Classement




Contenu populaire
Contenu avec la plus haute réputation dans 07/01/2026 Dans tous les contenus
-
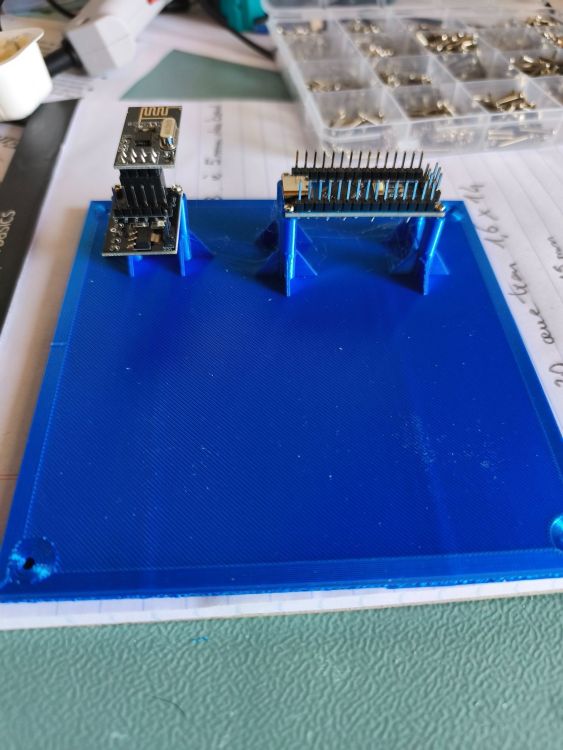
Bonjour a tous, il me semblait important de vous montrer le résultat. Alors mon socle est finie plutôt propre, les éléments se sont visé correctement les côtes sont bonnes. Rien n'a casser cette fois. Aujourd'hui je dessine le cube extérieur, je soumets à votre avis j'imprime et demain j' assemble.
 3 points
3 points -
@Kachidoki Les PA doivent vraiment être très bien séchés, ce qui peut être compliqué avec un PA CF car il devient très rigide, sinon on a plein de soucis de tenue mécanique, d'adhésion. Il faut la bonne colle et mettre un brim relativement large (pas autant que du PP) et surtout avoir la bonne température de plateau (et absolument une chambre fermée ou un caisson préchauffé si la pièce est grosse) Le plus simple que j'ai utilisé en non chargé est le ColorFabb PA Neat (mélange de PA 6/66 et PA 12), qui reste relativement abordable. Les performances ne sont pas exceptionnelles, mais il se tient bien et surtout quasiment pas de warping. L'avantage du PA naturel, c'est sa flexibilité et une bonne adhésion intercouches. Avec du PA 12, on a des pièces autolubrifiées ou presque.2 points
-
le voila fini .
 2 points
2 points -
