Classement




Contenu populaire
Contenu avec la plus haute réputation dans 17/03/2026 dans Messages
-
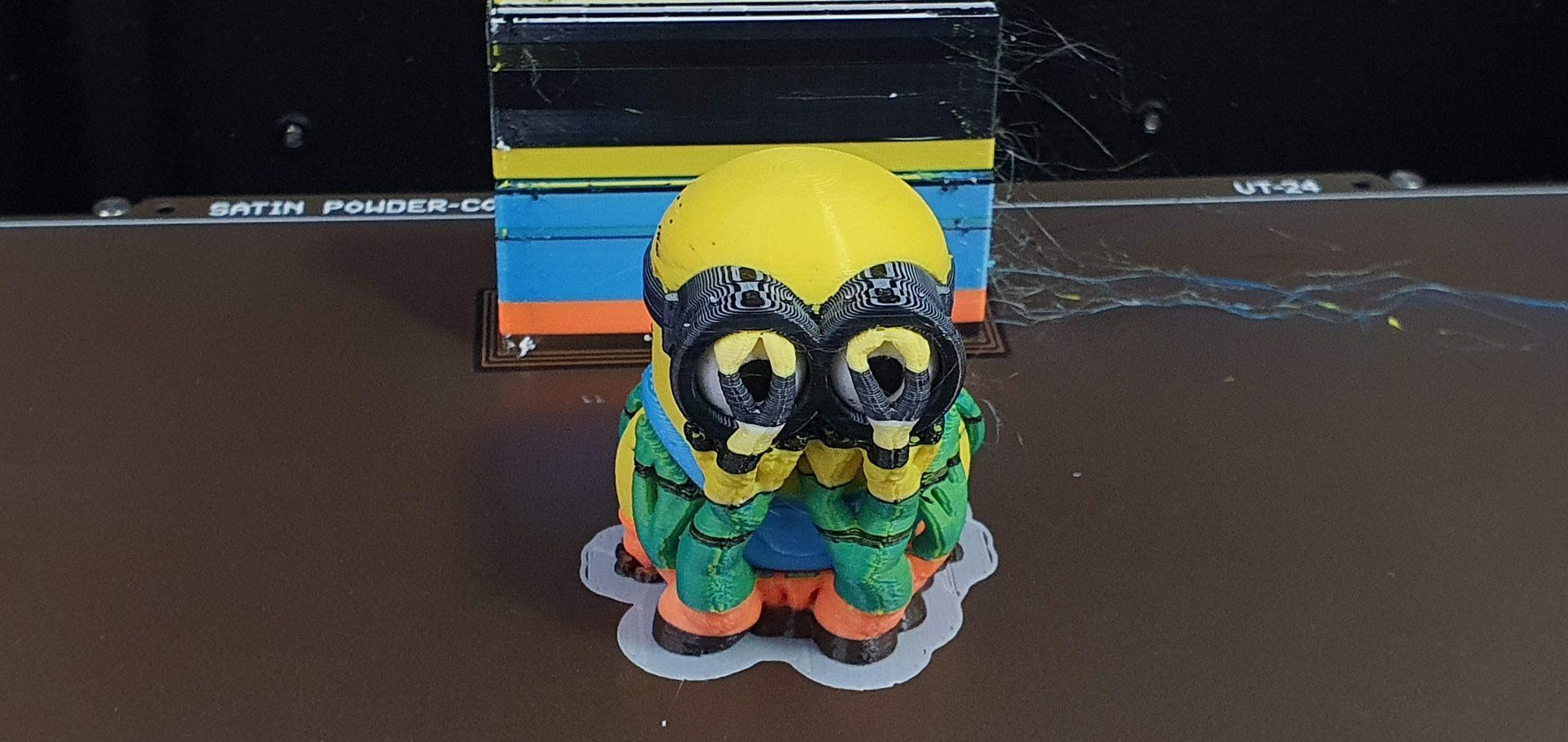
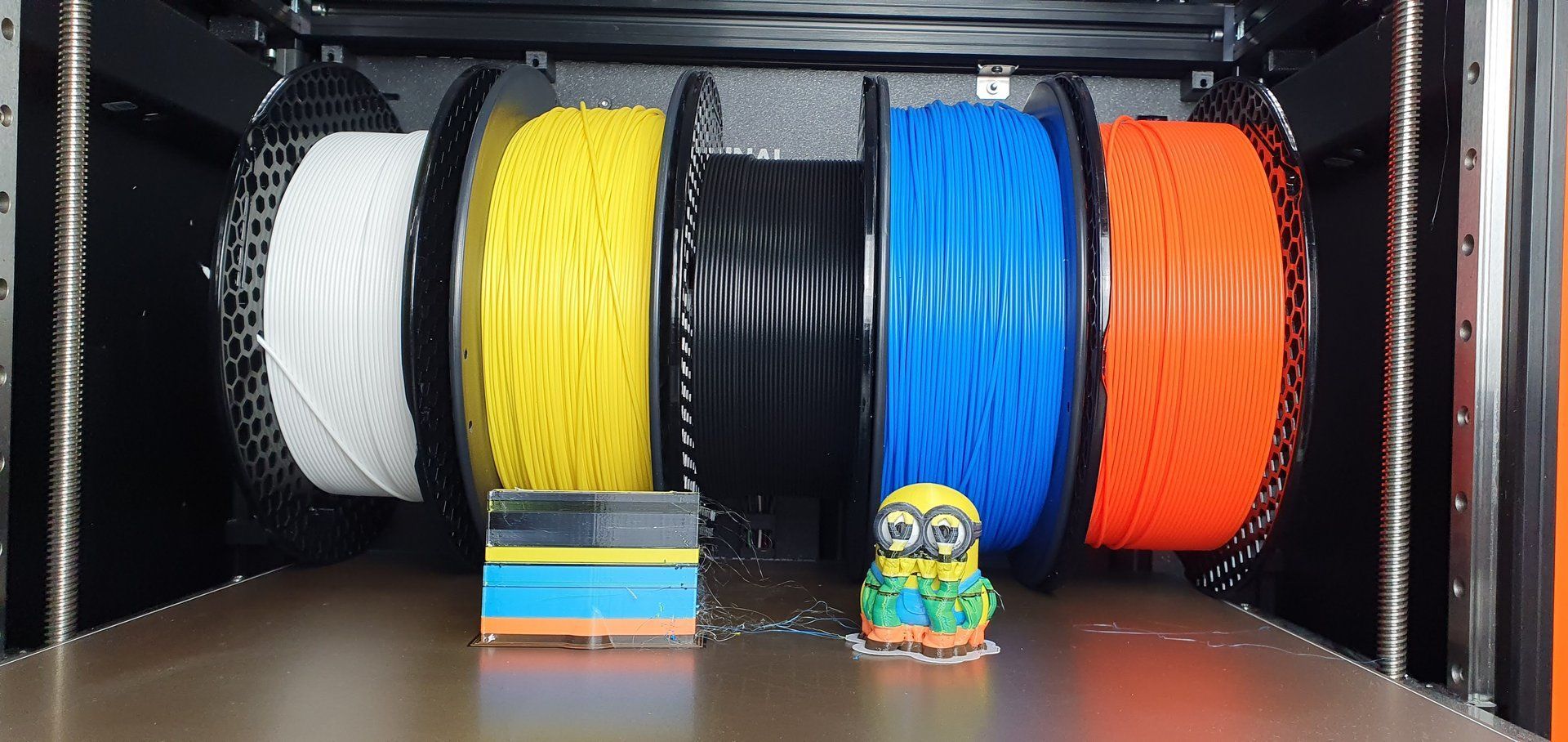
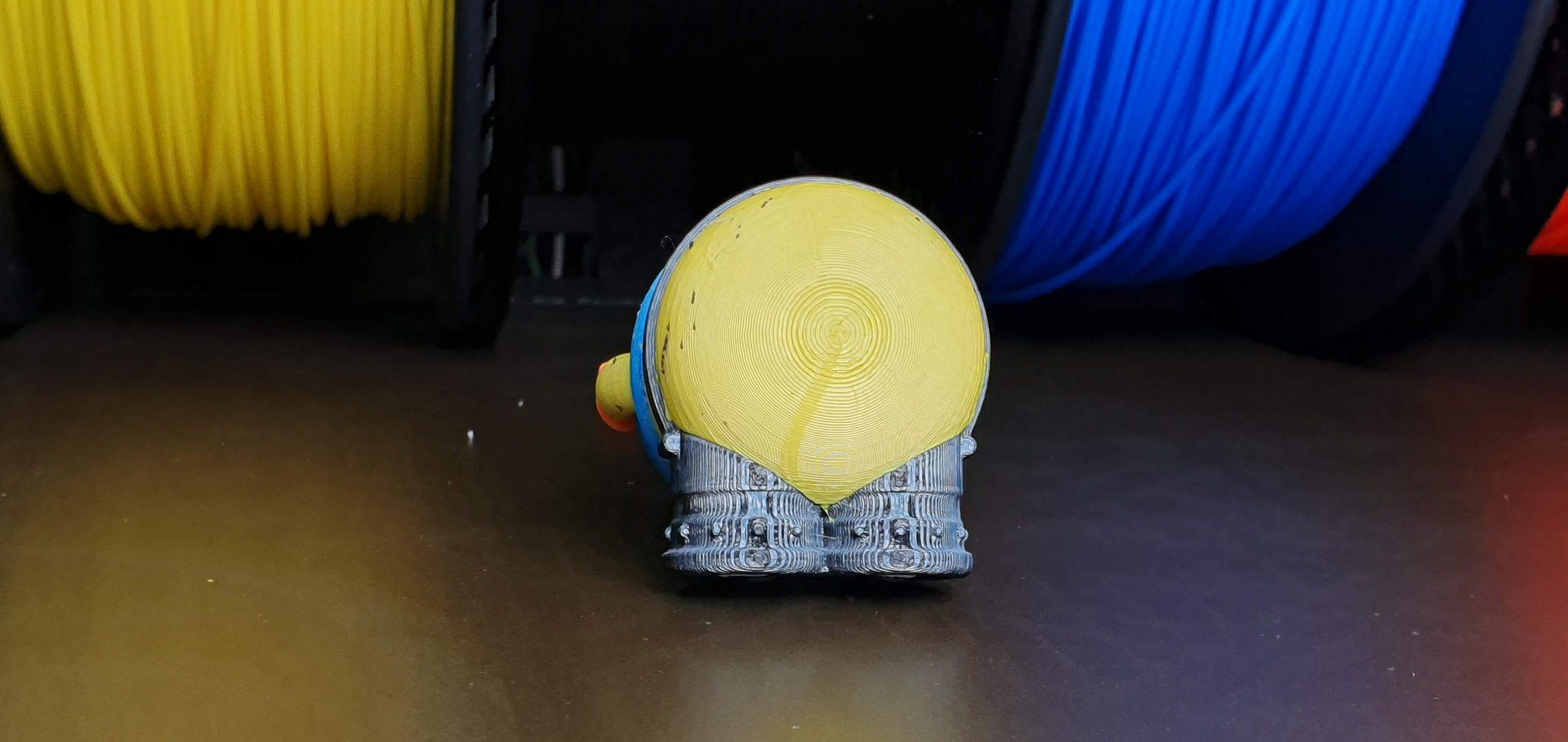
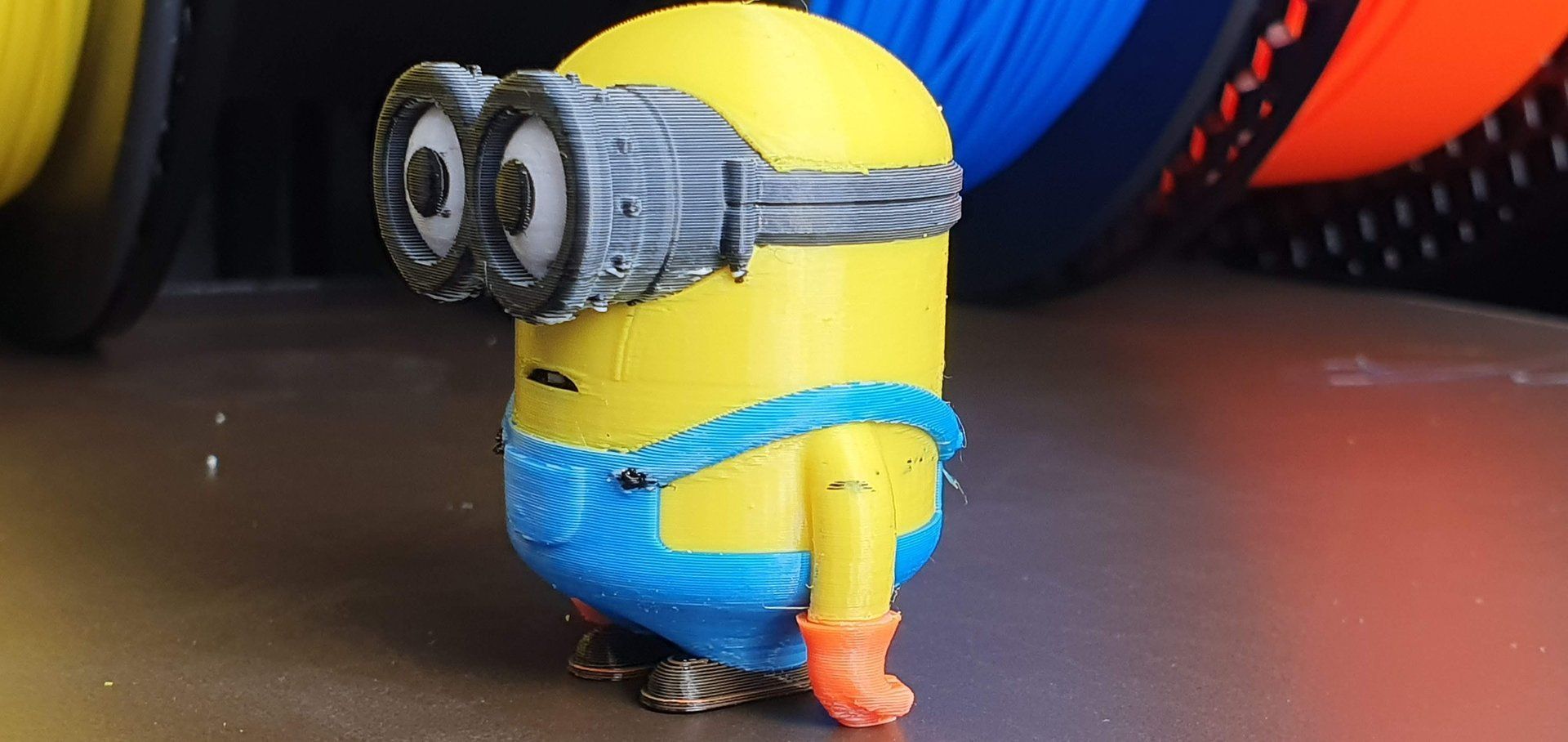
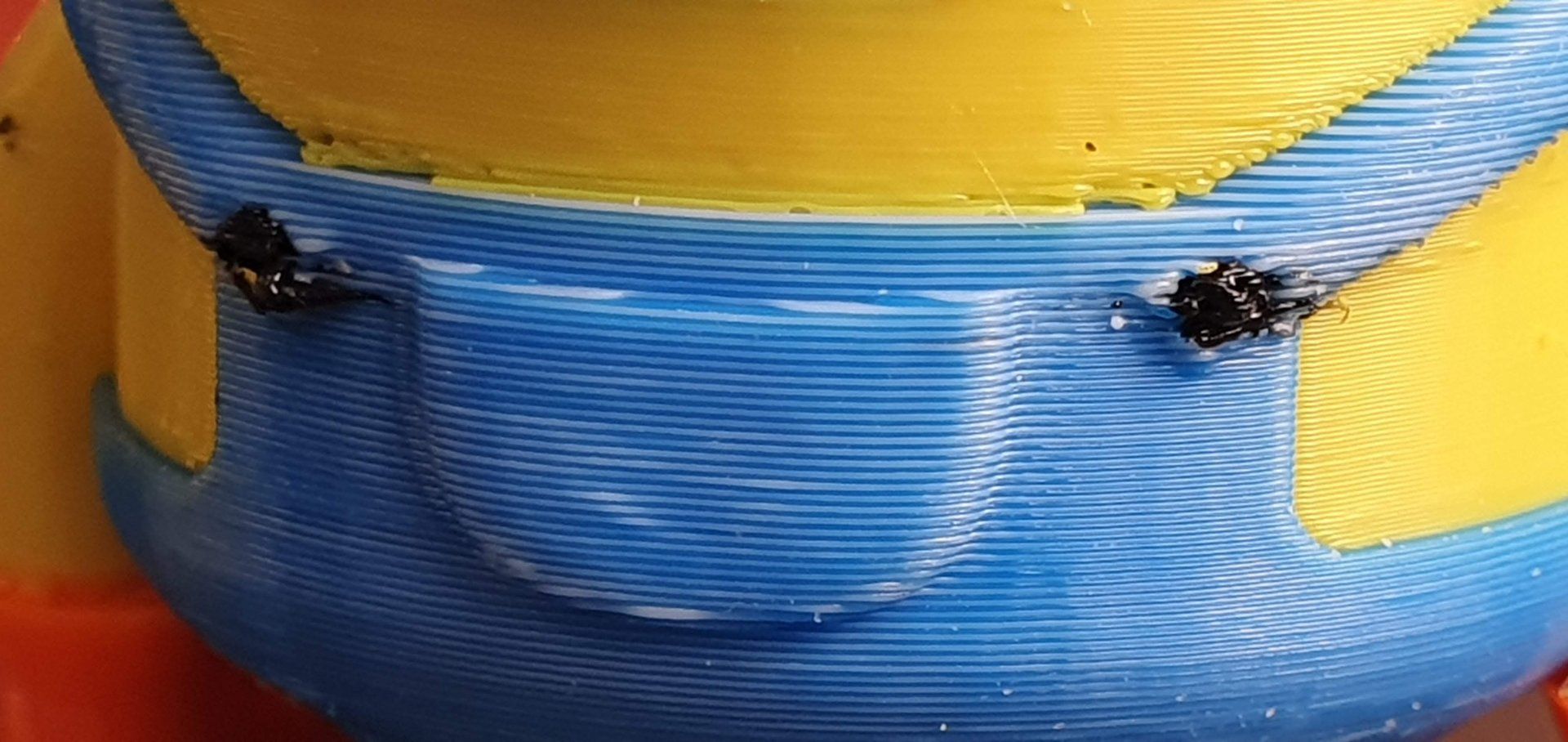
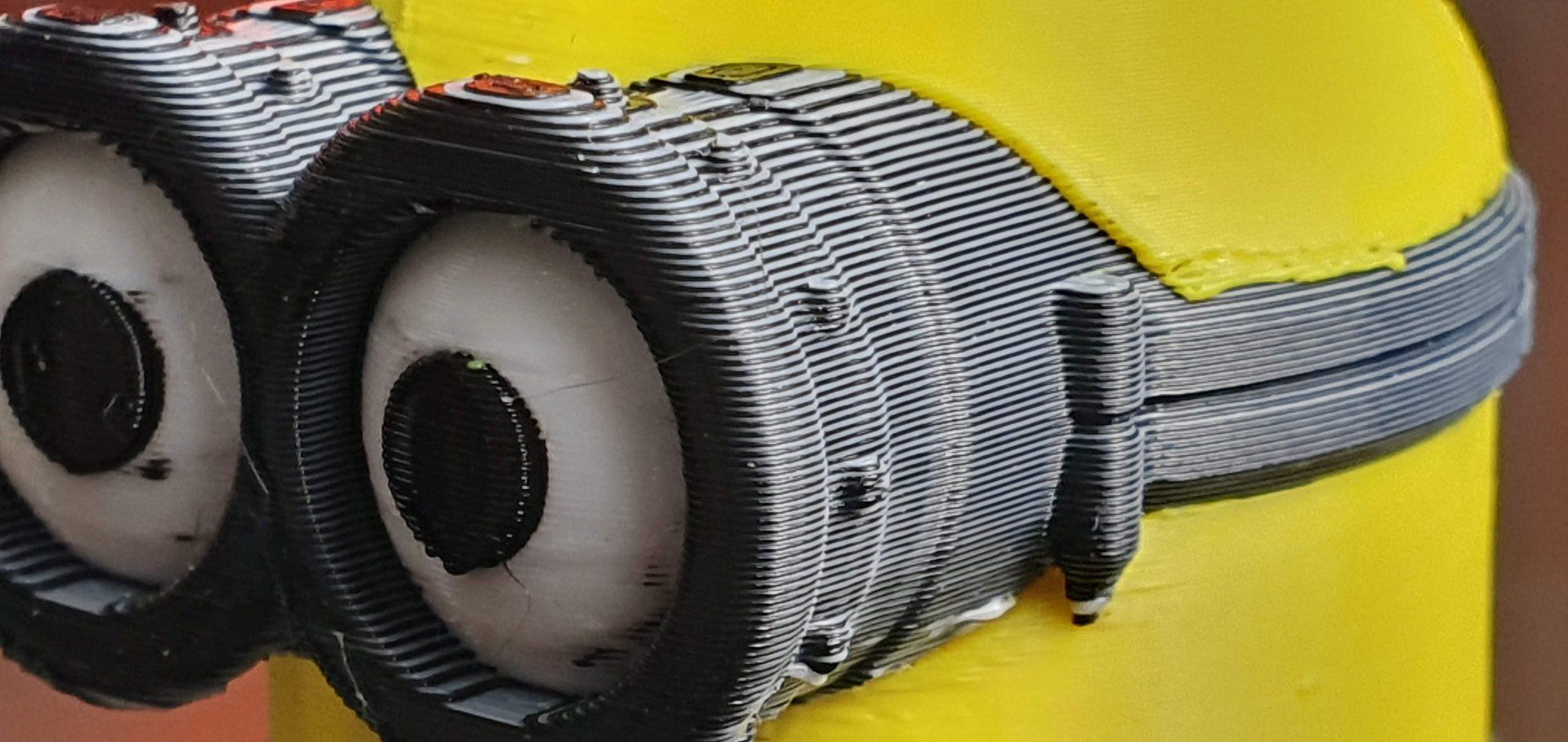
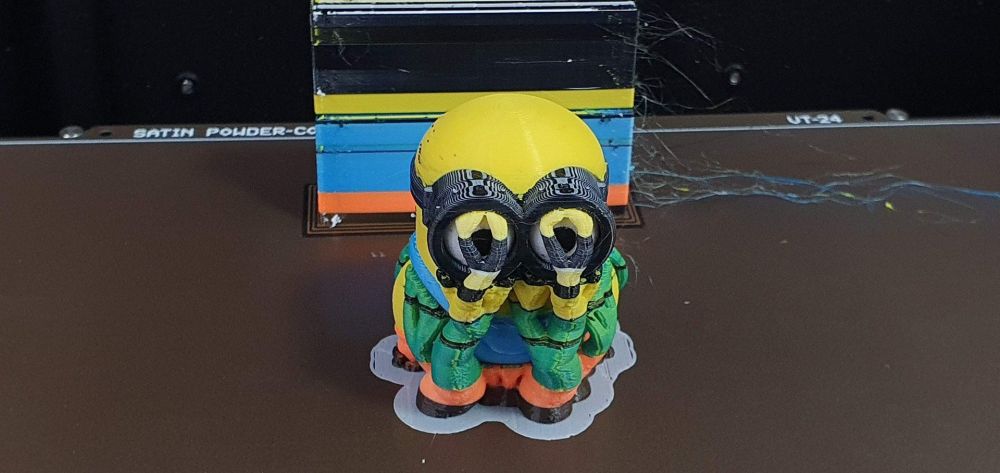
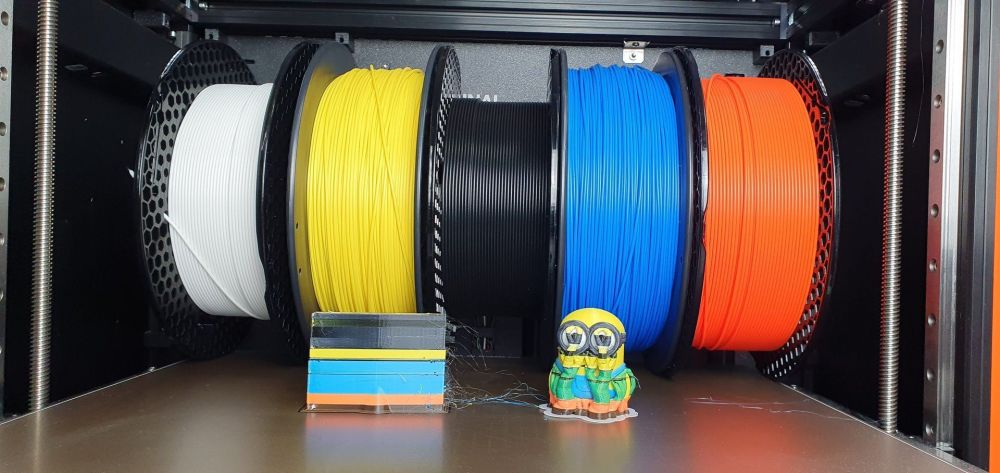
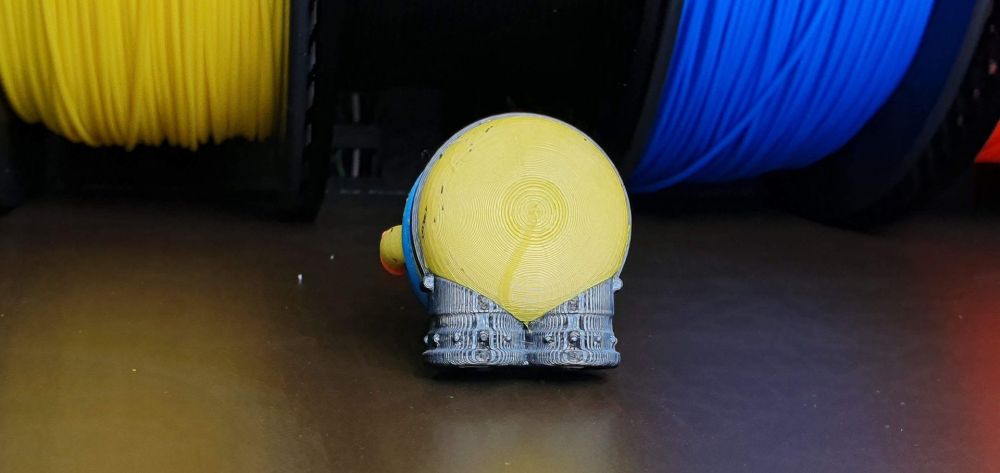
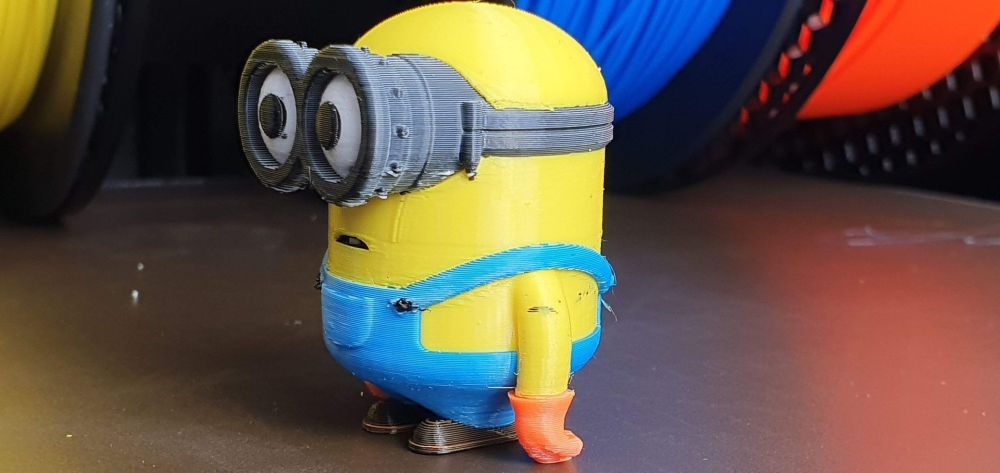
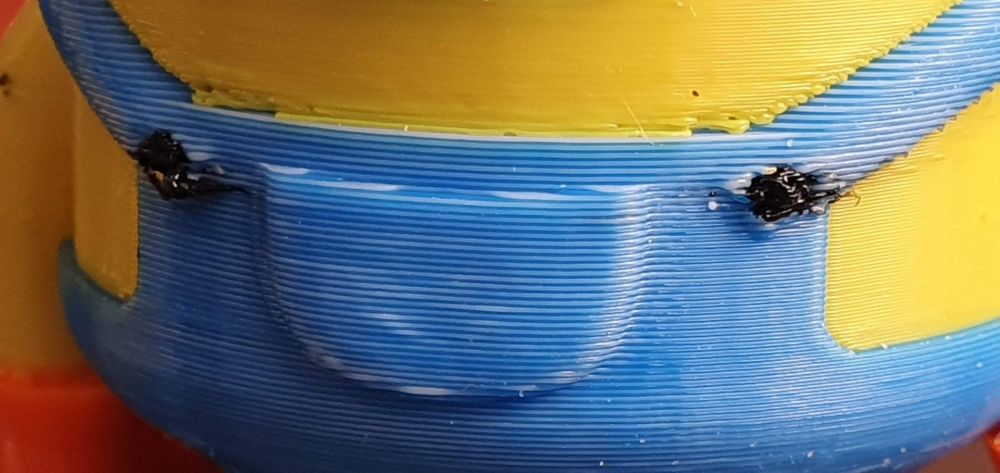
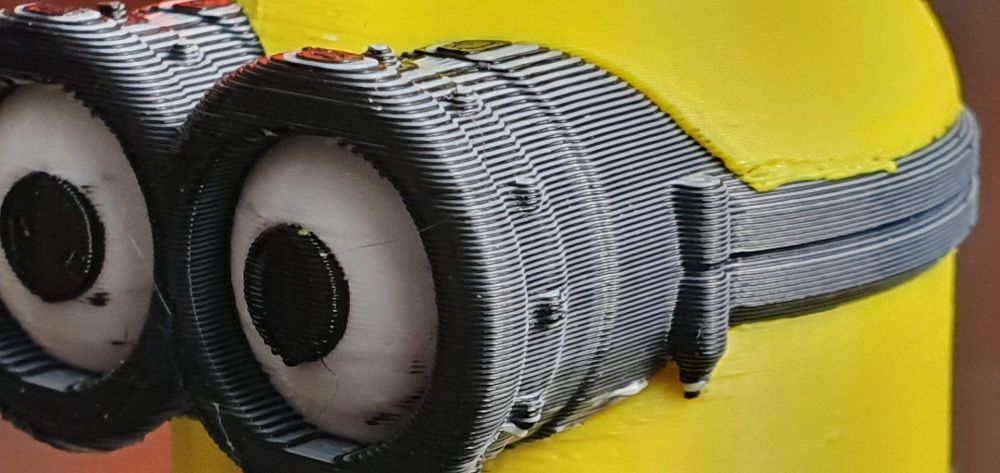
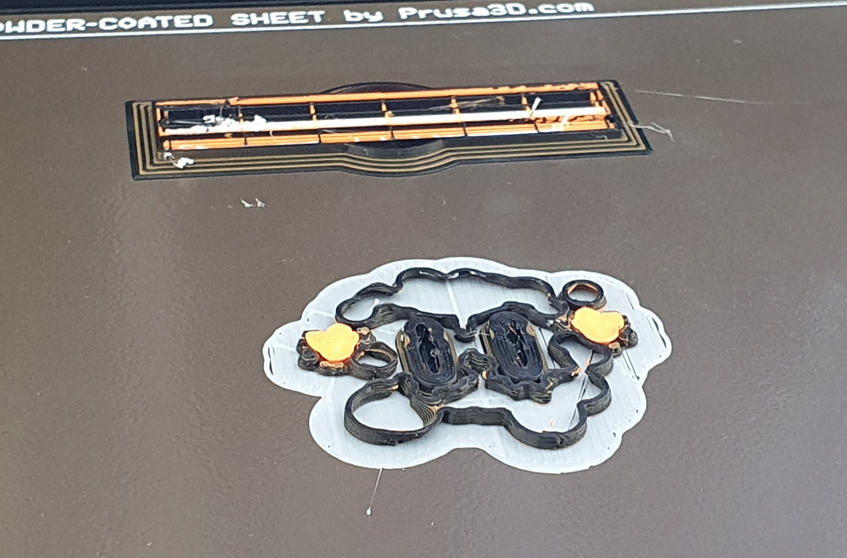
Allez hop, voici le résultat. Assez pourri les réglages du profil par défaut de OrcaSlicer pour la XL je dois dire. Ca file, y'a des pétouilles partout, et j'ai un gros problème d'extrusion et/ou de cohésion des couches (ça délamine tout seul comme si j'avais