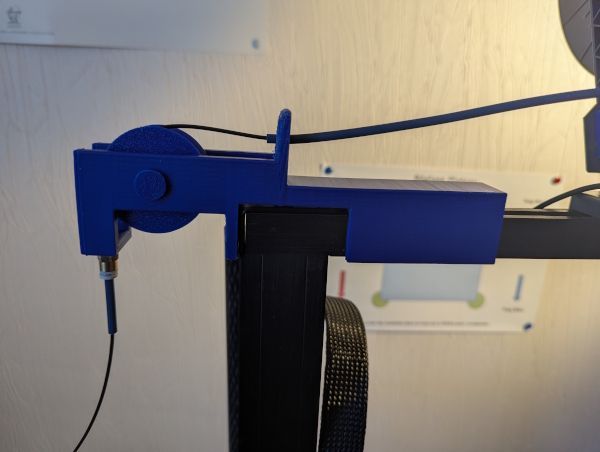
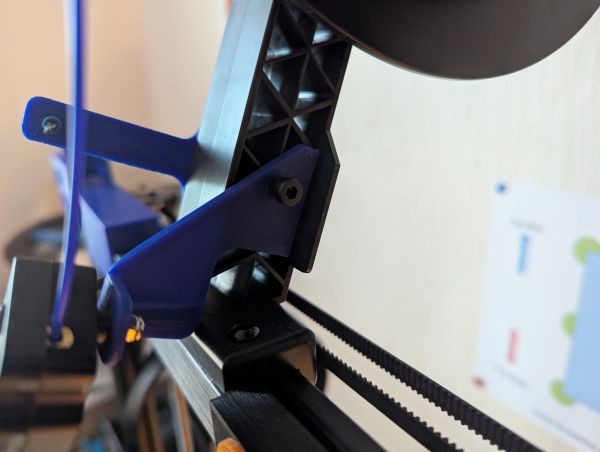
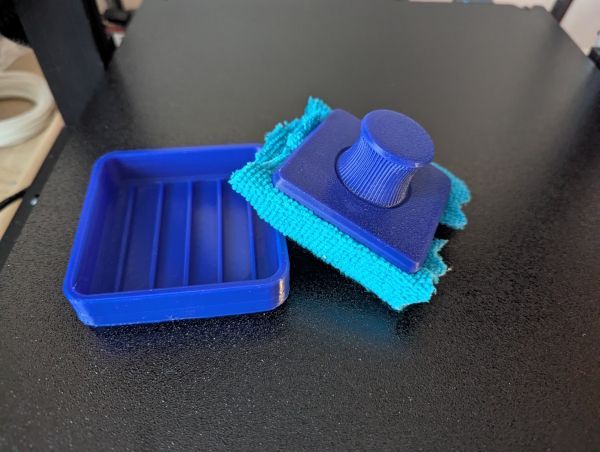
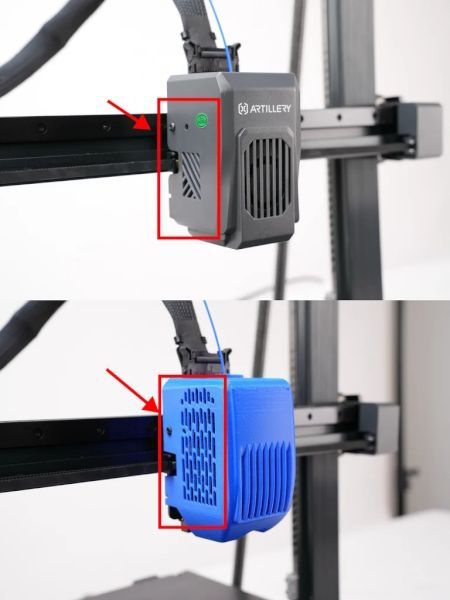
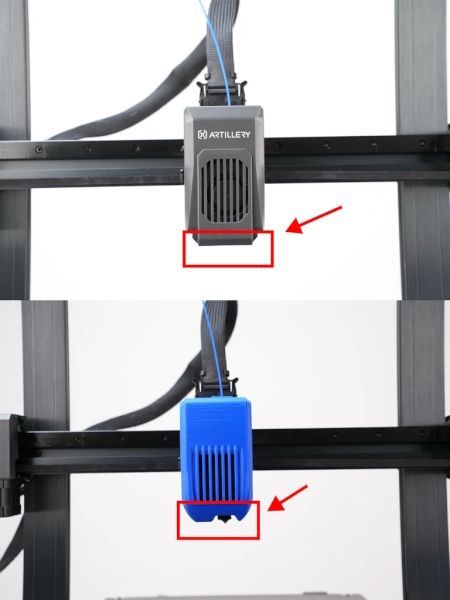
Pimp ma Sidewinder X4 Plus S1 Afin de ne pas polluer des sujets plus techniques : "Artillery Sidewinder X4 Pro et Plus, tout ce qu'il faut savoir" : et "Problèmes d'impression avec Artillery Sidewinder X4 Plus S1" : , j'ouvre ici un sujet concernant les améliorations et accessoires concernant ma Sidewinder X4 Plus S1, mais aussi les votre. Après divers tests/réglages en tous genres, avoir lus quelques sujets sur le forum, voici les « améliorations et accessoires» à ce jour sur ma Sidewinder X4 Plus S1, ainsi que celles à venir. « Améliorations et accessoires» en place : - Cette imprimante n'étant pas équipée d'origine de molettes pour faire le leveling du plateau, qui m'a donné de bonne prise de tête, je m'en suis imprimé un jeu. Vous pouvez les trouver ici : https://www.thingiverse.com/thing:7322297 Avec un petit schéma pour savoir dans quel sens tourner les molettes pour compenser en fonction du schéma du "Bed Mesh" dans Orca/Klipper, cela facilite le leveling, sans avoir à utiliser de clé plate pour serrer ou desserrer les molettes. - Le support bobine sur le portique n'étant pas top, j'en ai trouver un avec des roulements (608ZZ) qui rend beaucoup plus fluide le déroulement de la bobine sans à-coup. Mais il est destiné à ne plus être trop utilisé. Vous pouvez le trouver ici : https://www.thingiverse.com/thing:6979154 - N'étant pas un grand fan des bobines sur le portique, et utilisant aussi de grandes bobines (2.5kg) donc non utilisables sur le portique, je suis parti à la recherche d'un accessoire pour pouvoir mettre celles-ci sur le coté. Vous pouvez le trouver ici : https://www.printables.com/model/1249019-artillery-sidewinder-x3x4-filament-side-guide J'ai ainsi pu utiliser mes anciens supports de bobine de bureau. Vous pouvez les trouver ici (https://www.thingiverse.com/thing:2047554) et ici pour les grandes bobines (https://www.thingiverse.com/thing:3885870) - J'ai aussi modifié le support du capteur de fin de filament, afin de le déporter un petit peu sans qu'il n'y ai de gêne. - Le tiroir d'origine demande de petits doigts afin de pouvoir attraper le semblant de poignée, donc petite recherche. Il est un peu trop lâche, mais avec un morceau d'adhésif double face, il ne bouge plus et permet une bien meilleure prise. Vous pouvez le trouver ici https://www.thingiverse.com/thing:6565703 Je trouve aussi qu'il y a un gros jeu avec l'emplacement d'origine dans la machine, donc je vais peut être voir pour en faire un beaucoup moins lâche. - Un petit guide fil se vissant sur le support bobine d'origine pour aider à guider le fil entre le "guide de coté" et le capteur de fin. J'ai relié les deux avec un tube PTFE, qui me restait. [ - Un support lingette microfibre bien pratique pour le nettoyage du plateau avec l'alcool isopropylique. Vous pouvez le trouver ici : https://makerworld.com/fr/models/386963-build-plate-cleaner#profileId-343275 Ma Sidewinder à ce jour « Améliorations et accessoires» prévues, pas obligatoirement dans cet ordre : - Peut être remplacer la coque de l'extruder par celle-ci mieux optimisée. Elle est disponible par Artillery sur le groupe Facebook : "Artillery Sidewinder X4 User Group [Official]", dans les publications épinglées. Mais aussi, repostée ici : https://www.thingiverse.com/thing:6683721 - Voir pour éventuellement remplacer le ventilateur turbine de la coque par un plus silencieux. - Faire un support pour le capteur de compensation de résonnance ADXL345 (fourni d'origine), afin qu'il ne traine plus sur le bureau. - Faire un support pour les outils, tels que la spatule, la pince, et autres... - Mettre des organiseurs de cables, pour qu'ils soient mieux rangés/maintenus. Voilà pour l’instant l’évolution de ma Sidewinder X4 Plus S1. Toutes remarques/critiques et commentaires sont les bienvenus du moment qu’ils soient constructifs Keryn




 4 points
4 points -
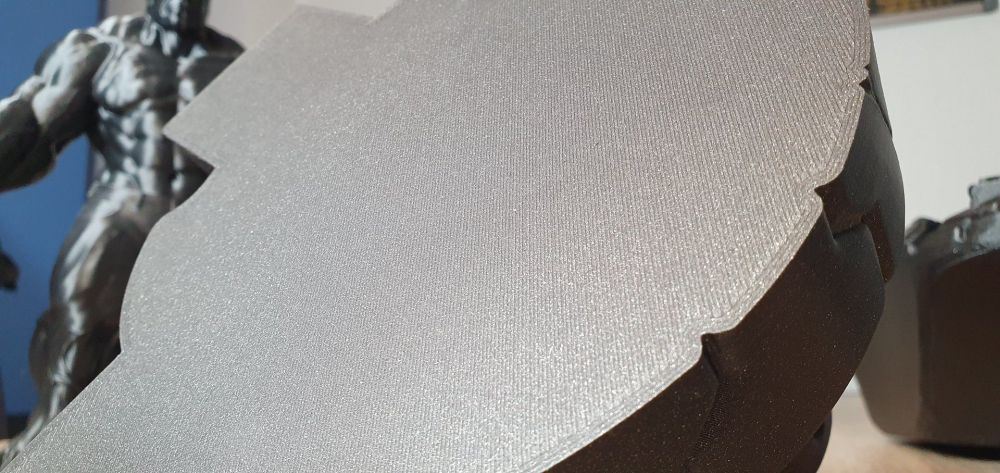
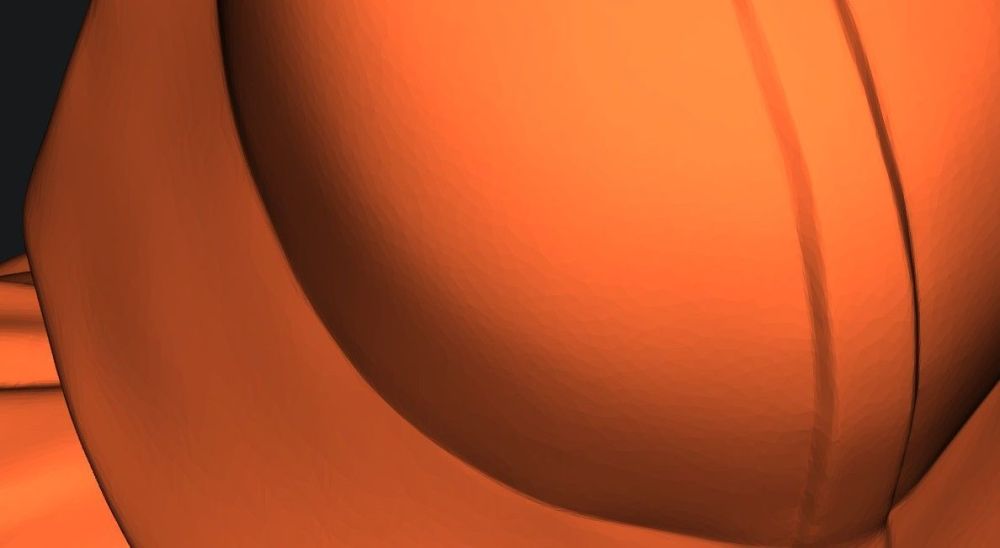
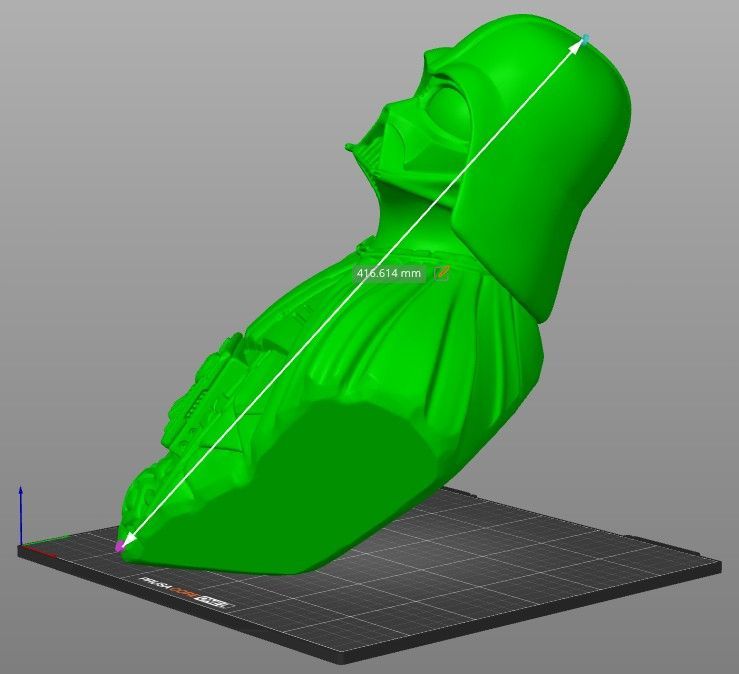
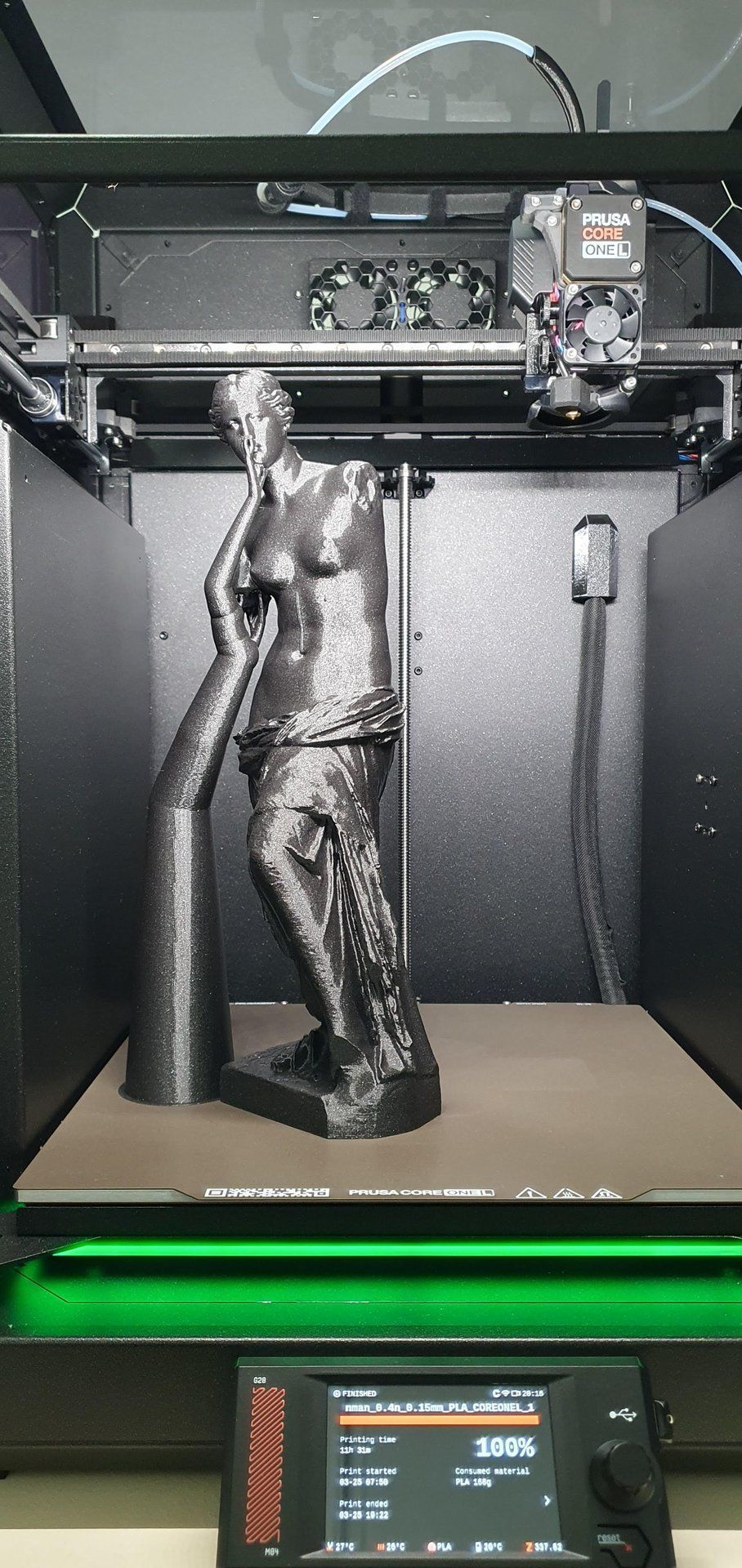
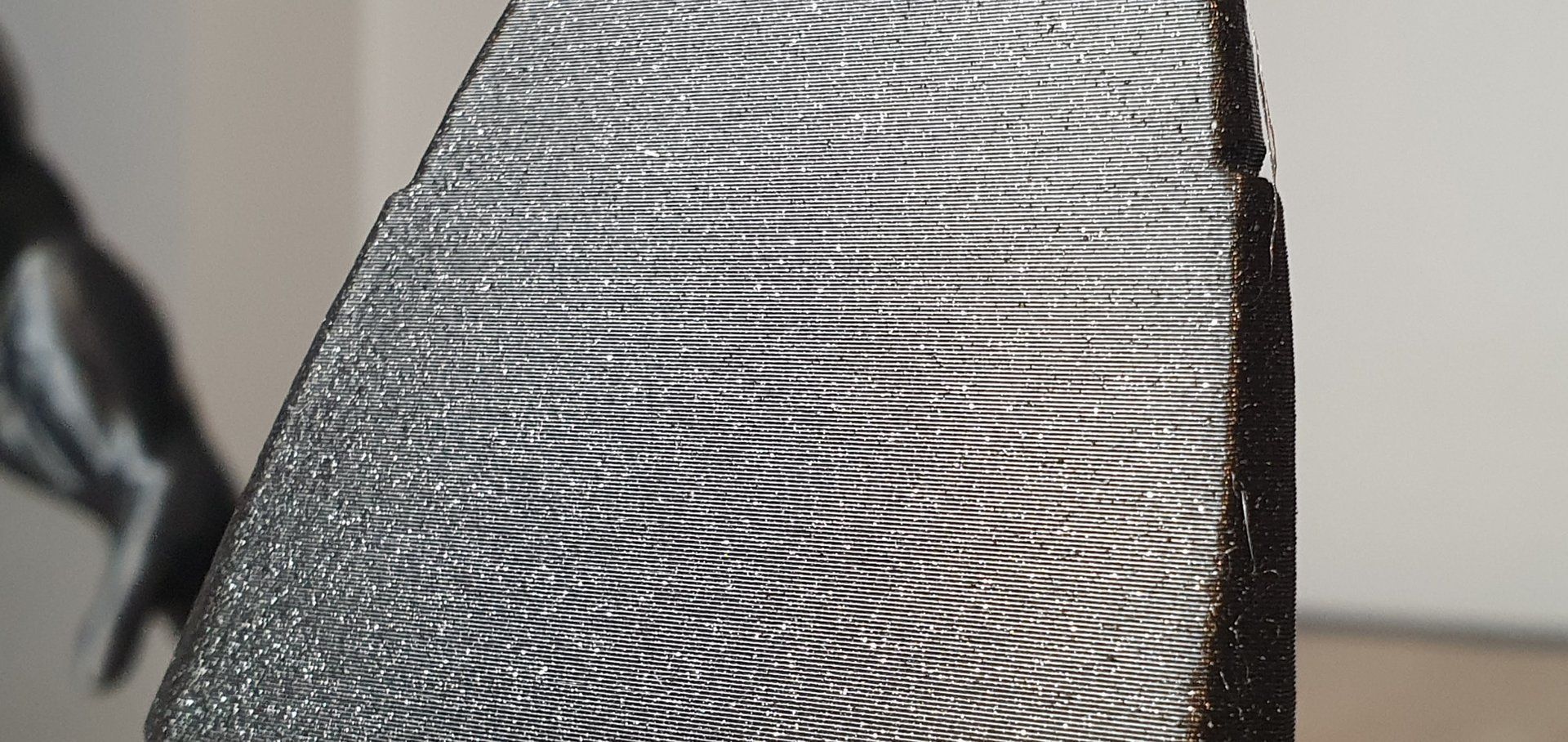
Salut, Quelques jours sont passés depuis le dernier retour, mais à part aujourd'hui où la machine s'est reposée (mais pas moi ), elle n'a pas chômé ! Au programme quelques impressions Zmax dont une qui exploite presque le volume max de cette One L. On commence par un petit print tout simple et tout en hauteur, une Venus De Milo. Buse de 0.4mm HF, couches de 0.15mm profil structural, Zmax de 330mm, 160g. Easy. Passons à une autre impression en deux parties, le fameux buste de Dark Vador par Eastman. Première partie le socle, qui est en fait la partie 2, mais gardons le meilleur pour la fin. Buse de 0.6mm HF, couches de 0.2mm profil structural, 260g. Aucun problème non plus, c'est une impression très simple. Et enfin le buste lui-même, déjà un peu plus challenging. Buse de 0.6mm HF, couches de 0.15mm profil structural, 700g et 35h d'impression. Ici le porte-à faux est assez impressionnant avec une surface au sol assez petite, remarquez que j'ai utilisé du Magigoo pour assurer mes arrières, vu la taille et le poids, je ne voulais pas risquer un décrochage sur la dernière heure. Allez on repasse tout ça en revue avec des photos de près. En commençant par la Venus De Milo. Mais d'abord remarquez le support sur pratiquement toute la hauteur, qui a très bien joué son rôle sans tomber. D'ailleurs une fois détaché on obtient un joli Baobab. Détails du visage, c'est parfaitement lisse et brillant, les traces de support sur le menton et le nez sont quasi invisibles. ici on remarque la couture au dessus du nombril. Je me suis maudit d'avoir ENCORE UNE FOIS oublié de cocher l'affichage de la couture dans la prévisualisation. Je l'aurais mise à l'arrière sinon. Je suis à deux doigts de proposer aux devs de cocher cette option par défaut. Mis à part ça, j'ai vraiment poussé sur les reflets pour chercher les défauts, je vois rien. Du coup pas de couture sur le dos mais cet état de surface vraiment excellent et brillant... Zoom sur le socle, malgré la texture irrégulière du sol on ne voit pas trop les layers, c'est globalement excellent. Passons au socle du Vador. C'est la pièce avec la plus grande surface au sol, donc regardons admirons sa première couche, toujours aussi parfaite chez Prusa. Pour rappel ici c'est une buse de 0.6mm. Petite vue sur la grande surface inclinée, les seuls petits "défauts" qu'on voit sont des petits points dans le PLA, c'est propre à ce filament qui a un toucher plutôt rugueux. On distingue peut-être un très très léger ringing à gauche, mais c'est chipoter là. Enfin le tant attendu buste dont on notera qu'il occupe bien l'espace, et avec un très joli porte-à-faux sur l'arrière. J'avoue que j'étais un peu nerveux que ça tienne, mais au moment de décrocher la pièce, bien que le plateau ait eu le temps de refroidir, en fait la pièce était encore très très bien collée au plateau. Magigoo ou PEI ou les deux, en tout cas la One L a fait son job sans sourciller. Ici le haut de l'impression, j'avais séché la bobine avant, mais j'ai remarqué que ça filochait un peu vers les 2/3 de l'impression, après 24h et 1/2 bobine de passée. En revanche pour une buse de 0.6mm, c'est très très propre. Par contre j'ai remarqué quelque chose, j'ai un effet peau de saumon pas mal visible sur les grandes surfaces lisses, notamment le casque. Je parle de cet effet là que j'ai réussi à accentuer un max avec l'éclairage. A priori on est déjà dans la résolution les facettes du STL. Je n'ai vu cet effet qu'avec la buse de 0.6mm en couches de 0.15mm (buste). En couches de 0.2mm (socle) je le décèle à peine comme du ringing. Avec la buse de 0.4mm en couches de 0.15mm (Venus), c'est absolument lisse mais le modèle a une résolution beaucoup plus élevée. Faut y penser avant de lancer un print à 200 ou 300% de la taille originale. Photo de famille, avec le Hulk qui était le test Zmax de la CORE One+ standard (270mm), la Venus De Milo qui est le Zmax de la One L (330mm), et le buste de Vador qui montre le volume de la One L, ~415mm du bas du buste (hors socle) au sommet du casque (imprimé en diagonal). J'ai mis un benchy que tout le monde connait pour avoir l'échelle de référence. Bon tout ça c'est bien beau, mais ce n'est que du PLA, normalement toutes les machines du marché sont capables de telles impressions. Alors maintenant que j'ai passé deux bons kilos, il est temps de passer à plus technique, c'est là que ça va devenir intéressant. A savoir que le nouveau firmware 6.5.3 final vient de sortir. Je dois d'abord faire quelques vérifications autour de l'Input Shaper, et le re-calibrer selon les recommandations.









 4 points
4 points -
Présentation de l'imprimante 3D Elegoo Centauri Carbon 2 Combo, livrée en standard avec le système Canvas pour mélanger matériaux et couleurs https://www.lesimprimantes3d.fr/elegoo-centauri-carbon-2-combo-presentation-20260325/4 points
-
Décontrasté... aurait dit Garcimor en déconcentrant ses spectateurs déconcertés ... C'était histoire de tourner les perles en rond..3 points
-
sii, c'est faisable (pas comme sur une P2S, mais faisable) ... https://wiki.bambulab.com/en/filament-acc/filament/dry-filament (voir 2.2 Notes for Drying on P1S)3 points
-
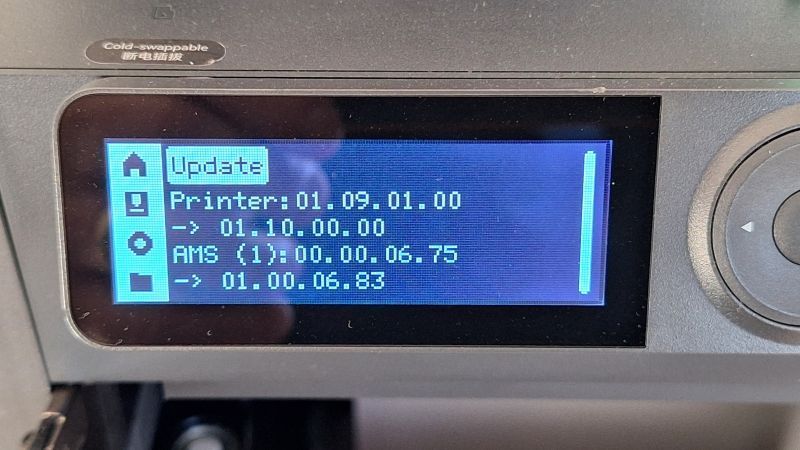
Salut la meute Une nouvelle version de firmware 01.10.00.00 est disponible depuis hier 30/03/2026 pour la P1S Avec Nouvelles fonctionnalités Impression multicolore avec bobine externe : Prise en charge de l’impression multicolore avec bobine externe. Il est désormais possible de changer manuellement de filament pendant l’impression pour obtenir des résultats multicolores (Bambu Studio 2.5.2.65 ou version ultérieure requis). Préréglages de séchage automatique : Possibilité d’utiliser automatiquement les préréglages de séchage officiels pour les filaments lors de l’utilisation d’AMS 2 Pro ou d’AMS HT. Mémorisation de l’éclairage de la chambre : Les préférences d’éclairage de la chambre sont désormais enregistrées après la mise hors tension. Optimisations Mise à jour de sécurité : Correctifs de sécurité critiques intégrés. Optimisation de la logique de réimpression des fichiers locaux : Détection AMS ajoutée lors du lancement d’impressions à partir de l’historique local. En l’absence d’AMS détectée, le système utilisera par défaut la bobine externe. Optimisation de la logique d’impression des fichiers G-code : L’impression des fichiers G-code se fait désormais par défaut en monochrome via la bobine externe. Correction de la mémoire des paramètres PA : Correction d'un problème où les coupures de courant pouvaient écraser les paramètres d'avance de pression (PA) des filaments dans l'AMS. Optimisation de la récupération après coupure de courant : Correction d'anomalies ponctuelles de la fonction « Récupération après coupure de courant ». Correction de l'affichage de l'interface utilisateur : Résolution d'un problème d'affichage parfois vide de l'interface après une mise à jour. Séchage des filaments tiers : Correction d'un problème empêchant le séchage des filaments non officiels chargés dans l'AMS 2 Pro ou l'AMS HT. (Traduction Google) https://wiki.bambulab.com/en/p1/manual/p1p-firmware-release-history À combiner avec une mise à jour de l'AMS avec la version 01.00.06.83 que je n'ai pas trouvée dans le wiki A+ JC
 3 points
3 points -
Arrêtez, vous me déconcentrez avec vos mots improbables3 points
-
Salut @hyoti Je ne connais pas la Ender 3 V3, mais je dirais que ce sont les mêmes types d'imprimantes. Il y a un seul moteur pour l'axe X qui est sur le bras coté gauche Il n'y a aussi qu'un seul moteur pour l'axe Z qui commande 2 vis à billes via une couroie Et un moteur pour l'axe Y En espérant avoir répondu à ta question A+ JC