S'il n'y avait que des radiateurs la vanne pourrait être laissée à une position fixe. La valeur exacte de la température de l'eau envoyée dans les radiateurs n'est pas très critique, ce sont les robinets thermostatiques des radiateurs qui vont réguler le chauffage dans la pièce. En revanche le pilotage de la vanne est utile voire nécessaire pour réguler précisément la température du plancher chauffant. Il faudrait remettre un moteur ; s'il a du mal à tenir sur la vanne, pourquoi ne pas faire une fixation complémentaire avec l'imprimante 3D ou autre moyen ?1 point
-
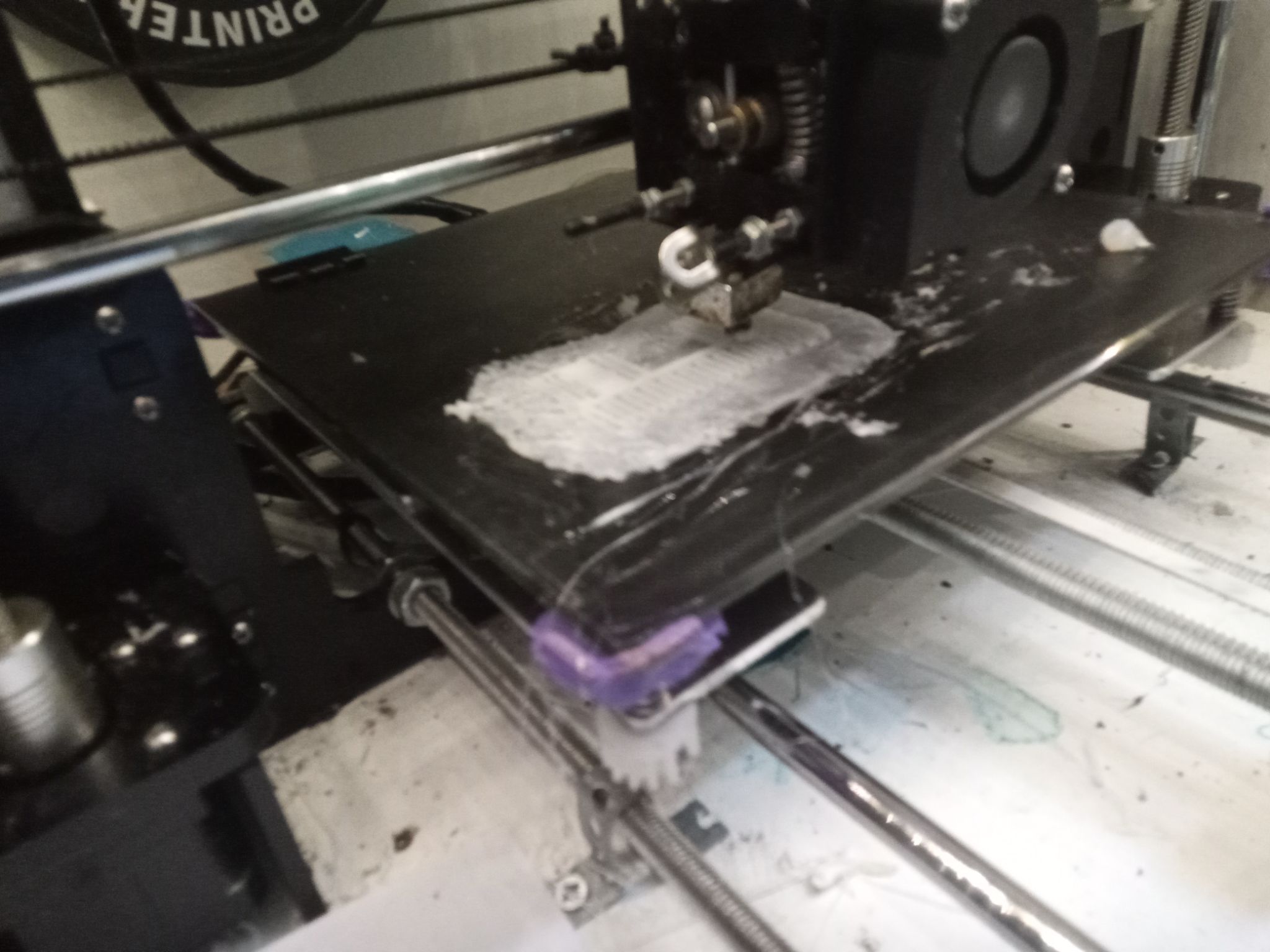
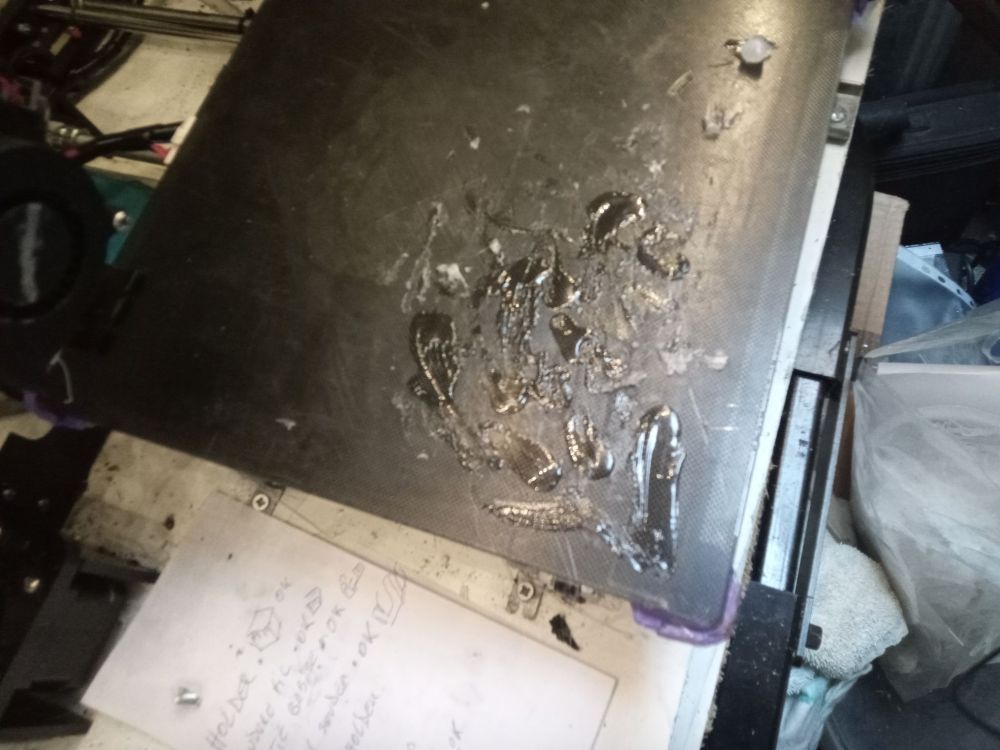
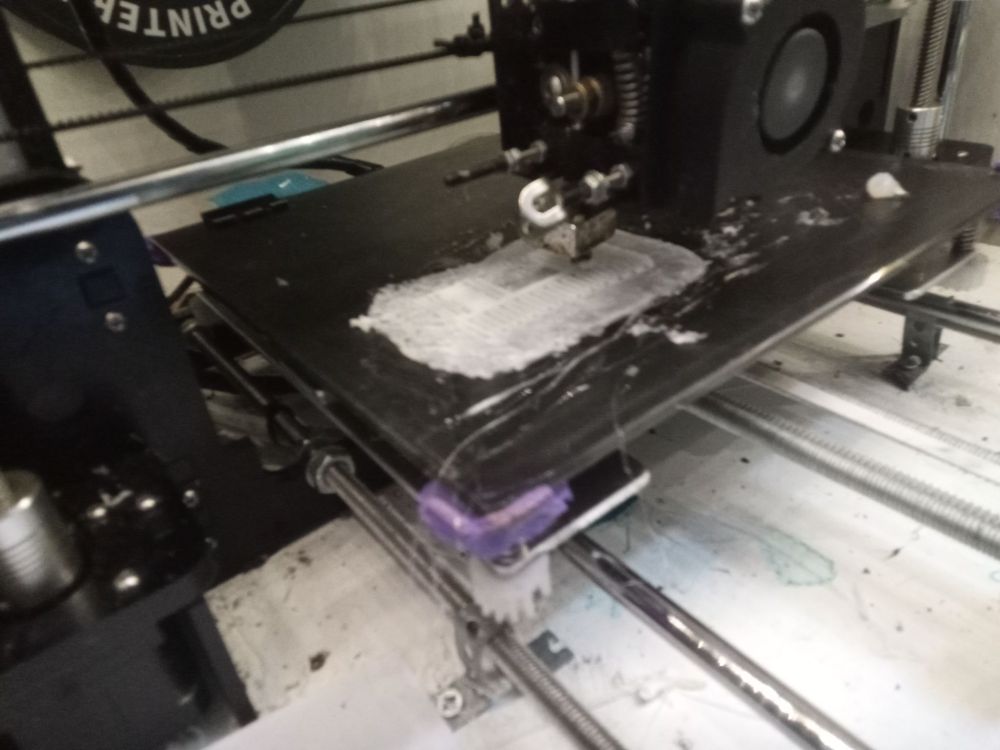
Salut @mecano5 et bienvenue sur le forum Un peu violent comme méthode. Pas sûr que l'état de surface du plateau reste en bon état longtemps. Mais si ça fonctionne pour toi Perso, j'utilise une méthode plus douce en nettoyant régulièrement mes plateaux avec du liquide vaisselle et à l'eau chaude A+ JC1 point
-
On en a parlé il n'y a pas longtemps sur le forum Pour résumer, il faut installer un plug-in dans le slicer pour imprimer avec des "brick layers", qui permettent d'avoir des pièces plus solides et étanches Avec cette technique, en modélisant une manette assez "épaisse", et avec un peu de chance, tu pourrais imprimer une manette en 3D assez solide pour l'application sans devoir utiliser un filament technique cher et/ou compliqué à imprimer.1 point
-
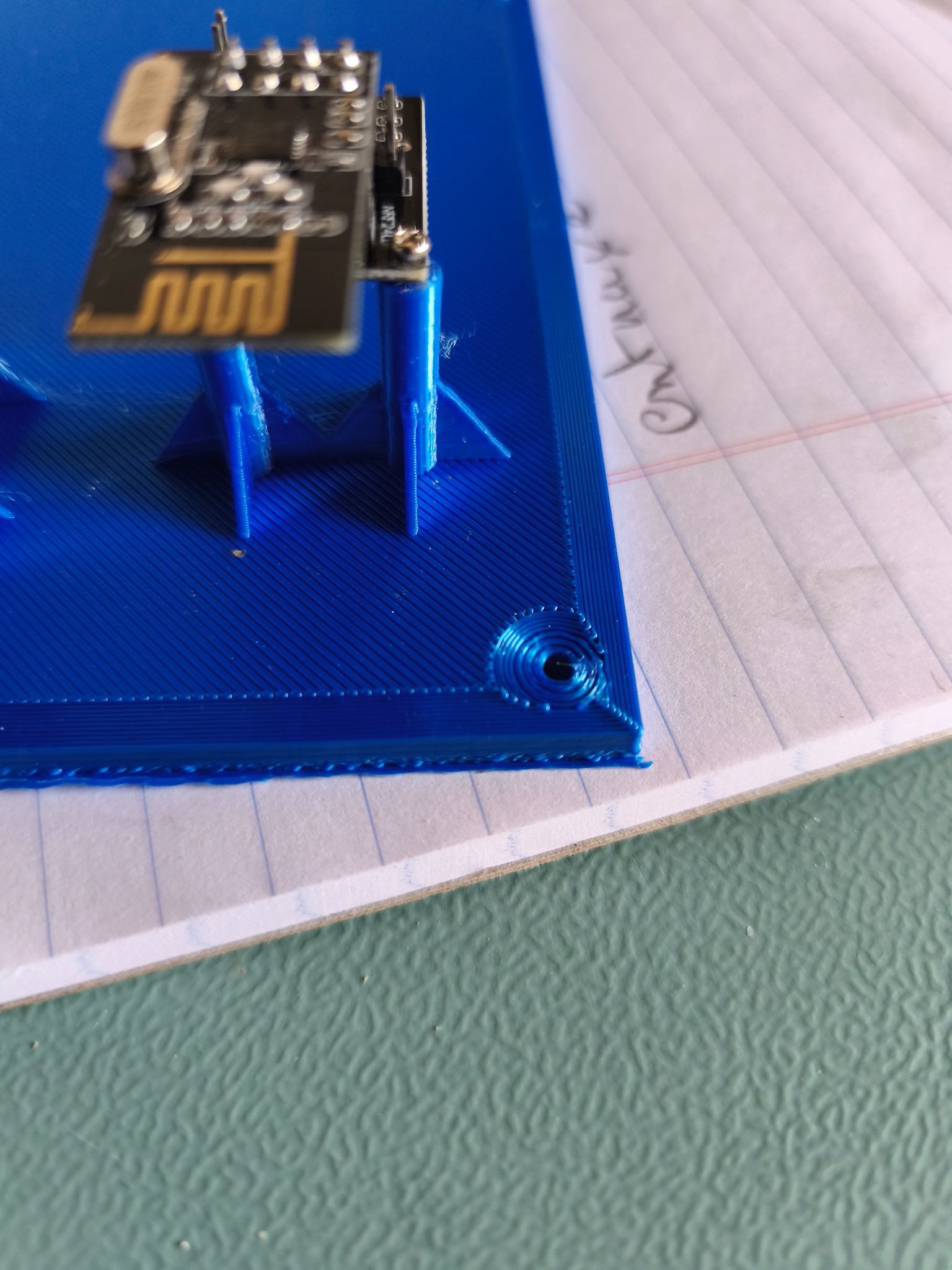
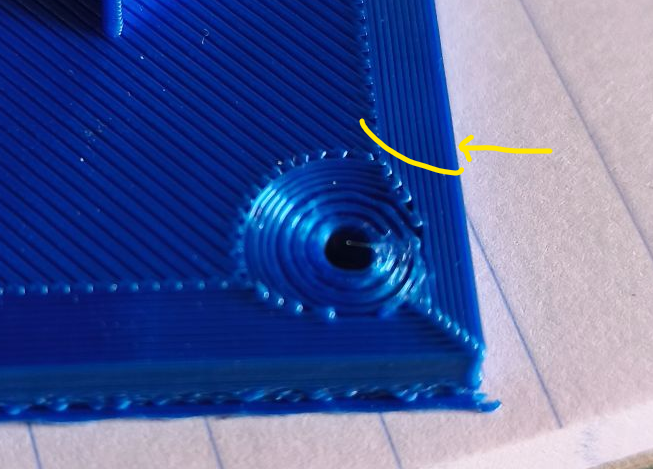
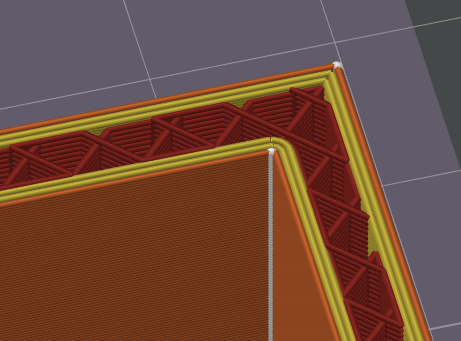
