Classement




Contenu populaire
Contenu avec la plus haute réputation dans 16/11/2025 dans Messages
-
Découvrez les annonces marquantes de la semaine avant l’ouverture du Formnext 2025 : masques en silicone imprimés en 3D, Qidi Max4, Anycubic Photon P1, nouveau Creality CFS-C, levée de fonds Carbon, démontage Bambu Lab H2D, bons plans Black Friday et test de la H2S Combo. https://www.lesimprimantes3d.fr/semaine-impression-3d-515-20251116/4 points
-
Imminent : çà s'est pour les très rapides (Zèbres).... Asperger, avec les différentes formes dislexsiques, HPI,.. (Shadoks ) tu as de tout sur le forum. Et même des éminents spécialistes !!!! Et même des non atypiques dans le sens large quoique !!!
 3 points
3 points -
Salutation ! Je croise les doigts qu'en fait, tu as oublié de connecter au secteur ta machine ( ce qui expliquerait, car il n'y a alors que le +5V de l'USB qui alimente la carte mère si elle est connecté en USB, que moteurs et chauffe n'ayant pas le 12 ou 24V soit inopérants ) Mais il y a aussi la possibilité si tu as mal connecté le endstop, que tu ai, en le déclenchant fait un court-circuit (entre le +5V et GND) et que la carte mère voir le bloc d'alimentation en ai pris un coup (Genre un MOSFET a pris un coup et est désormais H.S. ou un autre composant a grillé sur la carte mère ou l'alimentation ne délivre plus les tensions attendues ) Sans plus de détails ( quelque photos et détail du matériel utilisé comme le type de carte mère, et comme le demande Savate, comment le endstop etait