Classement




Contenu populaire
Contenu avec la plus haute réputation dans 25/03/2026 dans Messages
-
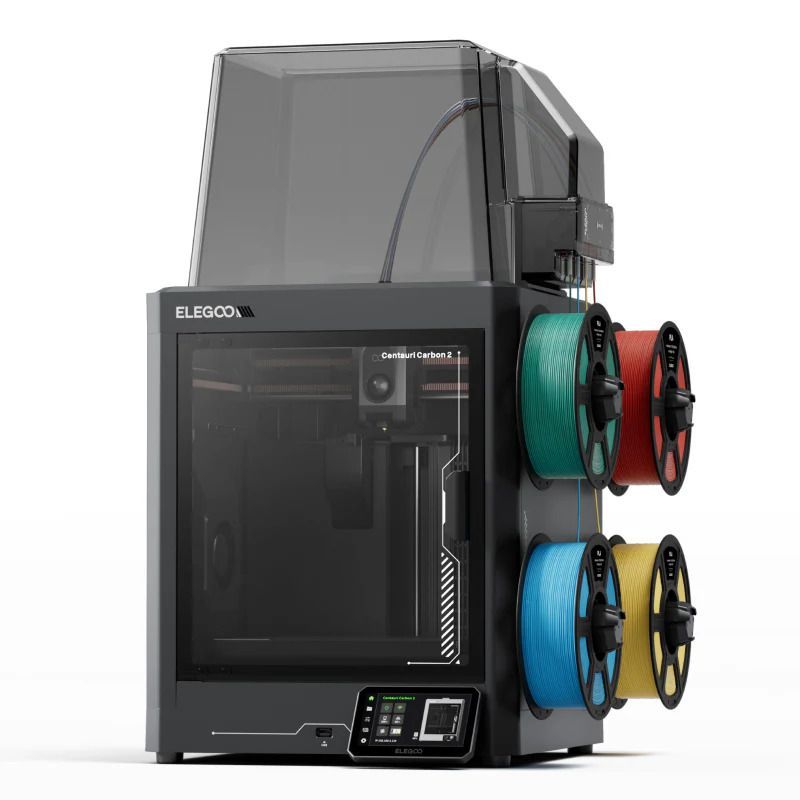
Présentation de l'imprimante 3D Elegoo Centauri Carbon 2 Combo, livrée en standard avec le système Canvas pour mélanger matériaux et couleurs https://www.lesimprimantes3d.fr/elegoo-centauri-carbon-2-combo-presentation-20260325/3 points
-
Développement Build weekly-2026.03.25 je viens de voir qu'une version freecad version DEV du 25/3/2026 est en téléchargement. Download the appropriate asset for your OS below Unpack the bundle to any folder on your system Launch the application Windows Run \FreeCAD.exe in the extracted directory macOS Launch /FreeCAD.app in the extracted directory Linux Open the *.AppImage Pour les freecadiens interessés Le lien : https://github.com/FreeCAD/FreeCAD/releases/tag/weekly-2026.03.252 points
-
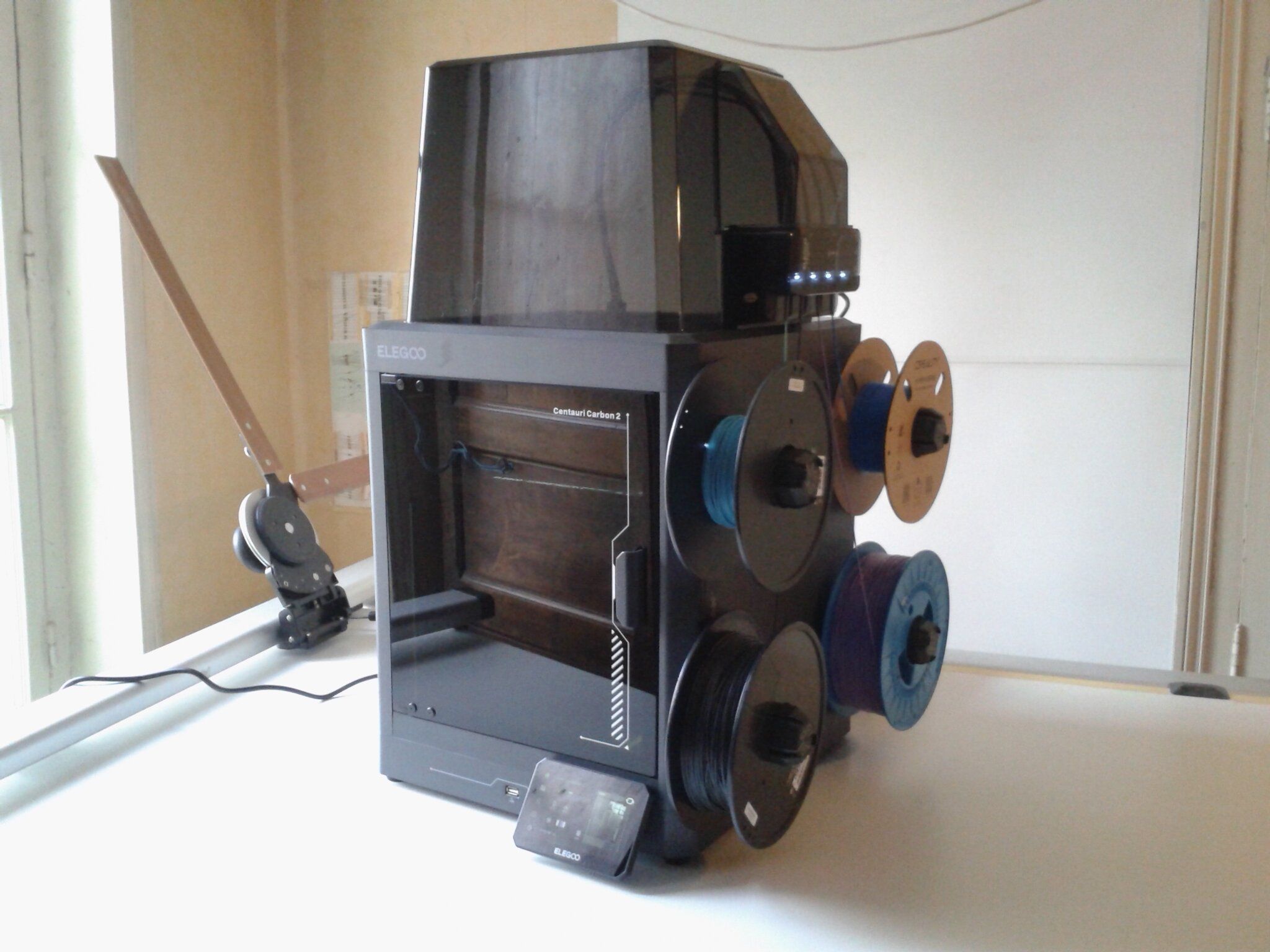
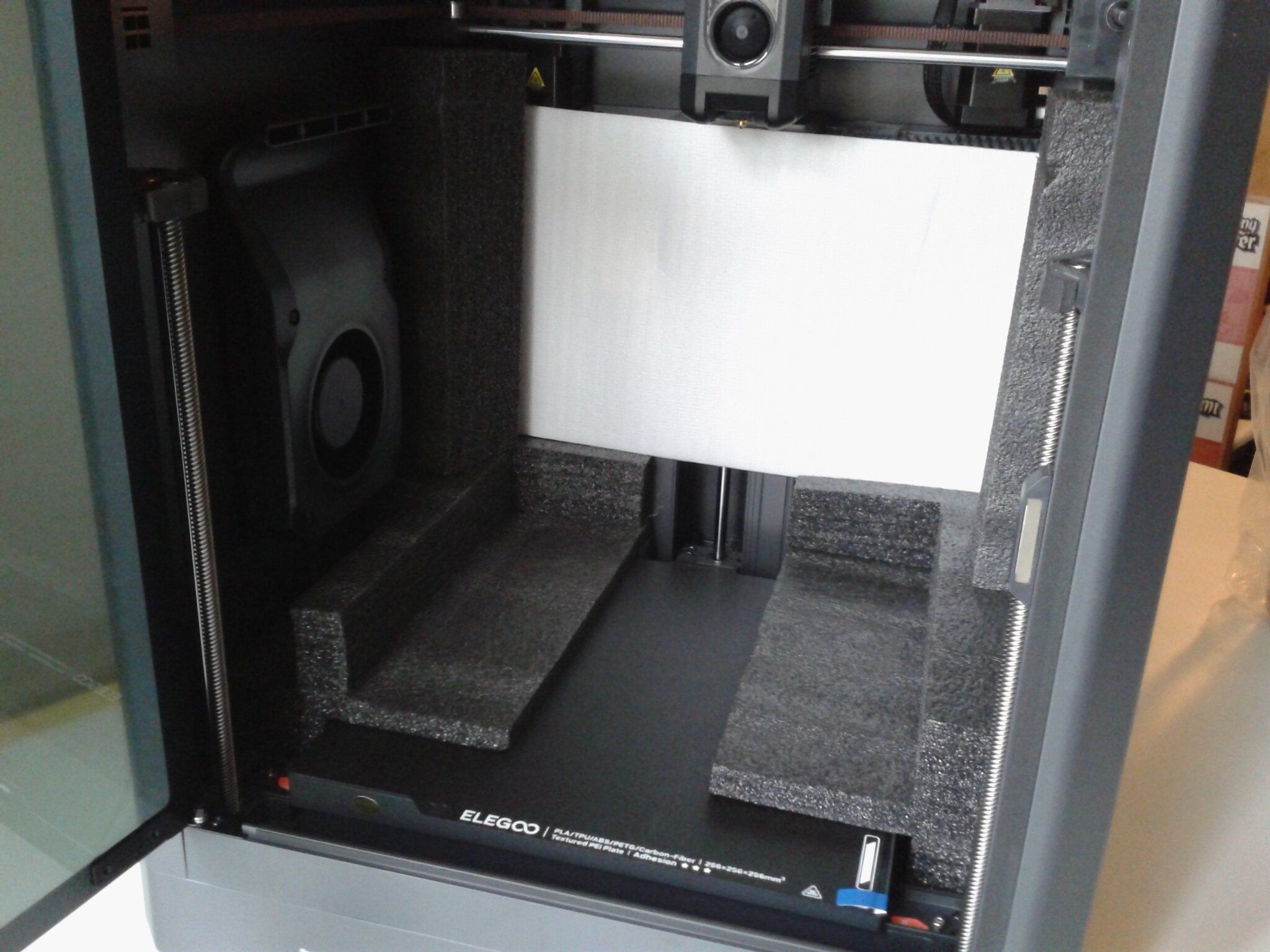
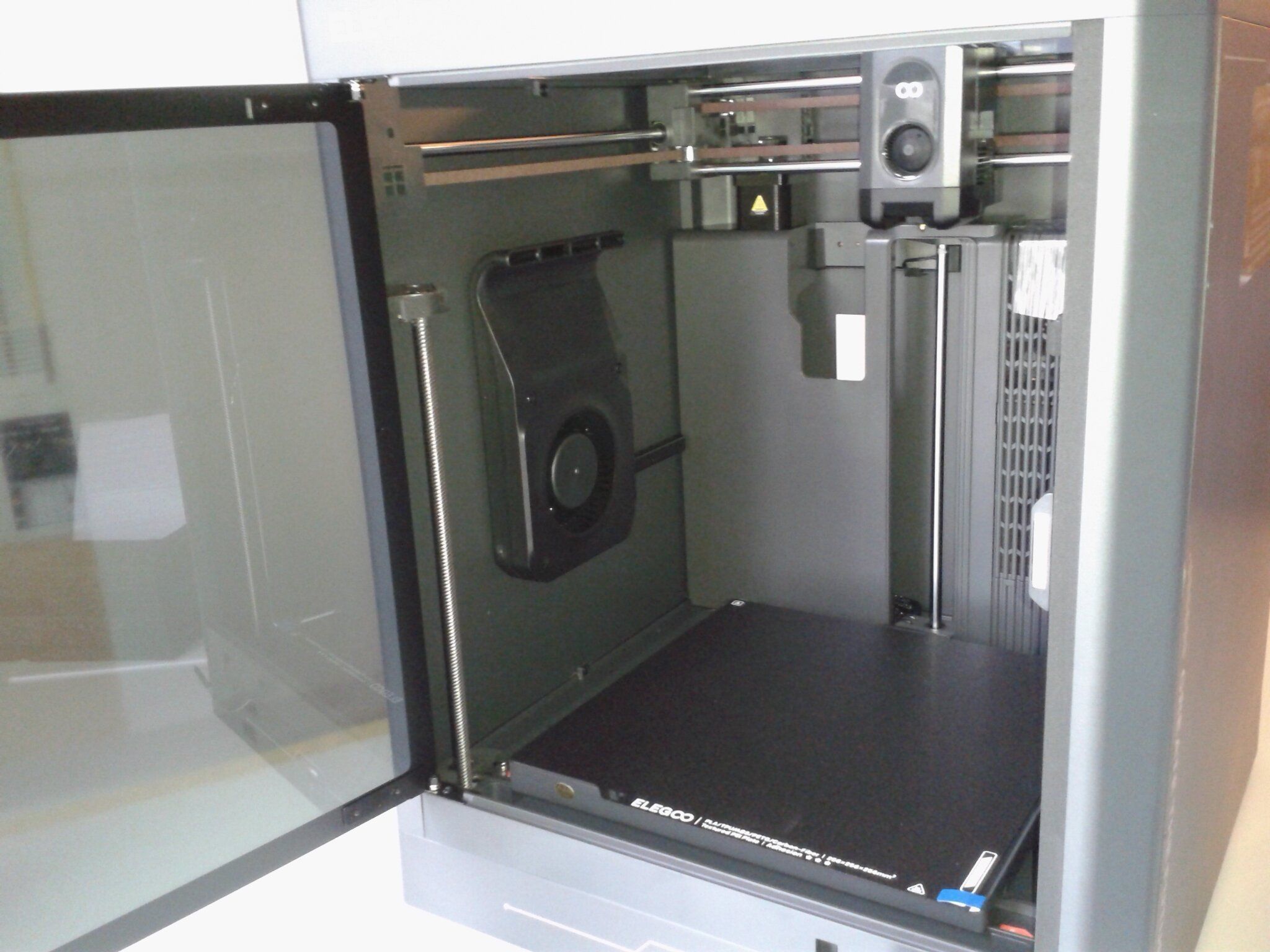
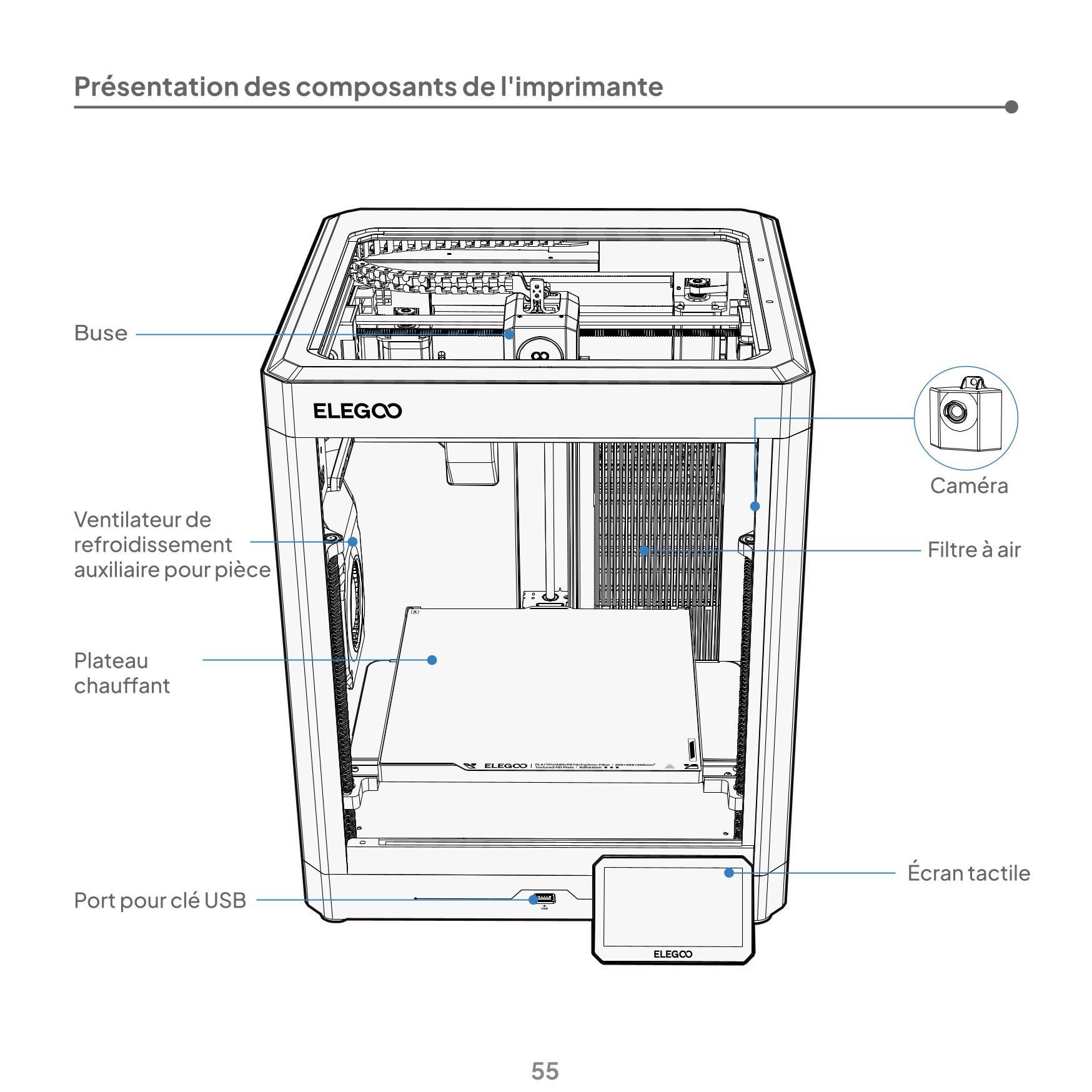
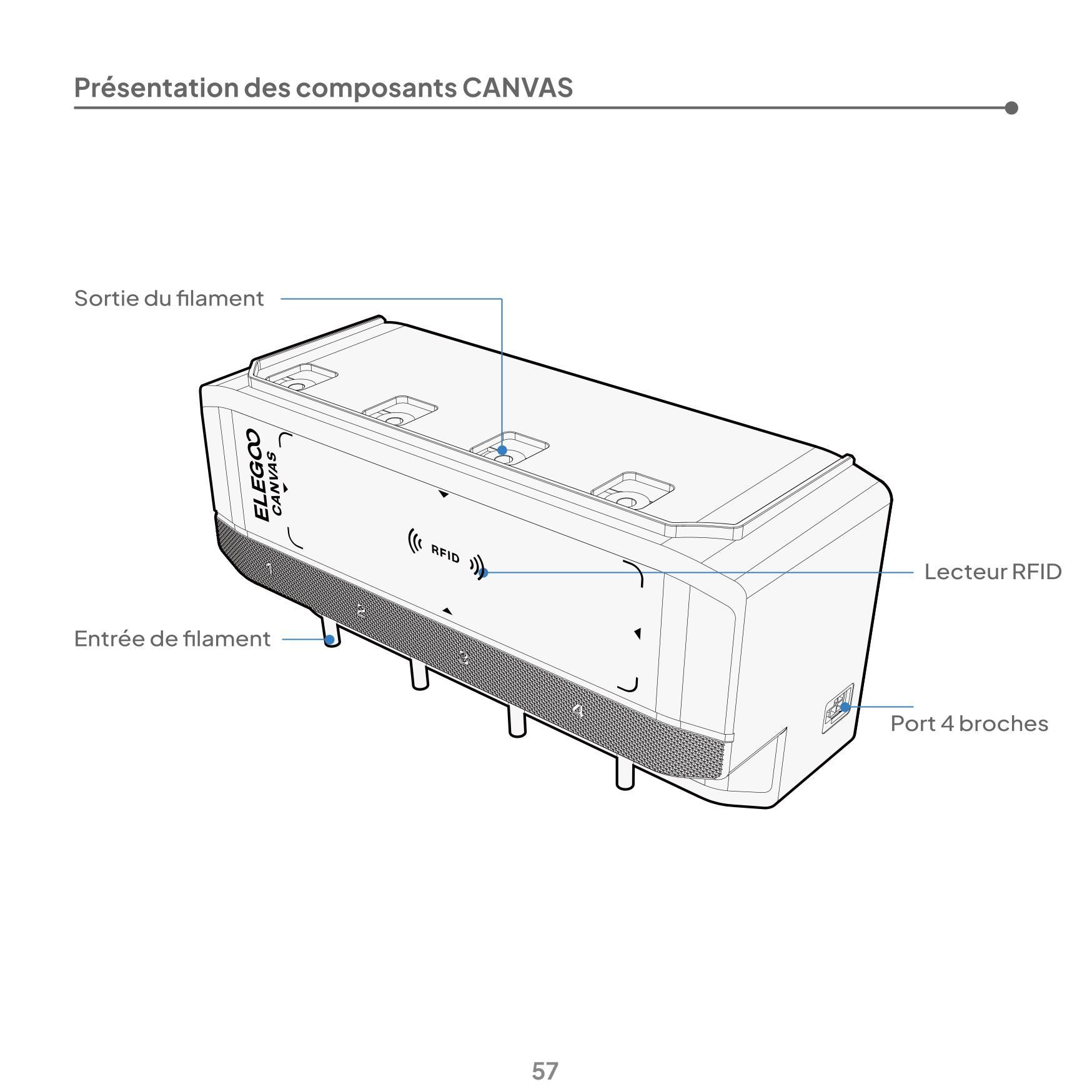
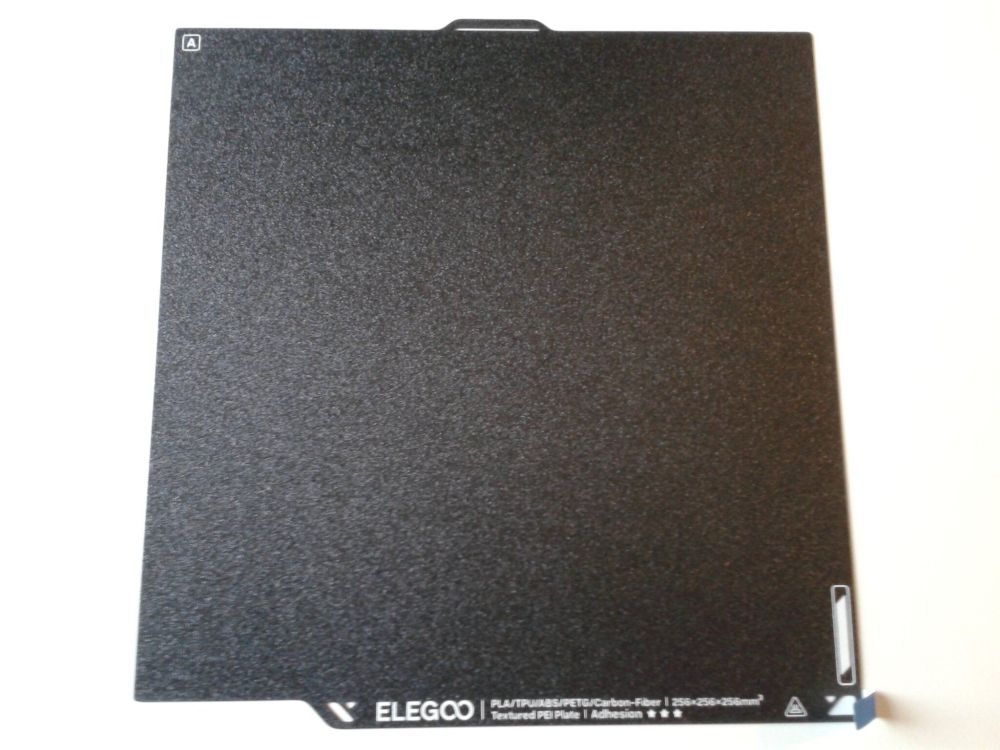
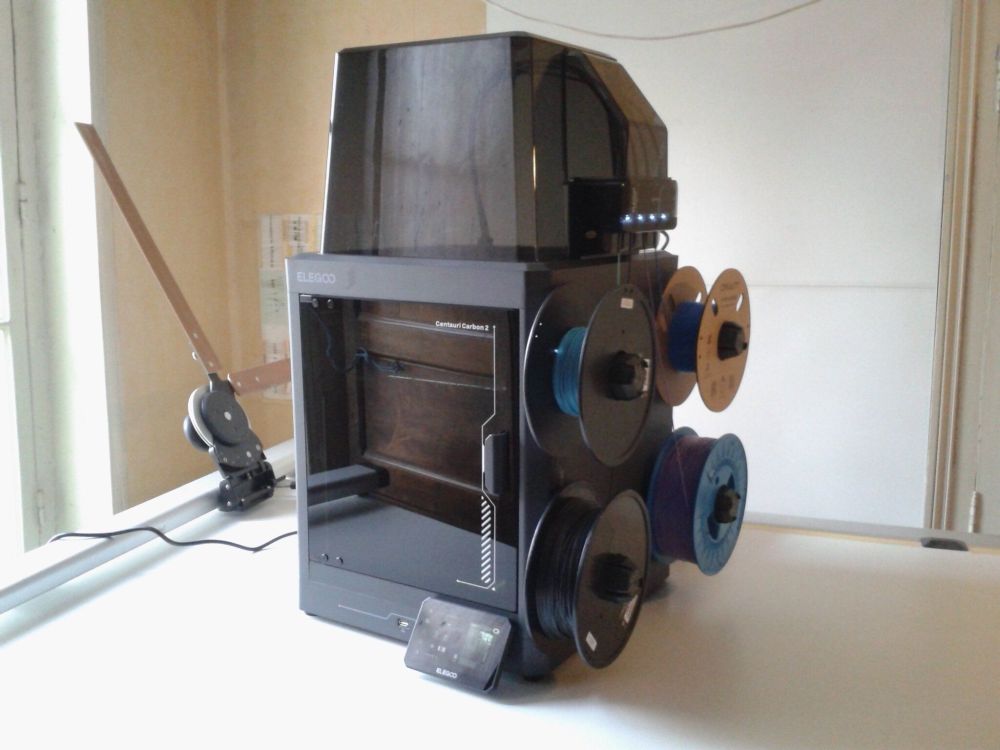
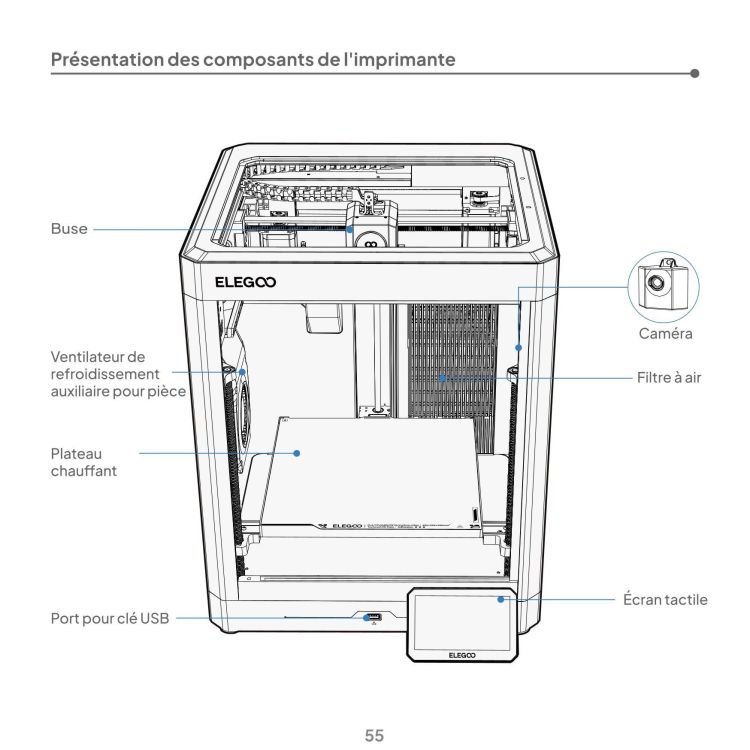
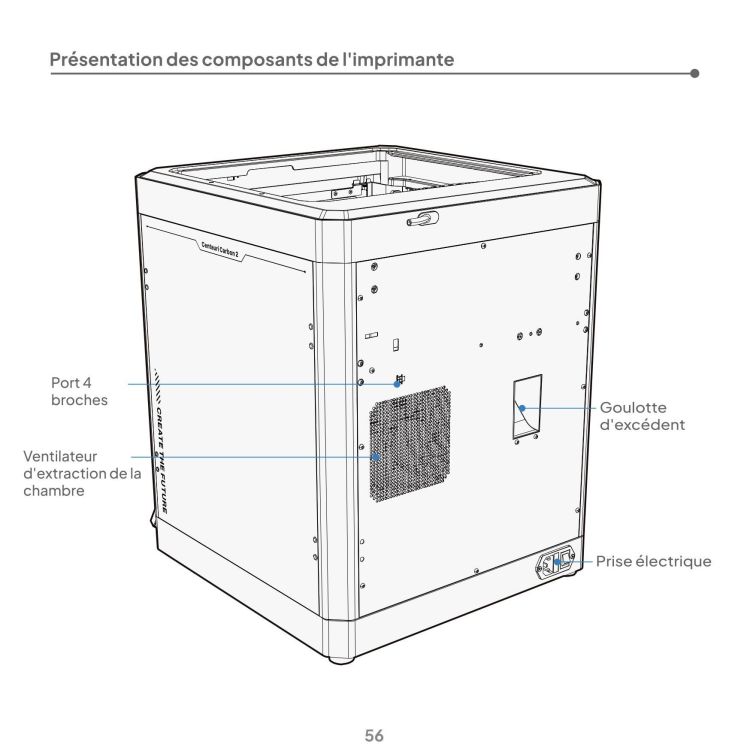
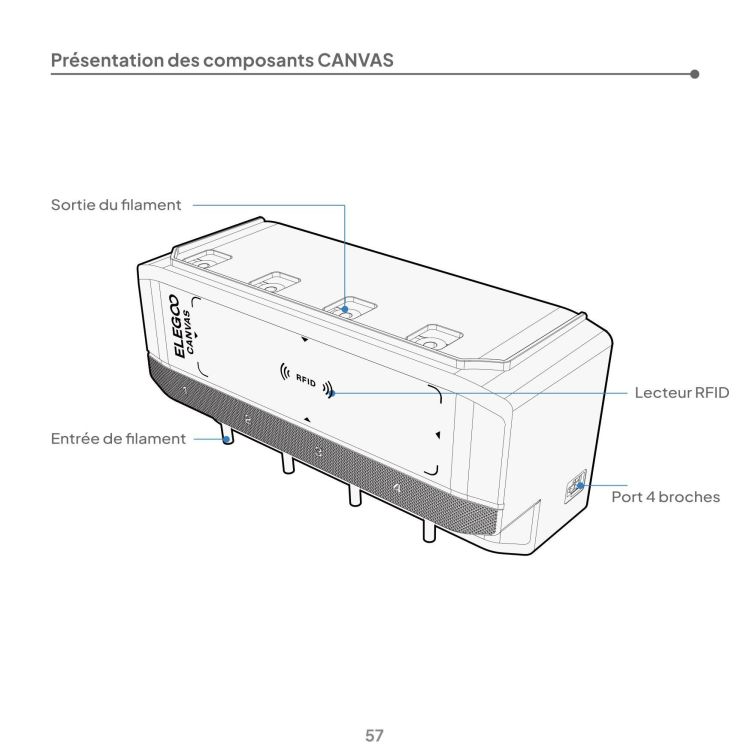
Salutations J'ai le plaisir d'avoir reçu pour la tester une Elegoo Centauri Carbon 2 Combo. Félicitations à @Kachidoki pour l'avoir identifié lors du "Quoi qu'est-ce ?" de son carton. Une imprimante FDM core XY, vitesse maximale d'impression de 500 mm/s, accélération maximale des déplacements X et Y de 20000 mm/s². enceinte fermée et ventilée une tête d'impression avec une buse de 0.4 mm de diamètre en "Acier trempé au laiton" pouvant monter à 350°C coupe filament mécanique, détection de fin de filament un plateau chauffant avec une plaque flexible magnétique double face (face texturée spéciale haute température et face plus finement texturée spéciale adhérence PLA) pouvant monter à 110°C un système de nivellement automatique en 121 points de mesure (quatre capteurs type jauge de déformation répartis sous chaque coin du plateau) un système CANVAS qui permet le chargement et changement automatisé d'un maximum de quatre bobines fixé sur le côté droit de la machine "Sur le papier", un volume d'impression de 256 x 256 x 256 mm (L x P x H), mais il faut noter qu'il y a une zone de 10 x 20 mm sur le coin avant droit de cette surface d'impression, qui ne sera pas utilisable car réservée pour les déplacements qui déclenchent/poussent le levier du coupe-filament mécanique sur la tête d'impression un système d'exploitation "Elegoo OS" qui embarque un dérivé de Klipper (verrouillé, configuration Klipper non accessible ou modifiable), une caméra pour surveiller l'impression dans le coin avant droit de la machine Wi-Fi ... Liens utiles La Elegoo Centauri Carbon 2 Combo sur le comparateur https://www.lesimprimantes3d.fr/comparateur/imprimante3d/elegoo/centauri-carbon-2-combo/ Page wiki de la Centauri Carbon 2 Combo sur le wiki d'Elegoo https://wiki.elegoo.com/en/centauri-carbon-2-combo Manuels utilisateur et fichiers de tests de la Centauri Carbon 2 Combo sur le site d'Elegoo https://www.elegoo.com/pages/download ("3D Printers (Firmware, Manual, Model)" -> Serie "Centauri 3D Printer" -> Model "Centauri Carbon 2 Combo") Manuel utilisateur en Anglais (en) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Centauri Carbon 2 Combo User Manual-(Multilingual)-V1.4.pdf Manuel utilisateur multilingue (en, es, fr, it, de, zh) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Centauri Carbon 2 Combo User Manual-English-V1.4.pdf modèles 3D (.stl) et fichiers d'impressions pré-tranchées (.gcode) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/3DBenchy.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/CC2 MINI.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/ELEGOO Nameplate.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/The Buddha.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Spool adapter.zip (pour les bobines ayant une ouverture centrale d'un diamètre de ~72-73 mm comme certaines bobines Anycubic, JAYO, ... en plastique) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Scraper.zip (lame et vis fournis dans les accessoires de l'imprimante) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/PTFE Tube Tool.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Otter.zip Invitation Discord "ELEGOO Official" https://discord.gg/ywHDszeTZy Dans "Salon et rôles", à la question "What printer models are you interested in?" activer le bouton "Centauri" pour avoir de visible les salons de discussion sur la série des Centauri Carbon. Pour contacter le SAV / support technique, d'Elegoo https://www.elegoo.com/pages/contact-us OpenCentauri https://docs.opencentauri.cc/ (documentation et firmware open source en cours de développement pour la "Centauri Carbon" et "Centauri Carbon 2" ) Documentation sur le matériel de la "Centauri Carbon 2" https://docs.opencentauri.cc/hardware/CC2/ Documentation sur les mises à jour du firmware (avec liens vers anciennes versions du firmware) de la "Centauri Carbon 2" https://docs.opencentauri.cc/software/updates-cc2/ //À compléter Sujet en cours de réalisation, il sera édité et complété prochainement.
 2 points
2 points -
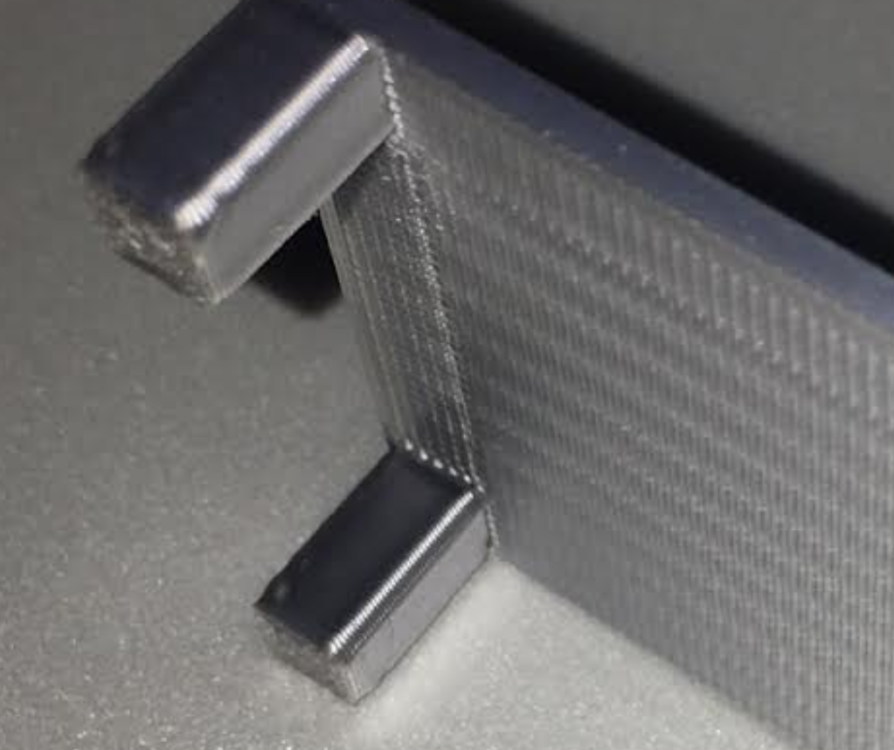
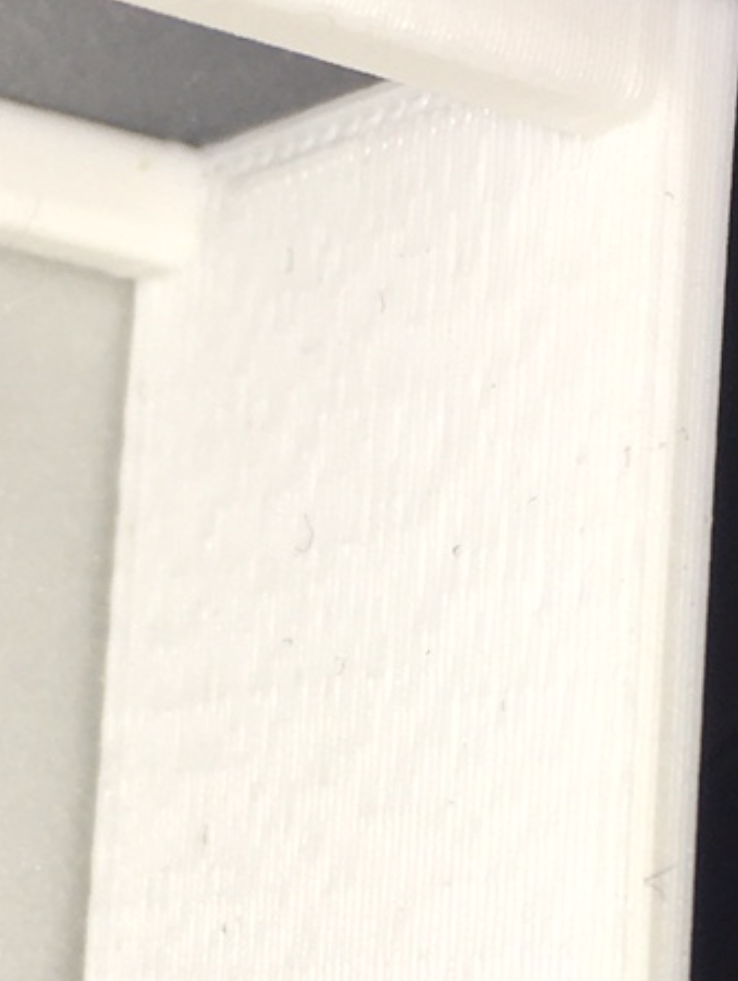
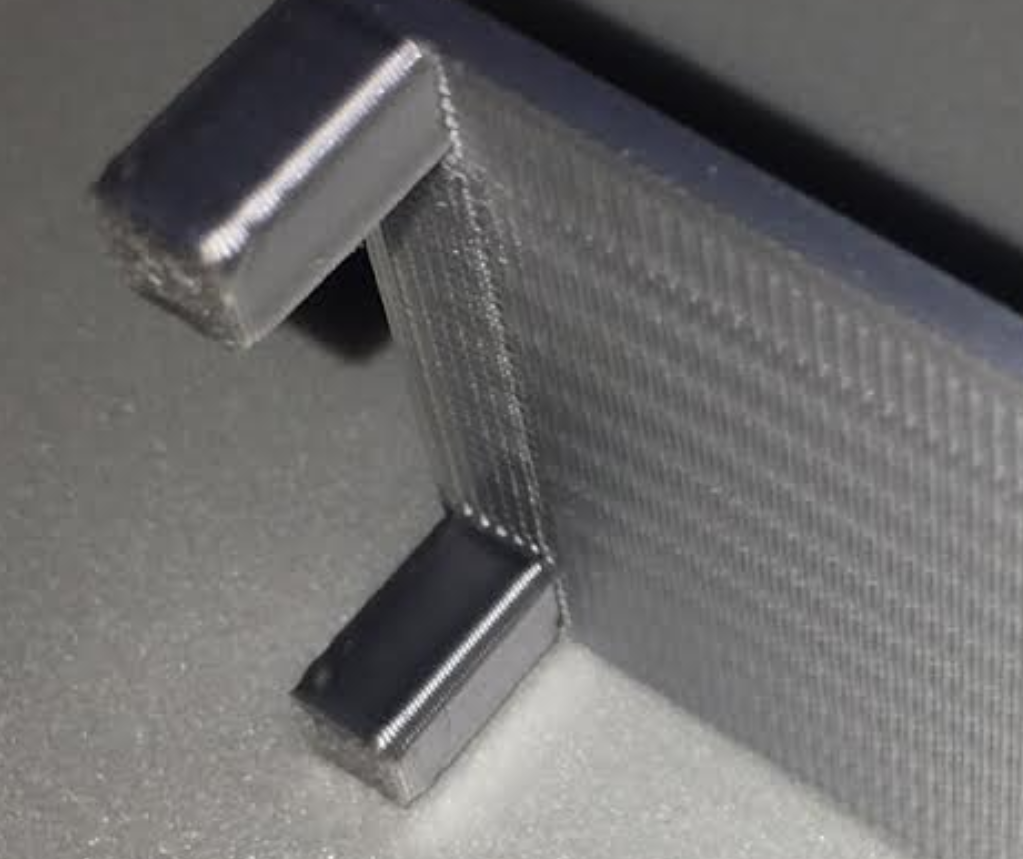