 3 points
3 points -
Développement Build weekly-2026.03.25 je viens de voir qu'une version freecad version DEV du 25/3/2026 est en téléchargement. Download the appropriate asset for your OS below Unpack the bundle to any folder on your system Launch the application Windows Run \FreeCAD.exe in the extracted directory macOS Launch /FreeCAD.app in the extracted directory Linux Open the *.AppImage Pour les freecadiens interessés Le lien : https://github.com/FreeCAD/FreeCAD/releases/tag/weekly-2026.03.253 points
-
« Il faut battre son frère pendant qu'il est chaud »3 points
-
Whaou ! C'est la pointe des imprimantes 3D grand public de l'époque. Et depuis il y a eu un grand pas. Un peu comme pour cette "magnifique" version du logo "LesImprimantes3D.fr" utilisée pour taguer les photos. Il me semble que je ne l'avais pas encore vue.
 3 points
3 points -
Voici un article intéressant sur le site Elektor (en accès libre) : 2026 : une odyssée de l’IA — Conséquences du vibe coding En 2025, le « vibe coding » est devenu un véritable flux de travail, pour le meilleur comme pour le pire : je décrivais ce que je voulais, j’acceptais ce que le modèle produisait, je recopiais l’erreur suivante et je recommençais. Le code « fonctionnait », mais je ne l’avais souvent ni lu ni compris (surtout dans un langage que je maîtrise mal). Le terme « vibe coding » a été forgé par Andrej Karpathy dans un billet viral décrivant un mode où l’on « oublie même que le code existe . Simon Willison a ensuite proposé la définition la plus utilisable par les équipes dans les règles internes et en revue de code : le vibe coding consiste à « générer du code avec l’IA sans se soucier du code produit ». Cette attitude peut être rationnelle pour des prototypes et des outils ponctuels. Pensez à de petits modules en boîte noire qui exécutent des tâches simples et semblent le faire correctement - le « j’ai juste besoin que ça fasse ce truc », acceptable pour les makers et les amateurs. Les problèmes apparaissent lorsque ces artefacts « jetables » deviennent des dépendances, des fonctions génératrices de revenus ou des firmwares embarqués à maintenir, auditer et sécuriser pendant des années. Si 2025 a été l’année où tout le monde a livré plus vite, 2026 est celle où beaucoup d’équipes découvrent ce qu’elles ont livré. Ce que signifie le « vibe coding » (et ce que ce n’est pas) Beaucoup d’ingénieurs ont utilisé l’IA en 2025 sans faire du vibe coding : génération de code standard, rédaction de tests, explication d’API nouvelles ou première version ensuite passée en revue. C’est simplement du développement assisté par l’IA. Le vibe coding est le mode où personne n’est responsable du fonctionnement interne. On quitte alors l’outil à la démarche. Traite-t-on la sortie de l’IA comme du code non fiable devant passer revue, tests et contrôles de sécurité comme toute contribution externe ? Ou comme un raccourci qui s’en affranchit ? En pratique, les équipes y glissent par petites décisions raisonnables : un script rapide ici, une couche d’intégration là, une automatisation « temporaire », une migration générée, un workflow CI généré, un module Terraform généré. Chaque élément est plausible isolément. Le résultat global est une base logicielle avec plus d’exposition, plus de dépendances et moins de personnes qui comprennent vraiment pourquoi ça fonctionne. La vitesse a augmenté, la stabilité non Le point de données public le plus frappant est la recherche DORA sur l’adoption de l’IA générative. Dans le résumé du rapport DORA 2024, Google a indiqué qu’à mesure que l’adoption de l’IA augmentait, elle s’accompagnait d’une baisse estimée de 7,2 % de la stabilité de livraison et de 1,5 % du débit de livraison. Le rapport DORA 2025 a présenté ces chiffres comme une variation estimée pour chaque hausse de 25 % de l’adoption de l’IA et a souligné l’écart entre l'impression de rapidité des développeurs et la performance réelle de livraison. Ce schéma correspond exactement à ce que le vibe coding optimise : la vitesse locale plutôt que la fiabilité globale. L’IA réduit le coût des changements, ce qui encourage des modifications plus importants et plus fréquents. Si le discipline de mise en production est déjà fragile, l’IA en amplifie les effets. Il existe aussi une hypothèse moins confortable : l’IA ne fait pas toujours gagner du temps aux développeurs expérimentés sur des bases familières, même si l’impression est contraire. Un essai contrôlé randomisé de METR a montré que des développeurs open source expérimentés prenaient environ 19 % de temps en plus avec des outils d’IA début 2025, tout en se croyant plus rapides. La conclusion n’est pas que « l’IA est mauvaise », mais que « l’intuition n’est pas un indicateur fiable. ». Si un flux réduit la compréhension ou accroît le coût de vérification, la promesse de vitesse peut s’inverser. Défaillances de qualité qui passent bien en démo Le code produit en vibe coding passe souvent des tests superficiels car il est optimisé pour la plausibilité. Il échoue ensuite de façon difficile à diagnostiquer : Colle surajustée : code fragile supposant la forme exacte des entrées, API ou HTML du moment, sans contrats ni versionnement. Complexité cachée : scripts « en un fichier » qui accumulent reprises, cache, concurrence et cas limites jusqu’à devenir des systèmes complets. Dette de performance discrète : requêtes N+1, boucles quadratiques, files non bornées, préchargements ou schémas de cache qui masquent les causes profondes. Risques de configuration : workflows CI/CD, règles IAM cloud, manifestes Kubernetes et modules Terraform qui « fonctionnent » tout en intégrant des valeurs par défaut dangereuses. Théâtre de tests : tests générés qui valident le comportement actuel plutôt que l’intention, ou qui neutralisent le risque réel. Le fil conducteur est l’intention manquante. Les systèmes écrits par des humains gardent une trace du pourquoi. Les systèmes du vibe coding n’ont souvent que le quoi. Sécurité : « ça compile » n’est pas une propriété de sécurité Le vibe coding vise le fonctionnement local immédiat plutôt que la sûreté en environnement hostile. Ce n’est pas théorique. Une étude empirique de fragments générés par l’IA a constaté une forte probabilité de faiblesses de sécurité, notamment de nombreux fragments Python et JavaScript signalés avec des problèmes alignés sur la CWE dans de vrais projets GitHub. Ces études ne condamnent pas un outil en particulier ; l’analyse statique produit des faux positifs et une faiblesse signalée n’est pas toujours exploitable. Mais la tendance est claire : un code plausible n’est pas forcément sûr, et la sécurité est précisément l’exigence non fonctionnelle ignorée par le vibe coding. Les risques les plus fréquents dans les bases très orientées IA restent les classiques : Injection et constructions dangereuses : injection SQL, injection de commandes, désérialisation non sûre, templating fragile et validation d’entrées faible. Fuite de secrets : clés commises dans des scripts « temporaires », journaux contenant des jetons et endpoints de débogage qui passent en production. Erreurs d’authentification et de session : authentification artisanale, contrôles d’autorisation manquants et mauvaise compréhension des frontières d’identité entre services. Pièges cryptographiques : aléa DIY, mauvais modes, mauvaise gestion des clés et valeurs par défaut non sûres qui passent les tests. Le vibe coding n’est pas intrinsèquement dangereux ; il l’est d’une manière précise : il facilite la production de beaucoup de code sans la compréhension nécessaire pour voir les hypothèses de sécurité implicites. Risque de chaîne d’approvisionnement : hallucinations de paquets et attaques via les dépendances Accepter la sortie de l’IA sans la lire fait des dépendances une surface d’attaque majeure. Un risque est l’« hallucination de paquets » : le modèle suggère une dépendance inexistante. Un attaquant peut publier un paquet de ce nom et attendre une installation. USENIX a analysé le phénomène comme une forme de confusion de paquets dans la chaîne d’approvisionnement logicielle. Plus profondément, l’IA fait de « essaie cette bibliothèque » un réflexe. Dans une boucle de vibe coding, ajouter des dépendances paraît moins coûteux que comprendre l’existant. Cela augmente : le nombre de dépendances transitives implicitement approuvées, la vitesse d’entrée de paquets inconnus dans la compilation, et la difficulté d’audit et de correction lors d’un incident de chaîne d’approvisionnement. Pour le code embarqué et industriel, les défaillances sont moins indulgentes Les logiciels web peuvent souvent échouer « en douceur » : dégradation sans dommages physiques immédiats ou permanents. Les systèmes embarqués, eux, échouent plutôt par pannes intermittentes, bugs de temporisation, incidents de sécurité ou blocages irréversibles. Les firmwares issus du vibe coding sont particulièrement sujets à : Détails matériels plausibles mais faux : registres, champs de bits, temporisations et « nombres magiques » incorrects. Risques de concurrence et d’interruptions : conditions de course autour des ISR, DMA, primitives RTOS et tampons partagés, visibles surtout en charge. Mauvais usage des HAL : mélange d’appels HAL et d’écritures directes de registres violant des hypothèses et créant des bugs non reproductibles. Cas limites de protocoles : pilotes I2C/SPI/UART qui passent les tests de bon fonctionnement mais échouent avec l’étirement d’horloge, le bruit, la contention ou des câbles plus longs. Lacunes de watchdog et de reprise : code fonctionnel au labo sans gestion robuste des chutes de tension, du démarrage sûr ou des mécanismes de reprise. Rien de nouveau ici. Ce qui change, c’est la facilité d’entrée du code peu compris et sa longévité tant qu’il « marche à peu près ». Le facteur humain : défiance, surconfiance et dette