mélangé du PETG, j'ai vérifié c'est bien du full PLA). Mais on va dire que c'est secondaire, faut garder le focus sur la technique d'empilement des couches. Résultat brut : Le même avec les bobines utilisées derrière et un éclairage diffus neutre pour apprécier les différences de nuances de couleurs (on note du vert dans les supports, mais il n'y en a pas dans le modèle) : Le minion sans les supports, on commence à apprécier le gris des lunettes : Le dessus où on voit bien les marches d'escalier : De profil : Zoom sur les chaussures, le noir prédomine, je m'attendais à un marron plus clair et les gants plus beige : Zoom sur la salopette, on distingue à peine les alternances blanc/bleu. Il s'agit de "bleu france", ici il est bien éclairci : Zoom sur les lunettes, là on distingue parfaitement les alternances noir/blanc : Franchement pour un premier résultat, c'est plutôt prometteur, mais un peu déçu du rendu. Je pense qu'il y a un gros travail à faire pour étalonner les couleurs selon les bobines qu'on a, et le rendu sur écran. Sinon ça s'éloigne vite de ce qu'on souhaite obtenir. En conclusion je dirais que le résultat obtenu est du niveau du "Chicken 1.0", ce qui est cohérente puisque rien n'est étalonné/optimisé sur ma config (sauf mon écran qui est calibré). Qu'en pensez-vous ?


 7 points
7 points -
bonjour, je viens d'entrer dans ma 80eme année depuis le 26 frévrier., je passe encore beaucoup de temps (un peu trop peu être) mais que faire quand la terre devient de plus en plus basse dans le jardin? La découverte de l'impression 3D m'a permis d'apprendre un peu plus chaque jour grâce aux contributeurs du forum et des créateurs des tutoriels en vidéo que je consulte réguliérement. Mes enfants et petits enfants sont continuellement sur leurs écrans et réseaux sociaux (C'est leur monde). La 3D ou Hobby manuel ne les instresse pas. C'est plus facile de recevoir.6 points