Pour le Z En principe, pour savoir si un support va pouvoir se retirer facilement on observe le tranchage pour voir si entre le support et la pièce il y a bien une couche vide. Lorsque je lis 0,15 ou 0,25mm d'espace, c'est juste pas possible si l'on travaille en 0,2mm par couche, l'intervalle sera de 0,2mm ou rien. L'observation du tranchage est fondamental pour savoir si le support va se détacher facilement. Comme la taille de mes pièces en Z est toujours par multiple de 0,2mm, l'espace dans le trancheur sera toujours de 0,2mm. Dans les autre cas, il faudra donc l'ajuster en fonction de ce que l'on voit sur le tranchage, une couche vide entre le support et la pièce. Il n'y donc pas une valeur générique mais une valeur différente pour chaque cas. Un support se détache facilement parce qu'il manque une couche entre lui et la pièce imprimée. Pour ceux qui utilisent une autre matière pour créer l'interface, on a alors un support qui est de la même matière que la pièce mais la ou les dernières couches sont d'une matière différente (il faut avoir un AMS ou similaire pour utiliser cette option). Par exemple une pièce en PLA et son interface en PETG. Dans ce cas, comme les deux matières ne se collent pas entre elles, il n'y a pas de vide entre le support et la pièce. Sur Bambu Studio on ne doit pas utiliser l'option Support/base d'interface si on dispose pas de deux matières distinctes, interface et pièce. Pour X,Y on doit mettre une distance suffisante pour que le support ne se colle pas à la pièce. Pour moi c'est 0,35mm mais on peut aller jusqu'à 1mm, rien ne va s'écrouler. Dernièrement pour exercice j'ai imprimé en PLA une table à 4 pieds et le plateau en haut. J'ai donc mis un support au dessous avec une interface d'une coucher en PETG. Une fois imprimée, j'ai retiré très facilement le bloc support et ensuite d'une pièce la couche d'interface en PETG. Le dessous de la table est donc bien plus propre que sans couche d'interface, mais dans les deux cas le support se retire très facilement. Sans interface (couche manquante entre support et pièce) On remarque des fils qui tombent de 0,2mm. Au toucher c'est un peu rugeux Support avec interface PETG. Au touché c'est comparable à une couche de dessous ou dessus
 2 points
2 points -
Voici une presse intéressante chez Xtool qui regroupe plusieurs fonctions :
 2 points
2 points -
Tu ne peux pas les transformer en gaufrier ? Ok, je sors et je vais aller faire le jaloux ailleurs2 points
-
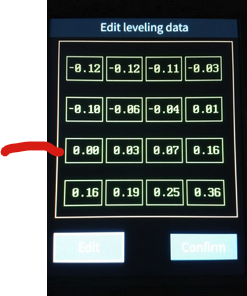
Autant qu'il me semble sur la ender3 v3 SE, Le zéro de la buse est fait vers l'avant gauche avec le capteur de pression situé sous le plateau (fixé par la vis avant gauche) Ensuite pour le leveling c'est le Crtouch qui est utilisé, donc le z-offset est automatique. Tu as bien refait un leveling enregistré, ton Crtouch n'a pas bougé (ou jeu) suite à l'incident ? @PPAC qui a testé cette imprimante pourrait t'en dire plus .
 2 points
2 points -
Tout à fait Pascal, et avant que tu me fasses la traditionnelle blague, je l'ai pris en précommande.2 points
-
Tu as encore de belles années devant toi C'est pour ça que l'impression 3D est parfaite pour nous les retraités/seniors/vieux/personnes âgées... Car ça nous oblige à réfléchir et apprendre de nouvelles choses, il faut bien sûr être passionné et effectivement ça empêche le déclin cognitif encore que lorsque ça arrive on ne s'en aperçois pas J'ai comme exemple ma mère de 94 ans qui vit seule chez elle, tant qu'elle est dans son environnement habituel tout va bien (ou presque ) mais le jour où quelque chose change c'est la cata, sa télé est tombée en panne je lui en ai acheté une autre mais là télécommande n'était pas identique et bien elle ne pouvait pas s'habituer et cela malgré tous mes efforts pour lui expliquer, heureusement j'ai réussi à lui trouver une autre télécommande compatible pratiquement identique à l'ancienne et là tout est revenu à la normale2 points
-
2 points
-
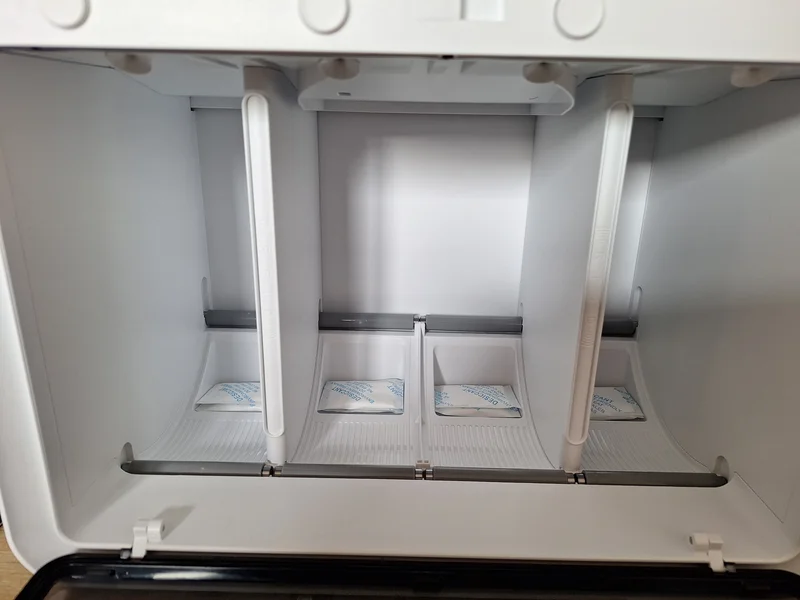
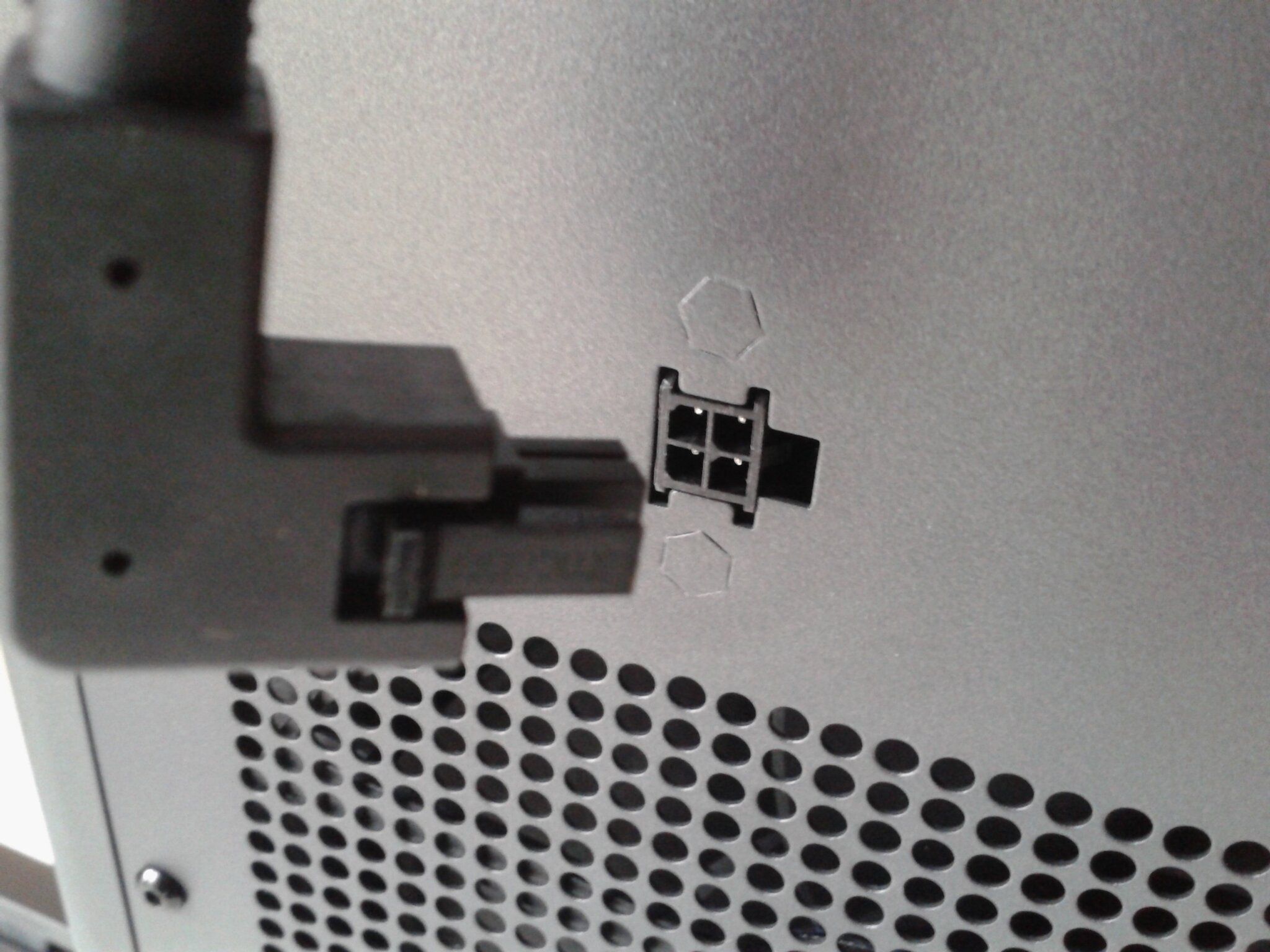
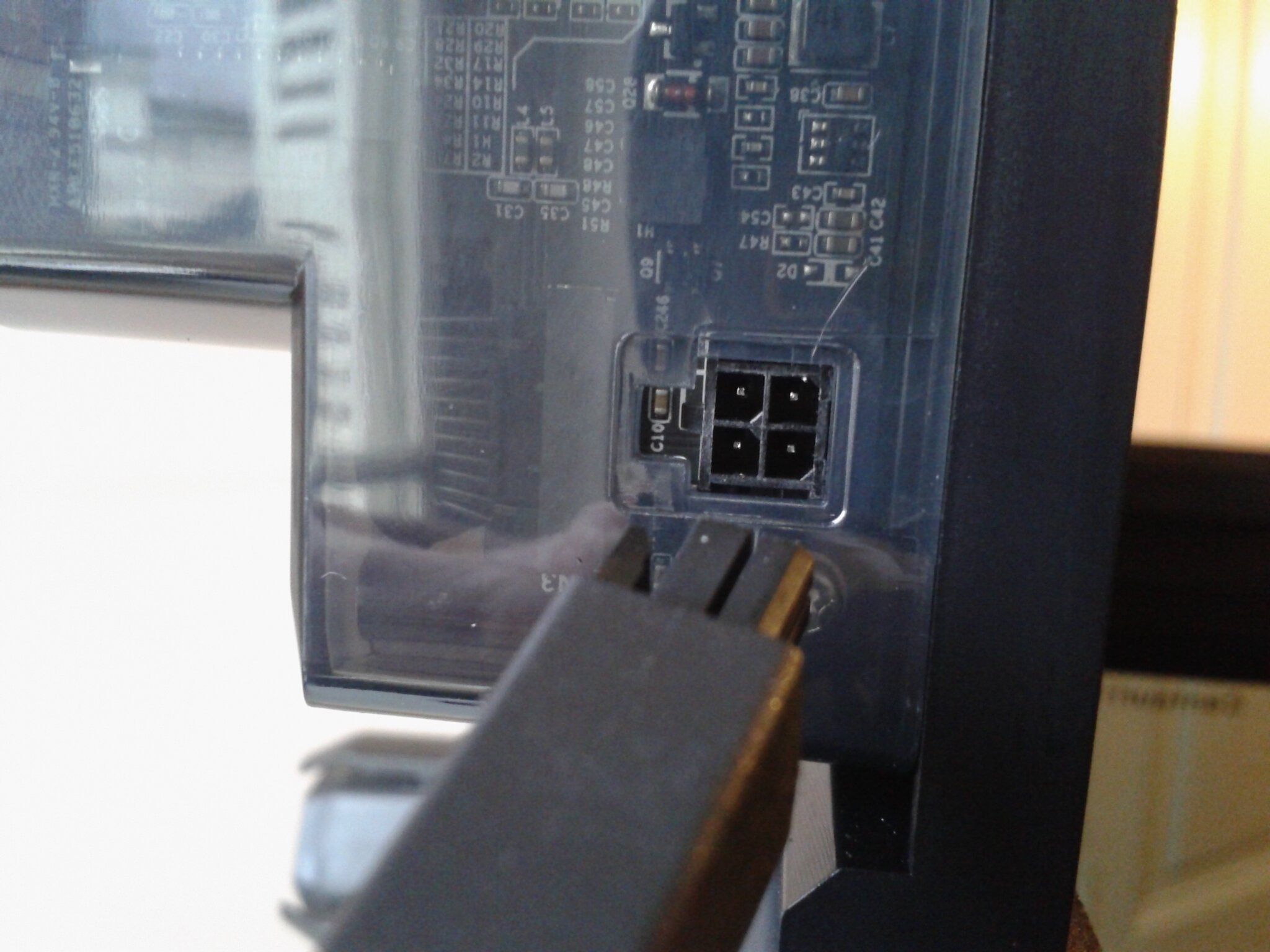
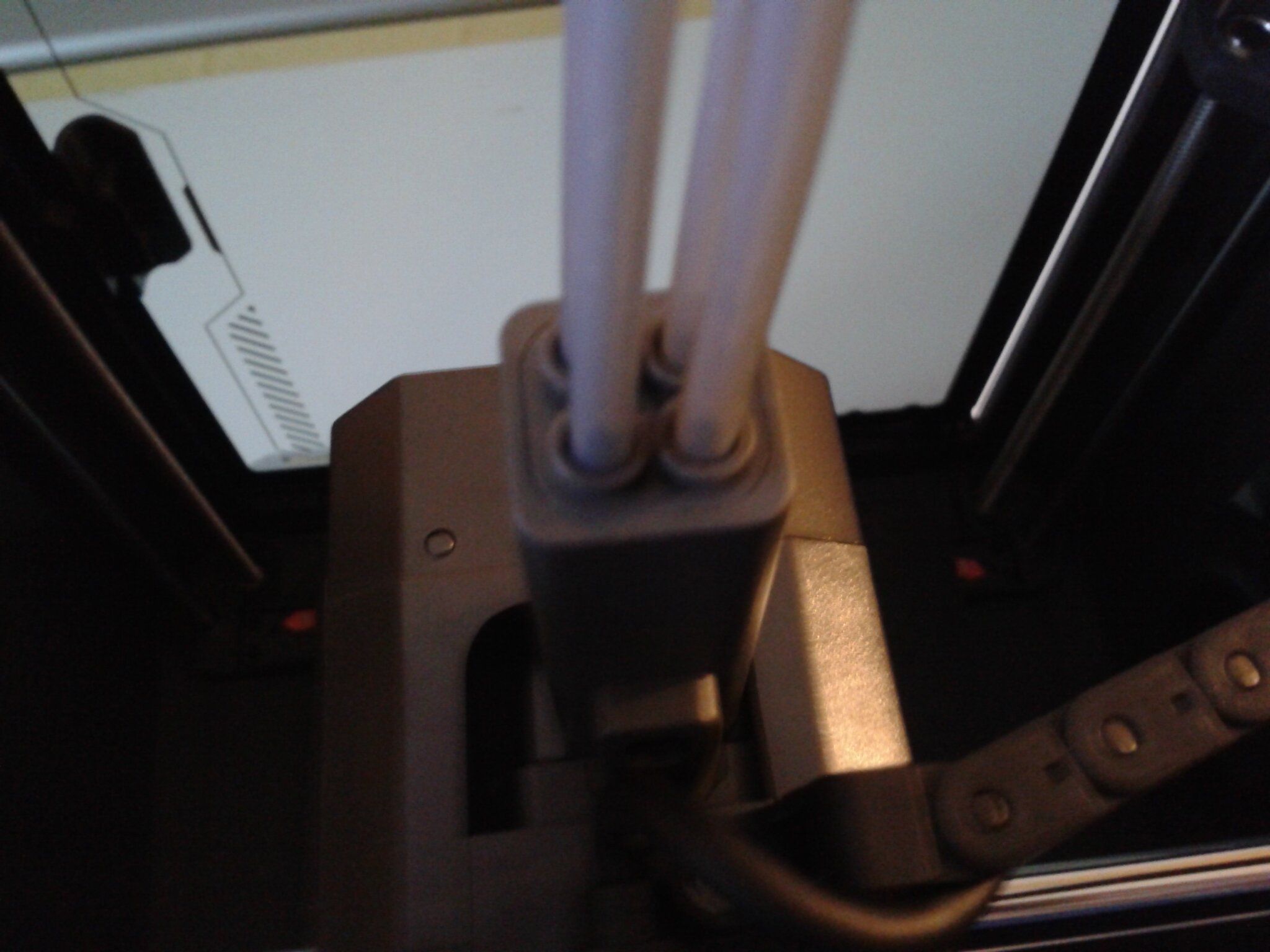
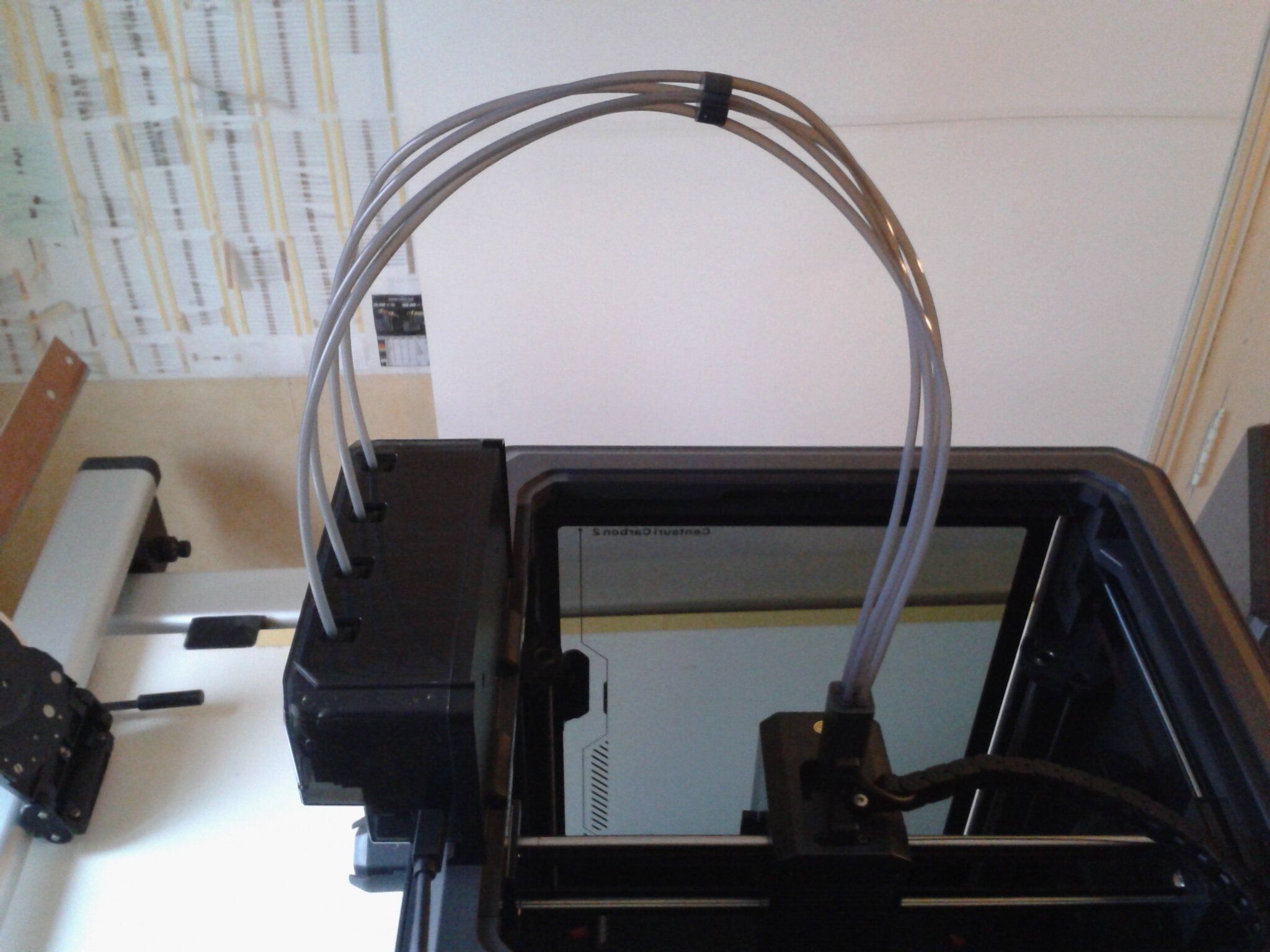
Montage La SPARKX i7 étant livrée déjà assemblée, le montage va tout simplement consister à enlever les protections et connecter l'imprimante au CFS Lite. Comme pour le déballage tout est bien documenté dans le wiki et la vidéo (Voir liens ci-dessus) Pensez à prévoir suffisamment de place pour installer l'ensemble SPARKX i7 et CFS Lite. Voici les préconisations du Wiki L'espace à l'arrière semble perdu, mais le plateau et son câble d'alimentation dépassent pas mal du socle. Attention si comme moi, vous positionnez votre SPARKX i7 le long d'un mur, laissez suffisamment de place pour éventuellement mettre un bac de récupération des "poops". J'ai créé un modèle étroit (10 cm de large) qui s'insère parfaitement entre la i7 et le mur. On enlève tout d'abord les protections, les scotchs et le système de bridage de l'axe Z de l'imprimante. Il faudra couper les deux colliers plastiques qui protègent l'axe X pour ôter les cartons. Ne pas oublier le scotch à l'arrière de l'imprimante, sous le plateau. J'ai remis les quatre vis du système de bridage de l'axe Z sur les montants, pour ne pas les perdre. On continue en enlevant les protections du couvercle du CFS Lite et les scotchs de maintien des rouleaux à l'intérieur. On termine en mettant les sachets de dessicant à l'intérieur du CFS Lite. On passe ensuite à l'étape de connexion du CFS Lite à l'imprimante en installant les 4 tubes PTFE. Le clip pour maintenir le câble de l'extrudeur sur les quatre tubes PTFE était déjà en place. Dans ce cas, prendre soin de bien orienter l'ensemble avant de brancher les quatre tubes PTFE. Voir les détails dans le Wiki. L'ordre de montage des tubes PTFE n'a aucune importance. Les 4 tubes étant de la même longueur. Il ne reste qu'à connecter le câble RS-485 entre l'imprimante (sur le côté gauche derrière le port USB) et le CFS Lite (derrière et en haut du CFS) et le câble d'alimentation 220 V à l'arrière et à droite de l'imprimante. Et voilà la SPARKX i7 prête à être mise en marche Perso, je trouve la SPARKX i7 assez jolie à côté de son CFS Lite Prochaine étape, la mise en route
.webp.3aa33323e2b613ef95cf2746d068297c.webp)
.webp.4eb065ec76072736a147ec6758c1a65d.webp)
.thumb.webp.b7a7164731352ebe3591d56e41eeb59d.webp)









 2 points
2 points -
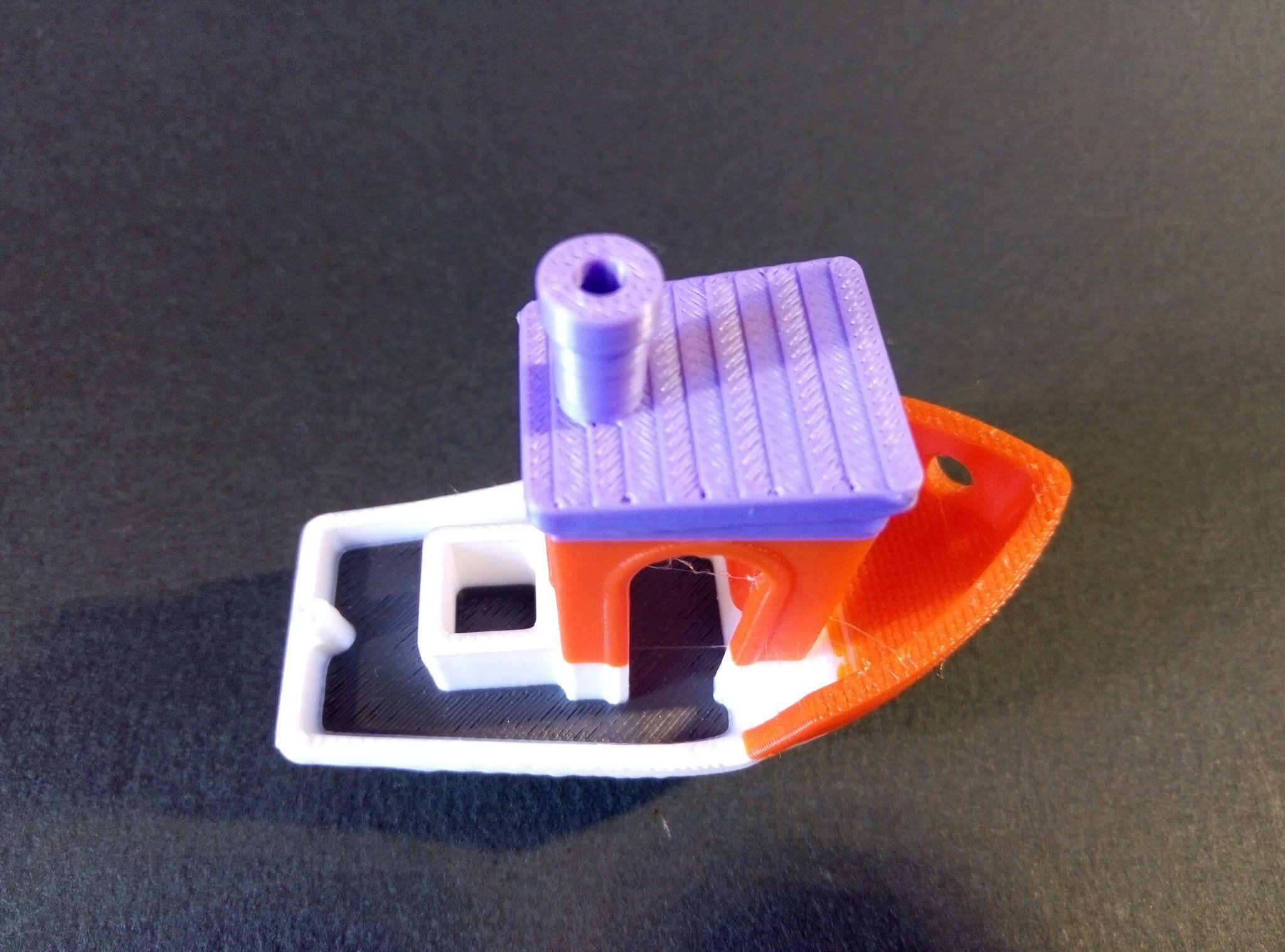
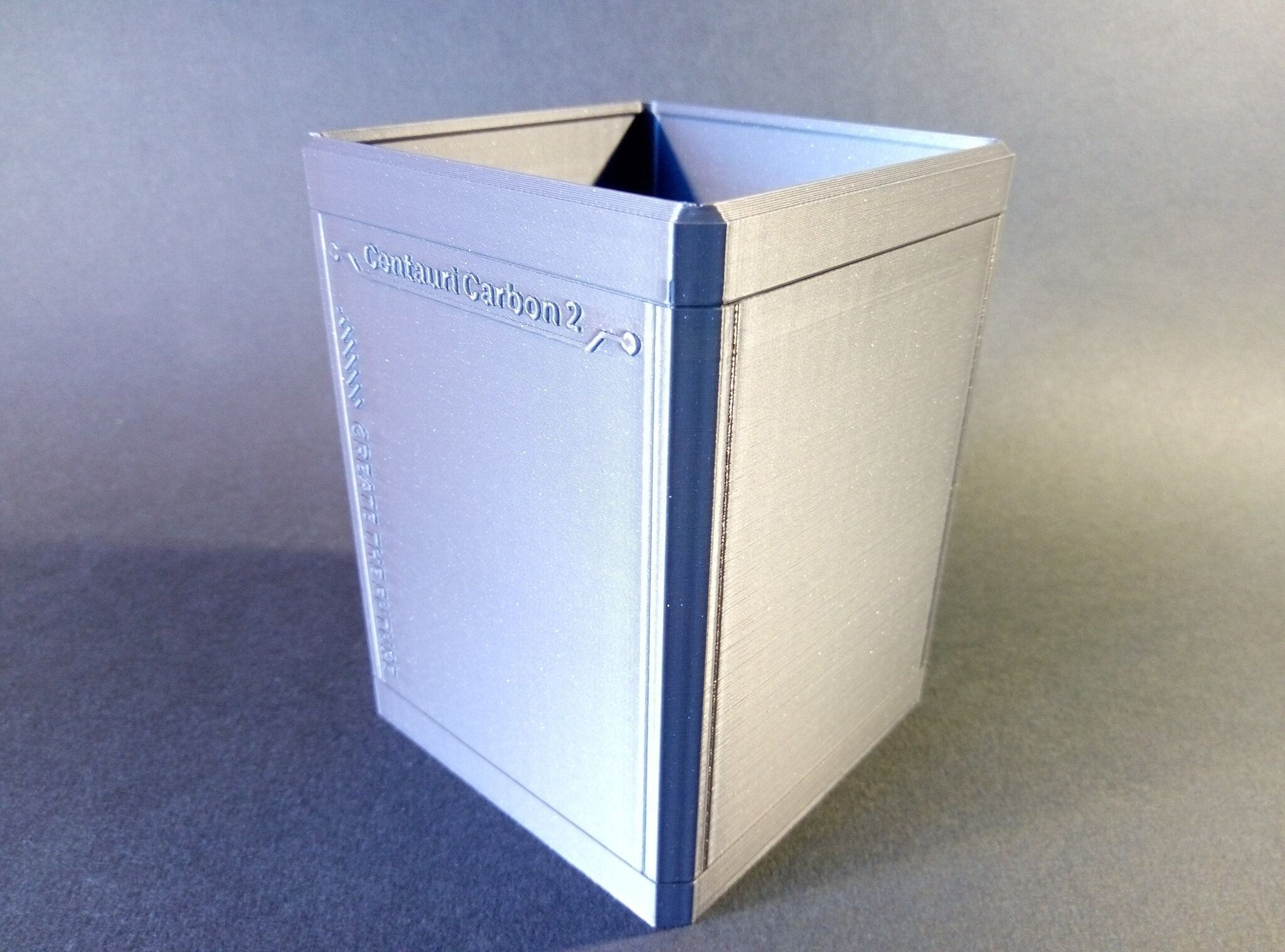
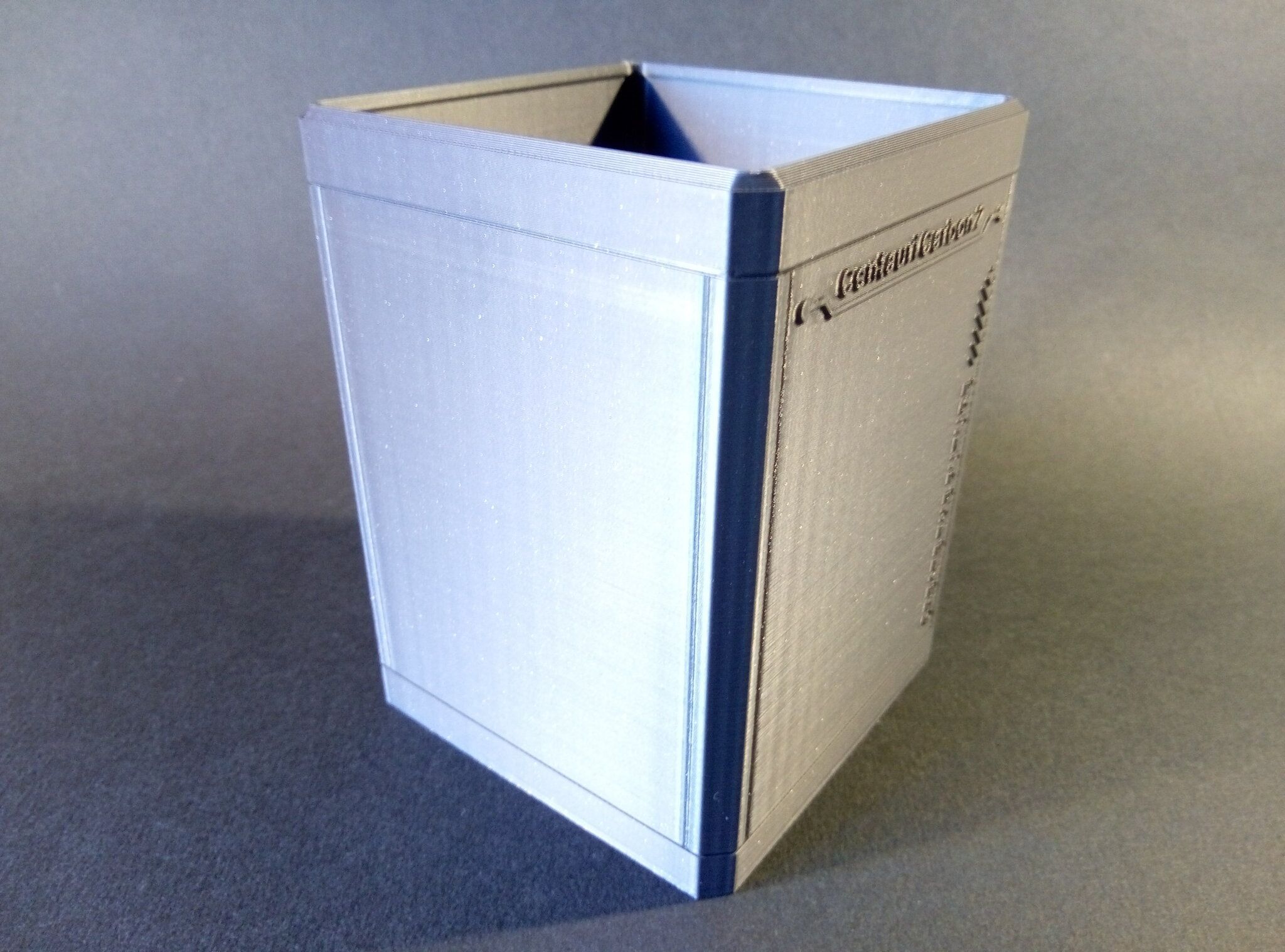
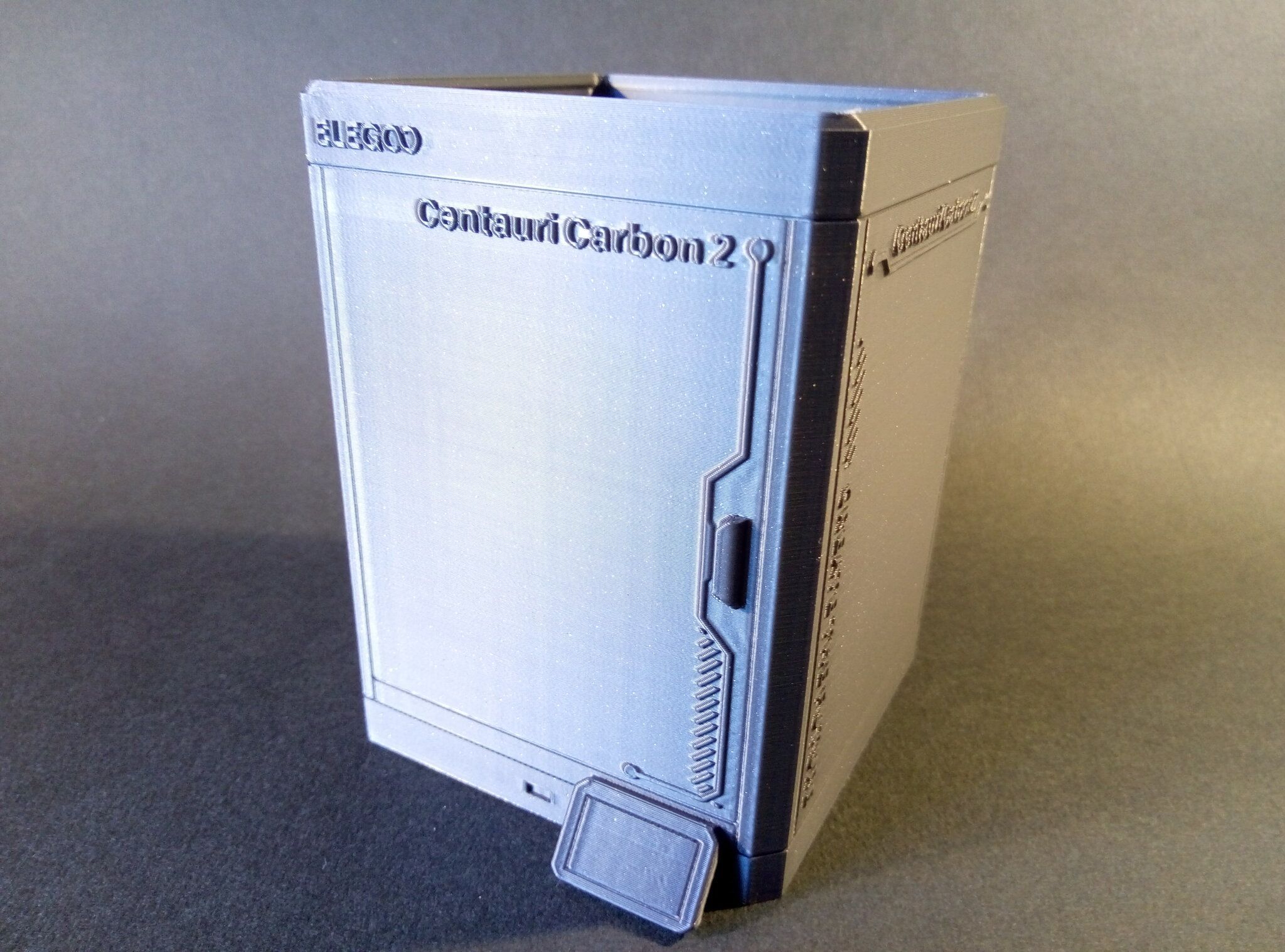
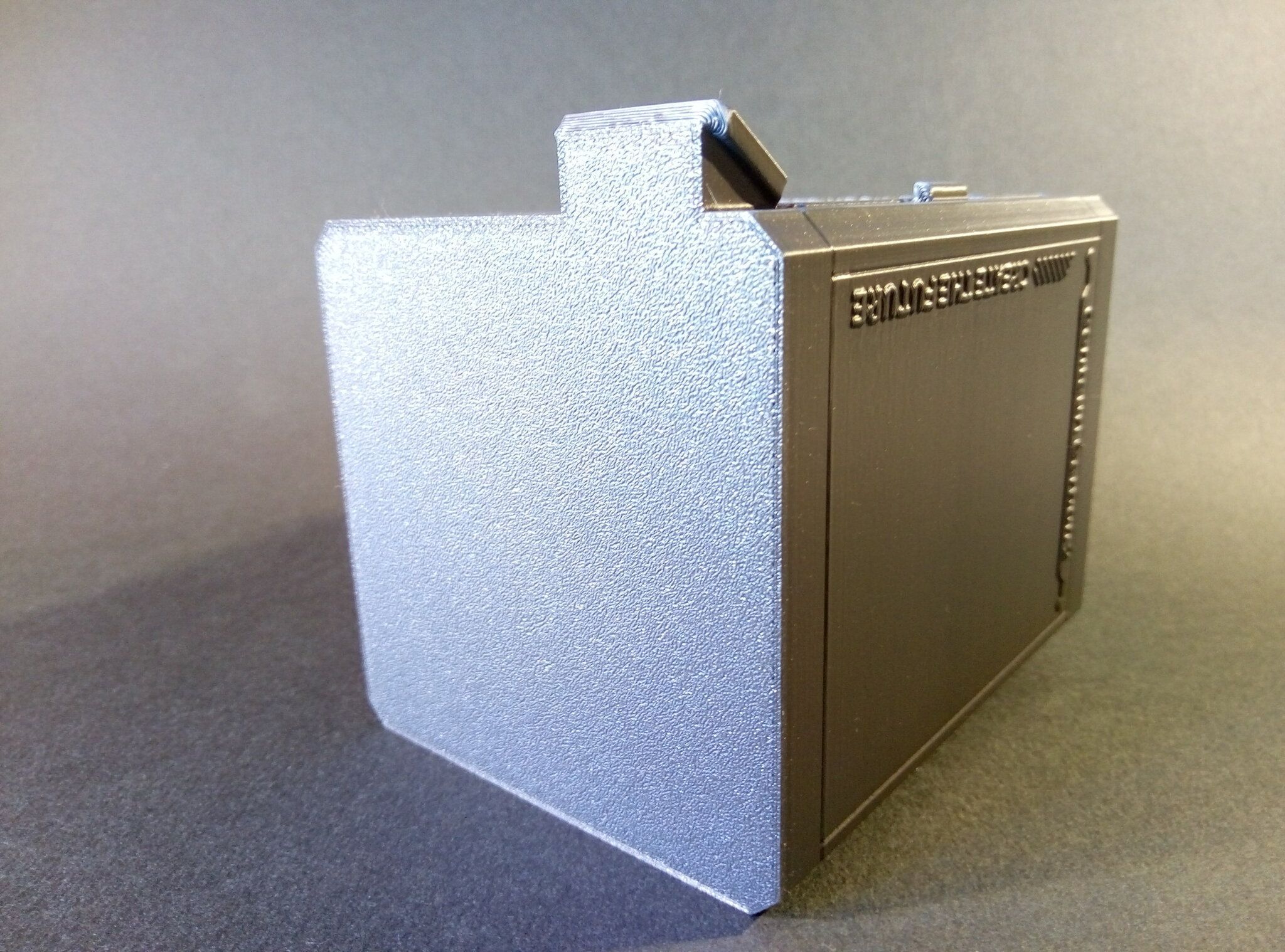
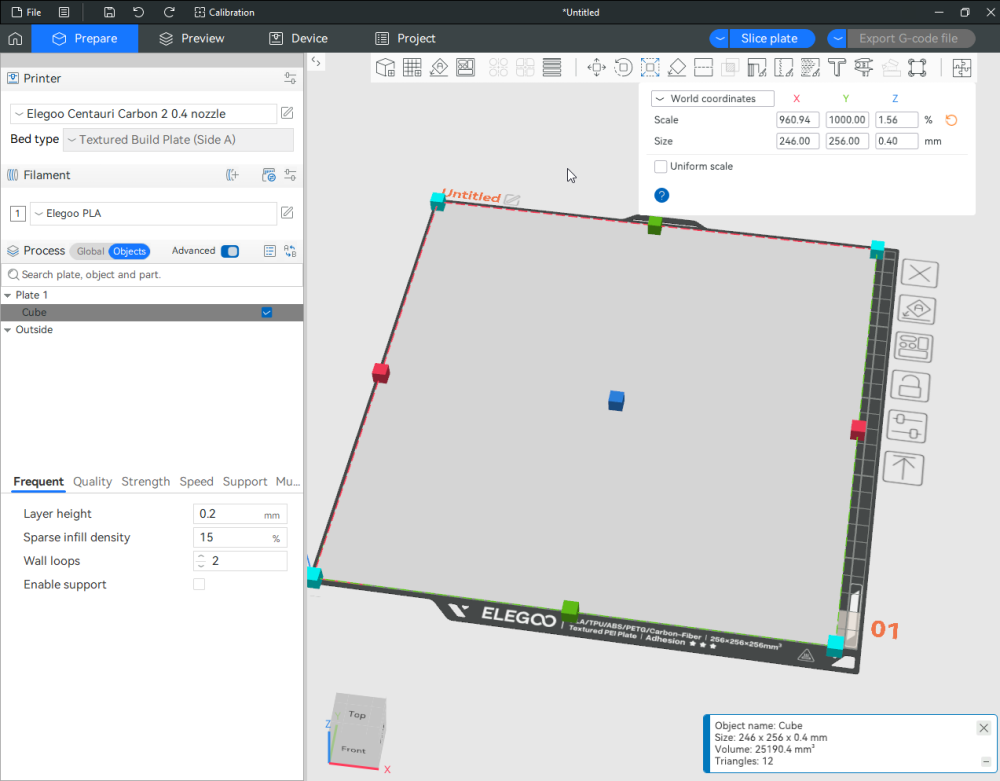
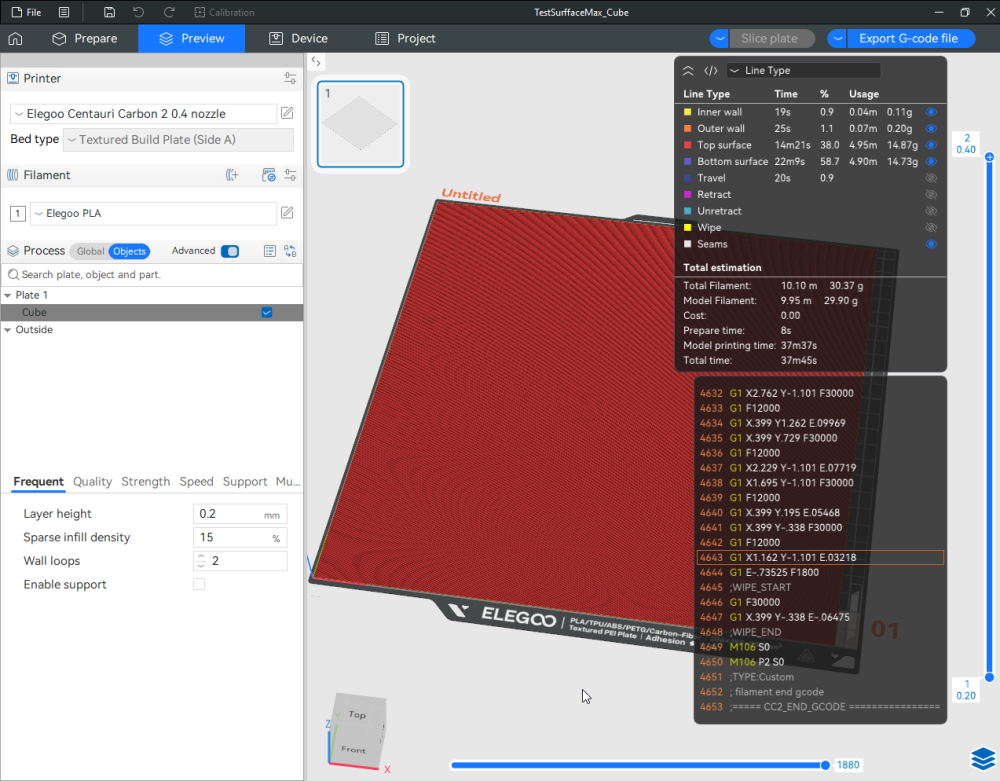
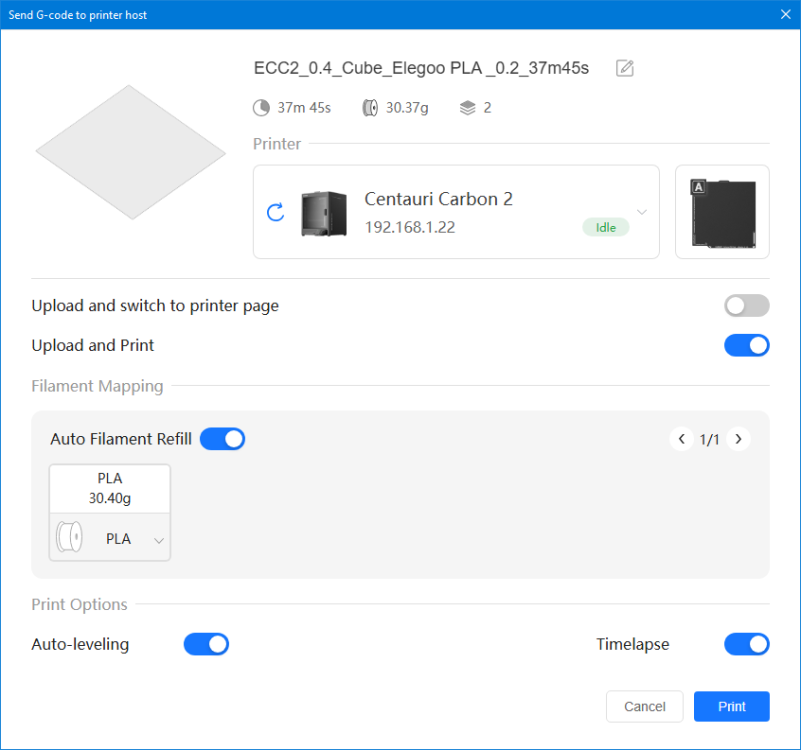
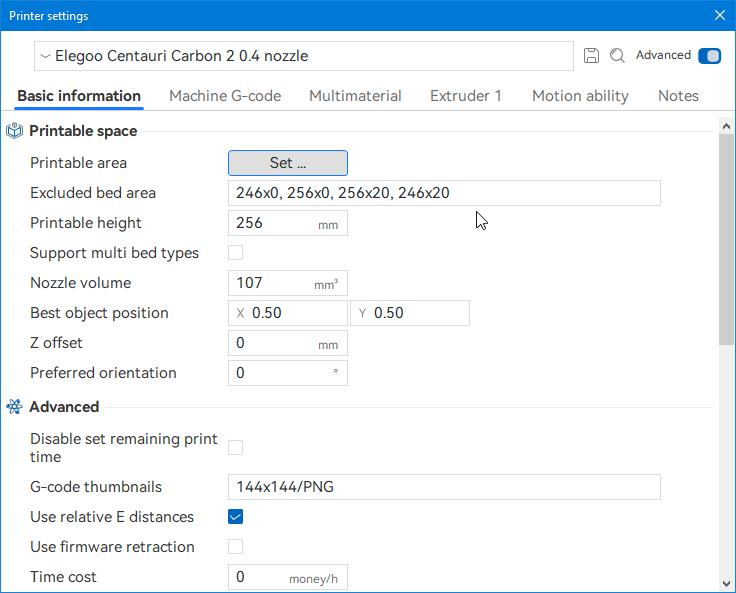
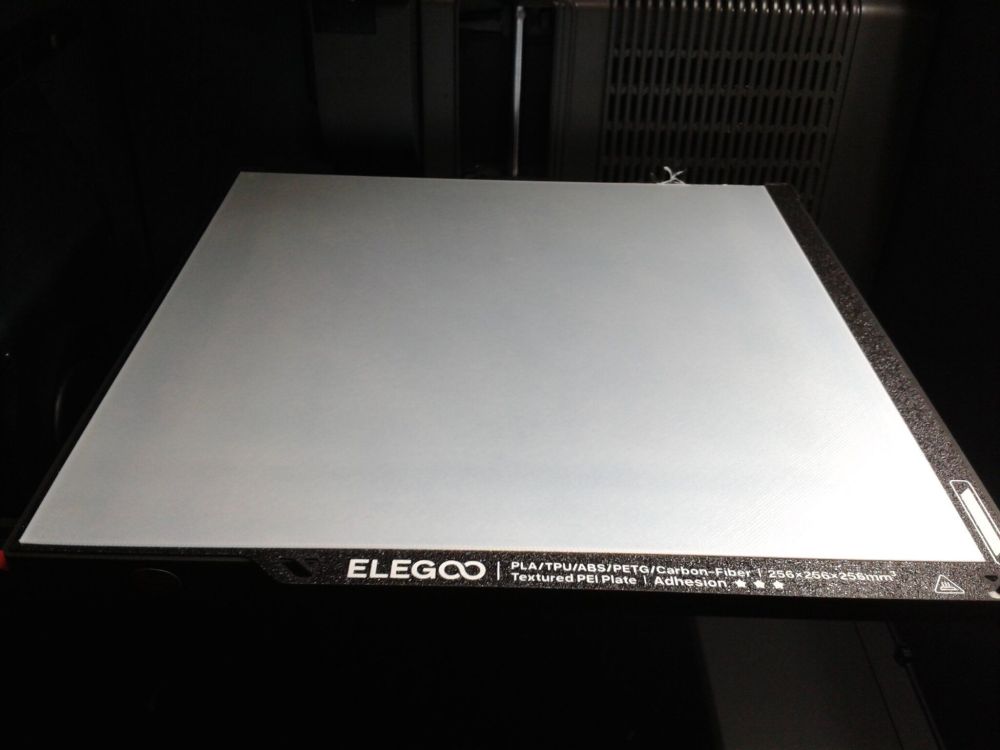
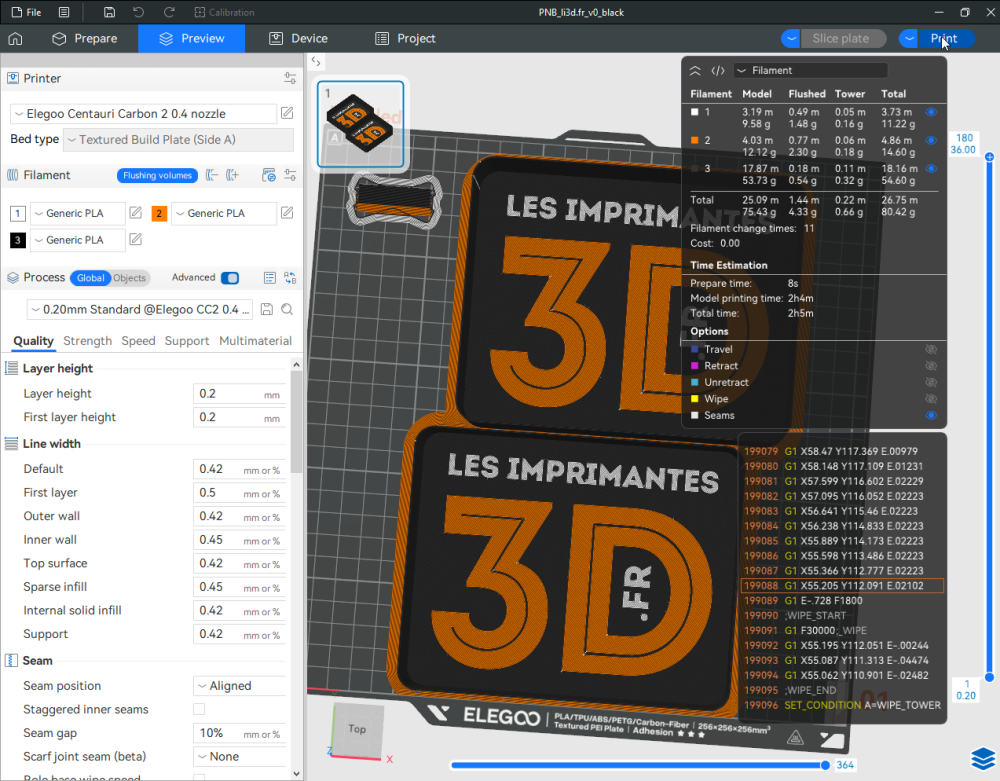
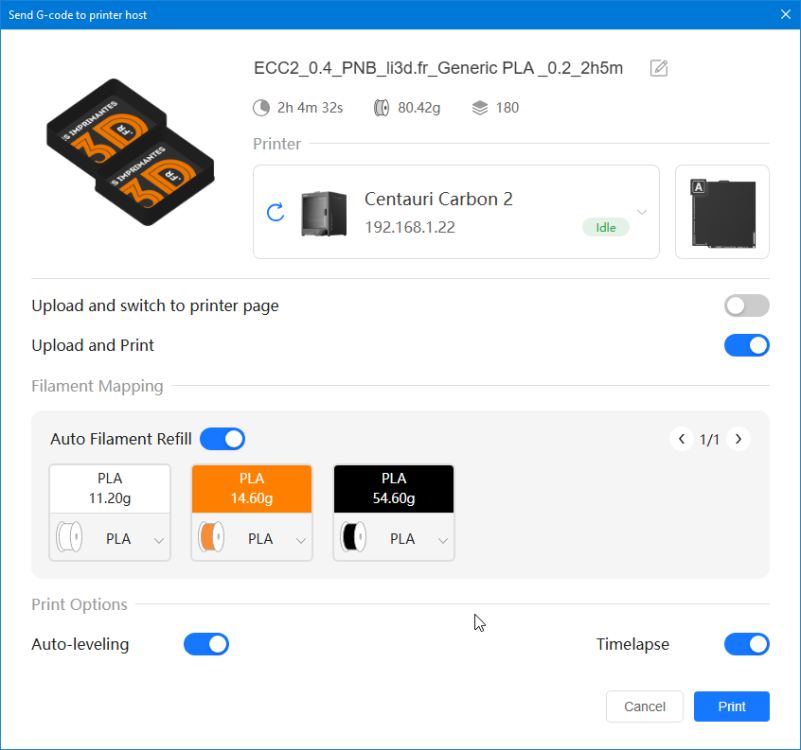
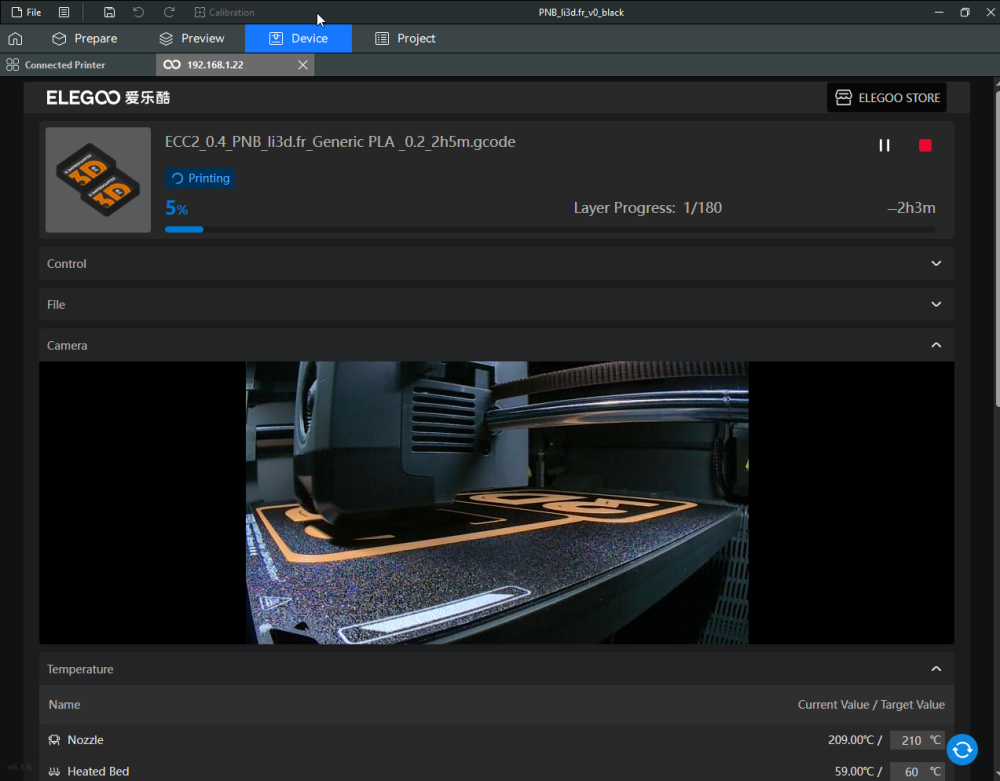
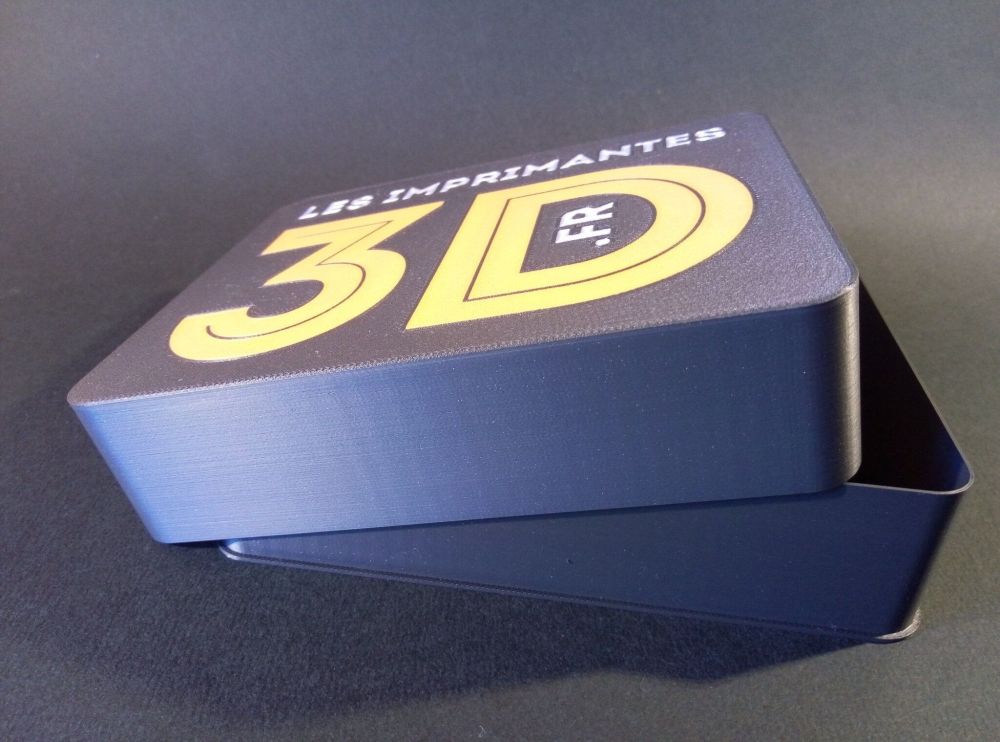
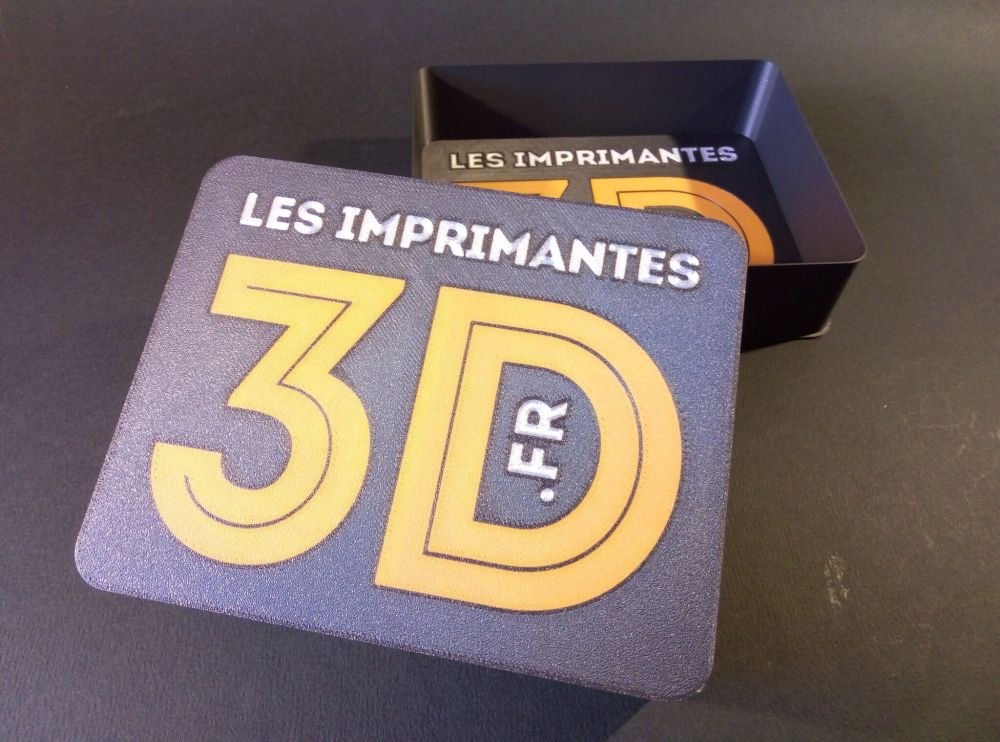
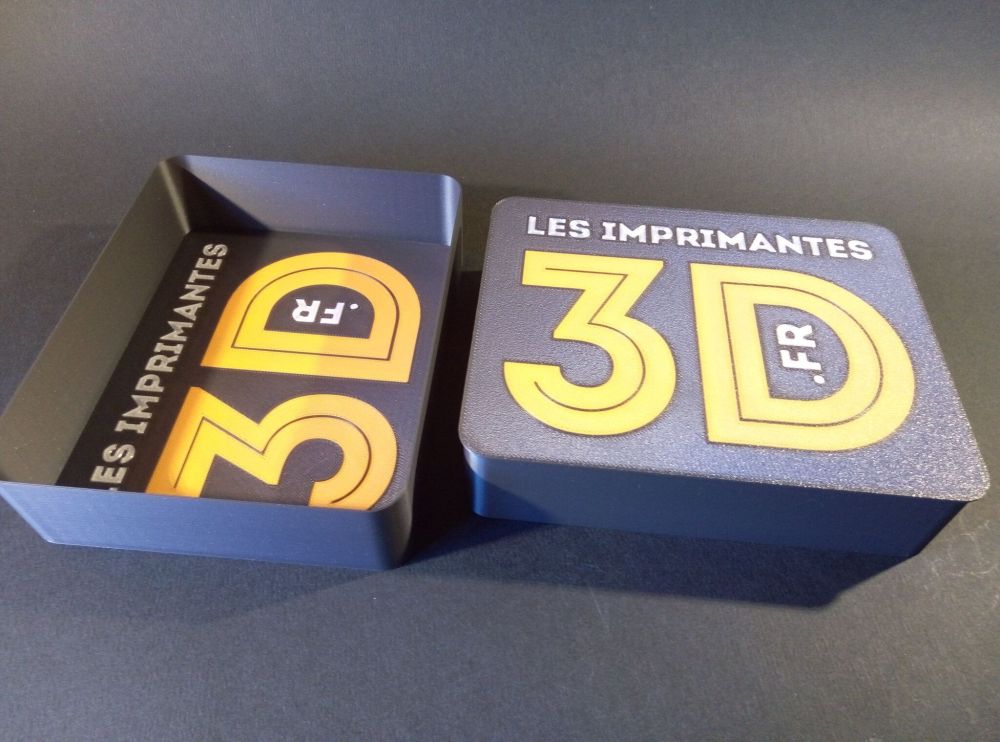
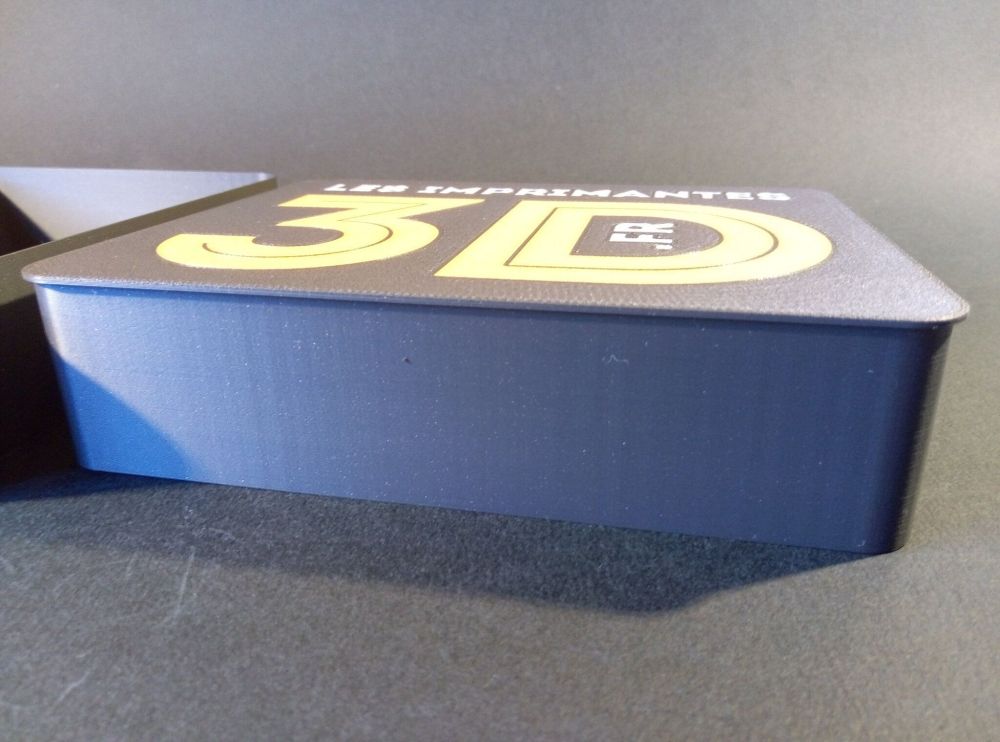
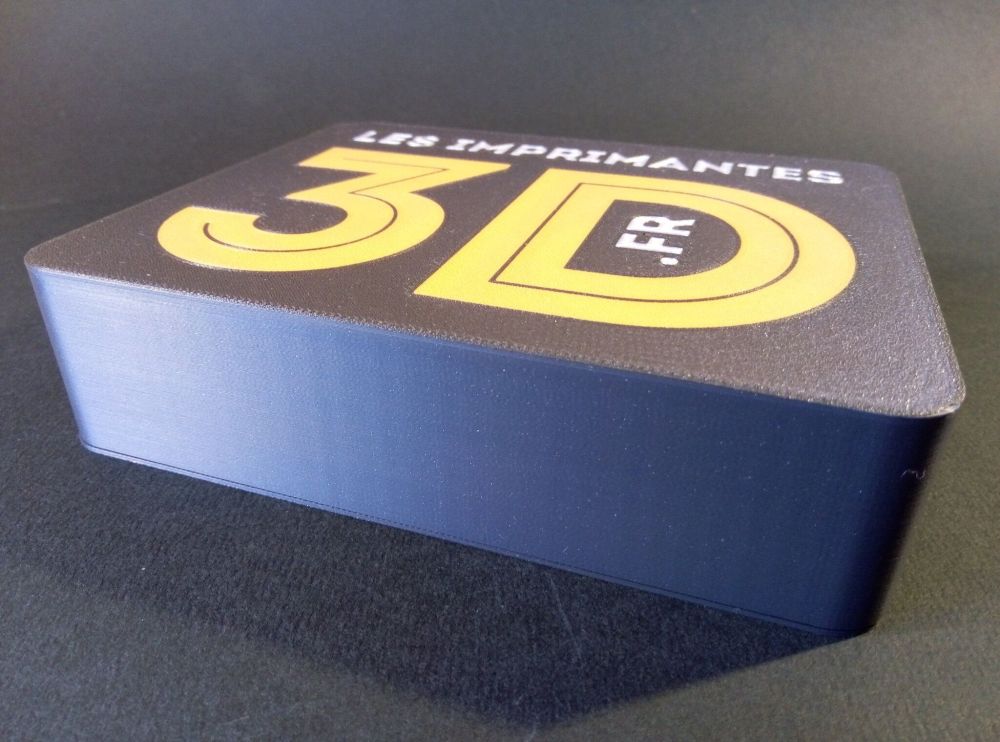
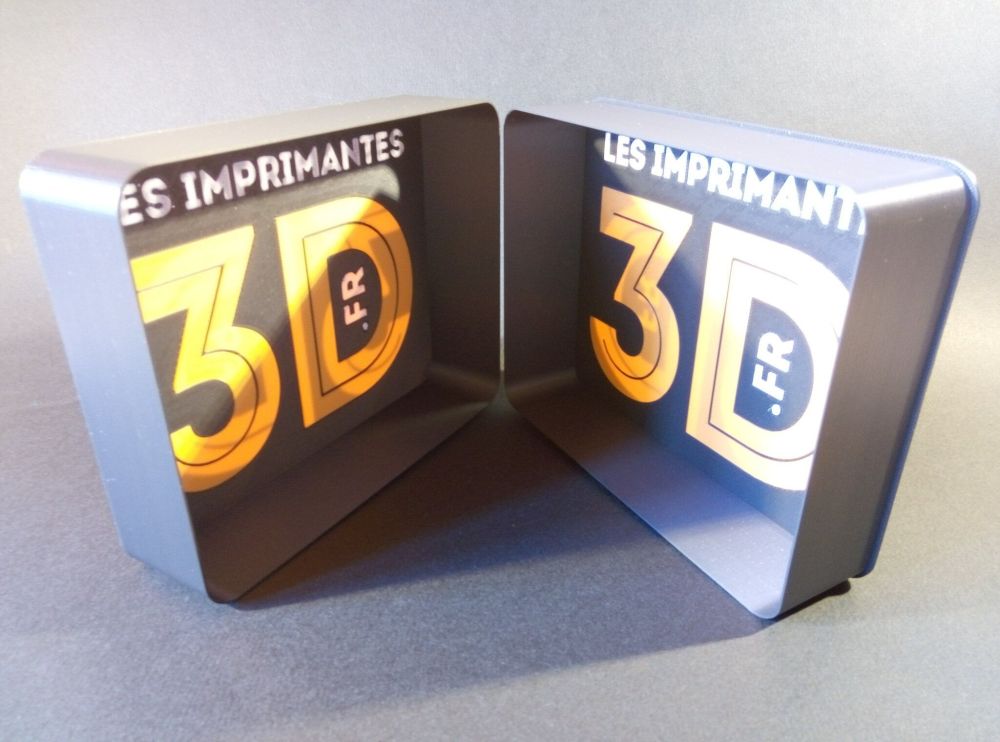
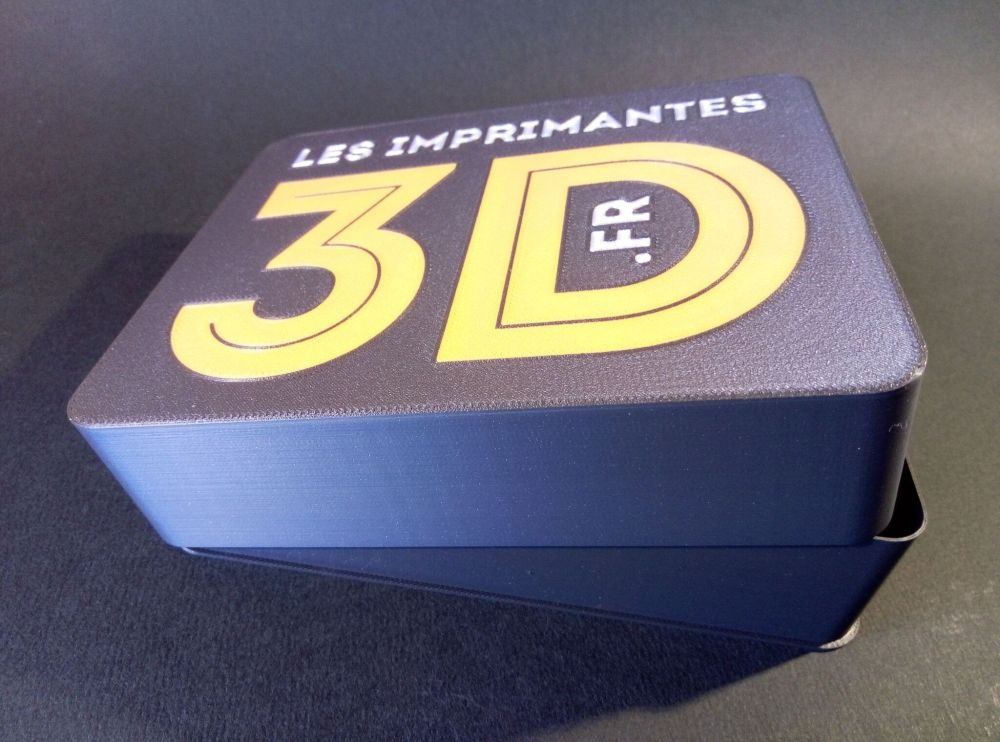
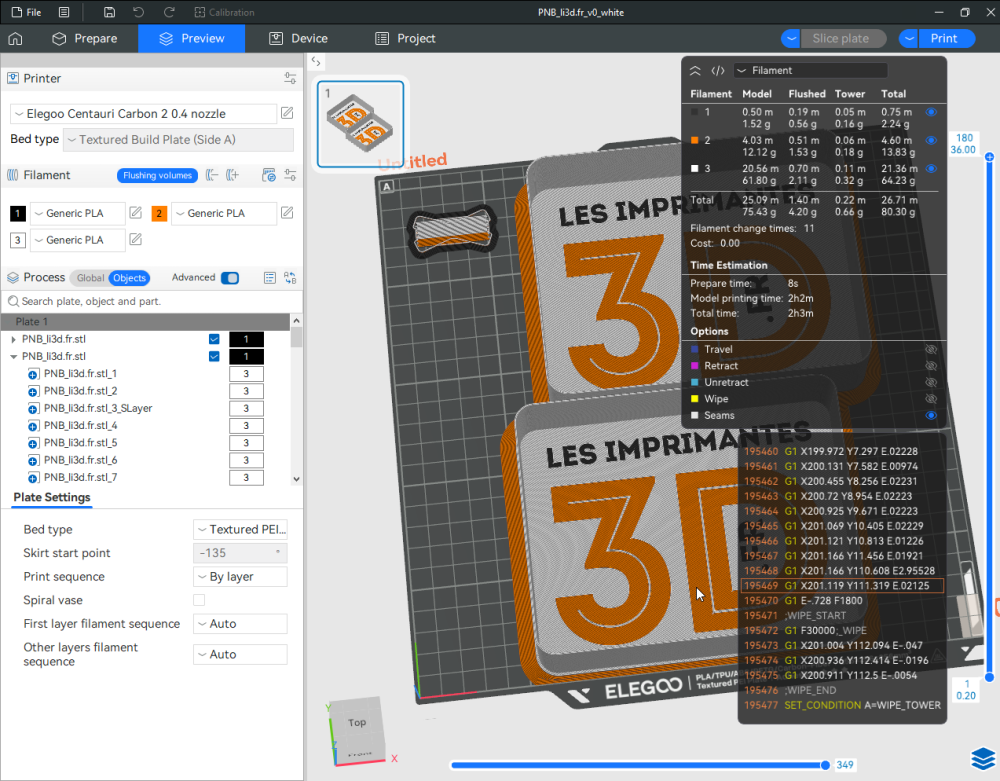
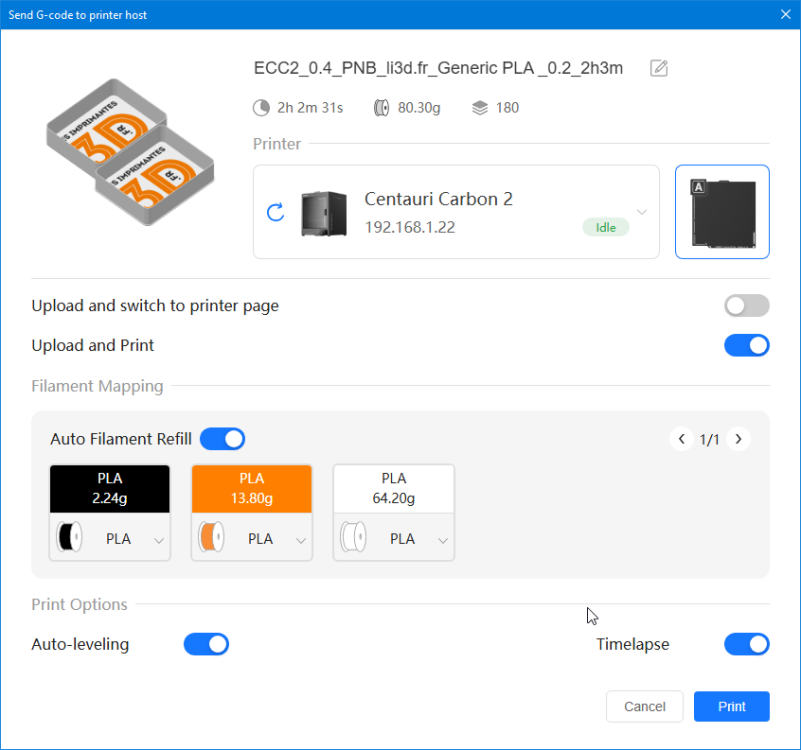
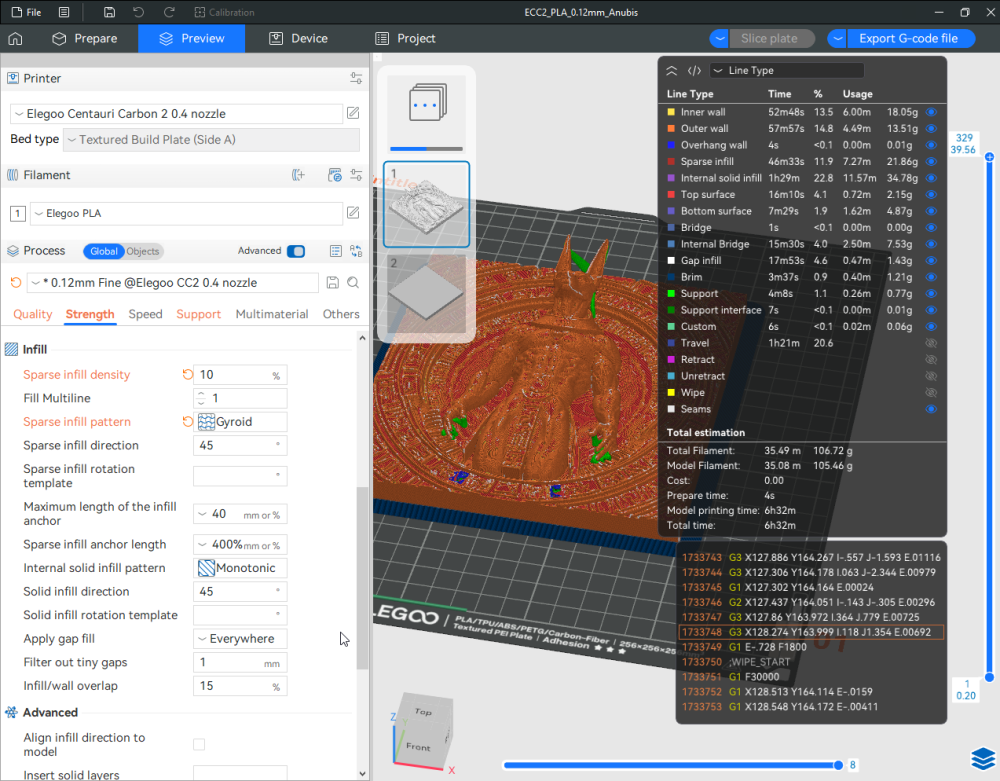