de compétences Même au pic du battage, la confiance dans la sortie de l’IA n’était pas uniforme. L’enquête Stack Overflow 2025 montrait que davantage de développeurs doutaient de son exactitude qu’ils ne lui faisaient confiance, avec peu de « très confiants » . La faible confiance ne produit pas forcément une revue attentive. Elle conduit souvent à « relancer la requête jusqu’à ce que les tests passent », une vérification de façade — surtout si les tests sont minces, absents ou générés à partir du comportement actuel. Le coût à long terme va de la dette technique à la dette de compétences. Quand le code devient quelque chose que l’on pilote plutôt que l’on écrit, il reste moins de personnes capables de déboguer au plus bas niveau, de raisonner sur les cas limites et de construire des interfaces fiables. On s’en rend compte quand le système casse hors du périmètre couvert par les tests. La gouvernance rattrape son retard : traiter l’IA comme un contributeur non fiable La réponse pratique qui émerge de 2025 à 2026 est « politique + pipeline », pas « interdiction ». Le profil communautaire SSDF du NIST pour l’IA générative est explicite : tout code source doit être évalué avant usage, sans distinguer entre code humain et code généré . C’est la seule posture qui passe à l’échelle. La question n’est pas « un modèle a-t-il écrit ceci ? » mais « l’accepterions-nous d’un contributeur externe ? ». Un filet de sécurité minimal pour les équipes orientées IA Pour bénéficier de la vitesse de l’IA sans en subir les dérives, il faut poser un cadre minimal. Les outils varient, les principes non. Limiter la taille des modifications. L’IA facilite les gros changements ; la fiabilité les punit. Fixez des limites de PR, déployez par étapes et utilisez des feature flags. Exiger des tests qui échouent utilement. Les tests unitaires ne suffisent pas si les frontières d’intégration sont critiques. Ajoutez des tests de contrat, du fuzzing quand pertinent et des tests de régression liés aux incidents. Activer les scanners et les rendre bloquants. Analyse statique, détection de secrets, analyse des dépendances et scan de conteneurs/IaC doivent être par défaut ; le mode « avertissement » doit être transitoire. Verrouiller les dépendances et tracer la provenance. Lockfiles, versions épinglées, compilations reproductibles, SBOM et artefacts signés sont requis. « Installer le paquet suggéré » n’est pas un processus. Focaliser la revue sur l’intention, pas la syntaxe. Exigez une courte note expliquant la raison, les risques et les tests. Instrumenter la production. L’IA déplace l’effort vers le débogage. L’observabilité est indispensable : journaux, métriques, traçage et SLO explicites. Rien de tout cela n’est nouveau. L’IA accroît simplement la pression sur ces fondamentaux en réduisant le coût marginal du changement. Juridique et conformité : la provenance ne disparaît pas Le vibe coding heurte la conformité en brouillant la provenance : données sources, contraintes de licence et responsabilité. Les régulateurs avancent. La Commission européenne a publié le 10 juillet 2025 un Code de bonnes pratiques pour l’IA à usage général, outil volontaire pour démontrer la conformité aux obligations de l’AI Act applicables dès le 2 août 2025a>. Au Royaume-Uni, une consultation gouvernementale a posé explicitement le droit d’auteur et l’entraînement de l’IA comme problème actif ; elle s’est tenue du 17 décembre 2024 au 25 février 2025. Implication pratique : si votre organisation a des contraintes de licence ou de conformité, le code généré par l’IA ne les contourne pas. Traitez la provenance comme une exigence opérationnelle, pas comme un débat théorique à remettre à plus tard. La vraie leçon de 2025 2025 a réduit le coût de création des logiciels. Pas celui de leur possession. Les équipes qui ont cantonné le vibe coding au prototypage ont gagné en vitesse. Celles qui ont laissé le vibe coding entrer en production en ont subi les conséquences, sous trois formes. Plus d’instabilité, la vélocité dépassant la discipline de livraisona>. Plus d’exposition sécurité, un code plausible n’étant pas sûr et les erreurs de dépendances devenant plus faciles à introduirea>. Plus d’ambiguïté de responsabilité, les questions de provenance, de revue et de licence arrivant plus tard — souvent quand l’argent est en jeu. Rien de tout cela n’implique d’abandonner l’IA. Cela appelle une position simple et juste : l’IA accélère l’ingénierie, elle ne la remplace pas.3 points
-
Il n'y a pas à dire quand on met le prix ça donne des résultats exceptionnels3 points
-
Je pencherai pour un porte-clés3 points
-
Splendide, si c'est une planche à découper, cela ne va pas être facile à nettoyer !!!3 points
-
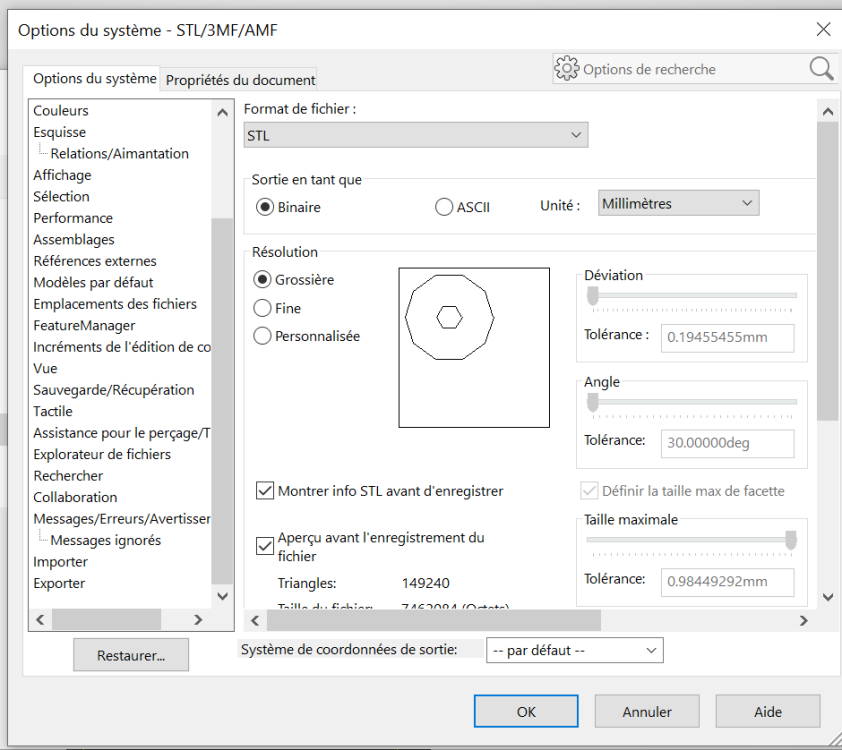
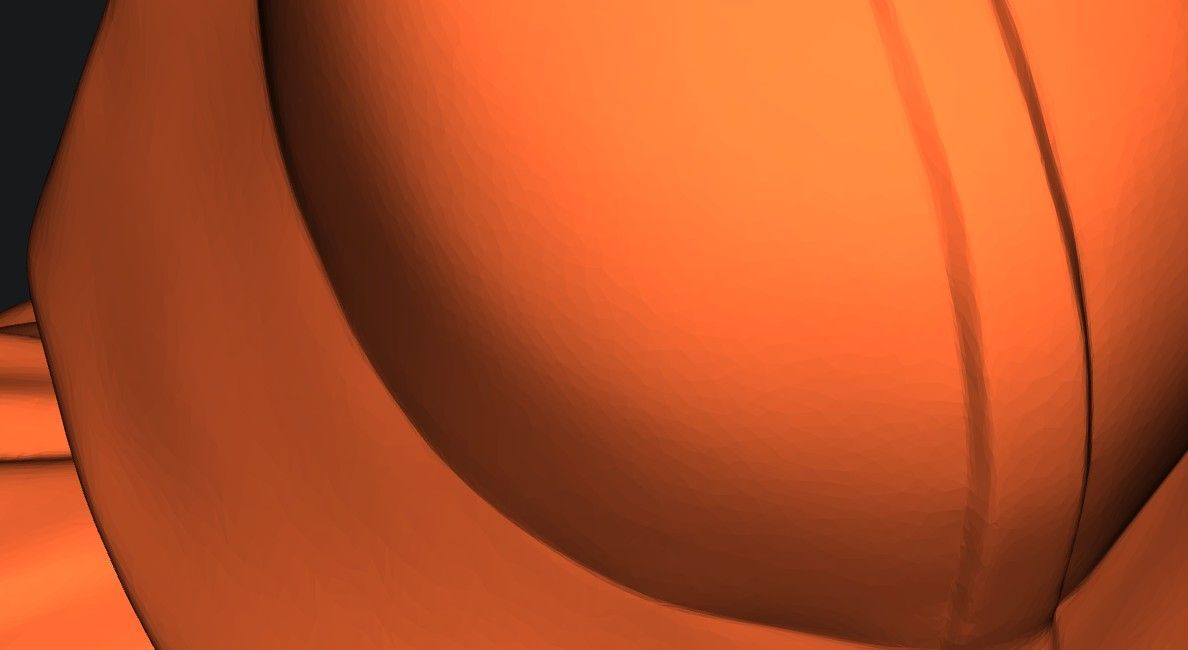
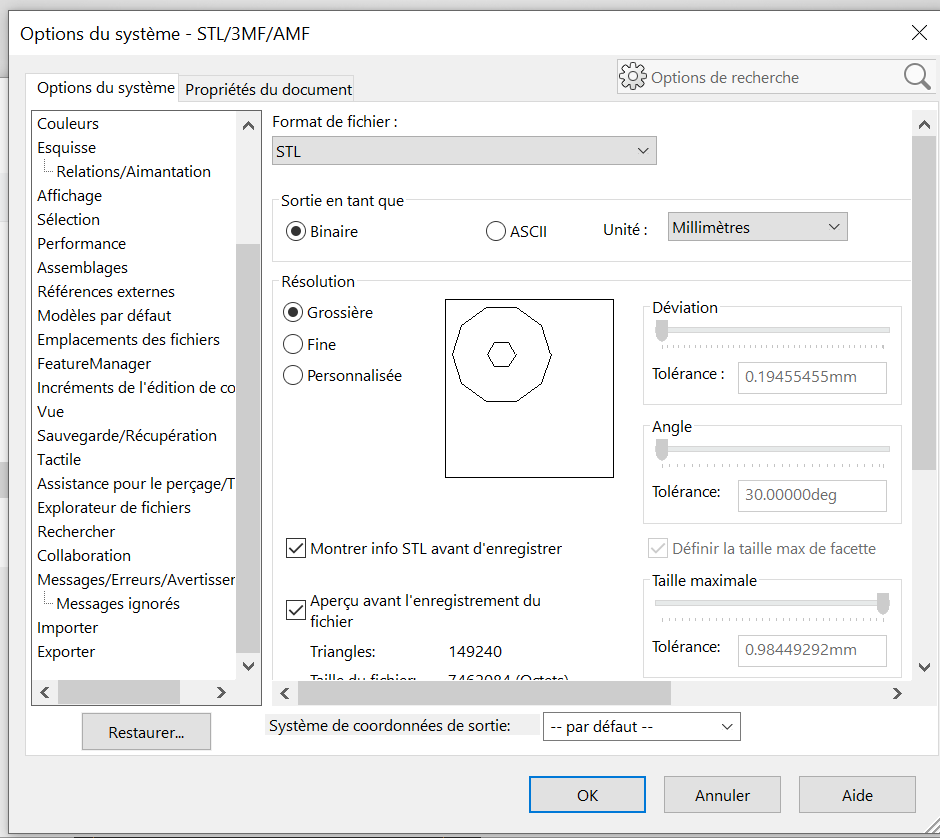
C'est là d'où vient le problème, lors de l'exportation en .stl il y a un bouton "options" qui crève les yeux mais que je n'ai pas vu tellement presser d'imprimer pièce que j'ai créé de A à Z. L'option était par défaut sur "grossière" Non effectivement Non, effectivement Premier STL avec effectivement les segments déjà présents Deuxième STL avec le réglage des options : plus de segments Merci beaucoup pour votre aide !
 3 points
3 points -
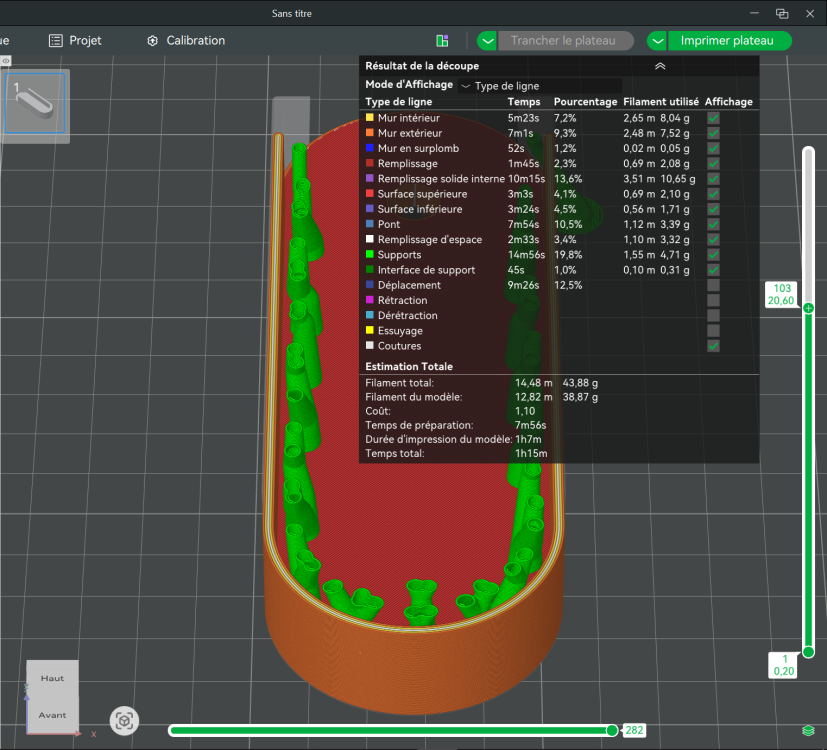
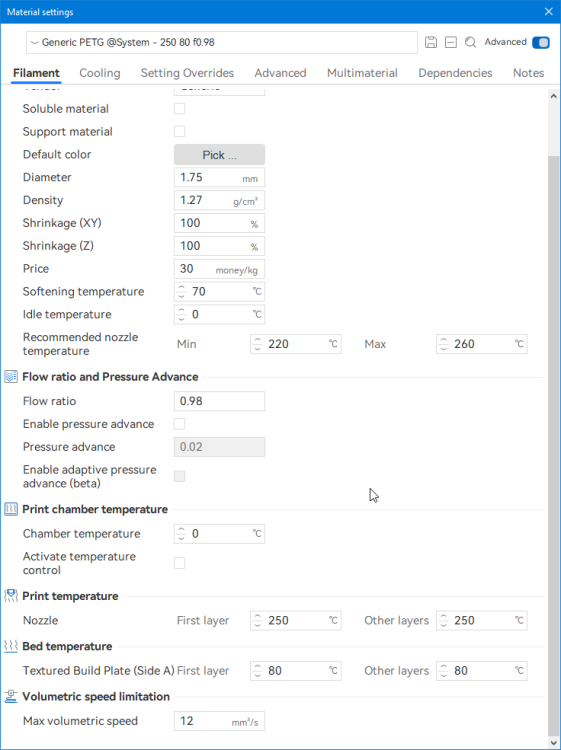
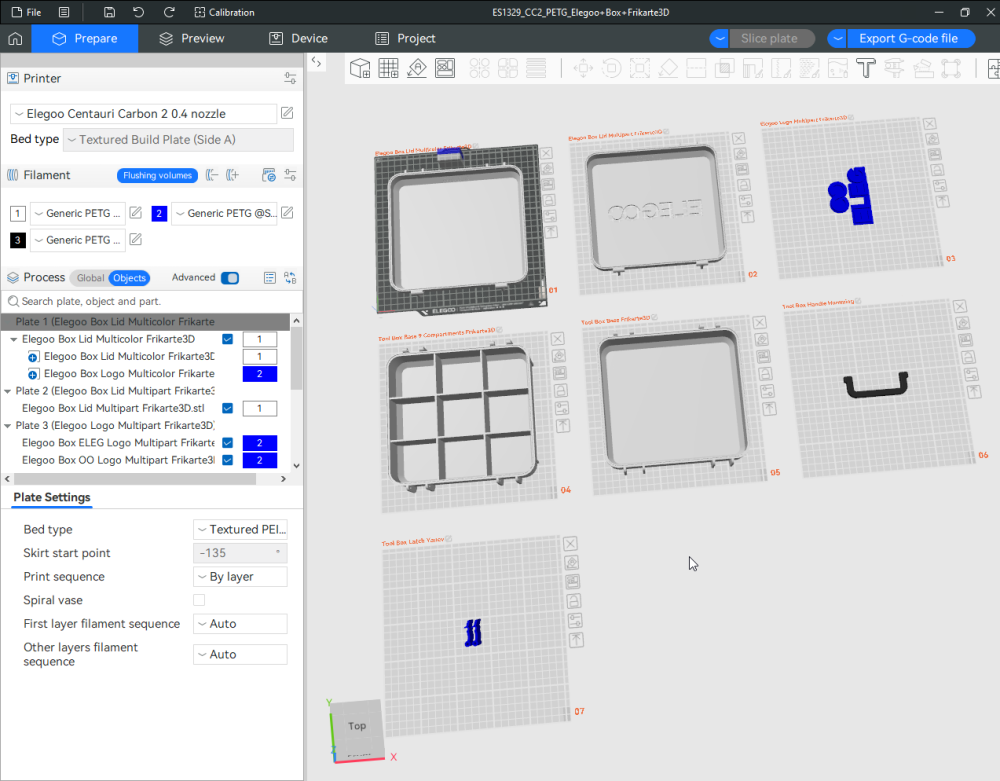
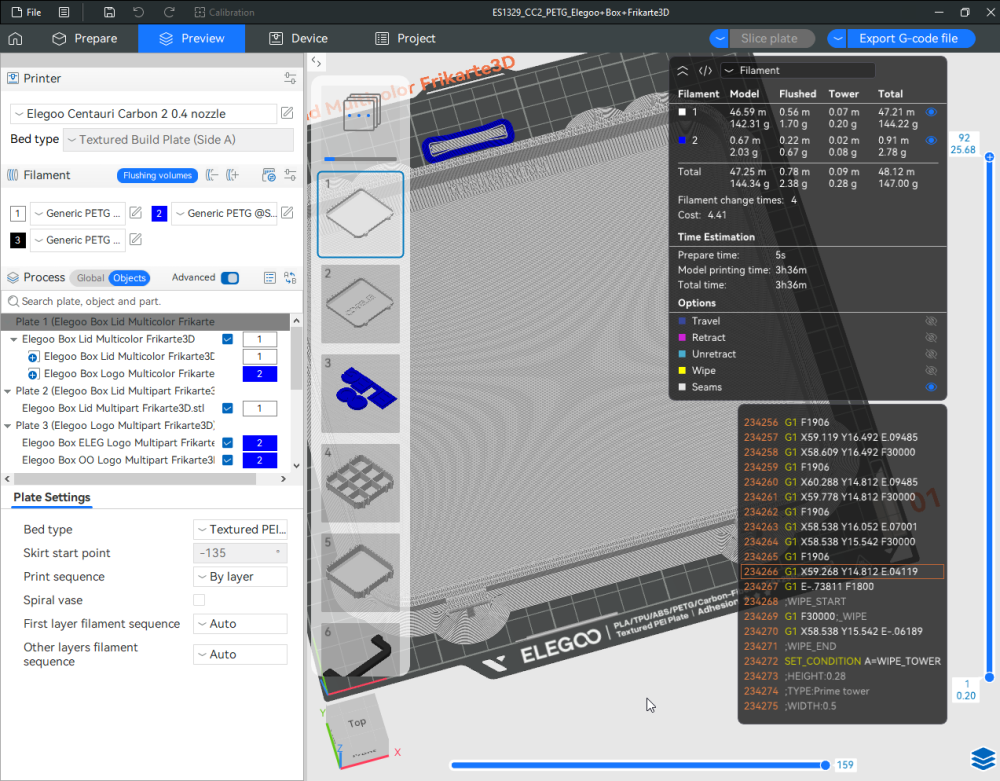
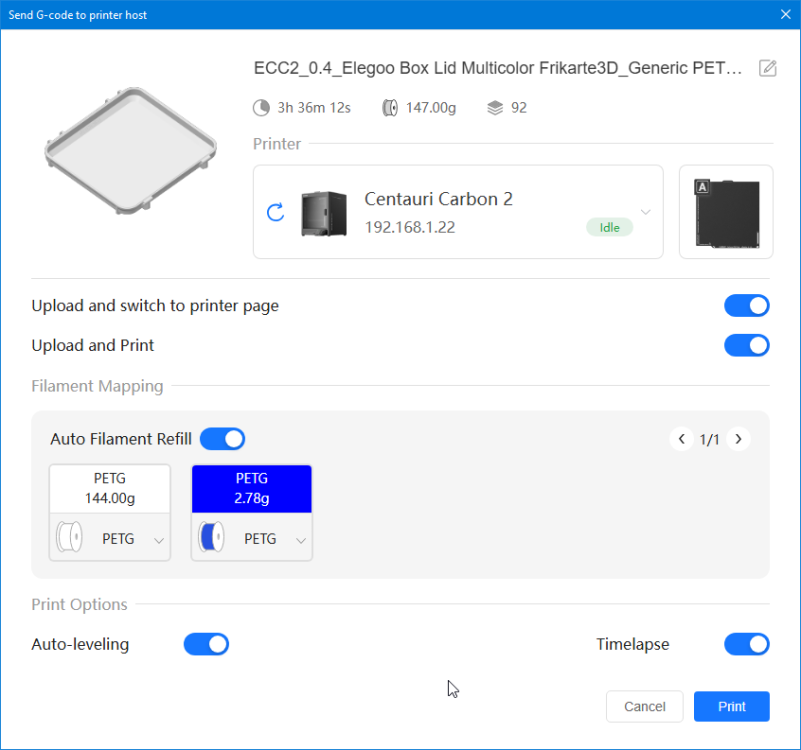
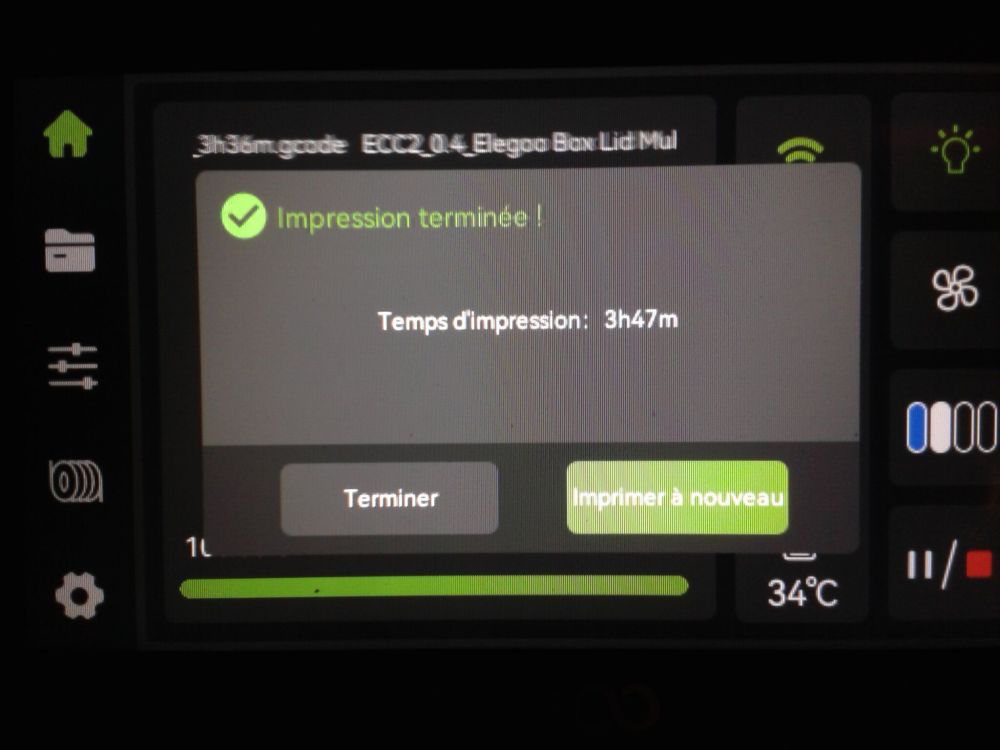
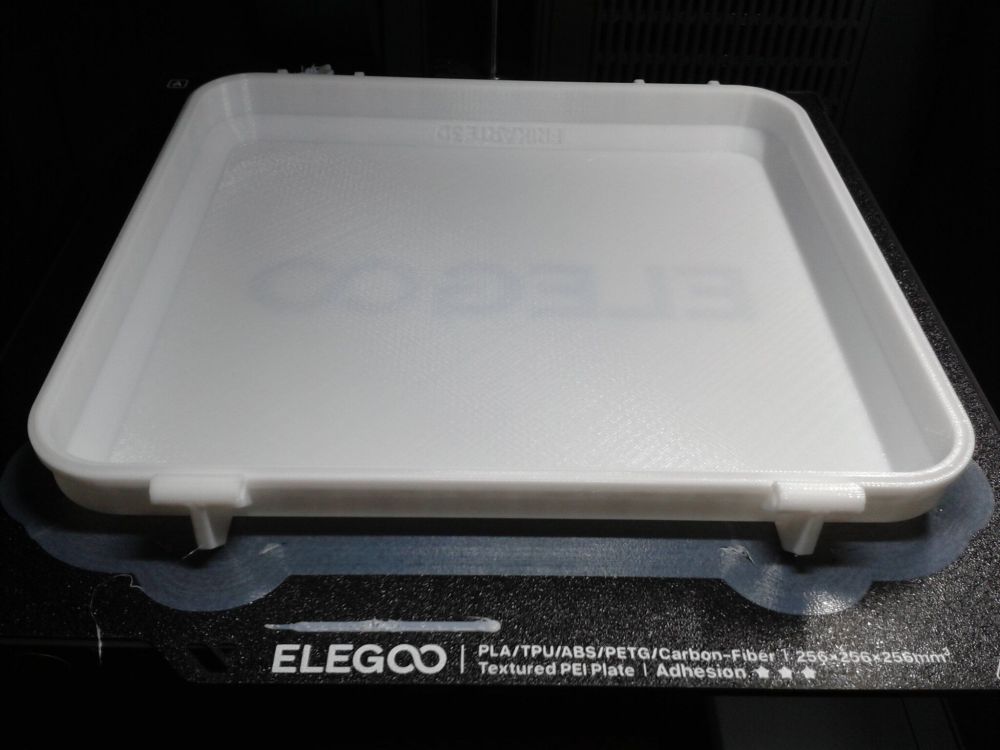
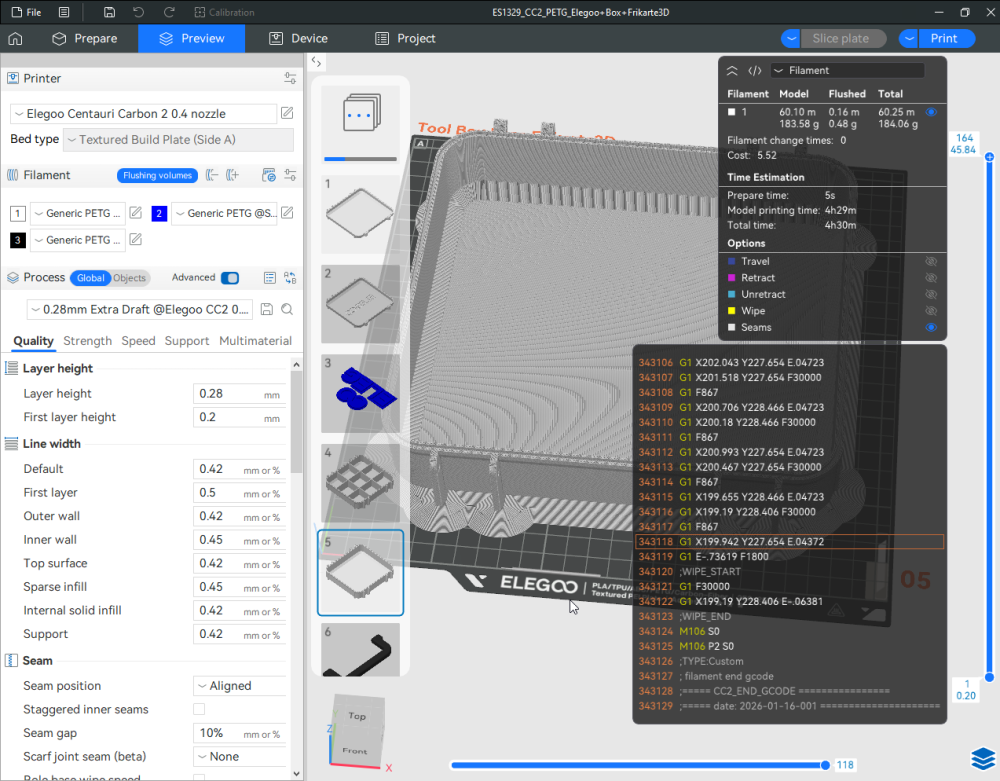
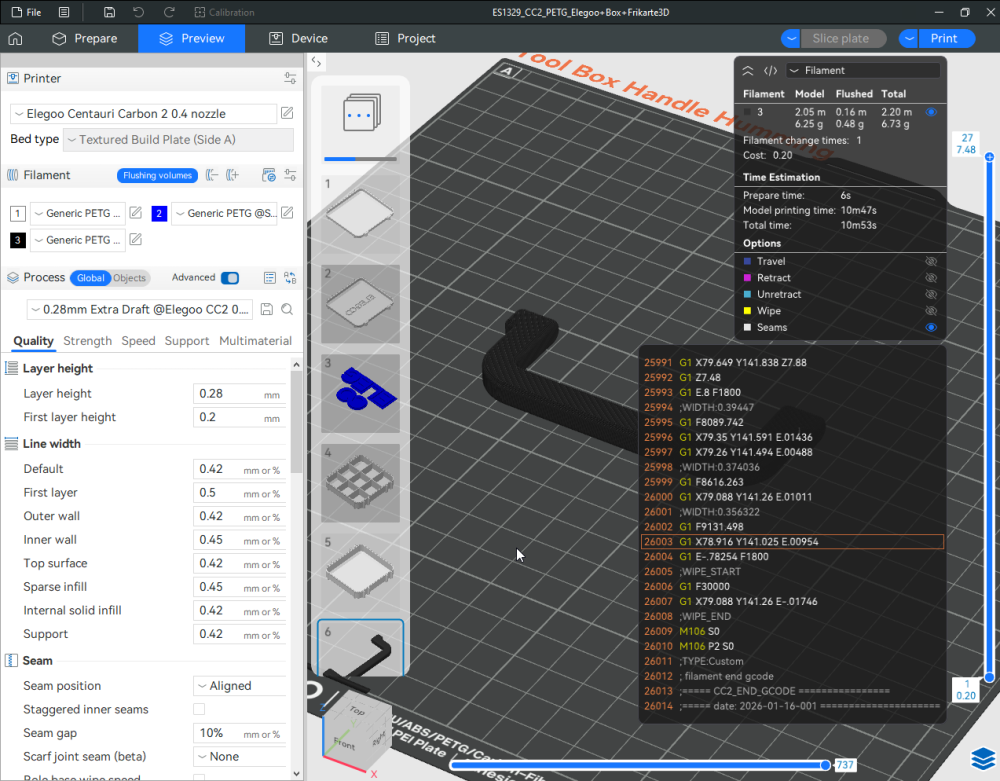
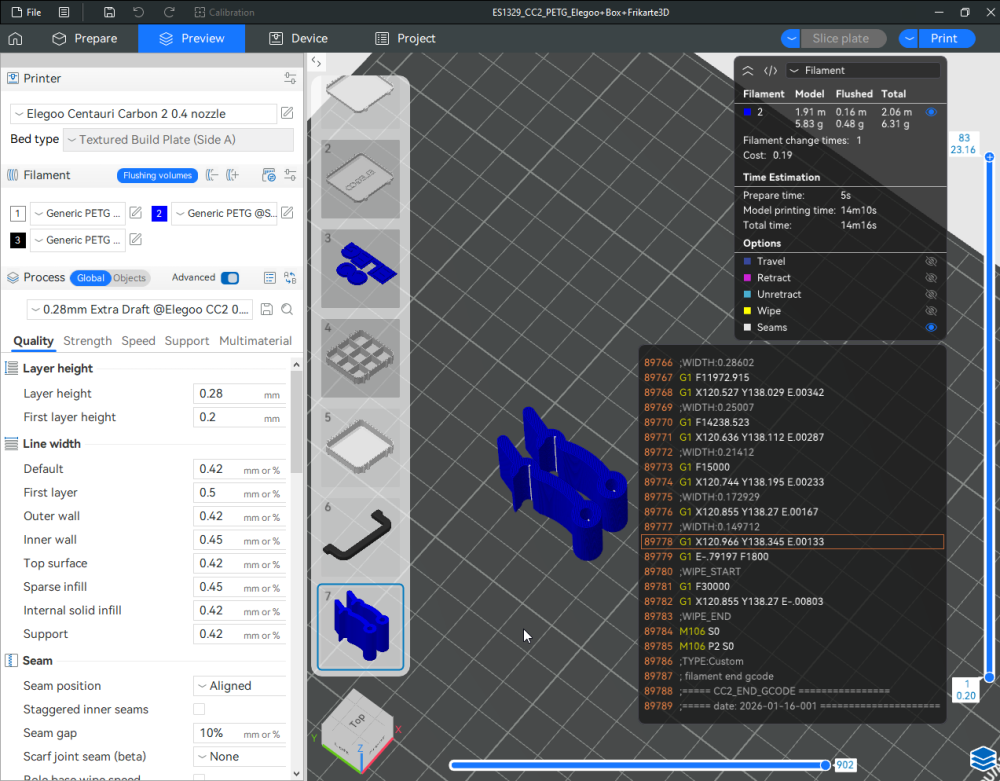
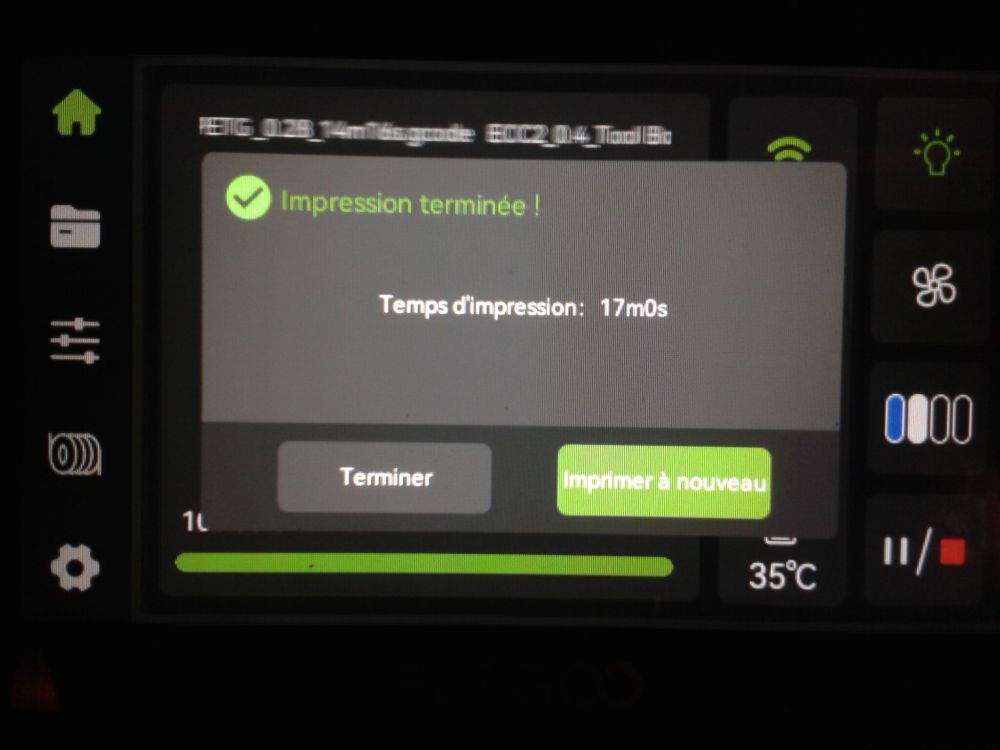
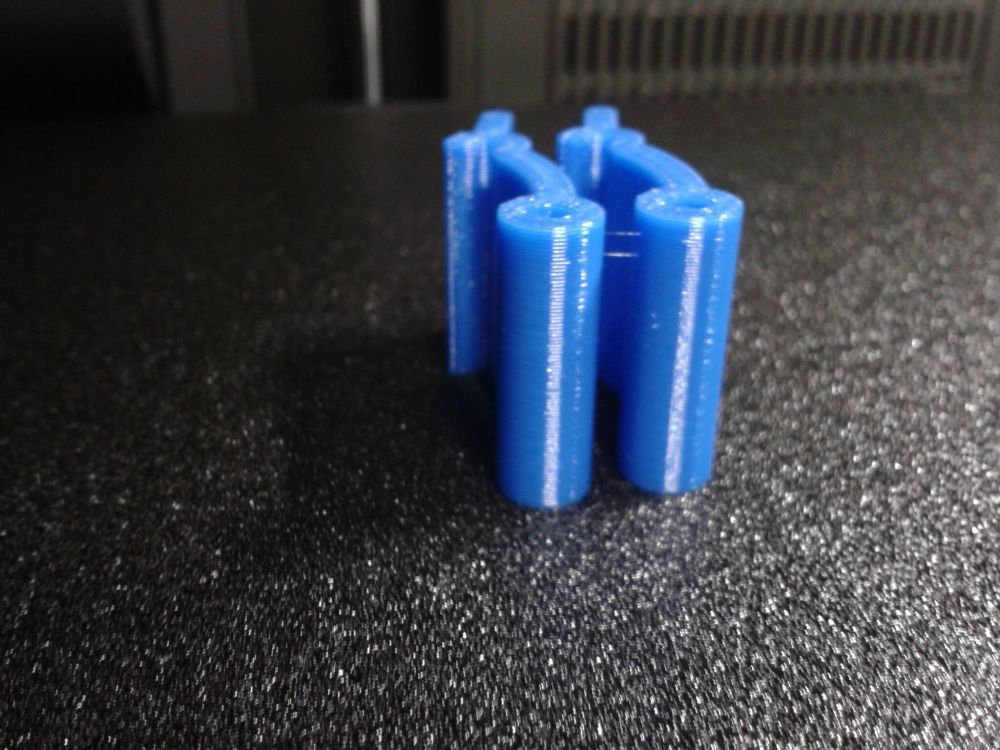
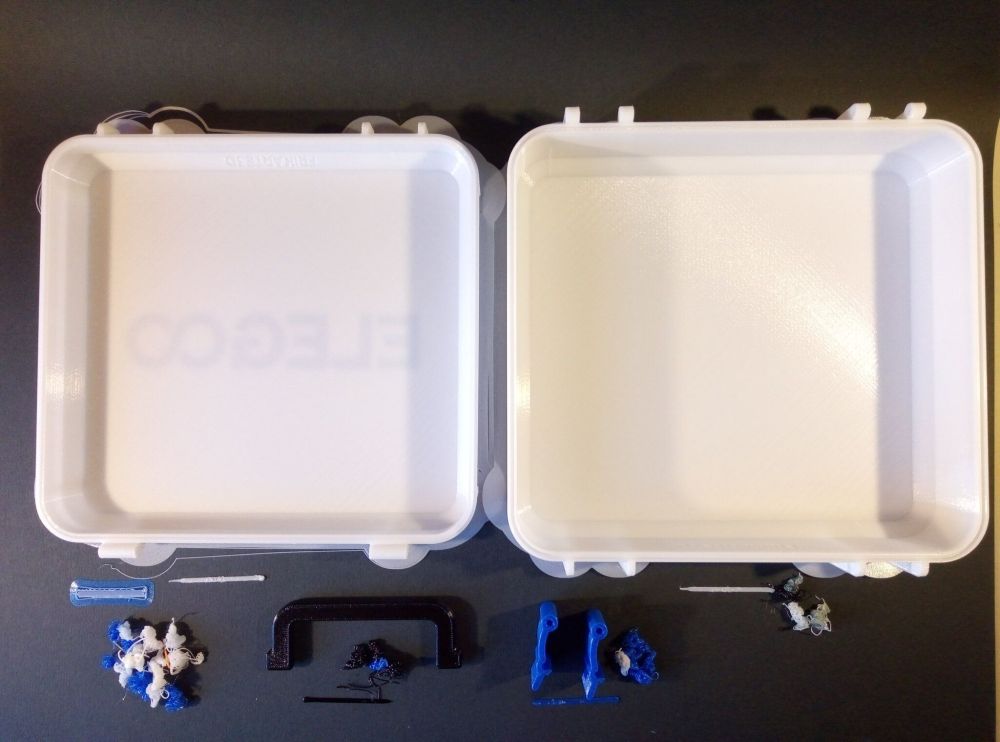
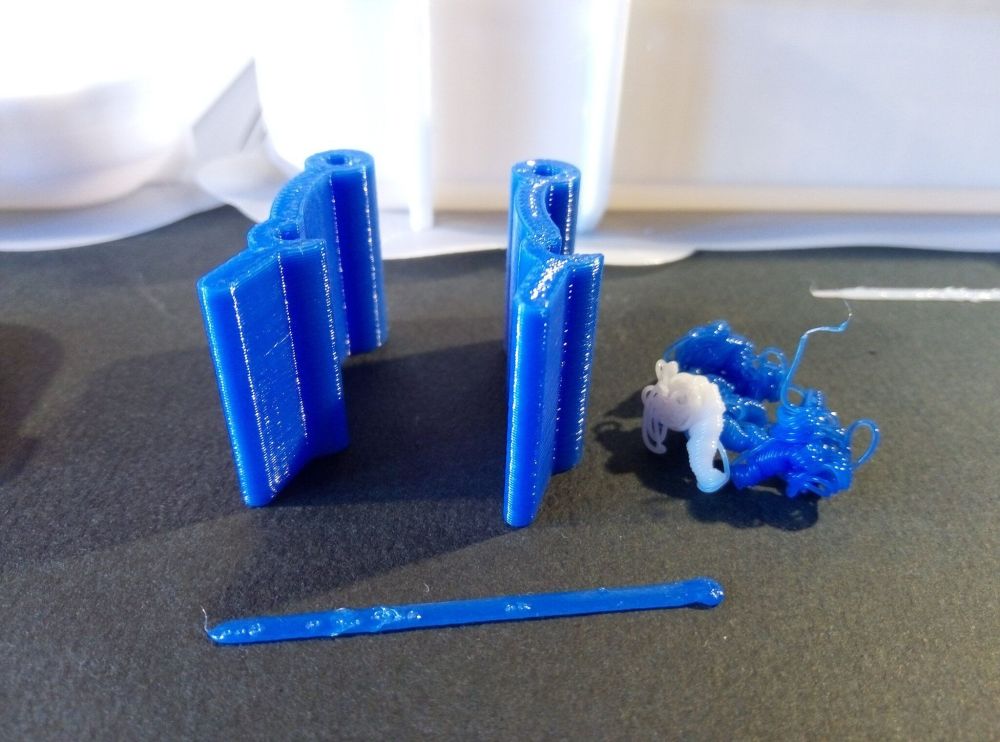
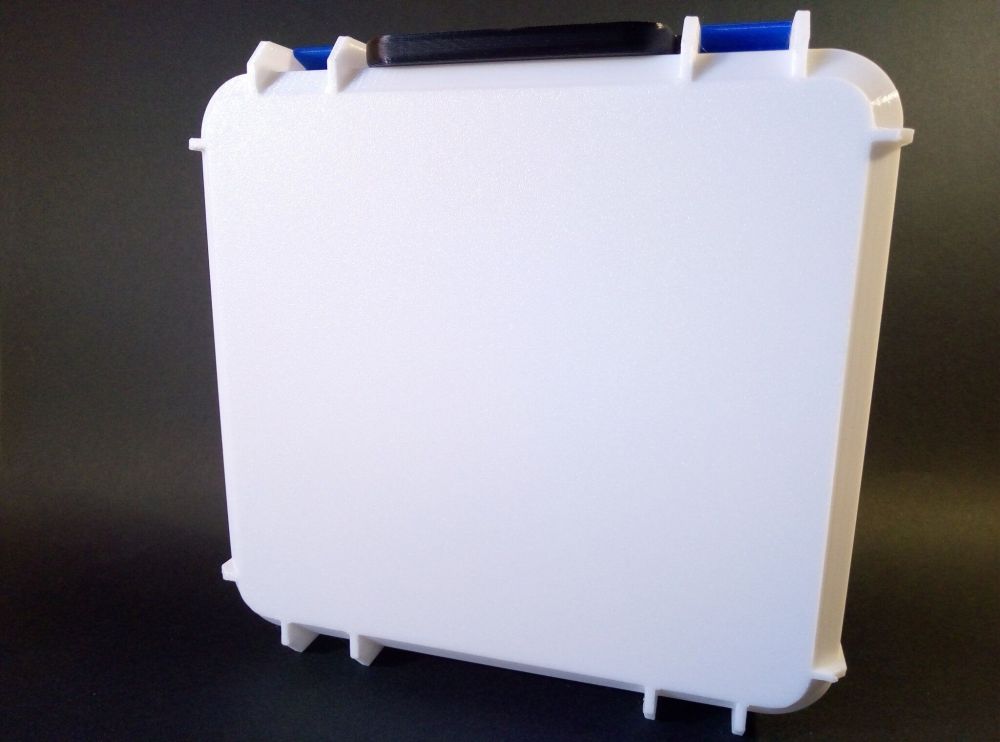
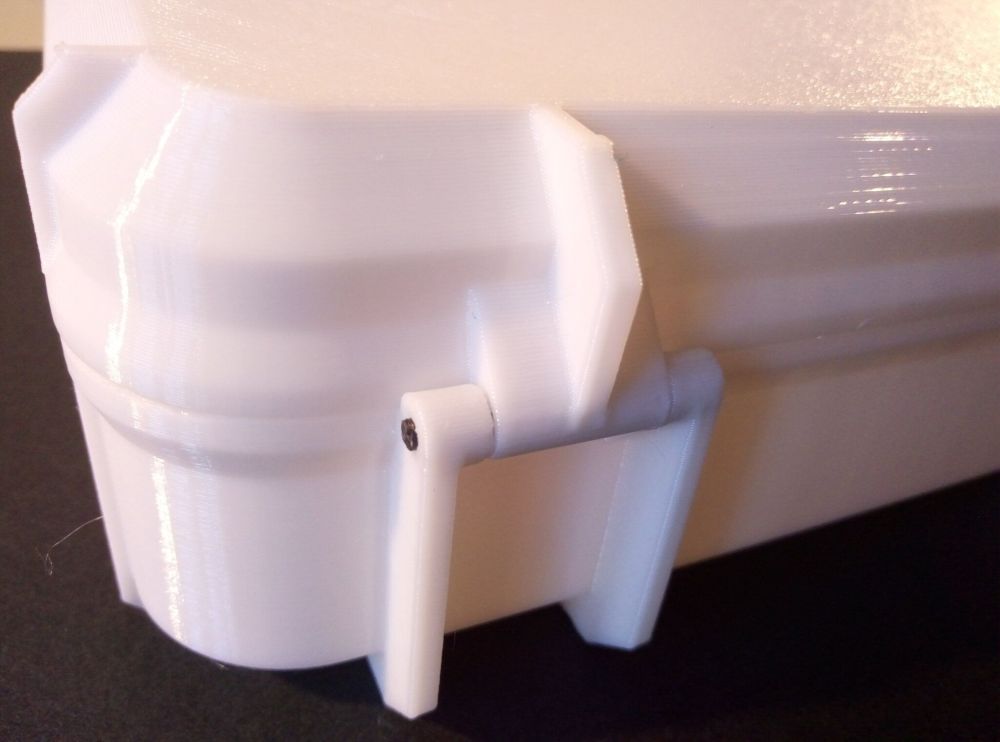
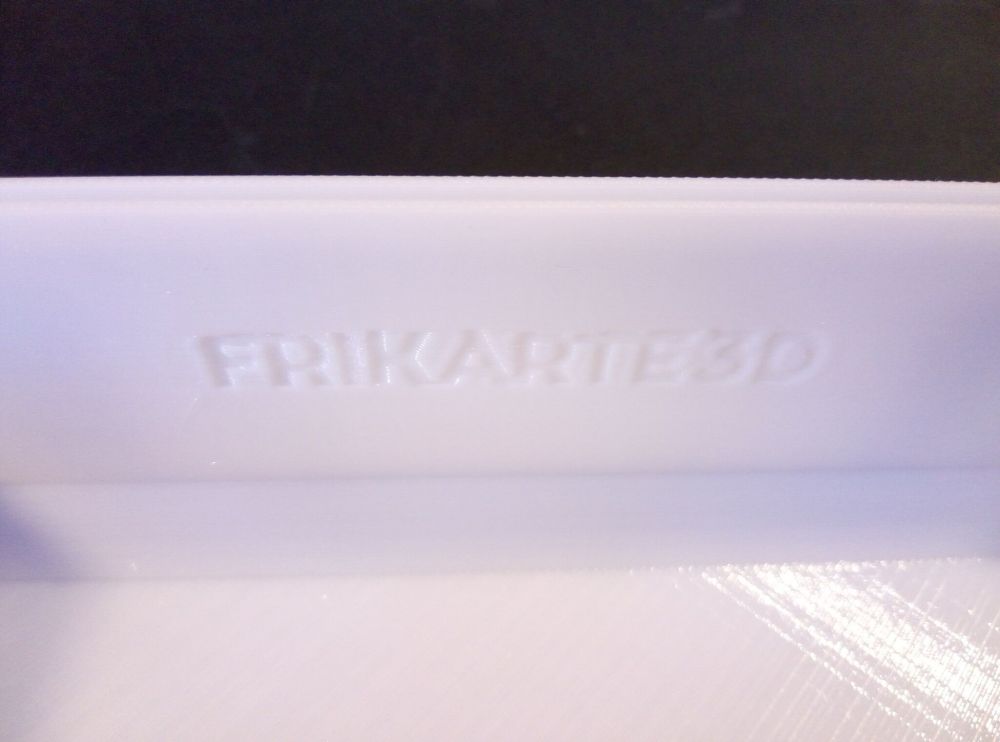
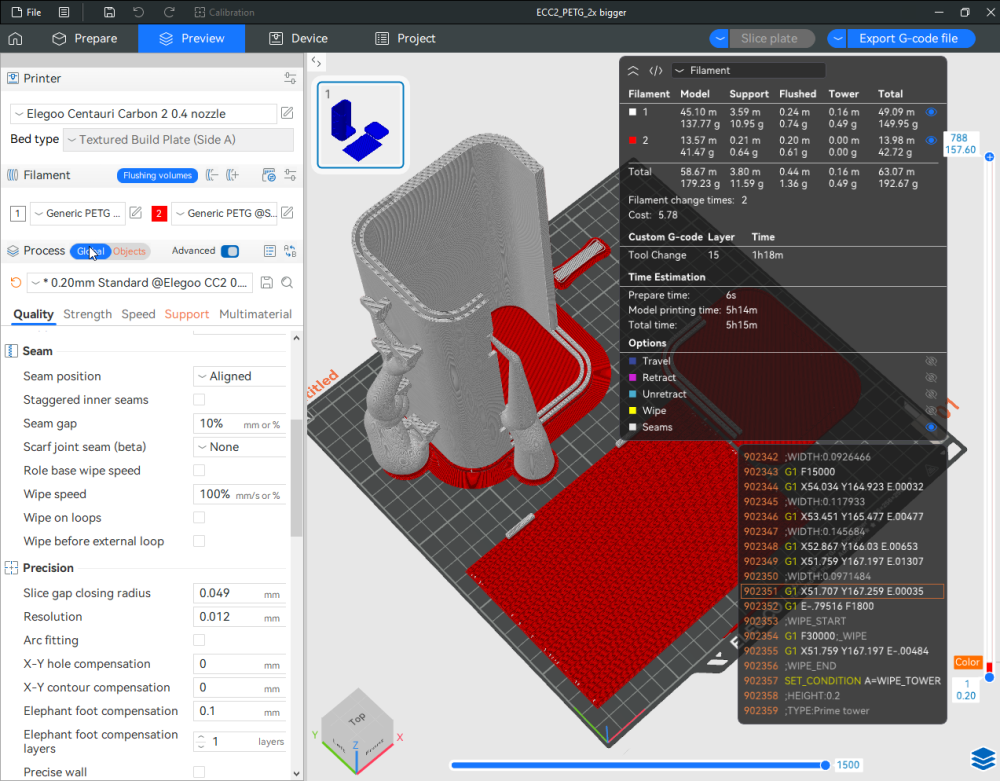
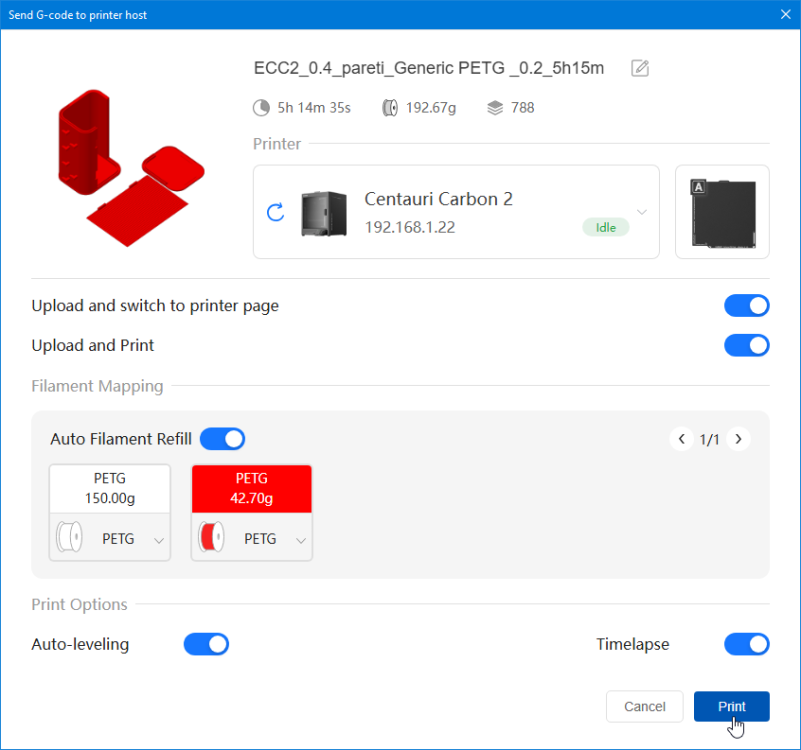
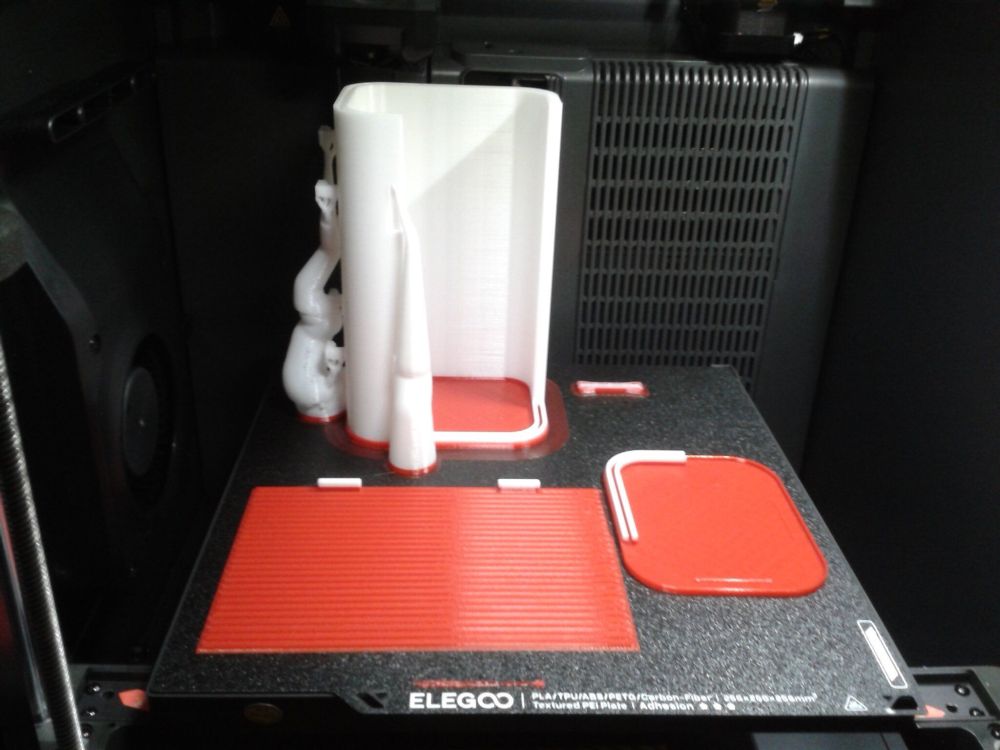
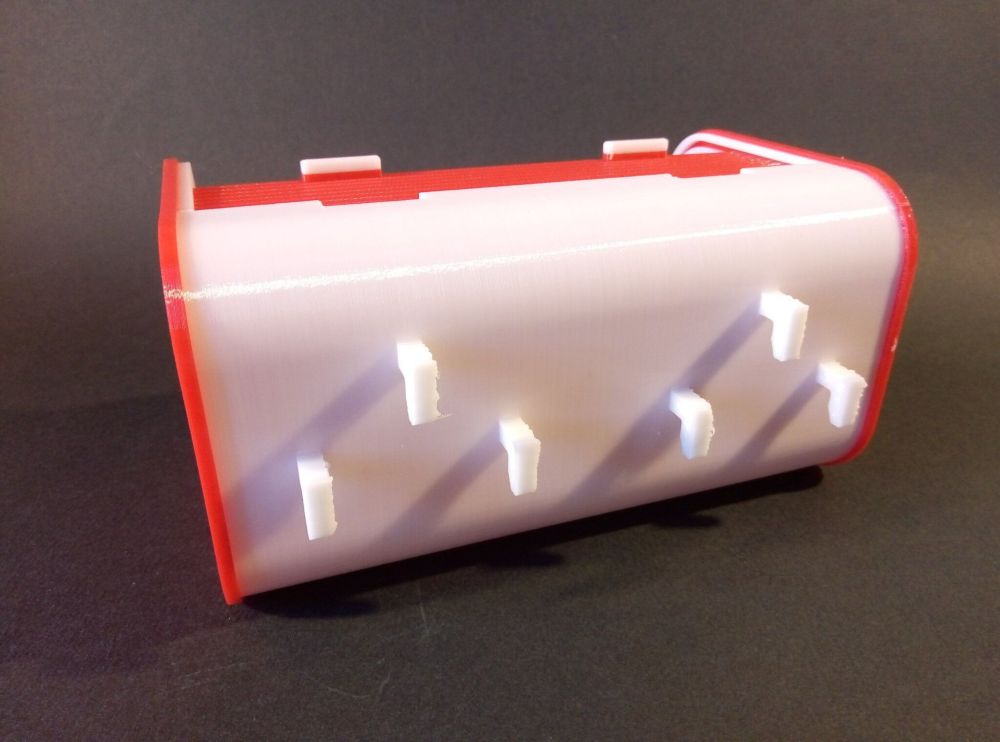
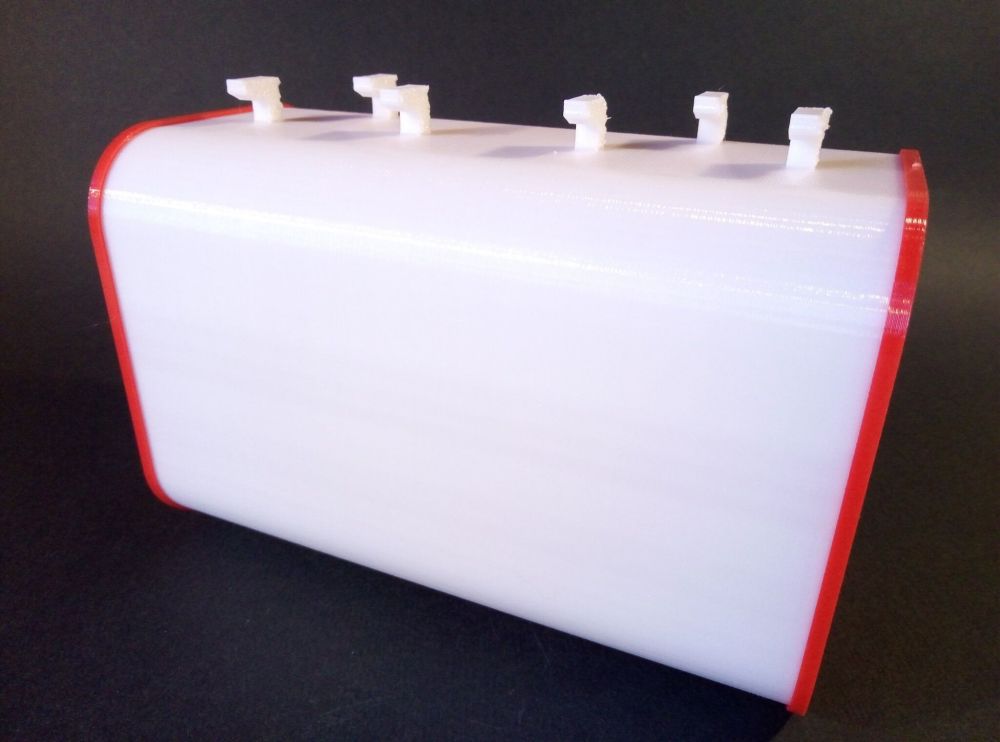
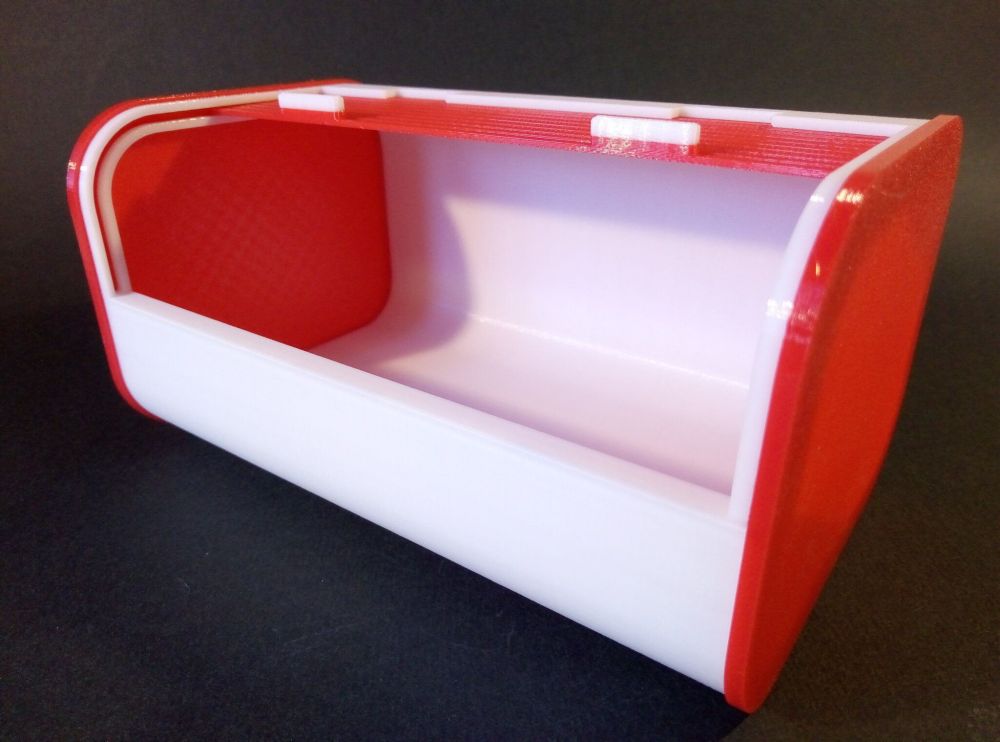
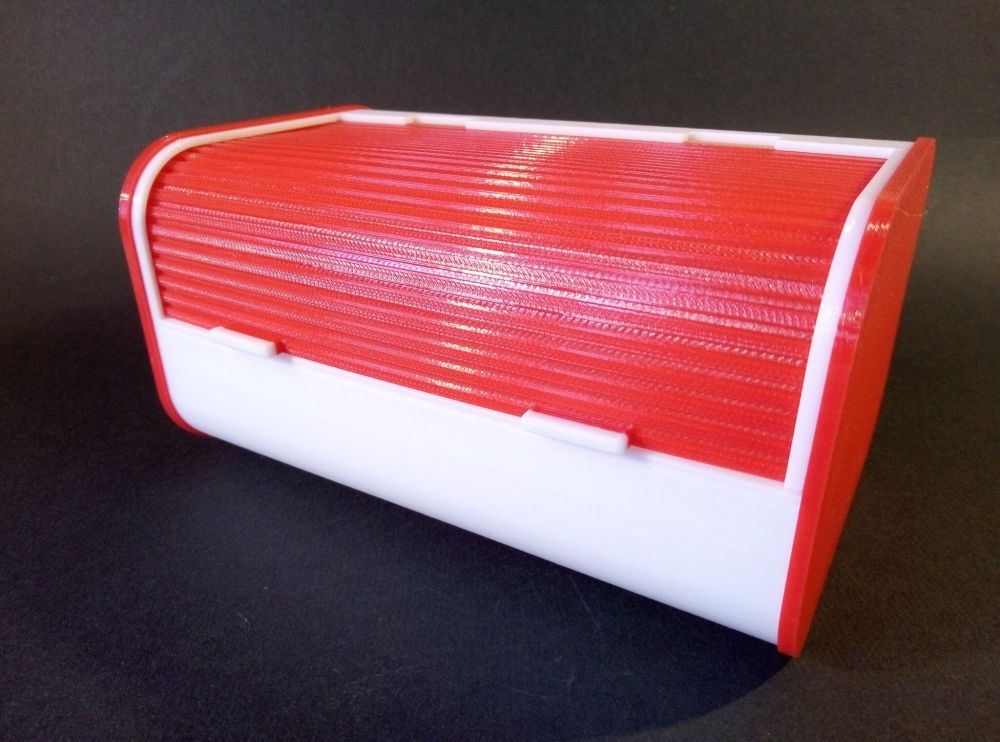
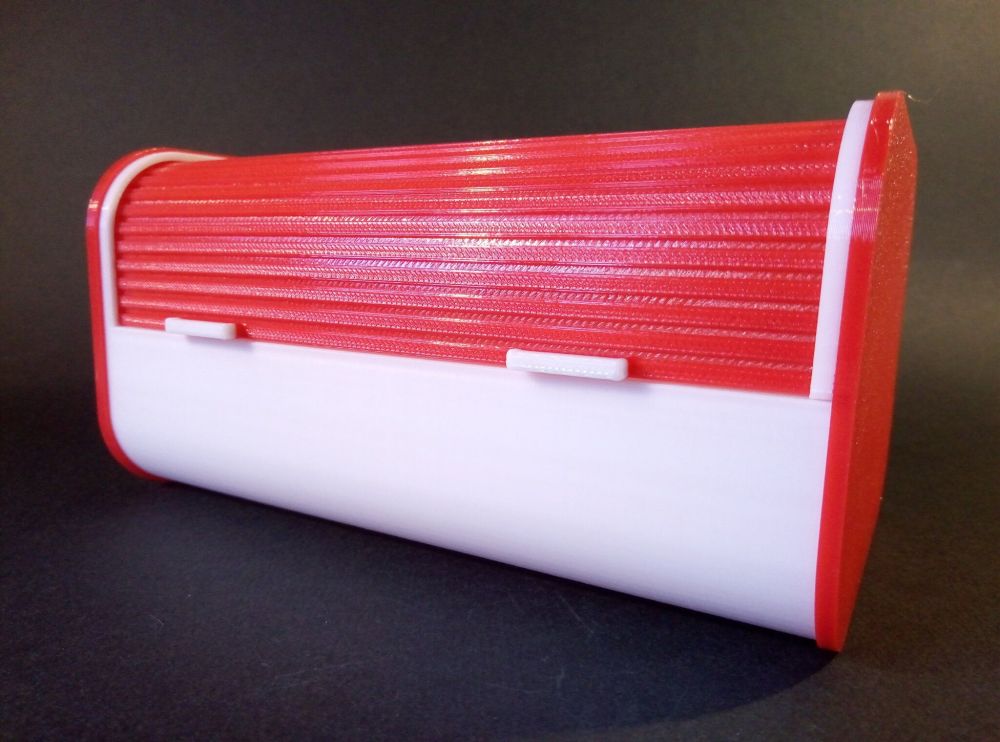
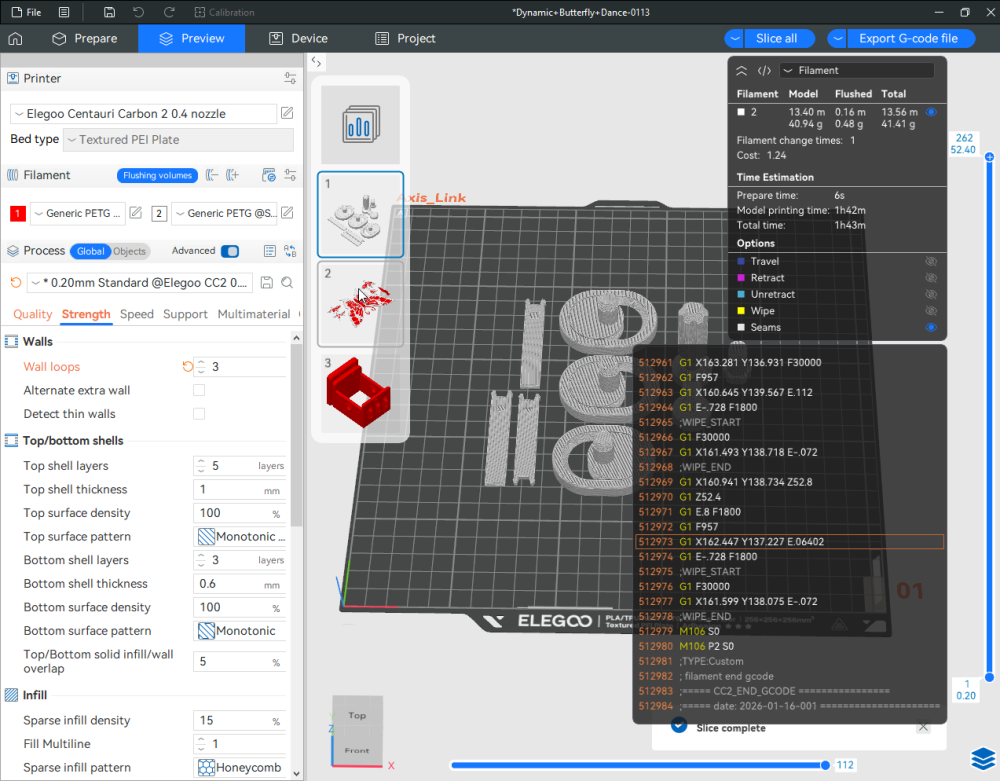
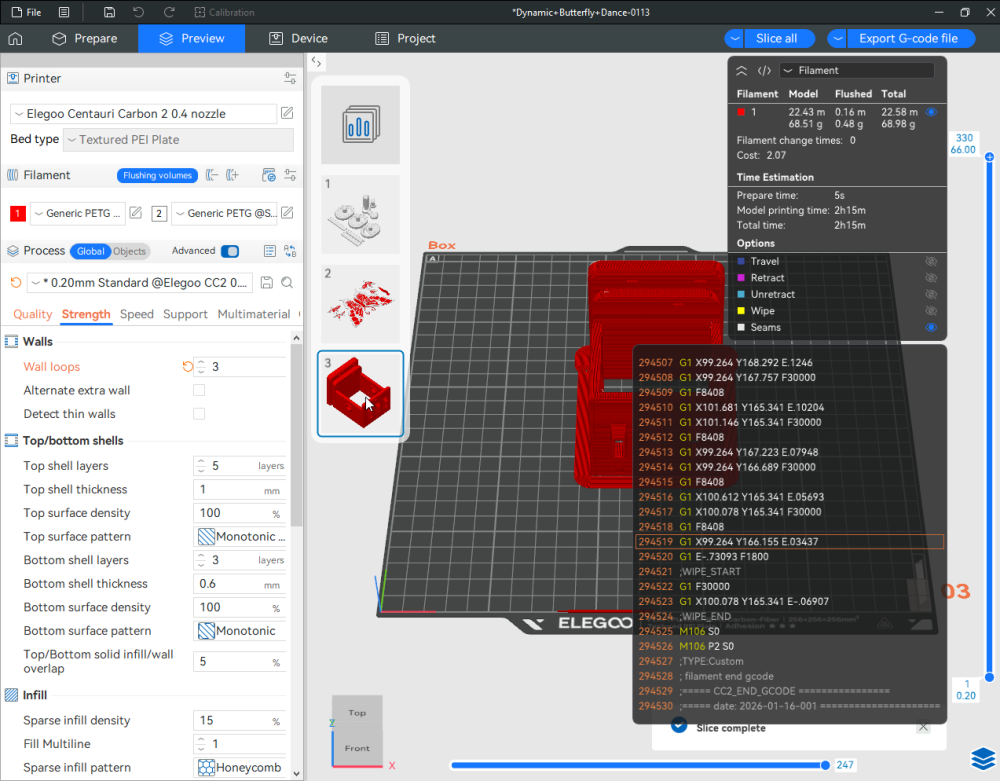
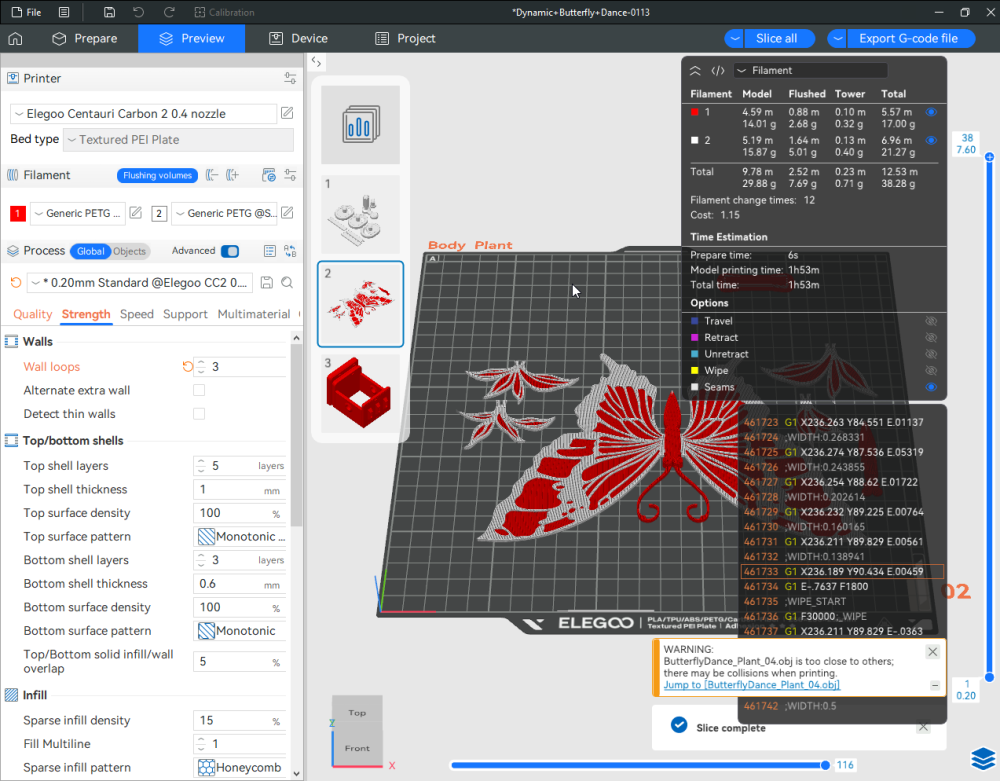
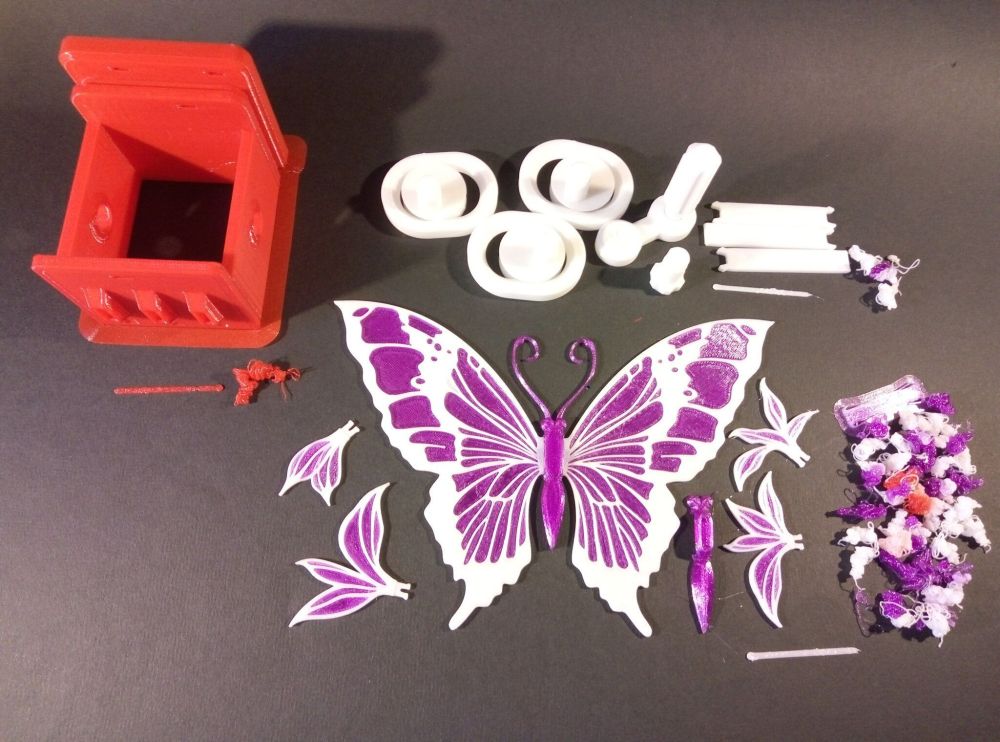
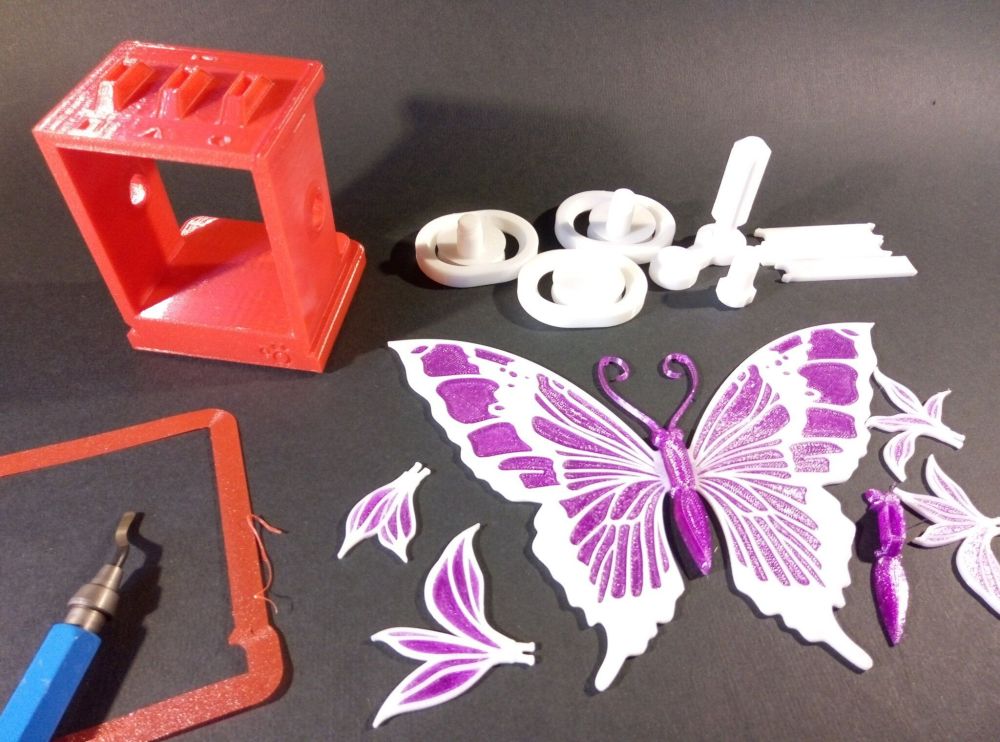
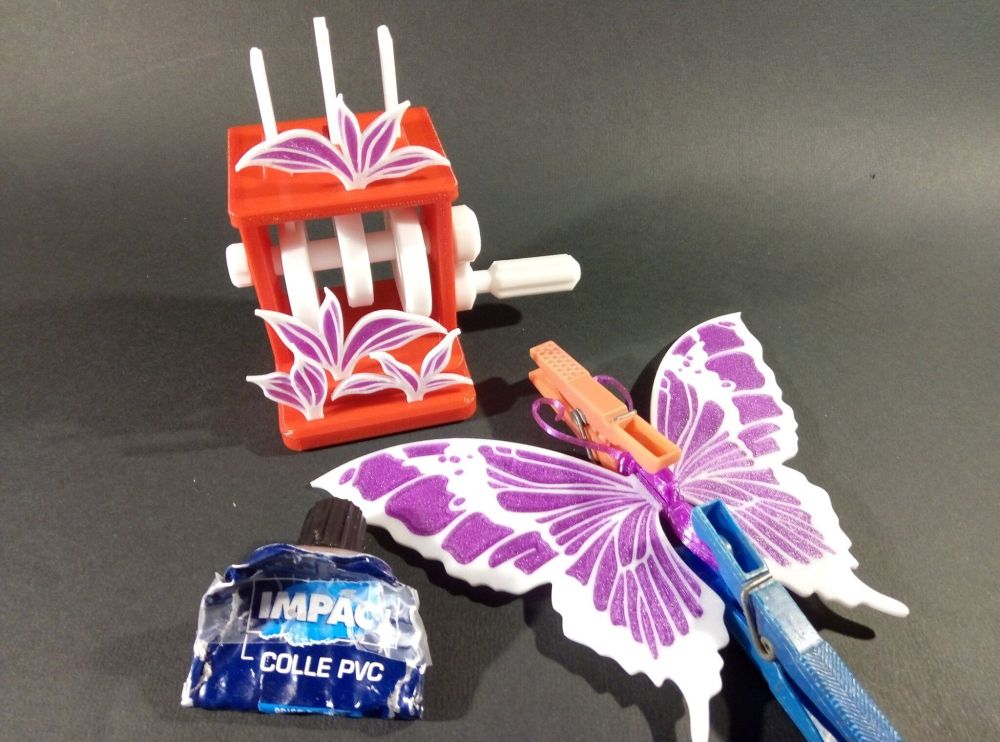
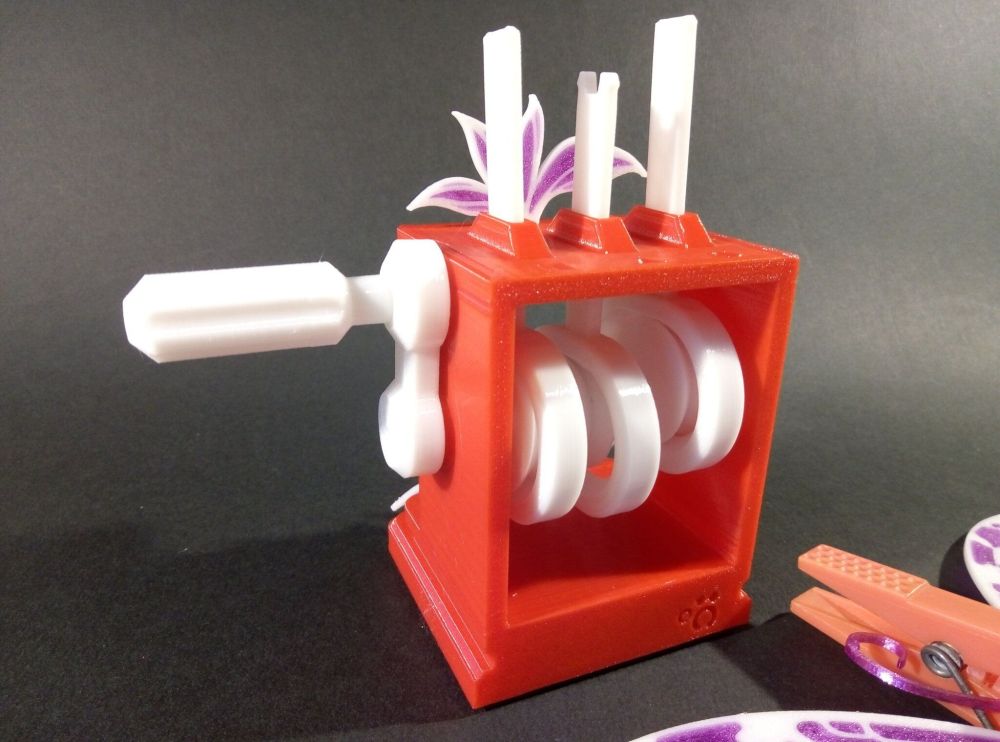
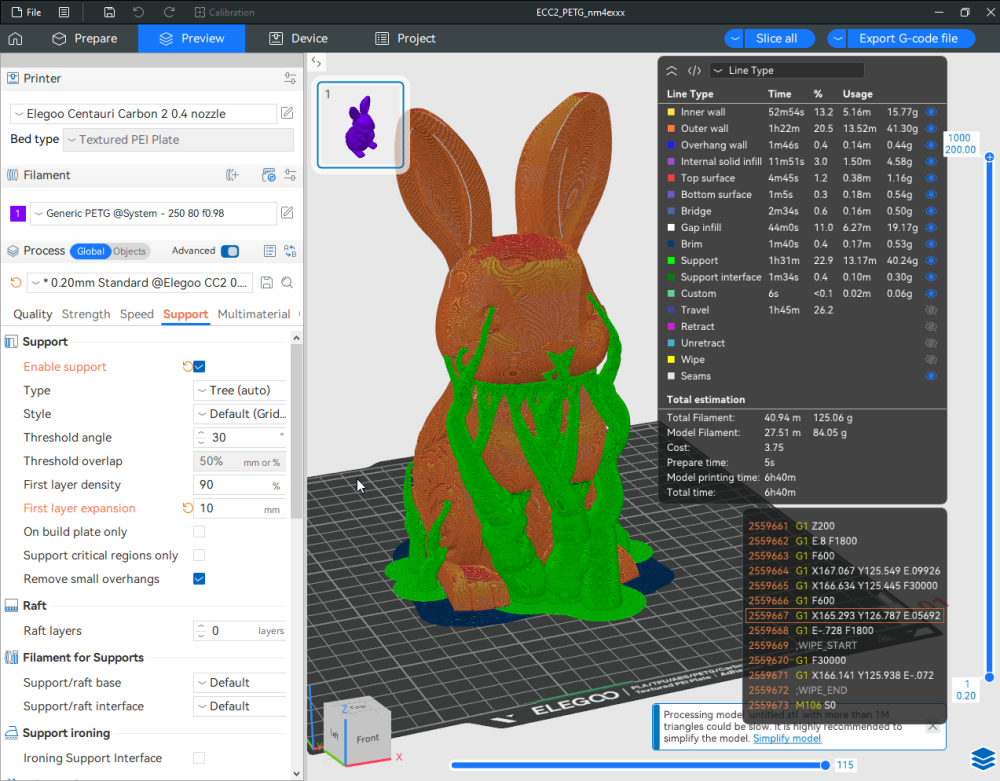
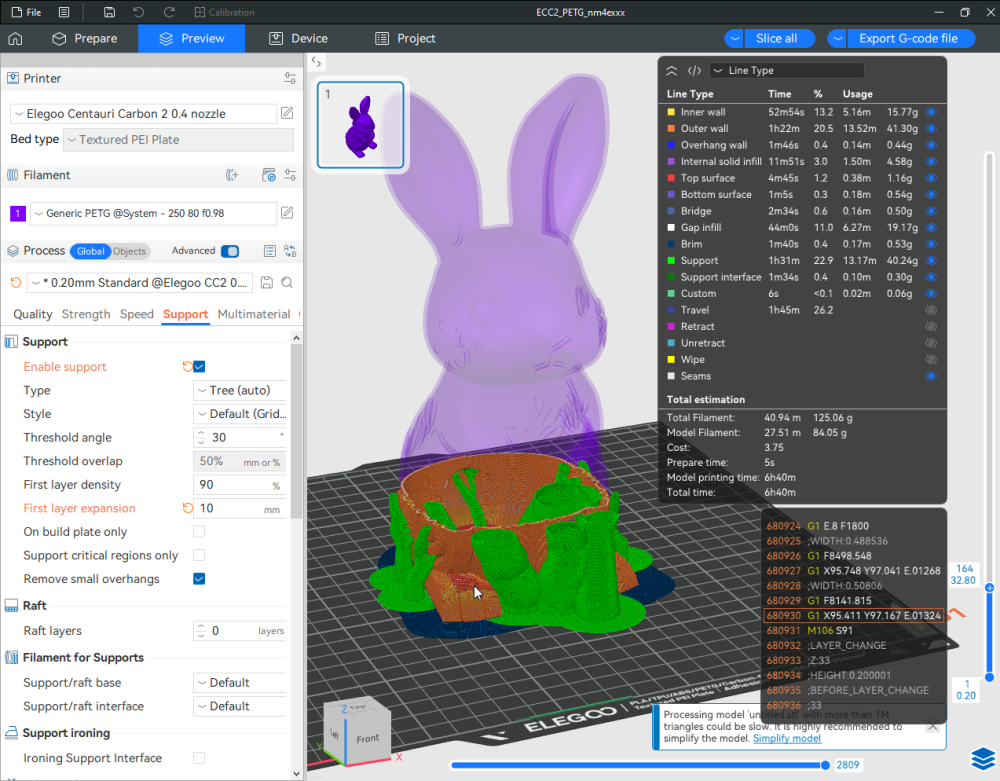
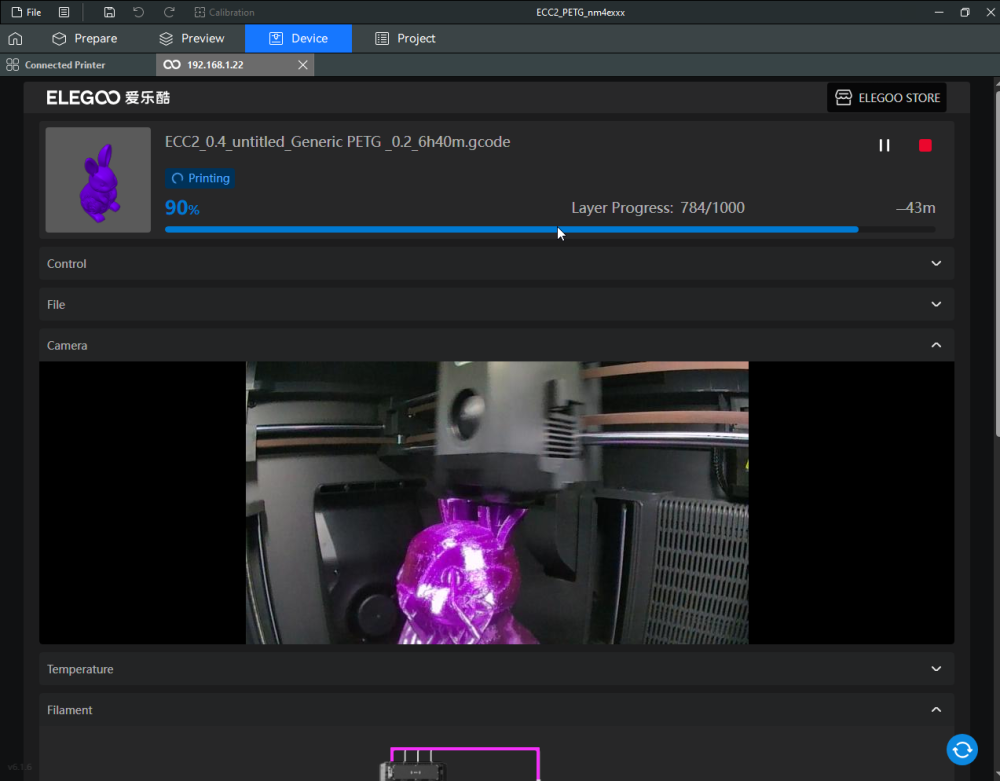
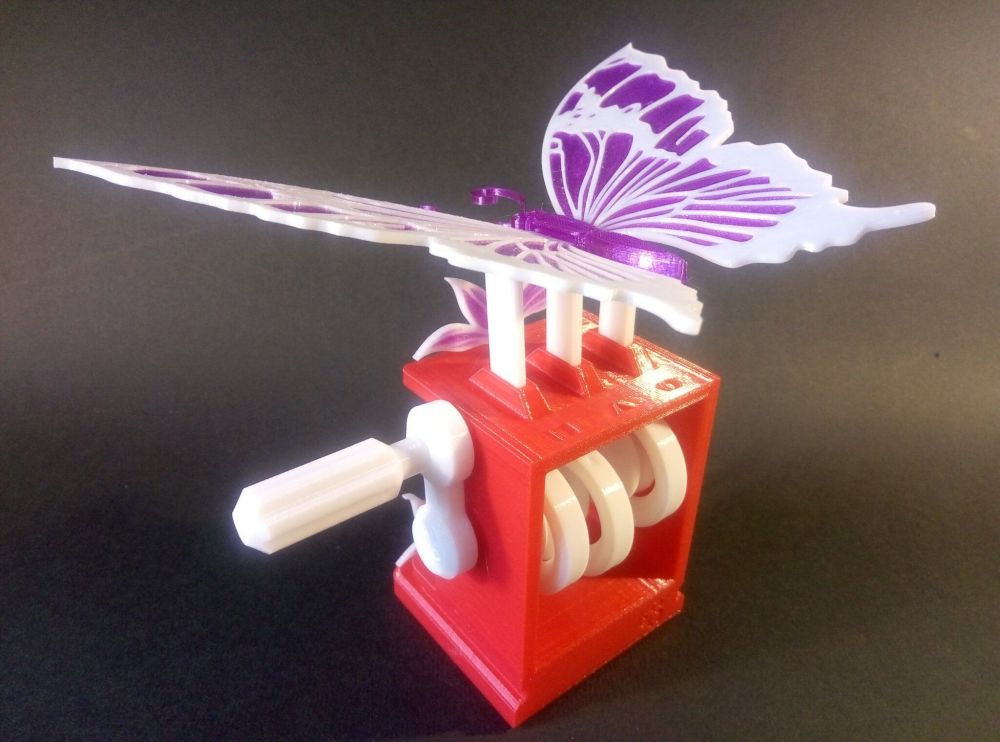
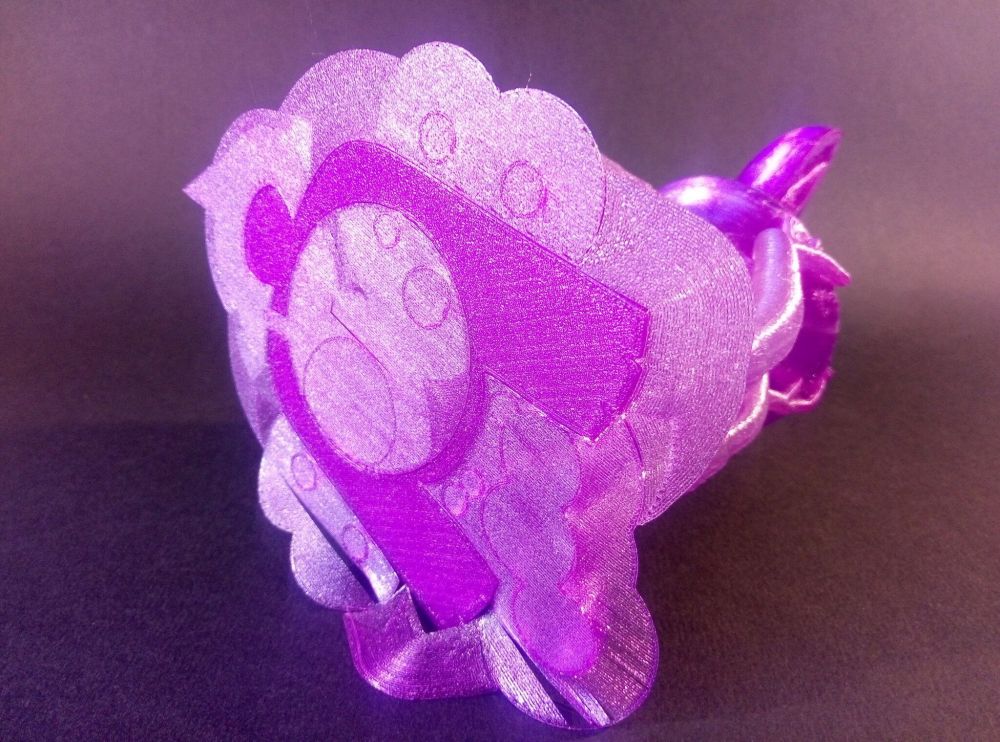
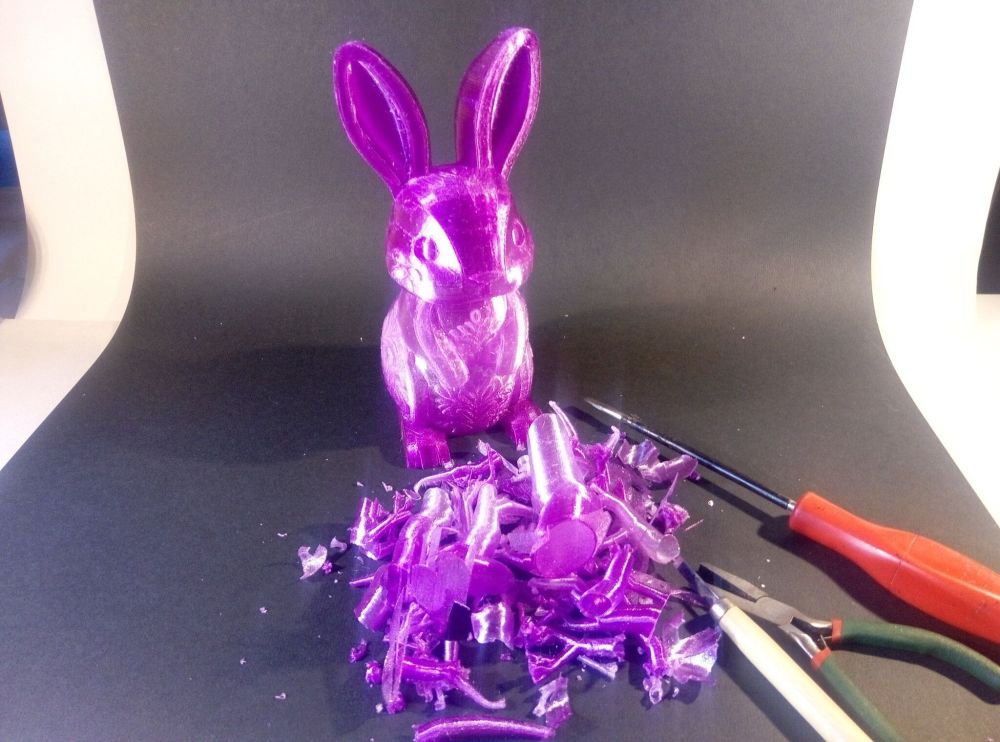
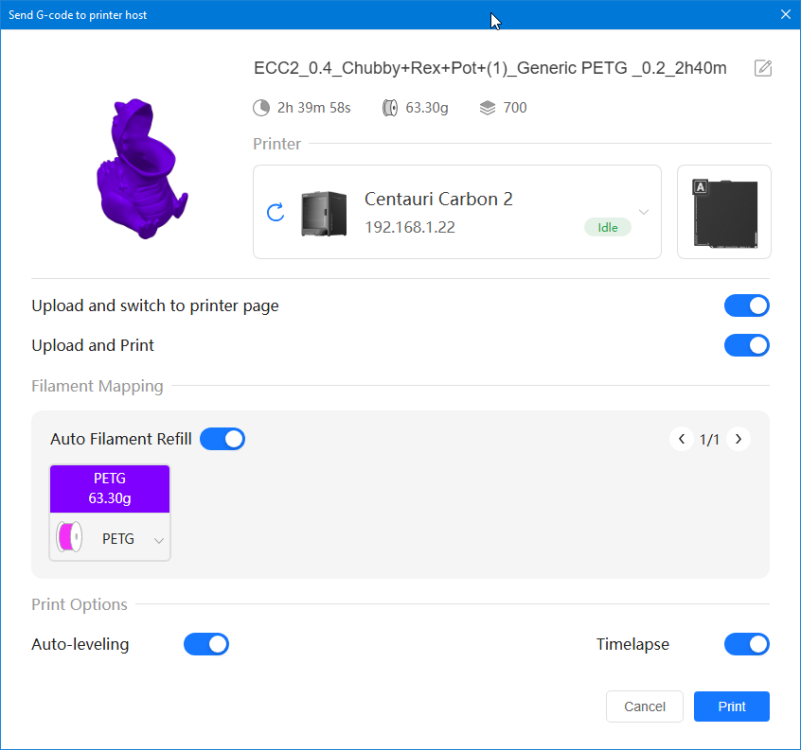
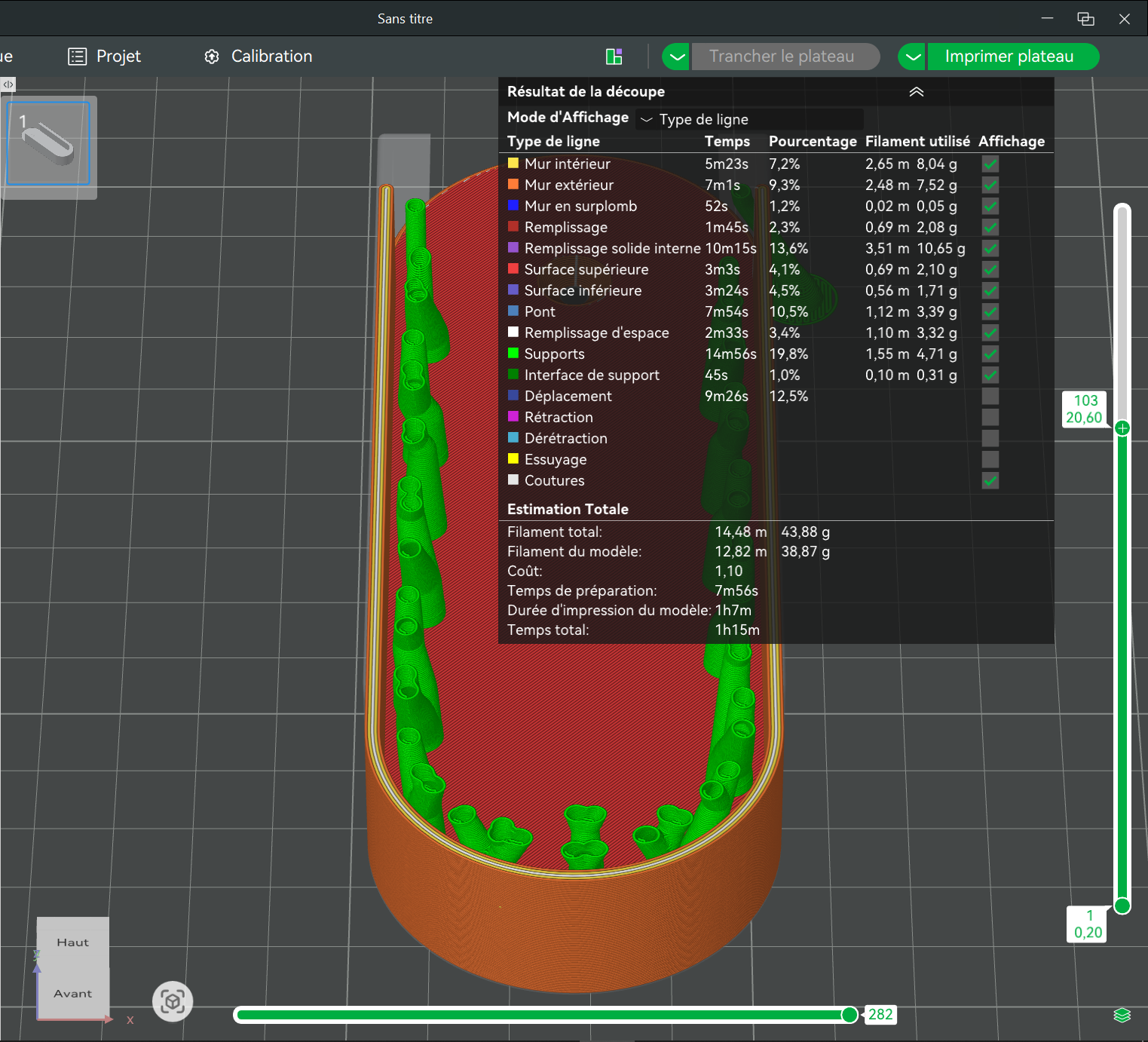
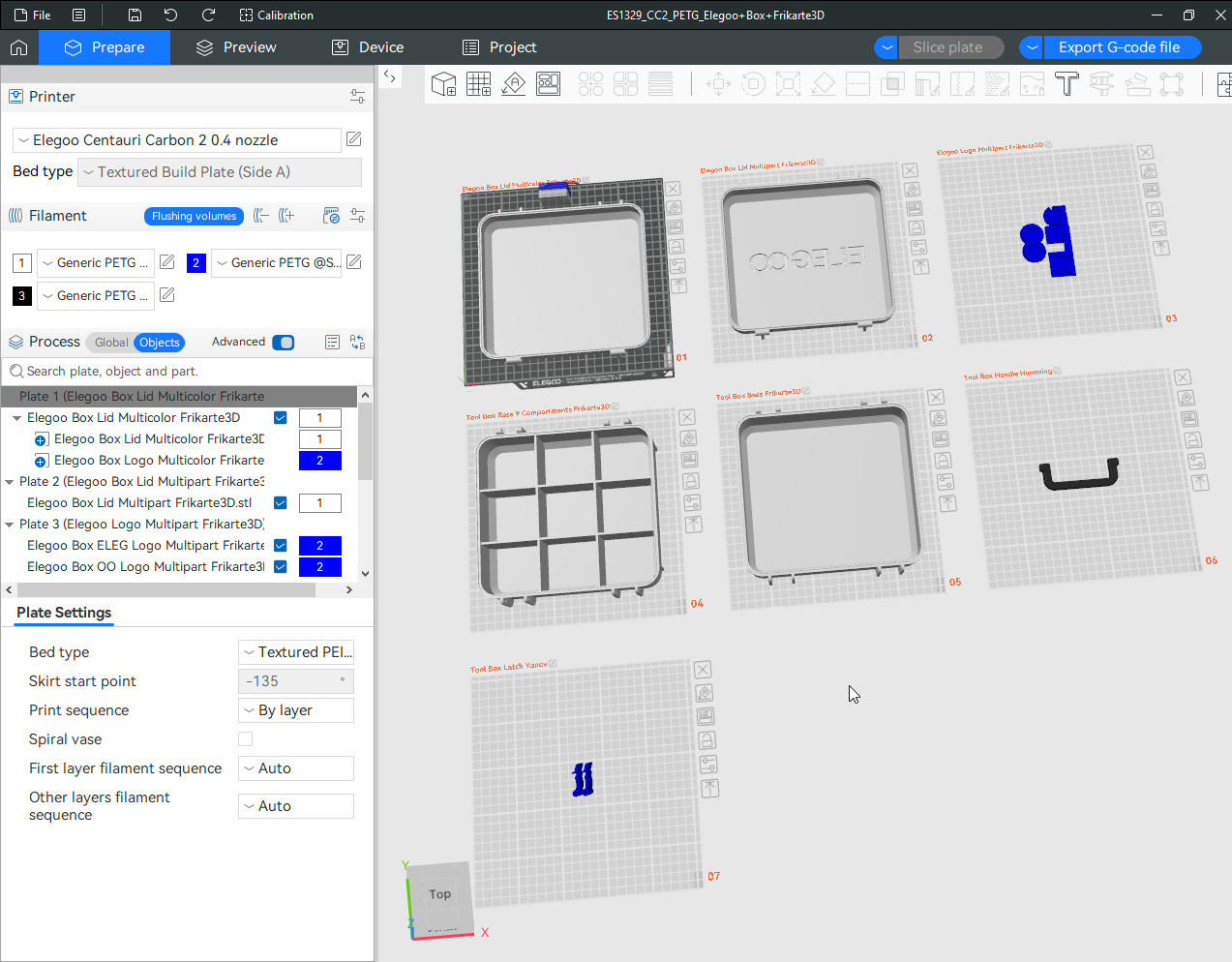
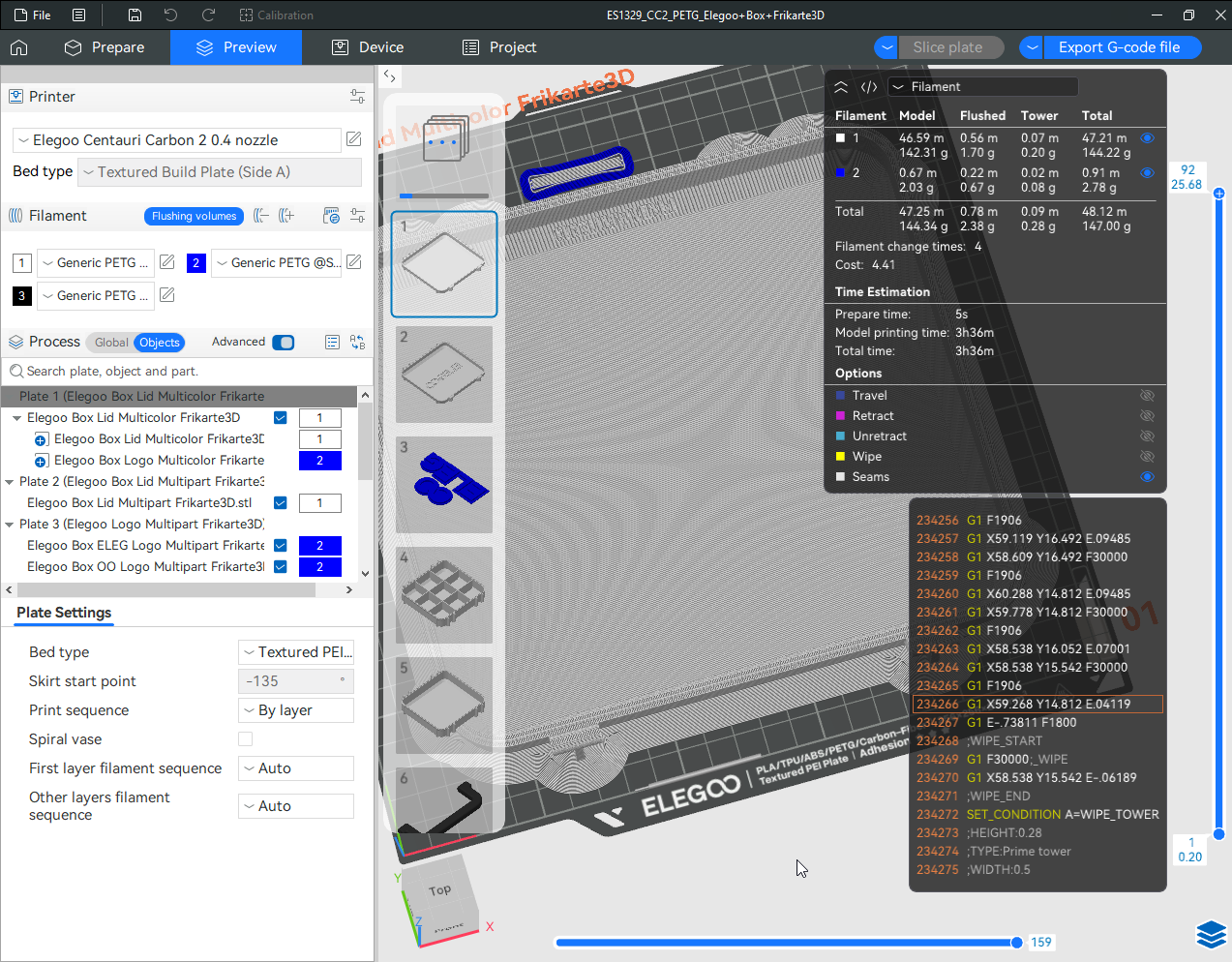
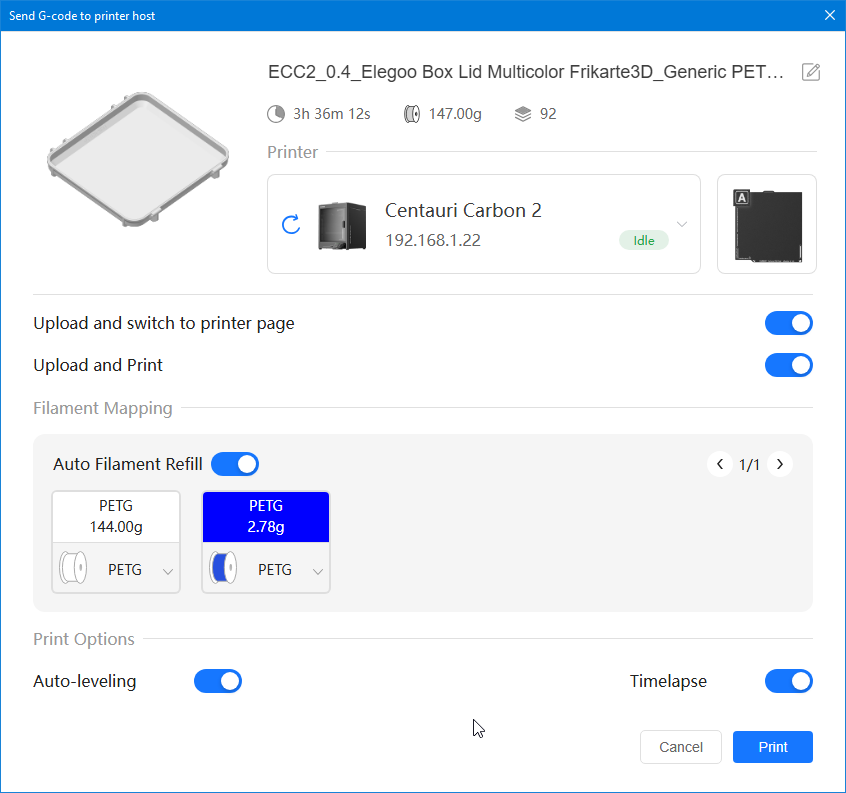
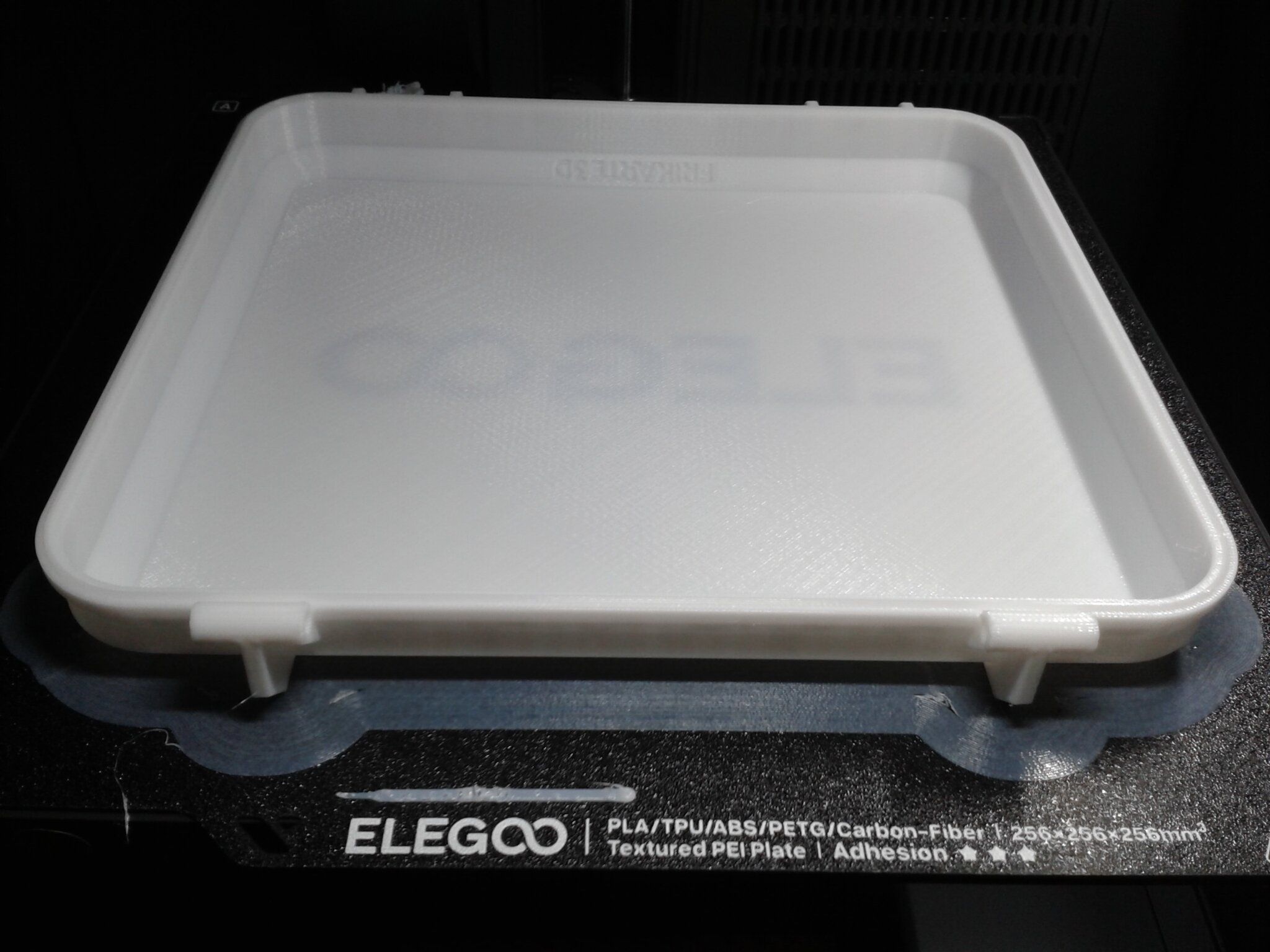
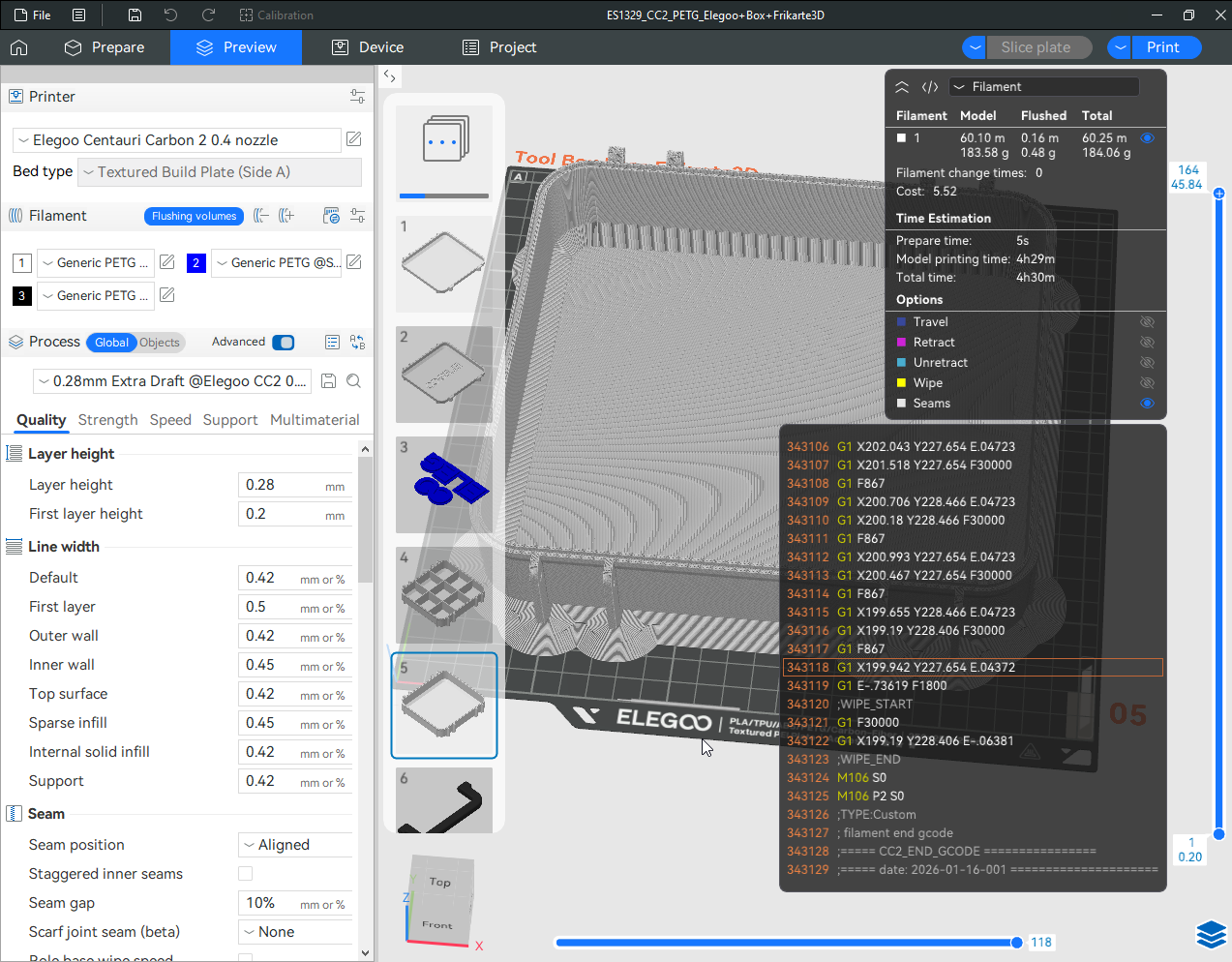
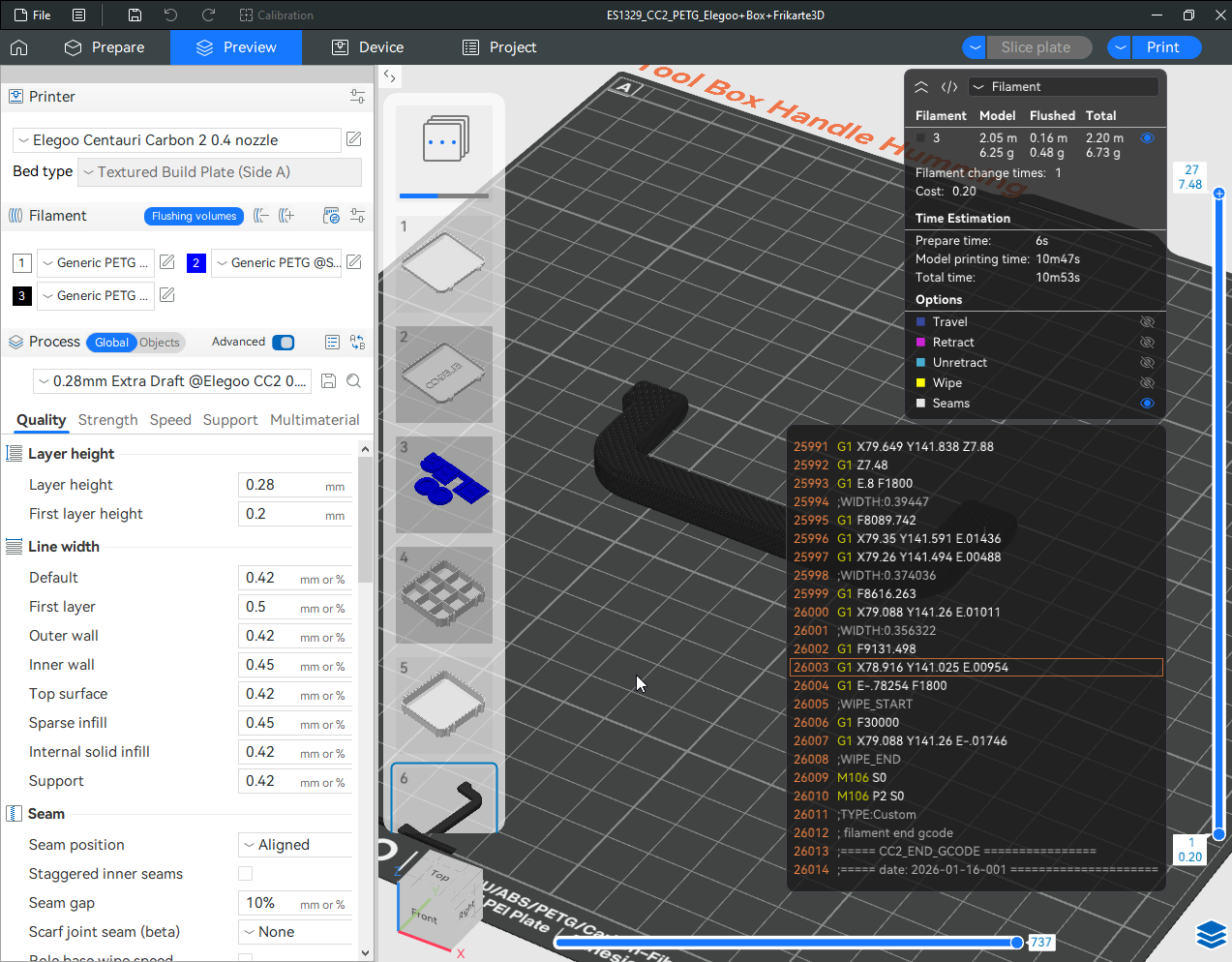
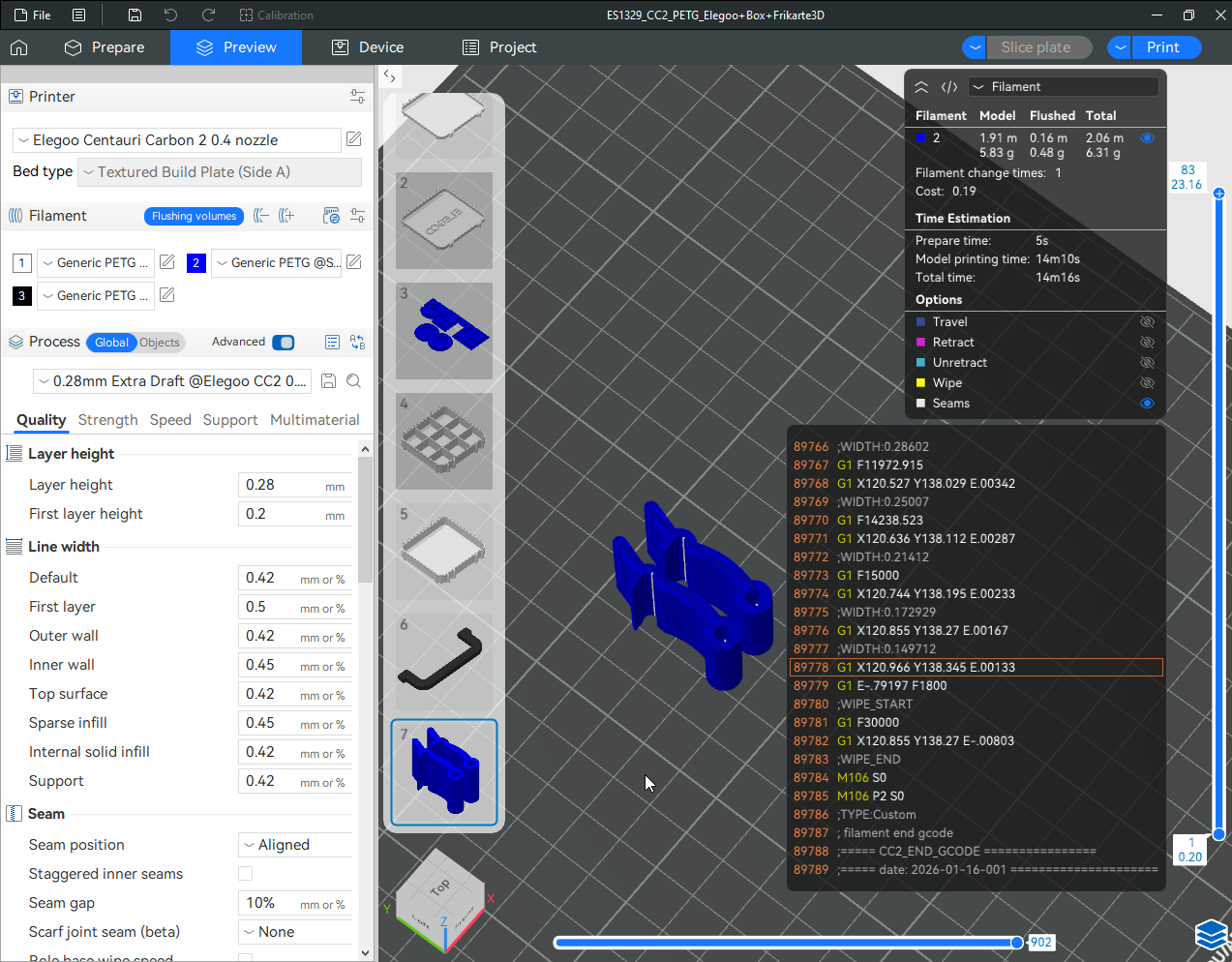
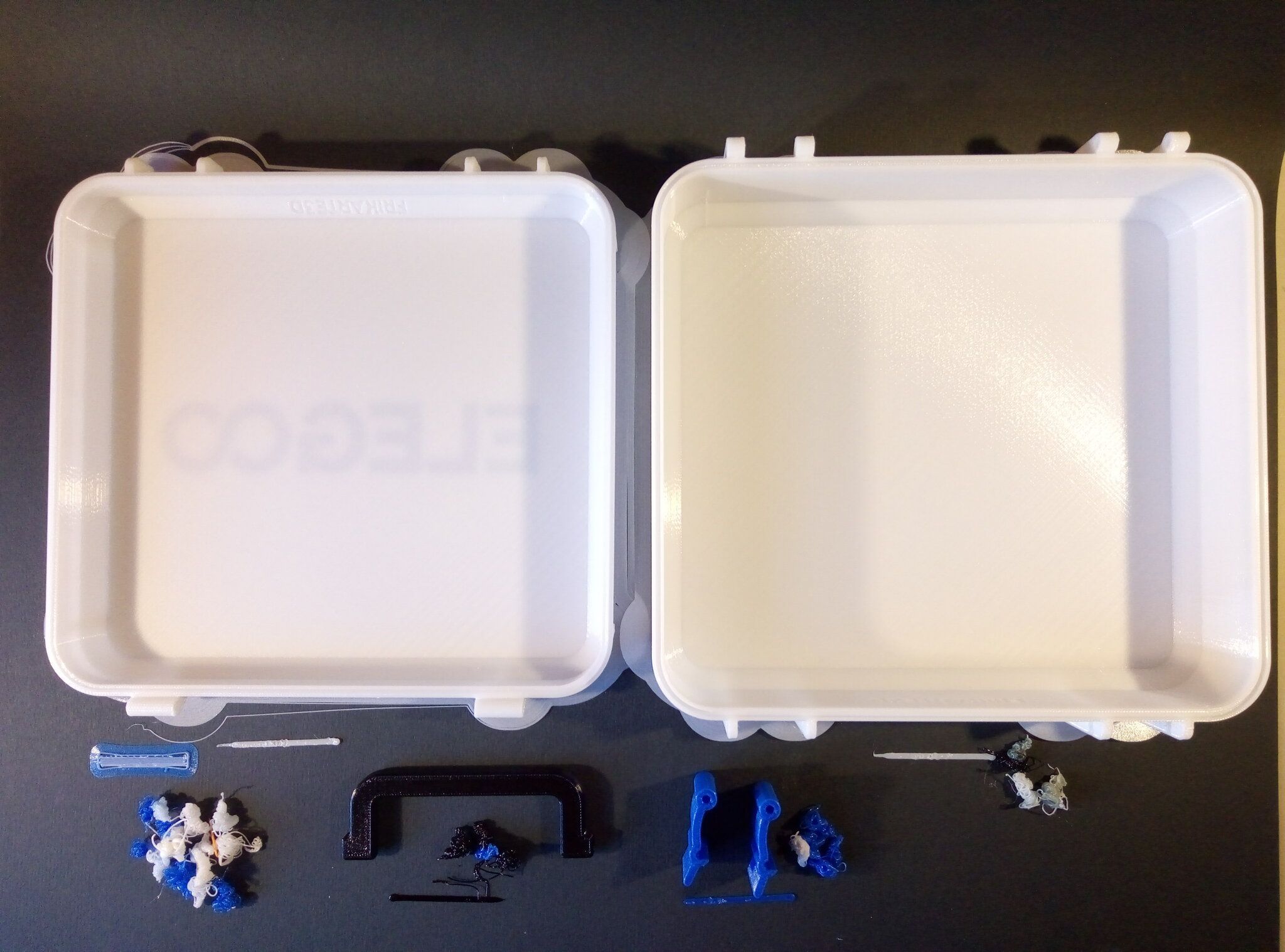
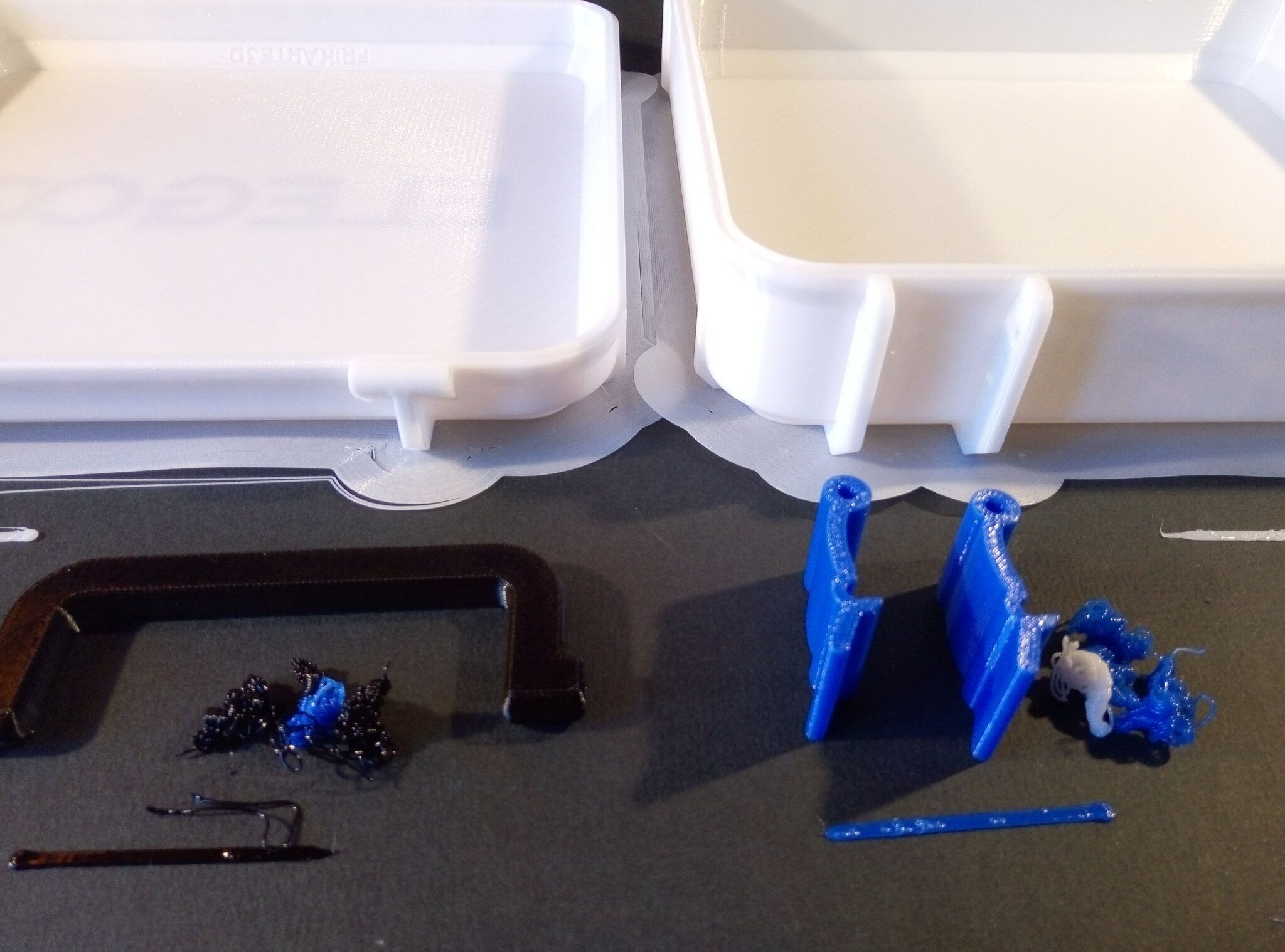
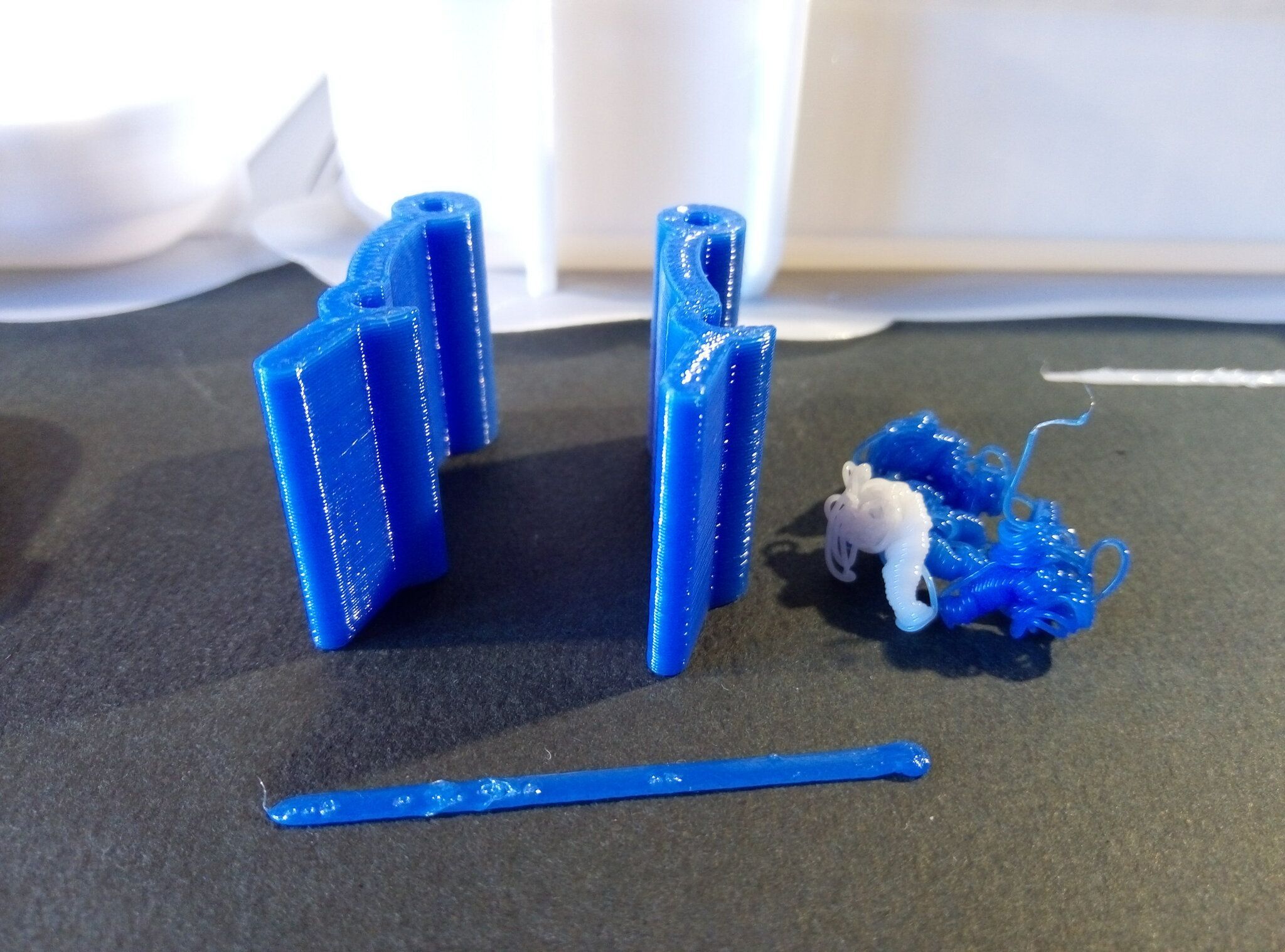
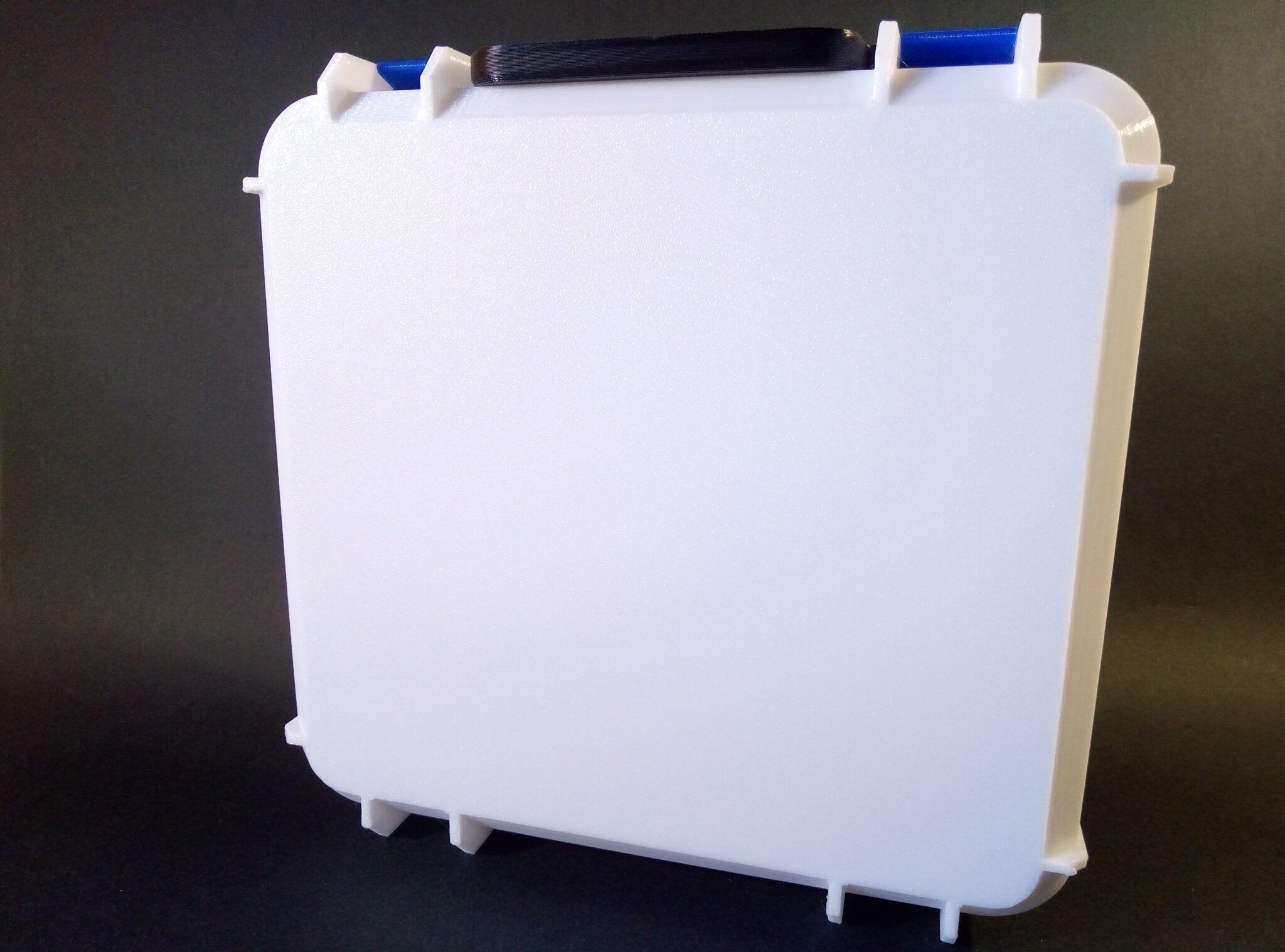
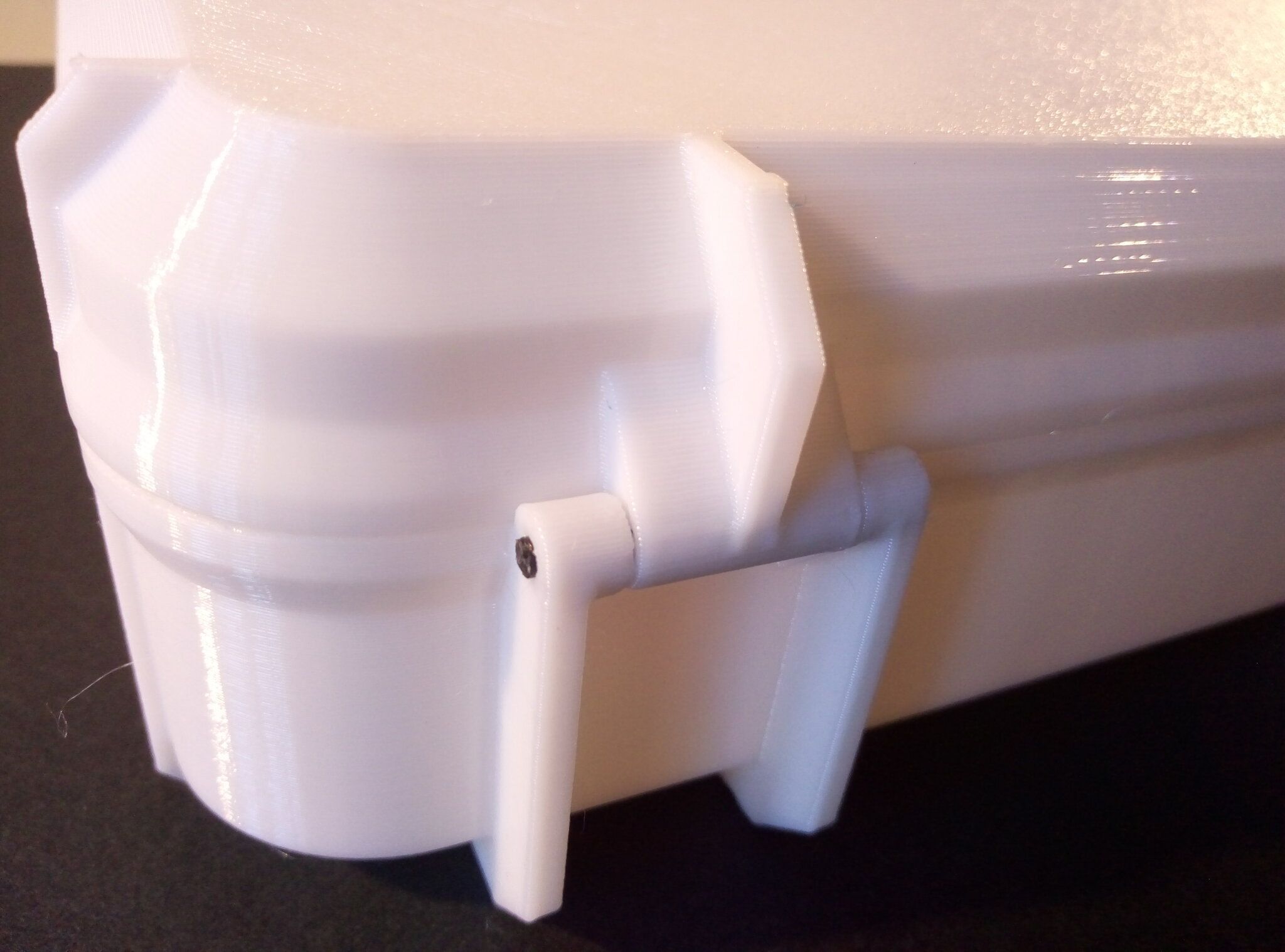
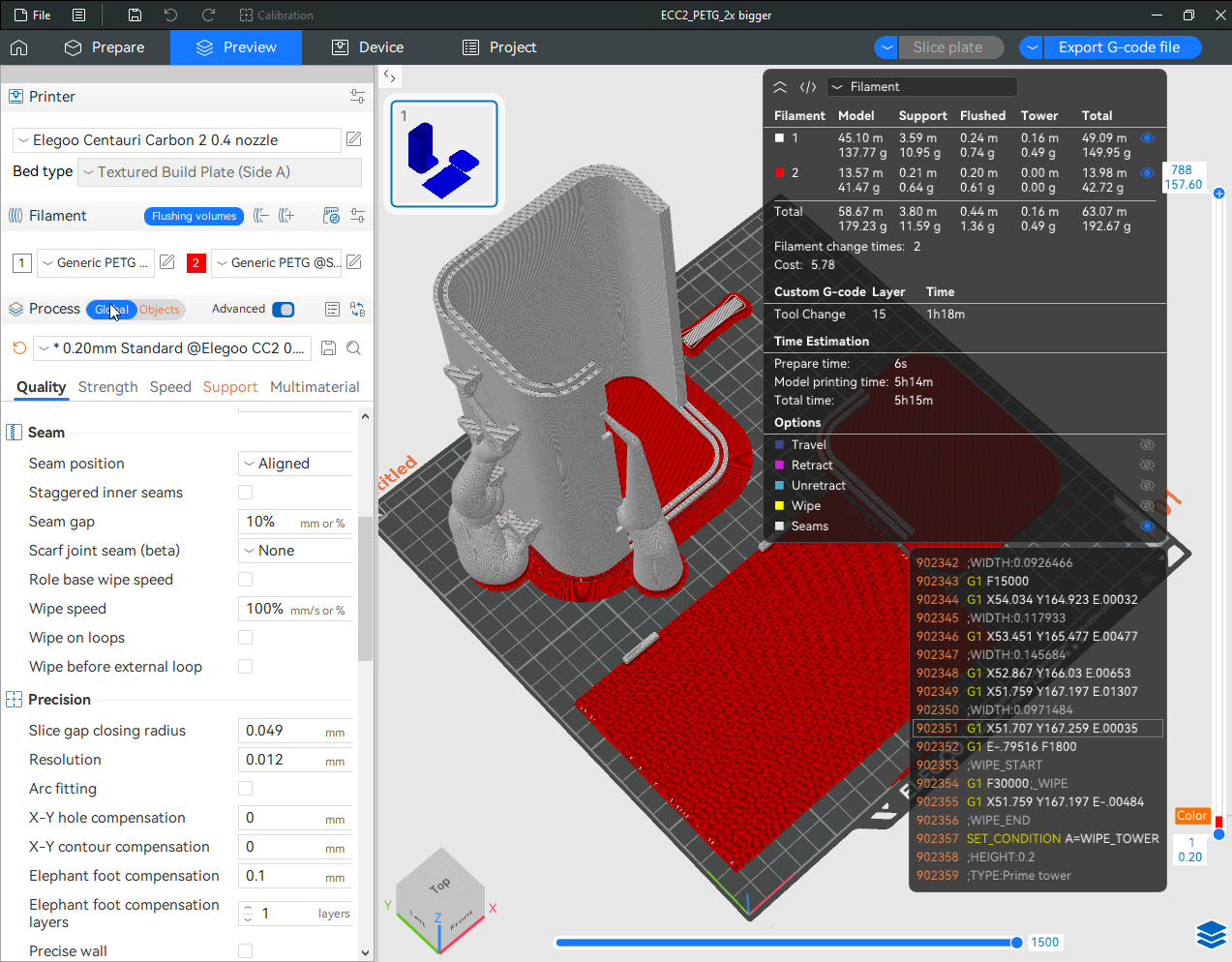
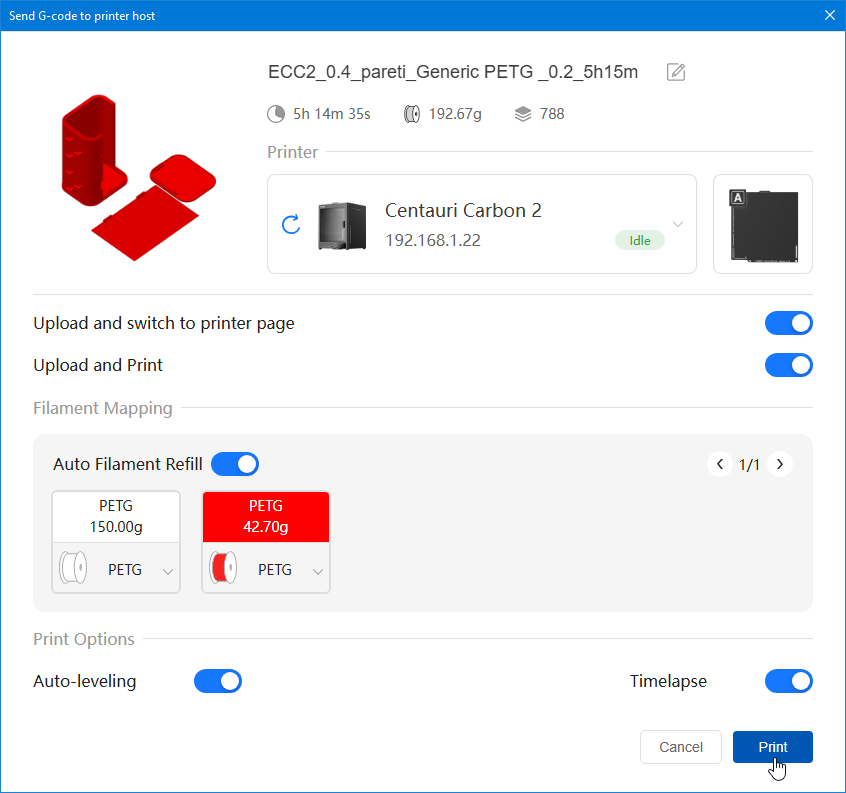
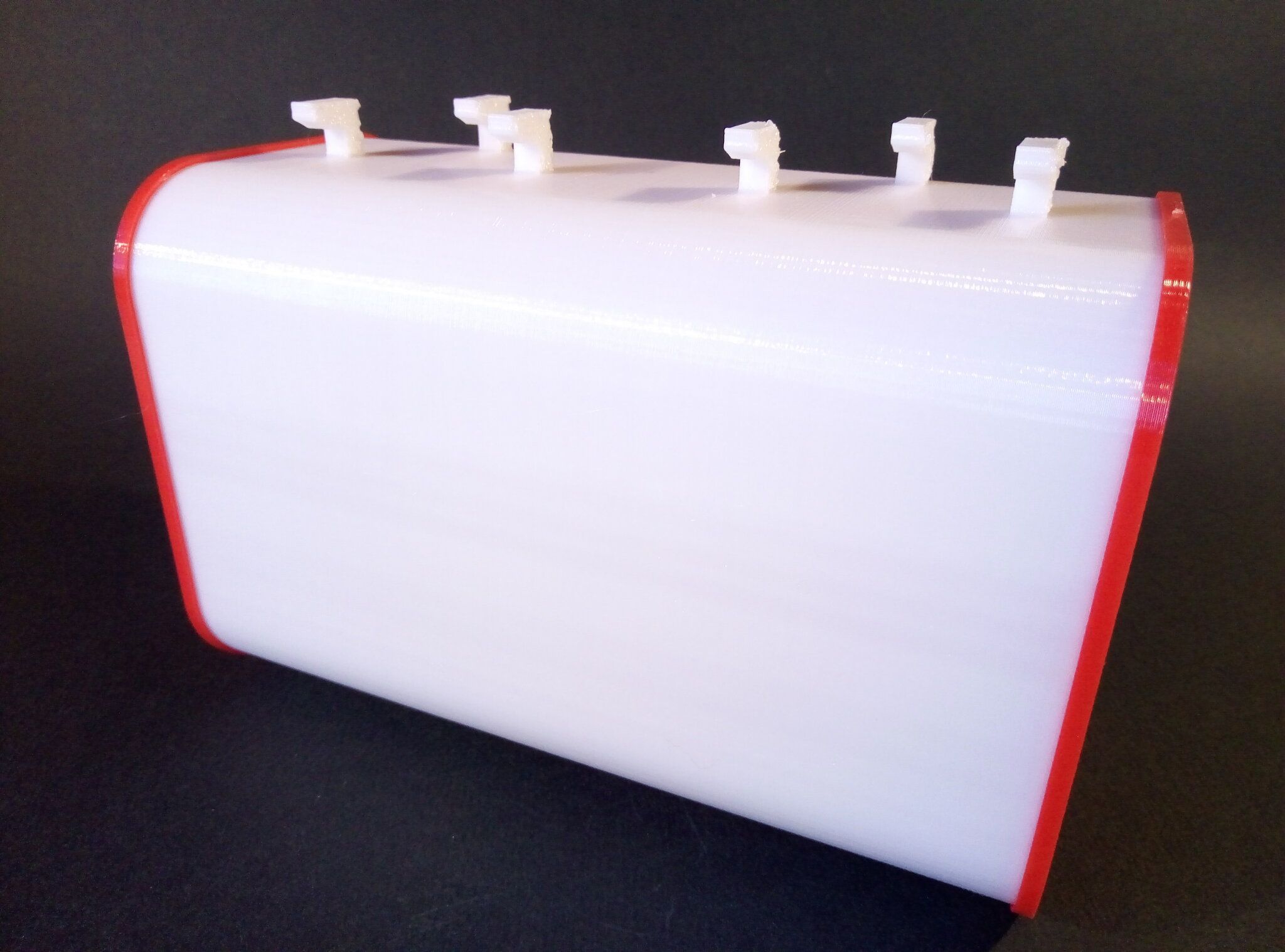
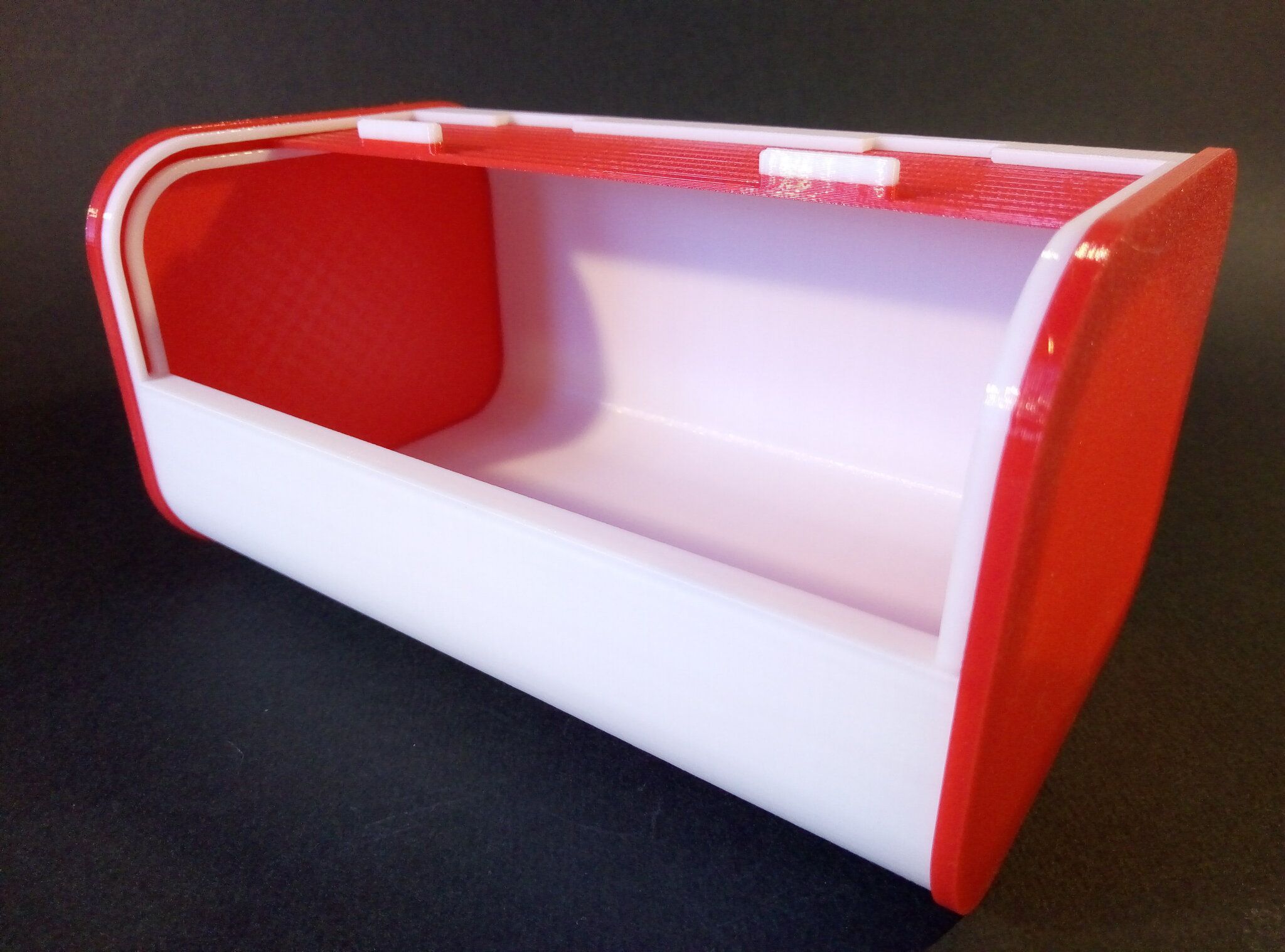
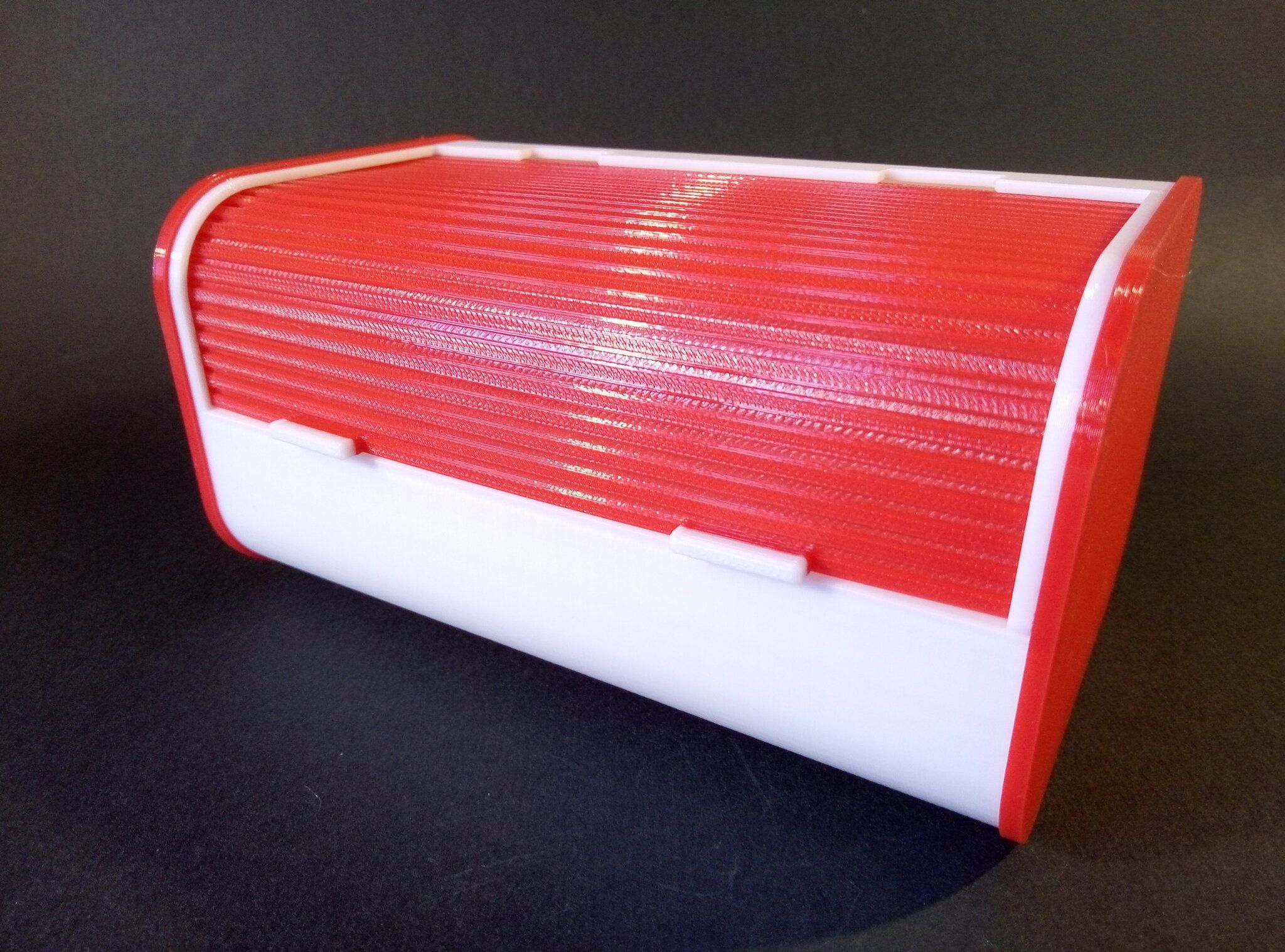
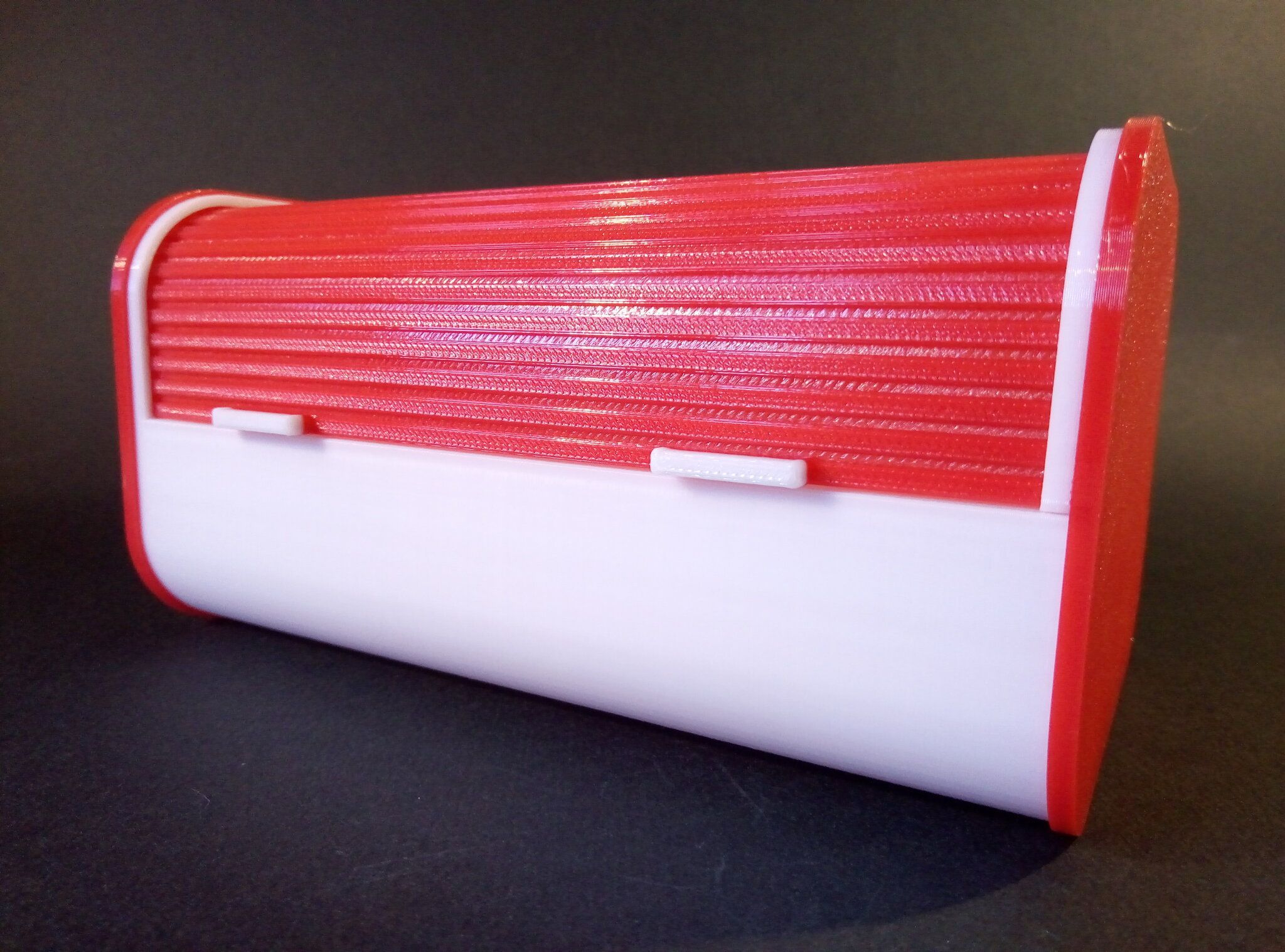
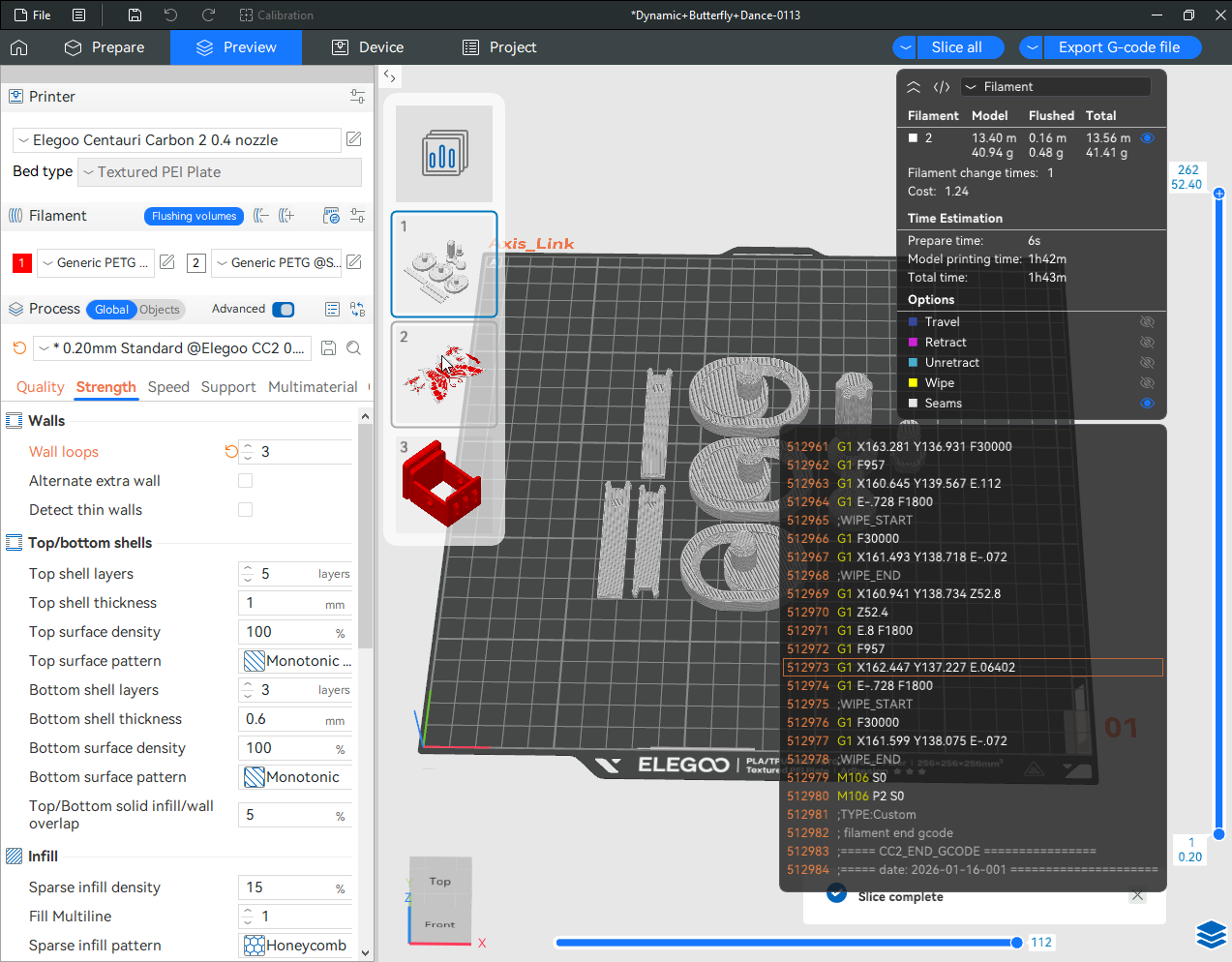
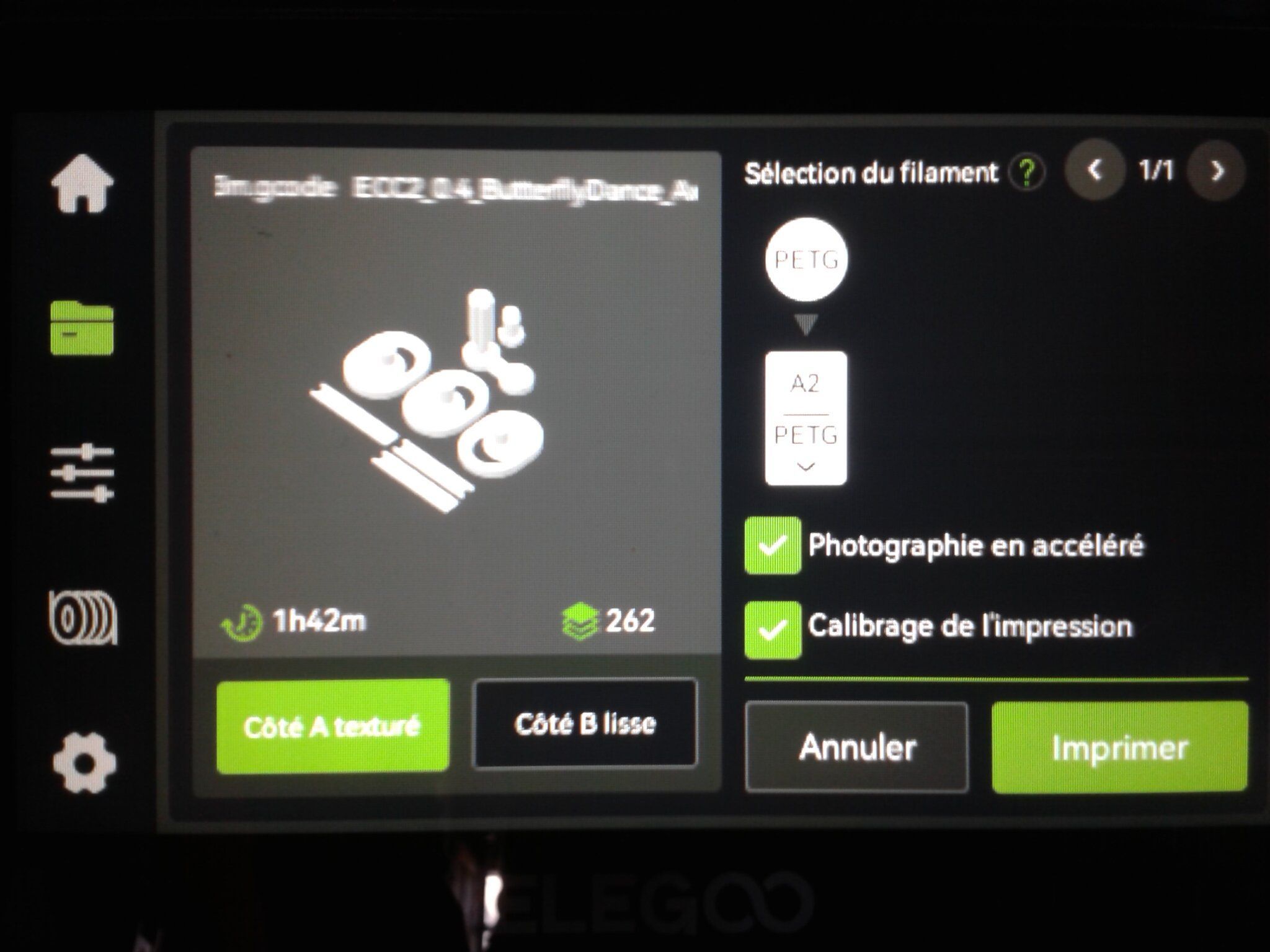
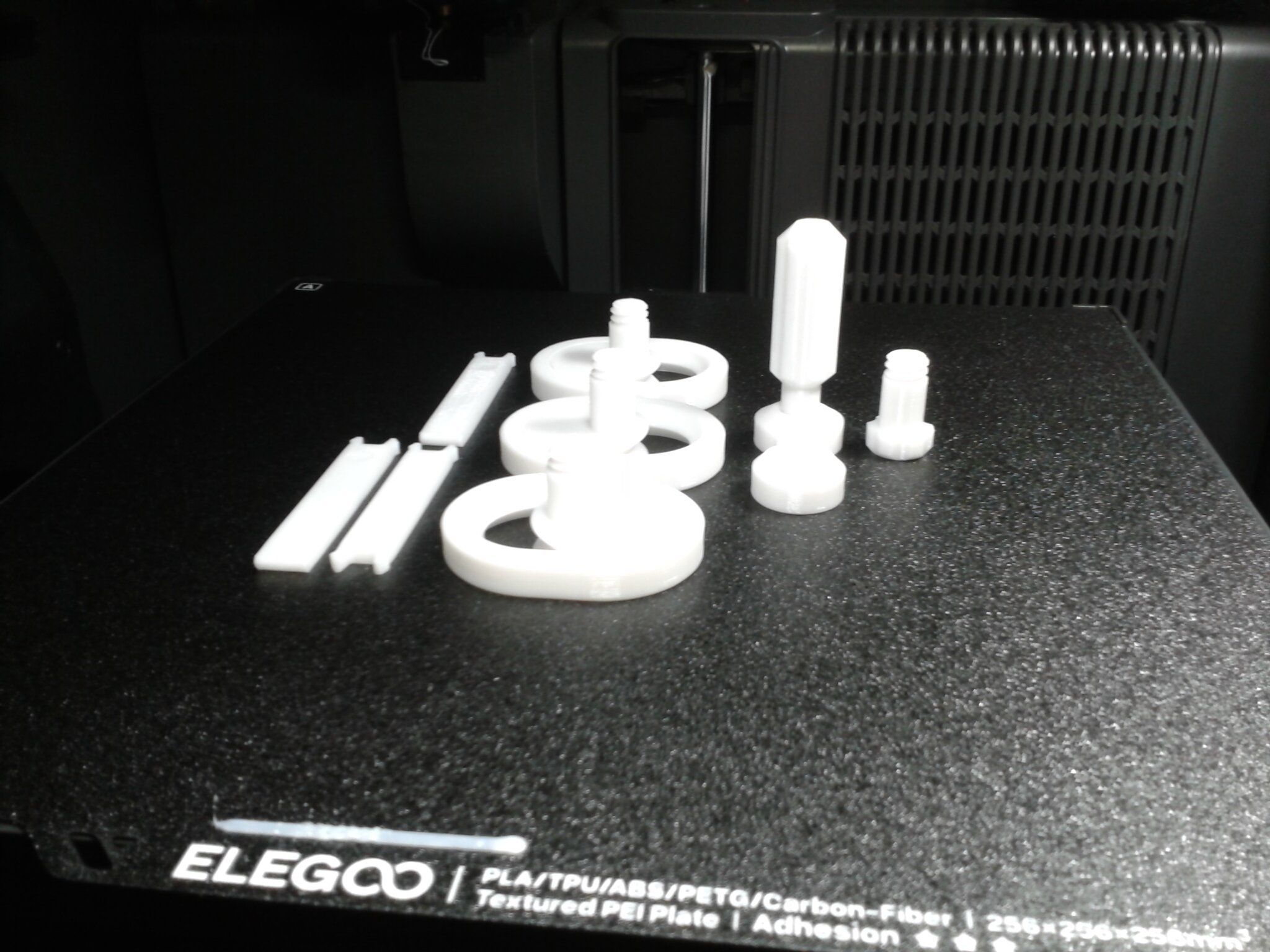
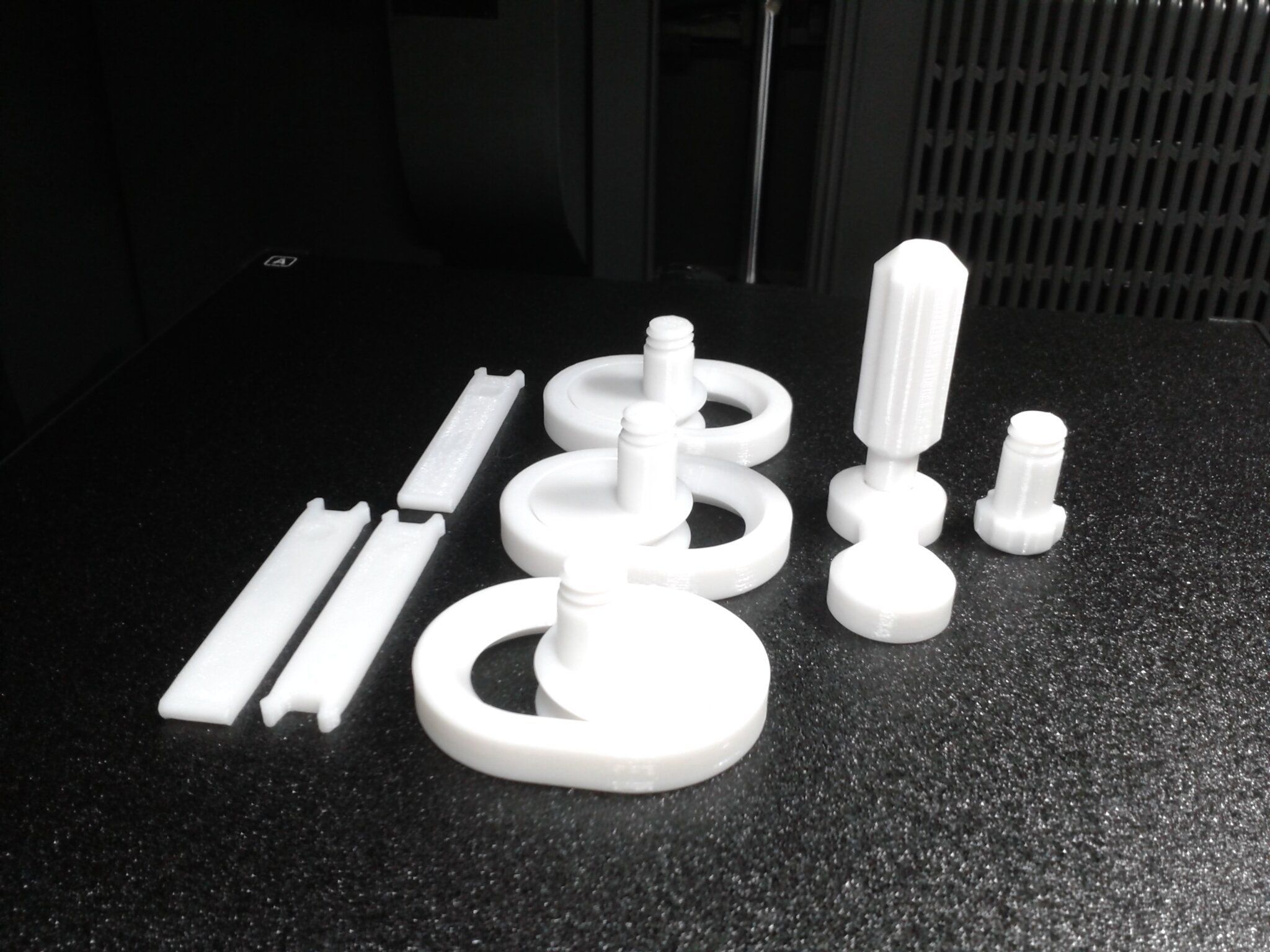
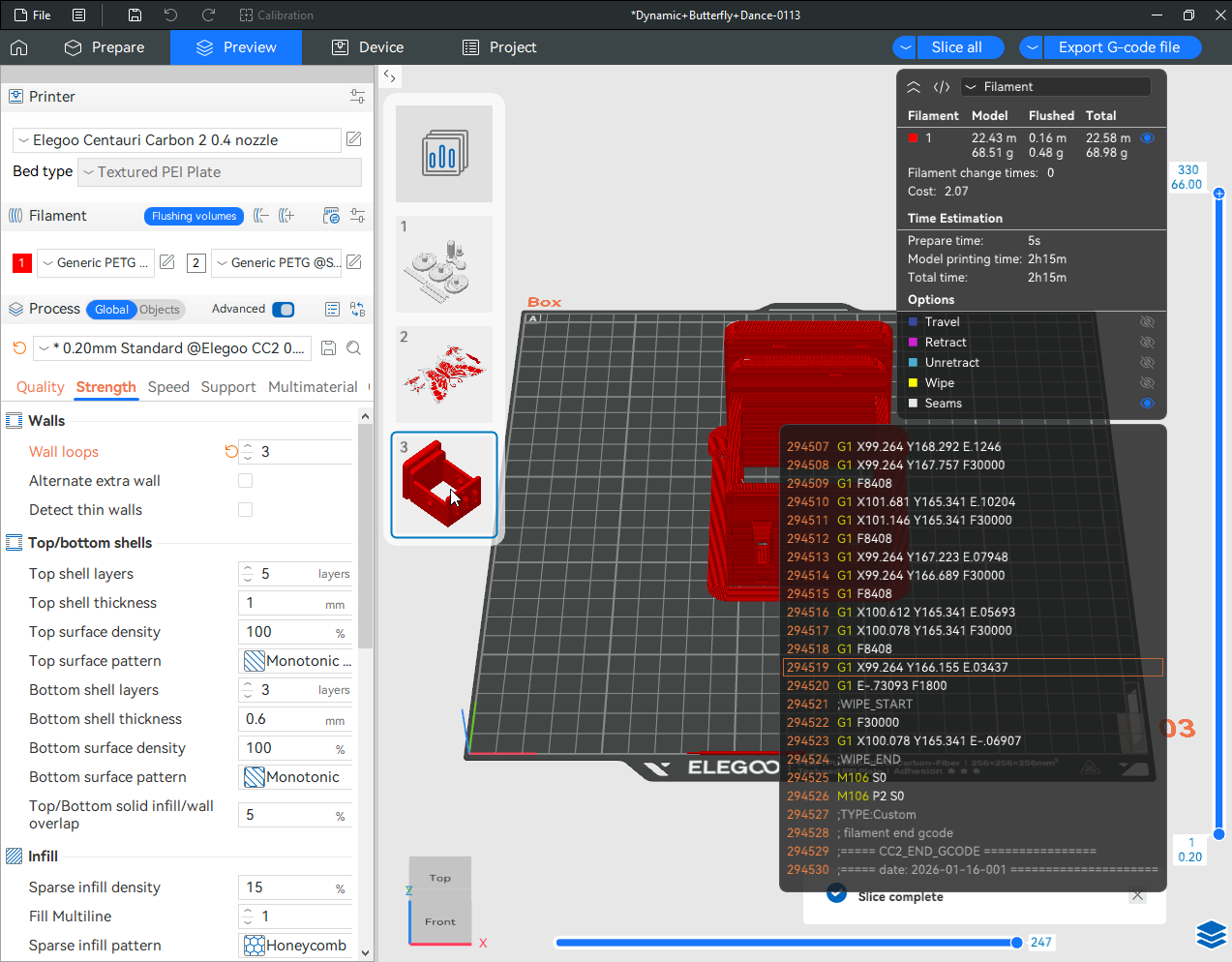
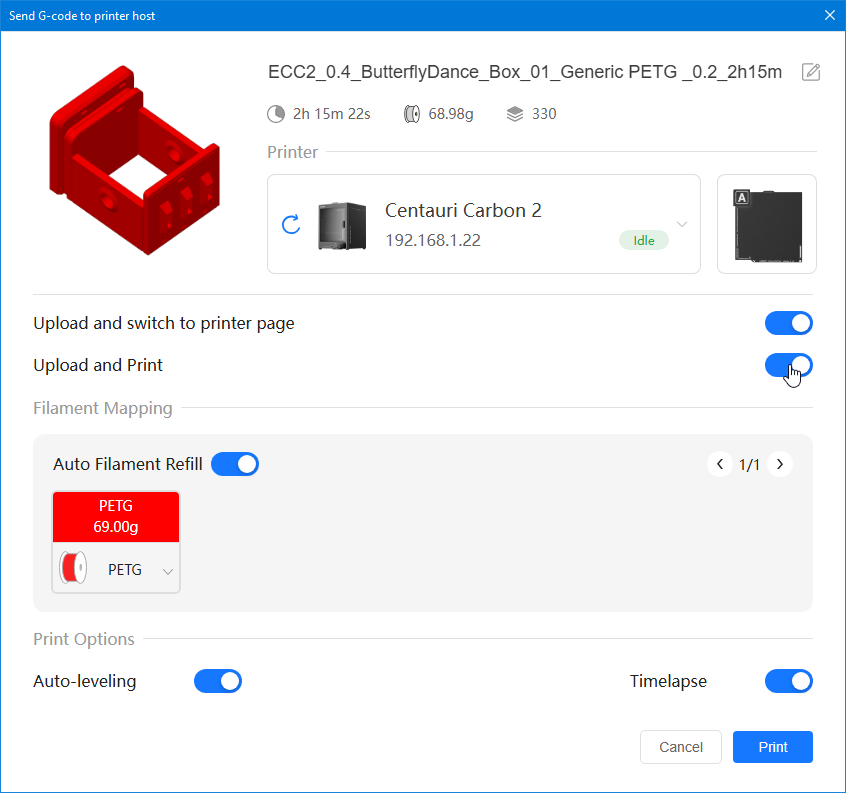
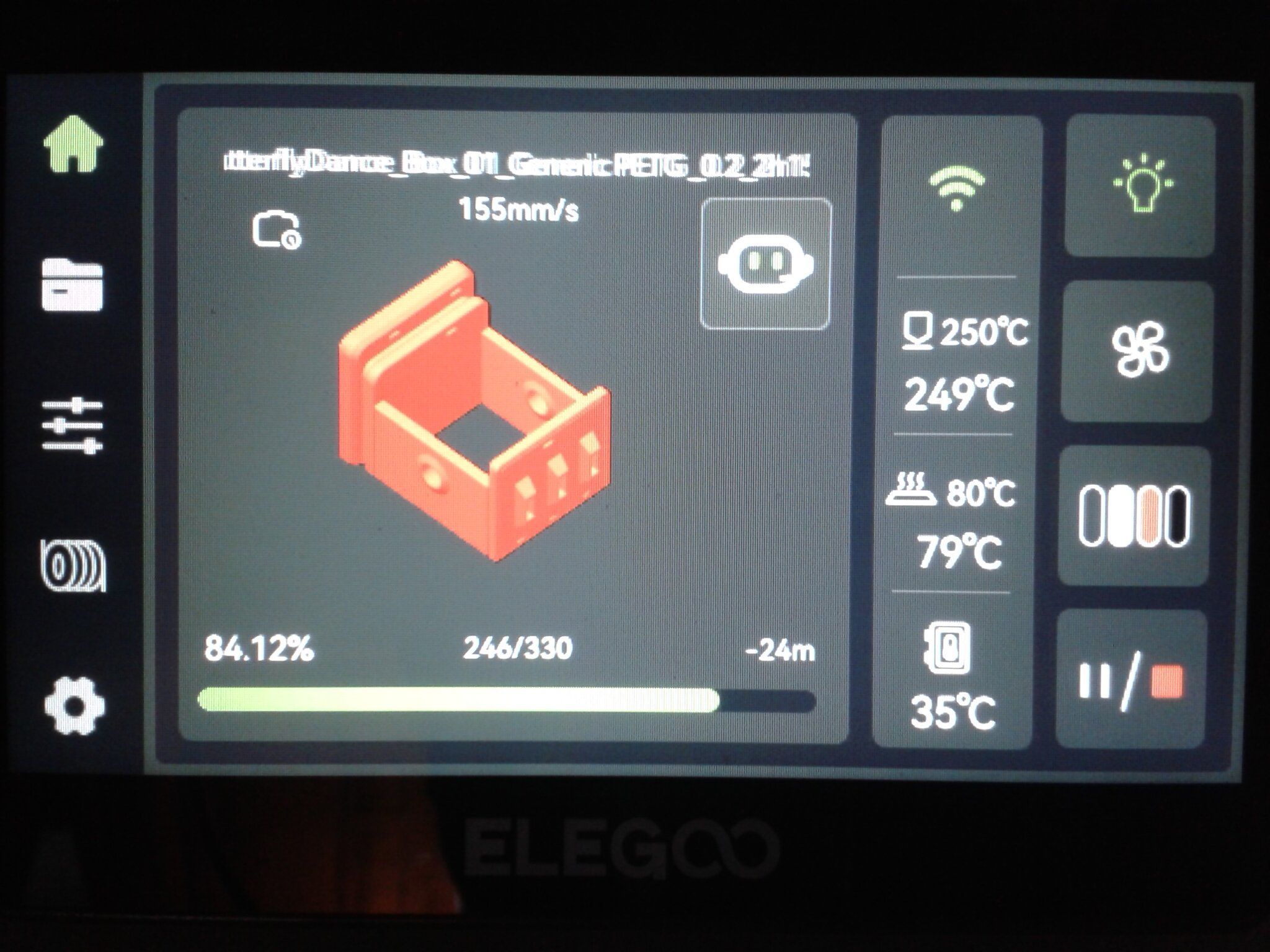
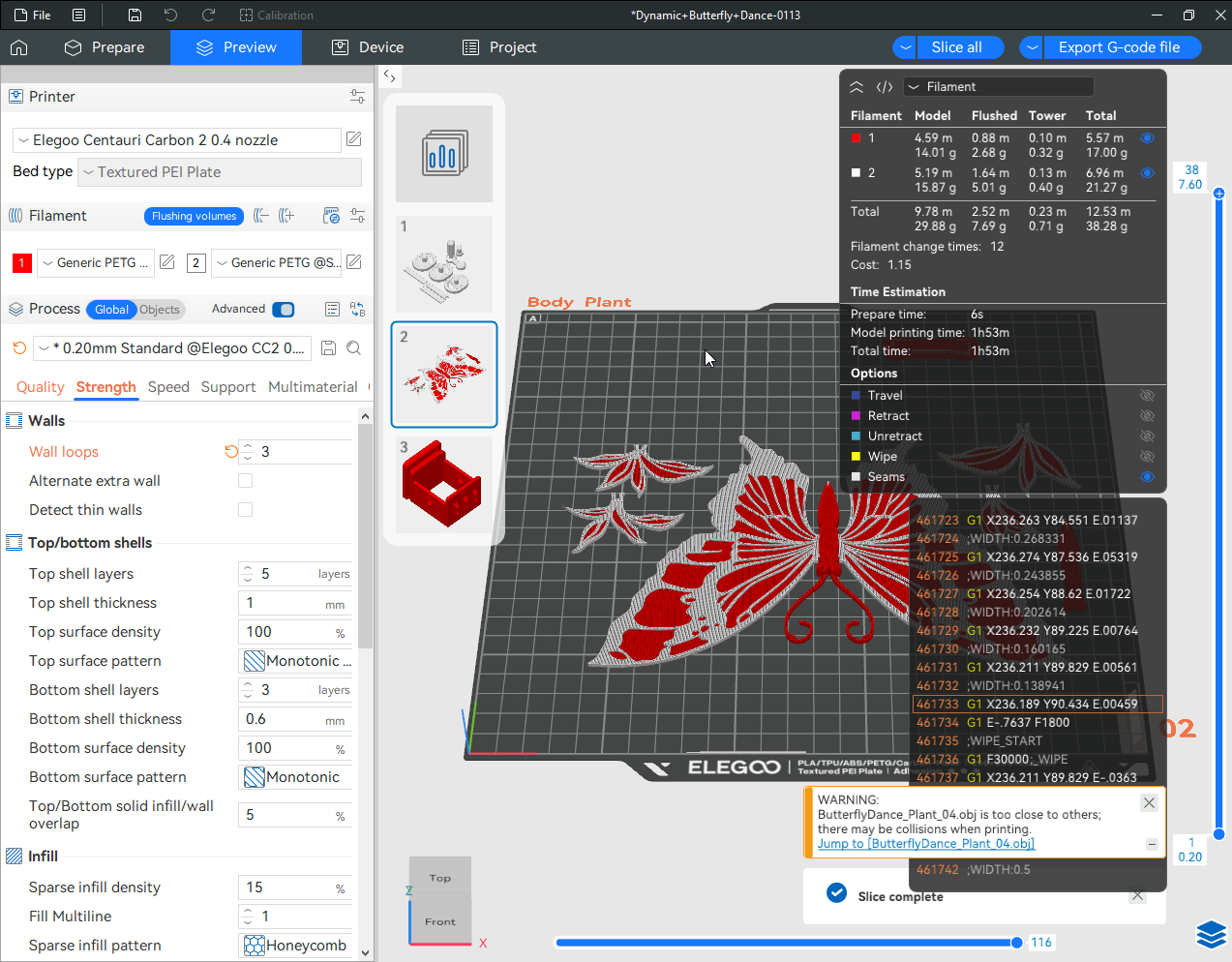
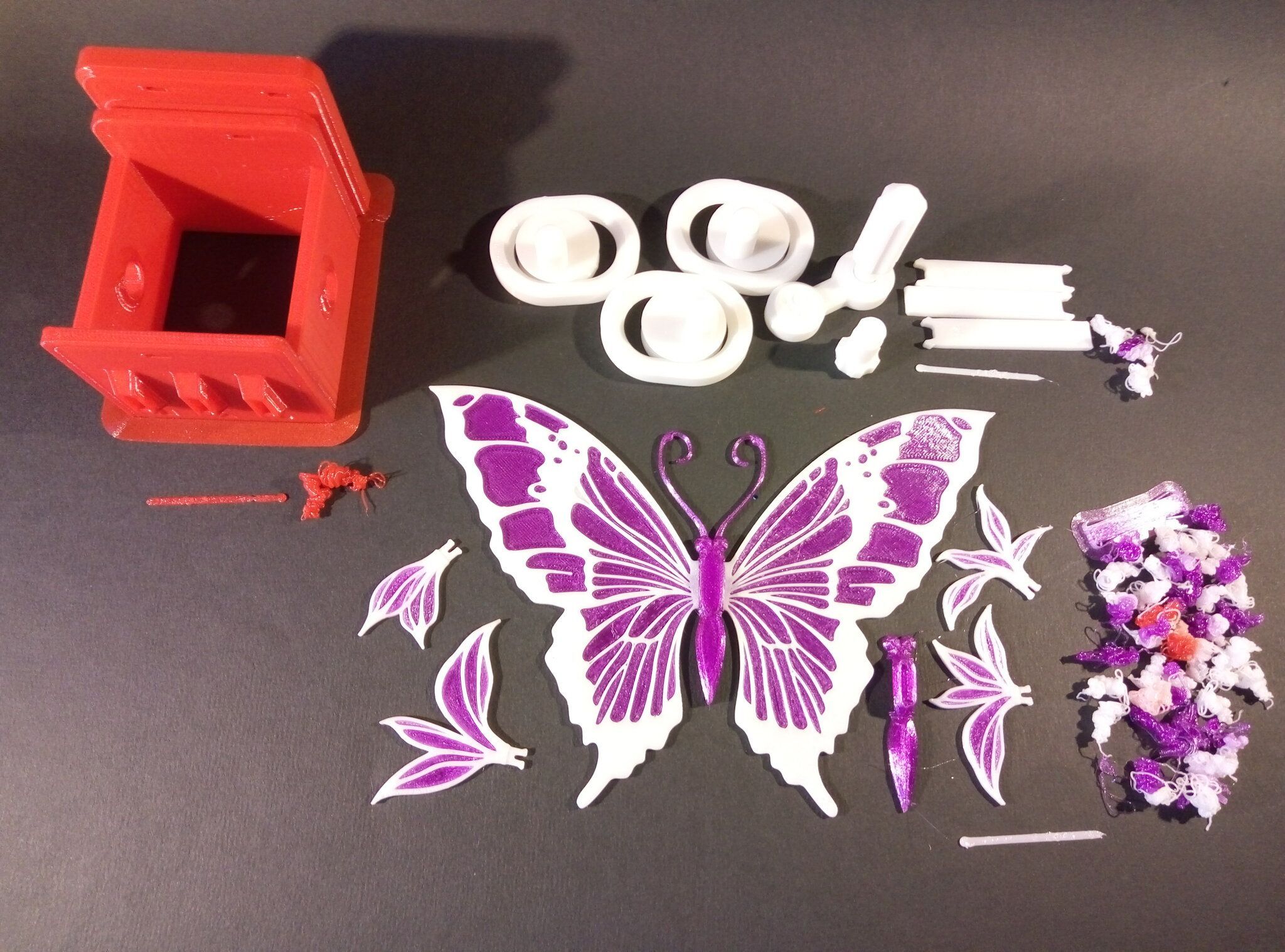
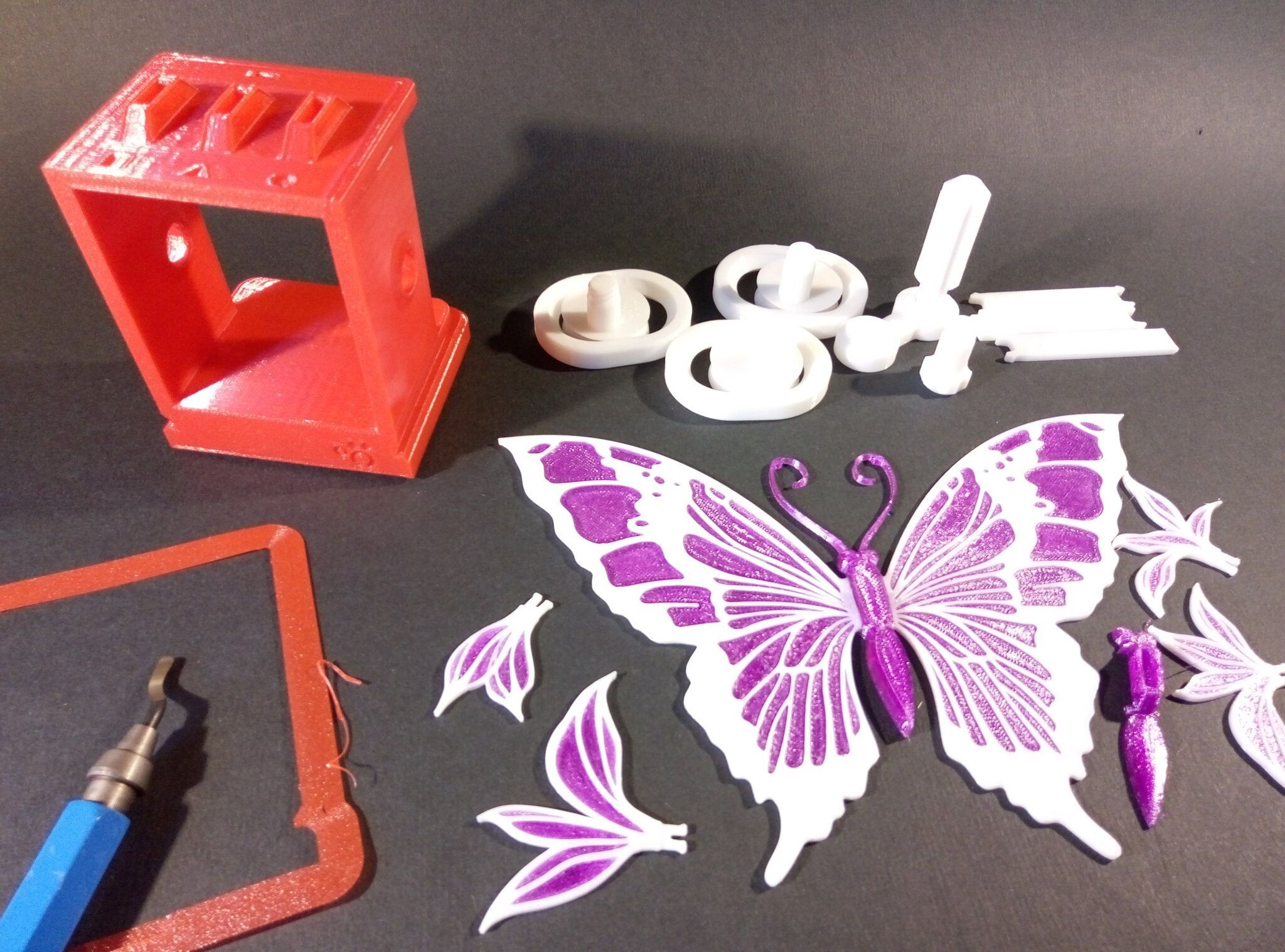
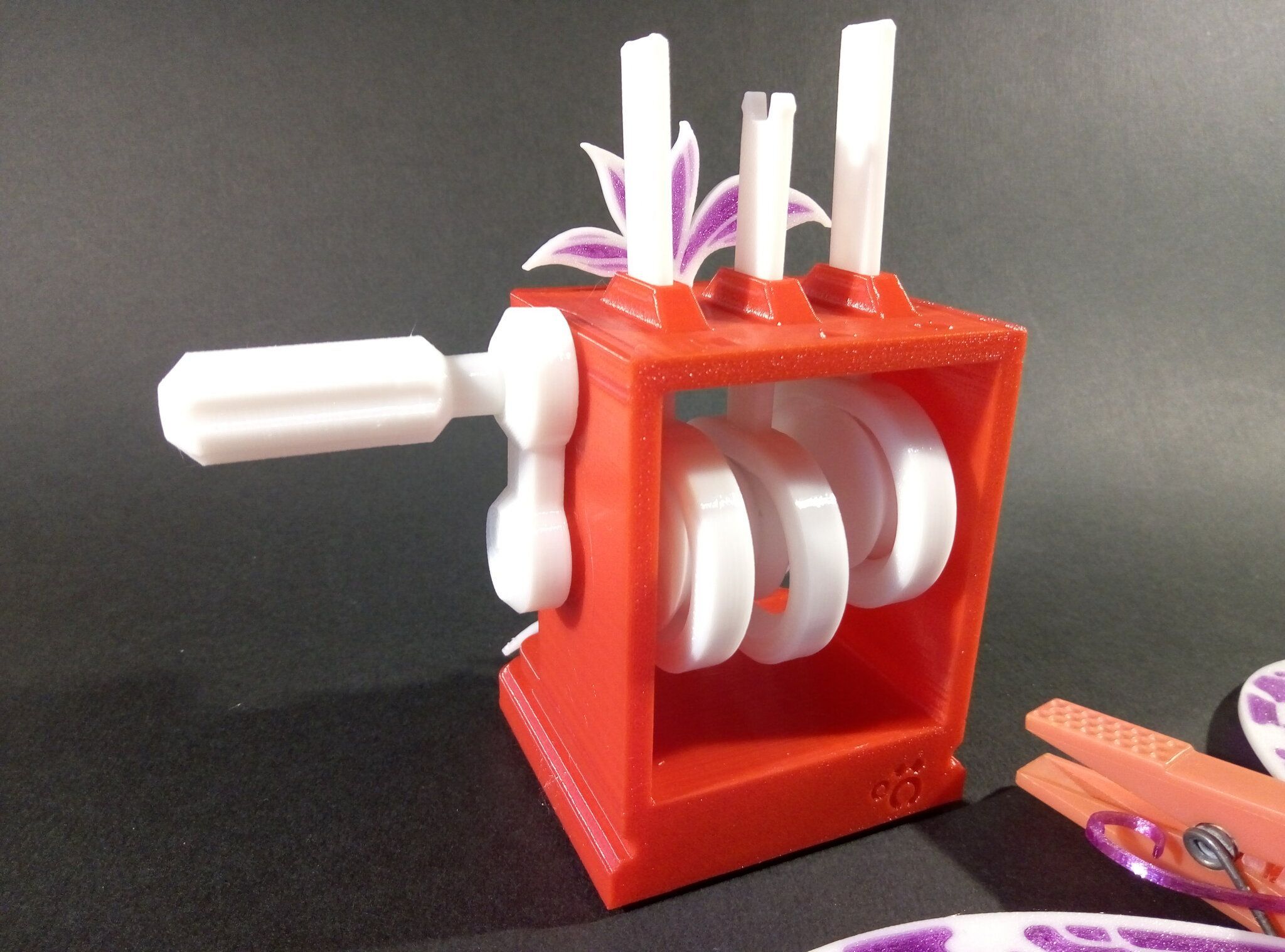
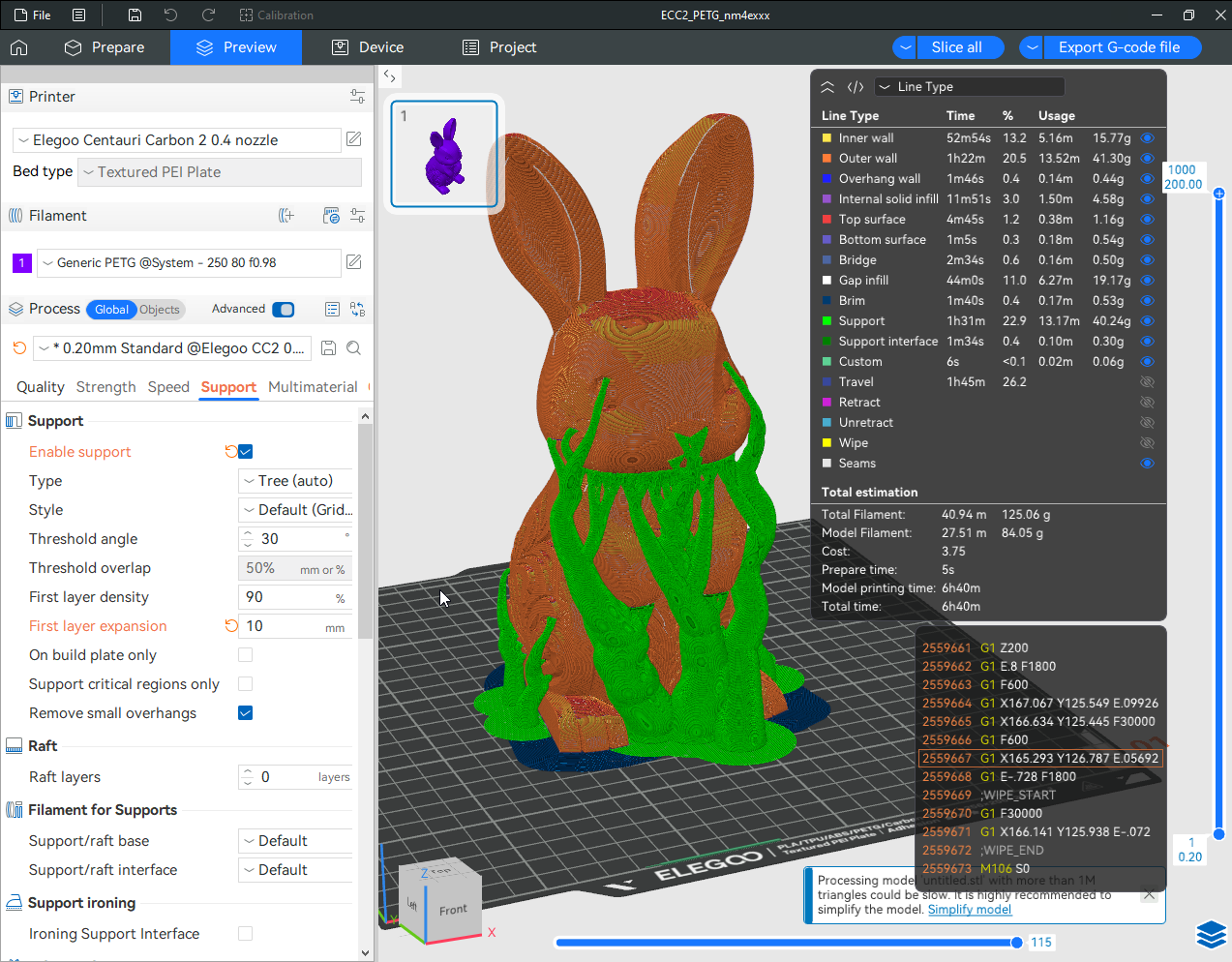
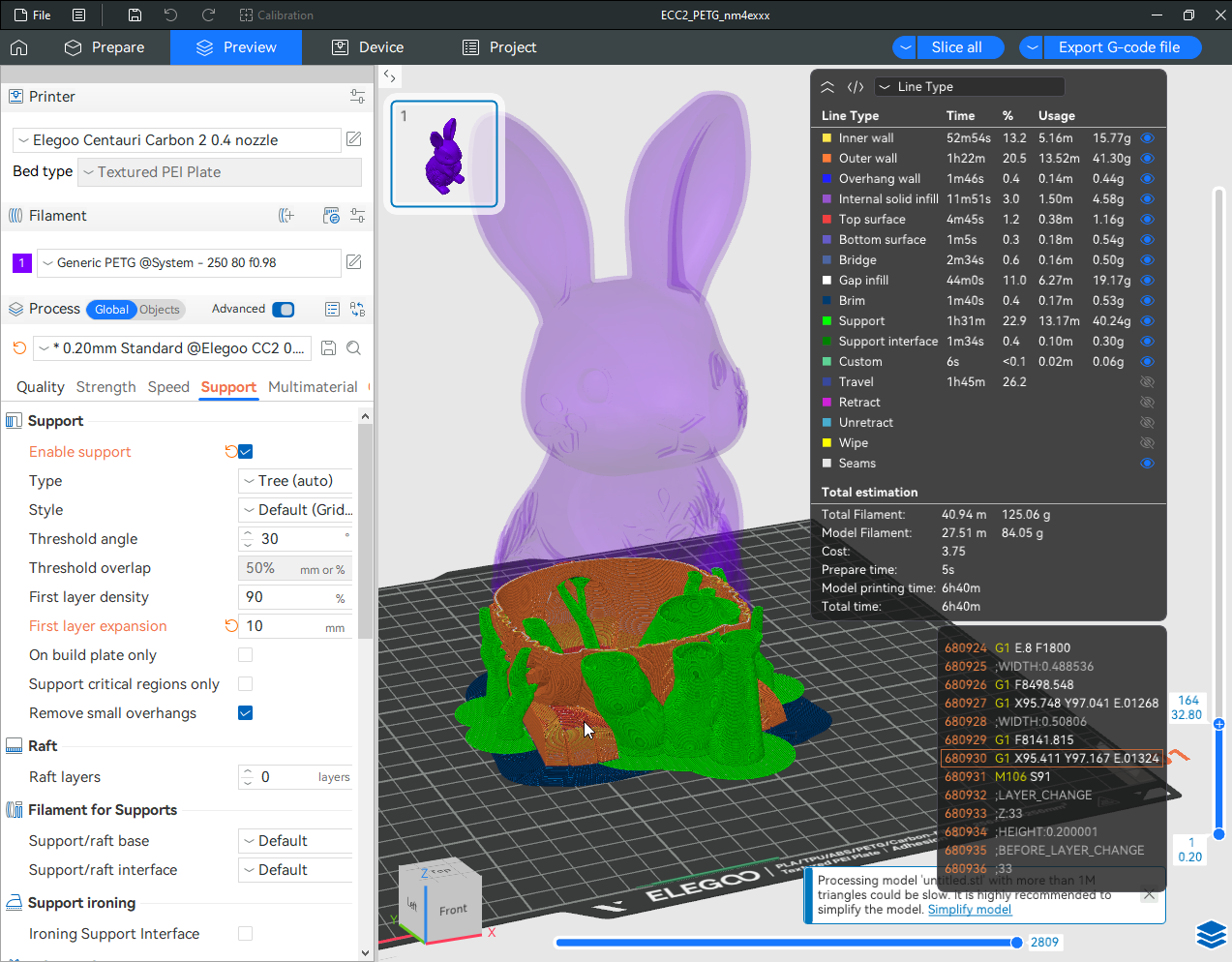
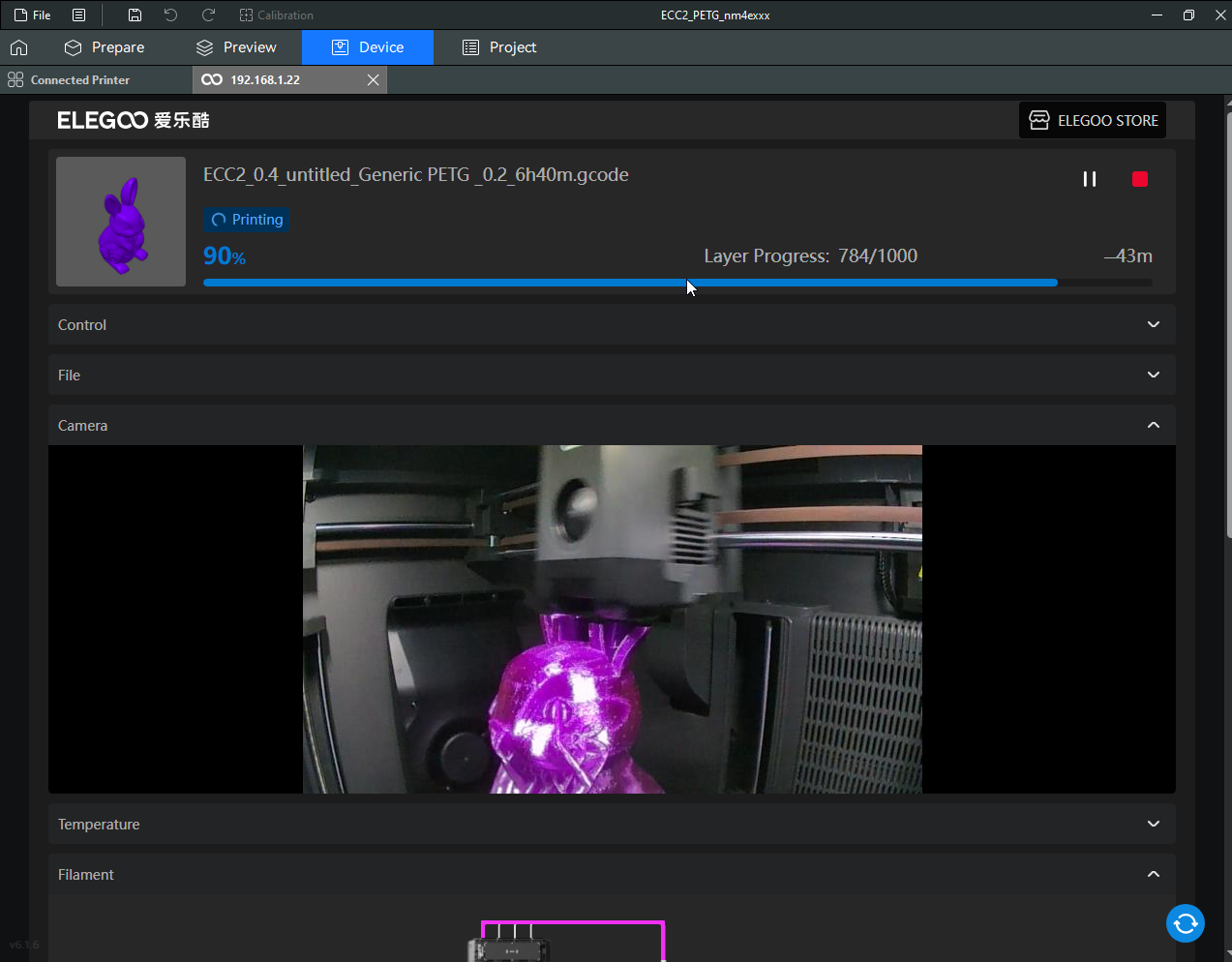
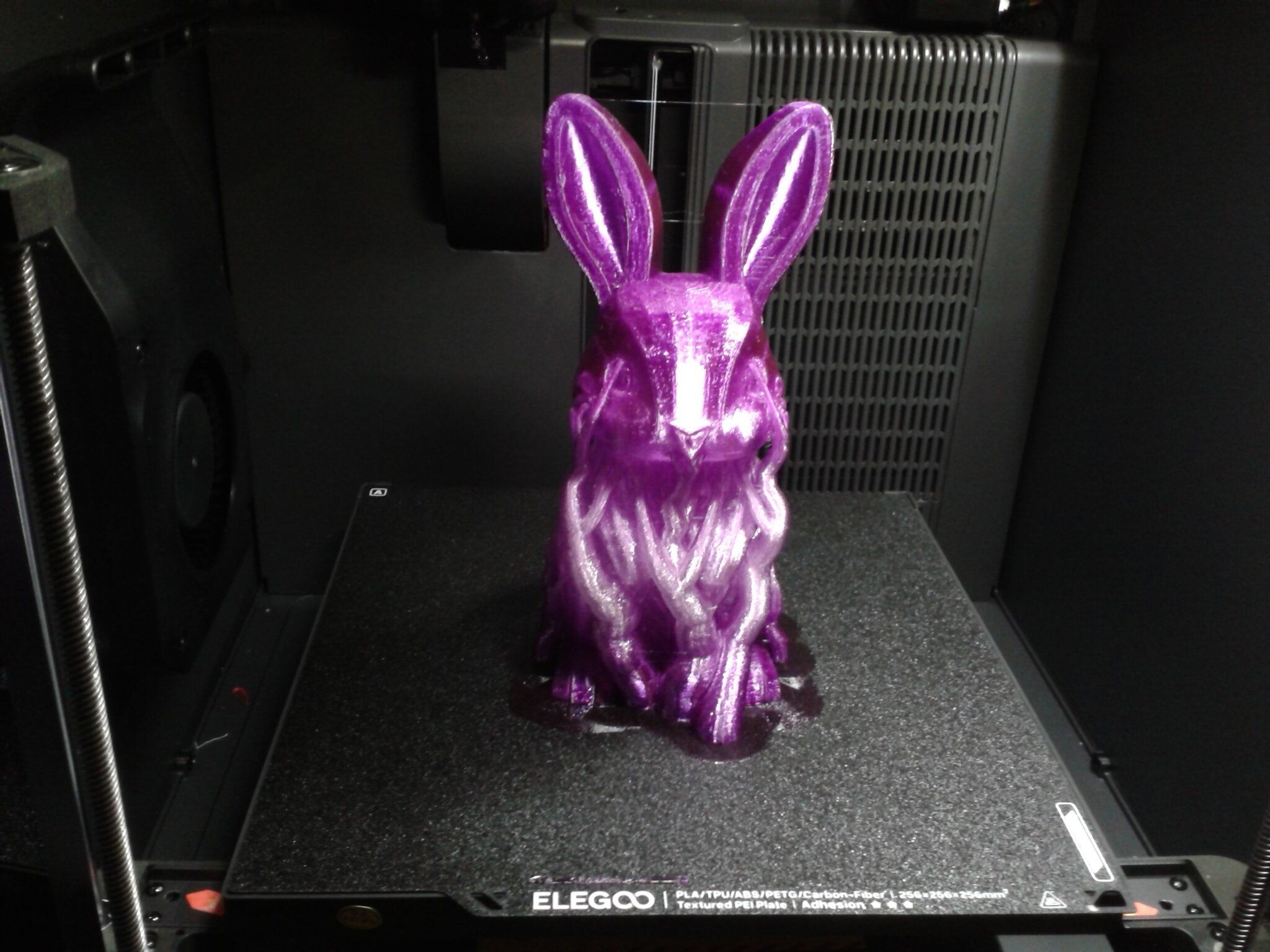
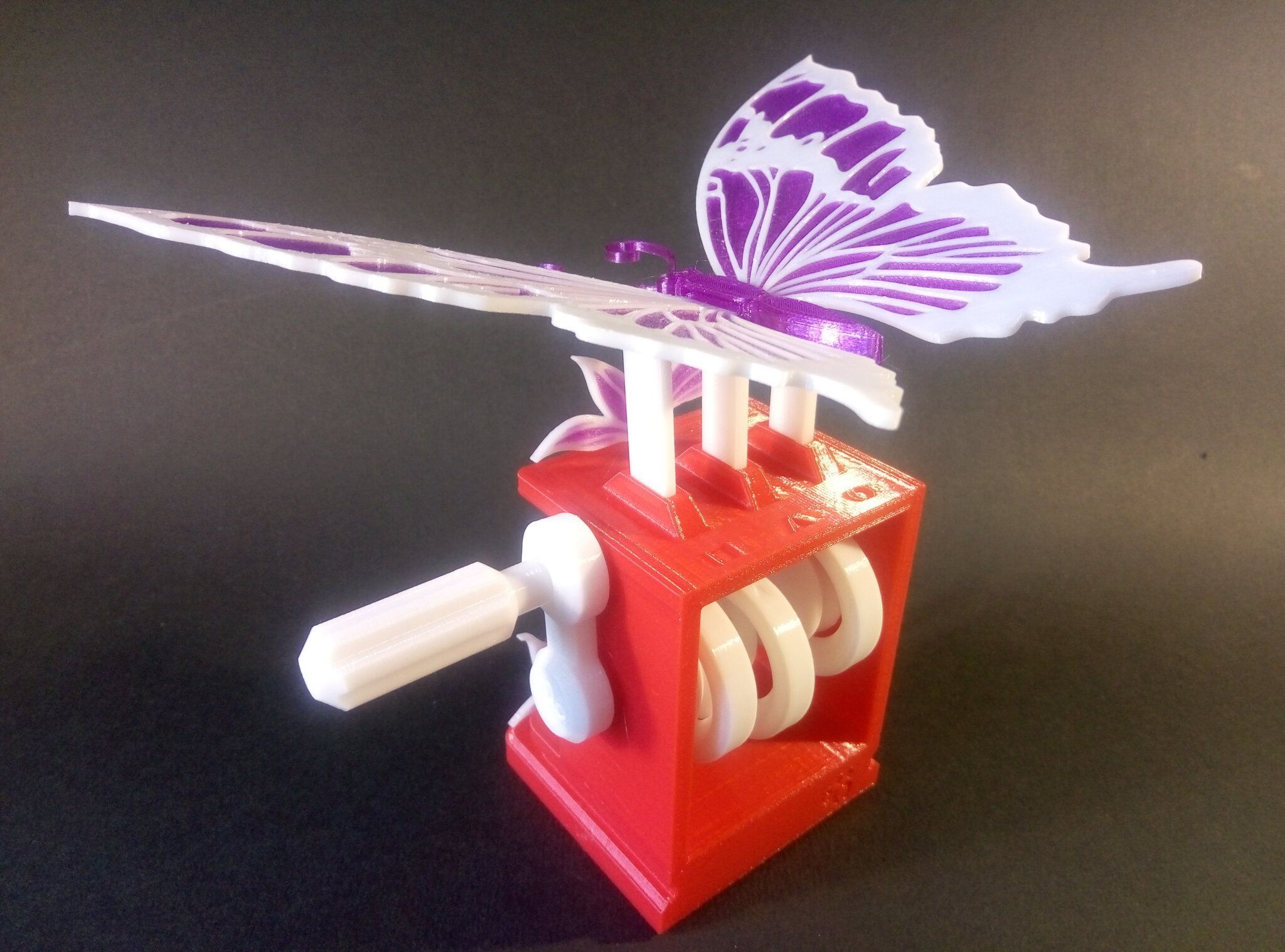
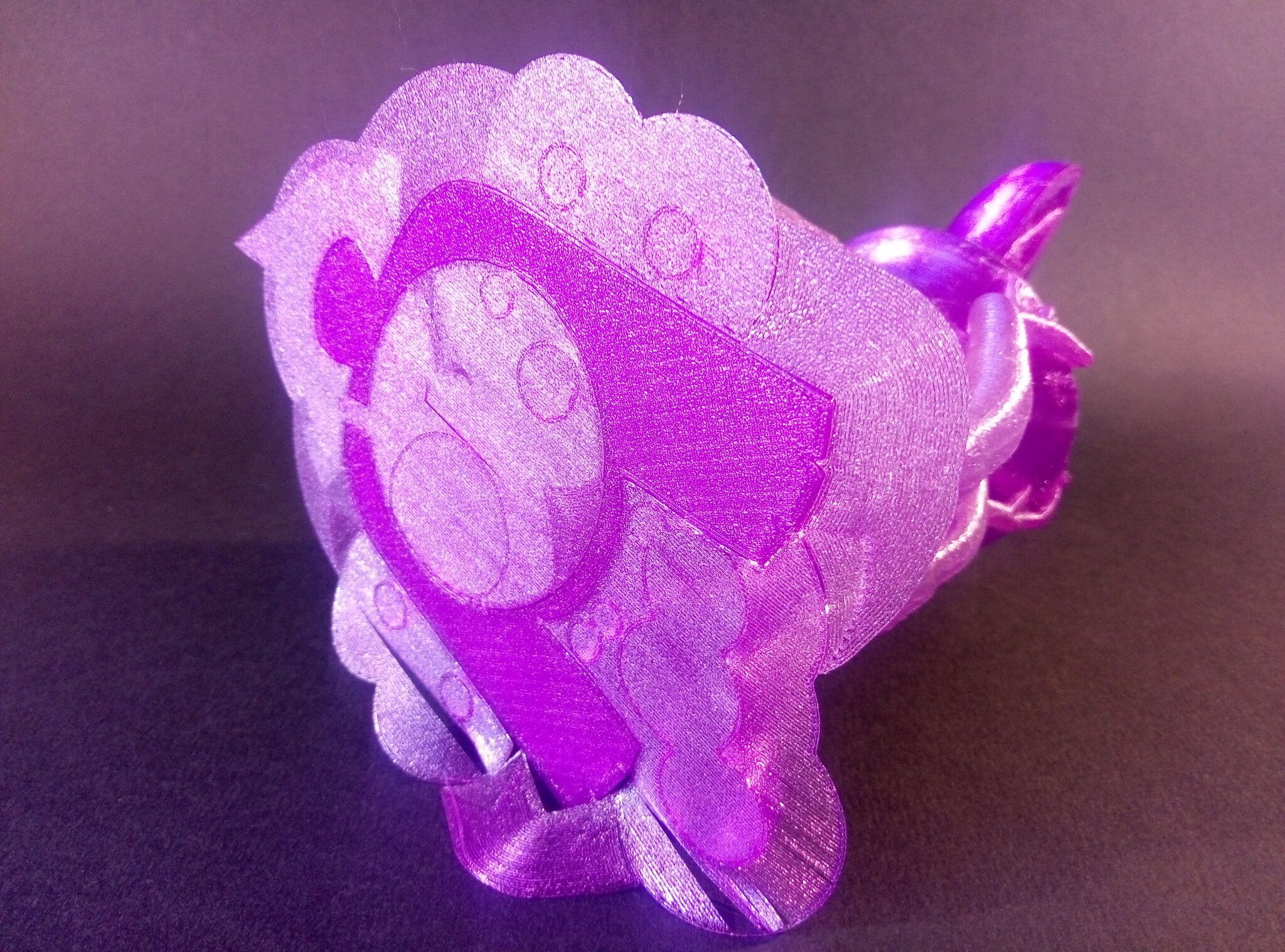
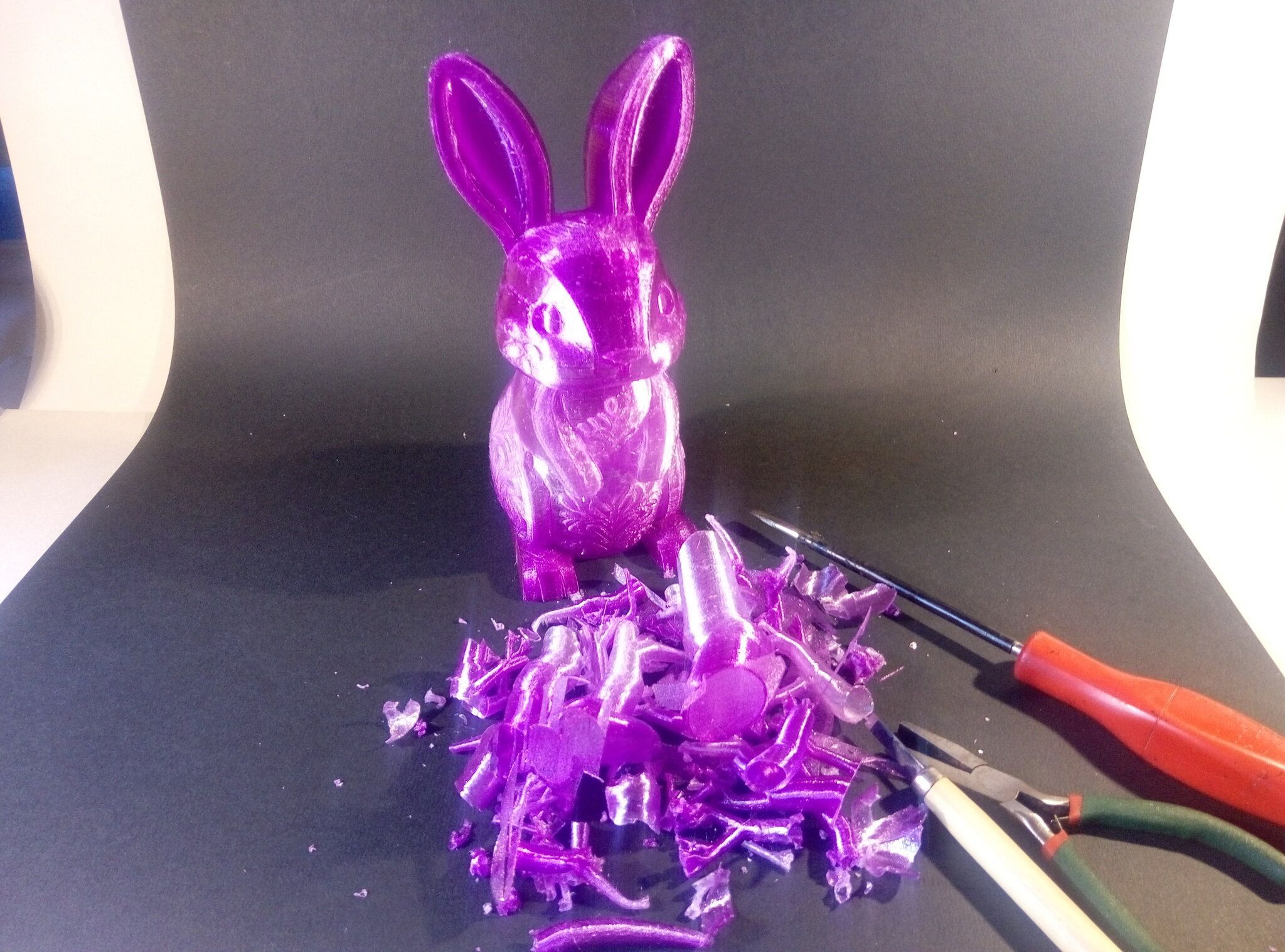
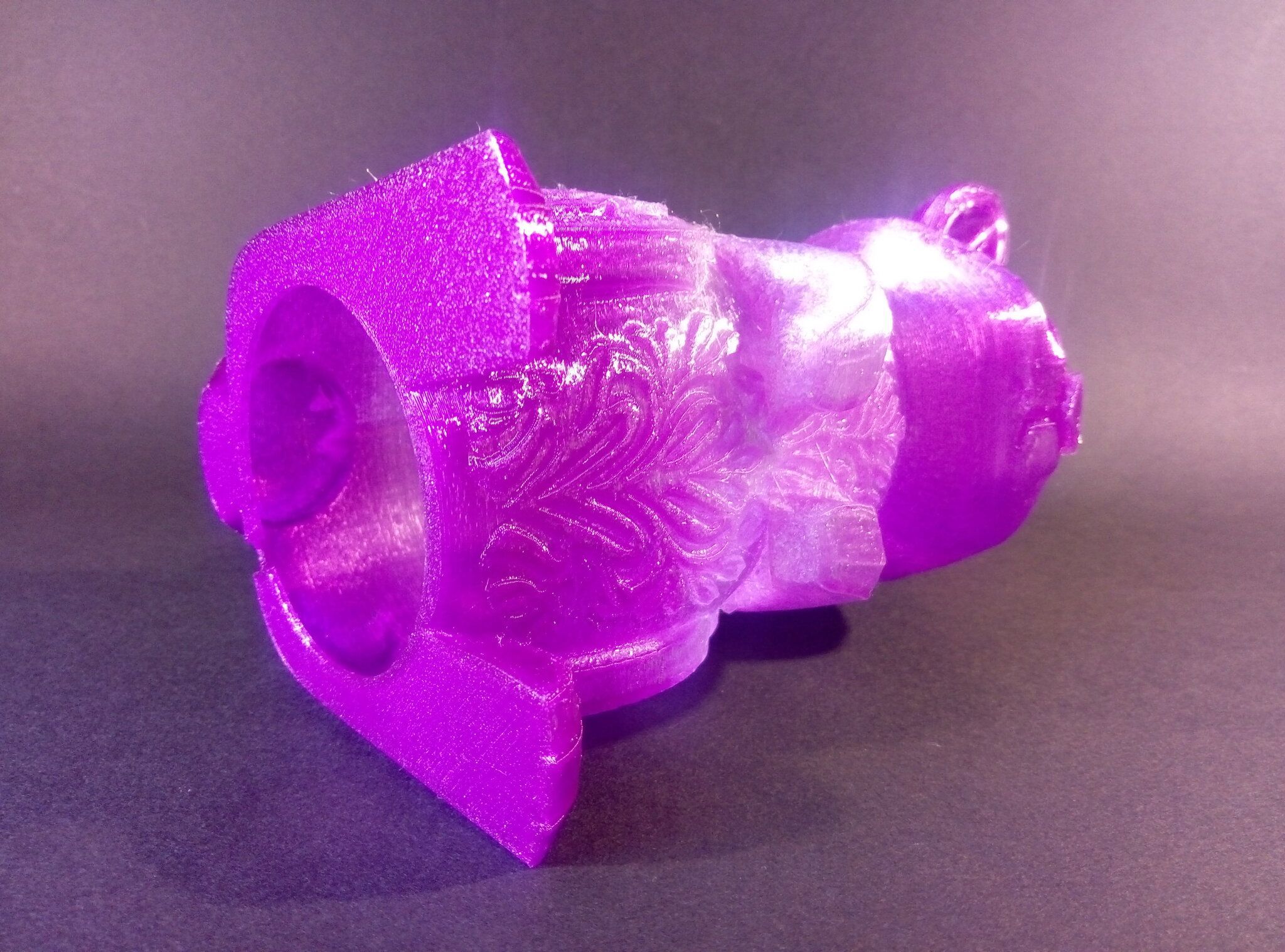
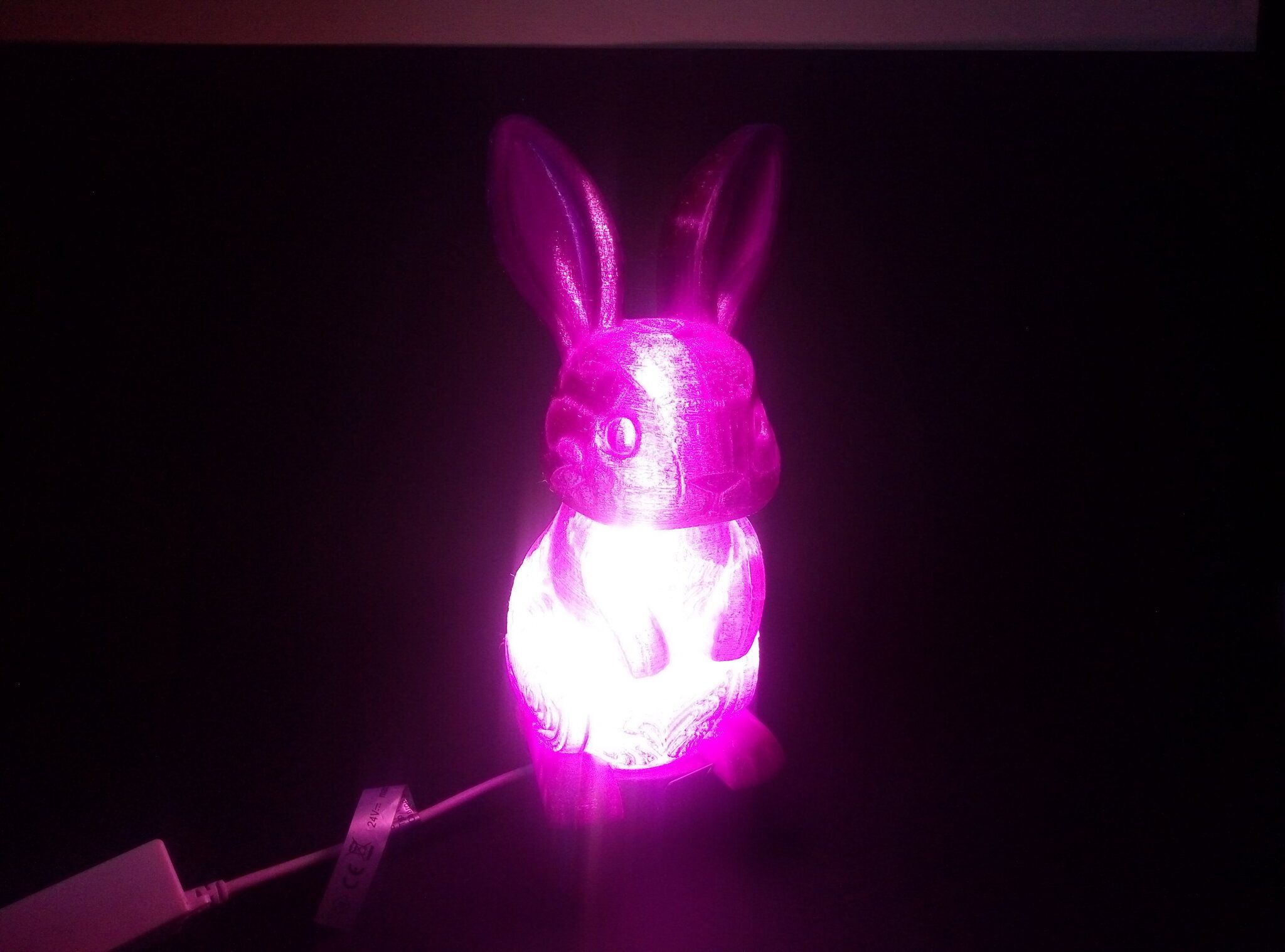
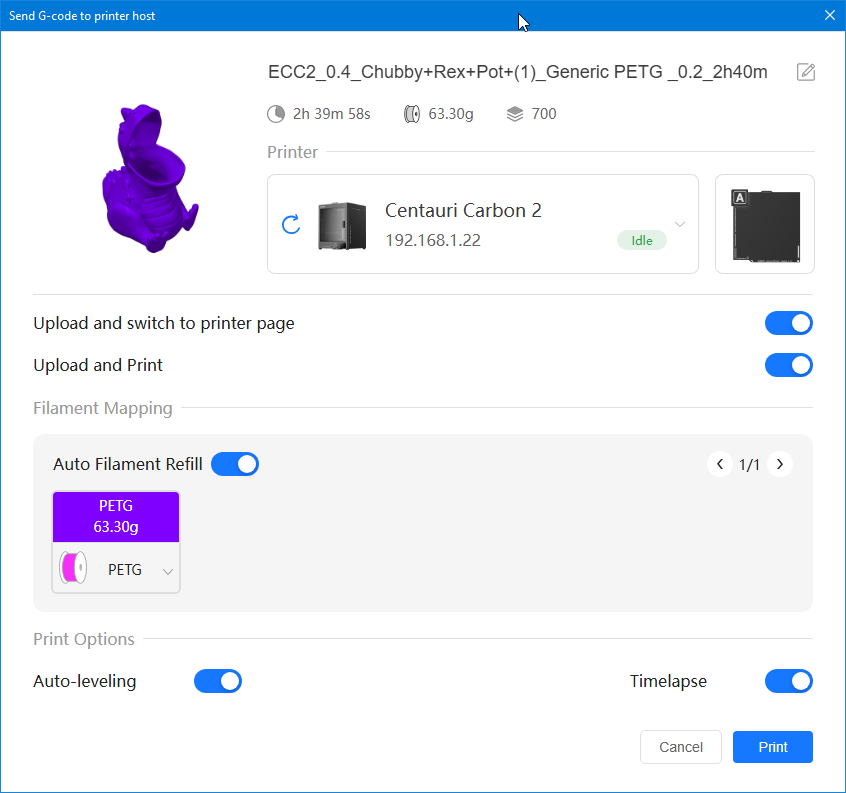
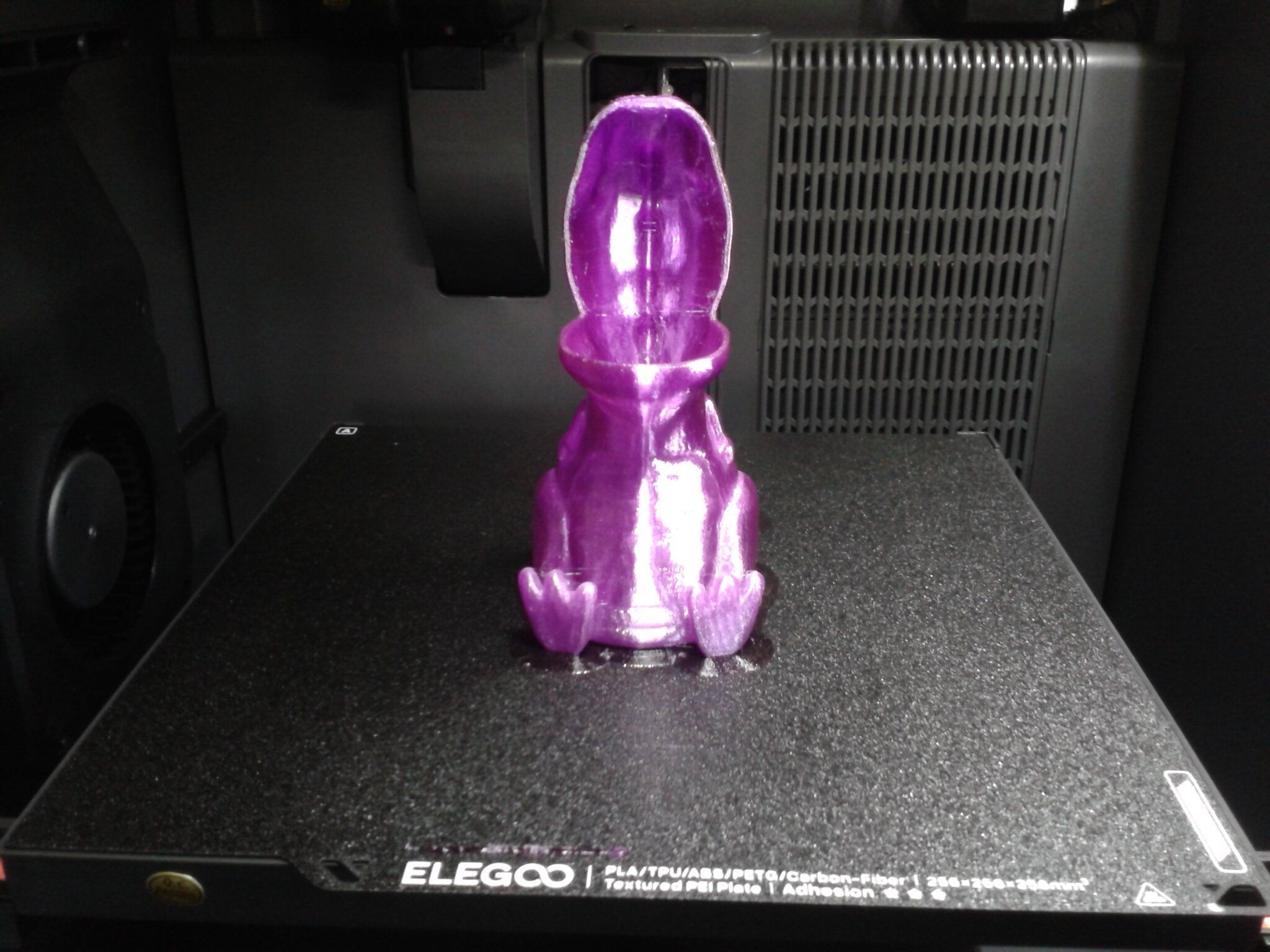
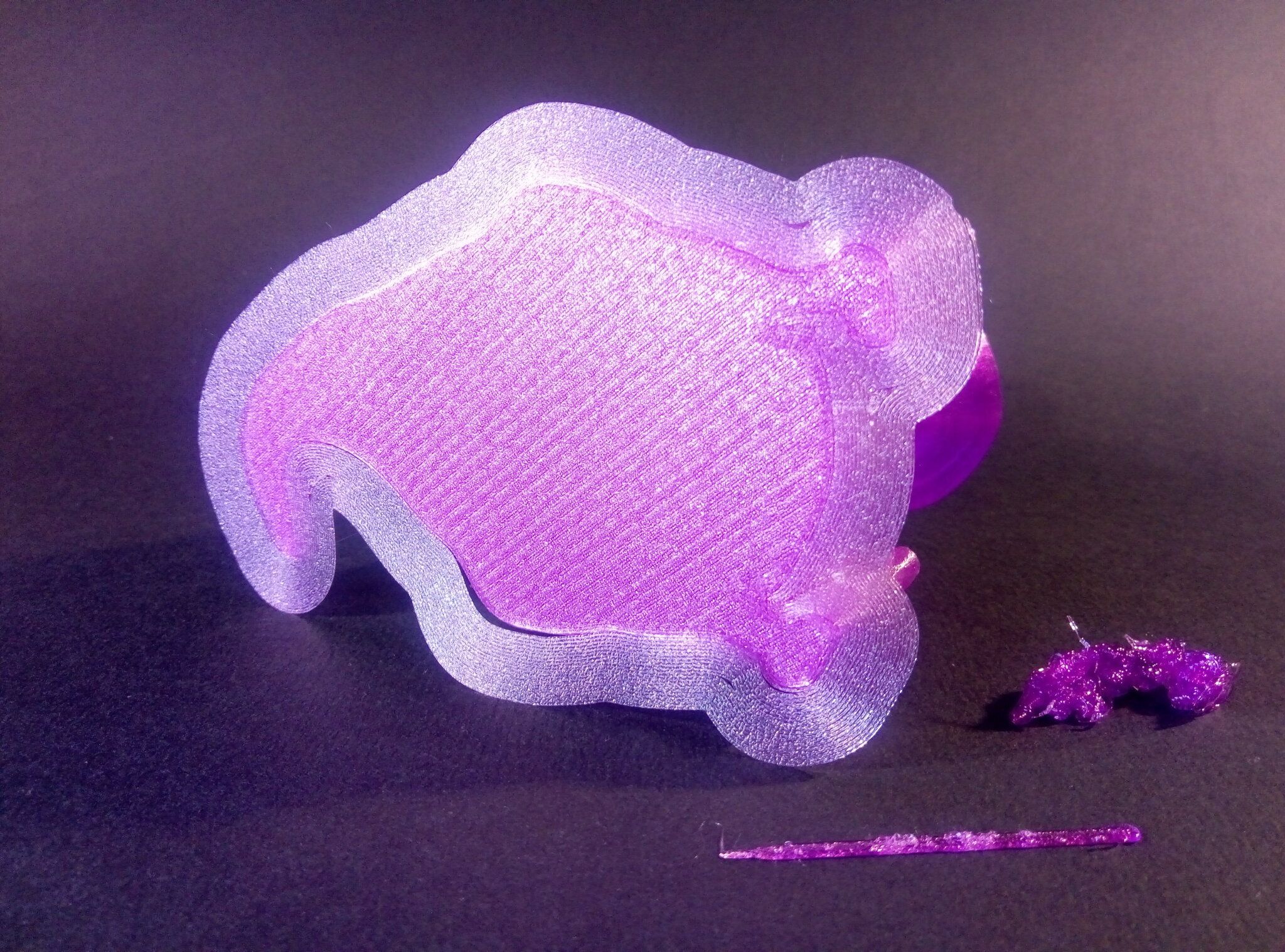
Autres impressions - (Acte II) - PETG Profil filament utilisé : basé sur "Generic PETG @System" Elegoo Slicer v1.3.2.9 modifié ("Flow ratio" à 0.98% au lieu de 1 et buse à 250°C au lieu de 255°C, plateau inchangé à 80°C) Elegoo Box - Frikarte3D https://www.nexprint.com/en/models/G8476280 J'ai imprimé les plateaux 1, 5, 6 et 7. Filaments utilisés : CR-PETG White Creality, PETG Blue Anycubic, PETG Black sans marque. Pour l'assemblage, j'ai utilisé des morceaux d'un filament PLA de 2.85 mm de diamètre. Rolling Shutter Storage Box for IKEA Skadis and Desktop Use - ilkekko https://www.nexprint.com/en/models/G7845462?printConfigId=G9477595 ("2x bigger.3mf") Filaments utilisés CR-PETG White Creality, CR-PETG Red Creality. Fluttering Butterflies - 花田小猫 https://www.nexprint.com/en/models/G8810964 Filaments utilisés CR-PETG White Creality, CR-PETG Red Creality, PETG gradient Purple-White SOVOL. bunny lamp - 3D Liii https://www.nexprint.com/en/models/G5026515 Filament utilisé : PETG gradient Purple-White SOVOL Chubby Dinosaur T-Rex Dino Pencil Holder - IK3D https://www.crealitycloud.com/model-detail/chubby-dinosaur-t-rex-dino-pencil-holder Filament utilisé : PETG gradient Purple-White SOVOL



























