-
Et bon anniversaire à @vap383 points
-
Avec un peu de retard, bon anniversaire à toi. Nous ne sommes pas Loing l'un de l'autre3 points
-
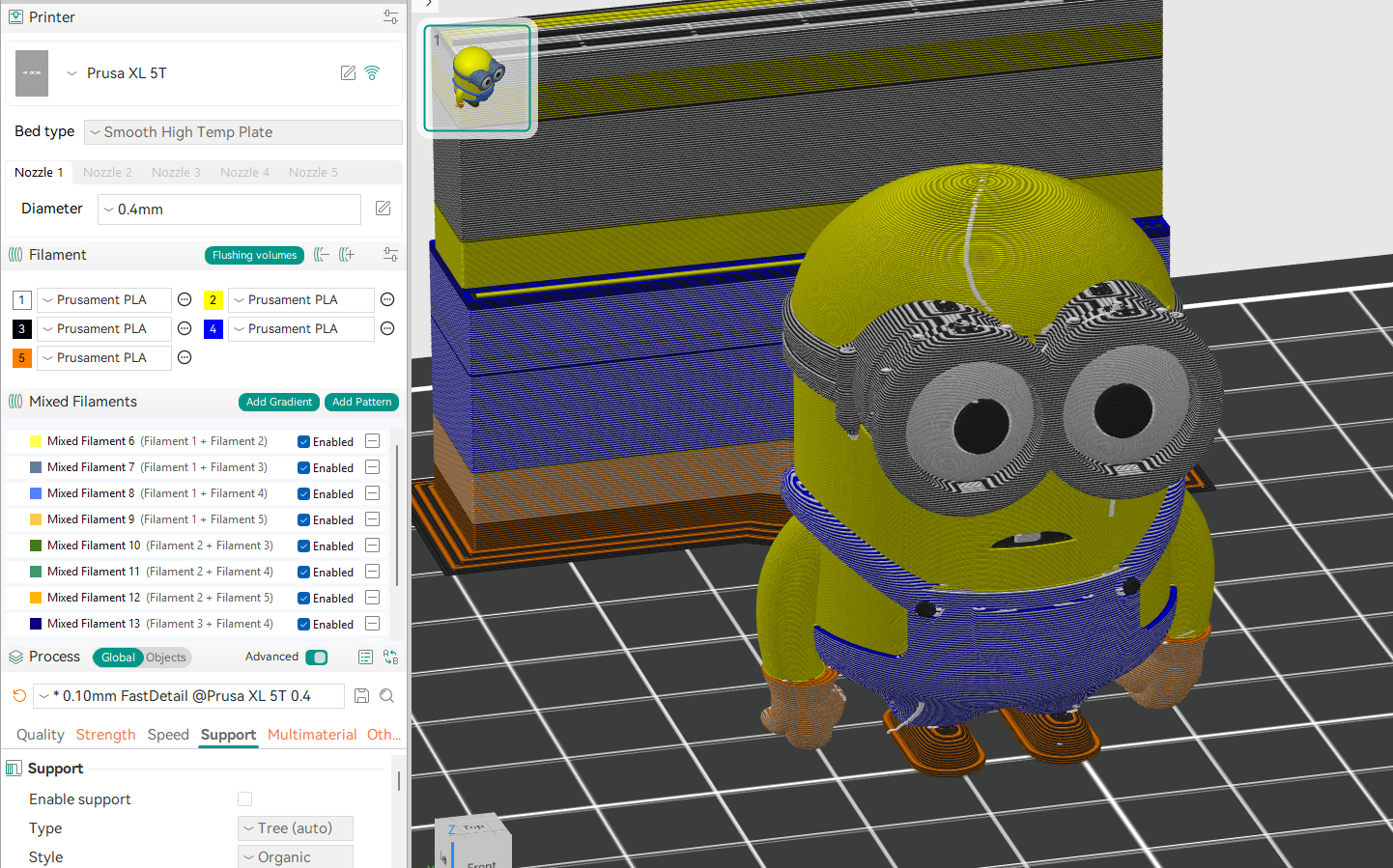
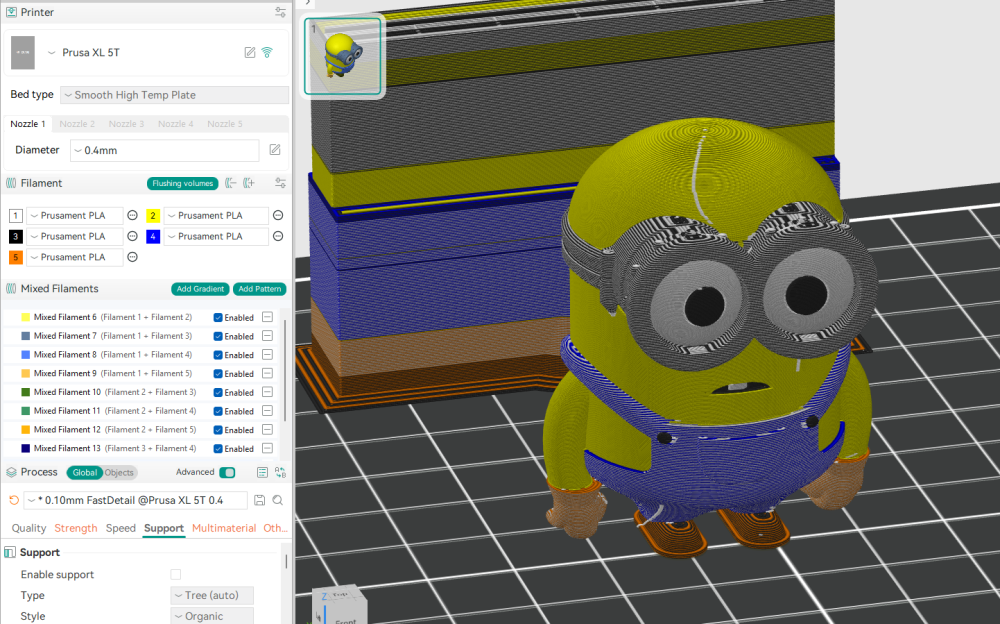
Tiens, une IA qui vient nous rendre visite ? Je viens de lancer le minion, réduit à 50% parce que je ne pouvais pas attendre aussi longtemps pour avoir un premier résultat. Donc forcément la finesse sera moins bonne pour le mélange des couleurs, mais ça fera le job pour un premier test. En plus je découvre Orca, heureusement que y'avait déjà le profil pour la XL, même si je trouve que les retracts sont moyens => y'a des pétouilles partout. Si tout va bien, le résultat attendu dans 4h (sans les supports) : Pour le moment ça ressemble à ça : Wait'n'see.