Pour retrouver les paramètres il me faudrait plutôt le .3MF (tu dois pouvoir "enregistrer le projet sous" et ca te sortira un 3MF avec les paramètres d'impression). Pour le remplissage, ca se passe dans le slicer. Tu y règles notamment : le nombre de parois la densité de matière entre les parois (le remplissage) Le slicer va créer les couches une par une. Il va dessiner d'abord les contours de la couche, puis le remplissage (tu peux le constater pendant l'impression, d'abord les contours puis le remplissage). Les lignes de contours sont ce qu'on appelle les parois. Actuellement, on dirait bien que tu as réglé pour avoir énormément de parois, c'est ce qu'on constate ici : Ca correspond à ma première figure sur mon message précédent. Tu peux en avoir 2 fois moins sans que ça ne gène la solidité de ta pièce. L'impression 3D permet de créer des pièces dont les parois sont "creuses". En gros, une fois terminée, tu as bien ta pièce, mais l'espace entre les parois est rempli d'un motif de remplissage plus ou moins dense. Ici par exemple, tu vois l'angle de la boite, paramétré en "3 parois" et "15% de remplissage" Ca permet un énorme gain de temps d'impression et de matière oups, je l'ai jamais utilisé, et Orca / Prusa terminent par défaut sur une couche uniforme Merci pour la précision
 1 point
1 point -
Il y a une chose à tester : les "brick layers" - ou sinon augmenter le flow1 point
-