-ElegooSlicer.thumb.png.ef34c1119752894c31ac529447f1f824.png)









 3 points
3 points -
Comment t'es trop fort ! C'est bien cela ! Bingo ! PC White Anycubic PC Black Anycubic PC Translucent White Anycubic Que je compte tenter d'imprimer avec la Elegoo Centauri Carbon 2 que j'ai en test. (mais pas avant quelques jours car là j'imprime de l'ABS et je n'ai pas encore publié mes résultats PETG, TPU et ASA)
 3 points
3 points -
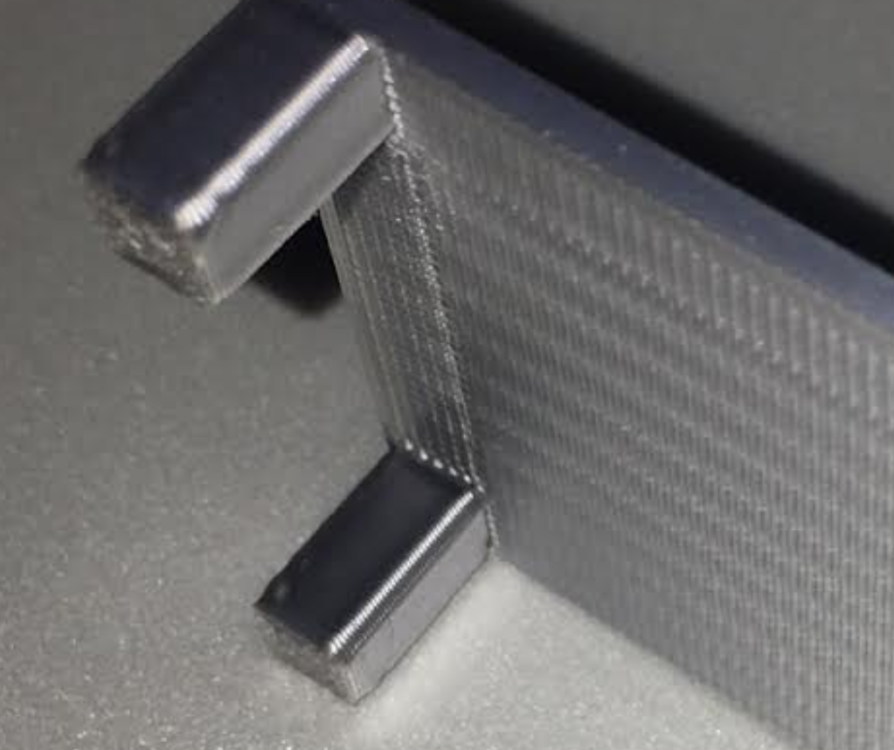
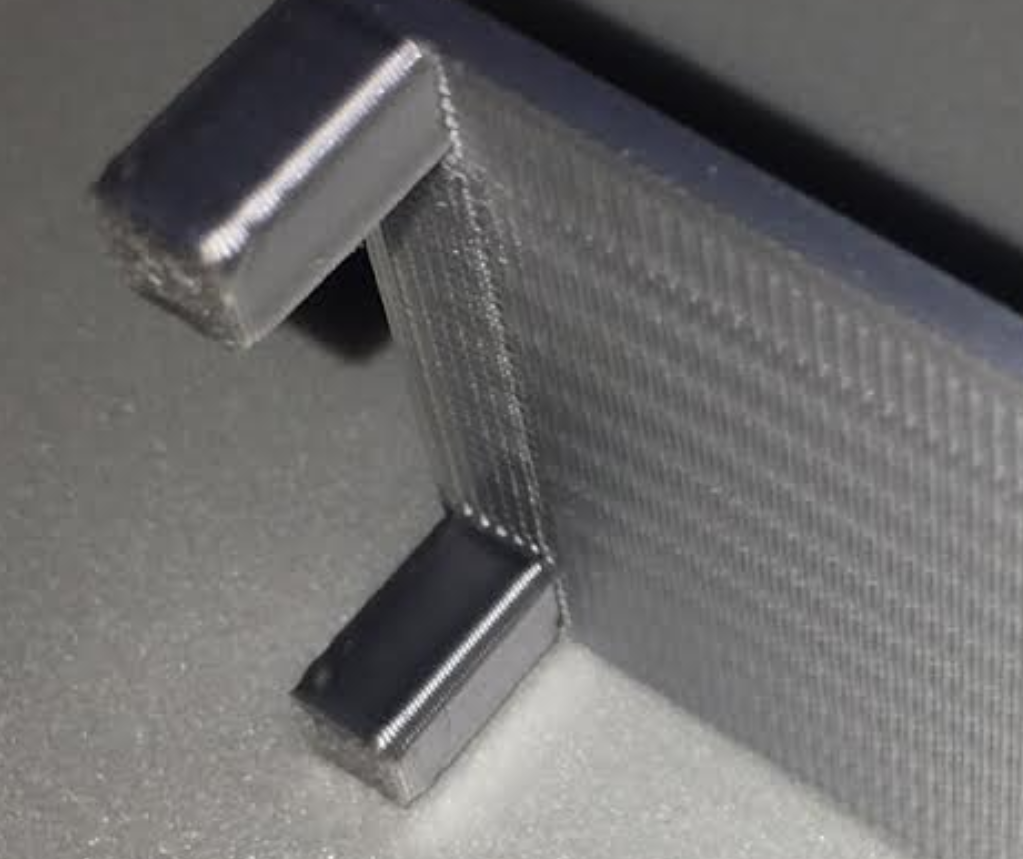
Pour le Z En principe, pour savoir si un support va pouvoir se retirer facilement on observe le tranchage pour voir si entre le support et la pièce il y a bien une couche vide. Lorsque je lis 0,15 ou 0,25mm d'espace, c'est juste pas possible si l'on travaille en 0,2mm par couche, l'intervalle sera de 0,2mm ou rien. L'observation du tranchage est fondamental pour savoir si le support va se détacher facilement. Comme la taille de mes pièces en Z est toujours par multiple de 0,2mm, l'espace dans le trancheur sera toujours de 0,2mm. Dans les autre cas, il faudra donc l'ajuster en fonction de ce que l'on voit sur le tranchage, une couche vide entre le support et la pièce. Il n'y donc pas une valeur générique mais une valeur différente pour chaque cas. Un support se détache facilement parce qu'il manque une couche entre lui et la pièce imprimée. Pour ceux qui utilisent une autre matière pour créer l'interface, on a alors un support qui est de la même matière que la pièce mais la ou les dernières couches sont d'une matière différente (il faut avoir un AMS ou similaire pour utiliser cette option). Par exemple une pièce en PLA et son interface en PETG. Dans ce cas, comme les deux matières ne se collent pas entre elles, il n'y a pas de vide entre le support et la pièce. Sur Bambu Studio on ne doit pas utiliser l'option Support/base d'interface si on dispose pas de deux matières distinctes, interface et pièce. Pour X,Y on doit mettre une distance suffisante pour que le support ne se colle pas à la pièce. Pour moi c'est 0,35mm mais on peut aller jusqu'à 1mm, rien ne va s'écrouler. Dernièrement pour exercice j'ai imprimé en PLA une table à 4 pieds et le plateau en haut. J'ai donc mis un support au dessous avec une interface d'une coucher en PETG. Une fois imprimée, j'ai retiré très facilement le bloc support et ensuite d'une pièce la couche d'interface en PETG. Le dessous de la table est donc bien plus propre que sans couche d'interface, mais dans les deux cas le support se retire très facilement. Sans interface (couche manquante entre support et pièce) On remarque des fils qui tombent de 0,2mm. Au toucher c'est un peu rugeux Support avec interface PETG. Au touché c'est comparable à une couche de dessous ou dessus
 3 points
3 points -
Tu as encore de belles années devant toi C'est pour ça que l'impression 3D est parfaite pour nous les retraités/seniors/vieux/personnes âgées... Car ça nous oblige à réfléchir et apprendre de nouvelles choses, il faut bien sûr être passionné et effectivement ça empêche le déclin cognitif encore que lorsque ça arrive on ne s'en aperçois pas J'ai comme exemple ma mère de 94 ans qui vit seule chez elle, tant qu'elle est dans son environnement habituel tout va bien (ou presque ) mais le jour où quelque chose change c'est la cata, sa télé est tombée en panne je lui en ai acheté une autre mais là télécommande n'était pas identique et bien elle ne pouvait pas s'habituer et cela malgré tous mes efforts pour lui expliquer, heureusement j'ai réussi à lui trouver une autre télécommande compatible pratiquement identique à l'ancienne et là tout est revenu à la normale3 points
-
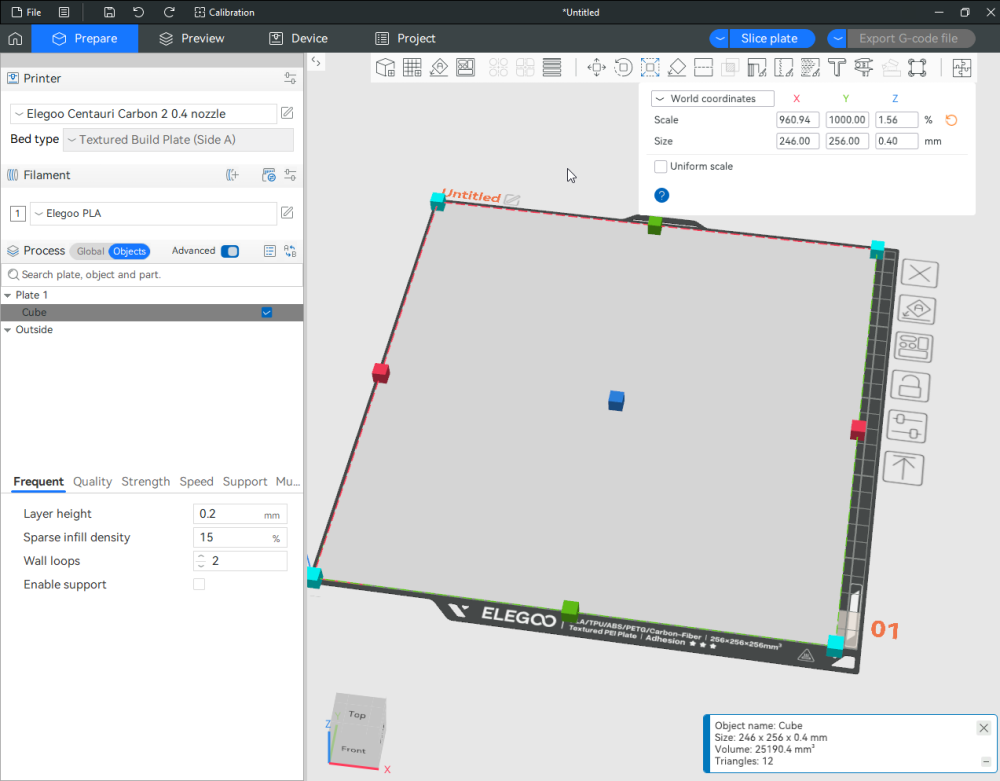
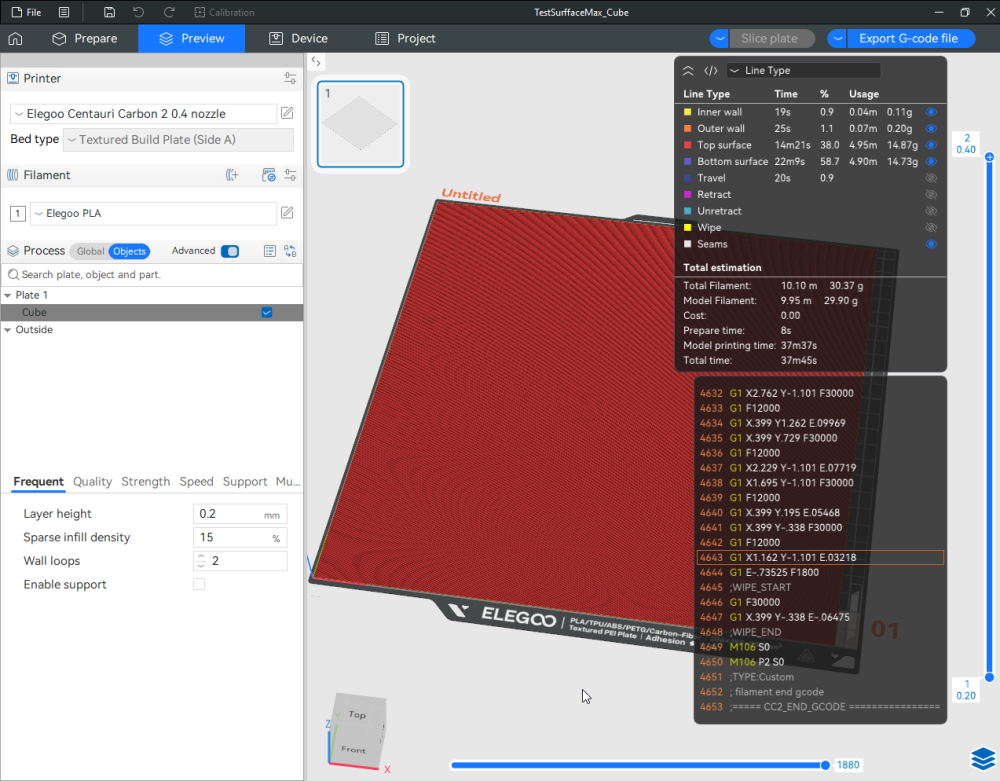
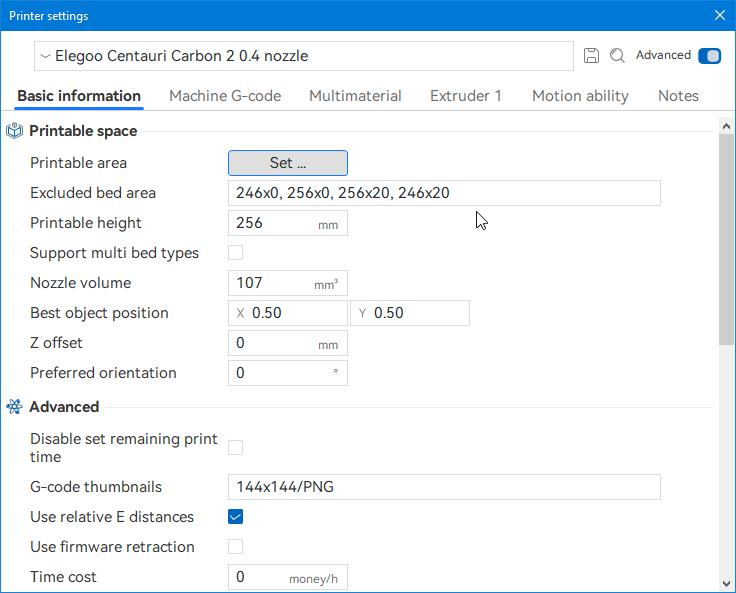
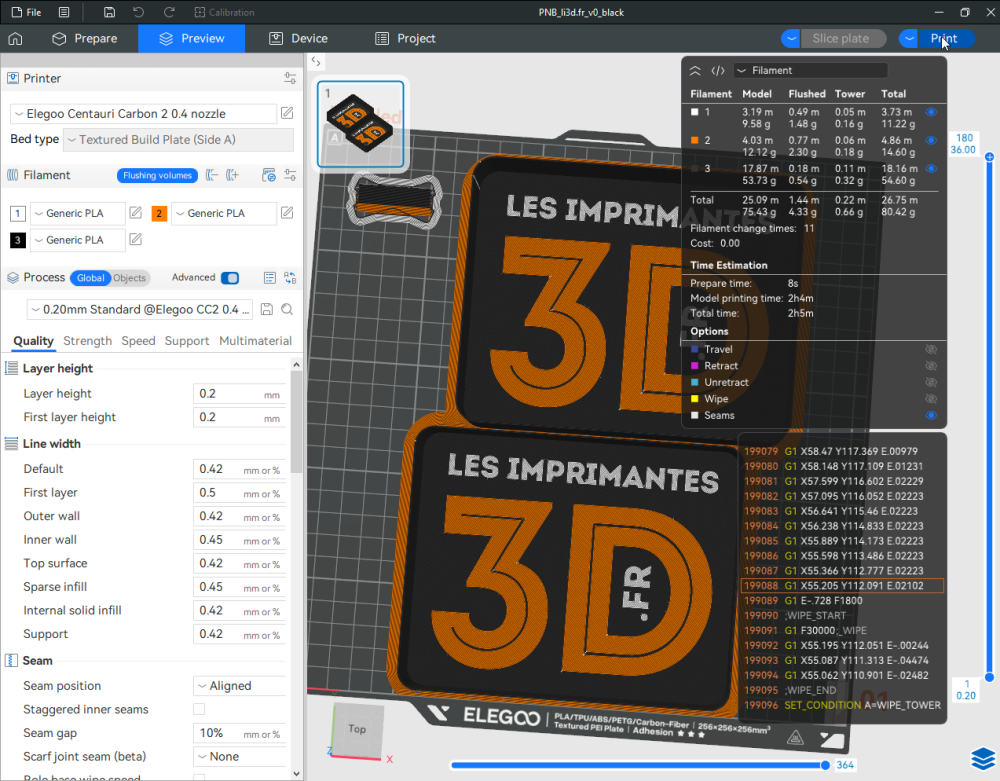
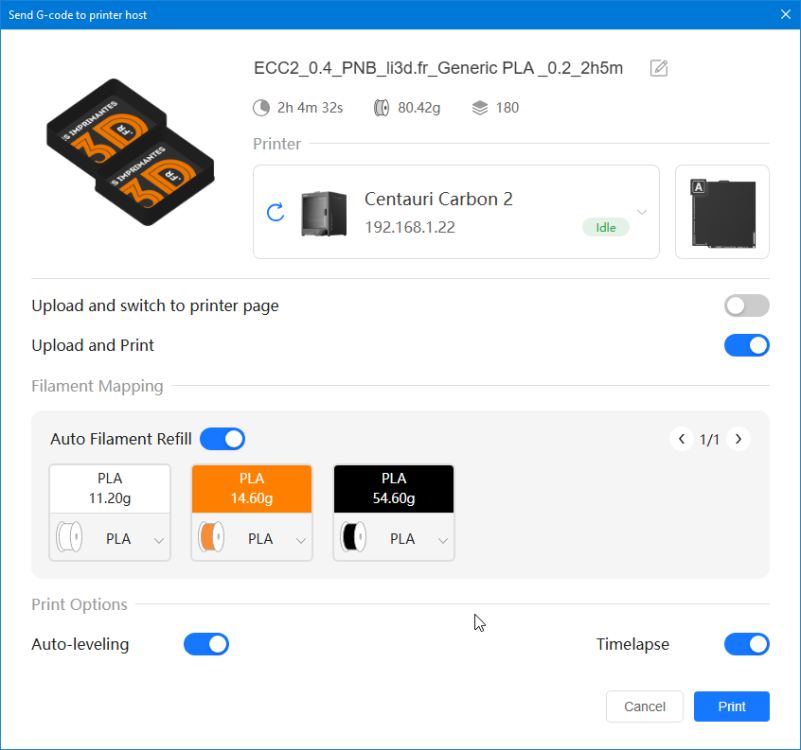
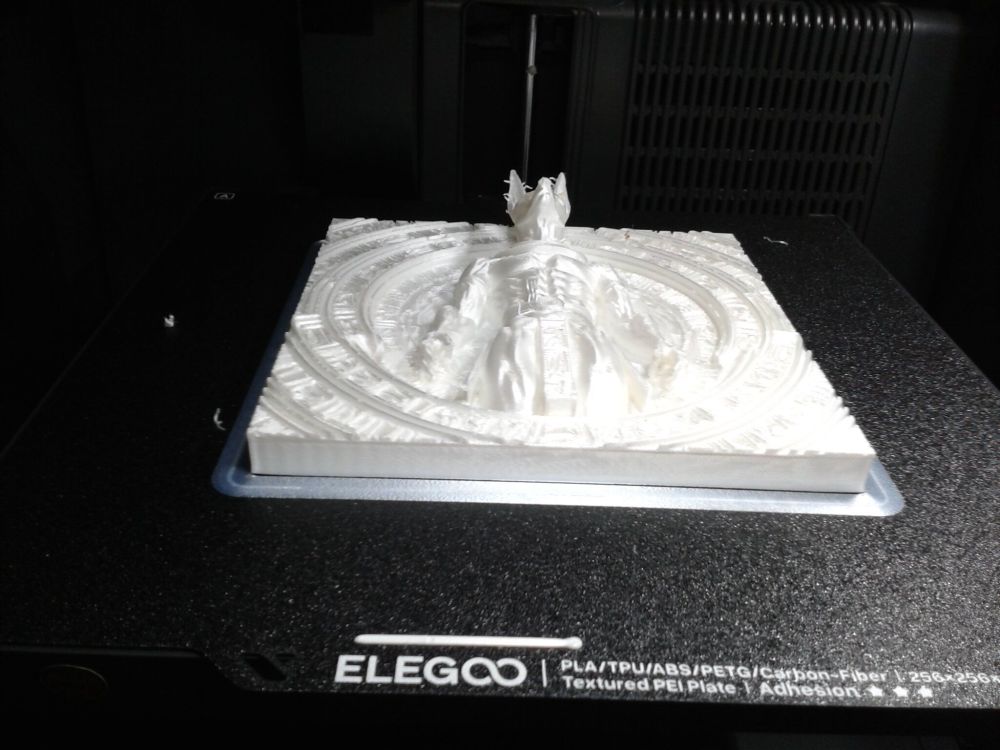
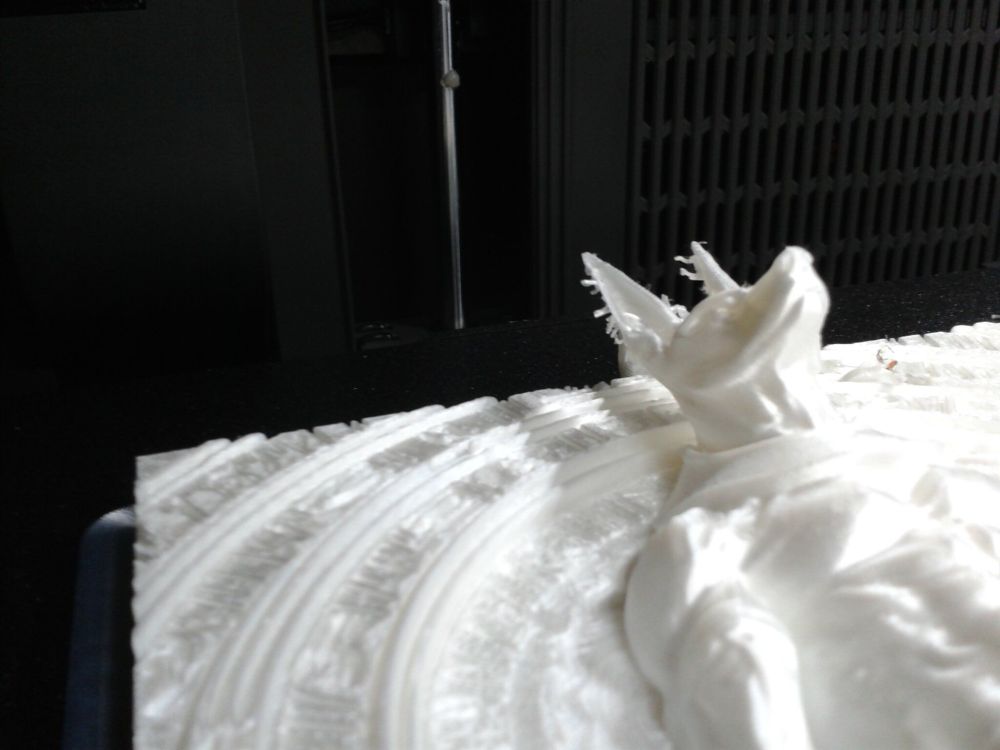
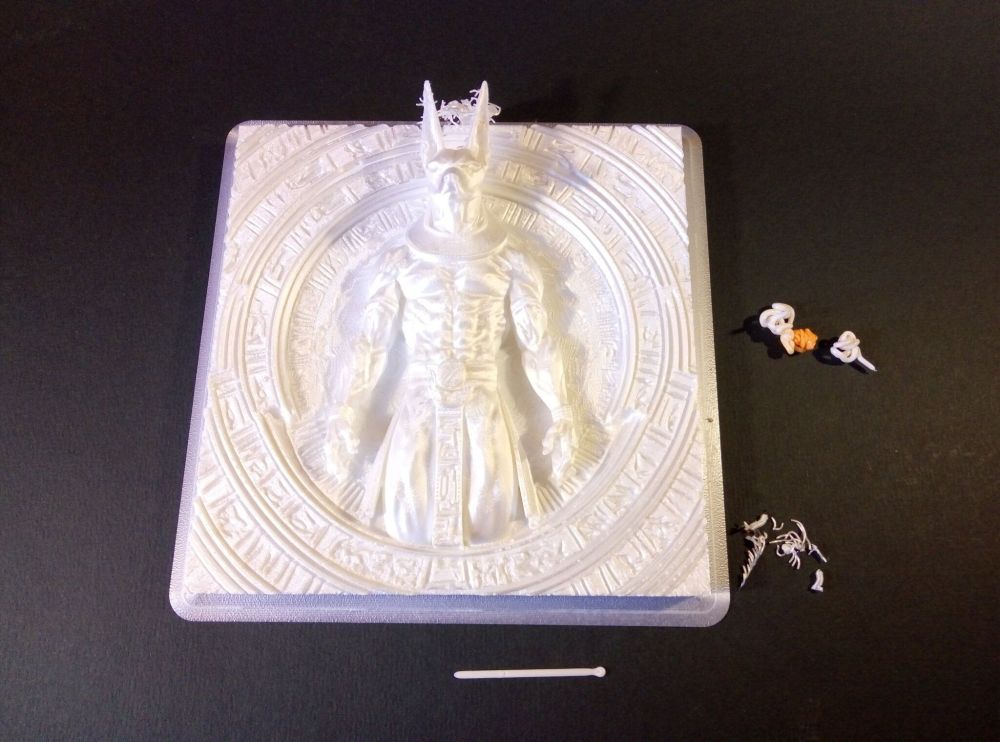
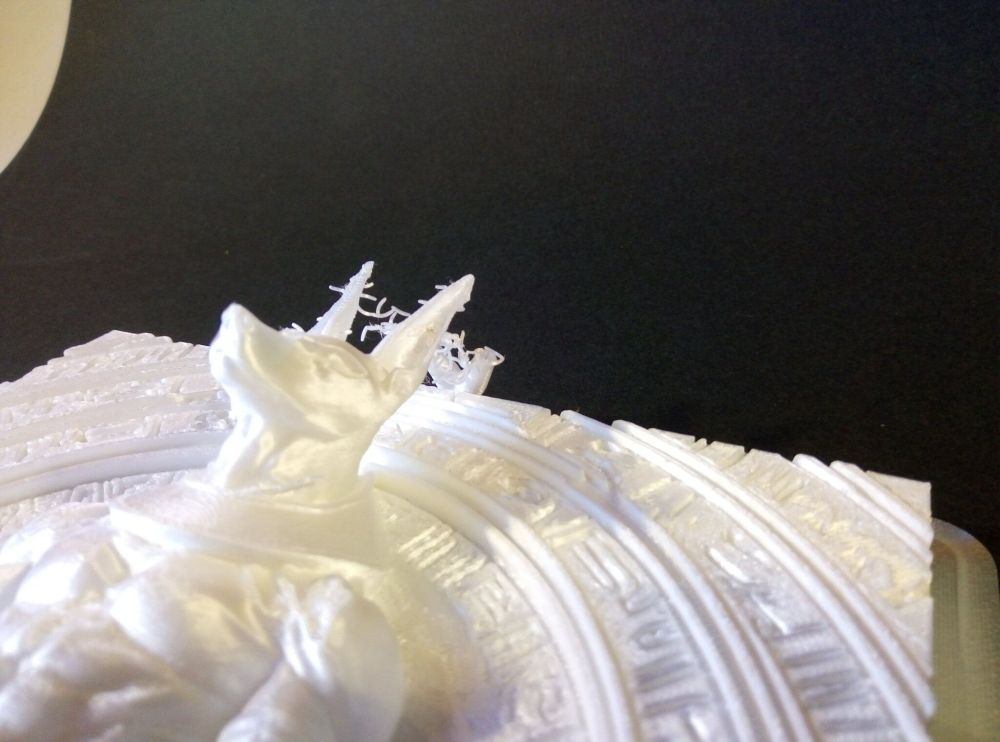
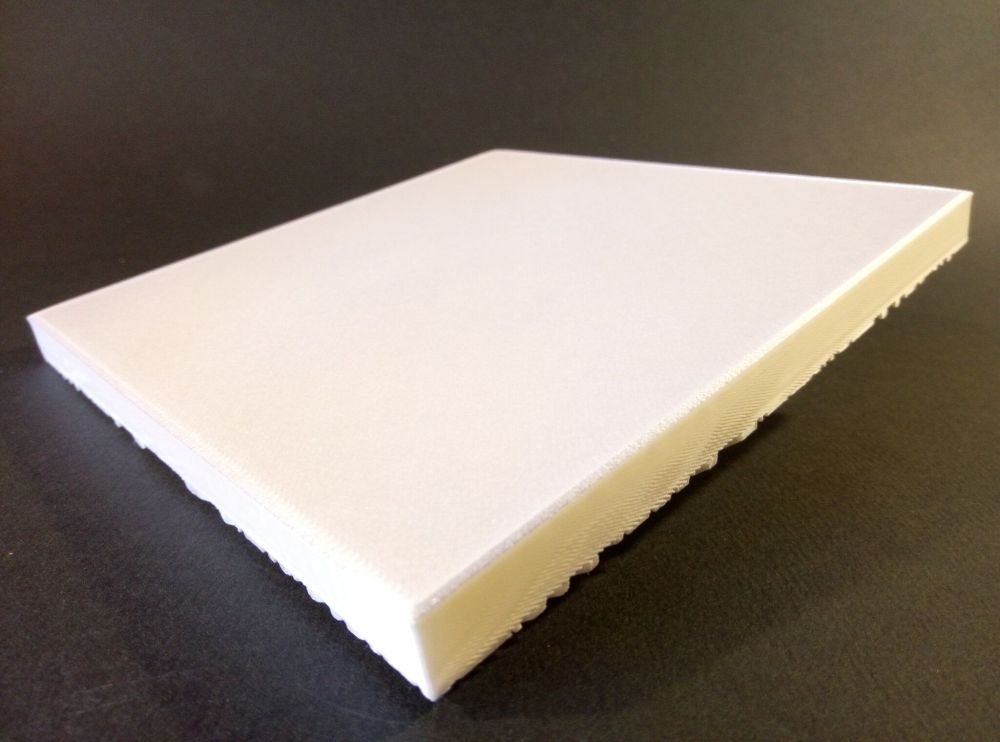
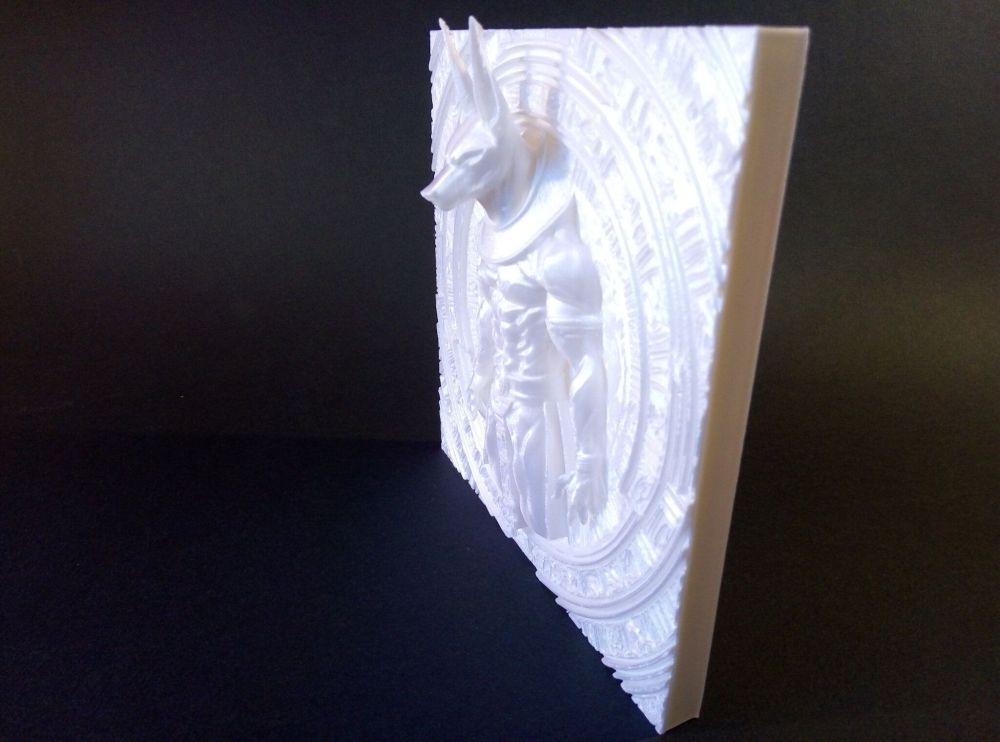
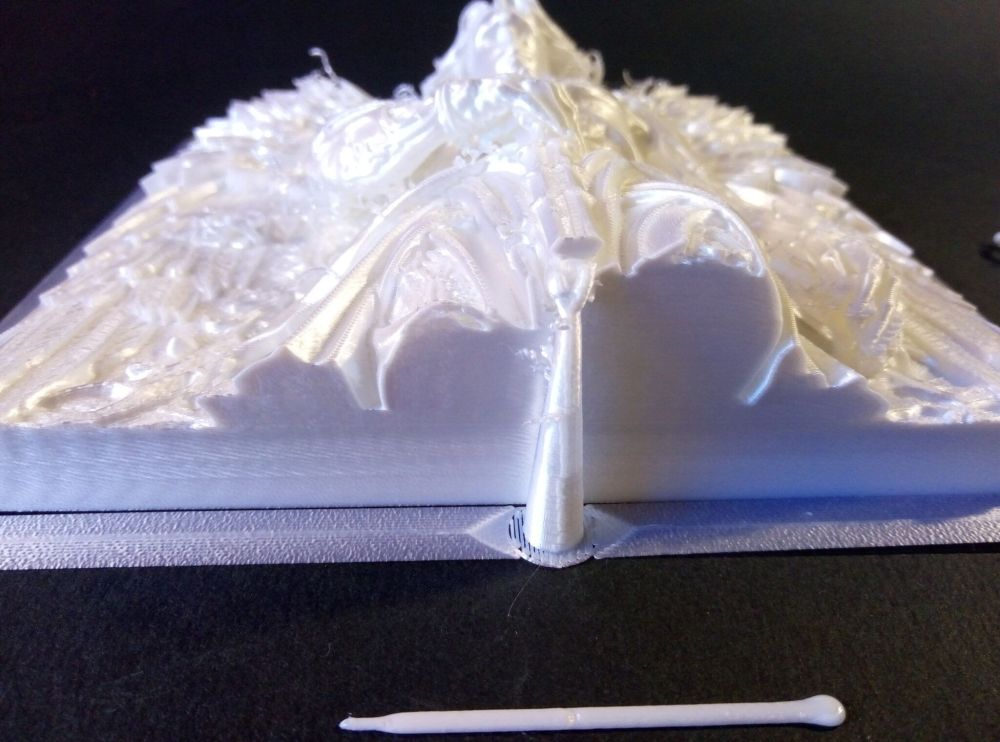
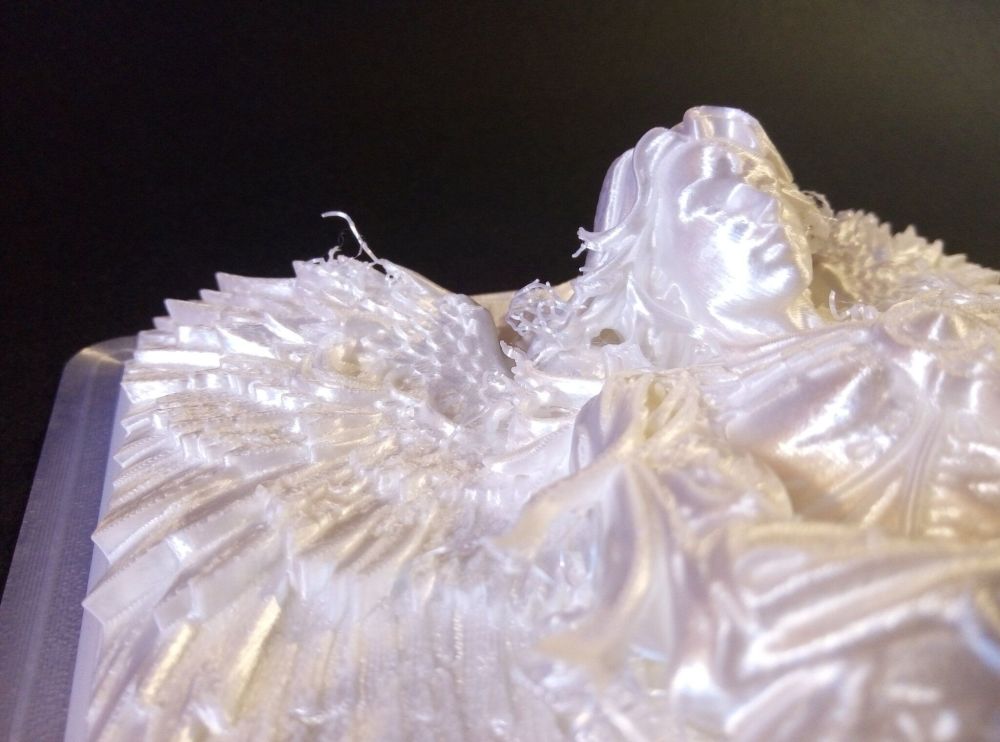
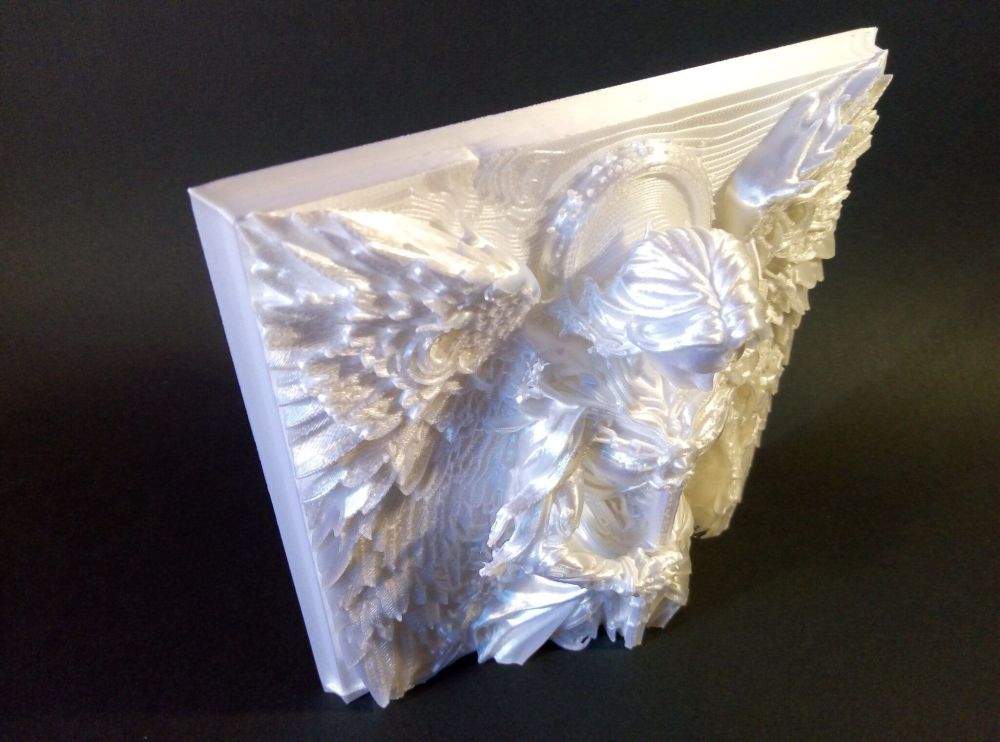
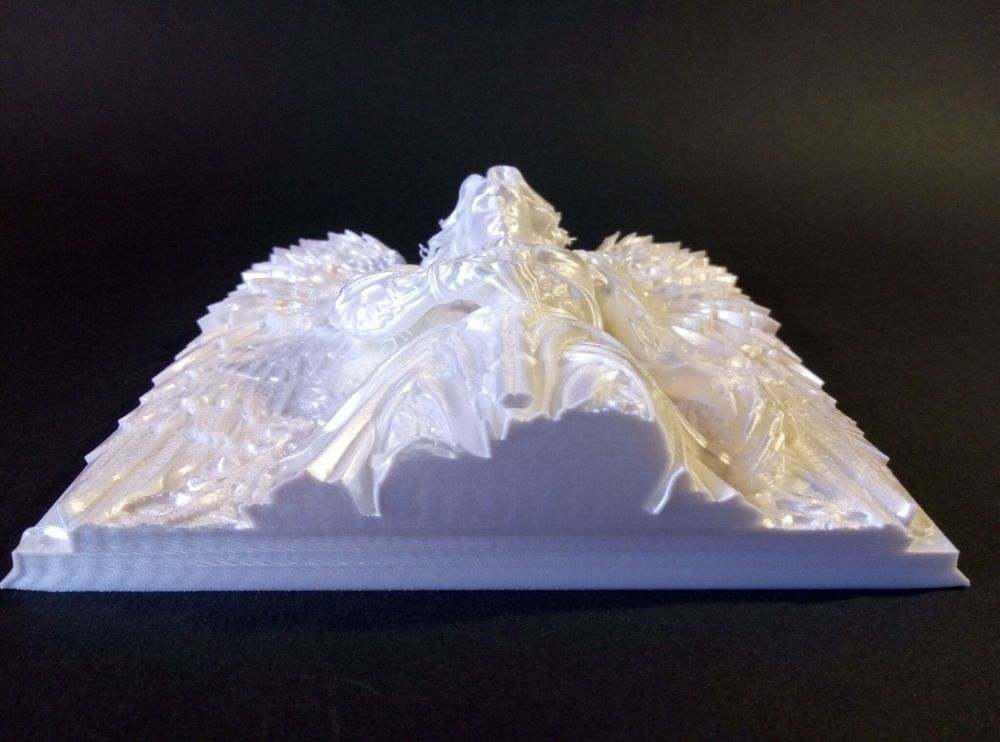
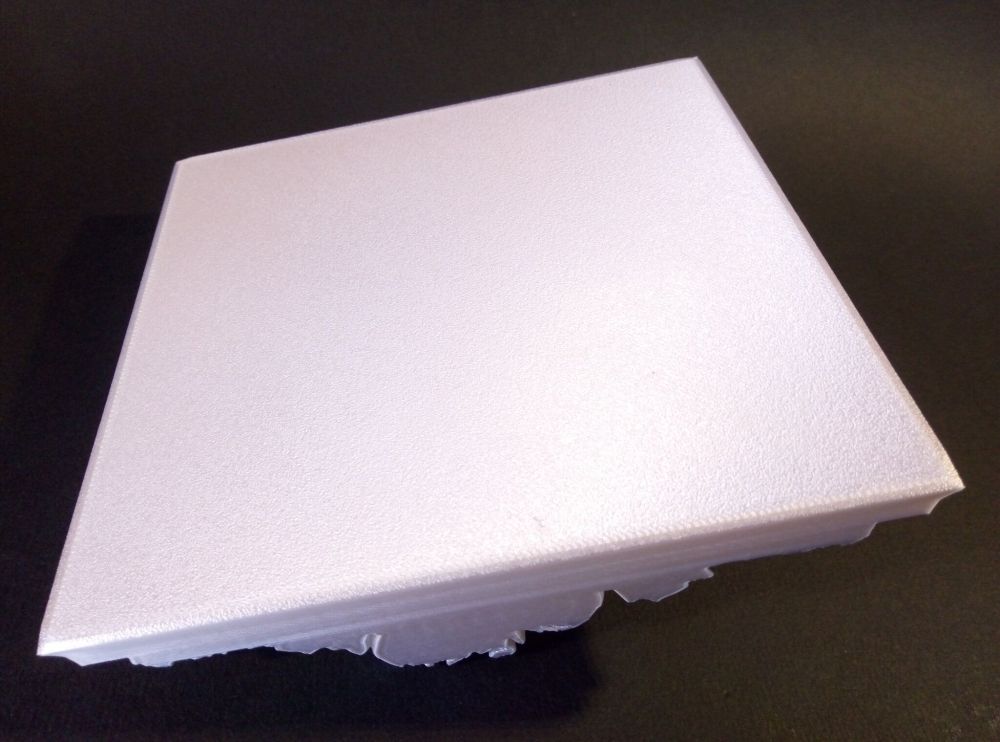
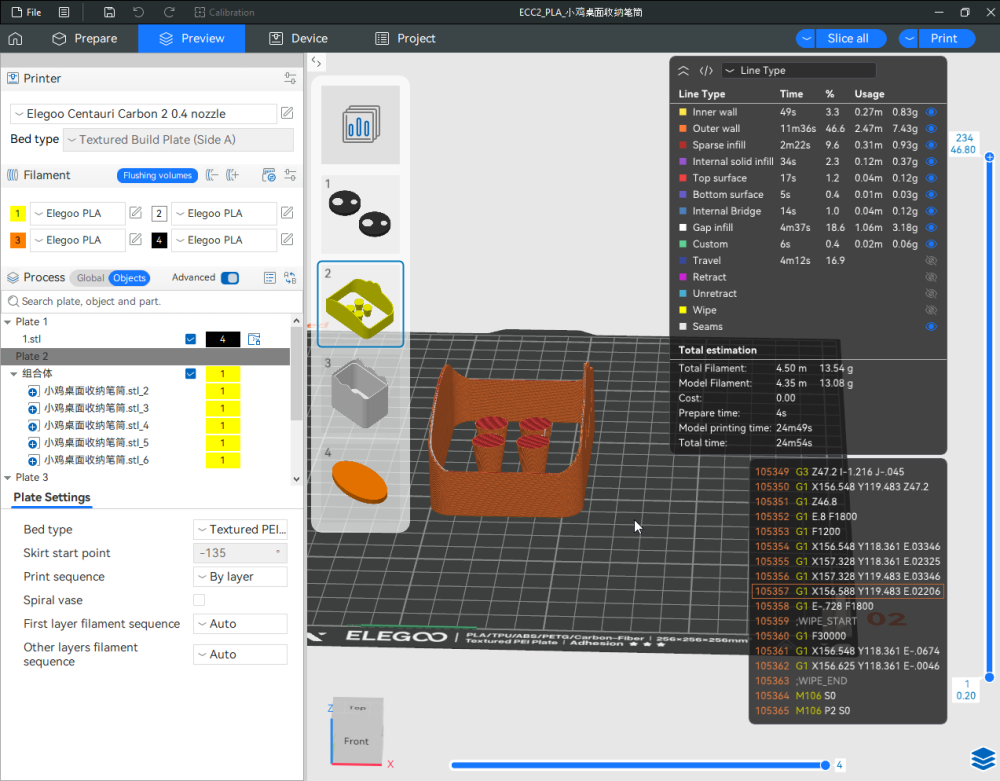
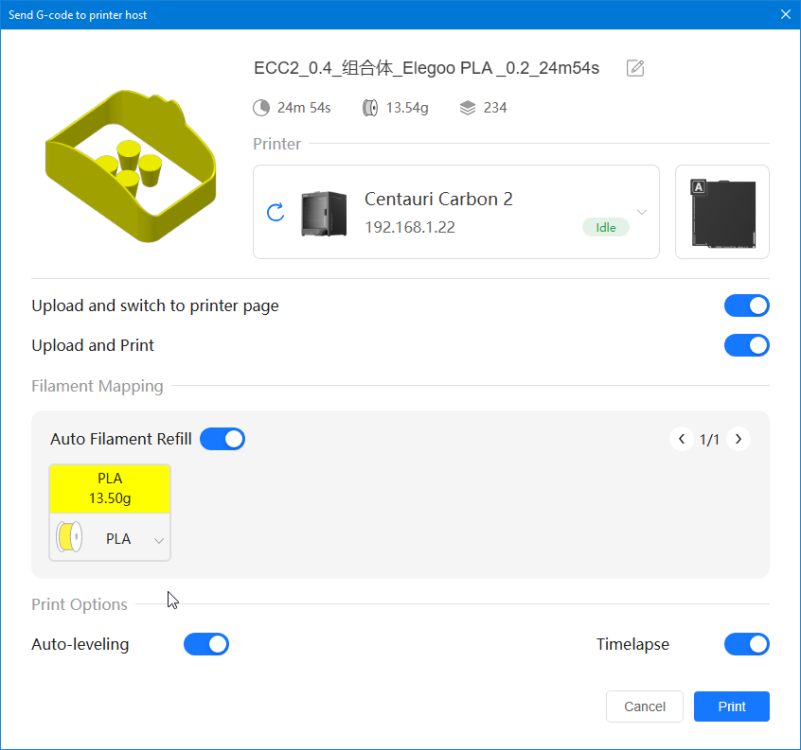
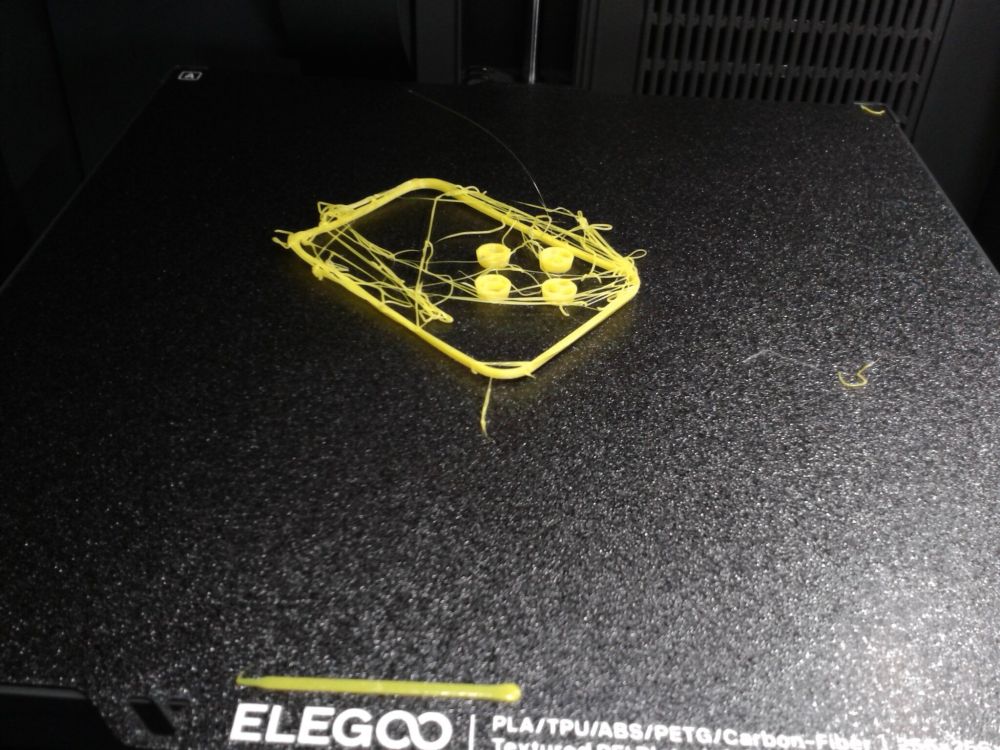
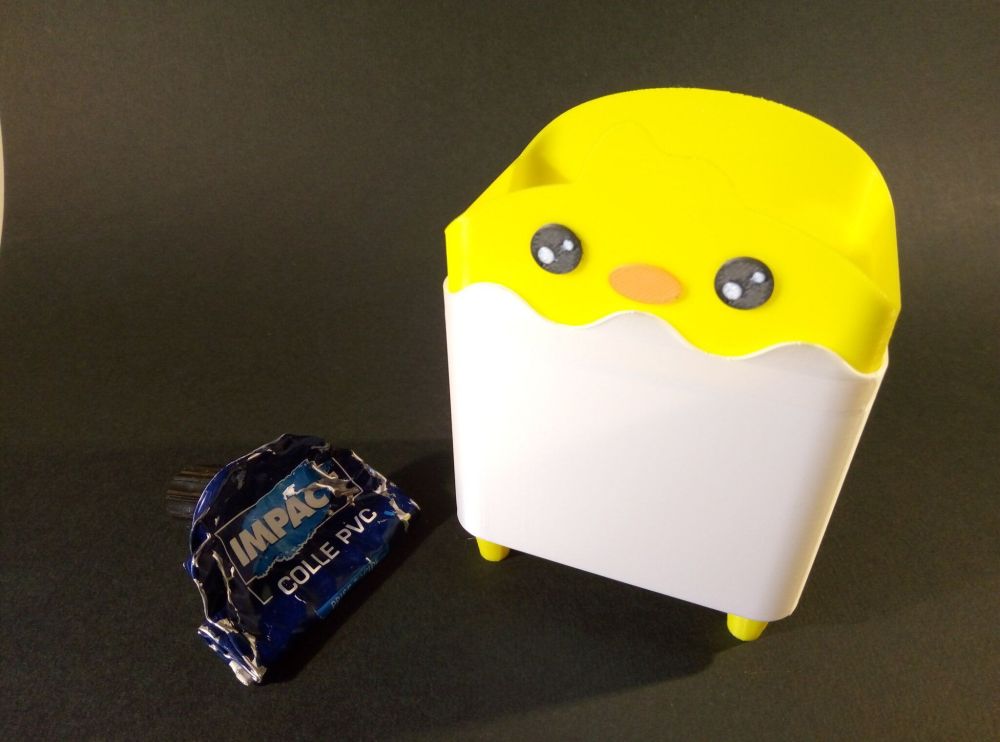
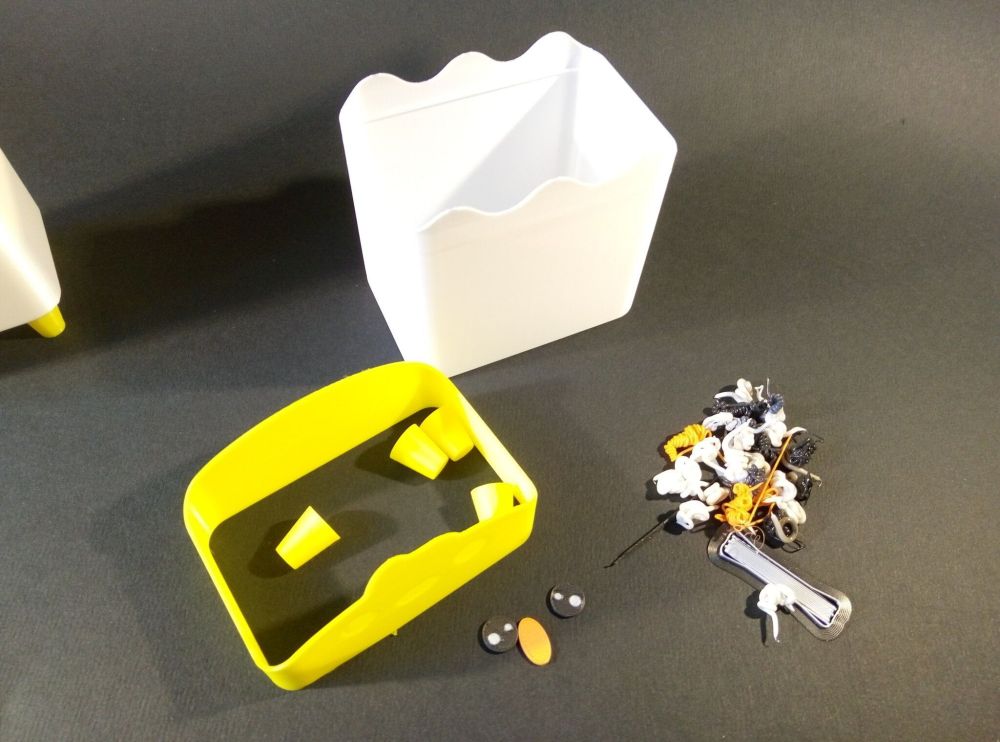
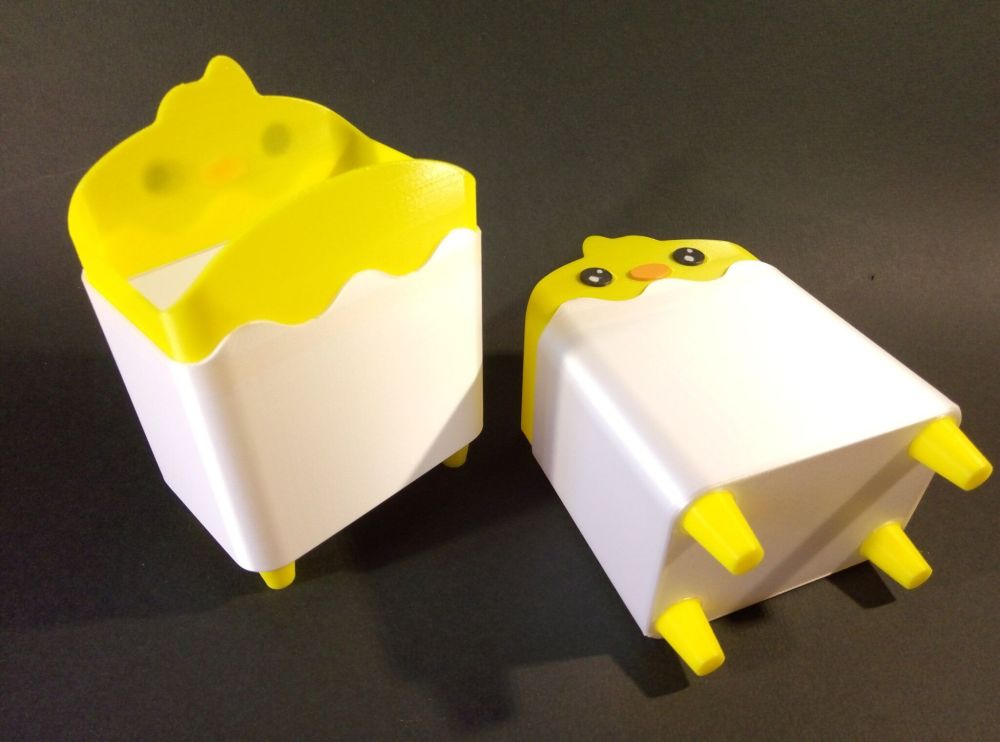
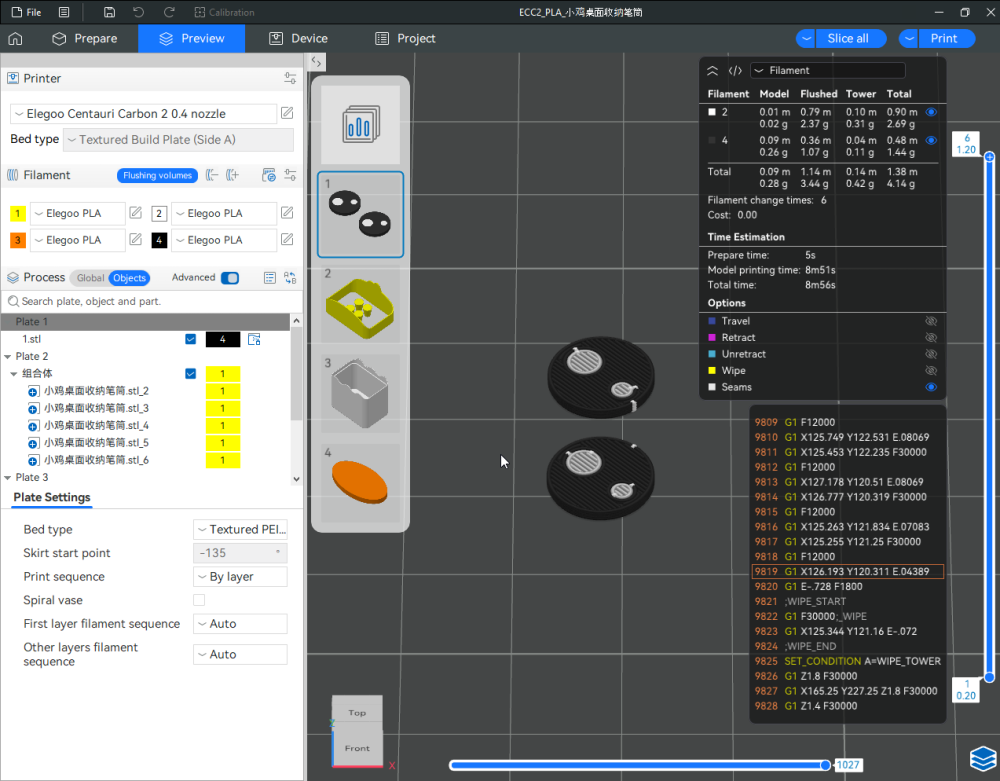
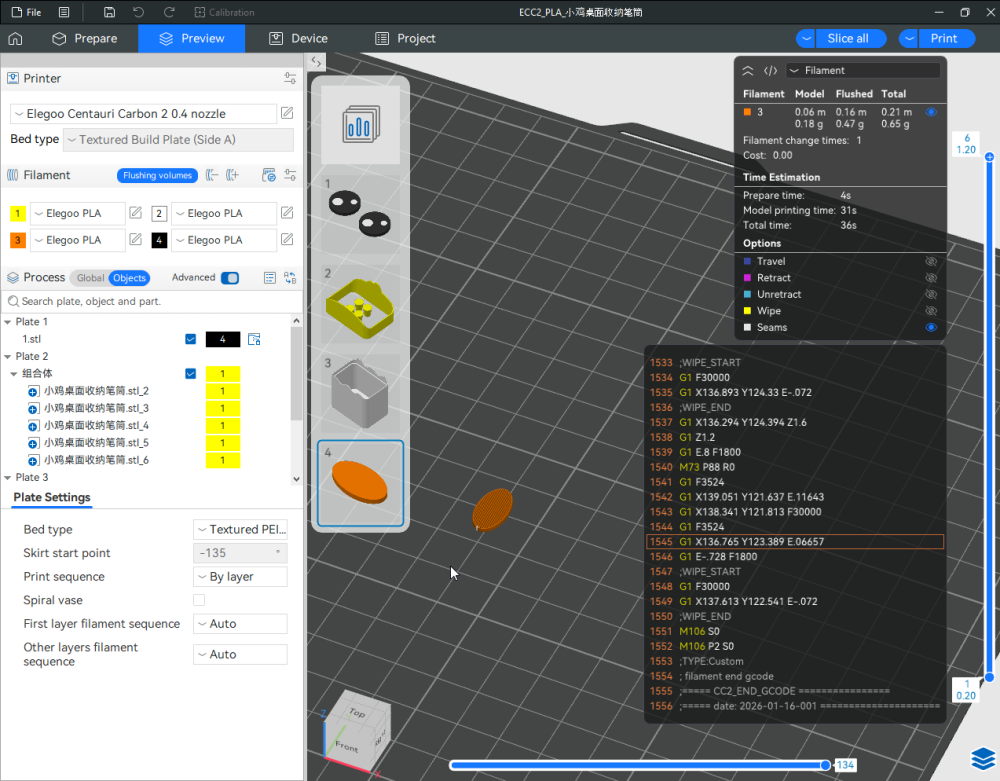
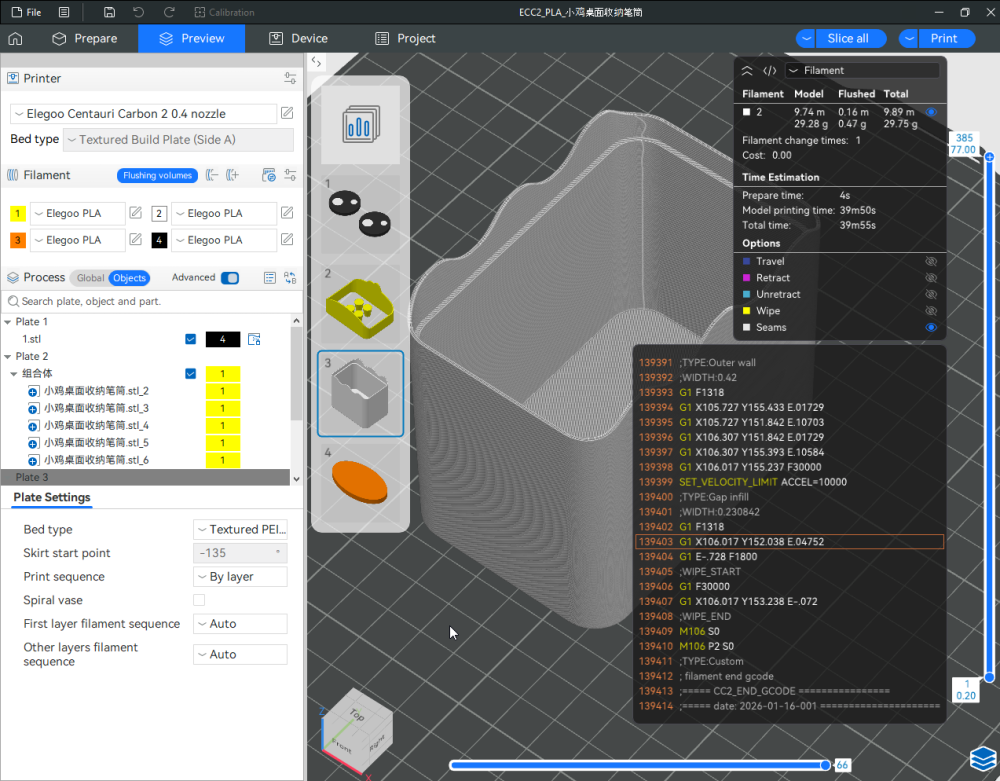
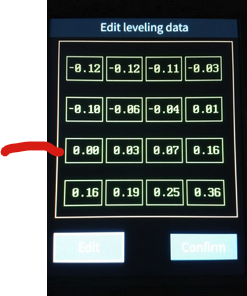
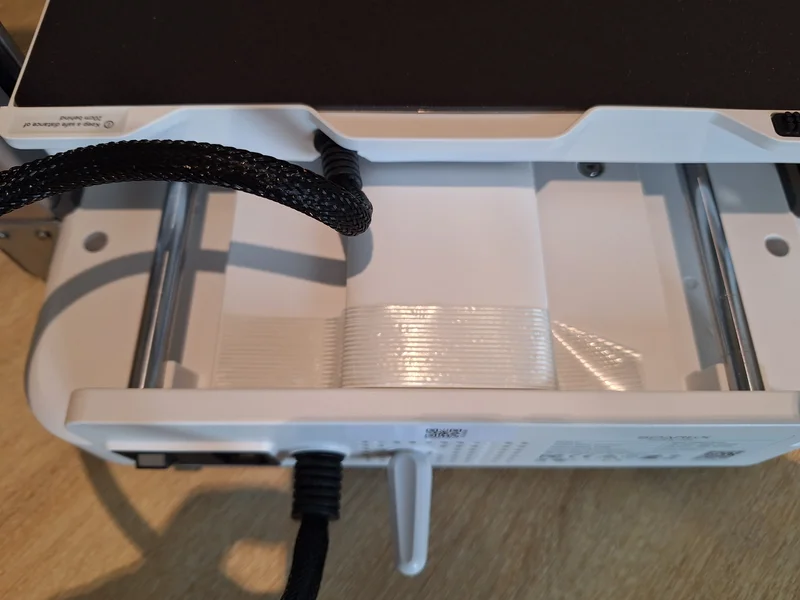
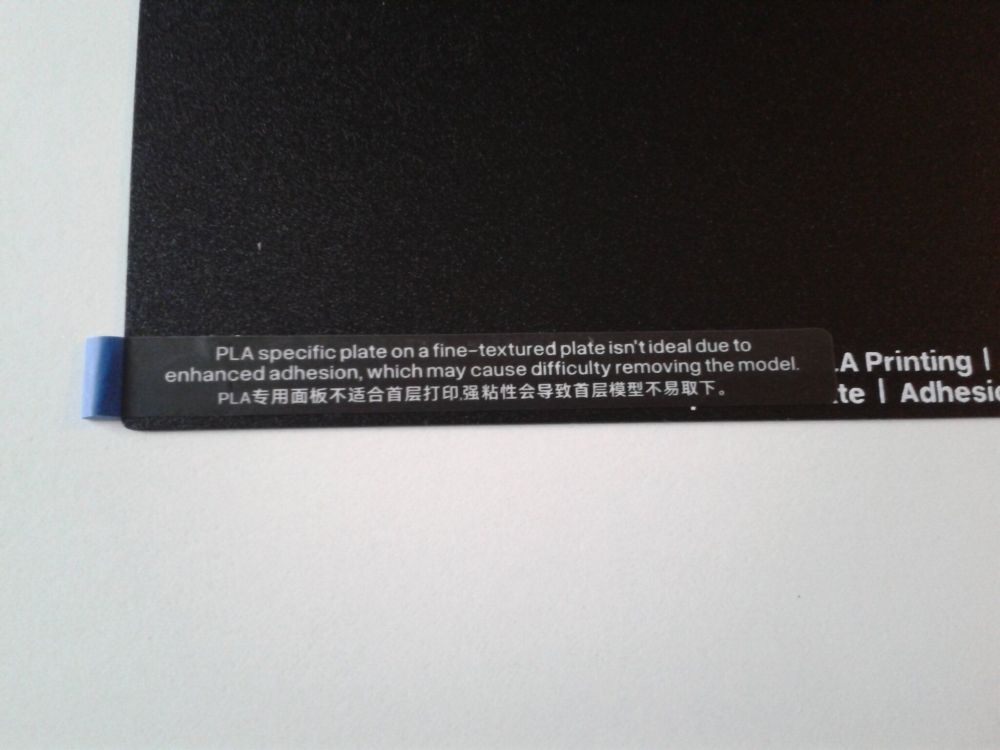
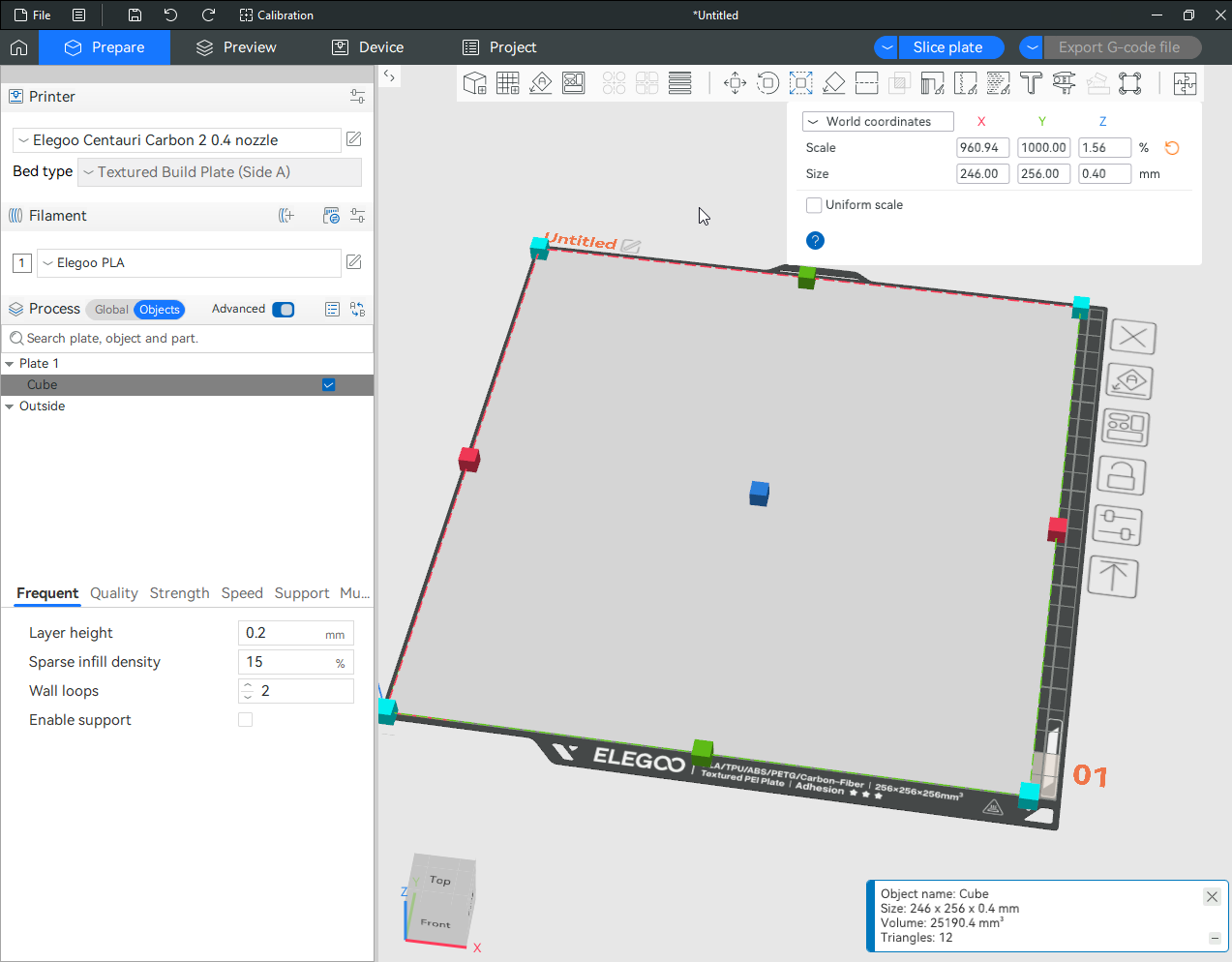
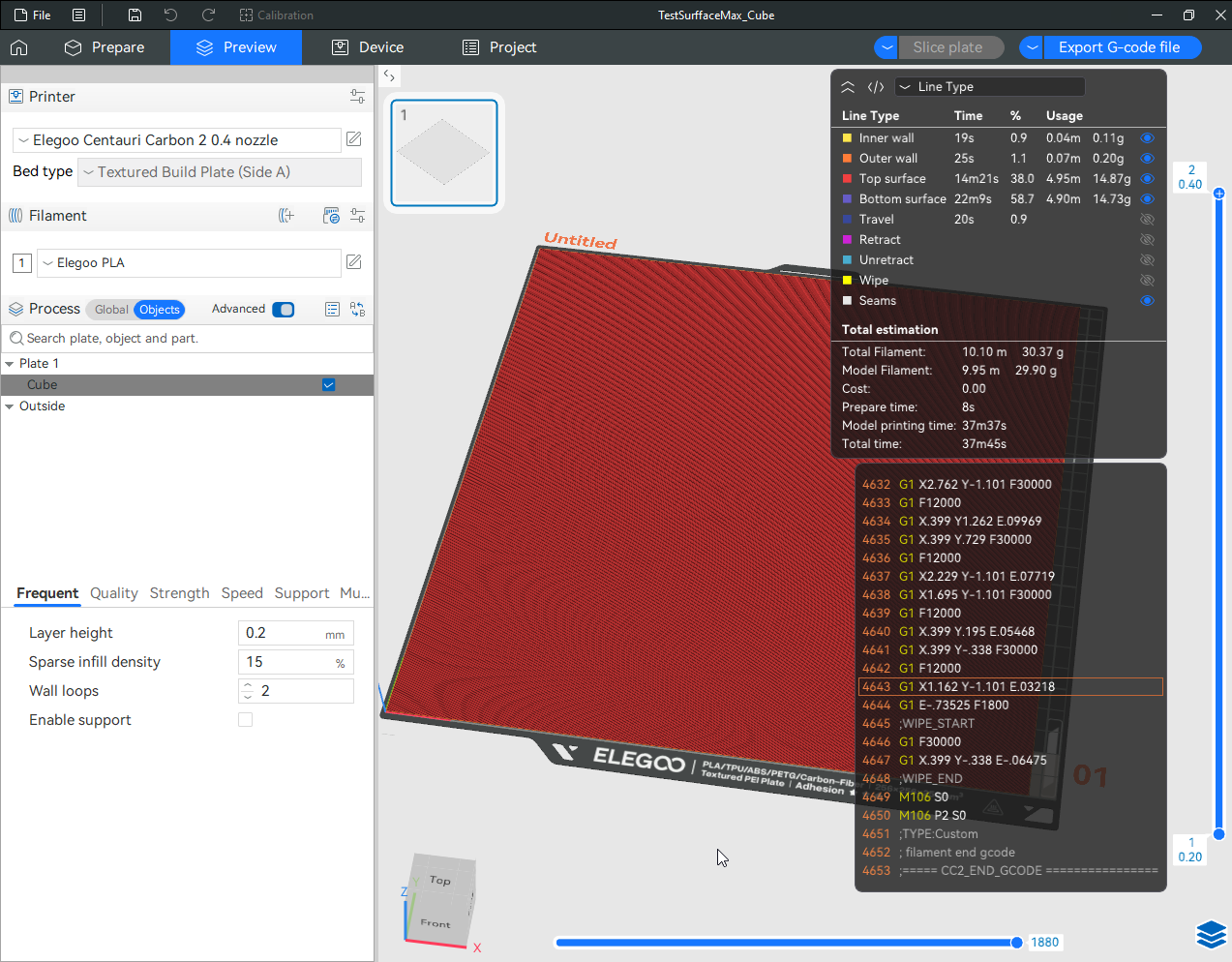
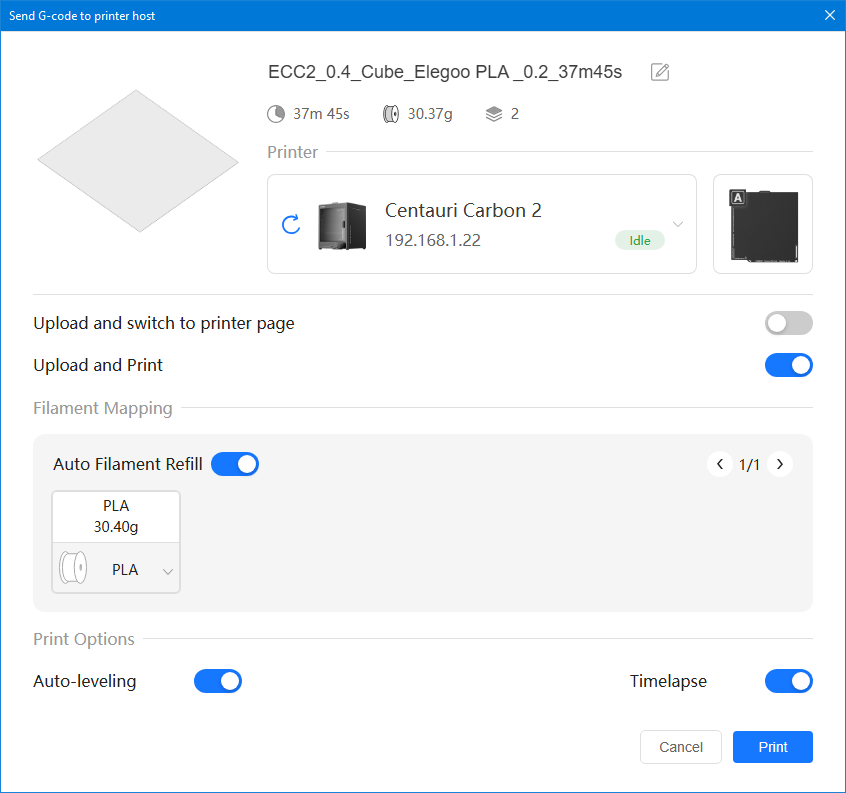
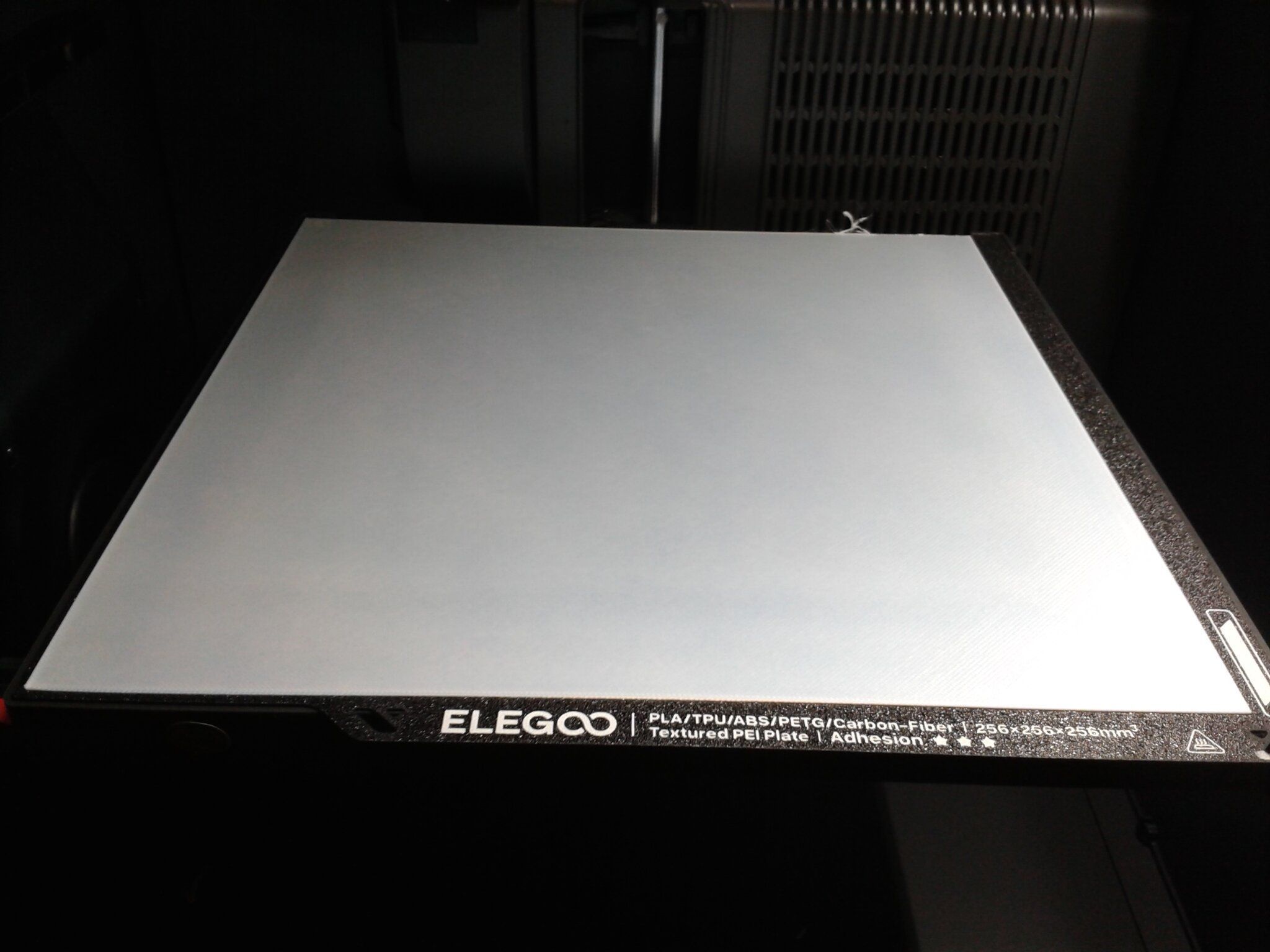
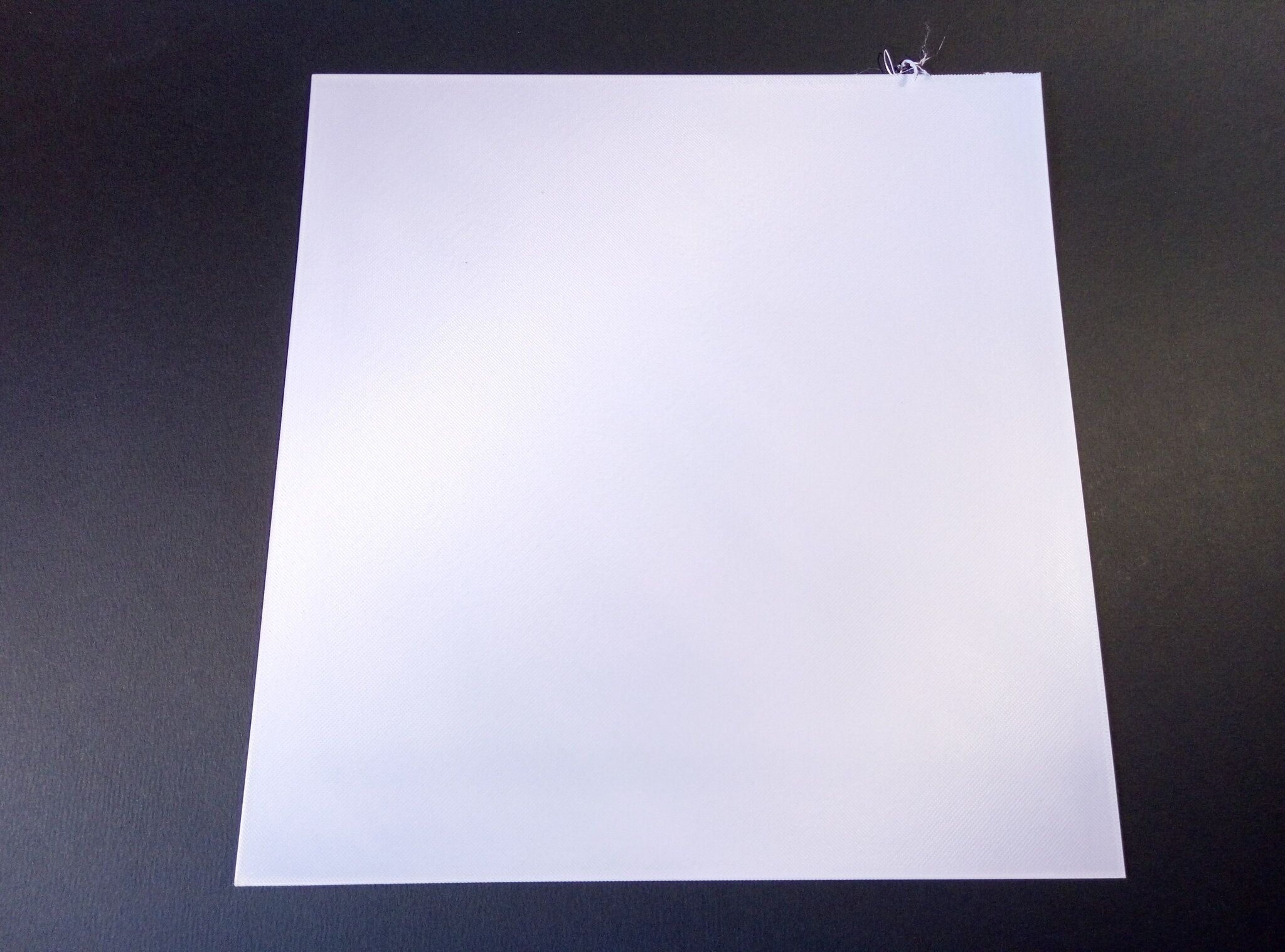
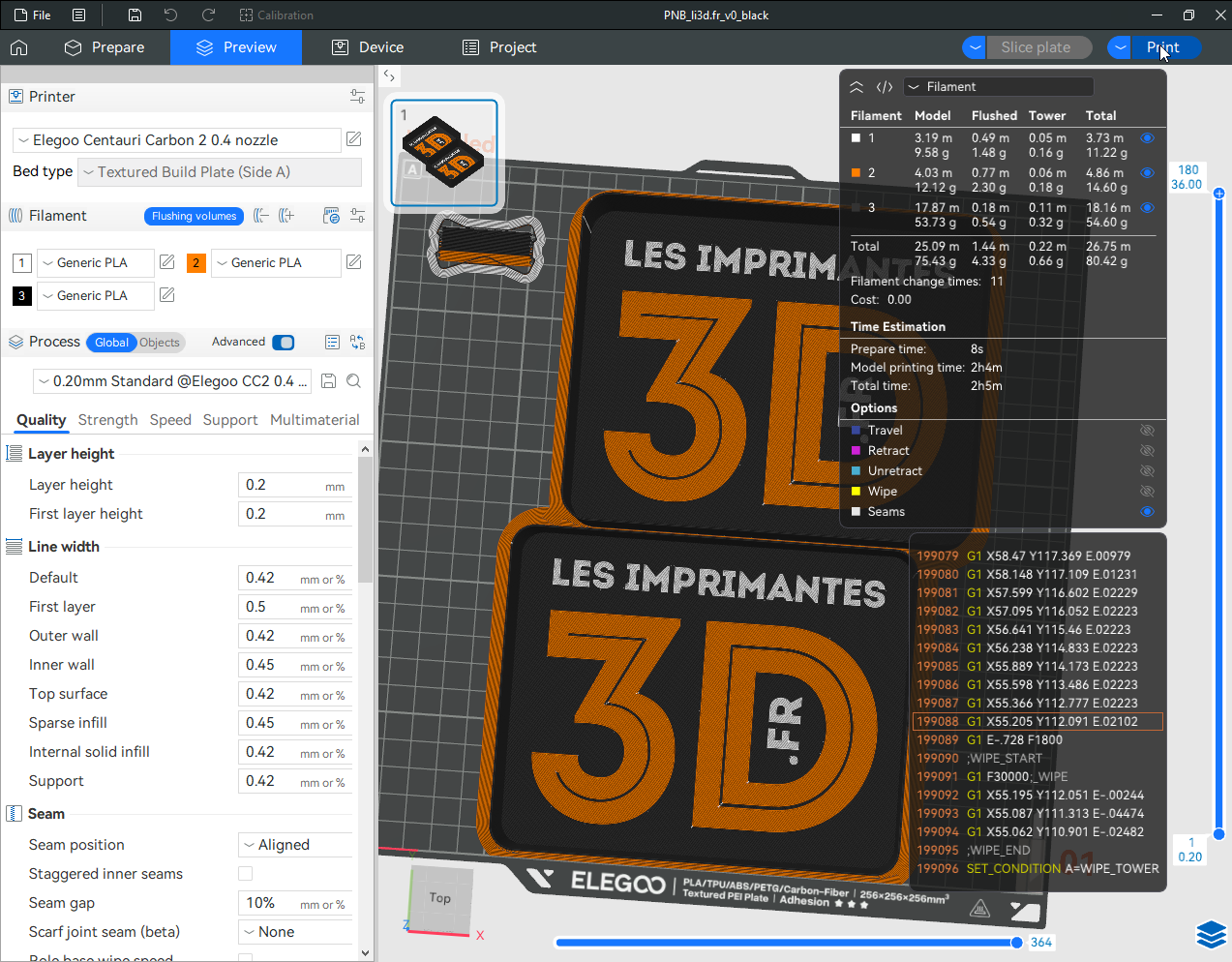
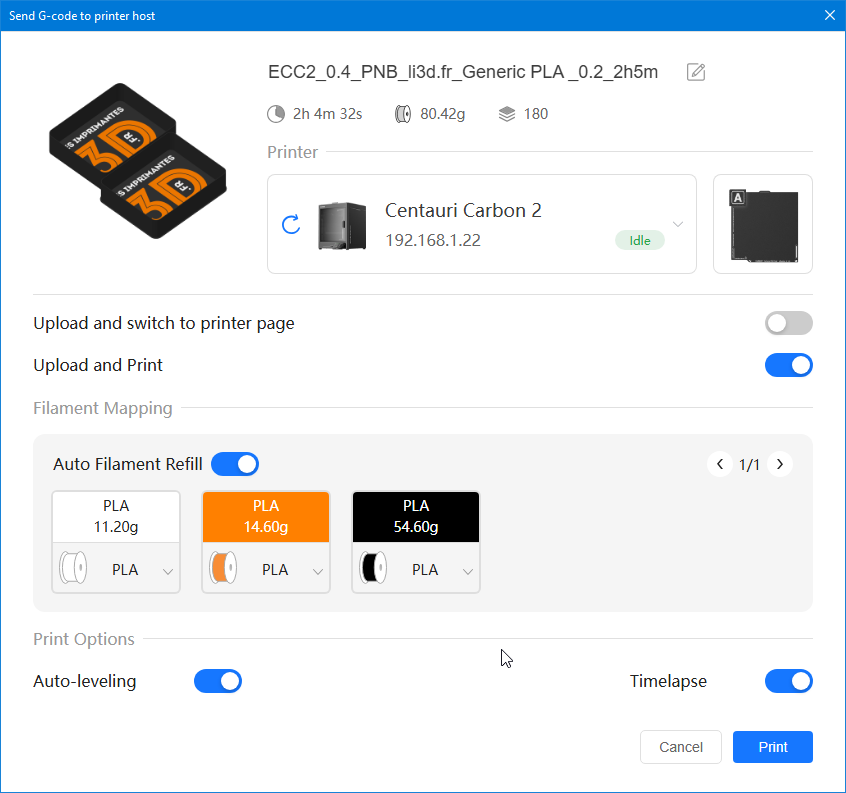
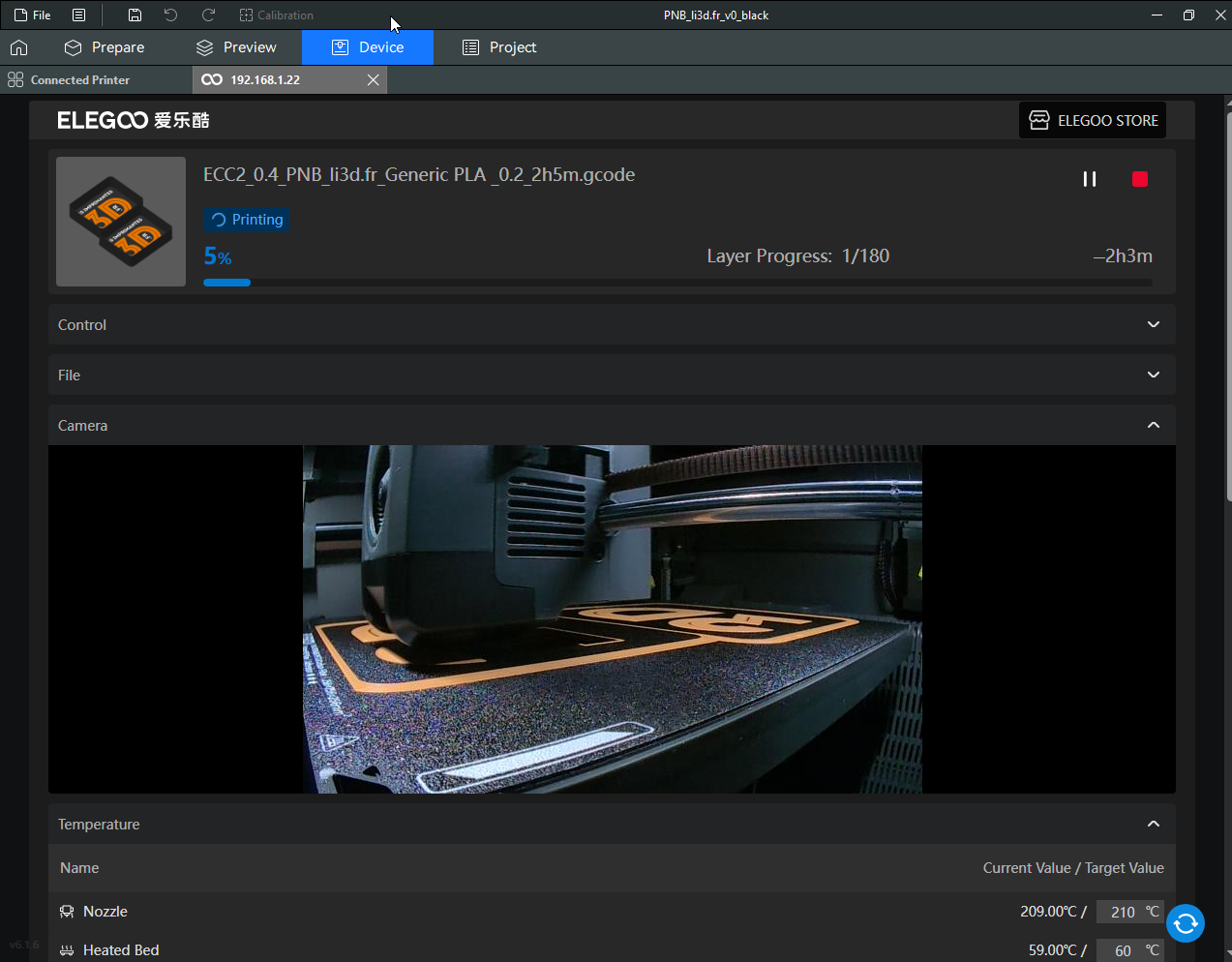
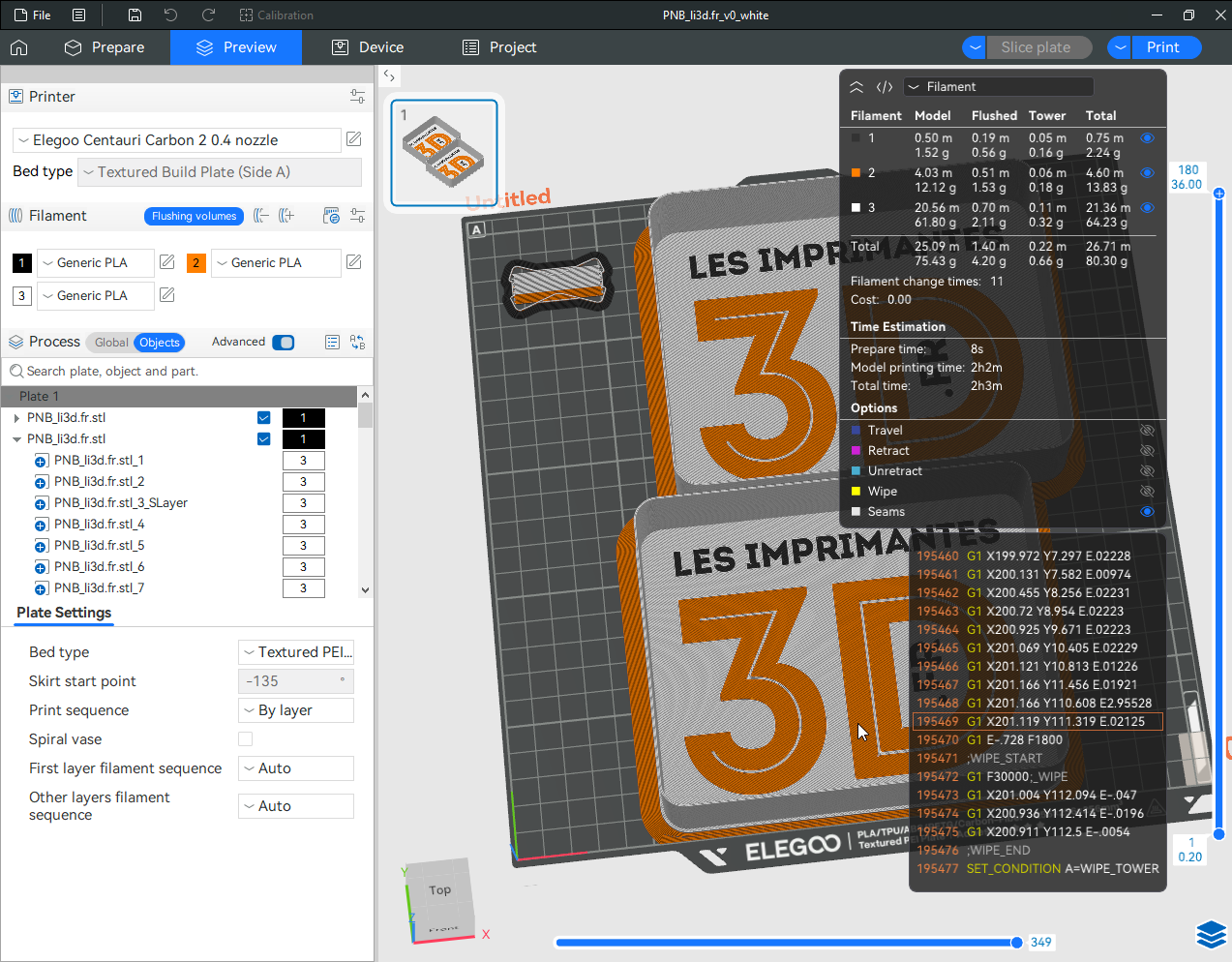
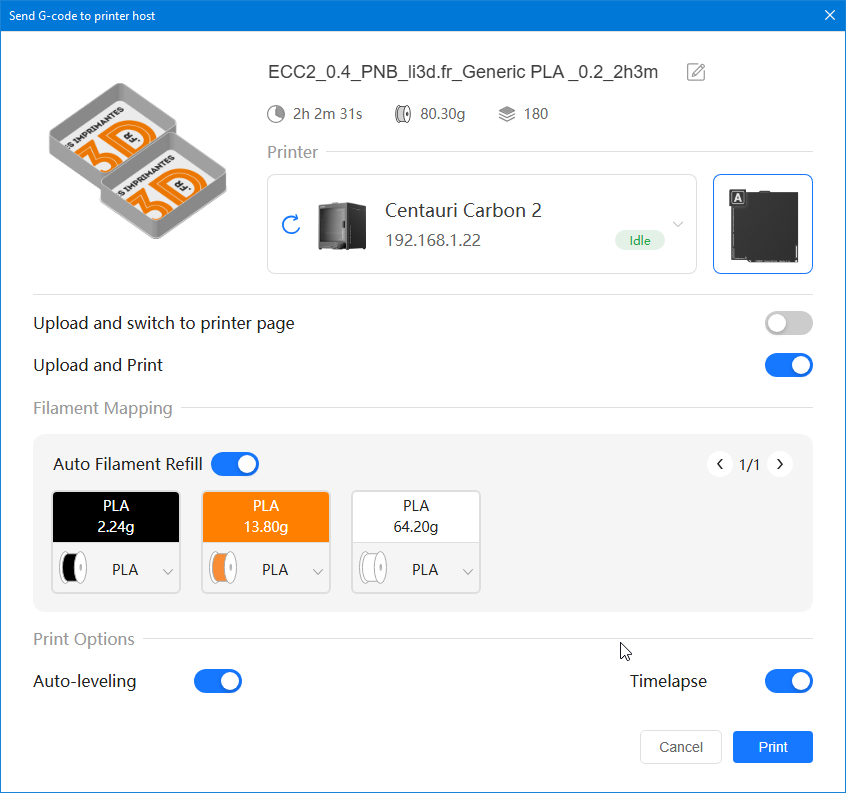
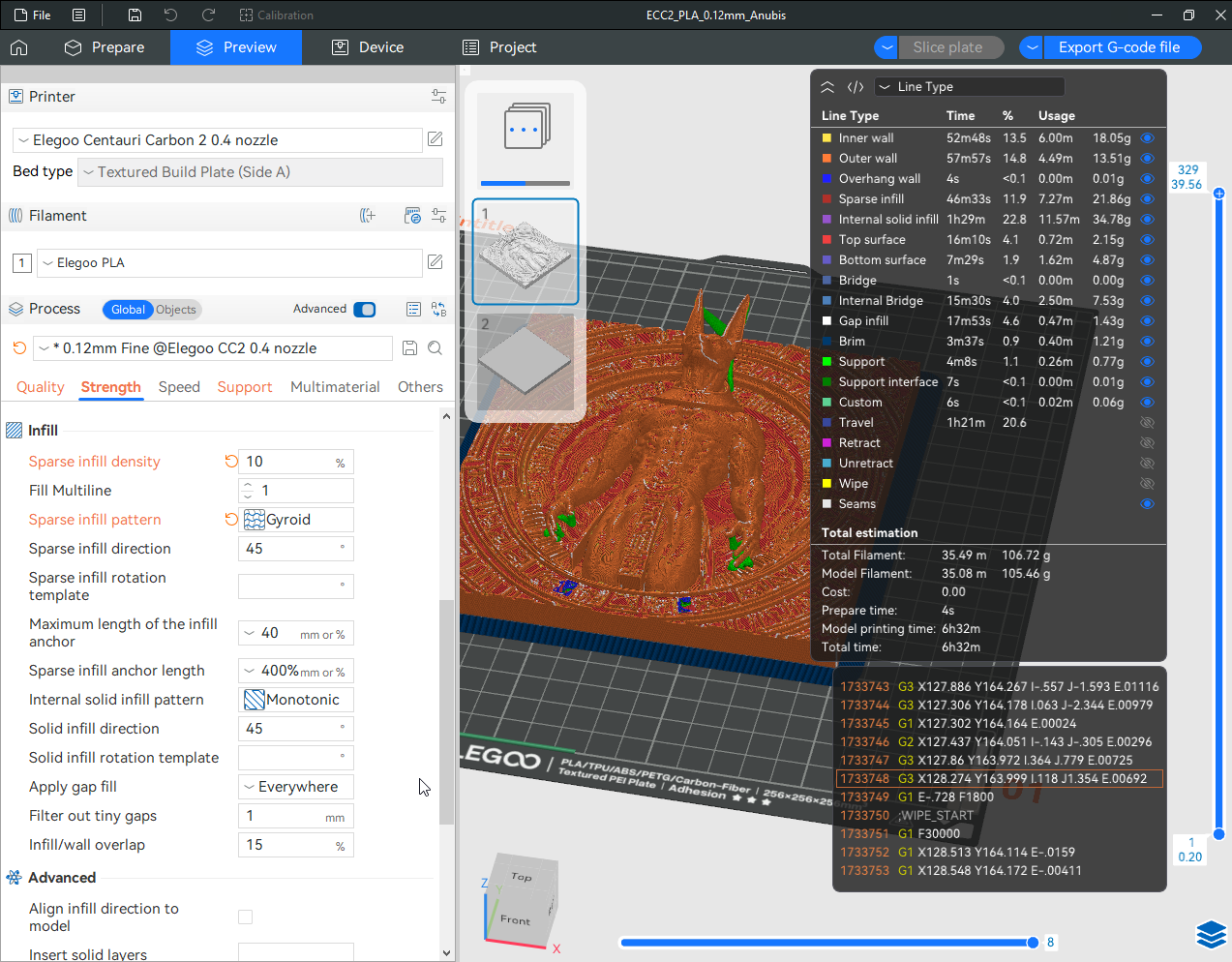
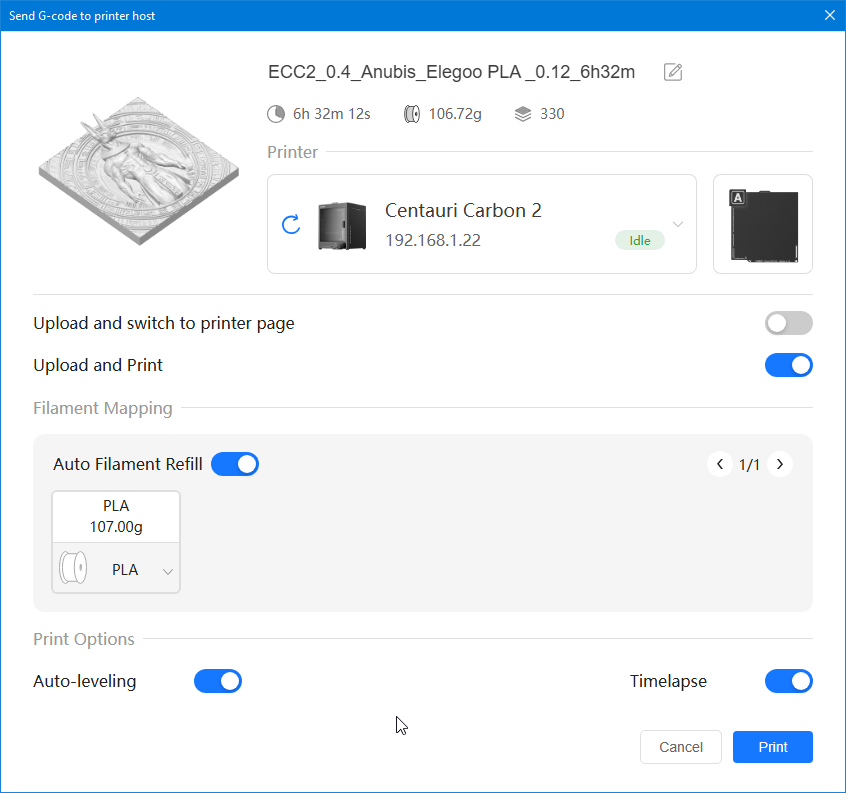
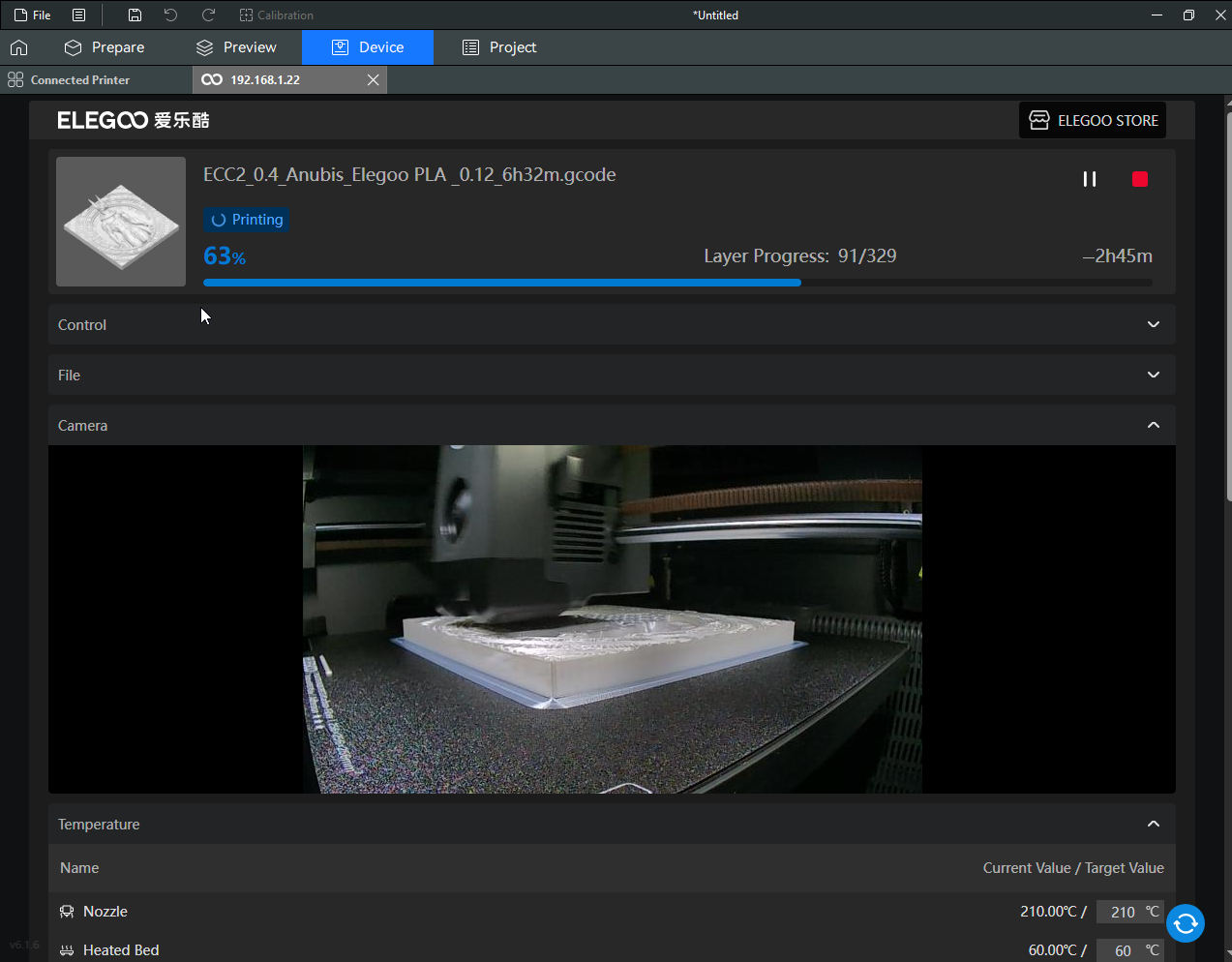
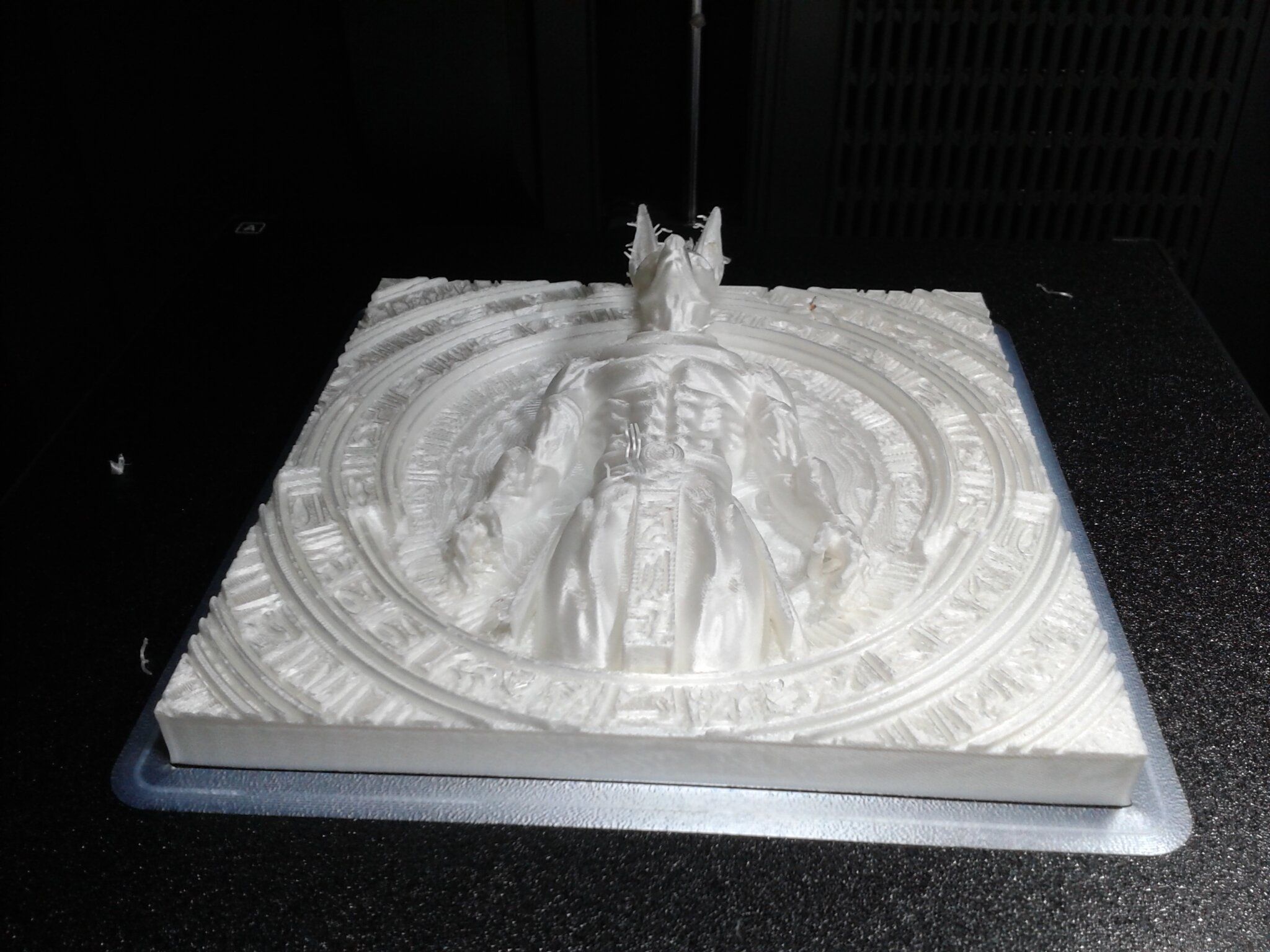
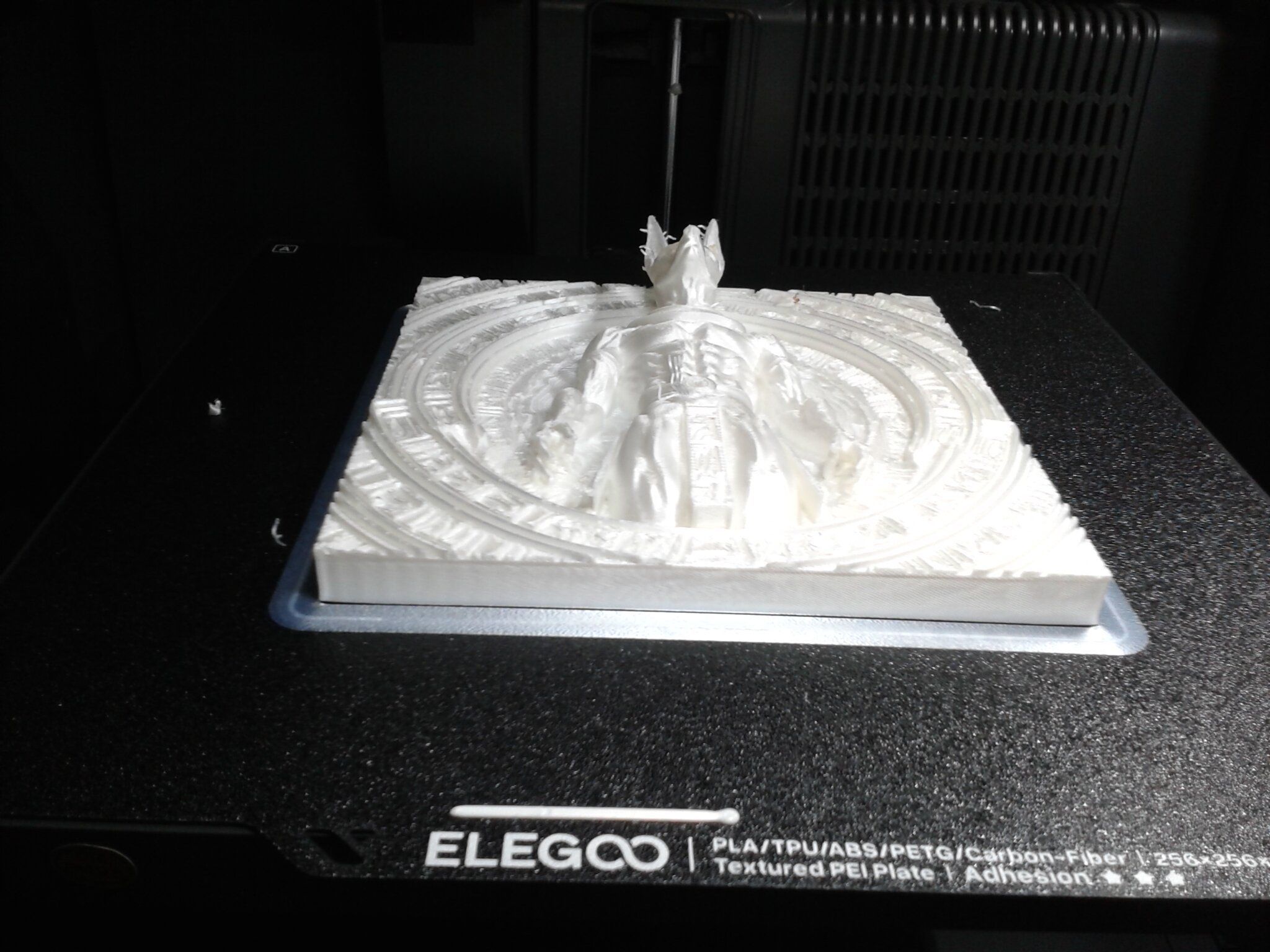
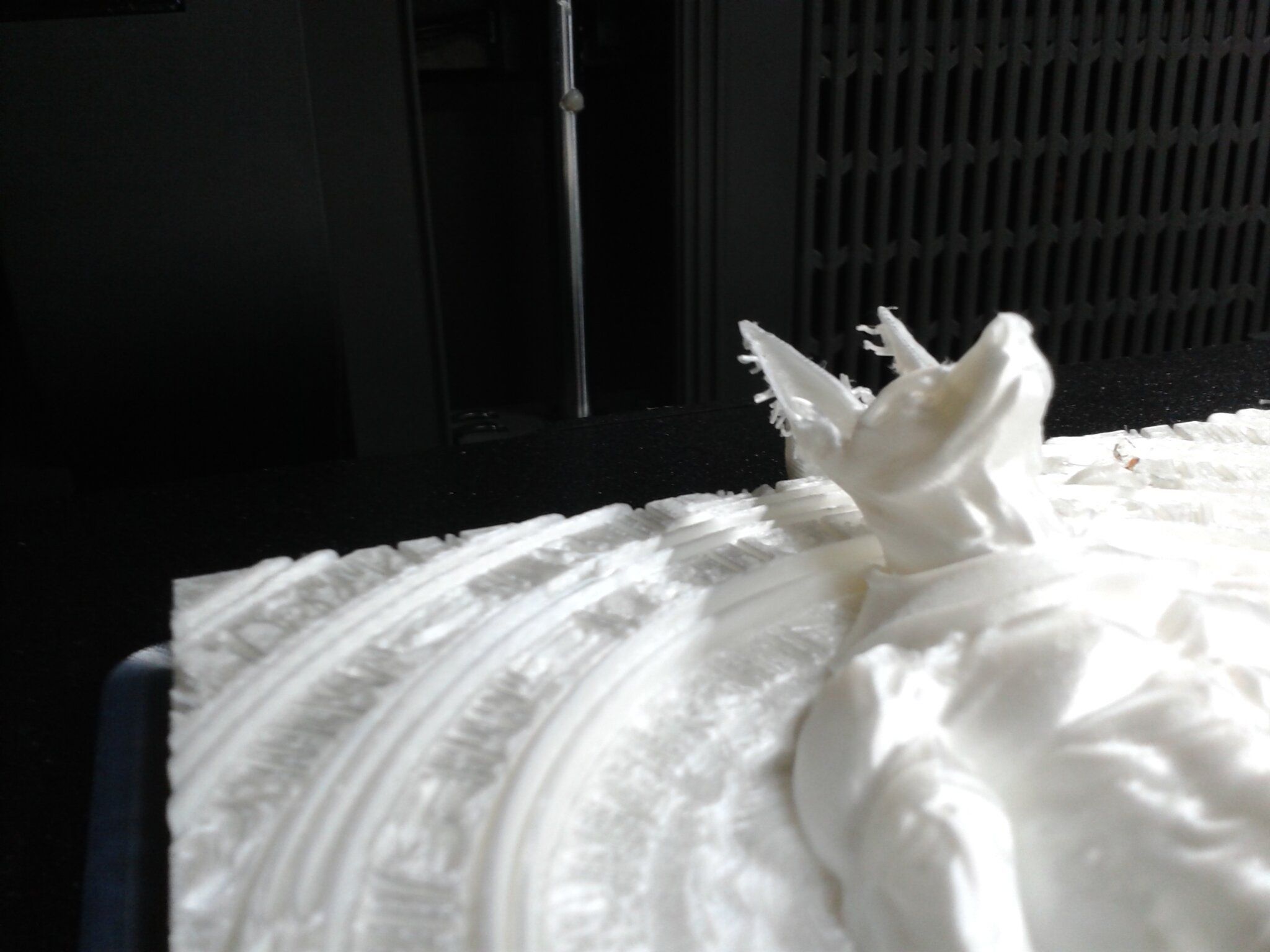
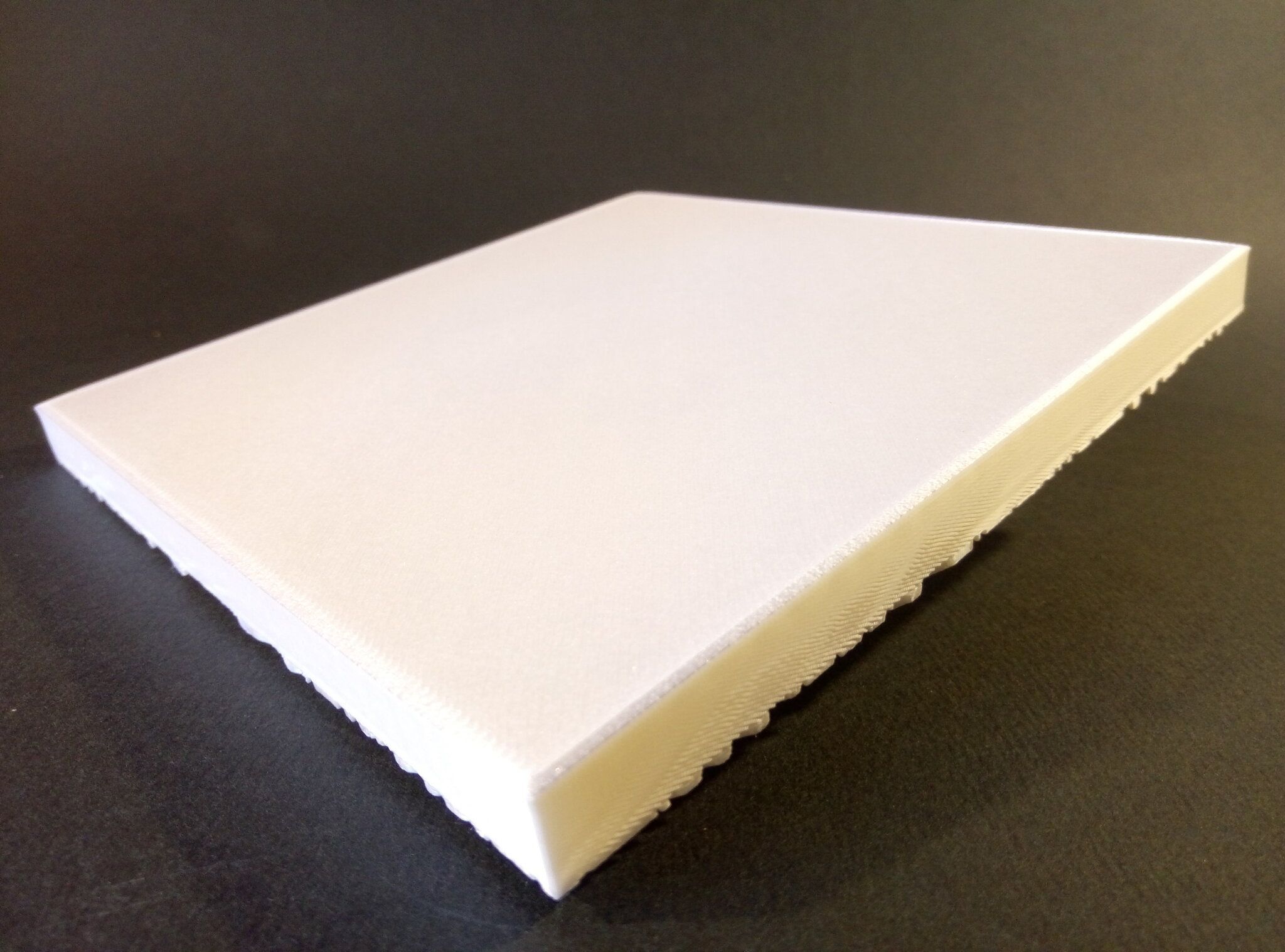
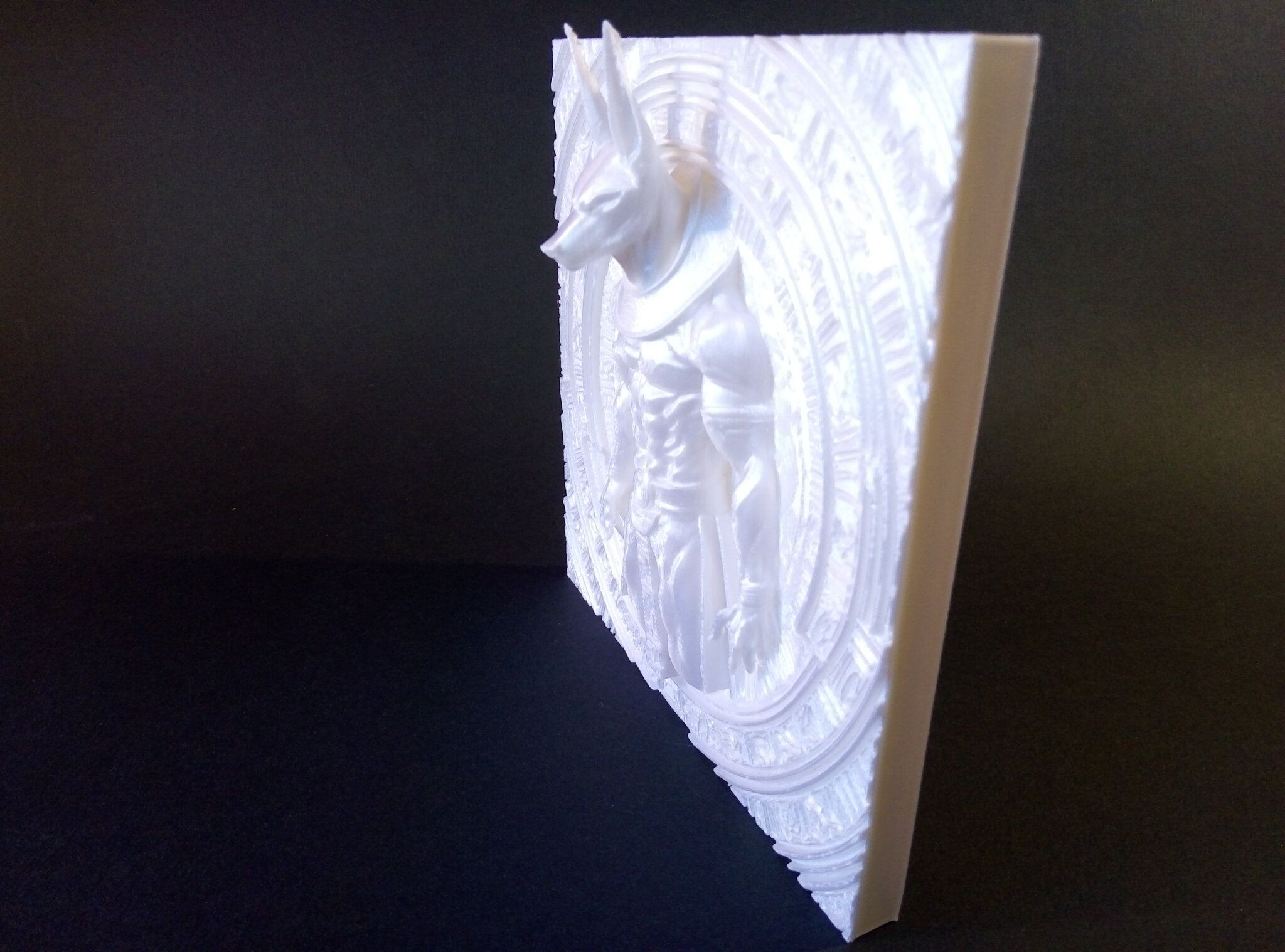
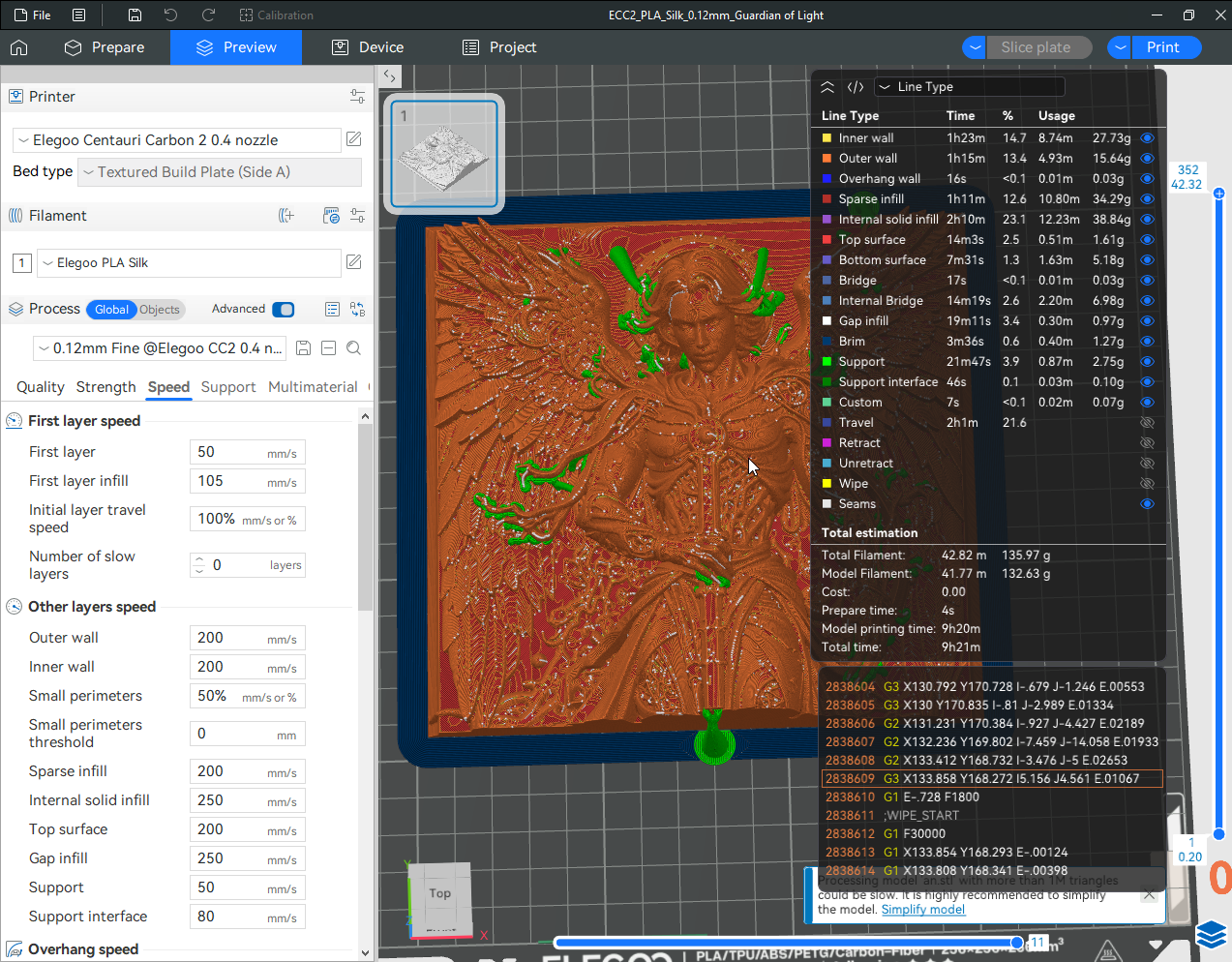
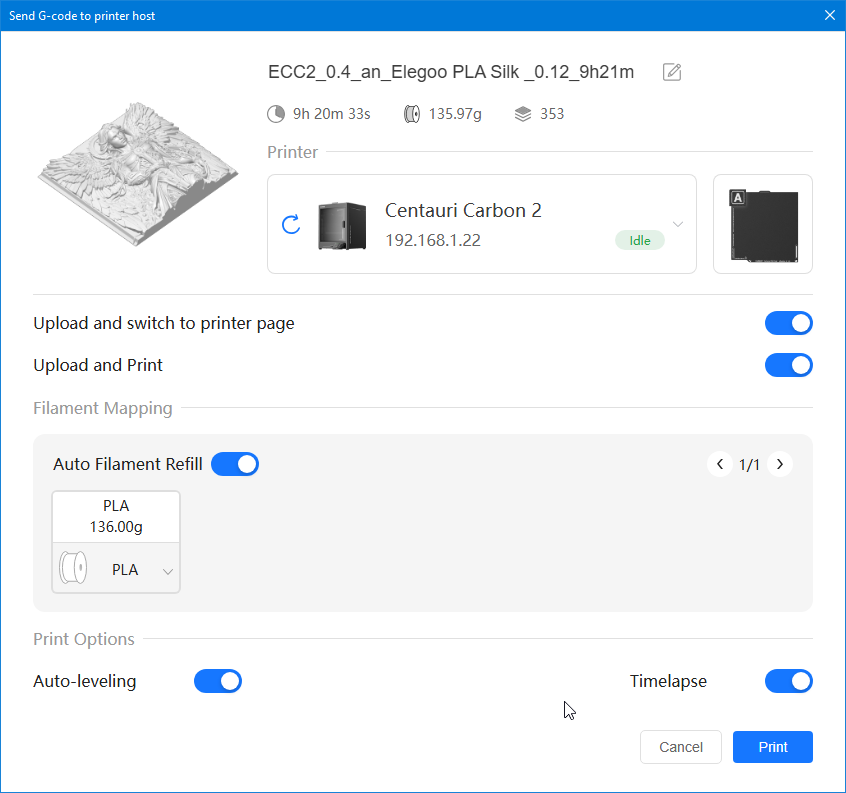
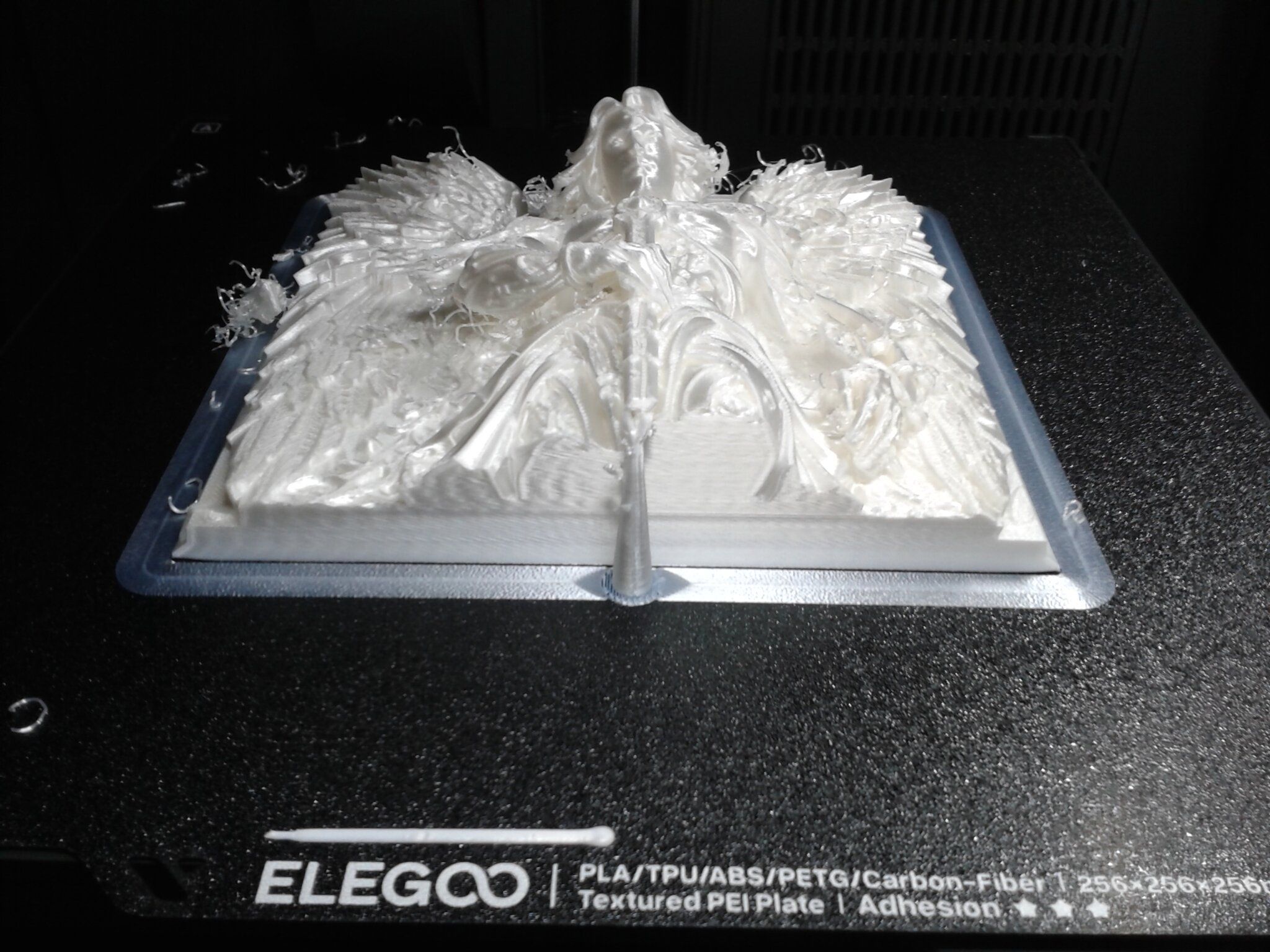
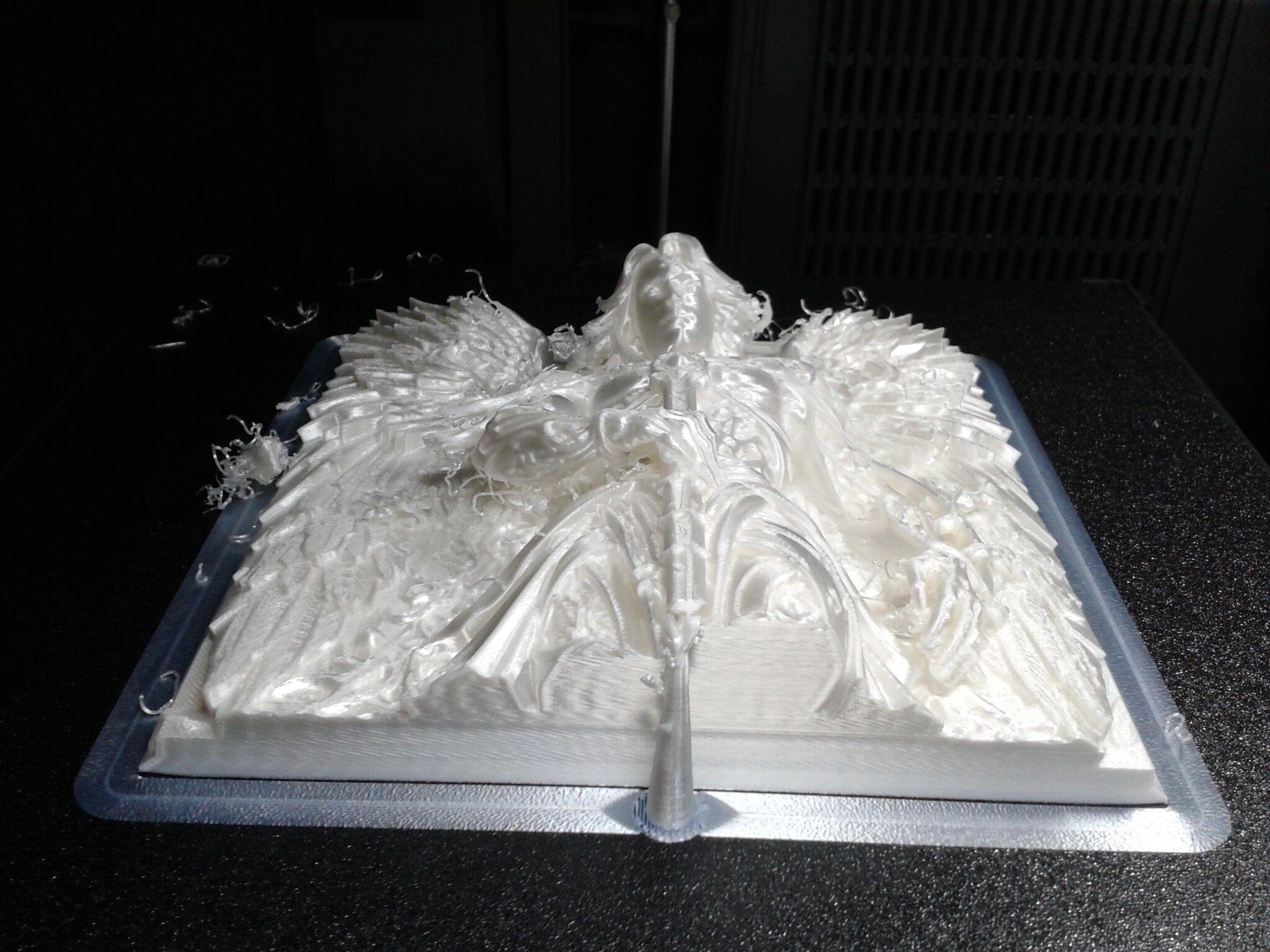
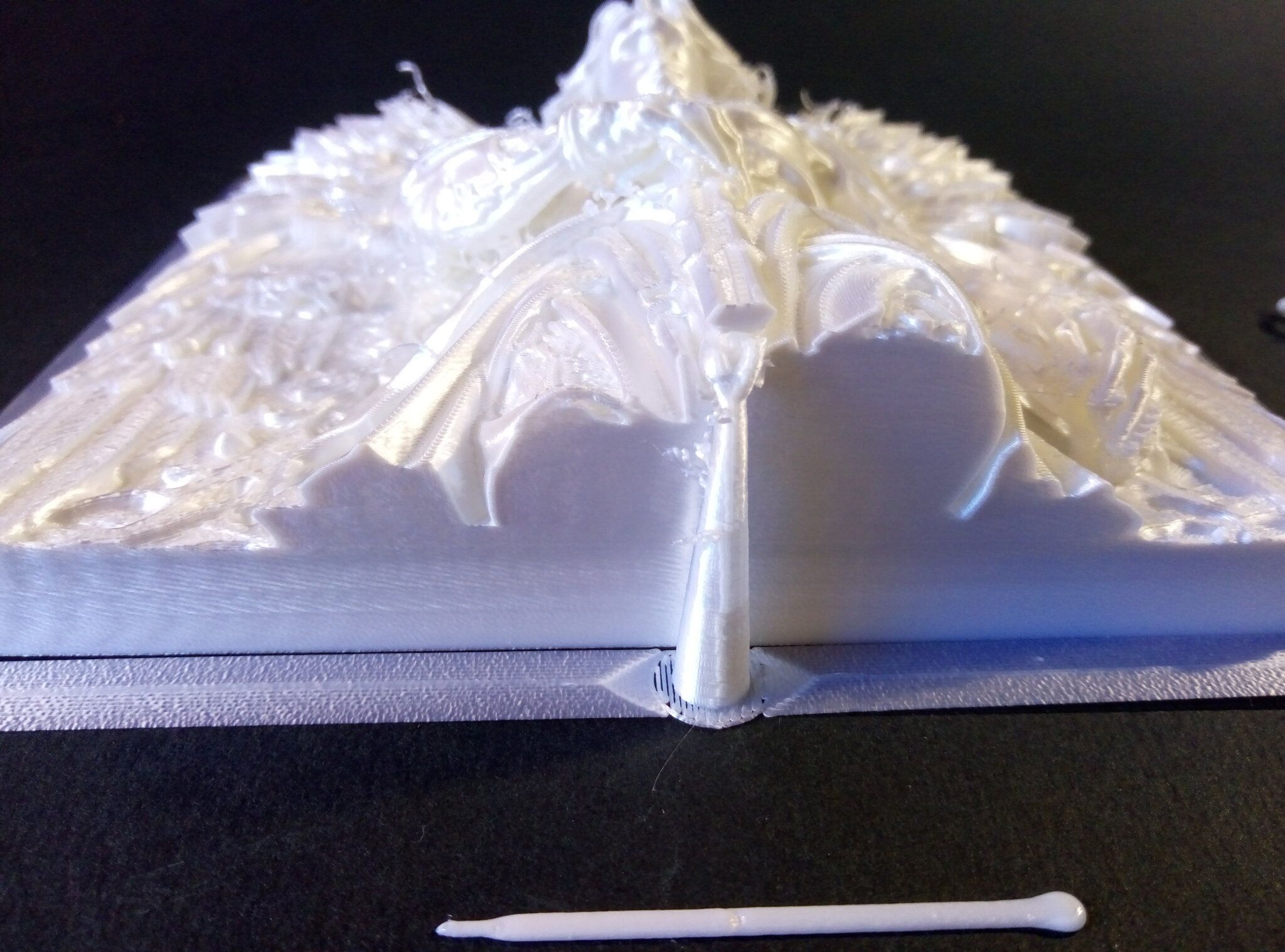
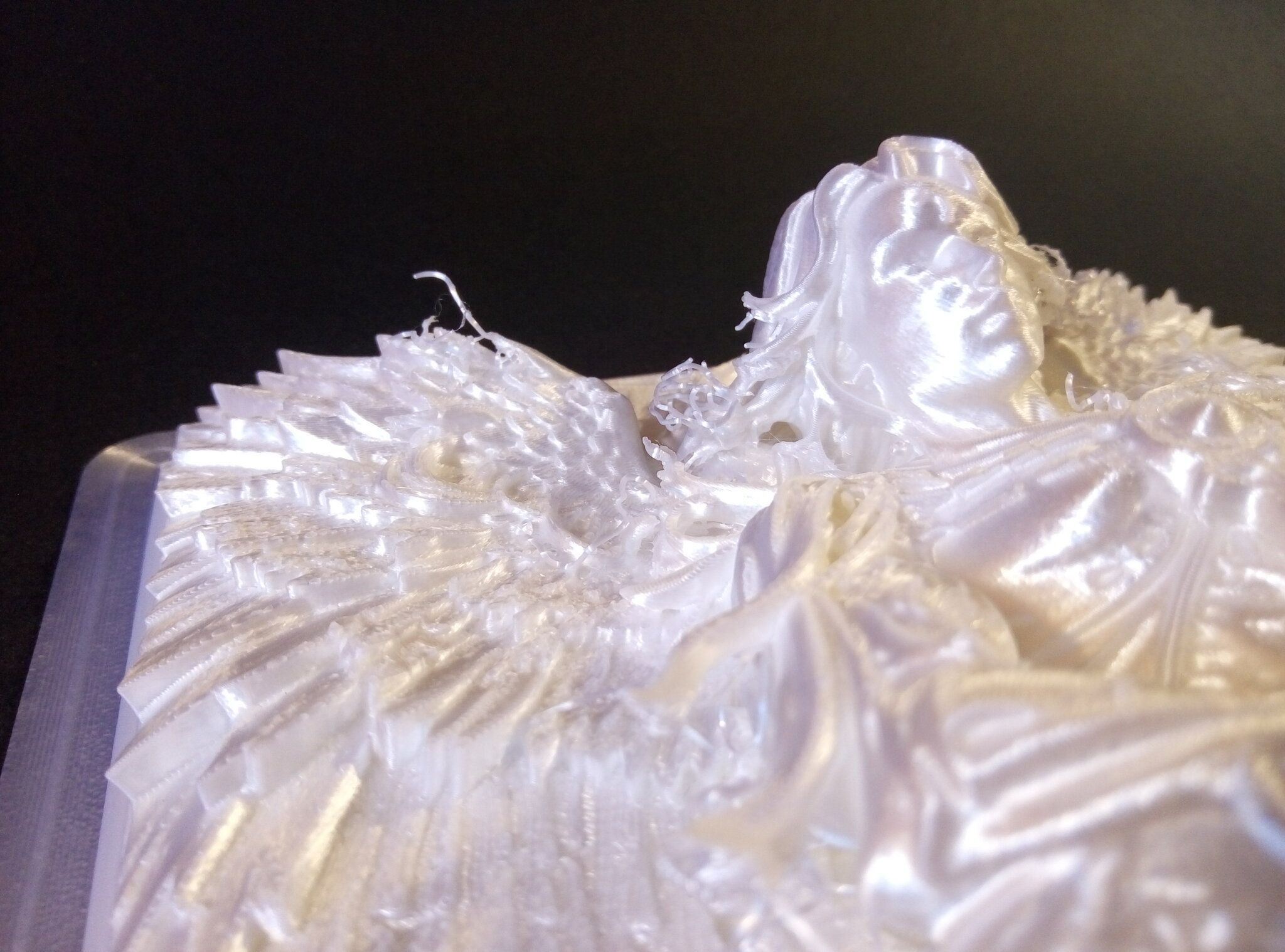
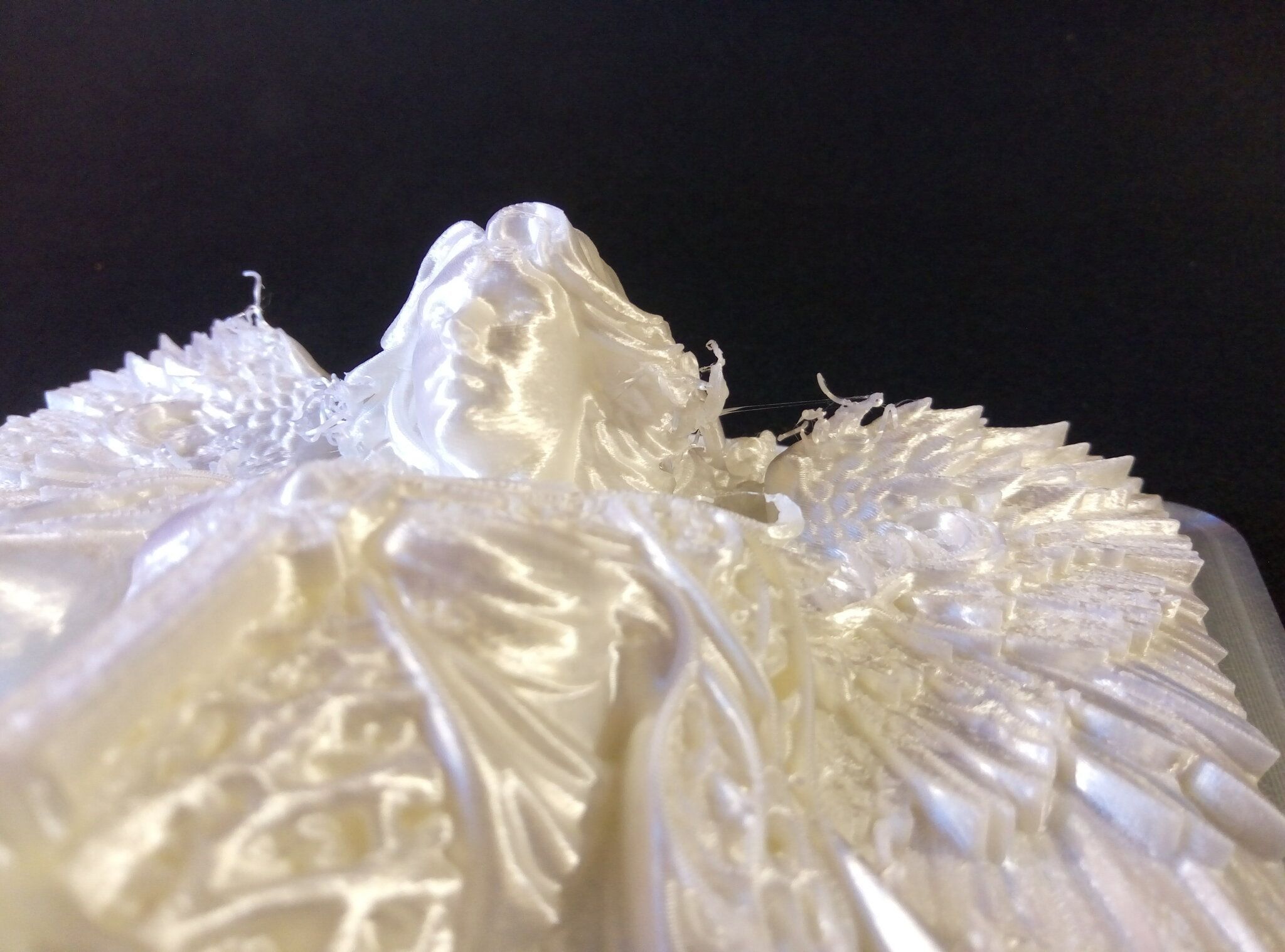
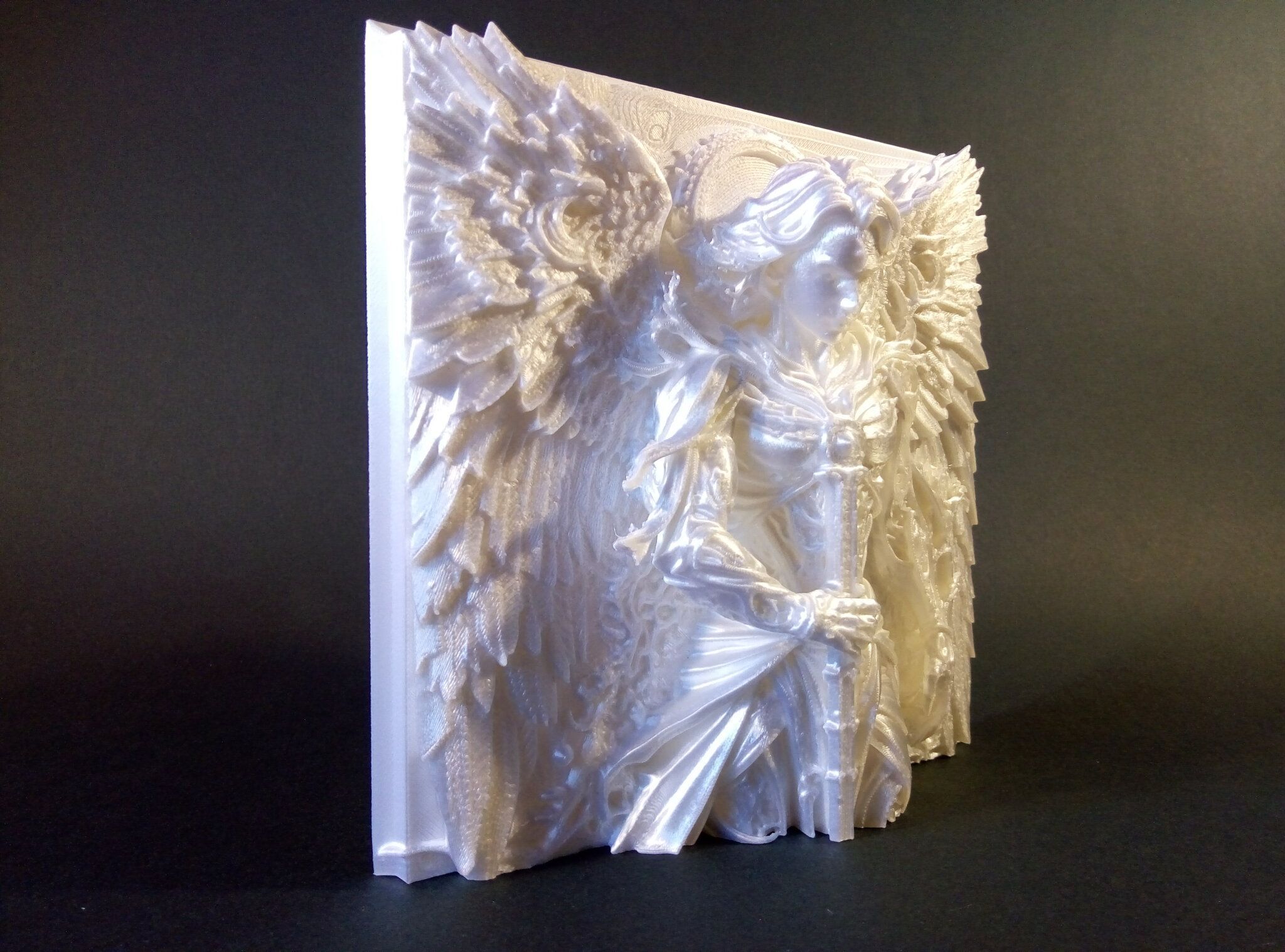
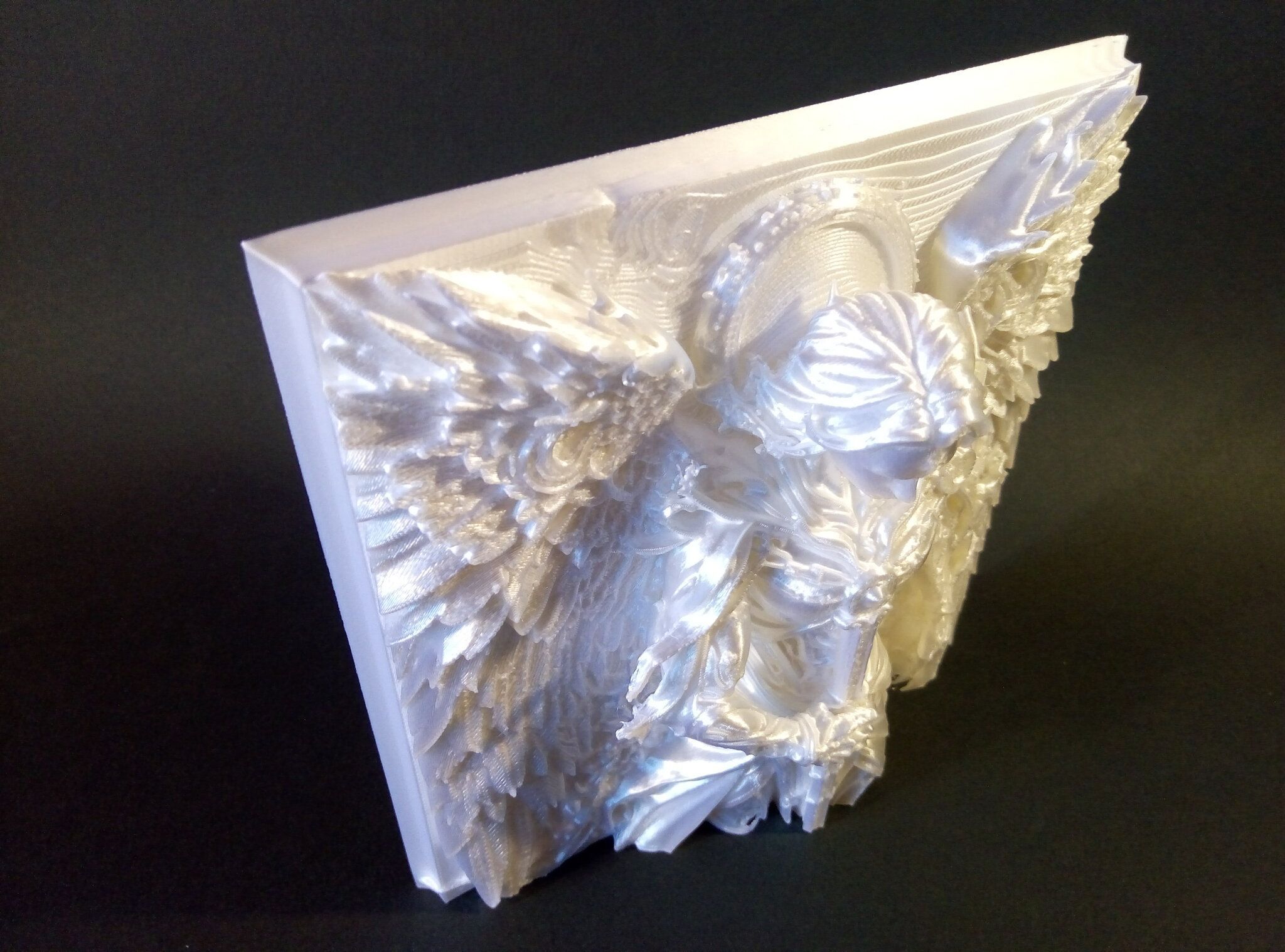
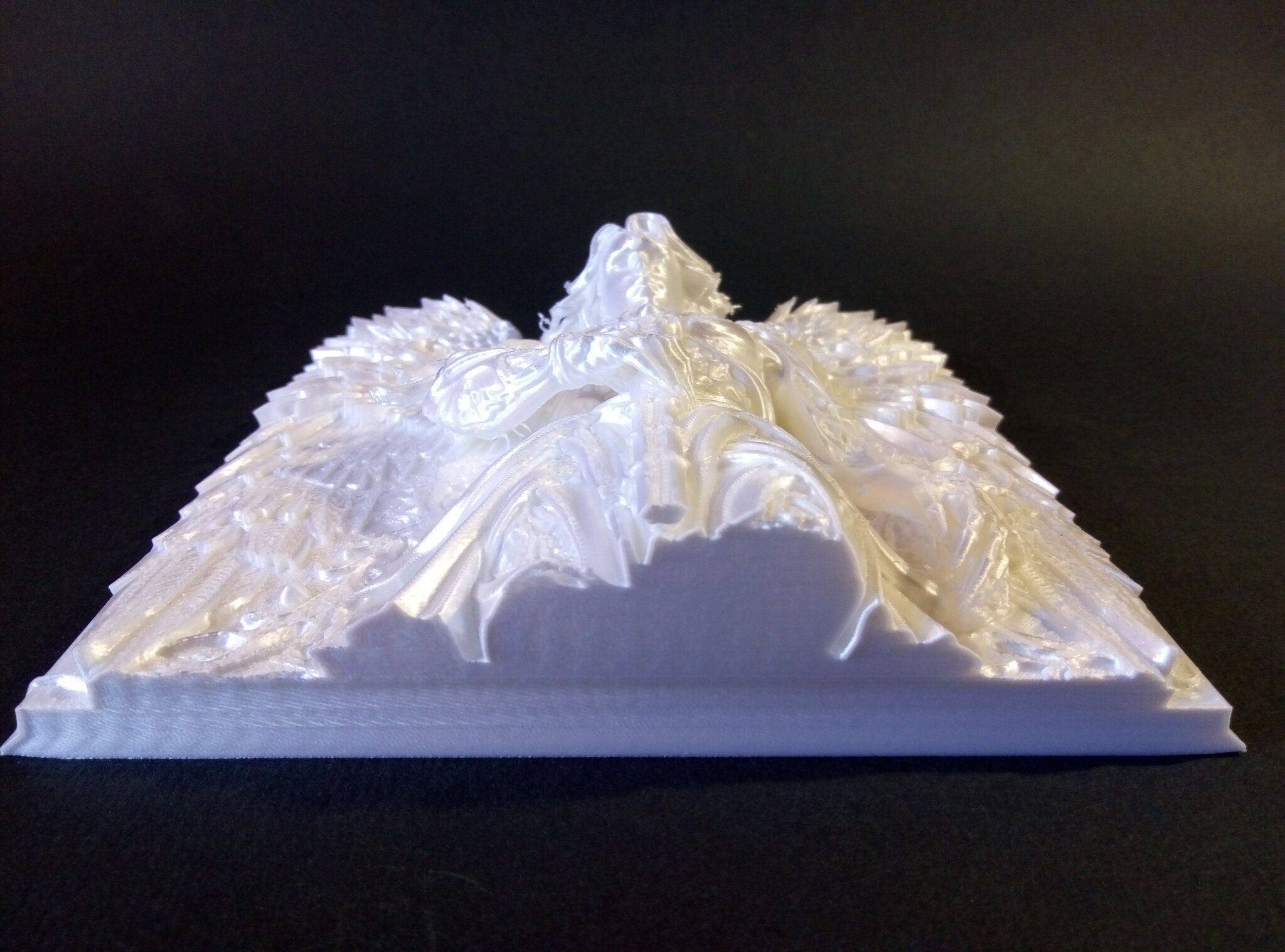