 3 points
3 points -
Sans oublier l'origine 1871, pour la dernière case du sondage !!!2 points
-
Problème résolu! Chitubox fournit une mise à jour à faire sur l'imprimante une fois qu'on a changé l'écran. Elle s'est peut-être mal mise à jour la 1ère fois, j'ai donc relancé l'opération et j'ai pu faire une impression nickel!2 points
-
Et Joyeux Non Anniversaire à tous les autres. (Pour ceux qui ont la ref de 1951).2 points
-
En effet, il y a encore un peu de boulot pour peaufiner cela, mais oui, c'est prometteur !2 points
-
On va remettre les choses dans leur contexte. La technologie INDX est développée par Bondtech. Au départ il s'agit d'une technologie, pas d'une imprimante. Prévue pour être utilisé "en kit" avec un penchant pour les Voron. Mais c'est au départ un kit "adaptable", comme le fut le toolchanger de E3D (avant que le principe ne soit repris sur la XL). Ce kit on l'installe où on veut et comme on veut, Bondtech le précise : Si ton imprimante est ouverte, pas de problème. Si elle est fermée, pas de problème non plus. Tant qu'on reste dans les specs de fonctionnement tout va bien. Ce qui est spécifié pour le moment, c'est que la tête INDX est capable de supporter au moins 50°C. C'est ce que montre la vidéo, un beta testeur qui a monté le kit sur sa Voron ouverte. Ensuite vient Prusa, qui a prévu dès le départ d'intégrer cette technologie sur sa plateforme CORE One et a noué un partenariat avec Bondtech. Et pour l'instant ils n'ont rien fait de plus que de reprendre les specs de Bondtech. On sait finalement assez peu de chose pour le moment sur ce que ça va donner à terme. A l'image de la XL vs le toolchanger E3D, les technos se ressemblent mais beaucoup de détails sont différents entre les deux. Et enfin entre les deux il y a les fameux 1200 kits "founders edition" d'upgrade pour la CORE One, vendus par Bondtech. Et là j'avoue ne pas savoir si c'est livré ou non, je crois avoir lu que les clients étaient toujours en attente mais sans confirmation de la véracité de l'info. C'est de ceux-là qu'on aimerait entendre parler. Et quand bien même ça serait le cas, il y a fort à parier que la version Prusa "de série" sera assez différente, rien qu'à voir leurs vidéos où ils montrent le développement (toujours en cours) de cette techno chez eux. La vidéo sur la loadcell qui date de seulement un mois montre que la version FormNext de la tête INDX utilisait une PINDA pour le nivellement, et seulement après ils ont intégré la loadcell comme sur les Nextruder. Confirmé par Bondtech : Tout ça pour dire que pour le moment on a aucune idée des vraies specs finales, et encore moins pour la CORE One.
 2 points
2 points -
Thomery n'est pas loin du confluent du Loing, mais juste après !!! Bon anniversaire @lariflette772 points
-
Je suis sûr qu'il y a moyen de faire illusion aussi en Z avec une finition "pixels" en déposant une matrice de petits points sur les dernières couches, façon jet d'encre. Après faut dire qu'entre le modèle pas forcément très visuel, sa taille miniature, le profil d'impression à l'ouest, le choix des couleurs pas très nuancé, j'ai vraiment pas fait d'effort pour sortir un résultat whouaou. Si quelqu'un d'autre a le temps de s'y essayer, c'est vraiment très facile à mettre en place.1 point
-
J'adore ! Après, forcément, l'illusion ne pourra jamais fonctionner qu'en regardant la pièce dans le bon axe (en tout cas jamais sur z)1 point
-
bonsoir, Je viens de finir d'installer ma nouvelle QIDI Q2. je vais vous donner ici mes premières impression. Emballage et colis 9/10. Machine tres bien protégée et calée grace a des pièce dédiée afin que rien ne bouge pendant le trajet. Le seul petit reproche, ce sont certaines pièces qui sont logées dans des creux de protection. J'ai du fouillé mes emballage a deux fois car je ne trouvait pas les câbles pour le branchement de la qidibox Documentation de montage 6/10. un livret de quelques pas et sur la clé USB, le même livré en PDF. Clairement insuffisant. J'ai fouillé un peu sur leur site et j'ai fini par utilisé le post de fran6p. Merci a lui . L'imprimante est fonctionnelle. Il faut que je dessine un pièce afin de l'essayer. Une chose que je regrette, c'est que l'on doit enlever le support de bobine ainsi que le tube PTFE principal pour pouvoir branché la QIDIBOX. Le chemin de cable a deux passage de tube. J'ai donc mis les deux tubes a coté. je verrai ce que ça donne a l'utilisation. Première impression demain. Après il va falloir que je fasse un choix entre garder la QIDI smart3 ou la M1 pro. Je manque de place .
 1 point
1 point -
En effet, de (très) près y'a pas mal de défaut pour des nuances assez timides mais c'est déjà pas mal, merci pour le test1 point
-
Sympa le PLA marbre. J ai une bobine de PLA Bois à tester mais je demandais si pour du fil chargé il n'est pas préférable d'utiliser des buses de plus gros diamètre que le 0,4mm ou en acier trempé (j'ai acheté 4 buses renforcées mais pas encore installé).1 point
-
Merci a tous ceux qui ont fait vivre ce post. Je viens d'installer ma Q2 avec QIDI box grace a vos explications. Celle du manuel sont vraiment insufisante.1 point
-
Avec de l'Évian ou du Perrier ? Non.1 point
-
Il faut une rubrique "Anniversaire"... Bon anniversaire à @lariflette77 et @vap38, et à tous les autres bien sûr !!!1 point
-
Je poursuis le HS : De ce que j'ai vu, la tête de l'INDX embarque un accéléromètre nativement.
 1 point
1 point -
<Modération> Pour éviter les abus, je me suis permis de pixeliser la plaque d'immatriculation. </Modération> Très beau carton. On doit pouvoir y mettre beaucoup de chats. Je tente même si j'en doute. Des bobines de filaments ? (Probablement juste la conso. de la semaine )1 point
-
Salut Lorenzo pour le soucis de filament qui passe mal tu réussi a la faire passer manuellement dans ce cas quand il est pris par l'extrudeur décharge le filament de l'extrudeur et regarde comment il est marqué si la vis de pression est trop serré tu auras un filament légèrement écraser et des marque de dents très prononcé, alors que si il est bien réglé alors tu dois juste avoir de légère marque de dents sur le filament. Pour la partie drivers la U1 utilise comme la J1 de Snapmaker des drivers TMC2240 qui en effet dispose d'une sonde interne précise pour le relever de temp°, d'après le datasheet de ce driver, il support jusque 150°c maxi avant de passer en thermal runaway pour prévenir de dommage et il envoie une alerte arrive a 120°c en générale, 90°c est une temp° conséquente mais pas problématique en pleine charge car cela reste parfaitement gérable pour ces drivers. Après la réponse d'informaticien si en placant un petit ventilo pas bruyant tu réussi a avoir une baisse importante de temp° sa ne fait jamais de mal en soit. Sache que malgré cela je fait pas mal d'impression sur la U1 j'ai plus de 400h d'impression dessus dont pas mal sont entre 10h et 24h de temps d'impression j'ai aucun soucis pour le moment côté drivers en config d'origine mais il est pas impossible que j'apporte un flux d'air un de ces 4 pour apporter un confort supplémentaire aux drivers sur la durée J'ai imprimer une pièce de plus de 20cm de haut hier en PLa marbre de chez conjure j'ai juste indique PLA generique mat de mémoire voila le résultat
 1 point
1 point -
Pas sur si je ne réponds pas a coté de la question... Mais je l'ai fait récemment (BBL studio / P2S) pour une boite WAGO (pour mettre le logo sur la boite. J'ai fait ce que tu as dit: extrudé les lettres de 0.9mm (buse 0.6) et rextrudé les memes lettres en faisant attention a créer un nouveau coprs (donc a la fin j'avais mon boitier, 4 lettres soit 5 corps différents. Dans le slicer (BBL Studio, j'ai importé les 5 stl d'un coup qui se sont placés parfaitement dans le slicer. Ensuite j'ai juste eu a choisir chaque lettre (groupe/objet) et attribuer une couleur. Imprimé sur une cool plate, les lettes en bas en AMS, le résultat au toucher est juste parfait Mais peut etre que je n'ai rien compris... Boîtier Wago - Petite taille - Modèle d'Impression 3D Gratuit - MakerWorld1 point
-
Voilà comment j'avais fait (une méthode parmi d'autres) :1 point
-
Colis reçu ce jour, sur l'emballage il est bien écrit 69 Kg, mais je suis sceptique, je le pèserai ce soir. C'est quoi qui n'y a dedans, hein, j'vous demande. Des infos pour grandement vous aider : ce n'est pas comestible, il n'y a pas de pile à l'intérieur, il ne roule pas, il ne parle pas, il est beau (à mes yeux d'enfant émerveillé par son nouveau jouet).