bonjour c est un probleme recurent avec les changements de temperature j ai trouve une solution toute bete .un briquet et un baton de colle a chaud. ca fonctionne sur imprimante ferme ou ouverte. j avais tout essaye laque a cheveux papier cache a peinture differents plateau . temperature plateau 60 buse en fonction de la marque du filament .testez ca coute pas grand chose .une fois froir un coup de cuter et fini les sacs de pieces loupees

 1 point
1 point -
C'est le soucis avec ce genre de pièce, la vanne n'étant pas manoeuvrée souvent, au début de chaque manipulation les efforts seront importants. Si la pièce d'origine qui était moulée par injection s'est brisée, ce sera difficile d'avoir un meilleur résultat en impression 3D Il peut être possible de renforcer la pièce en y insérant une ou plusieurs tiges ou vis en métal, mais vu la forme de la pièce il restera des points faibles... Une solution serait de faire cette pièce en deux parties : - pour la partie "dentée", qui actionne la vanne : un morceau de tube en acier dans lequel on fait des encoches avec une lime - une manette imprimée en 3D qui sera fixée sur l'autre extrimité du tube avec une meilleure prise, et qui acceuillera la vis permettant de maintenir la pièce sur la vanne Pour fixer la manette sur le tube : - il faudrait modéliser deux ou trois trous diamètre 2,5mm, perpendiculaires à l'axe de rotation de la vanne dans la manette imprimée en 3D - on place le tube dans la manette - on perce le tube avec un foret de 2,5mm en utilisant les trous dans la pièce imprimée en 3D comme