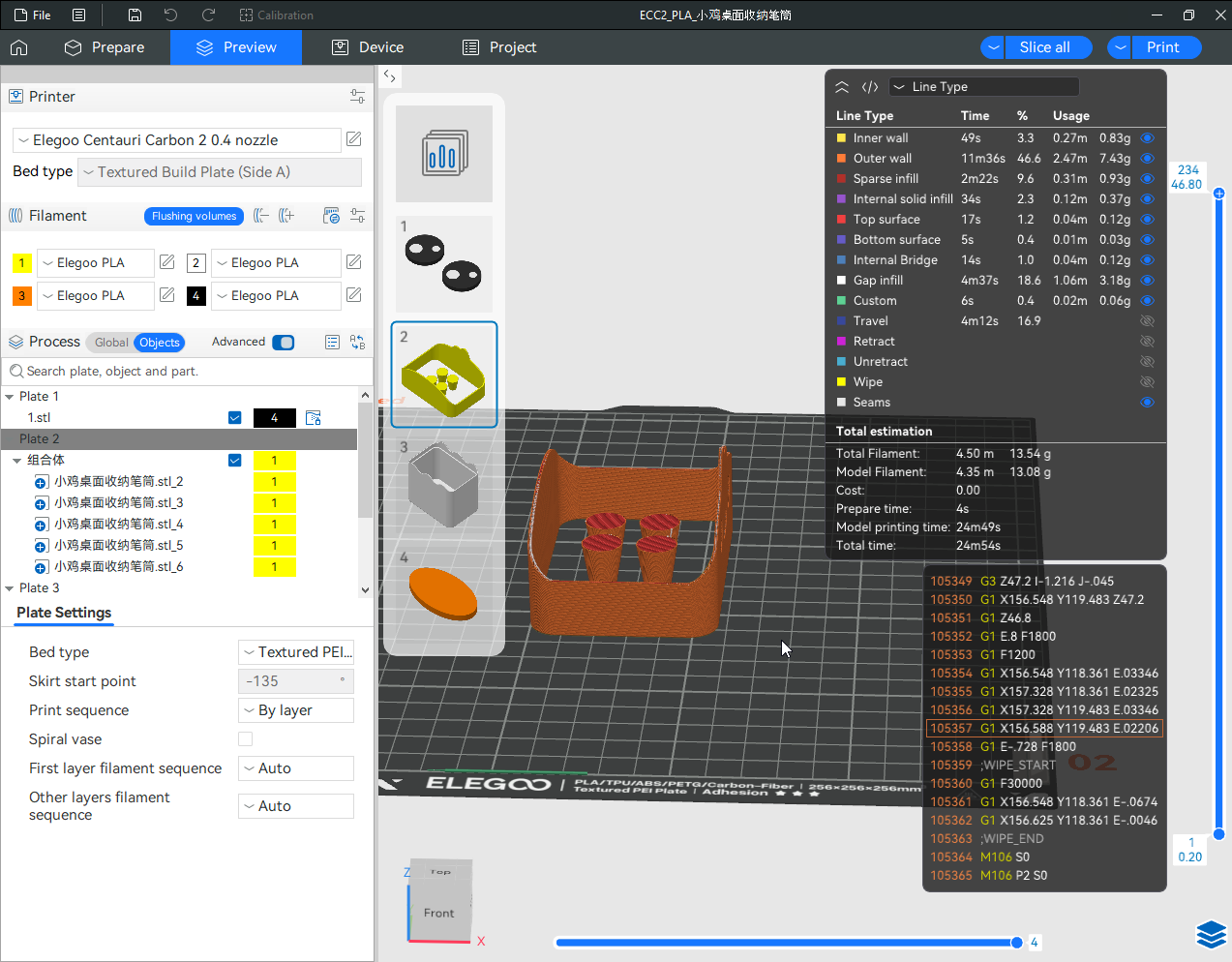
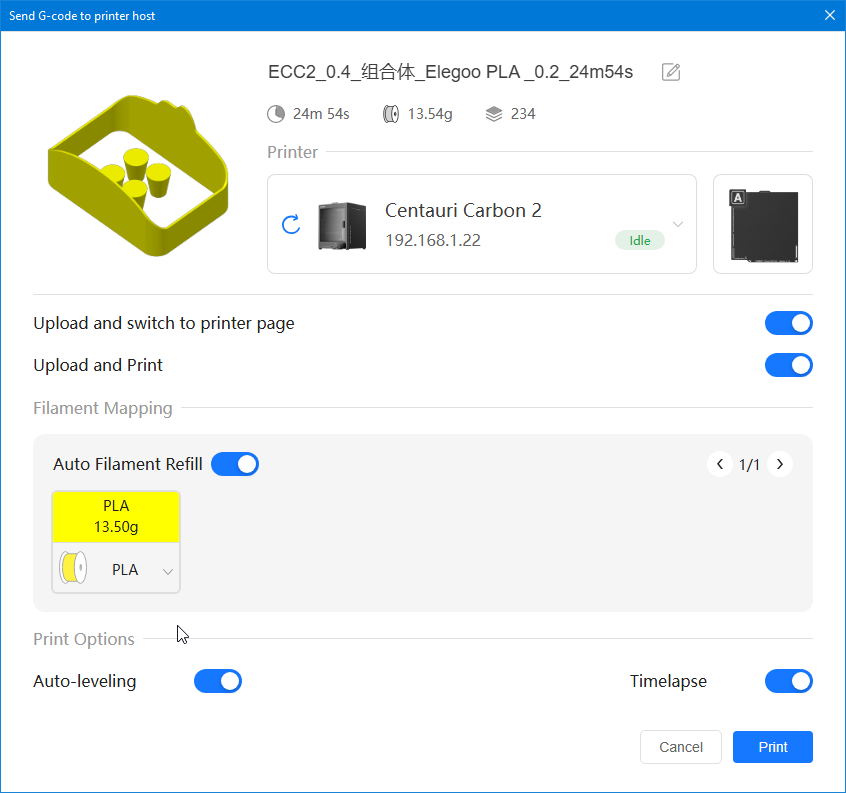
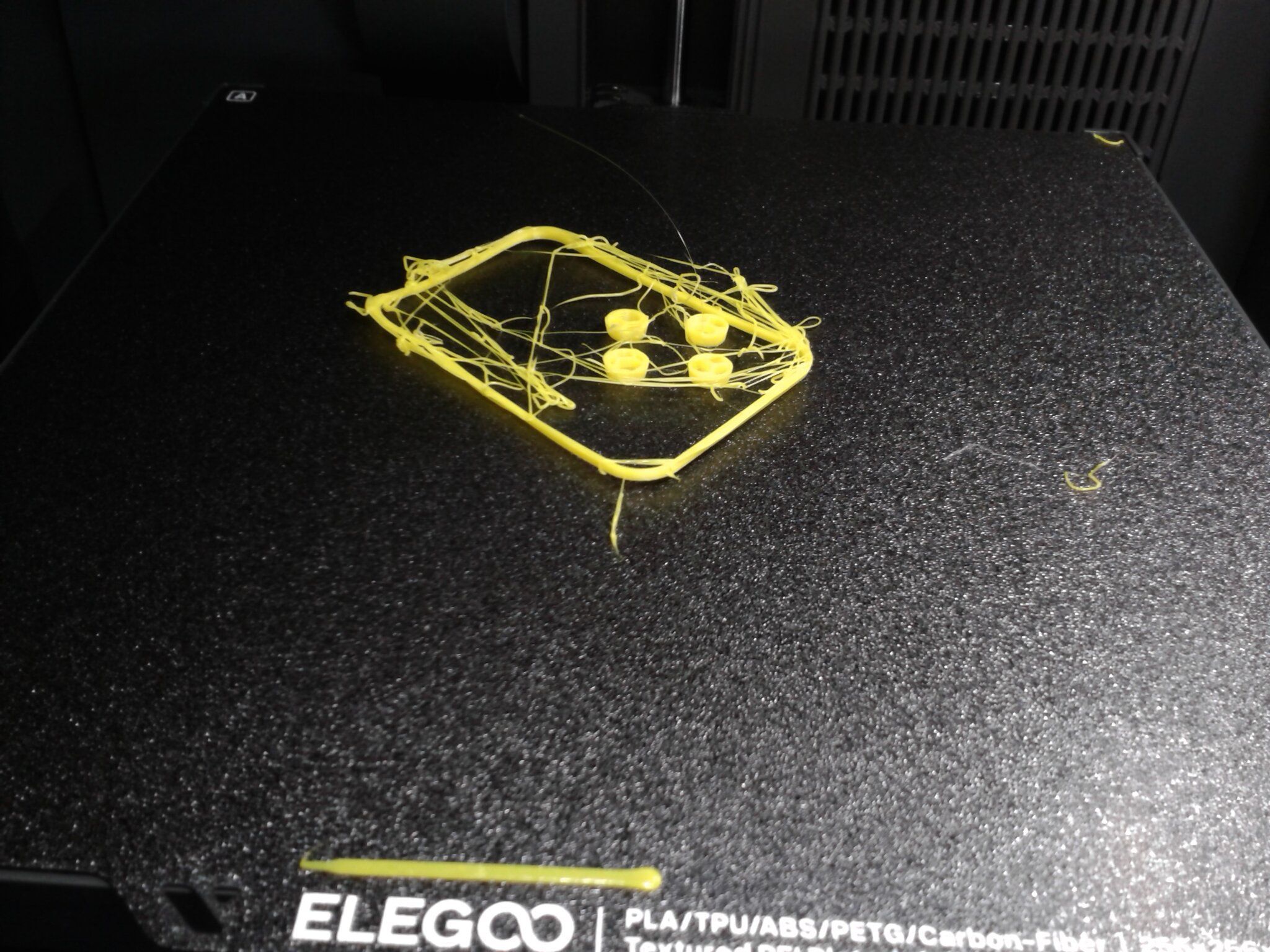
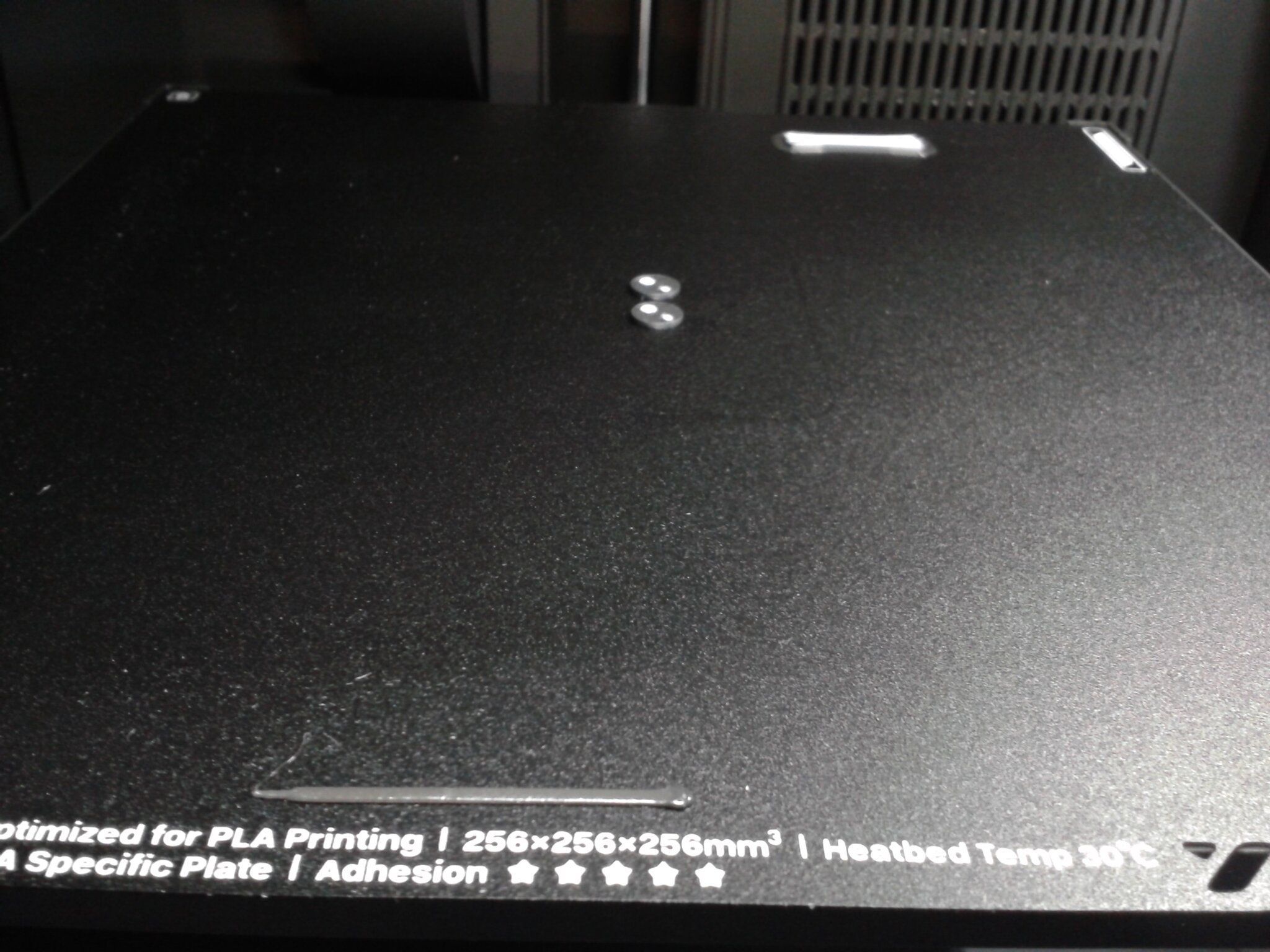
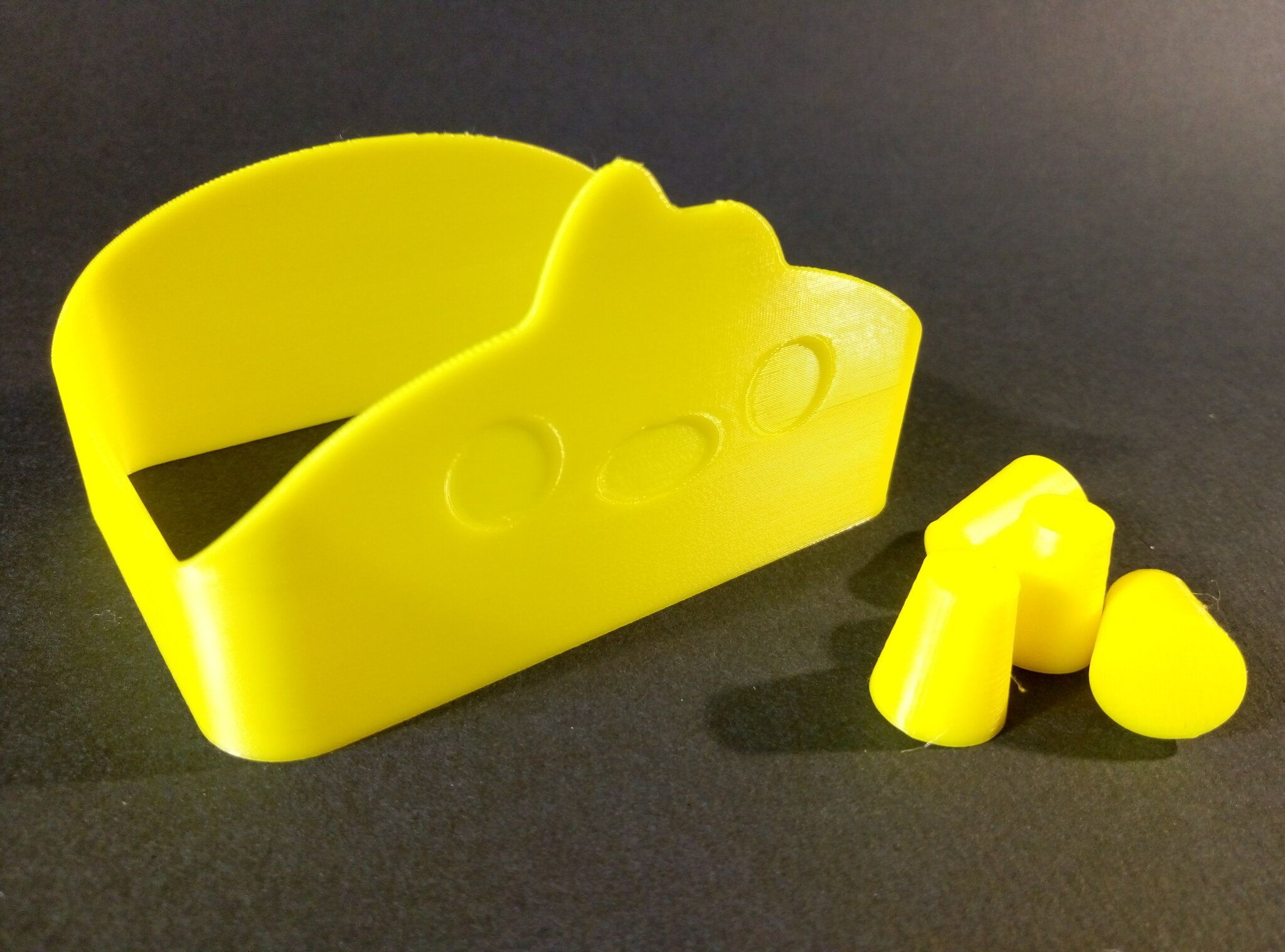
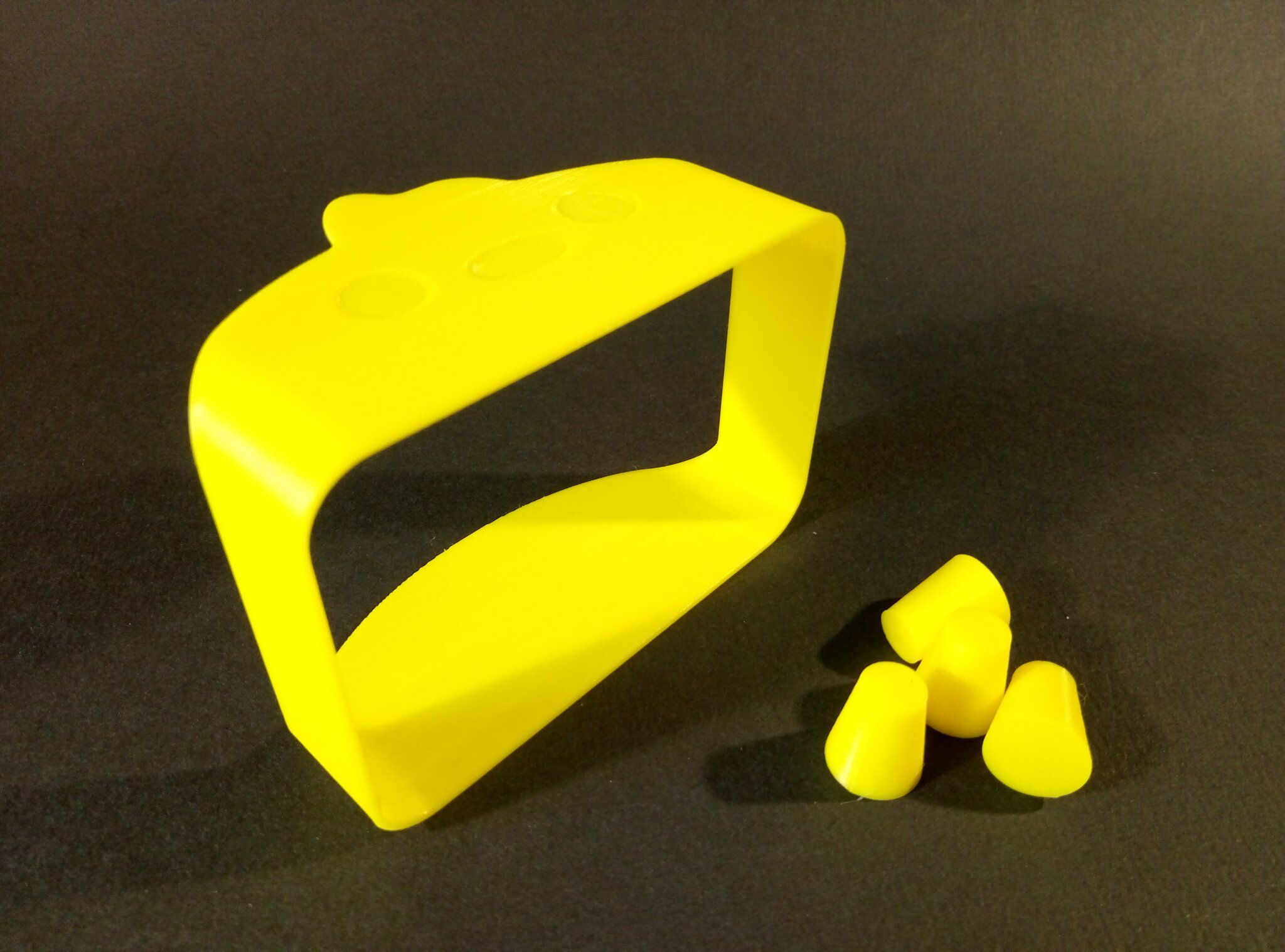
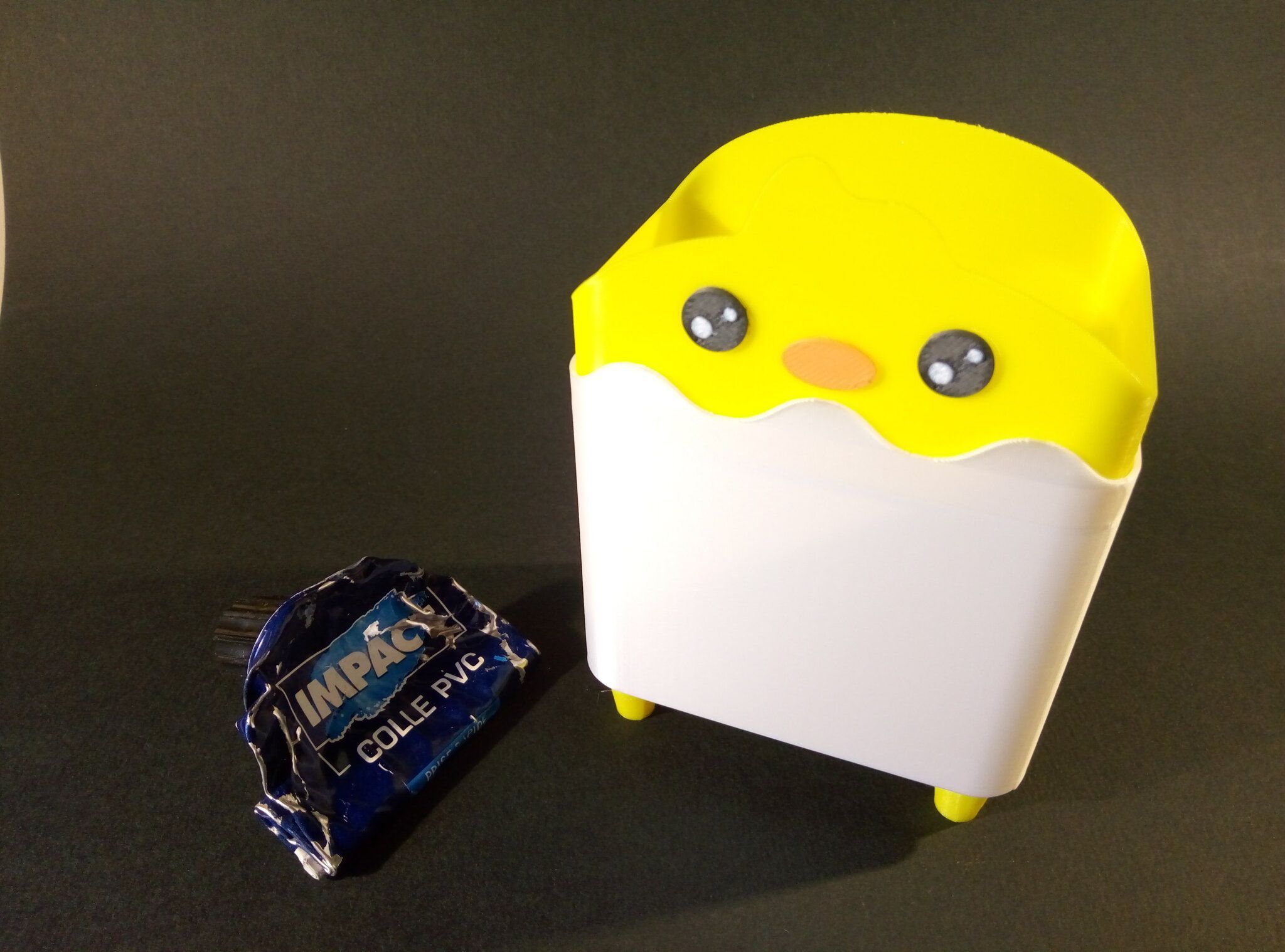
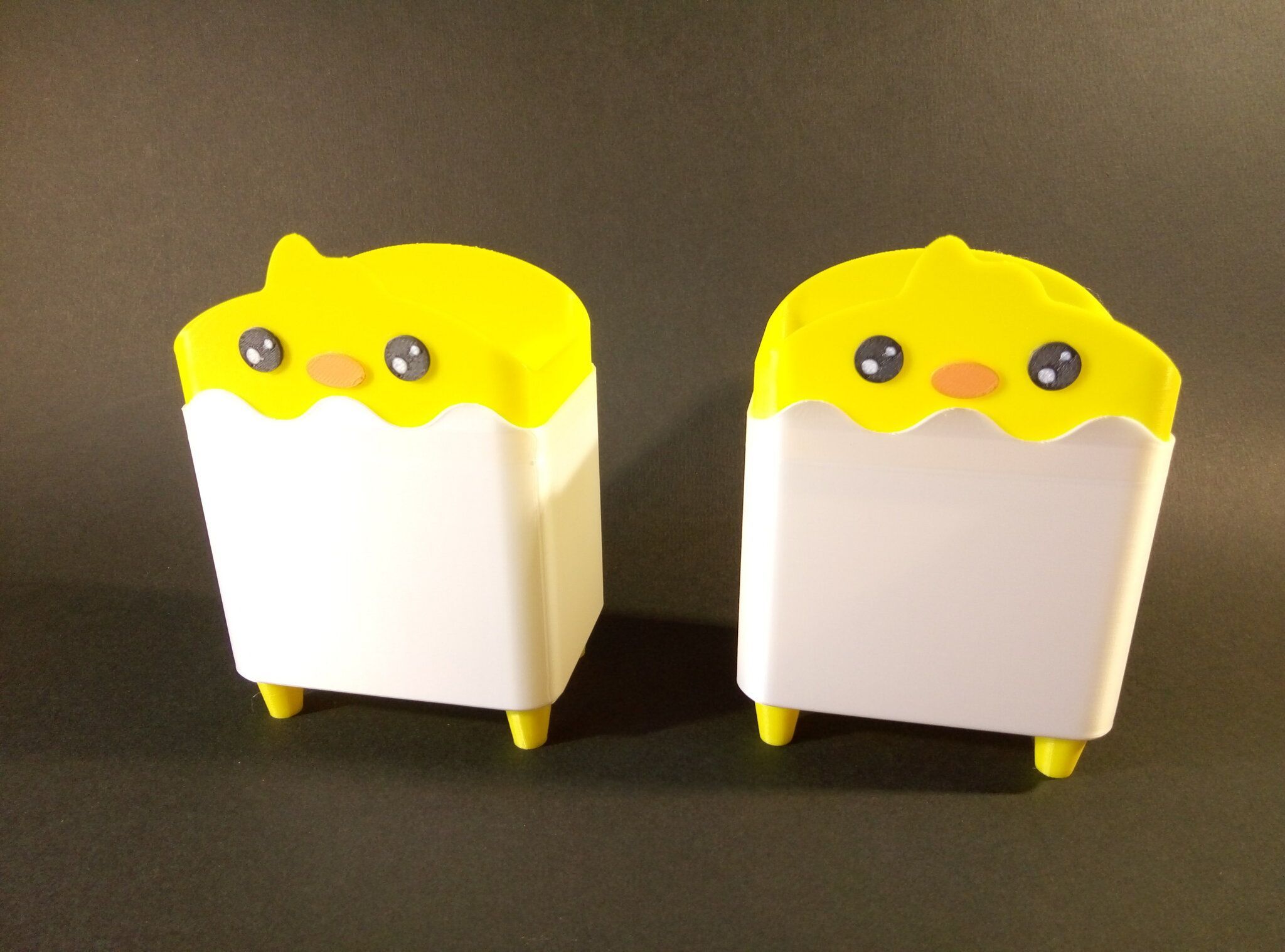
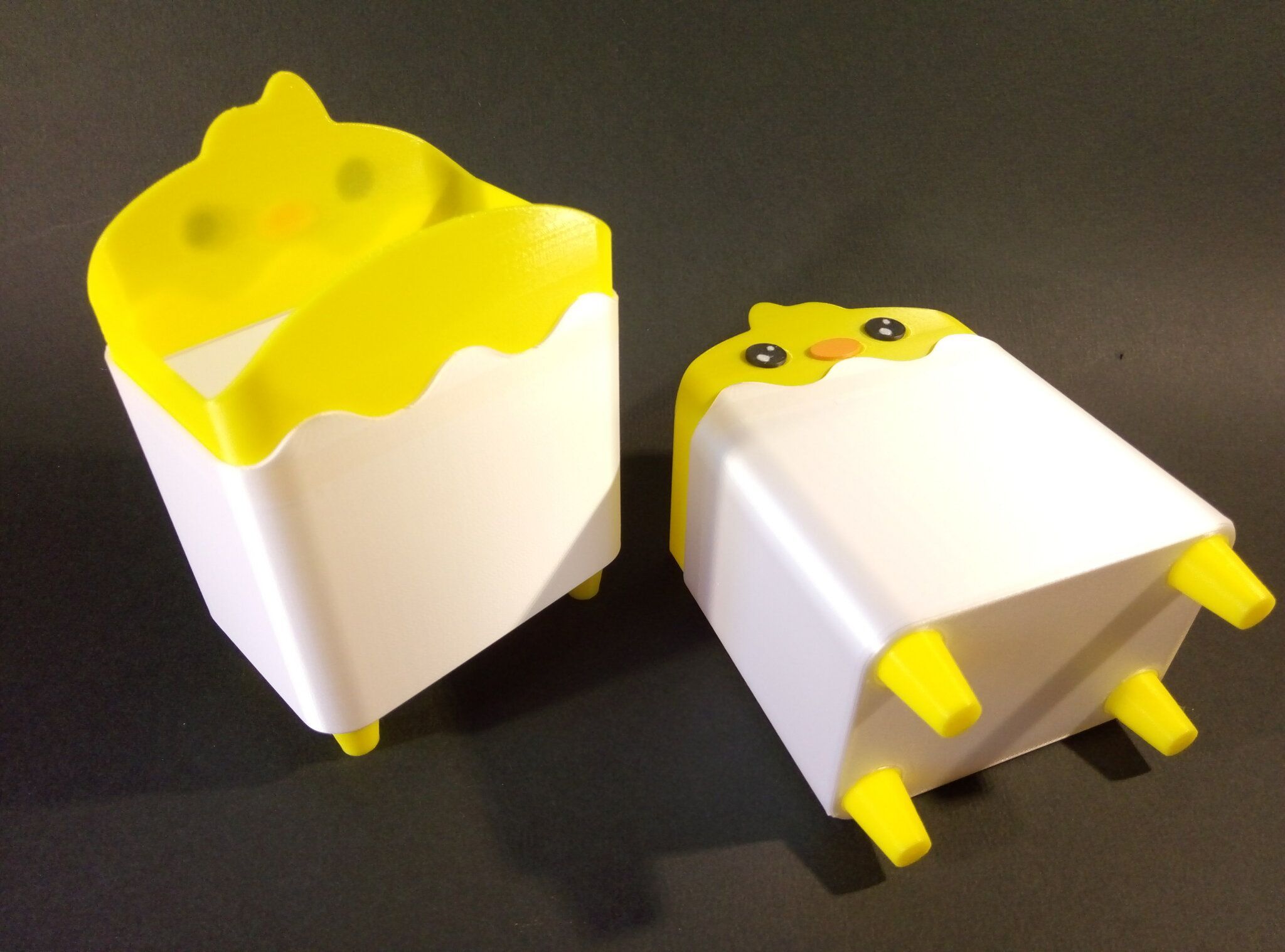
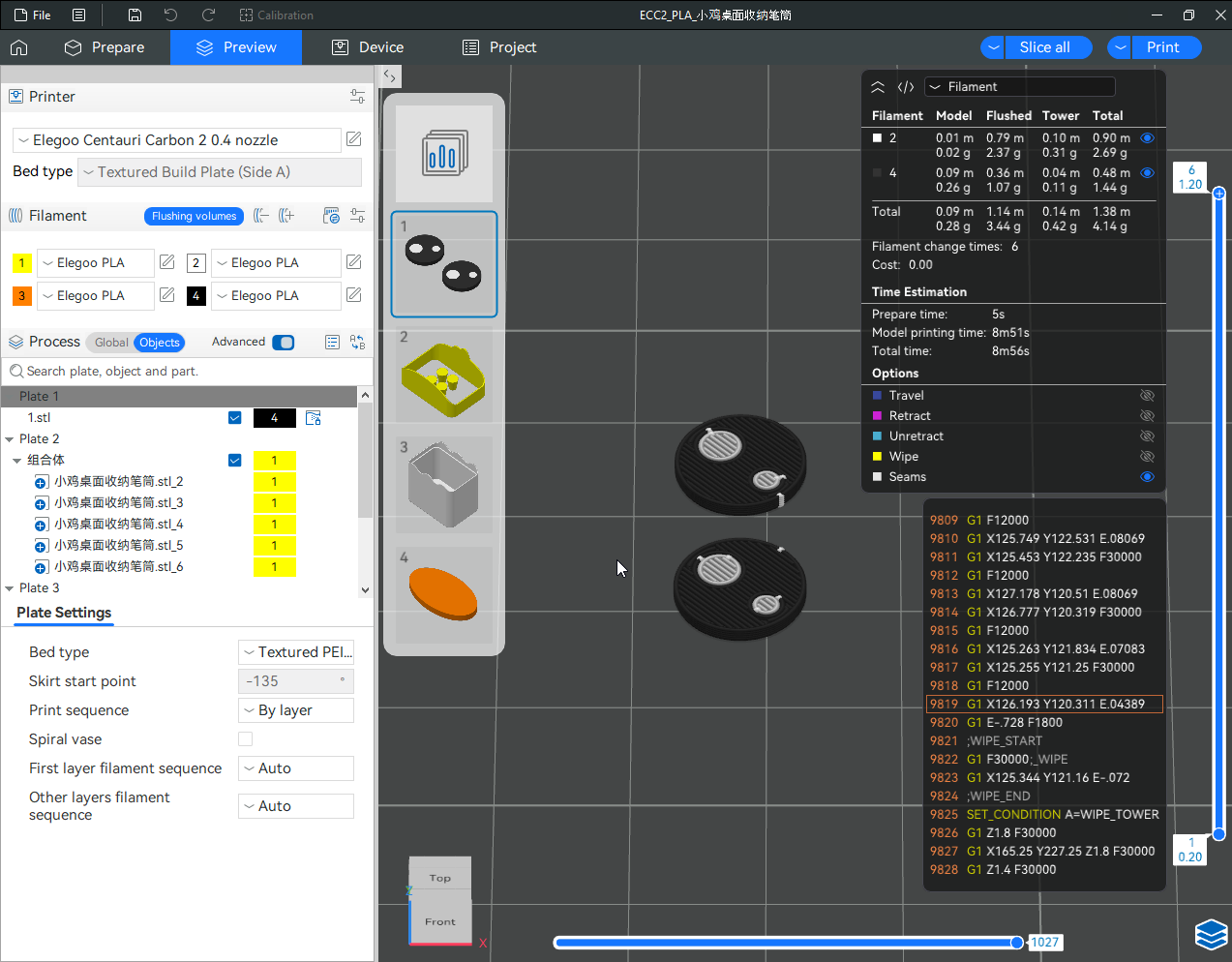
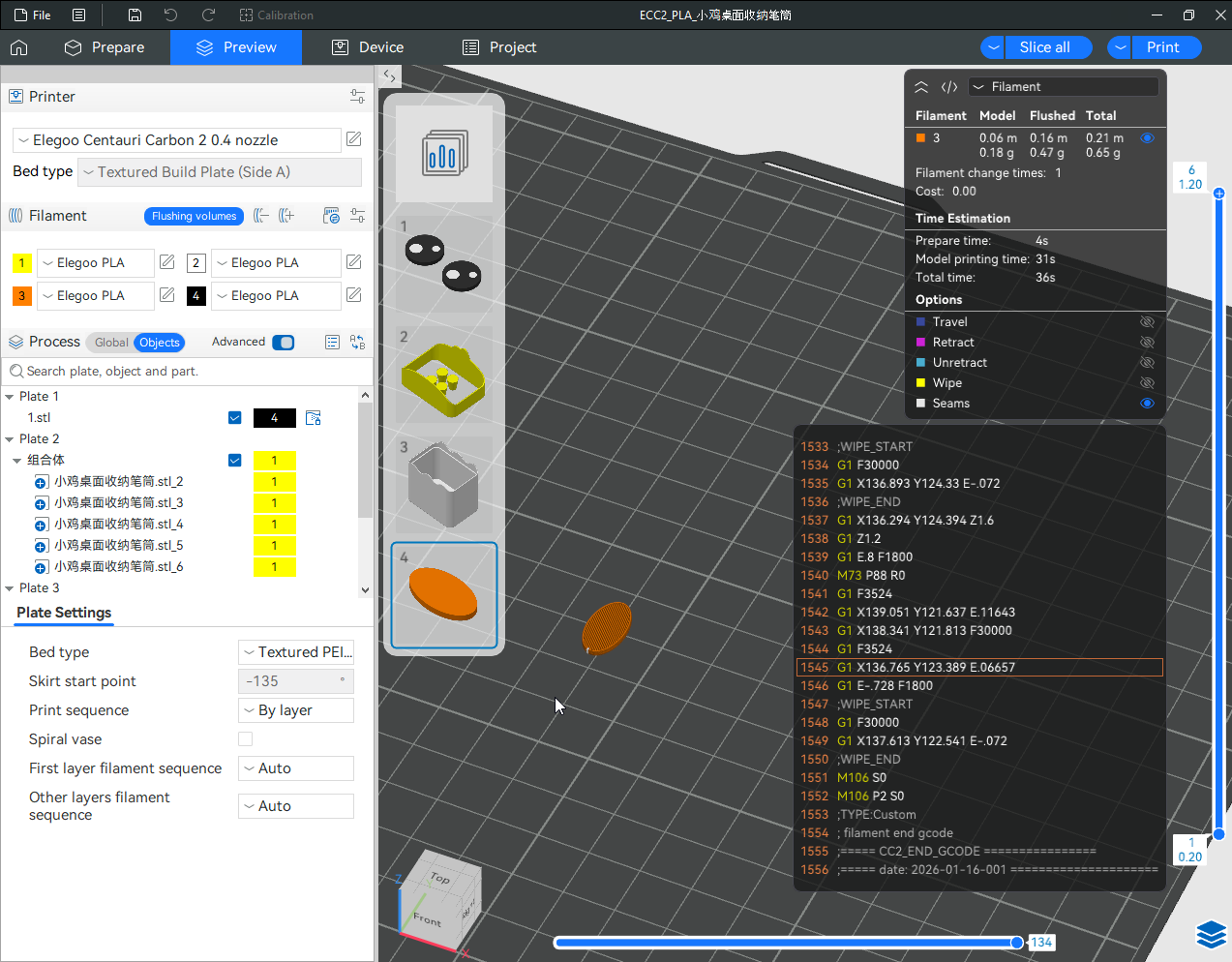
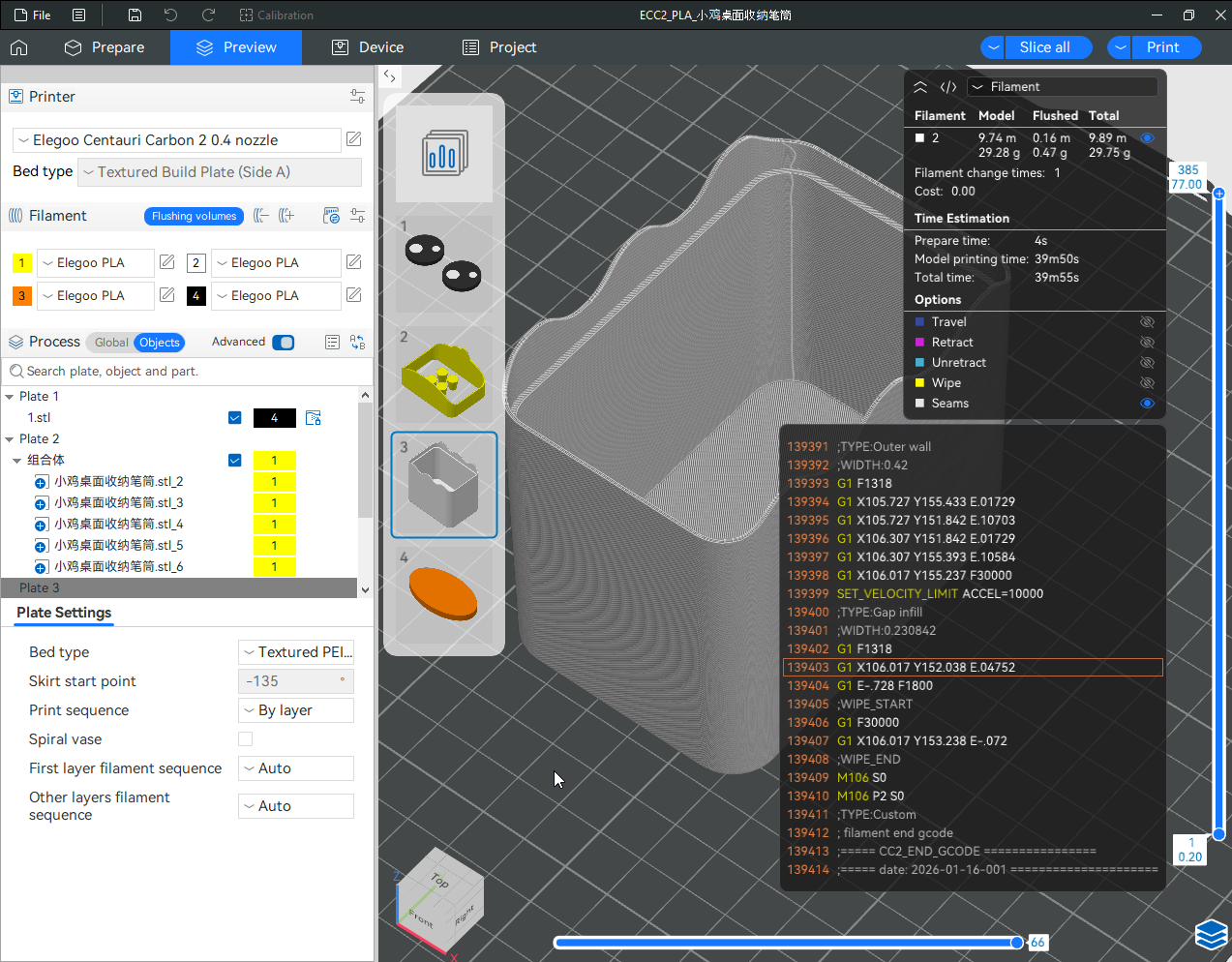
Autres impressions - PLA - (Acte I) Pavé de 246 x 256 x 0.4 mm pour tester la qualité de l'autoleveling Comme il y a une zone réservée de 10 x 20 mm à l'avant droit du plateau pour les déplacements que doit effectuer la tête d'impression pour presser le levier du coupe-filament, il n'est pas possible d'utiliser l'ensemble de la surface d'impression de 256 x 256 mm. Pour mon test, j'ai fait le choix de tester la plus grande surface rectangulaire que le trancheur accepte de placer sur ce plateau ayant une zone réservée. Petit raté dans le g-code de démarrage du profil par défaut de la Centauri Carbon 2 dans Elegoo Slicer v1.3.2.9 Avec ce g-code de démarrage, normalement si le résultat de tranchage se trouve au-dessus des coordonnées Y = 0.5, alors après être sortie de la zone du système de nettoyage du nez de la buse ( je n'ai pas vérifié ce que fait le "G180 S7" qui semble appeler https://github.com/elegooofficial/CentauriCarbon2/blob/5a2ea7fc03e707552701b1a69f463699cbd39230/debugfile/printer_dsp.cfg#L652 ) Cela fait normalement à l'avant du plateau une ligne de mise en pression en début d'impression avant de passer à l'impression de l'objet. grâce à la partie suivante mais là on tombe dans l'autre cas et malheureusement cela fait une extrusion juste après la sortie de la zone de chute des déchets du système de purge, juste avant de commencer l'impression à quelques millimètres au-dessus du plateau avant de commencer l'impression de l'objet, ce qui embarque un bout de filament extrudé encore collé au nez de la buse avant de commencer l'impression de l'objet. Bout que j'ai retrouvé tombé dans le bas de l'enceinte de l'imprimante ... et qui explique le raté dans le coin arrière droit de mon pavé imprimé. Filament : PLA Silk White Anycubic Si l'on omet le défaut du coin dû à un g-code de démarrage à affiner, le résultat est très satisfaisant. L'autonivellement semble très bien jouer son rôle. YouTube n'a pas accepté de traiter la vidéo du timelapse (sûrement car c'est une vidéo extrêmement courte qui ne doit avoir qu'une ou deux frames). Boîte en deux parties emboîtables avec le logo "LesImprimantes3D.fr" (version corps de la boîte en noir) https://www.nexprint.com/models/G9002562 https://www.nexprint.com/en/models/G9002562?printConfigId=G2373937 Filaments : PLA Silk White Anycubic, PLA recyclé ArianePlast, PLA Eco Orange ArianePlast. Vidéo du timelapse : Boîte en deux parties emboîtables avec le logo "LesImprimantes3D.fr" (version corps de la boîte en blanc) https://www.nexprint.com/en/models/G9002562?printConfigId=G0707273 PLA Silk White Anycubic, PLA recyclé ArianePlast, PLA Eco Orange ArianePlast. Vidéo du timelapse : https://youtu.be/Ss86kjcTRhY Anubis - Relief Sculpture - Martin Crow https://www.nexprint.com/en/models/G3320770 Mais en ayant préalablement, sous Elegoo Slicer, pour gagner en temps d'impression, fait un clic droit sur le modèle, sélectionné "split to object" pour ensuite déplacer sur un autre plateau que je n'ai pas imprimé un morceau de la base (car un simple pavé ...). Hauteur de la couche initiale 0.20 mm Hauteur de couche pour les autres couches 0.12 mm Durée d'impression : ~ 07 h 48 min Filament : PLA Silk White Anycubic A posteriori, le choix d'utiliser des supports de type arborescent "Tree (auto)" n'était pas l'idéal, car certains se sont cassés en cours d'impression. Si je devais refaire cette impression, j'essaierais d'utiliser des supports de type "Normal (auto)". Vidéo du timelapse : https://youtu.be/Yegh7Exurgk Guardian of Light - Relief Sculpture - Martin Crow https://www.nexprint.com/en/models/G6612217 Filament : PLA Silk White Anycubic Là encore, a posteriori, le choix d'utiliser des supports de type arborescent "Tree (auto)" n'était pas l'idéal, car certains se sont cassés en cours d'impression. Si je devais refaire cette impression, j'essaierais d'utiliser des supports de type "Normal (auto)". Adorable, high‑capacity chicken-shaped desktop organizer – perfect for tidying up your desk! - 一点灵感 https://www.nexprint.com/en/models/G4436415 Première impression sur le plateau flexible "Face A" n'était pas parfaite (un petit défaut d'adhérence d'un coin ... j'aurais peut-être dû modifier la valeur du paramètre de compensation pied d'éléphant ("Quality" -> "Precision" -> "Elephant foot compensation") pour la mettre a 0.0 mm au lieu de 0.1 mm avant tranchage) Seconde impression, même fichier d'impression, sur le plateau flexible "Face A" complètement ratée (l'impression n'a pas bien adhéré au plateau et s'est entièrement décollée, impression annulée, et cela malgré avoir préalablement nettoyé la surface avec de l'IPA 99,9 %). Troisième impression, même fichier d'impression, mais cette fois, sur le plateau flexible "Face B" enfin réussie (définitivement la "Face B" offre pour le PLA une bien meilleure adhérence) J'ai donc continué sur la "Face B" pour les autres parties (il y a beaucoup de déchets pour les yeux car malheureusement le modèle n'est pas idéalement conçu ou coloré sous le trancheur et demande 6 changements de filaments pour faire les petits éléments blancs des yeux ...) Filaments : PLA Silk White Anycubic, PLA recyclé ArianePlast, PLA Eco Orange ArianePlast, PLA Yellow Velleman. Comme la première impression de la partie jaune avec un défaut me semblait utilisable malgré son défaut, J'ai décidé de réimprimer les autres parties pour avoir un second porte-crayon et utiliser cette partie avec un défaut.