 1 point
1 point -
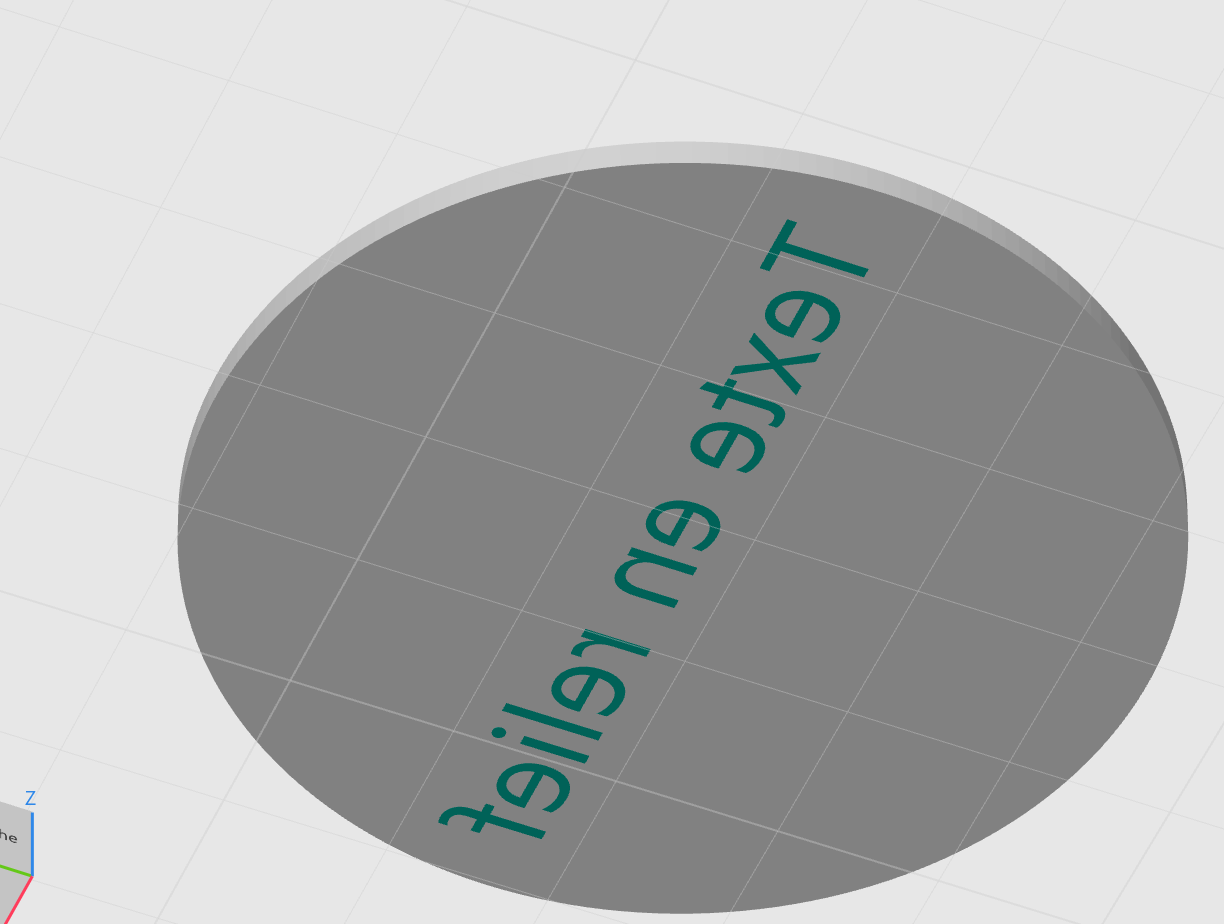
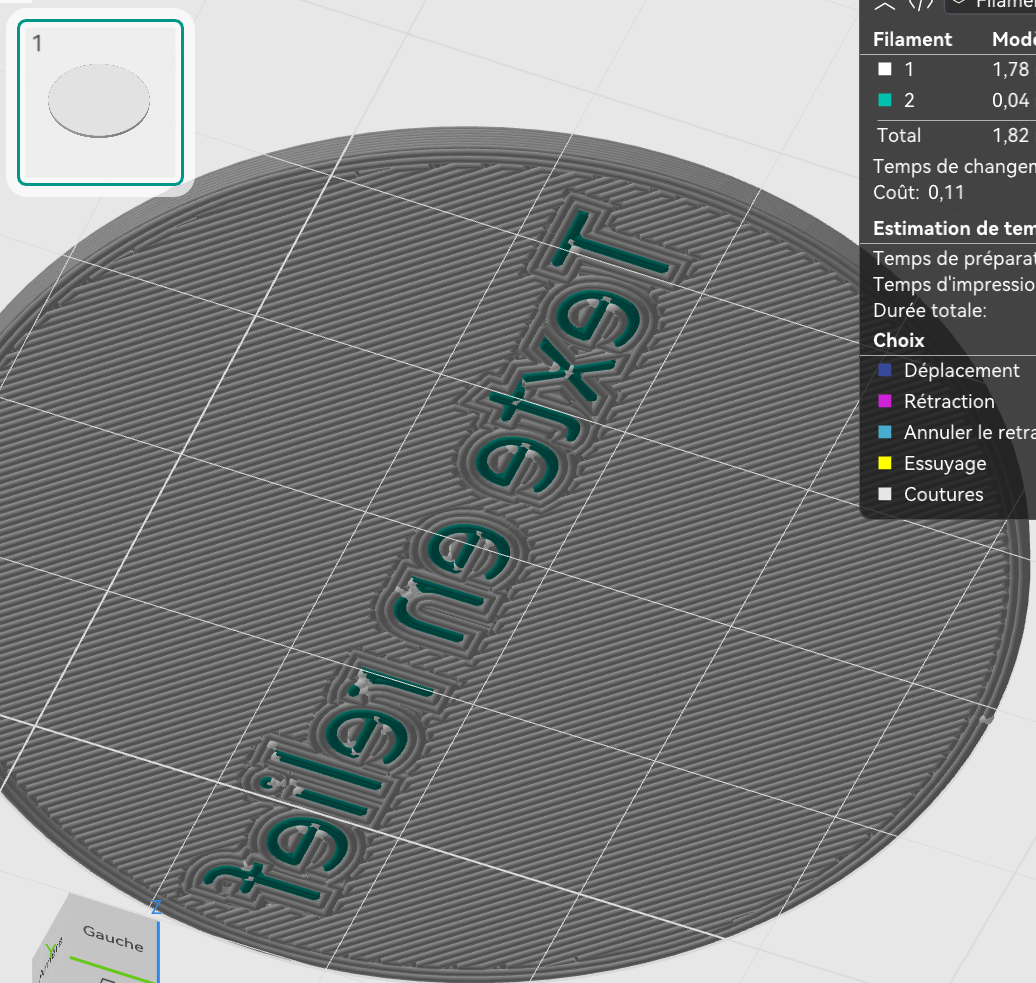
(j'ai pas résisté, j'ai récupéré Orca portable sur le PC du boulot) : Je crois que j'ai une autre proposition. Si on garde l'exemple du sous verre. Idéalement le texte en couleur on le met face contre le plateau. Dans Orcaslicer, j'ai créé un disque. Puis clic droit sur la face supérieure, ajouter une pièce, texte Je fais mon texte, je le positionne sur x et y. Puis je le déplace en z pour que mon extrusion soit plus basse que le Z=0 et qu'elle ne soit plus apparente sur la face supérieure En pratique, le slicer va ignorer tout ce qui se passe en dessous de 0, la partie qui "dépasse" va être supprimée. Par contre, pas besoin de passer par l'outil de peinture pour gérer la couleur, tu peux passer directement par le mode "objets" et sélectionner la couleur Et une fois que tu as slicé, le résultat est celui attendu : La méthode que te propose @PPAC est bien plus propre, puisqu'elle consiste à concevoir d'emblée ton texte et ton sous verre comme deux pièces distinctes, ce qui te permets ensuite d'en gérer les couleurs. Elle te permettra notamment de faire ce que tu souhaites sur tout type de surface (alors que ma bidouille ne fonctionnera que pour la face contre le plateau)
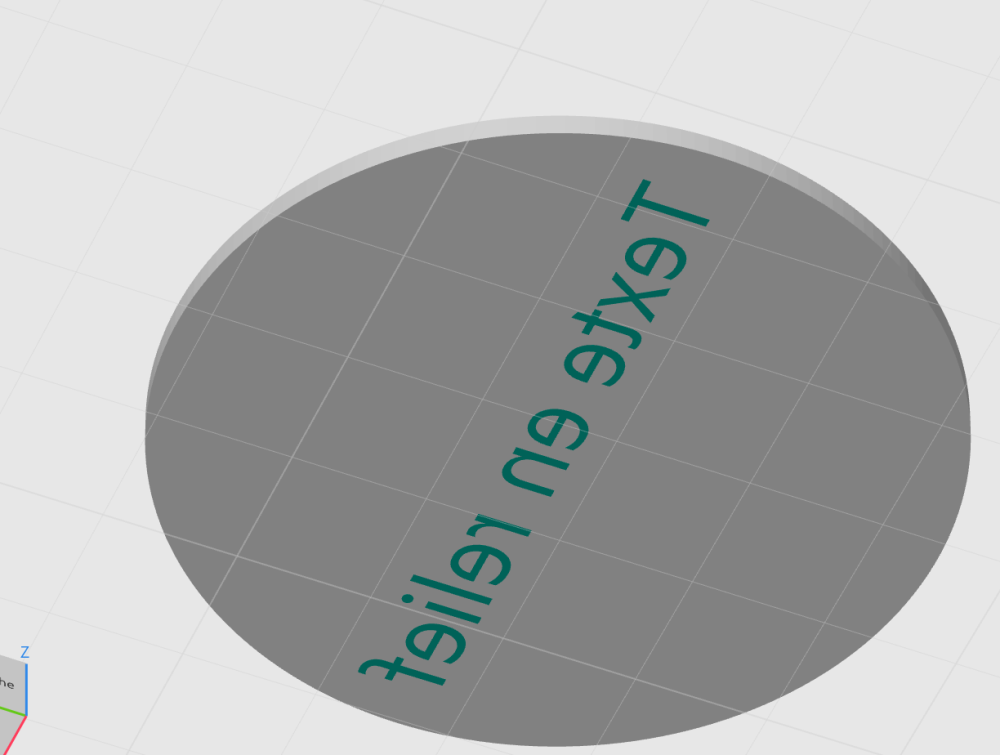
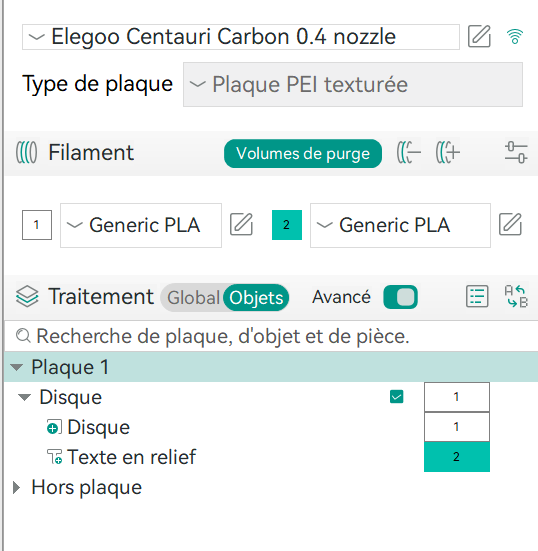
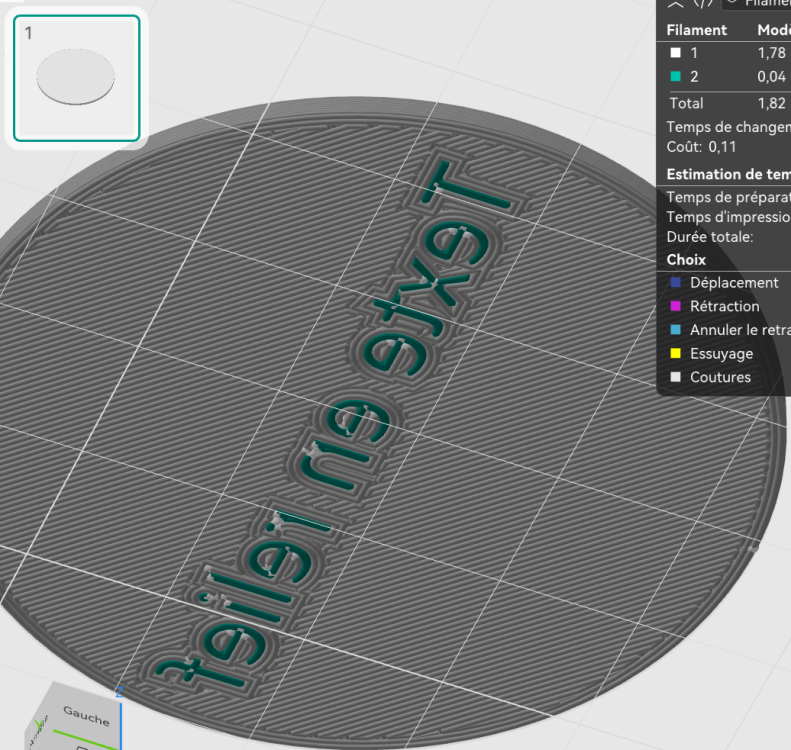 1 point
1 point -
Avec mon imprimante "d'un autre age" , j'écris le texte (en miroir ) en 0,2mm d'épaisseur, puis le reste avec une couche de 0,3mm de façon à passer au dessus des 0,2mm de la première écriture. https://www.lesimprimantes3d.fr/forum/topic/46161-texte-incrust%C3%A9/#comment-481403 Il faut certainement adapter la façon de faire avec les machines "new age" qui changent de filament seules.1 point
-
C'est pas hyper satisfaisant (parce que c'es triché ^^), mais si tu fais ce que tu as tenté initialement, mais avec ton extrusion à + 0,01mm de la hauteur du sous verre, tu auras un petit surplus, j'espère assez pour le colorer dans le slicer. Mais le surplus sera si petit qu'il sera probablement ignoré au moment de découper la pièce. (j'ai pas de slicer sous la main pour tester par contre )1 point
-