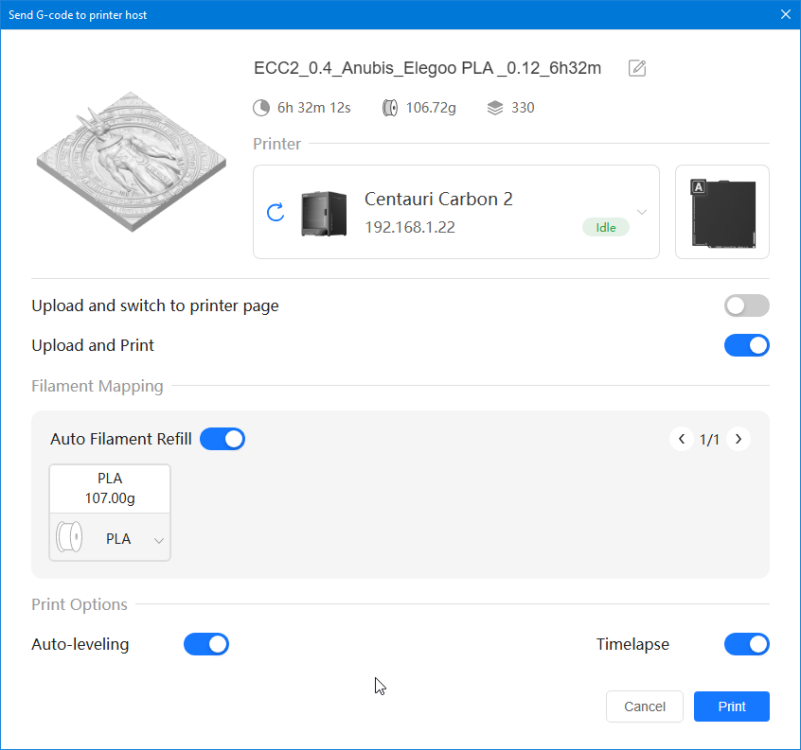
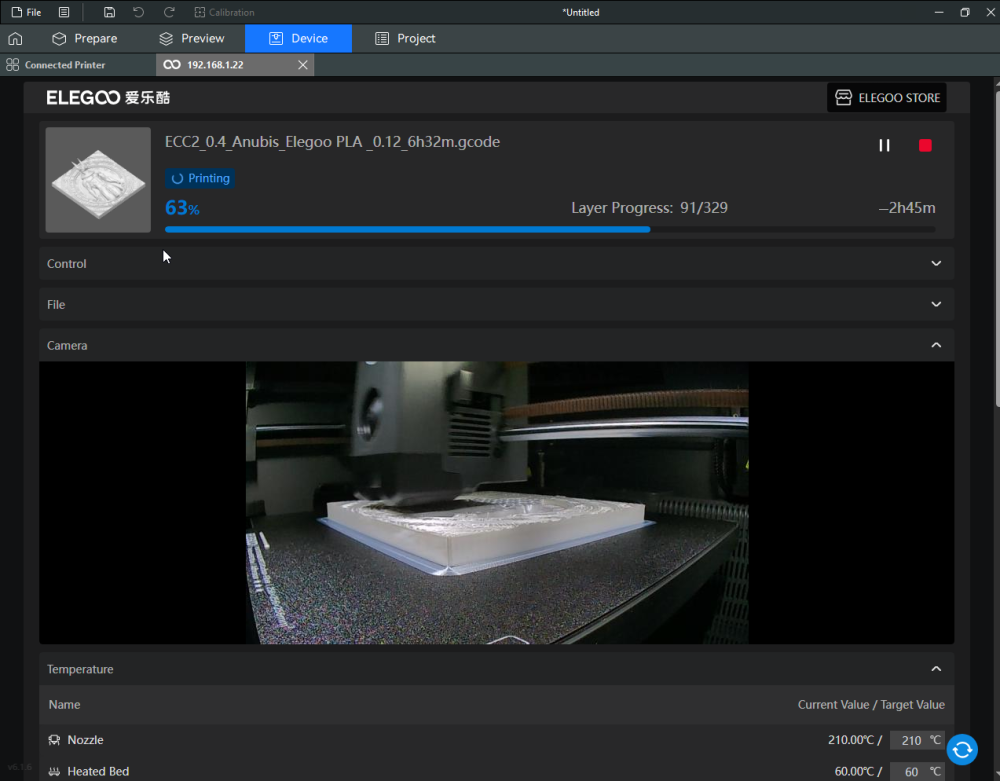
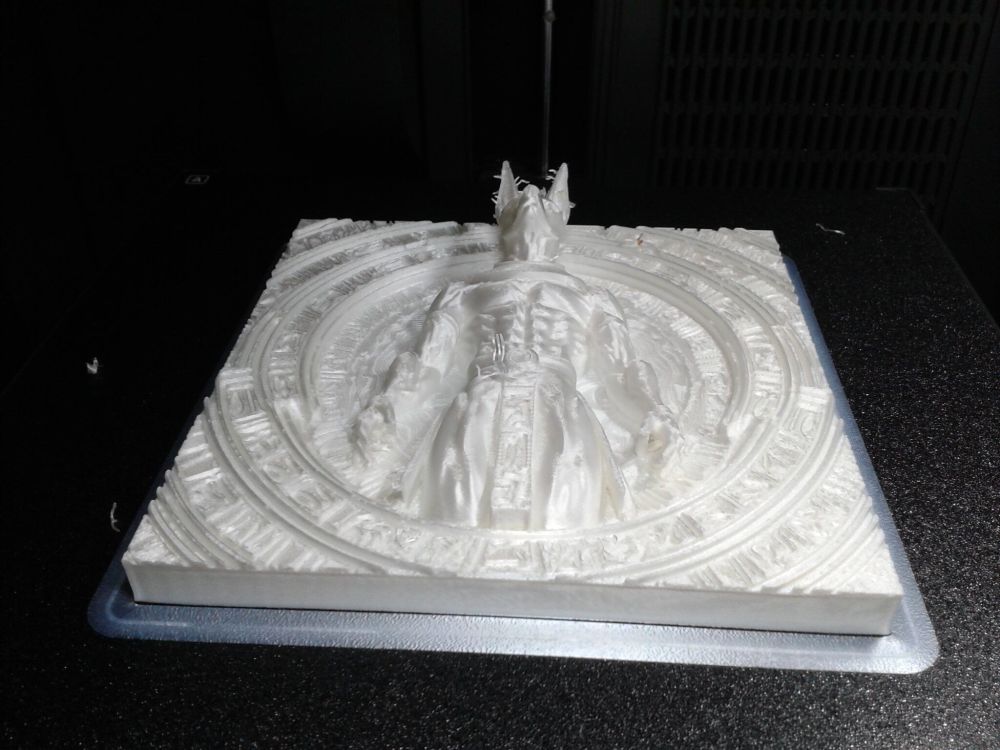
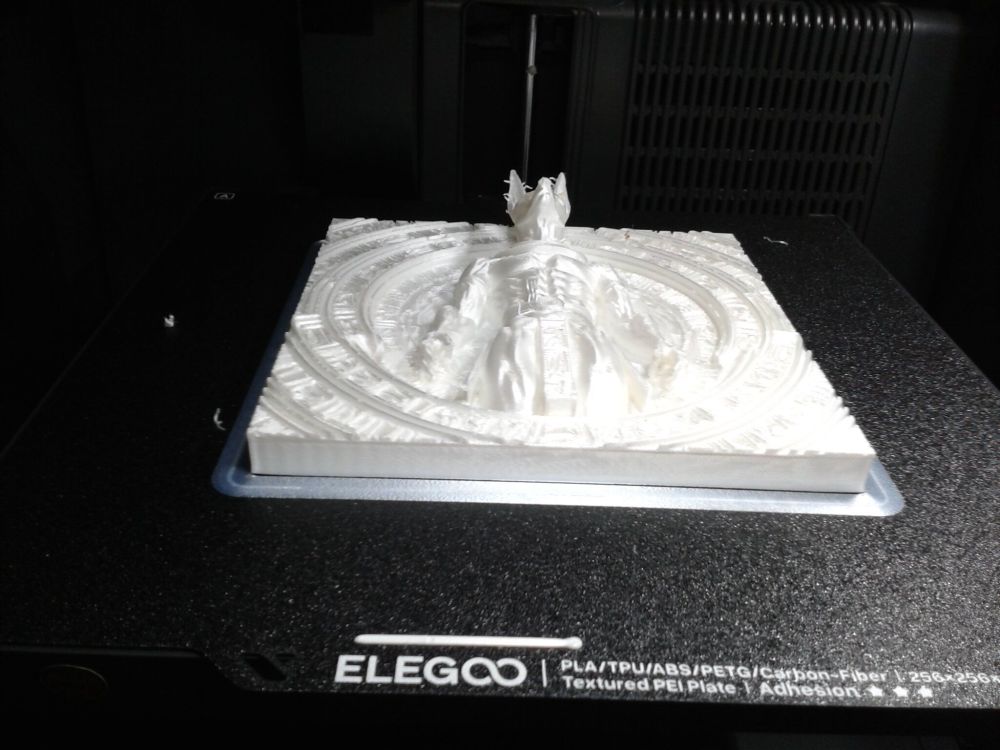
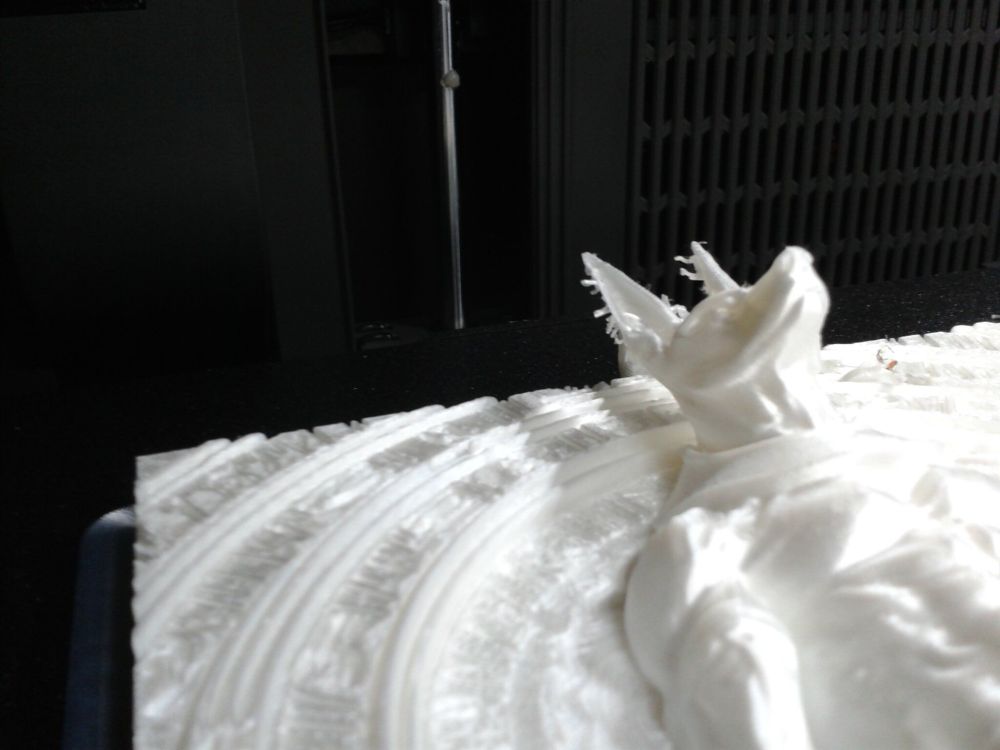
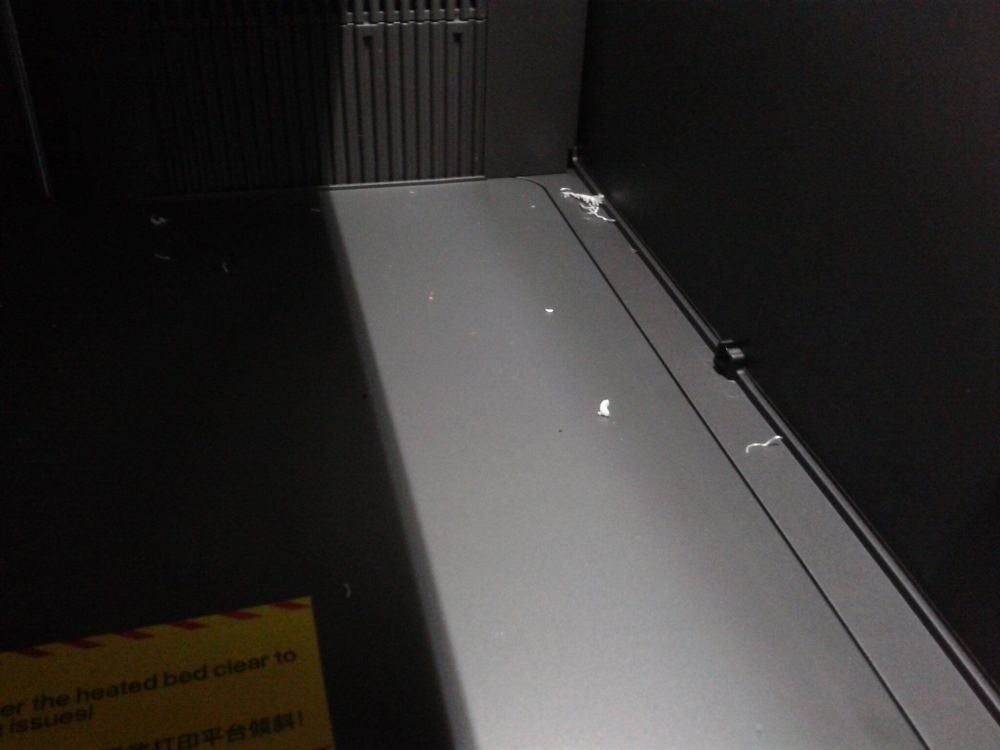
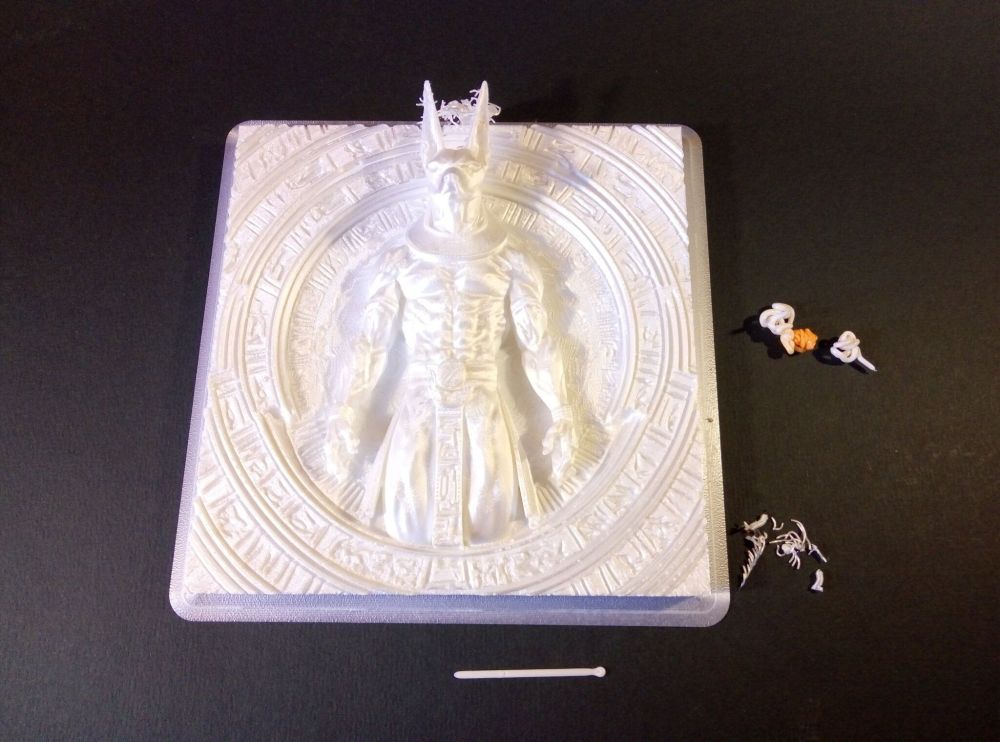
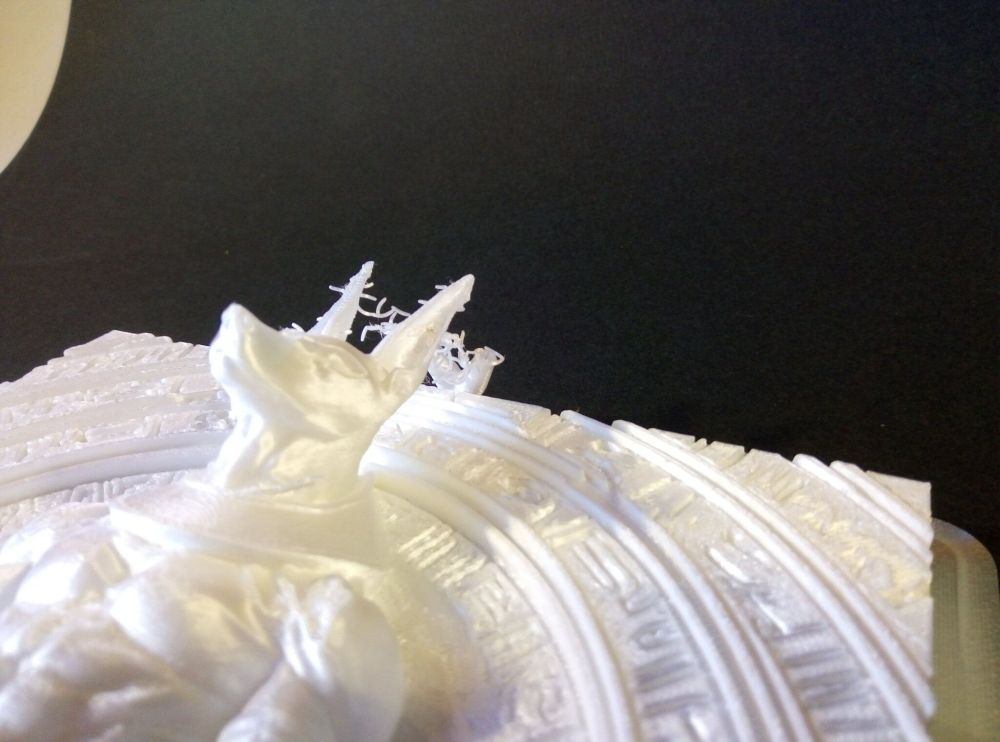
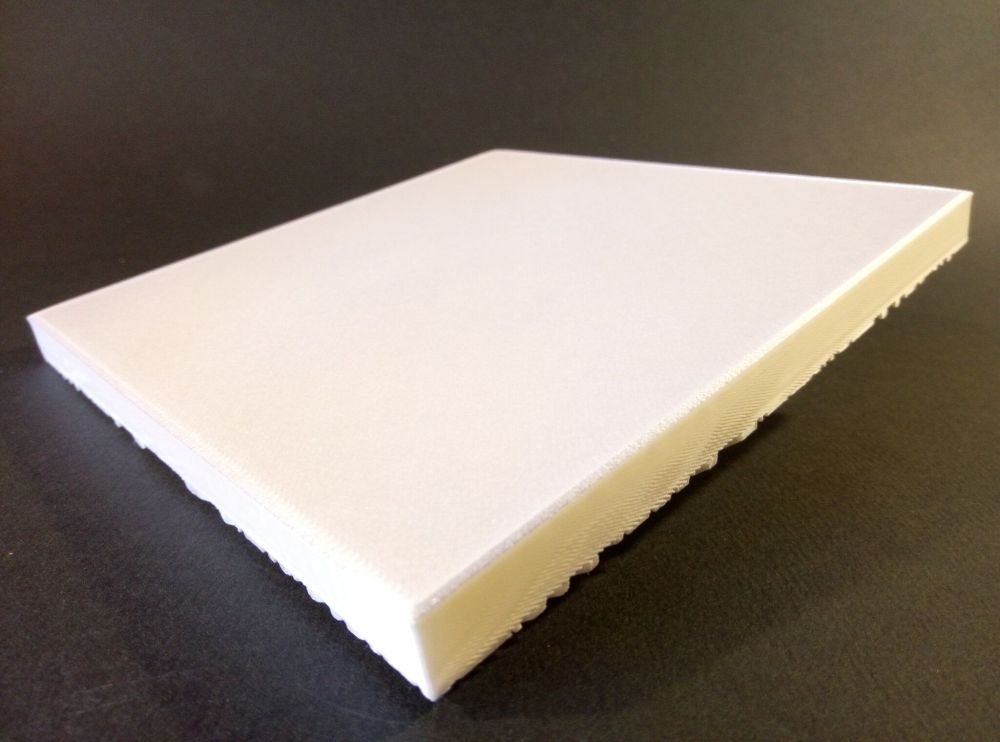
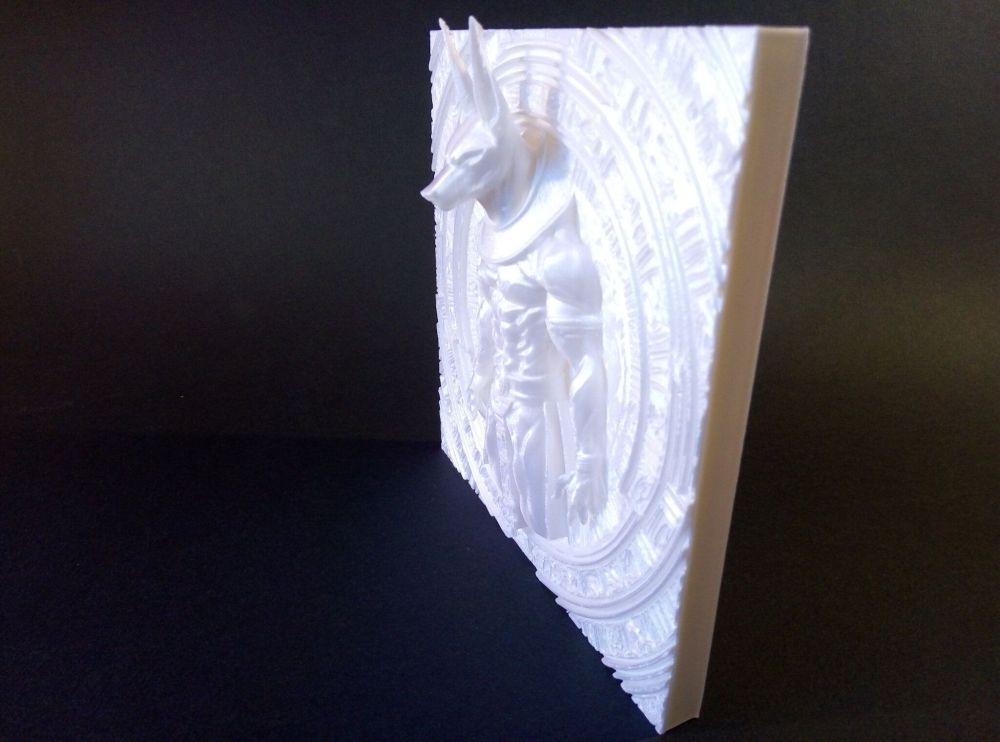
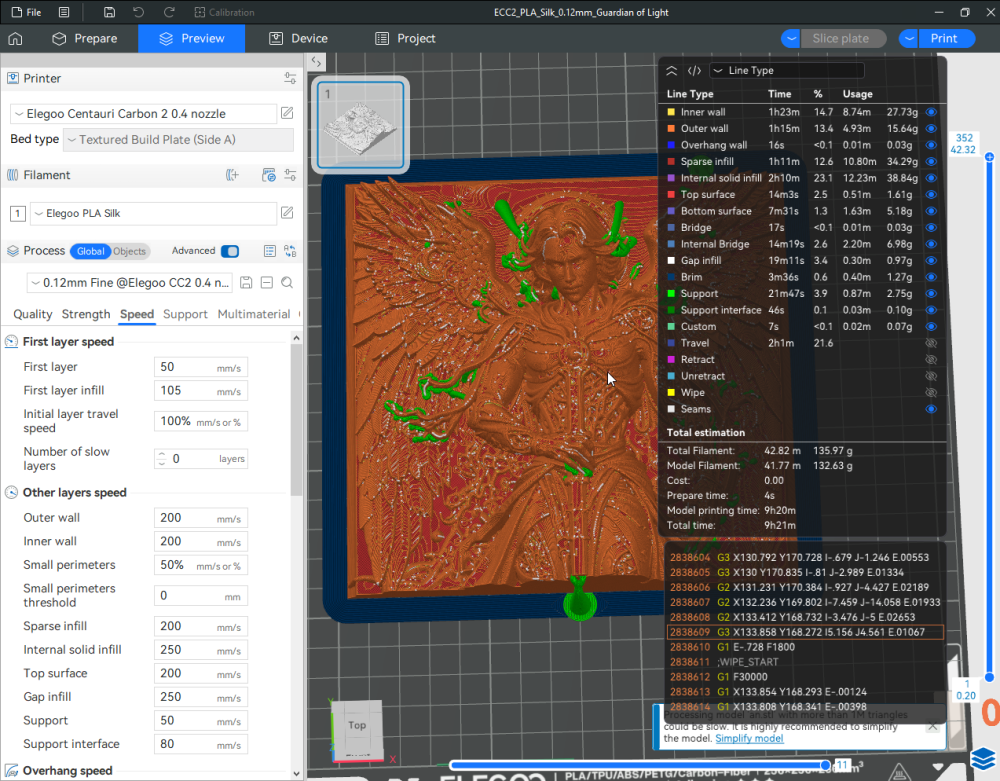
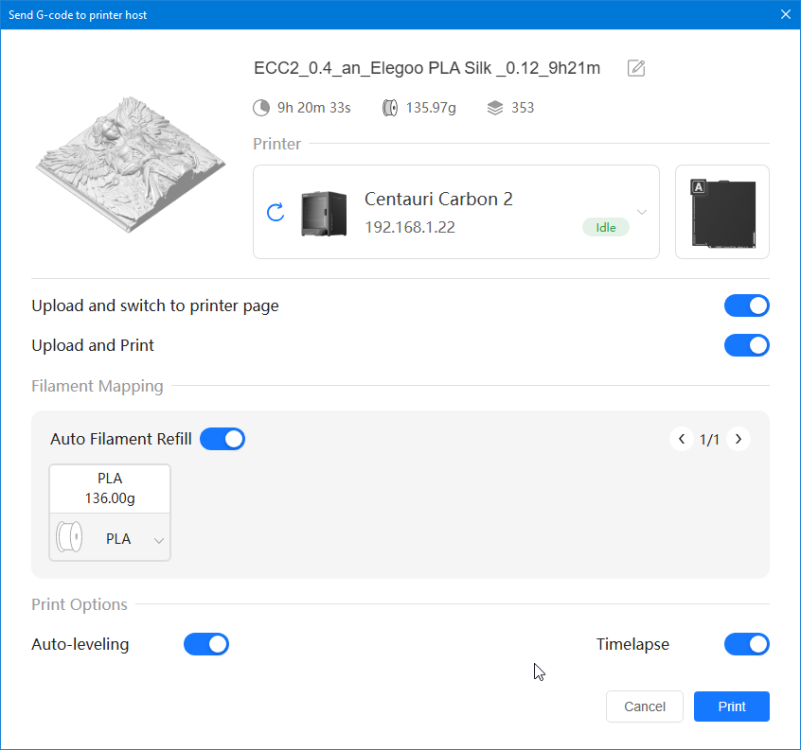
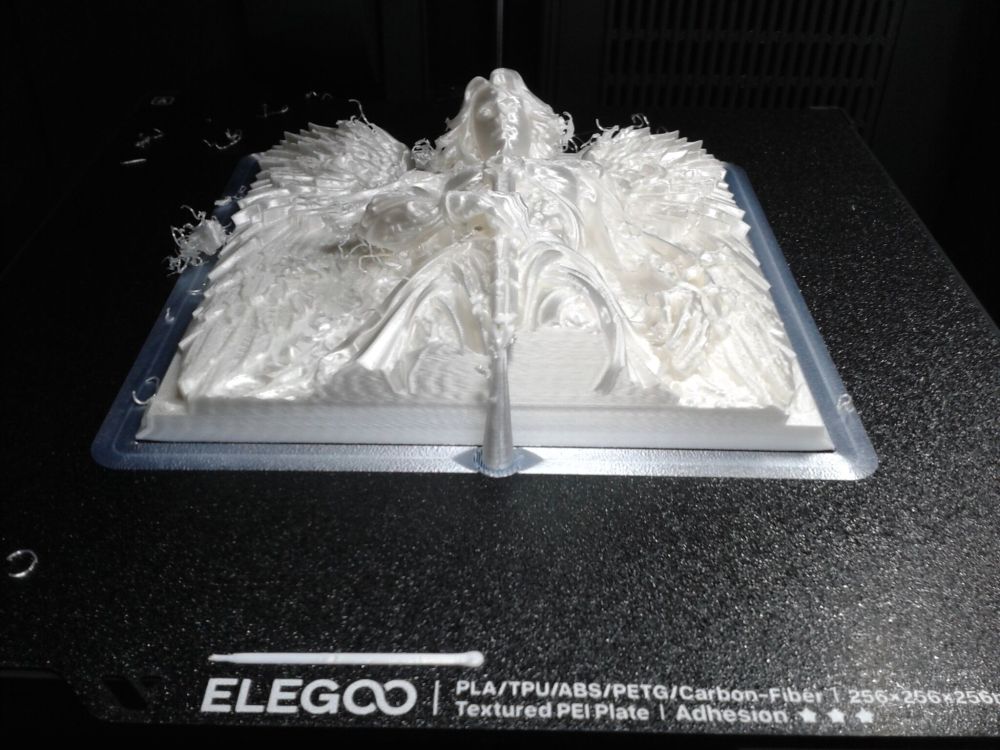
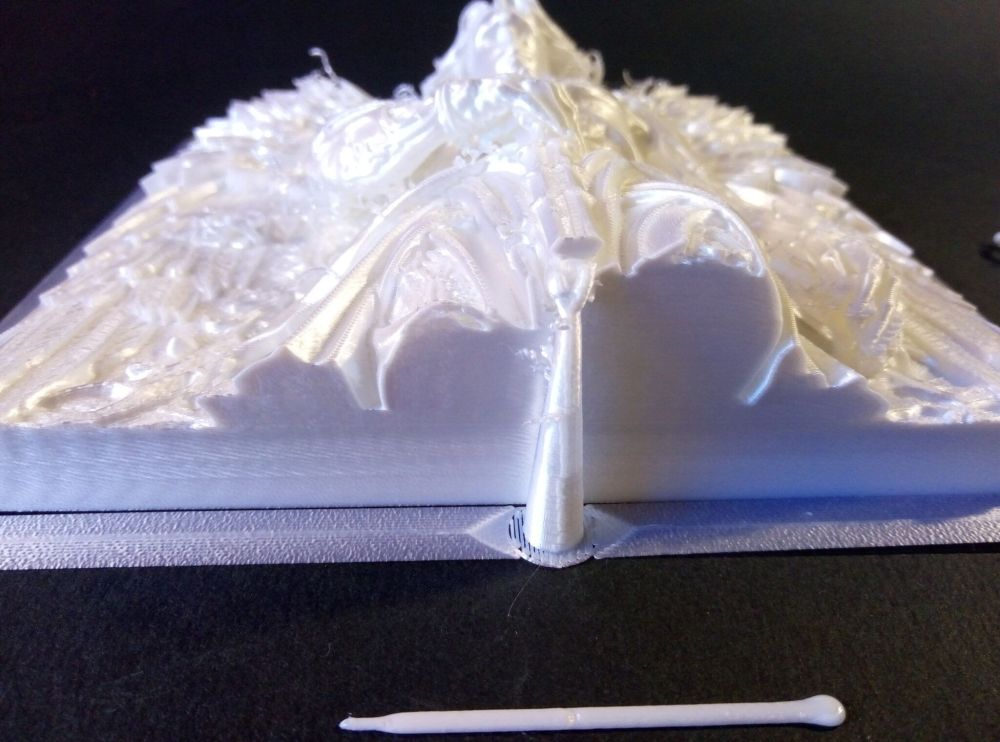
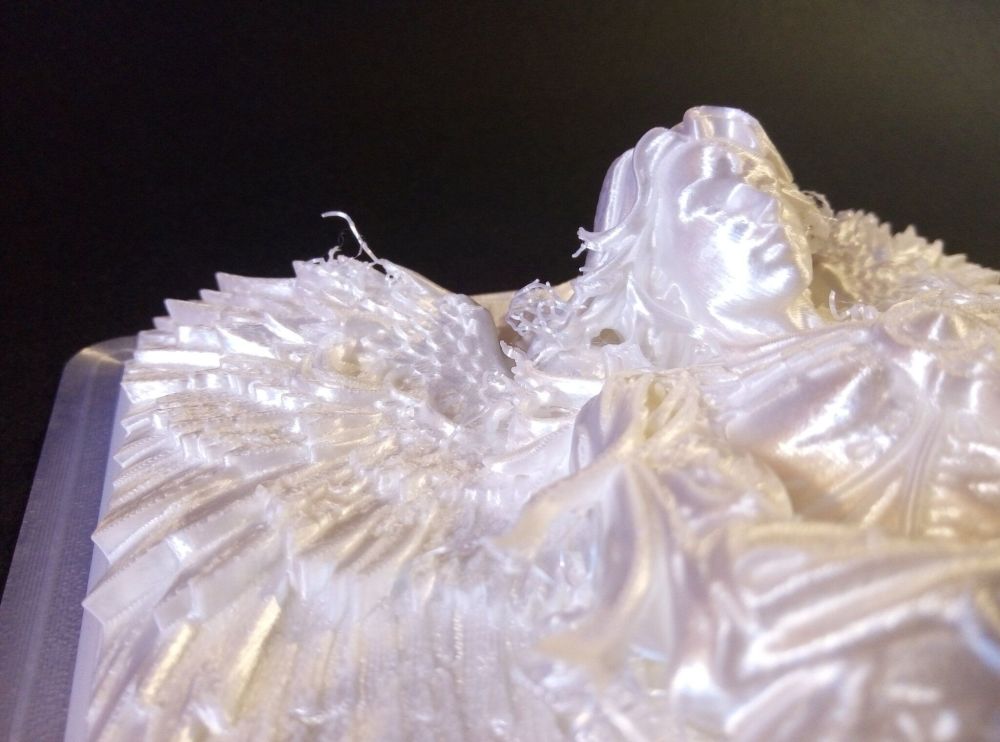
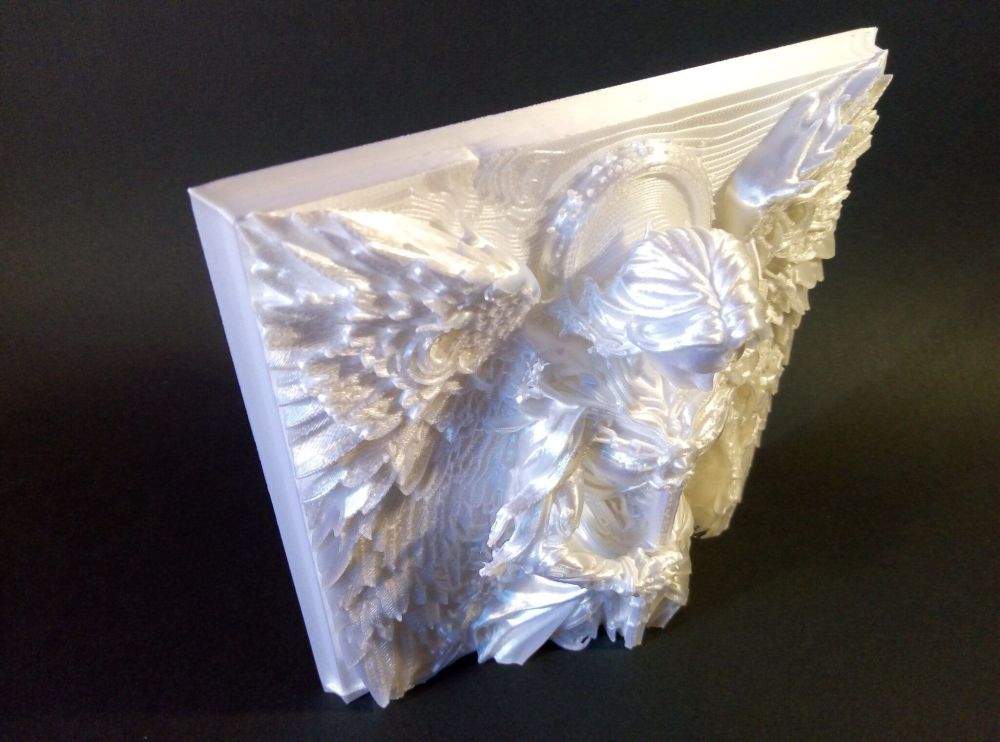
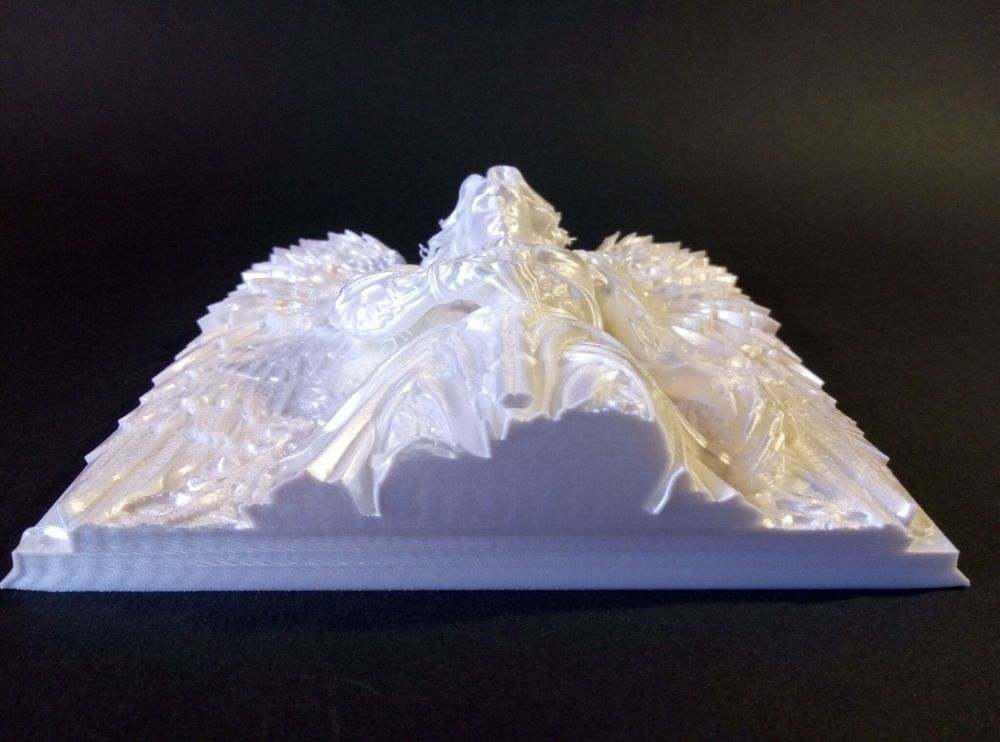
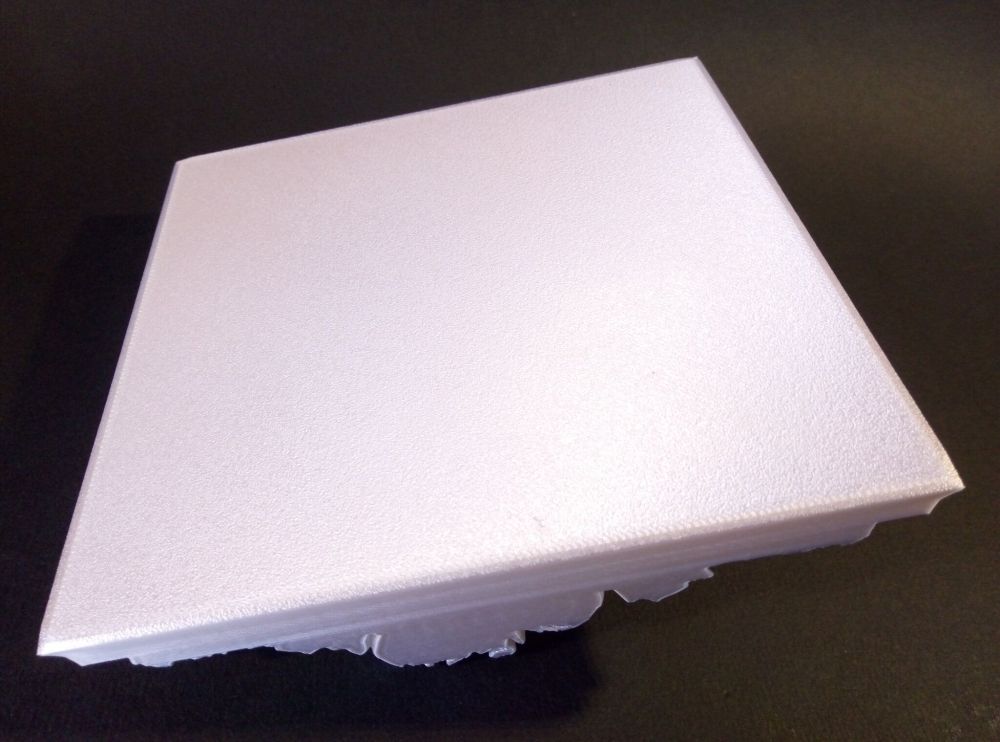
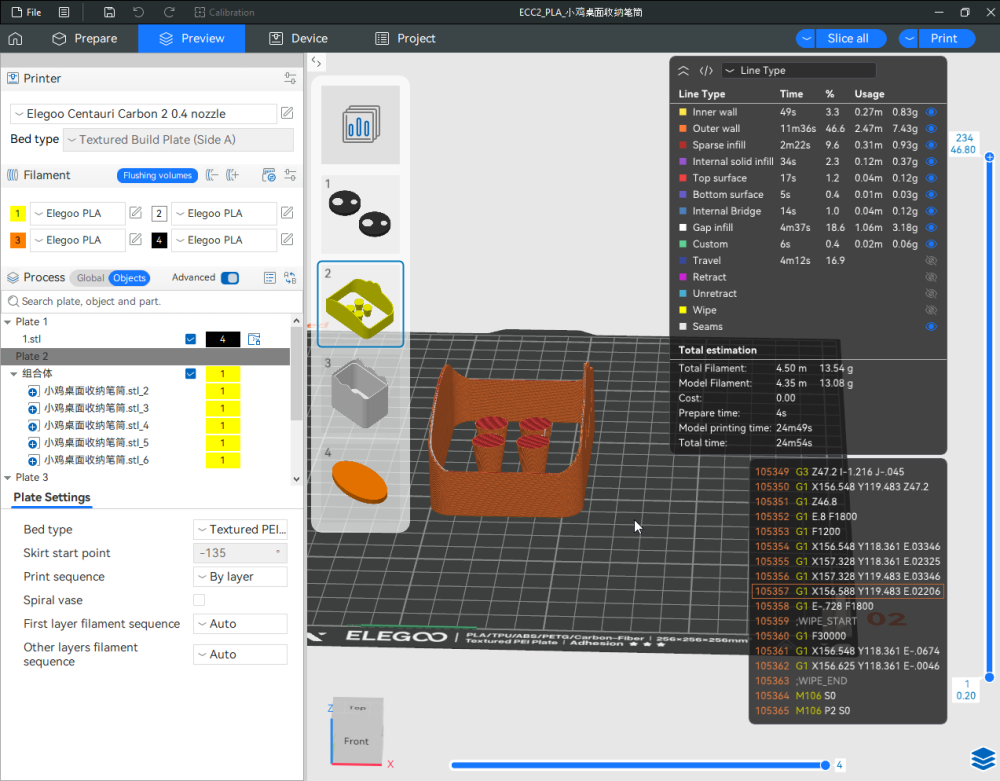
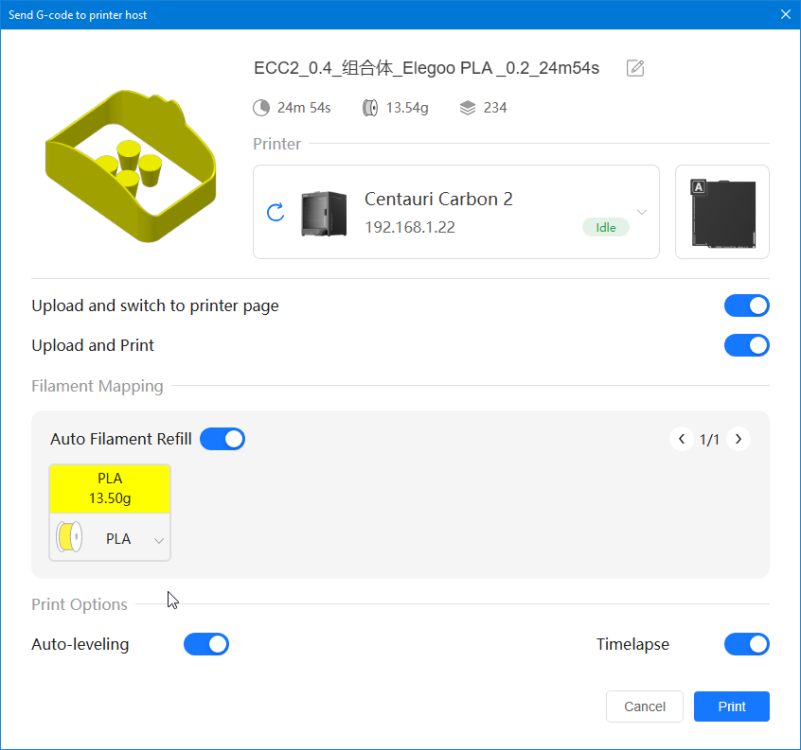
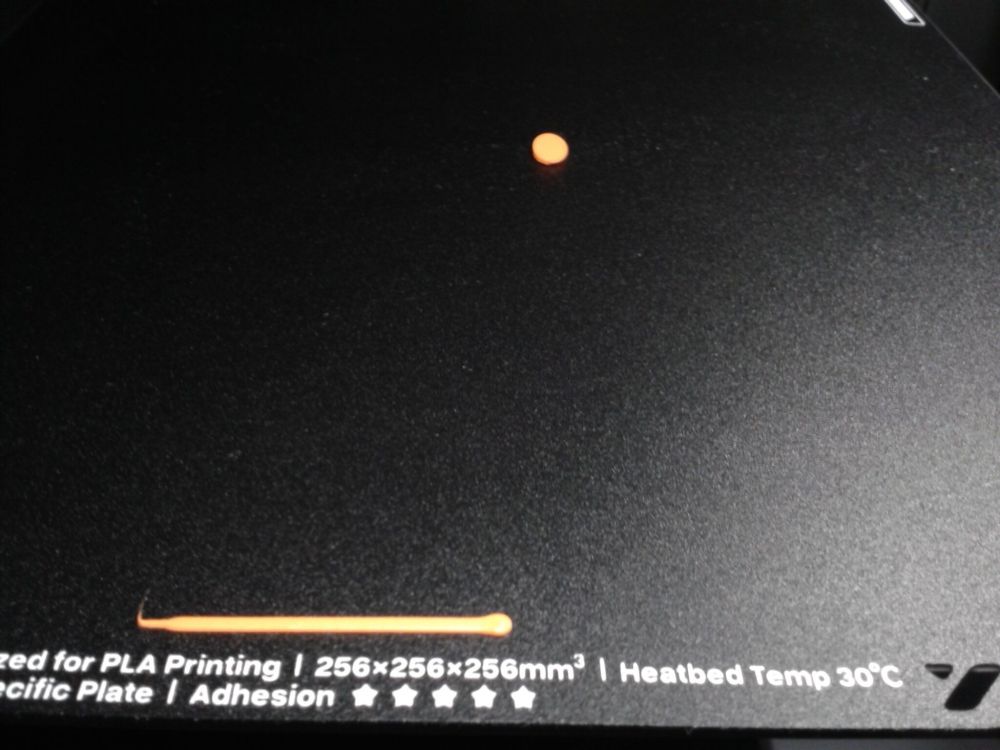
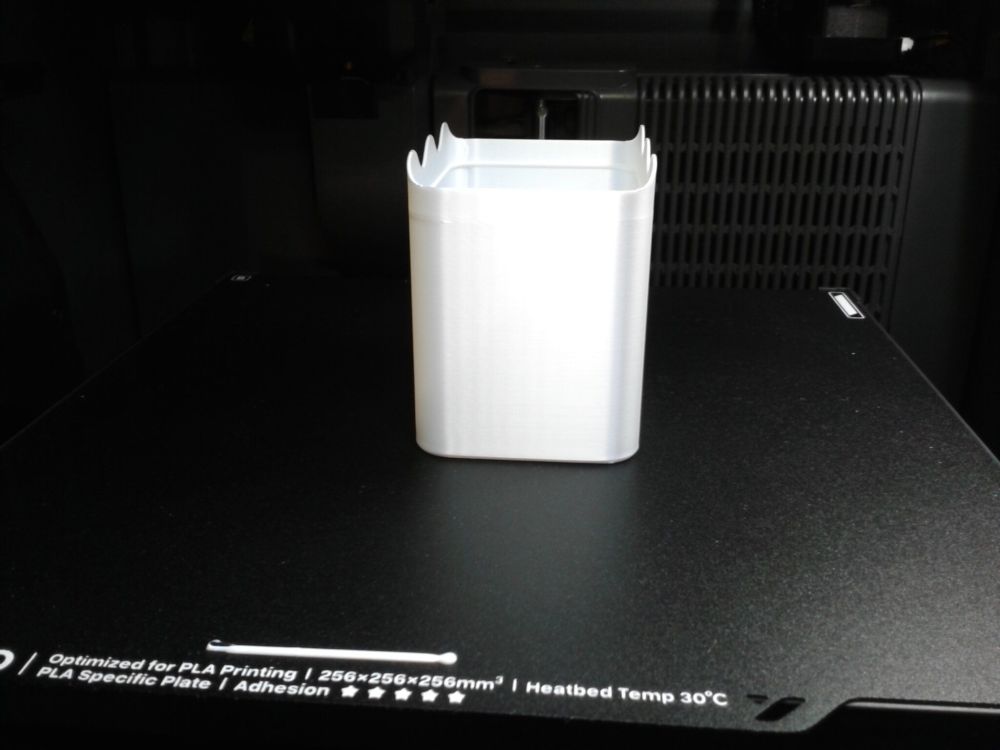
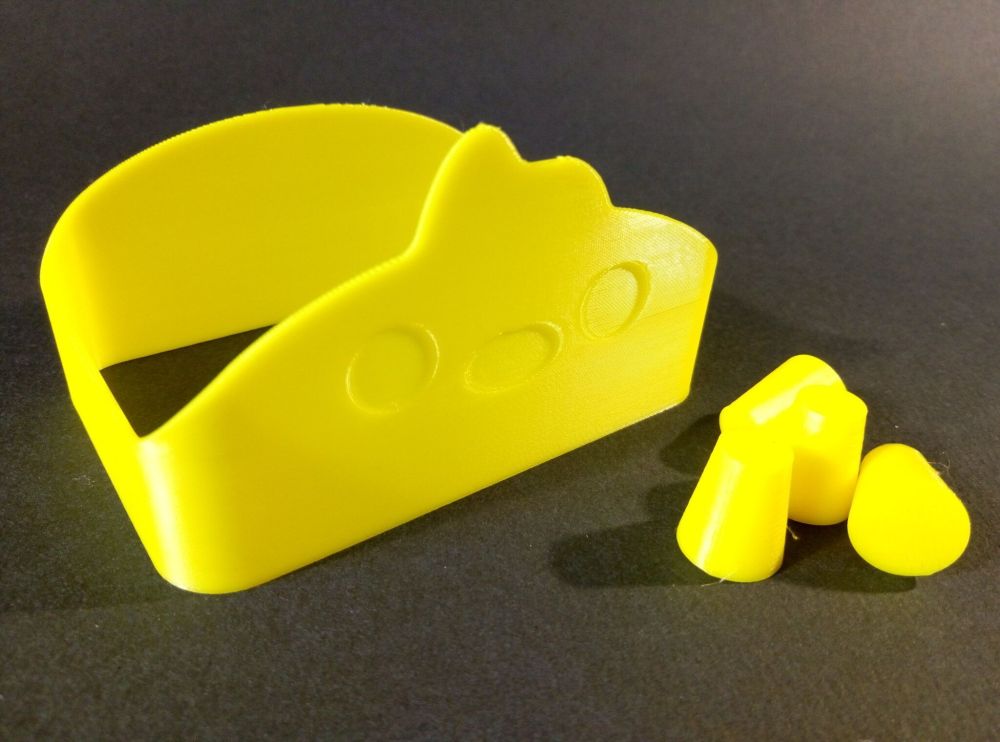
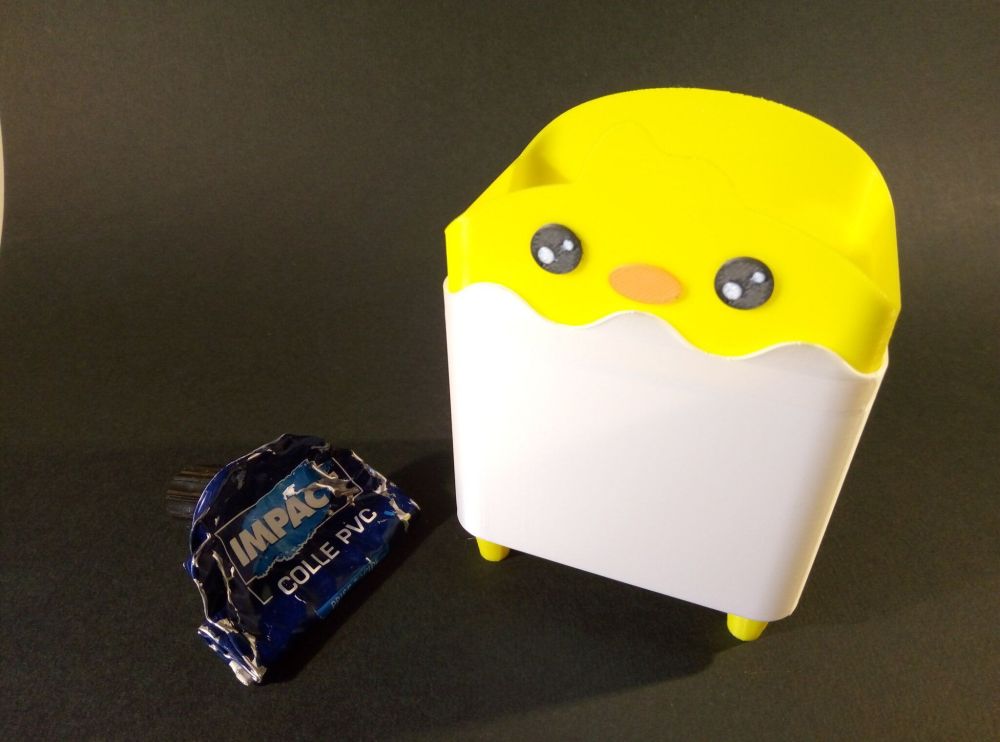
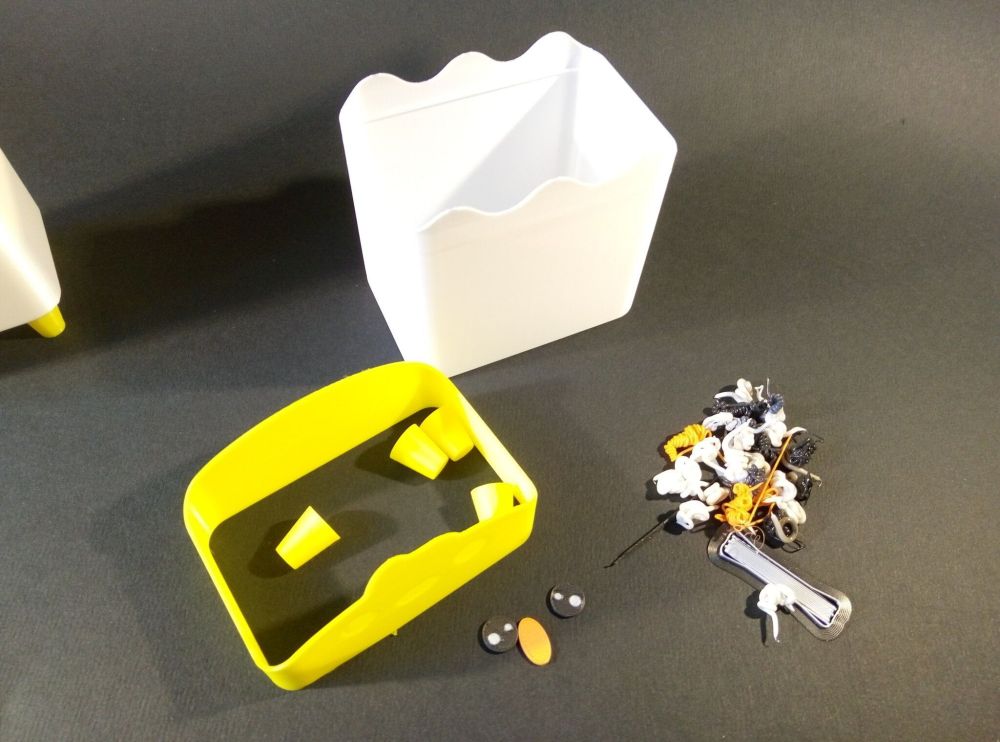
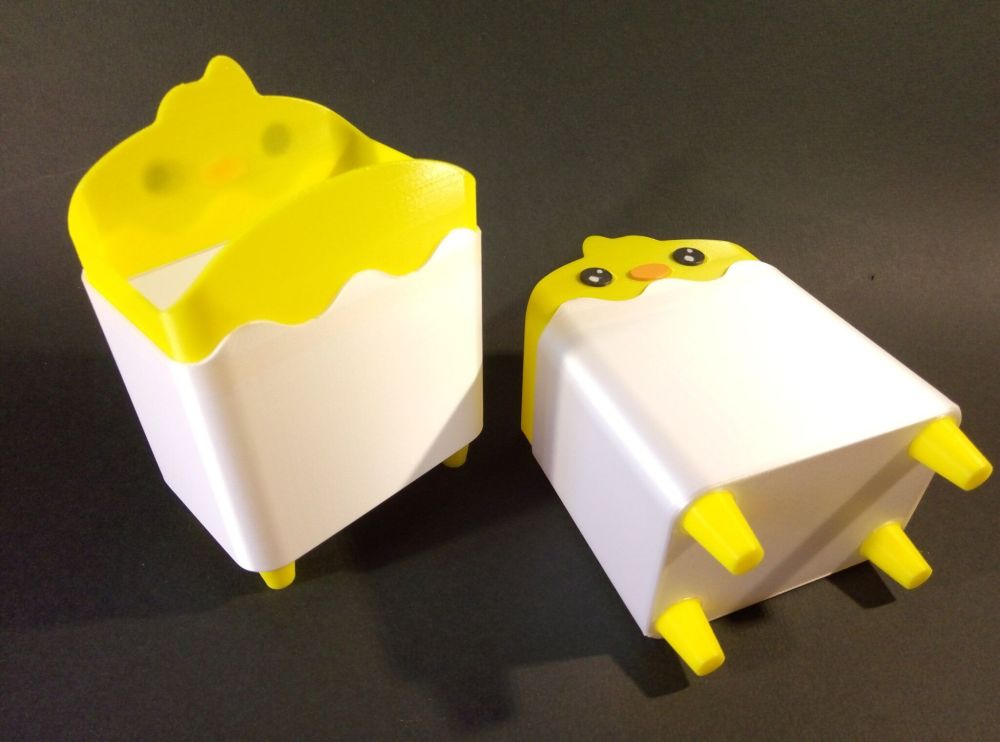
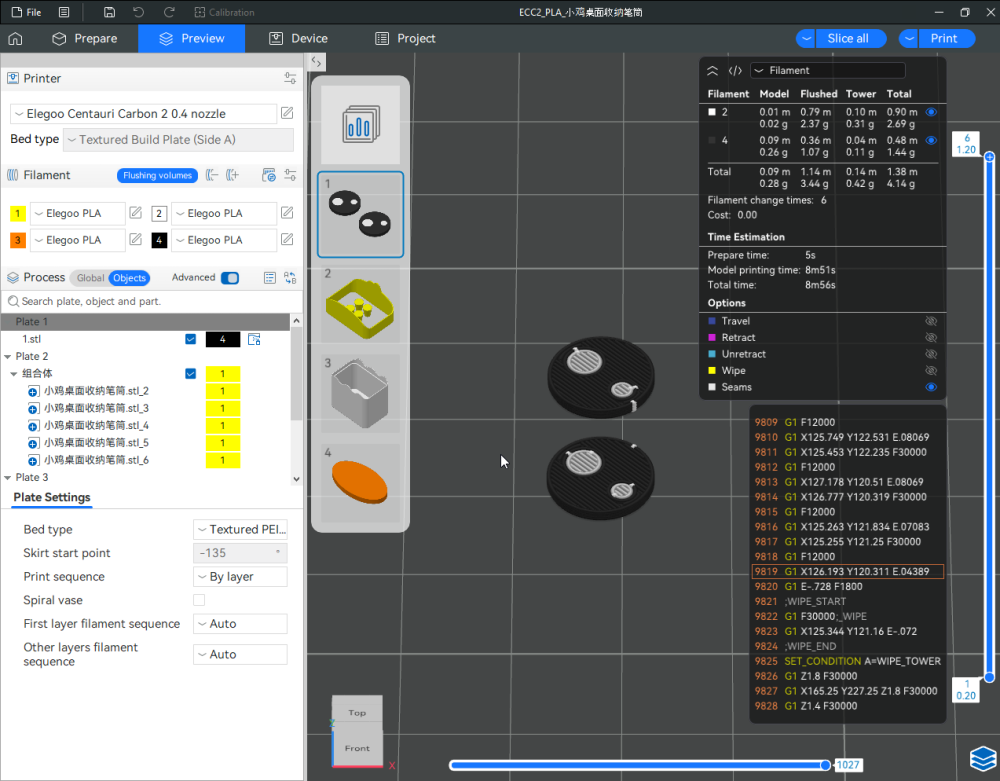
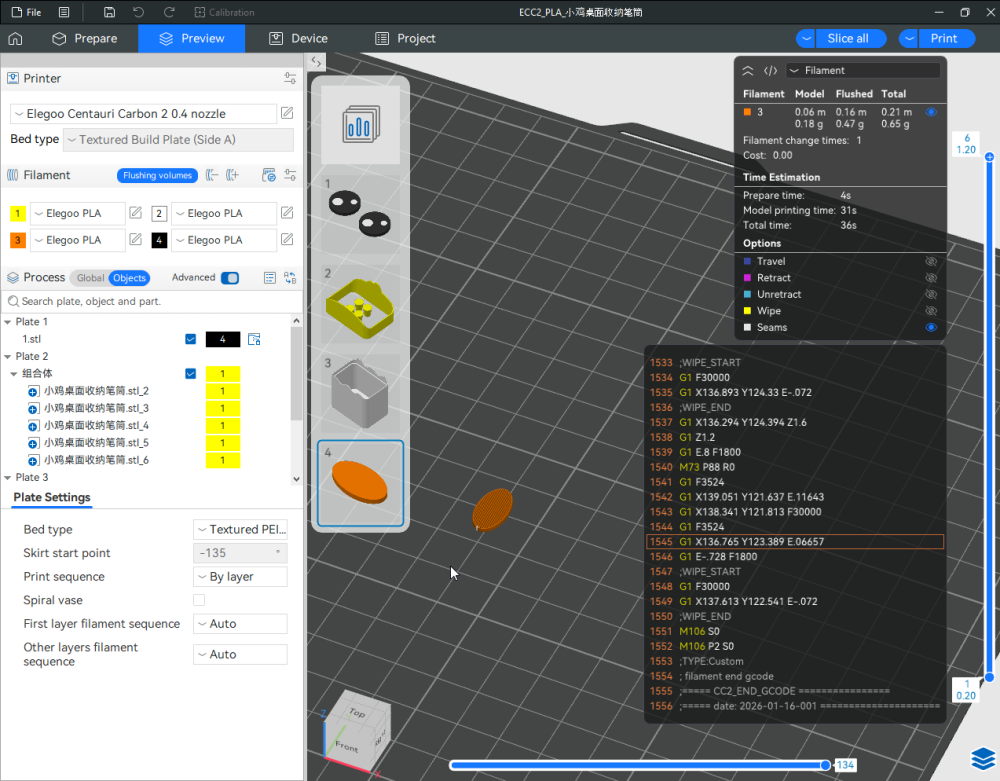
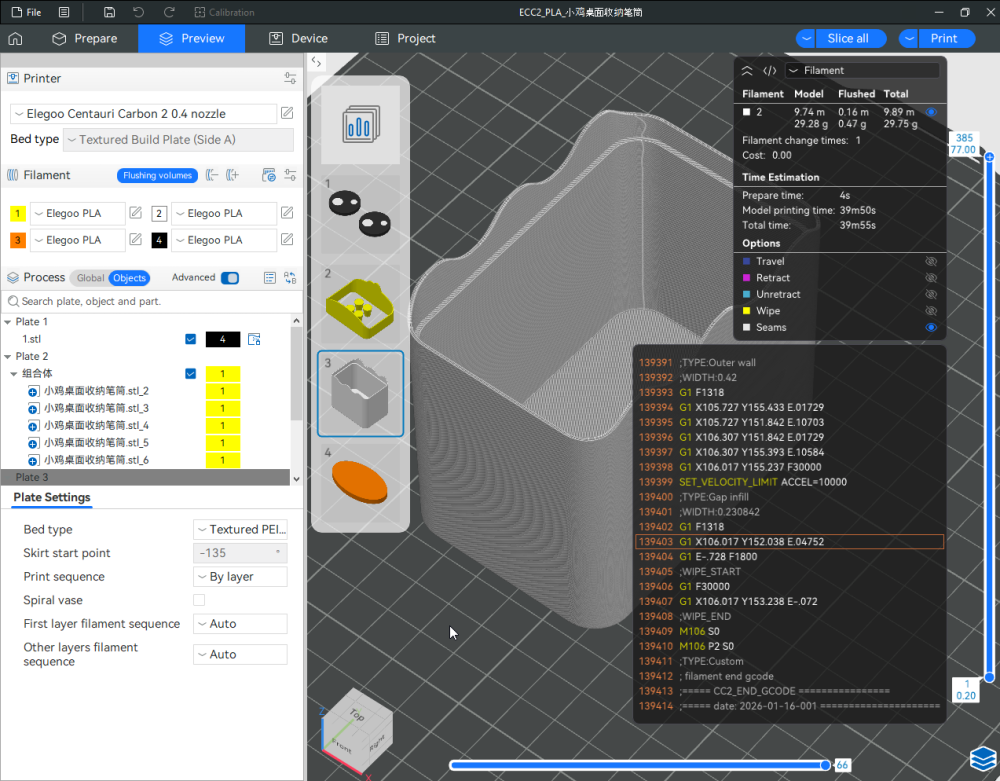
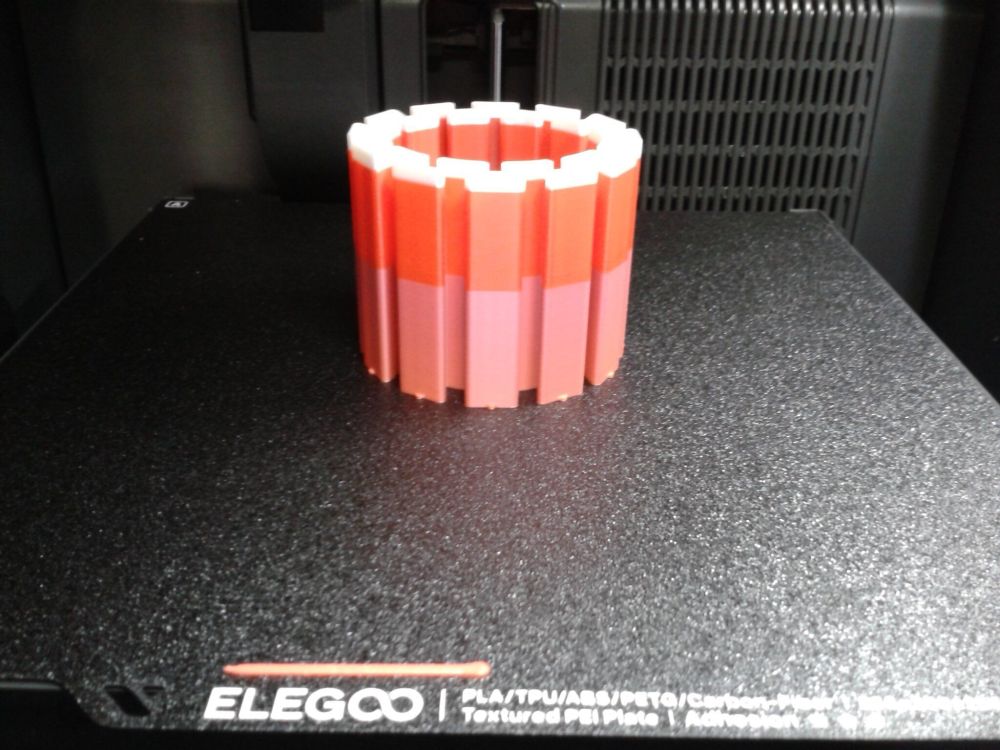
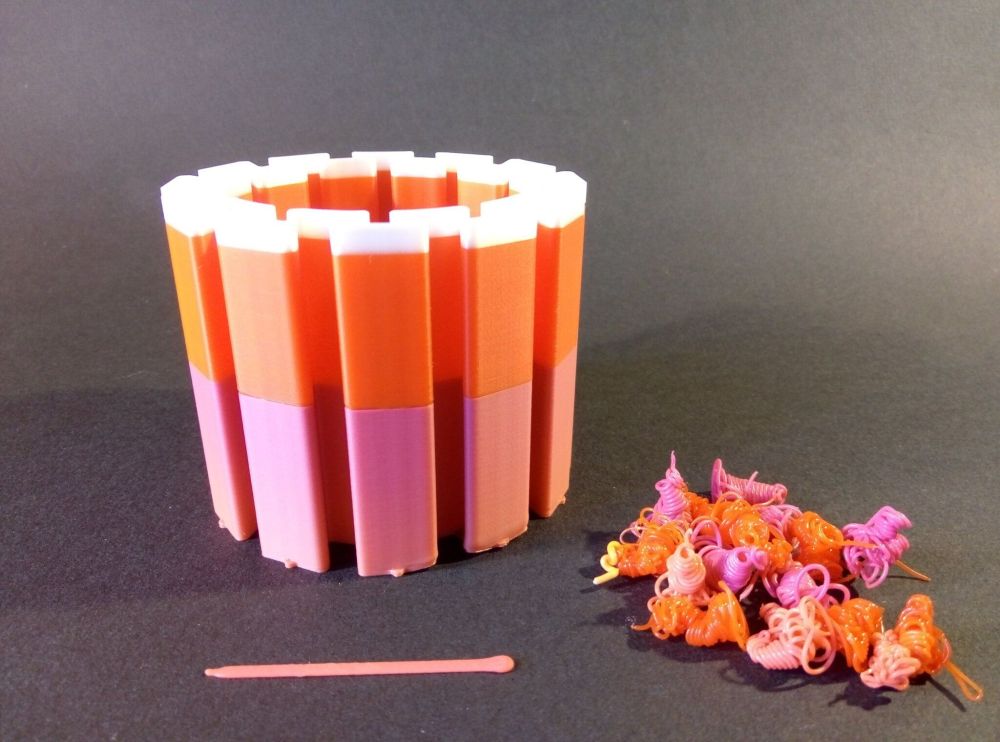
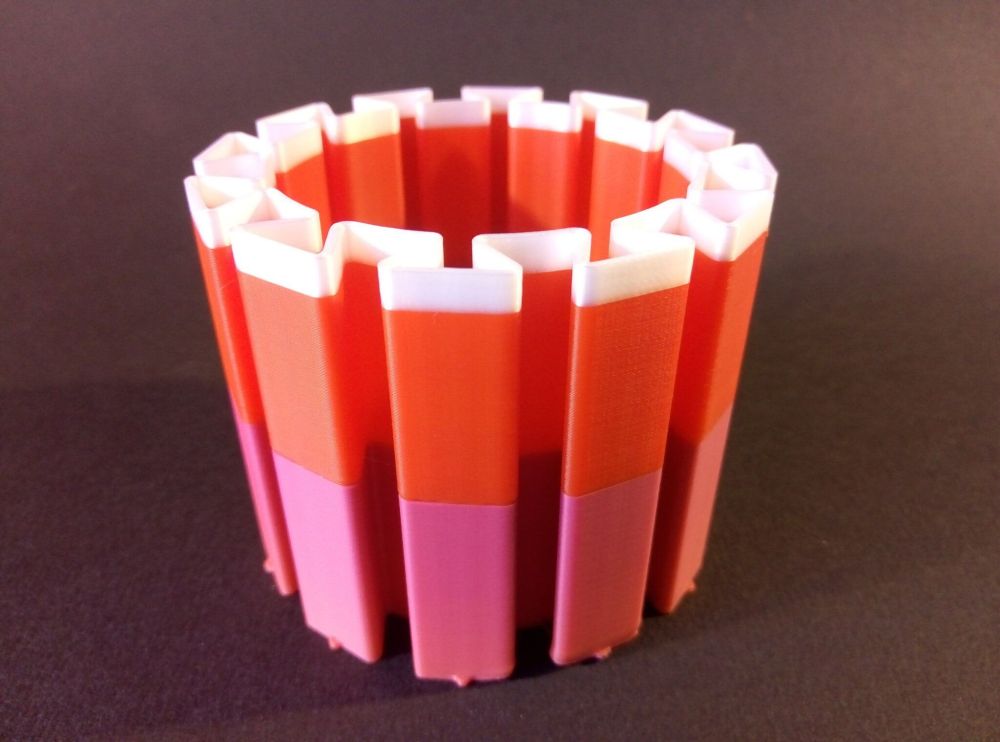
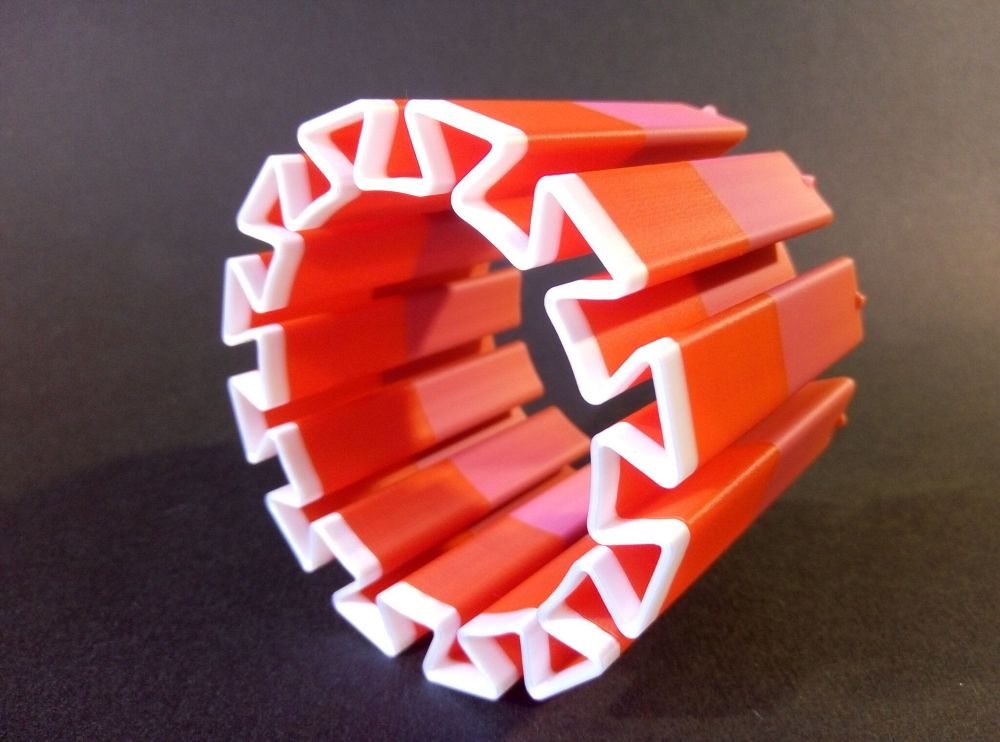
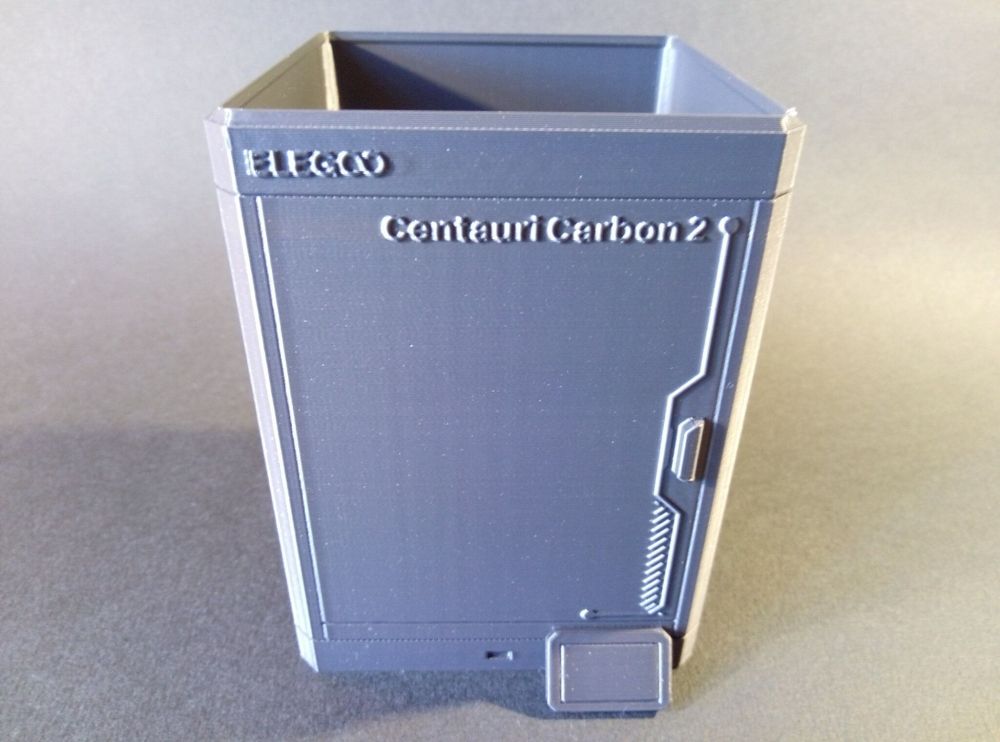
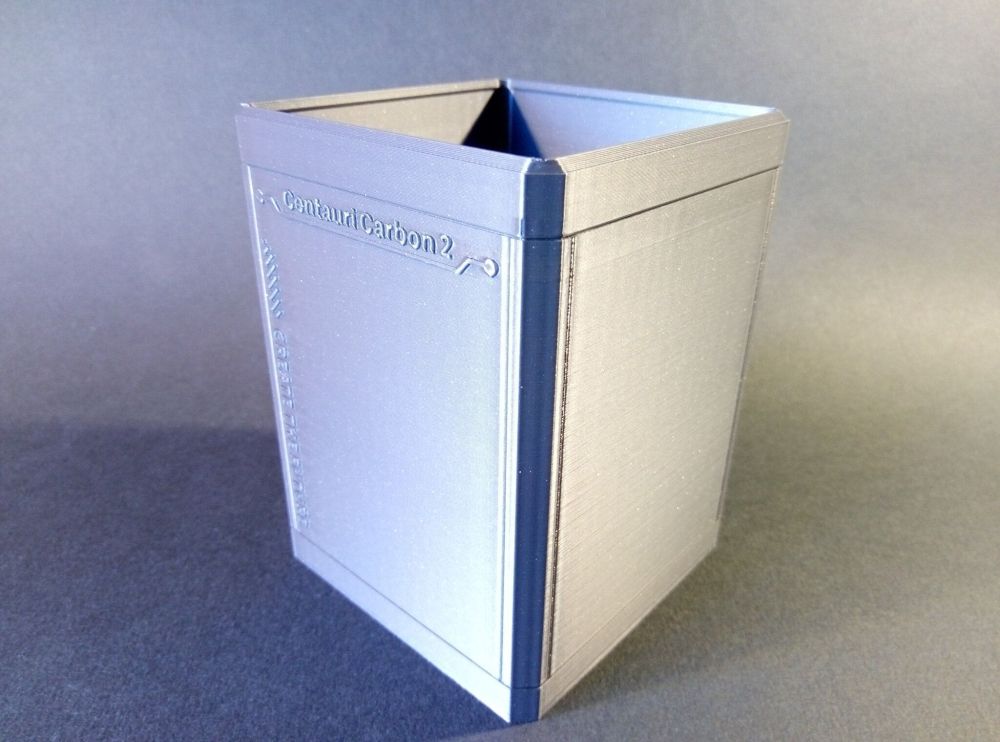
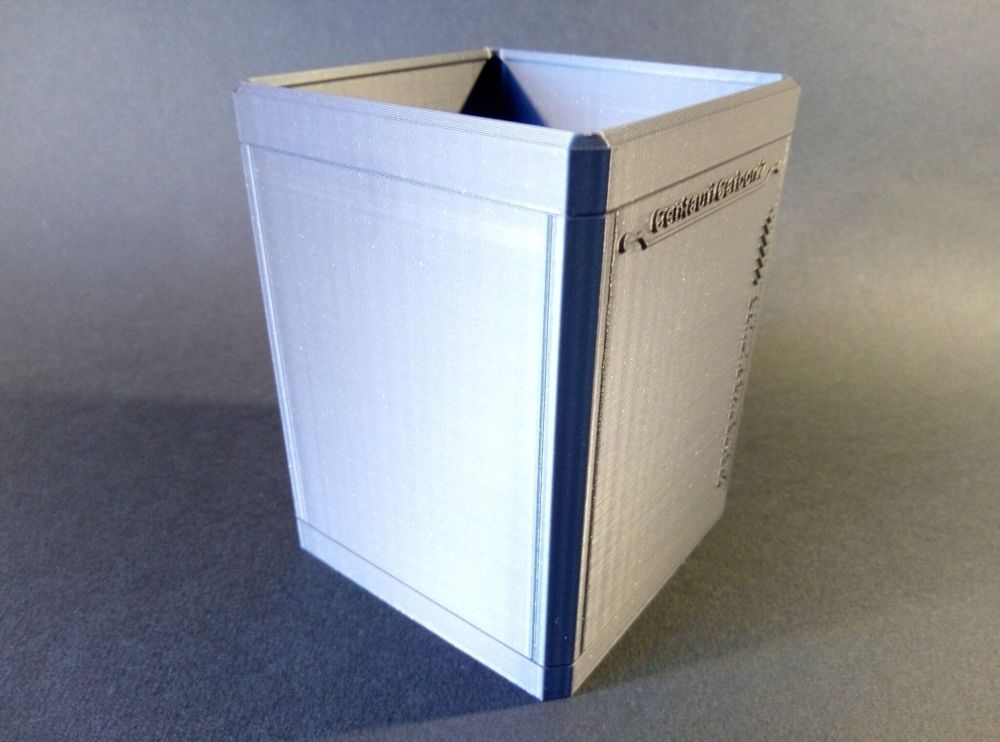
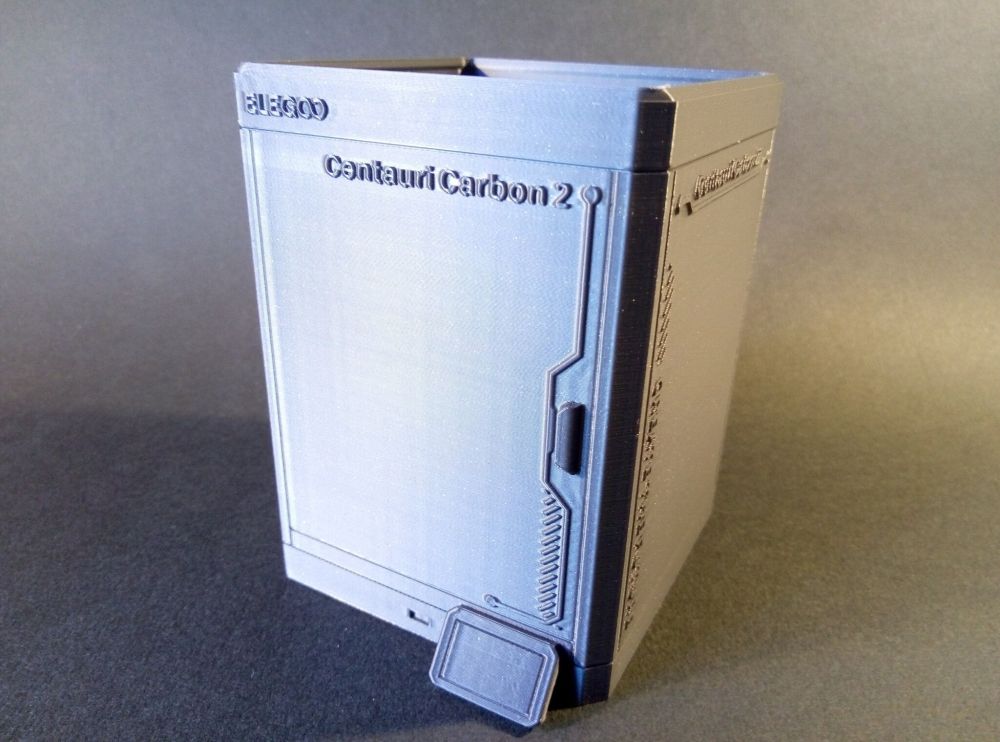
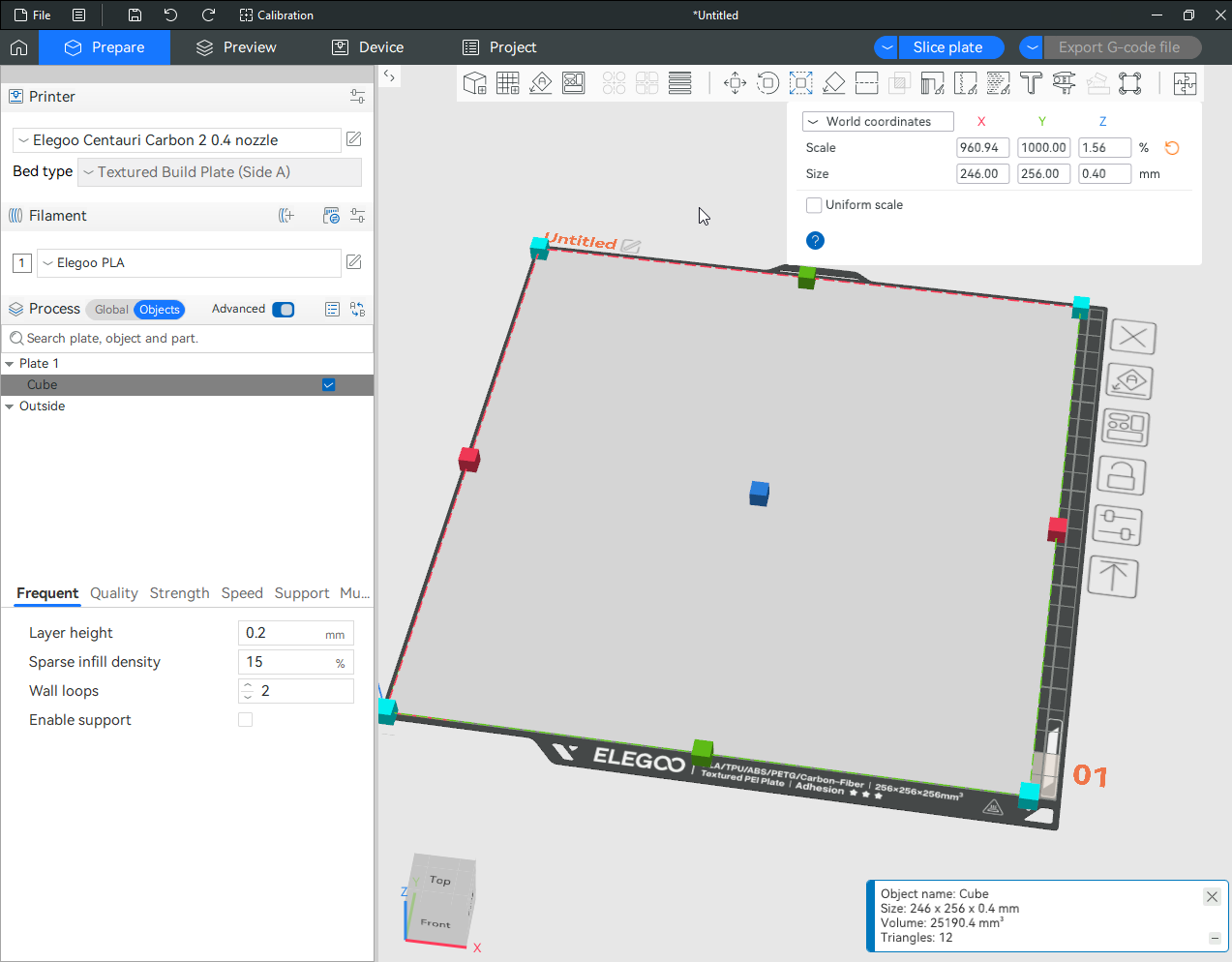
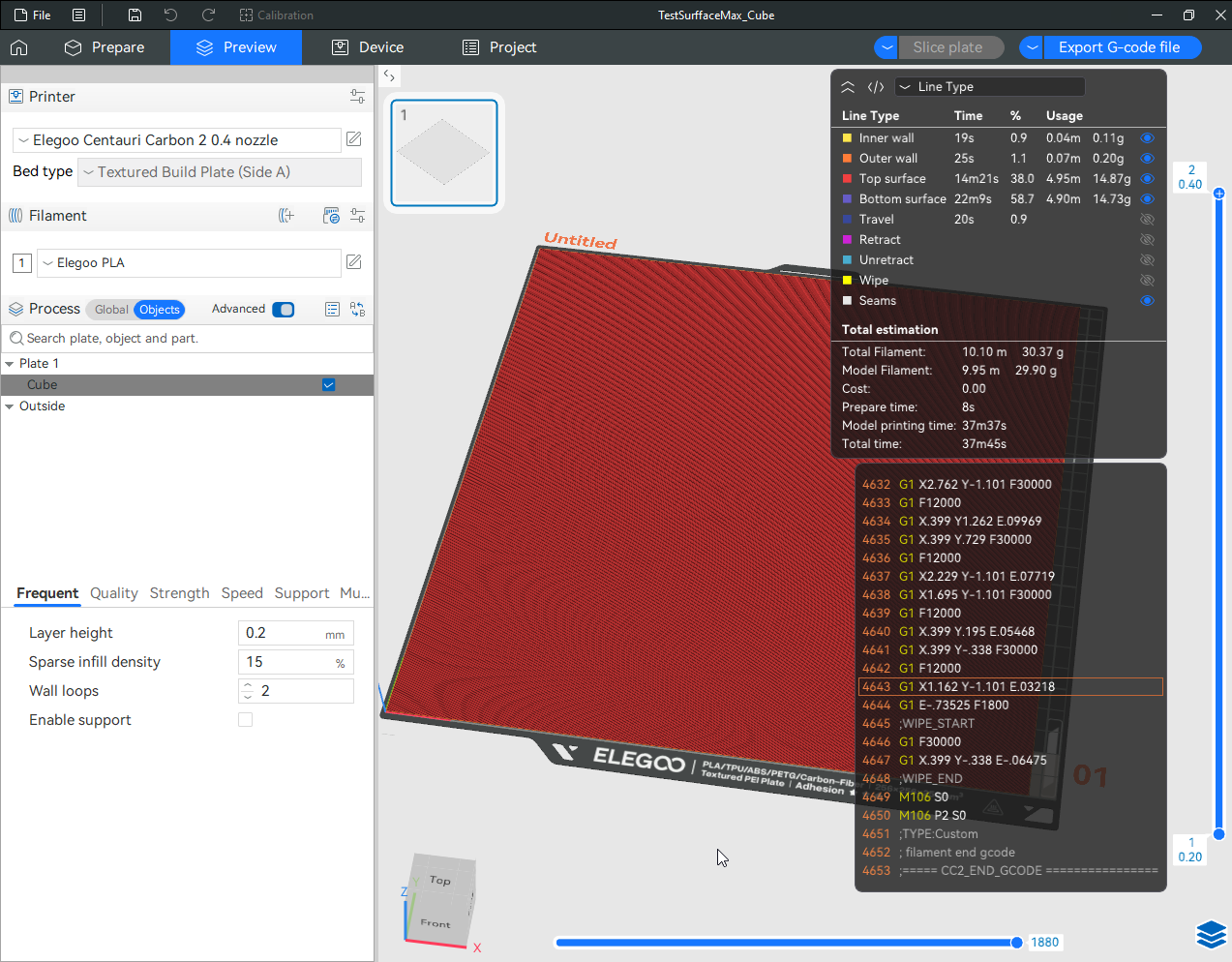
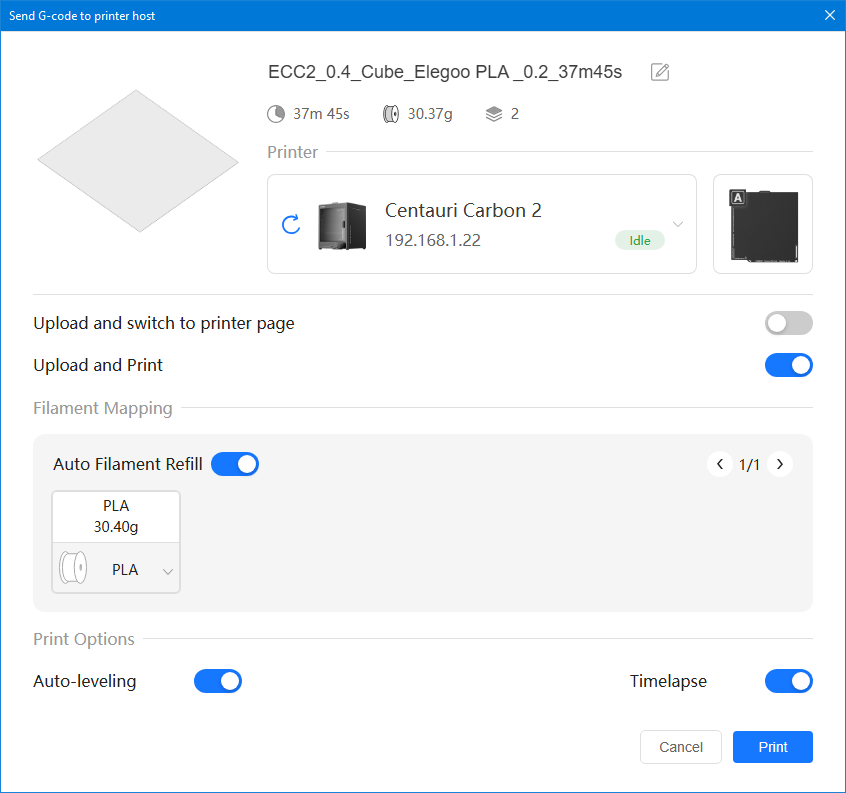
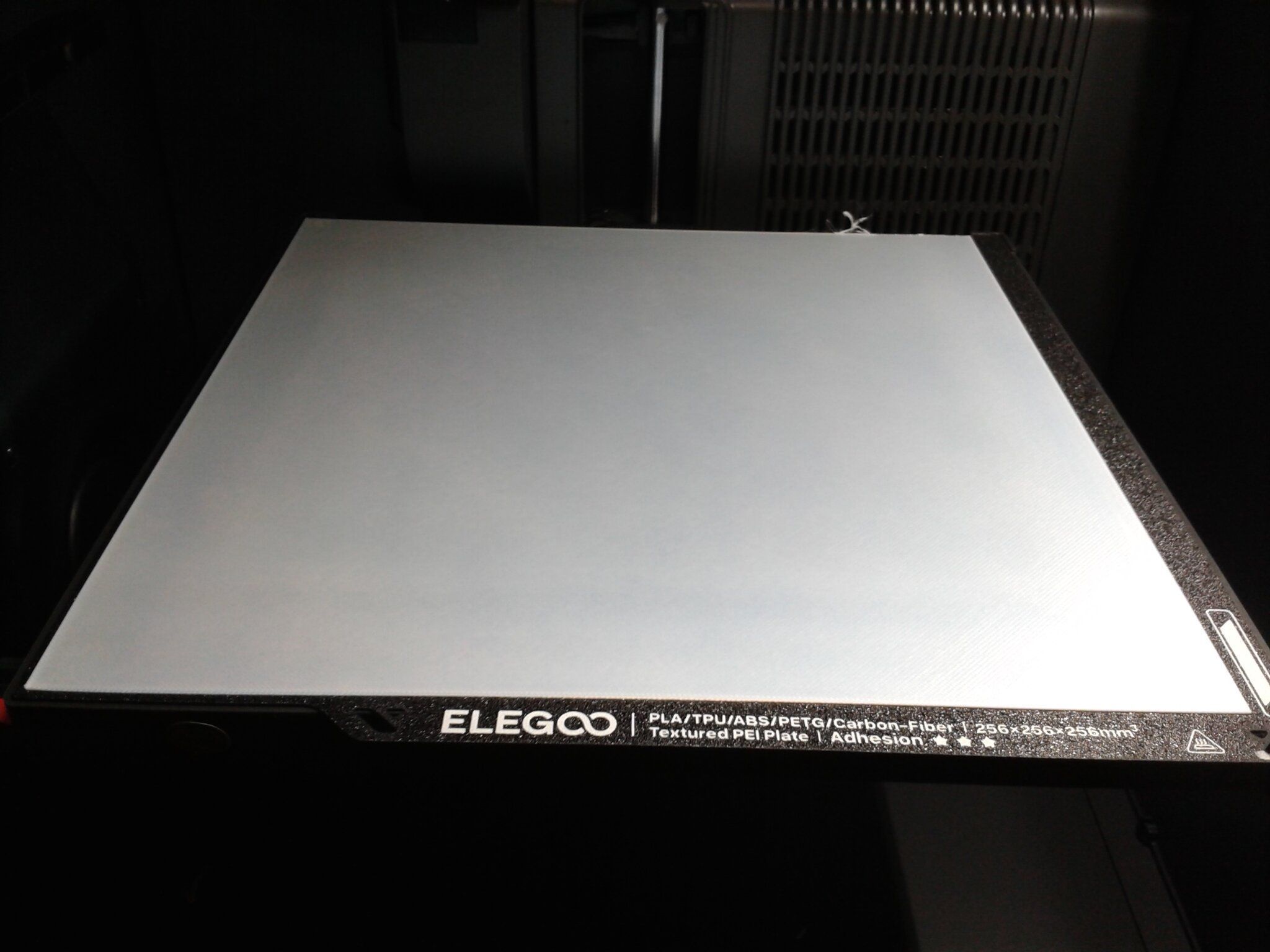
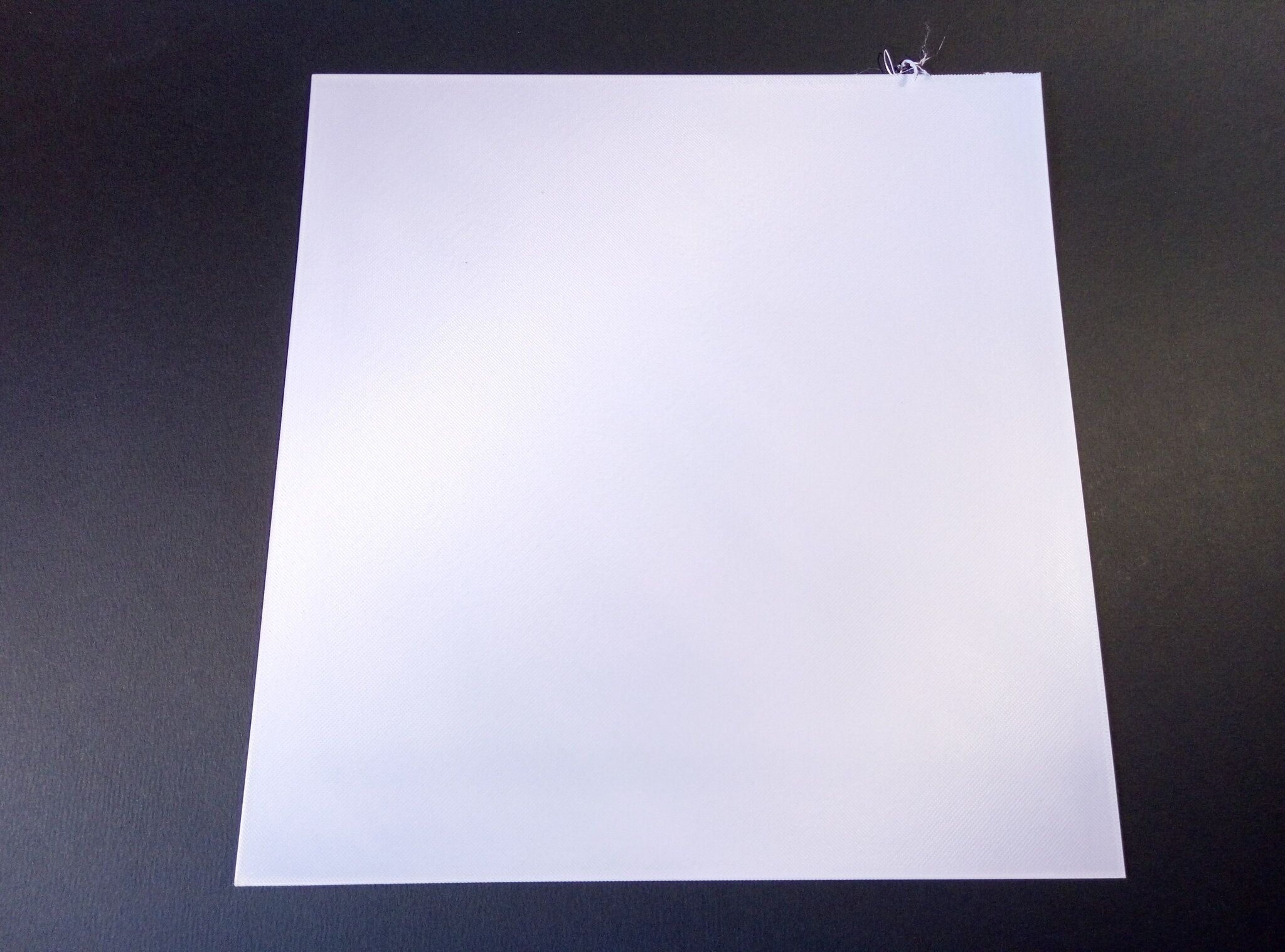
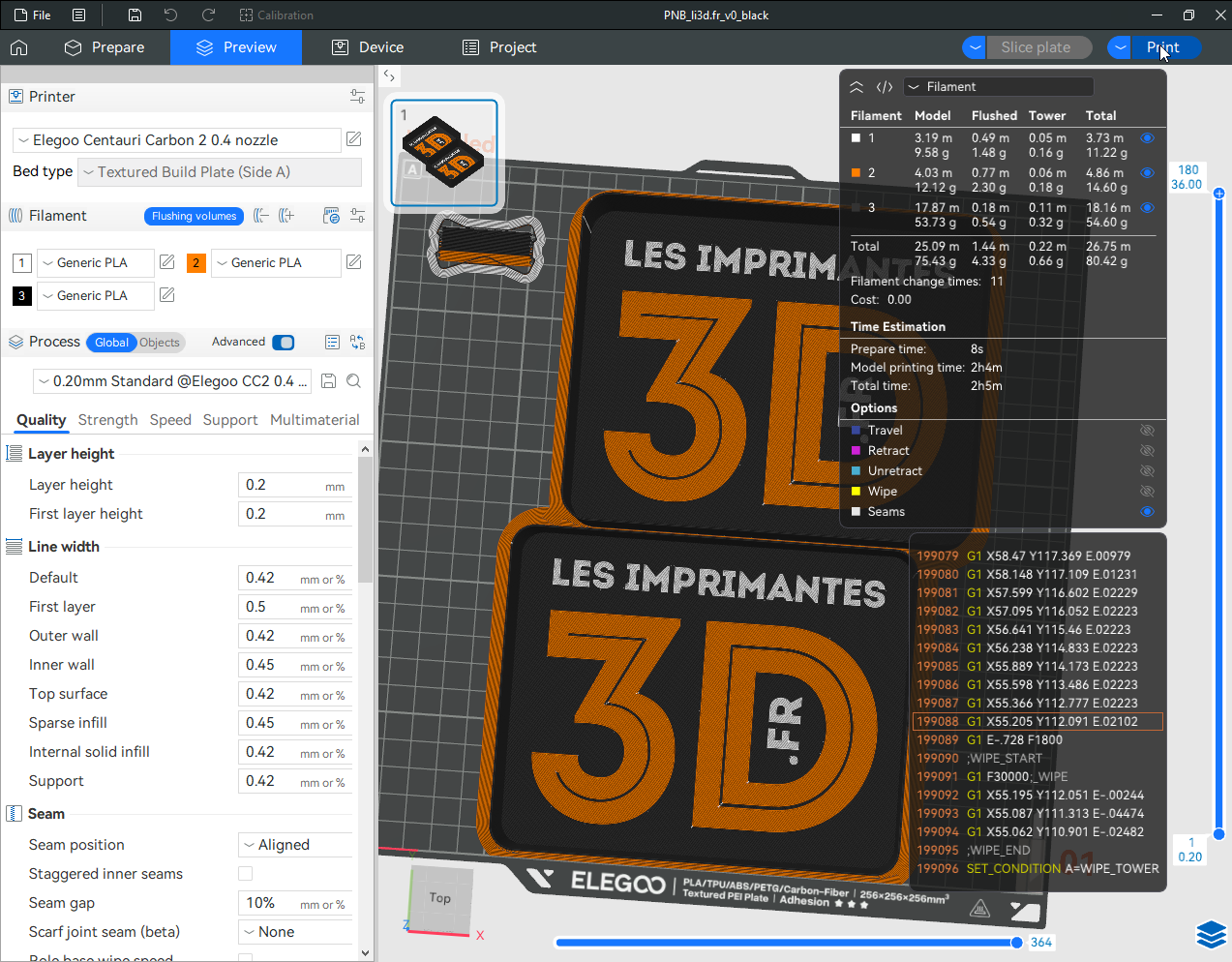
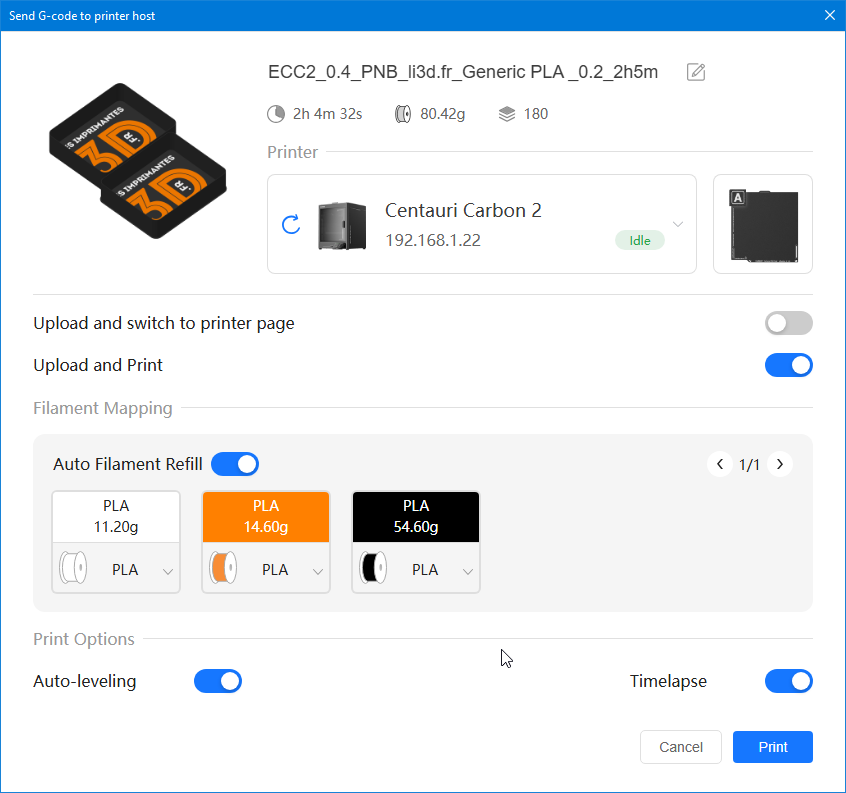
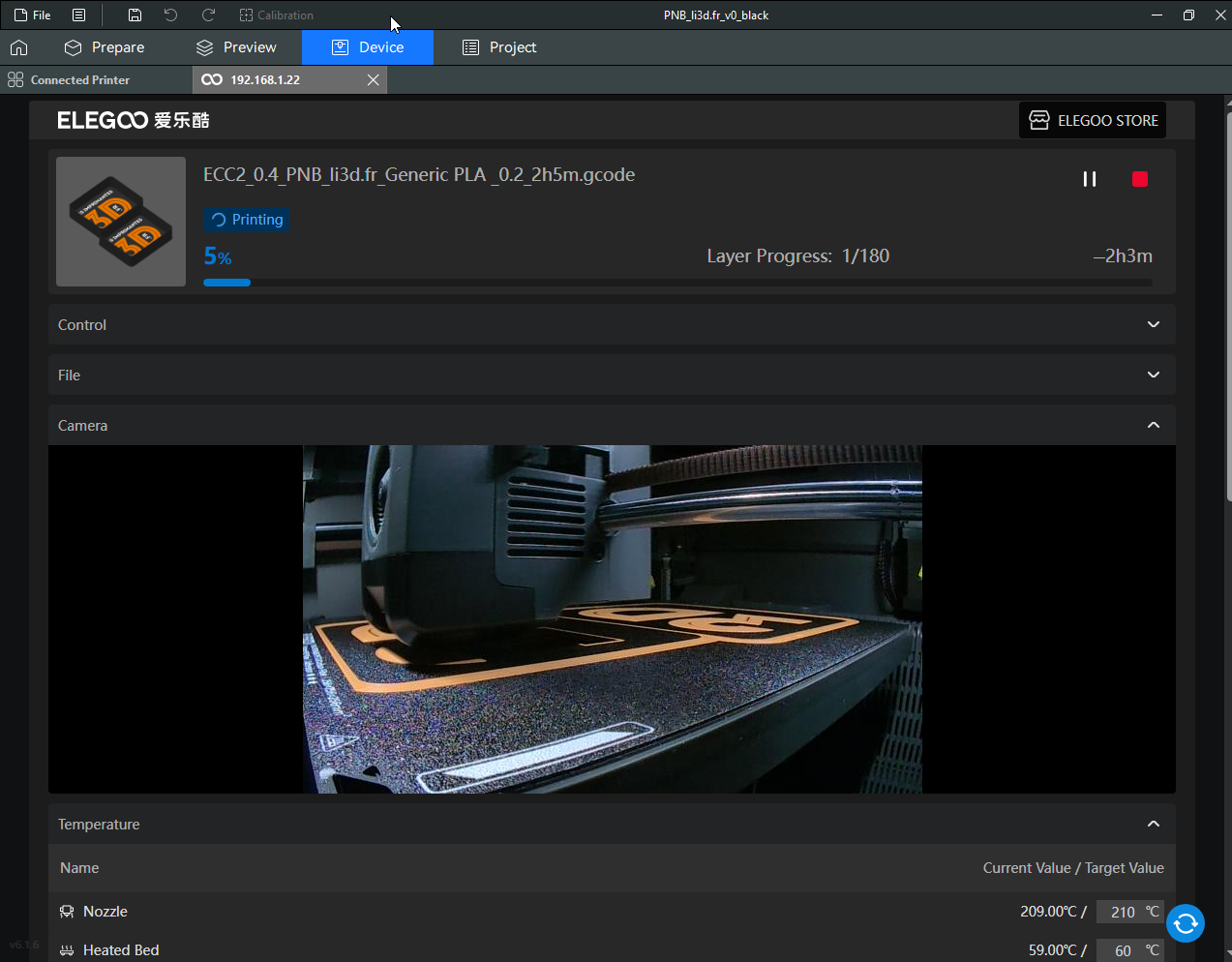
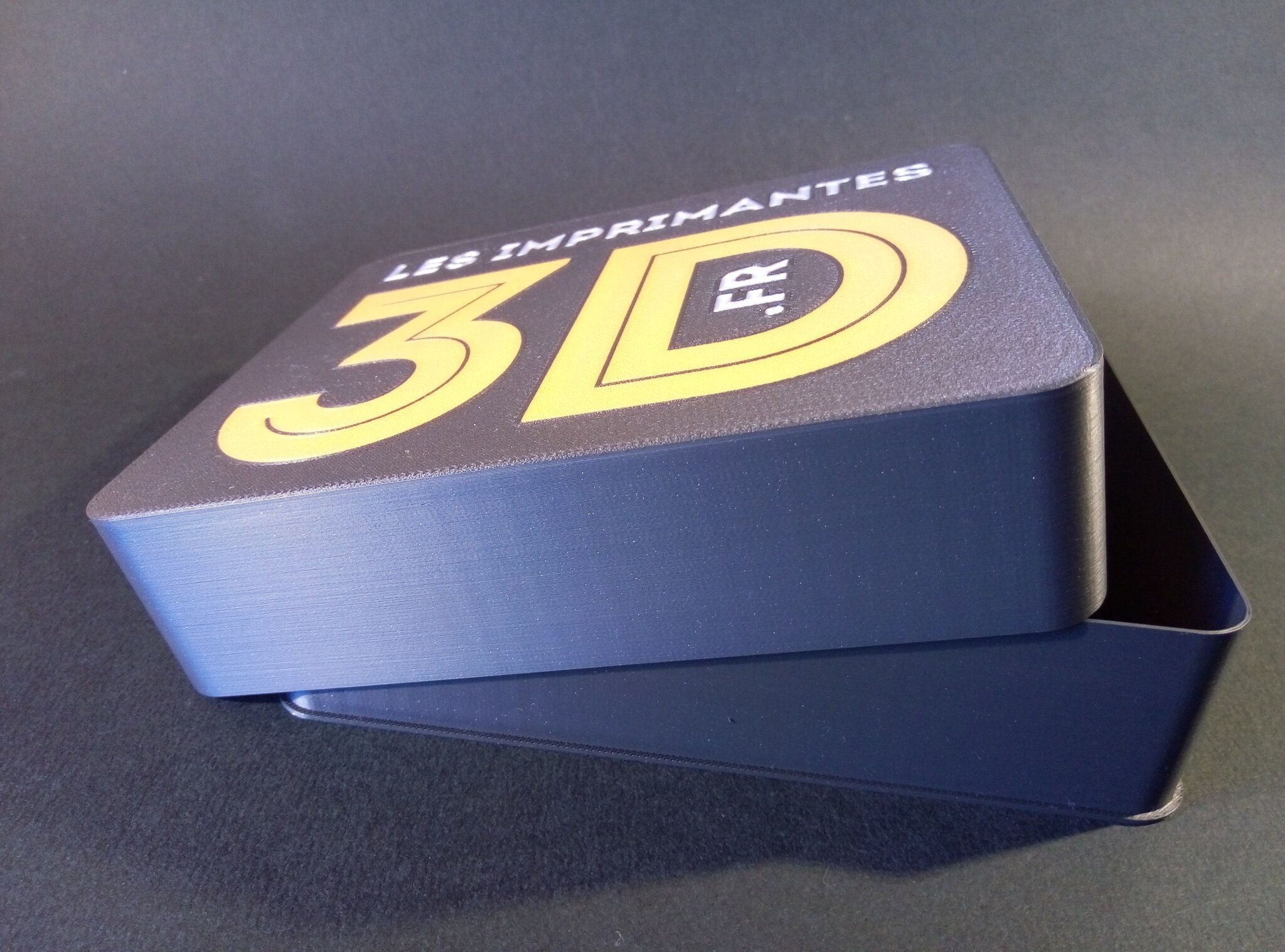
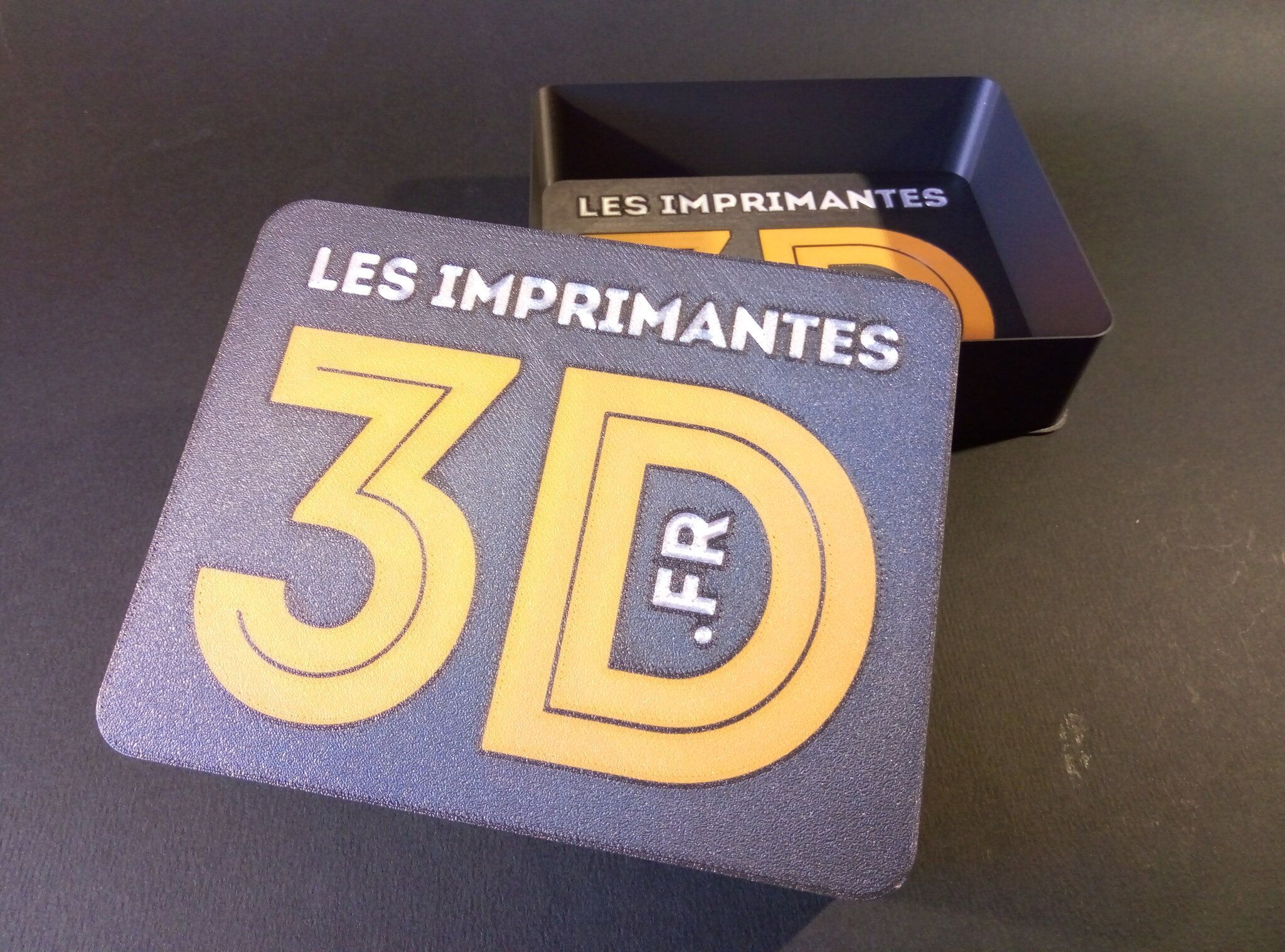
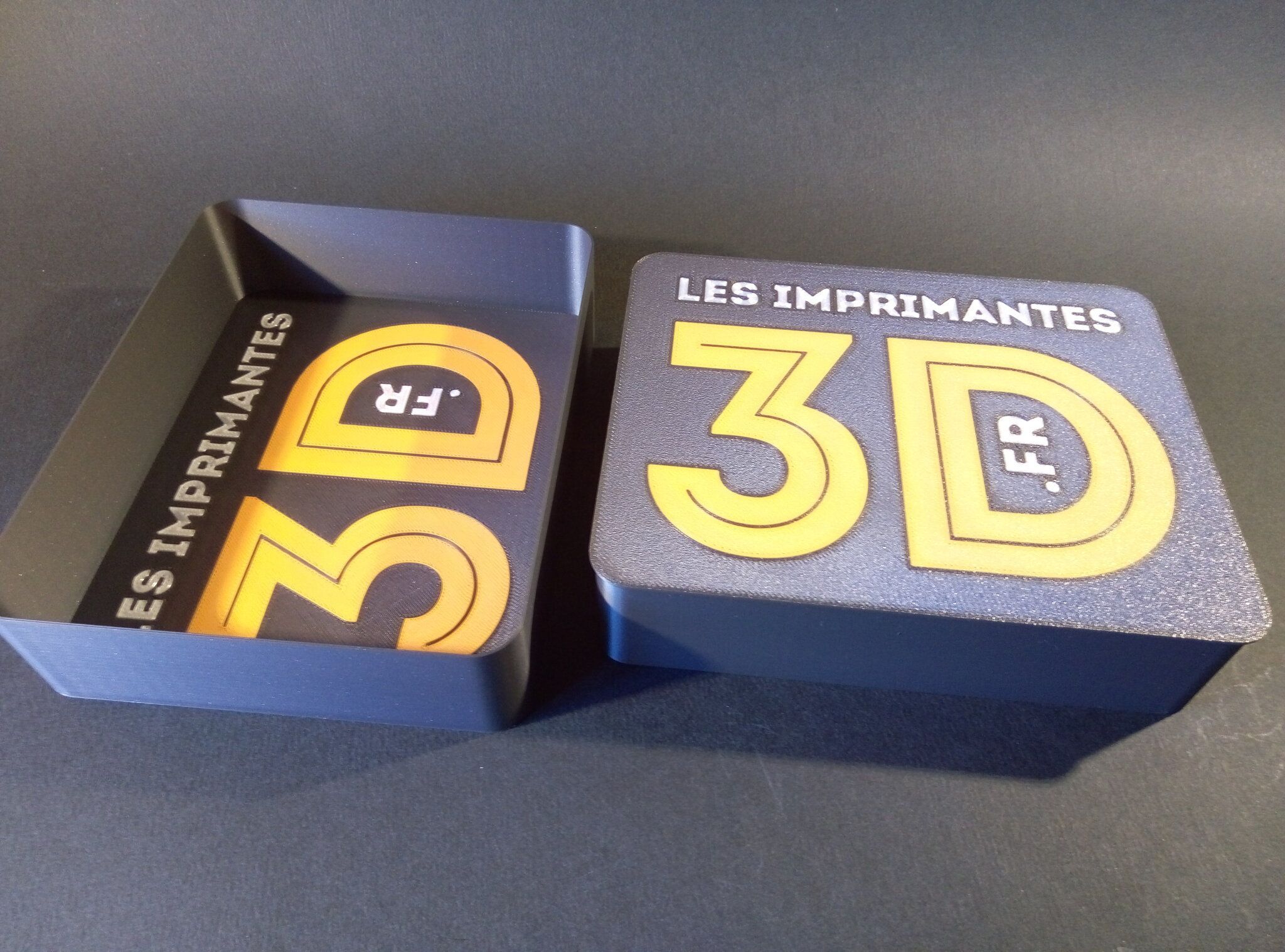
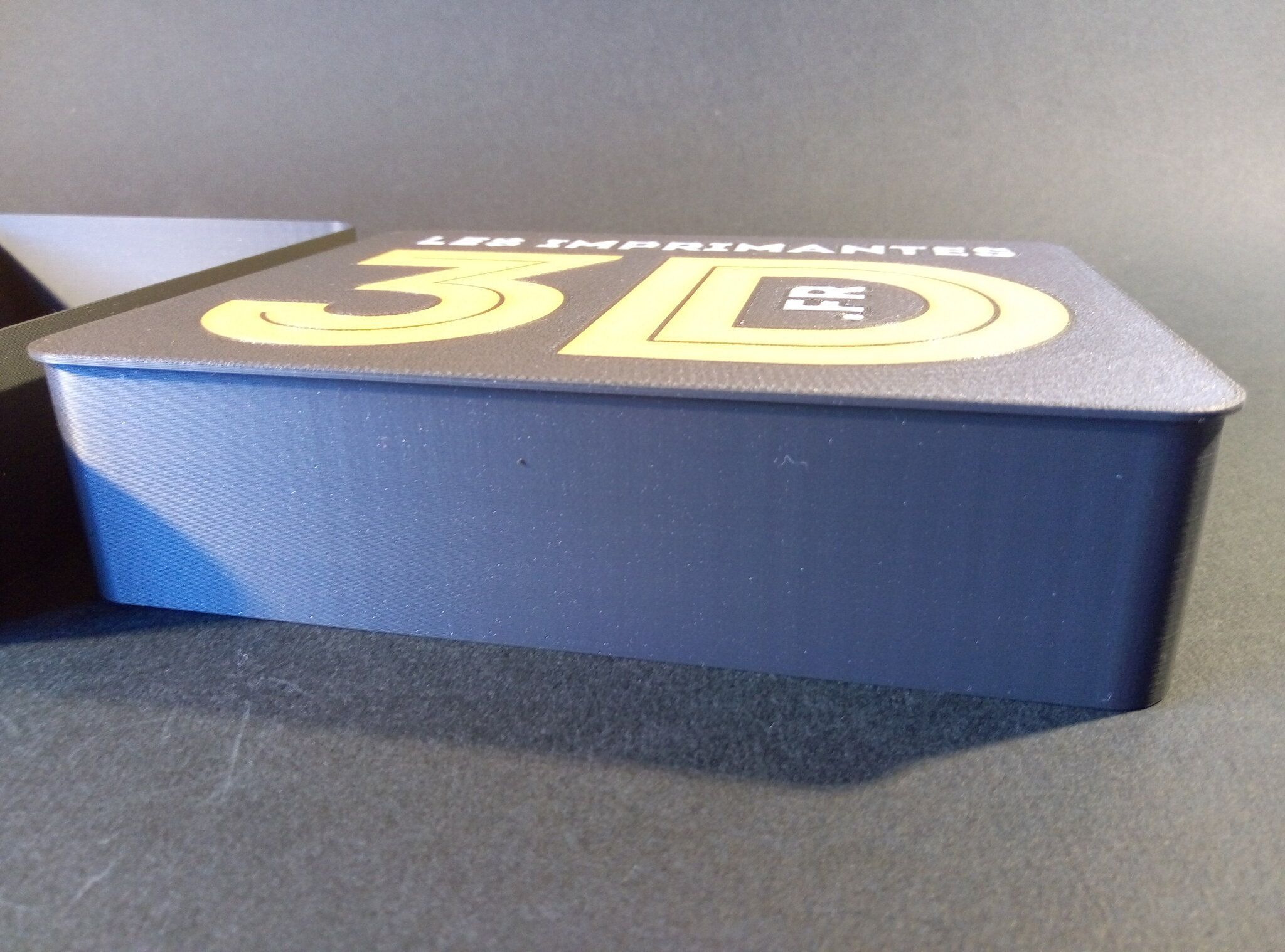
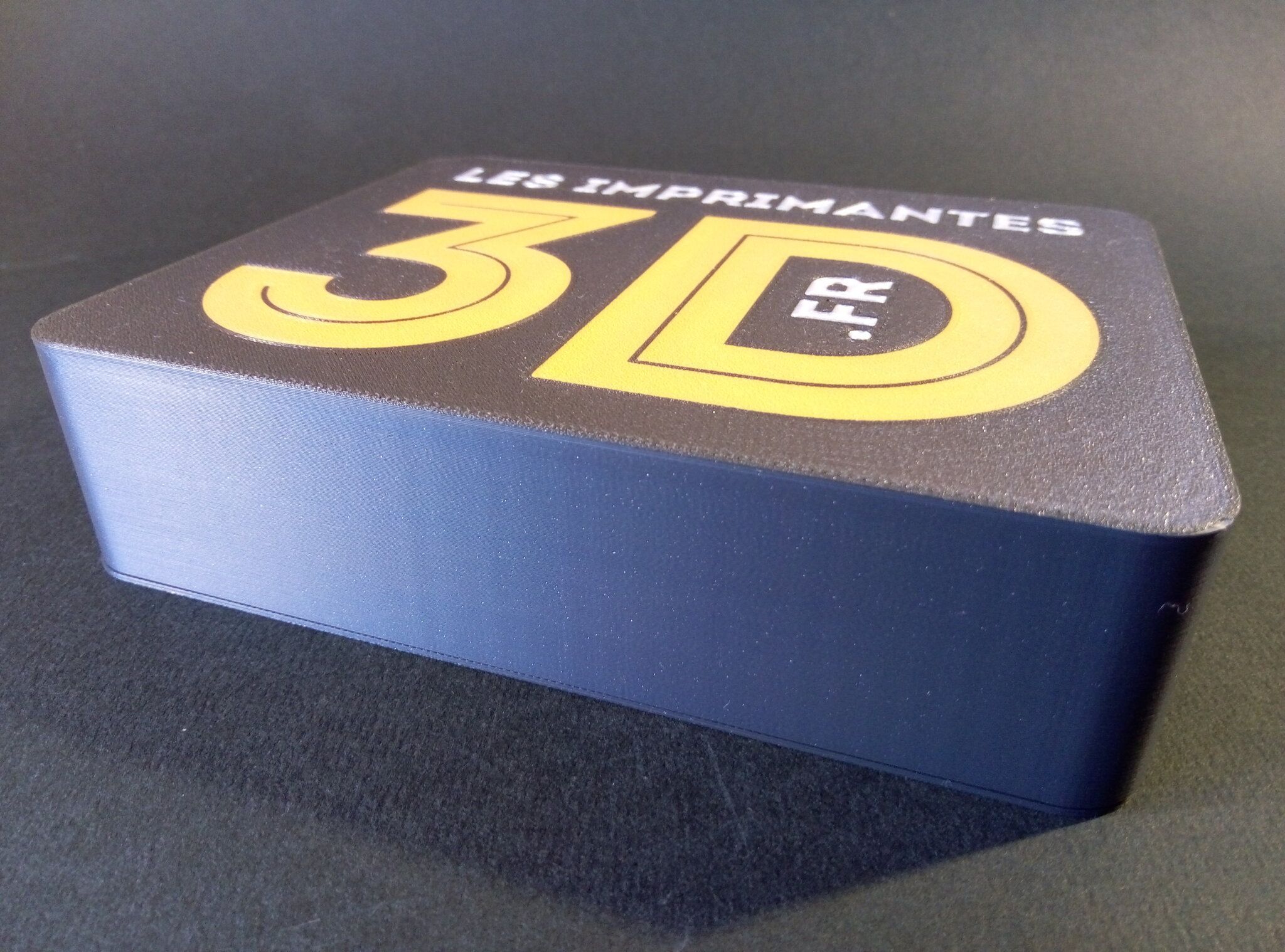
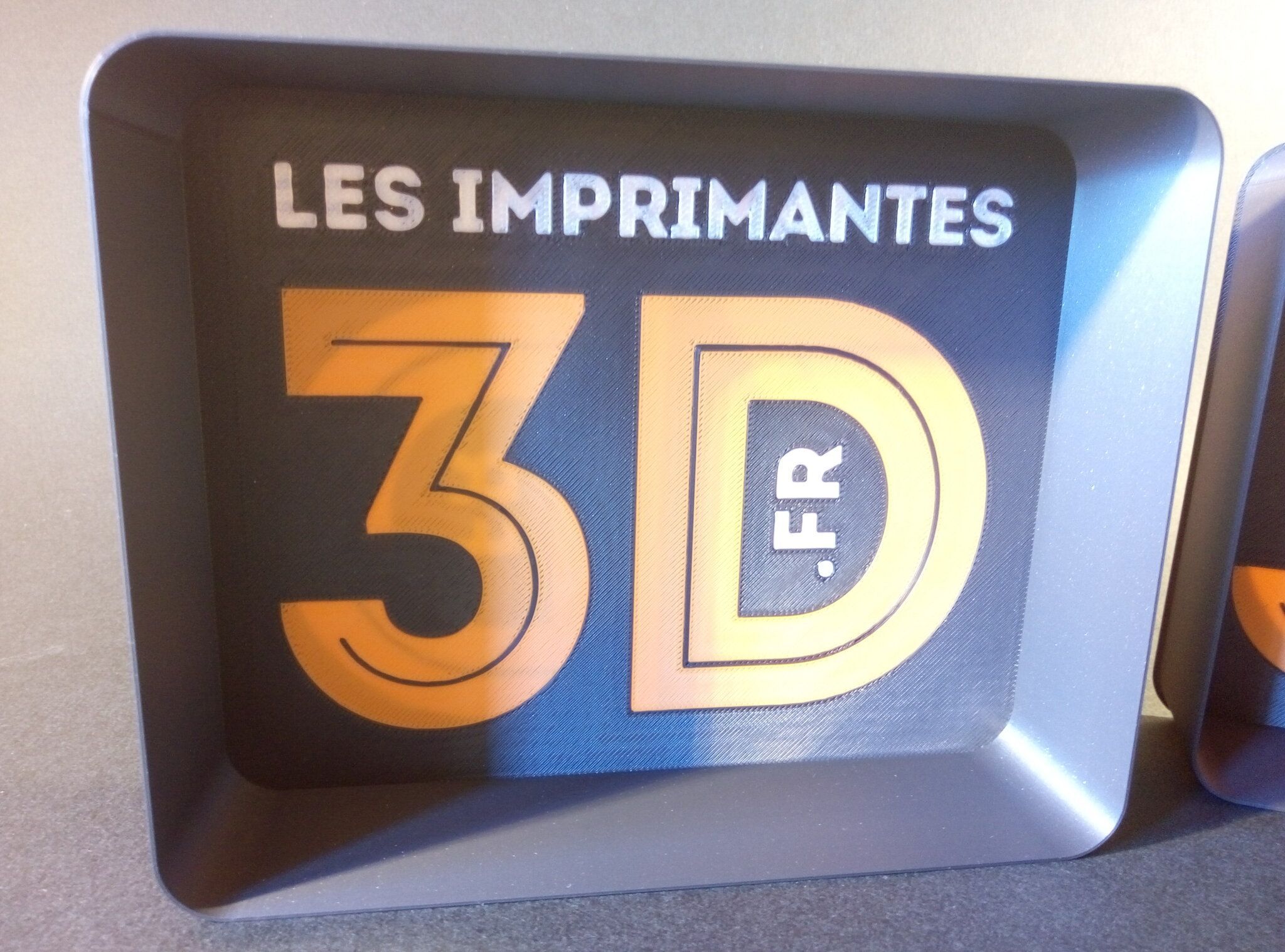
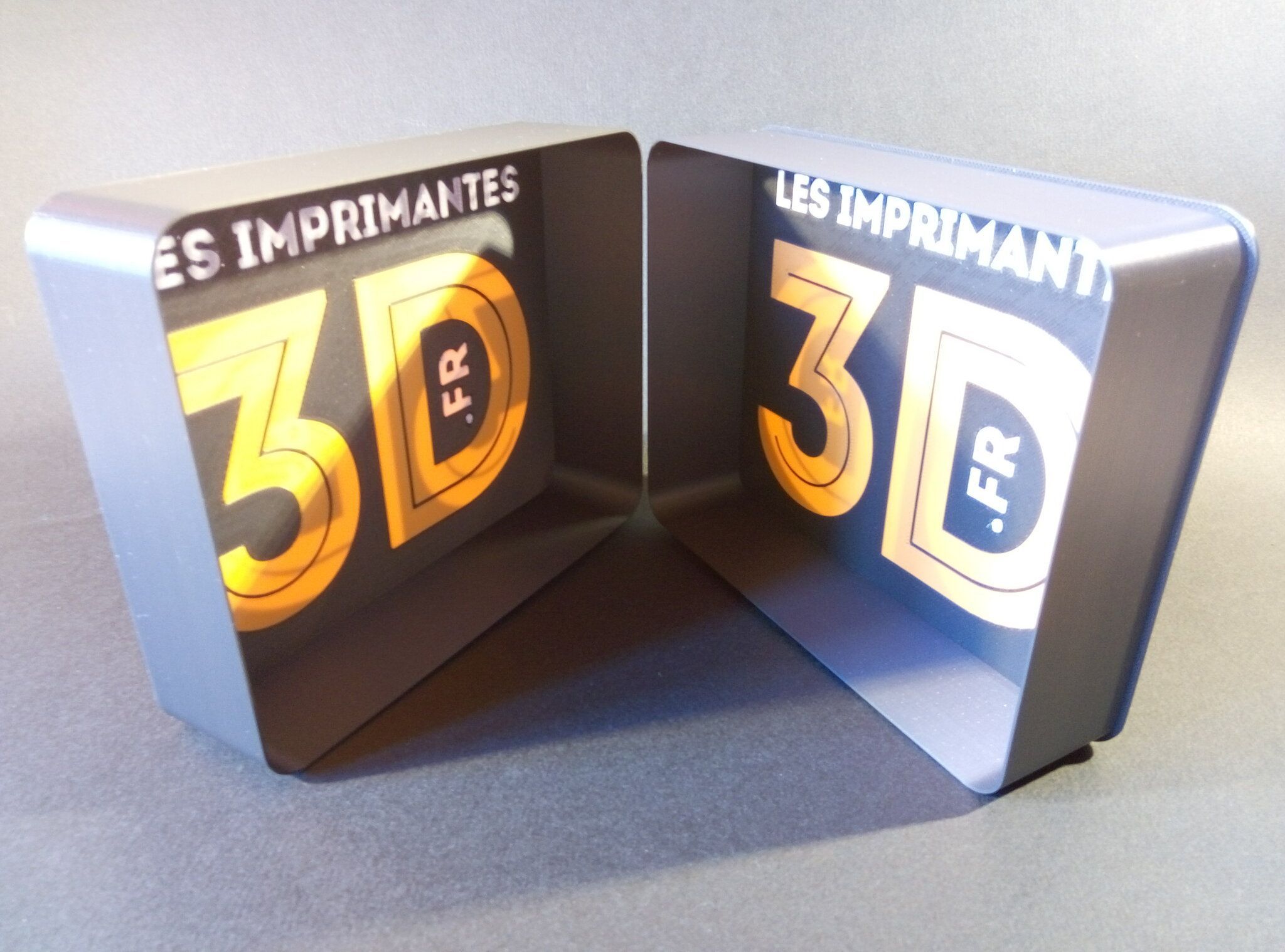
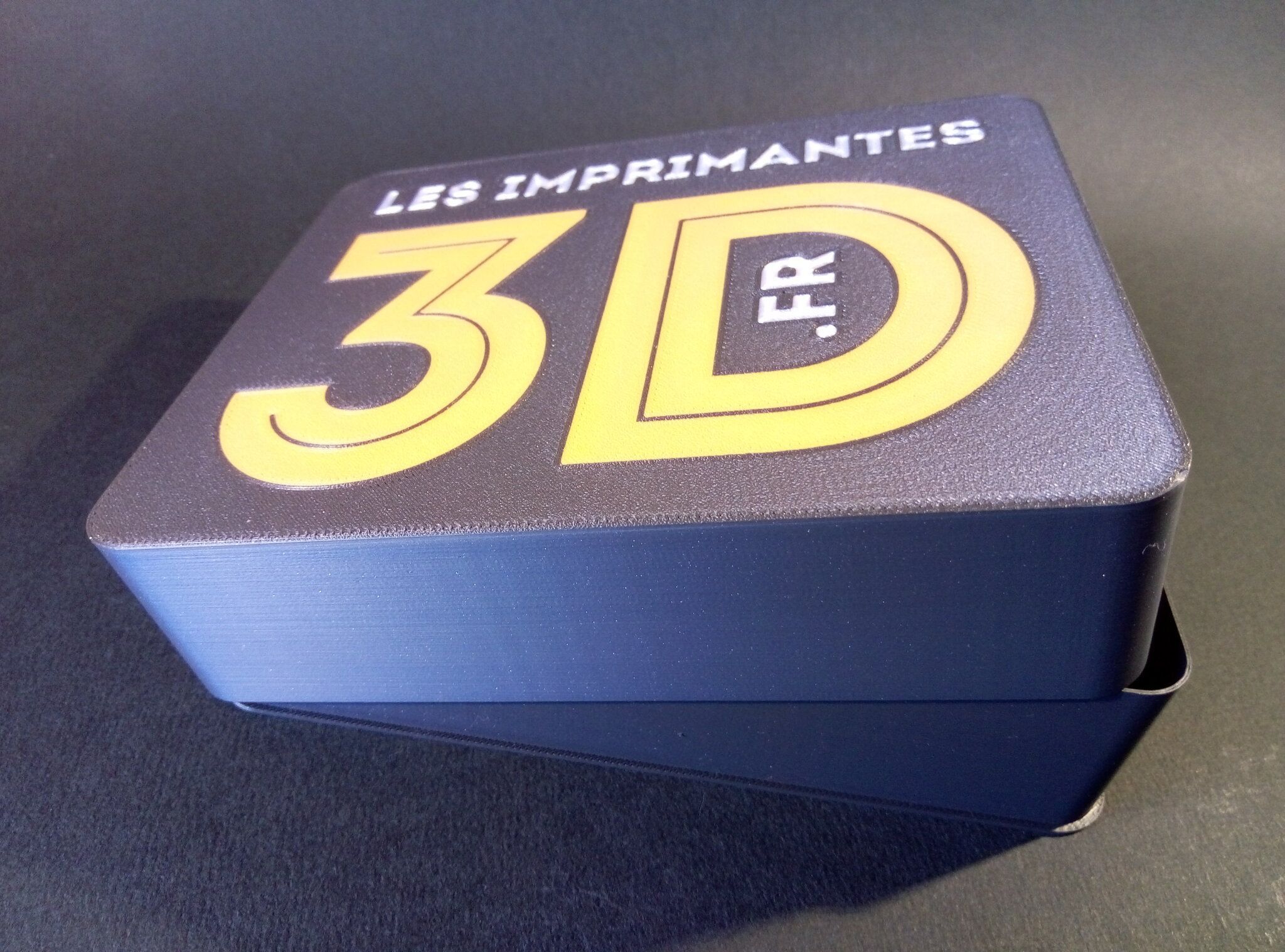
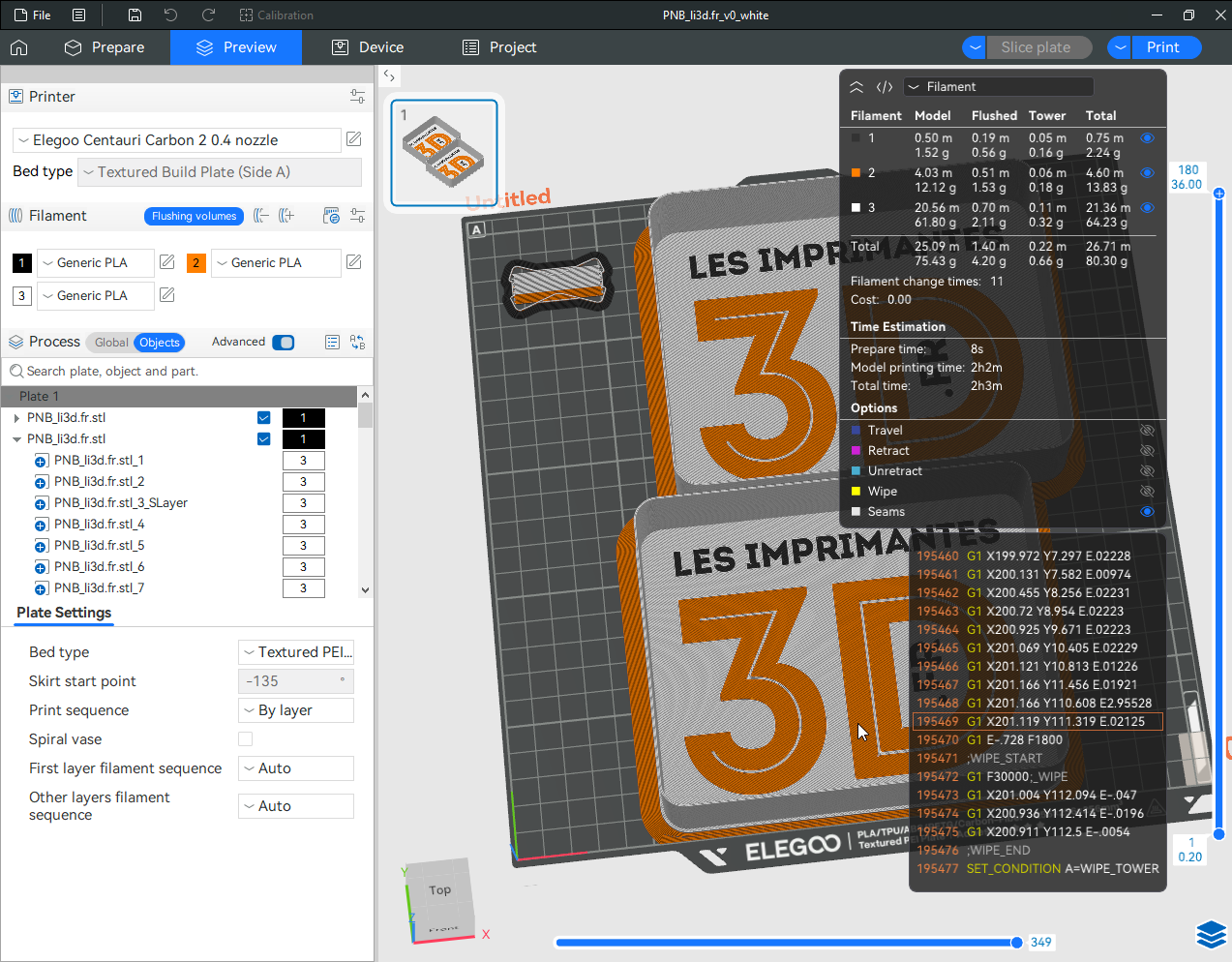
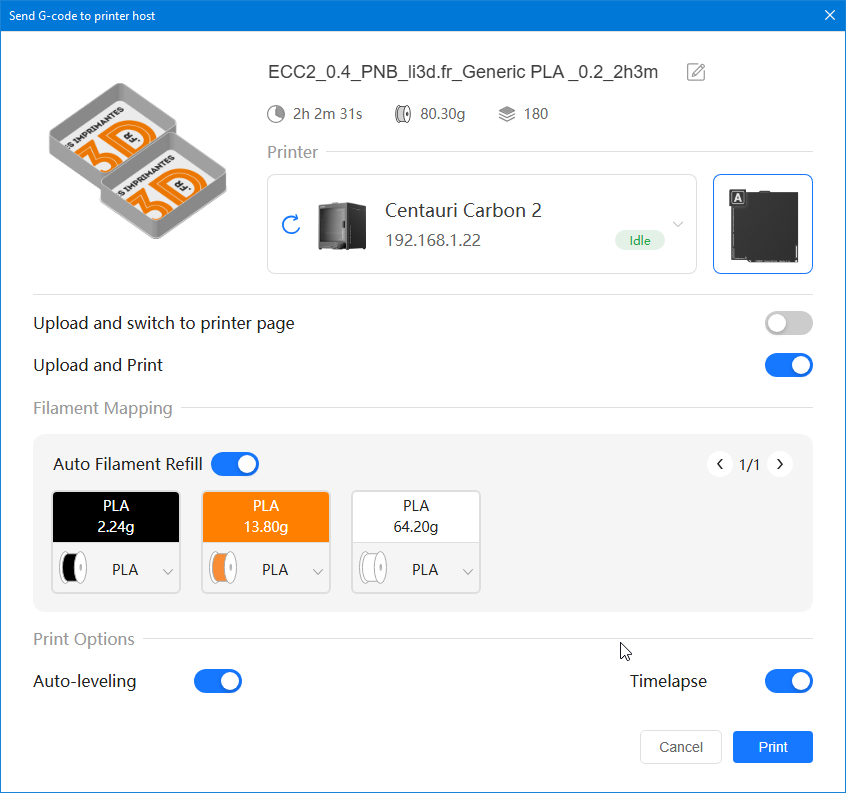
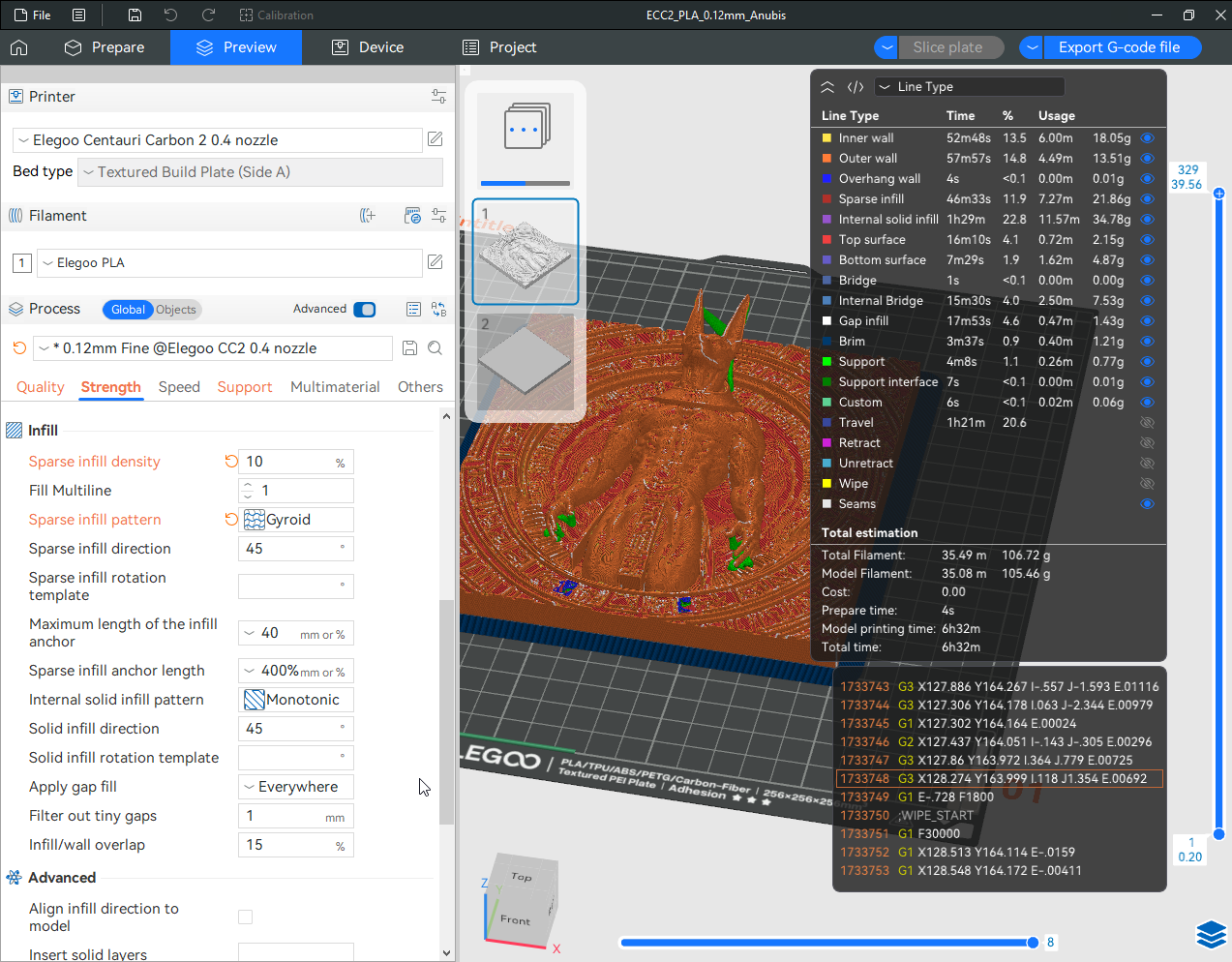
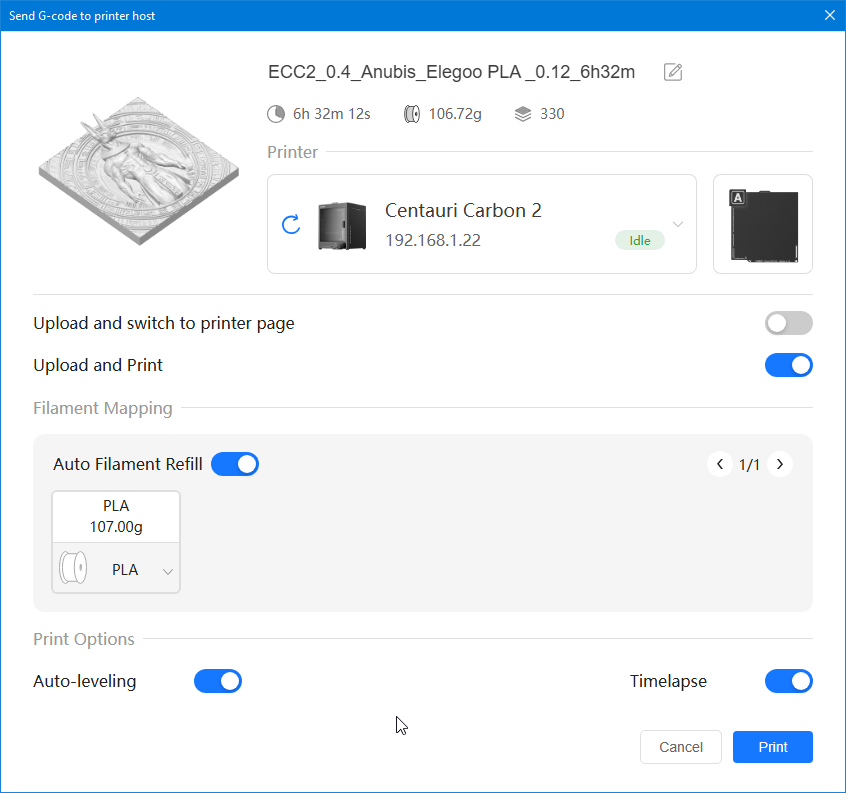
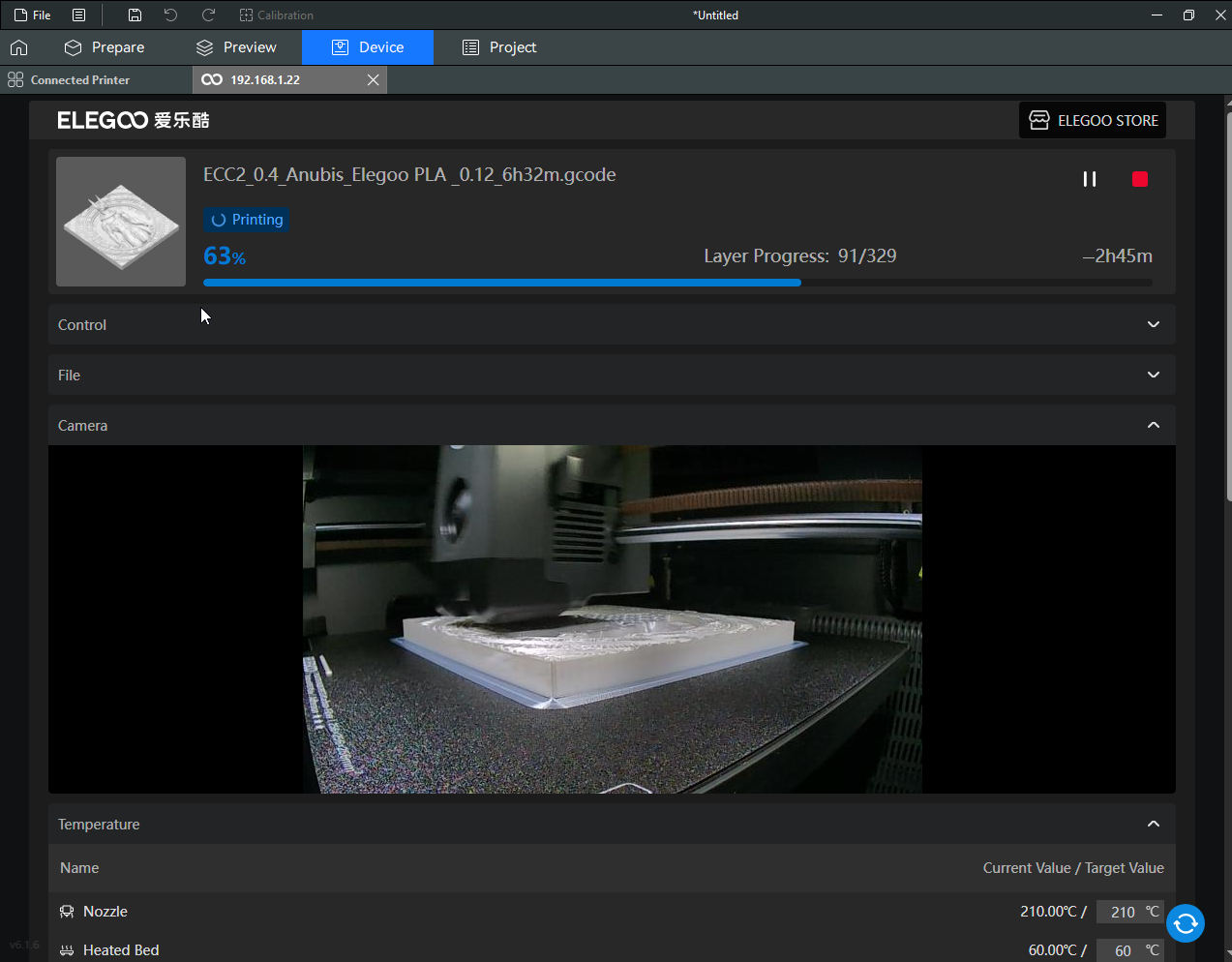
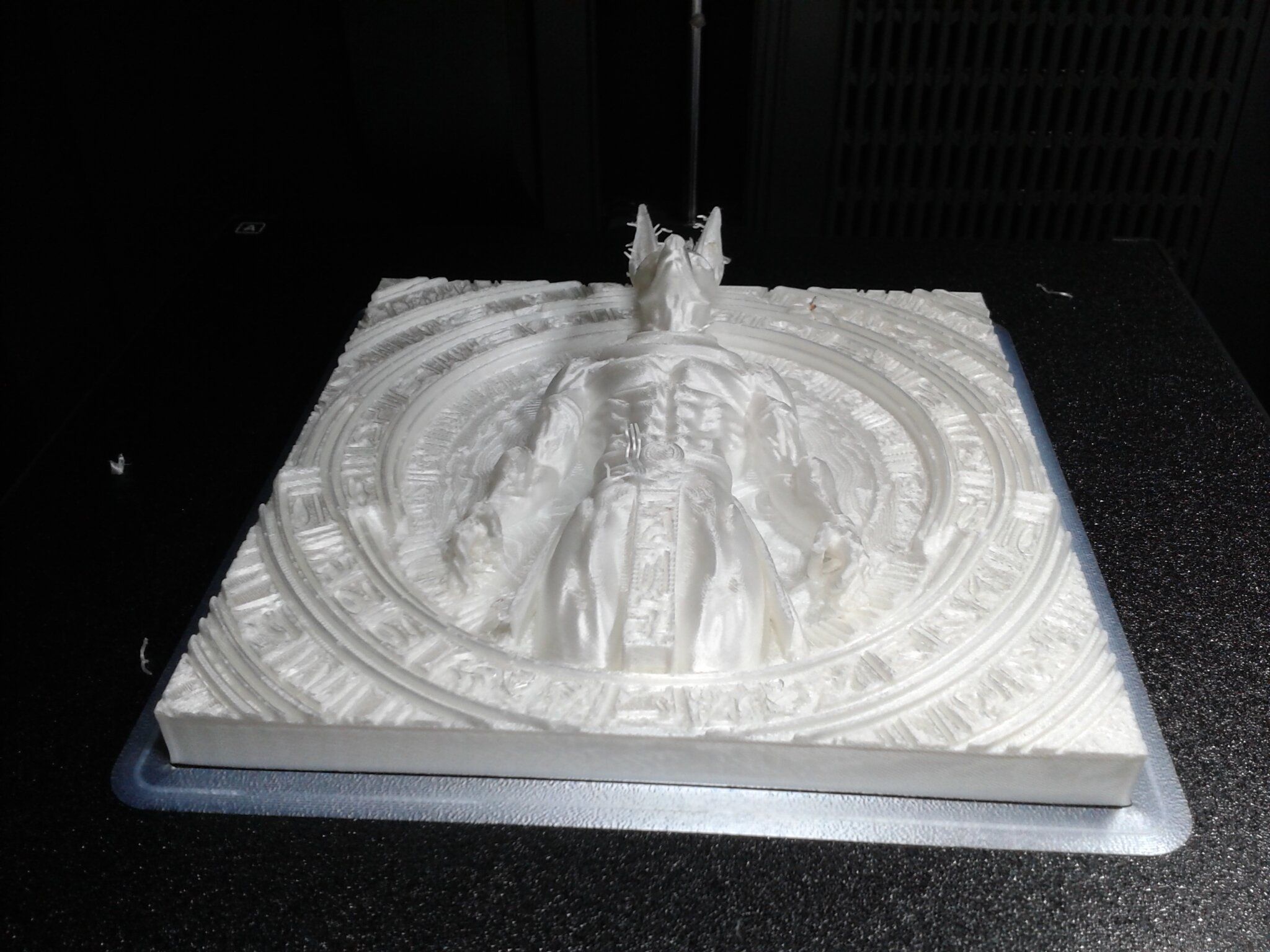
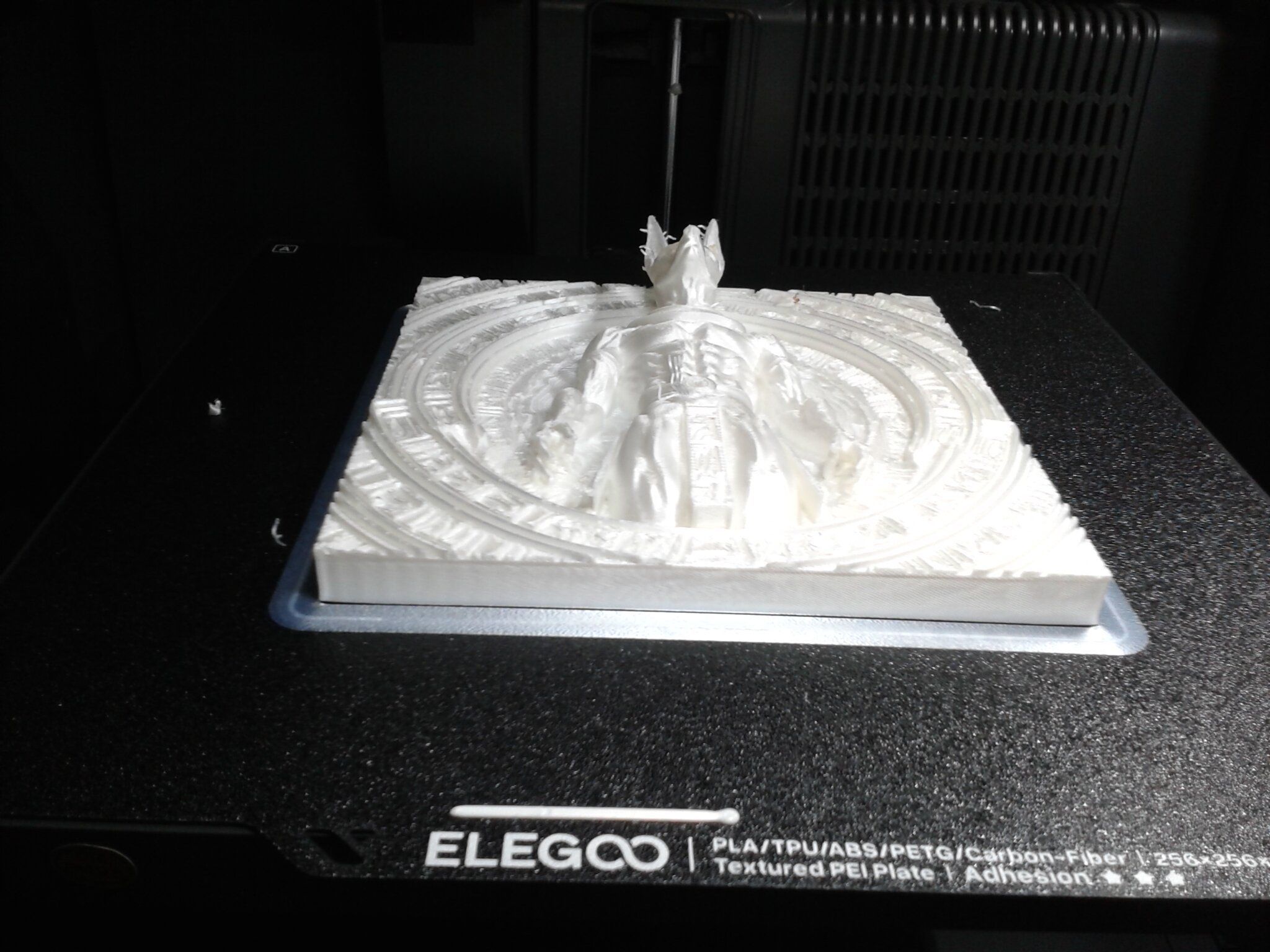
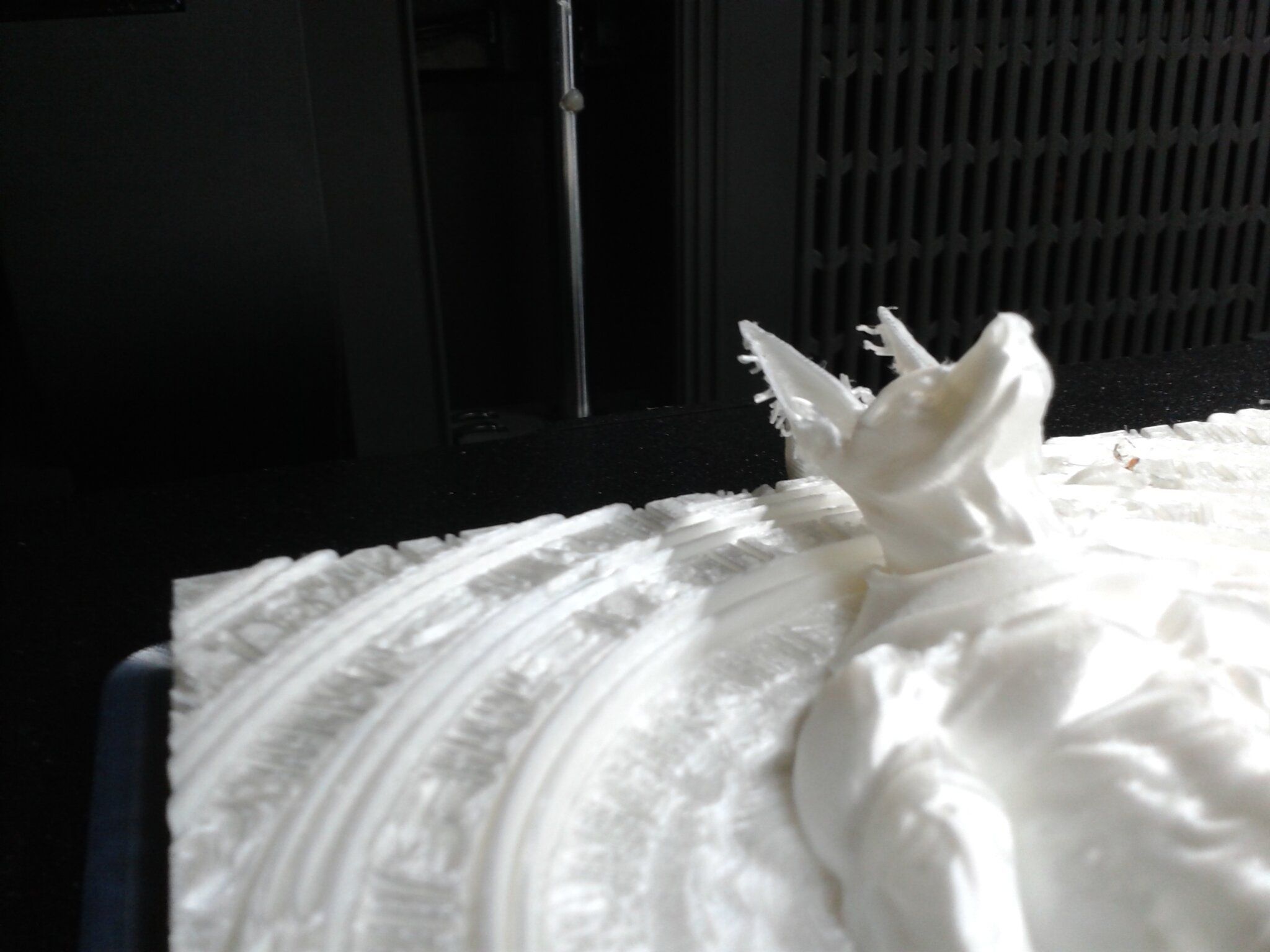
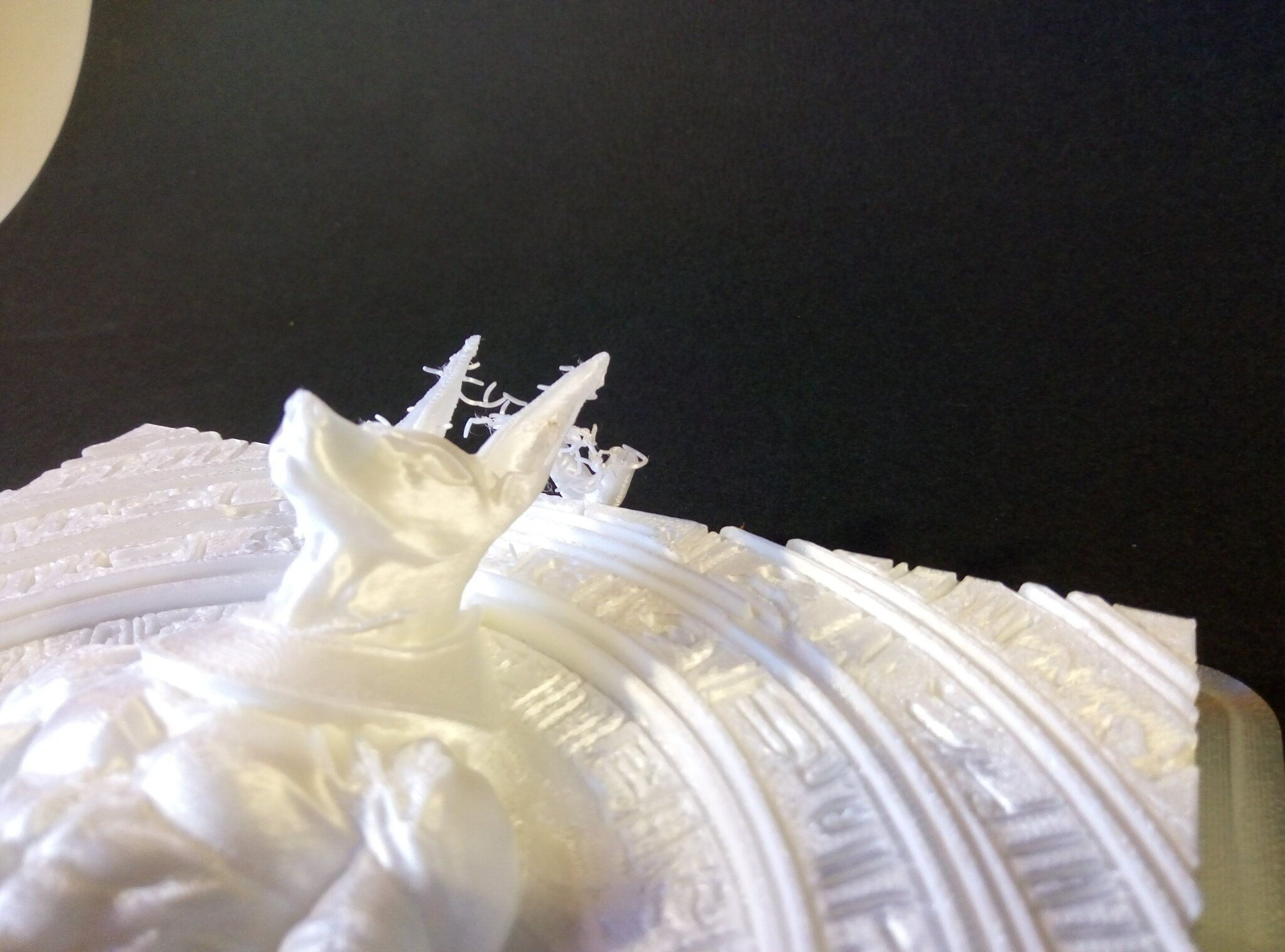
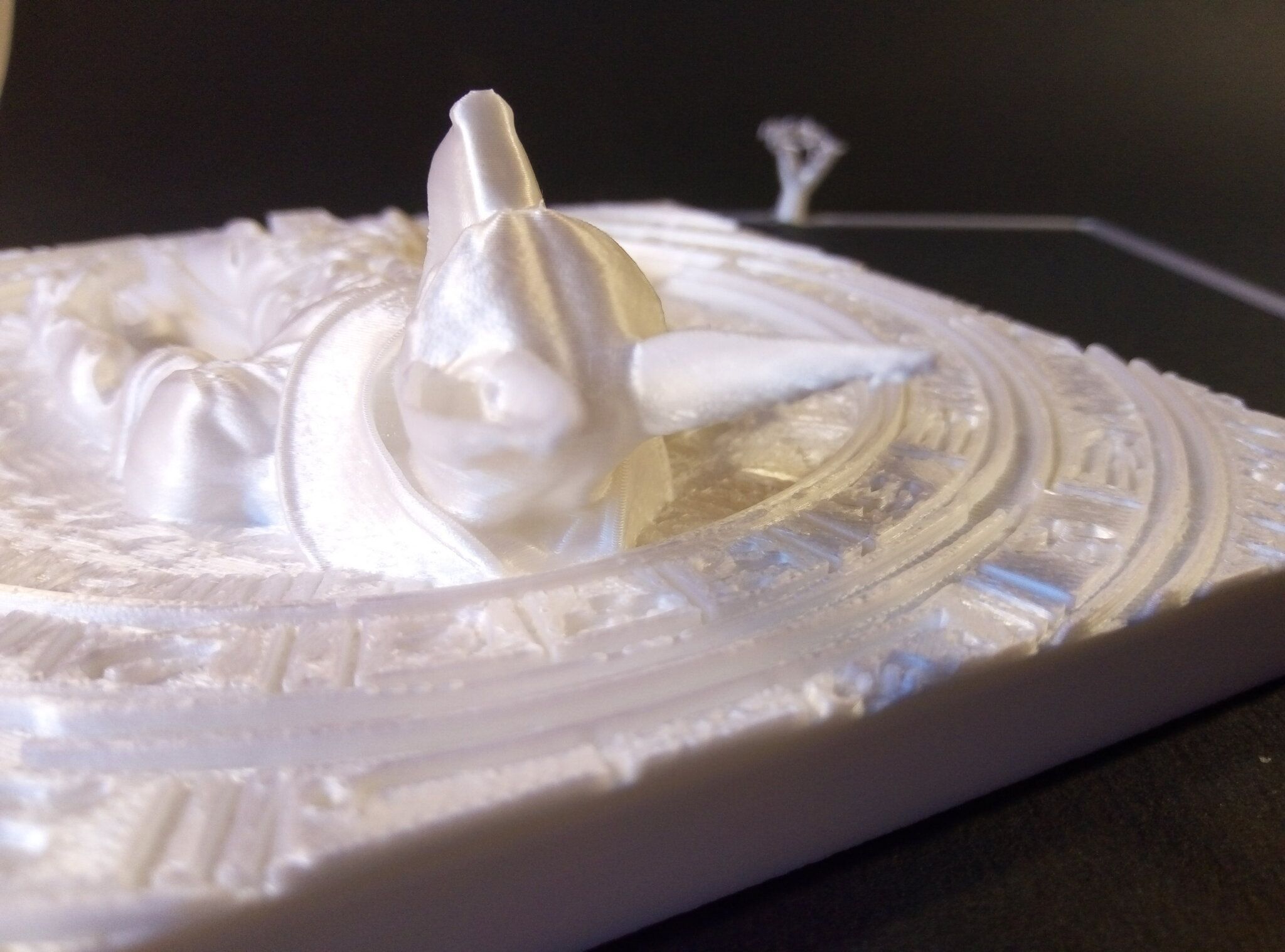
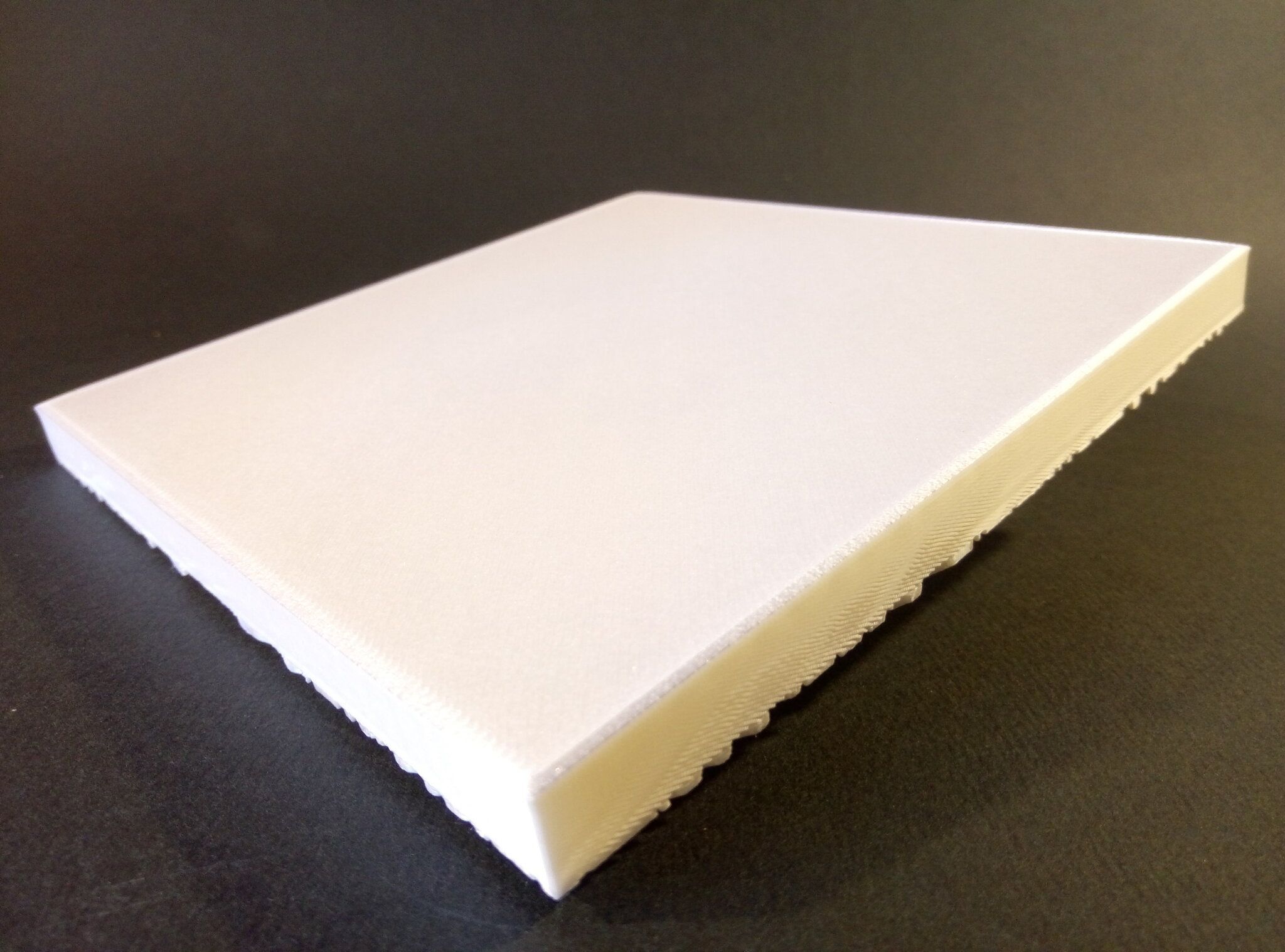
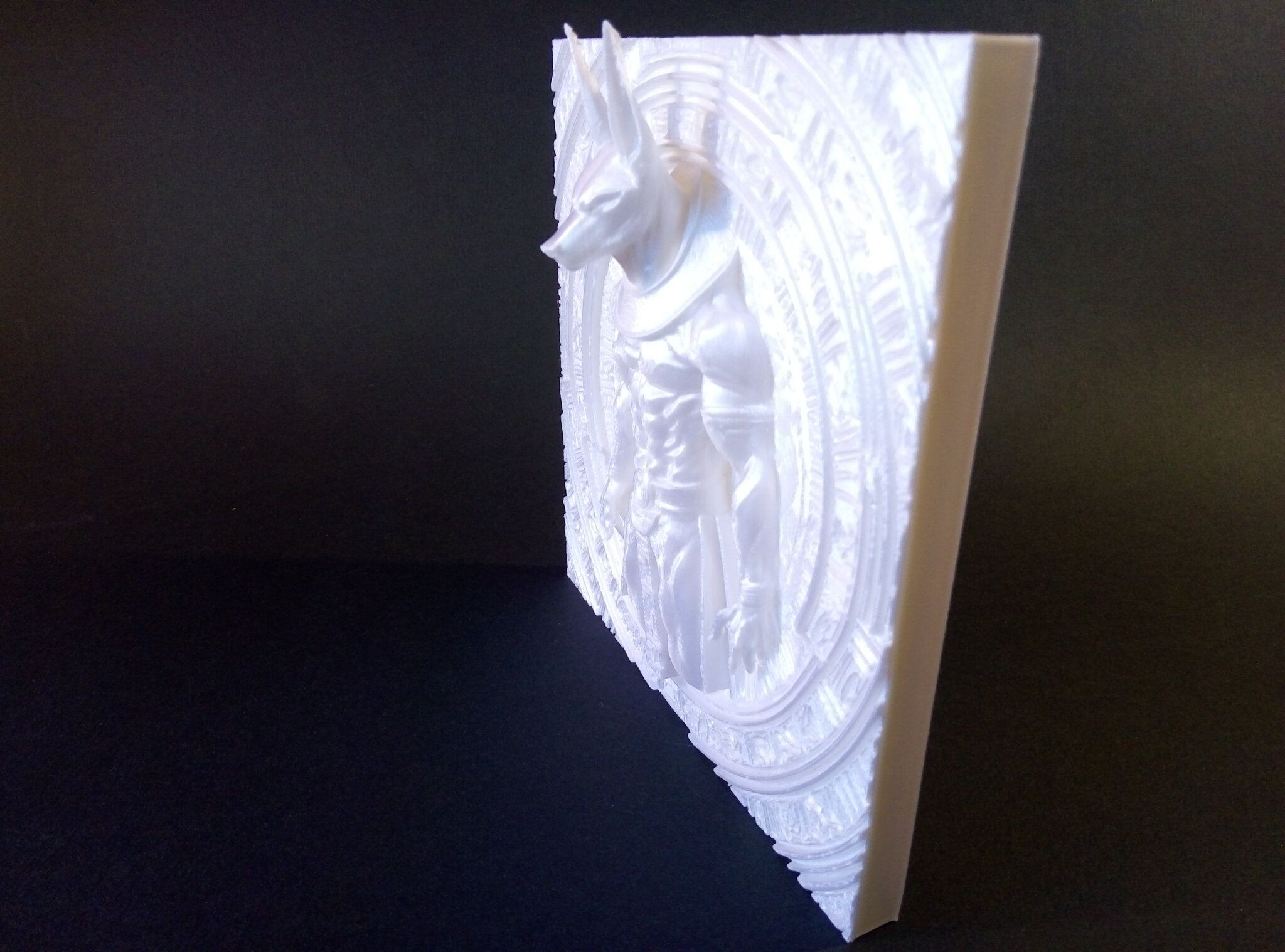
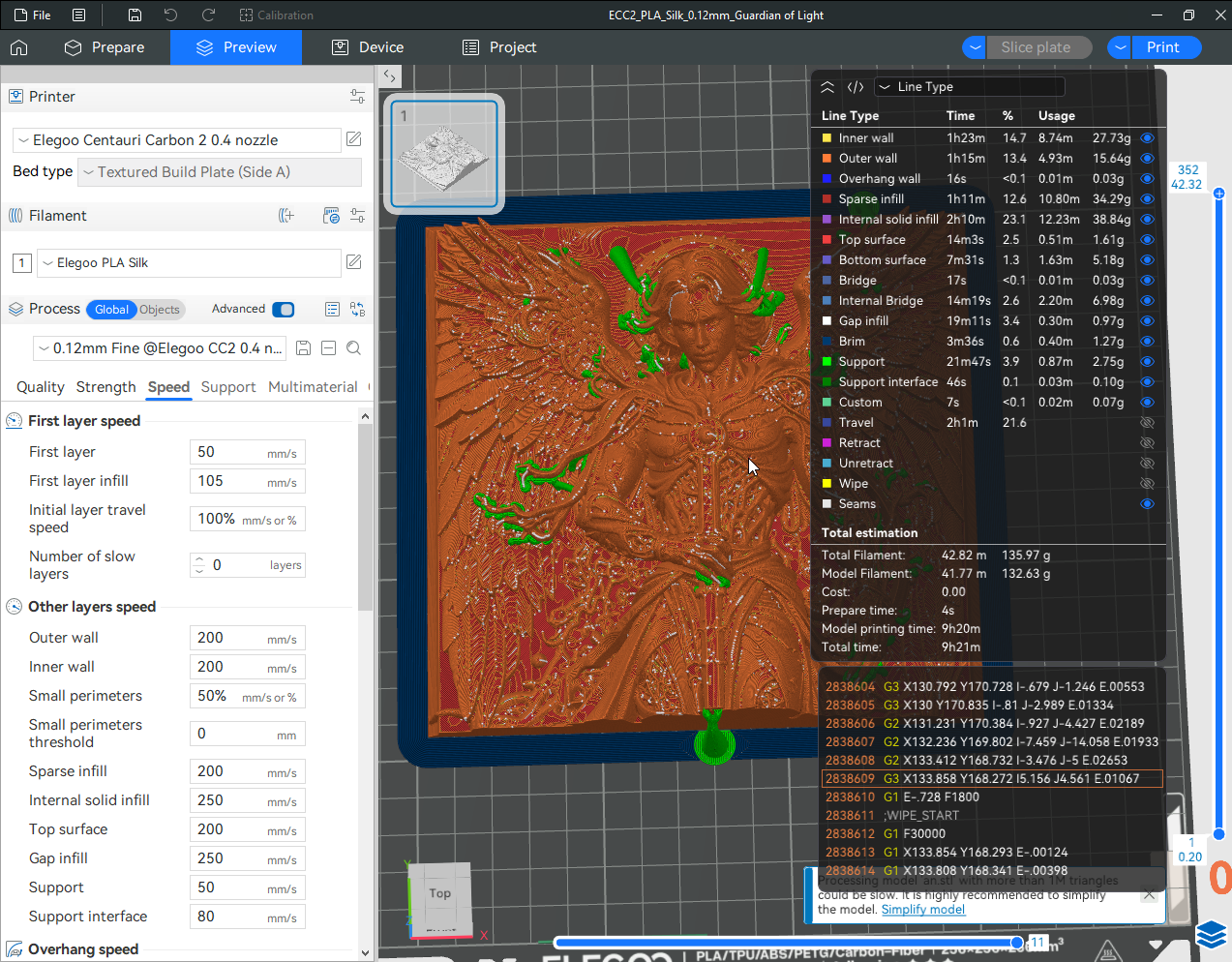
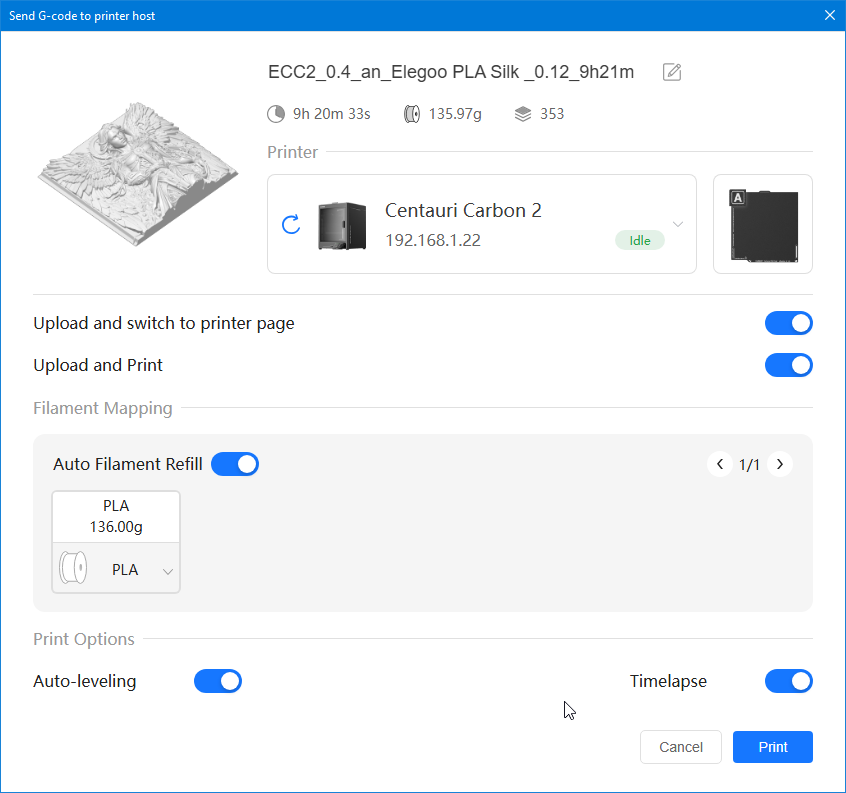
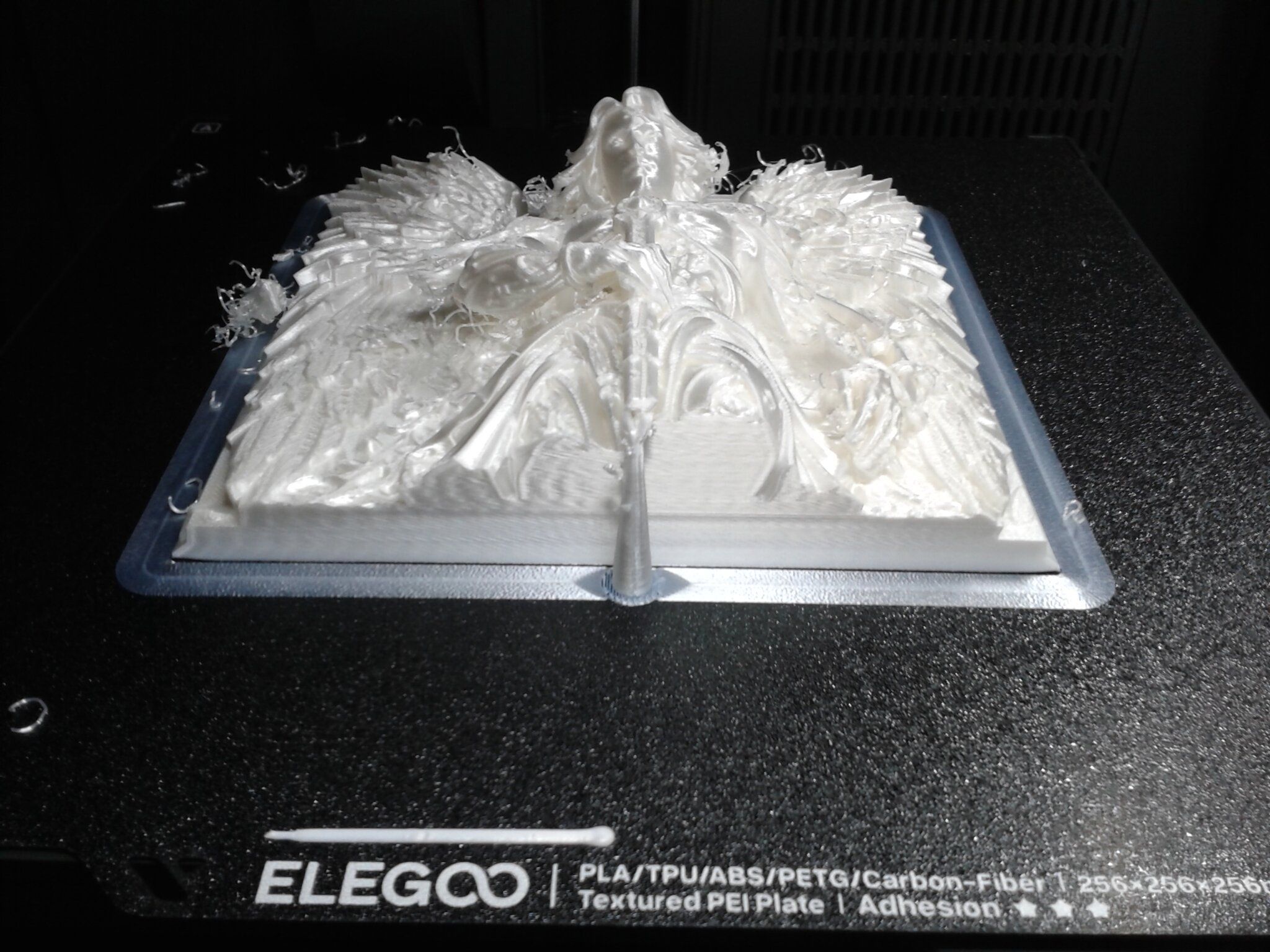
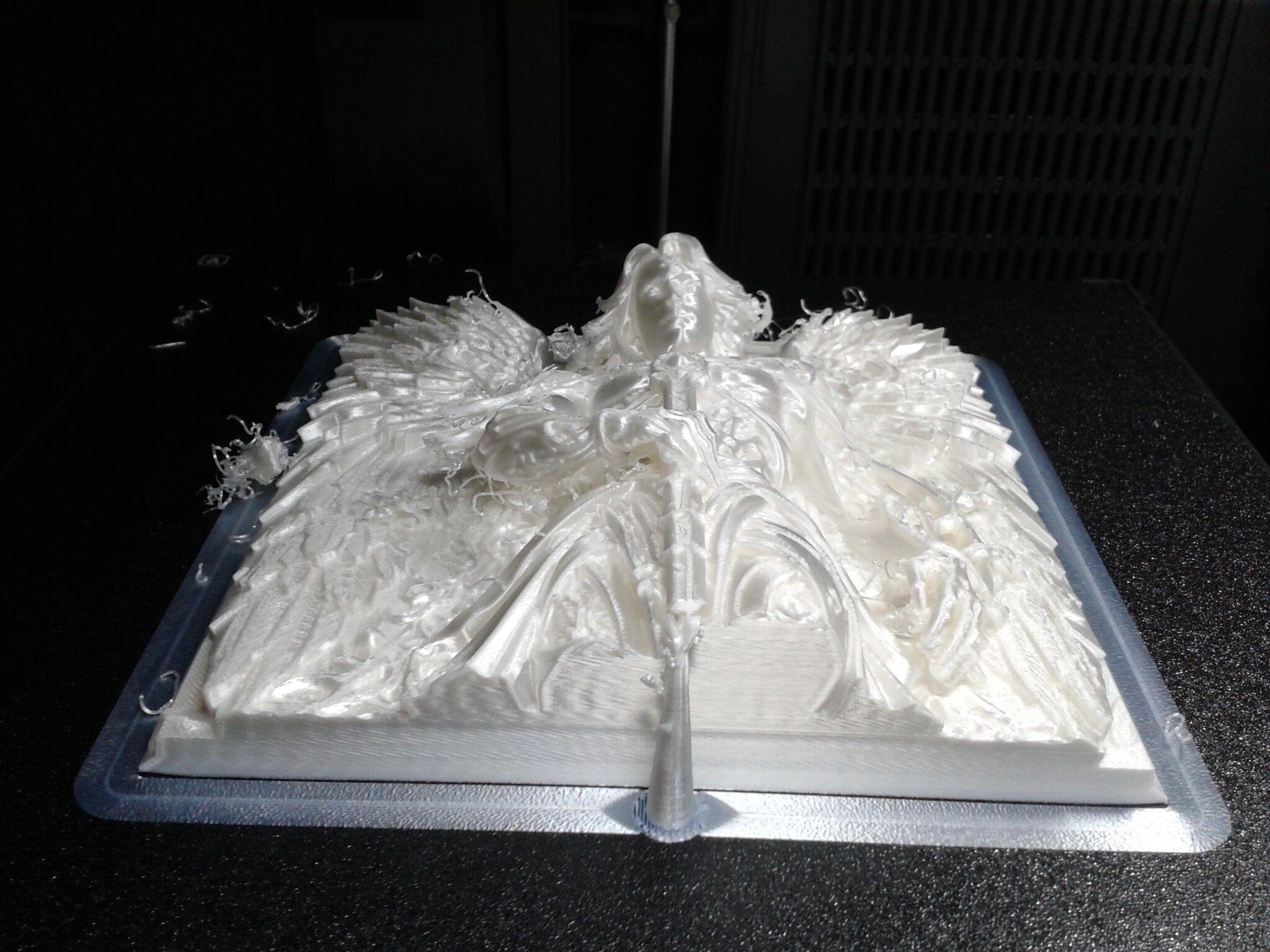
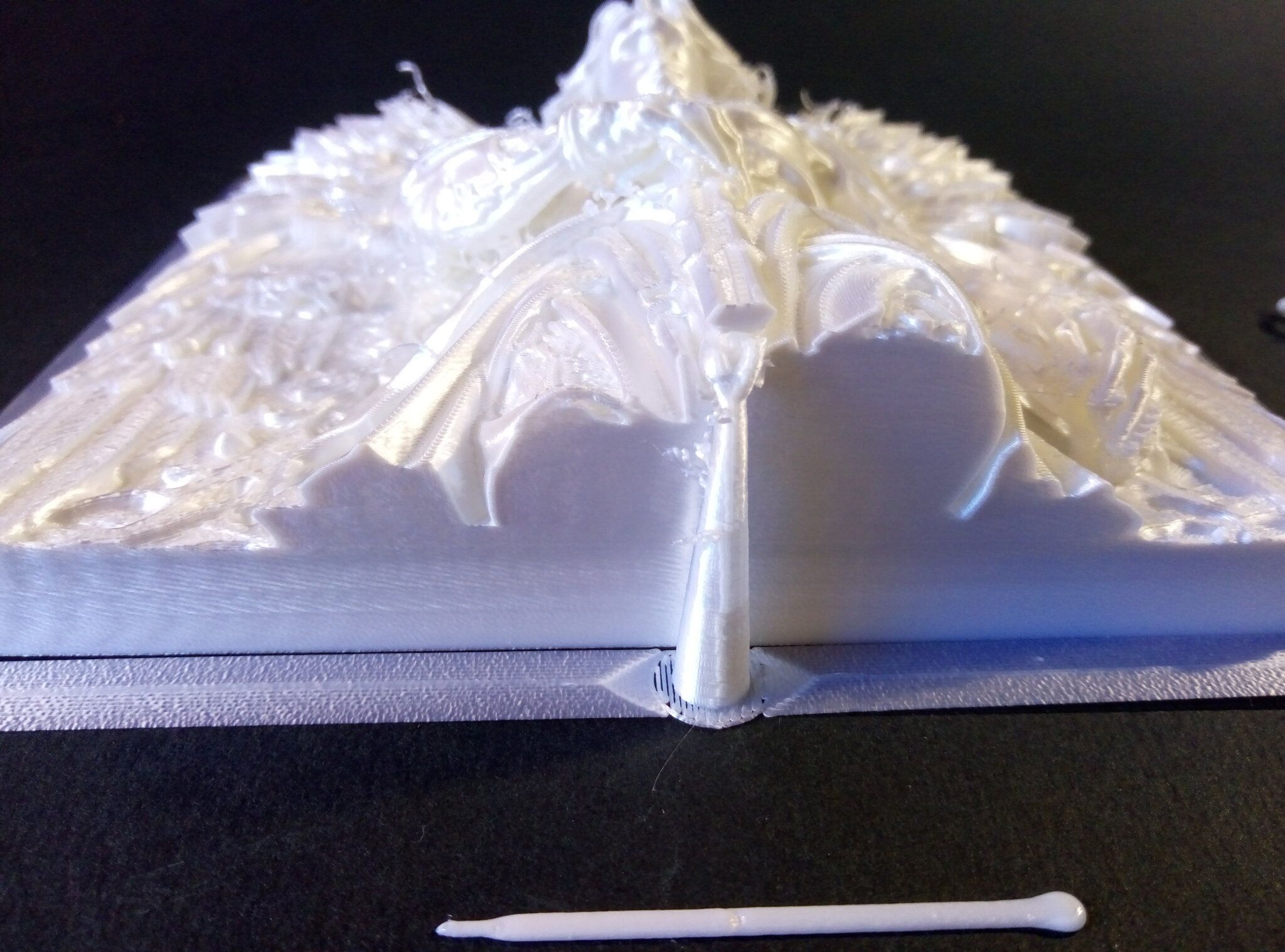
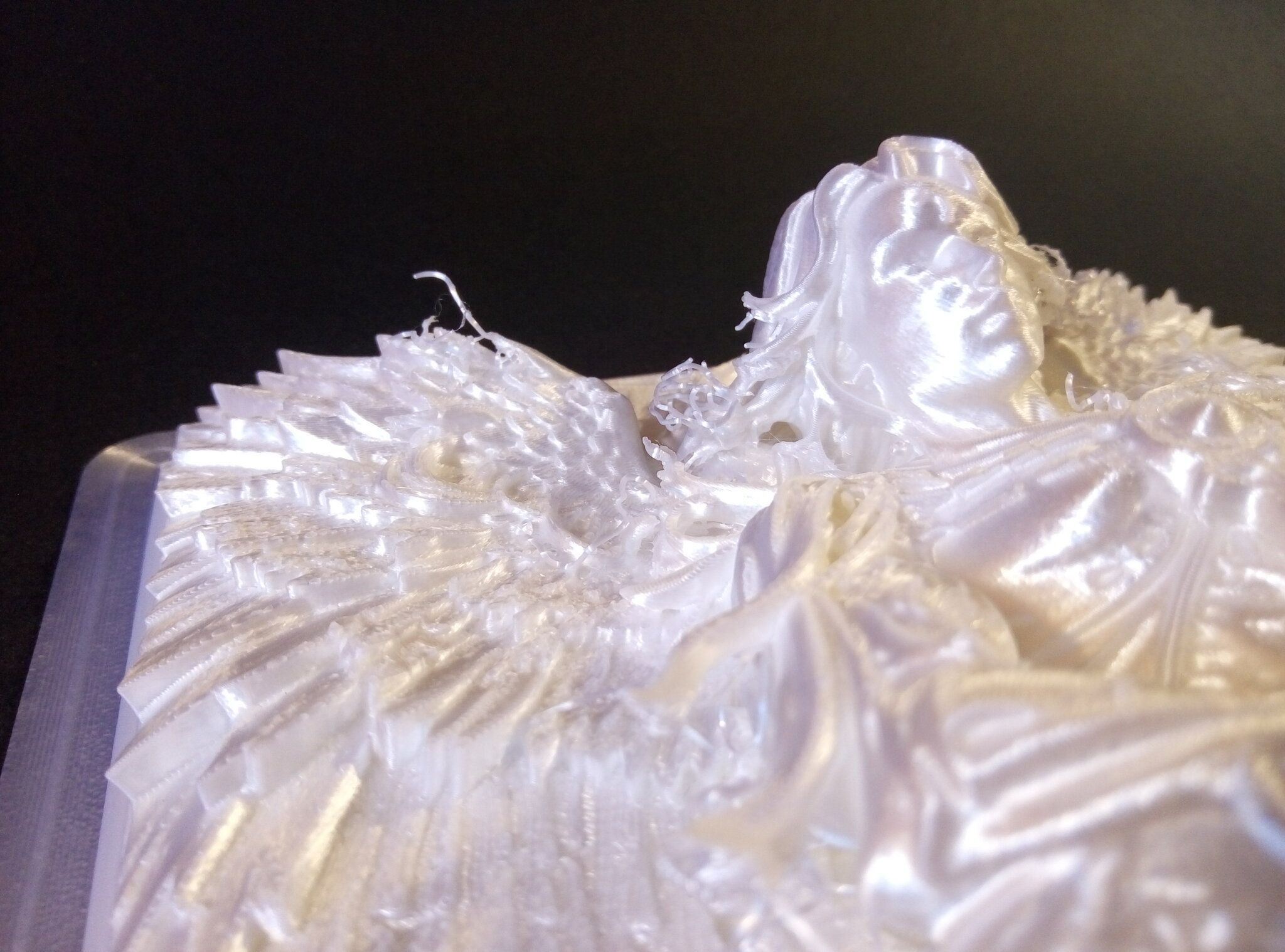
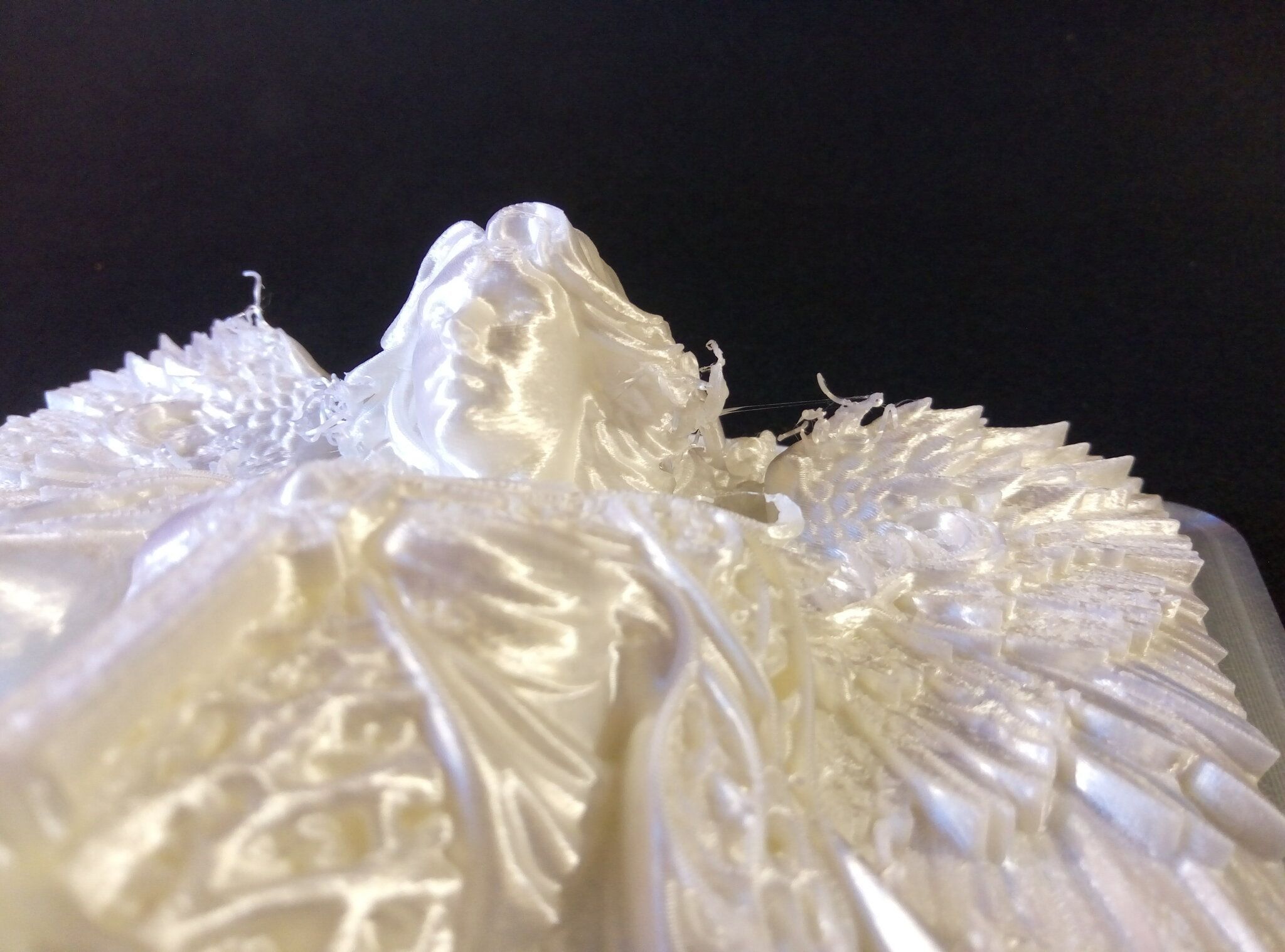
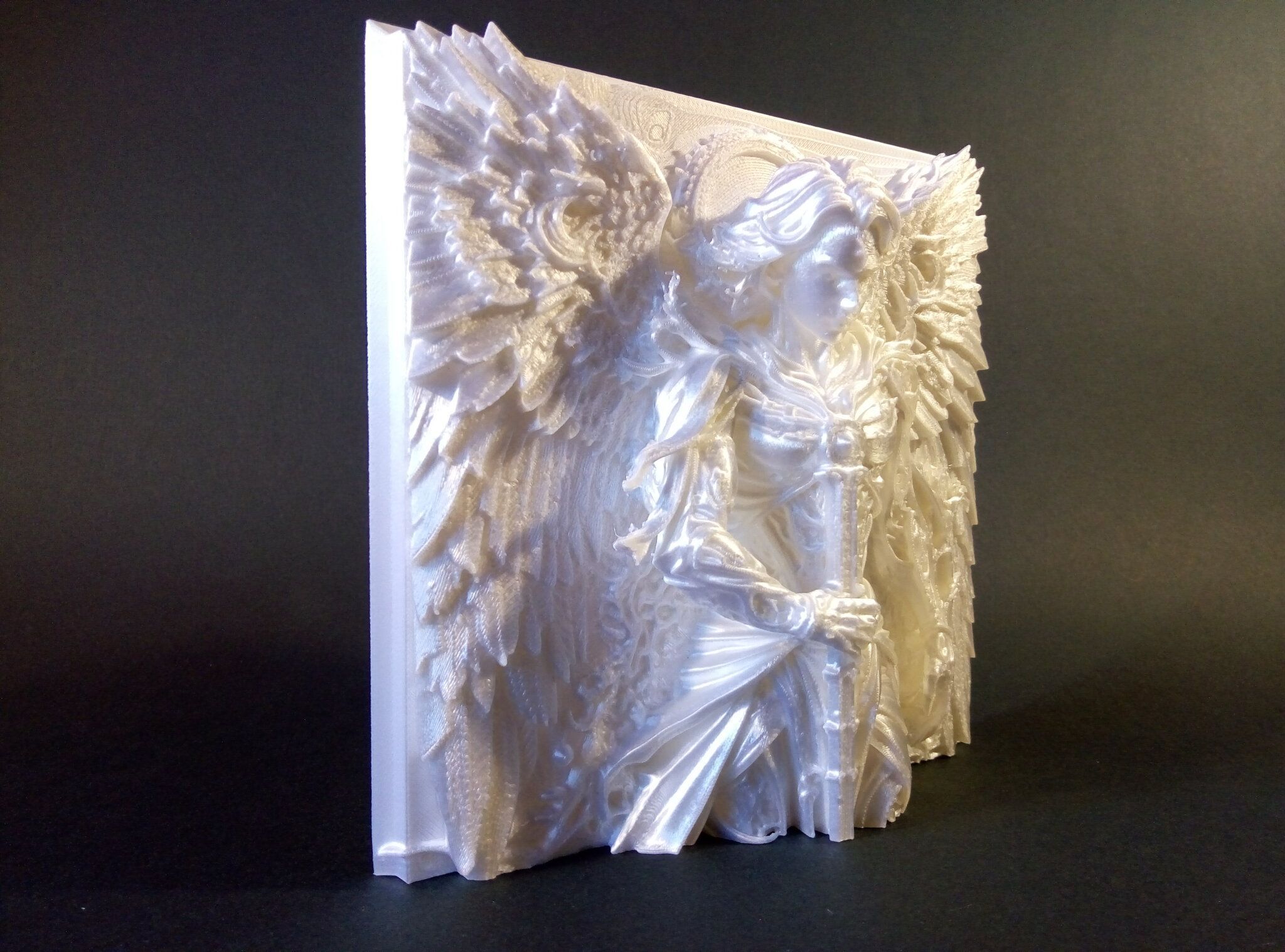
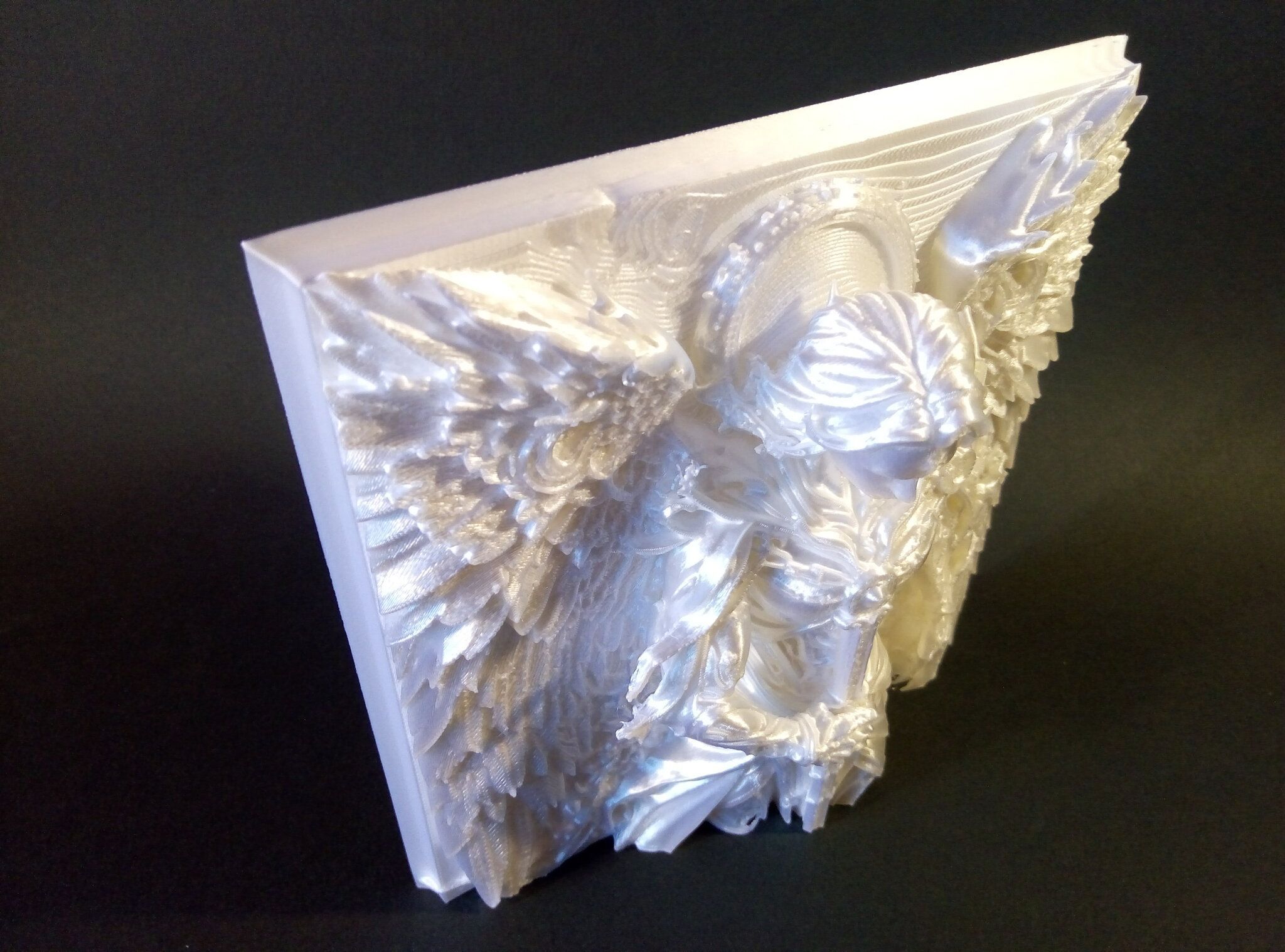
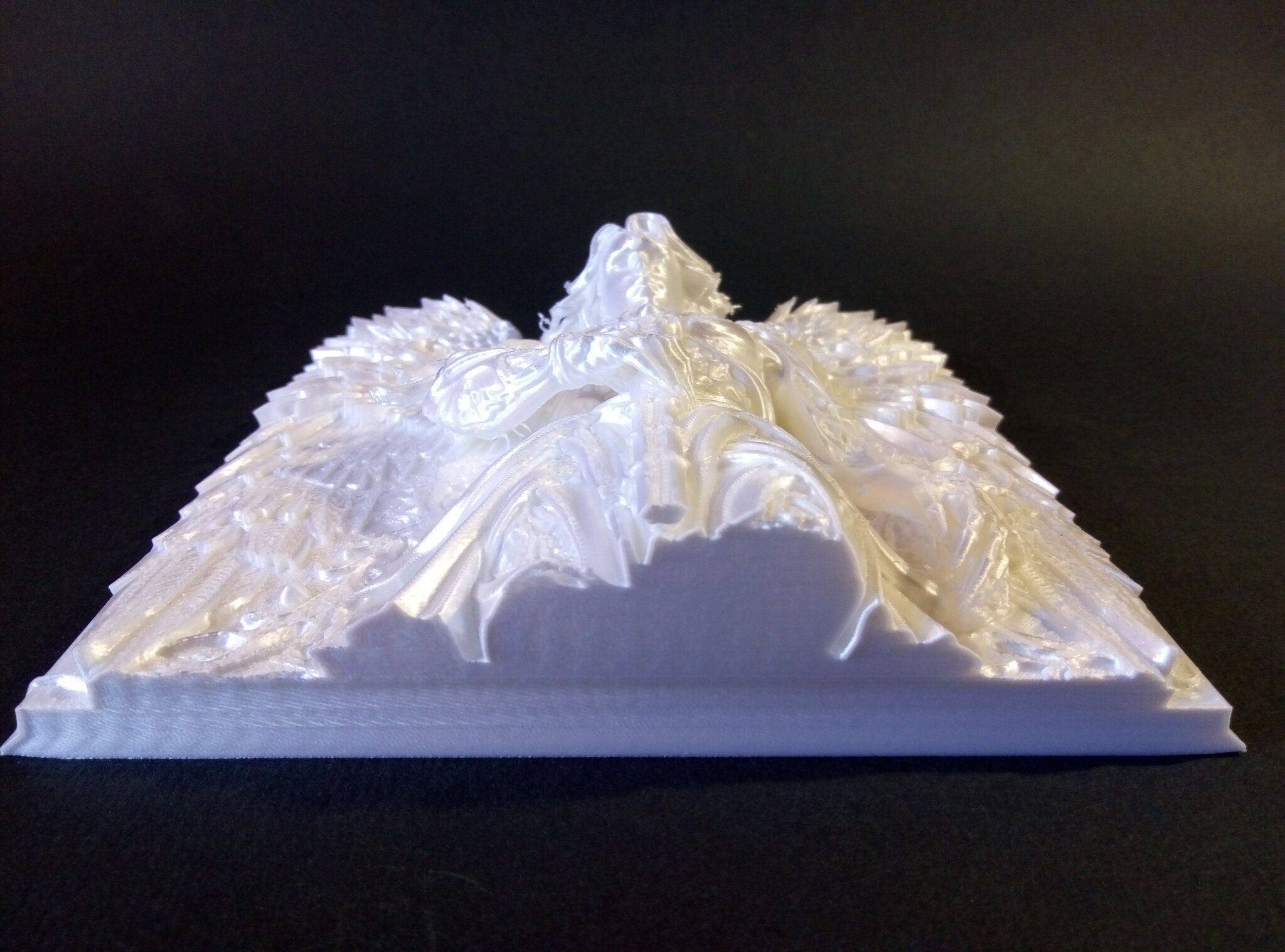
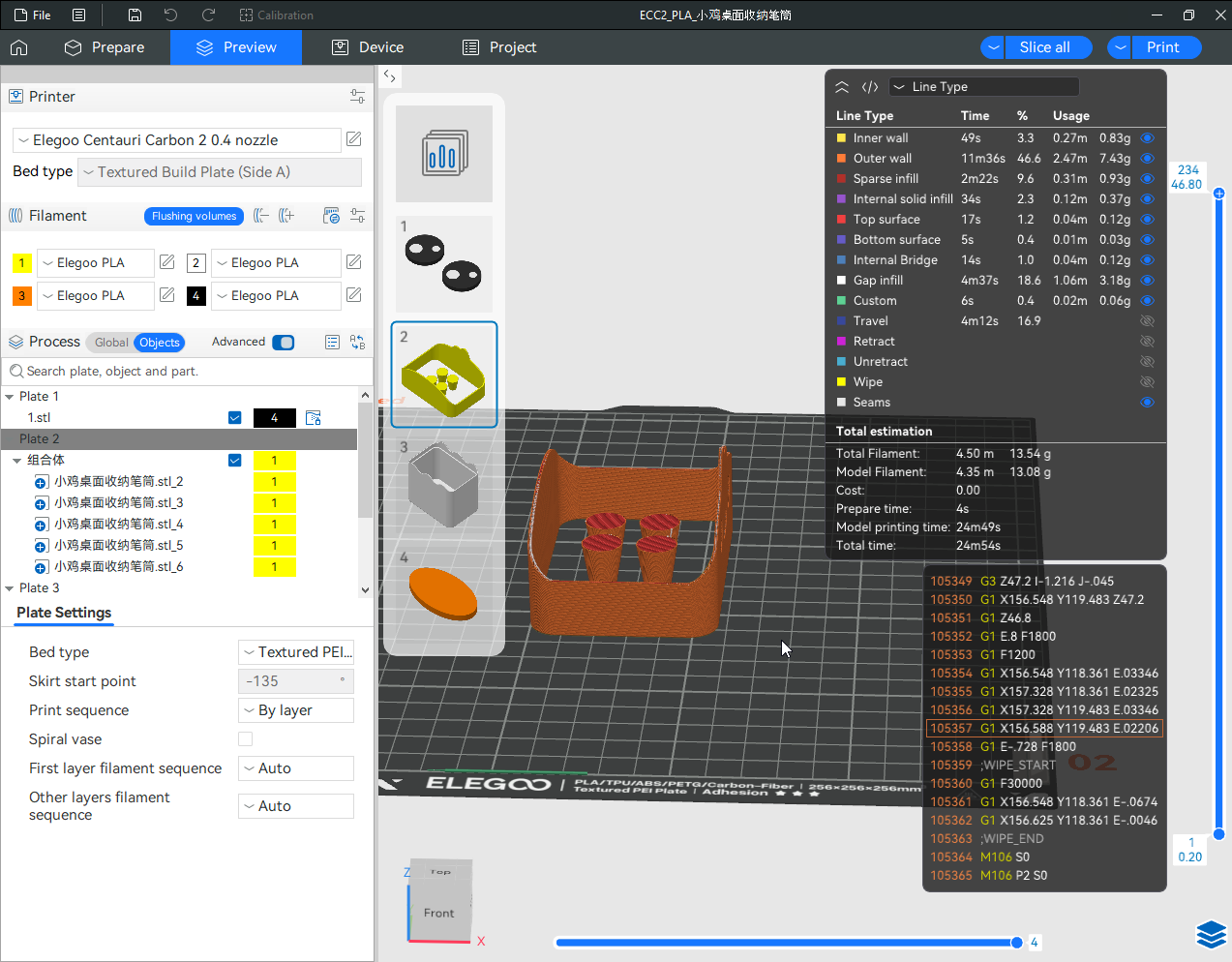
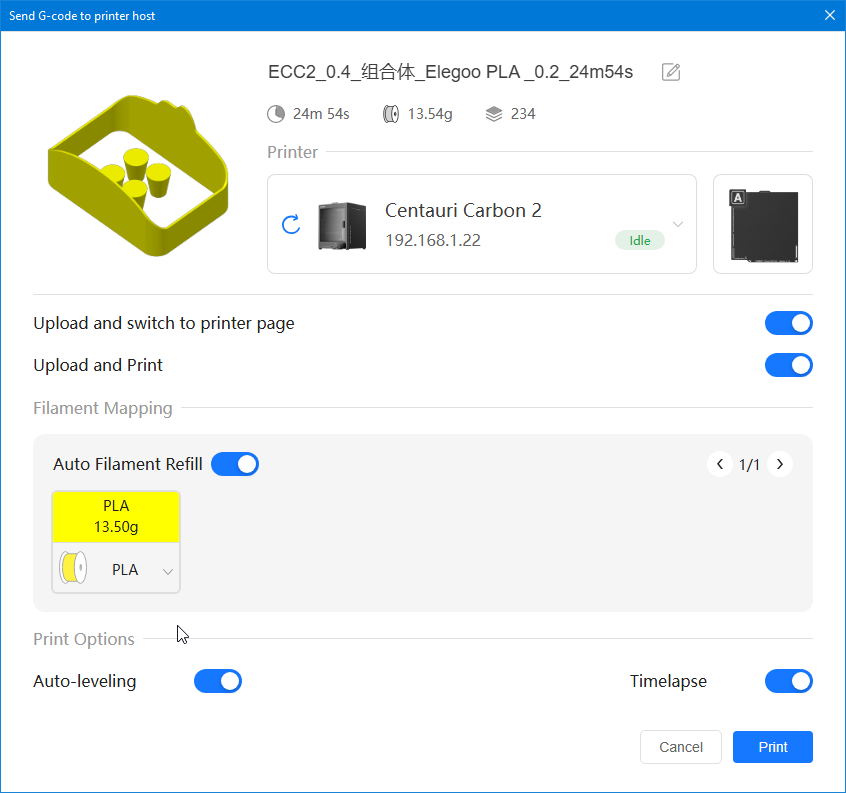
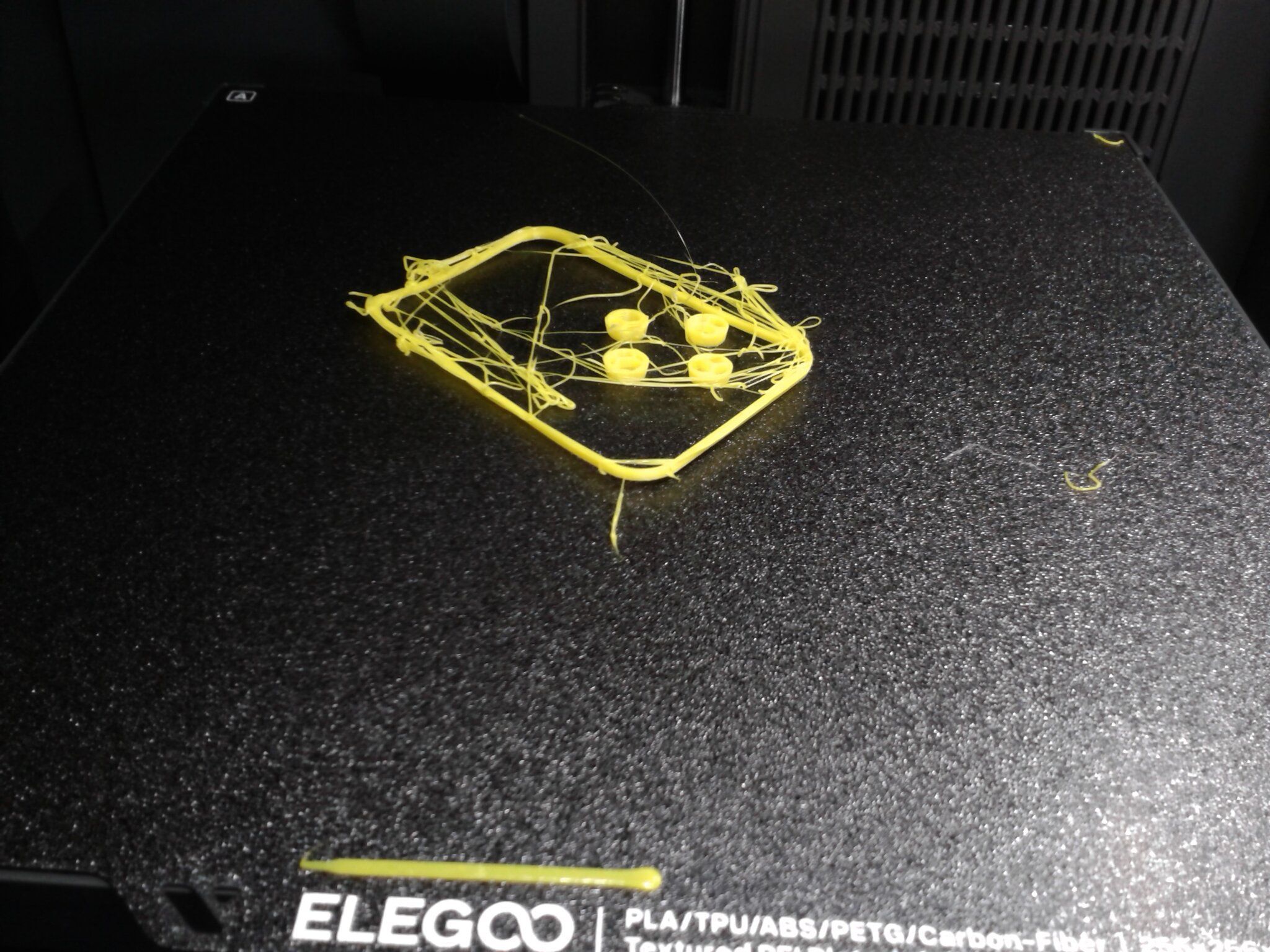
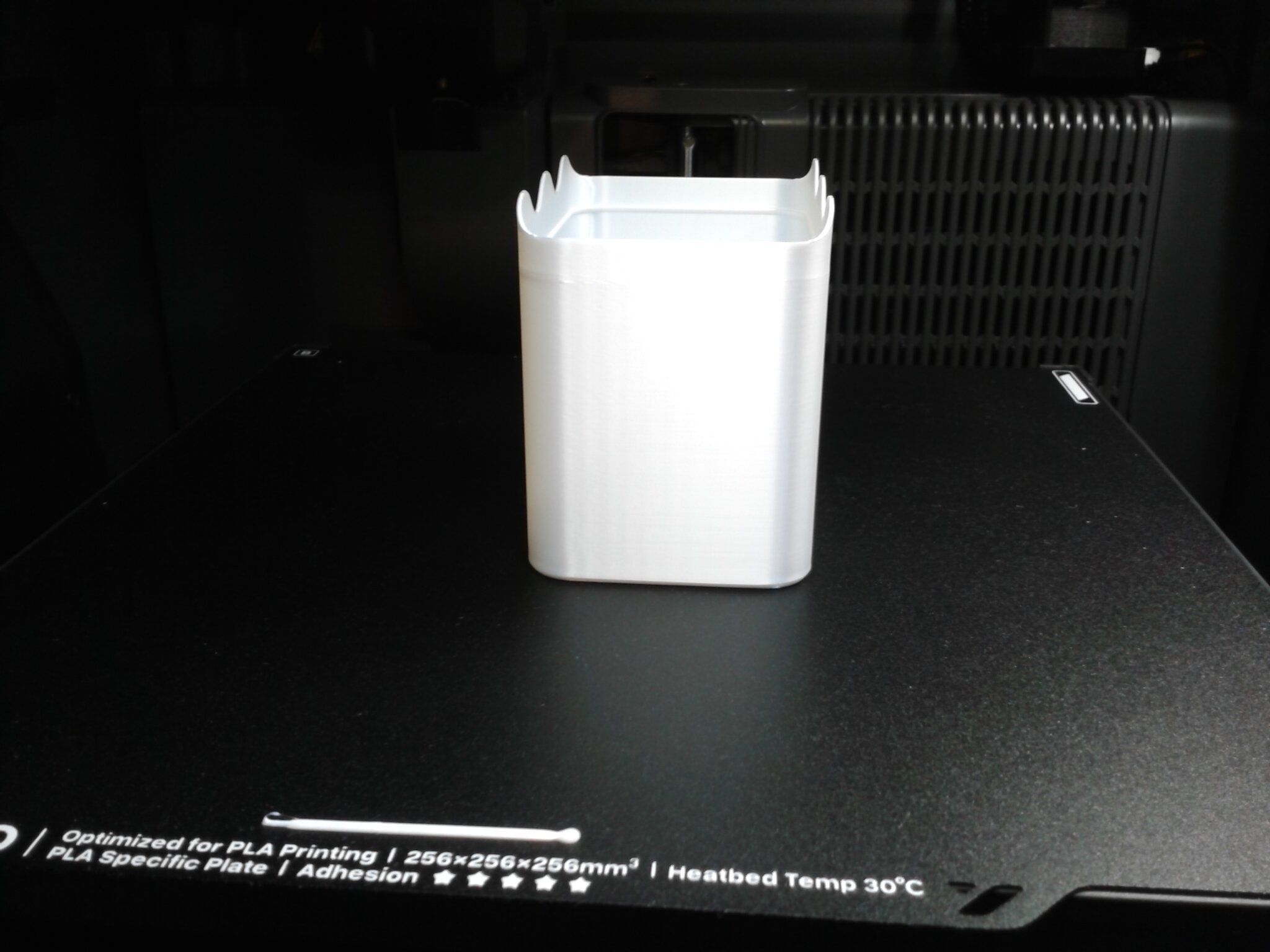
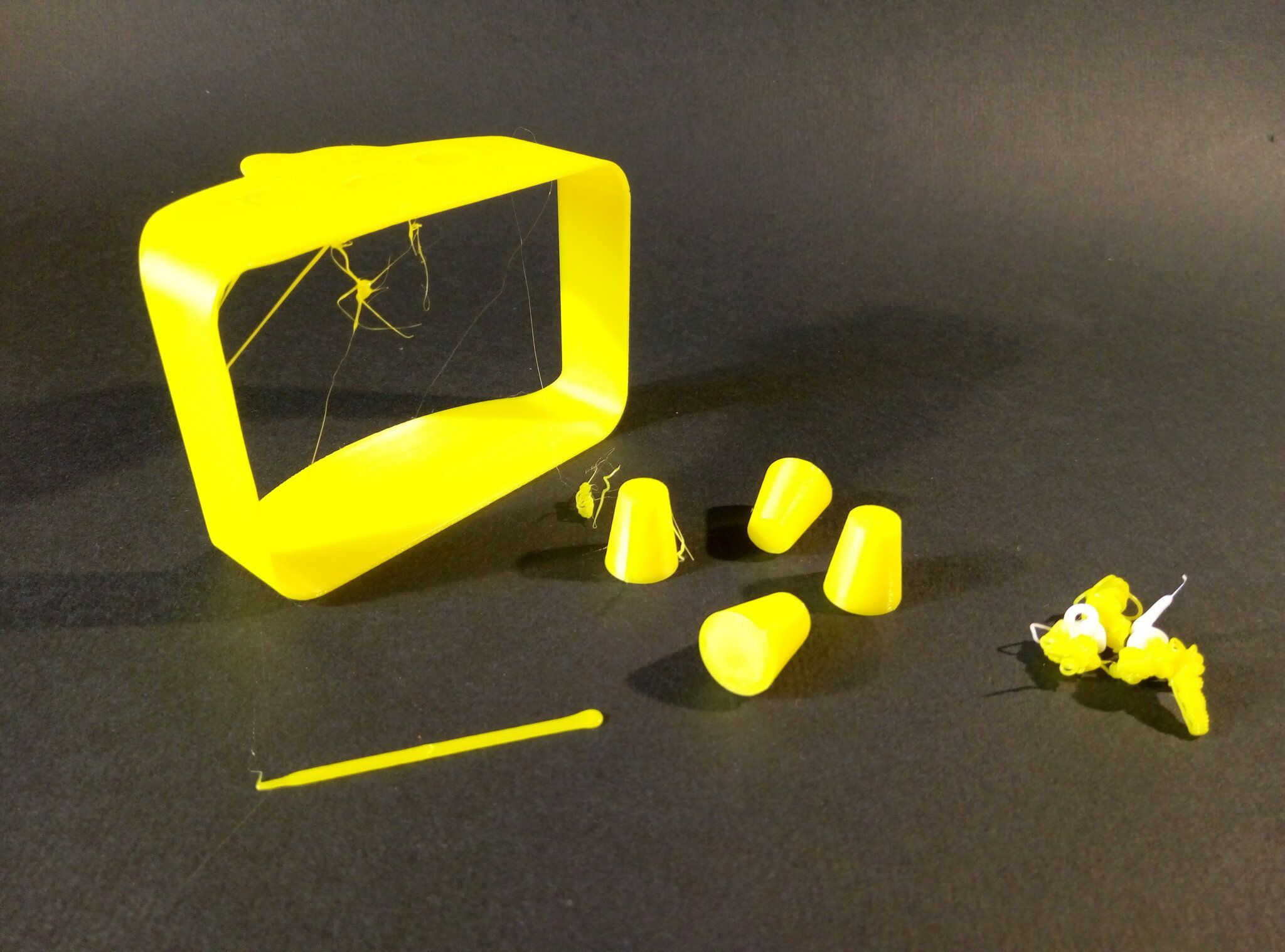
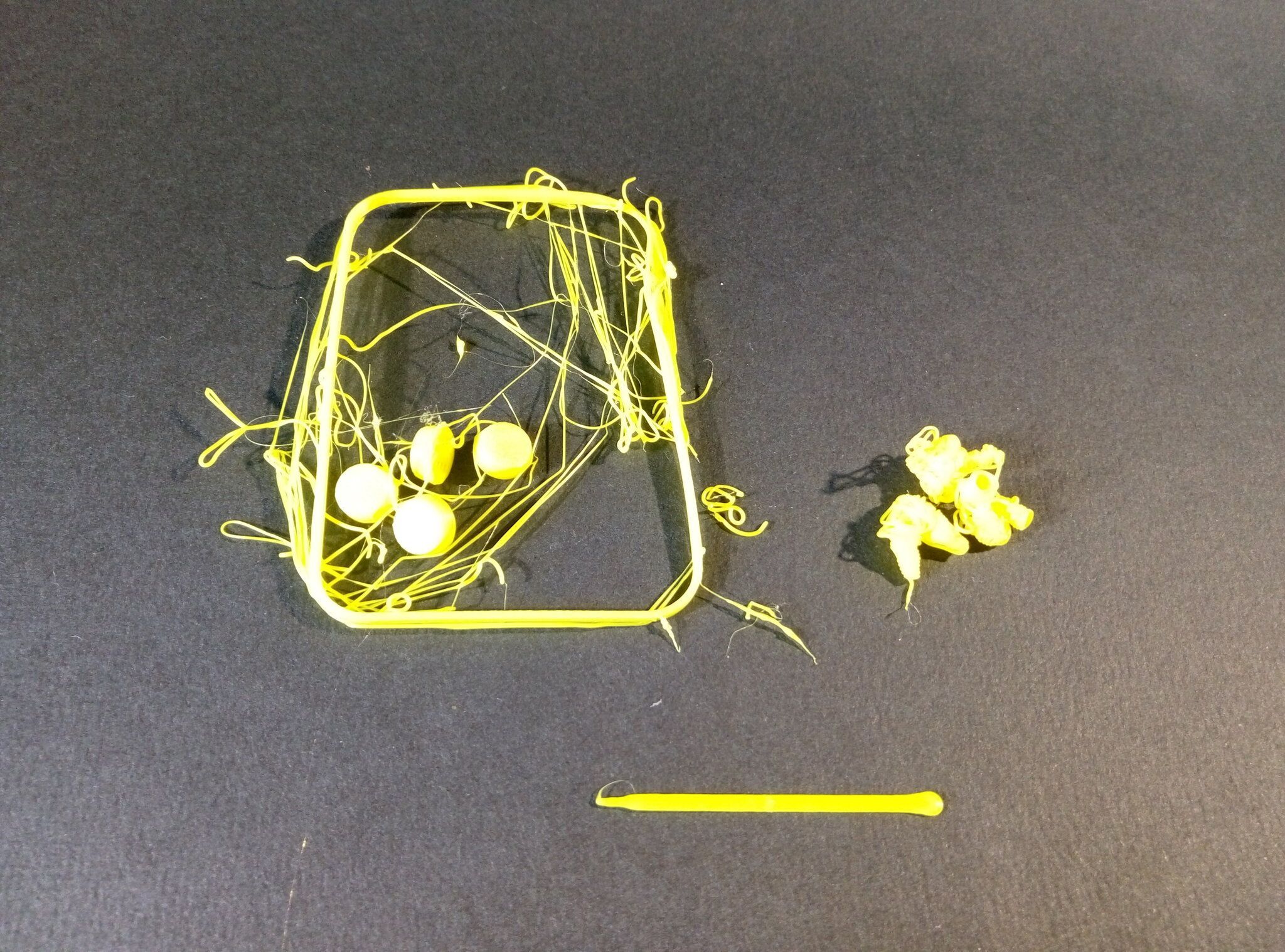
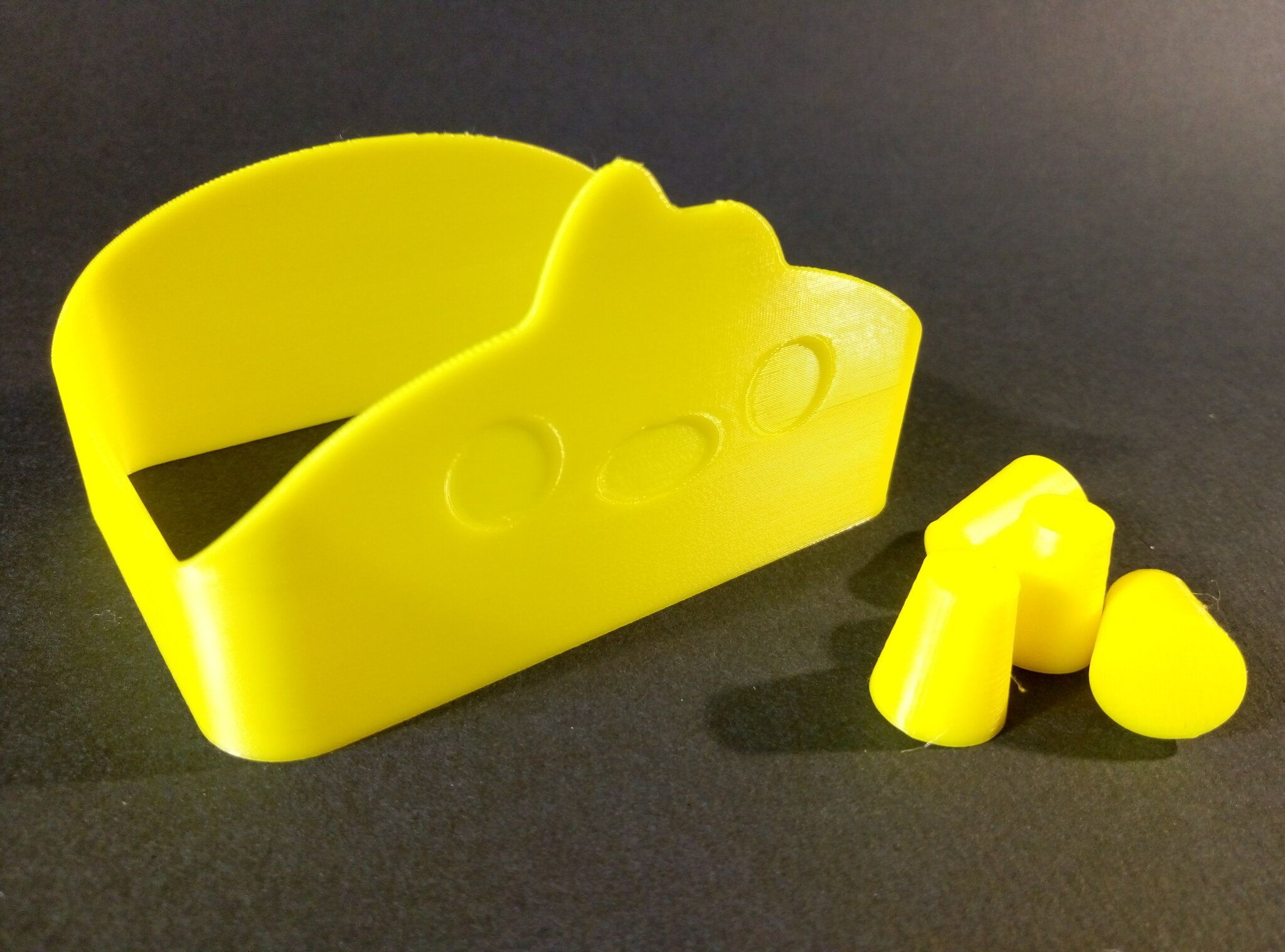
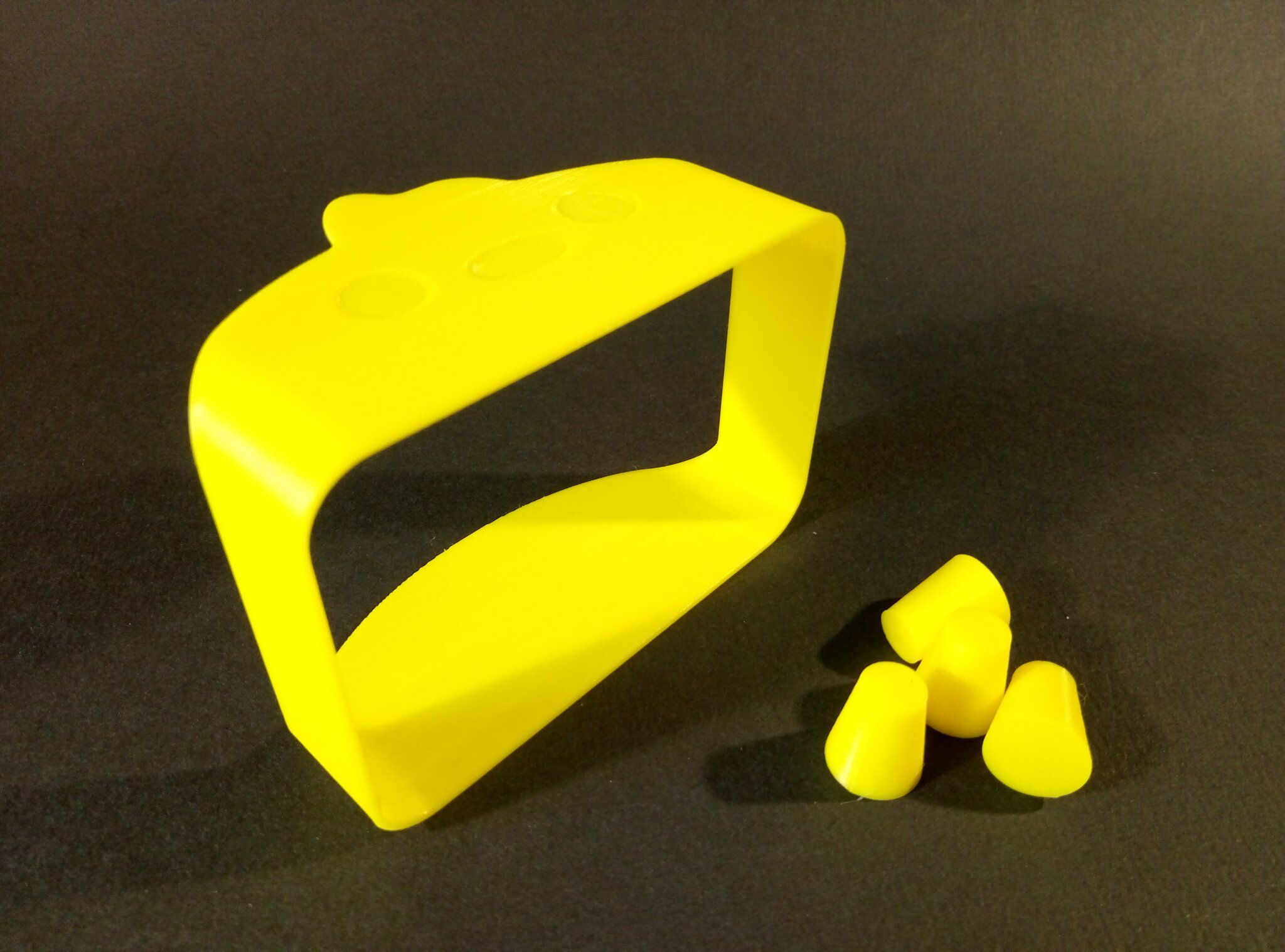
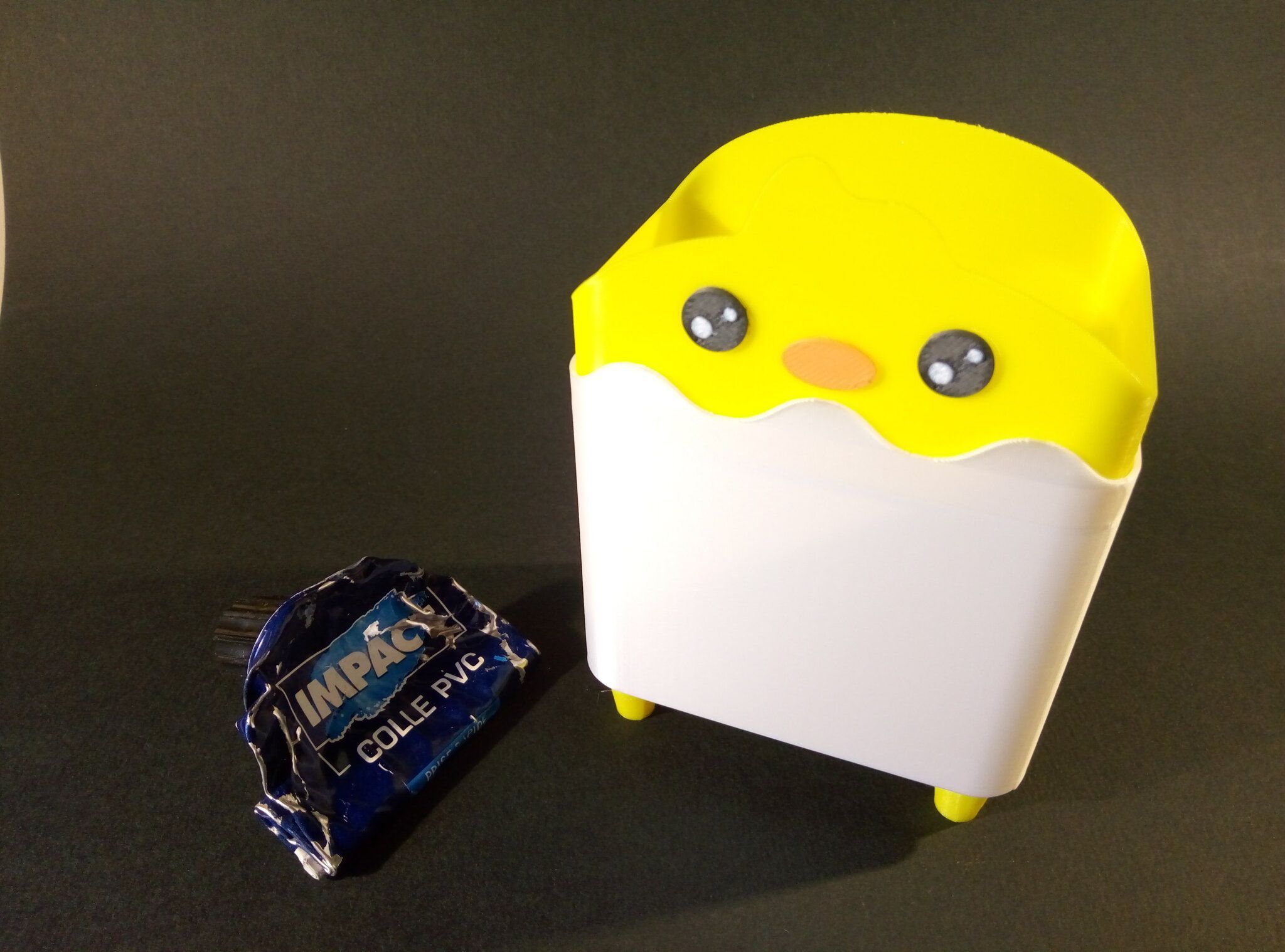
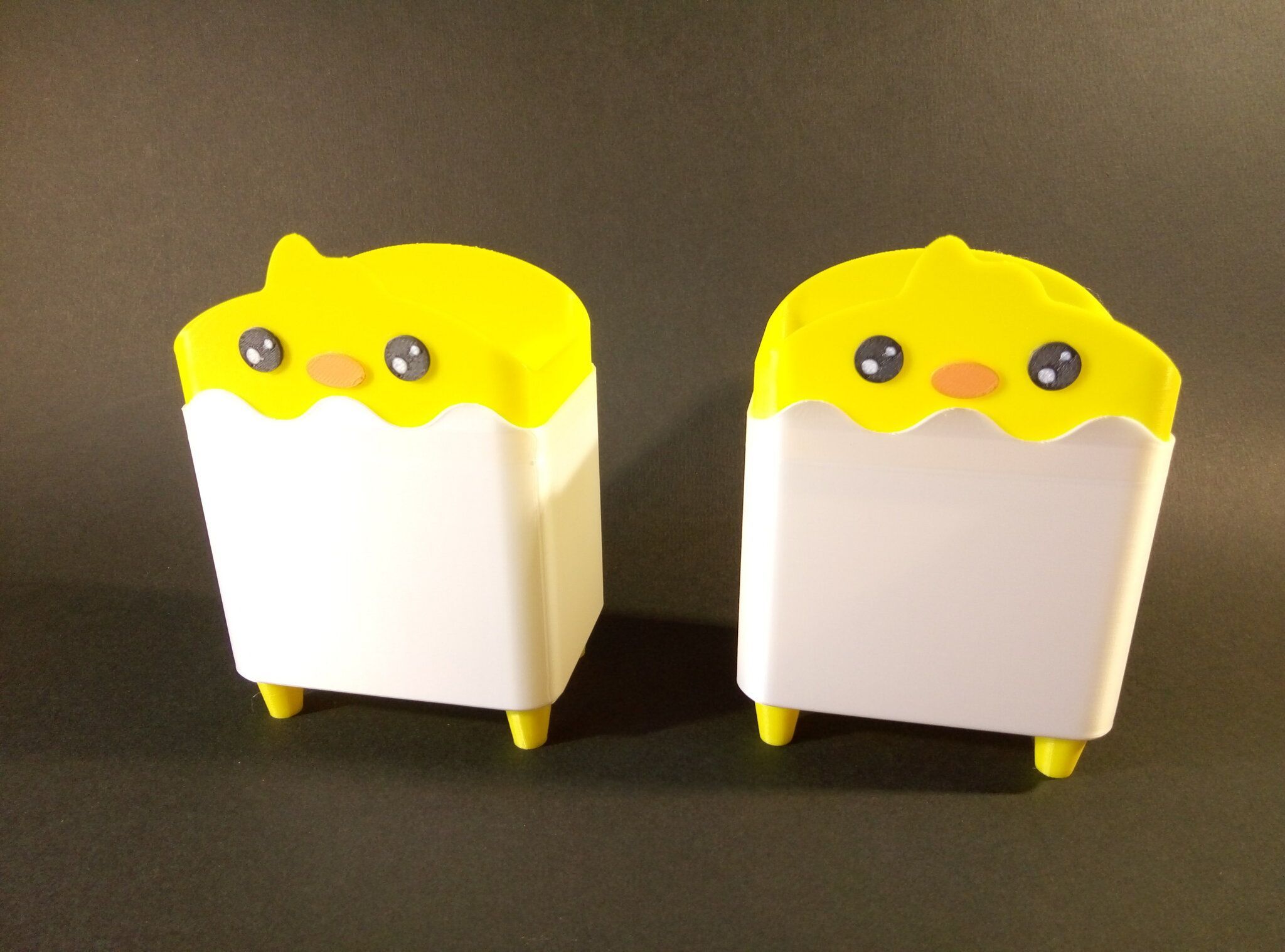
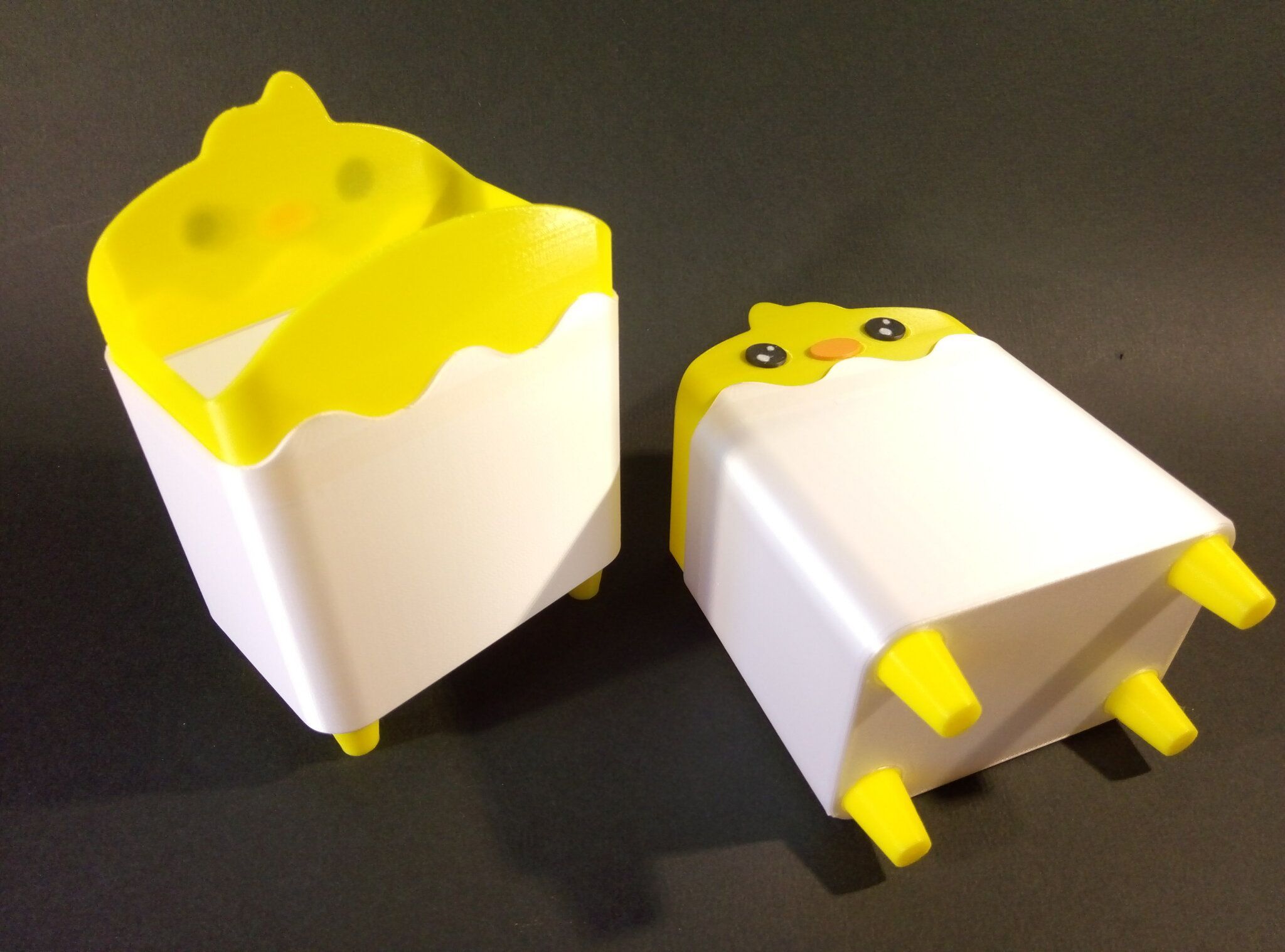
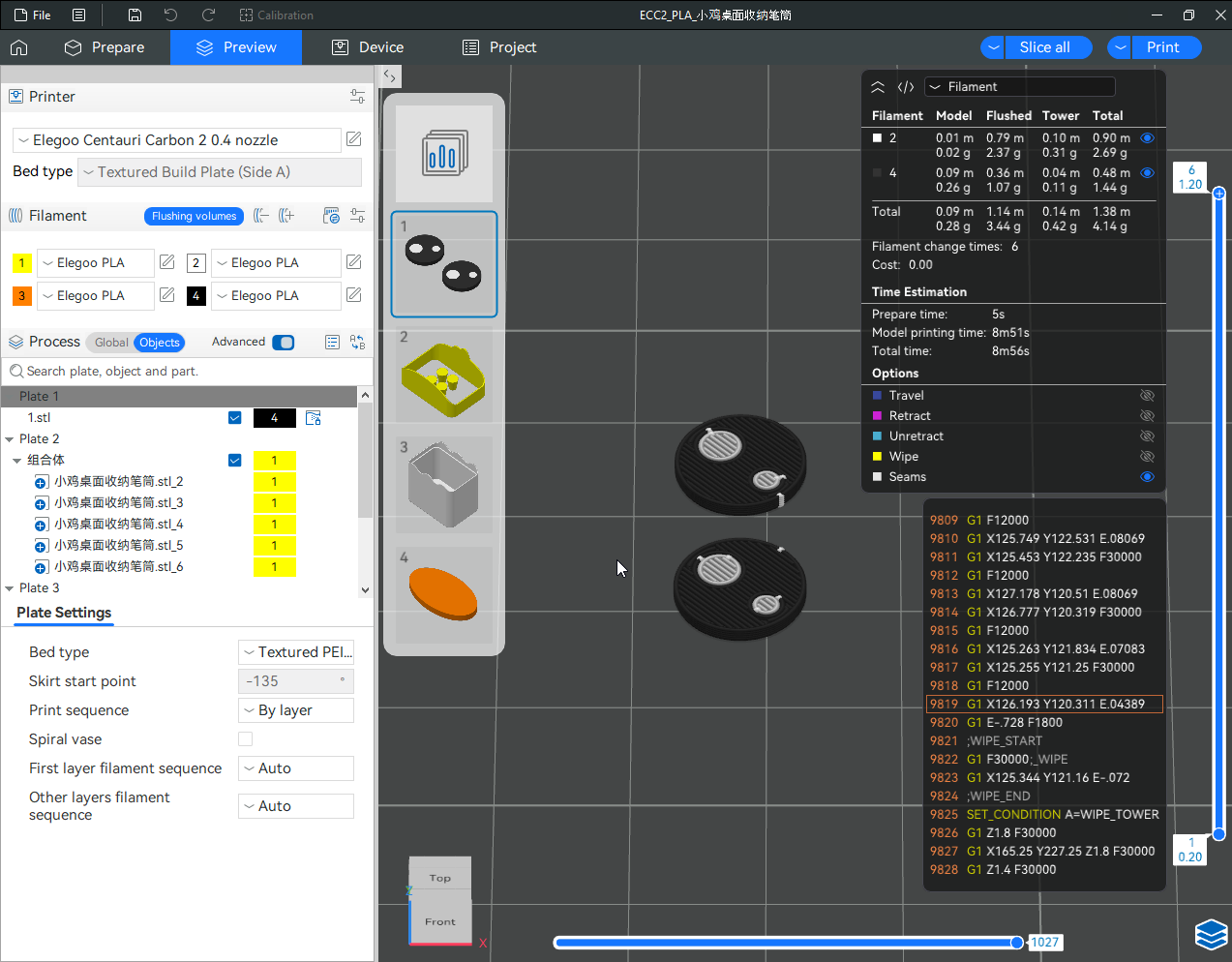
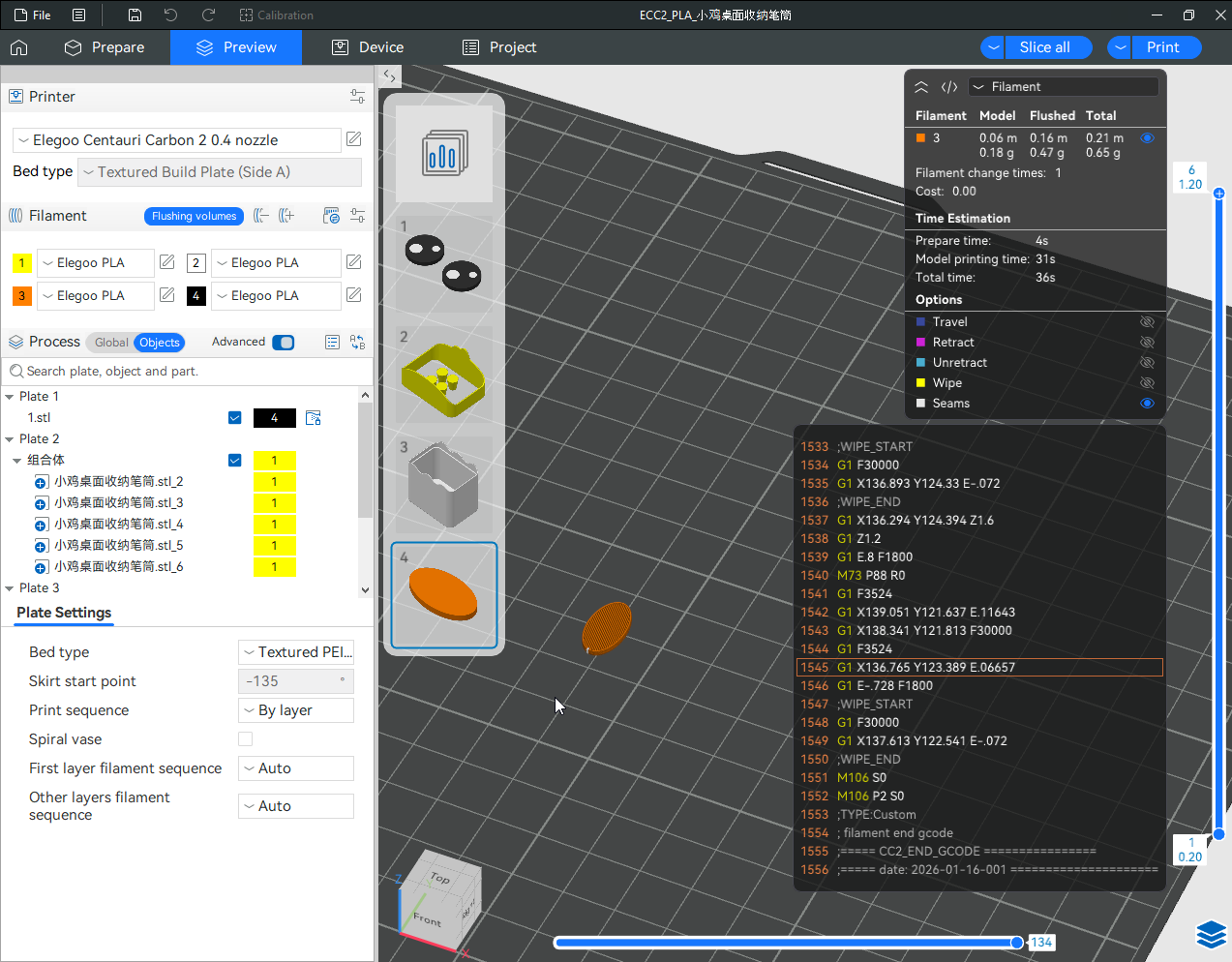
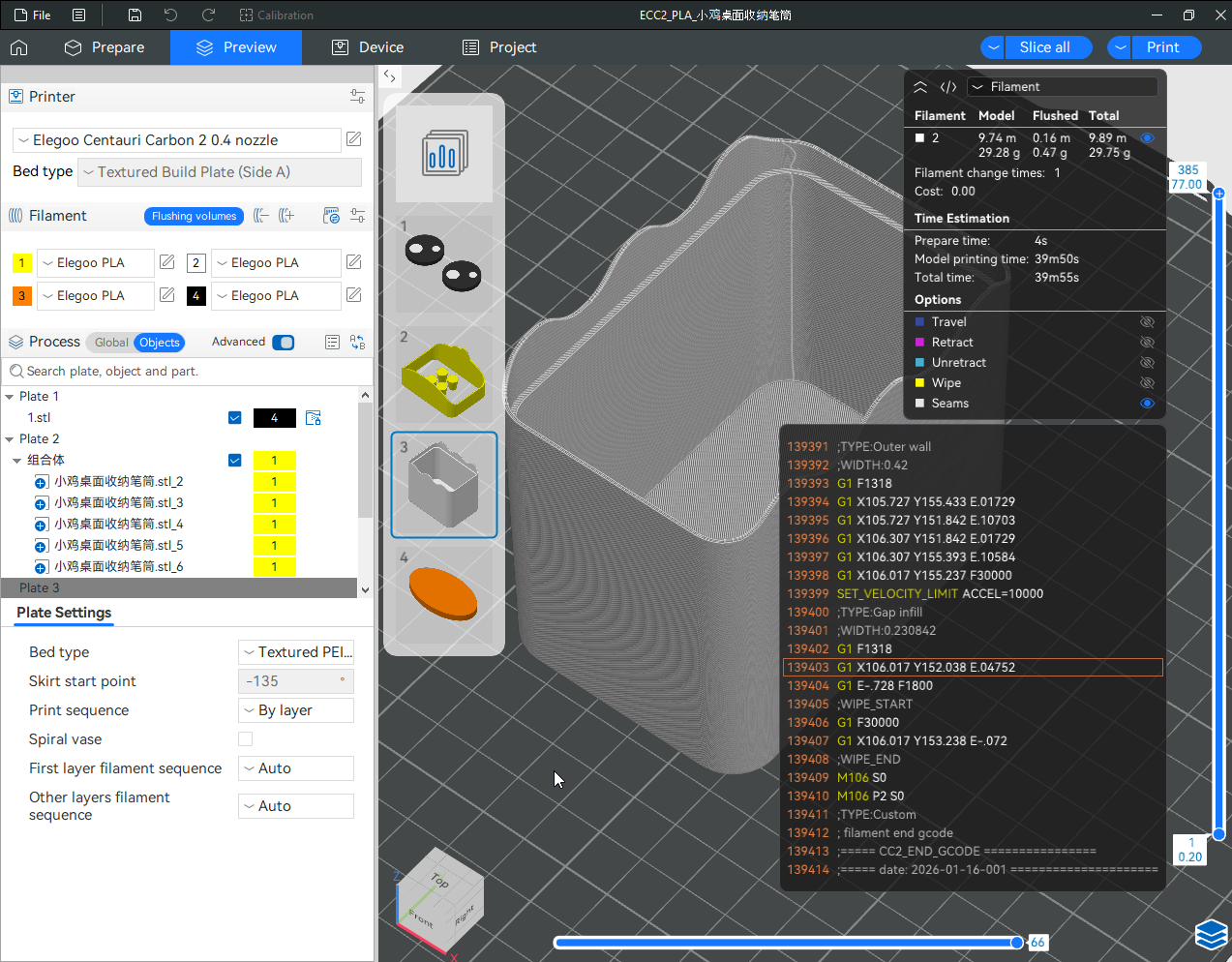
Autres impressions - PLA - (Acte I) Pavé de 246 x 256 x 0.4 mm pour tester la qualité de l'autoleveling Comme il y a une zone réservée de 10 x 20 mm à l'avant droit du plateau pour les déplacements que doit effectuer la tête d'impression pour presser le levier du coupe-filament, il n'est pas possible d'utiliser l'ensemble de la surface d'impression de 256 x 256 mm. Pour mon test, j'ai fait le choix de tester la plus grande surface rectangulaire que le trancheur accepte de placer sur ce plateau ayant une zone réservée. Petit raté dans le g-code de démarrage du profil par défaut de la Centauri Carbon 2 dans Elegoo Slicer v1.3.2.9 Avec ce g-code de démarrage, normalement si le résultat de tranchage se trouve au-dessus des coordonnées Y = 0.5, alors après être sortie de la zone du système de nettoyage du nez de la buse ( je n'ai pas vérifié ce que fait le "G180 S7" qui semble appeler https://github.com/elegooofficial/CentauriCarbon2/blob/5a2ea7fc03e707552701b1a69f463699cbd39230/debugfile/printer_dsp.cfg#L652 ) Cela fait normalement à l'avant du plateau une ligne de mise en pression en début d'impression avant de passer à l'impression de l'objet. grâce à la partie suivante mais là on tombe dans l'autre cas et malheureusement cela fait une extrusion juste après la sortie de la zone de chute des déchets du système de purge, juste avant de commencer l'impression à quelques millimètres au-dessus du plateau avant de commencer l'impression de l'objet, ce qui embarque un bout de filament extrudé encore collé au nez de la buse avant de commencer l'impression de l'objet. Bout que j'ai retrouvé tombé dans le bas de l'ensiente de l'imprimante ... et qui explique le raté dans le coin arrière droit de mon pavé imprimé. Filament : PLA Silk White Anycubic Si l'on omet le défaut du coin dû à un g-code de démarrage à affiner, le résultat est très satisfaisant. L'autonivellement semble très bien jouer son rôle. YouTube n'a pas accepté de traiter la vidéo du timelapse (sûrement car c'est une vidéo extrêmement courte qui ne doit avoir qu'une ou deux frames). Boîte en deux parties emboîtables avec le logo "LesImprimantes3D.fr" (version corps de la boîte en noir) https://www.nexprint.com/models/G9002562 https://www.nexprint.com/en/models/G9002562?printConfigId=G2373937 Filaments : PLA Silk White Anycubic, PLA recyclé ArianePlast, PLA Eco Orange ArianePlast. Vidéo du timelapse : Boîte en deux parties emboîtables avec le logo "LesImprimantes3D.fr" (version corps de la boîte en blanc) https://www.nexprint.com/en/models/G9002562?printConfigId=G0707273 PLA Silk White Anycubic, PLA recyclé ArianePlast, PLA Eco Orange ArianePlast. Vidéo du timelapse : https://youtu.be/Ss86kjcTRhY Anubis - Relief Sculpture - Martin