guide de perçage - ensuite on visse dans la manette des petites vis à bois diamètre 4mm, le filetage de la vis à bois va tarauder la manette, la pointe des vis à bois va entrer dans les trous percés dans le tube en acier, ce qui assurera la fixation1 point
-
Pas de soucis avec les PA6/66, PA12 et PA GF sur un plateau verre, avec la bonne température plateau et du Magigoo PA pour des pièces moyennes sur des Ultimaker avec chambre fermée. (Novamid, LuvoCom, Polymaker, FormFutura STYX 6 et STYX 12). Les PA CF s'impriment sans soucis sur du PEI avec juste de la 3D Lac sur ces mêmes machines. Et le PA Neat de ColorFabb s'imprime bien sur juste du PEI chambre ouverte. Je fais régulièrement des pièces technique pour mes clients avec des PA. Après, je n'achète pas mes filaments chez les fabricants de machines, mais directement chez les fabricants de matière (ColorFabb, Polymaker, FormFutura, DSM), donc pas forcément la même expérience que Prusa.1 point
-
C'est bizarre, si je me réfère à ce tableau, le PA me semble plus compliqué à imprimer : Et je confirme que sur un PEI satiné, même avec de la colle, je n'ai jamais réussi à imprimer correctement du PA12 non chargé en fibres. Aucun soucis en revanche pour imprimer du PC, du PC-ABS et du PC-CF. J'aurais bien voulu tester avec du PA11-CF mais c'est 2.5 fois plus cher que le PC-CF (160€ contre 66€ chez Prusament), et en plus il faut un plateau spécial qui coûte aussi cher qu'une bobine de PC-CF...