connecté... ) pas simple de savoir exactement ni de mieux t'orienter. Bonne investigation sur la raison du problème et tiens-nous au jus.3 points
-
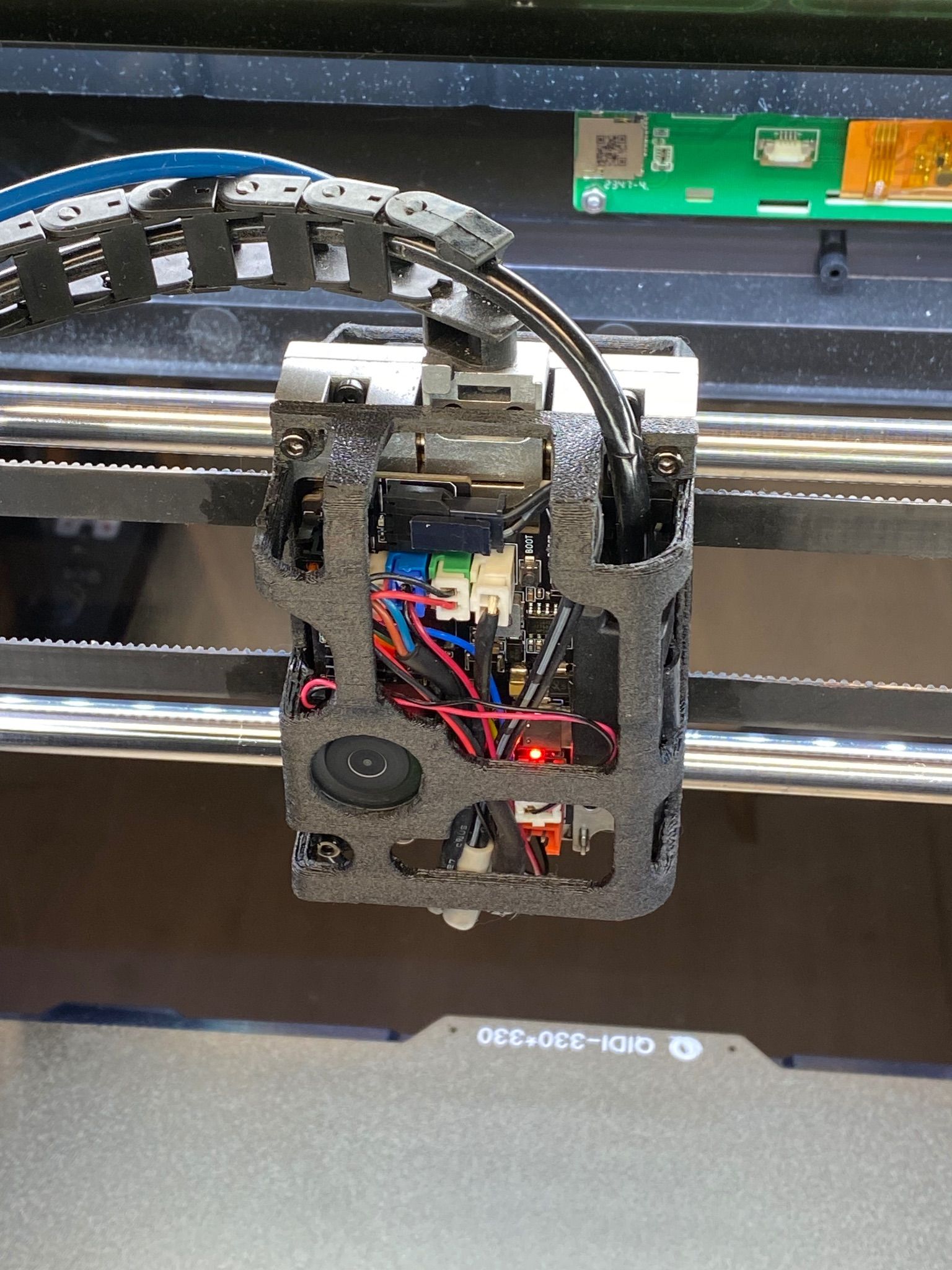
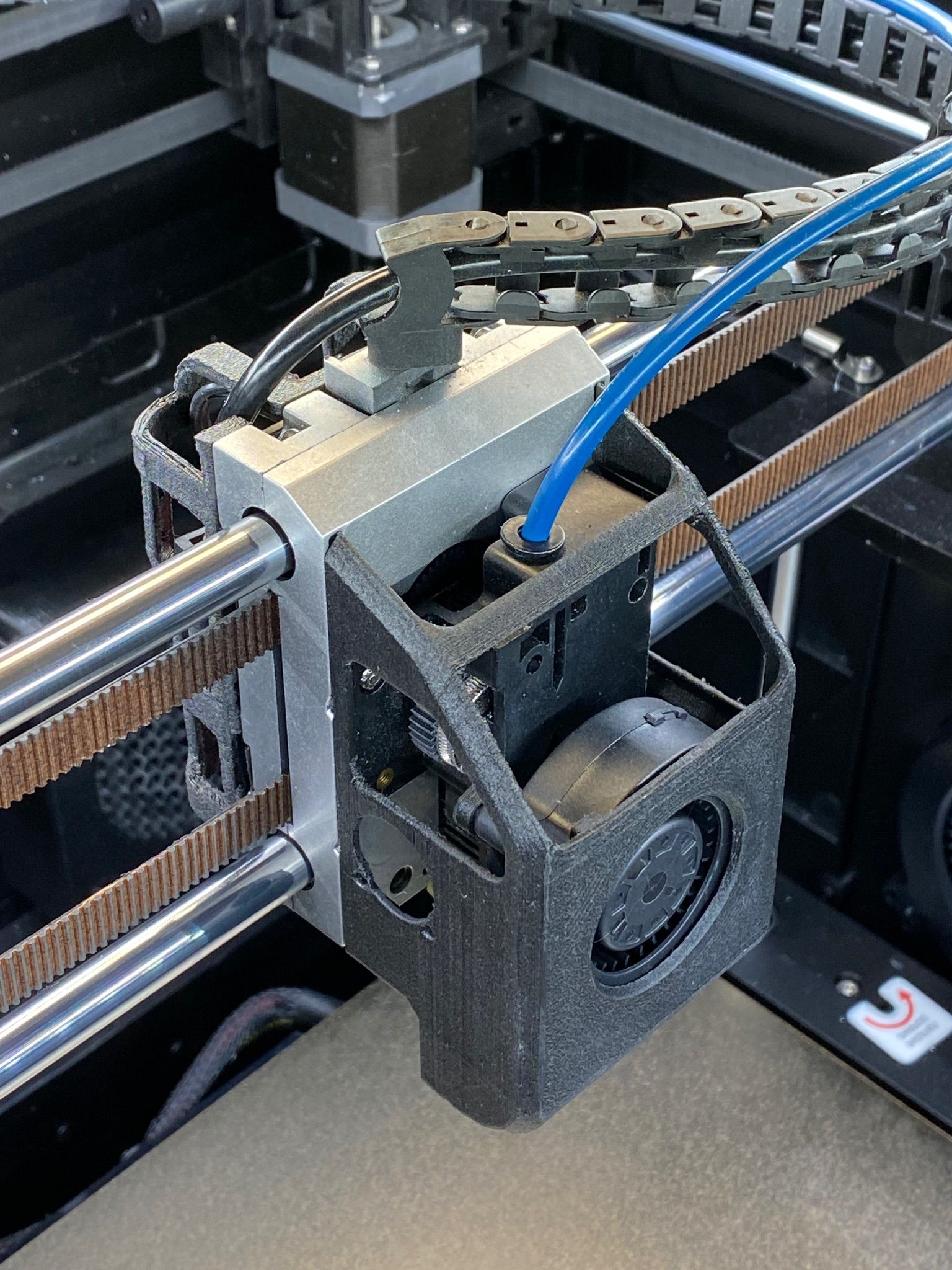
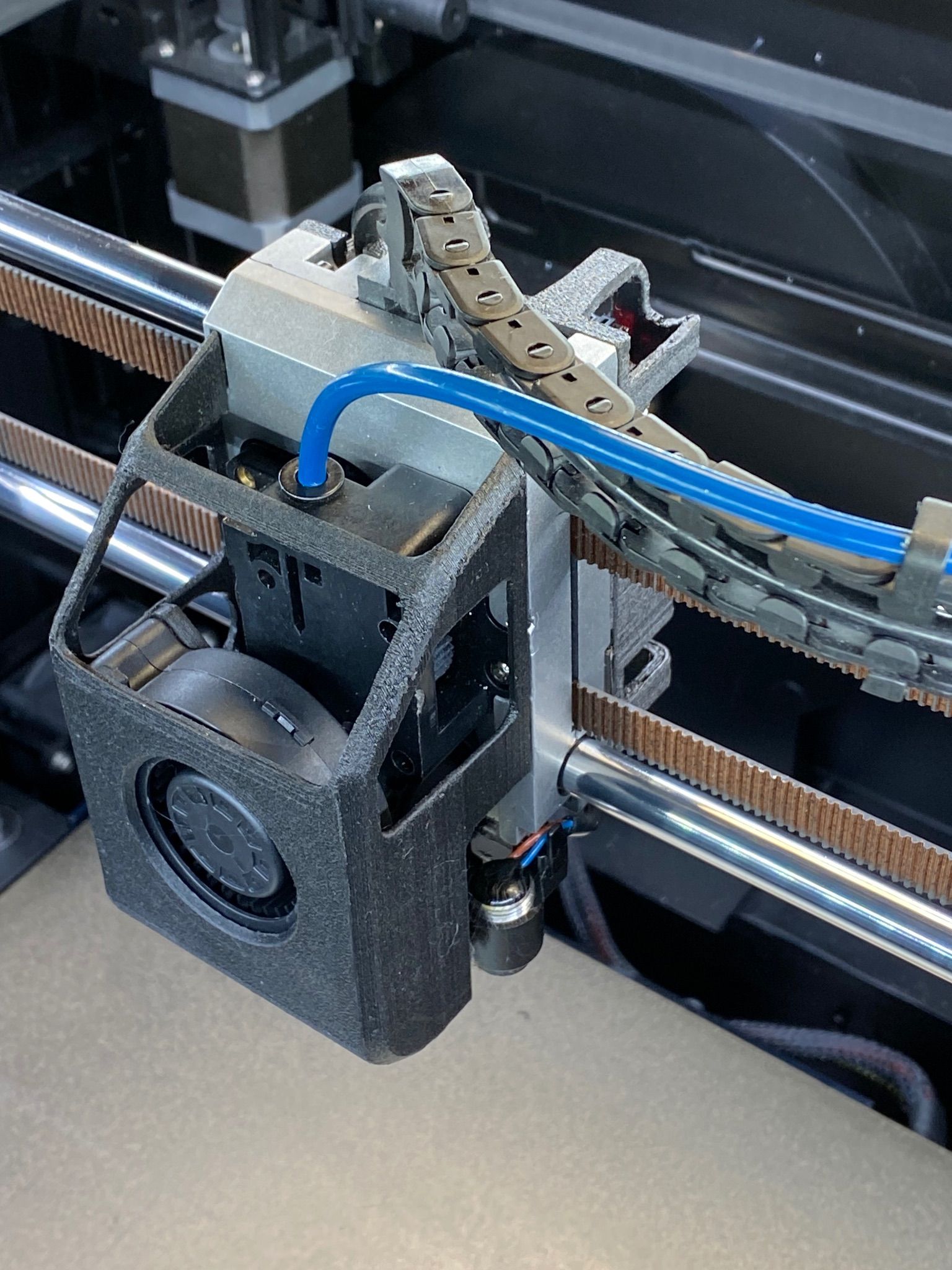
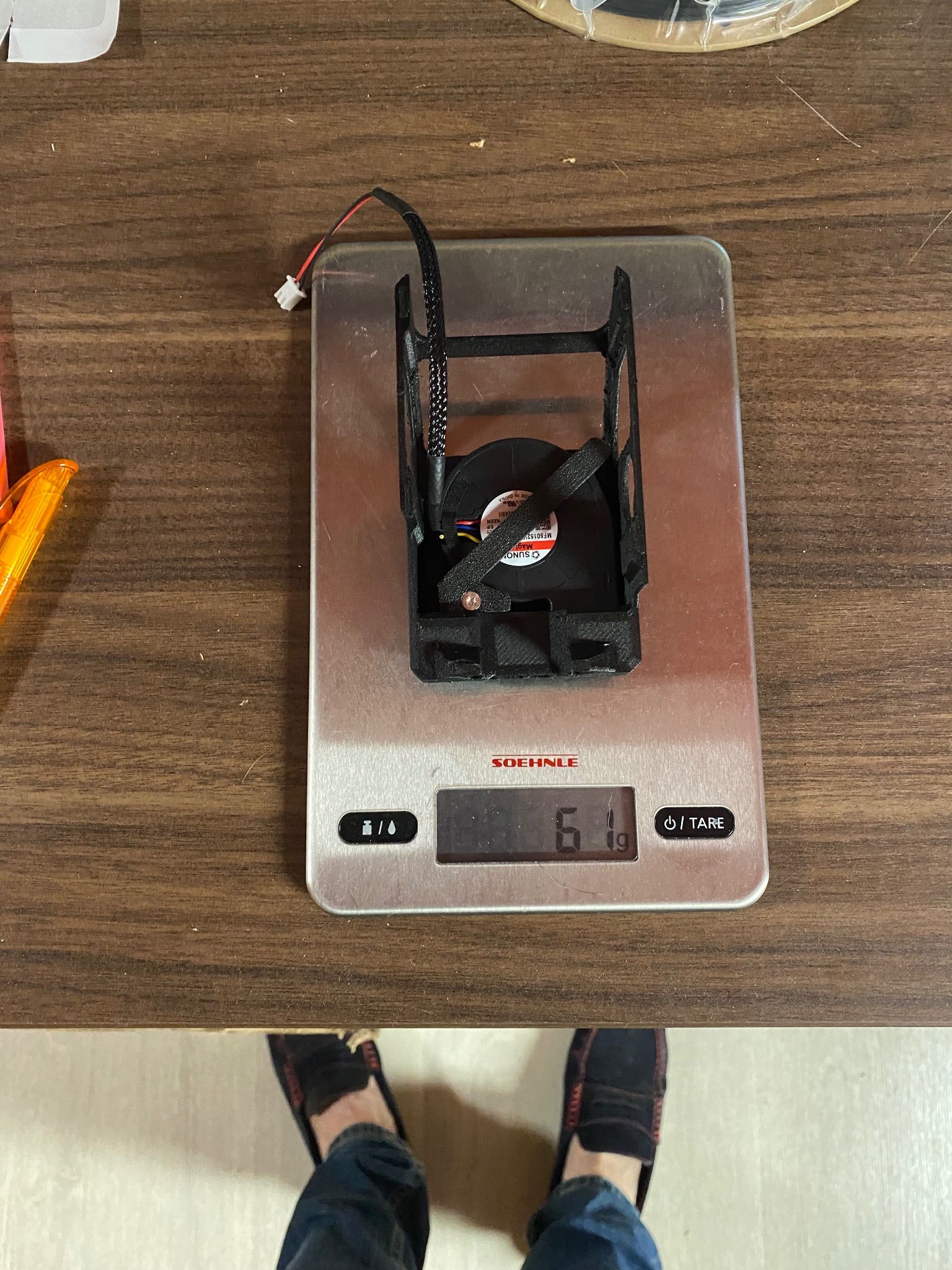
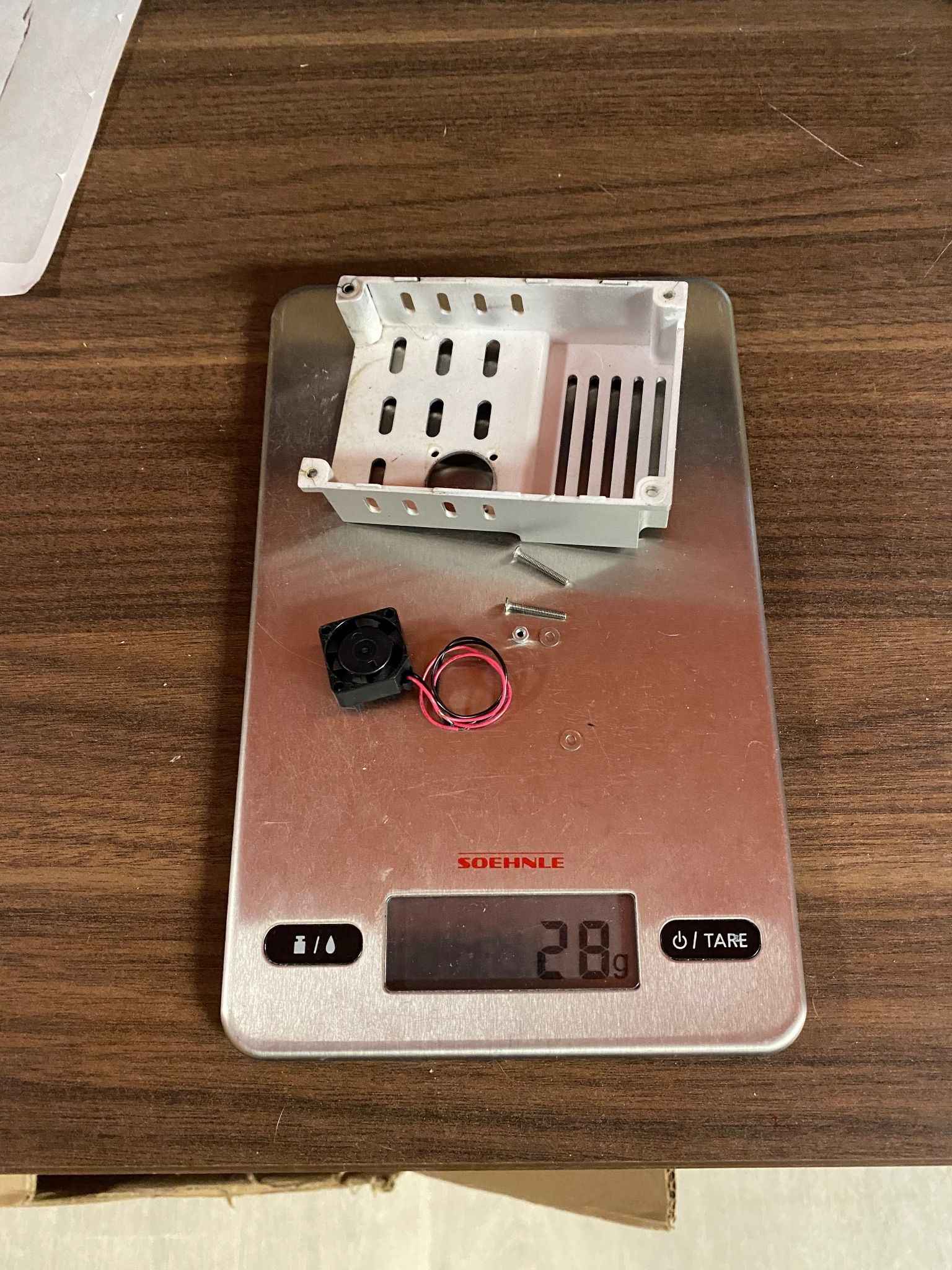
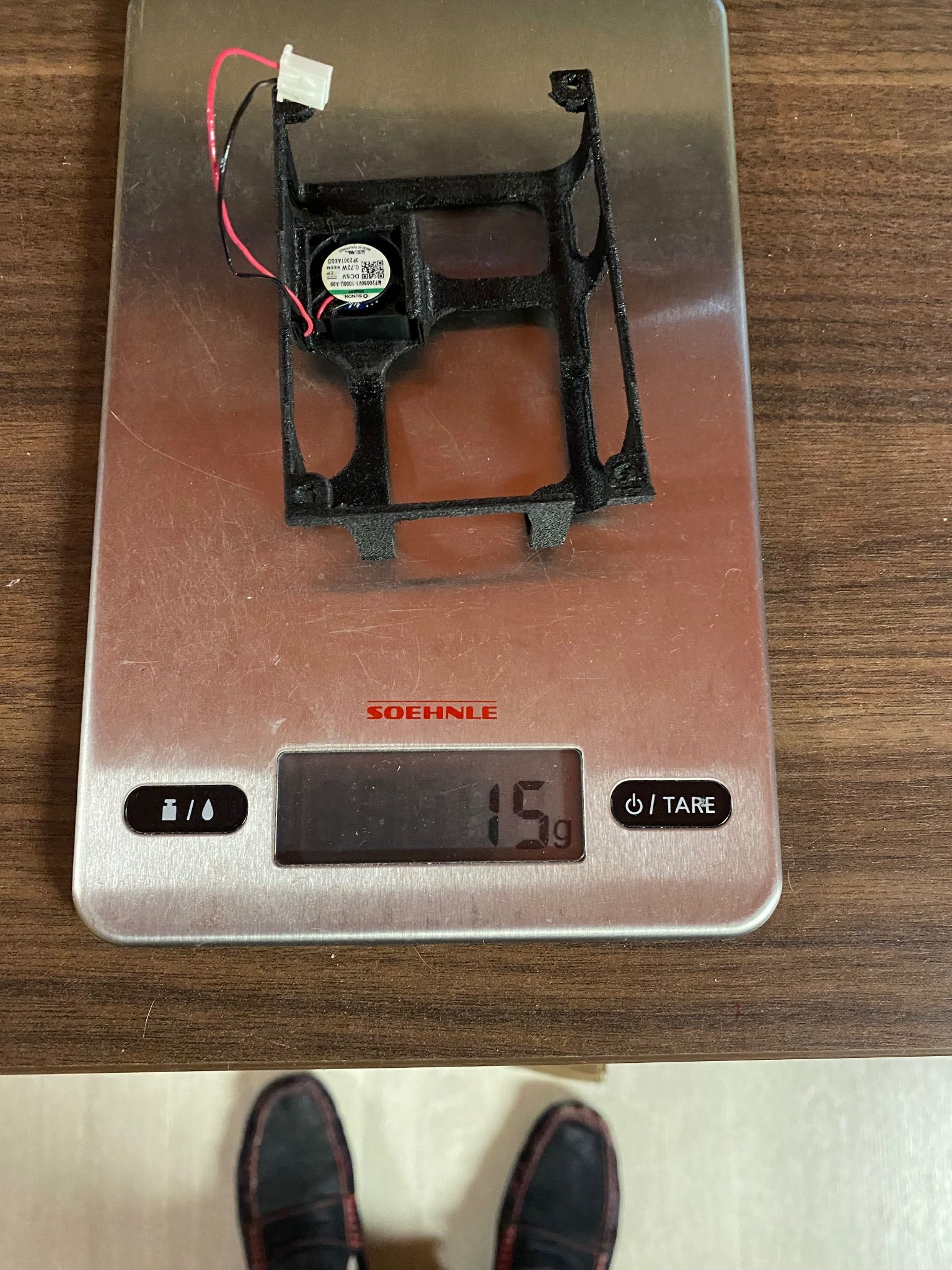
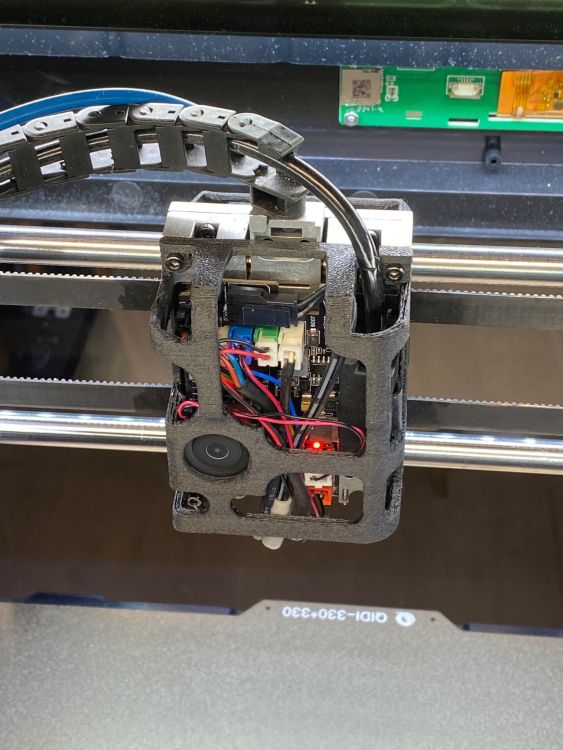
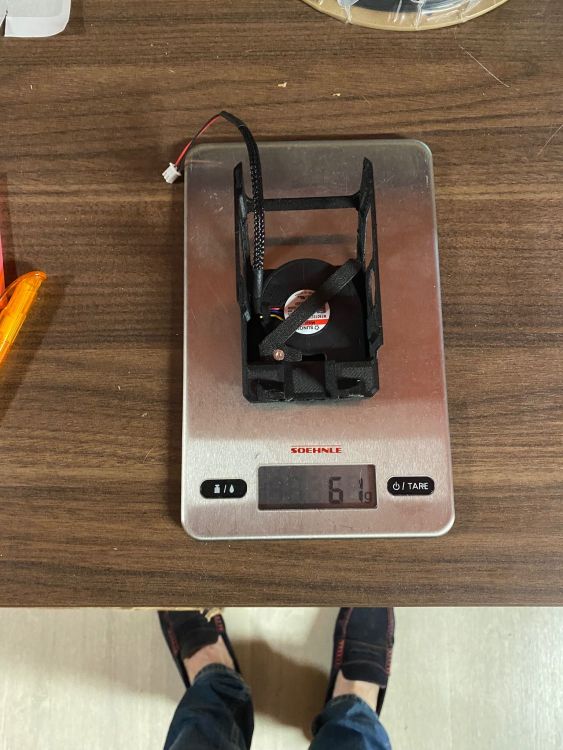
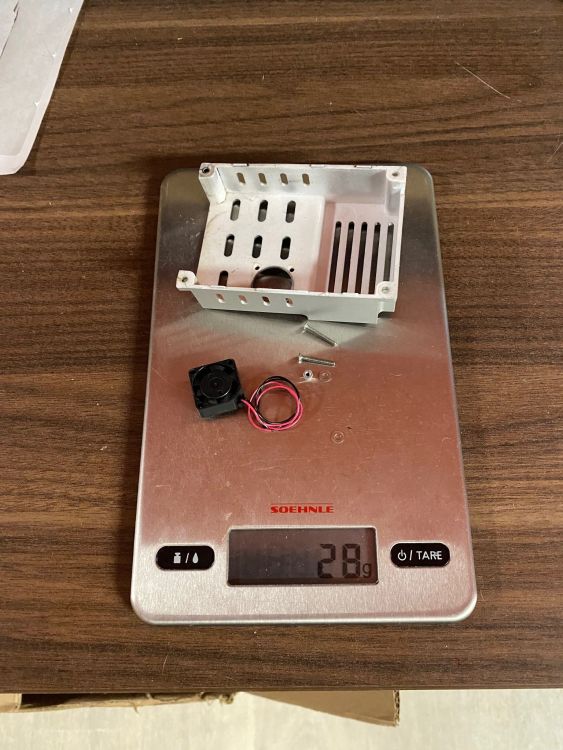
Pour améliorer un peu le refroidissement et diminuer le poids de la tête, voici une version redessinée des capots avant et arrière de la tête d'impression. Pour l'instant plus de ventilateur de l'extrudeur et ça a l'air de bien fonctionner. J'ai