Crow https://www.nexprint.com/en/models/G3320770 Mais en ayant préalablement, sous Elegoo Slicer, pour gagner en temps d'impression, fait un clic droit sur le modèle, sélectionné "split to object" pour ensuite déplacer sur un autre plateau que je n'ai pas imprimé un morceau de la base (car un simple pavé ...). Hauteur de la couche initiale 0.20 mm Hauteur de couche pour les autres couches 0.12 mm Durée d'impression : ~ 07 h 48 min Filament : PLA Silk White Anycubic A posteriori, le choix d'utiliser des supports de type arborescent "Tree (auto)" n'était pas l'idéal, car certains se sont cassés en cours d'impression. Si je devais refaire cette impression, j'essaierais d'utiliser des supports de type "Normal (auto)". Vidéo du timelapse : https://youtu.be/Yegh7Exurgk Guardian of Light - Relief Sculpture - Martin Crow https://www.nexprint.com/en/models/G6612217 Filament : PLA Silk White Anycubic Là encore, a posteriori, le choix d'utiliser des supports de type arborescent "Tree (auto)" n'était pas l'idéal, car certains se sont cassés en cours d'impression. Si je devais refaire cette impression, j'essaierais d'utiliser des supports de type "Normal (auto)". Adorable, high‑capacity chicken-shaped desktop organizer – perfect for tidying up your desk! - 一点灵感 https://www.nexprint.com/en/models/G4436415 Première impression sur le plateau flexible "Face A" n'était pas parfaite (un petit défaut d'adhérence d'un coin ... j'aurais peut-être dû modifier la valeur du paramètre de compensation pied d'éléphant ("Quality" -> "Precision" -> "Elephant foot compensation") pour la mettre a 0.0 mm au lieu de 0.1 mm avant tranchage) Seconde impression, même fichier d'impression, sur le plateau flexible "Face A" complètement ratée (l'impression n'a pas bien adhéré au plateau et s'est entièrement décollée, impression annulée, et cela malgré avoir préalablement nettoyé la surface avec de l'IPA 99,9 %). Troisième impression, même fichier d'impression, mais cette fois, sur le plateau flexible "Face B" enfin réussie (définitivement la "Face B" offre pour le PLA une bien meilleure adhérence) J'ai donc continué sur la "Face B" pour les autres parties (il y a beaucoup de déchets pour les yeux car malheureusement le modèle n'est pas idéalement conçu ou coloré sous le trancheur et demande 6 changements de filaments pour faire les petits éléments blancs des yeux ...) Filaments : PLA Silk White Anycubic, PLA recyclé ArianePlast, PLA Eco Orange ArianePlast, PLA Yellow Velleman. Comme la première impression de la partie jaune avec un défaut me semblait utilisable malgré son défaut, J'ai décidé de réimprimer les autres parties pour avoir un second porte-crayon et utiliser cette partie avec un défaut.

































































 2 points
2 points -
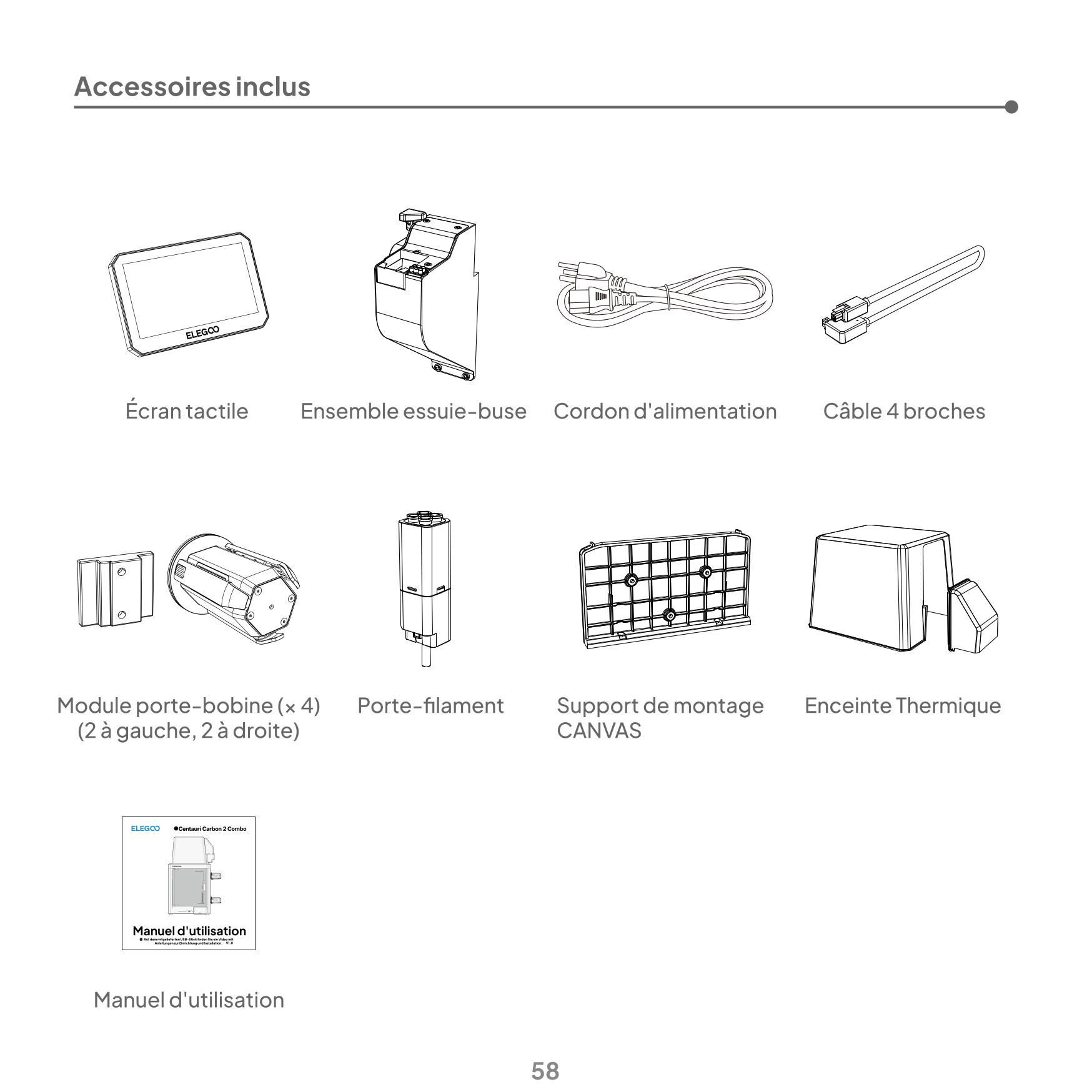
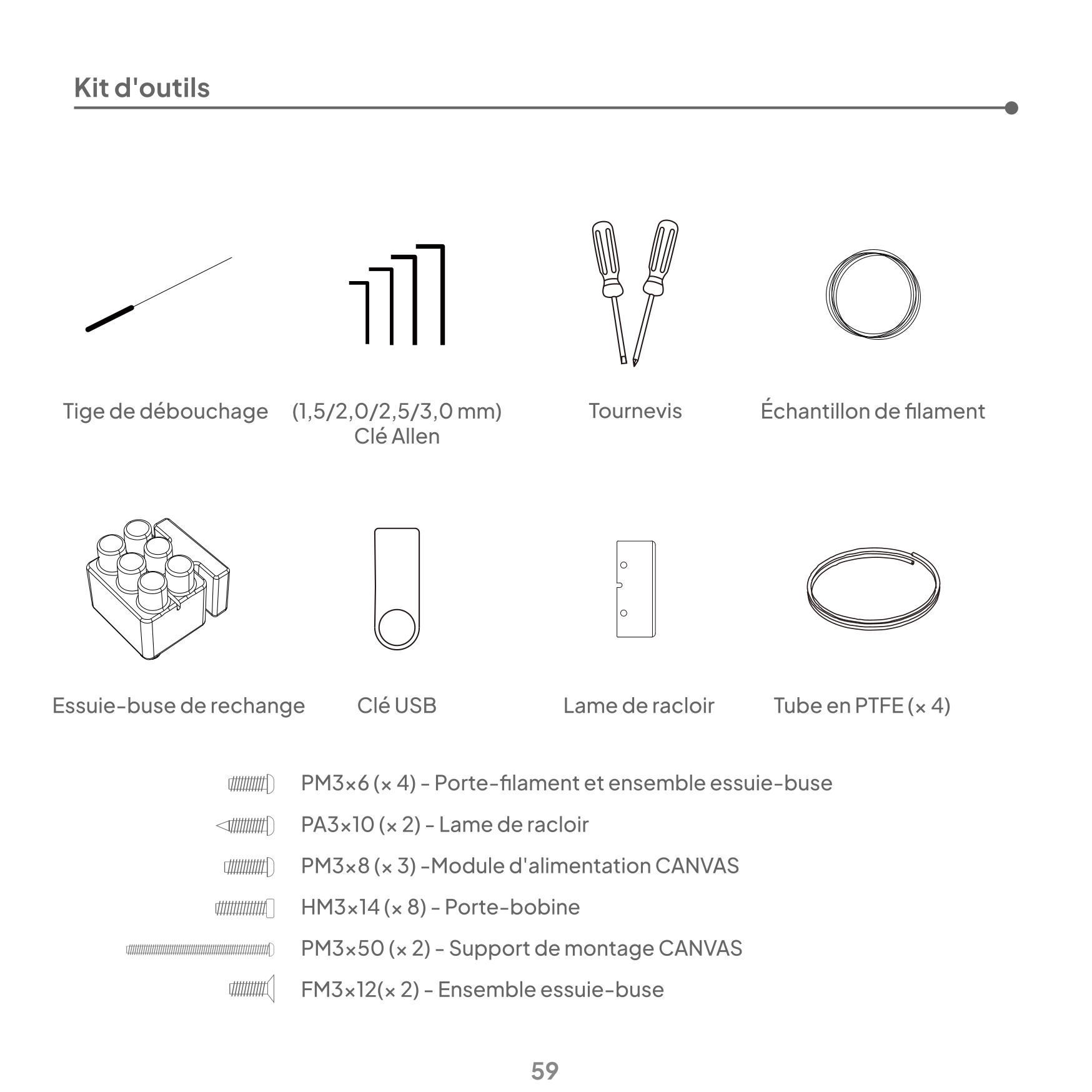
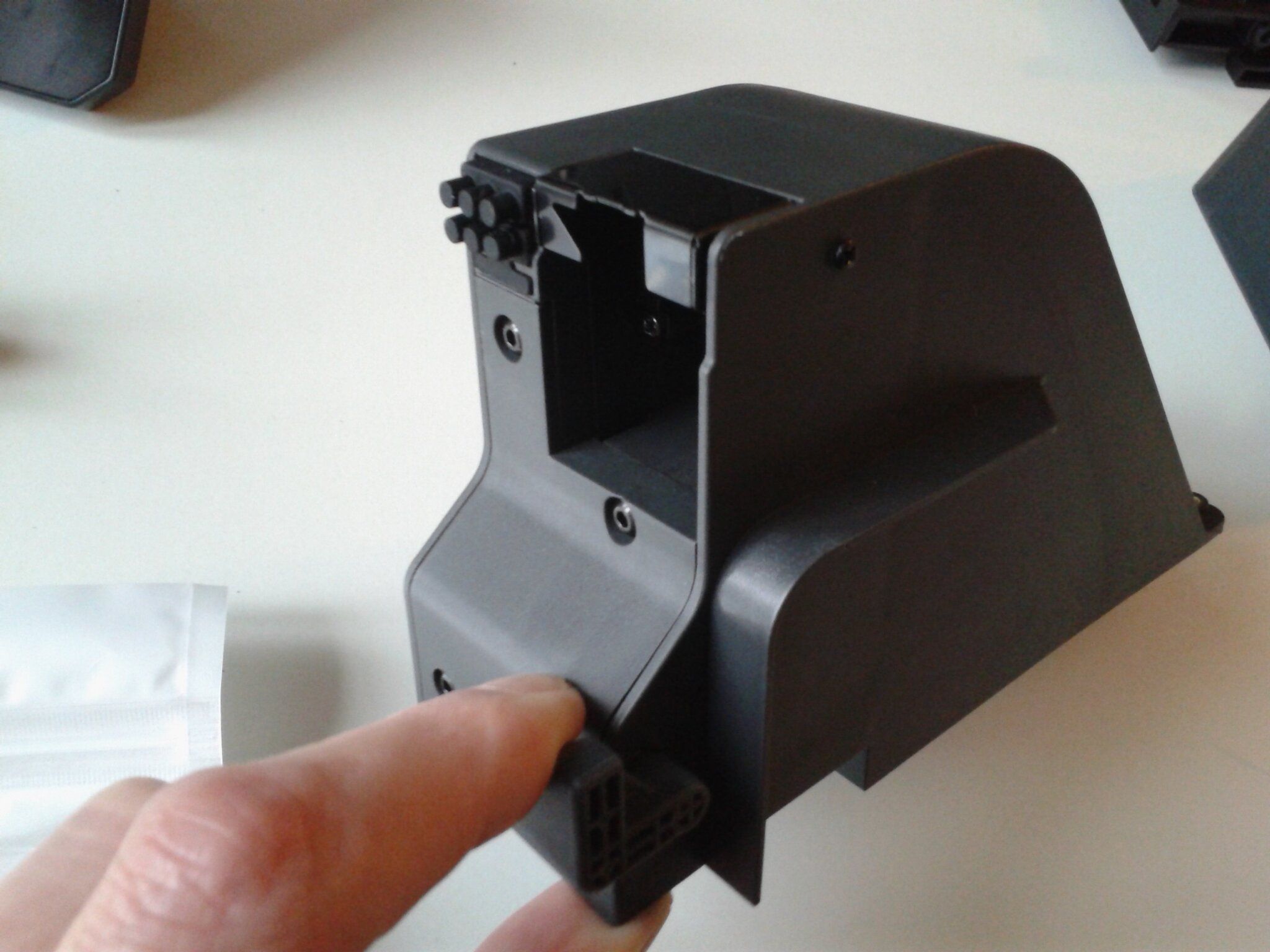
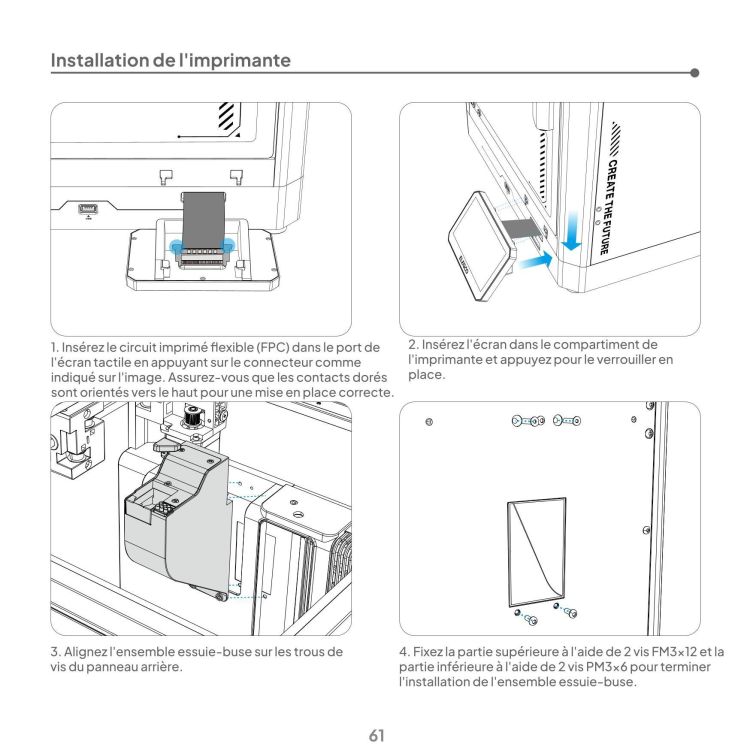
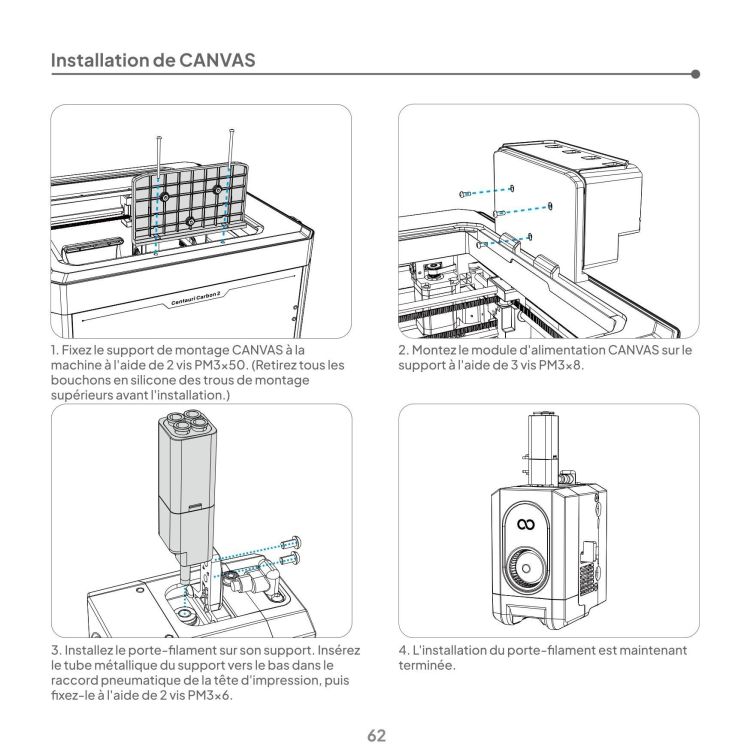
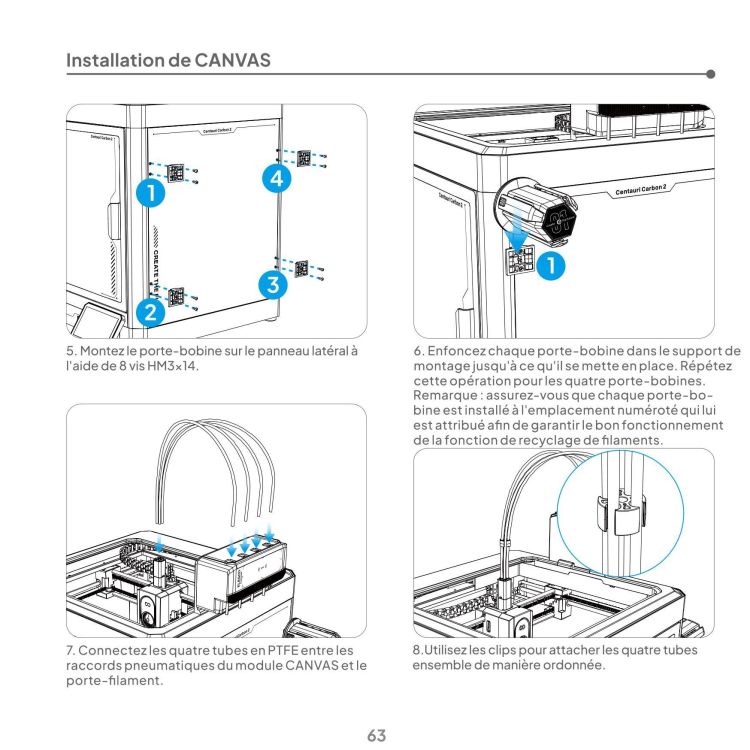
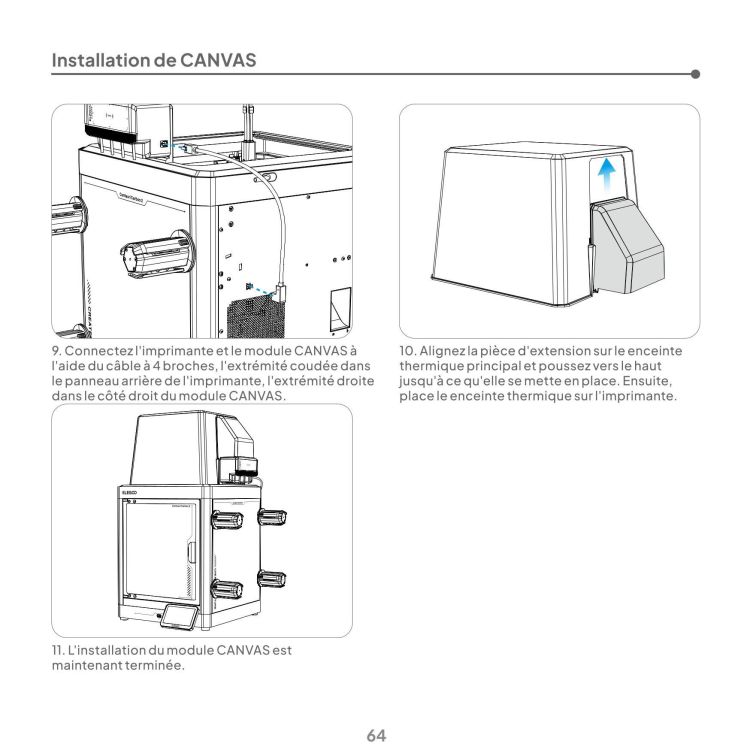
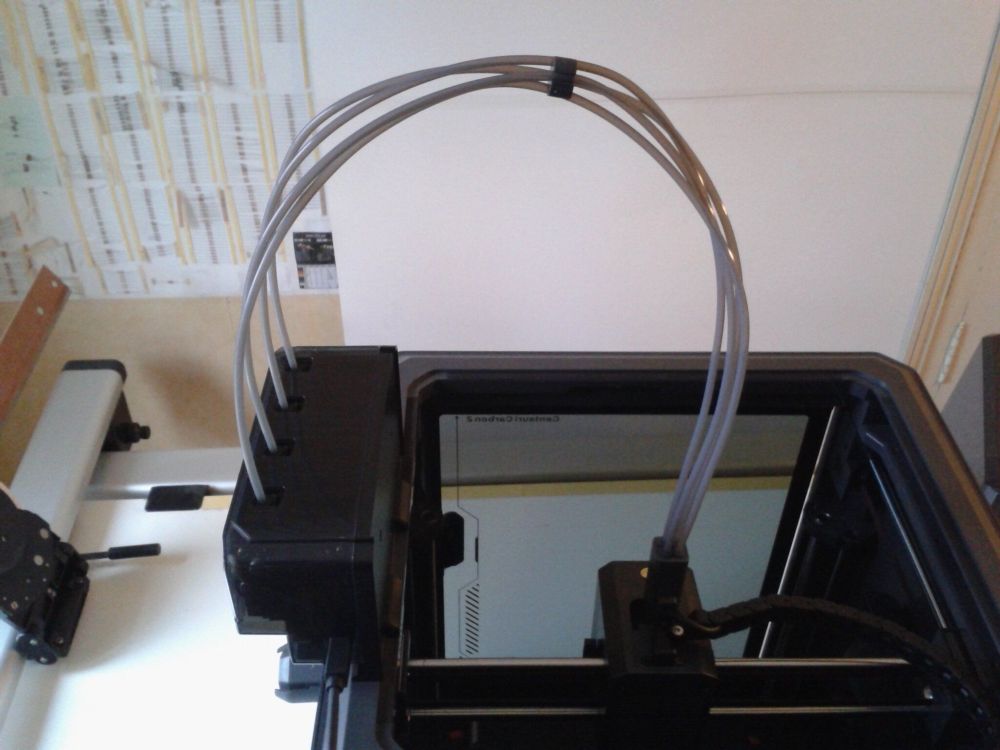
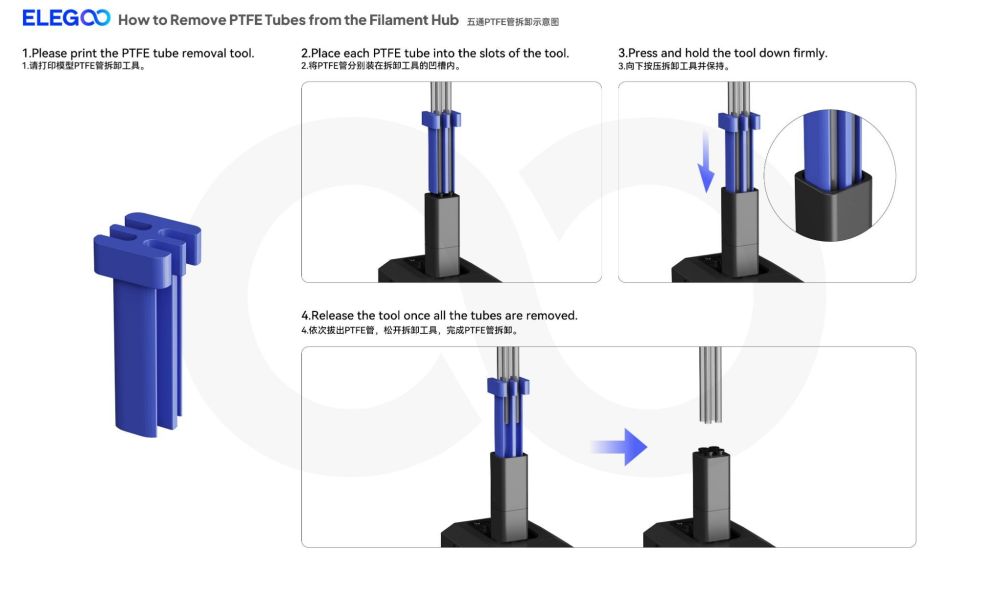
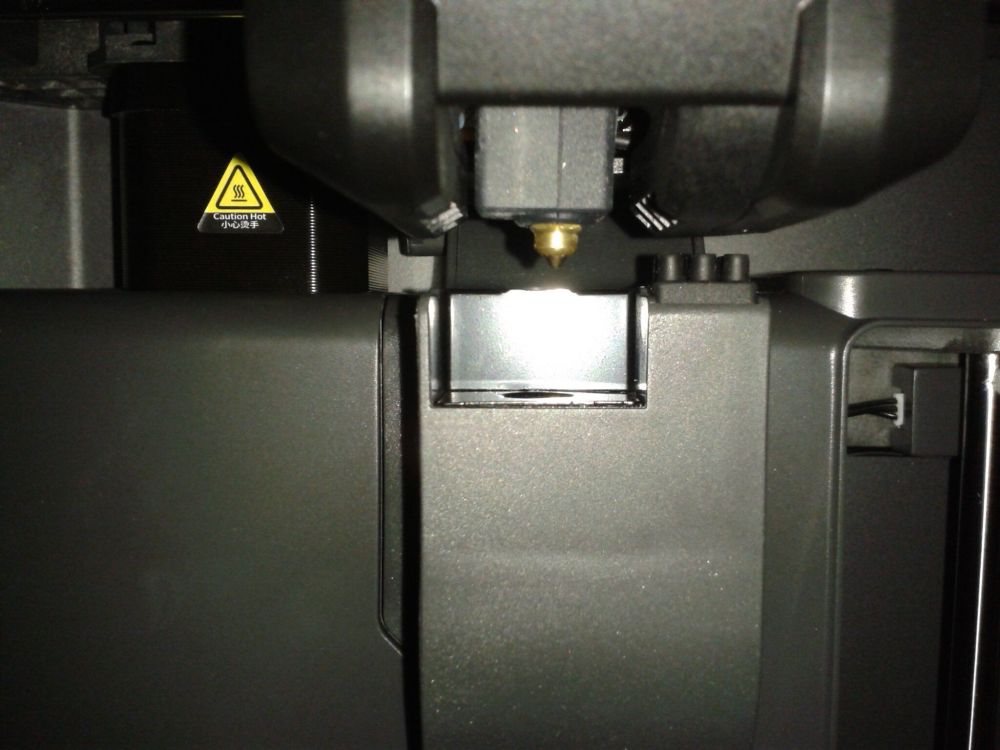
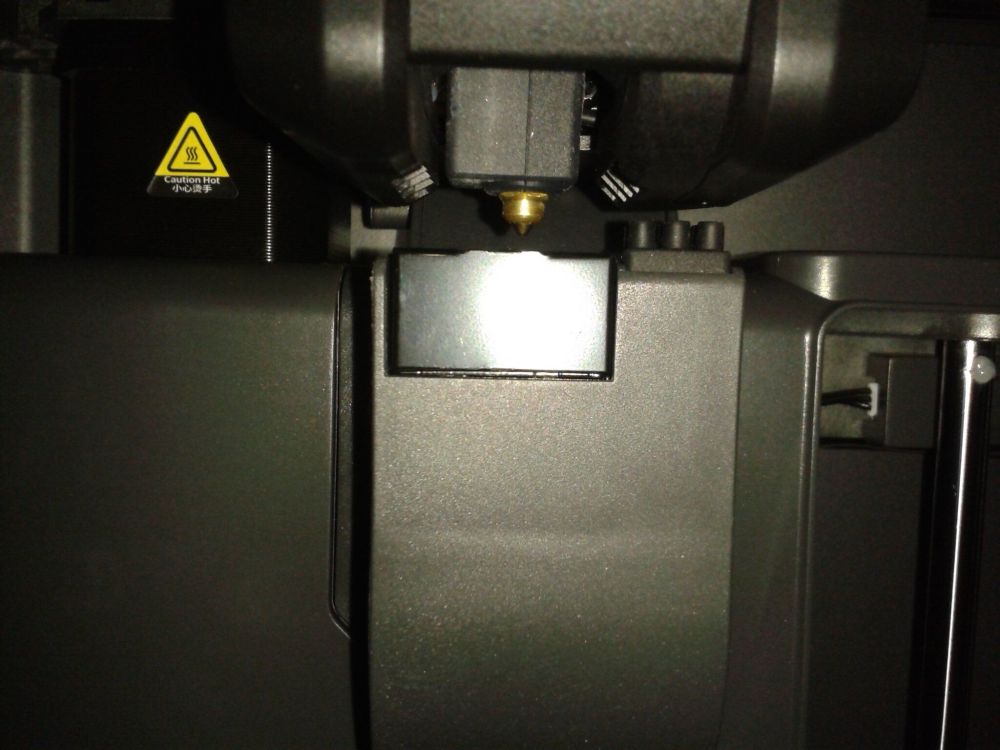
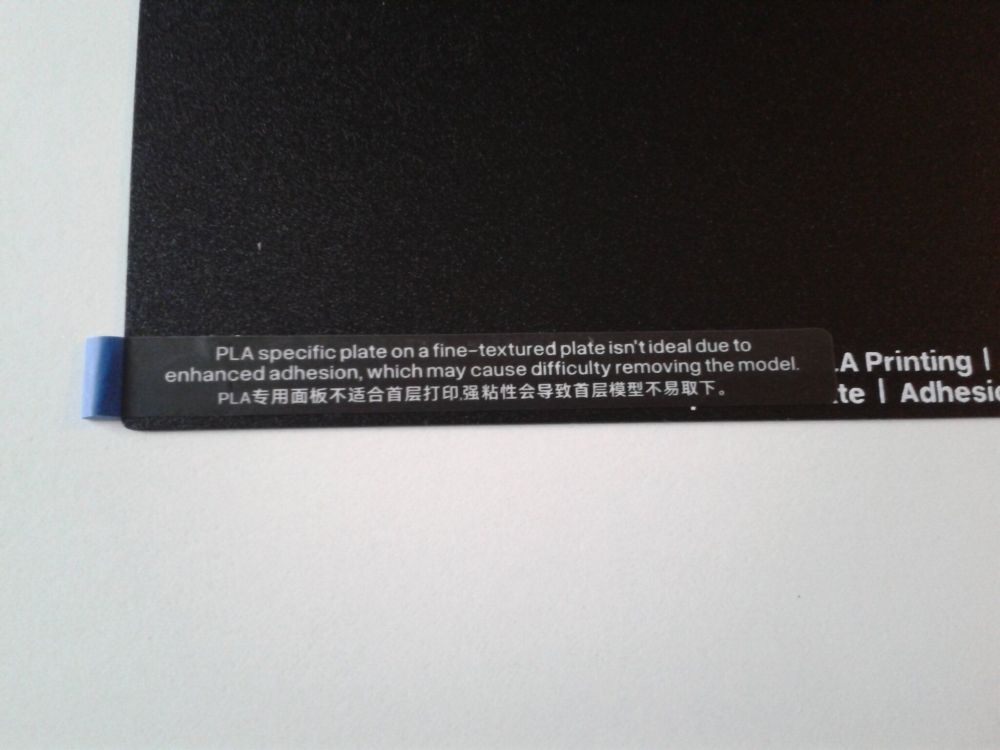
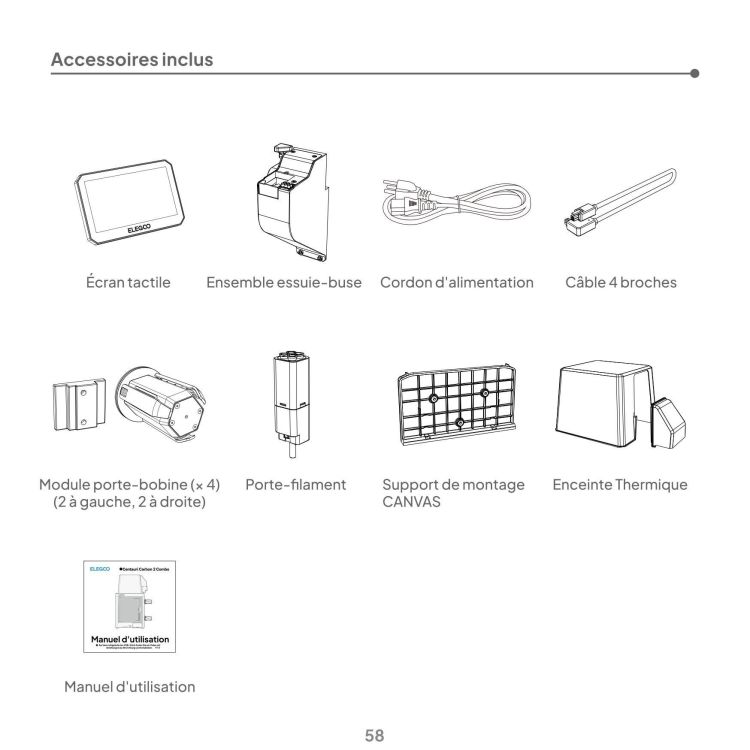
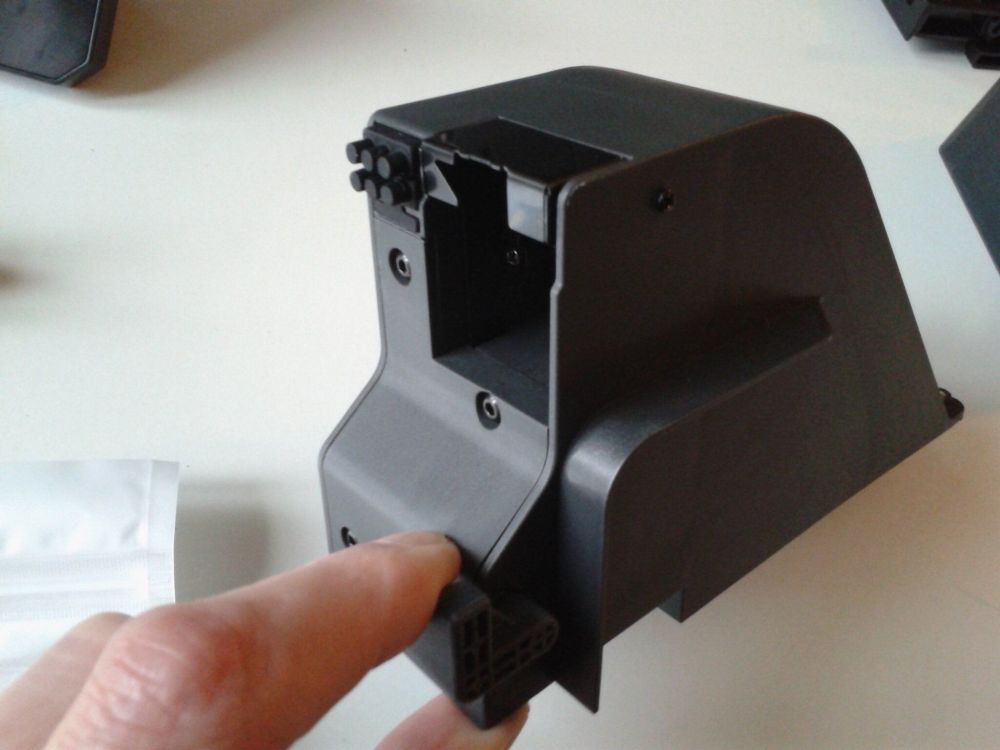
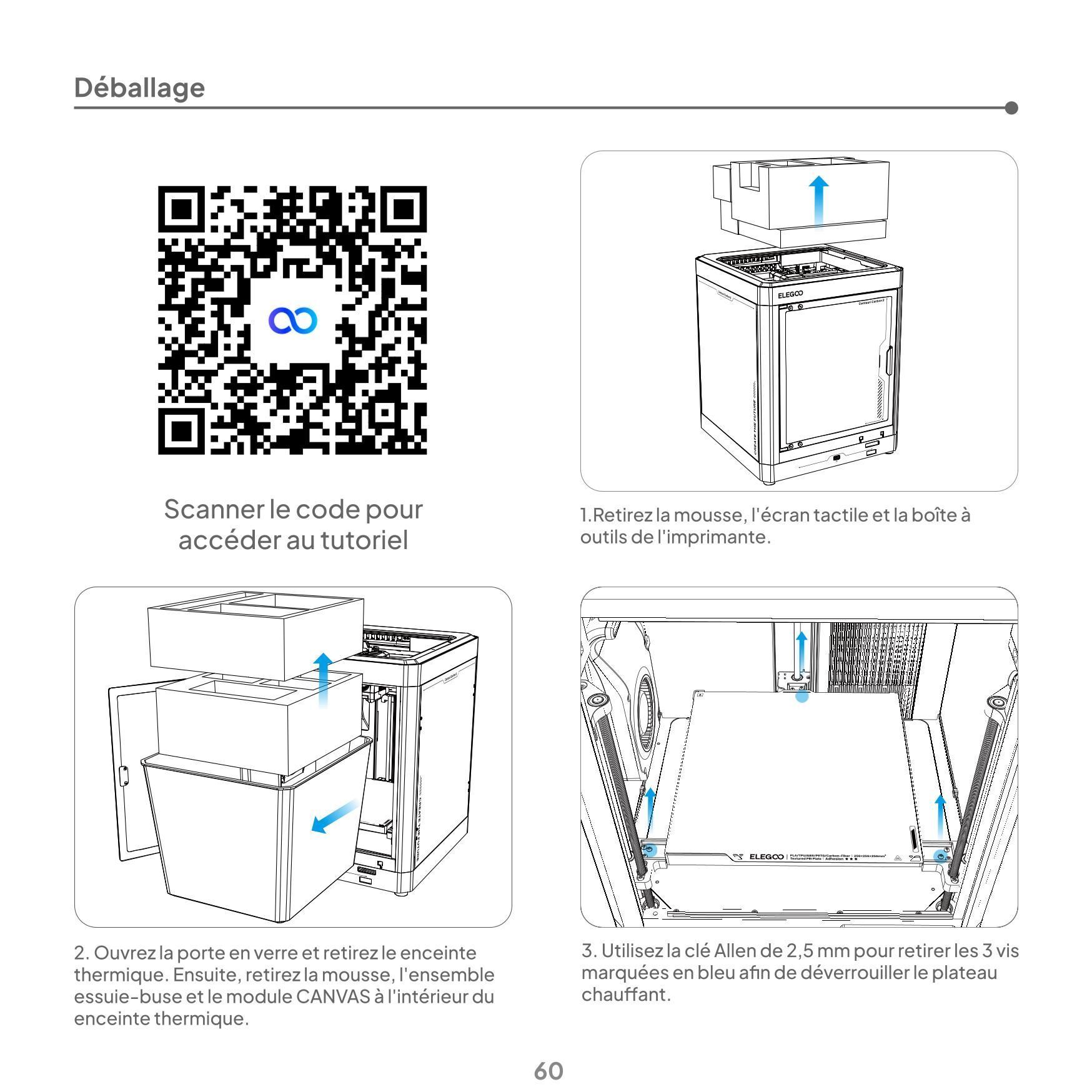
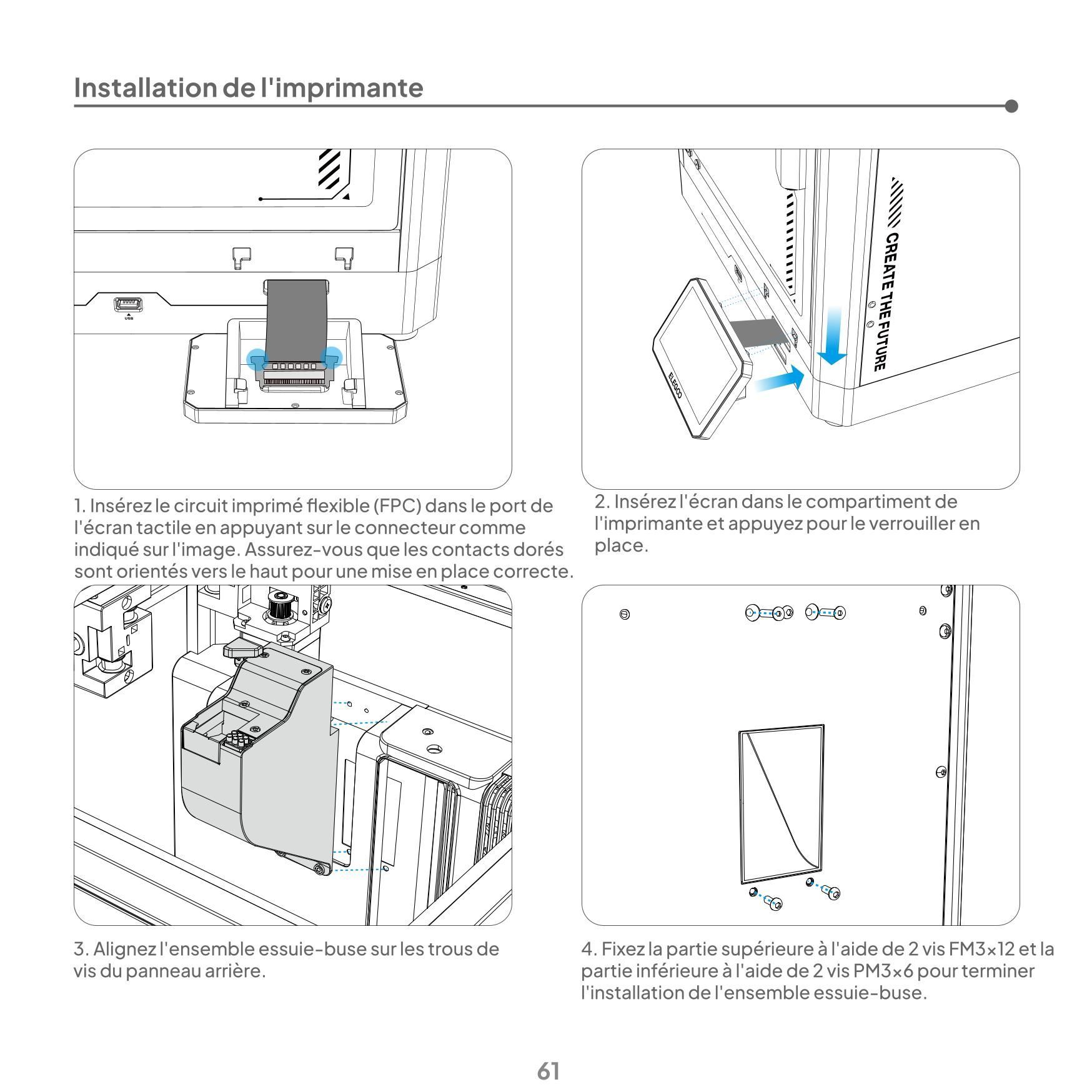
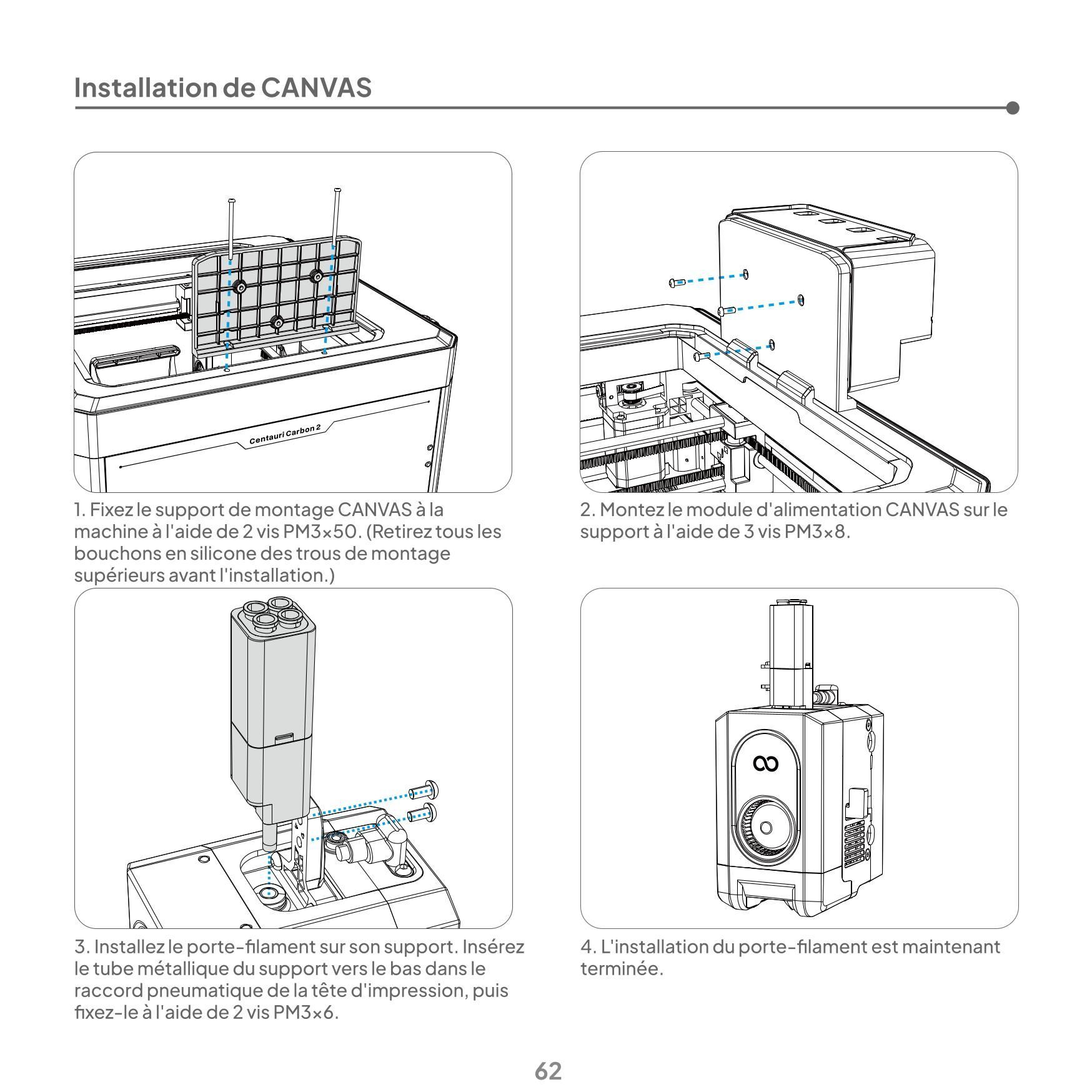
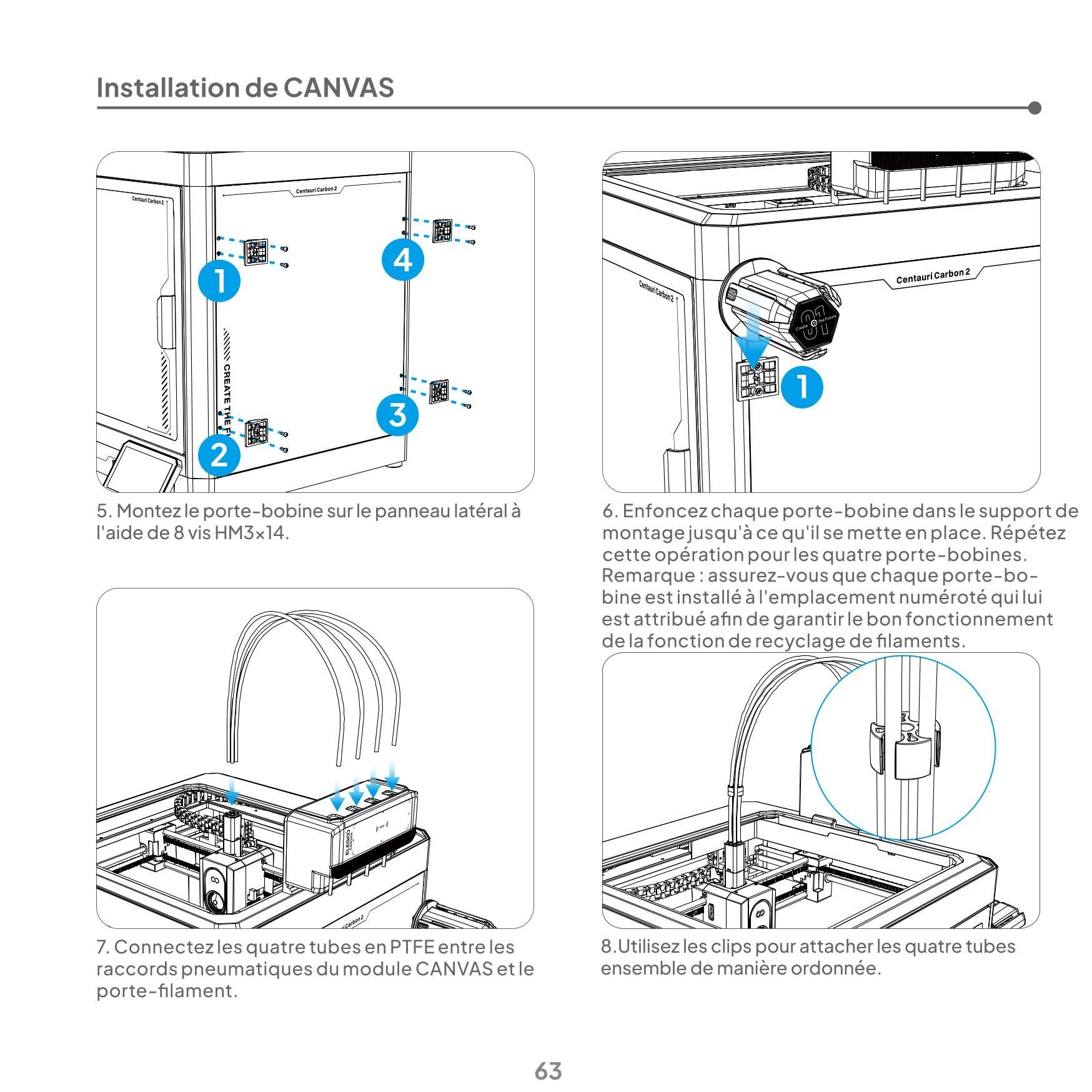
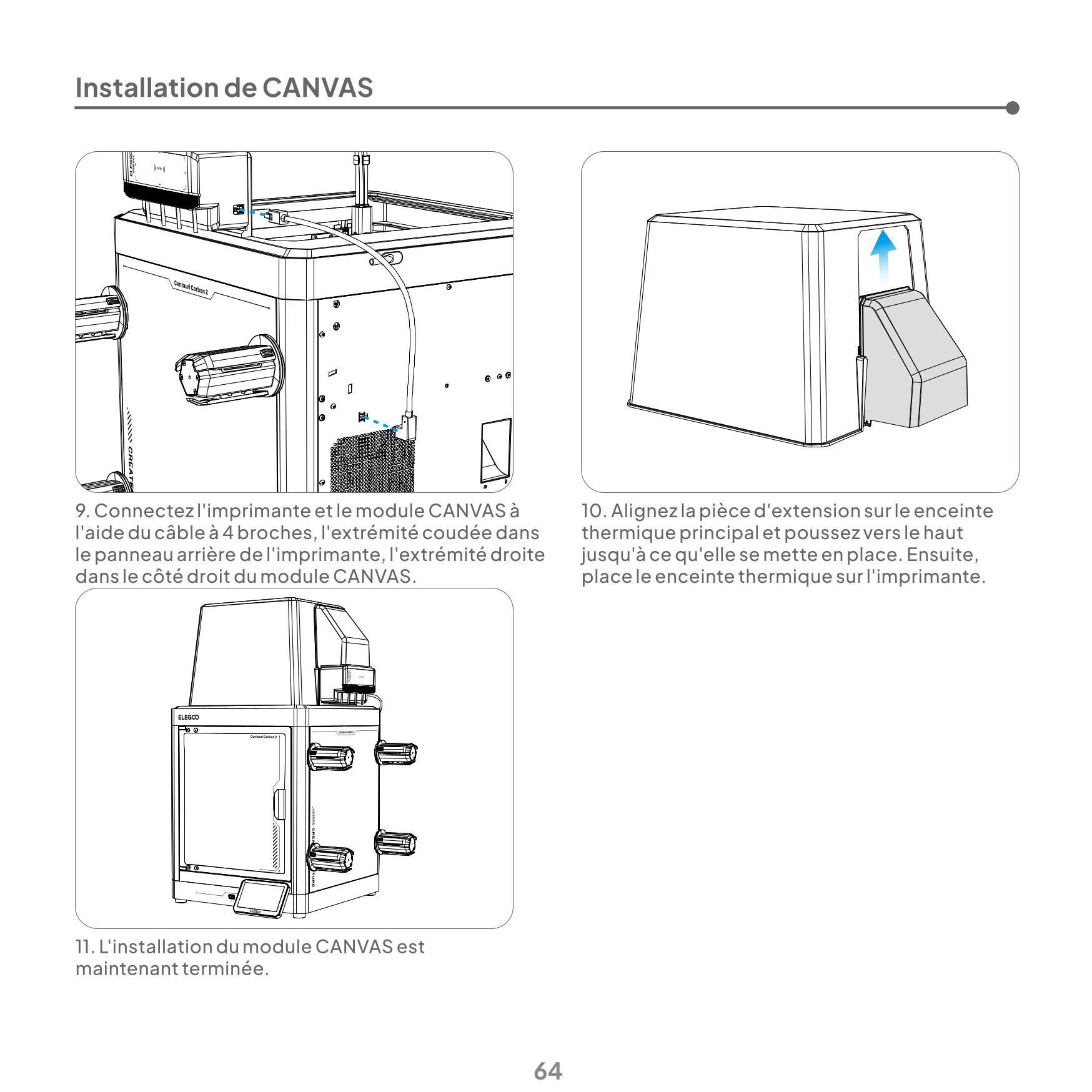
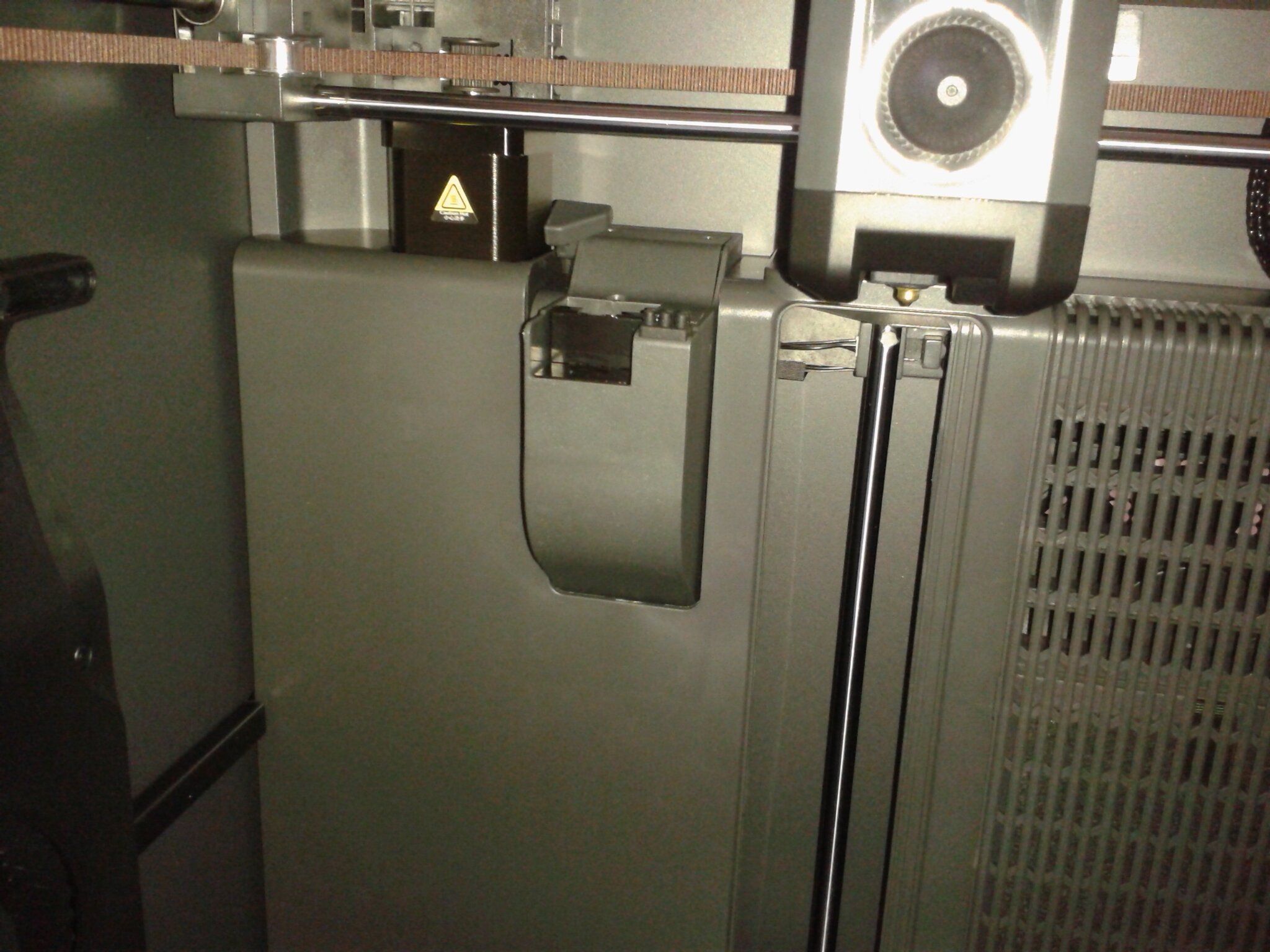
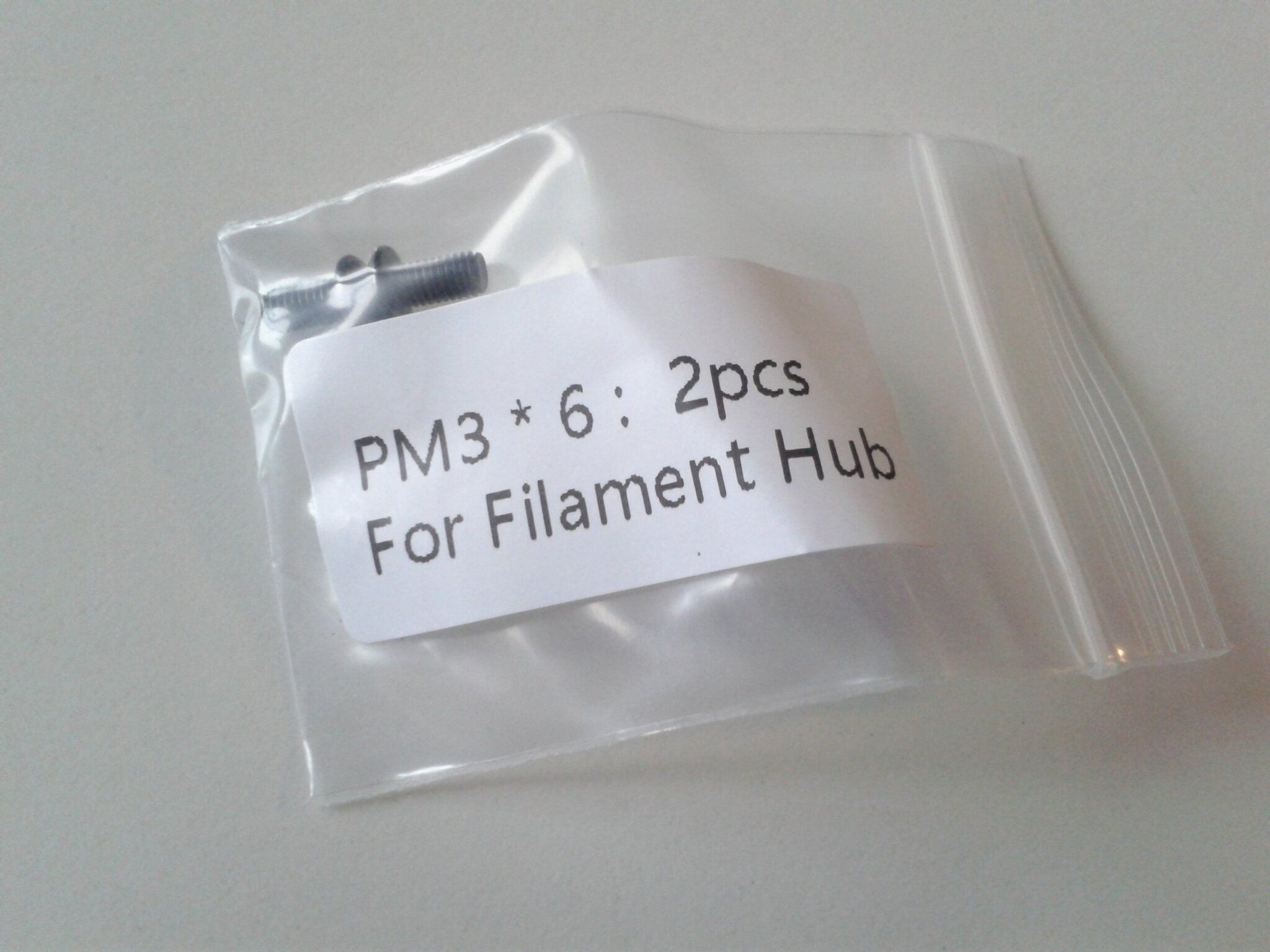
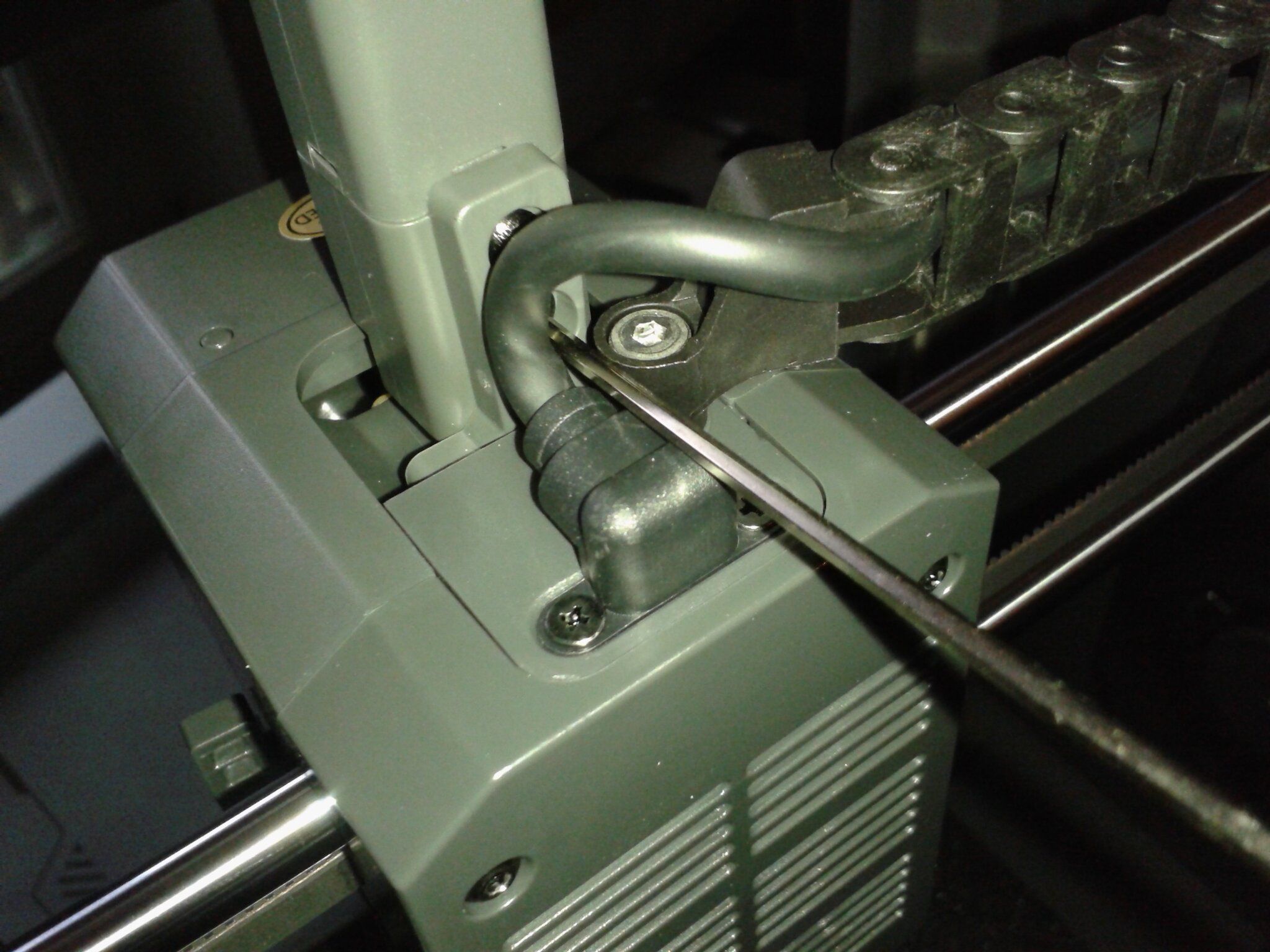
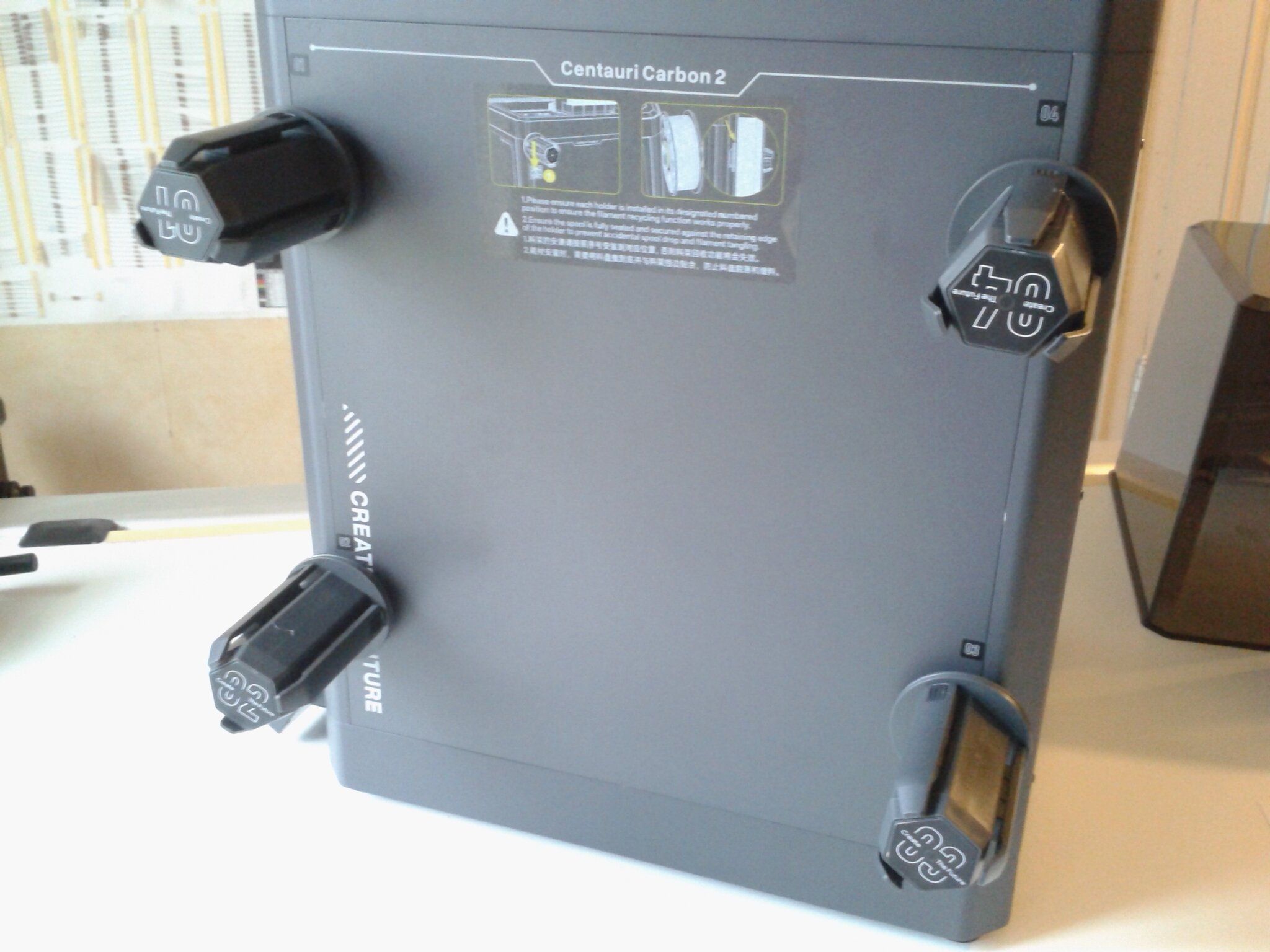
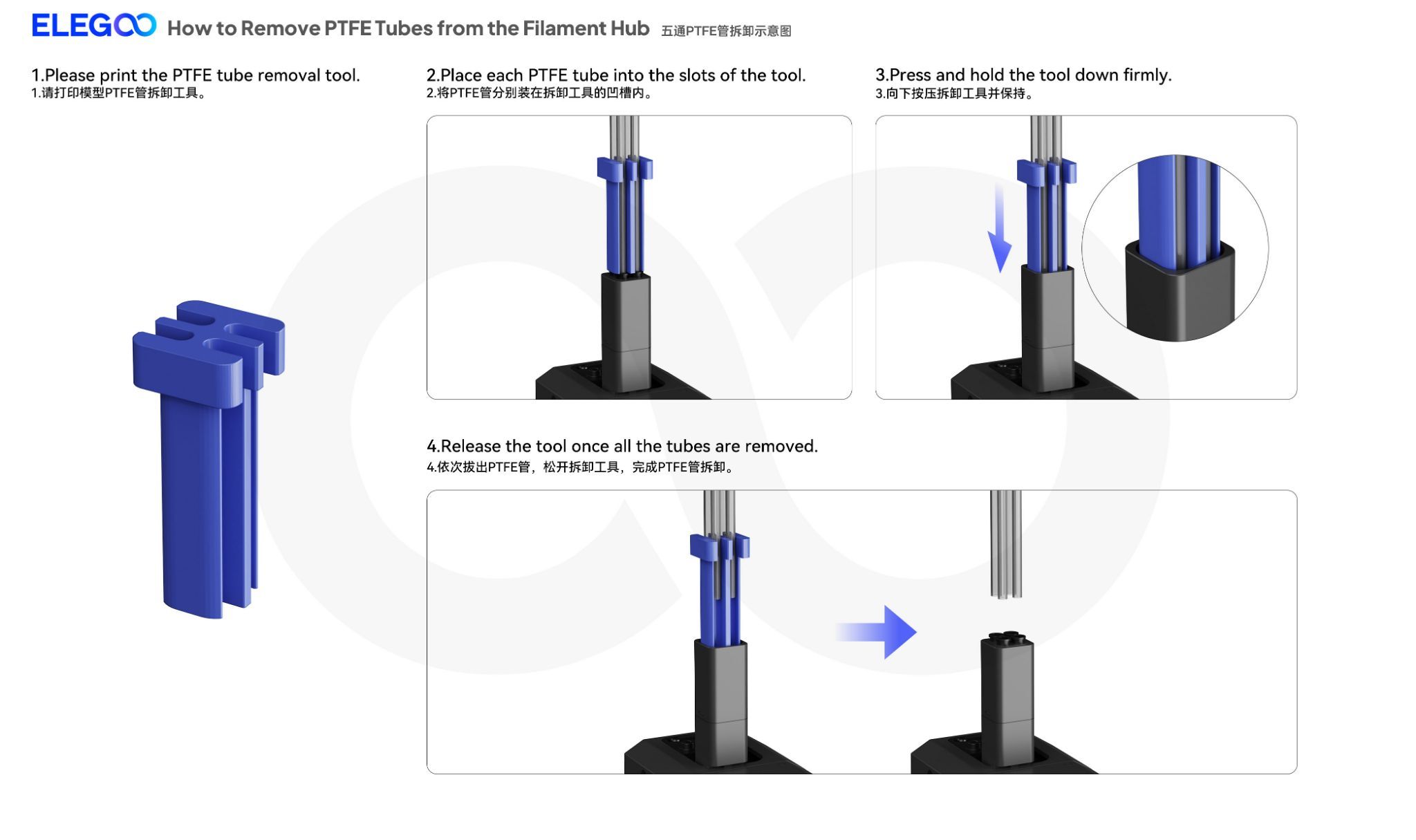
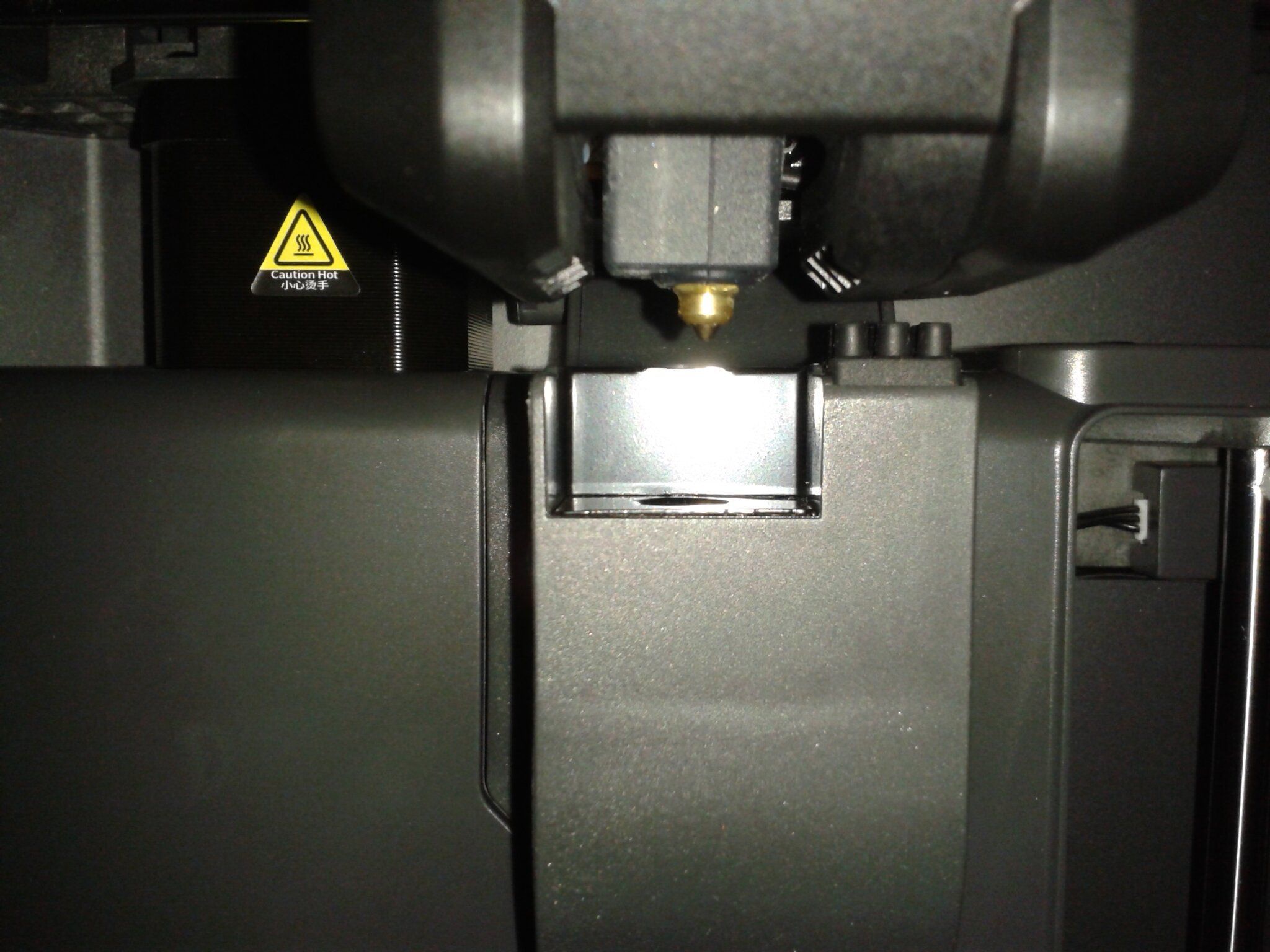
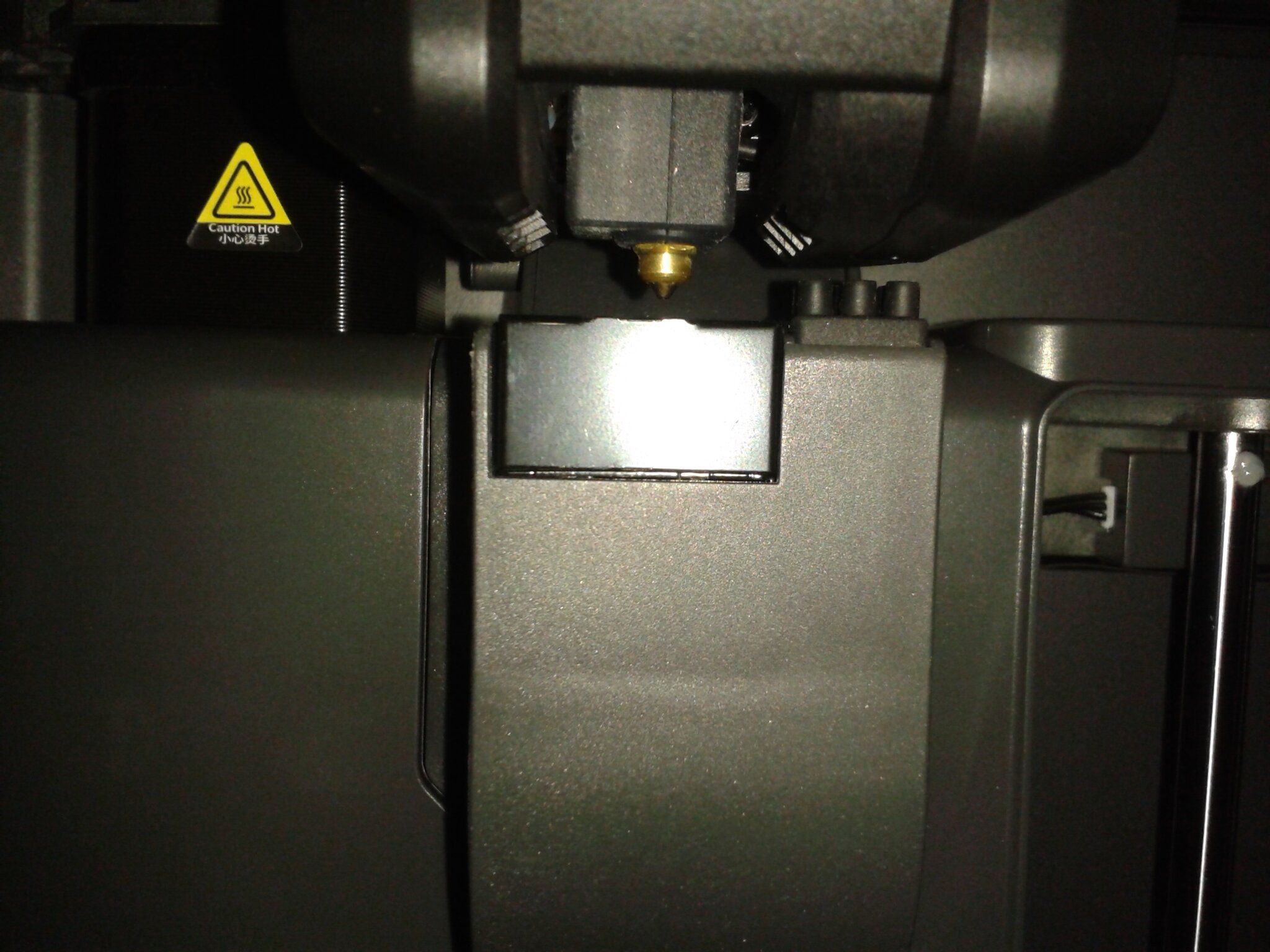
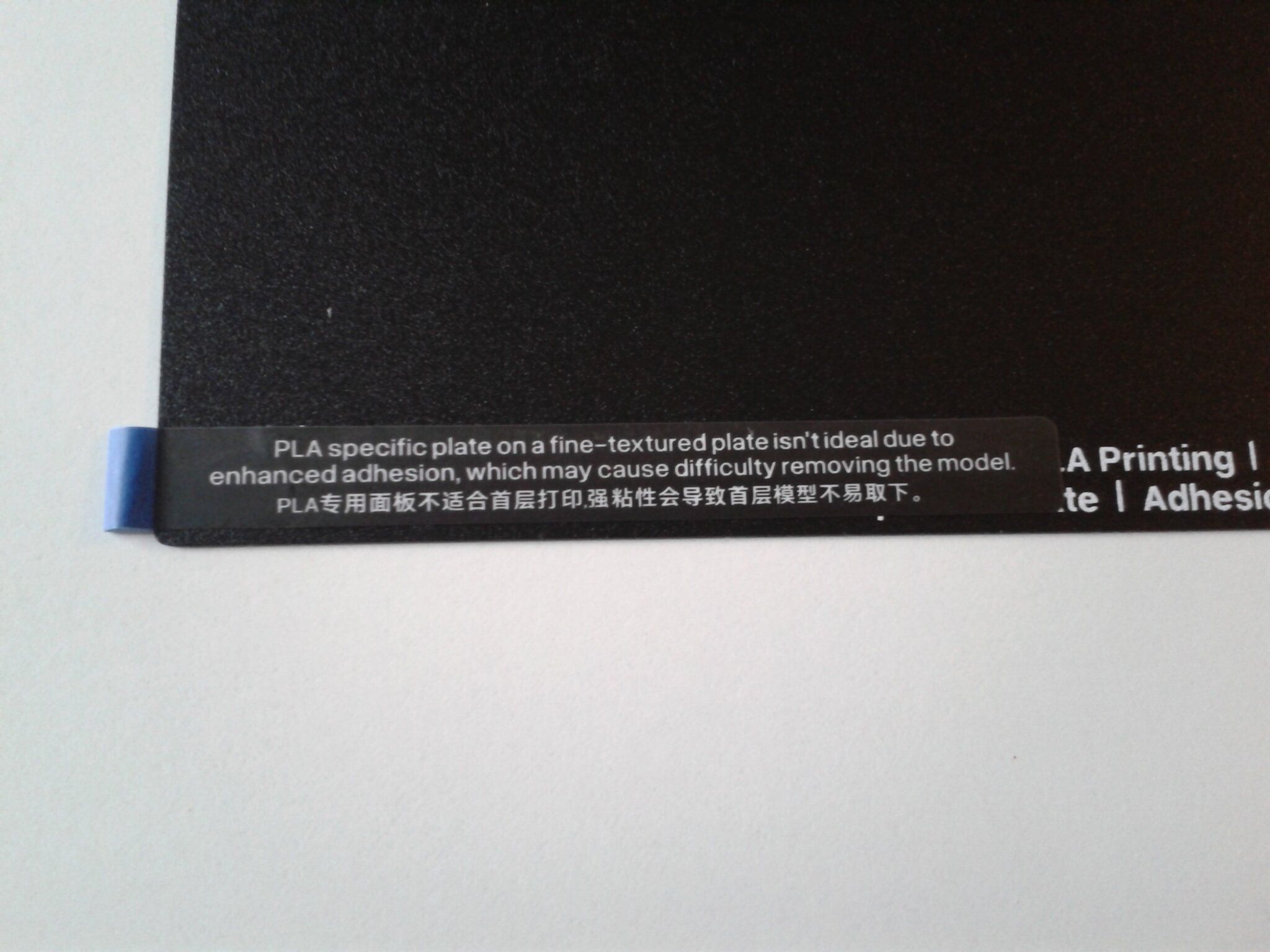
Assemblage C'est relativement simple et prend une dizaine de minutes, les points importants sont montrés dans la documentation papier fournie et la vidéo de déballage et mise en fonction, que l'on retrouve tous les deux sur la clé USB fournie. Si pas déjà fait lors du déballage, il faut retirer les trois vis qui sécurisent le plateau lors du transport. Puis Connecter et mettre en place l'écran. Placer et fixer avec quatre vis l'ensemble essuie-buse ("nozzle wiper assembly"). ( On peut ici vérifier que si on déplace manuellement la tête d'impression face puis vers le système essuie-buse que le nez de la buse se trouve bien un poil au-dessus de la partie en métal et que cette partie en métal se déplace d'arrière en avant quand on en rapproche la tête. Tête en face de la partie en métal de la chute du système essuie-buse. Tête poussée contre le système essuie-buse, la partie en métal s'avance avec la poussée de la tête contre le système essuie-buse. ) Installer le support pour le système CANVAS au châssis avec deux vis, Fixer le système CANVAS a son support avec trois vis, insérer le hub-filament (4 entrées, 1 sortie) à l'entrée de la tête d'impression et le fixer avec deux vis, Fixer les quatre supports des porte-bobines mettre en place les portes-bobines (attention bien respecter la numérotation car deux porte-bobines ont un ressort qui tourne à gauche et les deux autres tournent à droite et donc si vous inversez le 1 ou 2 avec le 3 ou 4 cela ne maintiendra plus les filaments légèrement tendus sur les bobines et il y aura risque de nœuds du filament sur ces bobines lors des changements de filaments) Connecter le câble 4 broches du système CANVAS Connecter entre le système CANVAS et le hub filament les 4 tubes PTFE de guidage du filament Remarquer que quand l'on pousse les tubes PTFE dans le hub, une partie du hub est sur ressort. Si vous avez un jour besoin de déconnecter un tube PTFE du hub-filament, il vous faudra un l'outil "PTFE Tube Tool" (fichier d'impression de cet outil dans la mémoire de l'imprimante et fourni sur la clé USB) pour faire cet appui qui pousse cette partie du hub sur ressort pour déverrouiller le système qui bloque les bouts de tube PTFE dans le hub. Assembler les deux parties du couvercle de l'enceinte thermique en calant et glissant la petite partie, et placer l'ensemble sur la machine. Retirer la petite étiquette papier de la plaque flexible et replacer la plaque. Vérifier le filtre derrière la grille






















