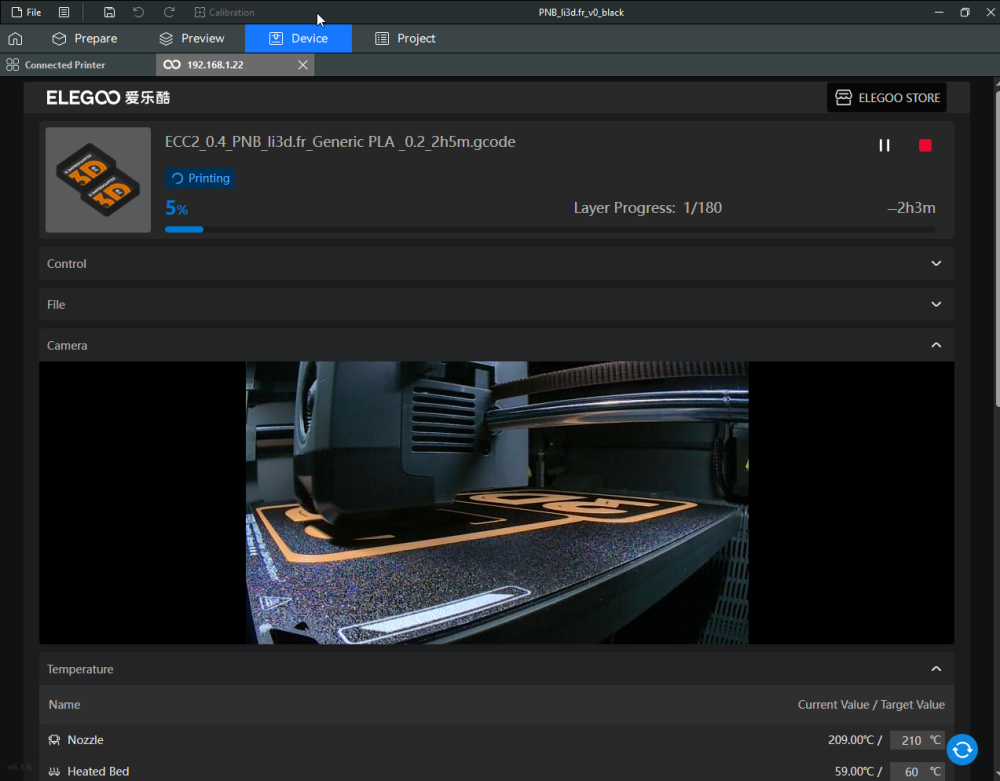



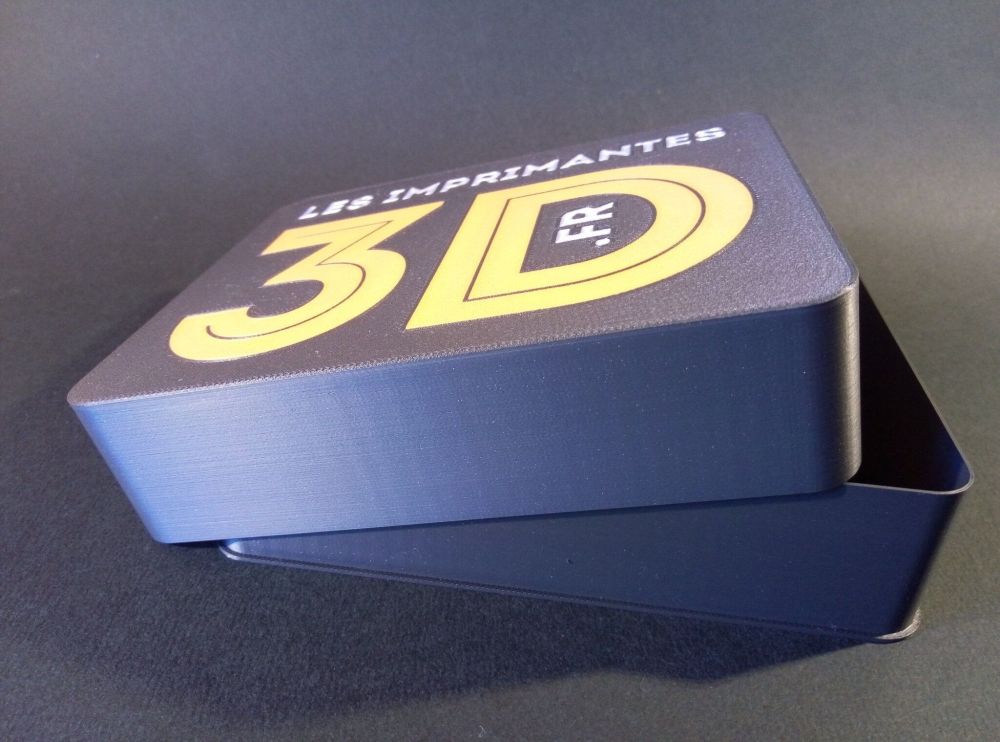
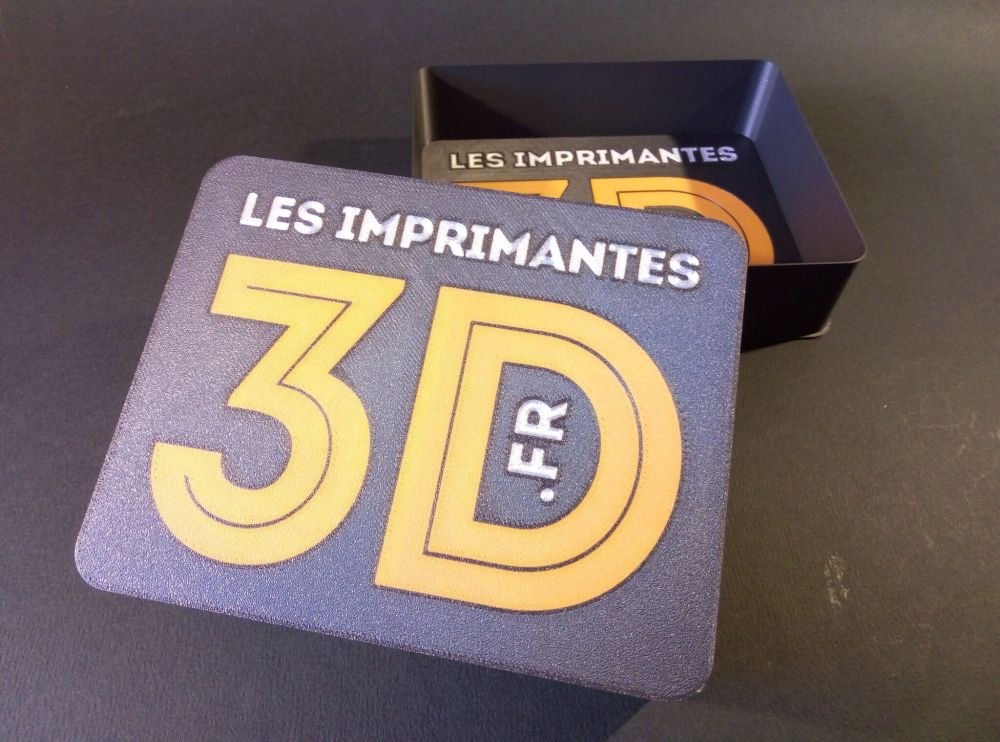