gardé l'emplacement au cas où. Le ventilateur de pièce est un Sunon 5015, plus puissant que l'origine et la buse de refroidissement a été redessinée, à partir d'un modèle existant : elle est maintenant symétrique et souffle devant + sur les cotés. L'accès aux boutons BOOT et SEL de la carte de la tête d'impression est maintenant possible sans retirer les capots. Le RP2040 est muni d'un radiateur cuivre et le ventilateur (Sunon MF20080V1-A99-A, plus puissant que l'origine). Le ventilateur est clippé dans son logement sans aucune vis. Impression en PA CF. Avec supports solubles pour le capot avant du fait du diffuseur d'air Coté poids, c'est un peu plus léger de 20 grammes environ



 2 points
2 points -
ok il faut le changer pour ce modèle en 24v il fonctionne très bien attention aux contre façon pour des ventilos SUNON c'est du vécu ACP8015 8cm 80mm ventilateur 80x80x15mm DC5V 12V 24V 2pin ventilateur de refroidissement pour routeur châssis alimentation chargeur onduleur - AliExpress 72 points
-
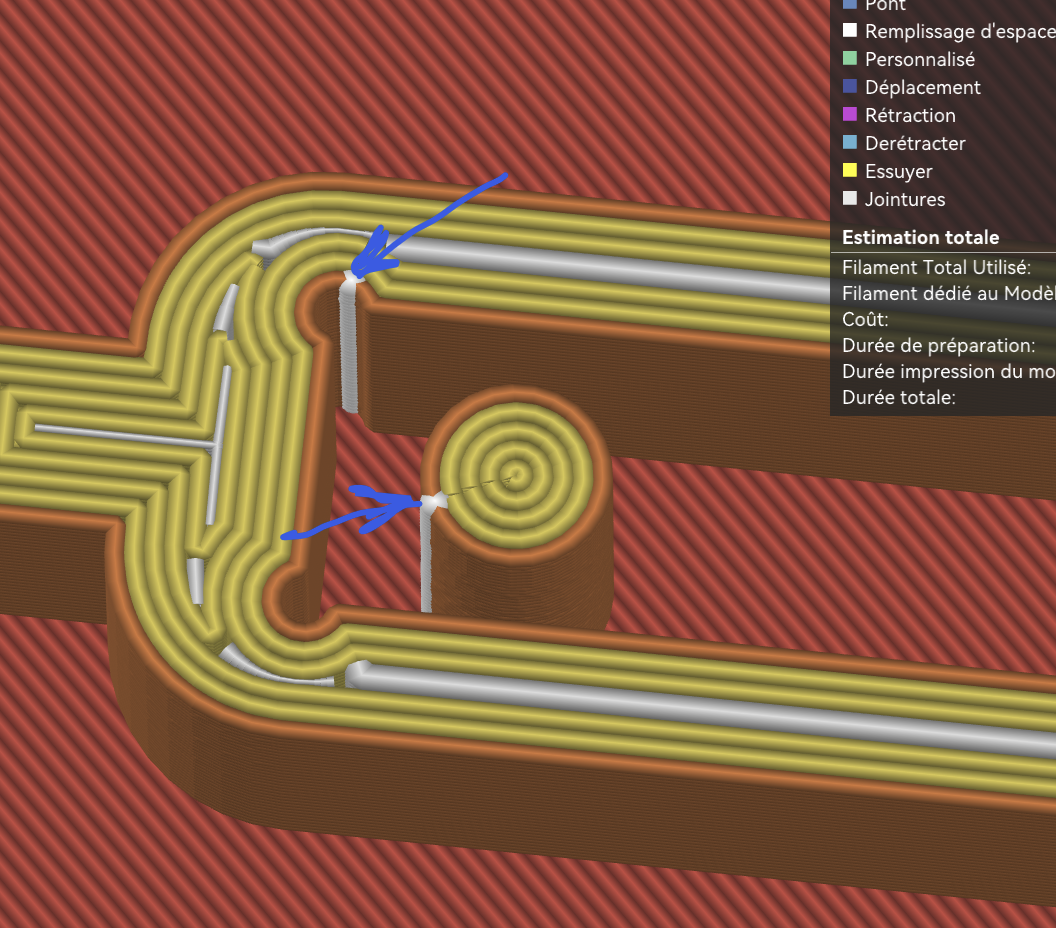
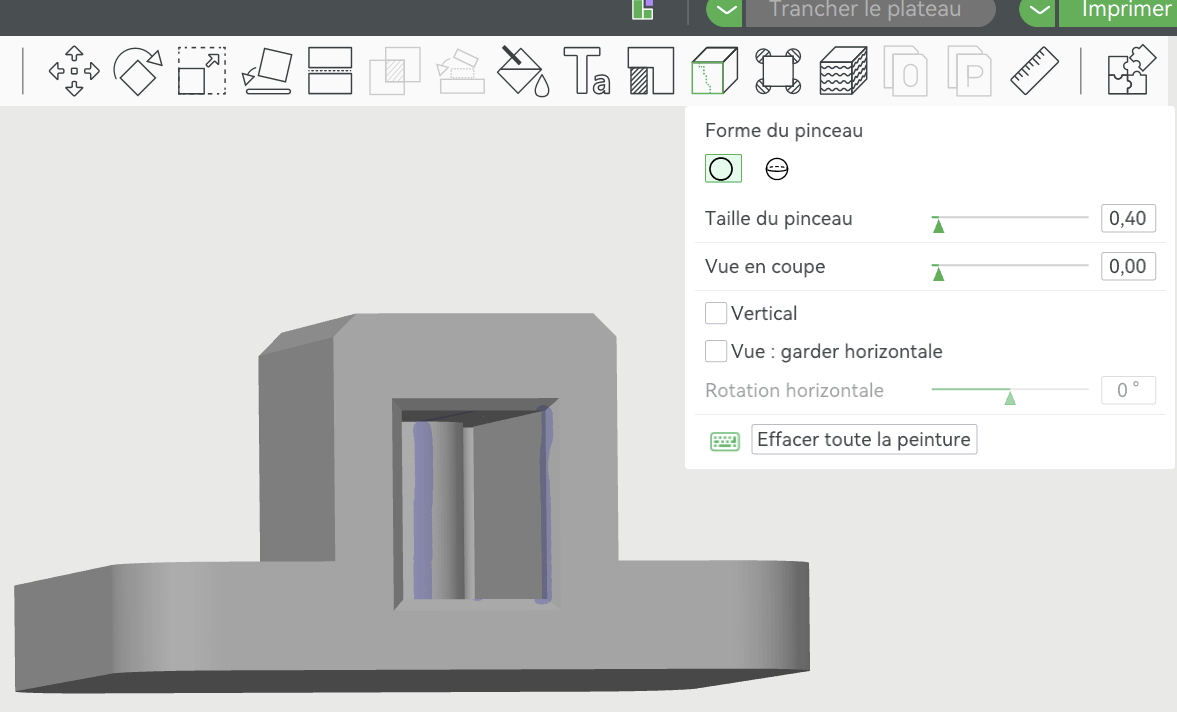
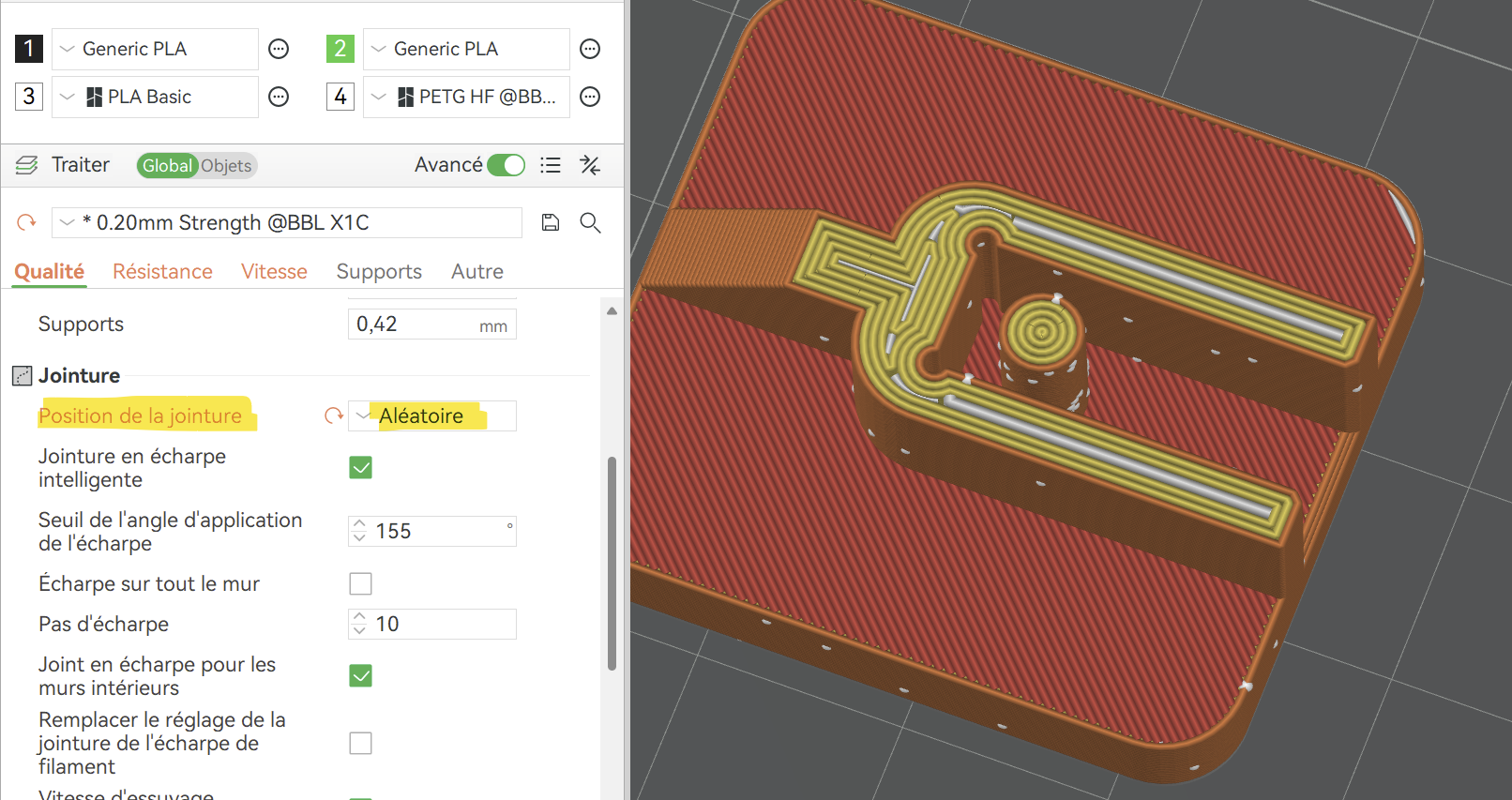
Salut Pas sûr à 100%, mais si tu parles des jointures (flèches bleues) tu as la possibilité de les mettre à un autre endroit en utilisant la fonction "Peinture des jointures" Ou les répartir sur ta pièce en utilisant le mode "Aléatoire" par exemple A+ JC EDIT Tu as aussi la possibilité d'imprimer en couches plus fines, 0,10 mm pas exemple, pour améliorer le rendu d'impression.