 2 points
2 points -
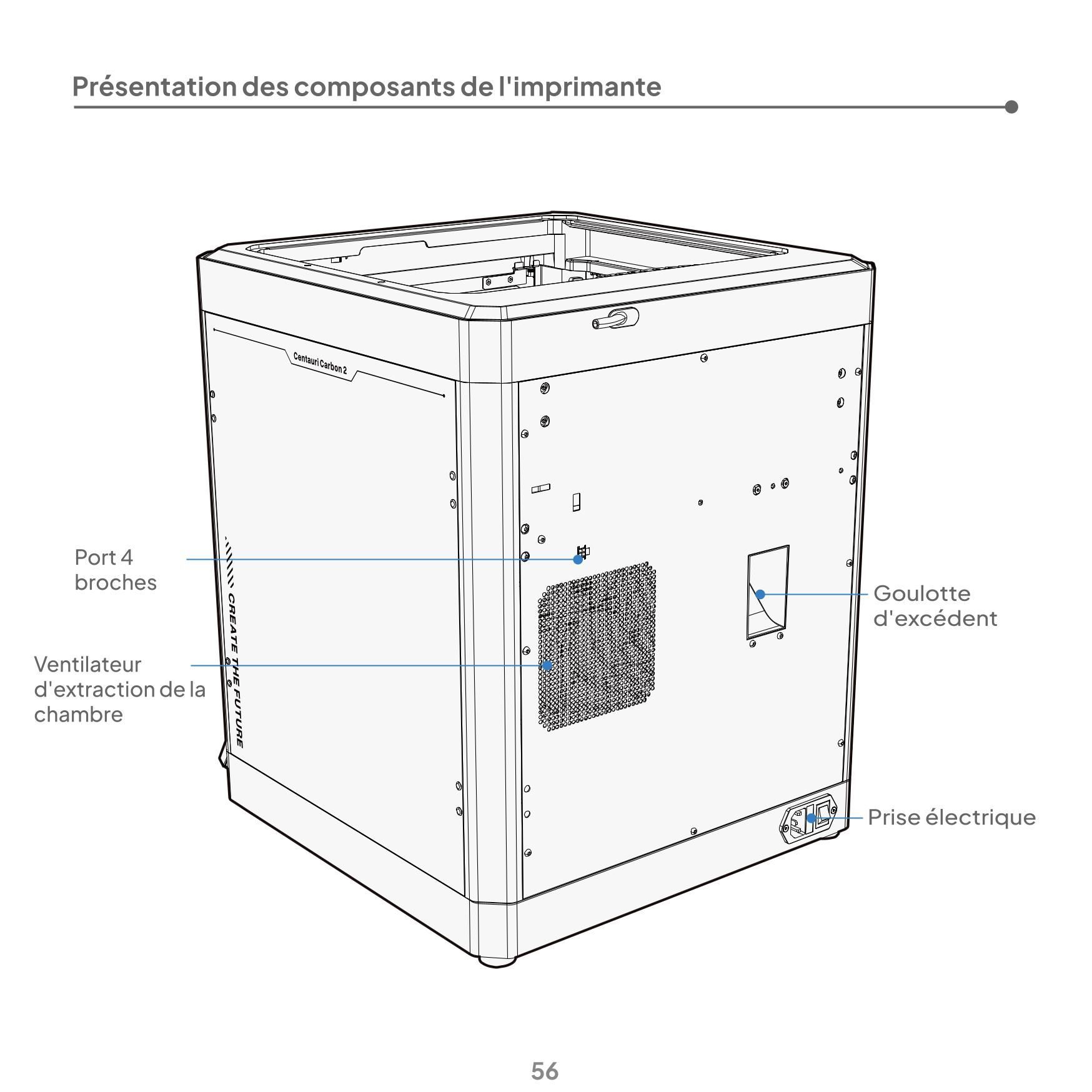
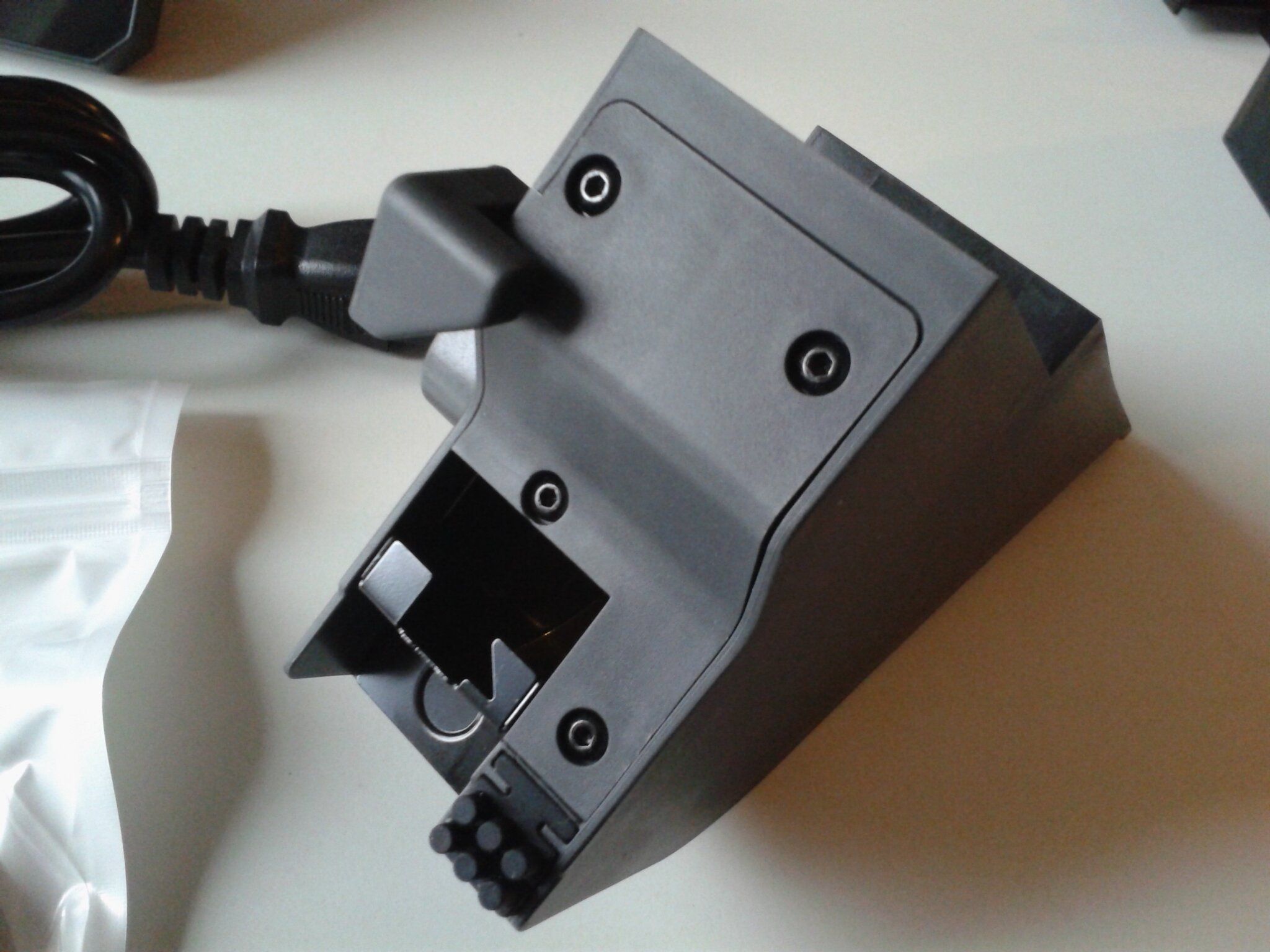
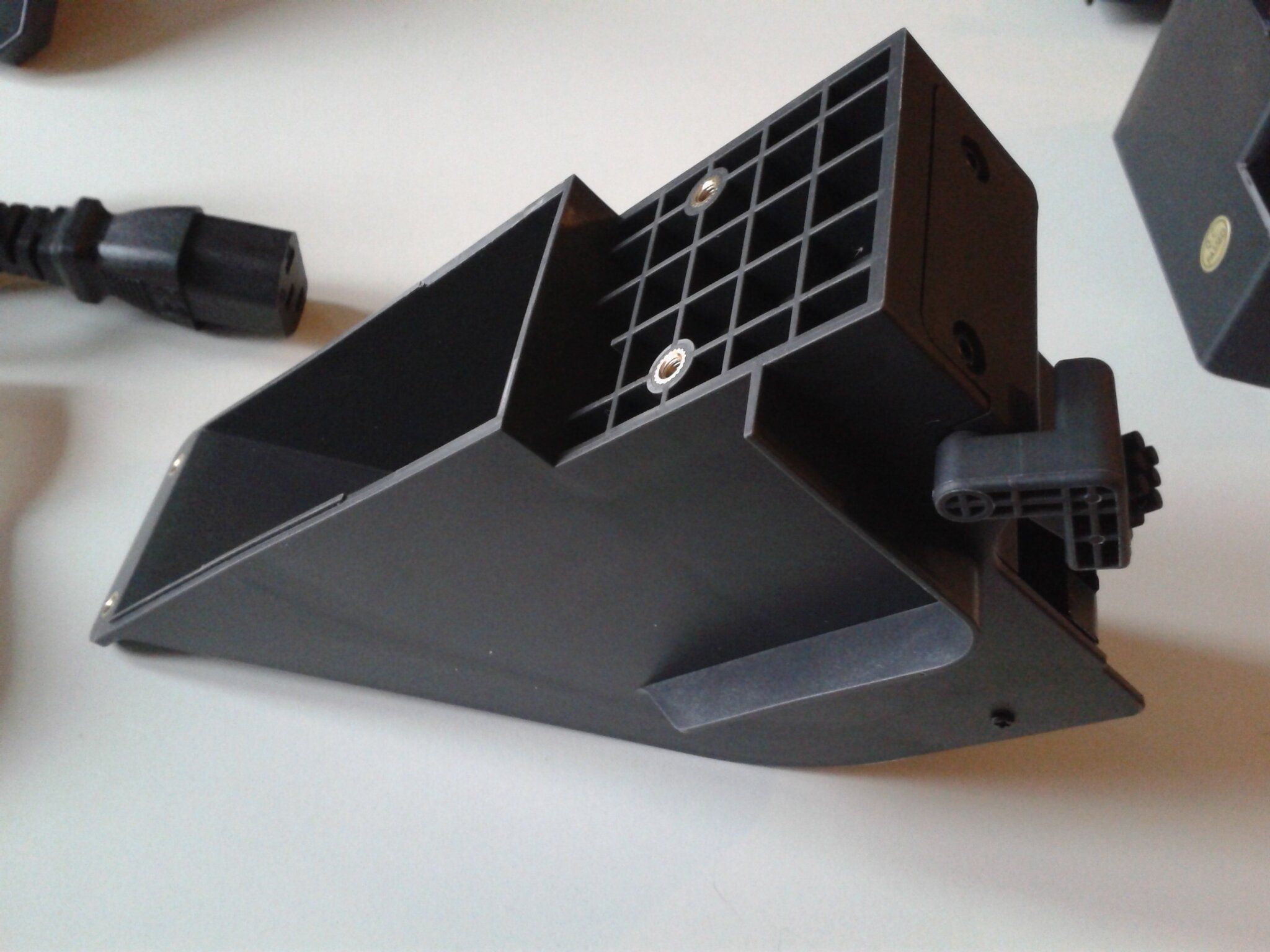
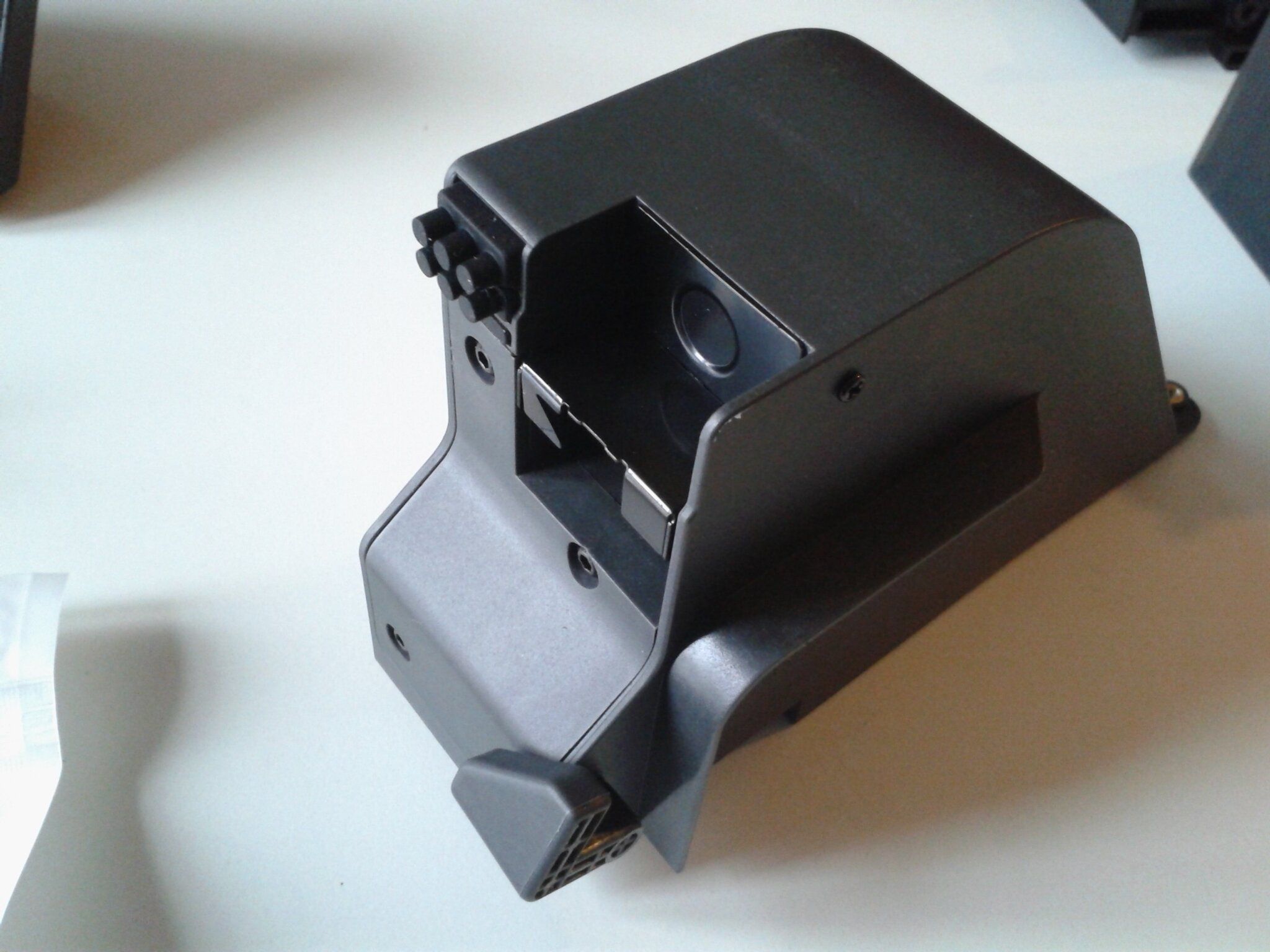
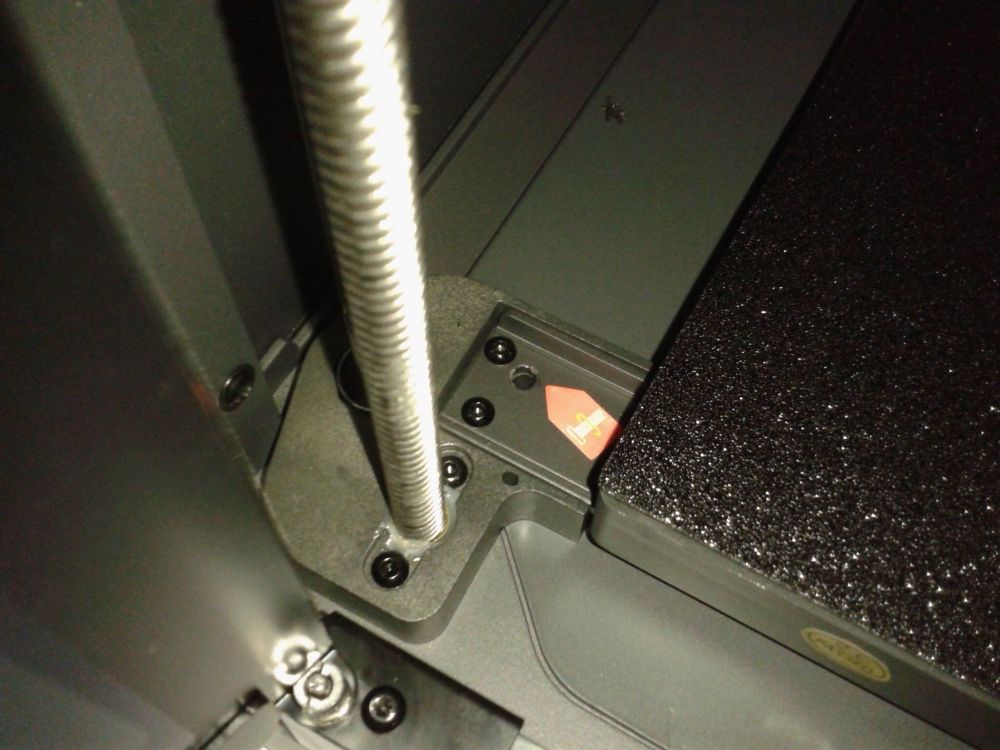
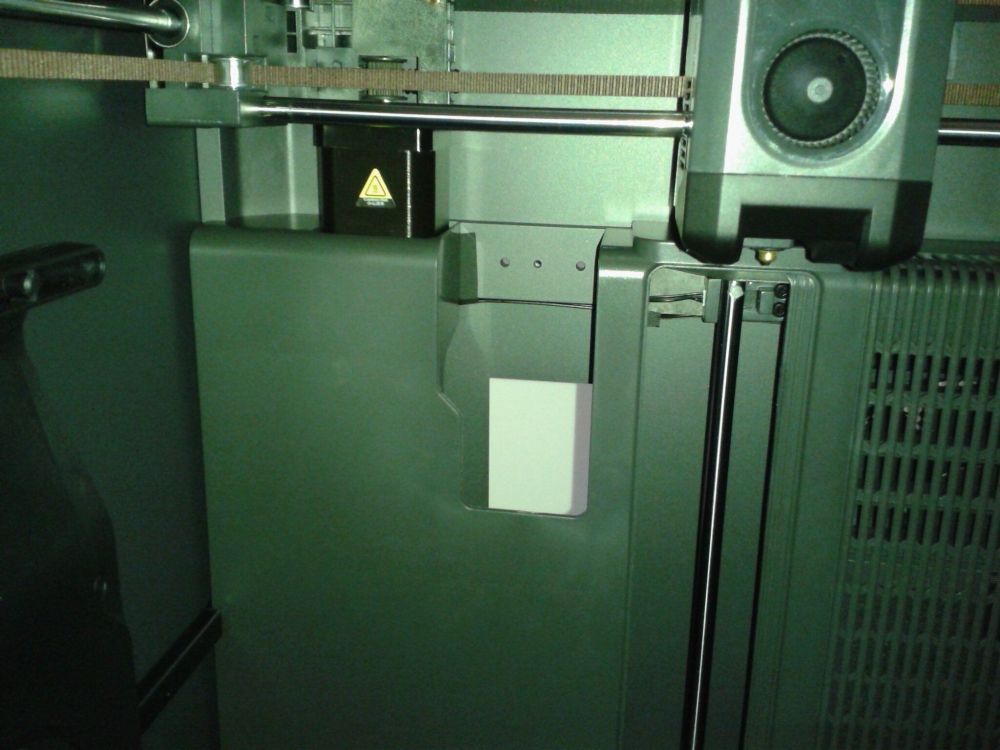
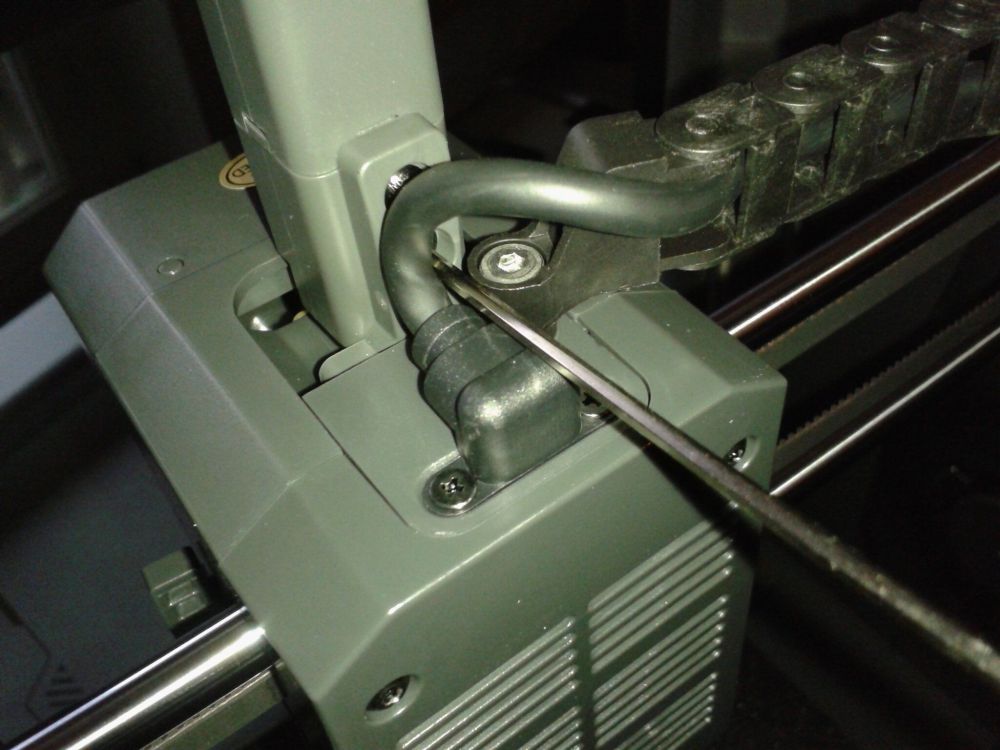
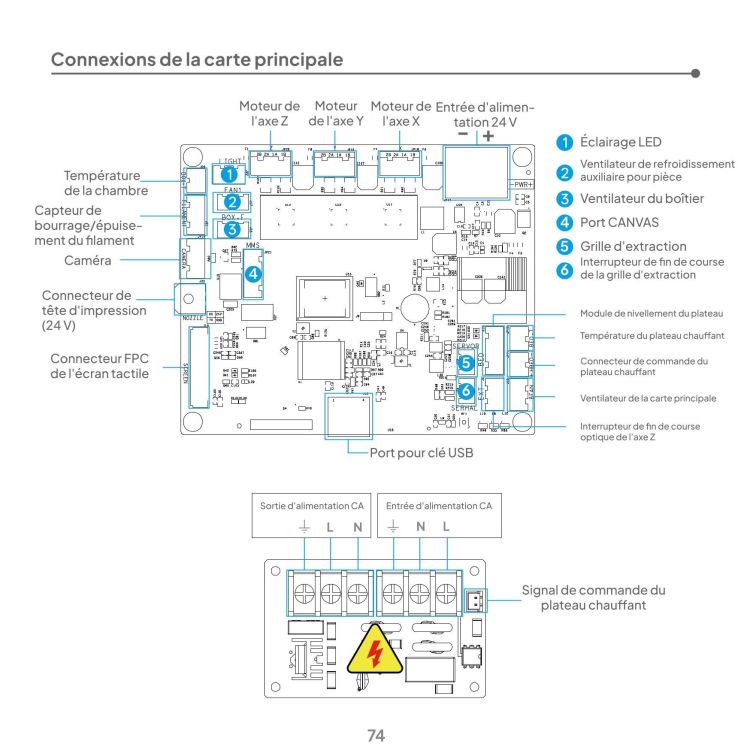
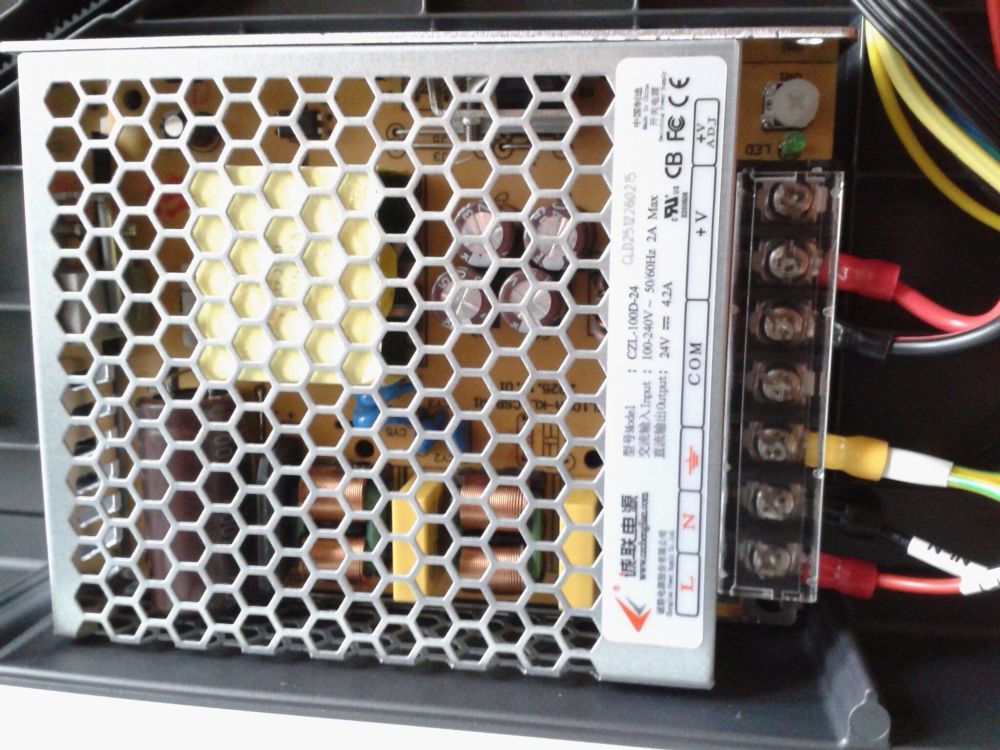
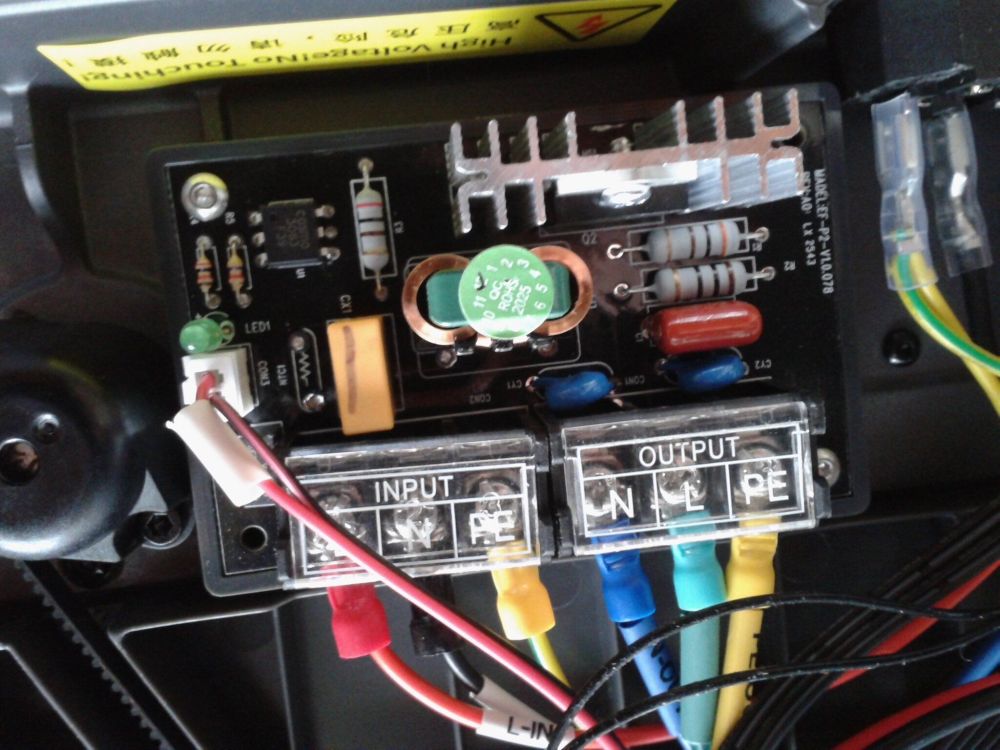
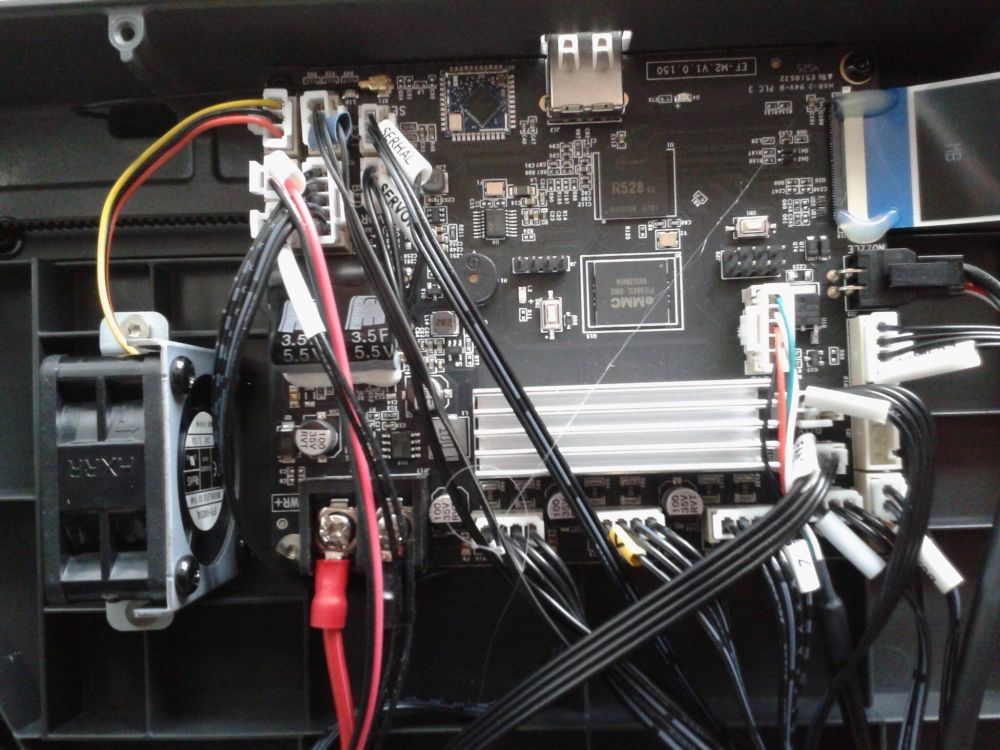
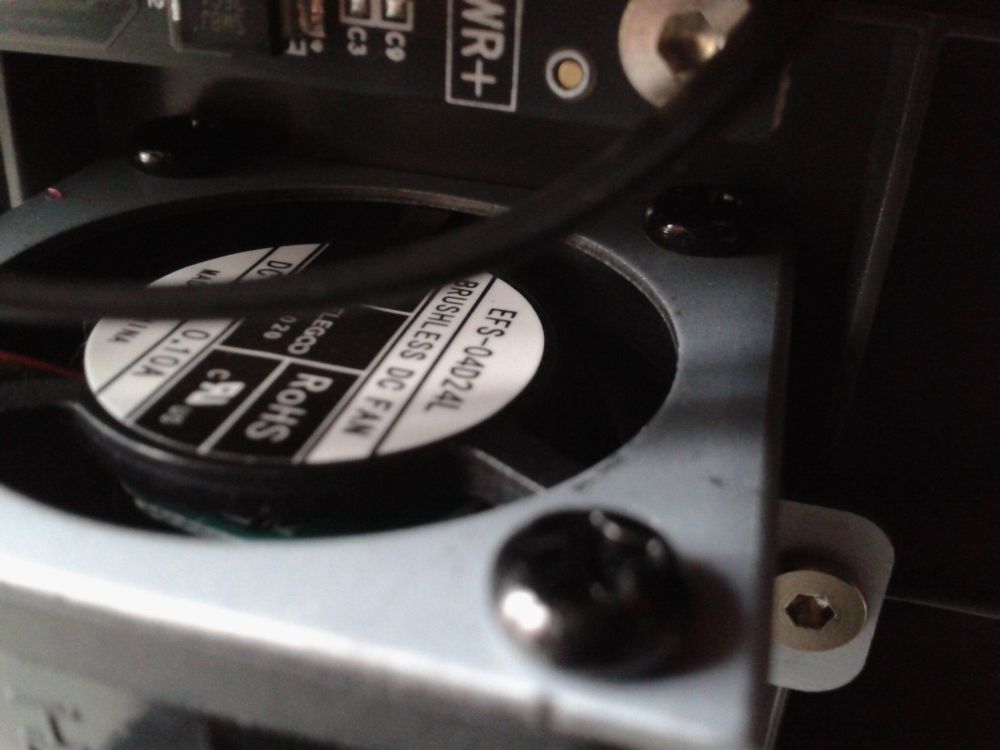
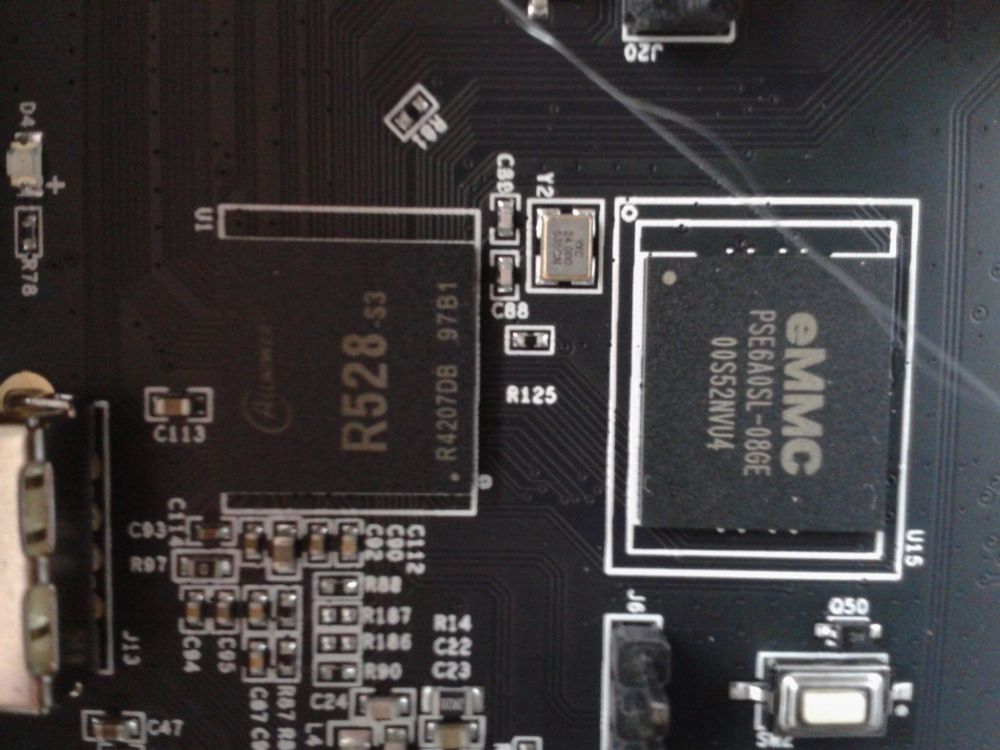
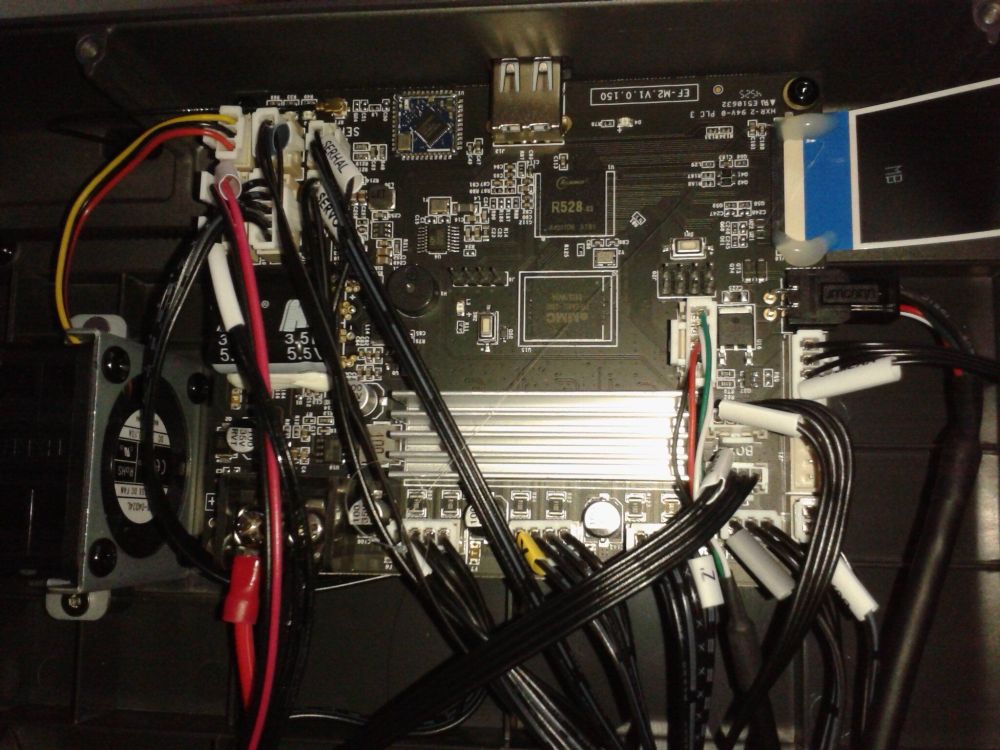
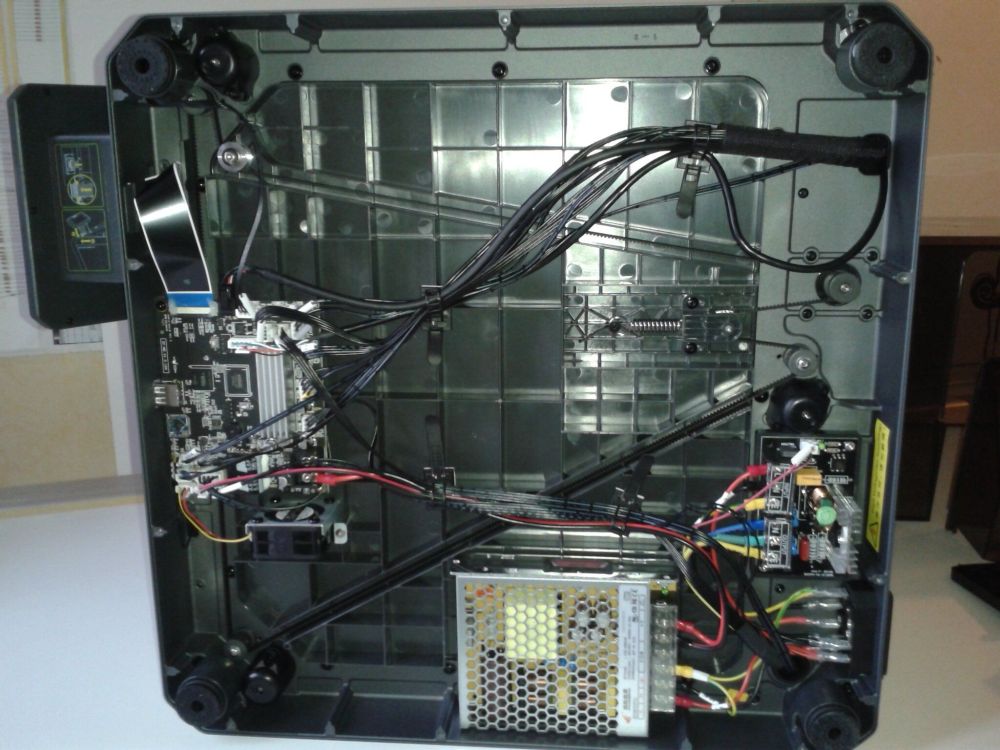
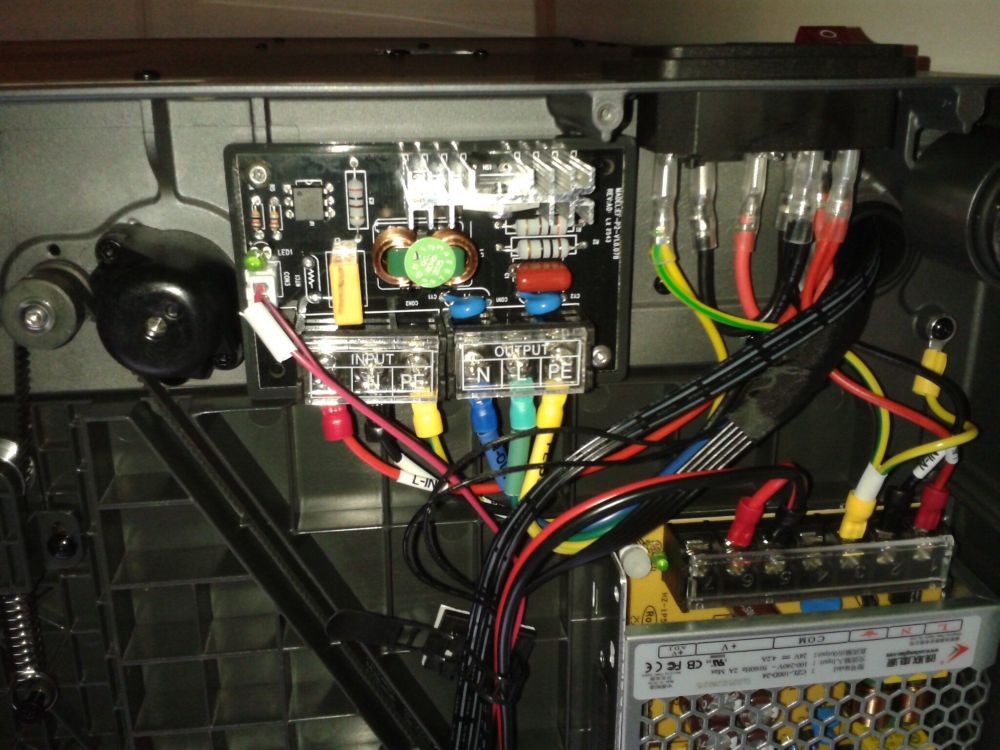
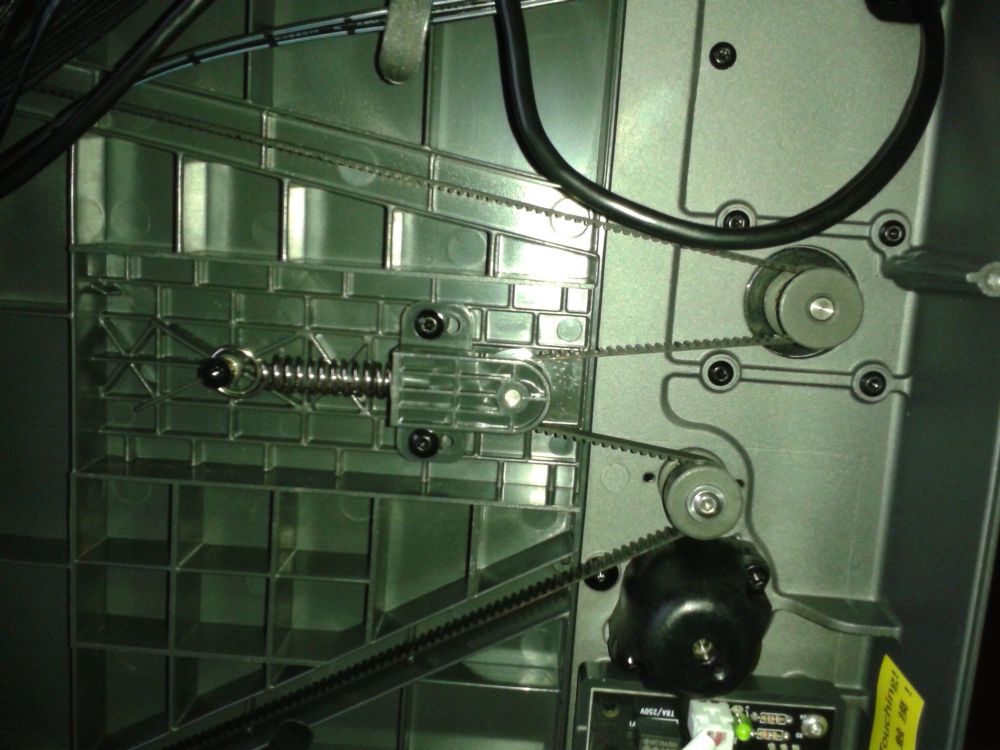
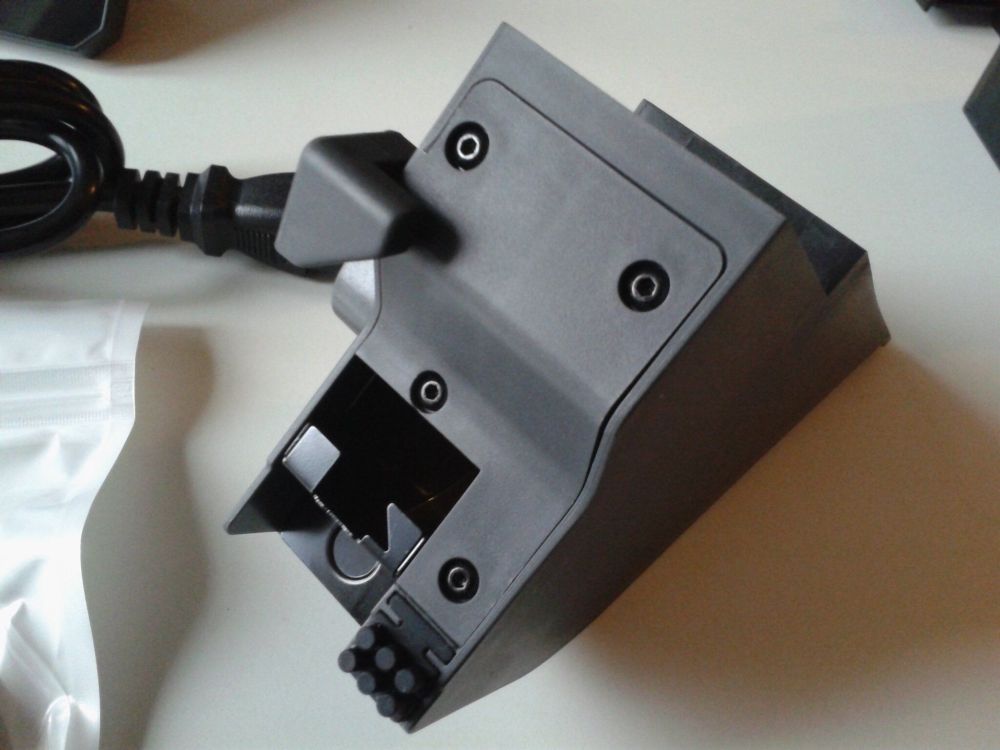
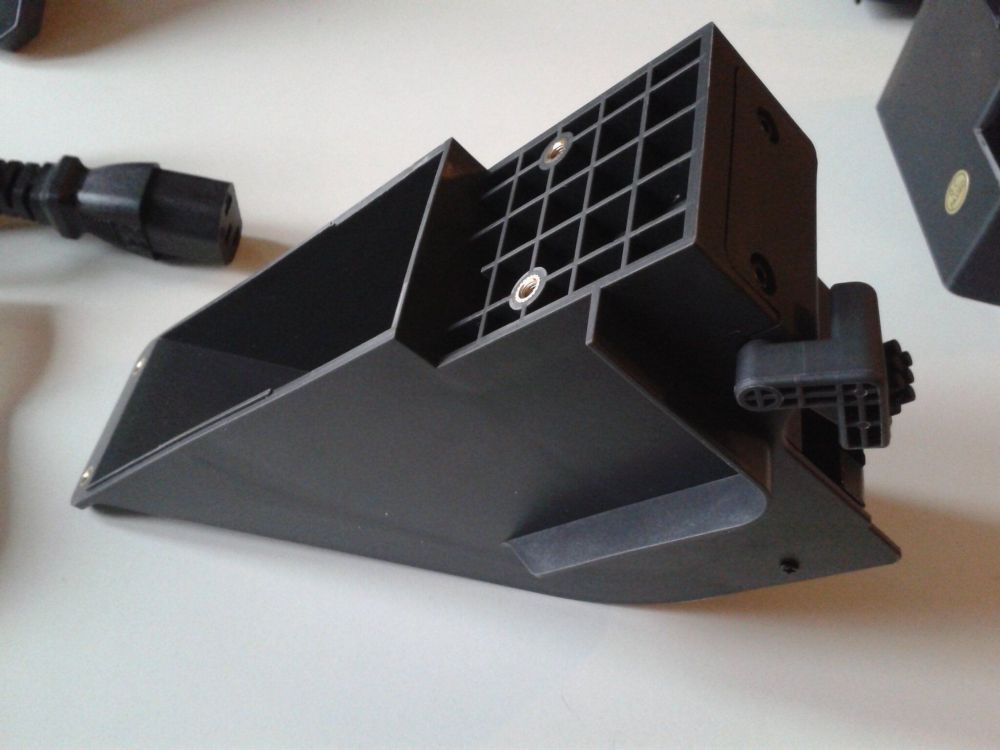
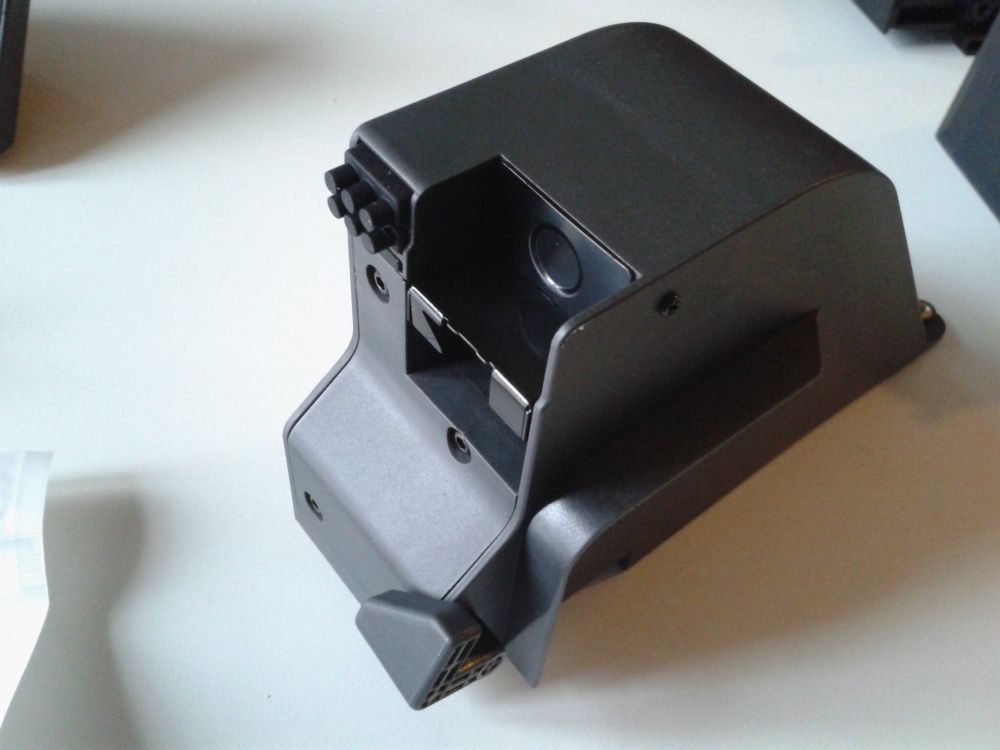
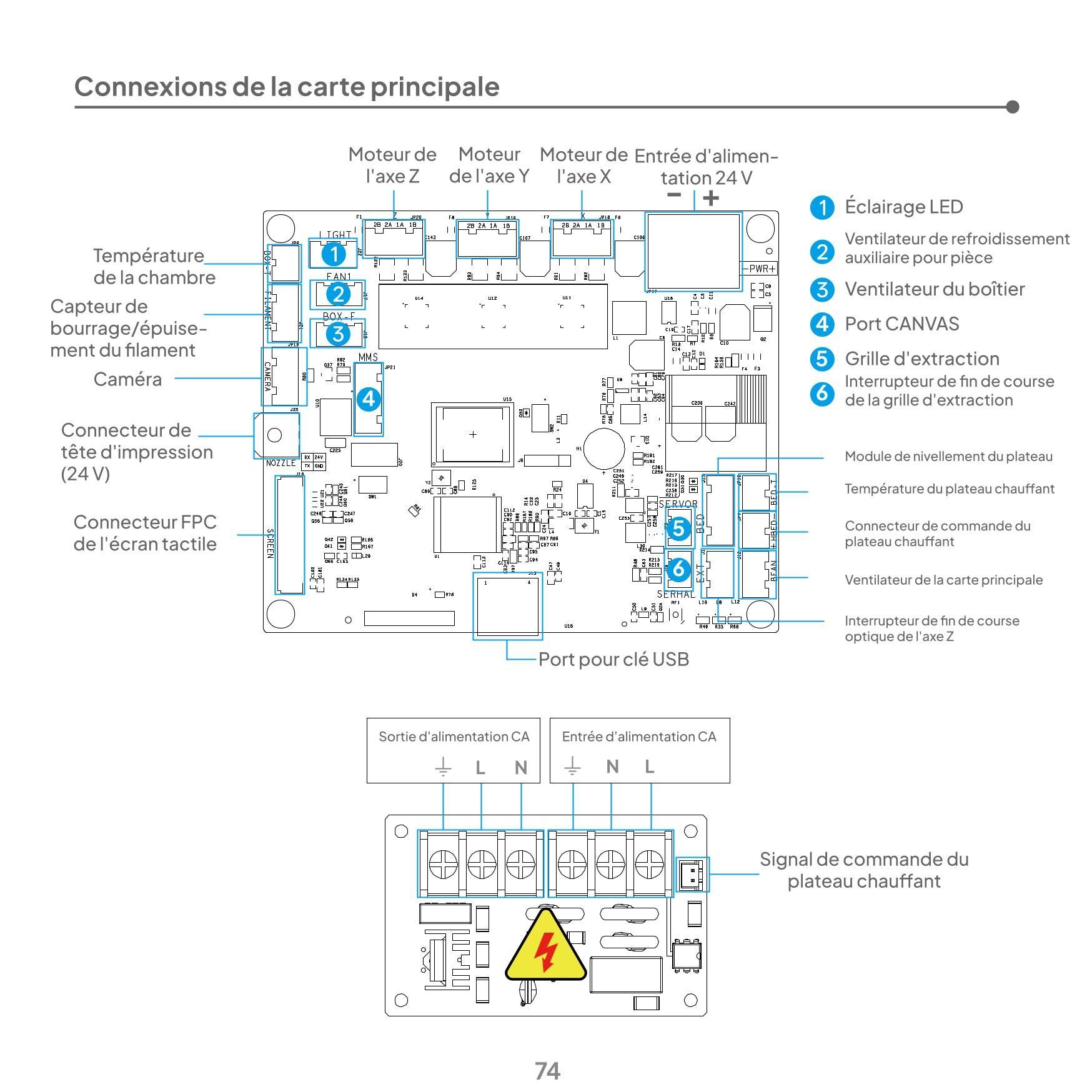
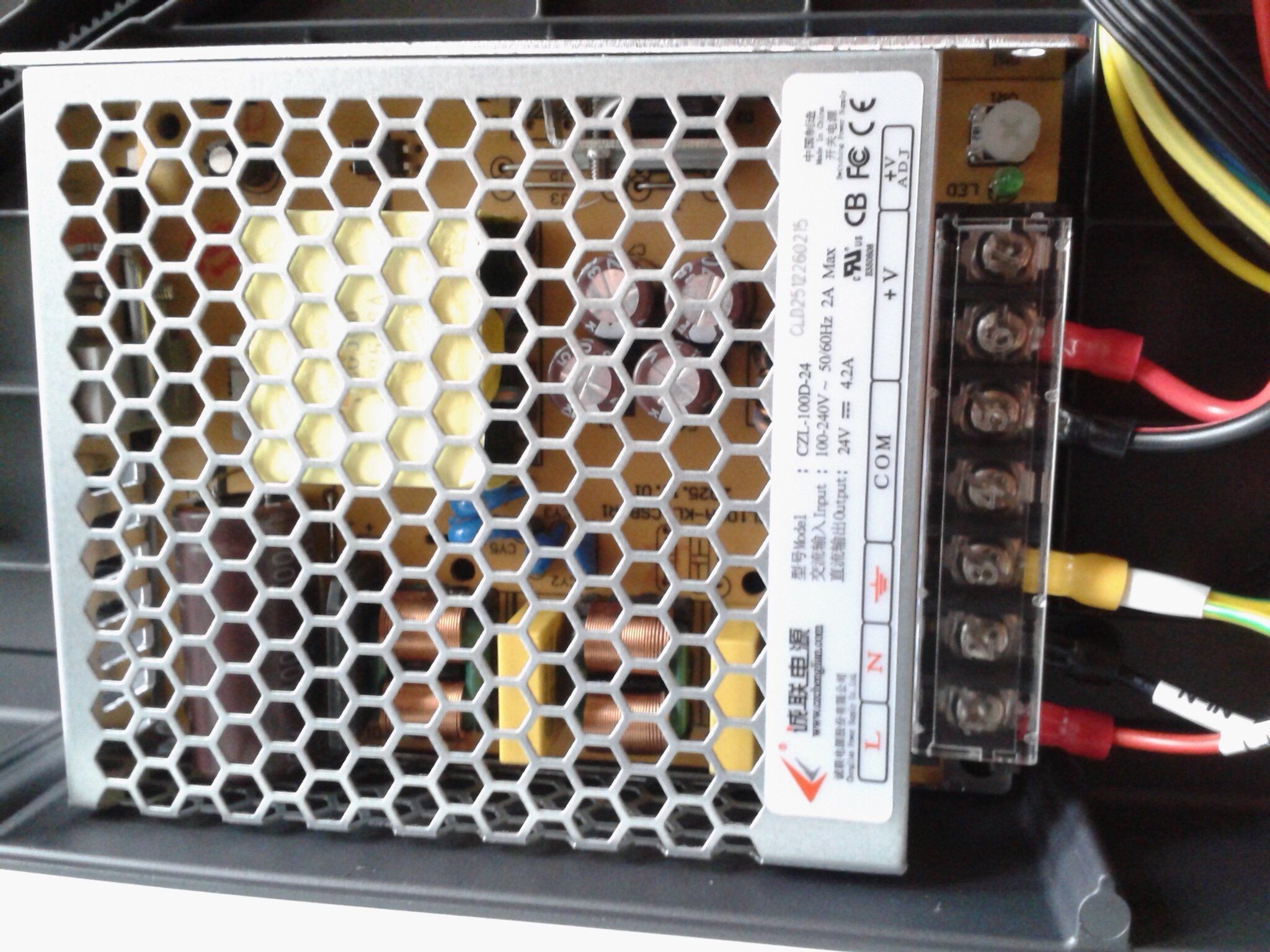
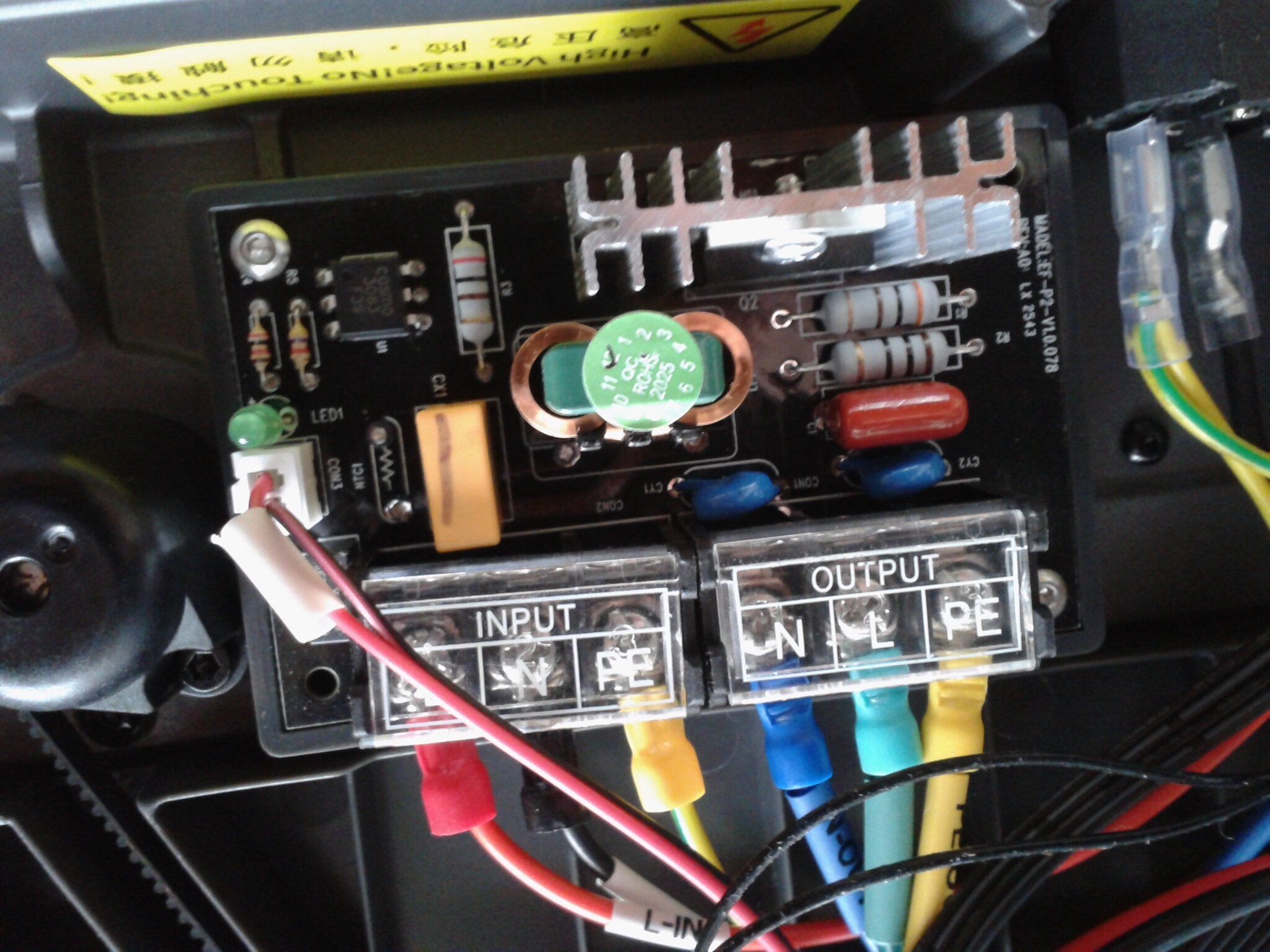
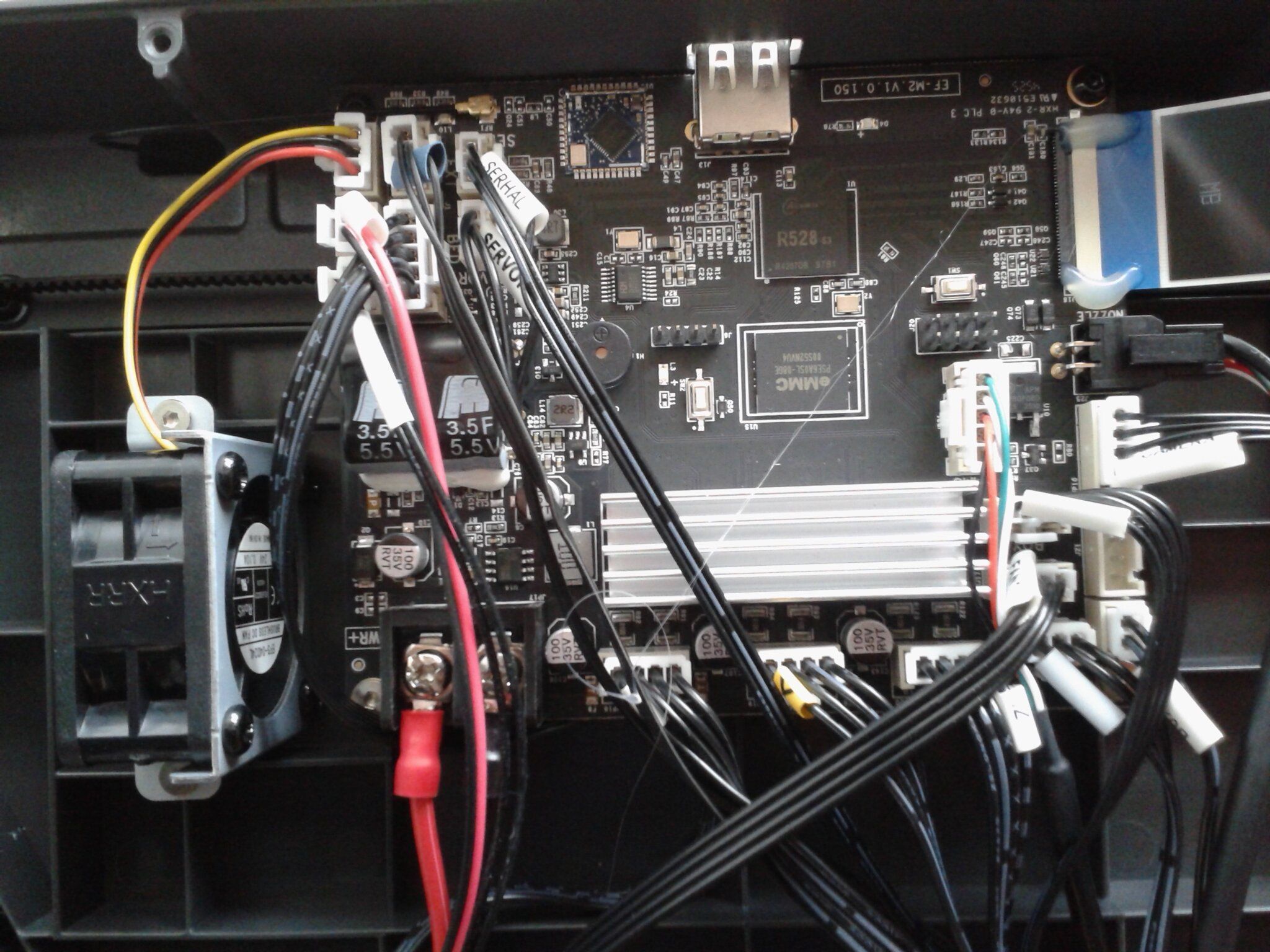
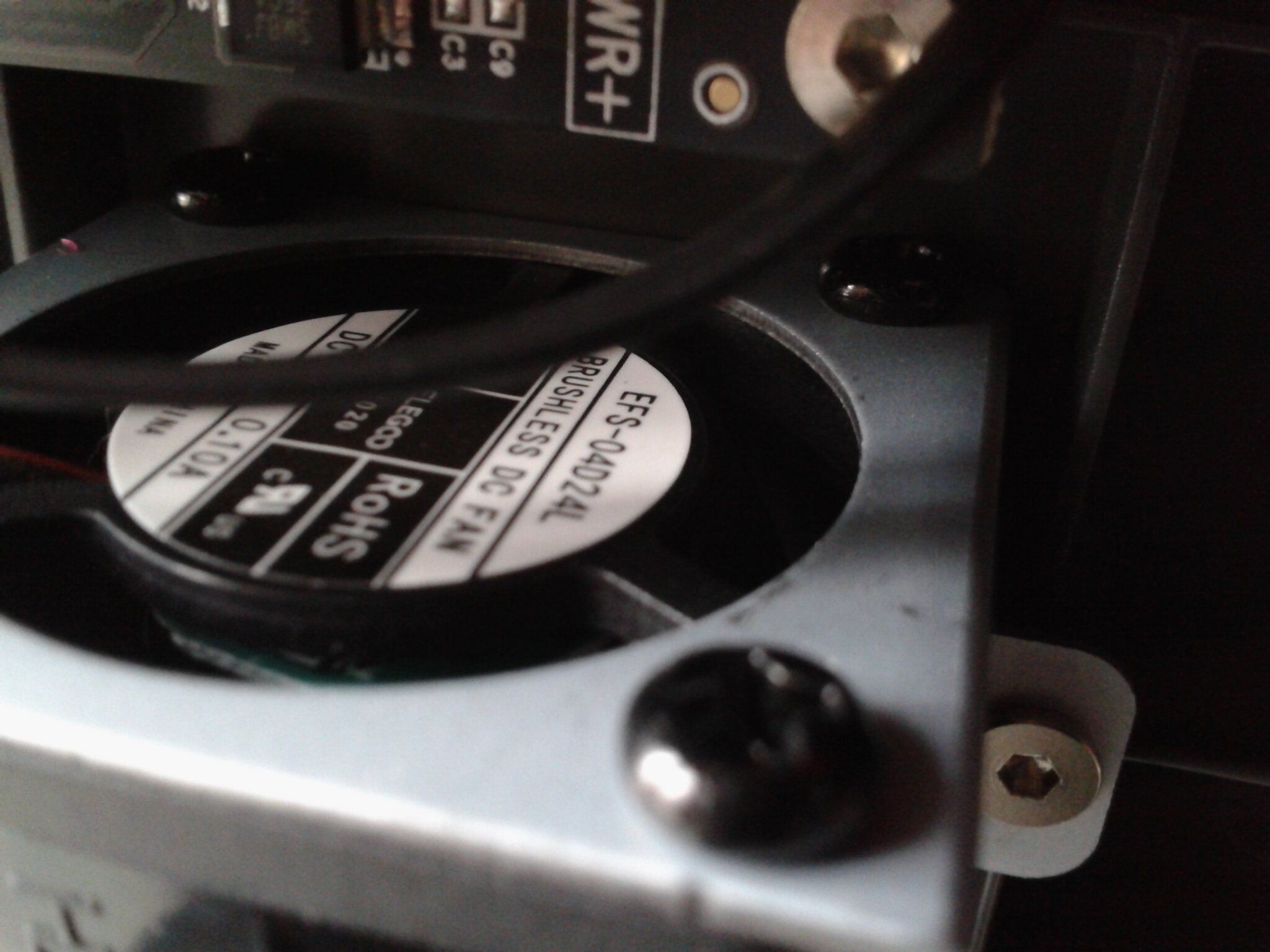
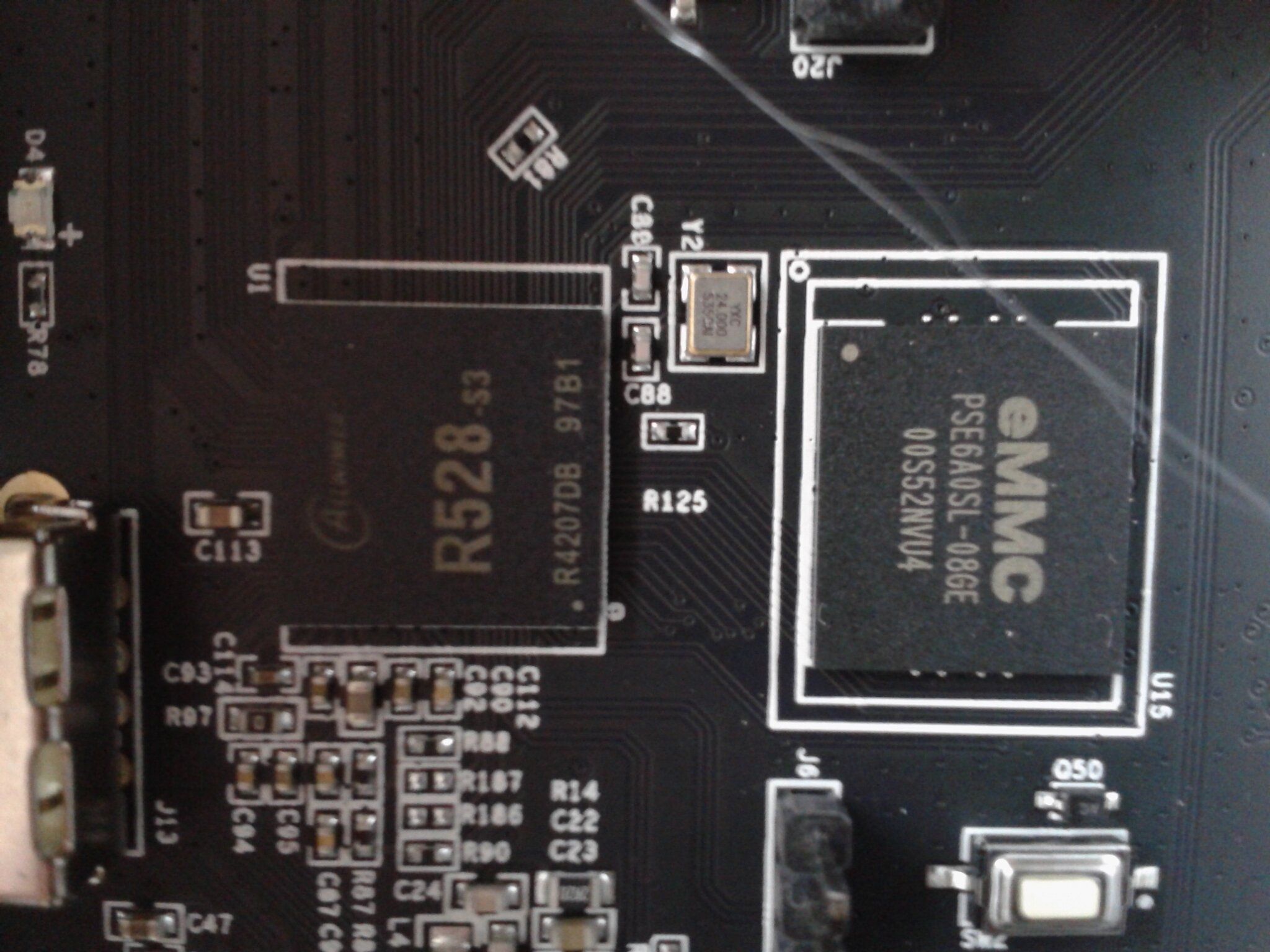
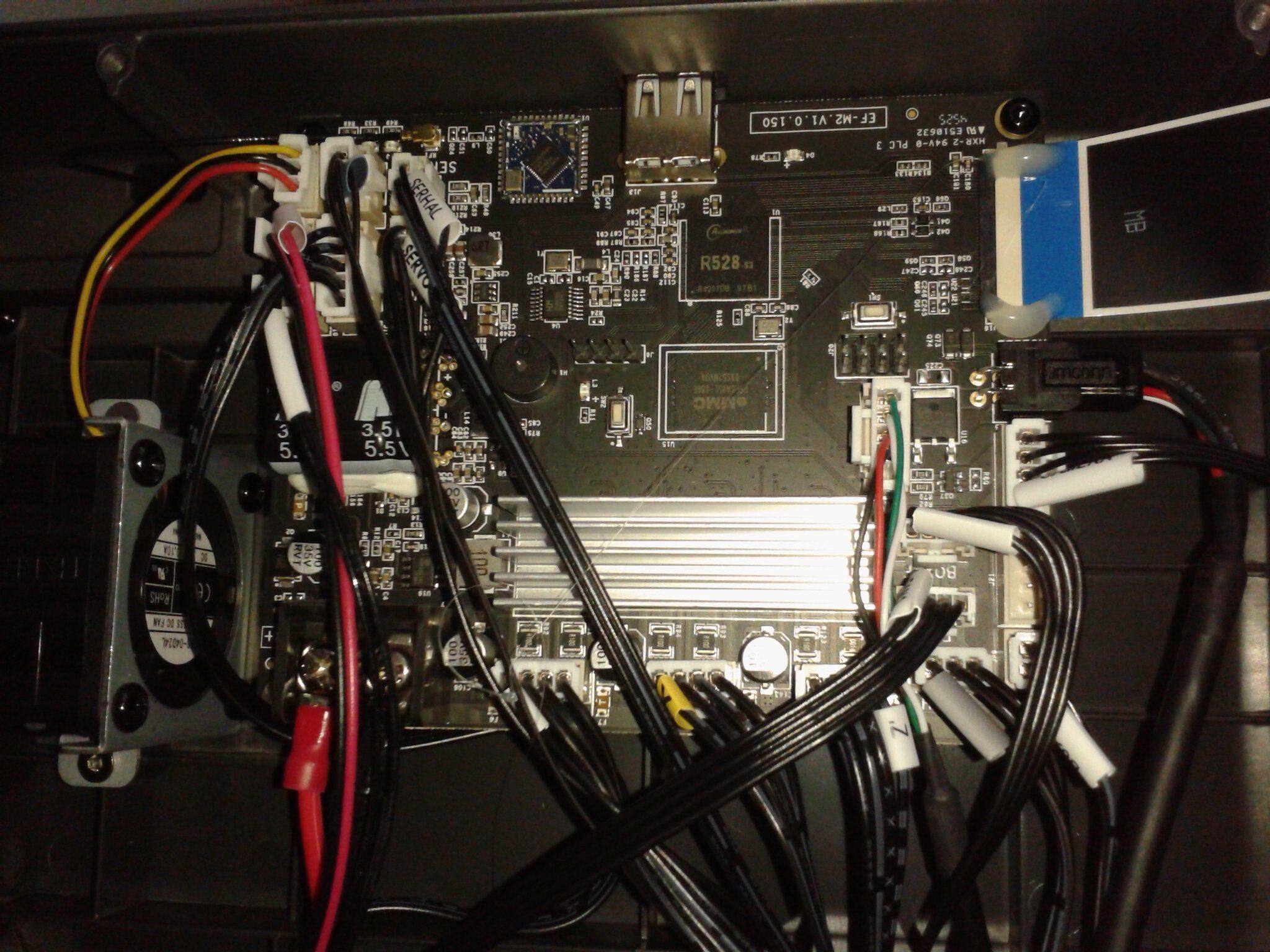
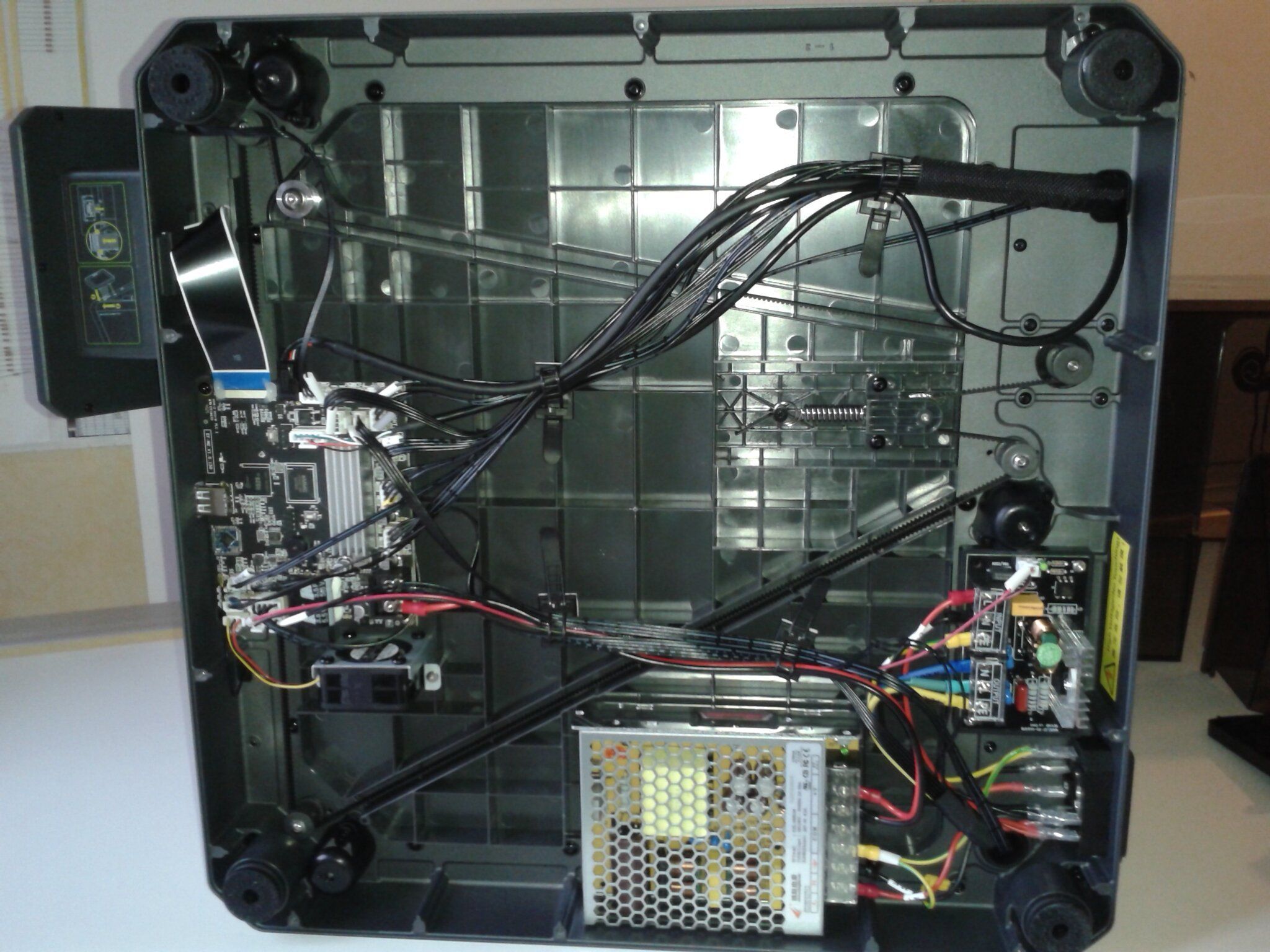
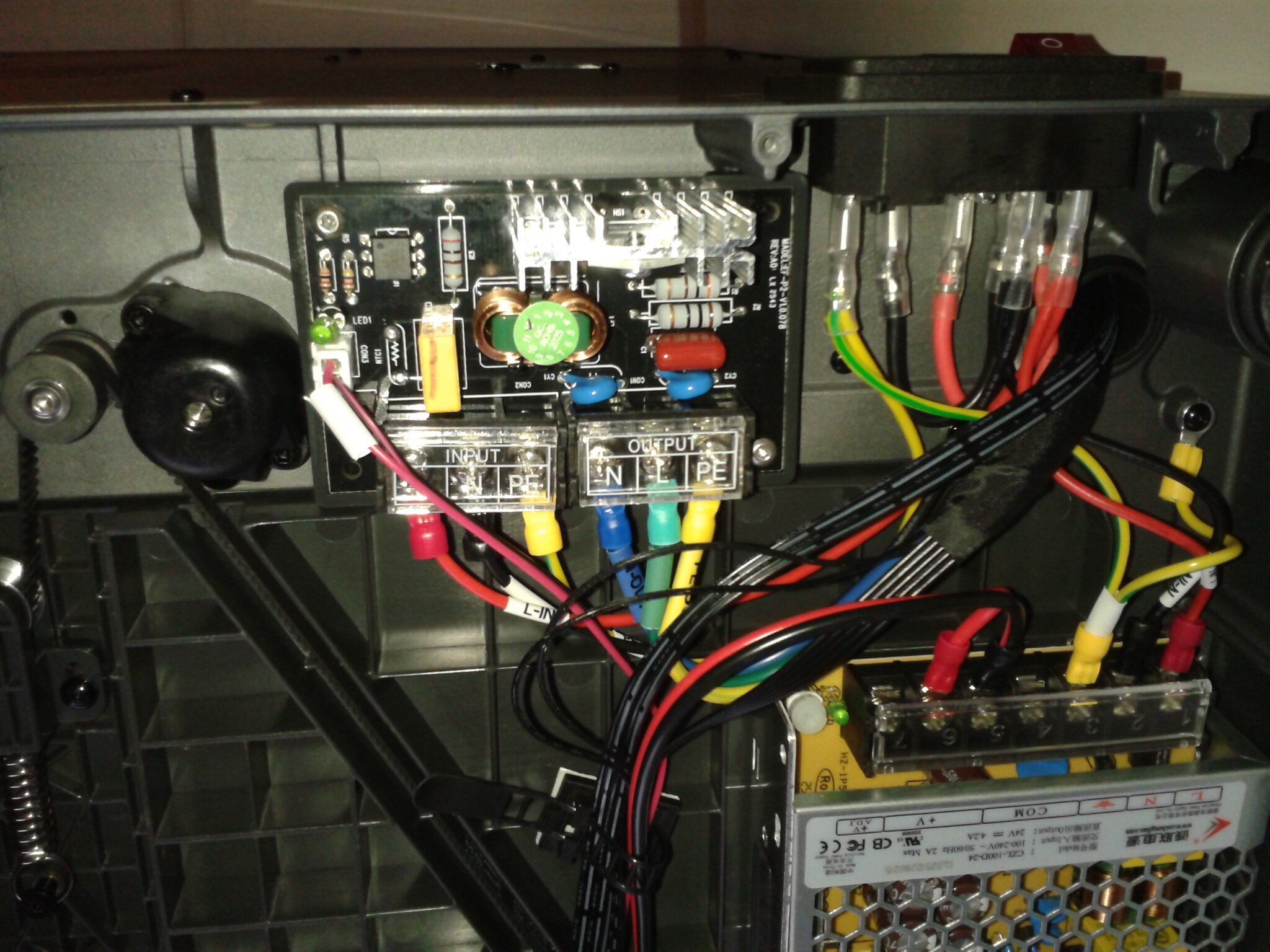
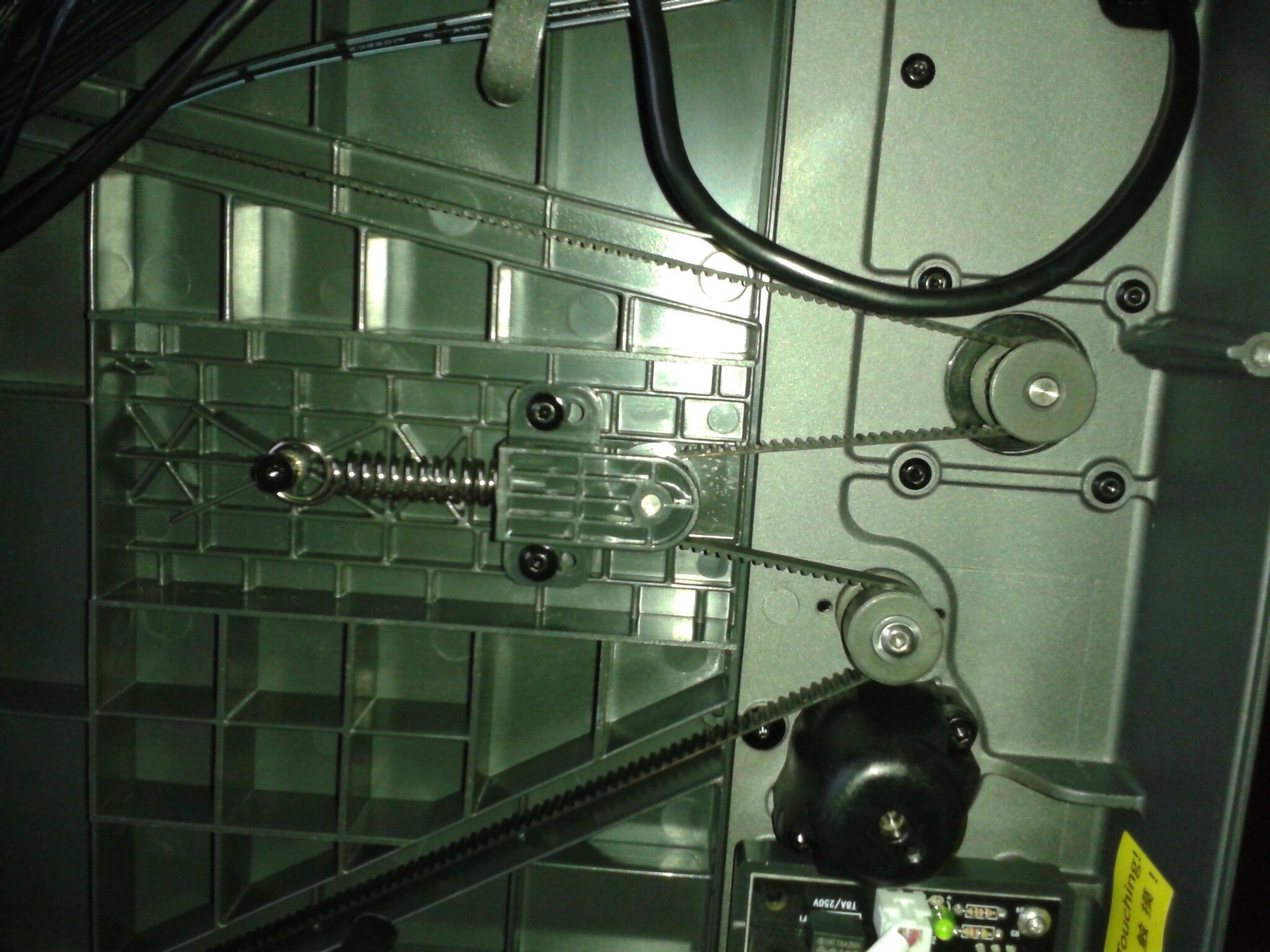
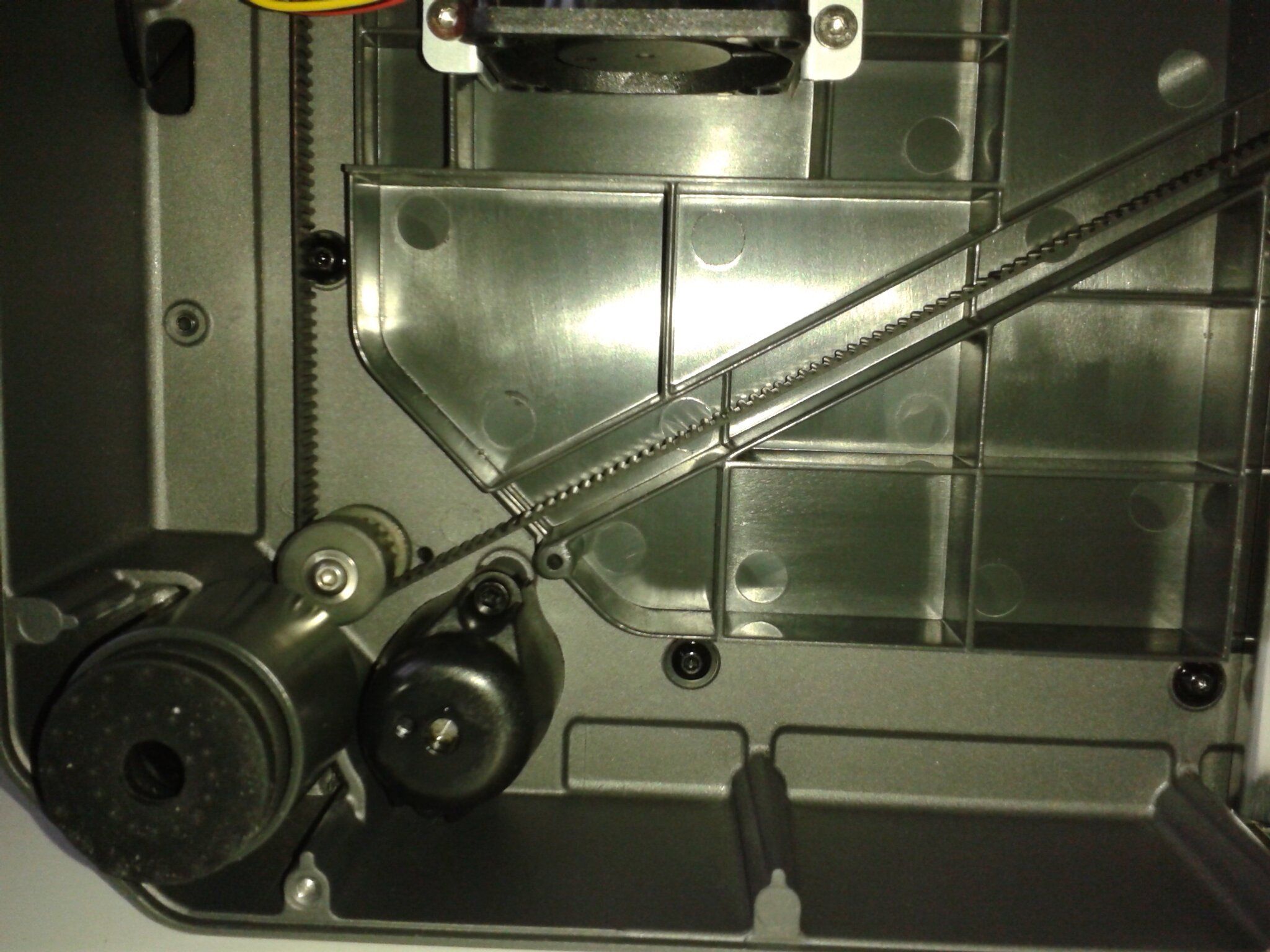
Détails matériels Si on démonte la plaque du dessous Alimentation découpage "CZL-100D-24" sortie 24 V continue, 4,2 A. La carte MOSFET qui alimente le plateau chauffant Une courroie de synchronisation des trois tiges filetées qui déplacent le plateau. La carte mère principale (Microprocesseur "Allwinner R528-S3", puce mémoire eMMC de 8 GB) Ventilateur "EFS-04D24L" 24V 0.01A pour le refroidissement de la carte mère. // À compléter. (photo et détail de la tête d'impression, si on enlève la plaque arrière de la machine, si on regarde le plateau de plus près, ...) --- On peut voir certains détails matériels en parcourant les "Troubleshooting" de la Centauri Carbon 2 sur le wiki d'Elegoo. https://wiki.elegoo.com/en/centauri-carbon-2-combo#troubleshooting sous la machine https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-101 (test multimètre alimentation, carte contrôle plateau chauffant, ...) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode102 (connexion thermistance plateau) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-205-206 (connexion thermistance chambre) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-304 (connexion fin de course optique Z, connexion moteur Z) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-701 (connexion ventilateur de refroidissement de la carte mère) tête d'impression https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-103 (connexion résistance chauffante tête d'impression) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-104 (connexion thermistance buse) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-702 (ventilateur de refroidissement du heatbreak) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-703 (connexion ventilateur de refroidissement de l'impression à la carte de la tête d'impression) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-707 (aimants qui maintiennent le cache avant de la tête d'impression) sous le plateau https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-605 (capteurs de déformation à jauges de contraintes aux quatre coins du plateau et la carte où ils sont connectés) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-704 (capteurs de déformation à jauges de contraintes aux quatre coins du plateau et la carte où ils sont connectés) a l'arrière de la machine https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-705 (connexion du ventilateur auxiliaire de refroidissement de l'impression) https://wiki.elegoo.com/centauri-carbon-2-combo/troubleshooting/errorcode-706 (connexion du ventilateur d'extraction de l'air de la chambre) ... --- Comme il y a plein de détails que je n'aurais probablement pas abordés, je me permets de citer ici ce qu'a documenté à ce jour (22/03/2026) les personnes qui s'occupent du développement d'OpenCentauri (https://docs.opencentauri.cc). Un grand merci à eux pour tout ce travail. https://docs.opencentauri.cc/hardware/CC2/ https://docs.opencentauri.cc/hardware/CC2/mainboard/ https://docs.opencentauri.cc/hardware/CC2/toolhead/ https://docs.opencentauri.cc/hardware/CC2/screen/ https://docs.opencentauri.cc/hardware/CC2/misc/ https://docs.opencentauri.cc/hardware/CC2/CANVAS/




 2 points
2 points -
Merci Violent ?? Y a quasi plus rien à faire par rapport à l'Ender Plus facile, plus précis, plus automatisé, plus rapide........ Bon la CC + Elegooslicer + Matrix ne sont parfaits côté soft mais les mises à jour à venir corrigeront sans doute les défauts de jeunesse, je l'espère A+ Didier1 point
-
Salut @Jeep16 Je me suis permis de redresser les photos dans ton post initial pour éviter de chopper un torticolis1 point
-
Bonjour, Je possède également cette imprimante depuis pas mal de temps et je n'ai eu aucun mal à changer la langue d'interface pour la passer en français.1 point
-
comme tu l as compris mon soucis vient du fait que pour monter le 1er disque dans le boitier je suis obligé de mettre le coté carte electronique en dessous et de fixer par les 4 vis sur un disque dur la position des trous est differente si tu le montes coté carte ou coté feraille... par exemple par mettre les equerre que j ai mis en pj tu es obligé de mettre 4 entretoises pour coller a la bonne position du trou quand l equerre est au fond vu que j ai le step je vais pouvoir adapter des que j aurais acheté une pile pour mon pied a coulisse ce qui est est bien avec ton dessin c est qu il permet d utiliser des vis de taille standard pour hdd je t en remercie grandement dim1 point
-
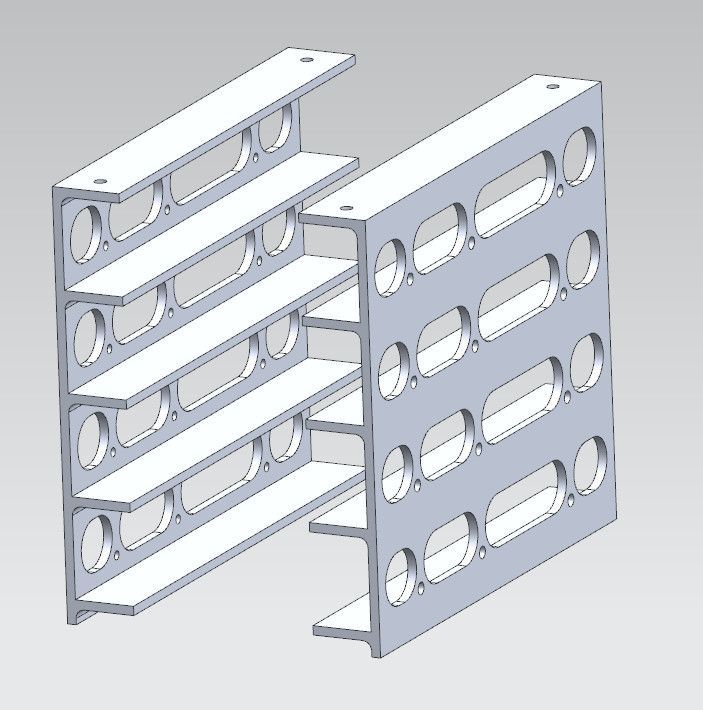
Re, tu peux monter les disques dans les 2 sens ; il y a 4 trous de chaque coté pour en tenir compte. les trous du dessous sont pour fixer l’ensemble dans le boitier (pour mon cas) impression en vertical sans supports (les ouvertures arrondies sont faites pour ça). voici le step . peut être repris dans solidworks , freecad , ou autre... ceci est issu d'un modèle que j'avais fait pour 6 disques ; je l'ai découpé pour ton besoin. 2-hdd.step j'ai aussi ce genre de supports ; la rigidité est faite avec les disques montés, et c'est plus facile à imprimer.