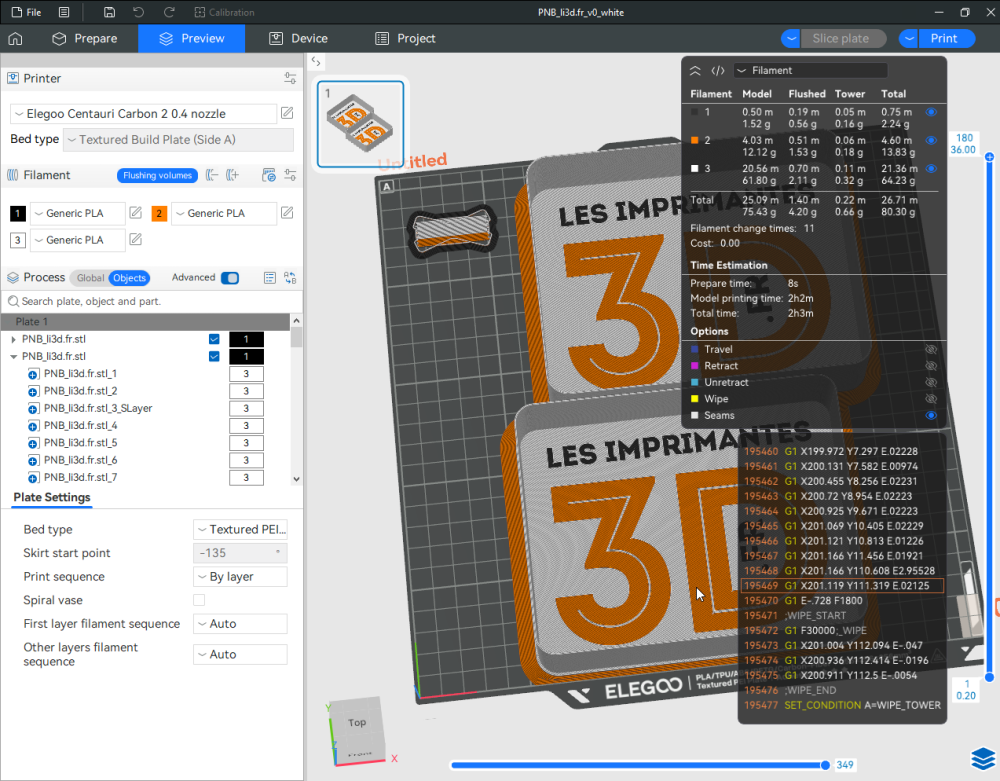
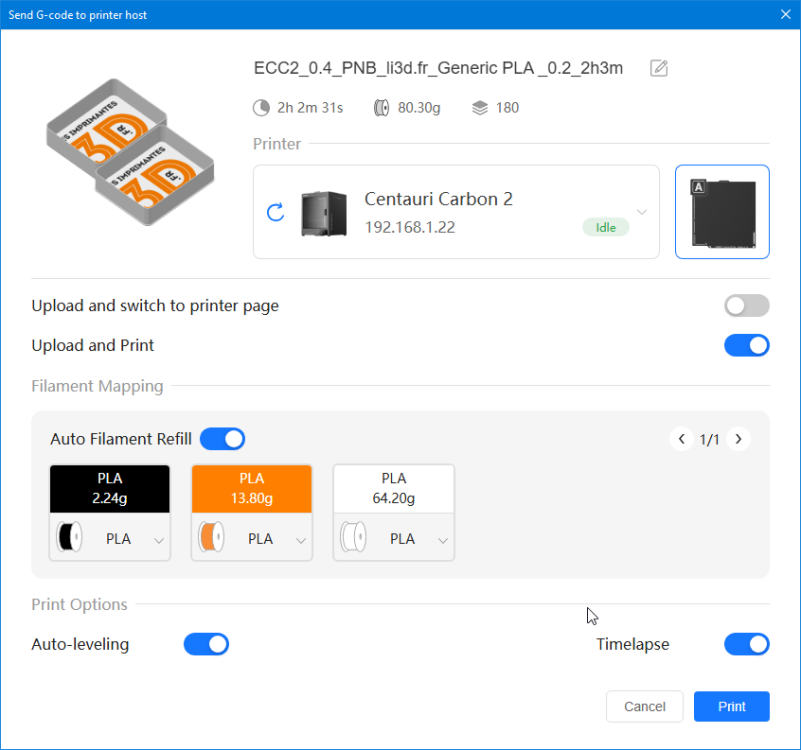









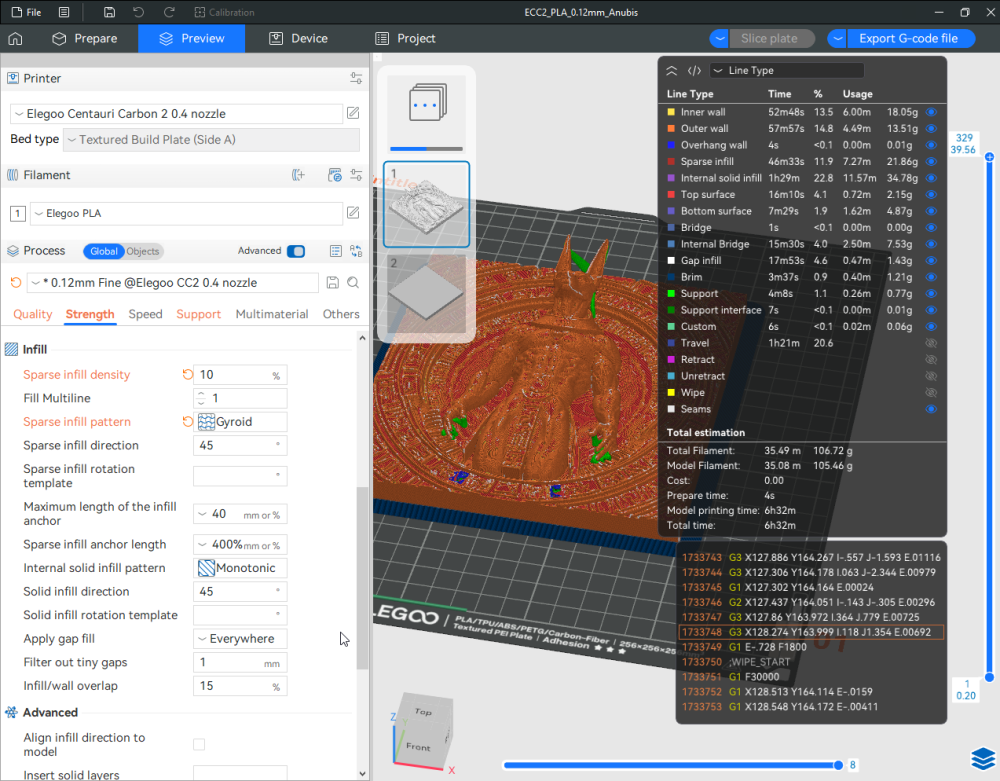
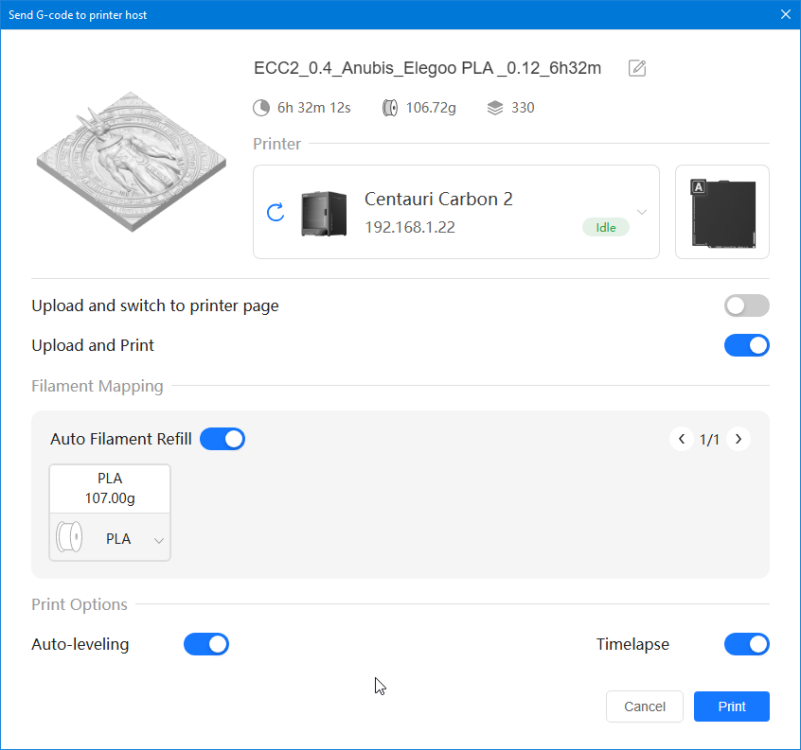
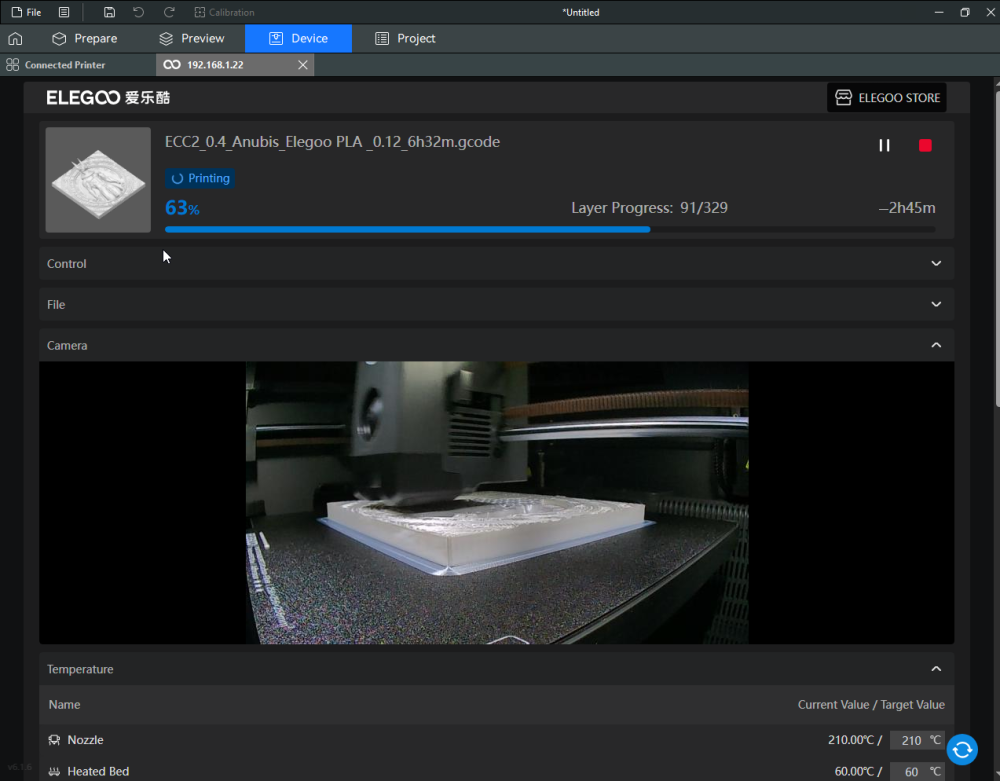
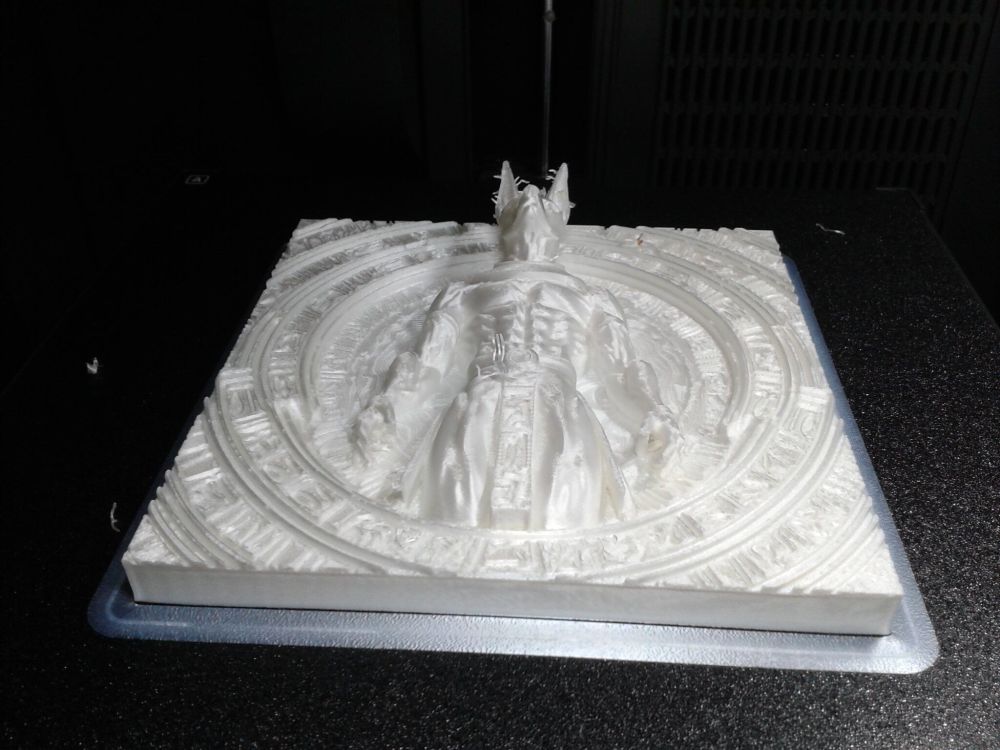












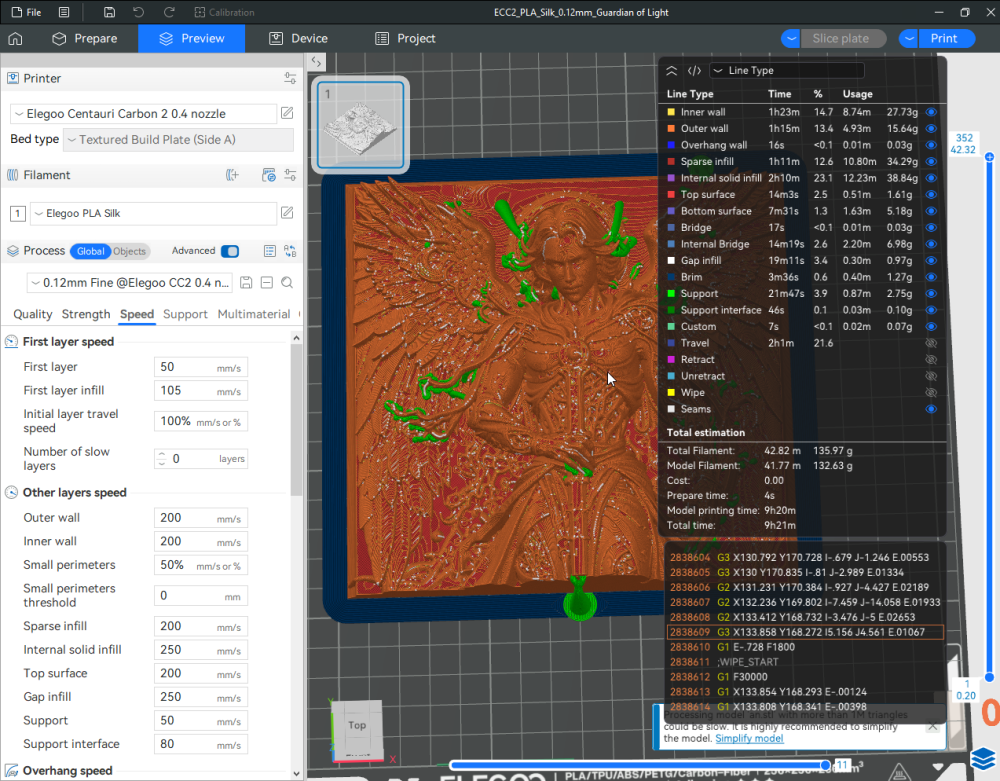
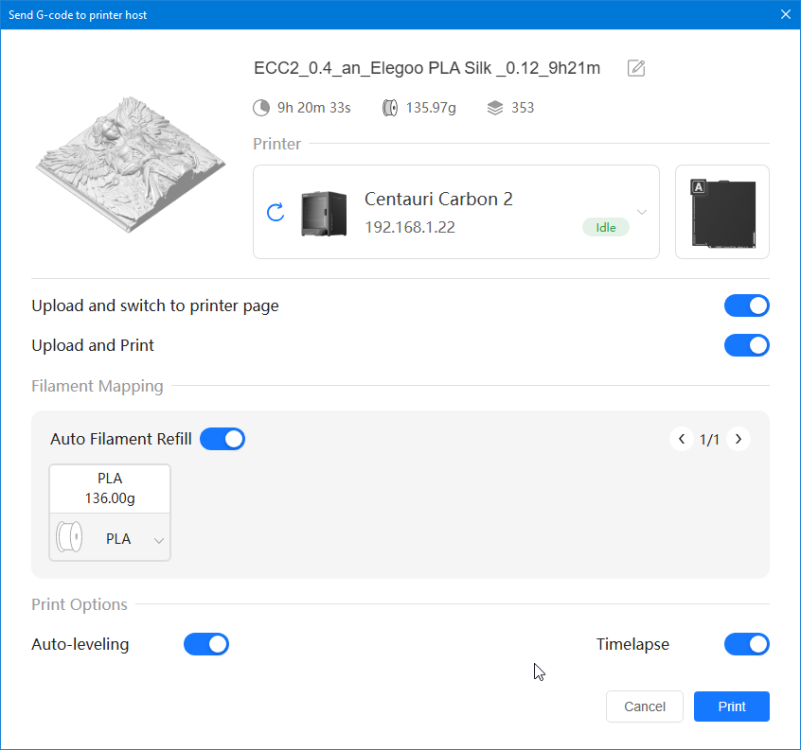

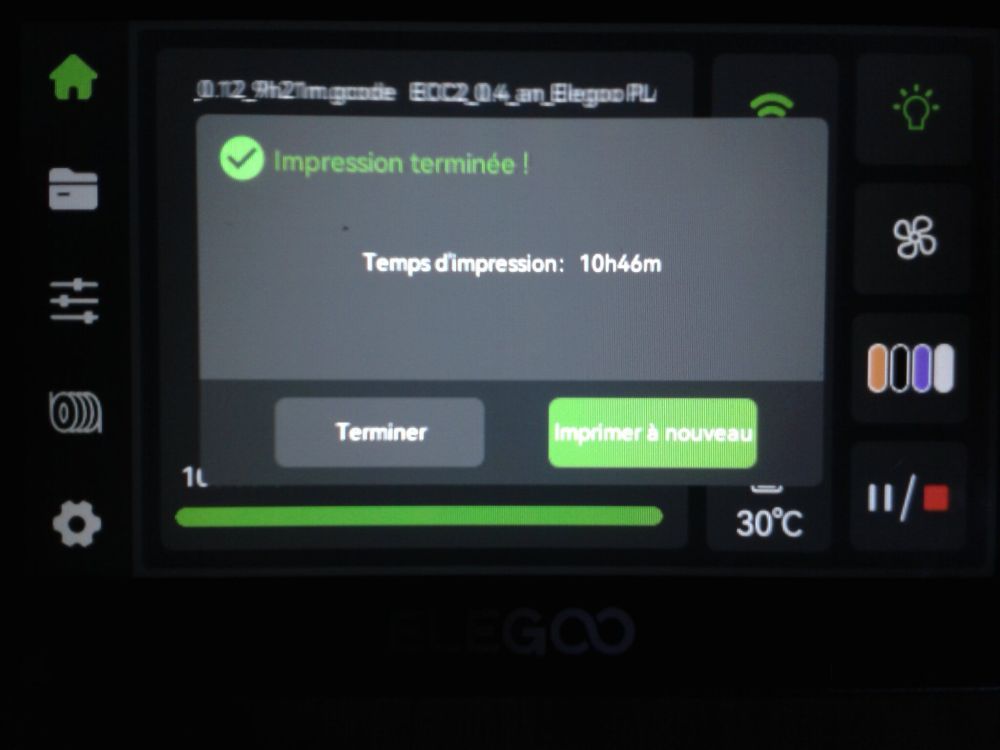
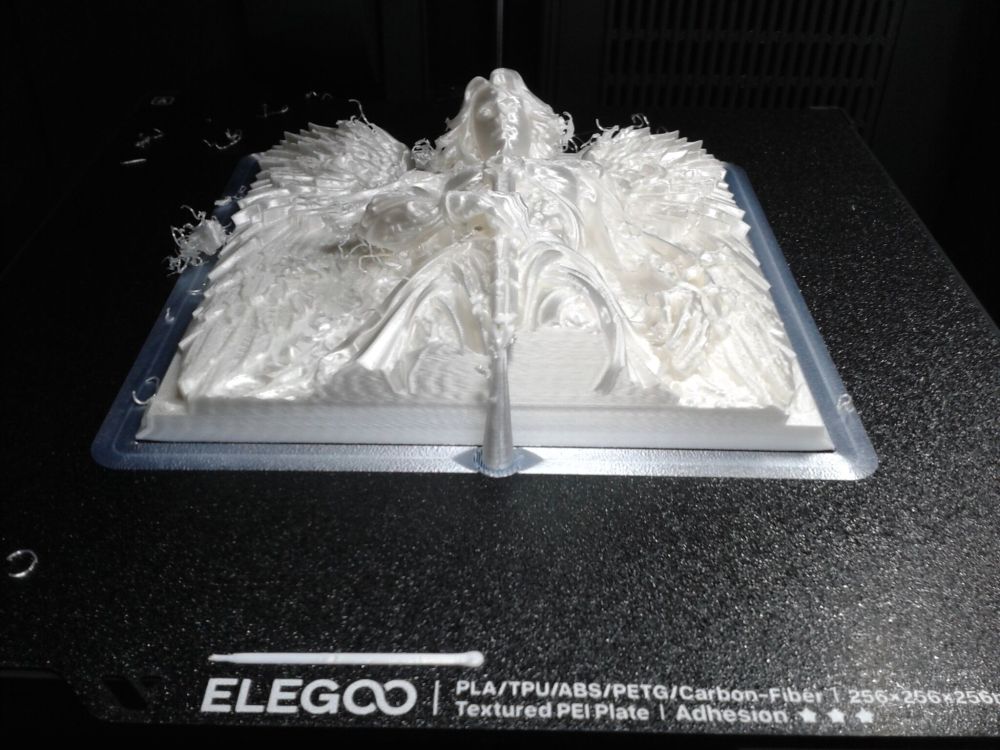































 3 points
3 points -
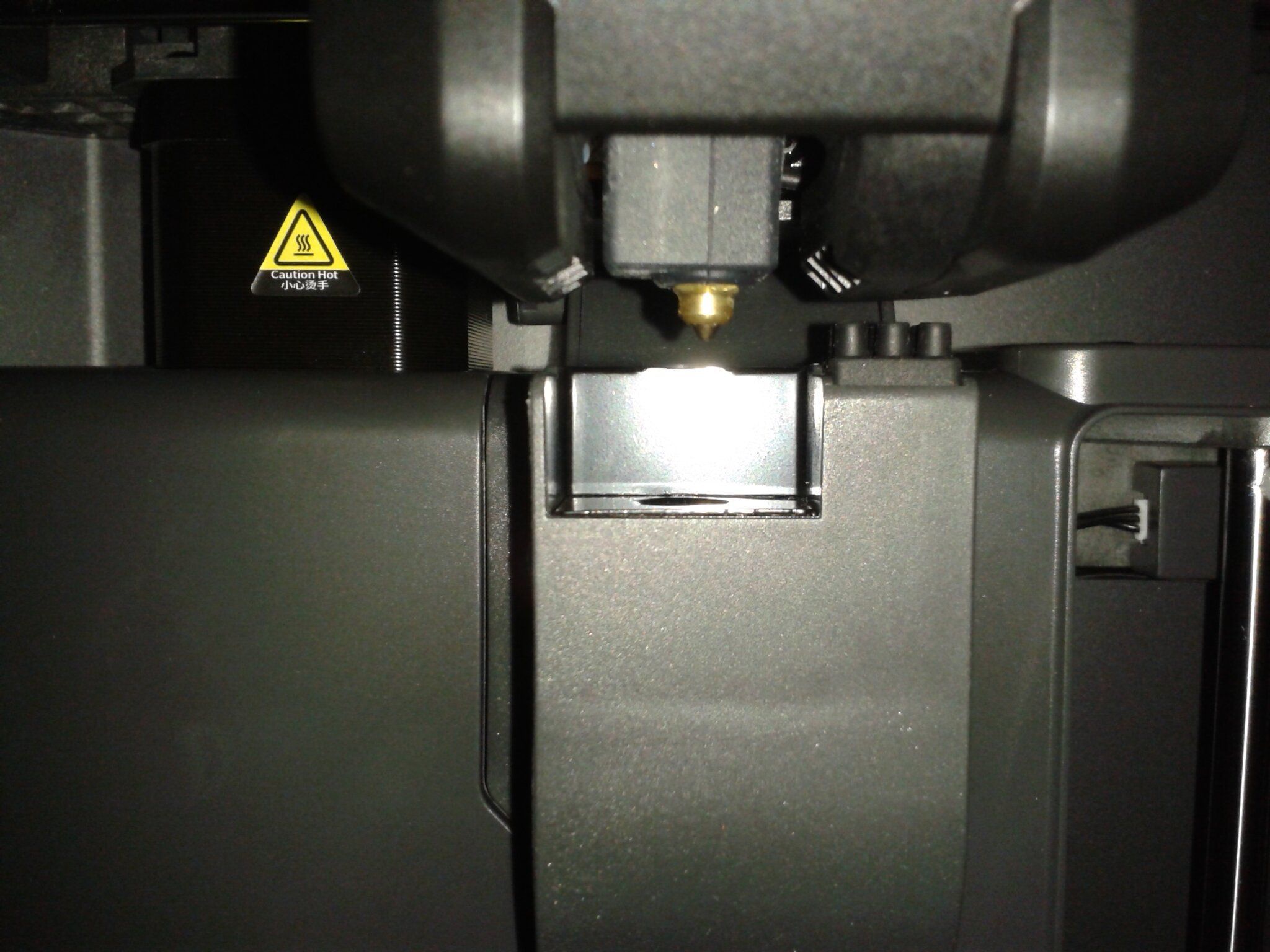
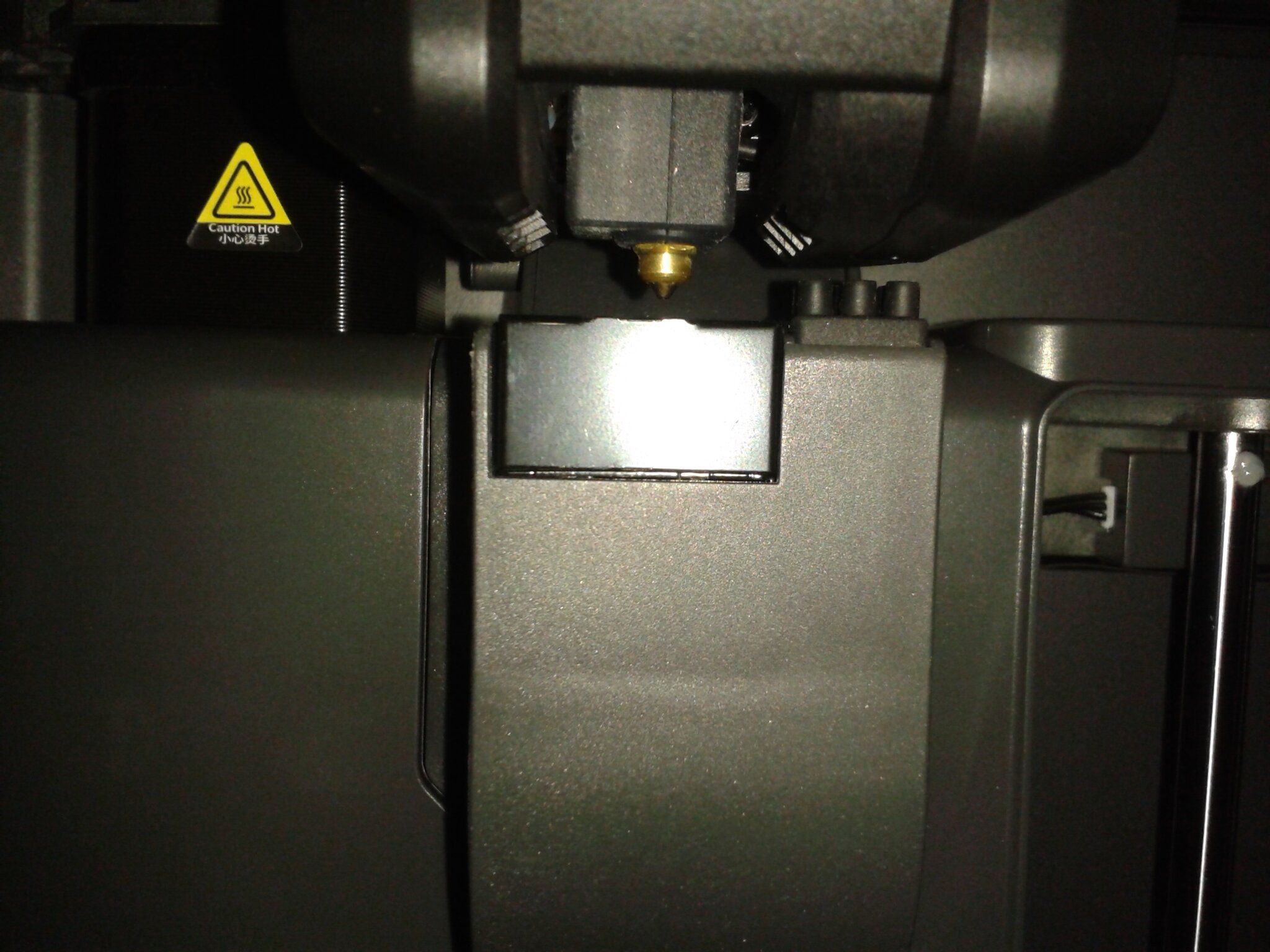
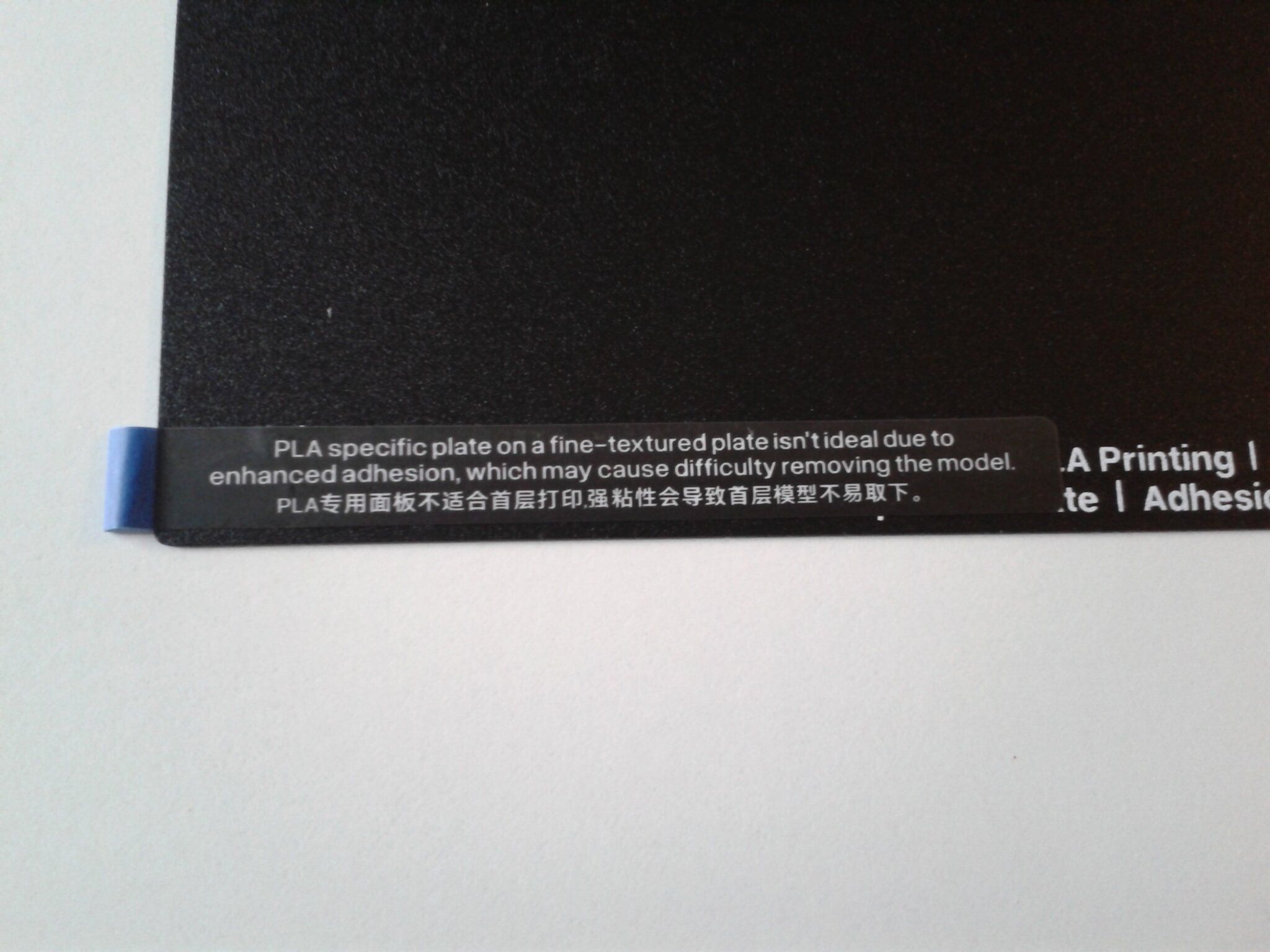
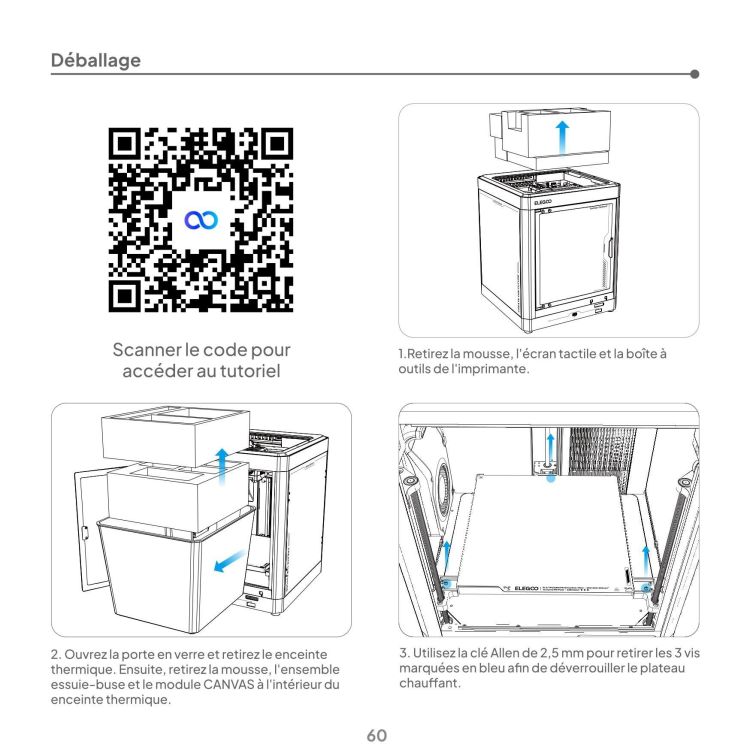
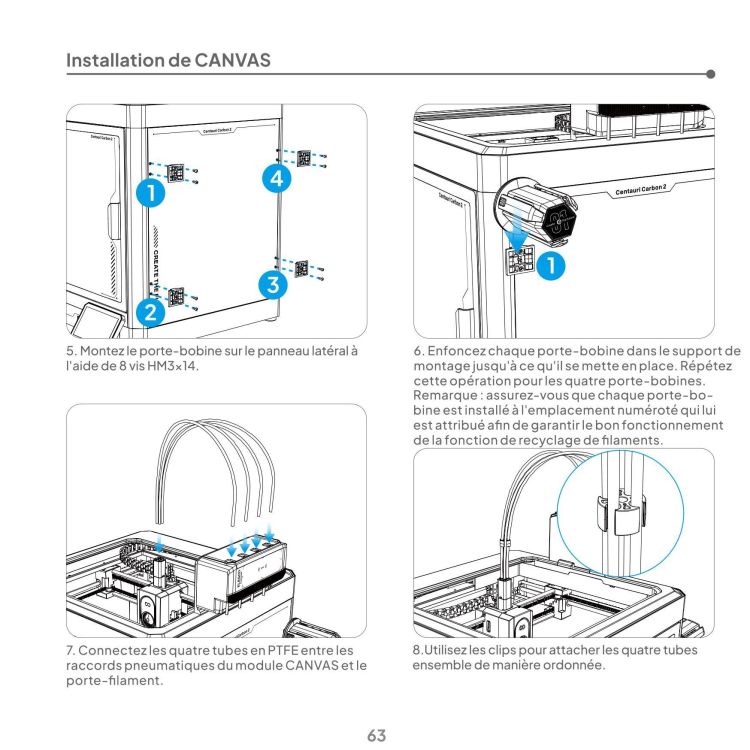
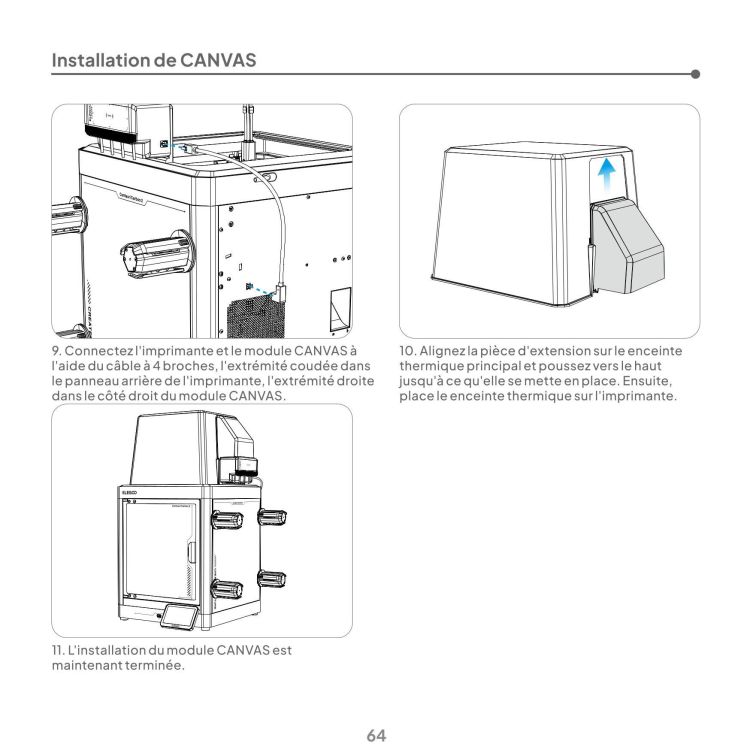
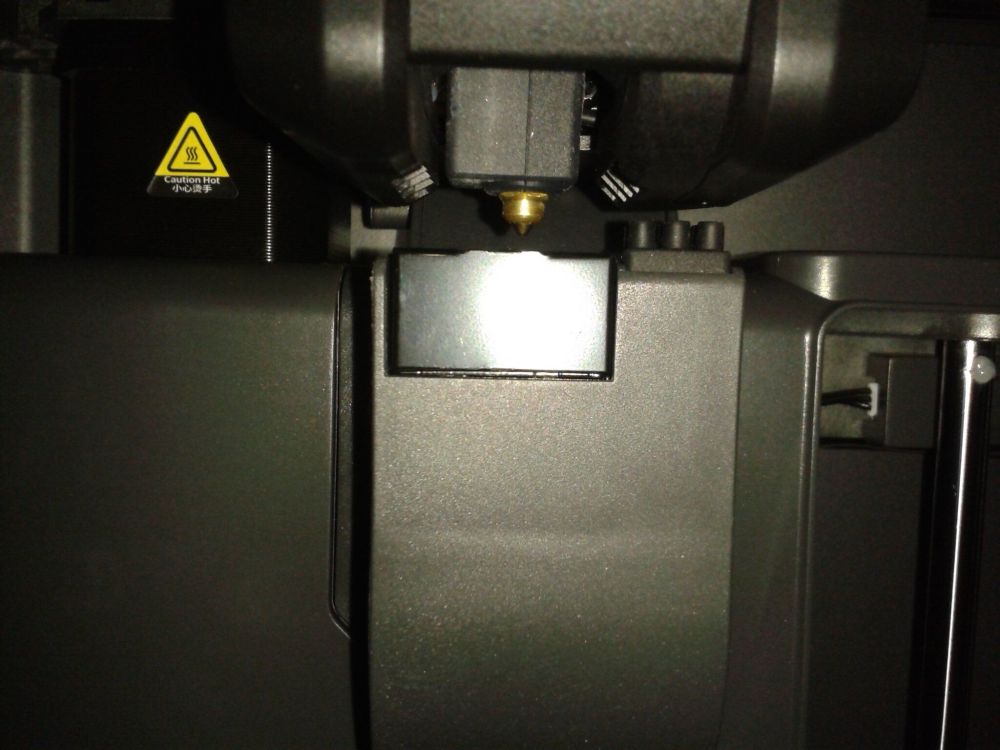
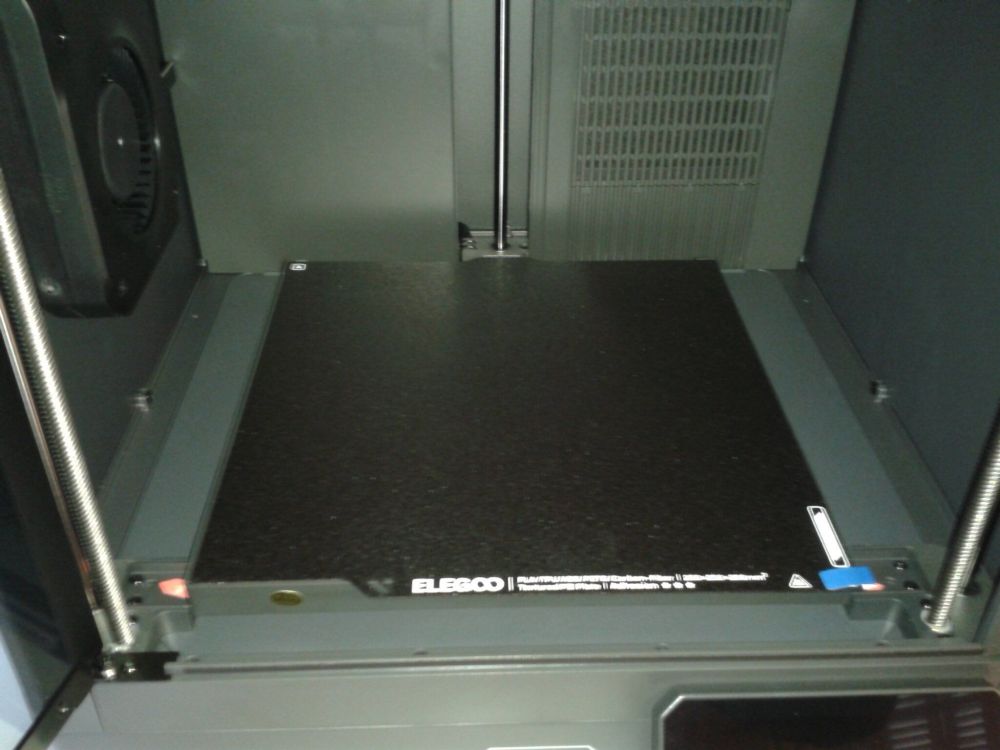
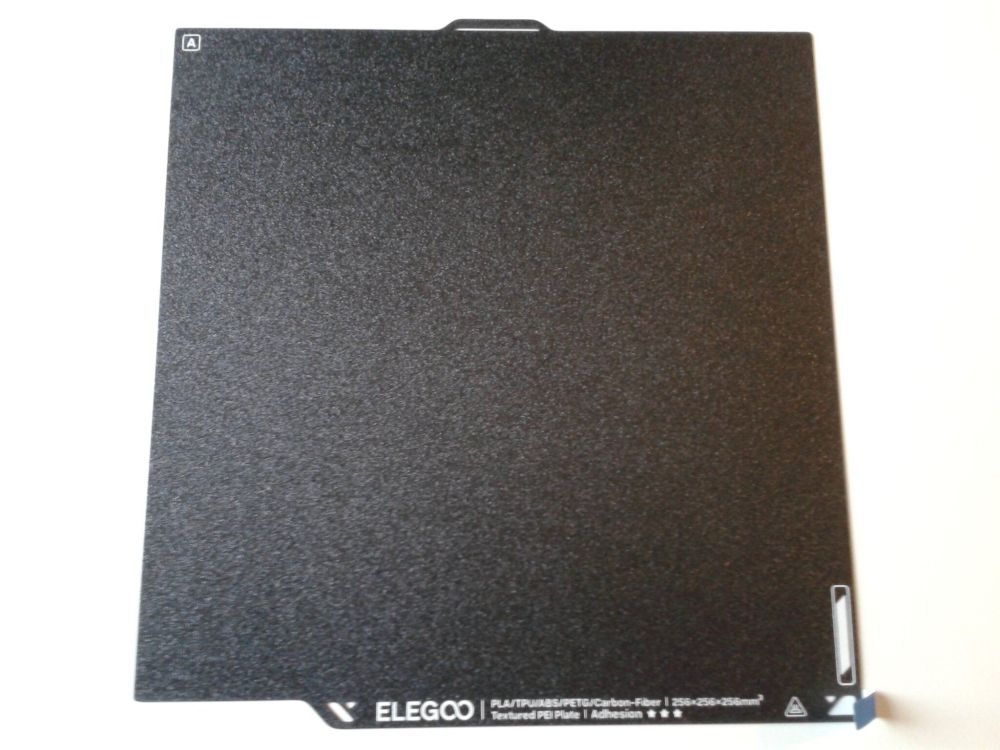
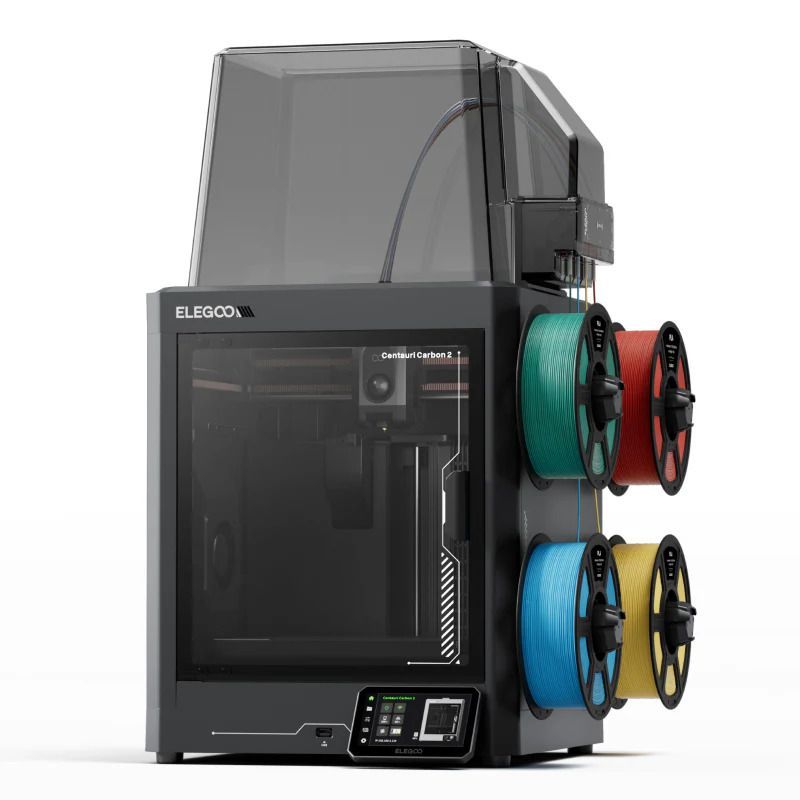
Salutations J'ai le plaisir d'avoir reçu pour la tester une Elegoo Centauri Carbon 2 Combo. Félicitations à @Kachidoki pour l'avoir identifié lors du "Quoi qu'est-ce ?" de son carton. Une imprimante FDM core XY, vitesse maximale d'impression de 500 mm/s, accélération maximale des déplacements X et Y de 20000 mm/s². enceinte fermée et ventilée une tête d'impression avec une buse de 0.4 mm de diamètre en "Acier trempé au laiton" pouvant monter à 350°C coupe filament mécanique, détection de fin de filament un plateau chauffant avec une plaque flexible magnétique double face (face texturée spéciale haute température et face plus finement texturée spéciale adhérence PLA) pouvant monter à 110°C un système de nivellement automatique en 121 points de mesure (quatre capteurs type jauge de déformation répartis sous chaque coin du plateau) un système CANVAS qui permet le chargement et changement automatisé d'un maximum de quatre bobines fixé sur le côté droit de la machine "Sur le papier", un volume d'impression de 256 x 256 x 256 mm (L x P x H), mais il faut noter qu'il y a une zone de 10 x 20 mm sur le coin avant droit de cette surface d'impression, qui ne sera pas utilisable car réservée pour les déplacements qui déclenchent/poussent le levier du coupe-filament mécanique sur la tête d'impression un système d'exploitation "Elegoo OS" qui embarque un dérivé de Klipper (verrouillé, configuration Klipper non accessible ou modifiable), une caméra pour surveiller l'impression dans le coin avant droit de la machine Wi-Fi ... Liens utiles La Elegoo Centauri Carbon 2 Combo sur le comparateur https://www.lesimprimantes3d.fr/comparateur/imprimante3d/elegoo/centauri-carbon-2-combo/ Page wiki de la Centauri Carbon 2 Combo sur le wiki d'Elegoo https://wiki.elegoo.com/en/centauri-carbon-2-combo Manuels utilisateur et fichiers de tests de la Centauri Carbon 2 Combo sur le site d'Elegoo https://www.elegoo.com/pages/download ("3D Printers (Firmware, Manual, Model)" -> Serie "Centauri 3D Printer" -> Model "Centauri Carbon 2 Combo") Manuel utilisateur en Anglais (en) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Centauri Carbon 2 Combo User Manual-(Multilingual)-V1.4.pdf Manuel utilisateur multilingue (en, es, fr, it, de, zh) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Centauri Carbon 2 Combo User Manual-English-V1.4.pdf modèles 3D (.stl) et fichiers d'impressions pré-tranchées (.gcode) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/3DBenchy.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/CC2 MINI.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/ELEGOO Nameplate.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/The Buddha.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Spool adapter.zip (pour les bobines ayant une ouverture centrale d'un diamètre de ~72-73 mm comme certaines bobines Anycubic, JAYO, ... en plastique) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Scraper.zip (lame et vis fournis dans les accessoires de l'imprimante) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/PTFE Tube Tool.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Otter.zip Invitation Discord "ELEGOO Official" https://discord.gg/ywHDszeTZy Dans "Salon et rôles", à la question "What printer models are you interested in?" activer le bouton "Centauri" pour avoir de visible les salons de discussion sur la série des Centauri Carbon. Pour contacter le SAV / support technique, d'Elegoo https://www.elegoo.com/pages/contact-us OpenCentauri https://docs.opencentauri.cc/ (documentation et firmware open source en cours de développement pour la "Centauri Carbon" et "Centauri Carbon 2" ) Documentation sur le matériel de la "Centauri Carbon 2" https://docs.opencentauri.cc/hardware/CC2/ Documentation sur les mises à jour du firmware (avec liens vers anciennes versions du firmware) de la "Centauri Carbon 2" https://docs.opencentauri.cc/software/updates-cc2/
 2 points
2 points -
Autant qu'il me semble sur la ender3 v3 SE, Le zéro de la buse est fait vers l'avant gauche avec le capteur de pression situé sous le plateau (fixé par la vis avant gauche) Ensuite pour le leveling c'est le Crtouch qui est utilisé, donc le z-offset est automatique. Tu as bien refait un leveling enregistré, ton Crtouch n'a pas bougé (ou jeu) suite à l'incident ? @PPAC qui a testé cette imprimante pourrait t'en dire plus .
 2 points
2 points -
2 points
-
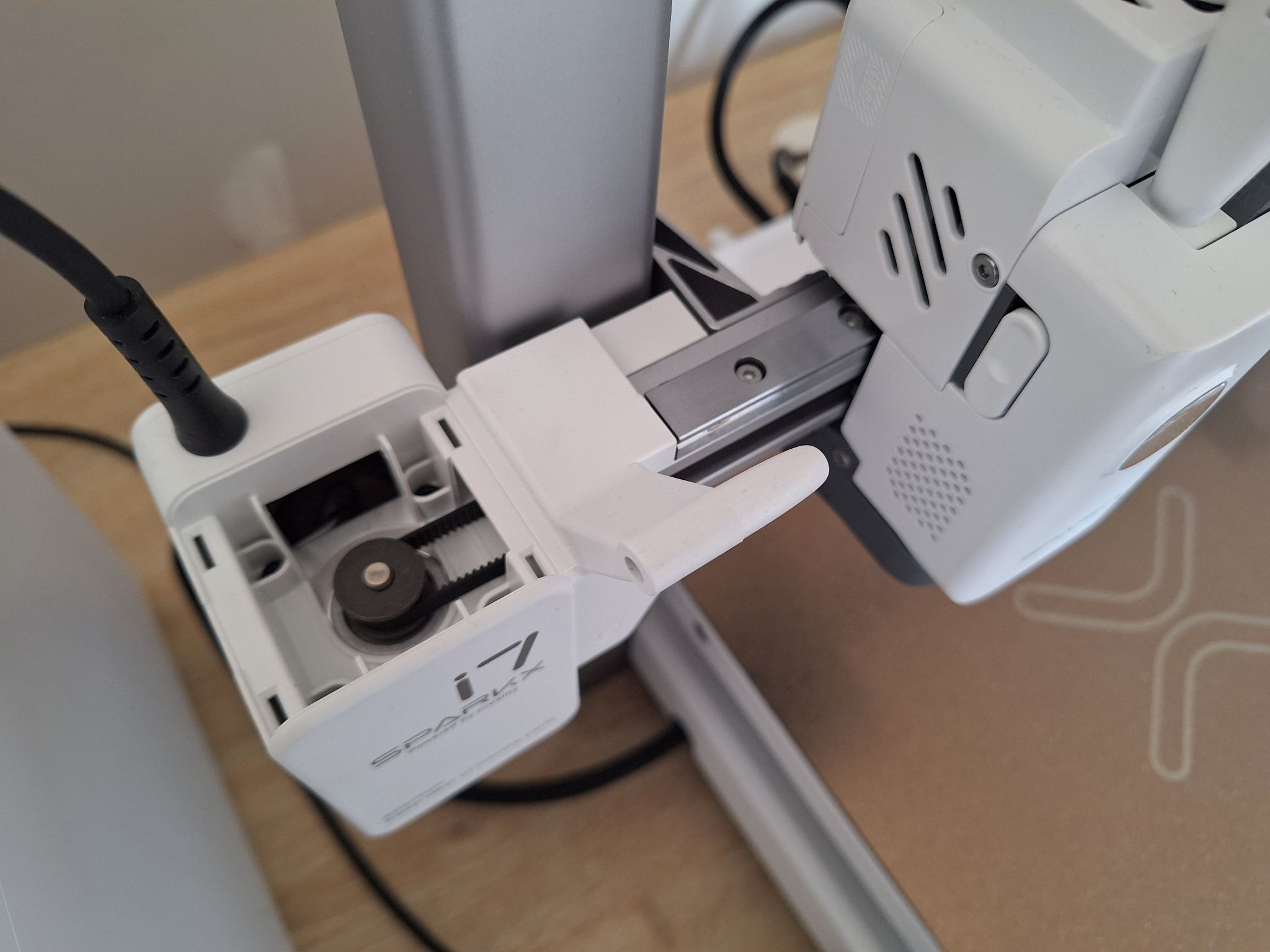
Montage La SPARKX i7 étant livrée déjà assemblée, le montage va tout simplement consister à enlever les protections et connecter l'imprimante au CFS Lite. Comme pour le déballage tout est bien documenté dans le wiki et la vidéo (Voir liens ci-dessus) Pensez à prévoir suffisamment de place pour installer l'ensemble SPARKX i7 et CFS Lite. Voici les préconisations du Wiki L'espace à l'arrière semble perdu, mais le plateau et son câble d'alimentation dépassent pas mal du socle. Attention si comme moi, vous positionnez votre SPARKX i7 le long d'un mur, laissez suffisamment de place pour éventuellement mettre un bac de récupération des "poops". J'ai créé un modèle étroit (10 cm de large) qui s'insère parfaitement entre la i7 et le mur. On enlève tout d'abord les protections, les scotchs et le système de bridage de l'axe Z de l'imprimante. Il faudra couper les deux colliers plastiques qui protègent l'axe X pour ôter les cartons. Ne pas oublier le scotch à l'arrière de l'imprimante, sous le plateau. J'ai remis les quatre vis du système de bridage de l'axe Z sur les montants, pour ne pas les perdre. On continue en enlevant les protections du couvercle du CFS Lite et les scotchs de maintien des rouleaux à l'intérieur. On termine en mettant les sachets de dessicant à l'intérieur du CFS Lite. On passe ensuite à l'étape de connexion du CFS Lite à l'imprimante en installant les 4 tubes PTFE. Le clip pour maintenir le câble de l'extrudeur sur les quatre tubes PTFE était déjà en place. Dans ce cas, prendre soin de bien orienter l'ensemble avant de brancher les quatre tubes PTFE. Voir les détails dans le Wiki. L'ordre de montage des tubes PTFE n'a aucune importance. Les 4 tubes étant de la même longueur. Il ne reste qu'à connecter le câble RS-485 entre l'imprimante (sur le côté gauche derrière le port USB) et le CFS Lite (derrière et en haut du CFS) et le câble d'alimentation 220 V à l'arrière et à droite de l'imprimante. Et voilà la SPARKX i7 prête à être mise en marche Perso, je trouve la SPARKX i7 assez jolie à côté de son CFS Lite Prochaine étape, la mise en route
.webp.3aa33323e2b613ef95cf2746d068297c.webp)
.webp.4eb065ec76072736a147ec6758c1a65d.webp)
.thumb.webp.b7a7164731352ebe3591d56e41eeb59d.webp)









 2 points
2 points -
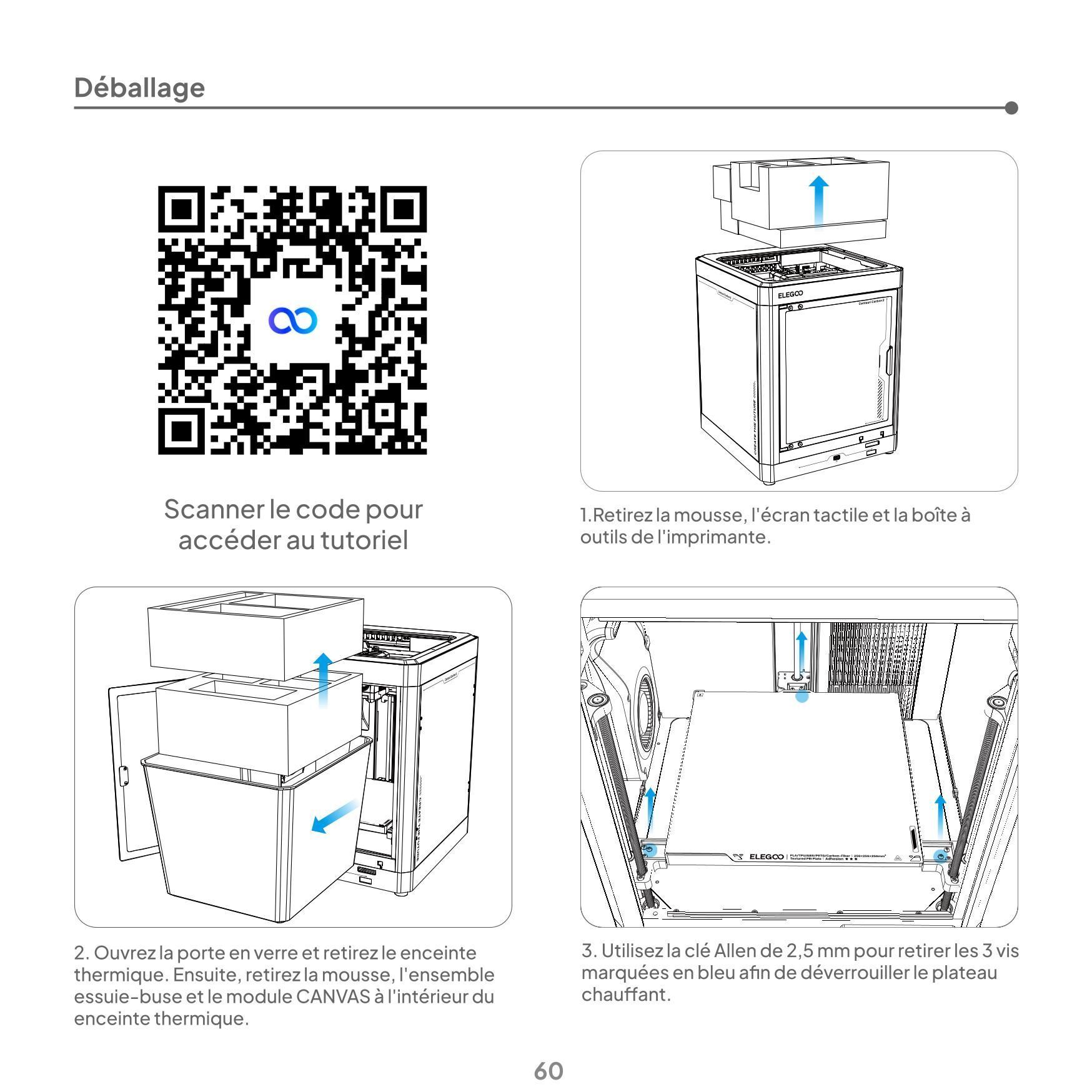
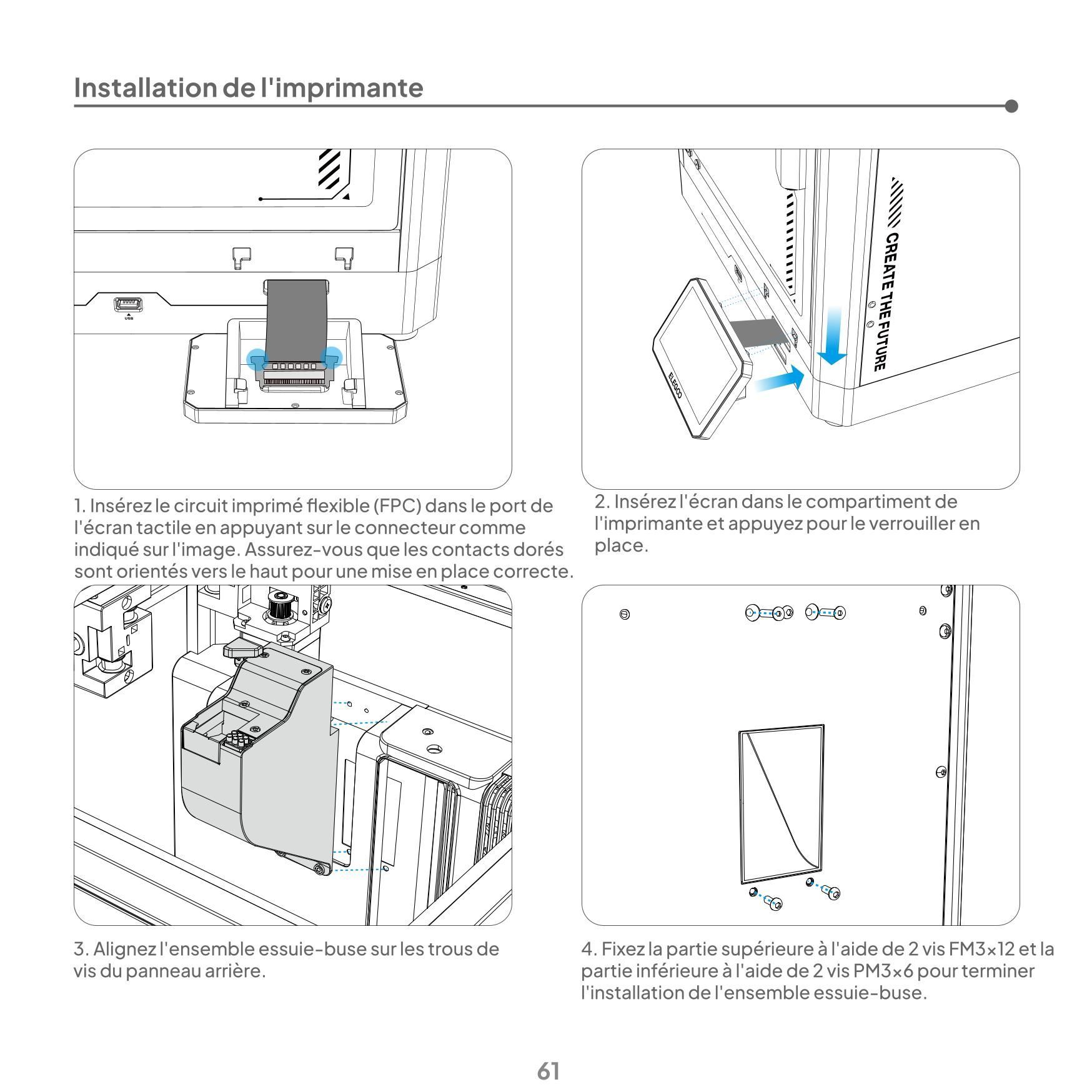
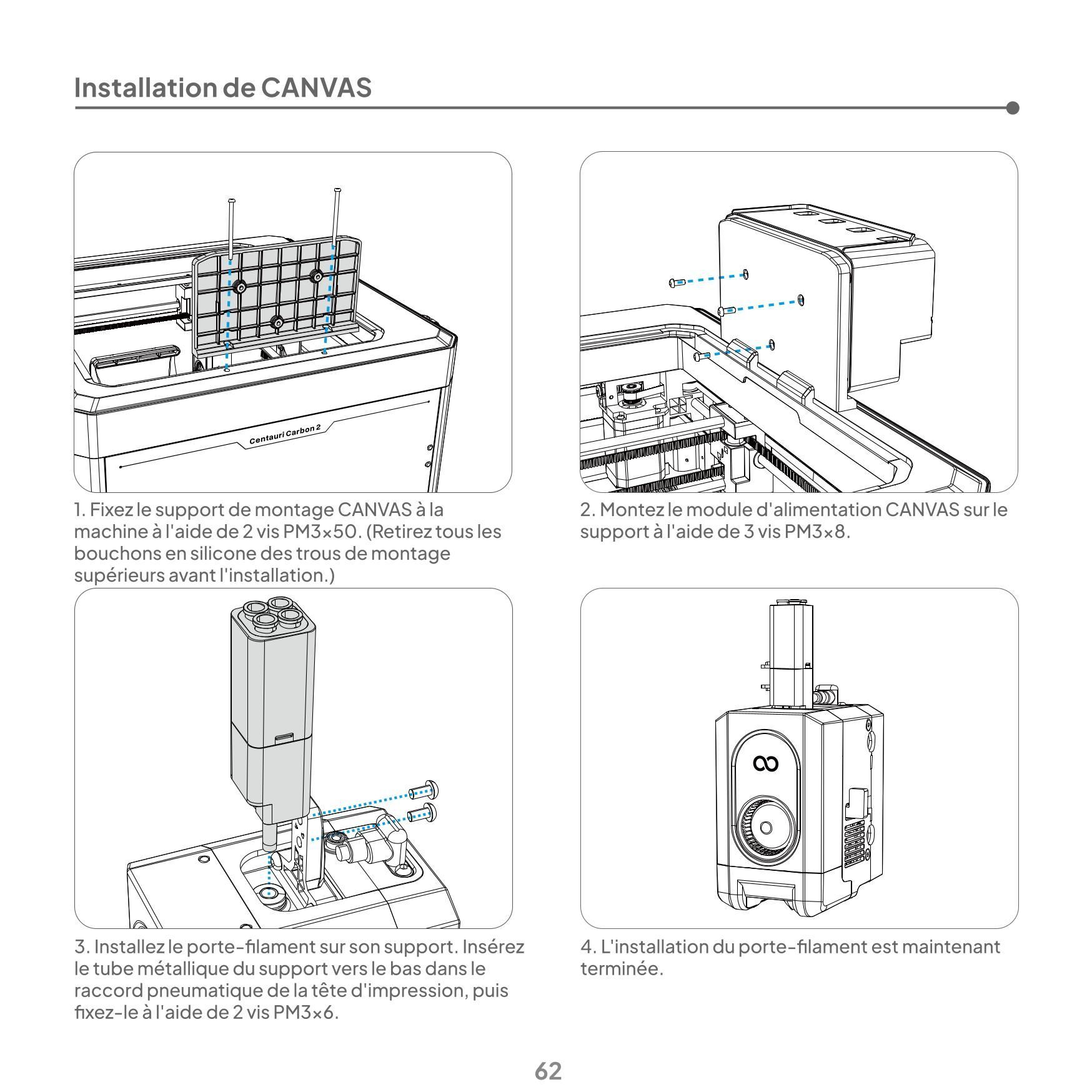
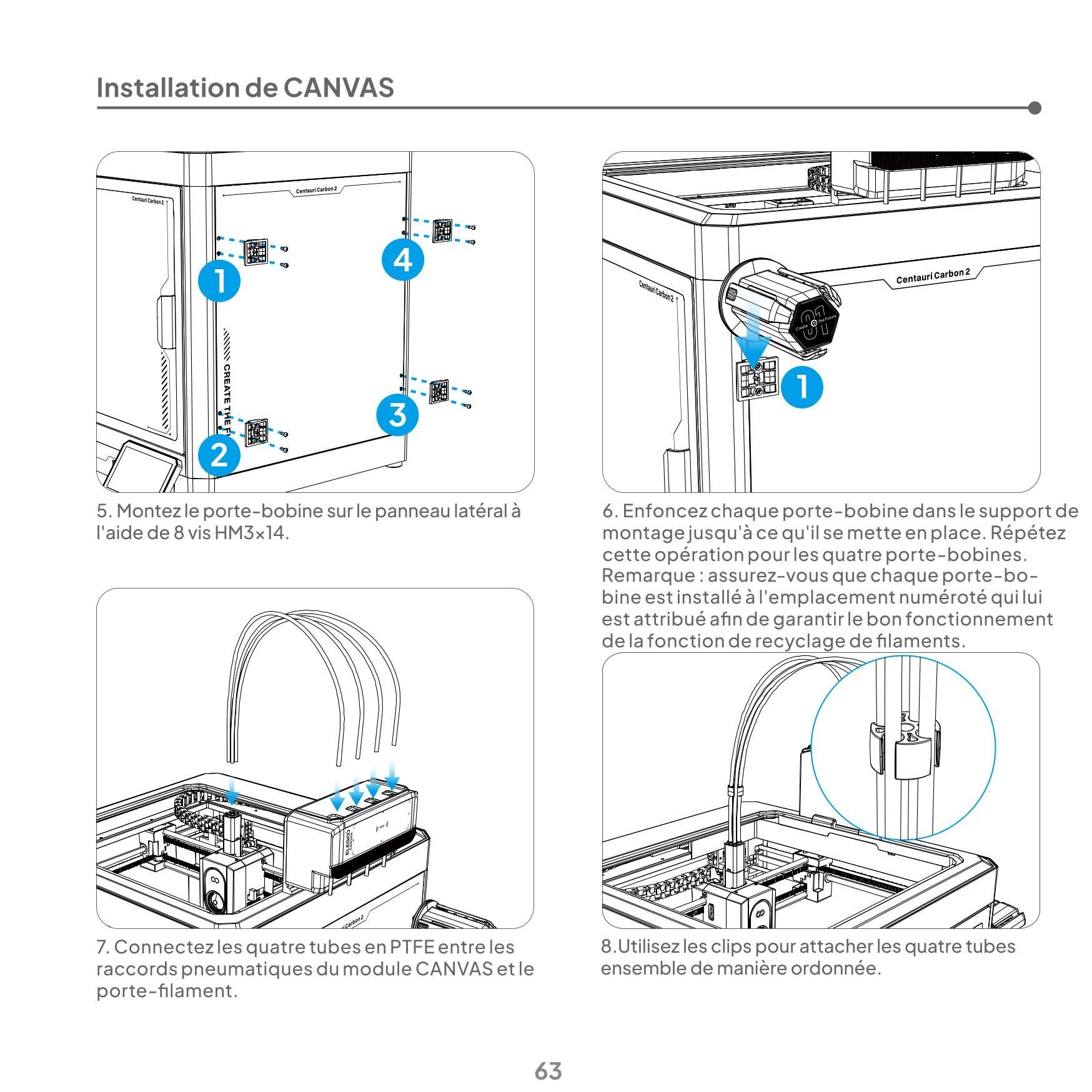
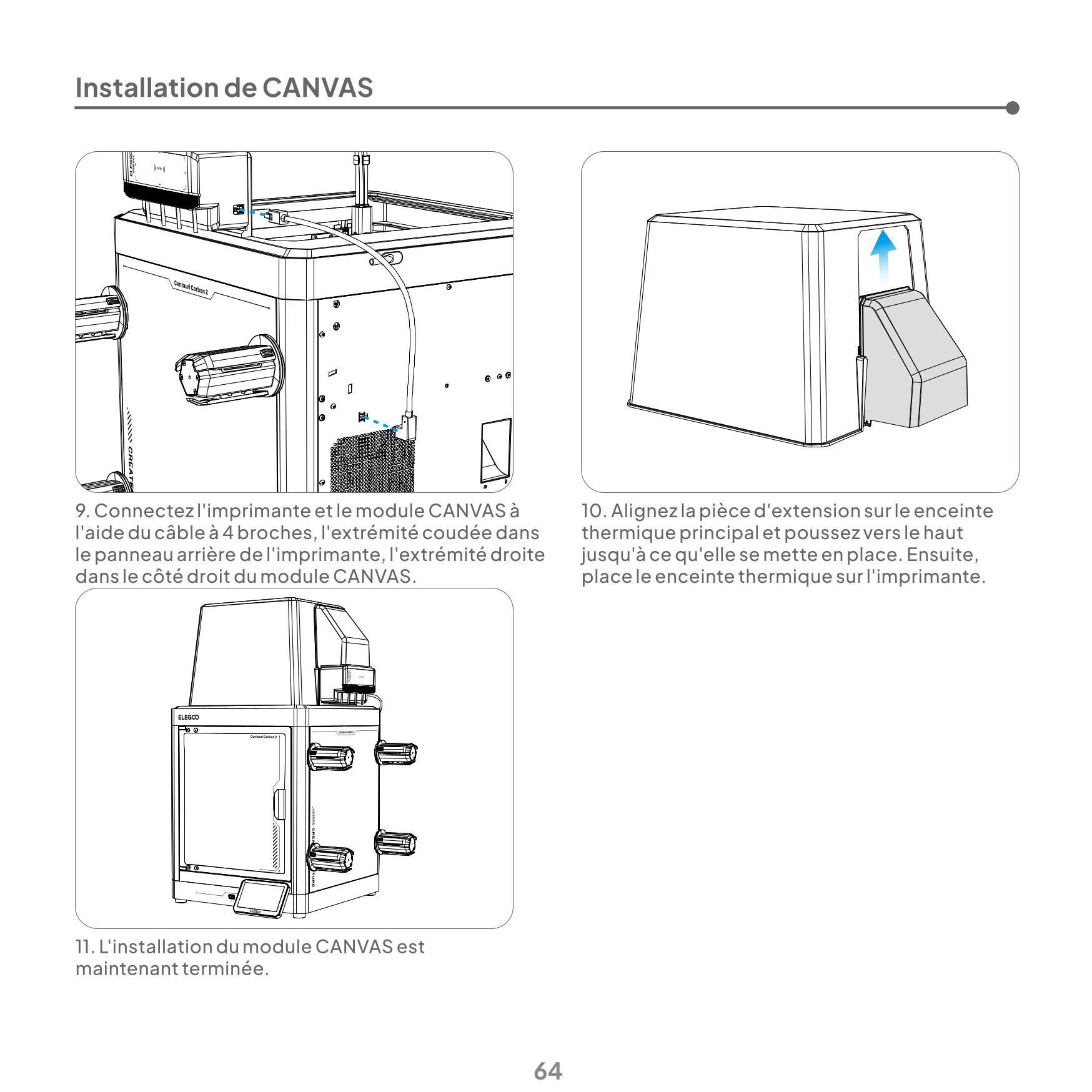
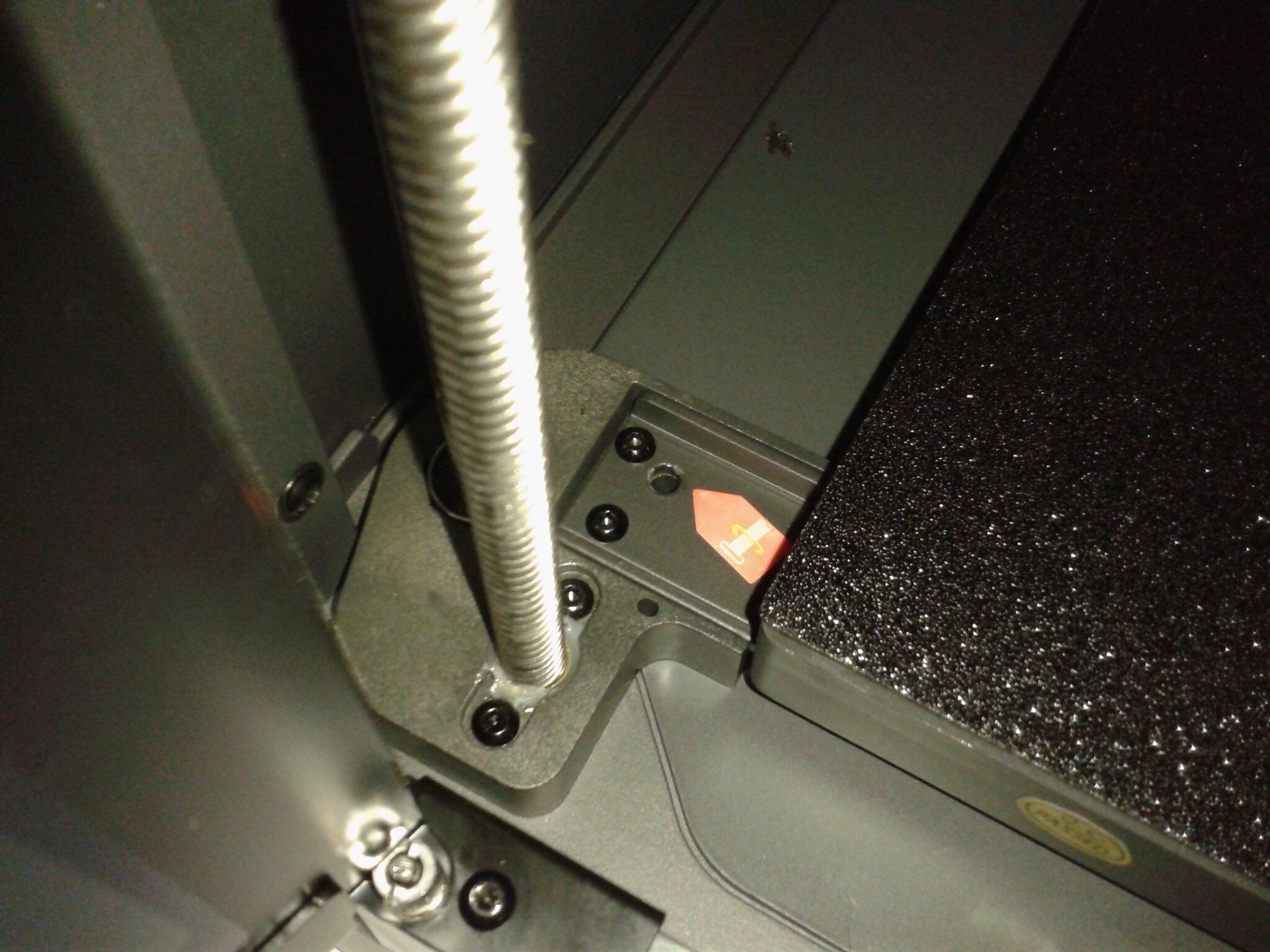
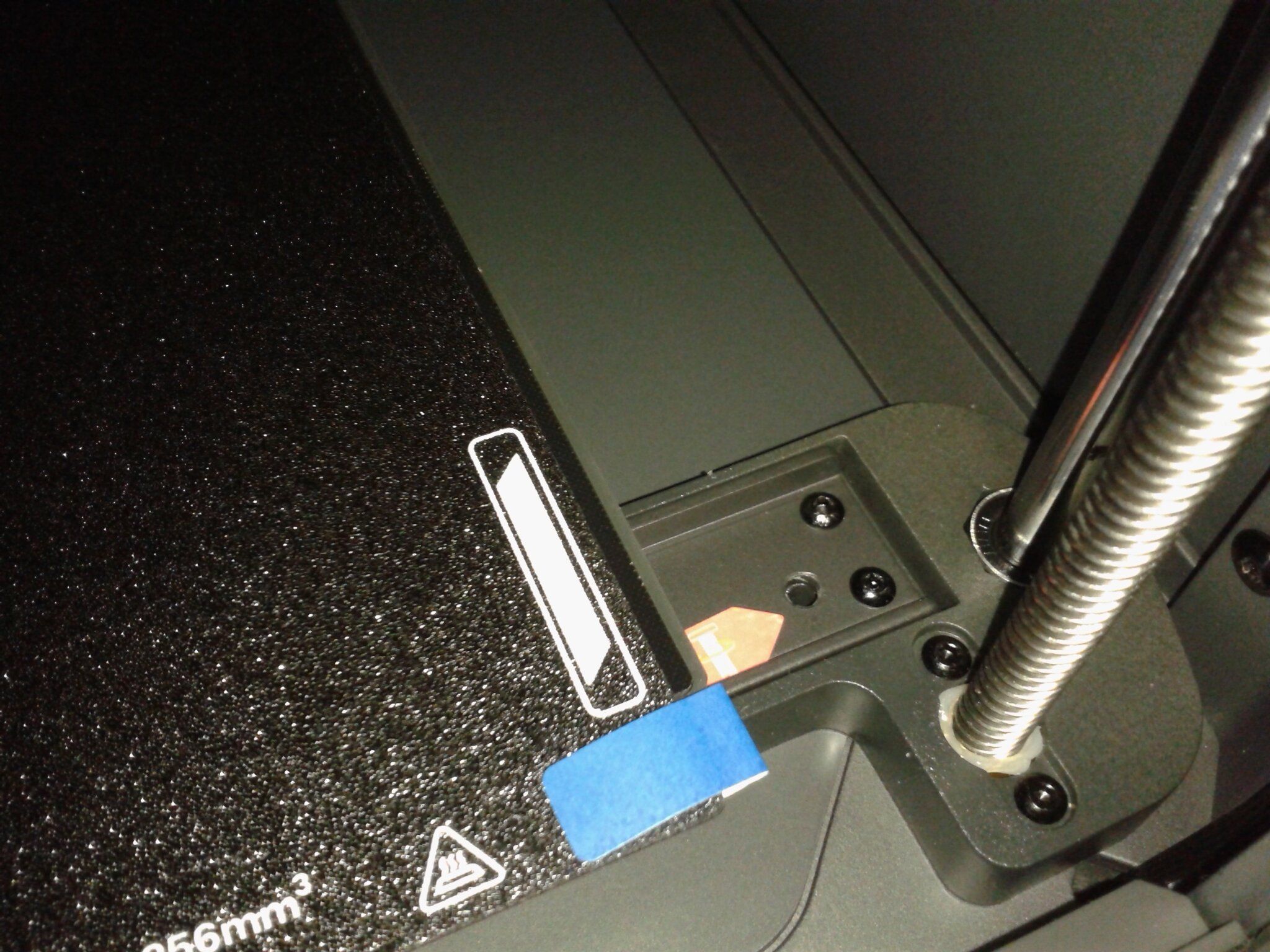
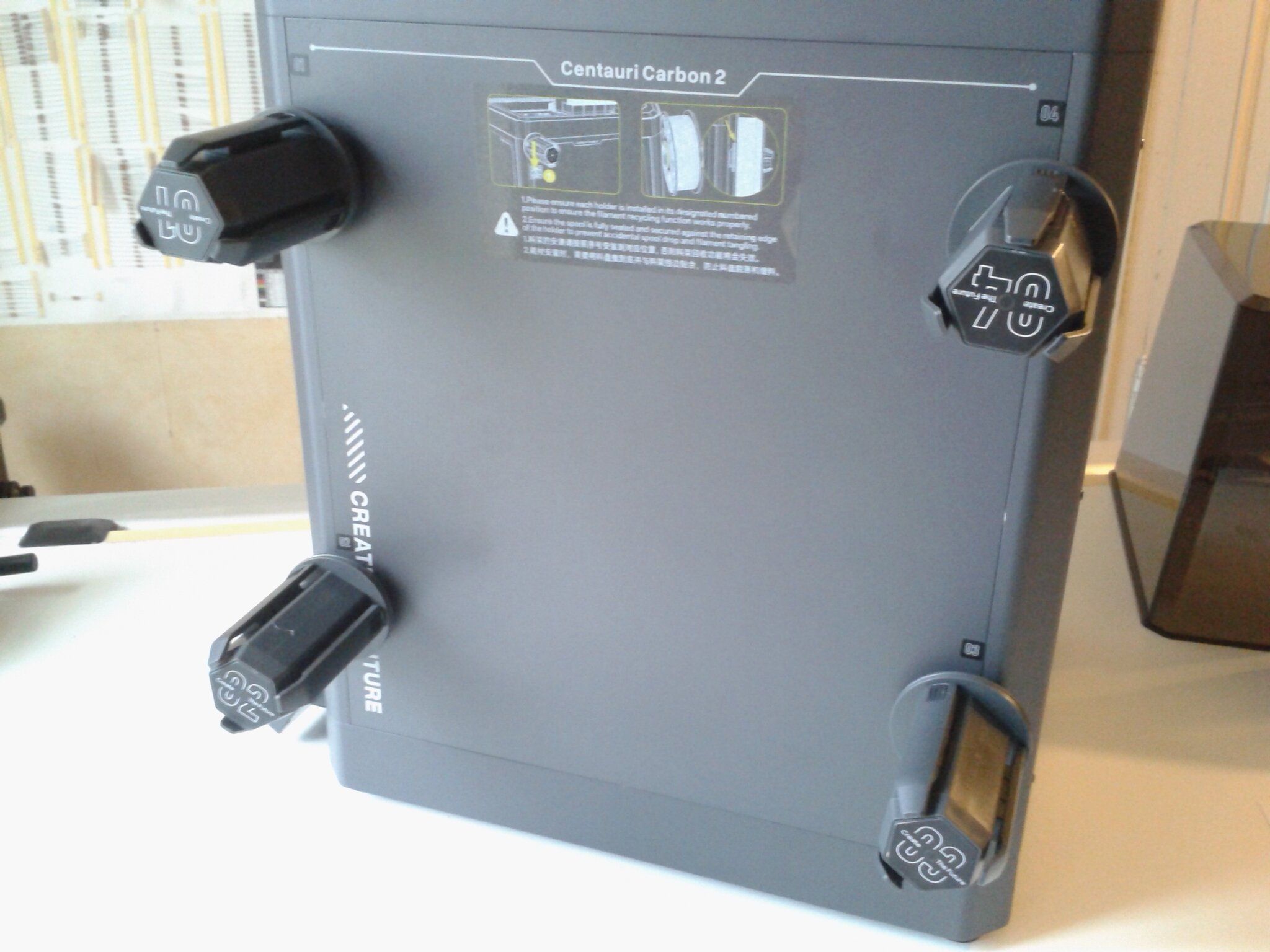
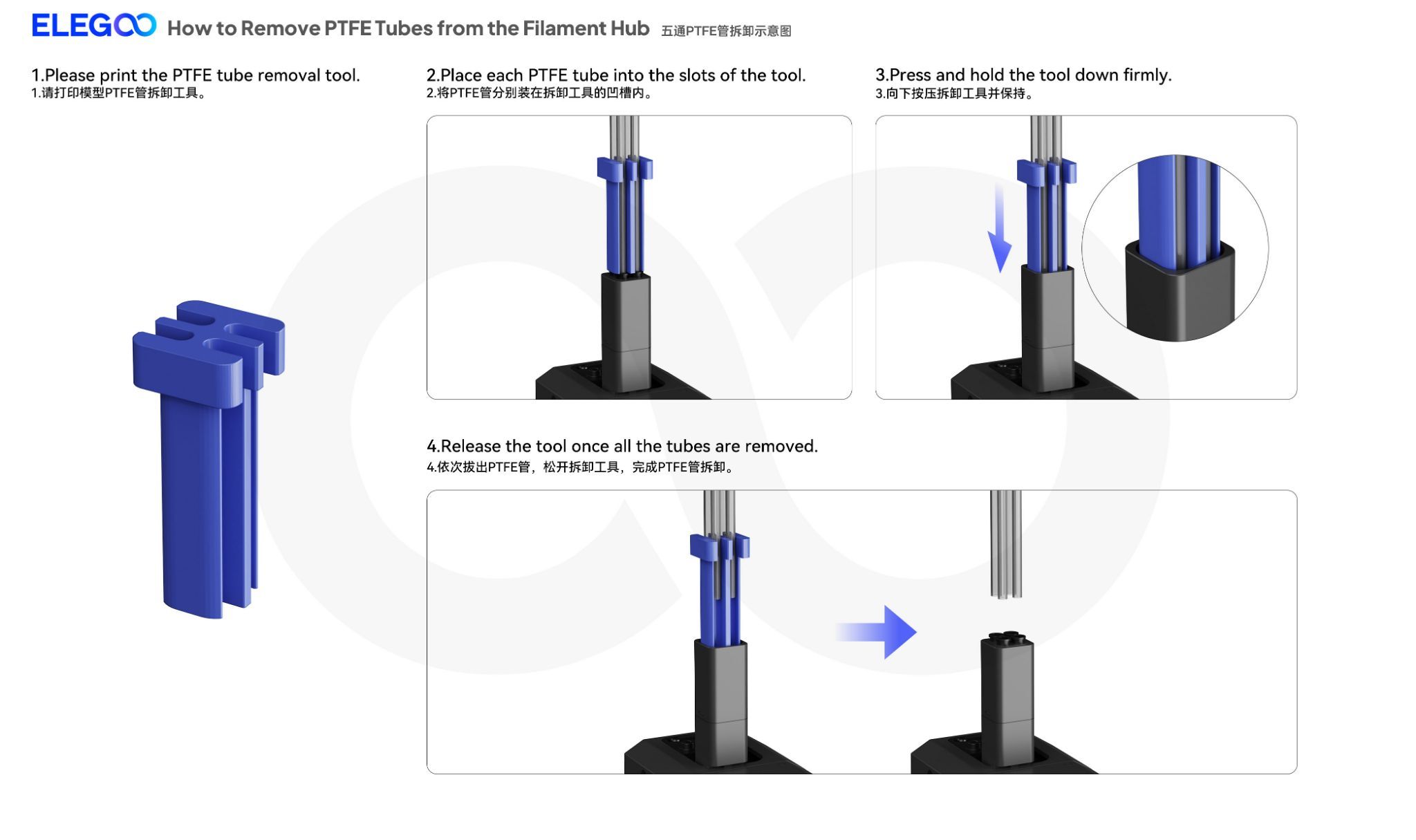
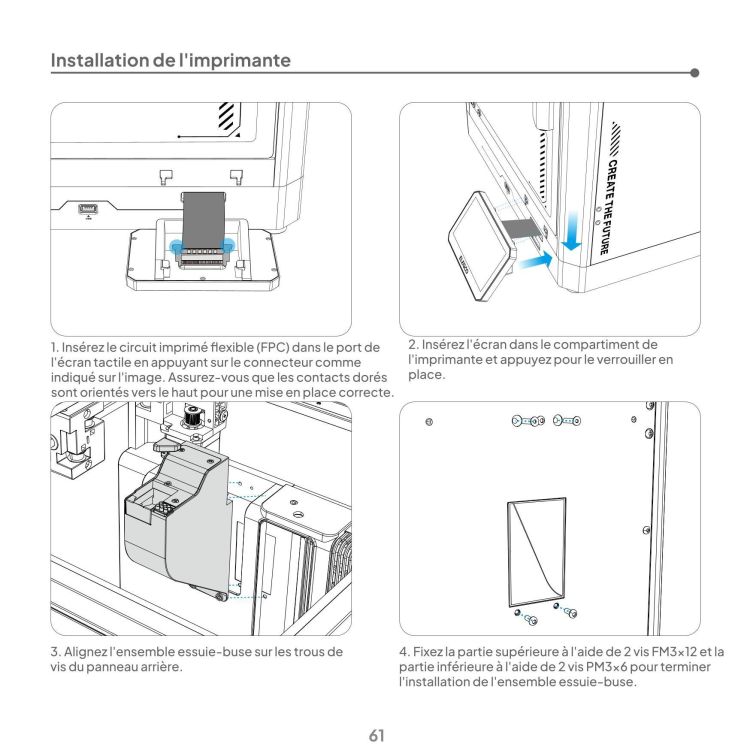
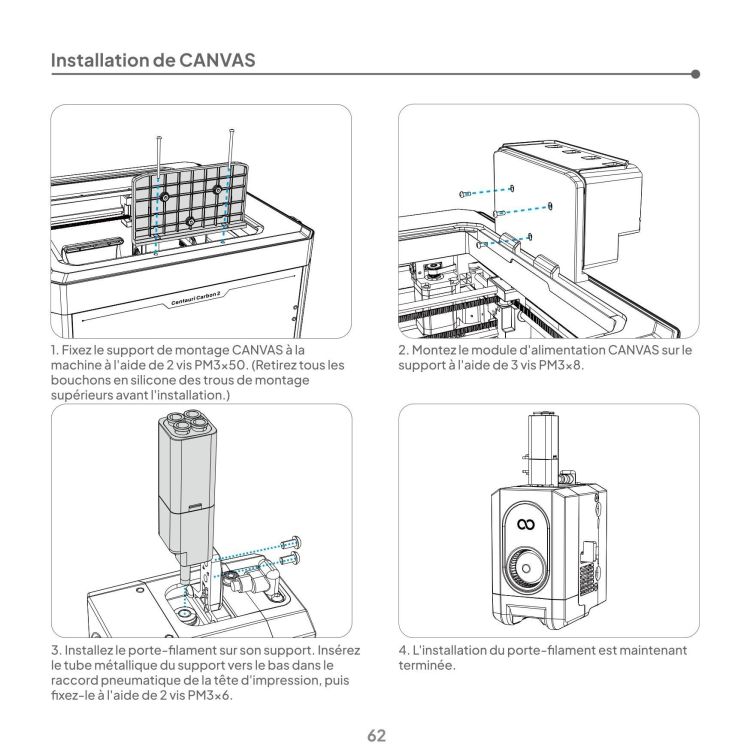
Assemblage C'est relativement simple et prend une dizaine de minutes, les points importants sont montrés dans la documentation papier fournie et la vidéo de déballage et mise en fonction, que l'on retrouve tous les deux sur la clé USB fournie. Si pas déjà fait lors du déballage, il faut retirer les trois vis qui sécurisent le plateau lors du transport. Puis Connecter et mettre en place l'écran. Placer et fixer avec quatre vis l'ensemble essuie-buse ("nozzle wiper assembly"). ( On peut ici vérifier que si on déplace manuellement la tête d'impression face puis vers le système essuie-buse que le nez de la buse se trouve bien un poil au-dessus de la partie en métal et que cette partie en métal se déplace d'arrière en avant quand on en rapproche la tête. Tête en face de la partie en métal de la chute du système essuie-buse. Tête poussée contre le système essuie-buse, la partie en métal s'avance avec la poussée de la tête contre le système essuie-buse. ) Installer le support pour le système CANVAS au châssis avec deux vis, Fixer le système CANVAS a son support avec trois vis, insérer le hub-filament (4 entrées, 1 sortie) à l'entrée de la tête d'impression et le fixer avec deux vis, Fixer les quatre supports des porte-bobines mettre en place les portes-bobines (attention bien respecter la numérotation car deux porte-bobines ont un ressort qui tourne à gauche et les deux autres tournent à droite et donc si vous inversez le 1 ou 2 avec le 3 ou 4 cela ne maintiendra plus les filaments légèrement tendus sur les bobines et il y aura risque de nœuds du filament sur ces bobines lors des changements de filaments) Connecter le câble 4 broches du système CANVAS Connecter entre le système CANVAS et le hub filament les 4 tubes PTFE de guidage du filament Remarquer que quand l'on pousse les tubes PTFE dans le hub, une partie du hub est sur ressort. Si vous avez un jour besoin de déconnecter un tube PTFE du hub-filament, il vous faudra un l'outil "PTFE Tube Tool" (fichier d'impression de cet outil dans la mémoire de l'imprimante et fourni sur la clé USB) pour faire cet appui qui pousse cette partie du hub sur ressort pour déverrouiller le système qui bloque les bouts de tube PTFE dans le hub. Assembler les deux parties du couvercle de l'enceinte thermique en calant et glissant la petite partie, et placer l'ensemble sur la machine. Retirer la petite étiquette papier de la plaque flexible et replacer la plaque. Vérifier le filtre derrière la grille




















