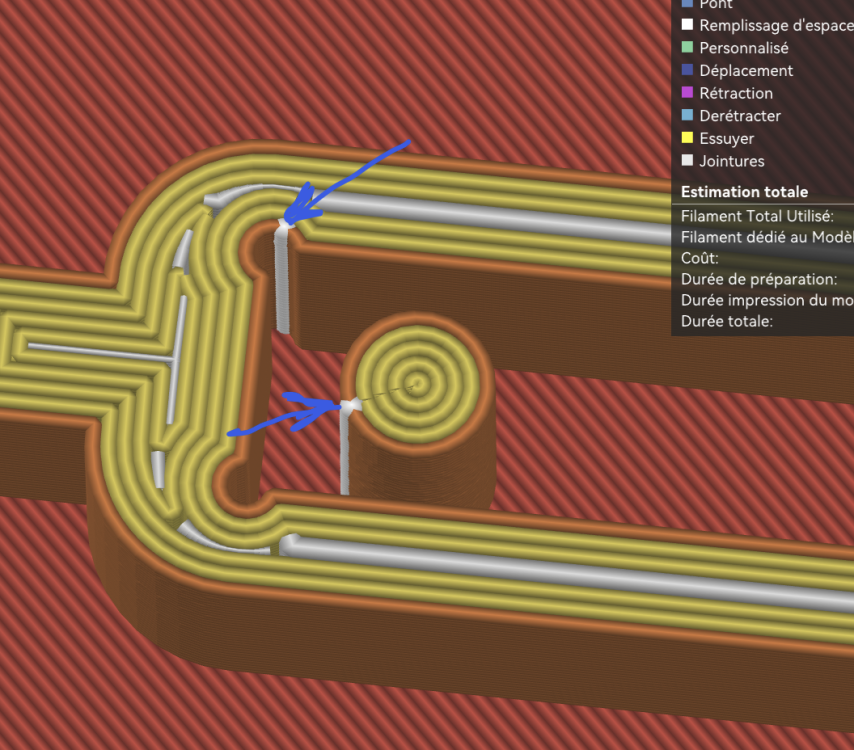
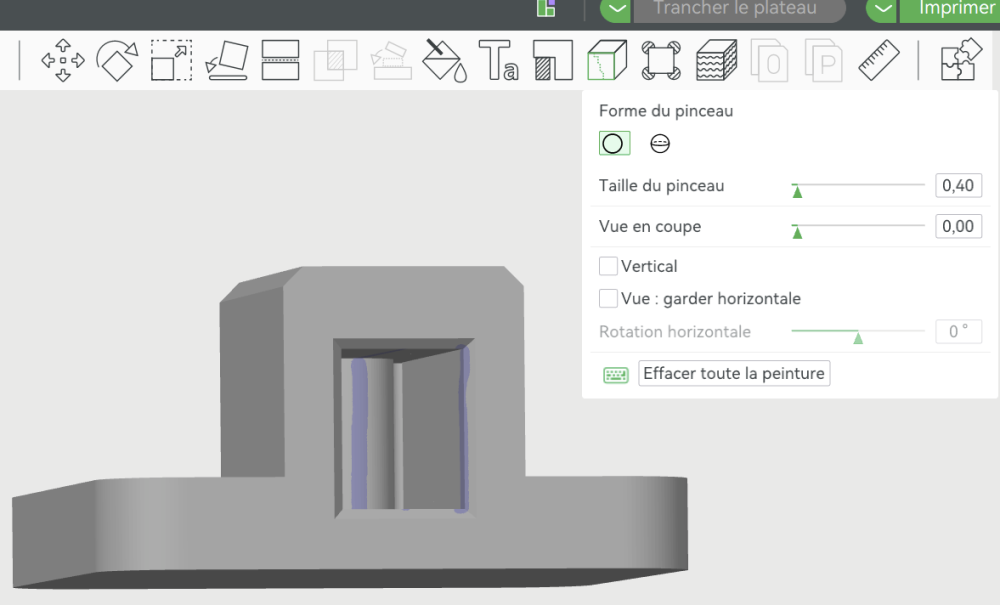
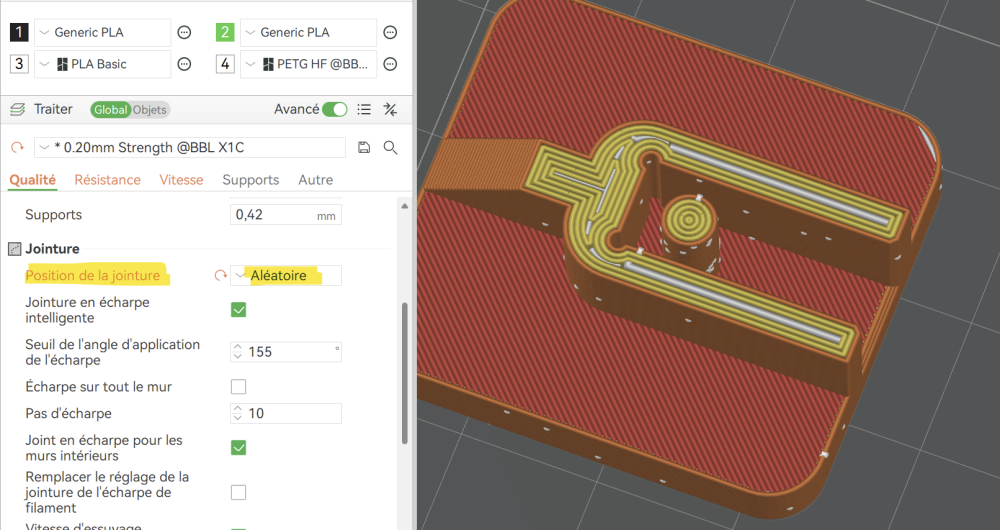 1 point
1 point -
Salut et bienvenue sur "LE" forum Si en plus, tu as une CC et que tu utilises Fusion, alors là, nous allons dérouler le tapis rouge A+ JC1 point
-
1 point
-
Une petite mise à jour de ce problème qui est derrière moi maintenant. Après de nombreuses heures d'impression sans soucis avec la dernière version d'Ambiant 24, j'ai finalement remis FreeDi 2.0, mais manuellement pour ne pas modifier les configurations Klipper et les MCU. J'ai modifié le script d'install de FreeDi pour ce faire. FreeDi 2.0 marche plutot bien, plus réactif que KlipperScreen, mais quelques soucis de mise à jour de l'avancement du job lors de l'impression. Pas trop génant. J'ai aussi modifié le service FreeDi pour éviter que celui ci ne démarre avant Klipper, ce qui provoque un message d'erreur. Donc mes deux machines sont repassées sur FreeDi 2.0, mais j'ai gardé le service KlipperScreen et cela fonctionne bien depuis une centaine d'heures d'impression.1 point
-