 1 point
1 point -
Alors là je n'y avais pas pensé Tu avais l'ancienne version ?1 point
-
Bonjour, Voici pour 2 hdd en stl 2hdd.stl1 point
-
@GLN26 je déplace dans la bonne section As tu refais tout le calibrage de ta machine ?1 point
-
C'est à la fois la cause et la conséquence. C'est le maintien d'une activité cognitive riche qui, sauf maladie, en enraye le déclin.1 point
-
Ce serait déjà plus pratique pour nous si tu déclarais ton imprimante dans ton profil. Pour le plateau, tu peux le changer si tu le veux : je pense que tu as un plateau en verre. Ça fonctionne très bien et tu peux le changer s'il est vraiment marqué au point de laisser des traces sur les impressions. Sinon, un bon lavage au liquide vaisselle et un séchage au sopalin lui rendra de l'adhérence.1 point
-
Salut Le résultat des 1ᵉʳˢ tests est maintenant disponible N'hésitez pas à commenter dans le topic unique A+ JC1 point
-
bonjour, Bienvenu sur le forum et dans le monde de la 3D. C'est pasionnant de découvrir les nouvelles technologie et de créer nos projets.1 point
-
Met en jeu une U1, le compteur va exploser1 point
-
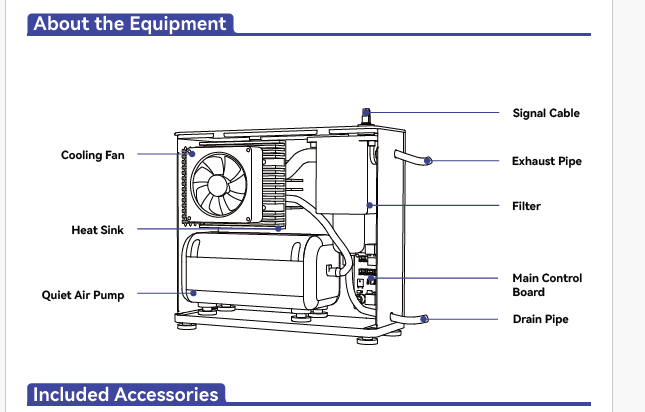
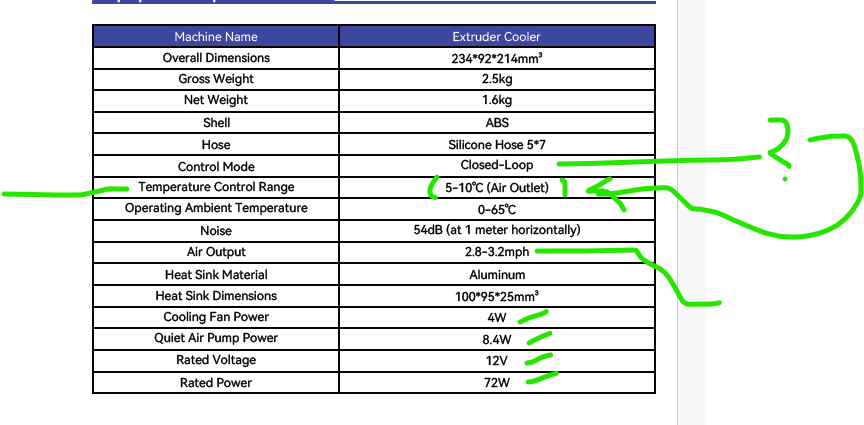
Le principe du QIDI Polar Cooler semble etre le meme que celui la https://martillotech.com/extruder-cooler/. Je cherche à savoir le role de la main control board et du signal cable, juste control ON/OFF depuis le software ? controle de vitesse FAN et ou pompe, controle temperature de sortie ? Quelqu'un de curieux qui possede un cooler QIDI et un tournevis serait partant pour publier des photos de l'interieur du cooler avec un gros plan sur la Main Control Board ? https://wiki.qidi3d.com/en/Q2/Q2-Motherboard-Schematic https://www.reddit.com/r/QIDI/comments/1p8ie1a/qidi_polar_cooler_support_hidden_in_plain_sight

 1 point
1 point -
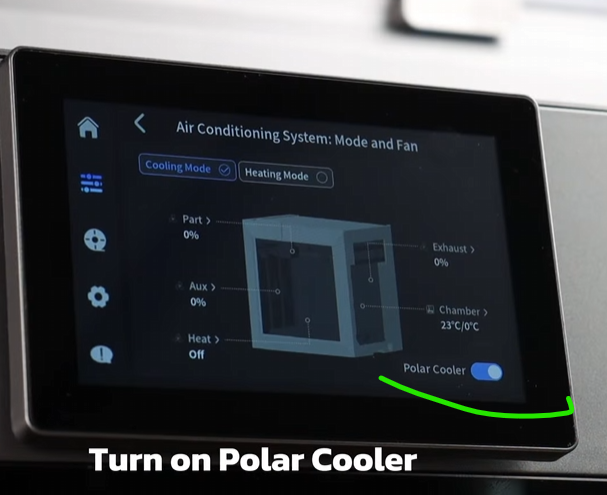
Le polar (Q2 V1.1.1) est controlé par le soft avec M106 P4 S{0-255}, la sortie pin PB10 est 0 ou 1, on/off. QIDI_Q2-main\config\gcode_macro.cfg {% if p == 4 and printer["output_pin Polar_cooler"] is defined %} {% if params.S is defined %} SET_PIN PIN=Polar_cooler VALUE={1 if (params.S|int / 255) > 0 else 0} {% else %} SET_PIN PIN=Polar_cooler VALUE=1 {% endif %} {% endif %} QIDI_Q2-main\config\printer.cfg [output_pin Polar_cooler] pin: PB10 pwm: false shutdown_value:0 value:01 point
-
Bonjour @SJP bienvenue chez les imprimeurs fous Chouette un retraité1 point
-
Bon, déballage terminé et installation OK. J'ai testé une Q2 par le passé, donc c'est assez similaire à quelques points près : Il y a de petites pièces en caoutchouc à retirer sur la vis sans fin du plateau, en haut. Elle ne semble se faire qu'avec Qidi Maker, sinon cela échoue. Par contre, je suis surpris. J'ai dû mal interpréter les articles lus en décembre, car je pensais que la QIDIBOX faisait office de dryer (sécheur) ! Le manuel préconise de changer des pièces pour installer la QIDIBOX, mais je pense que cela concerne les machines vendues hors pack. Je n'ai vu aucune différence avec les pièces déjà en place, donc je n'ai rien touché. Heureusement que je fais mes 110 kg pour soulever la bête ! Maintenant, il me reste à trouver un meuble plus stable que mon système DIY actuel. Si vous avez des modèles de meubles en vue, je suis preneur. J'ai l'impression qu'elle est un poil moins bruyante que la Q2, mais n'ayant plus cette dernière, je ne peux pas comparer. Autre point assez idiot : à la fin de l'impression, l'imprimante extrait le filament, ce qui occasionne une nouvelle purge. Je n'ai pas encore trouvé le réglage pour modifier cela.1 point
-
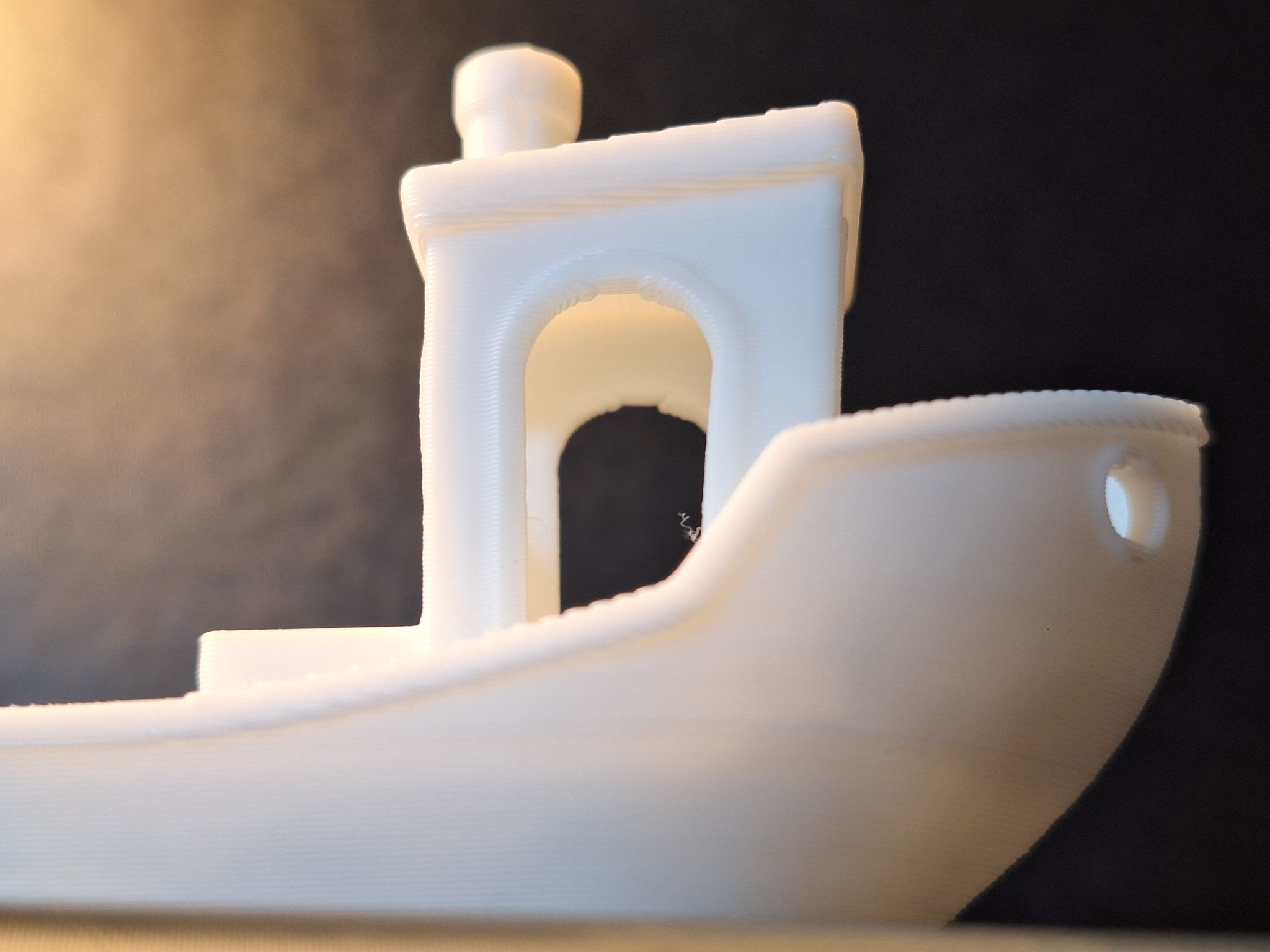
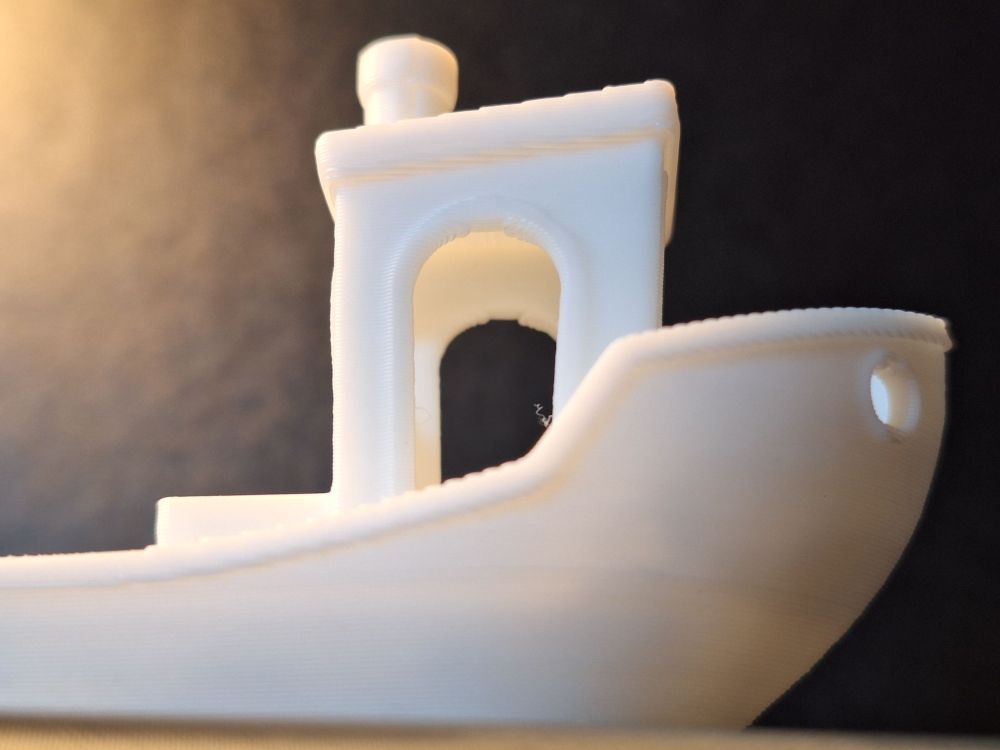
1ᵉʳ test Qu'est-ce que j'allais pouvoir bien imprimer avec juste un petit échantillon de PLA (60 g) et pas de clé USB livrée avec l'imprimante qui contiendrait quelques modèles déjà tranchés. C'était sans compter un message aguichant sur l'écran de la SPARKX i7 "Print a little surprise today!". Et bien bonne surprise, il y a cinq modèles préchargés dans la mémoire de l'imprimante dont le fameux 3D Benchy. Ca compense le manque de clé USB que j'avais mentionné lors du déballage. Je vais donc pouvoir utiliser l'échantillon de PLA pour imprimer le 3D Benchy : 27 min et 11 g de filament annoncé, ça va le faire. J'ai lancé cette première impression en mode "noob". J'ai juste suivi quelques instructions du wiki. Je n'ai même pas nettoyé le plateau. Il n'est mentionné nulle part de le nettoyer pour la première utilisation. J'ai juste mis l'échantillon de PLA dans une bobine pour l'utiliser dans le CFS Lite. Même avec le support de bobine externe, le rouleau seul ne tenait pas. Comme il n'y a pas de RFID Creality sur la bobine, il faut la déclarer à partir du menu "Filament" sur l'écran de la Sparkx i7. Là encore, rien de bien difficile, le paramétrage est assez intuitif et l'opération est décrite dans le Wiki et dans la vidéo. Pour lancer l'impression, rien de plus facile. Une fois revenu sur le modèle 3D à l'écran, on tape sur "Next" et la fenêtre de sélection du filament apparaît. Comme il n'y a qu'une bobine, elle est sélectionnée par défaut. On appuie sur "Print" et après le nivellement du plateau, la calibration et six "poops", c'est parti. Le nivellement du plateau "intelligent" se fait bien uniquement sur la zone d’impression, et non sur toute la surface du plateau. La tête vient ensuite se positionner à l’avant du plateau pour faire le nivellement au niveau de la ligne de purge. On peut suivre la progression de l’impression sur l'imprimante via l’écran et la barre LED qui s’allume en blanc. Il est possible de visualiser la vidéo sur son mobile via l’application Creality Cloud. La vidéo est d’assez bonne qualité (sur l'écran du téléphone) et assez fluide. A la fin de l’impression, la machine émet un petit « bip », l’éclairage RGB devient Vert pulsant et on reçoit une notification de Creality Cloud sur son mobile. Le filament est déchargé et le plateau avance pour pouvoir récupérer la pièce. Et voilà un 3D Benchy imprimé en un temps total de 32 min et 30 sec en incluant la calibration, le