 2 points
2 points -
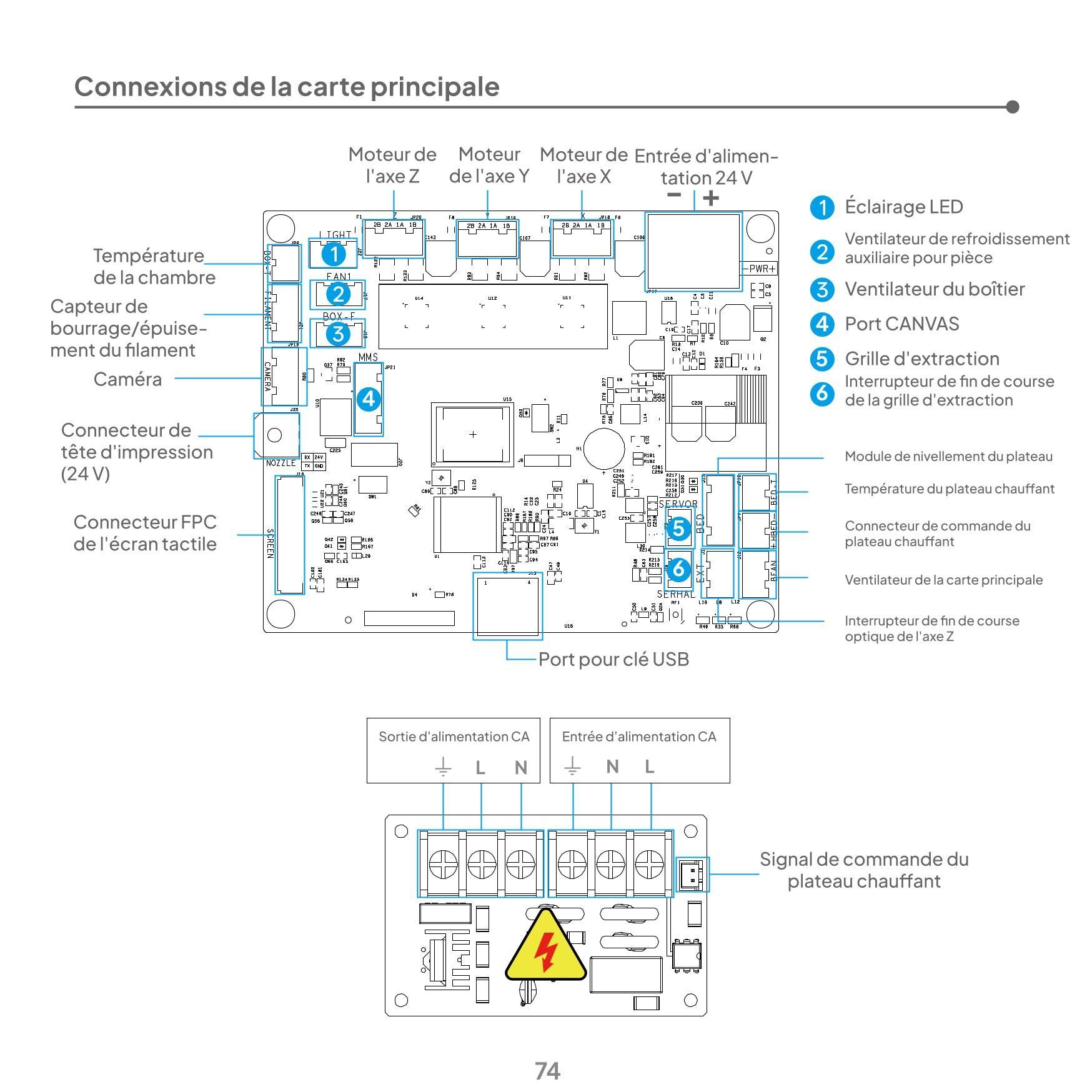
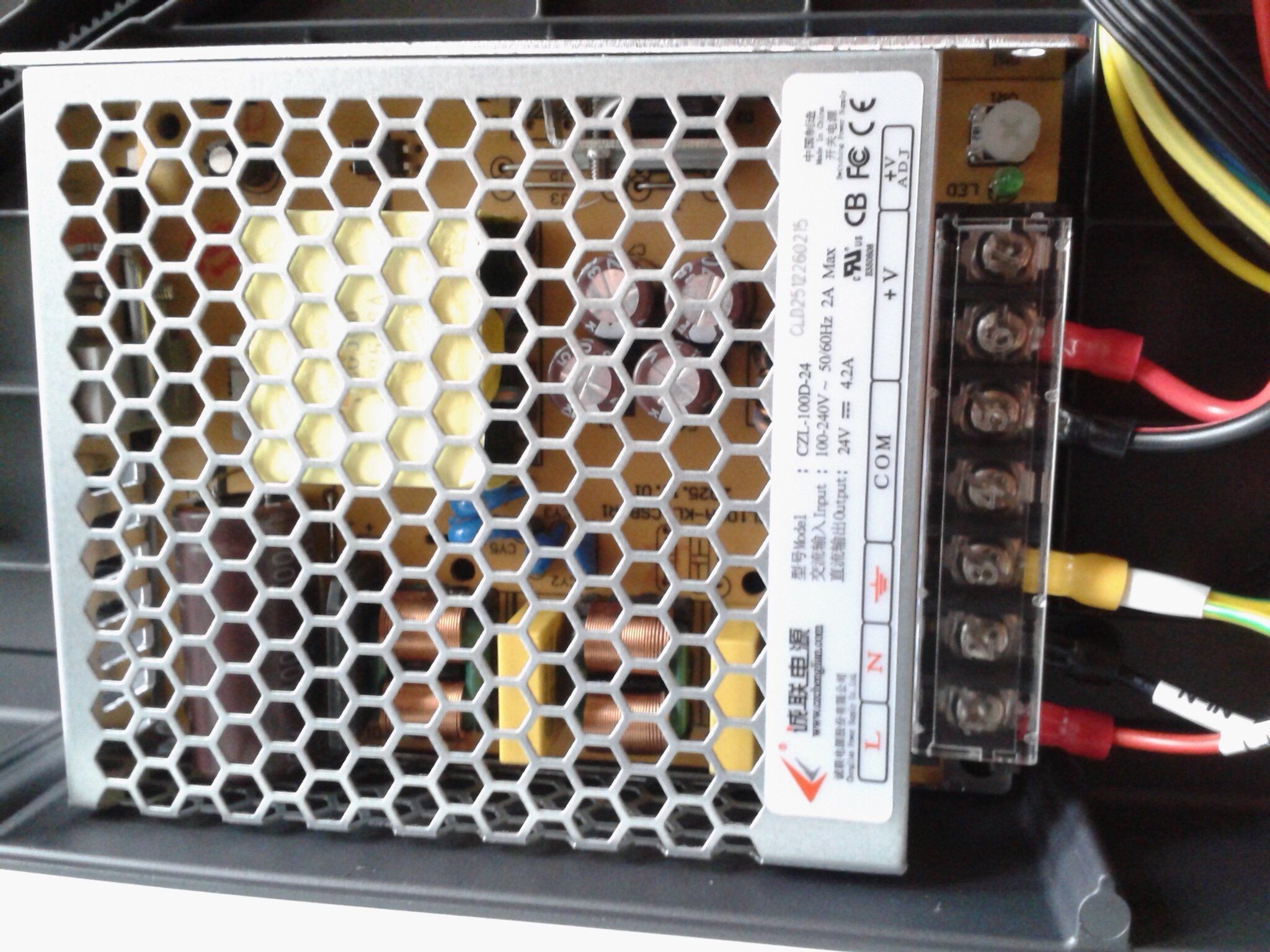
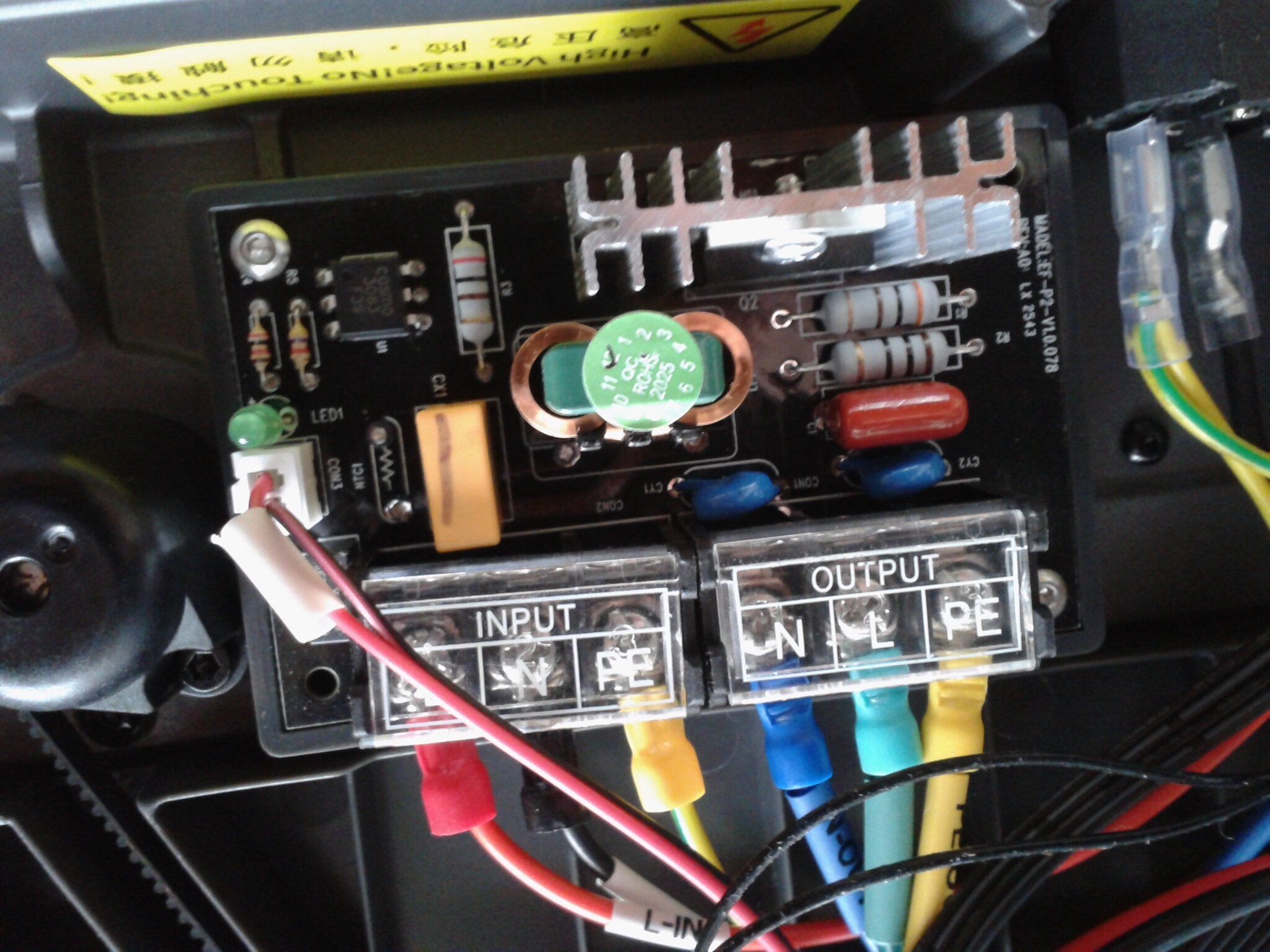
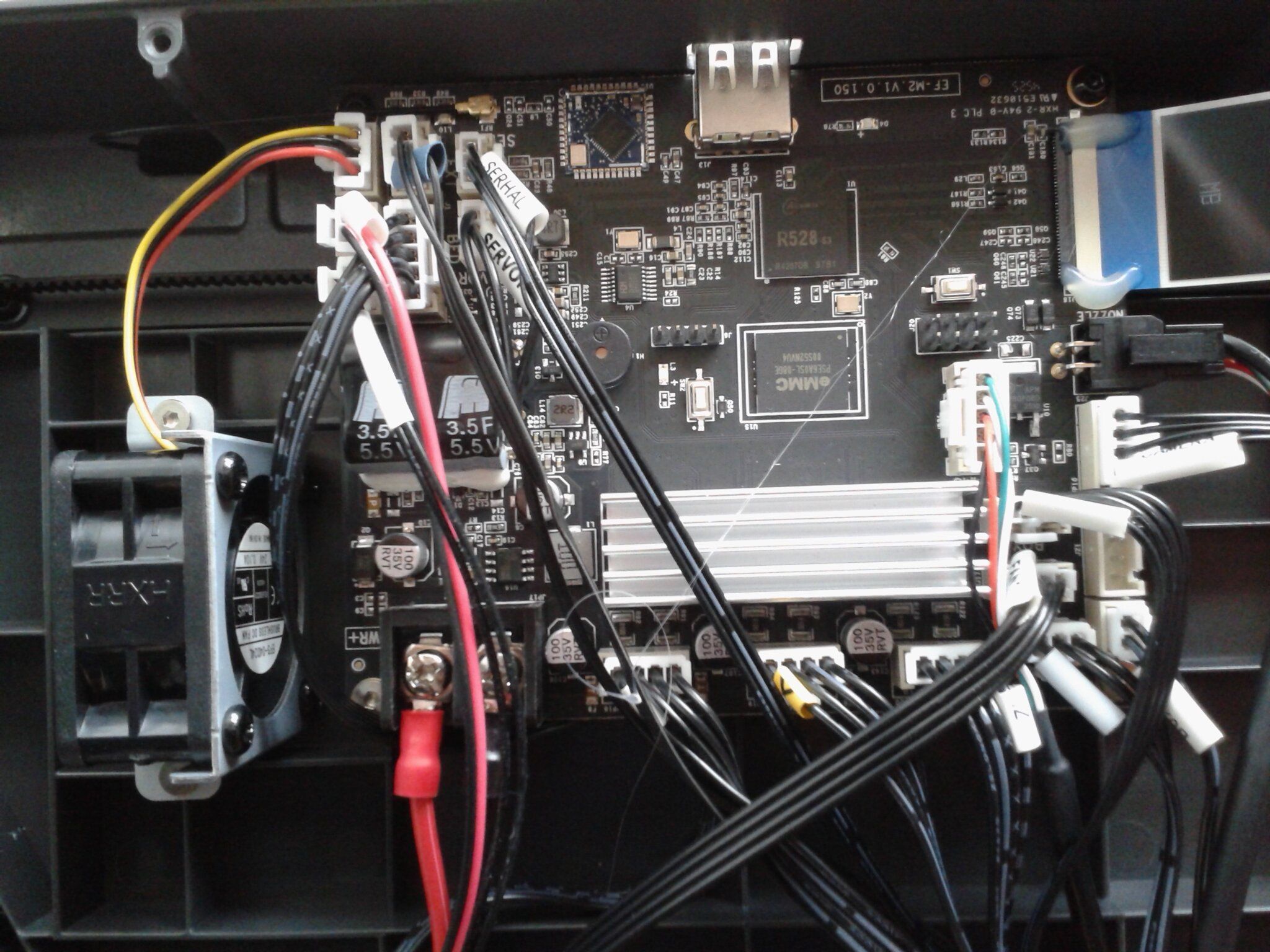
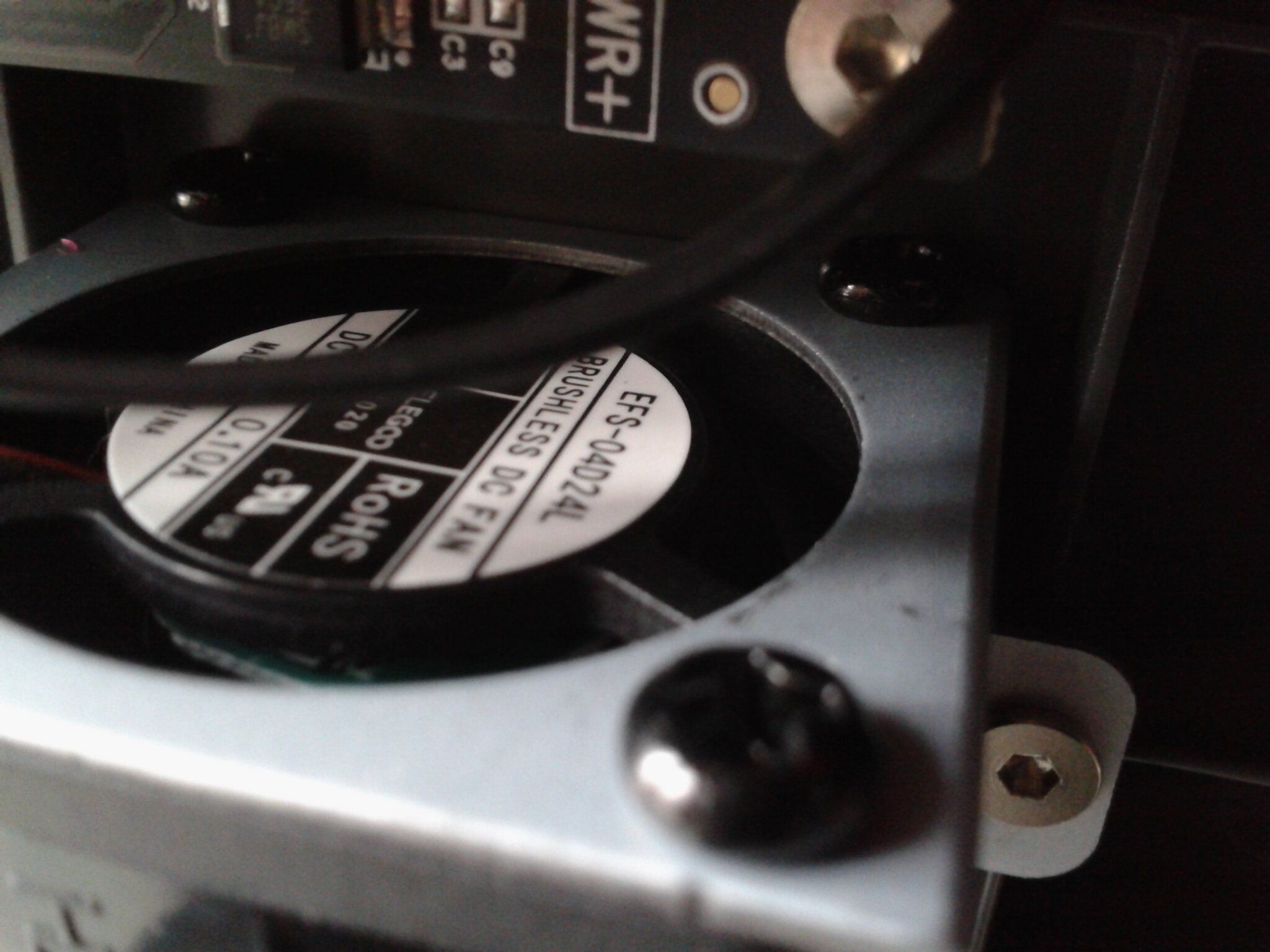
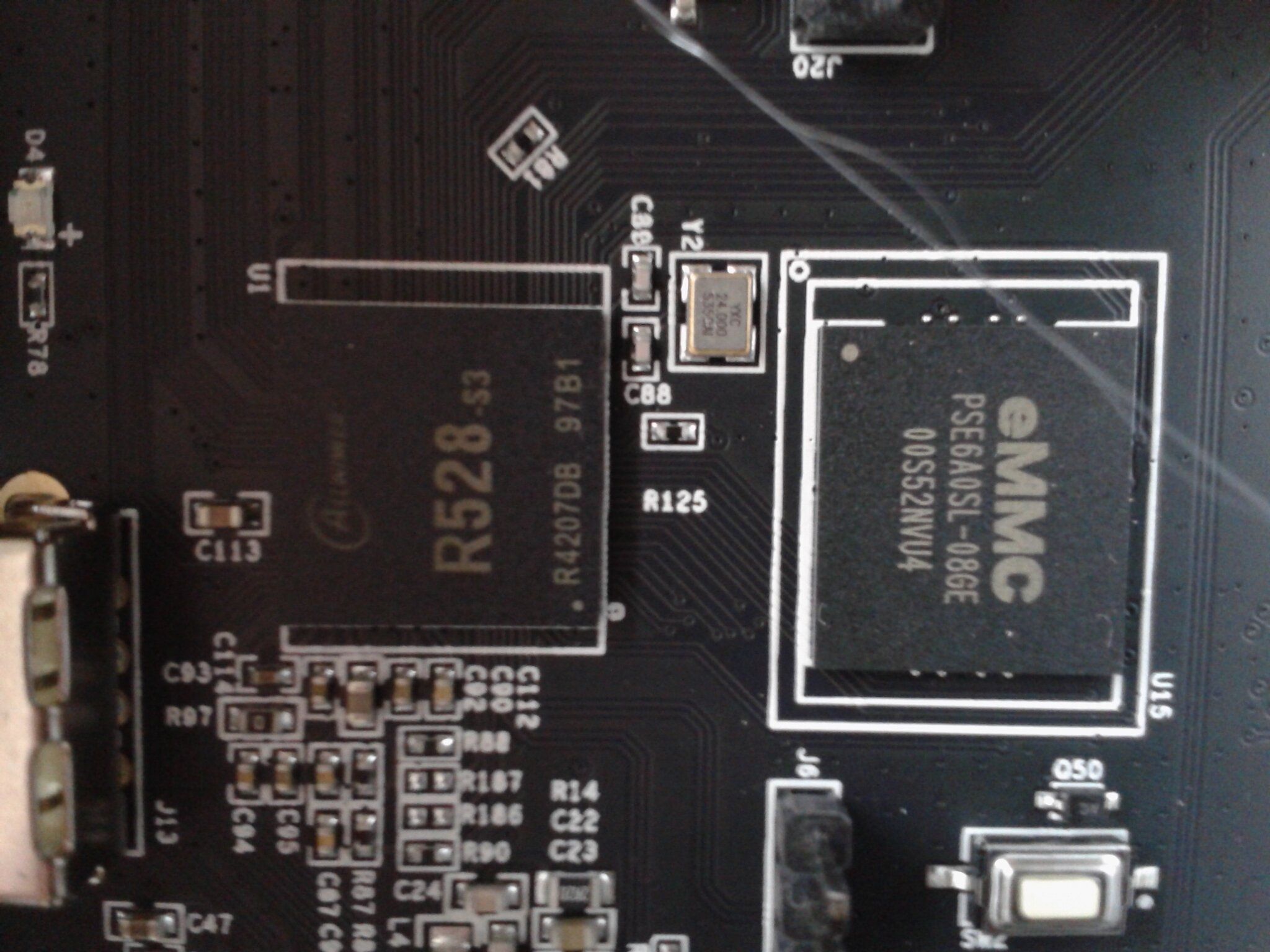
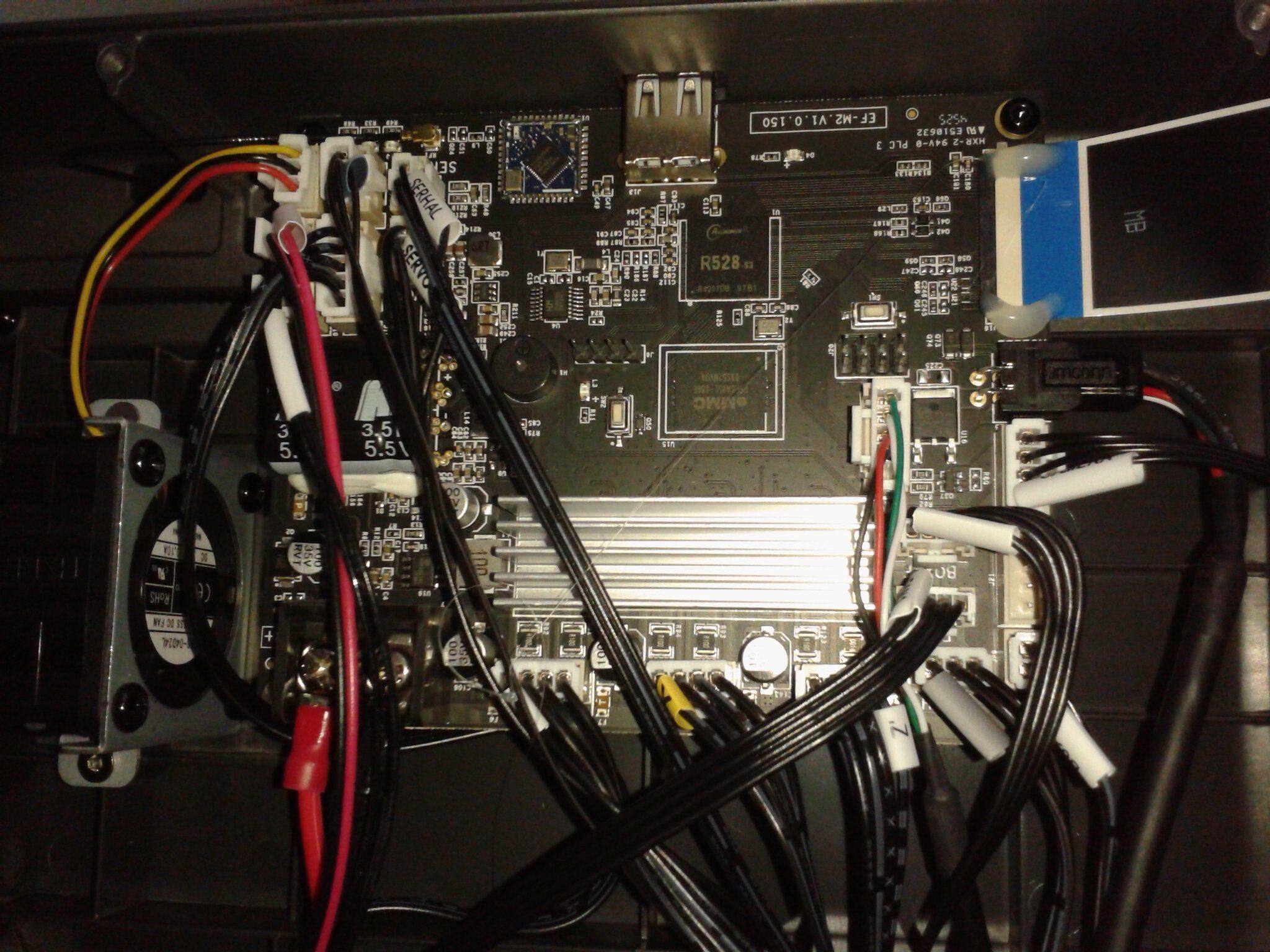
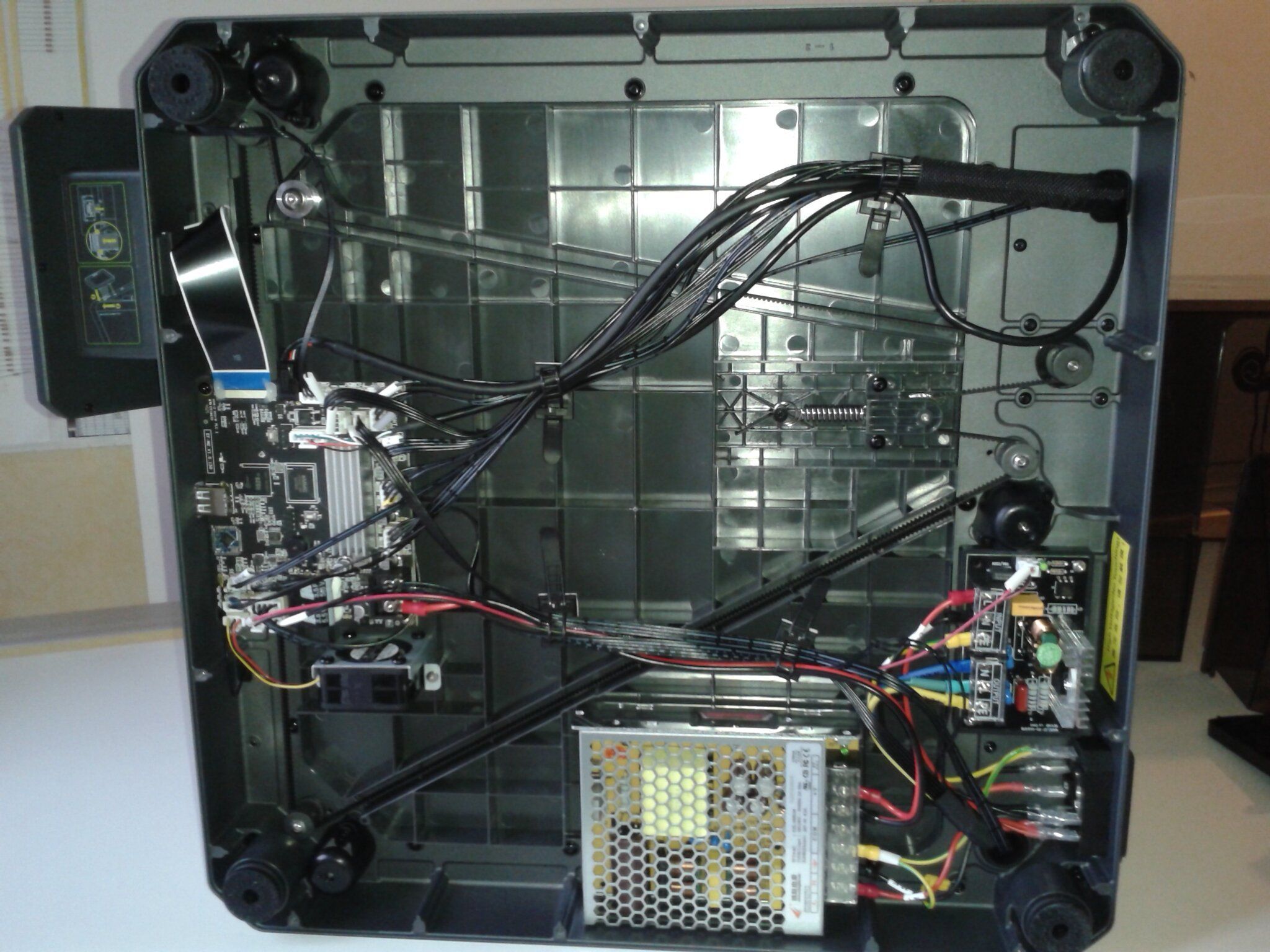
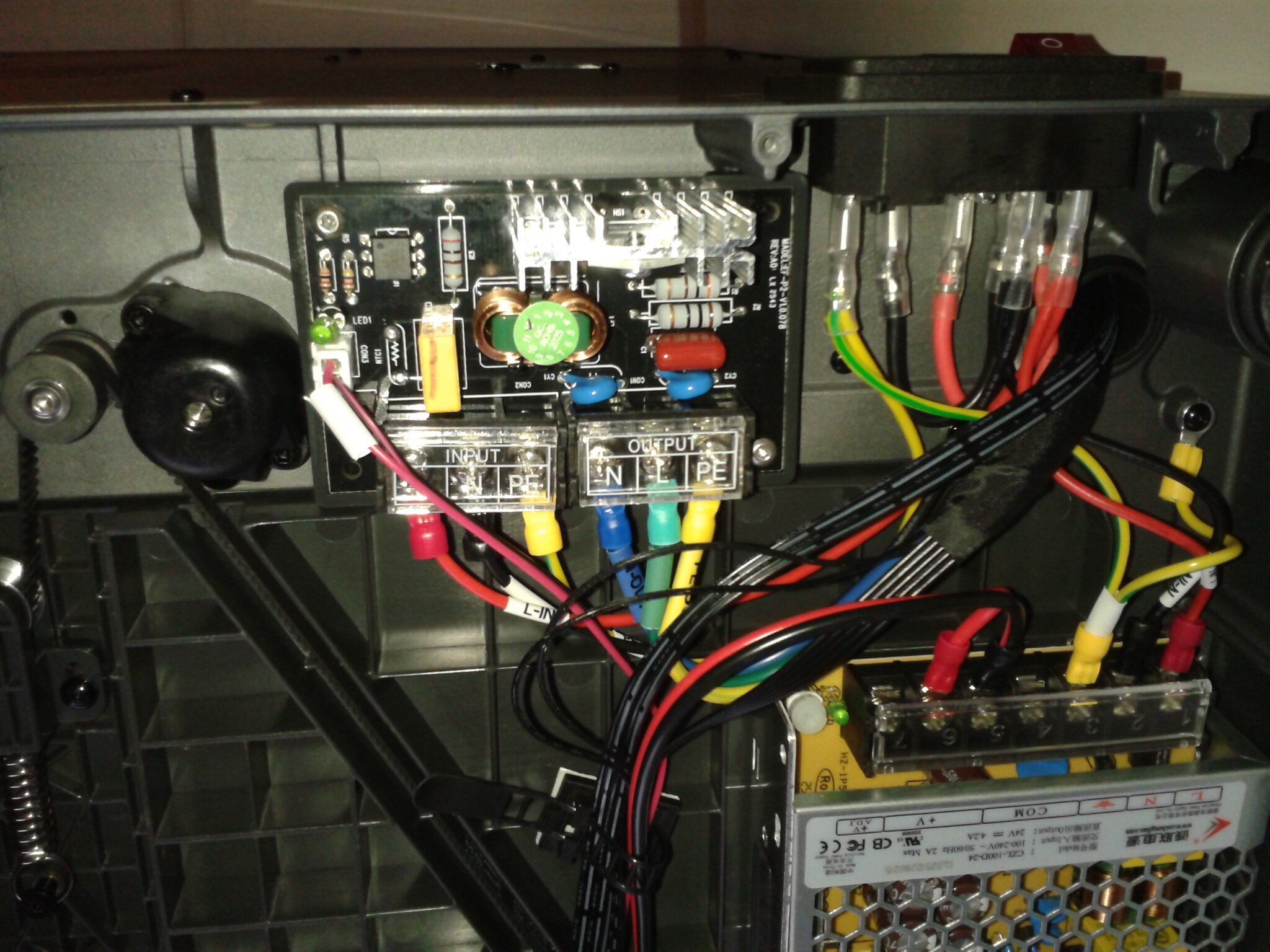
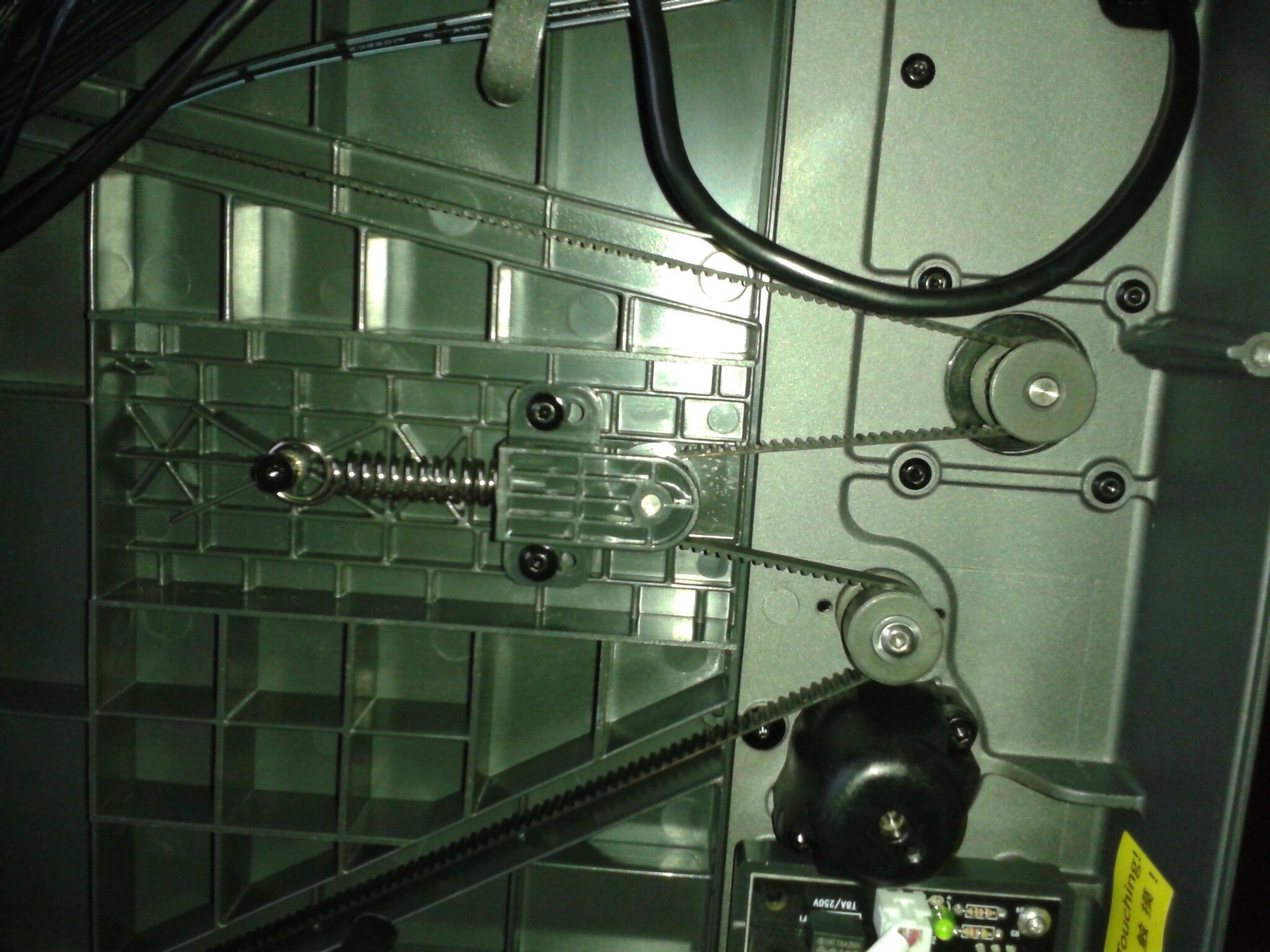
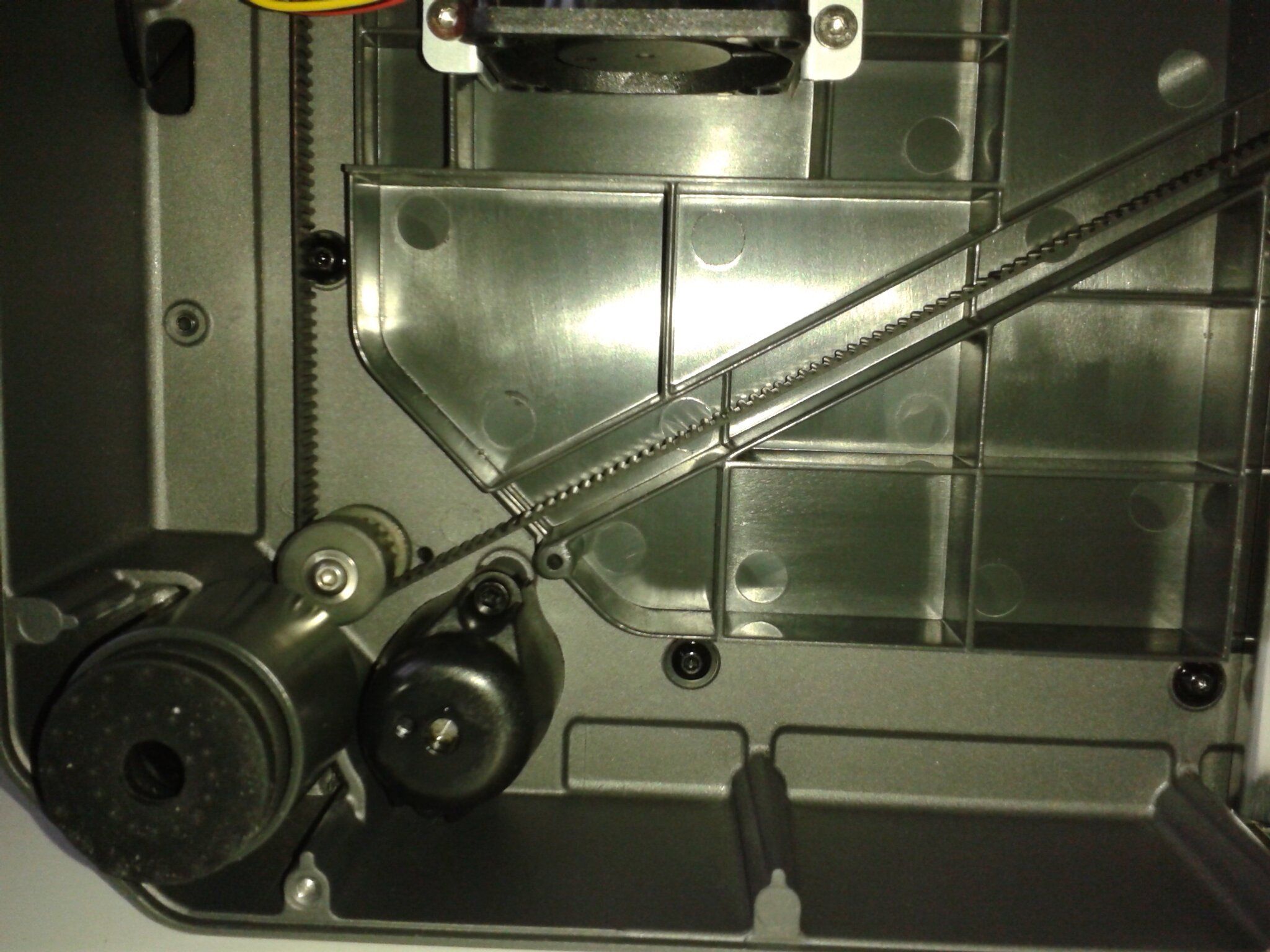
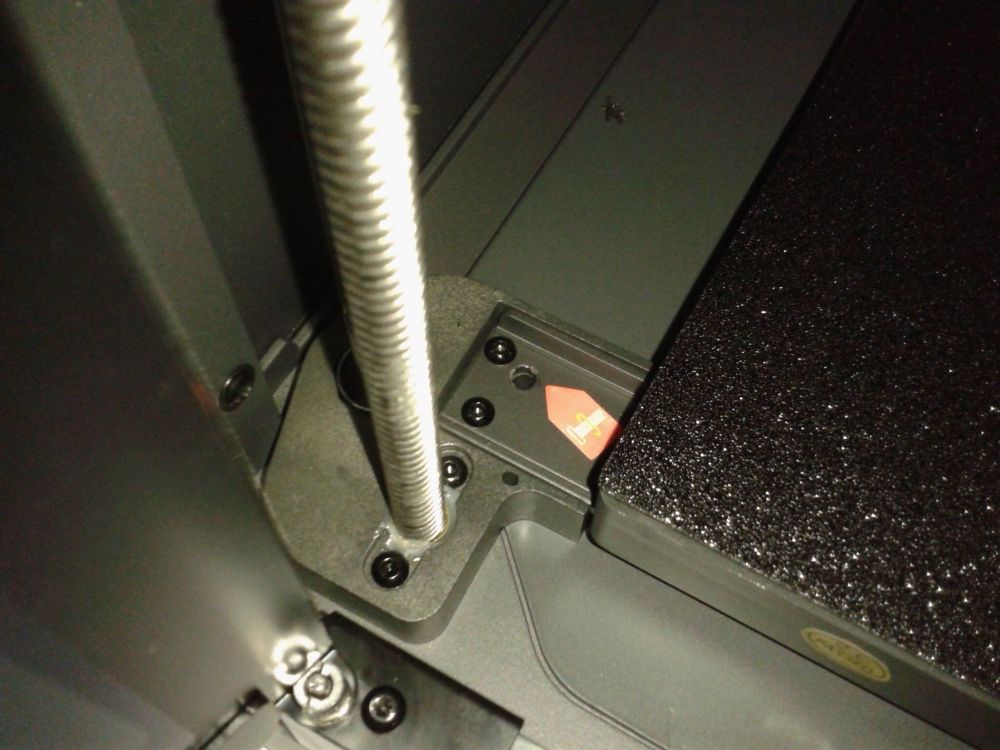
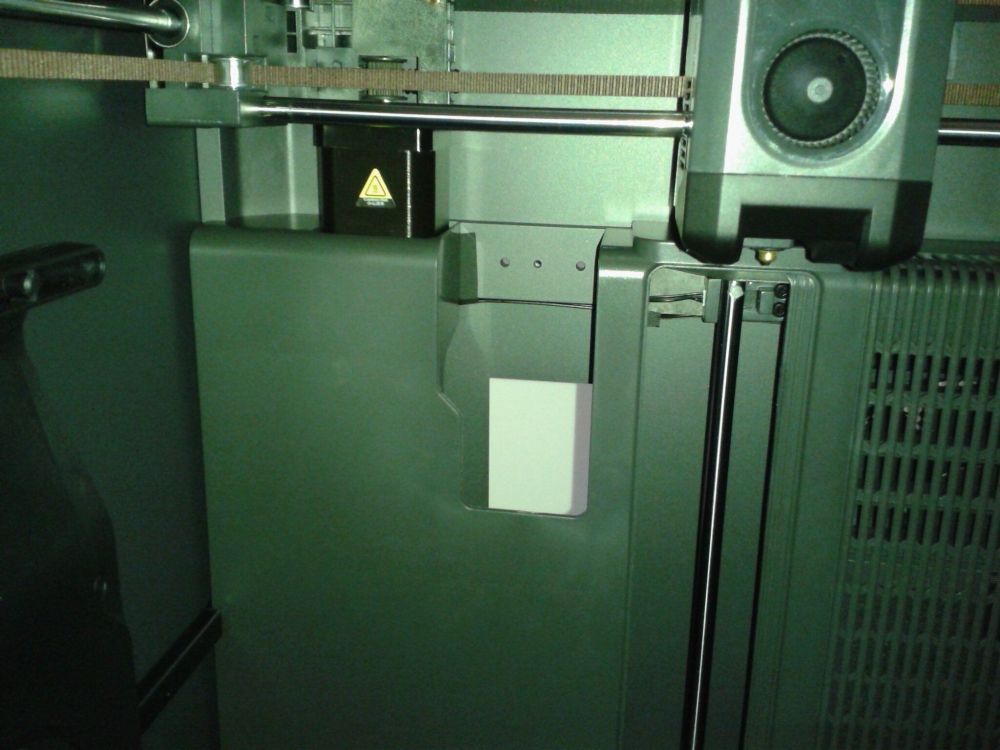
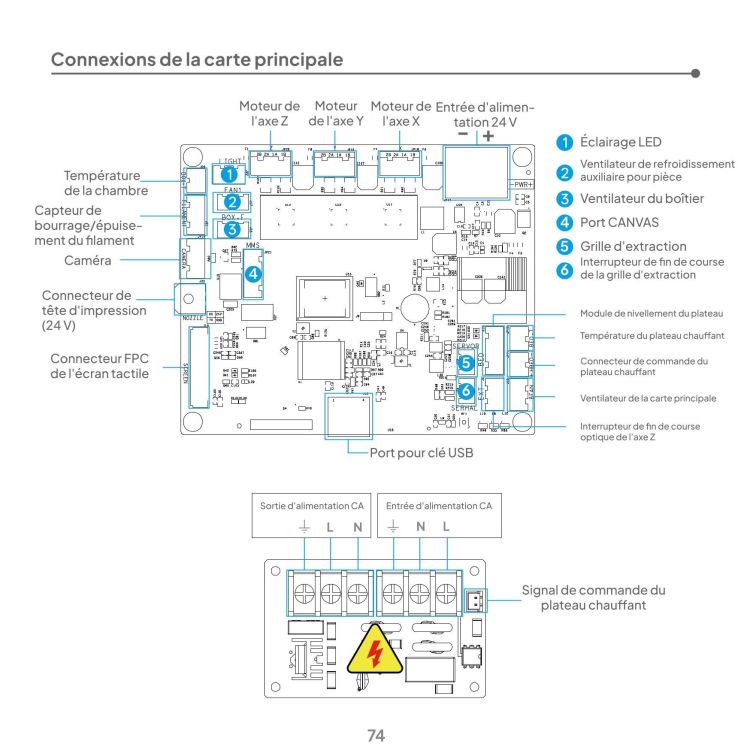
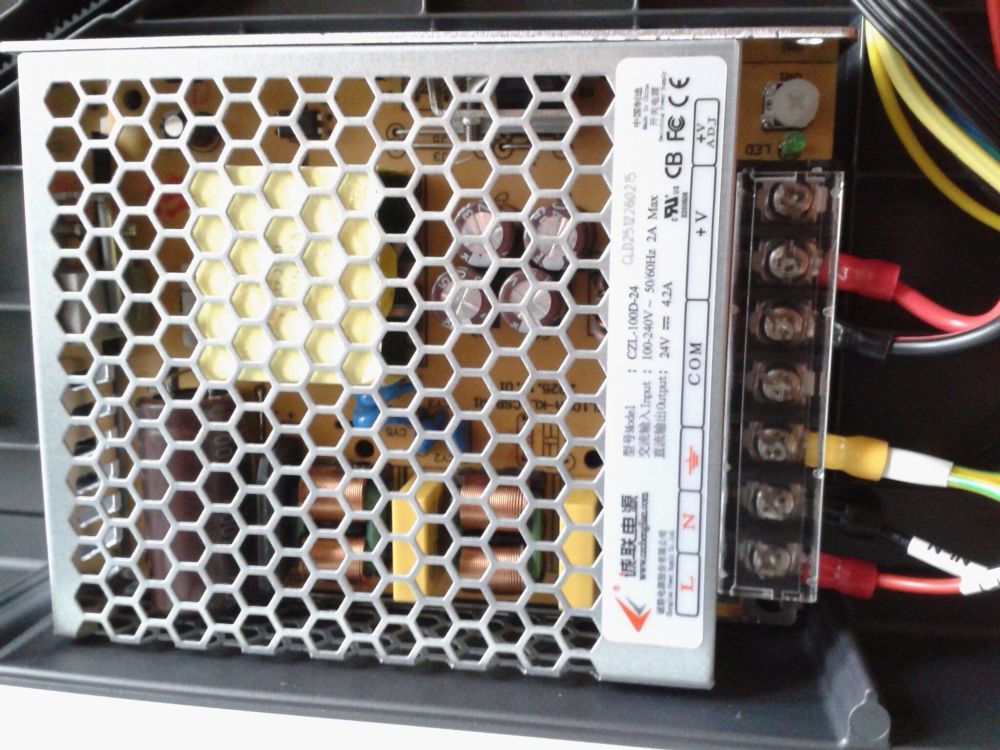
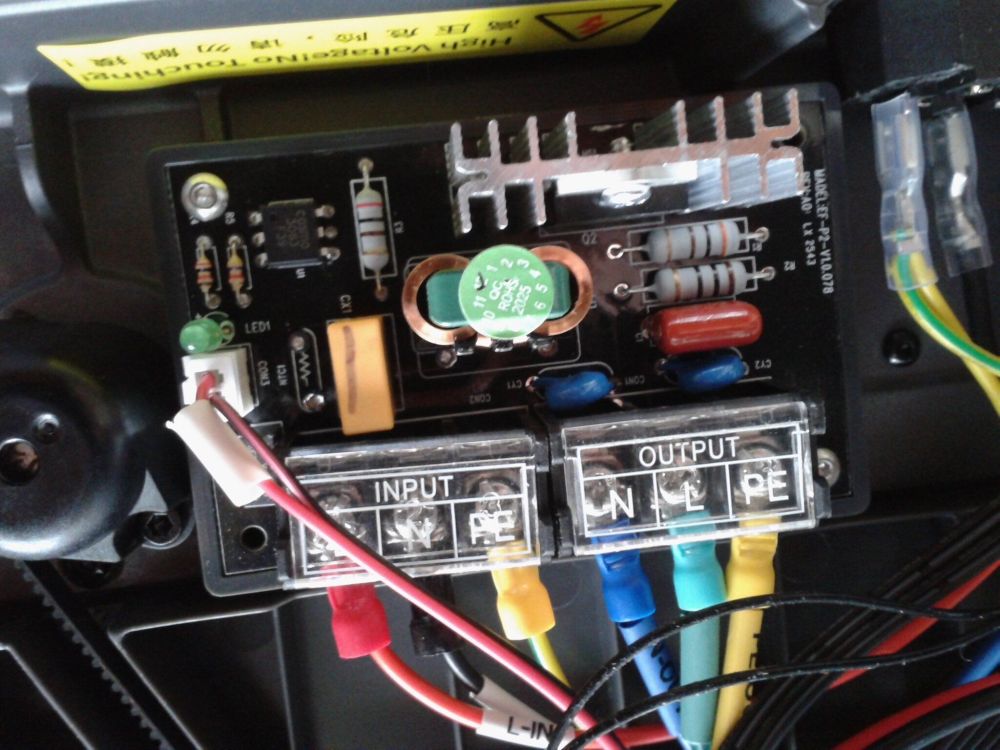
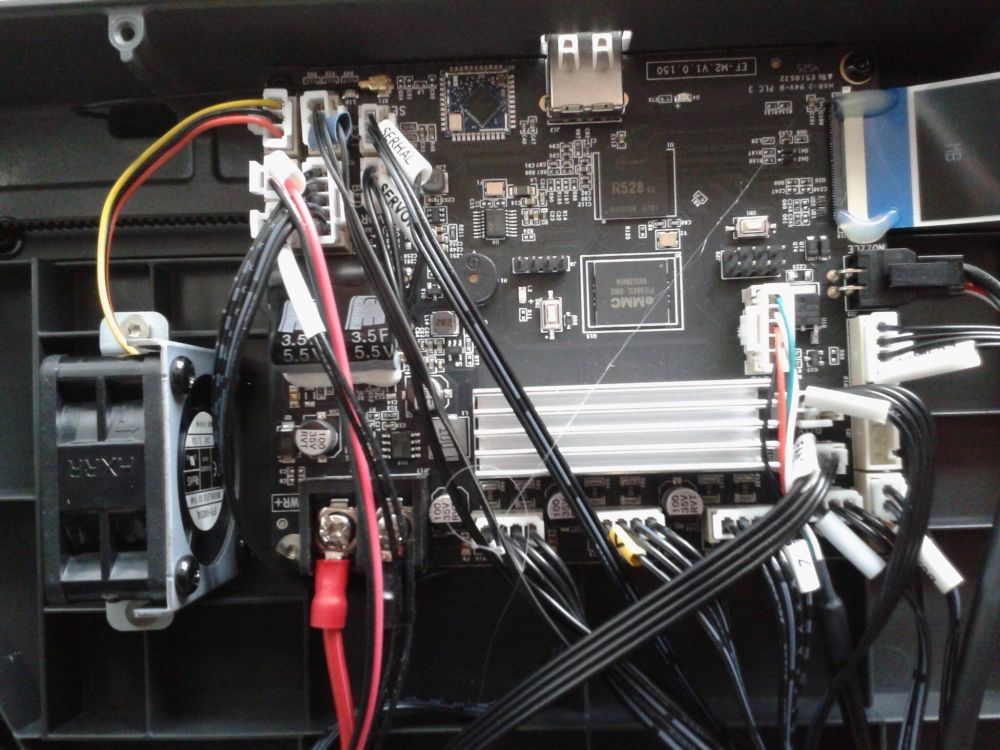
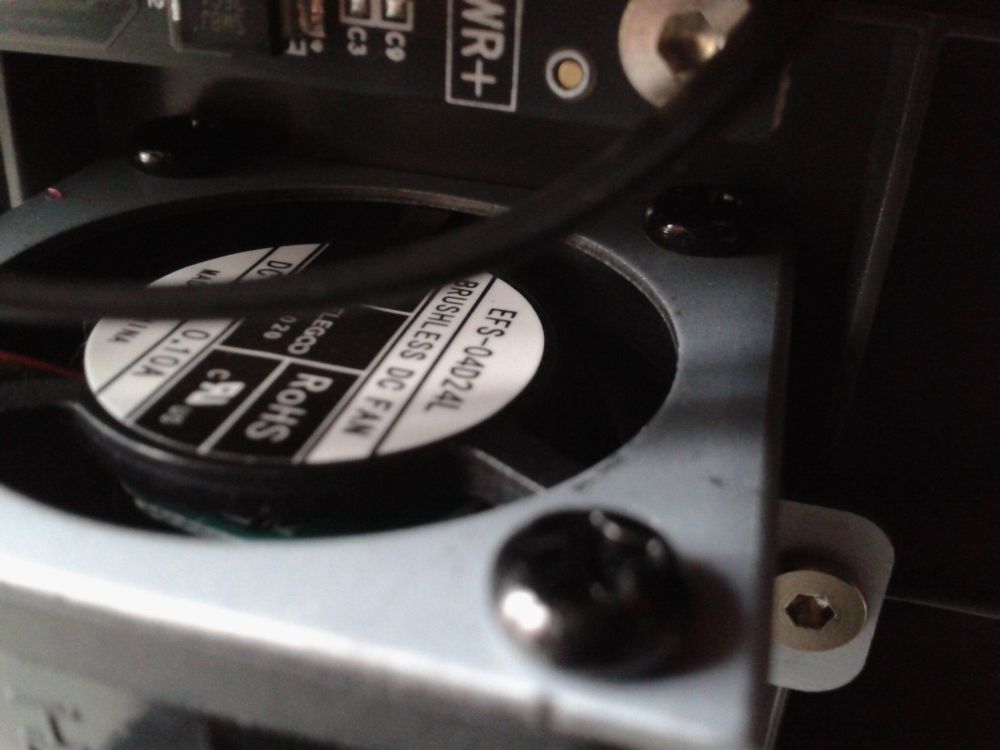
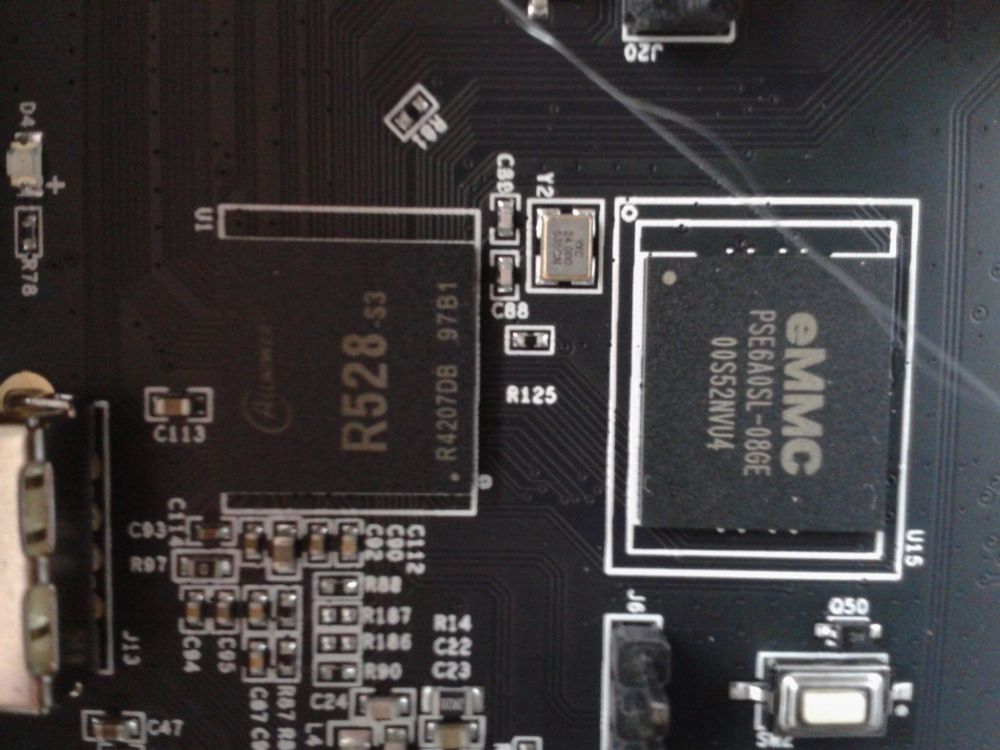
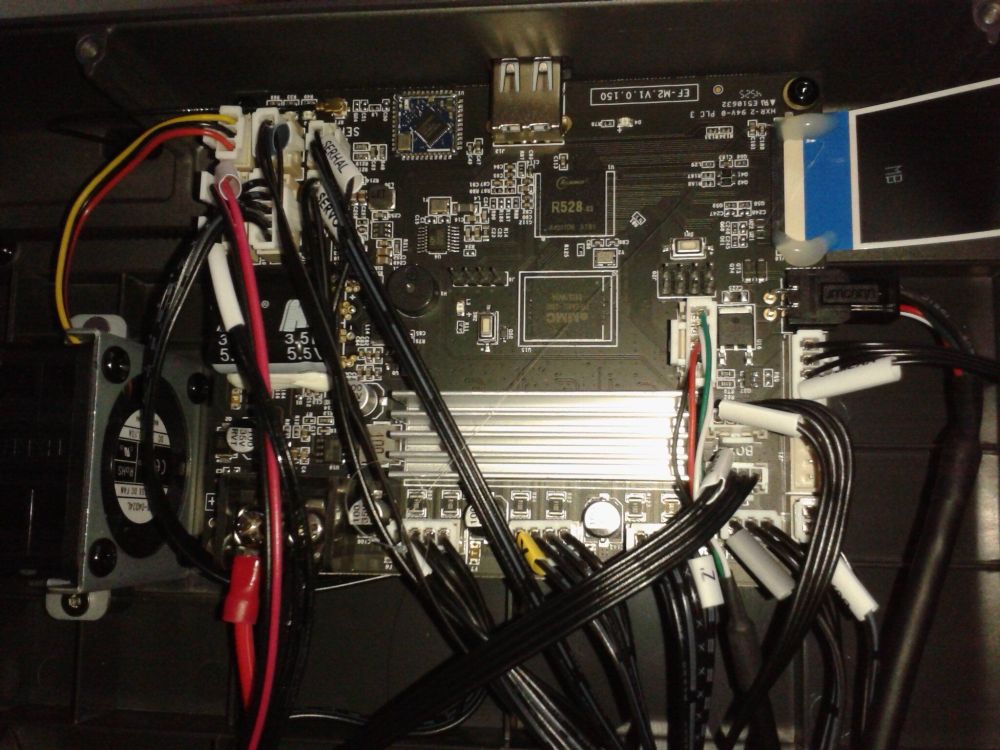
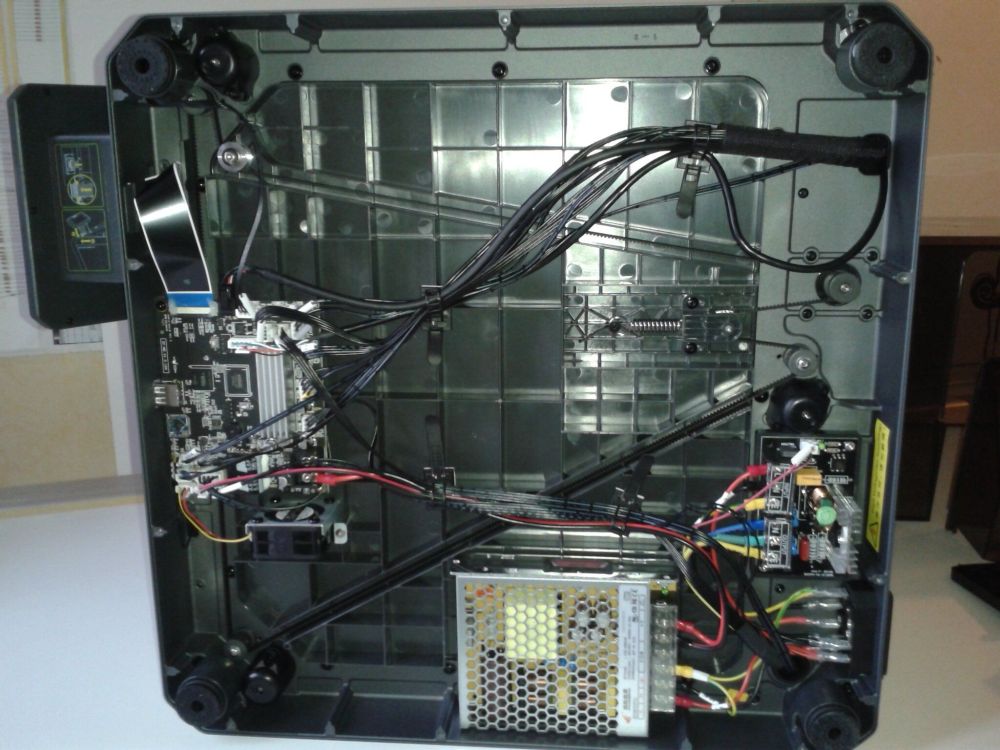
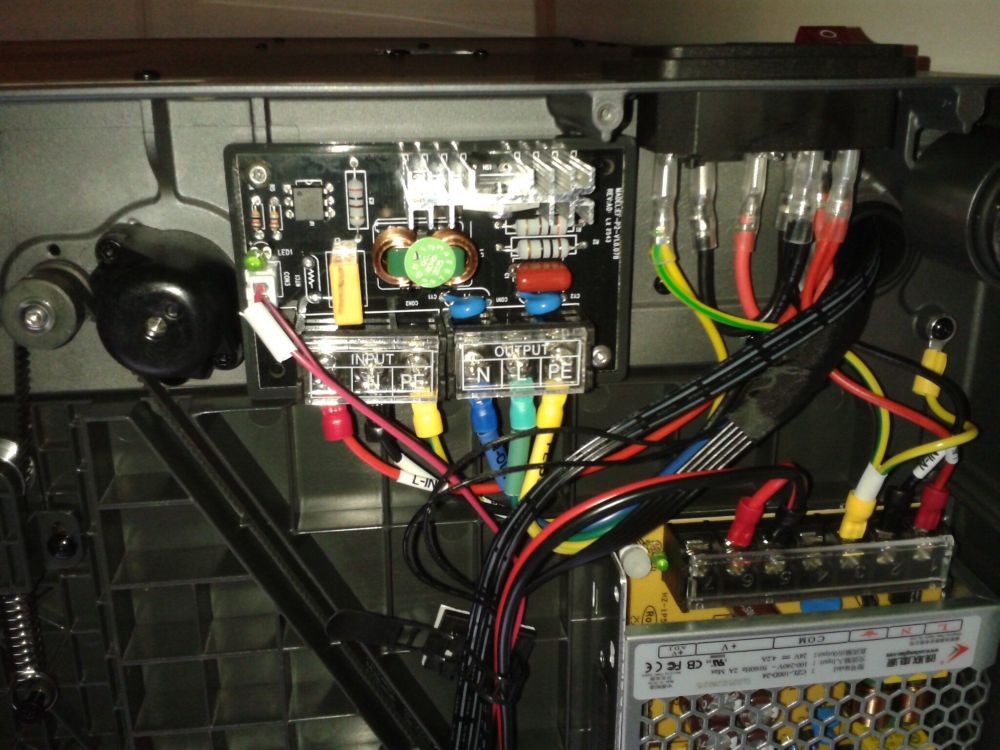
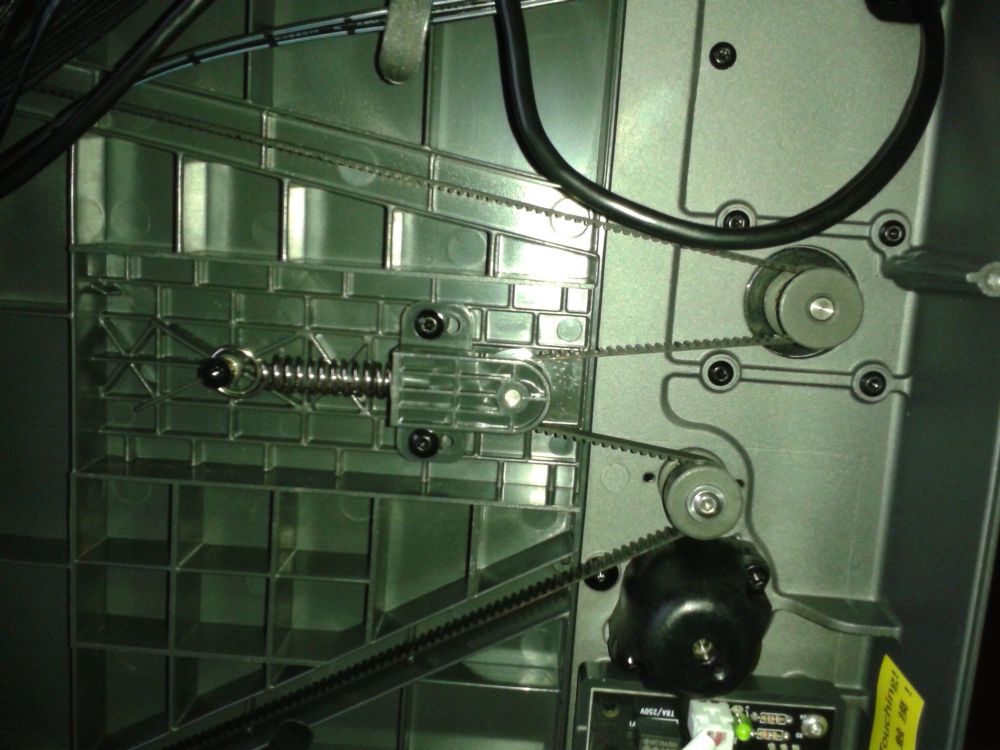
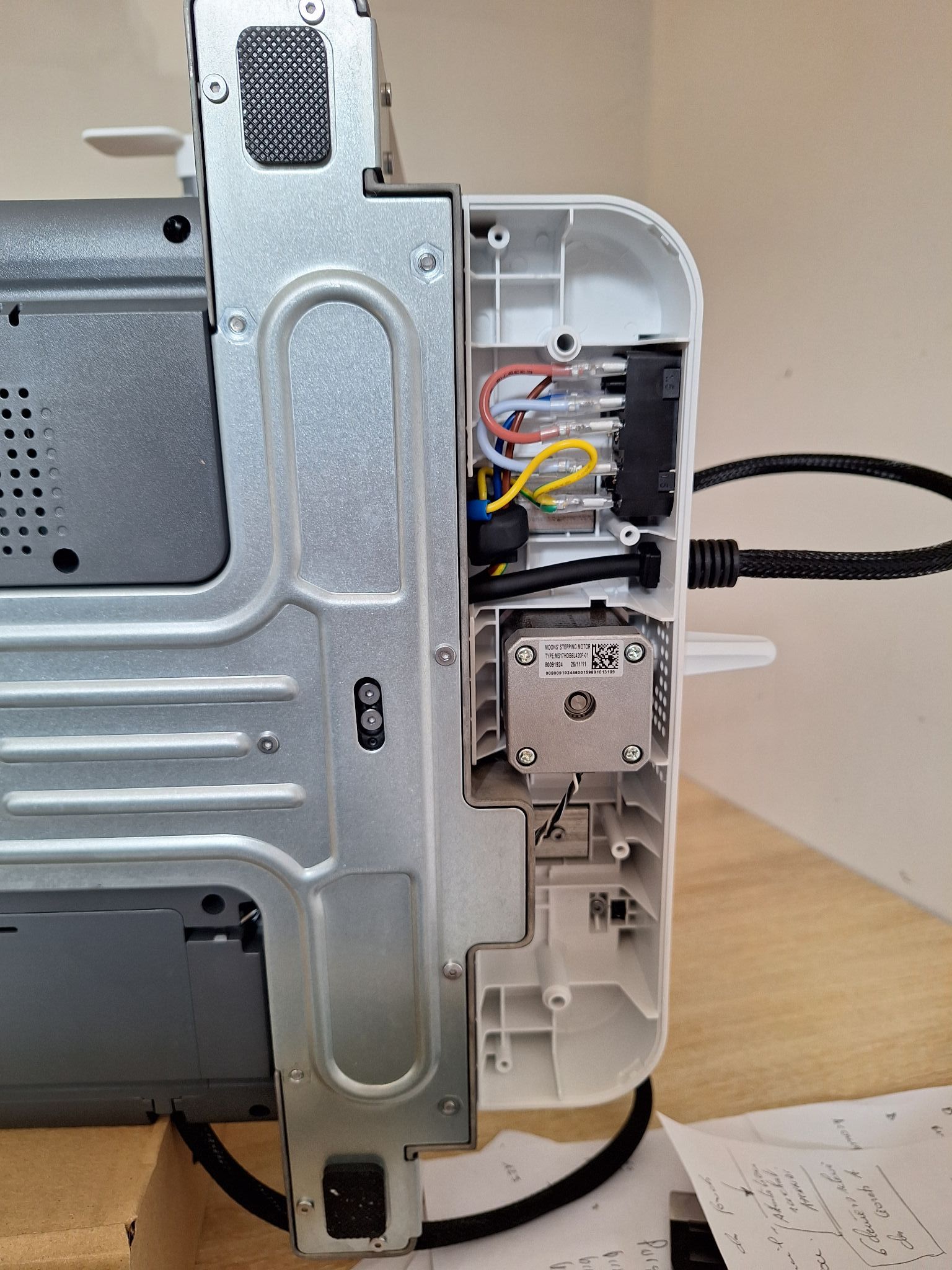
Détails matériels Si on démonte la plaque du dessous Alimentation découpage "CZL-100D-24" sortie 24 V continue, 4,2 A. La carte MOSFET qui alimente le plateau chauffant Une courroie de synchronisation des trois tiges filetées qui déplacent le plateau. La carte mère principale (Microprocesseur "Allwinner R528-S3", puce mémoire eMMC de 8 GB) Ventilateur "EFS-04D24L" 24V 0.01A pour le refroidissement de la carte mère. // À compléter. (photo et détail de la tête d'impression, si on enlève la plaque arrière de la machine, si on regarde le plateau de plus près, ...) --- On peut voir certains détails matériels en parcourant les "Troubleshooting" de la Centauri Carbon 2 sur le wiki d'Elegoo. https://wiki.elegoo.com/en/centauri-carbon-2-combo#troubleshooting // À compléter. (avec les codes erreur après le code erreur 1231 de https://wiki.elegoo.com/en/centauri-carbon-2-combo#troubleshooting ) sous la machine https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-101 (test multimètre alimentation, carte contrôle plateau chauffant, ...) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode102 (connexion thermistance plateau) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-205-206 (connexion thermistance chambre) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-304 (connexion fin de course optique Z, connexion moteur Z) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-701 (connexion ventilateur de refroidissement de la carte mère) tête d'impression https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-103 (connexion résistance chauffante tête d'impression) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-104 (connexion thermistance buse) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-702 (ventilateur de refroidissement du heatbreak) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-703 (connexion ventilateur de refroidissement de l'impression à la carte de la tête d'impression) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-707 (aimants qui maintiennent le cache avant de la tête d'impression) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-801 (Câble de connexion "CANbus" de la tête d'impression à la carte mère, mesure au multimètre sur la carte mère et carte tête d'impression des ports de connexion du câble "CANbus") https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-1220 (démontage du hub 4-1 de la tête d'impression, pour extraire un morceau de filament engagé dans la tête d'impression mais qui ne peut pas être extrait par le système CANVAS. Détecté à l'entrée de la tête d'impression, mais fin de filament détecté dans le système CANVAS.) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-1231 (buté, levier, resort de la lame du coupe-filament) ... https://wiki.elegoo.com/centauri-carbon-2-combo/part-replacement/hotend-kit-replacement (comment remplacer la partie chaude de la tête d'impression) sous le plateau https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-605 (capteurs de déformation à jauges de contraintes aux quatre coins du plateau et la carte où ils sont connectés) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-704 (capteurs de déformation à jauges de contraintes aux quatre coins du plateau et la carte où ils sont connectés) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-802 ( Port de connexion de la carte intermédiaire des capteurs de pression, jauge de contrainte, mesure au multimètre des ports qui interconnectent la carte mère à la carte intermédiaire des capteurs de jauge de contrainte.) à l'arrière de la machine https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-705 (connexion du ventilateur auxiliaire de refroidissement de l'impression) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-706 (connexion du ventilateur d'extraction de l'air de la chambre) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-1101 et https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-1102 (Clapet d'obturation "grating cover" controlé par un servomoteur pour la ventilateur d'extraction) dans le système CANVAS https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-1211 (capteur de fin de filament d'une entrée filament du système CANVAS) --- Comme il y a plein de détails que je n'aurais probablement pas abordés, je me permets de citer ici ce qu'a documenté à ce jour (22/03/2026) les personnes qui s'occupent du développement d'OpenCentauri (https://docs.opencentauri.cc). Un grand merci à eux pour tout ce travail. https://docs.opencentauri.cc/hardware/CC2/ https://docs.opencentauri.cc/hardware/CC2/mainboard/ https://docs.opencentauri.cc/hardware/CC2/toolhead/ https://docs.opencentauri.cc/hardware/CC2/screen/ https://docs.opencentauri.cc/hardware/CC2/misc/ https://docs.opencentauri.cc/hardware/CC2/CANVAS/




 2 points
2 points































































-ElegooSlicer.png.ba2f13ca0194e14aa0e3ff97dbceb7cc.png)










































































































































































-ElegooSlicer.png.a83f5b0645c4a1e348de5b80d3ffc9d7.png)





































































.webp.b7741a29dbb966076f0a235ba6361916.webp)