le code M600 est issue de GitHub avec différents exemples. Curieux j'ai vu un article concernant les fichiers .SO Tout ce que vous devez savoir sur les fichiers .so. Gcodes.txt1 point
-
ventilo 24v double ball c'est mieux à 4.49€ le paramètre "min_speed: 0.3"1 point
-
Mais tu as le droit de proposer un schmilblick ...1 point
-
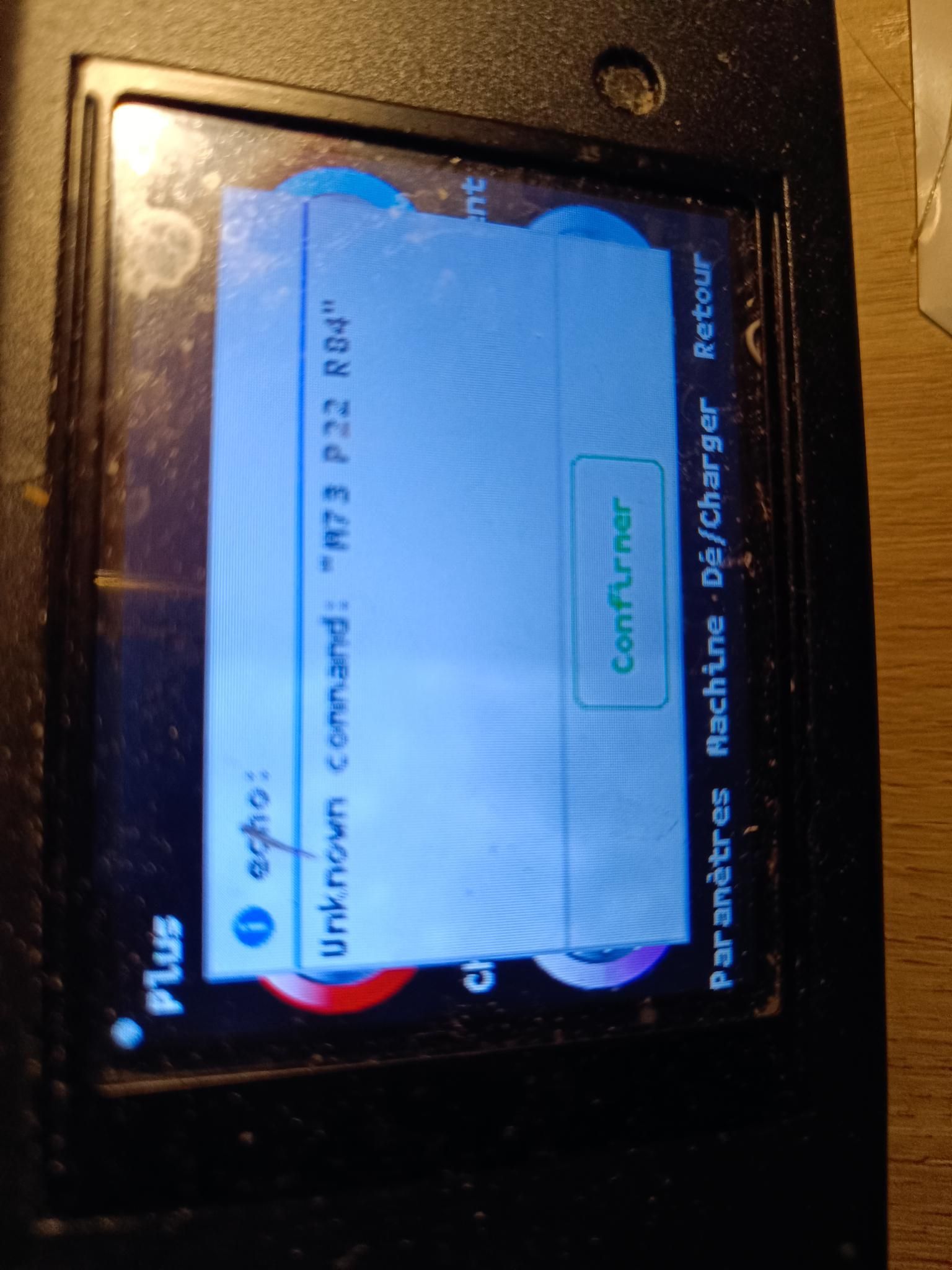
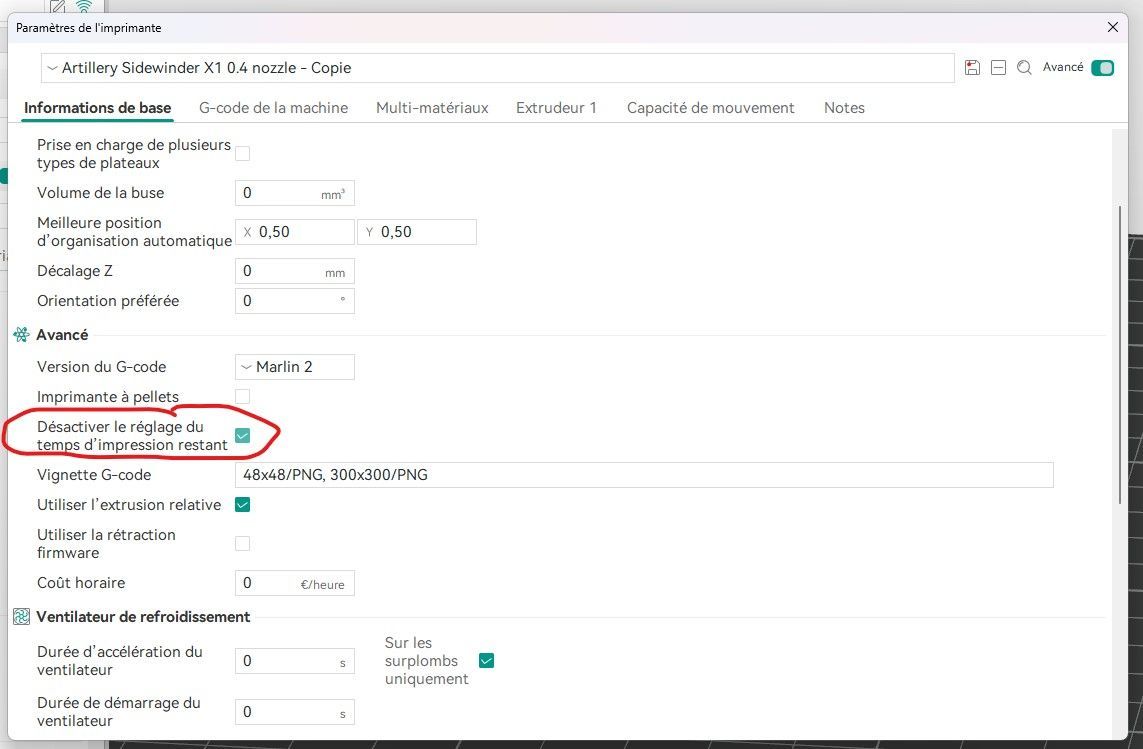
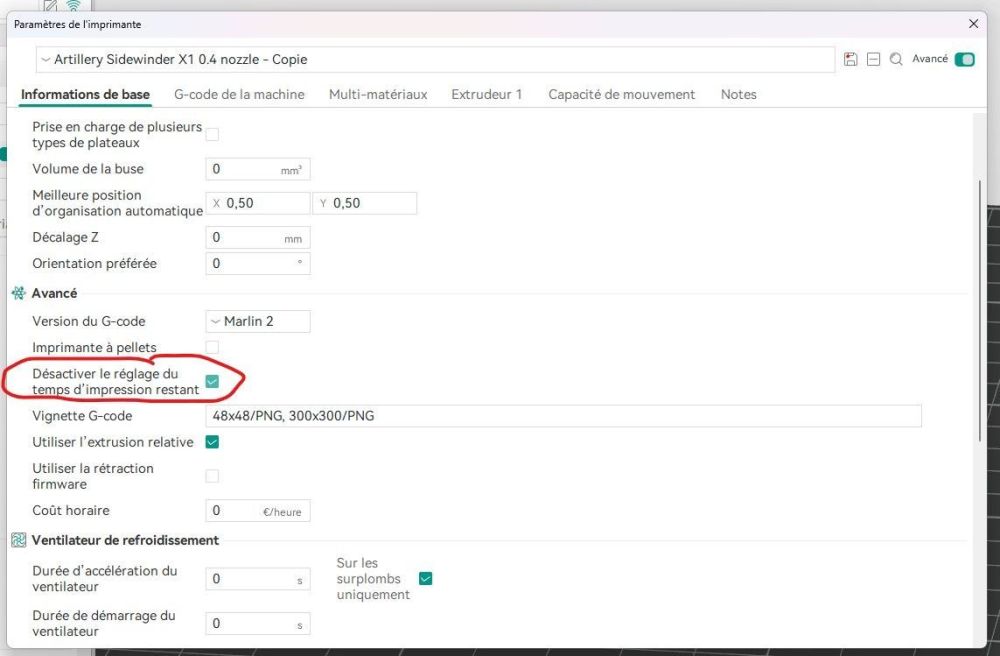
Bonsoir à tous, anciennement sur CURA, j'ai décidé de passer sur ORCA slicer. dès mes premiers prints, j'ai eu des messages d'erreur sur l'écran de mon artillery X1 sans que l'impression soit perturbée. mais toute les 15 seconds j'ai un bip bip qui me relance. j'ai une artillery X1 avec marlin 2 équipée d'un touchmi. merci pour vos avis éclairés en restant à côté de mon imprimante, j'ai remarqué que les bips étaient très réguliers. j'ai donc pensé à une relation avec le temps d'impression. en regardant les paramètre de mon imprimante dans ORCA, j'ai remarqué un paramètre de "désactiver le réglage du temps restant" je viens de désactiver ce paramètre. j'attends la fin de mon impression en cours et je vous redis c'était bien ça. si ça peut servir à d'autres.