 1 point
1 point -
Salut @daemon22, pour te répondre rapidement Isidon n'est pas le seul a avoir eu des soucis et indirectement Elegoo l'a reconnue sans le dire réellement en sortant la S4 Ultra 16 dont le principale bute etait de corriger ce souci en réalité (l'ajout du bac chauffant etait un plus pour faire passer la pillule). Je dis pas que certaine ne fonctionnement pas mais surtout que les même slicer donnait facilement des résultats différent d'un coup sur l'autre. Pour la petit histoire il y a quelques mois j'avais mis en garde un membre du forum qui a pensé faire un deal en achetant une S4 Ultra a bon prix, au final après en avoir parler longuement avec lui et le fait qu'il avait beaucoup de mal de sortir quelques chose de potable avec, il a suivie mon conseil et revendu la S4 Ultra et a prix une S4 non ultra et la miracle il a de suite eu des résultat concluant avec cette machine. Comme je le lui avait indiqué et vue que tu est comme moi ou ce membre la vitesse tu t'en moque royalement pourquoi pas partir sur la S4 non ultra a la place, si tu tiens réellement a partir sur la S4 Ultra prend la Version 16k mais pas la 12k, mais perso moi je ne veux pas entendre parler de ces machine S4 Ultra en raison de leur ecran tilt qui bascule, une connaissance en a fait les frais y a plusieurs moins sont fep c'est percé et verdict la résine c'est répandu dans la machine il a du tous démonter et nettoyer méticuleusement durant tout un week end. A prendre en compte par contre tu parle d'une véranda et au vue de tes dire je pense qu'elle est pas chauffé ? si c'est le cas alors il faudra prévoir un système de chauffe (sauf avec la Saturn 4 Ultra 16k qui en a déjà un de base), après il y a le système de chauffe de chitu qui va bien pour cela, sur une saturn 