nivellement du plateau et la purge du filament. L'appli donne 30 min et 17 sec, pour un temps annoncé de 27 min. A voir si le temps donné au départ est toujours optimiste sur d'autres modèles. A la balance, le 3D Benchy affiche 11 g comme ce qui était prévu au départ. J'utilise une balance de cuisine dont je ne connais pas la précision. Mais je n'ai jamais raté une recette à cause d'elle La qualité d'impression est bien là. Aucun défaut notable, même sur les parties en surplomb et l'intérieur du toit de la cabine. Je voulais faire un test avec une autre marque de filament. J'ai imprimé un autre modèle préchargé dans l'imprimante avec du PLA Pearl Red (Rouge Noël) de chez Filament PM. J'ai choisi l'étoile de Noël articulée. On charge la bobine dans le CFS Lite et on la déclare dans le menu "Filament" sur l'écran de la SPARKX i7. On procède ensuite comme pour le Benchy. Il faut cette fois sélectionner le filament que l'on veut utiliser, ici la position N°3 du CFS Lite. On appuie ensuite sur "Print" et c'est parti. A la fin de l’impression, l’étoile se décolle sans problème du plateau. Les parties articulées bougent bien entre elles sans avoir besoin de forcer. Le temps d’impression donné par l’appli est de 1h48 pour un temps annoncé de 1h42. Je n’ai pas chronométré la durée totale pour déterminer le temps de préparation. A voir pour les prochaines impressions. Le poids est conforme à celui prévu, à 1 g près (26 g vs 27 g). Conclusion : Aucune difficulté pour lancer ces premières impressions de test sur la Creality Sparkx i7 Color Combo et son CFS Lite. La navigation dans les menus est intuitive, pas besoin de se plonger dans le Wiki. L’impression du PLA à partir des modèles préchargés ne nécessite aucun réglage, que ce soit avec du filament Creality ou d’une autre marque. A noter ici que les filaments de chez Filament PM sont, de mon point de vue et expérience, très qualitatifs. Une très bonne première "impression" A voir comment se comporte la belle avec d'autres matériaux comme le PETG et le TPU et en utilisant l'écosystème de Creality (Creality Print pour le tranchage et Creality Cloud pour télécharger et imprimer directement les modèles disponibles sur cette plateforme). A suivre... JC PS : Je poste ici d'autres photos du 3D Benchy avec une plus grande résolution pour mieux apprécier la qualité d'impression
.thumb.webp.ee72b3ec17f33c7080b539eafca16f97.webp)
.thumb.webp.6a5511eeeddbd631929028c48d583b54.webp)
.thumb.webp.acb8fe90c74a7d0846073d39b4b3f74d.webp)
.thumb.webp.1ba1e9c89e5a7a0ca495e7018cd7816d.webp)
.webp.04629d7c9077391787da6f63736ed8f7.webp)
.thumb.webp.9f9ca5633f451d434243ad48809574fb.webp)
.thumb.webp.5c6630149032b7b2c1cd94e4c67bc7cf.webp)
.thumb.webp.6d867db5867a4d82e917283932c44fb1.webp)
.thumb.webp.3f54e3ffd8cb2230124e375b38a620c5.webp)
.thumb.webp.a9aec2629da99be779855794140591d5.webp)
.thumb.webp.40e2e72d14f07c89ec34b554ef149d6e.webp)
.thumb.webp.1d12eed589084c20853fdd3c1aa5ccbc.webp)
2.thumb.webp.47db4c4556c4b35f8af586d61bbcab8a.webp)
.thumb.webp.71f23ea4f904de8db802c0706ac0f43e.webp)
.thumb.webp.53499257b9b401aa4df7f6796593bd65.webp)
.thumb.webp.f32ecf37cd71a49af74228f2311866a7.webp)
.thumb.webp.6e813cfbc210a2a479e92307adc227ae.webp)
.thumb.webp.4faa9d5ed36f19e2851ae69da86426c0.webp)
.thumb.webp.5d4614c633f17d0bcdc74460da9221b7.webp)
.thumb.webp.4dddadae001a20b204bf05eab177475b.webp)
.thumb.webp.1b1bc8b3c8a59d544eb52e2b8a7a7803.webp)
.thumb.webp.03efdf34b5d83f867249c970a90c2730.webp)
.thumb.webp.a27fc7f31088c17439b133b24513725f.webp)
.thumb.webp.7c8616e0686b0097c932bb8518523cd3.webp)



 1 point
1 point -
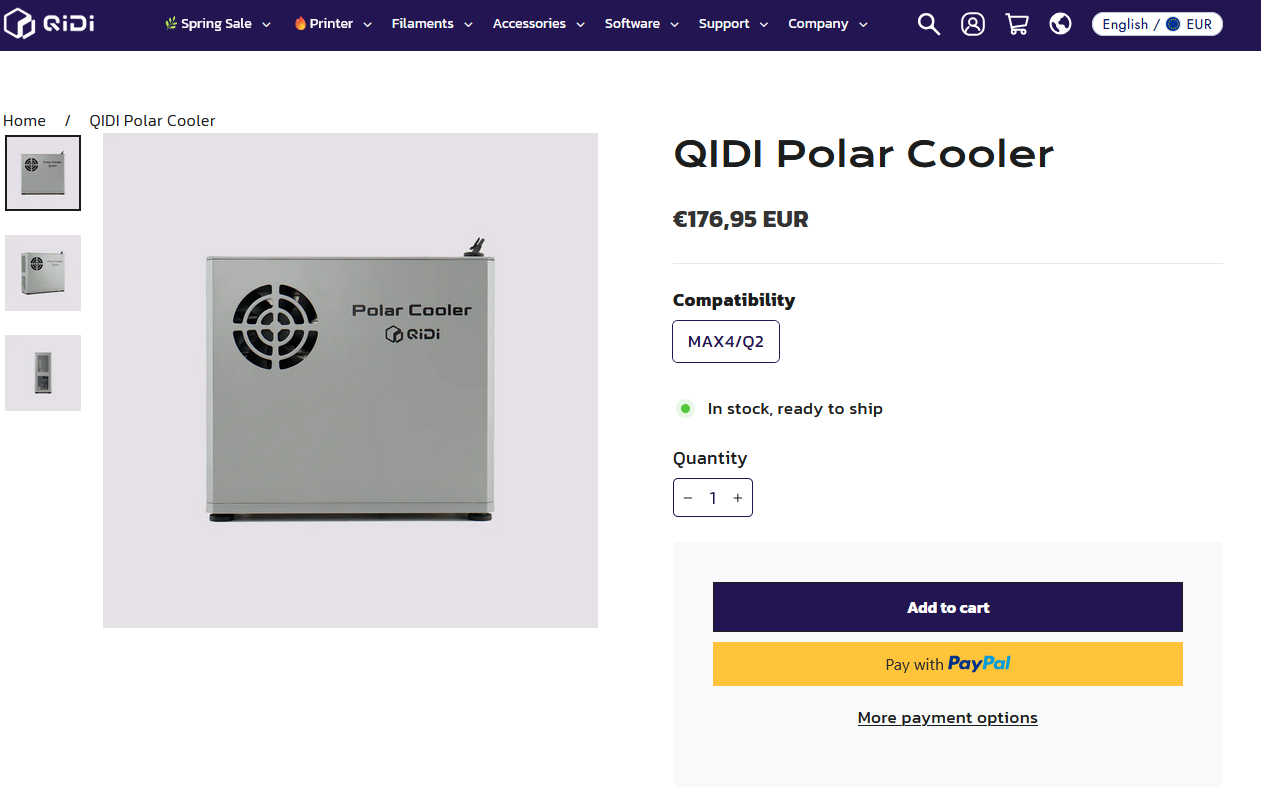
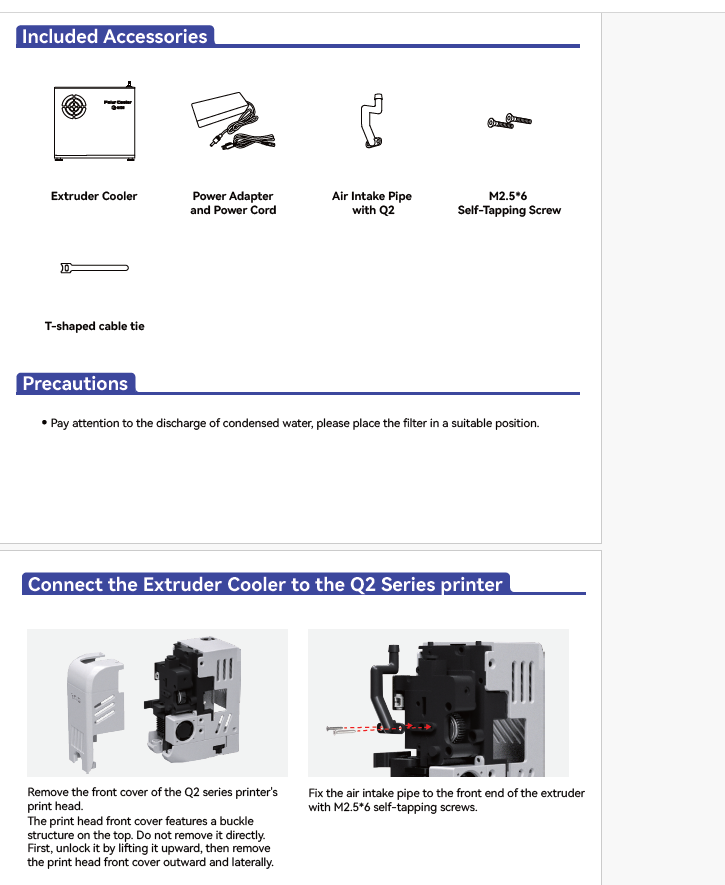
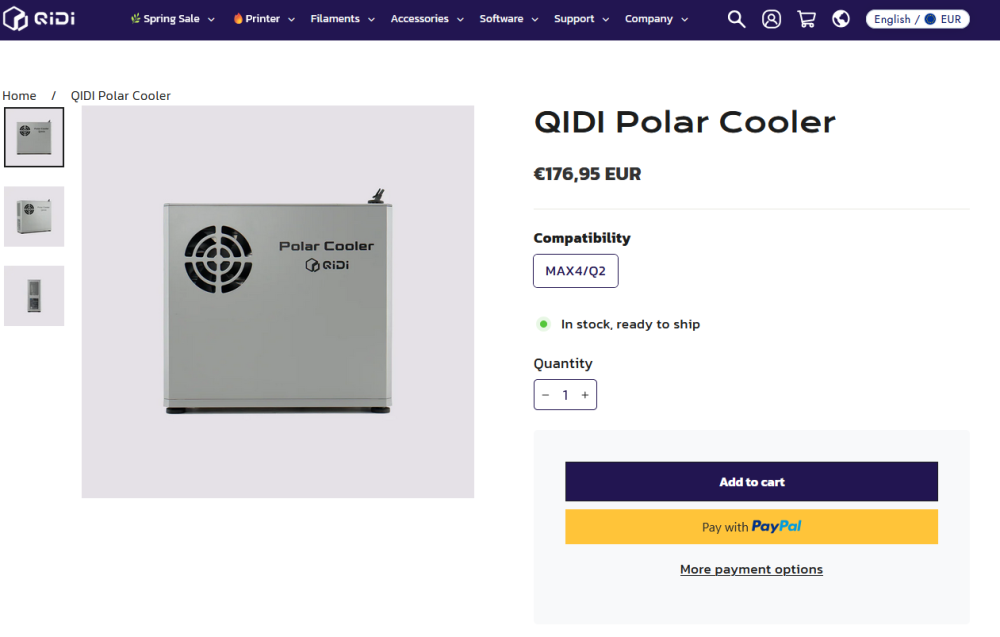
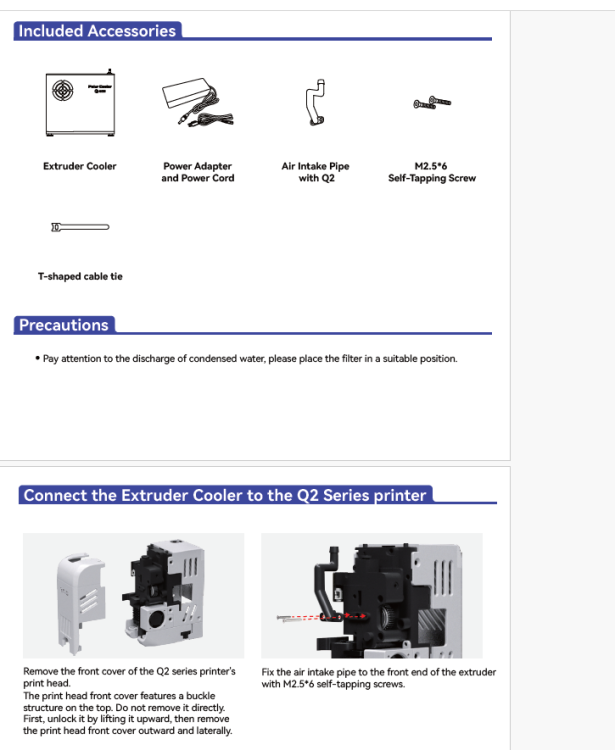
Le QIDI Polar Cooler est listé comme compatible Q2 https://qidi3d.com/products/max4-polar-cooler la documentation est sur le wiki https://wiki.qidi3d.com/en/extruder-cooler Polar-Cooler-maunal-en.pdf: https://drive.google.com/drive/folders/1P3ZVCAcefkHZLM0BPGgh-Z2VS4nTw3-r
 1 point
1 point -
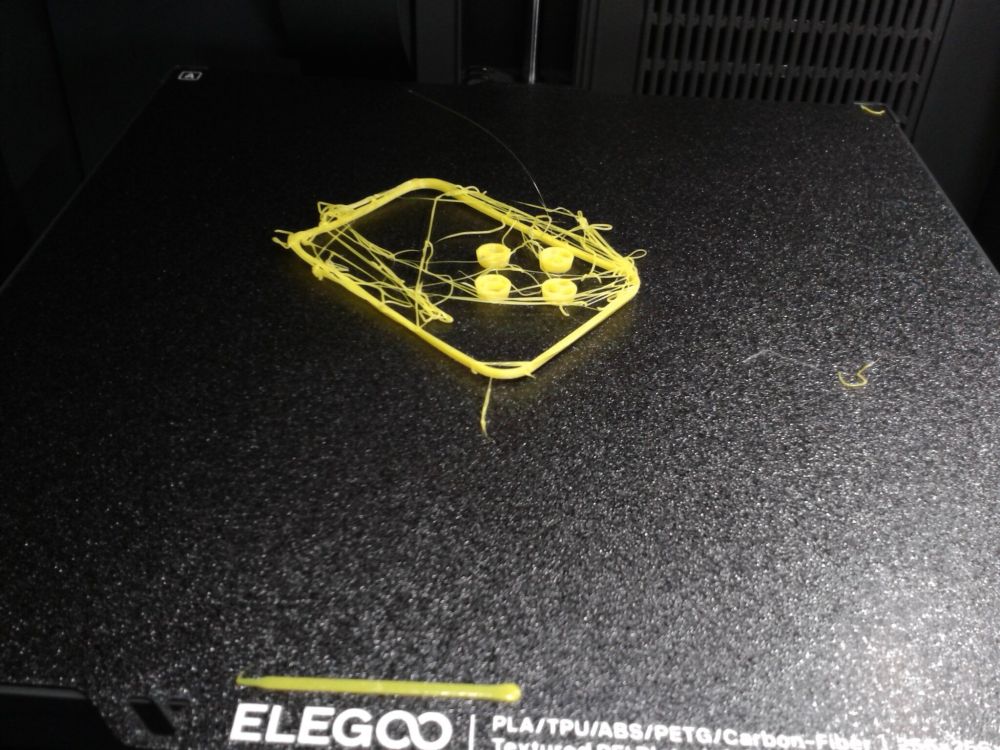
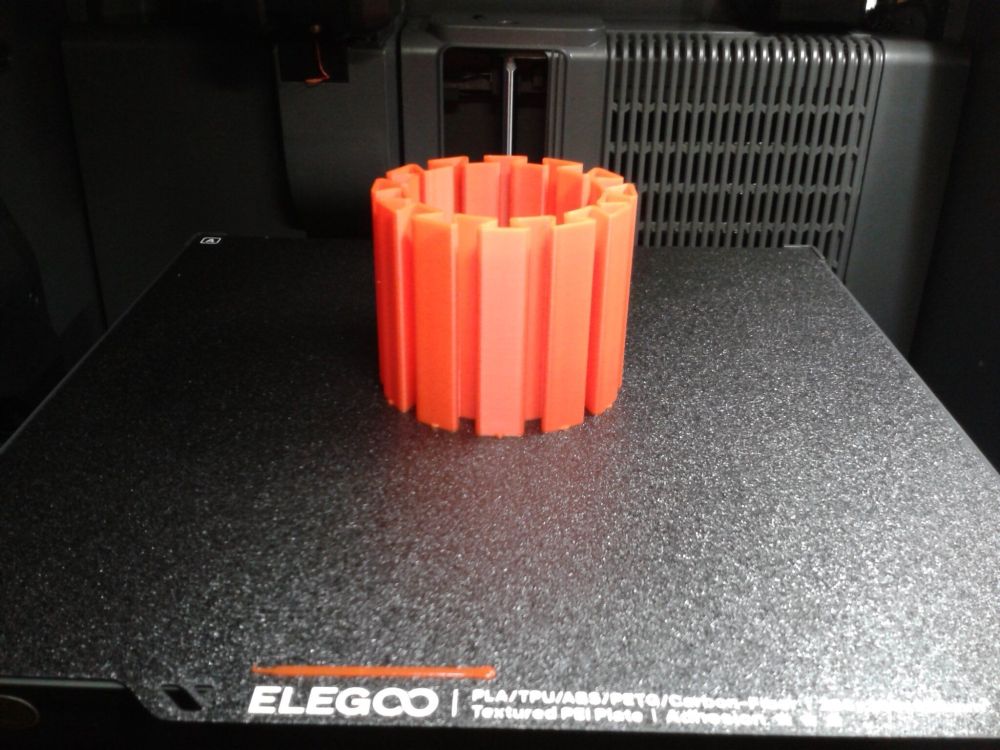
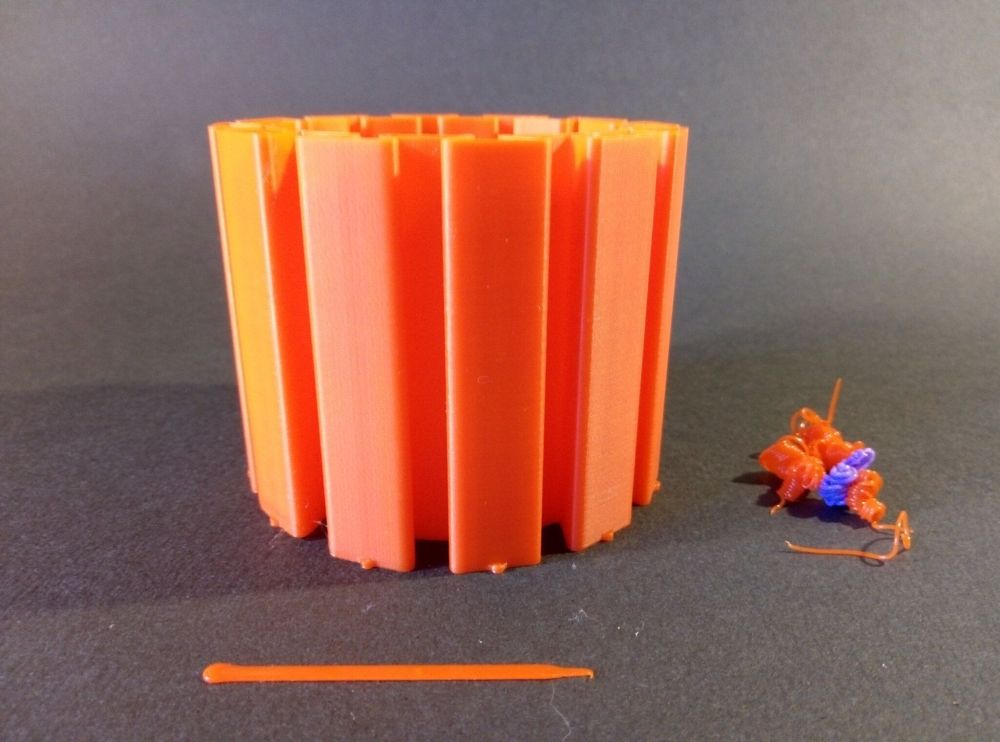
Difficultés et autres remarques Pas de commande g-code fonctionnelle pour faire une pause pour l'instant ( Firmware 01.03.01.89 ) Je n'arrive pas à trouver le gcode pour faire une simple pause interactive lors d'une impression. Contexte de mes essais Firmware v01.03.01.89, CANVAS déconnecté pour passer du TPU directement à la tête d'impression sans le HUB 4-1 à l'entrée de la tête d'impression. G-codes testés "M600" et "M0" sont ignorés (l'impression ne semble même pas faire une petite pause ou tentative de park de la tête d'impression) "PAUSE" Stoppe les mouvements de l'impression sans même un levage Z ou déplacement ou park de la tête, mais cela freeze/gèle la machine. L'écran de contrôle de l'imprimante affiche le texte "Suspension de l'impression..." et ne réagit plus, mais les chauffes continuent. Comme les températures restent aux températures d'impression et que la tête est arrêtée sur la couche en cours, cela crée rapidement un blob de filament qui suinte du nez de la buse. Il faut alors éteindre puis rallumer la machine sans cliquer sur "Reprendre" l'impression interrompue, si l'on ne veut pas revenir à boucler sur l'écran gelé sur "Suspension de l'impression..." ( Car si on fait l'erreur ici de cliquer reprise, on reprend à la couche qui commence par un "PAUSE" et donc, après un rapide Z Hop, Home X Y, et park de la tête, pour remise en chauffe, puis revenir au début de la couche d'interruption lors de la reprise. On retrouve alors la machine qui gèle sur le g-code "PAUSE" ... ). La question de la pause a déjà été posée sur le Discord "ELEGOO Official" channel "# ?