Salutations Tu utilises quel logiciel de modélisation 3D ? Si tu essaies sous Elegoo Slicer de faire un clic droit sur l'objet, pour dans le menu contextuel utiliser "split" cela donne quelque chose (obtention de "parts" ) ou l'objet n'est pas scindable ? Sous ton soft de modélisation, il te faut probablement faire une copie du texte, pour utiliser cette copie comme objet pour faire une opération booléenne de soustraction / une différence entre le cylindre/disque et le texte copié. Et éventuellement exporter séparément le texte et le disque soustrait du texte pour avoir deux fichiers. stl que tu "drop" sous Elegoo Slicer d'un coup ( ou pour la copie soustraite, avoir éventuellement ajouté un petit offset de 0.0001 mm pour permettre si tu exportes en un seul .stl d'avoir un objet scindable cf "split" sous Elegoo Slicer car avec un petit espace pour que les sous-objets ne soient pas avec des arrêtes communes )1 point
-
Bigtreetech Pad5 V2 pour Klipper, implant fémoral 3D métal chez Stryker, Sparkx i7, Creator 5, OrcaSlicer FullSpectrum et BMCU open source. https://www.lesimprimantes3d.fr/semaine-impression-3d-532-20260315/1 point
-
Salut, Il faudrait peut-être reformuler le passage sur l'upgrade CORE One+, le kit de filtration n'en fait pas partie, c'est un accessoire optionnel.1 point
-
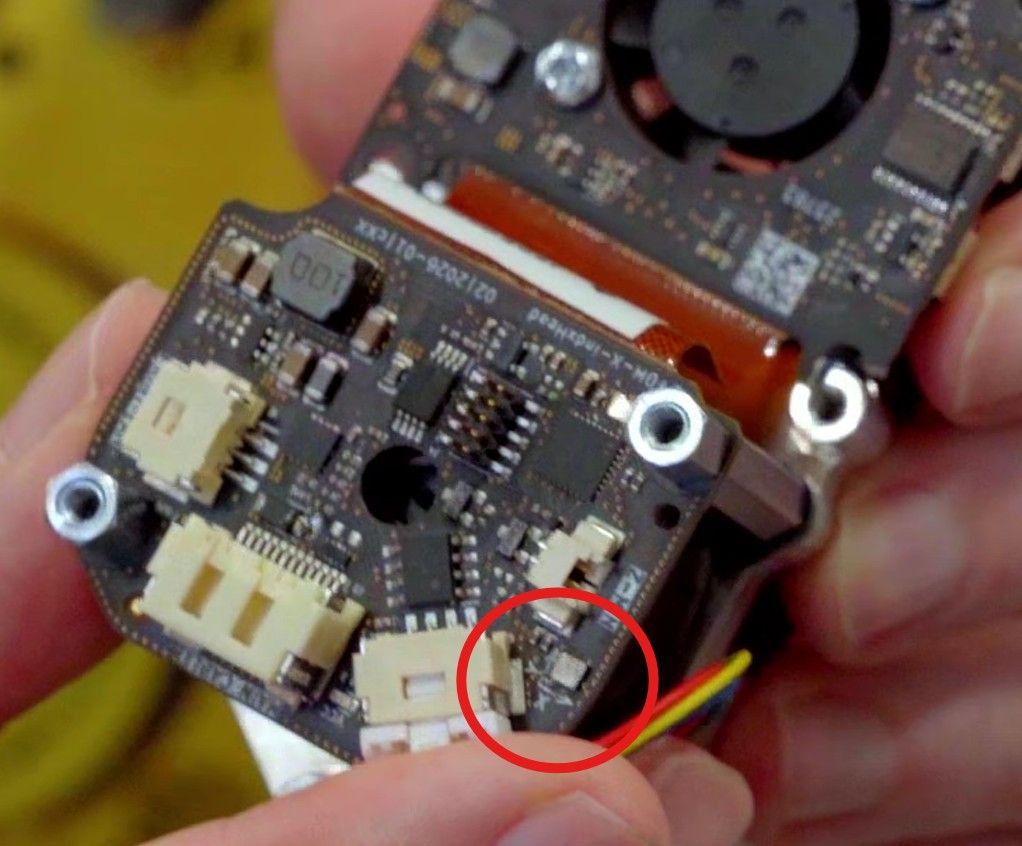
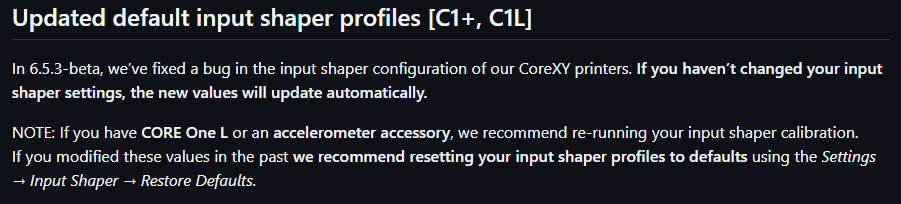
Salut @Brno, si tu veux savoir quelque chose en particulier, n'hésiste pas à demander, si je peux répondre je le ferai. Pour ma CORE One, maintenant qu'elle est toute belle, toute bien rangée dans son placard et tout, je vais devoir.... la ressortir. En effet il y a eu un bugfix qui est passé discrètement dans la release notes du firmware 6.5.3-beta qui concerne les CoreXY. Pas d'info précise si la XL est impactée, elle ne fait pas partie des machines concernées par cette branche de firmware. Sur la release notes de la version 6.5.3-RC qui devrait être très proche de la finale, ils ajoutent pour les CORE One : Comme bien évidemment j'avais procédé à une calibration de l'input shaper via l'accéléromètre (optionnel sur la One+, intégré sur la One L), je dois le refaire. Sauf que pour brancher le câble de l'accéléromètre c'est à l'arrière, sur le boitier WiFi. Donc je dois sortir la machine du placard. Et faut être deux, un qui porte la machine, l'autre qui débranche le cable d'alimentation. D'après les retours sur le forum de Prusa sur ce bugfix passé inaperçu, les machines deviennent plus silencieuses. Pas de retour encore sur la qualité des impressions, but premier de l'Input Shaper. Quand j'aurais un moment j'essaierai de faire un avant / après, mais ça sera pas pour tout de suite.