4 je te recommanderais aussi de passer au Bac Hoopat X4 par la suite pour plus de facilité et confort sur le changement de film fep et avoir un bec verseur plus pratique (le X4H est pour la Saturn 4 Ultra 16k et intègre la chauffe du bac gérer par la 16k). Filtré l'aire en sortie ok pas de soucis mais je t'invite aussi a faire une aération manuel en plus un fois les impression fini et résine sortie du bac. Attention aussi a un autre point les capot des Saturn 4 comme de beaucoup de machine récente filtre pas super bien les UV qui dit véranda dit plus d'exposition a la lumière donc une petite tente souple en pourrait être utile dans ton cas. Si tu as d'autres questions hésite pas.1 point
-
Pas besoin d'aller dans les extrêmes. Un PC ou PC-CF suffira largement, ça tient déjà plus de 100°C, et ça m'étonnerait que le circuit d'eau dépasse cette température. En plus le PC a une meilleure tenue mécanique que le PA.1 point
-
De mon coté j'imprime, j'imprime, j'imprime et tout semble aller, même si je trouve que le démarrage est plus long qu'avant...1 point
-
Je pense que c'est caractéristiques des fabricants sérieux et pas uniquement pour les imprimantes 3D. Même chose avec la P1S reçue l'année dernière et ma première Prusa MINI+ semi-assemblée (dont j'ai gardé le carton d'origine ) A+ JC1 point
-
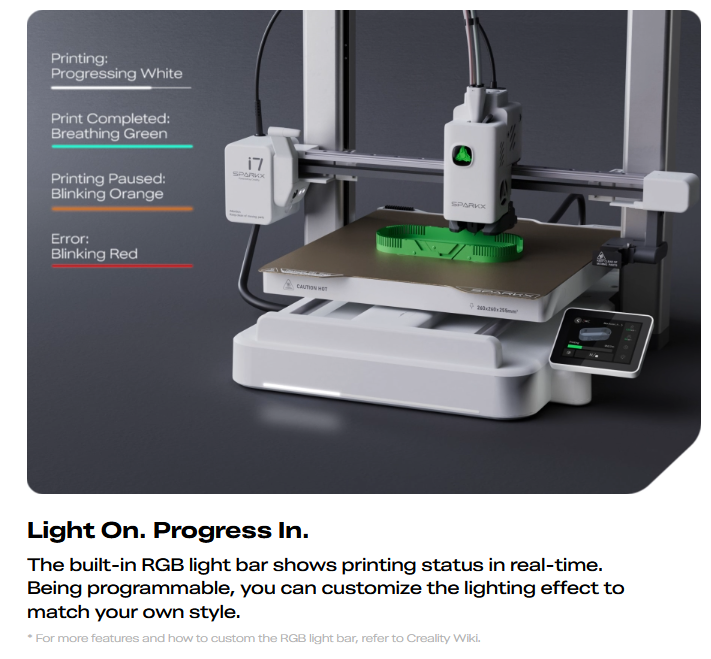
Avant la présentation au CES, on en voit un peu plus, avec un nouveau design révolutionnaire (une barre led en facade...) ! On découvre un CFS Mini aussi. La bonne surprise ? 