 1 point
1 point -
Salutation ! Bien joué ! Le gcode M73: Set Print Progress ne doit pas être reconnu par le firmware de ton imprimante et tu as trouvé comment désactiver son utilisation sur ton trancheur. Bonnes impressions et bonne continuation.1 point
-
il va falloir un peu plus de détails que 'ça ne marche plus' tu l'as branché comment ton endstop ?1 point
-
L'alimentation est Ok ? Quelle carte mère et firmware ? Est-ce que Pronterface arrive à discuter avec ton système ?1 point
-
Merci pour ce beau test , moi qui suis en train de faire le test de la P2S j'ai pu voir les différences entre les deux machines1 point
-
Un peu plus de 3h tout de même, mais ca fonctionne parfaitement
 1 point
1 point -
J'ai lancé un Benchy histoire de voir ce que ça donne, parce que c'est pas tout ça mais faut voir ce qu'elle a dans le ventre ! Je précise que le test s'est fait avec une bobine de PLA PolyMaker PolyTerra qui doit avoir quelques années, qui était passée au four quelques heures cette semaine. J'ai d'ailleurs eu un peu de mal à amorcer le fil depuis la bobine externe, j'avais beau pousser en butée ça n'extrudait pas, à un moment ça a fini par fonctionner. Déjà j'ai été scotché par la vitesse, on a beau savoir que ça va 'plus vite', là je suis impressionné ... Le modèle est sorti rapidement et parfaitement, avec une qualité jamais obtenue jusqu'à maintenant. Si je voulais être tatillon y'a un tout petit peu de stringing, mais c'est vraiment pour chipoter. J'apprécie particulièrement le nettoyage de la buse et le nivellement automatique, vraiment ça change la vie ! Il me reste a découvrir l'AMS, je vais imprimer un buste de pilote pour un de mes avions, ça sera l'occasion de monter une bobine de PLA Basic dans l'AMS et voir comment ça se comporte !1 point
-
Je me suis pris une BBL Engineering Plate j'ai profité des promos, c'est une plaque lisse pour tout filament, je vous dirai se que j'en pense mais pour l'instant je ne l'ai pas encore testé1 point
-
Pas le 1er a avoir eu le soucis.... Tu peux tenter un ticket chez support pour obtenir une nouvelle poop-chute et tenter de la remettre droite. Vérifie aussi l’état de ton hotend - il est probable que la buse soit deviser et ce retrouve plus basse que normal - ce qui va ruiner tes impressions et aussi... plier le scraper Courage.... il faut considéré la M1 comme une imprimante escape-room: le plaisir est d'arriver a sortir un truc1 point
-
oui il peut y avoir un effet de déformation des parois mais ça n'apparaîtrait pas de cette manière @Epsilons1933 je n'évide jamais totalement mes pièces pour cette raisons1 point
-
quelle épaisseur les parois @Epsilons1933 ?1 point
-
les marques horizontales @Epsilons1933 sont dues au guidage de l'axe Z sans vis à billes, on a toujours un backlash (jeu) et ça peut se matérialiser comme cela à l'occasion d'un décollage du film un peu plus rude par exemple ta pièce est creuse ?1 point
-
pour moi c'est cohérent pour ce type de résine surtout que la M5S Pro a une puissance lumineuse que je qualifierai de "dans la moyenne"1 point
-
bonjour @Epsilons1933 j'ai vérifié le fichier aucune erreur de construction géométrique, c'est déjà ça voir si le film n'est pas déformé, ça arrive et sil il est bine assez tendu également1 point
-
comment ça 2 fois @Epsilons1933, tu veux dire qu'il y a une zone qui se décolle puis l'autre ?1 point
-
ça n'est pas un fichier STL @Epsilons1933 je ne peux pas le traiter1 point
-
avant cela, je te proposes que tu partages le STL que je vérifies qu'il ne contienne pas d'erreurs @Epsilons19331 point
-
@Epsilons1933 et si tu augments ton temps OFF TIME et ce que ça temporise la remontée ou pas sur cette imprimante ?1 point
-
c'est plutôt satisfaisant @Epsilons1933 la pièce était centrée sur le plateau ?1 point
-
pour l'instant @Epsilons1933 tu gardes tes temps comme cela juste on se préoccupe de la planéité et on refait le levelling sans les bouts de papier1 point
-
je te propose un autre mode calibration car de mon point de vue (mais une photo reste une photo ) on dirait de la sous exposition la M5S Pro imprime plus vite et est ce que la elegoo abs like peut suivre ?1 point
-
bonsoir @Epsilons1933 comment as tu calibré ta résine ? comment était orienté ta pièce pour l'impression ?1 point
-
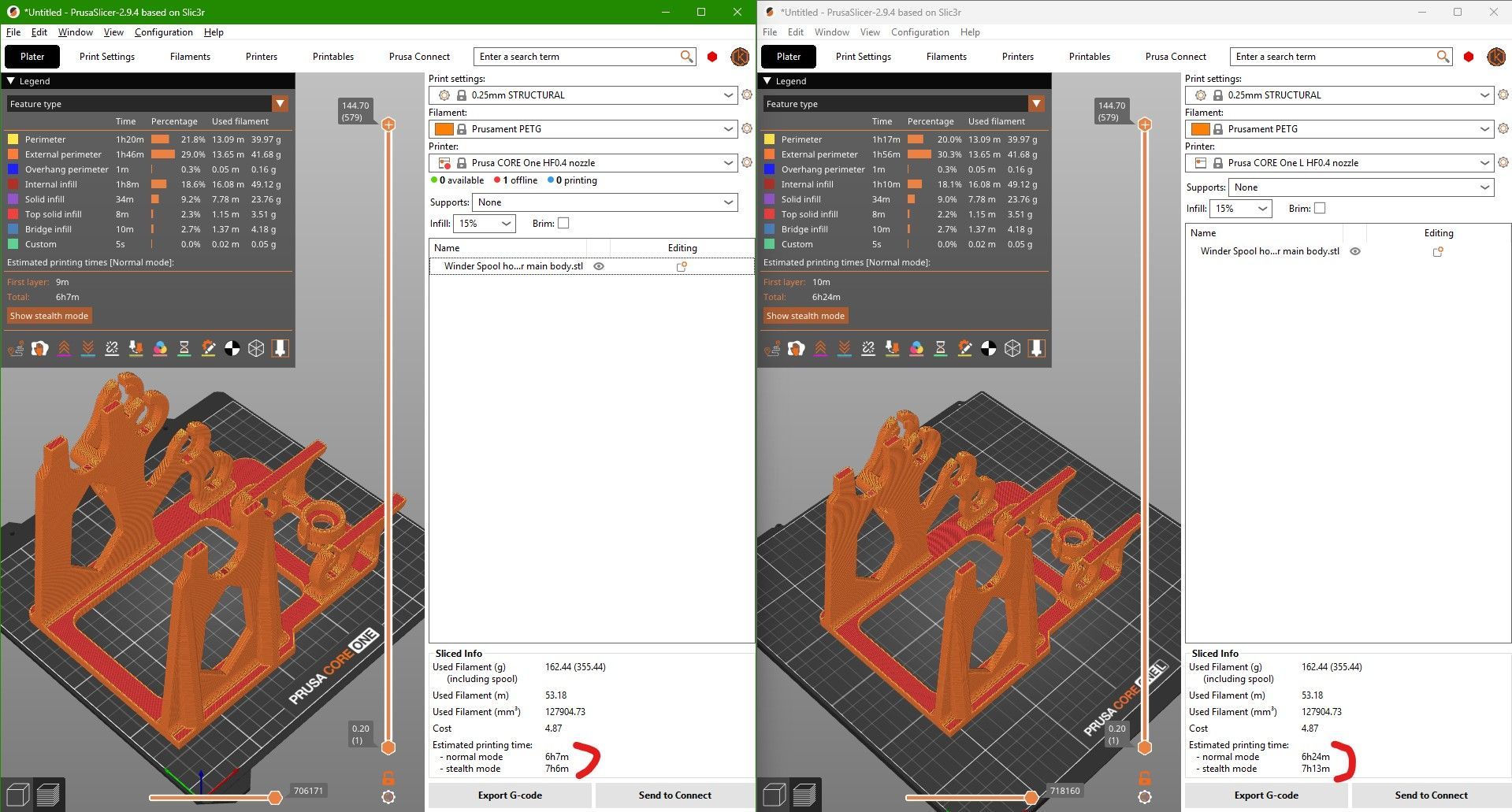
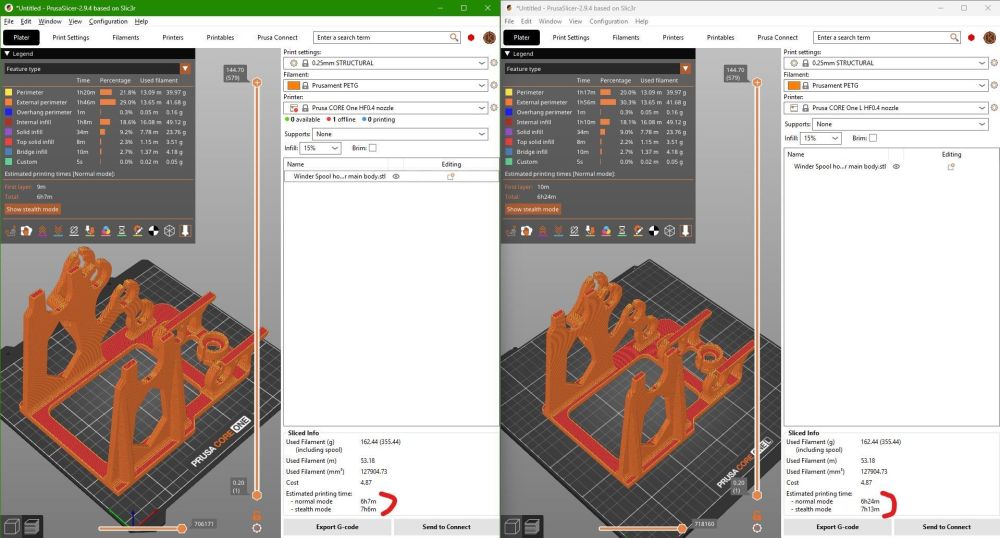
Salut, Lorsqu'un nouveau modèle sort j'aime bien importer son profil dans mon slicer par curiosité pour voir les différences. Et bien j'ai été étonné, sur le chassis d'un modèle de bobineur, en utilisant le même profil à chaque fois, j'ai obtenu : 6h41 pour la Prusa MK4S 6h07 pour la Prusa CORE One 6h24 pour la Prusa CORE One L La CORE One L serait donc plus lente que la CORE One avec le même modèle et le même profil ?
 0 points
0 points