 1 point
1 point -
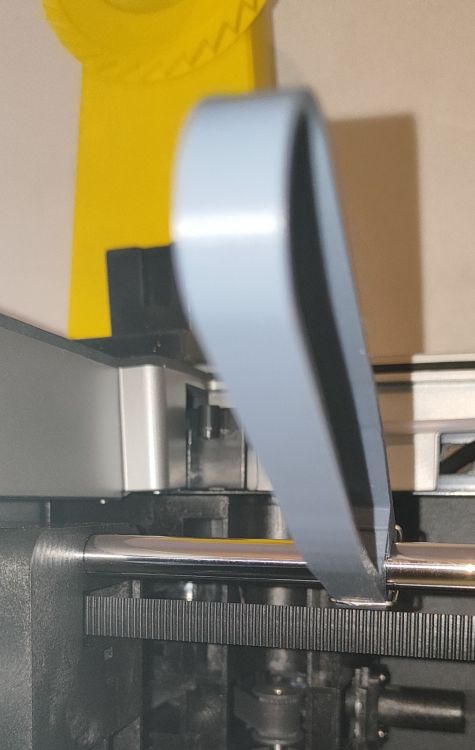
Je suis curieux de savoir ce qu'ils entendent par là. Je sais que sur la One+ et la One L ils ont ajouté un débrayage du capteur de filament latéral car ça coinçait facilement à l'entrée (jamais eu de soucis cependant avec le 95A). Mais le coude juste avant la tête d'impression reste difficile à passer avec les filaments très souples. De ce que j'ai vu le plus simple reste de démonter le PTFE à l'entrée de la tête pour passer le fil directement, on peut le remettre ensuite. Pour l'INDX on en sait rien encore, mais techniquement sur le papier ça devrait être plus facile car c'est le même principe que pour la XL, les filaments restent pré-chargés dans les buses. Un gros bémol cependant, le passage à l'INDX implique de changer l'extrudeur. Et ce n'est plus du tout le même extrudeur connu et fiable que sur les modèles MK4/CORE One/XL (Nextruder), donc on a encore aucune idée de la fiabilité de l'entrainement, surtout lors des changements d'outil (le filament est relâché puis réagrippé à chaque fois).1 point
-
je ne sais pas si cela existe déjà mais voici un petit accessoire que j'ai fait pour huiler les colonnes et axes. Cela facilite grandement l’opération.
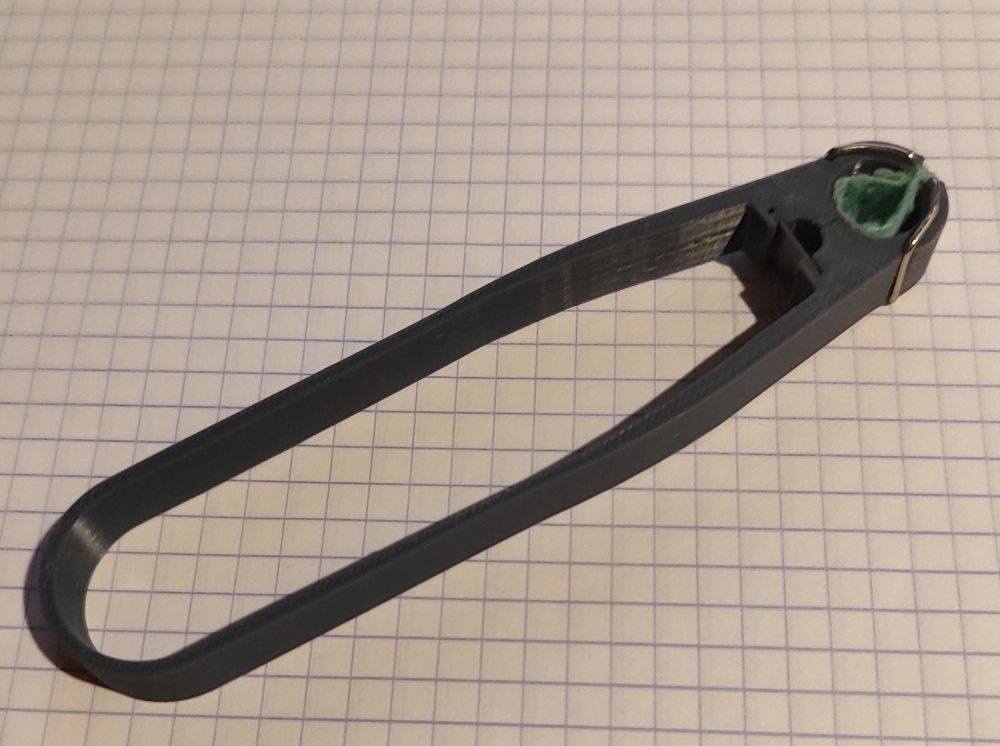
 1 point
1 point -
bonjour je viens de découvrir le sujet moi je commence par chercher pour quelle raison cette pièce a cédé si c'est la partie qui protège le réducteur pourquoi elle n'est pas vendue en pièce de rechange, tout fusible est remplaçable, si la pièce a cédé il faut chercher la cause en premier lieu, il y as surement quelque chose qui coince sinon tous les possesseurs de cet appareil sont en panne, peut être la taille ou la forme ou la qualité des granulés, je vérifierai tout avant de passer a un engrenage métallique qui ne résoudra pas le problème puisque c'est une autre pièce qui vas céder1 point
-
Les photos des pièces imprimées en PLA montrent un souci de remplissage des dents sur la denture externe. A voir les paramètres soit de moteur de slicing ou de largeur de trait ne sont pas bons et il manque de la matière au tiers de la dent. Donc bien plus fragile. Une solution est de passer sur le moteur de slicing Arachnee si présent dans le slicer, sinon réduire la largeur de trait. Globalement on peut jouer de +/- 20% du diamètre de la buse sans soucis. Au delà, c'est possible, mais pas avec toutes les matières, il faut faire des essais. Par exemple une buse de 0.4 peut descendre à une largeur de trait de 0,3 mm et monter à 0.5 mm sans trop de soucis avec du PLA. Il faut également vérifier les paramètres qui filtrent les gaps dans les périmètres et l'infill.1 point
-
Appel téléphonique de FeDeX... Nous avons une imprimante à vous livrer Faudra venir la chercher au dépôt Pourtant aucune information sur le site pour le suivi Pour une commande passée le 20 novembre, le délai nous mène au 13 mars. Les deux mois d'attente annoncés montent à presque quatre Pas l'occasion de la déballer avant le week-end prochain Je ferais un ch'tit reportage photo de montage et mise en route de cette MAX4 avec sa QidiBox si j'en ai le courage1 point
-
Un petit retour d’expérience sur une résine que j’utilise beaucoup. Comme j’ai été le premier à rechercher des infos sur des résines je me suis dit autant faire profiter de mon expérience sur la résine que j’utilise le plus. J’ai cherché, il y a plusieurs mois, une résine pour imprimer des sculptures. J’en ai testé plusieurs! Les résines de chez Sunlu, leurs prix étant assez avantageux, puis j’ai aussi testé quelques résines de chez Inslogic qui sont d’ailleurs très bien.Et plusieurs résines de chez Anycubic, ben oui, lorsque tu commences, avoir des infos constructeur sur les paramètres d’impression cela aide tout de même. Puis je suis tombé sur la résine Anycubic Textured 14K, et là, cela a comblé toutes mes attentes. Attention celle-ci sont peut-être différentes des vos? J’ai passé depuis plus de 40Kg de résine Anycubic texture 14K, et ceux dans différente couleur selon les disponibilités et j’ai appris à changer mon film de bac, ptain c’est bien galère lorsque tu dois produire, donc deuxièmes bacs pour ne pas arrêter d’imprimer lorsque ton film s’use. L’Anycubic Texture 14K est une bonne résine, et j’ai aussi trouvé le moyen d’être très constant avec cette résine, en passant systématiquement mes bouteilles dans un bain-marie, pour faire monter la température du produit avant de la mettre dans le bac, ma Anycubic M7 n’ayant pas de chauffage. Bon forcément en été cela sera sûrement moins important. Une autre résine pourrait aussi être très intéressante, je l’ai acheté, mais pas encore essayé, ayant trouvé chaussure à mon pied avec l’Anycubic. Mais elle vaudrait aussi le coup de la tester. C’est l’Inslogic High Detail Resin. Voilà, n’hésitez pas si vous avez besoin de plus d’infos, si toutefois je peux vous aider?1 point