340$ en combo sur le Store US https://www.creality.com/products/sparkx-i7 https://store.creality.com/products/sparkx-i7-3d-printer Le Wiki est lui aussi sorti : https://wiki.creality.com/en/sparkx/i7 Pas inintéressant, le CFS Mini est conçu pour permettre de recharger une bobine en cours d'impression. Une solution à moindre frais (potentiellement, parce qu'on l'a pas encore vu ^^) pour ceux dont c'était la principale (la seule ?) utilité. La tête d'impression est pour le coup bien plus simple à maintenir, avec un Quick Swap et un accès bien plus simple à l'extrudeur qu'avant
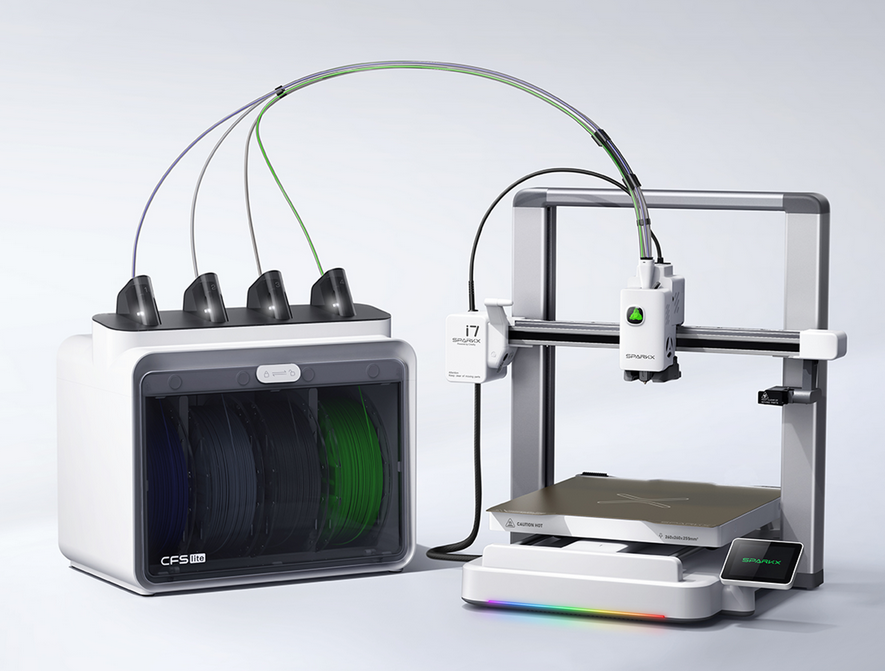

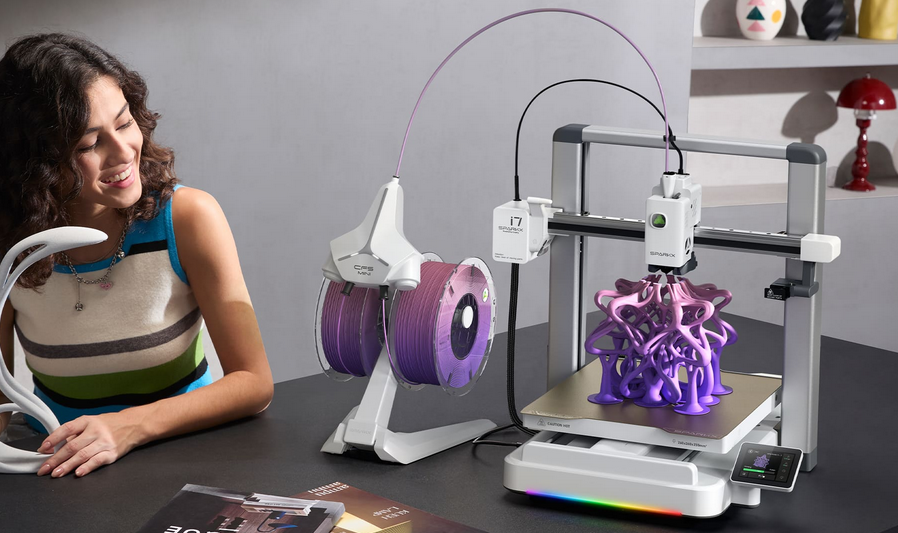
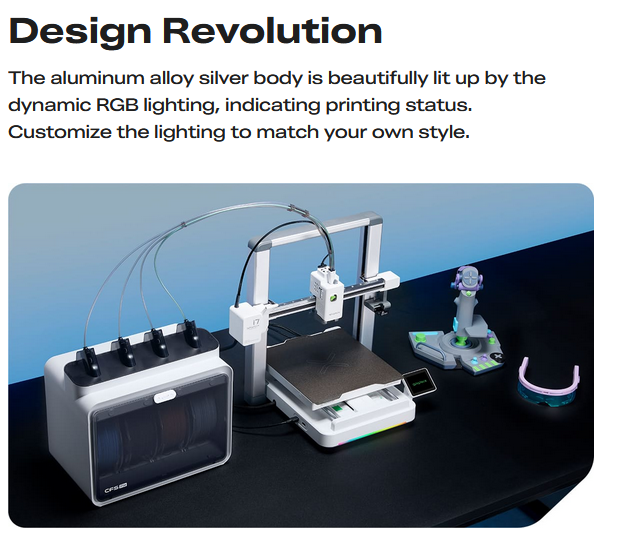
 1 point
1 point -
Salut, pourrais-tu être plus précis stp ? Je ne vois pas qu'elle est cette dernière pièce sachant que je ne veux pas télécharger tous les fichiers. Sinon, quel type de plaque de plateau utilises-tu ? Et surtout est-elle propre ?1 point
-
Hello, Je suis passé au Creativ Lab Renault Technocentre. C'était la reprise donc tout off avec en prime une inondation dans les WC... Ce que j'y ai vu (mais je connais pas bien) c'est 4 Ultimaker, 2 Raise3D et une autre avec 605mm de hauteur. Il y avait aussi une creality coreXY et 2 autre machine que je ne connais pas plutôt en format étendu XY qui marche sur le prusa slicer. Voilà vous savez tout, c'est la zone accessible à tous pour impression pro ou perso light, après il y a un département proto qui à sûrement du plus lourd. Bambu m'a envoyé mon filament (sauf une bobine), j'ai eu une fausse joie en pensant qu'il y aurait aussi la P2S mais non Bonne année à tous !1 point
-
C'est un script de postproduction à installer dans le slicer (Orca, Prusa, Bambu) : https://github.com/GeekDetour/BrickLayers1 point
-
Comme @macandnews n'a pas une chambre fermée ni chauffée, mais juste un caisson (relativement grand) et son plateau ne monte pas à plus de 100°C sur sa machine, je n'avais pas proposé le PC qui est encore plus exigeant que le PA à imprimer.0 points