-centauri-support" Thread "Centauri Carbon 2 pause not possible? M600 not working?" https://discord.com/channels/969282195552346202/1370827328690716812/threads/1468620318611345502 https://discord.com/channels/969282195552346202/1468620318611345502 Pour résumer, il faut attendre un prochain firmware. Mais, quand on utilise le système CANVAS, il est éventuellement possible de faire l'équivalent d'une pause. ( si l'on tranche le fichier avec un changement de filament en prévoyant que ce filament sera affecté à un slot bobine vide du système CANVAS (un slot bobine où il n'y aura pas de bobine chargée à l'instant du changement de filament, ce qui donne l'équivalent d'une pause interactive) Mais forcément, le slot en question doit être configuré avec une bobine d'un type et couleur différents des autres slots ou ne pas avoir activé le mode autorefill du système CANVAS. ). J'y ai fait un commentaire le 22/03/2026 histoire de relancer. https://discord.com/channels/969282195552346202/1468620318611345502/1485268756333727784 Pas de chauffage de l'enceinte de la chambre ( autre que par la dissipation du plateau chauffant ) Il sera donc difficile d'imprimer des filaments qui nécessitent une chambre à plus de 45°C Car dans mes essais d'impression d'ASA, dans une pièce à ~17°C, capot thermique en place, Tête à 260°C et plateau à 110°C, Après ~ 1/2 heure d'impression, la température dans l'enceinte de la chambre d'impression est affichée à ~ 45°C ( le capteur de température se trouve sur une paroi de la chambre et à peu près à la même hauteur que le nez de la buse et donc le bas de la chambre d'impression doit logiquement être moins chaud). (A vérifier quand j'imprimerai de l'ABS, mais c'est max ~45°C en haut de la chambre d'impression, risque pour de l'ABS de favoriser la délamination sur des grosses et hautes impressions...) Système de filtration de l'air de l'enceinte Le système de filtration de l'air extrait de la chambre d'impression a le mérite d'être là. Mais dans mes essais d'impression d'ASA et (ABS à vérifier ) l'odeur dégagée lorsque ces matériaux sont fondus reste très présente. Donc, un système de filtration supplémentaire et/ou d'extraction d'air vers l'extérieur est à envisager si vous voulez imprimer souvent de l'ASA et/ou ABS ou autre filament qui dégage de fortes odeurs.



 1 point
1 point -
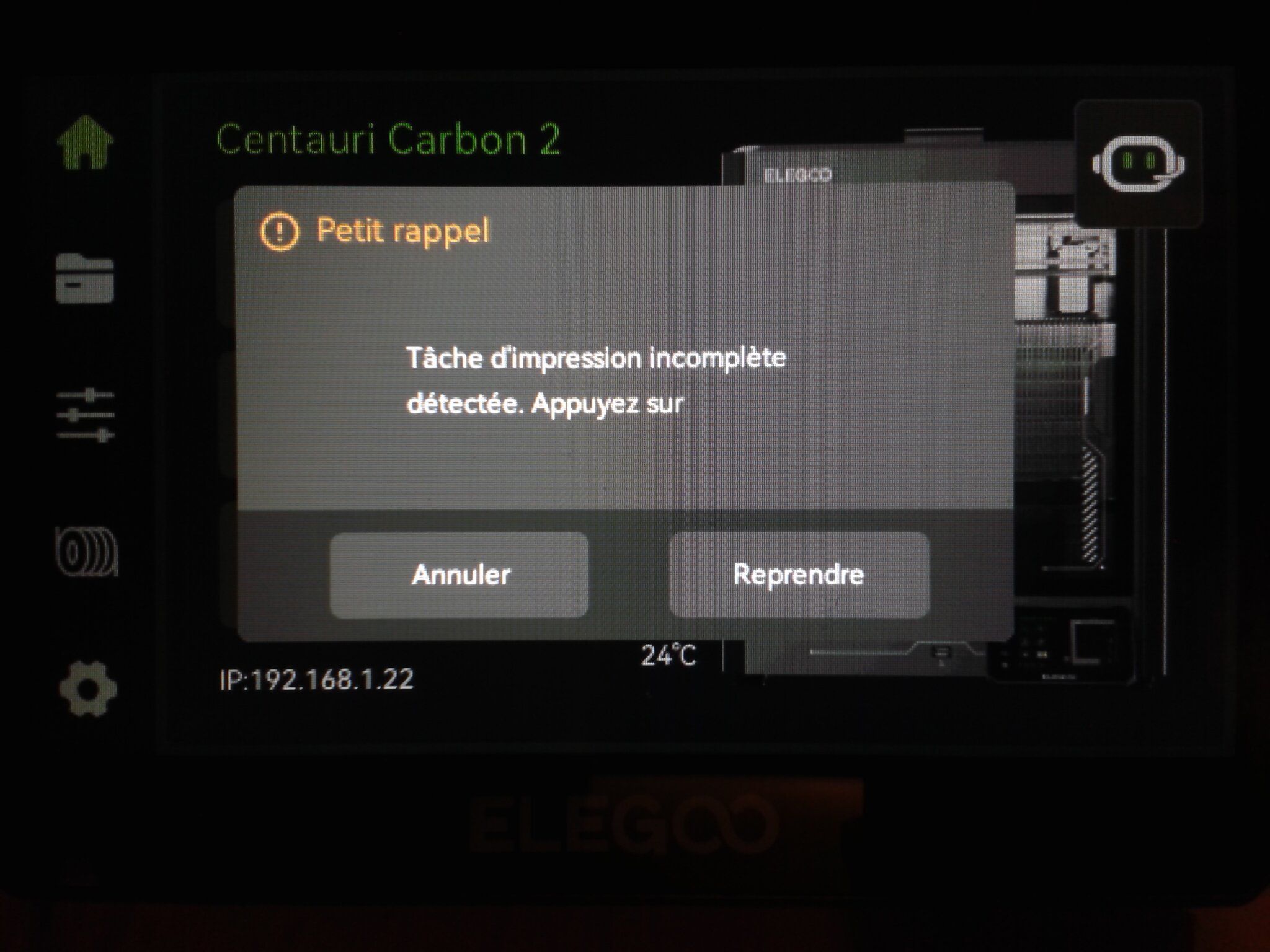
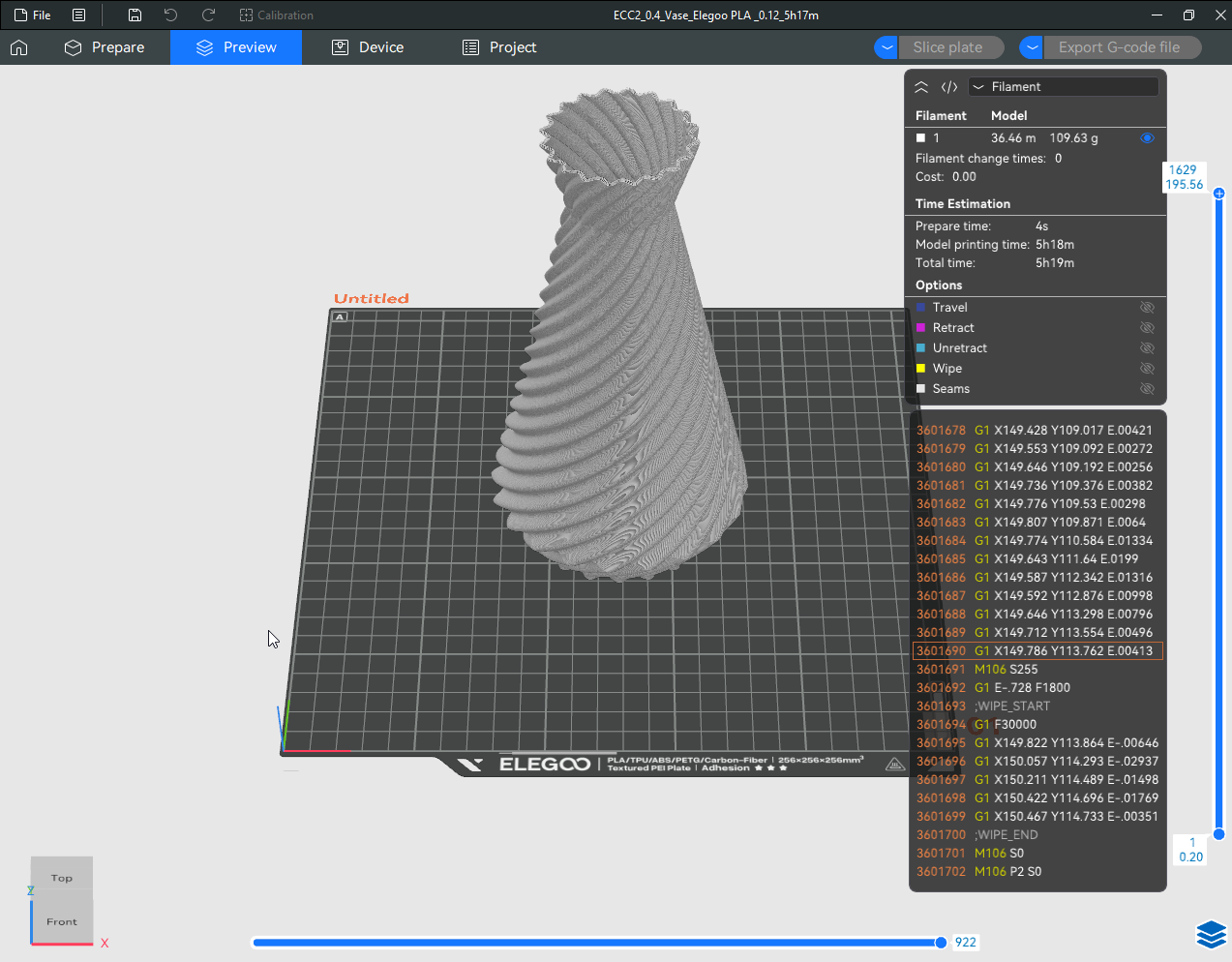
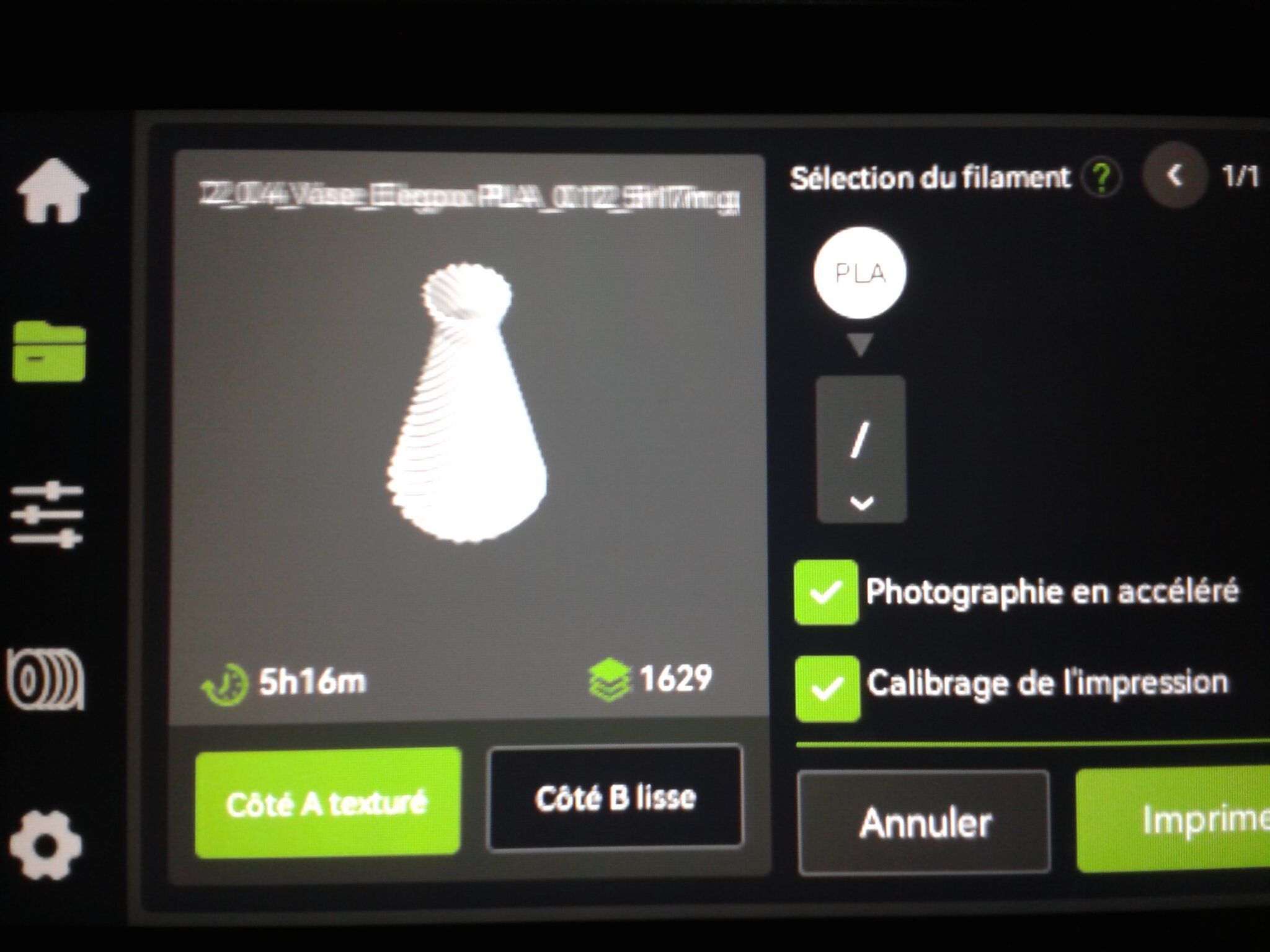
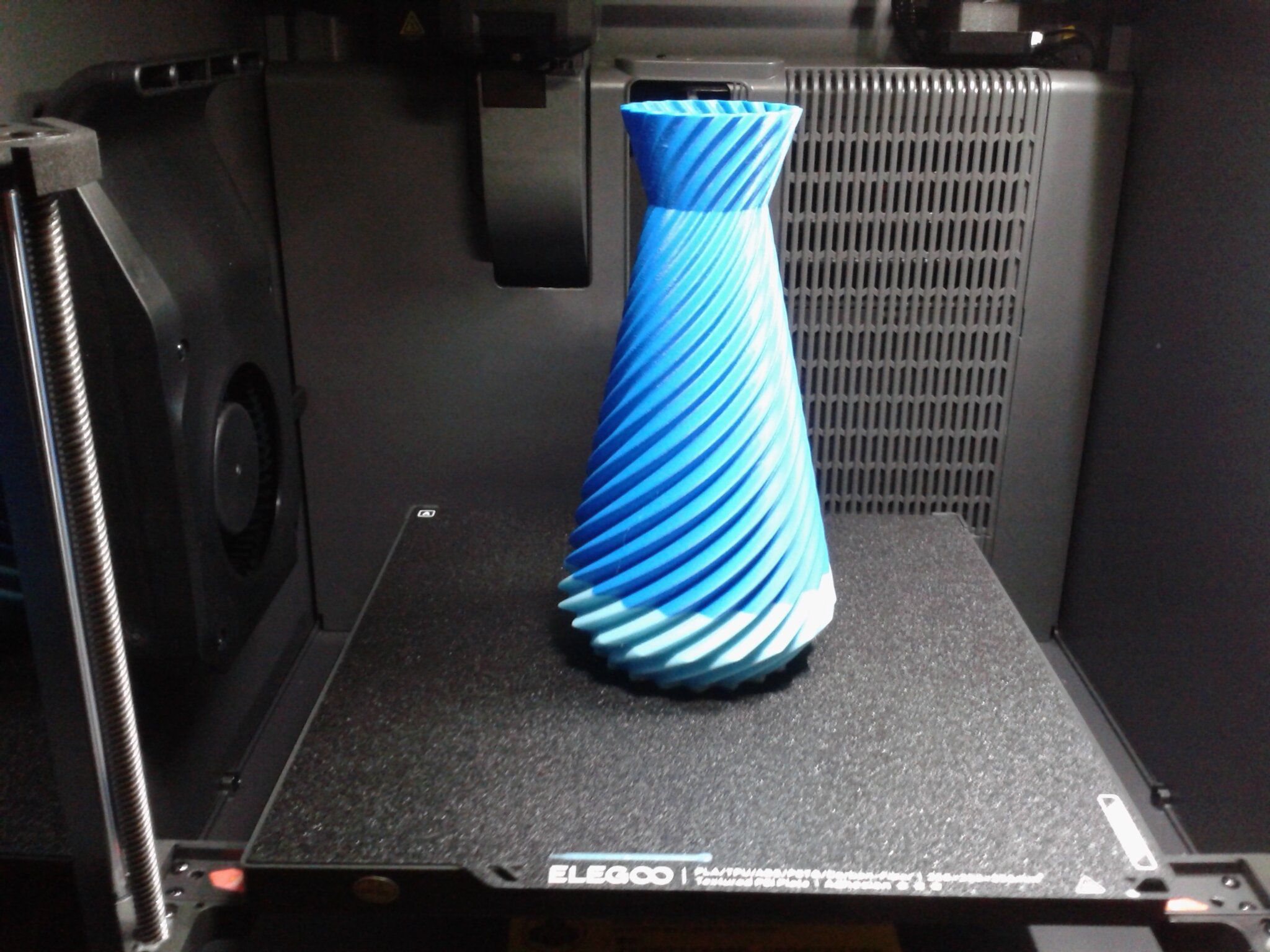
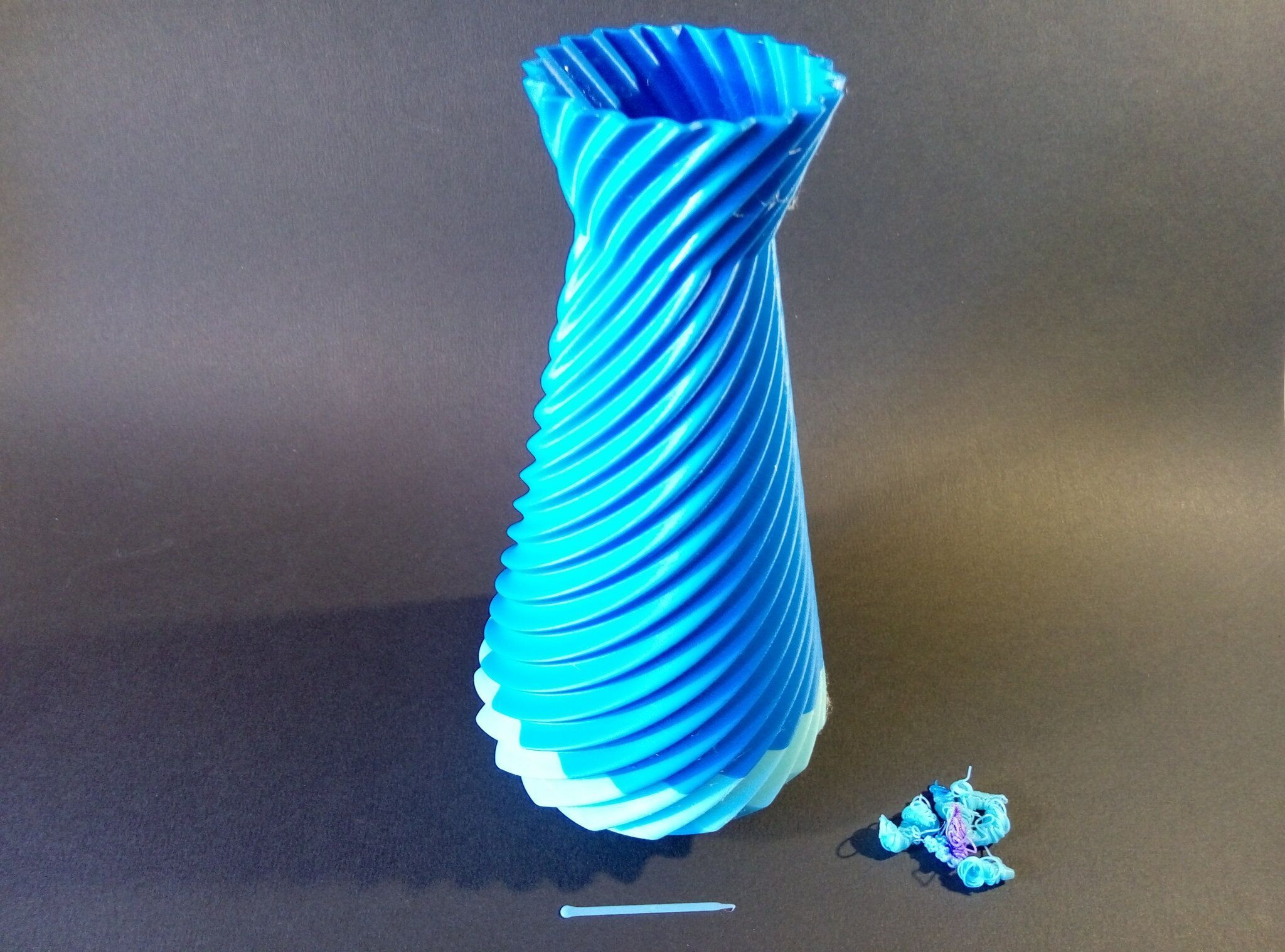
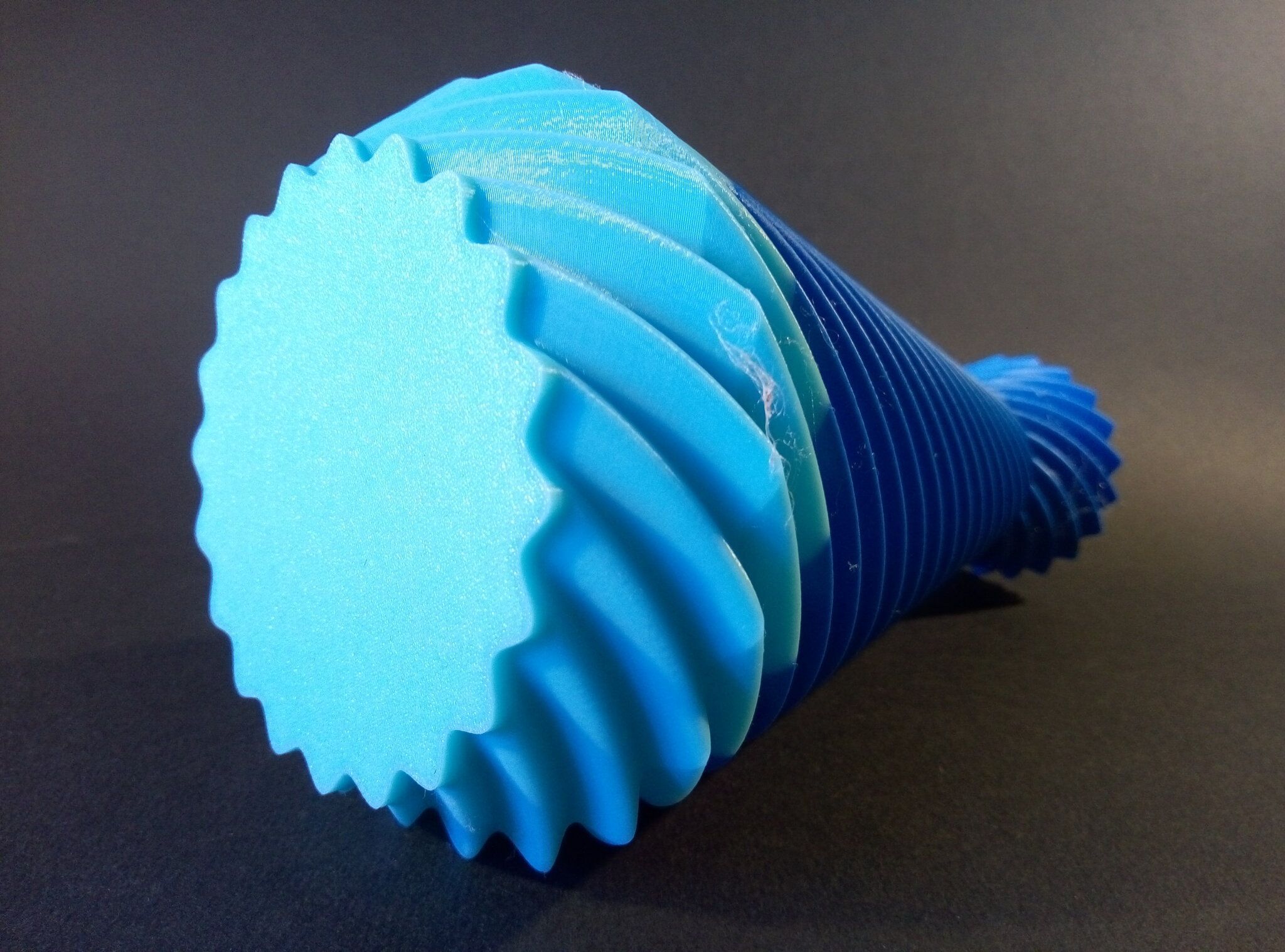
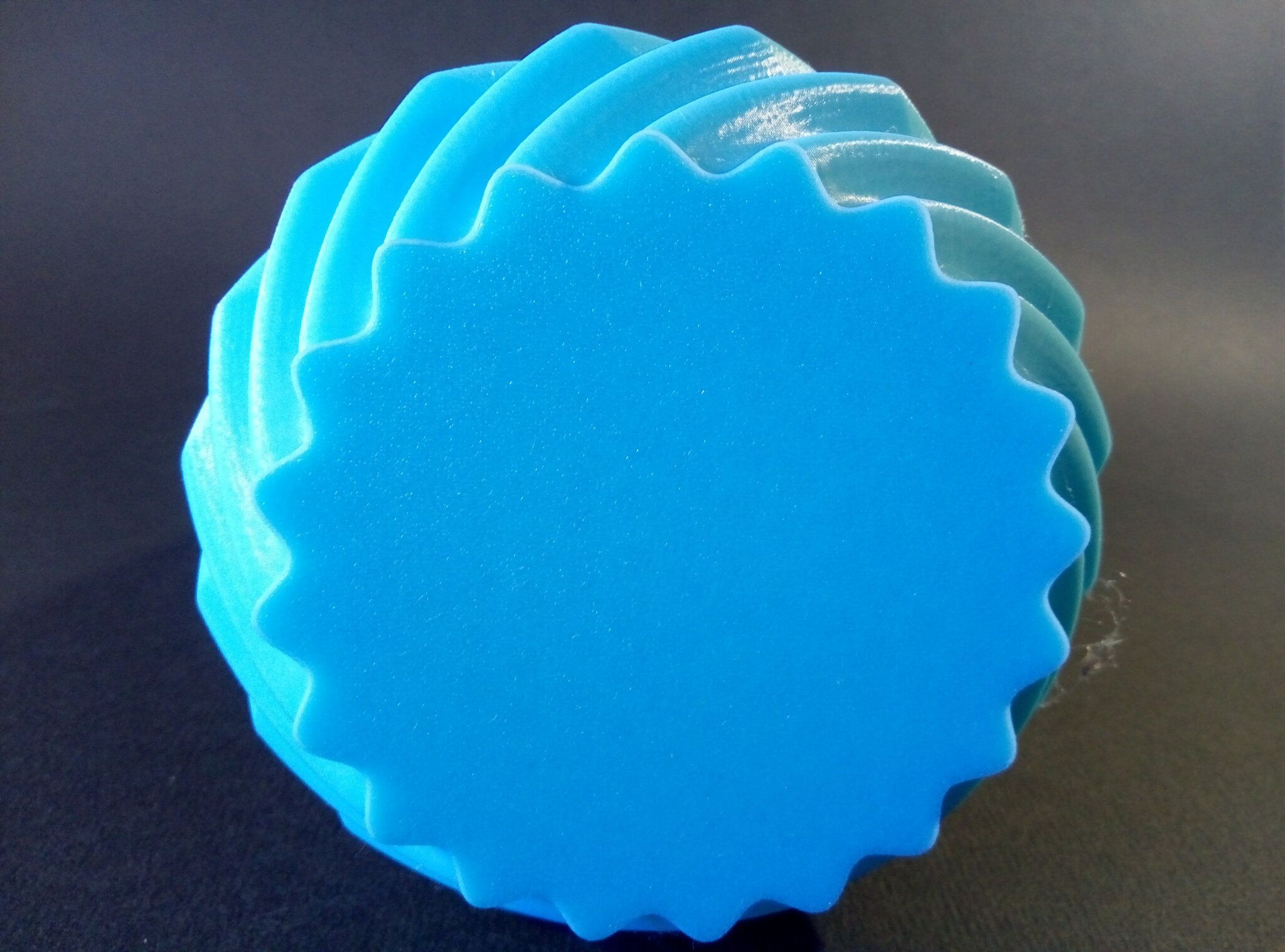
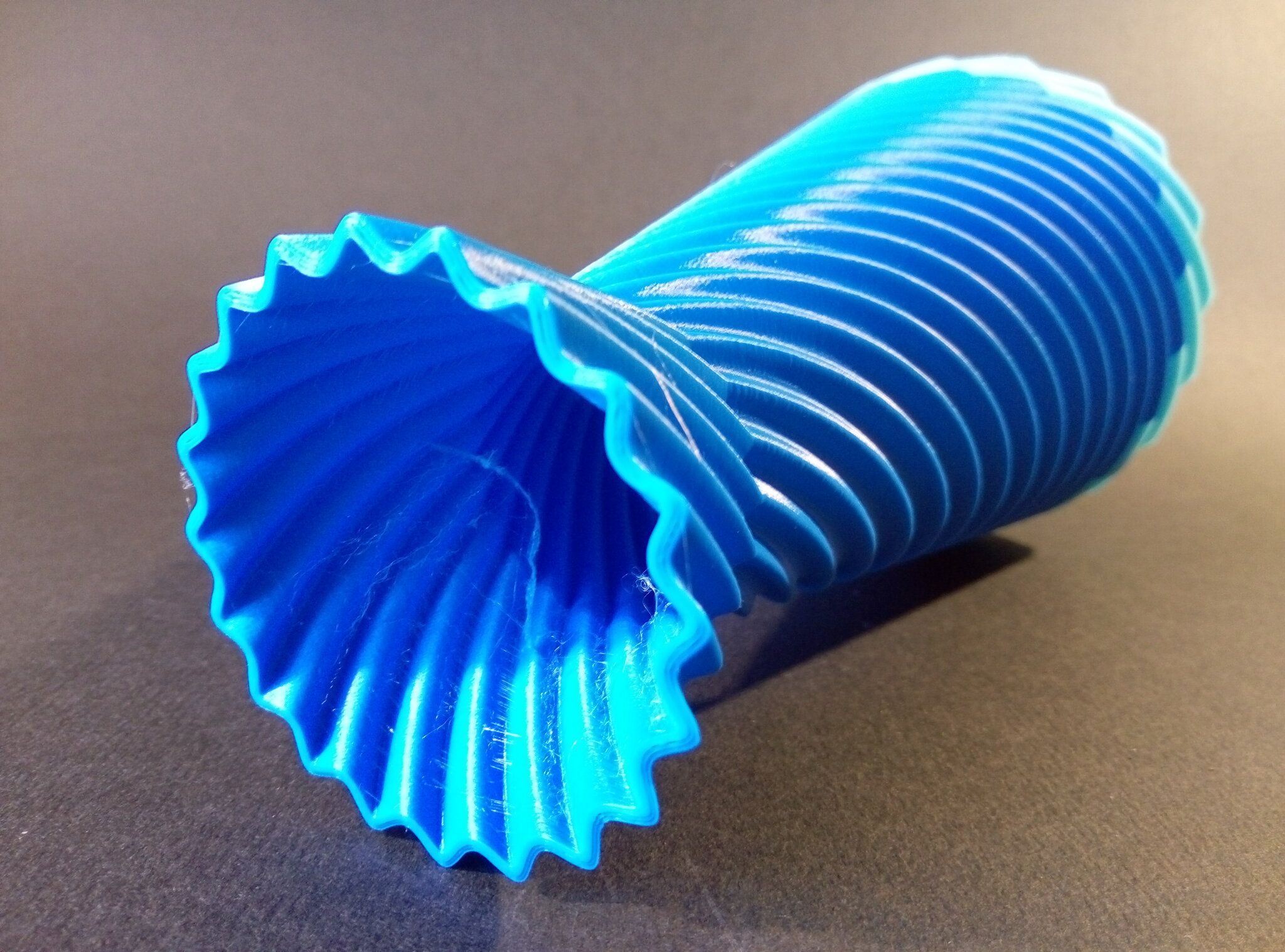
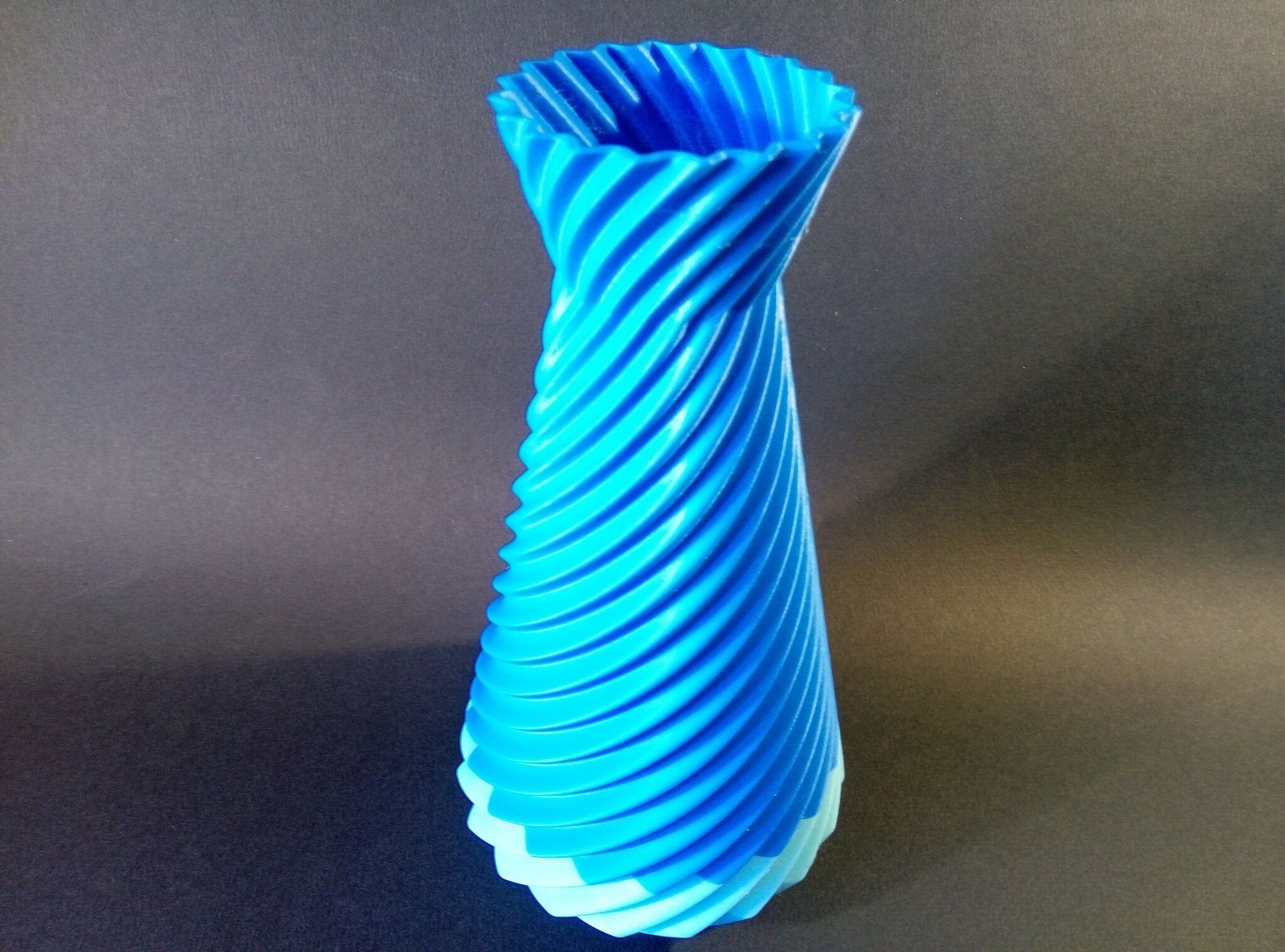
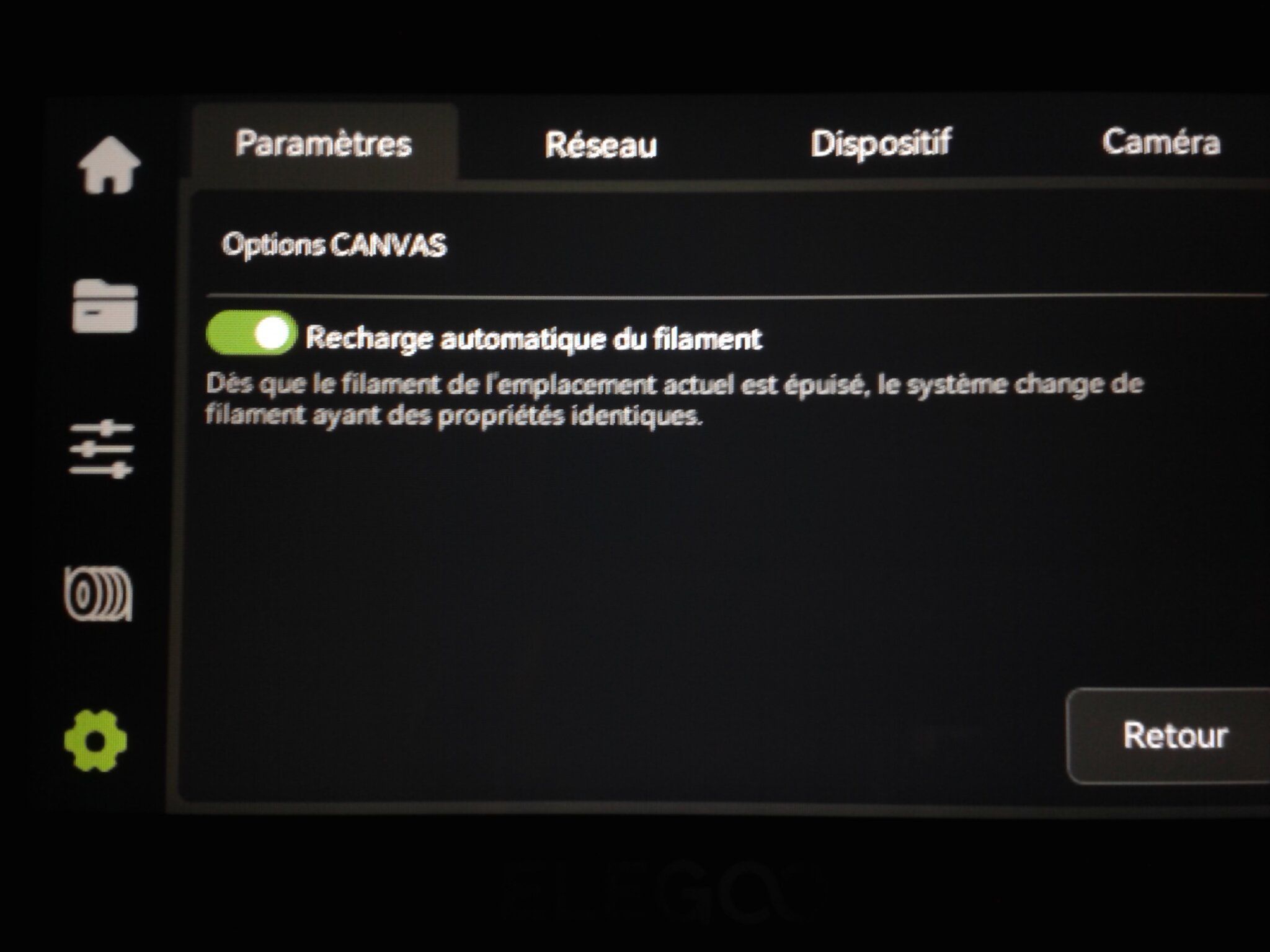
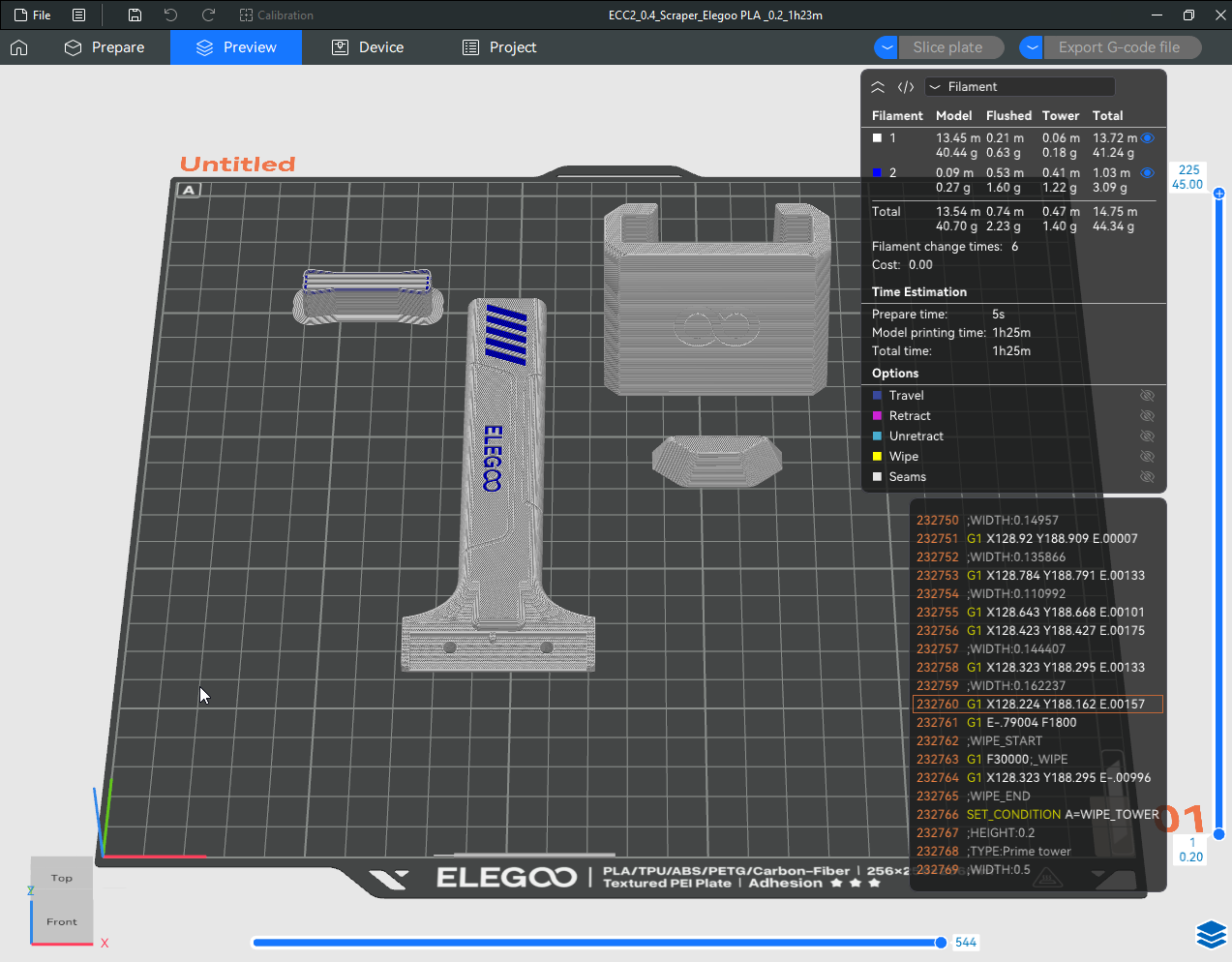
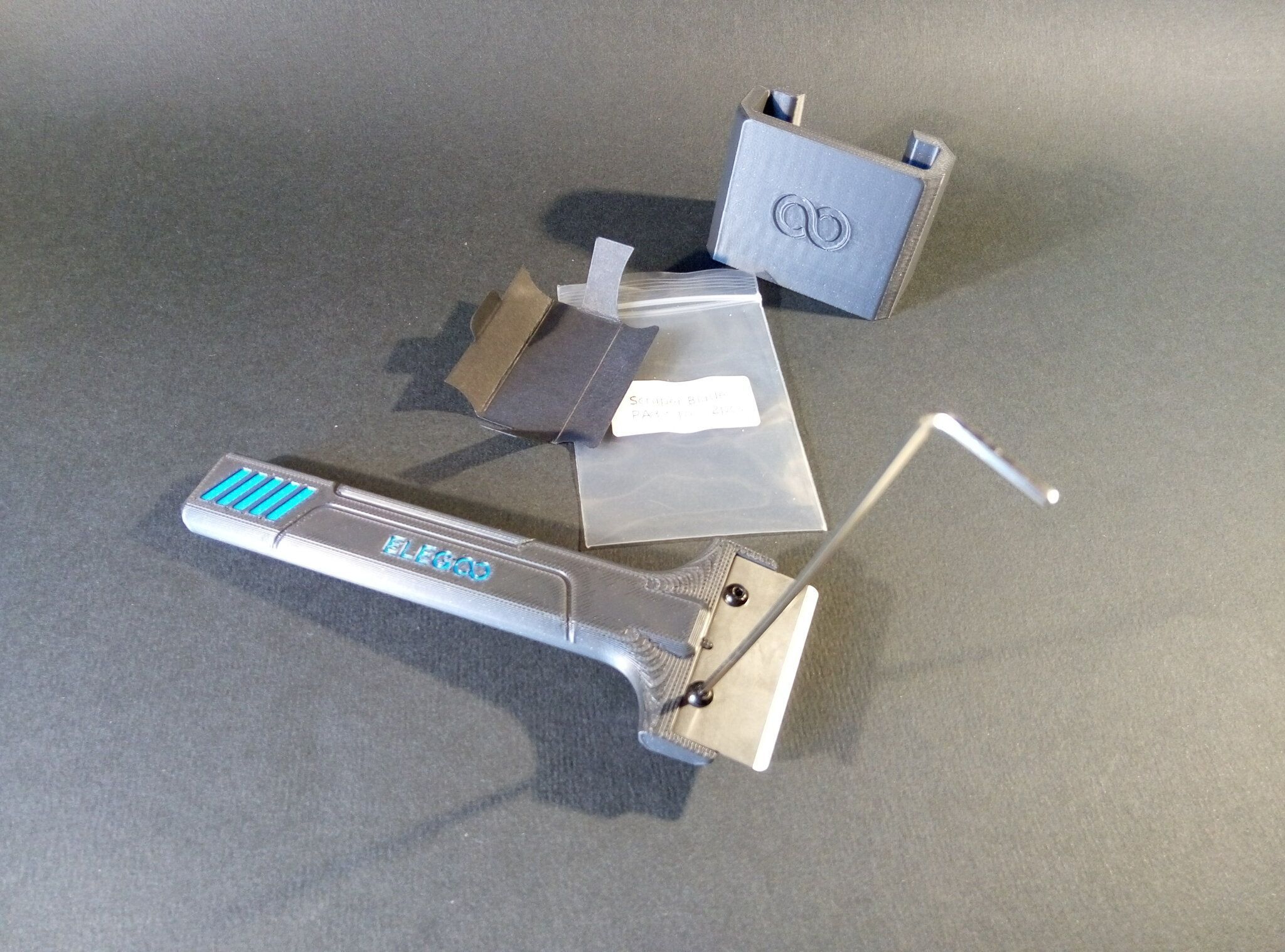
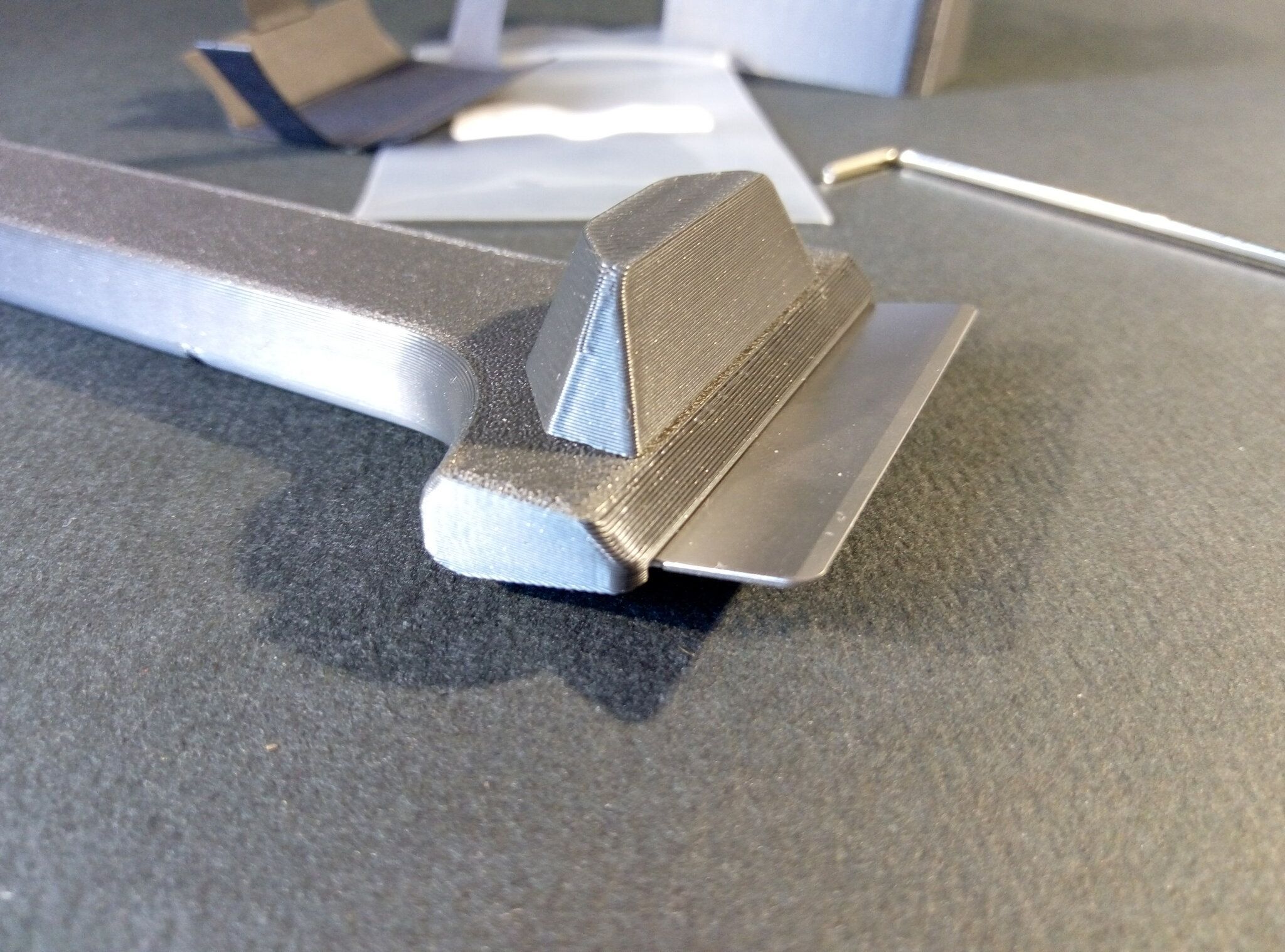
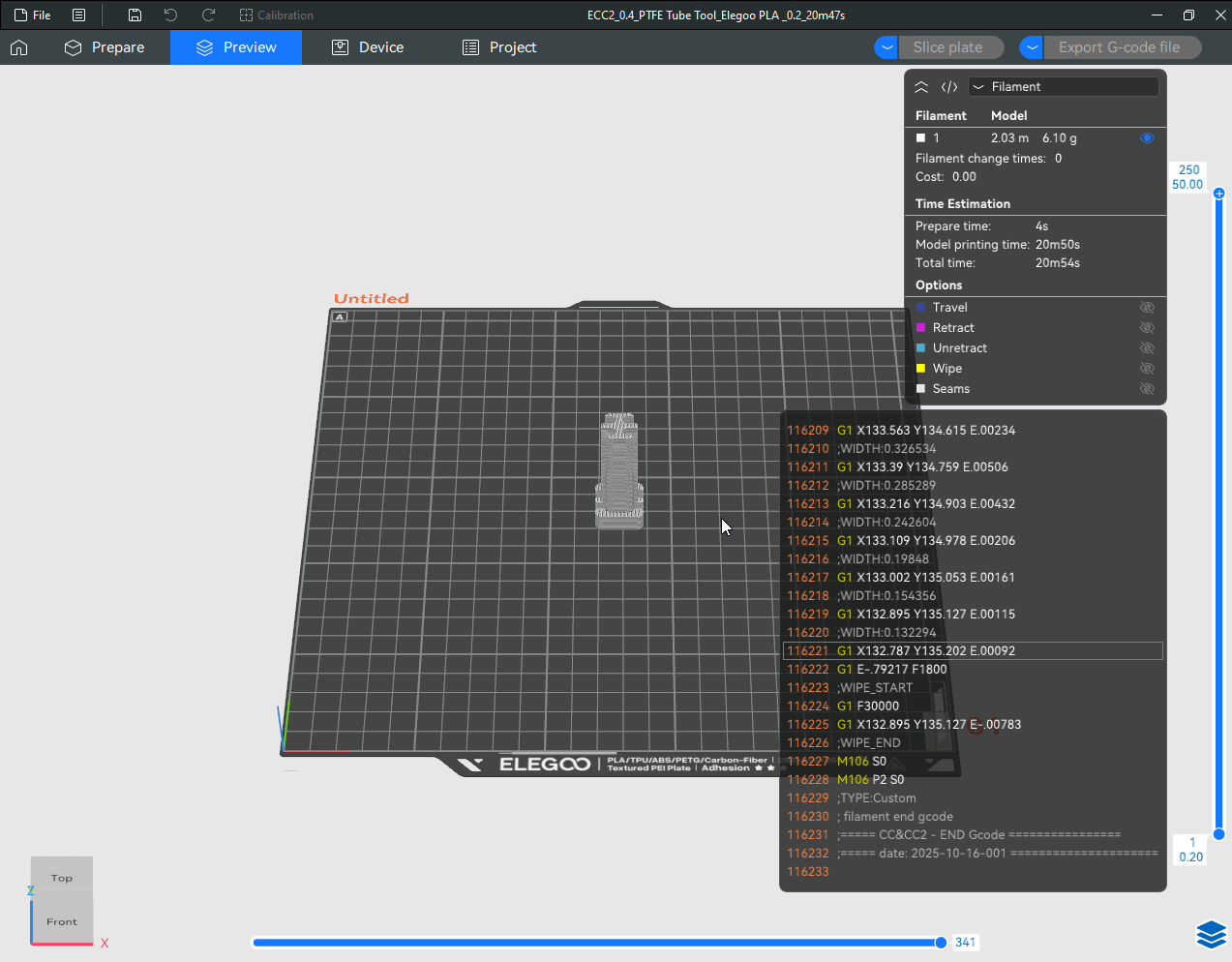
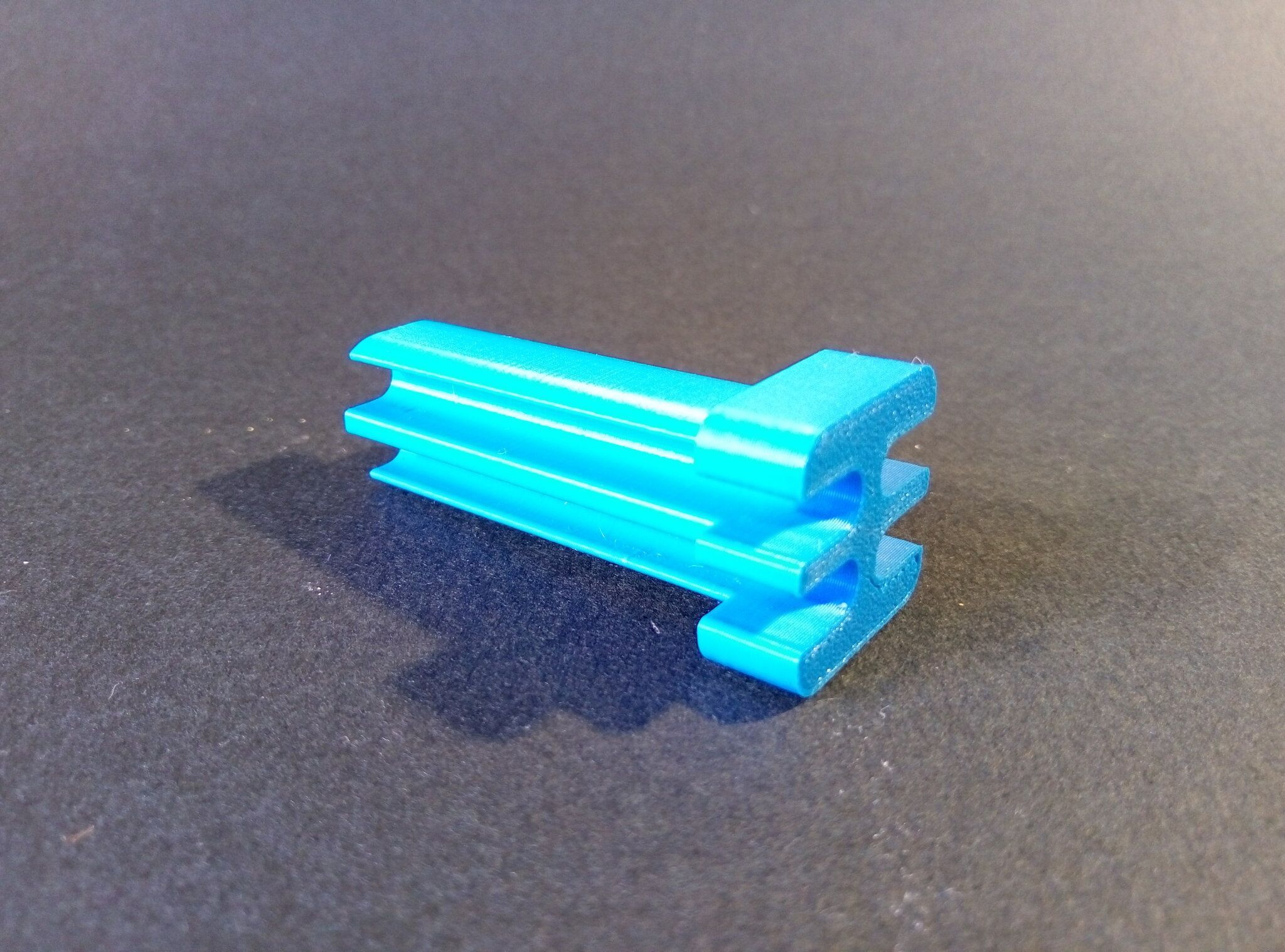
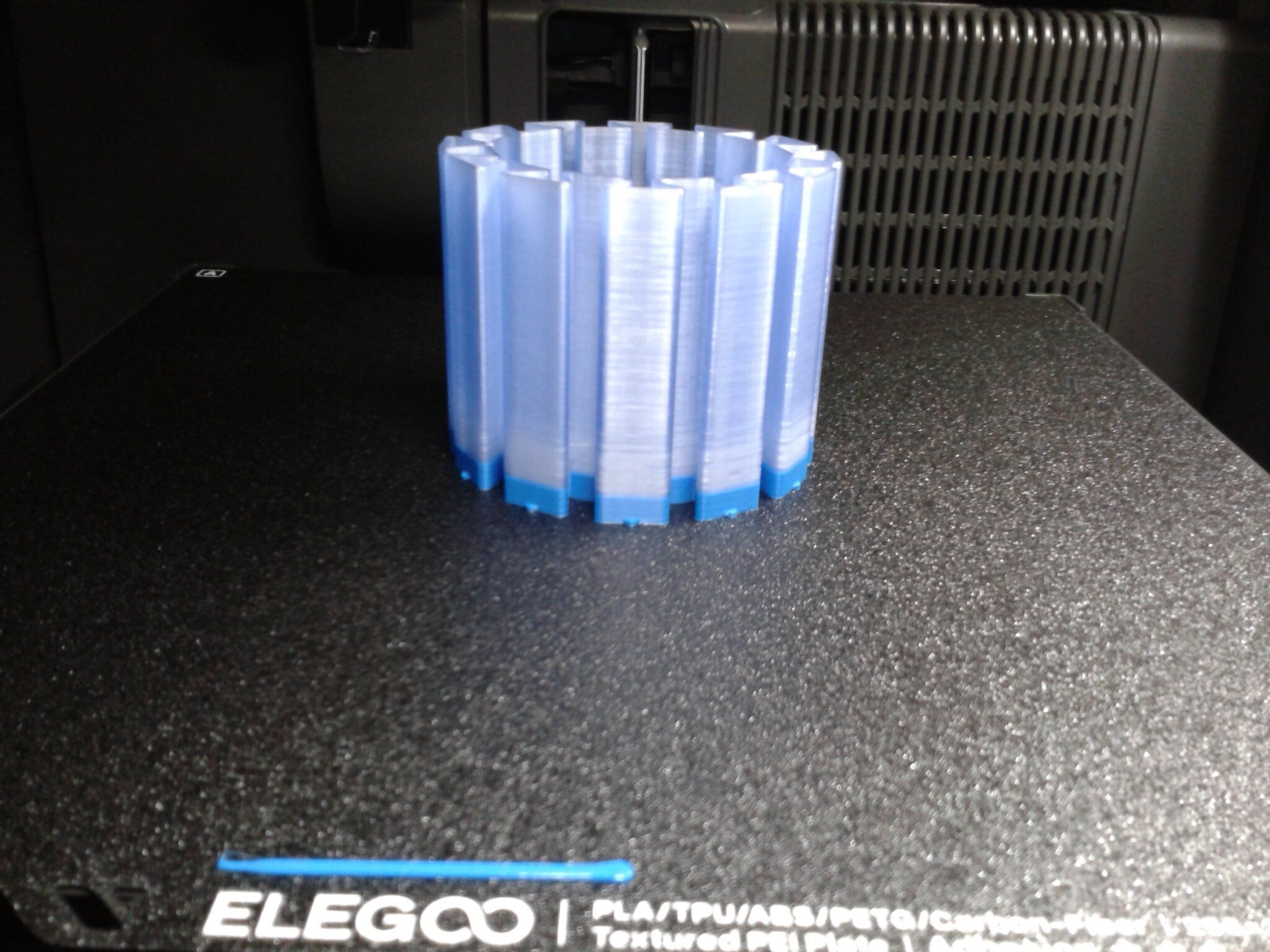
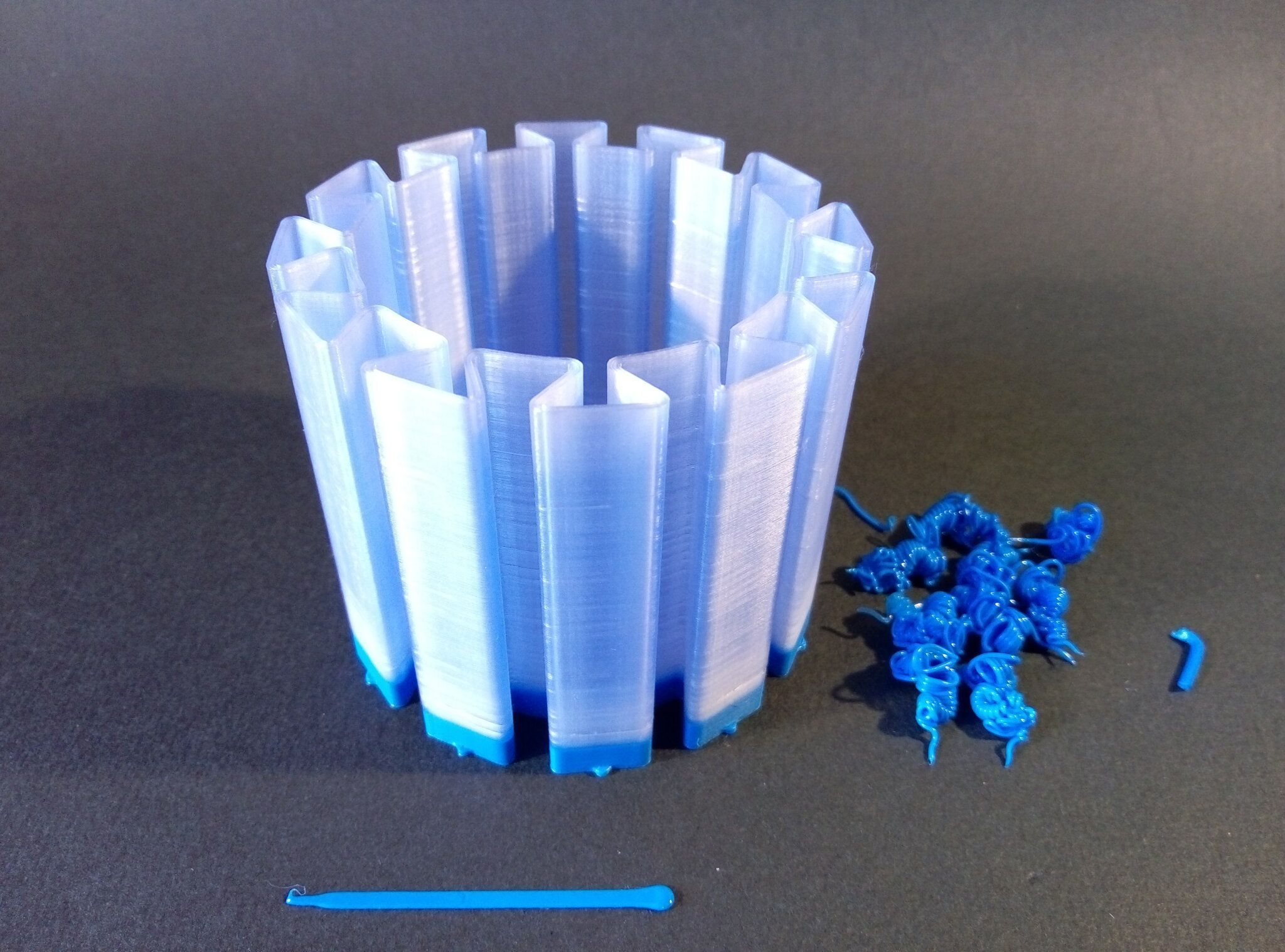
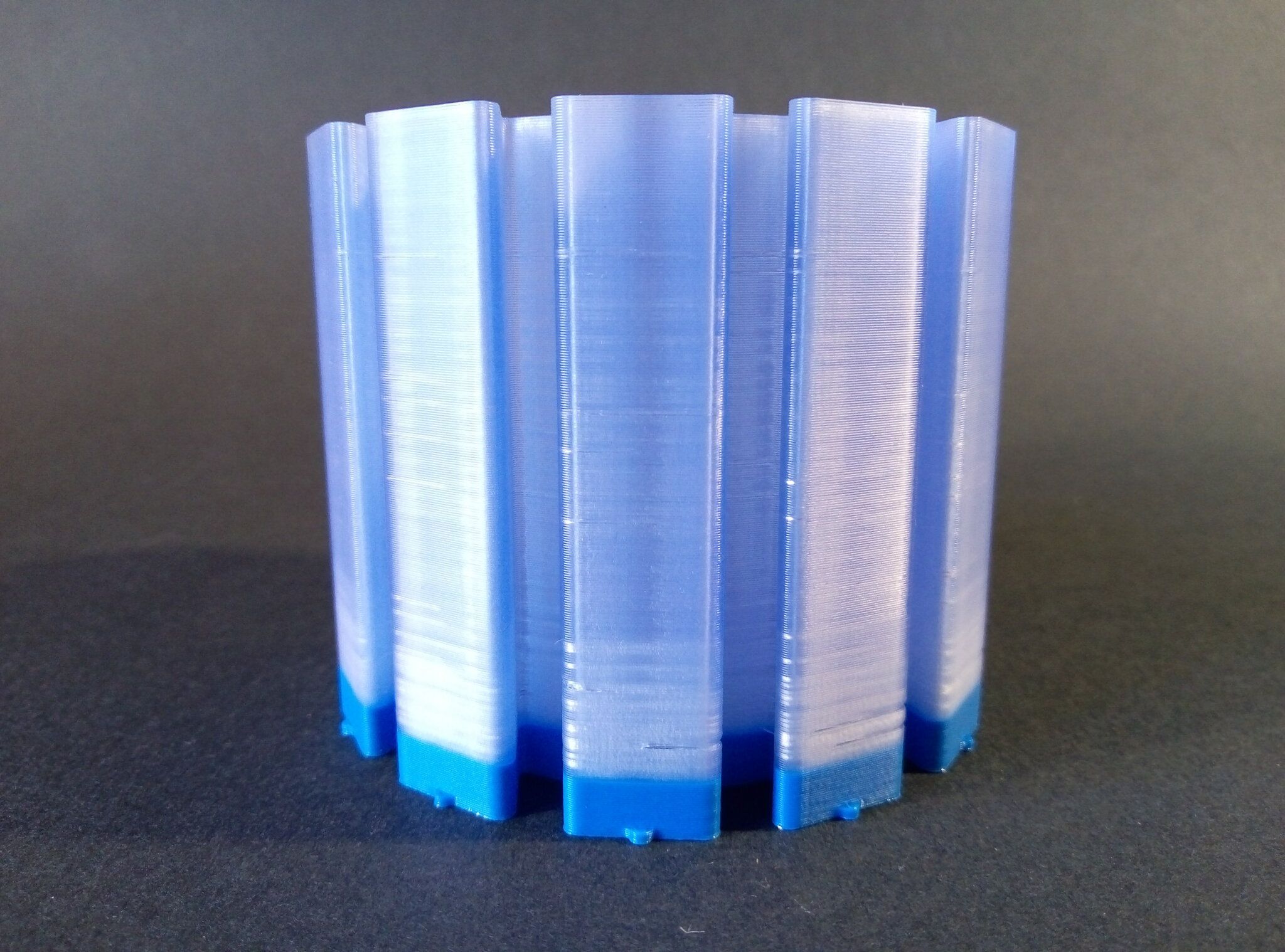
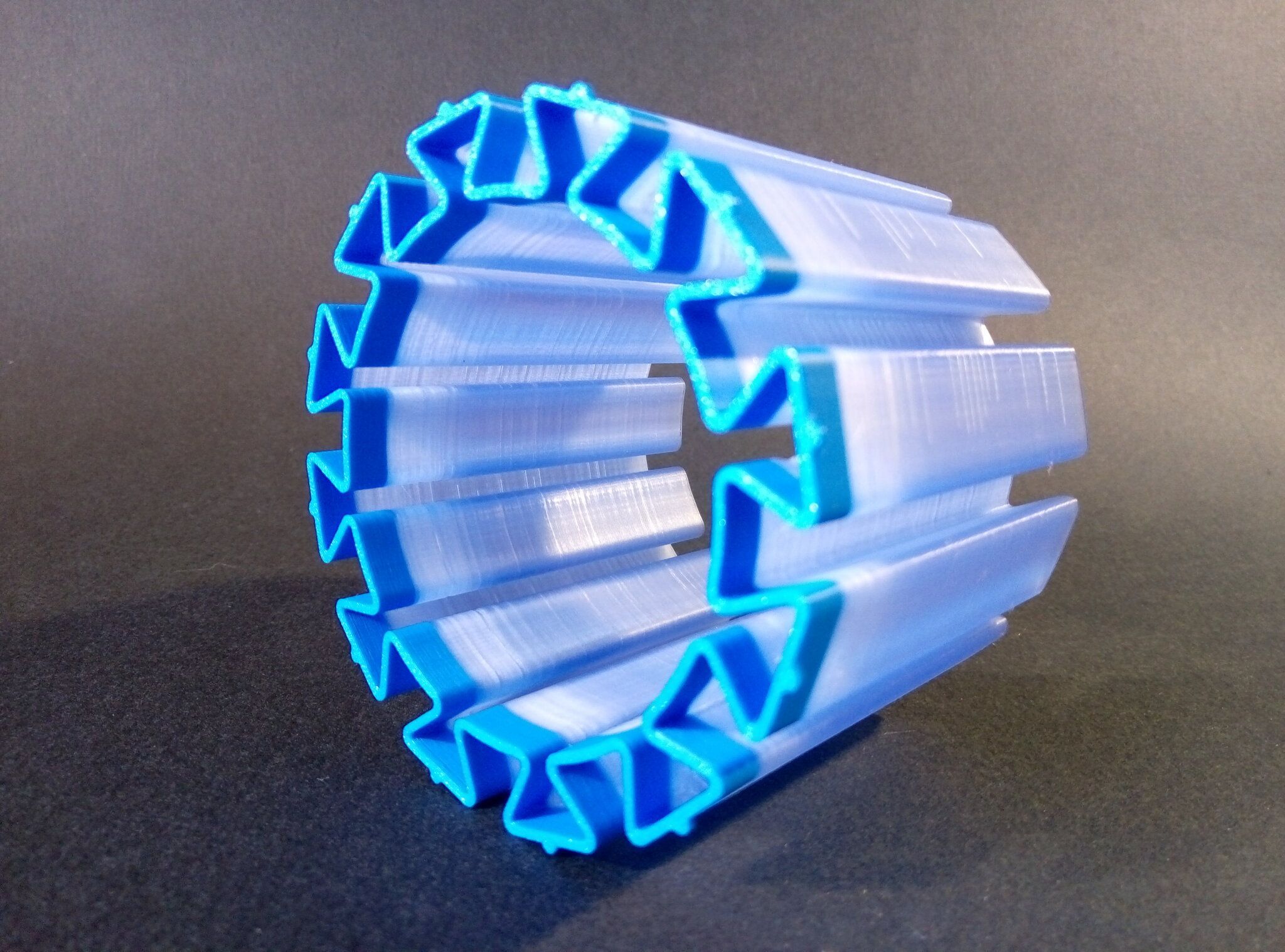
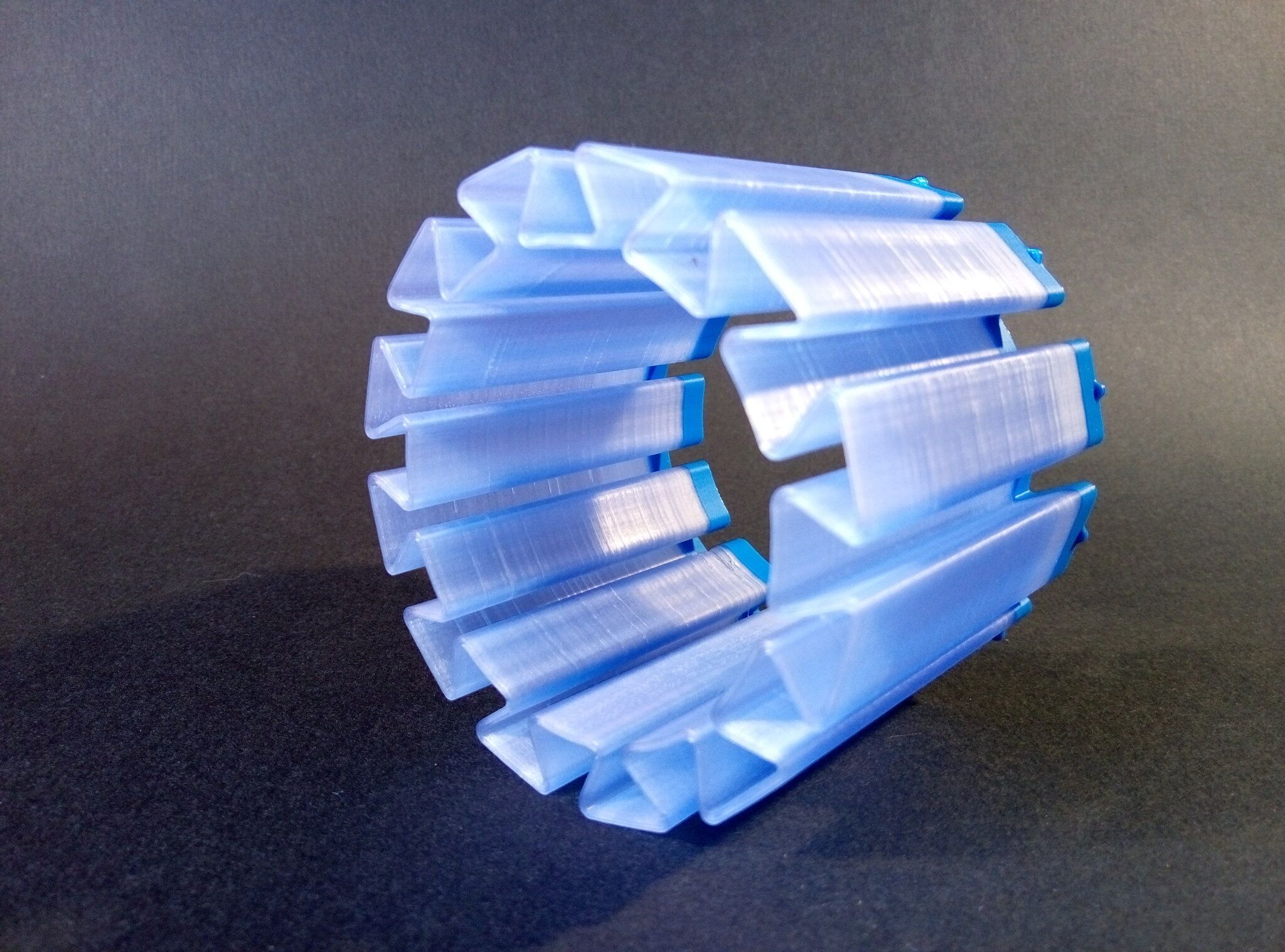
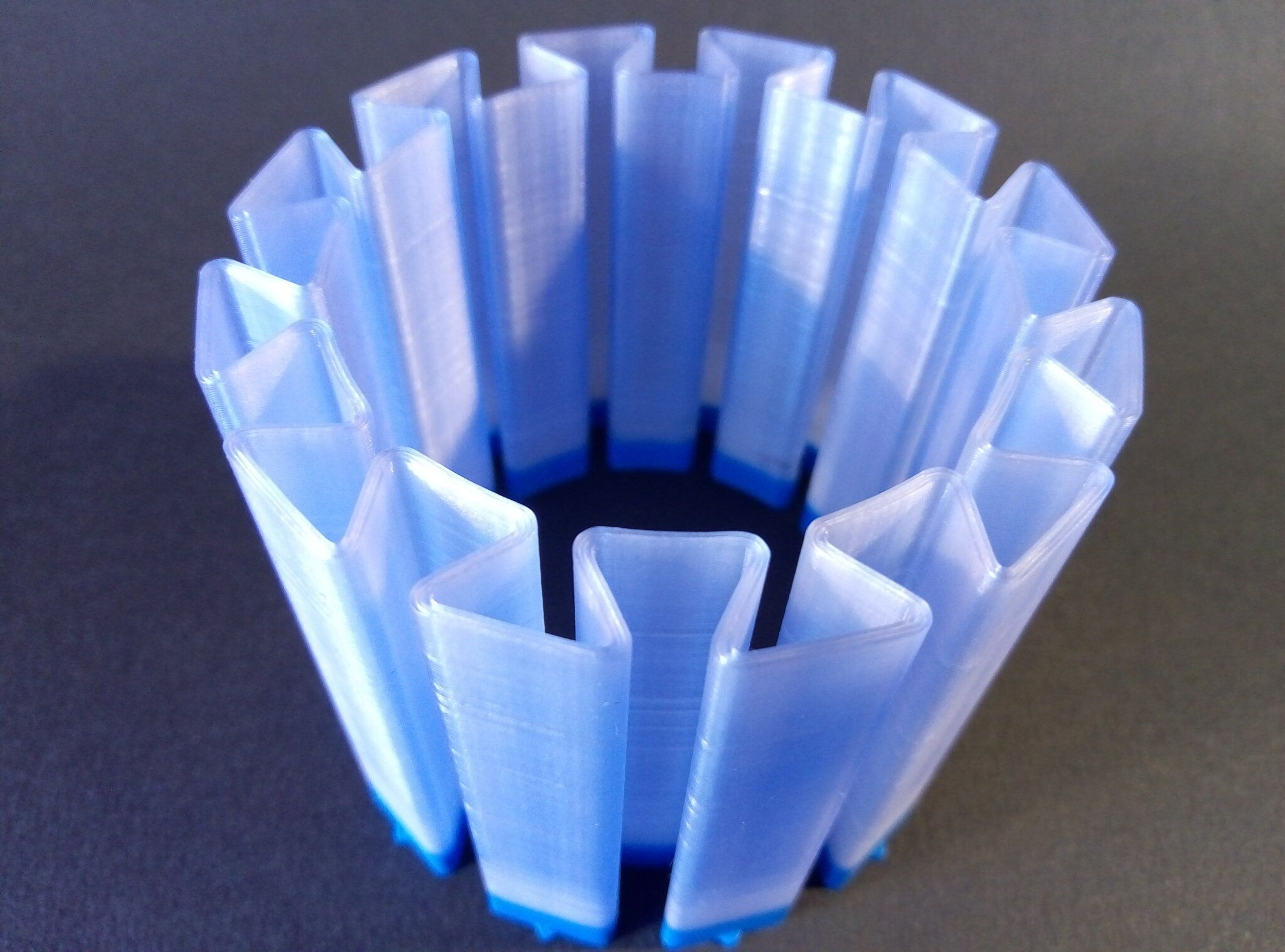
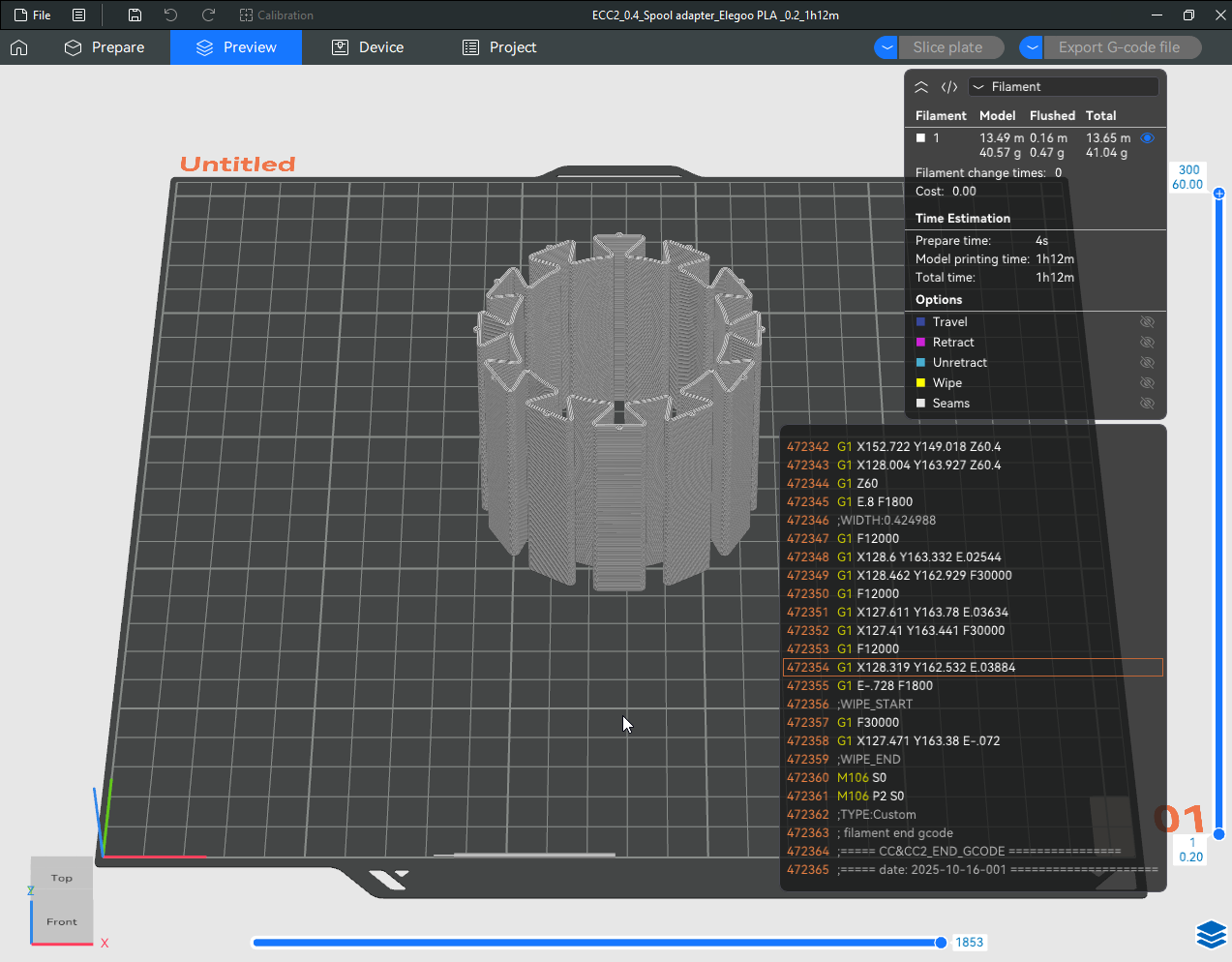
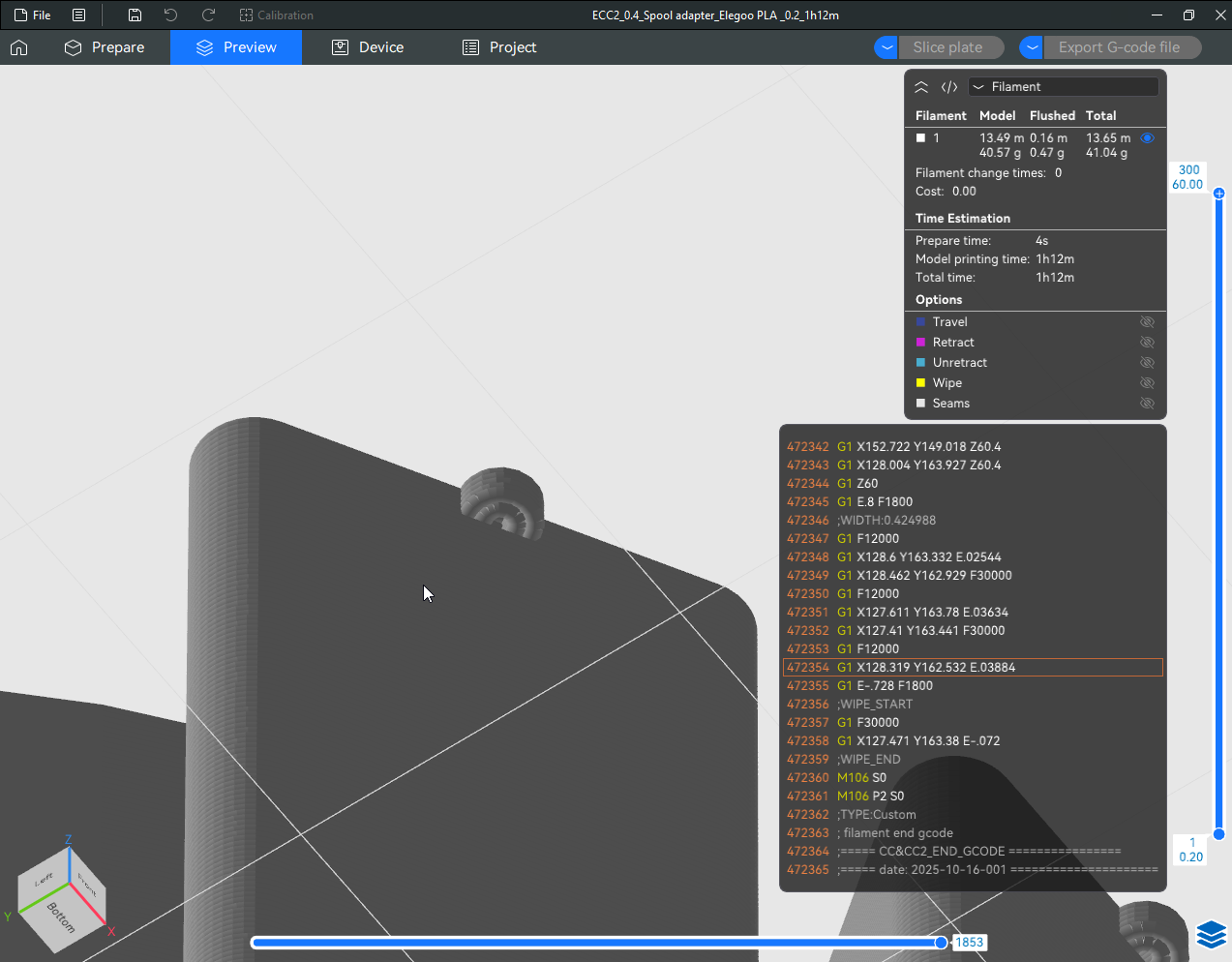
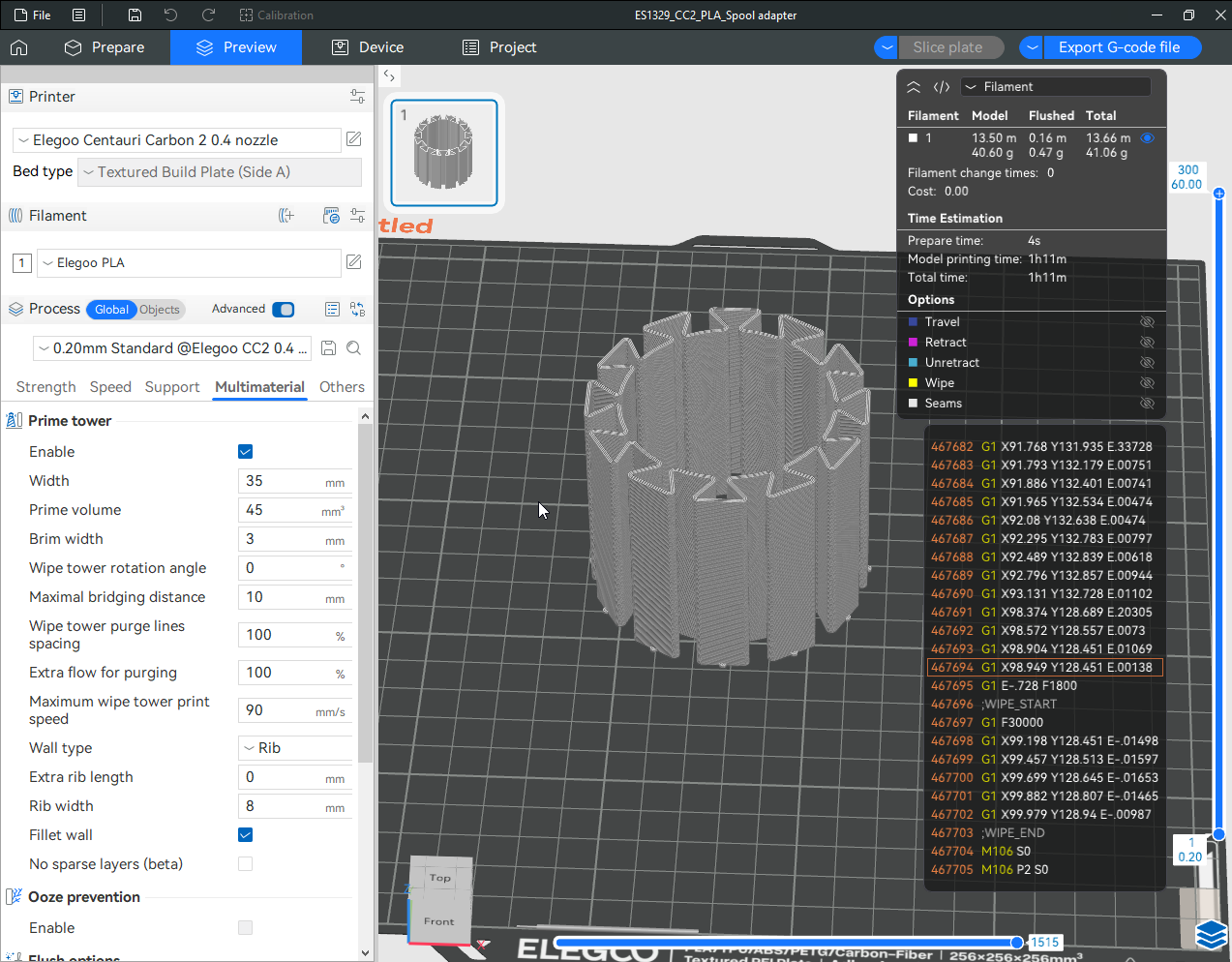
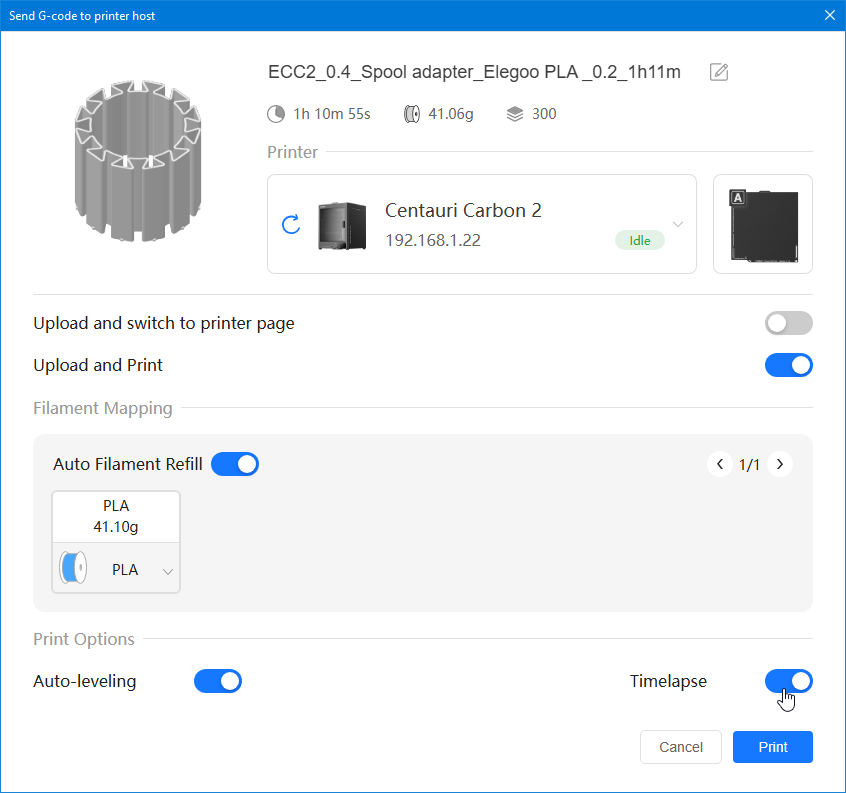
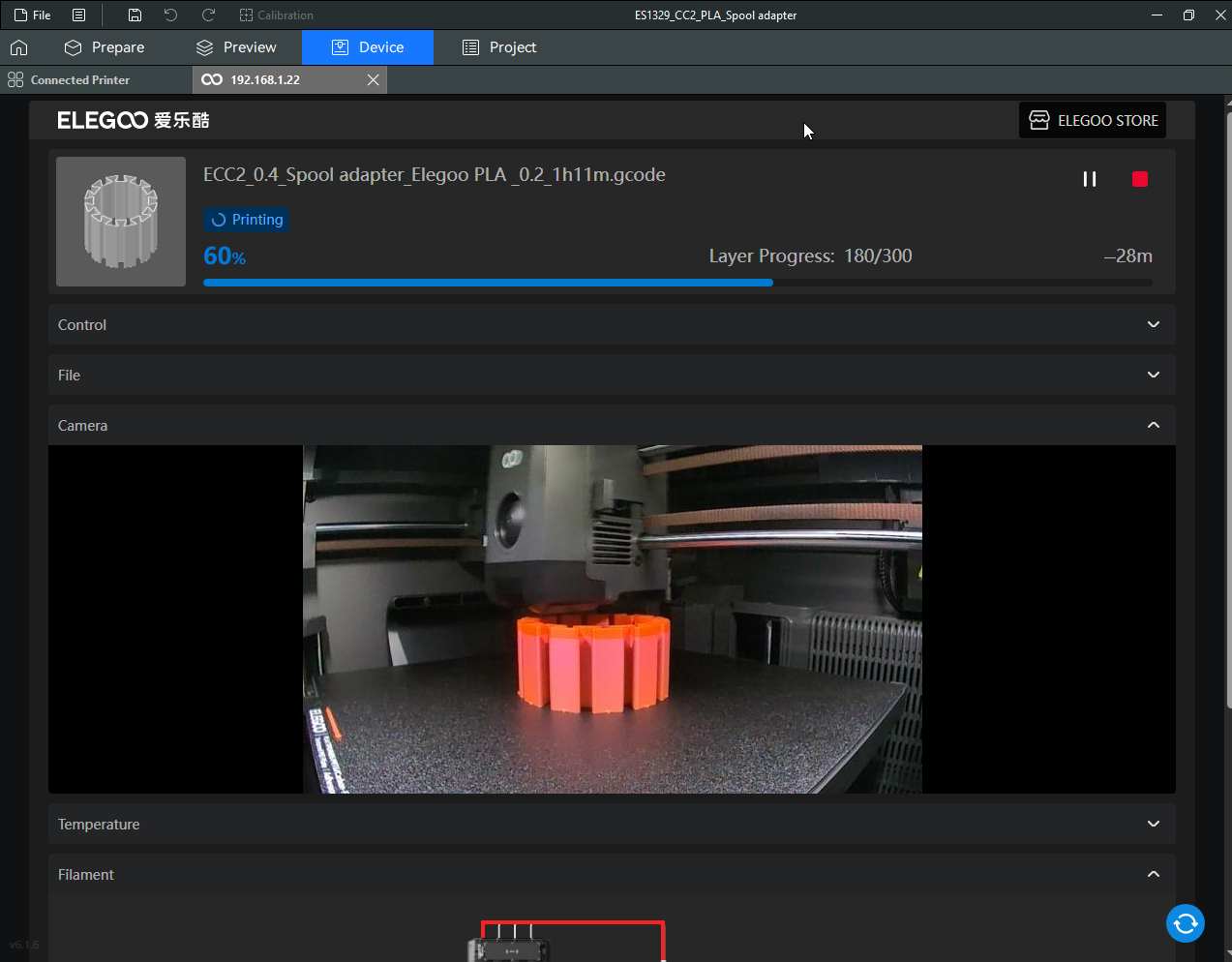
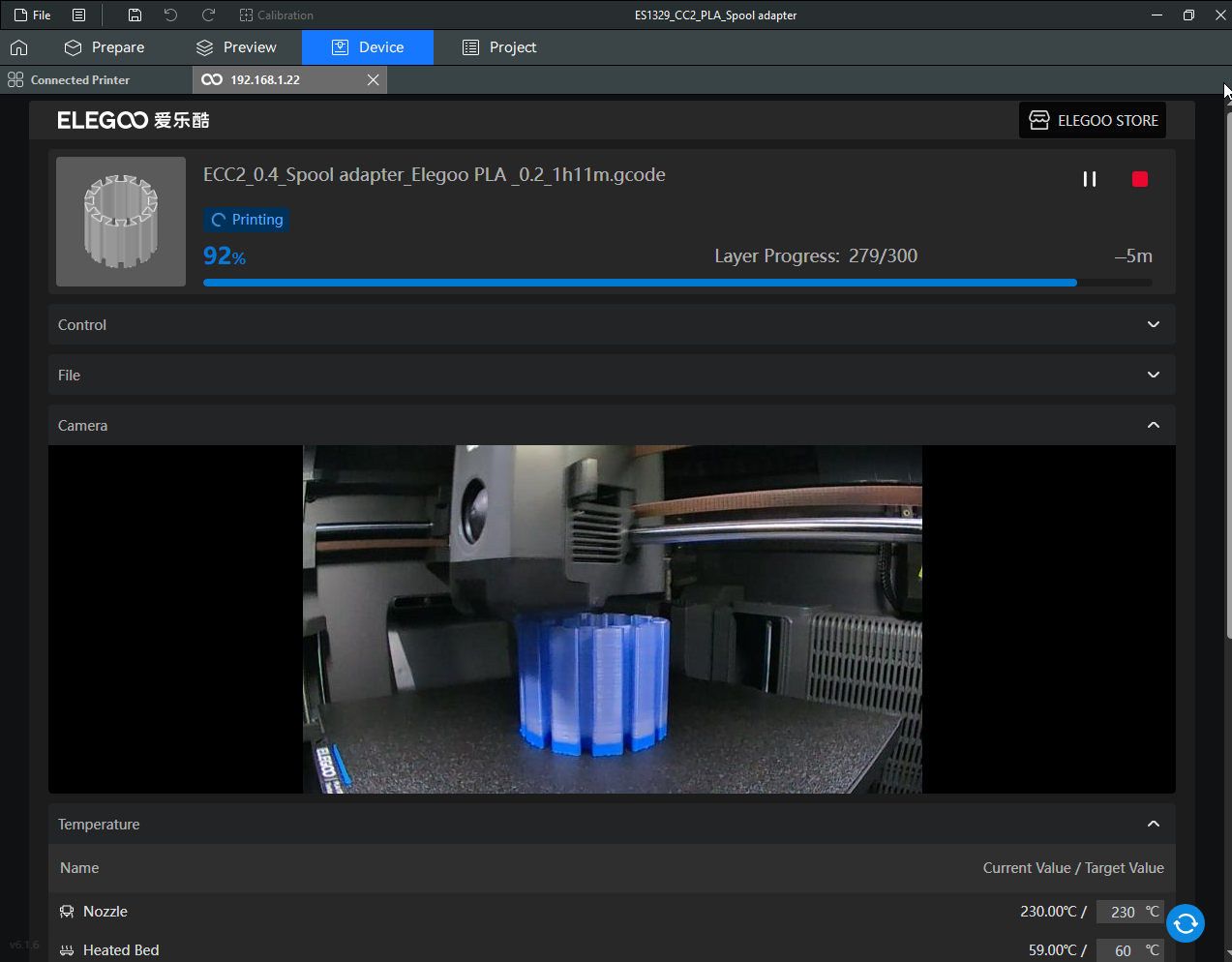
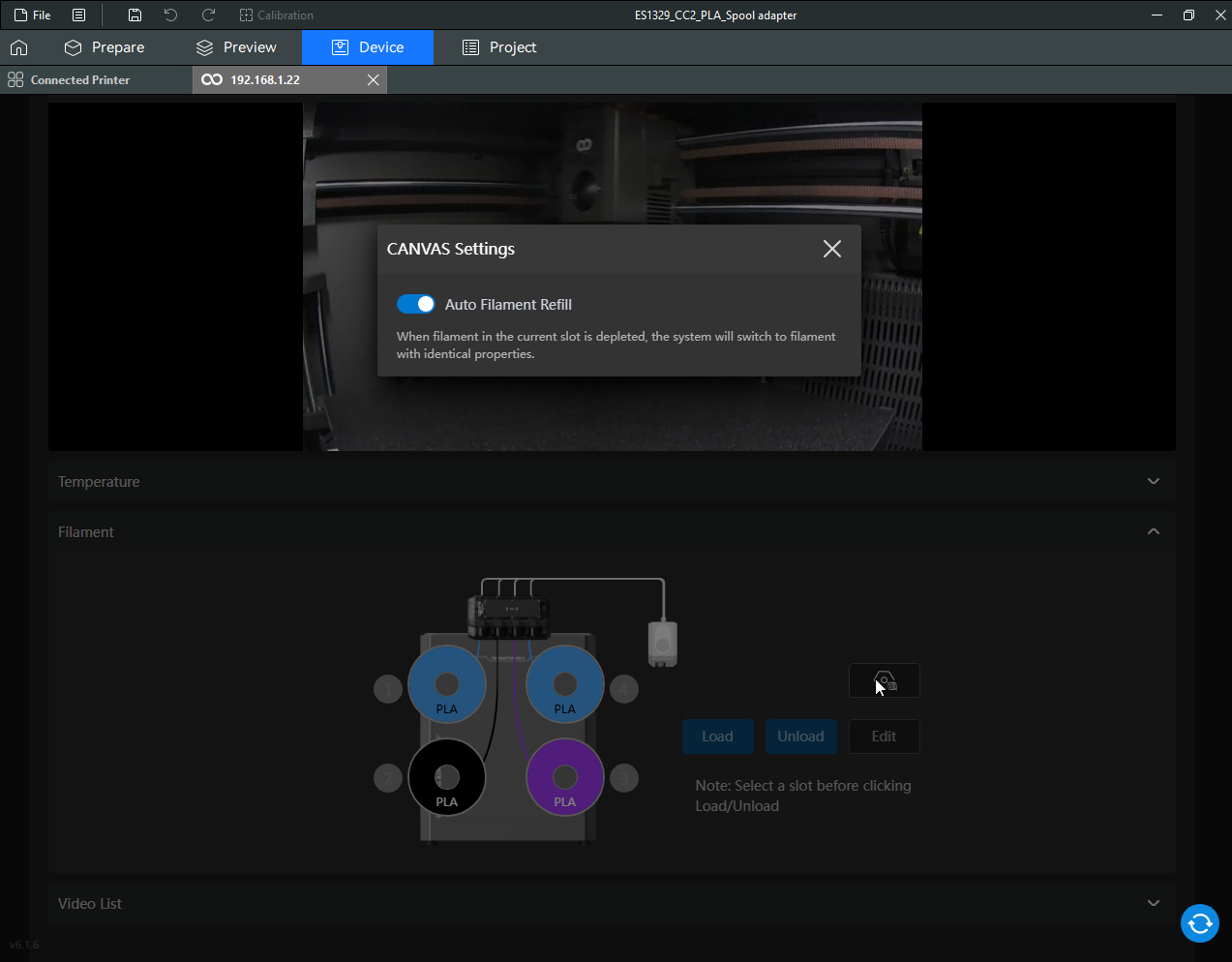
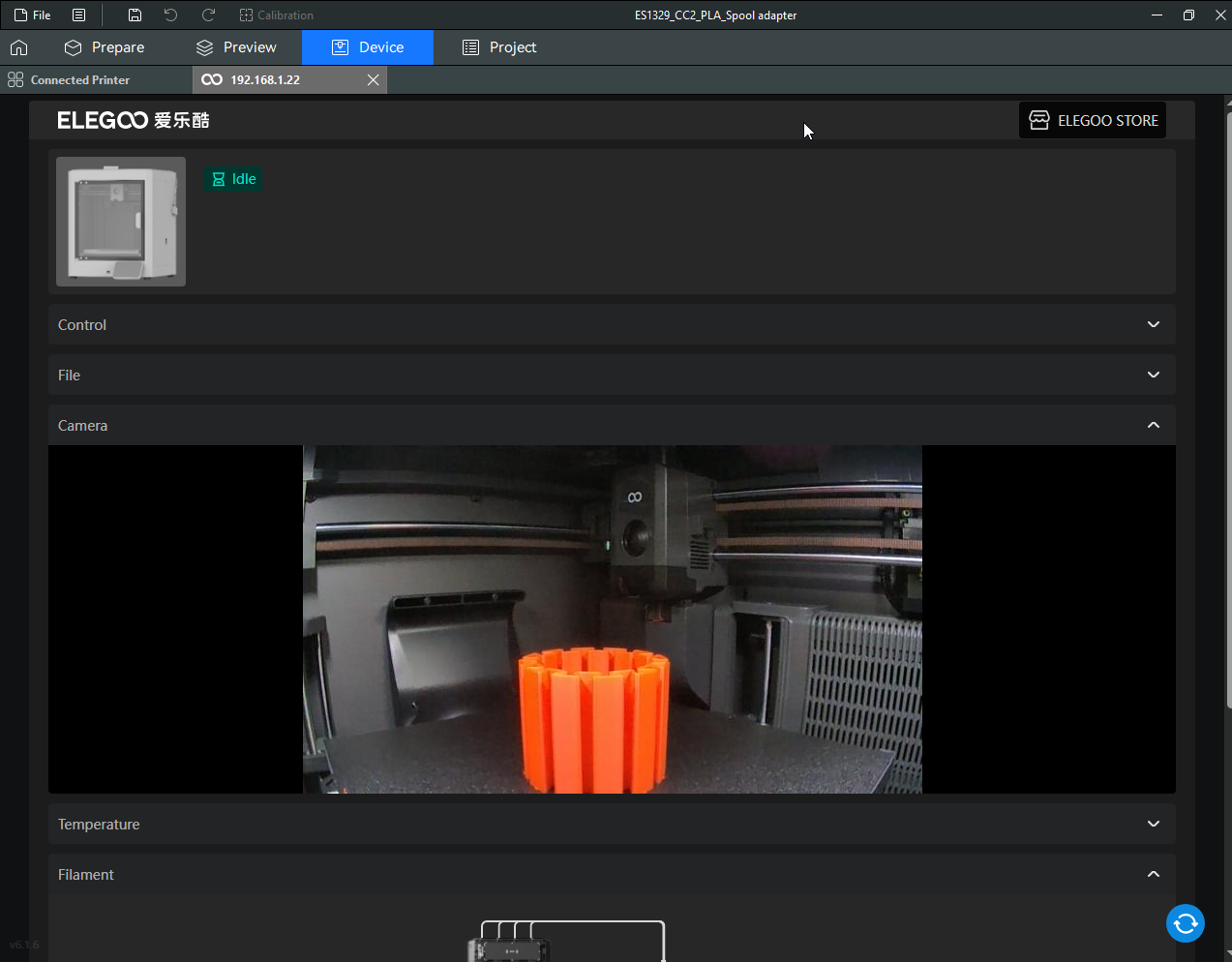
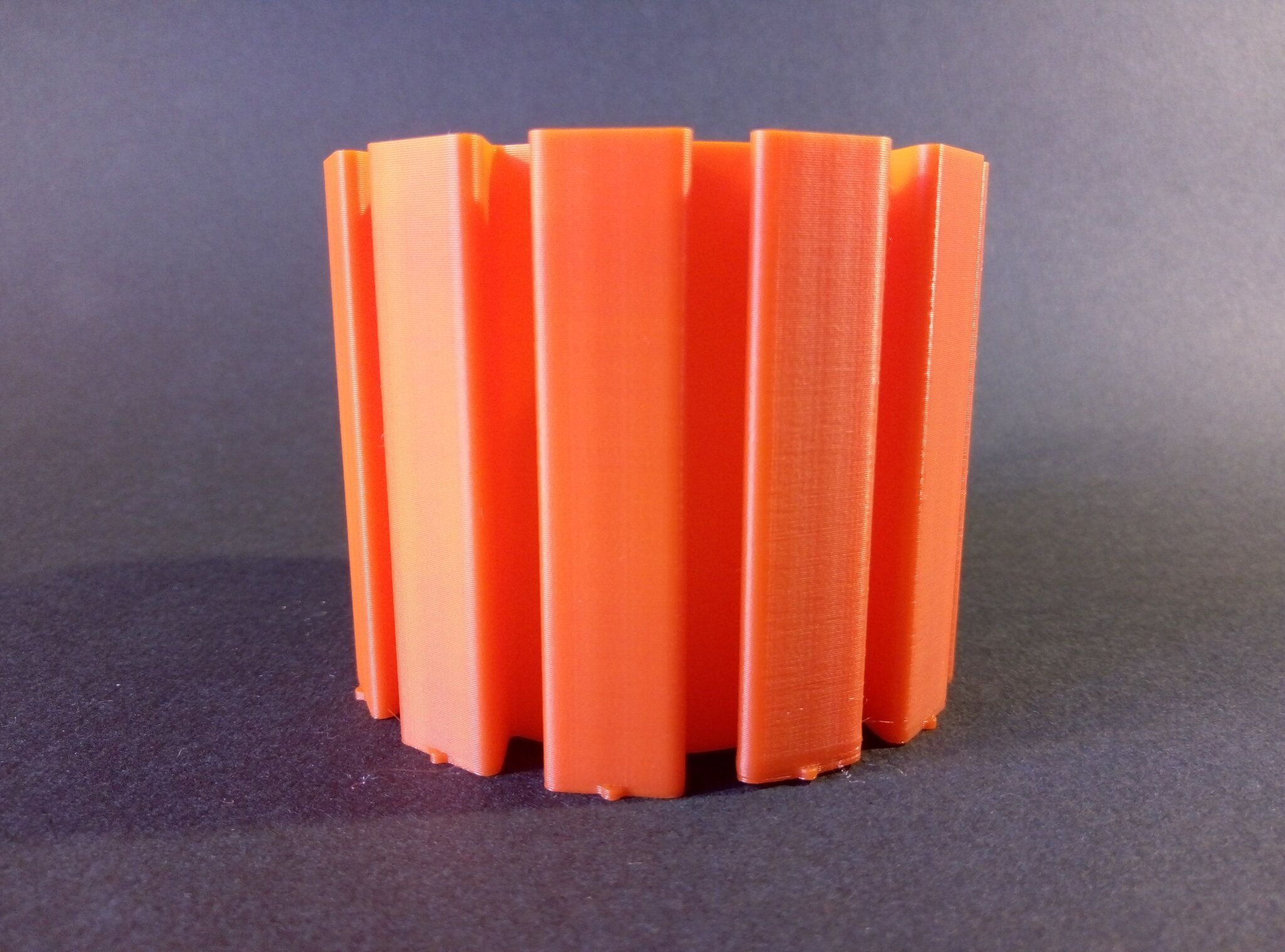
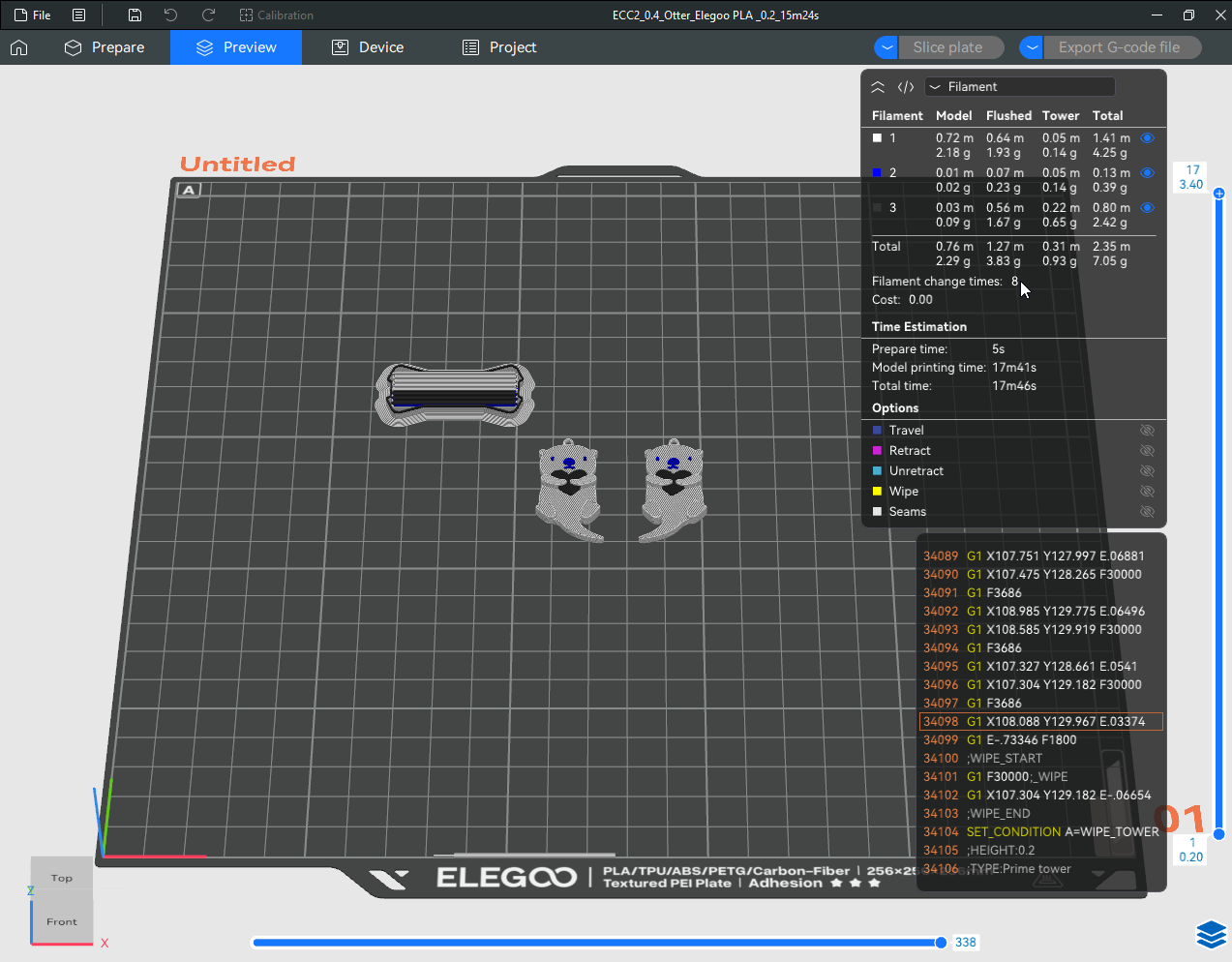
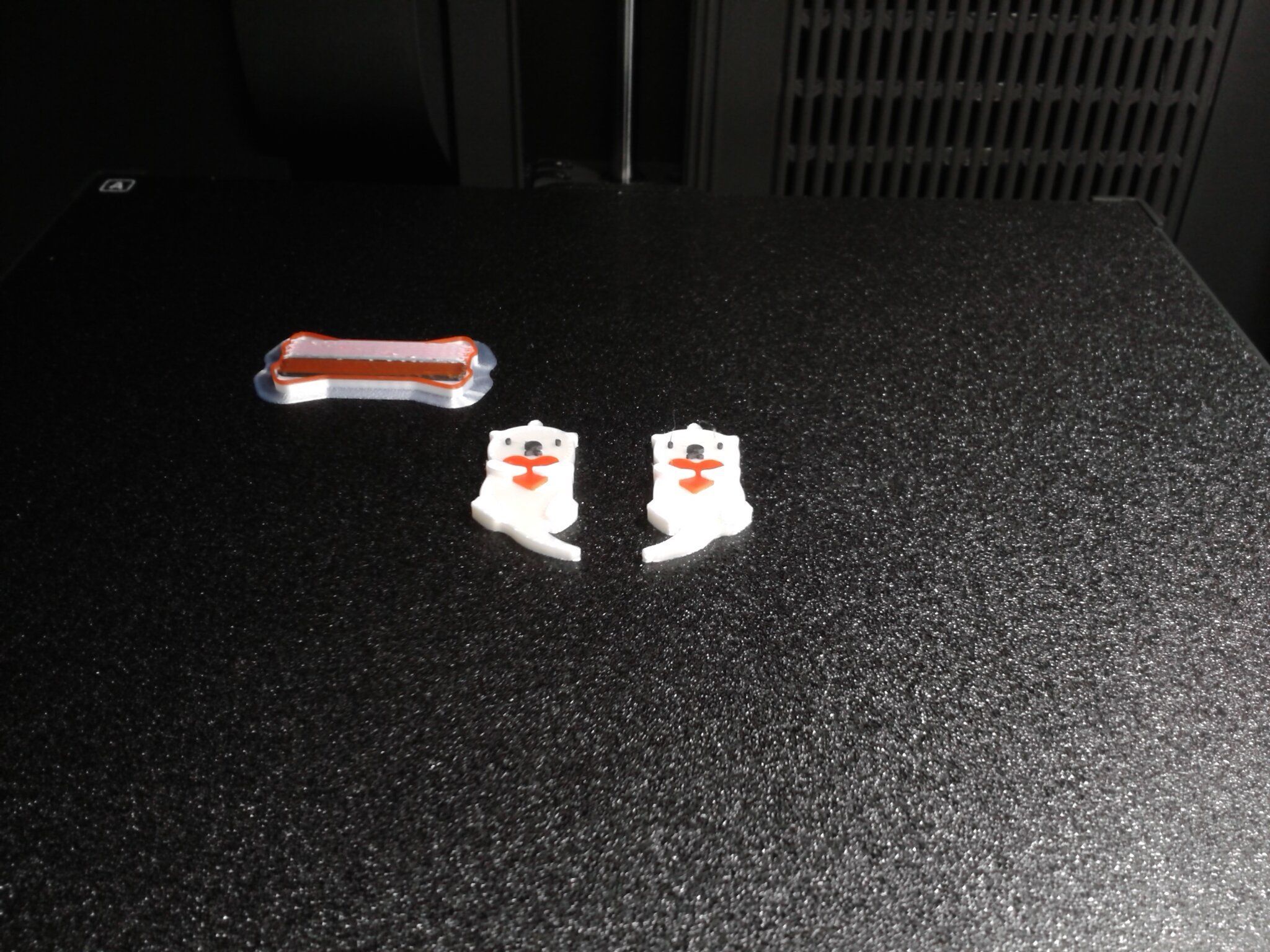
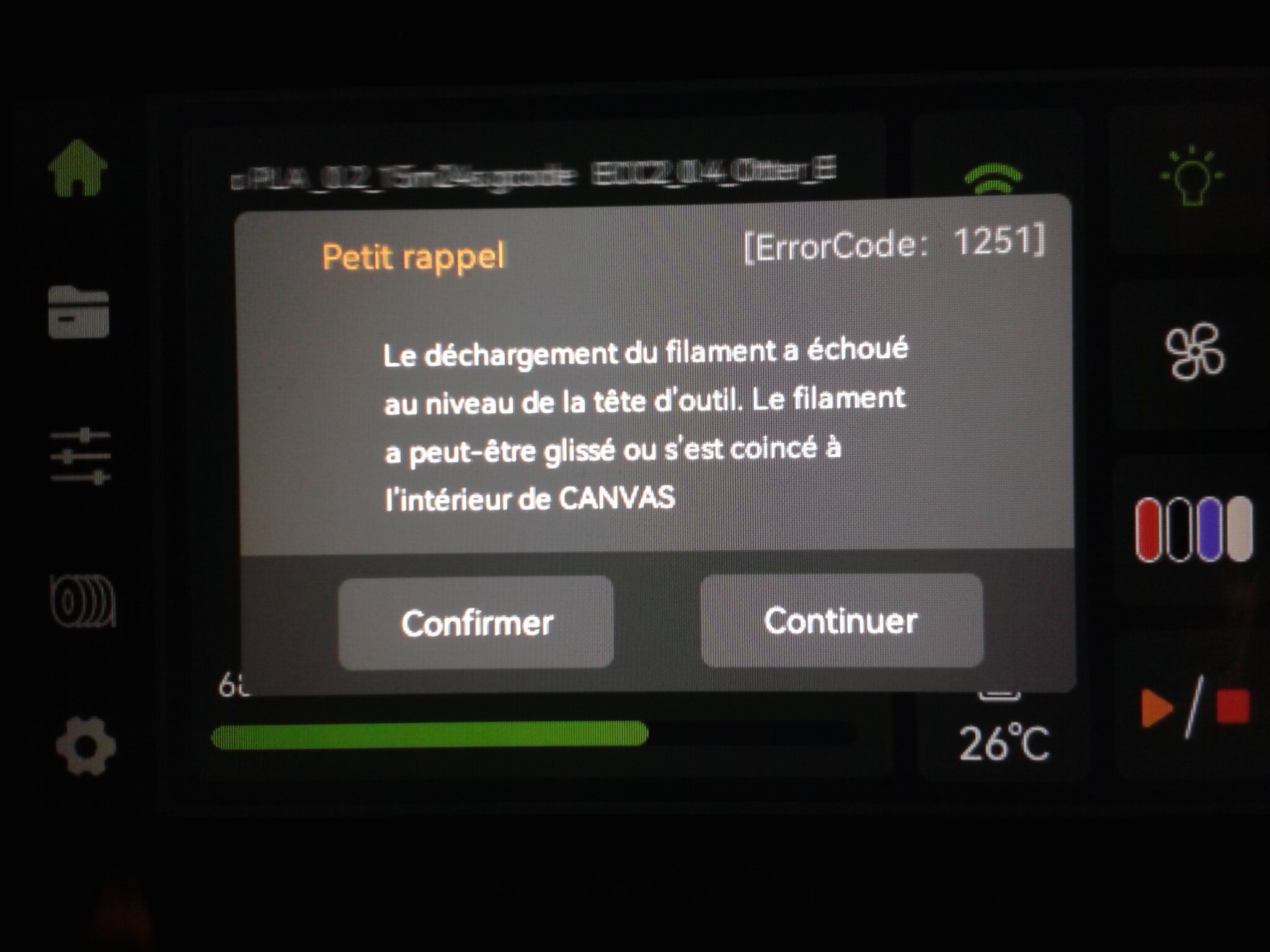
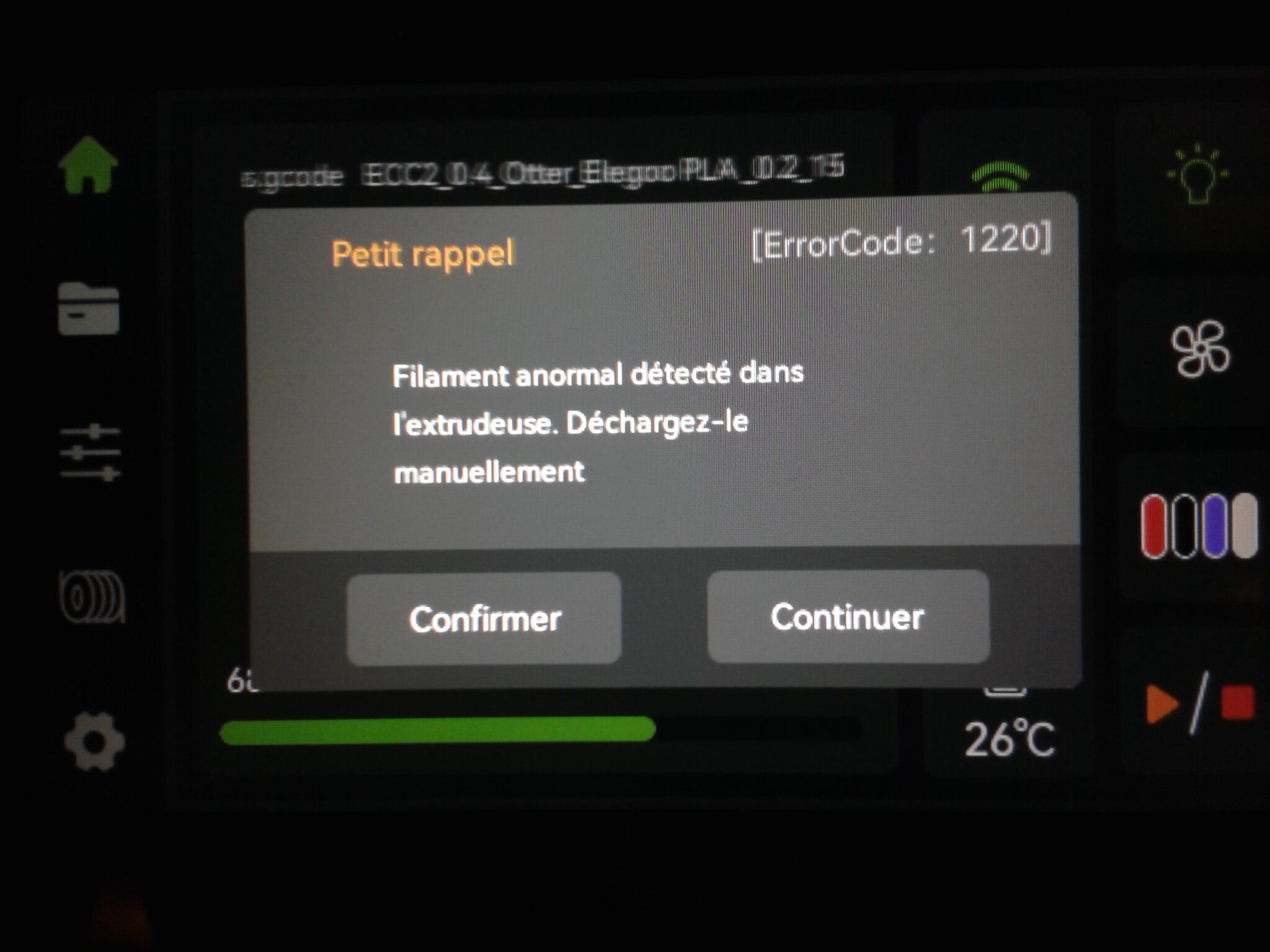
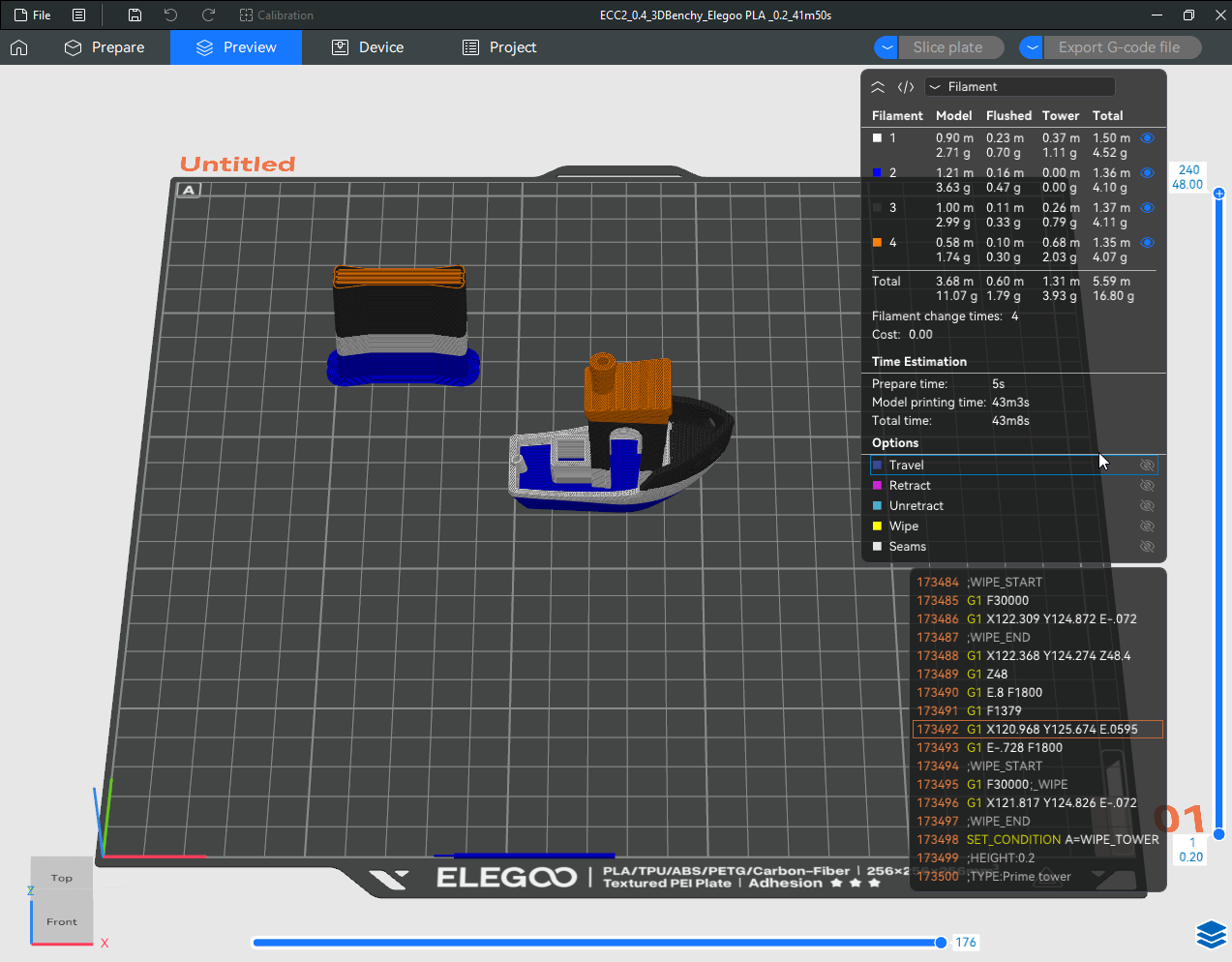
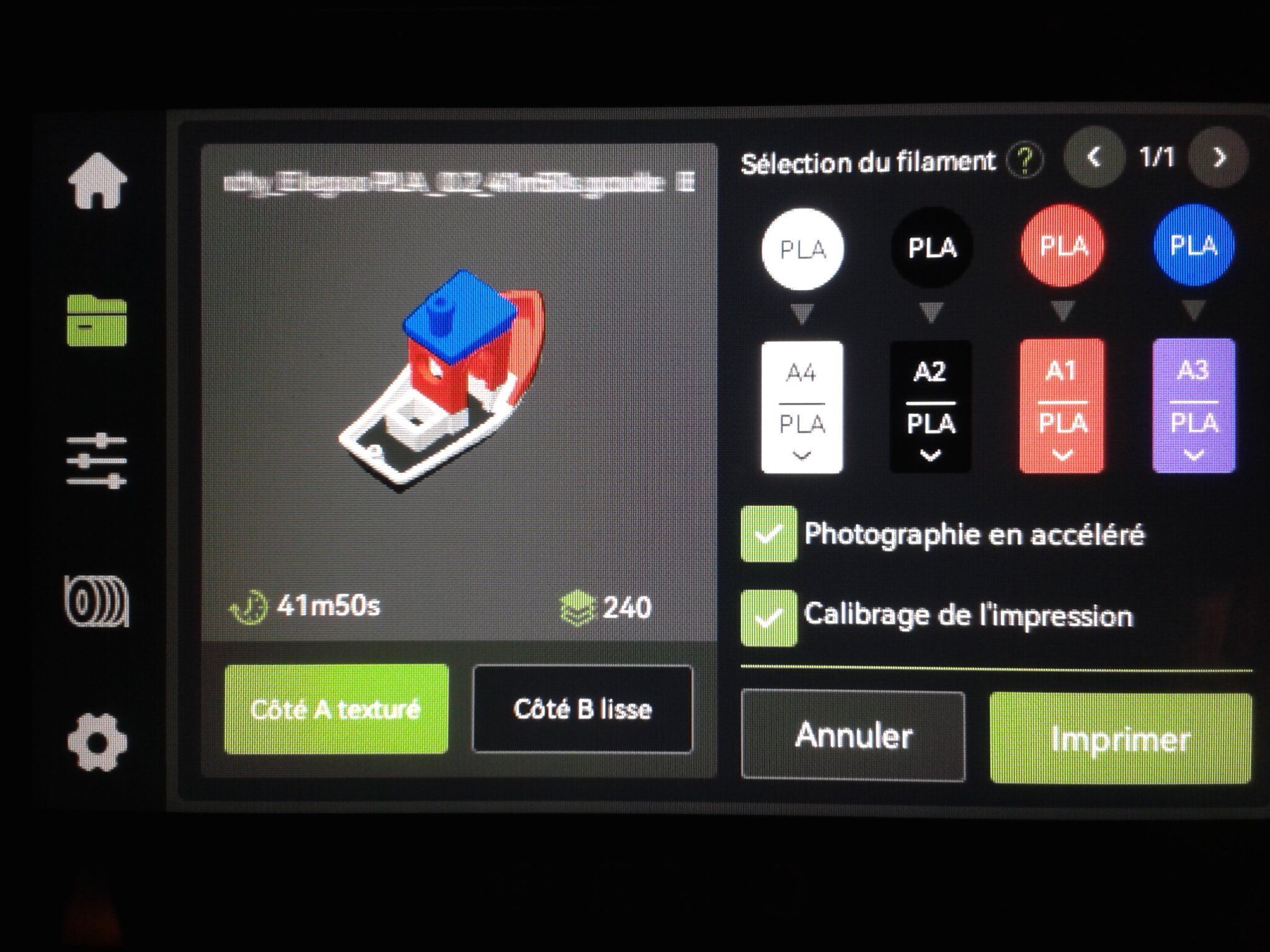
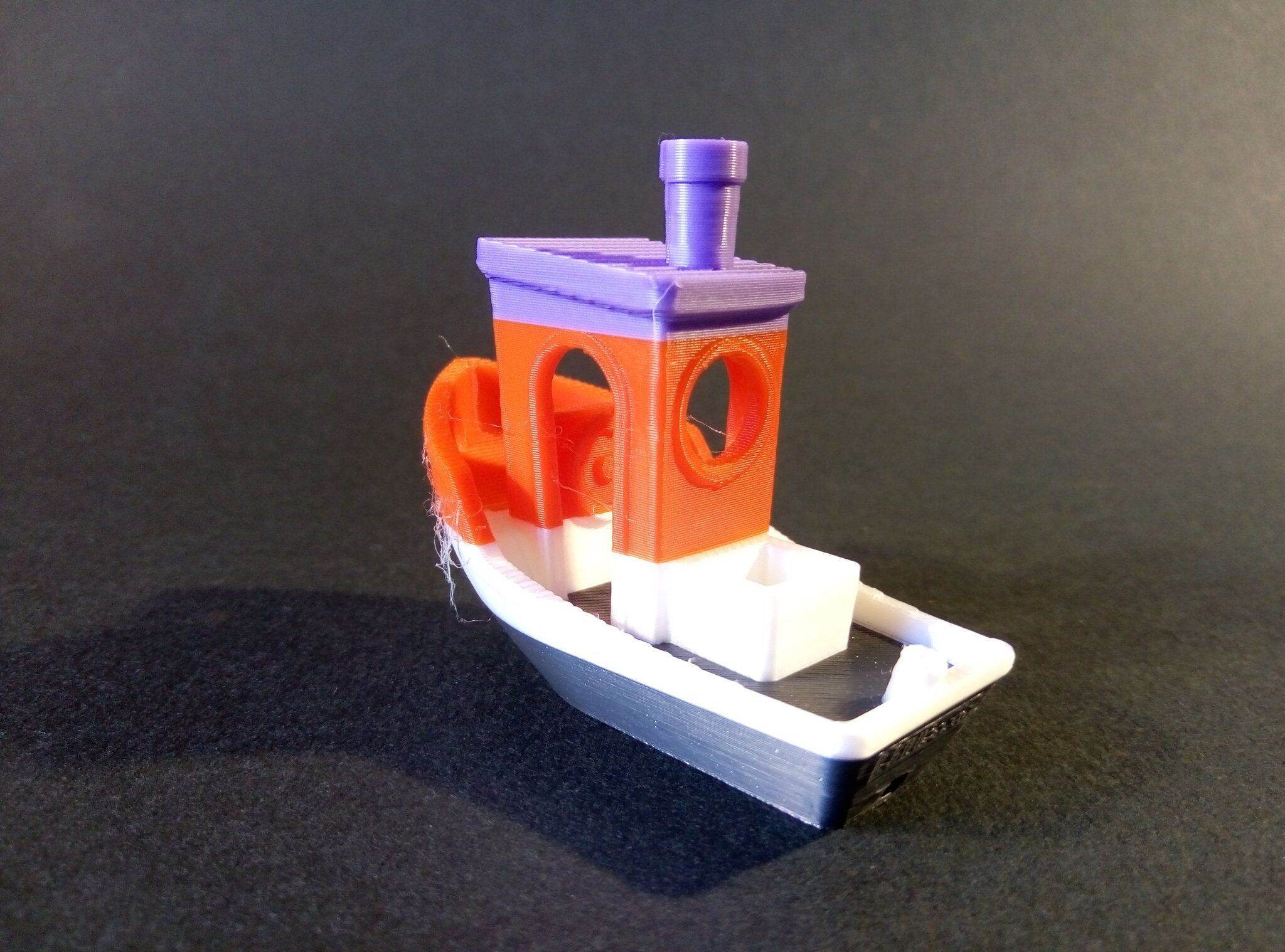
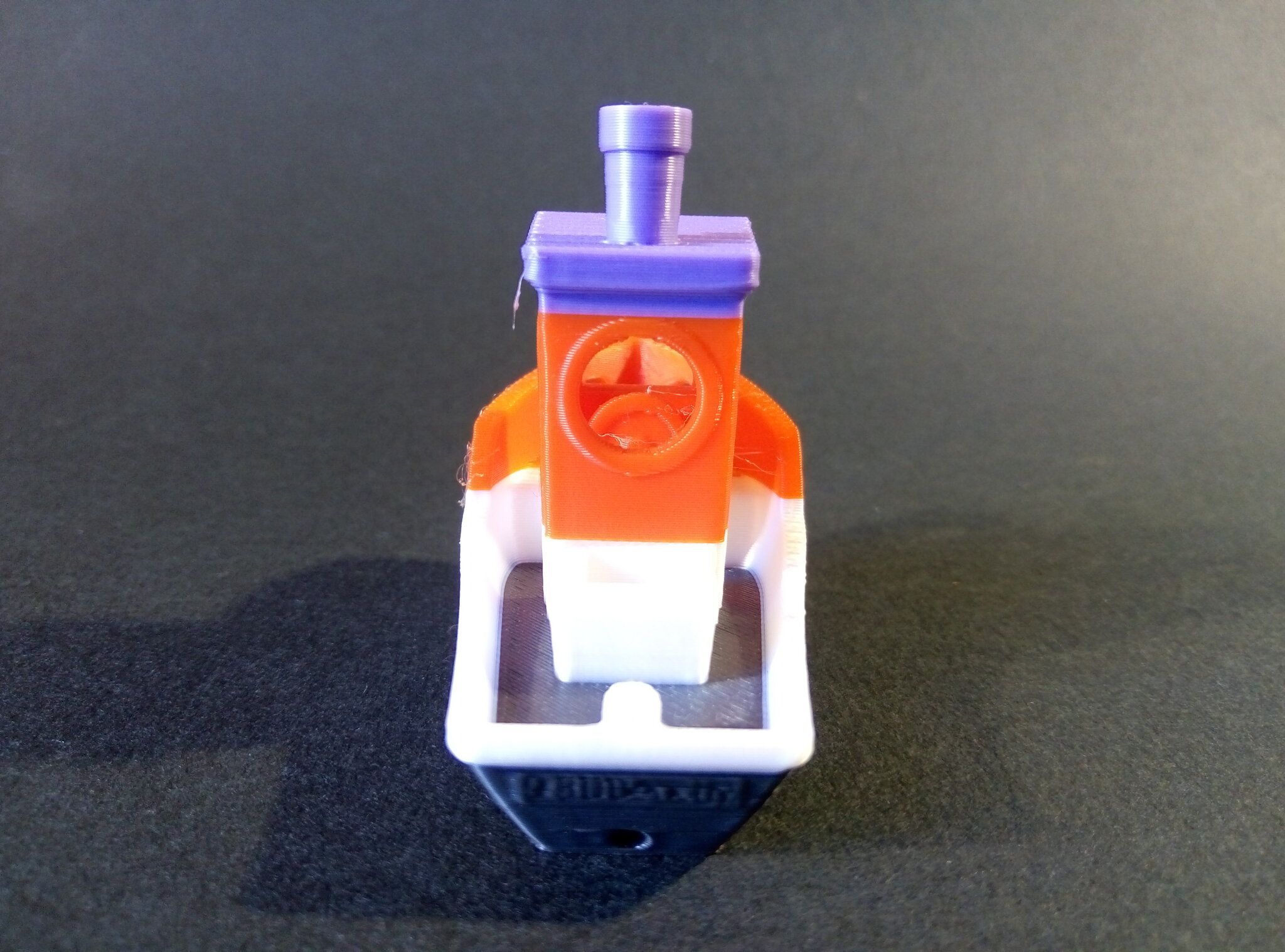
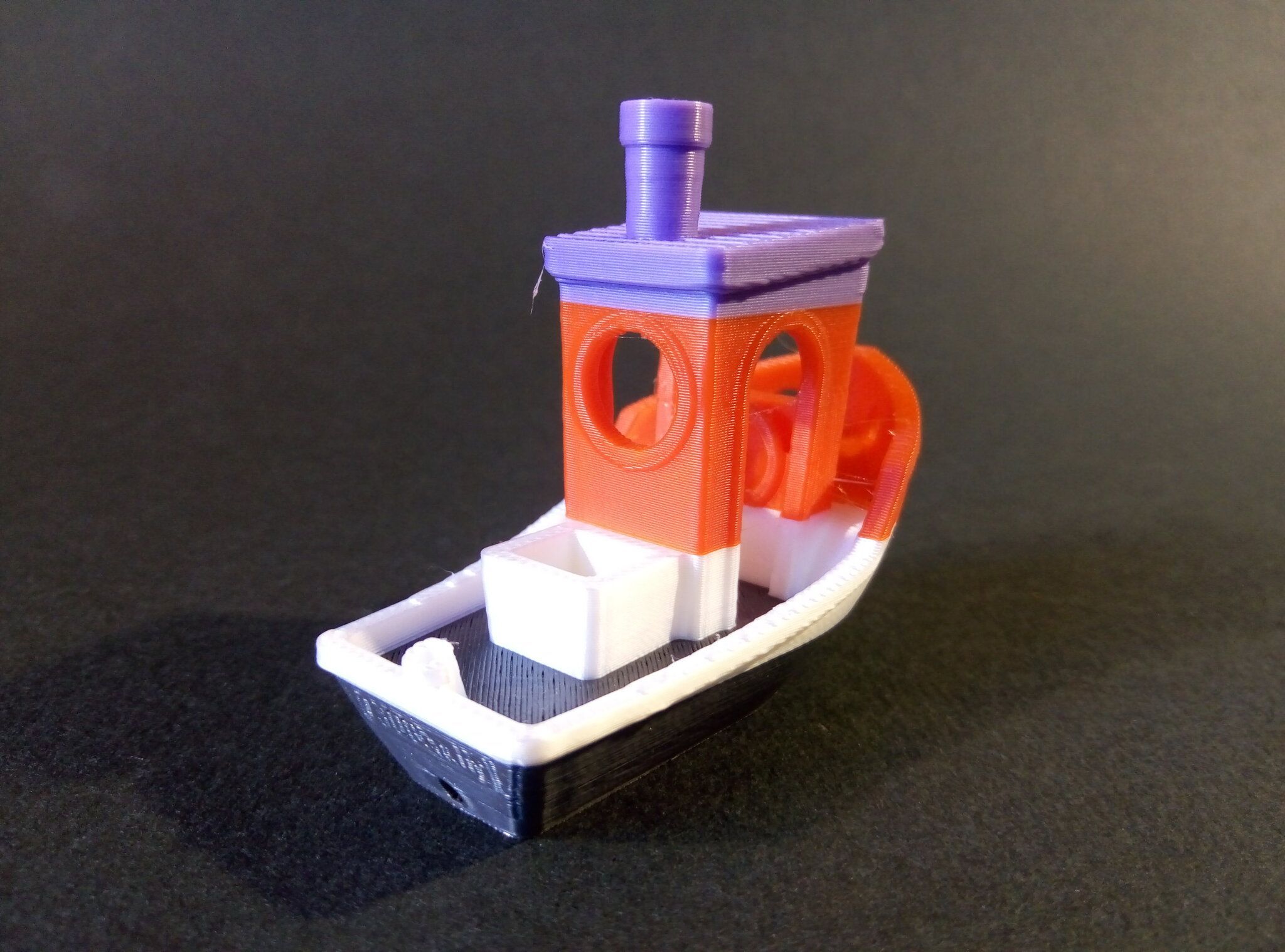
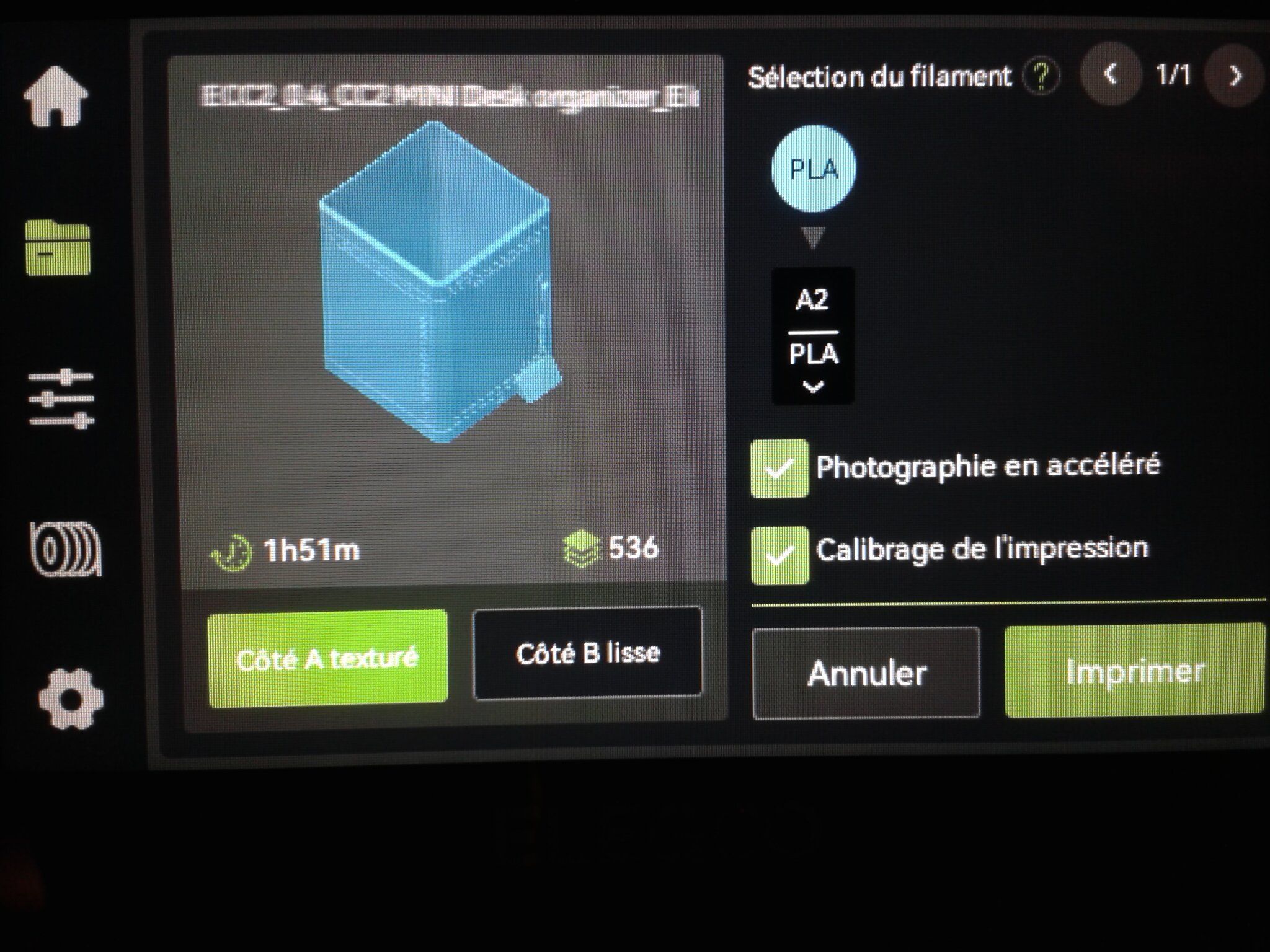
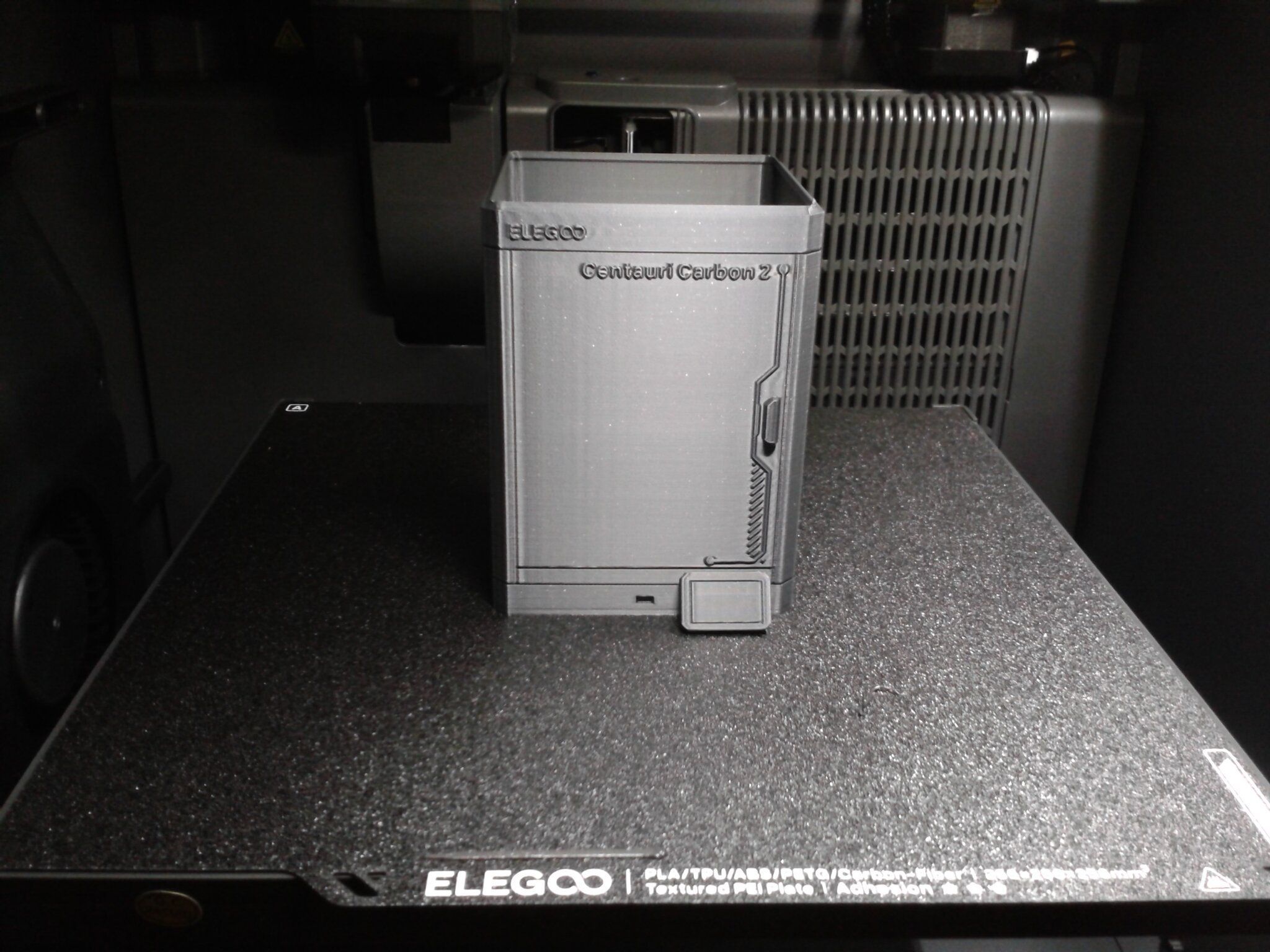
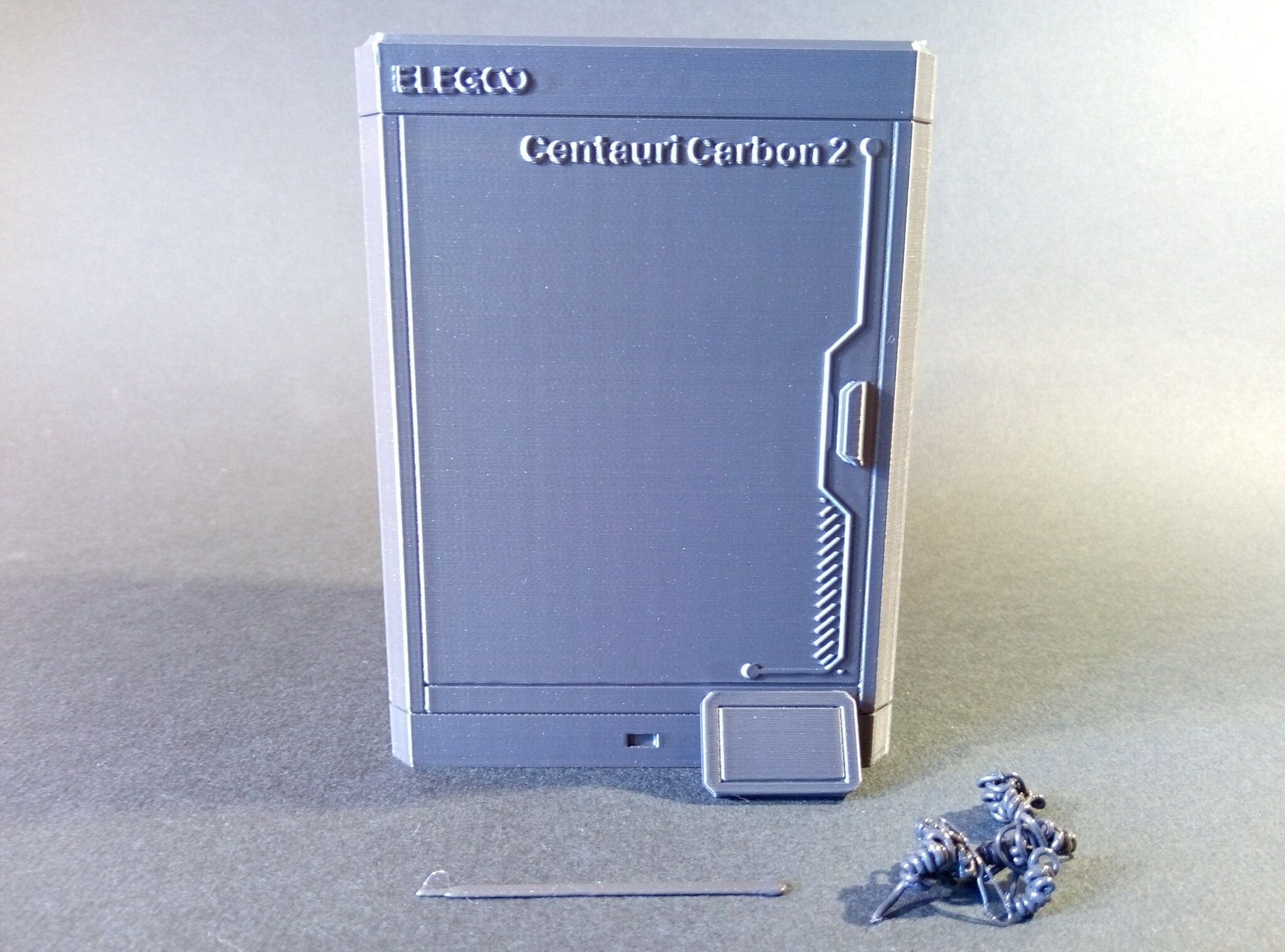
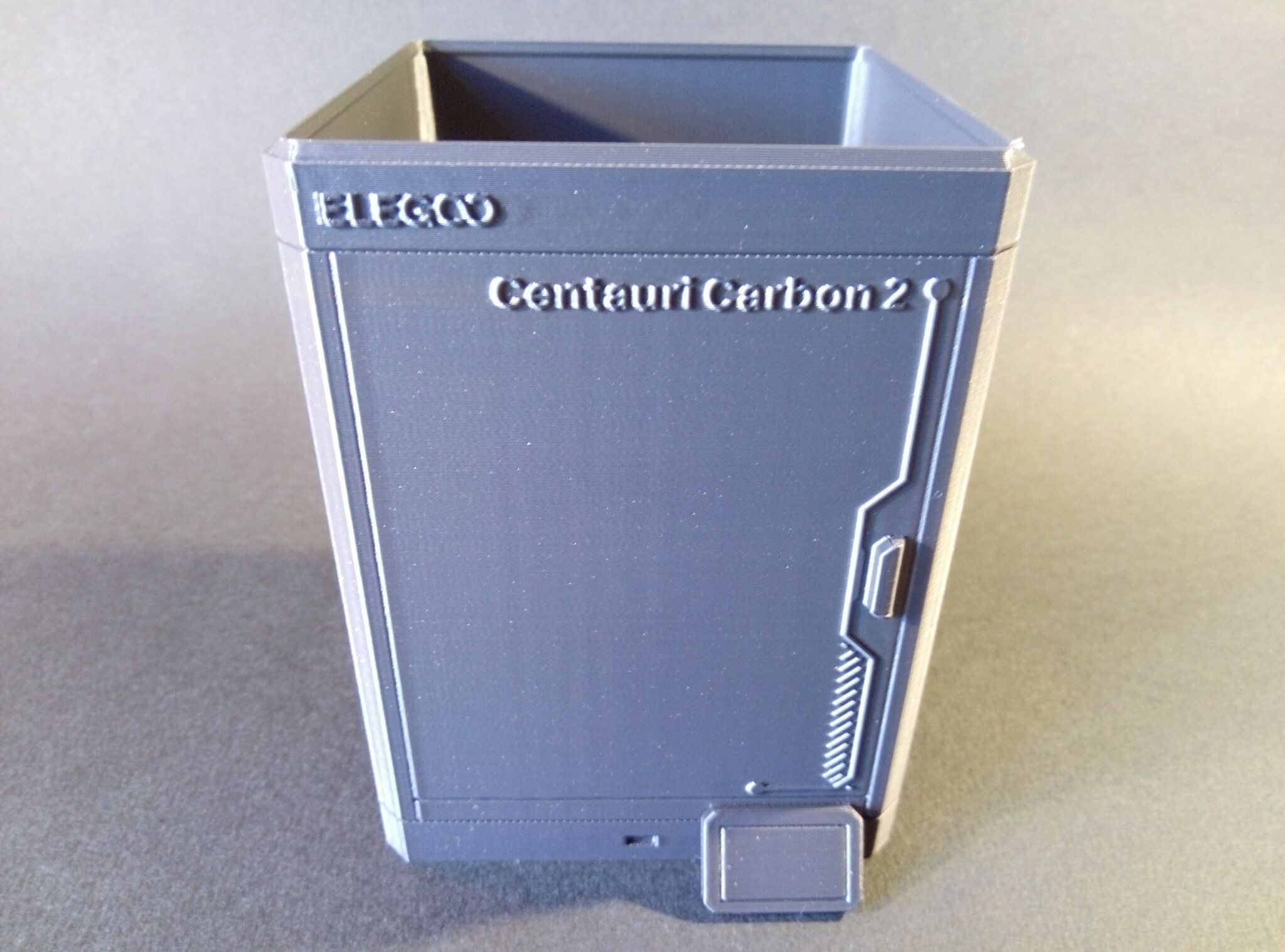
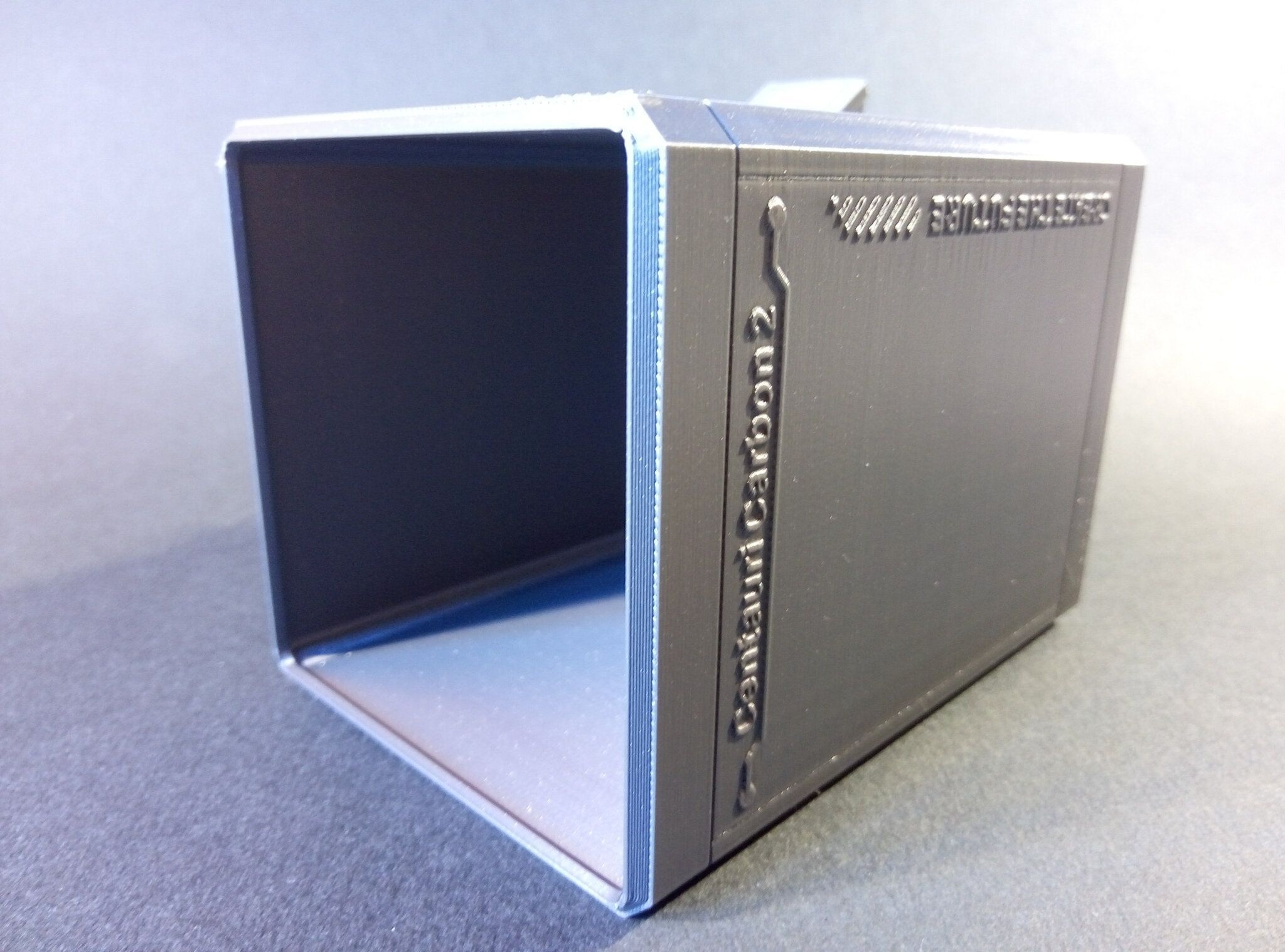
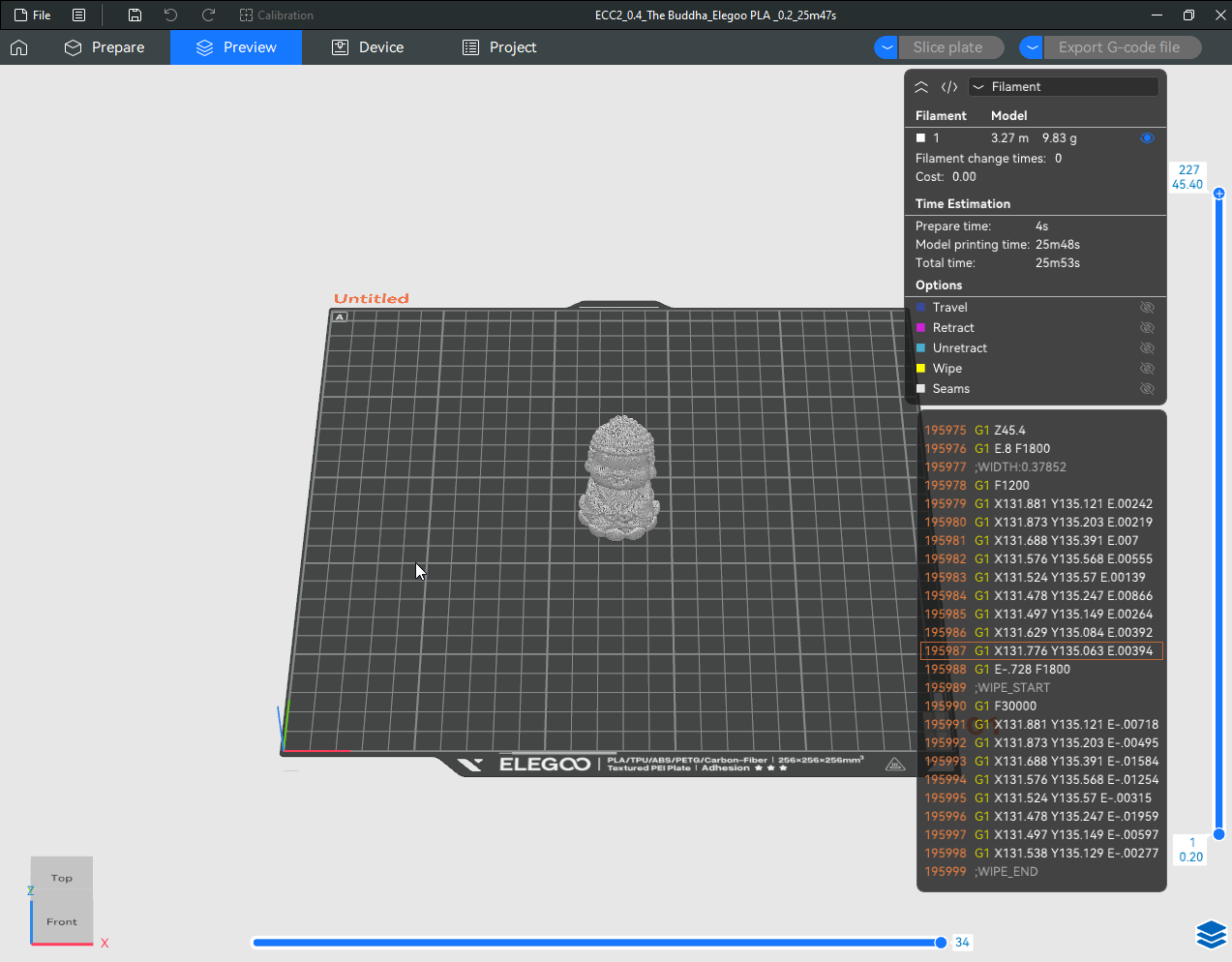
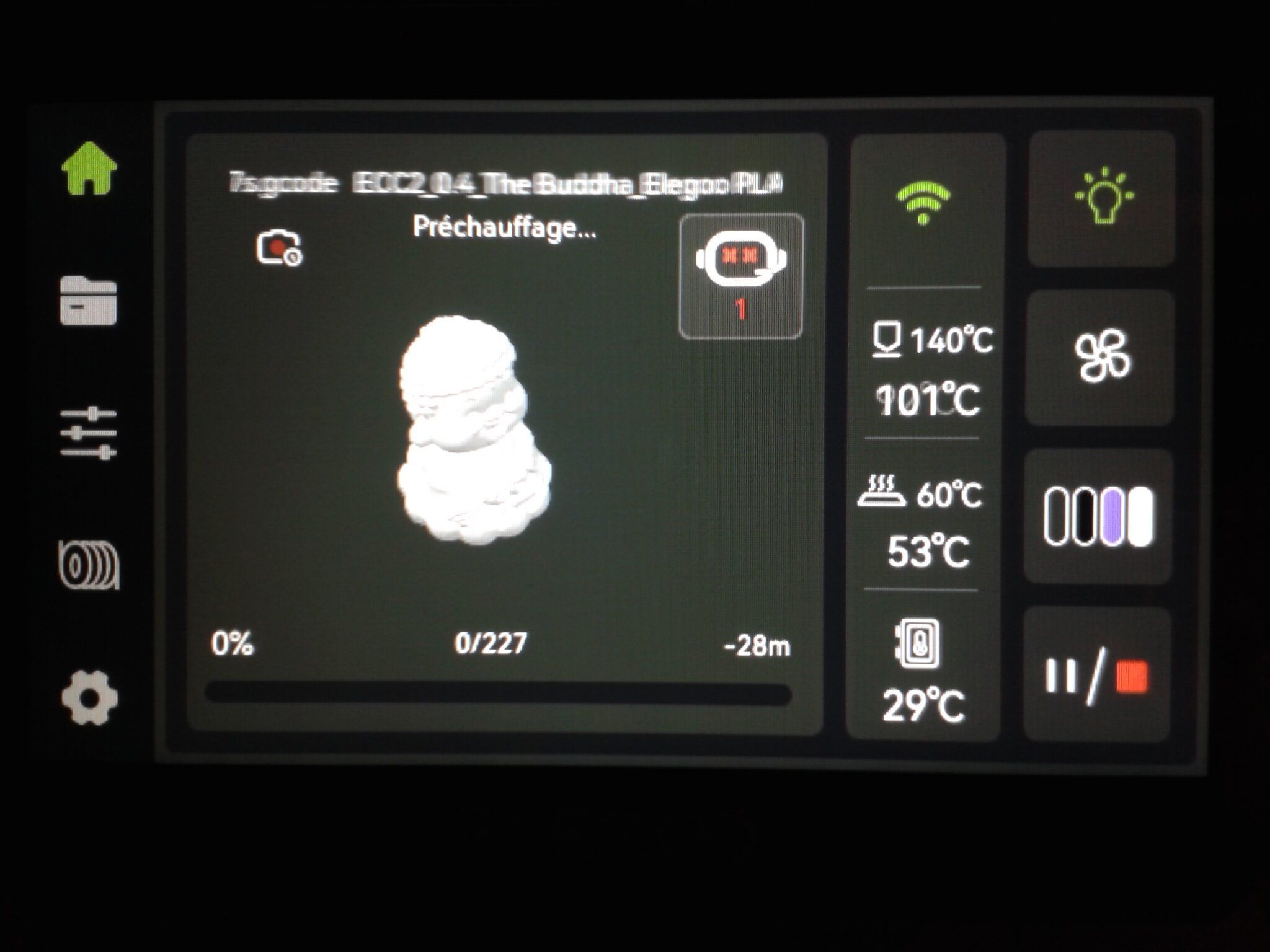
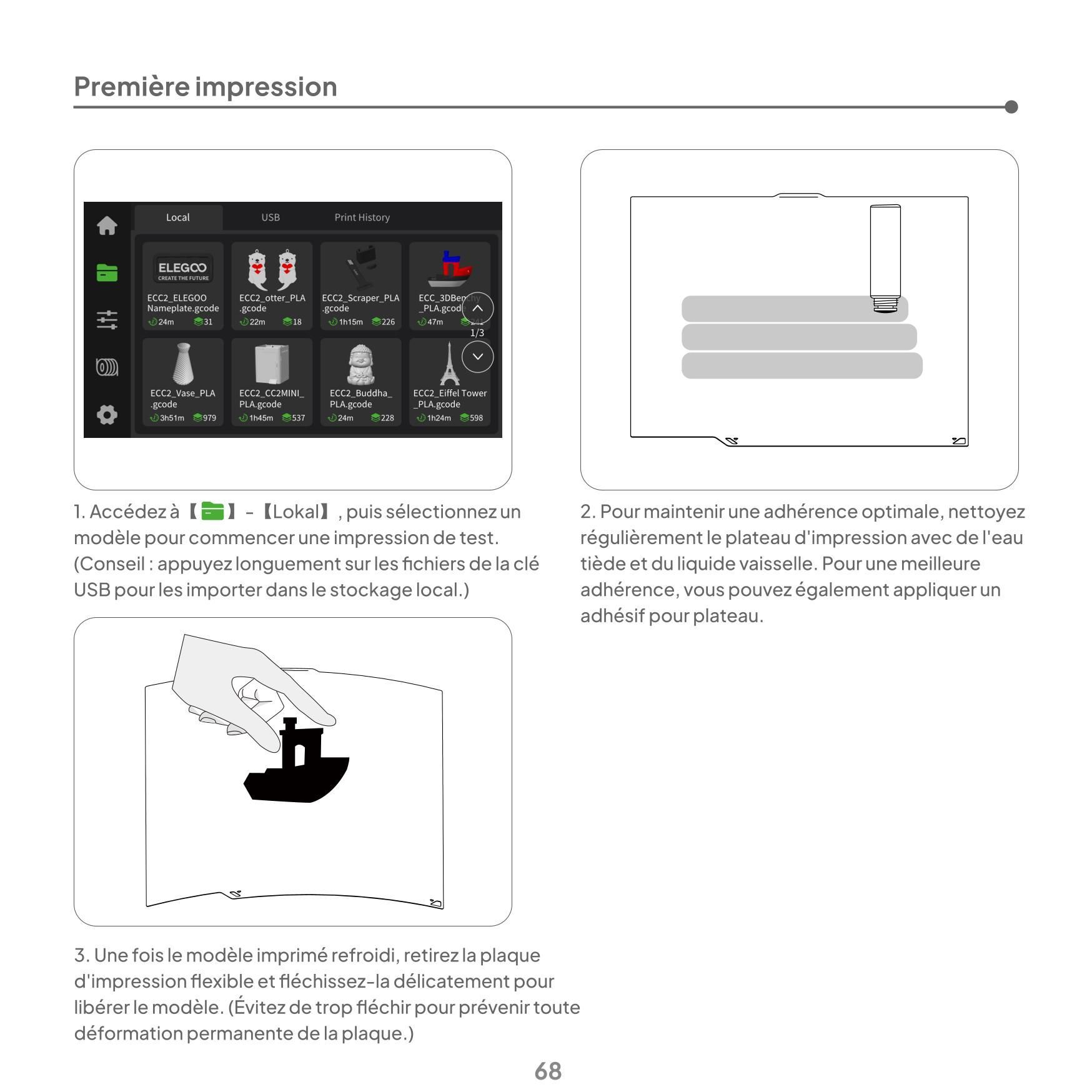
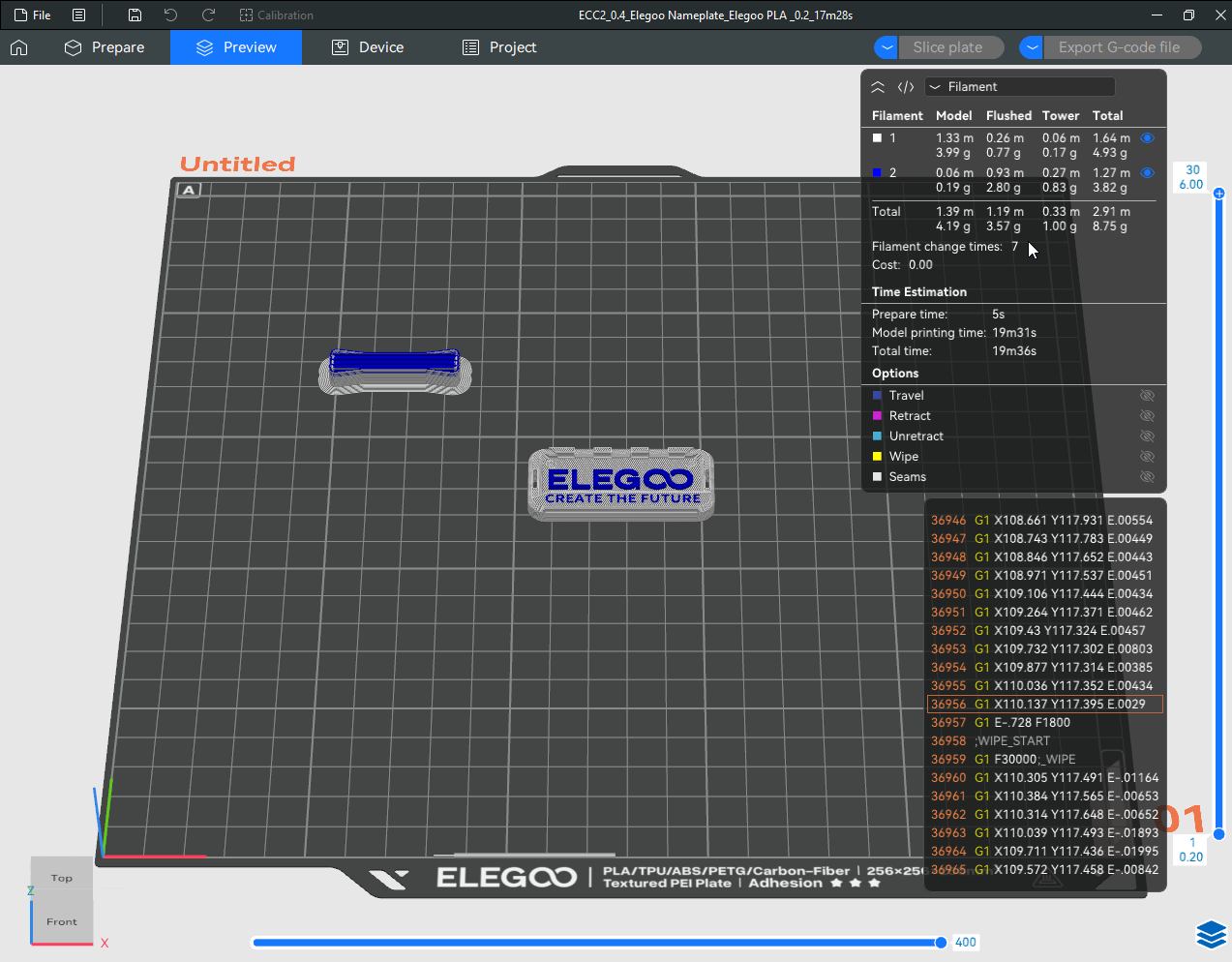
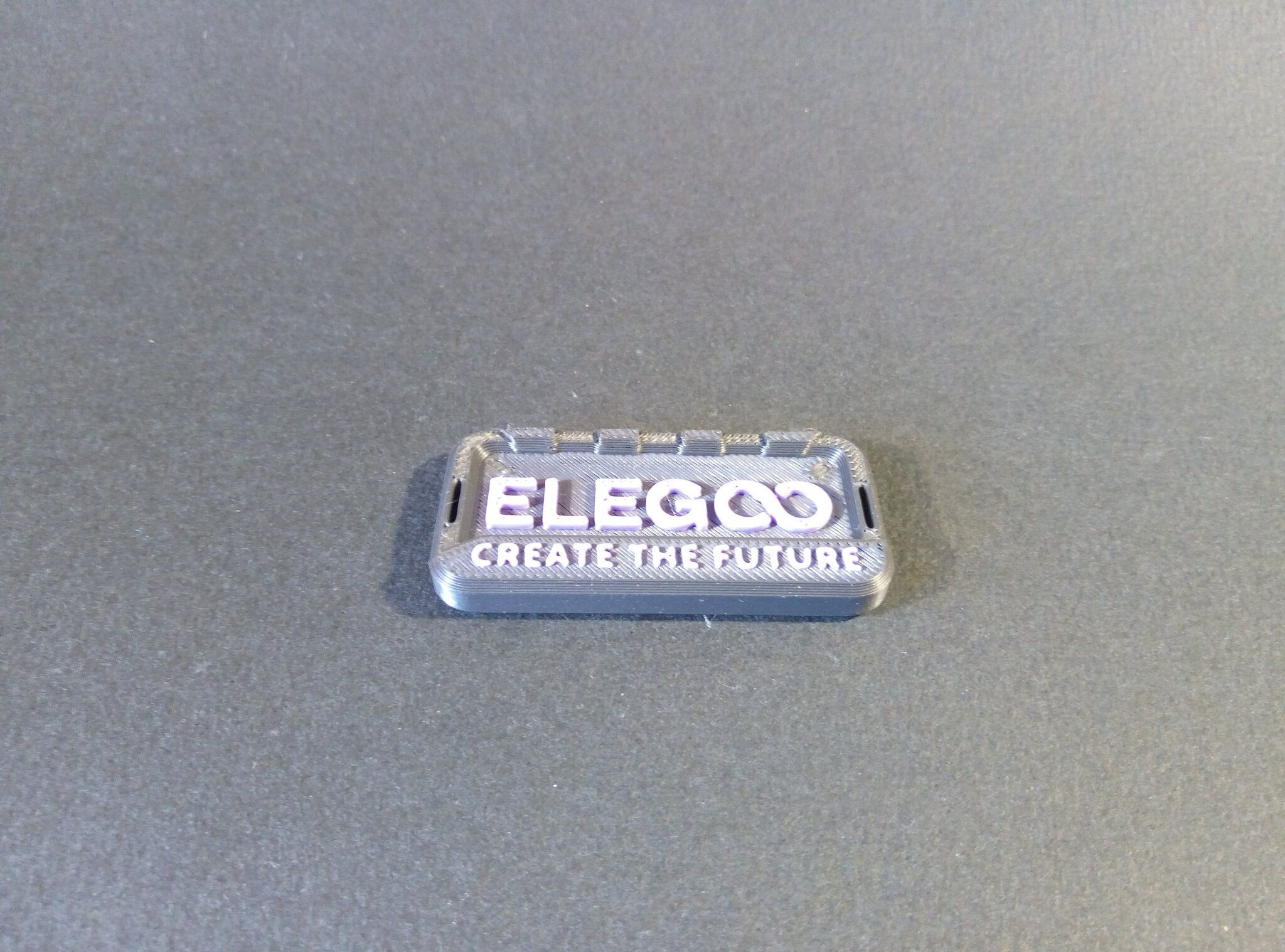
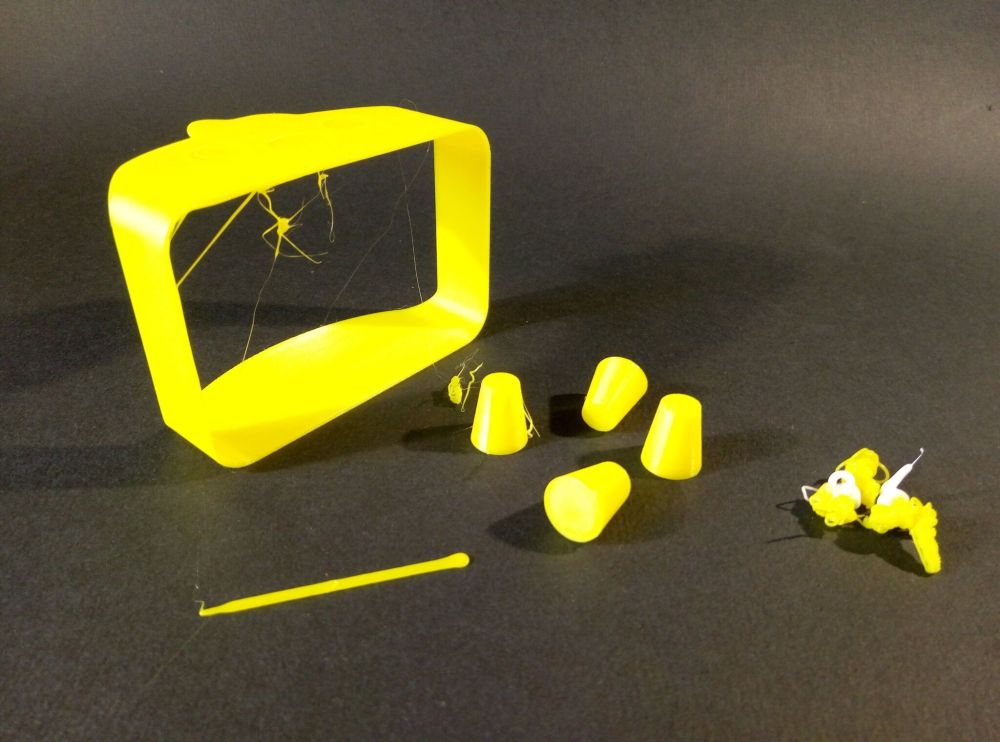
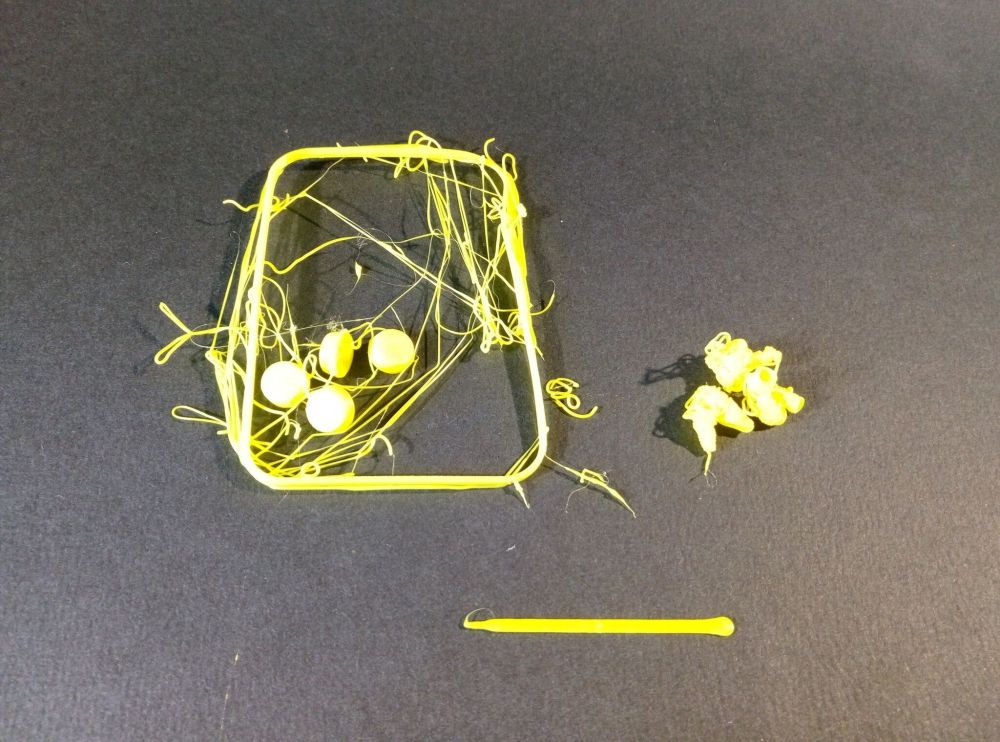
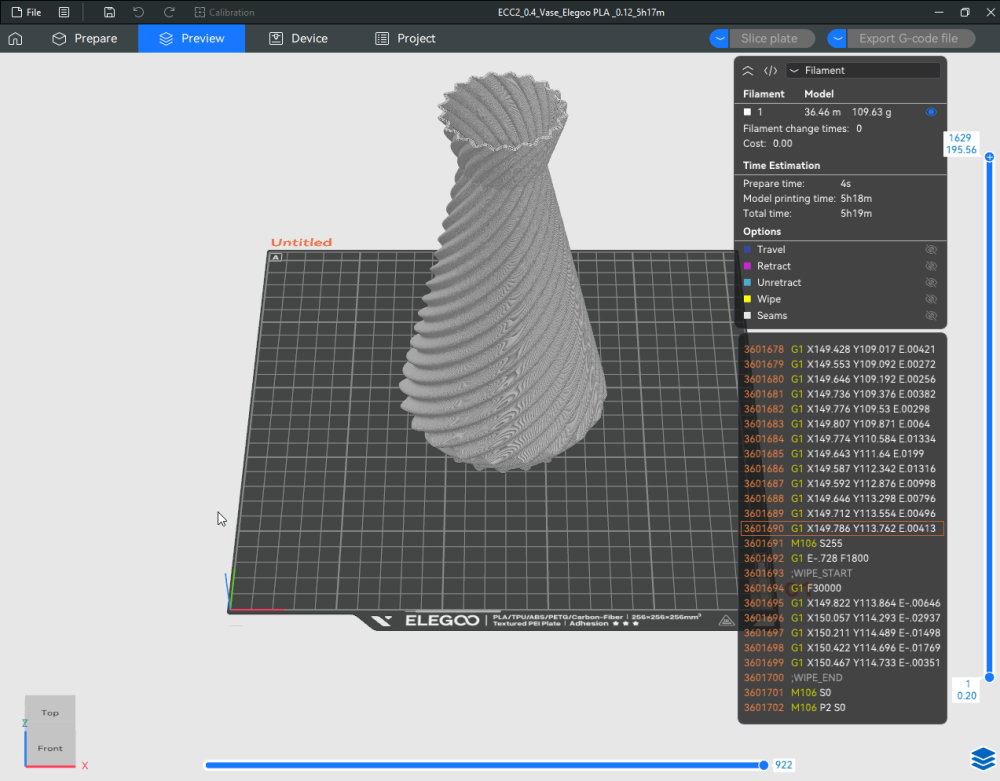
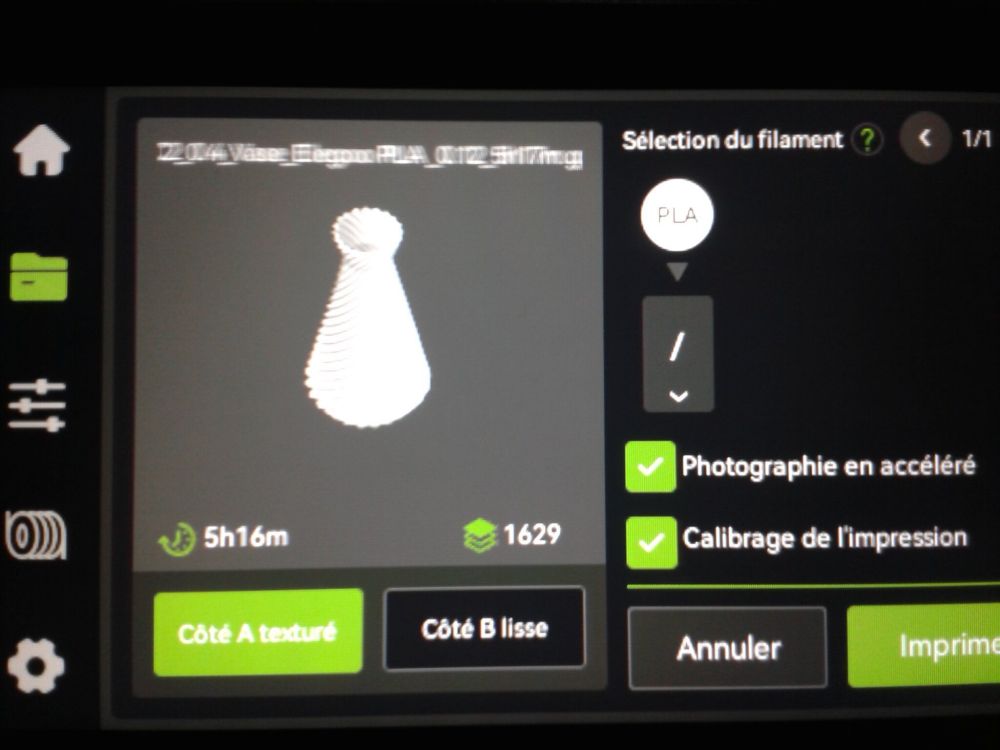
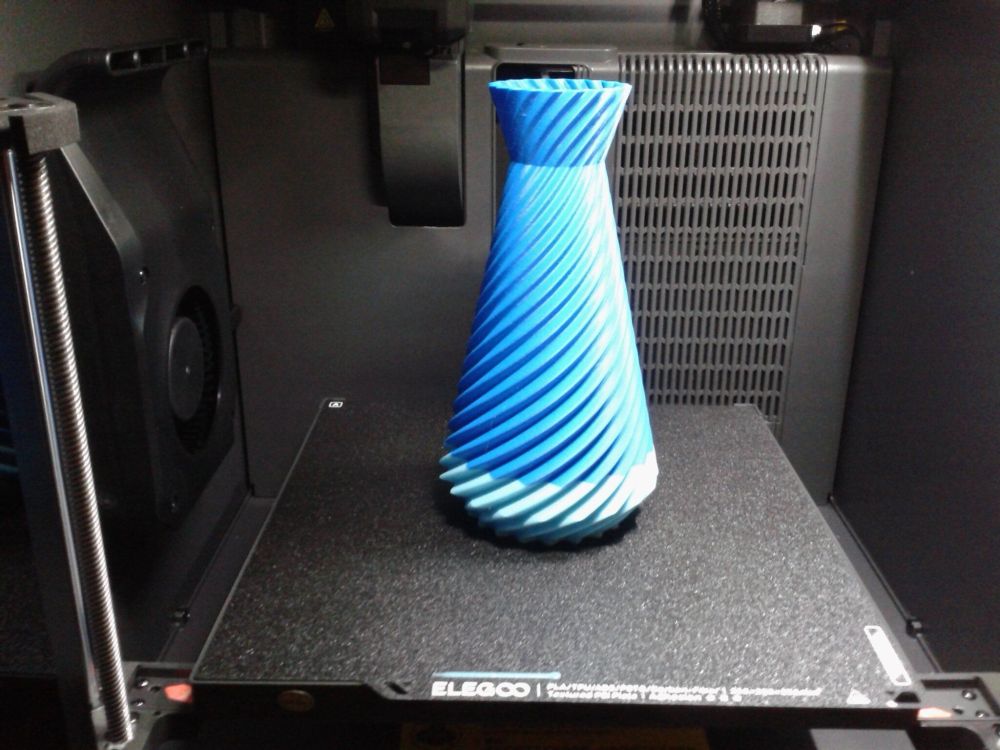
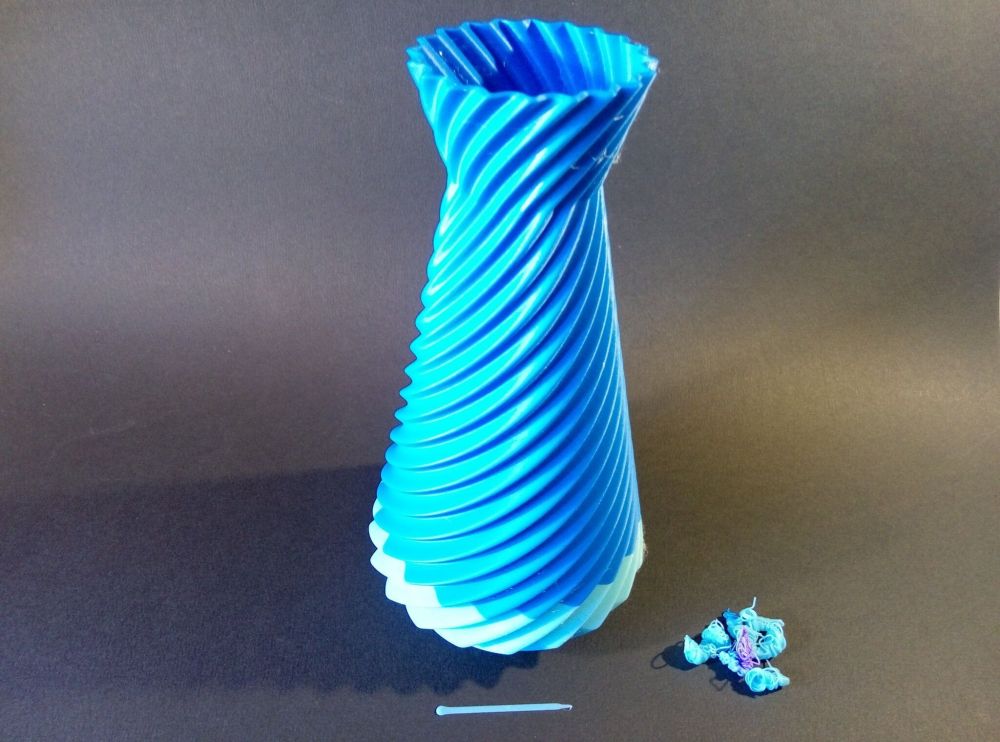
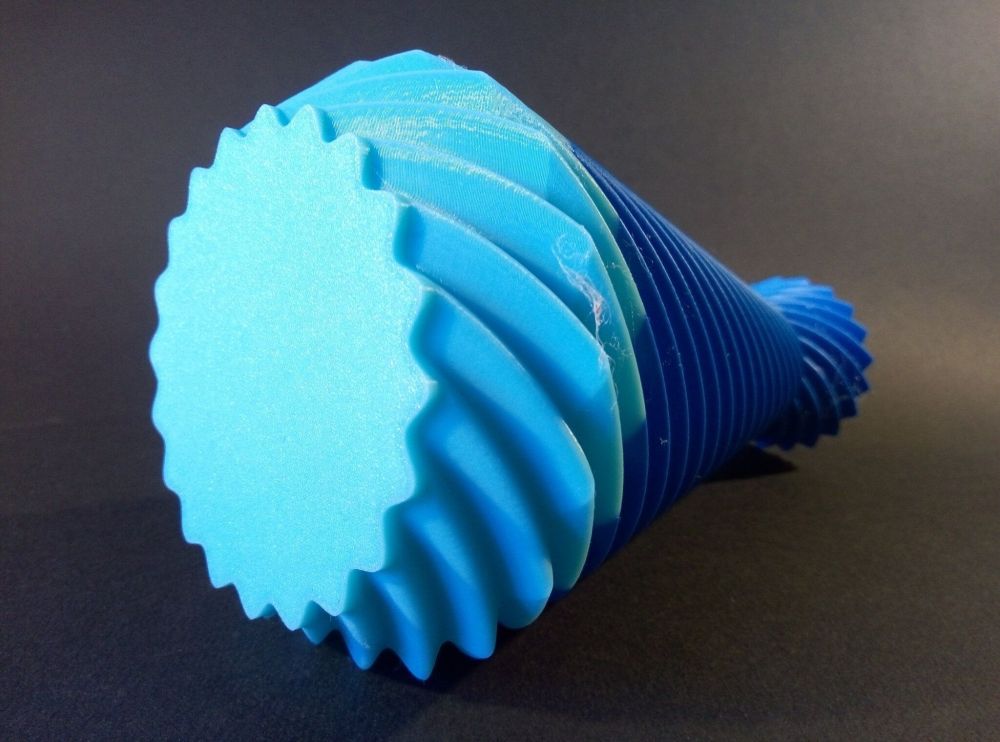
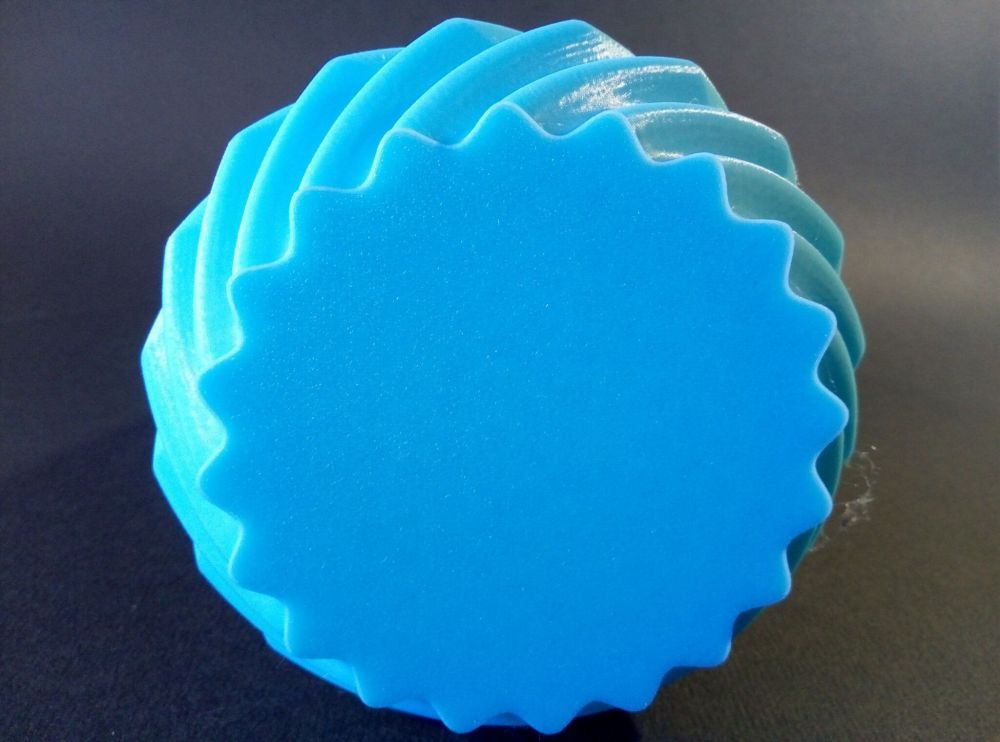
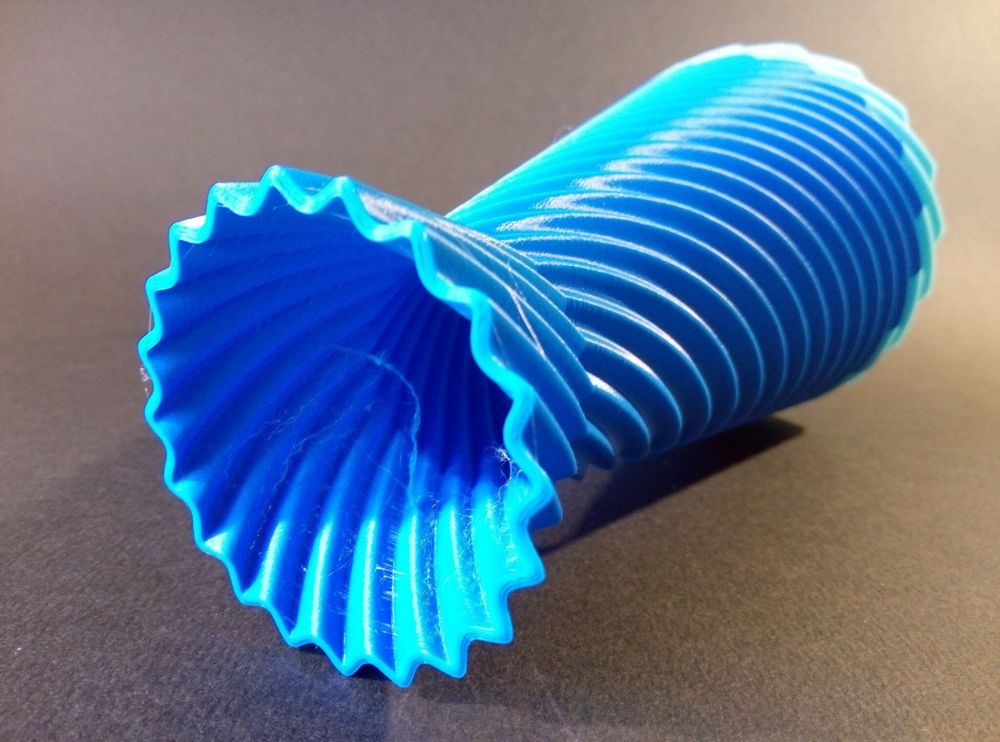
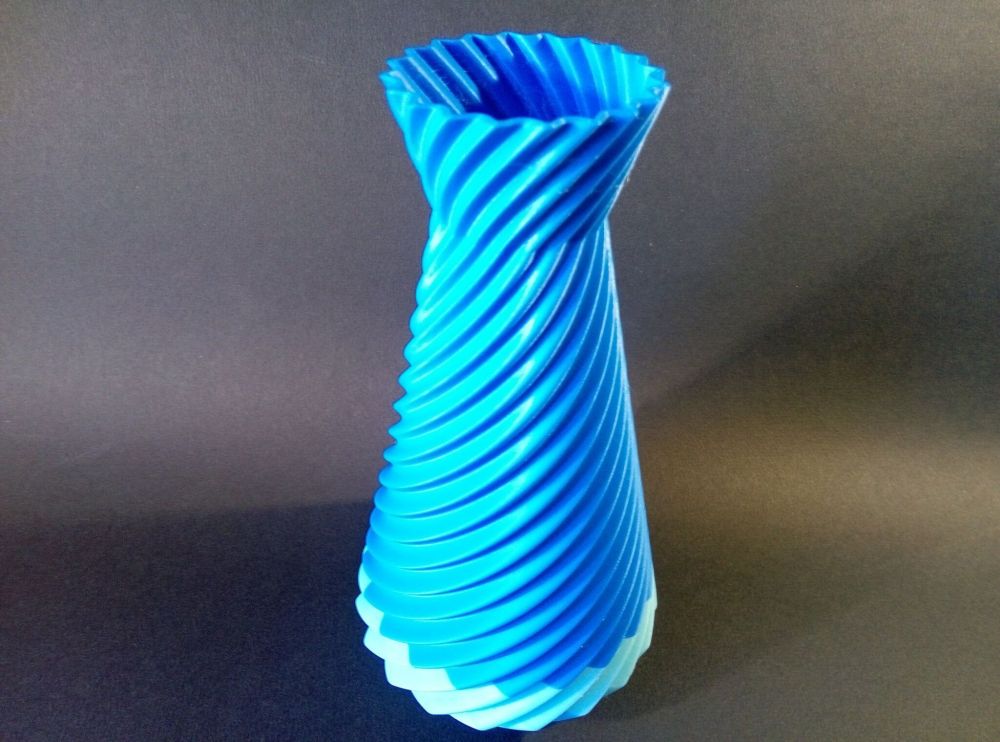
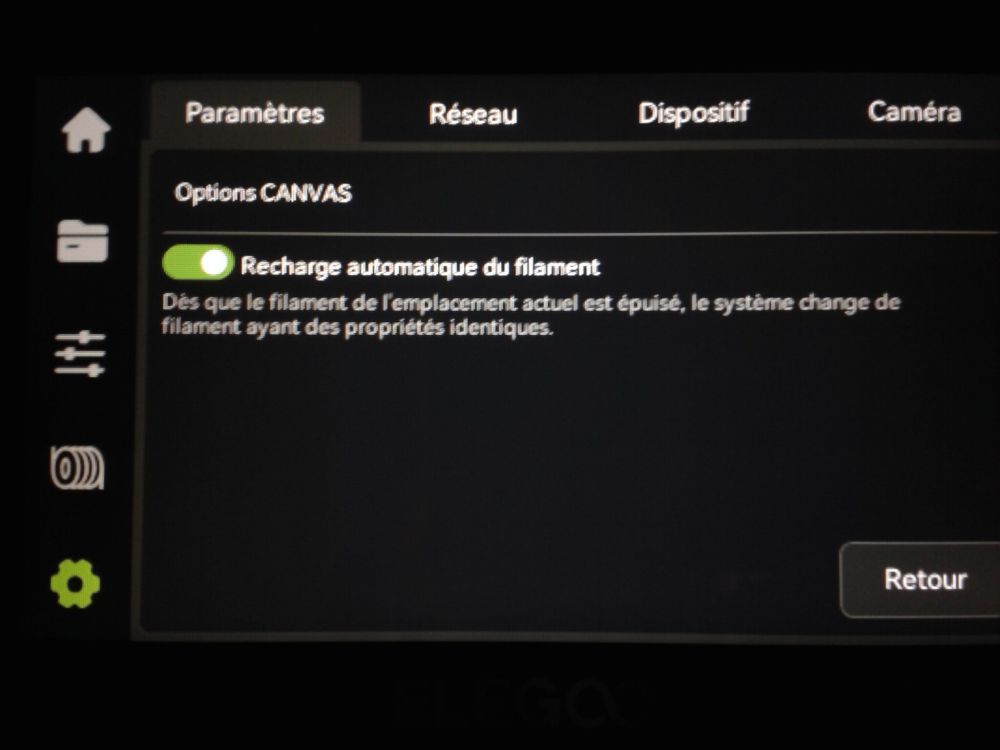
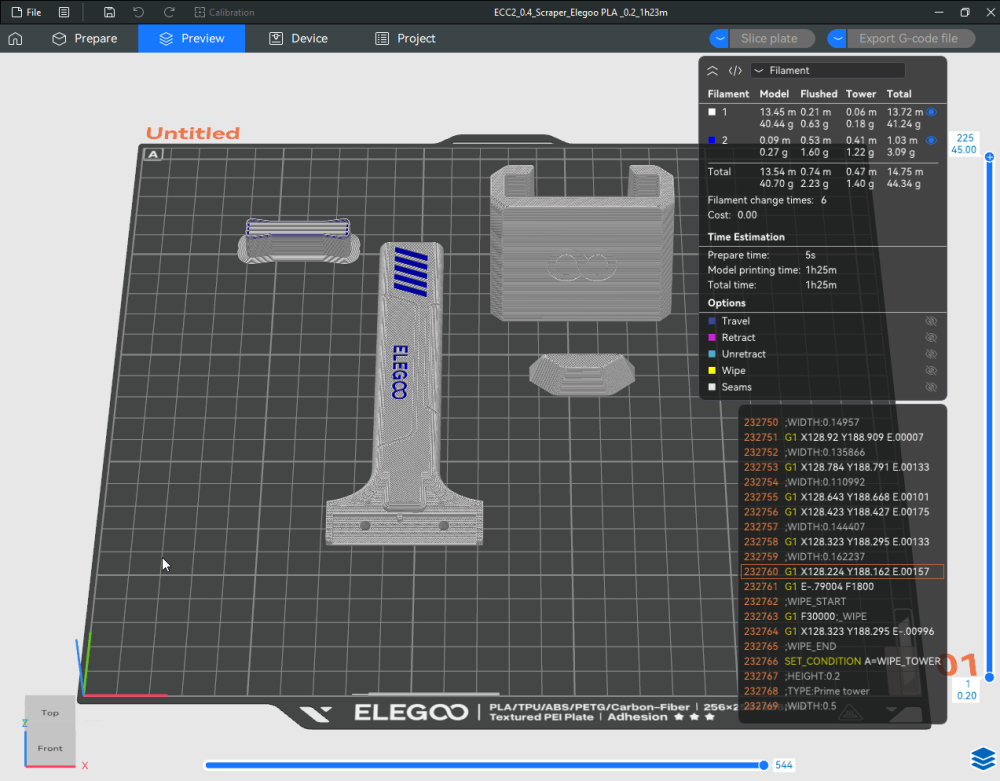
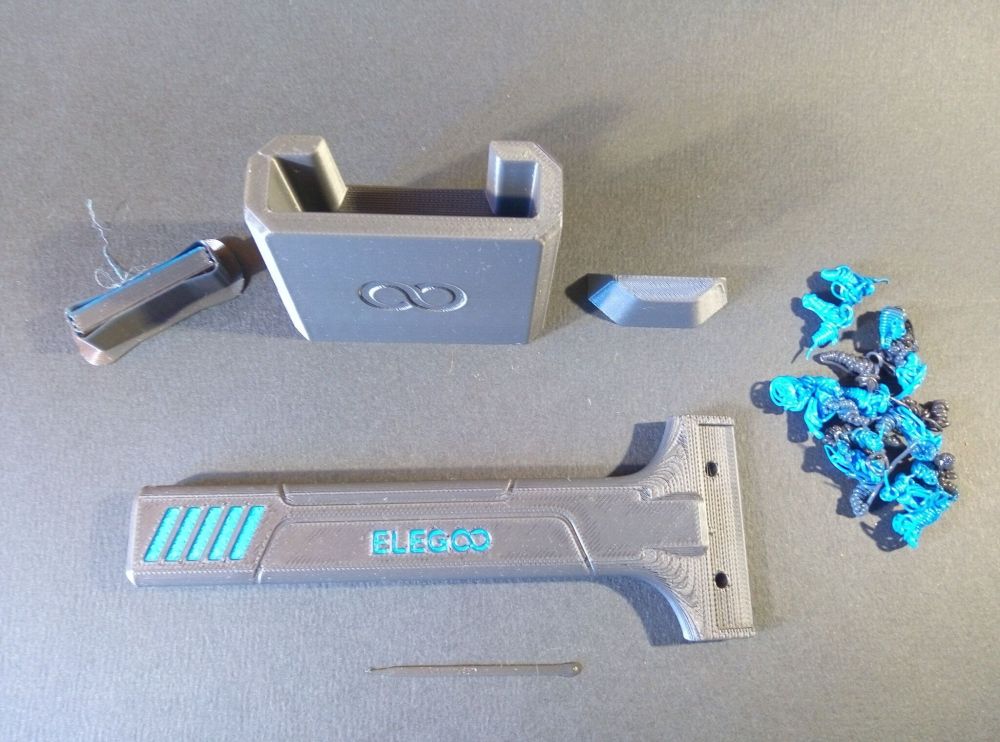
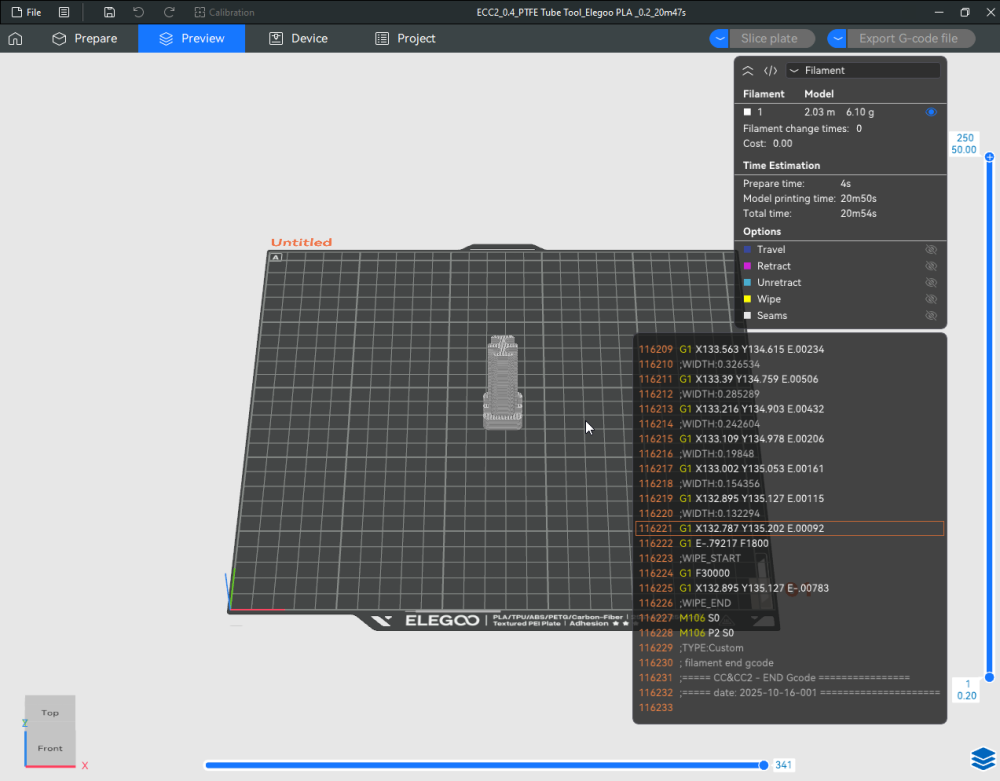
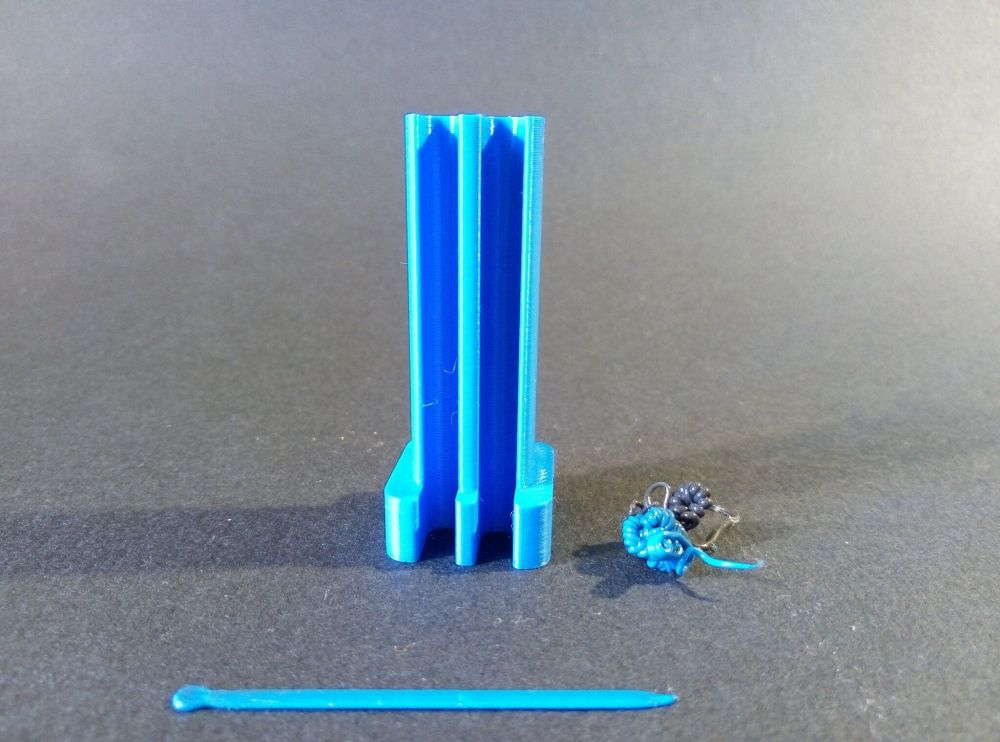
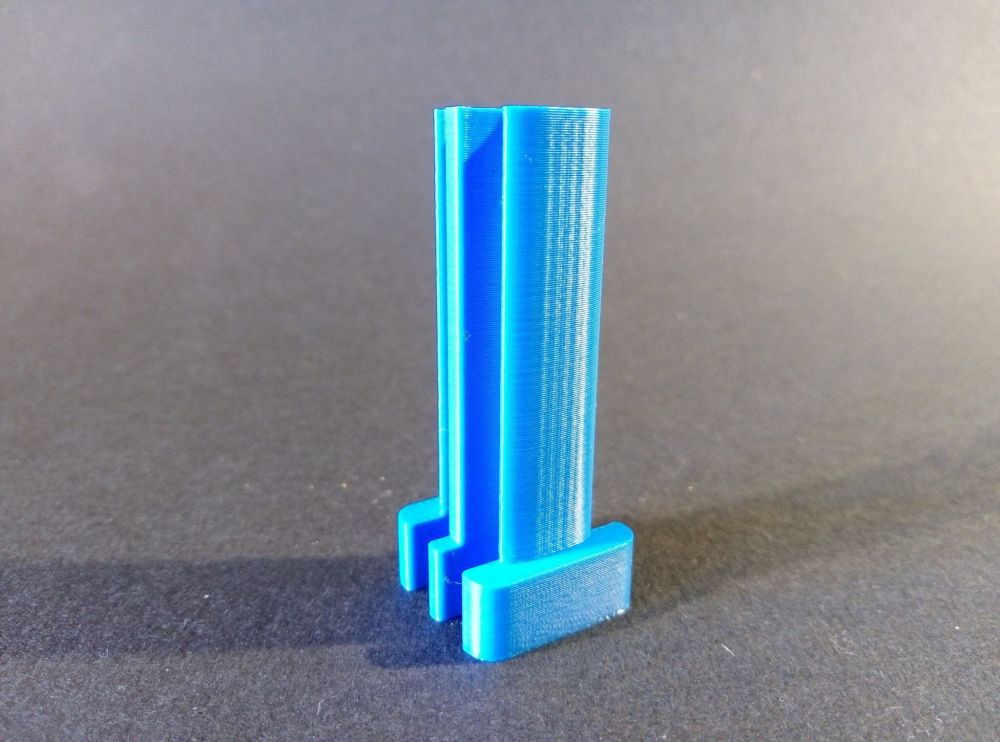
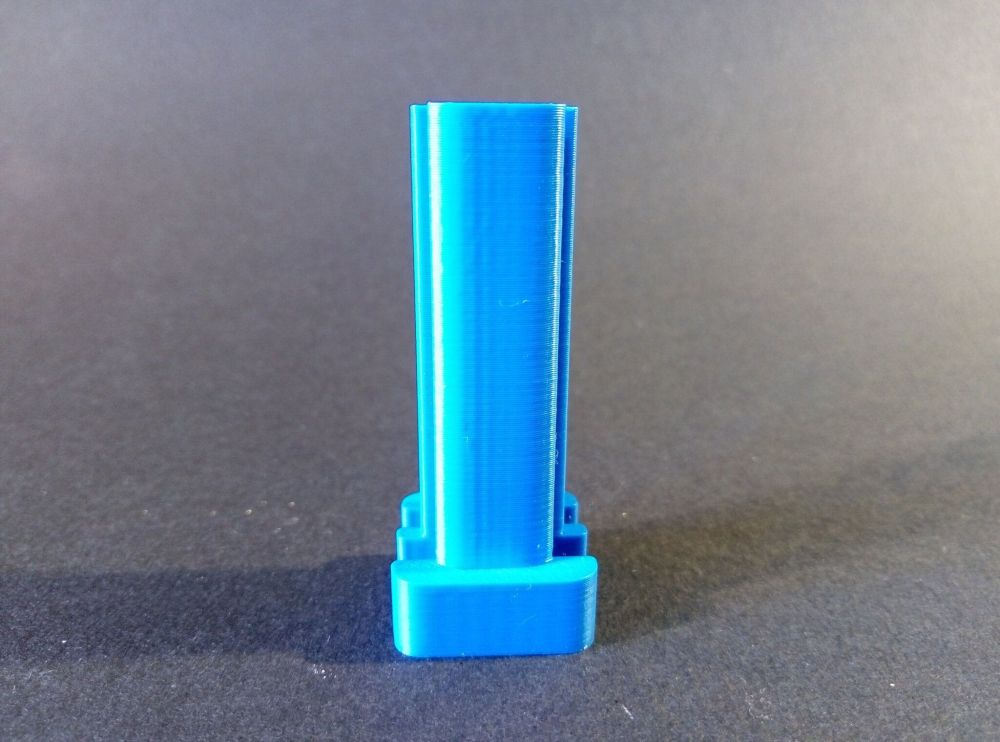
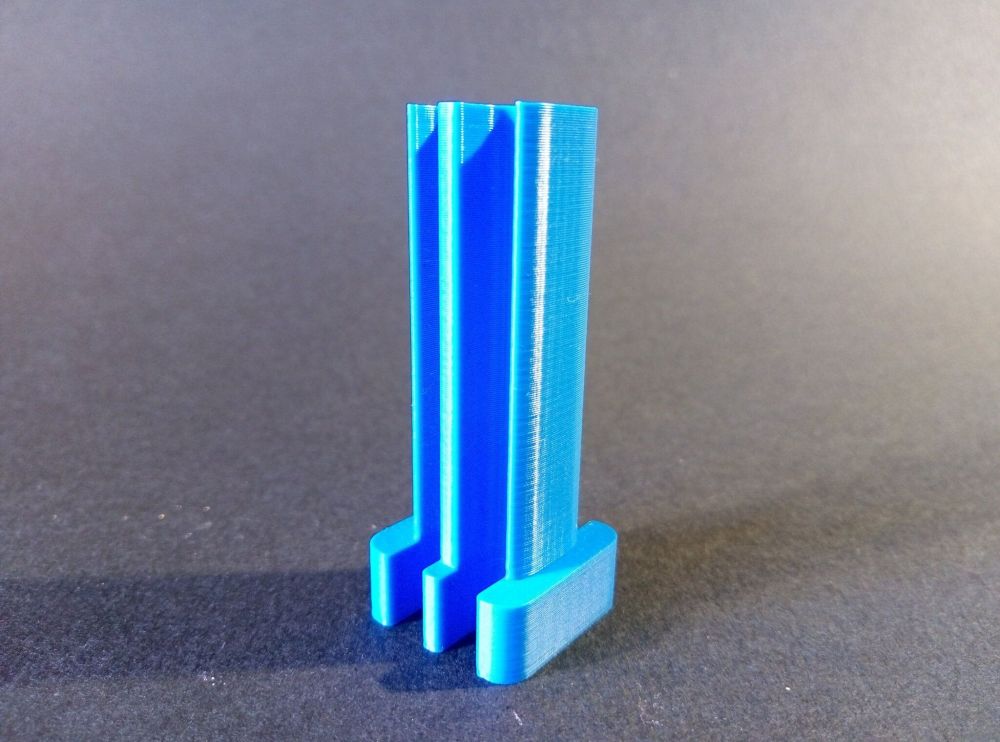
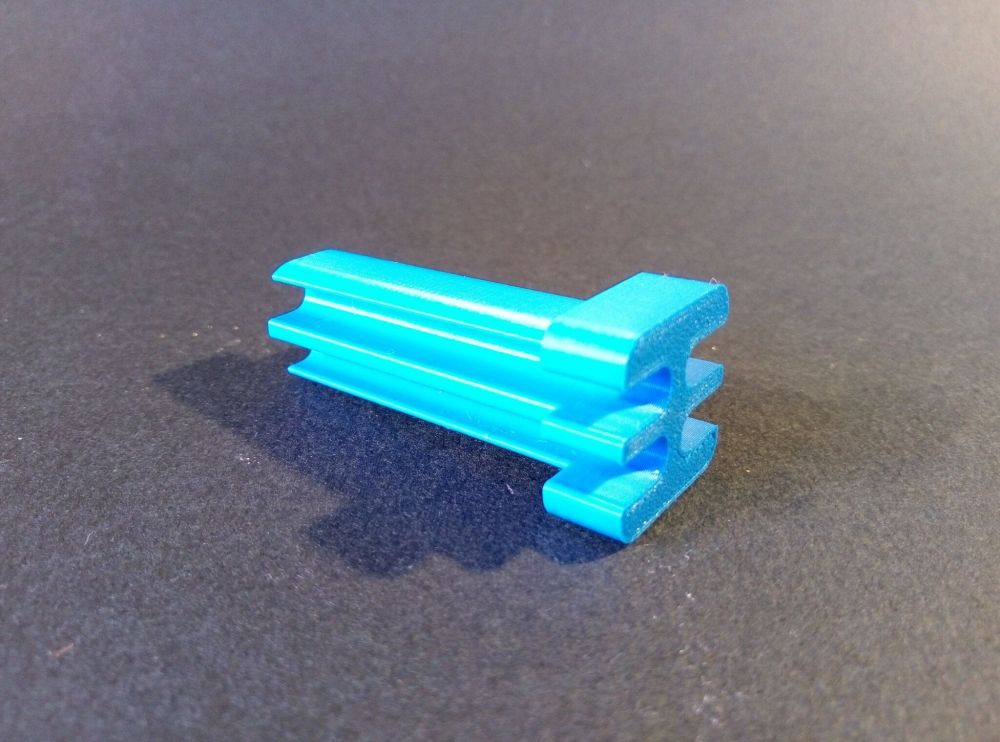
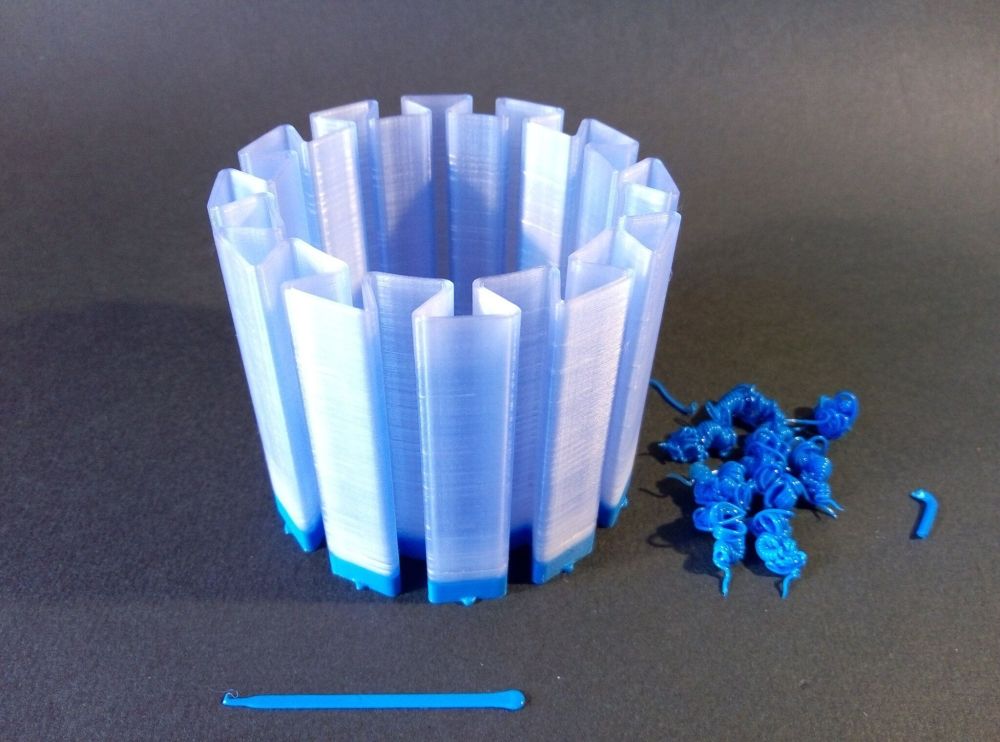
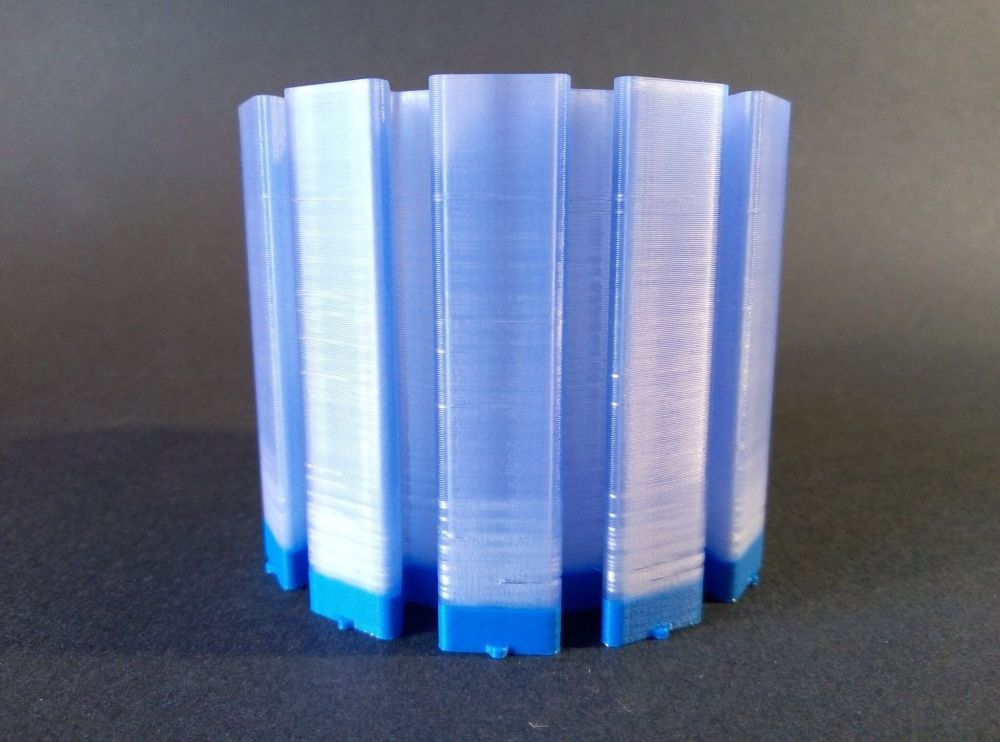
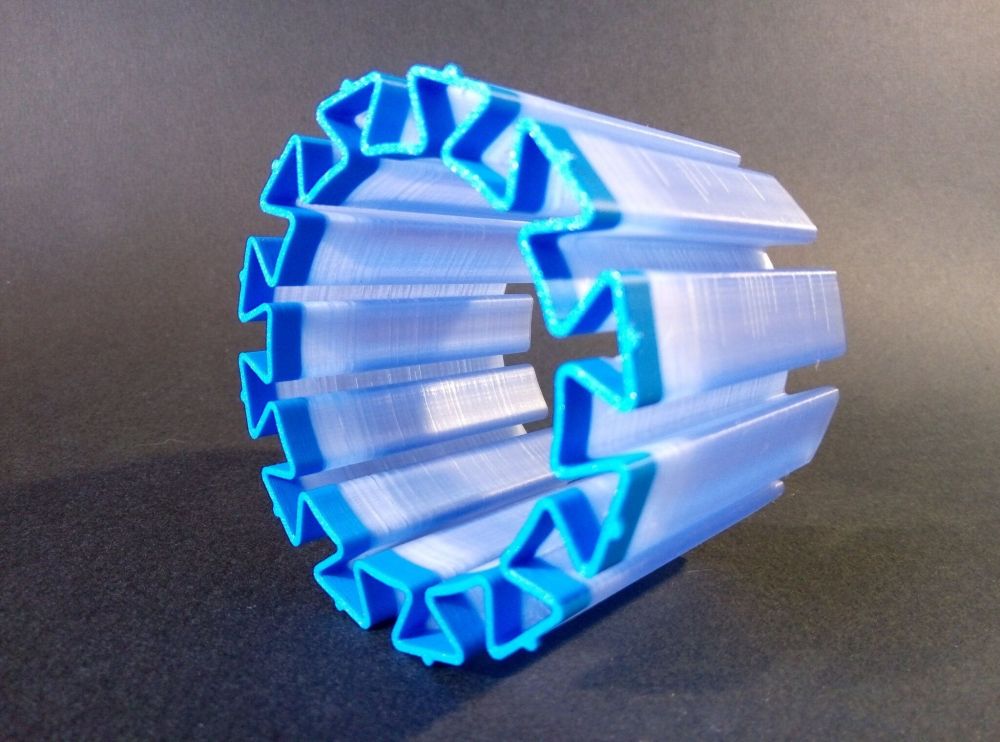
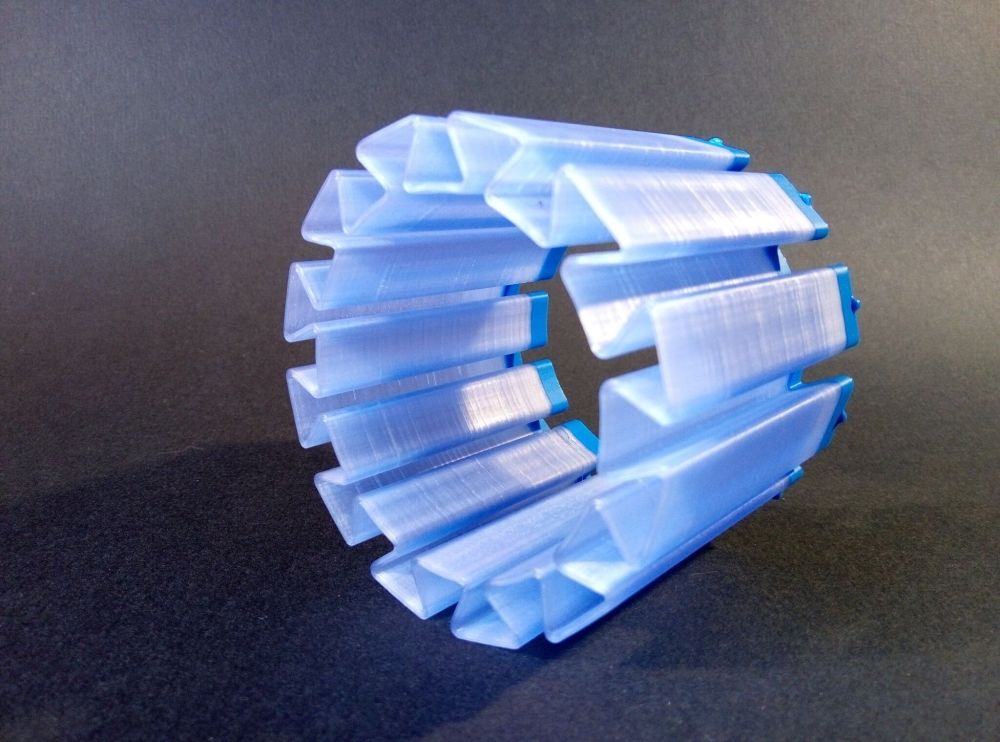
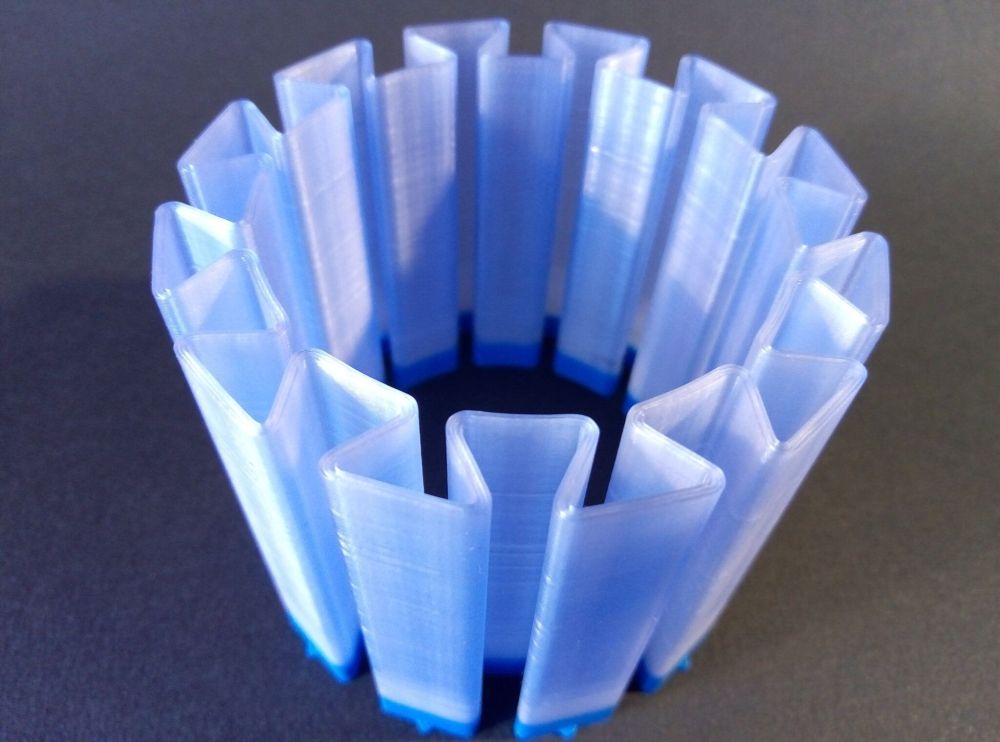
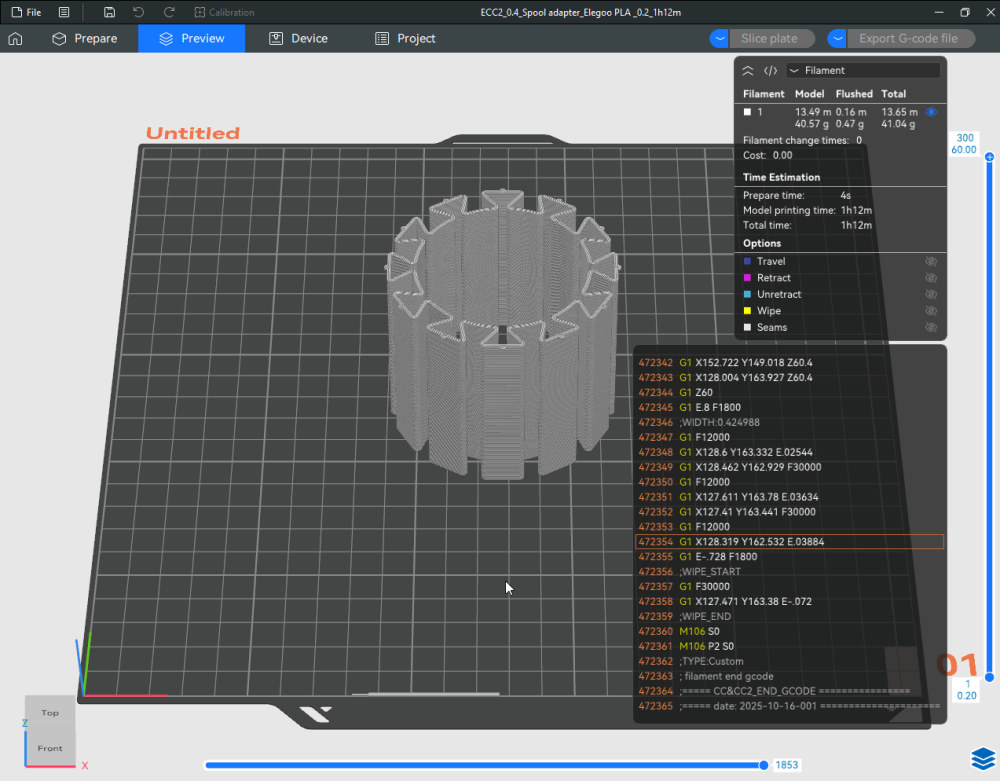
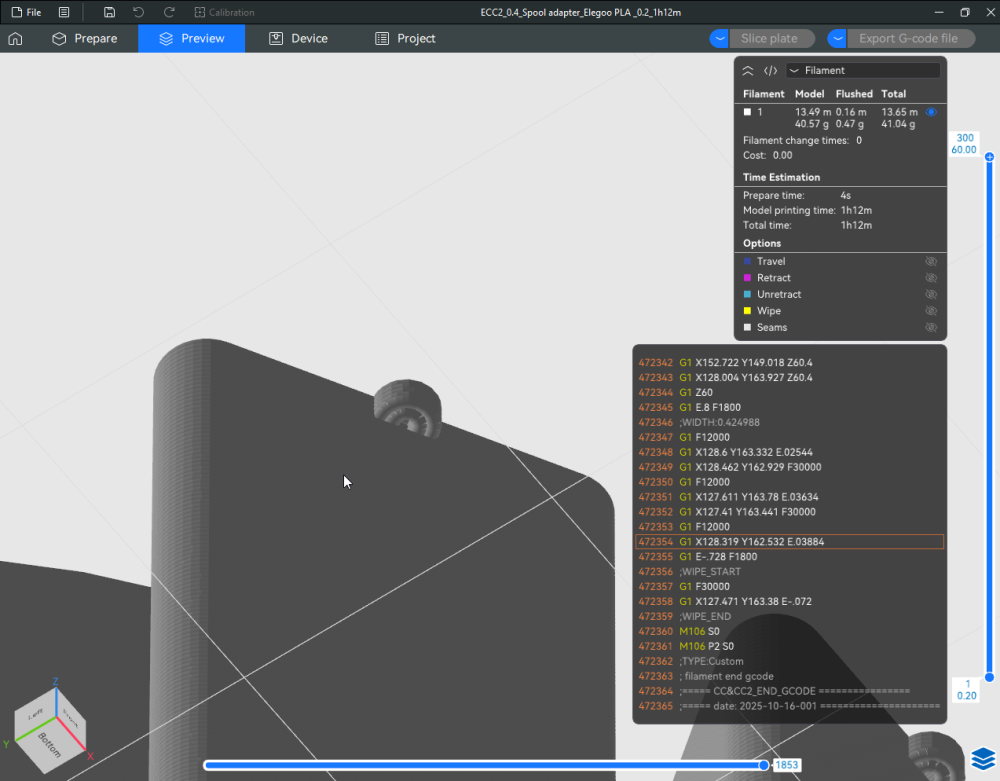
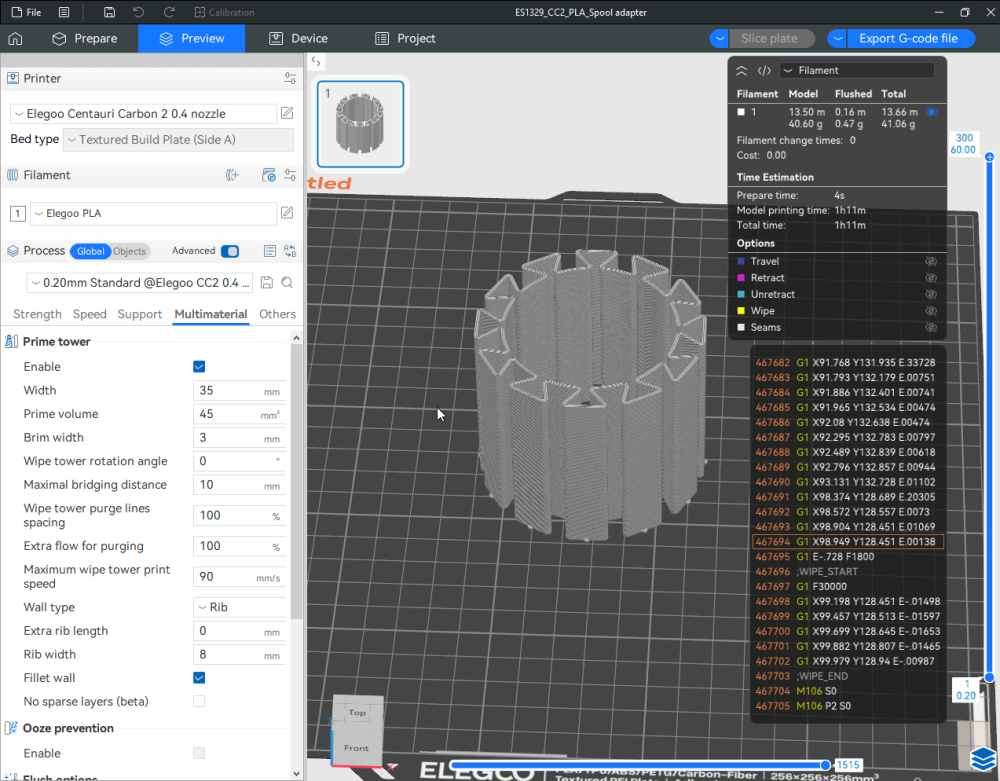
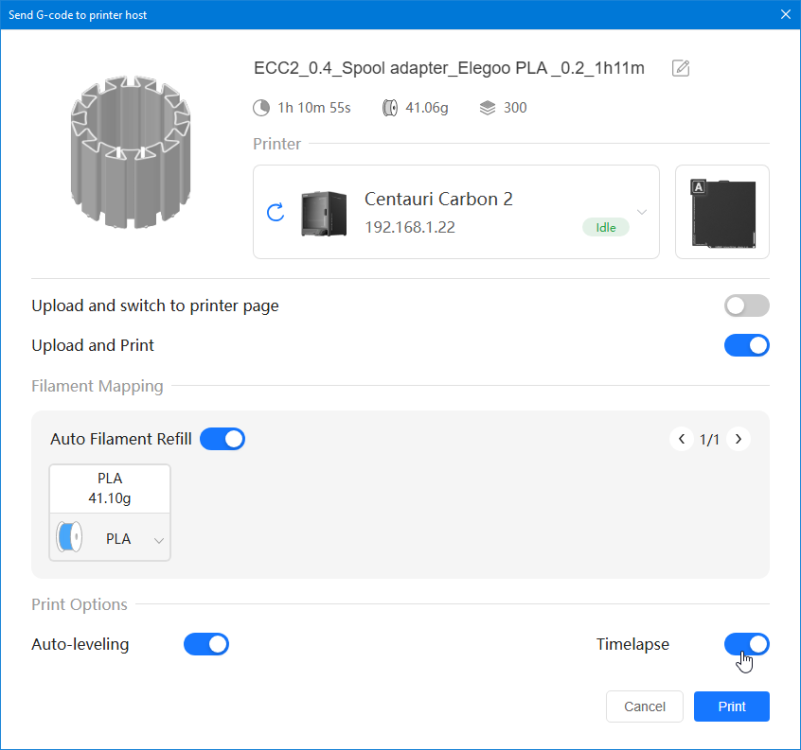
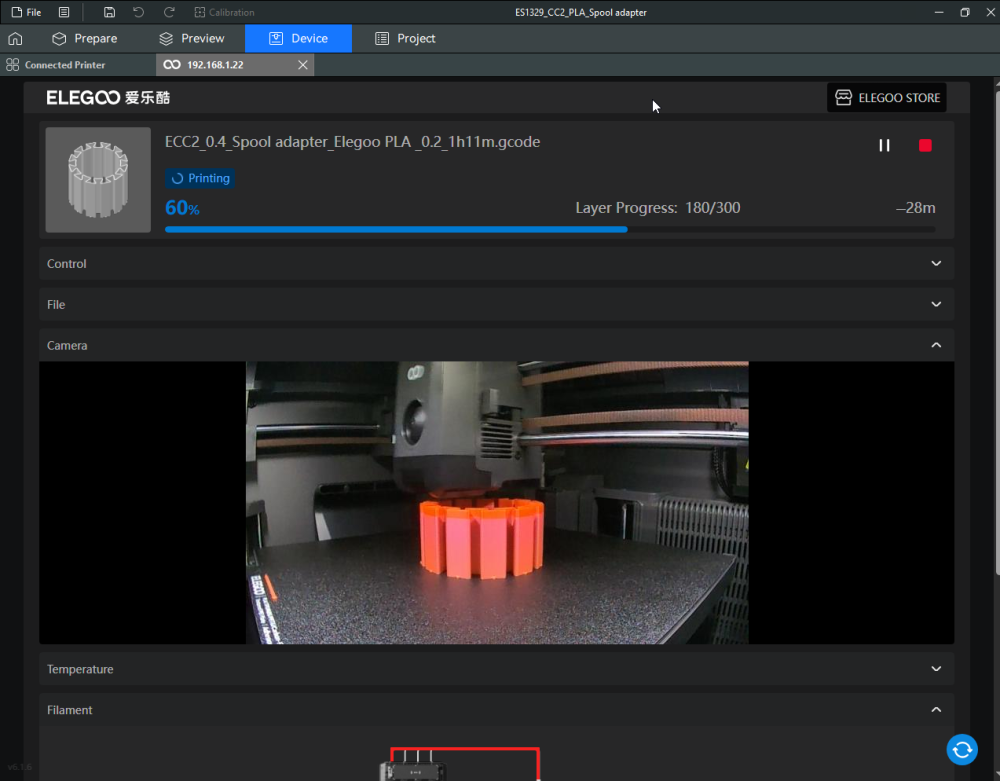
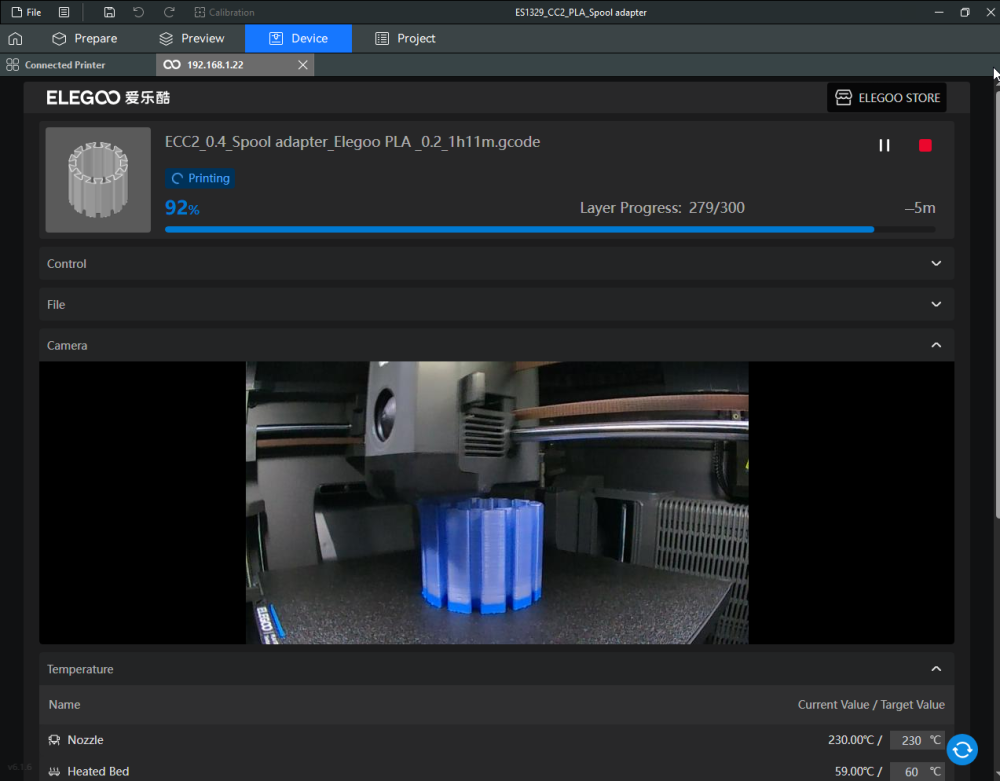
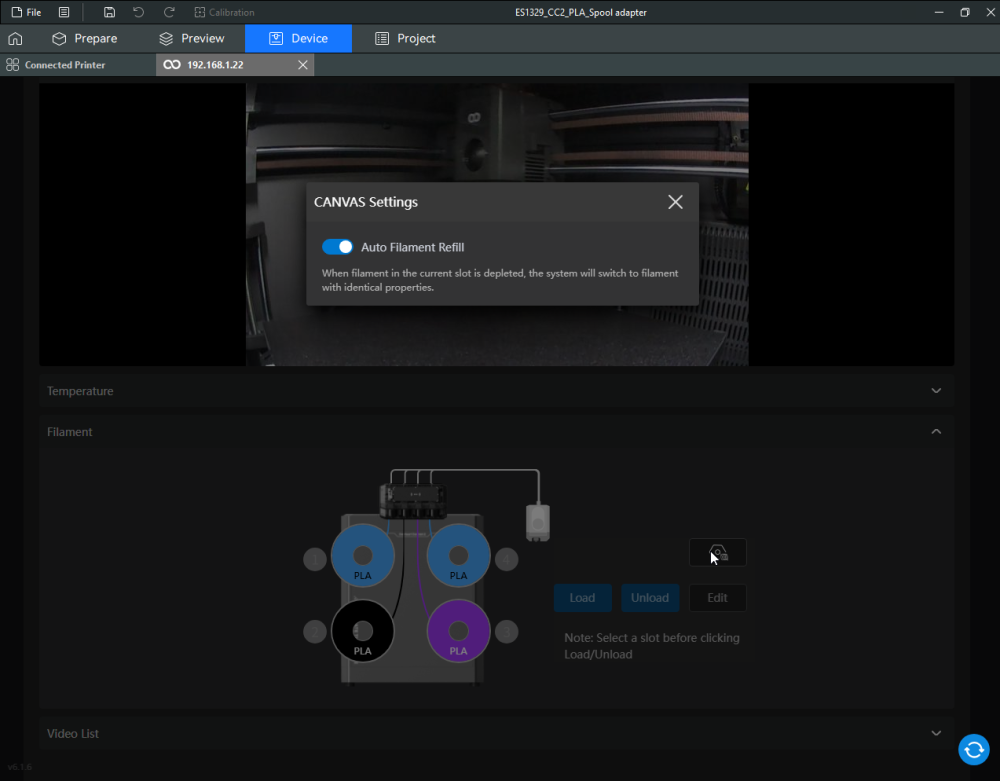
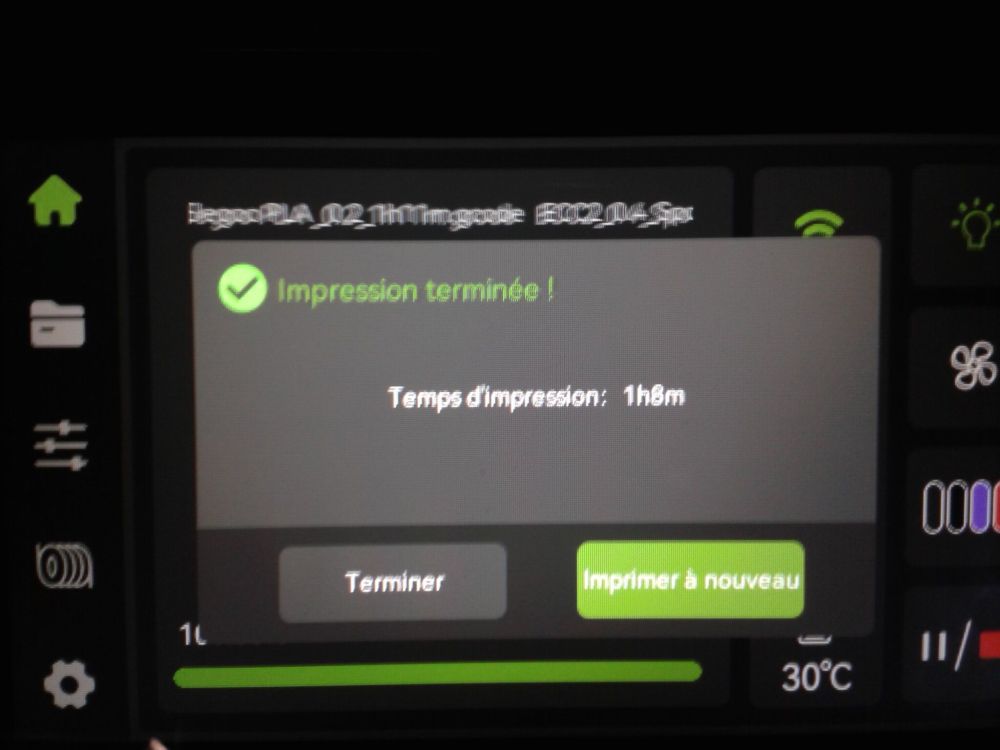
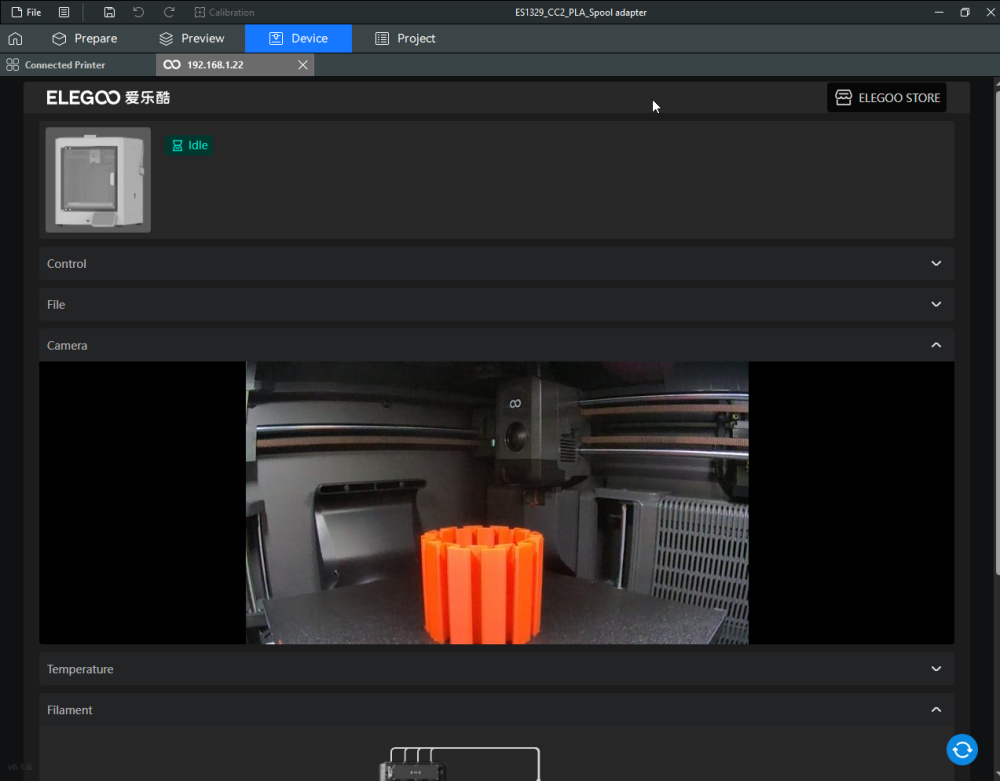
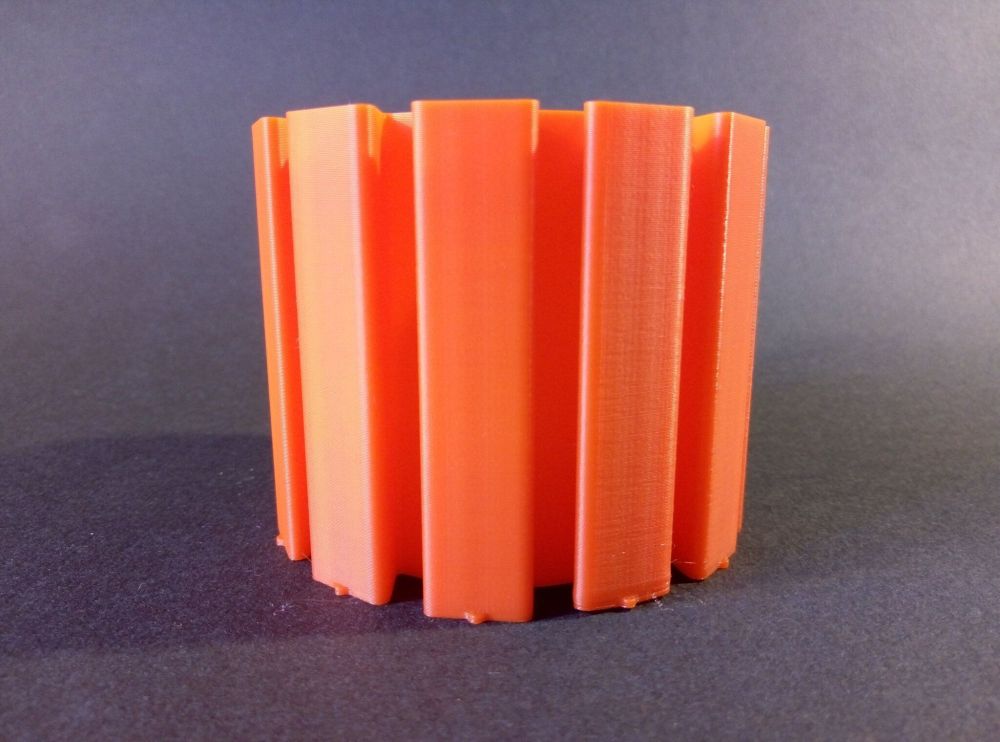
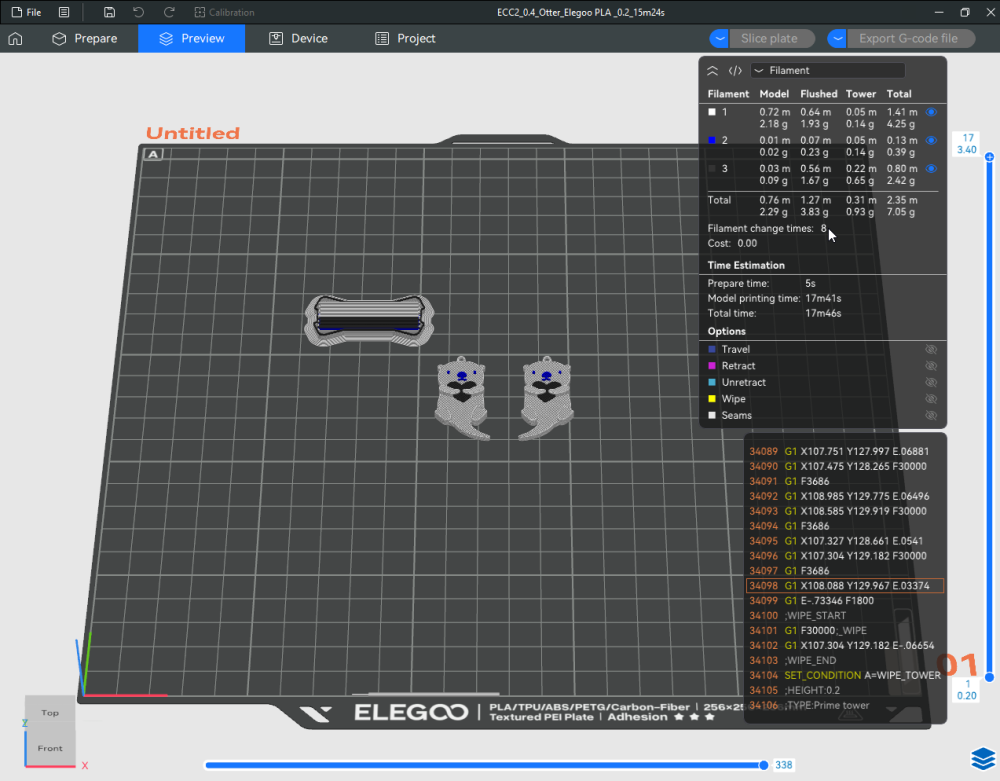
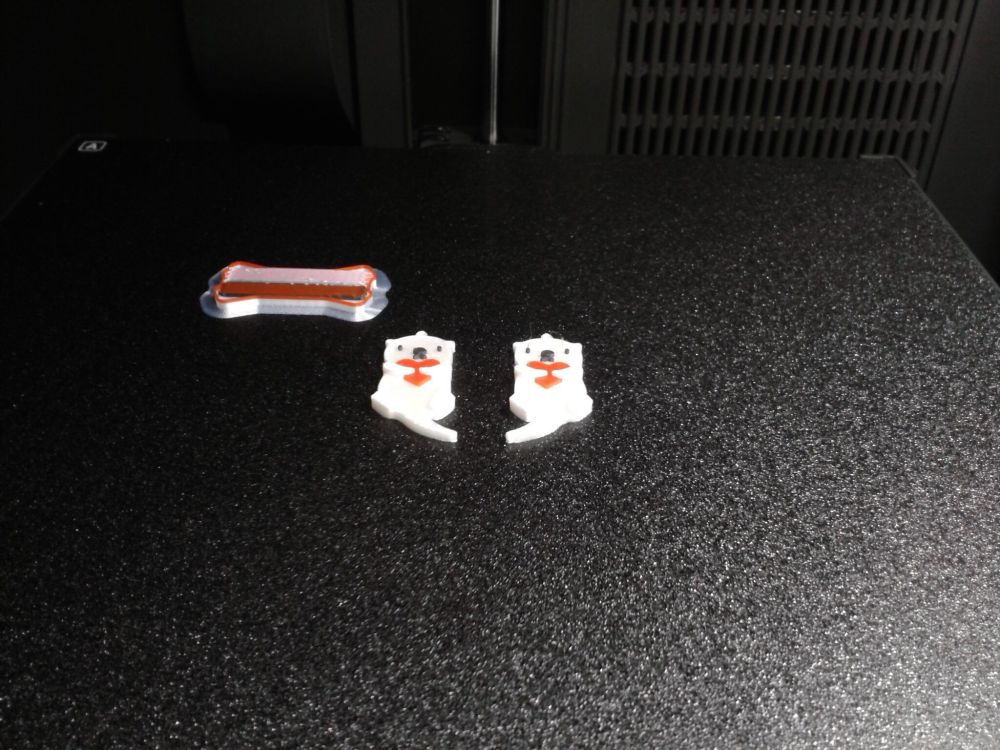
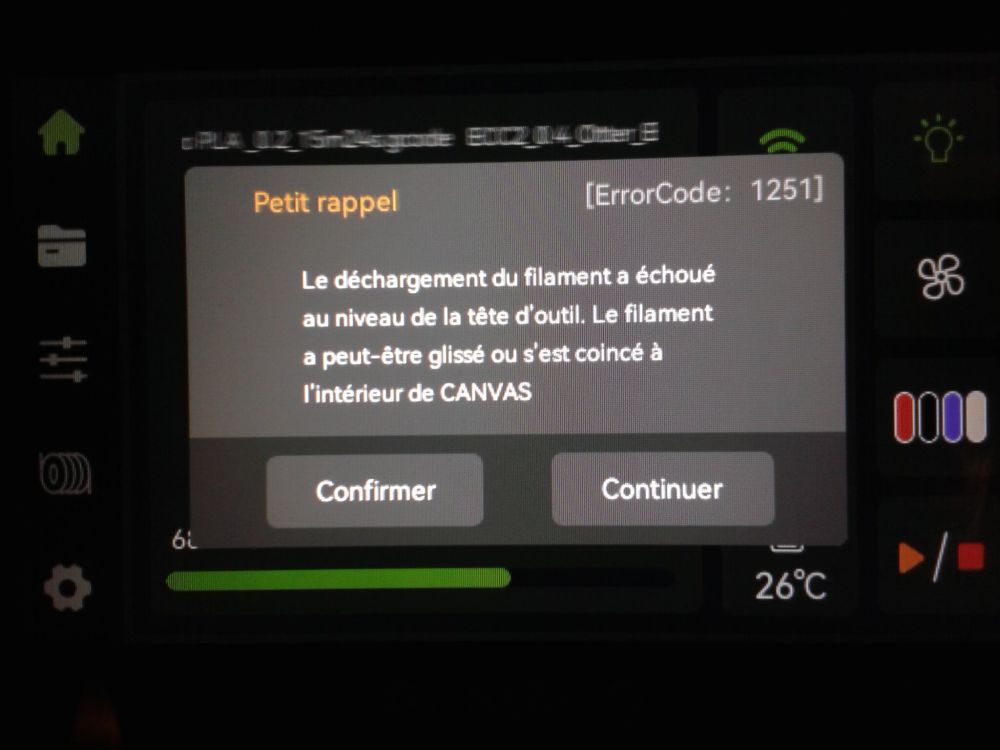
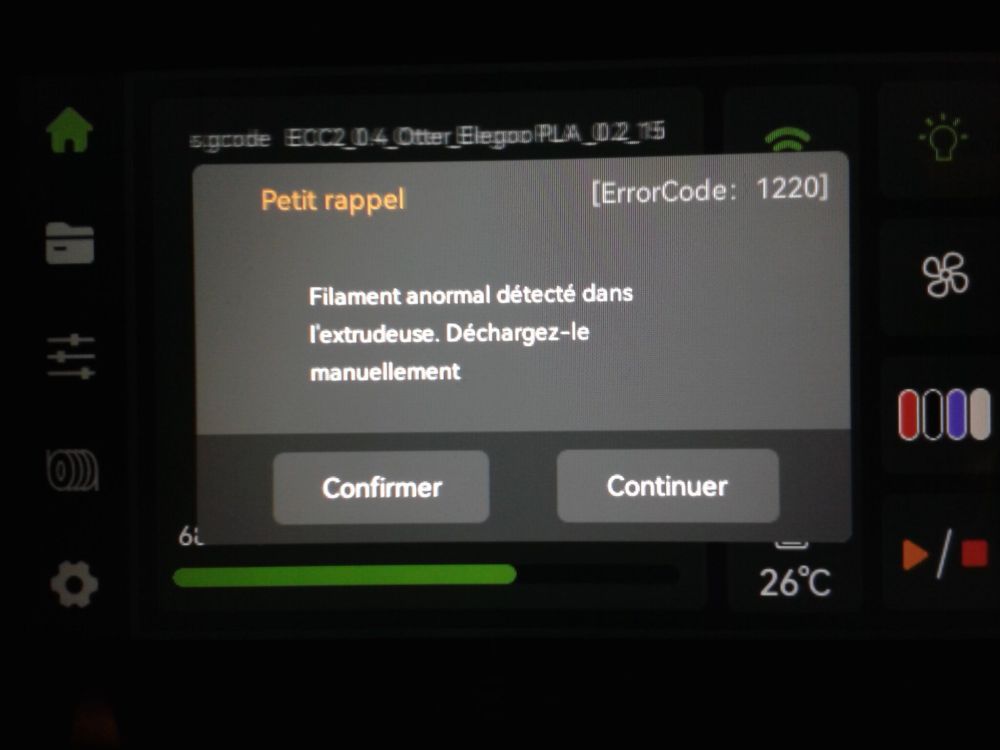
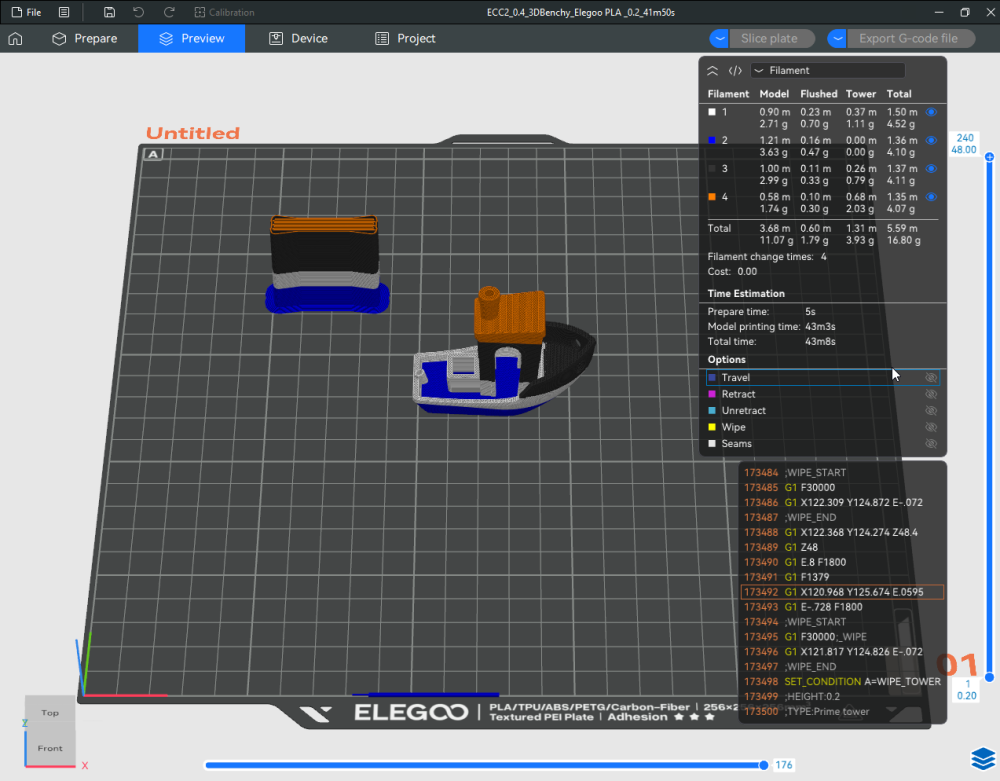
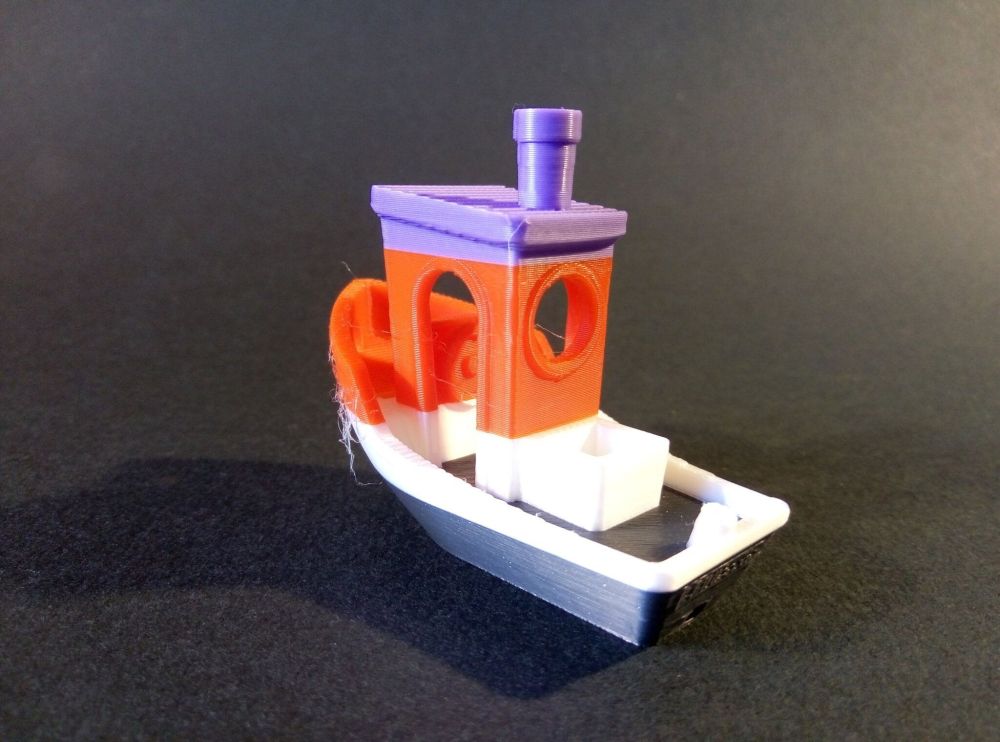
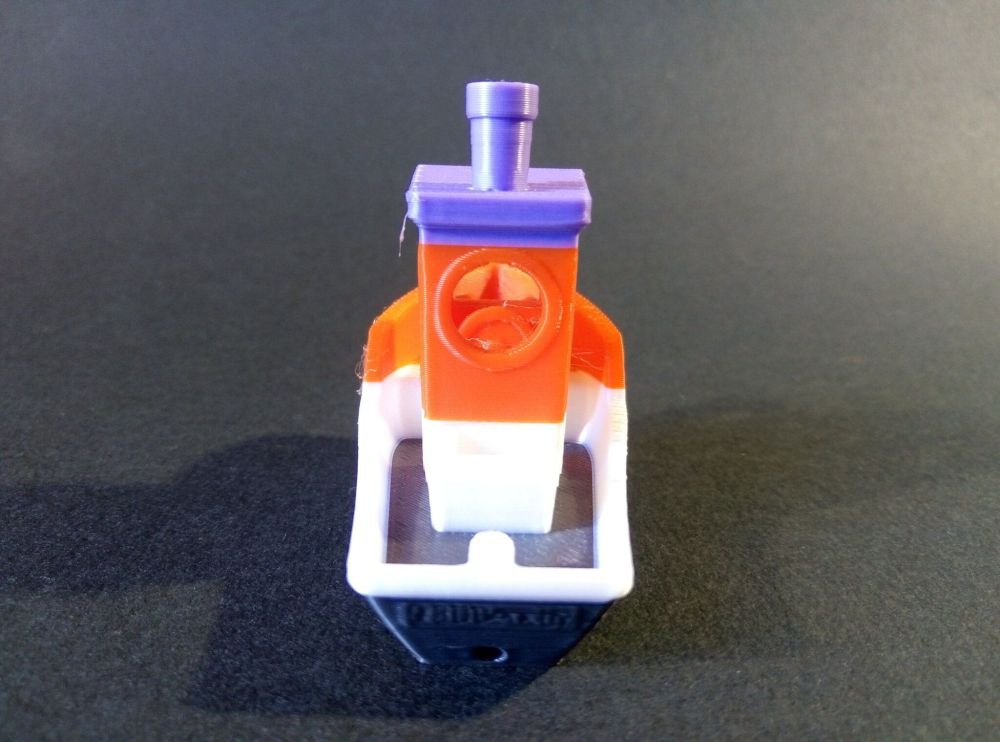
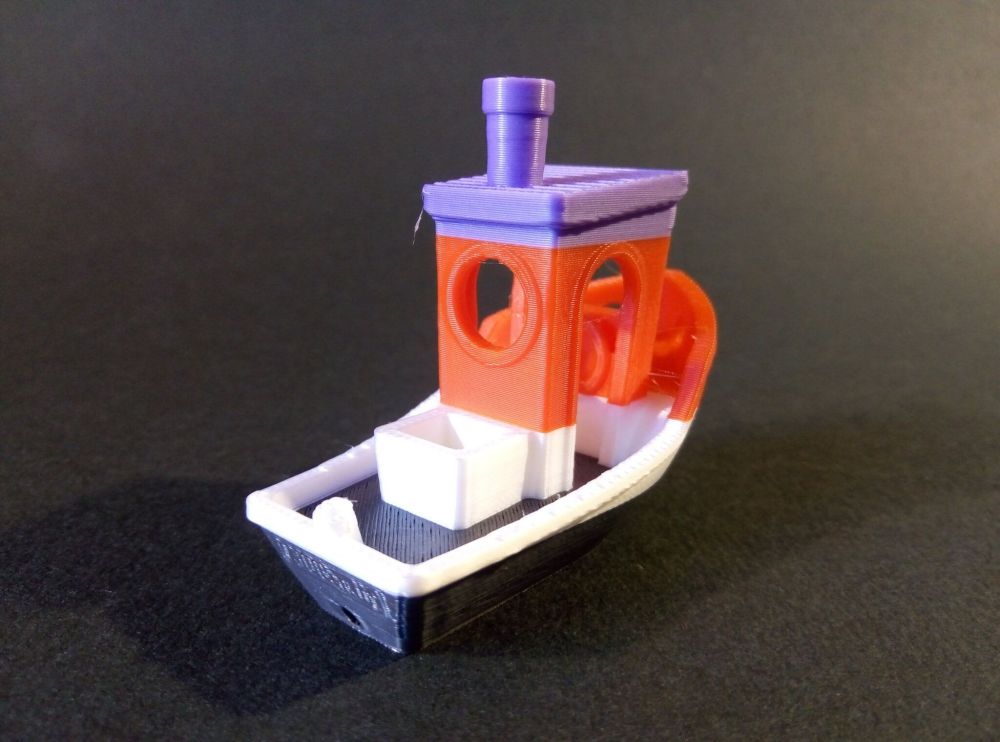
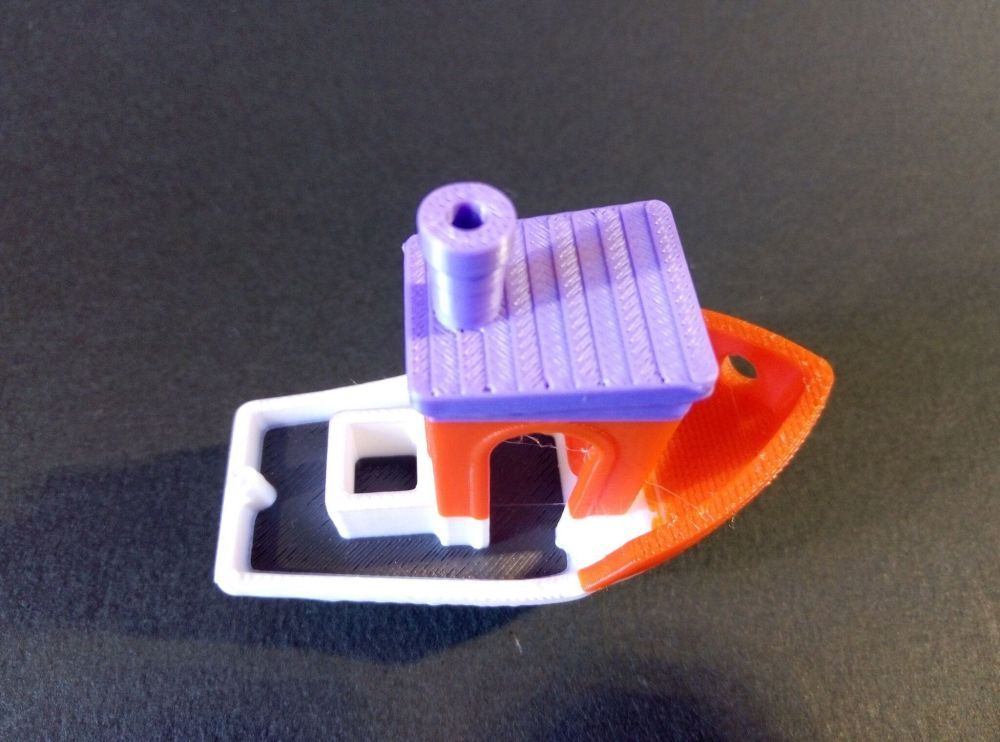
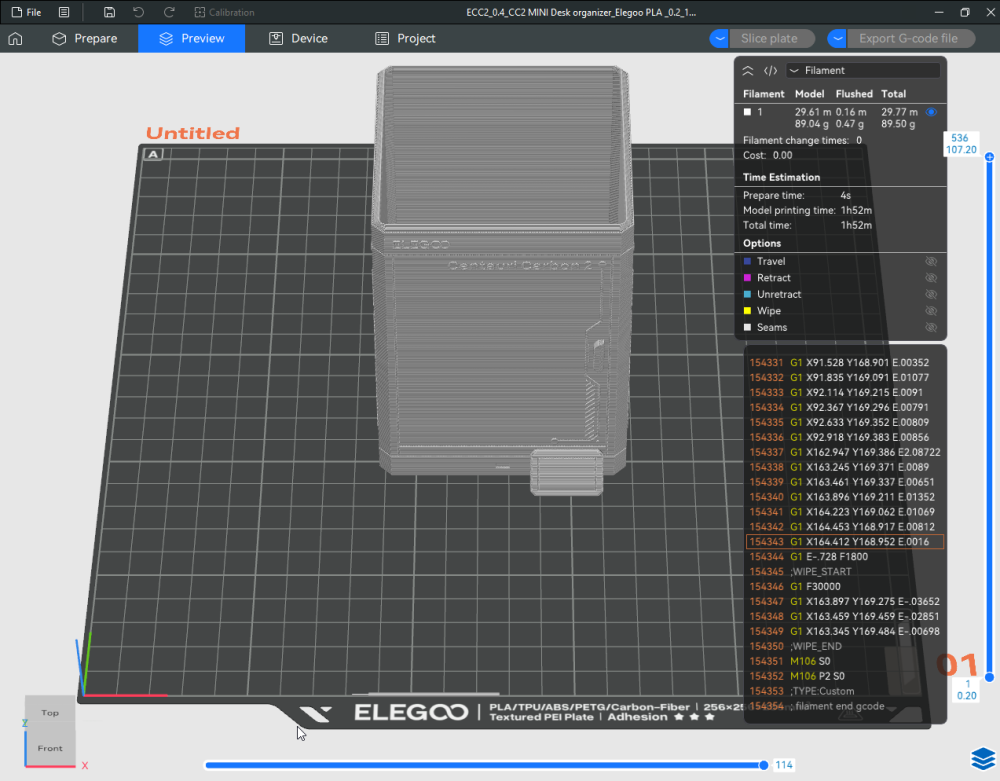
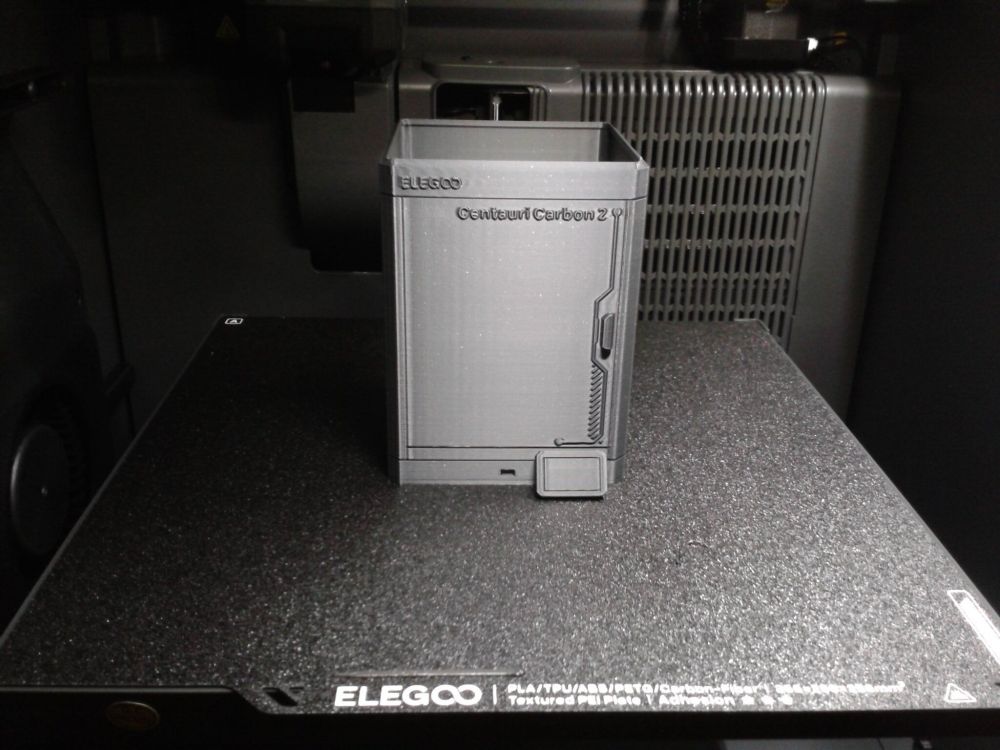
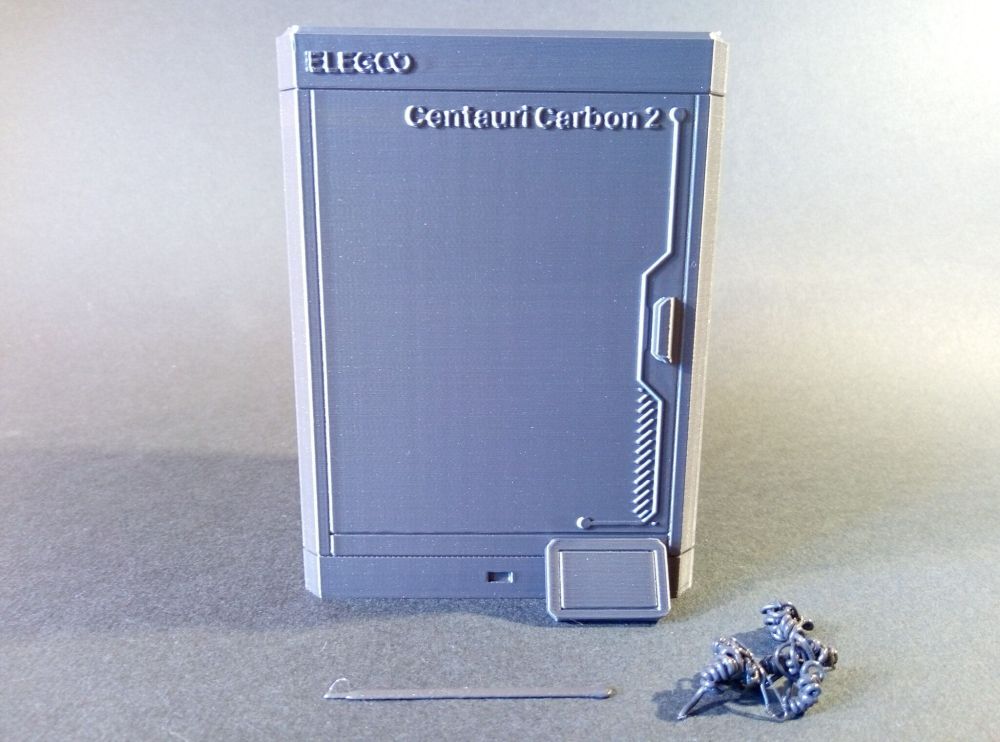
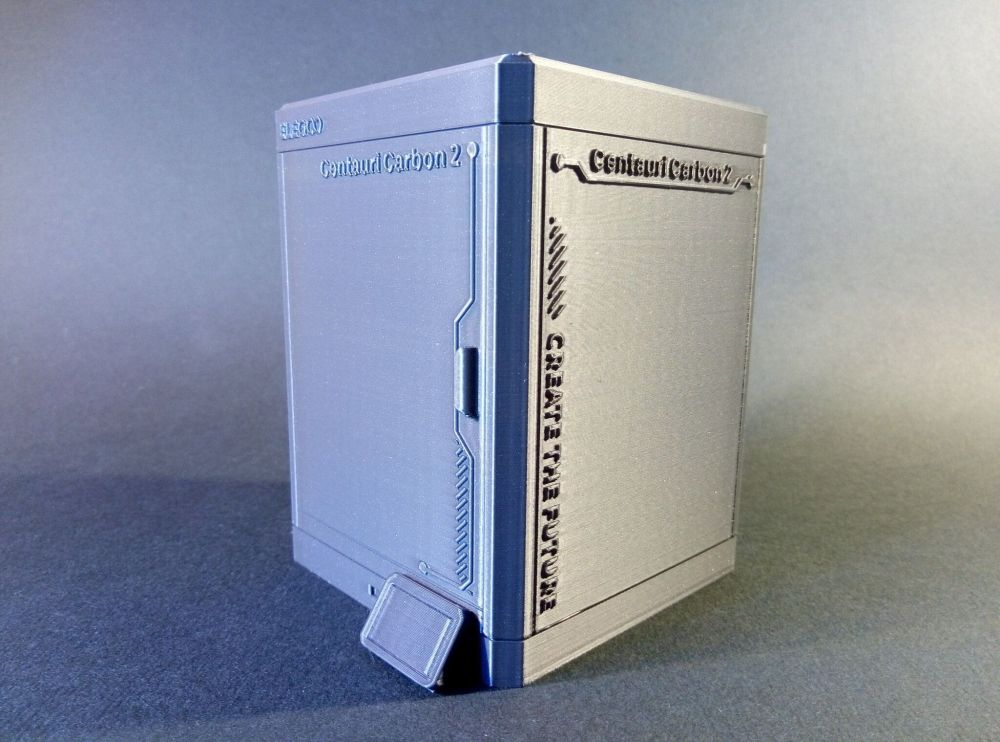
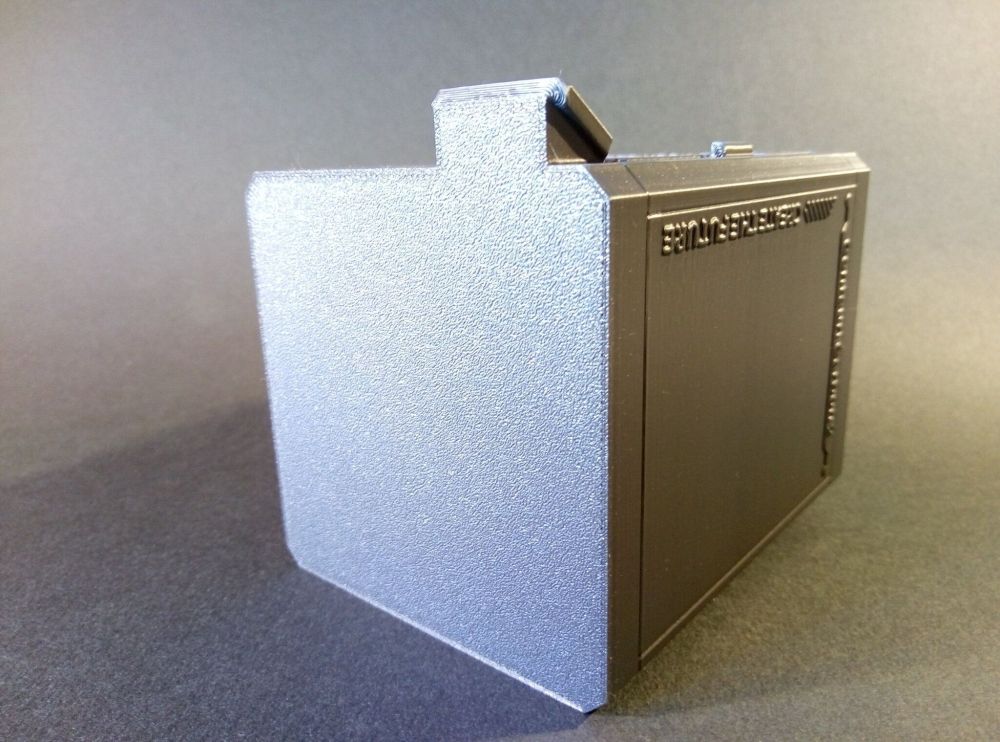
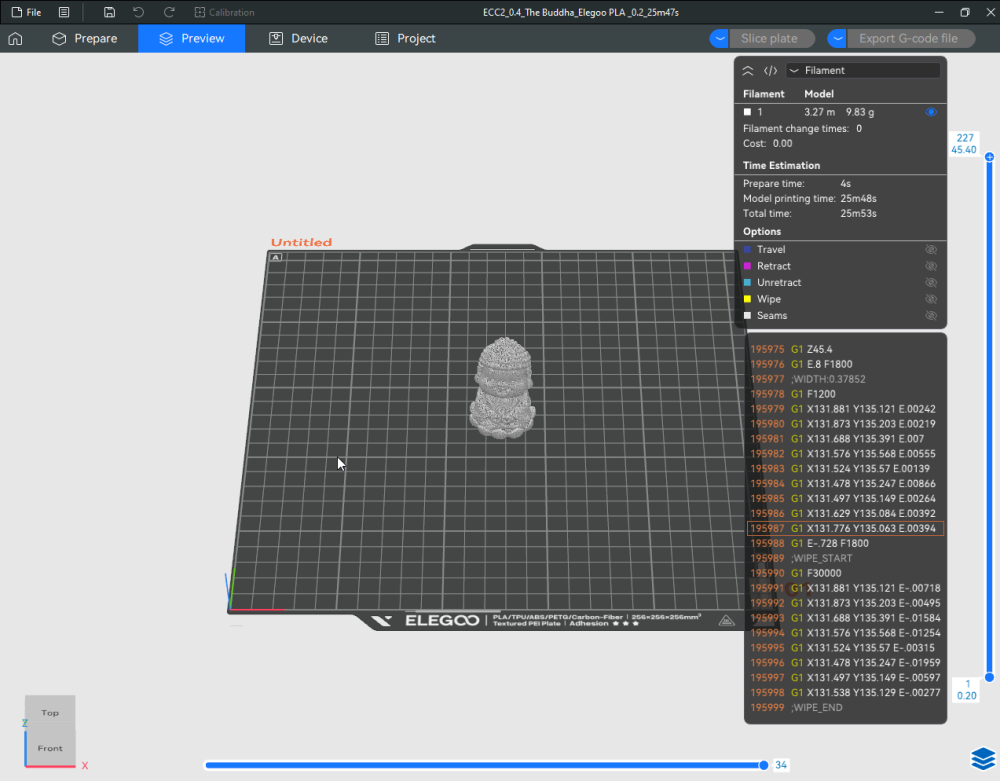
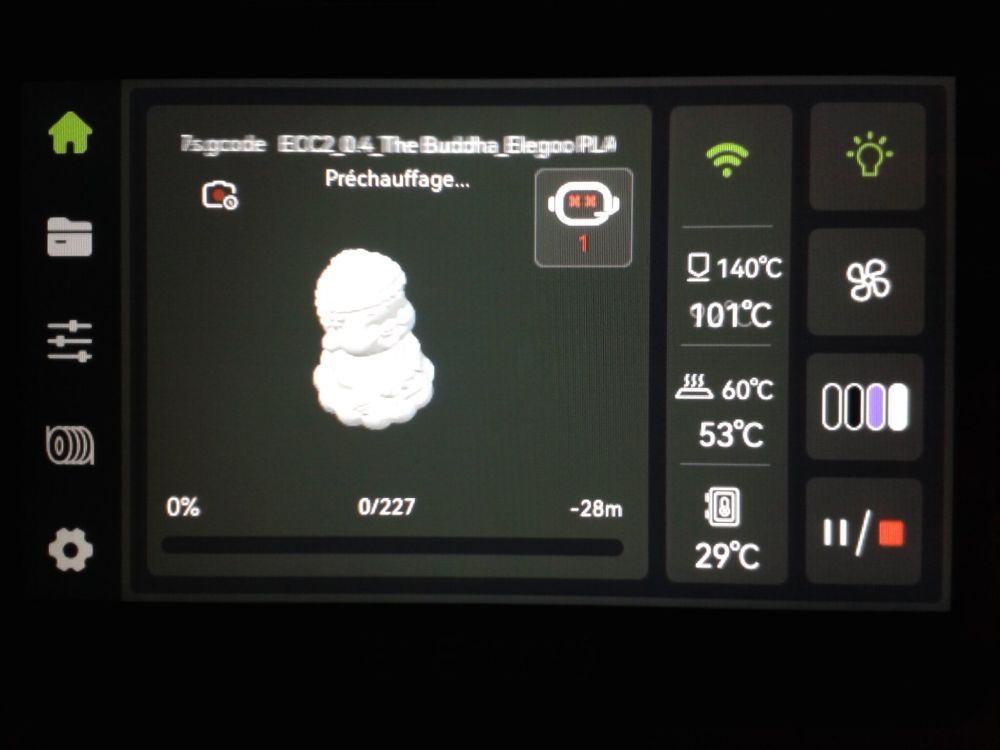
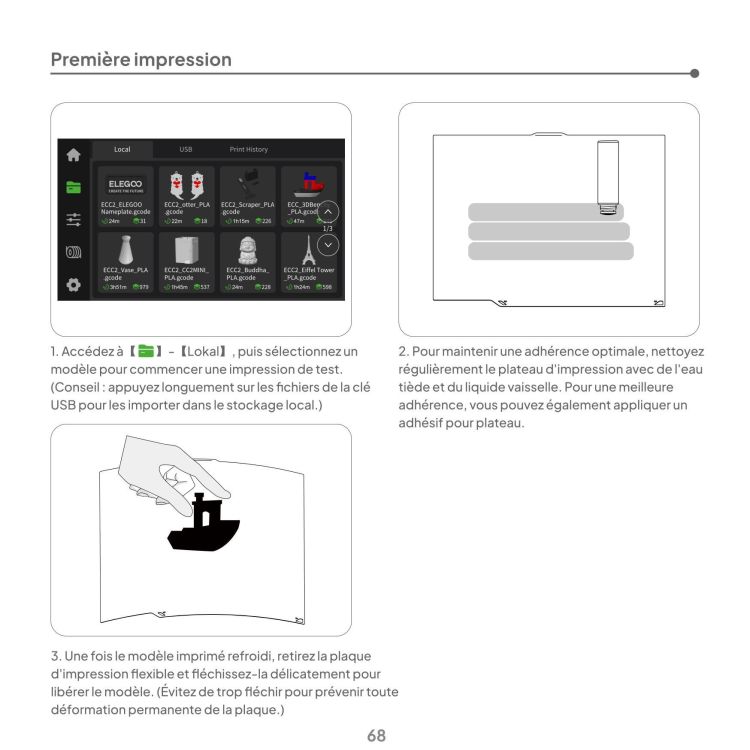
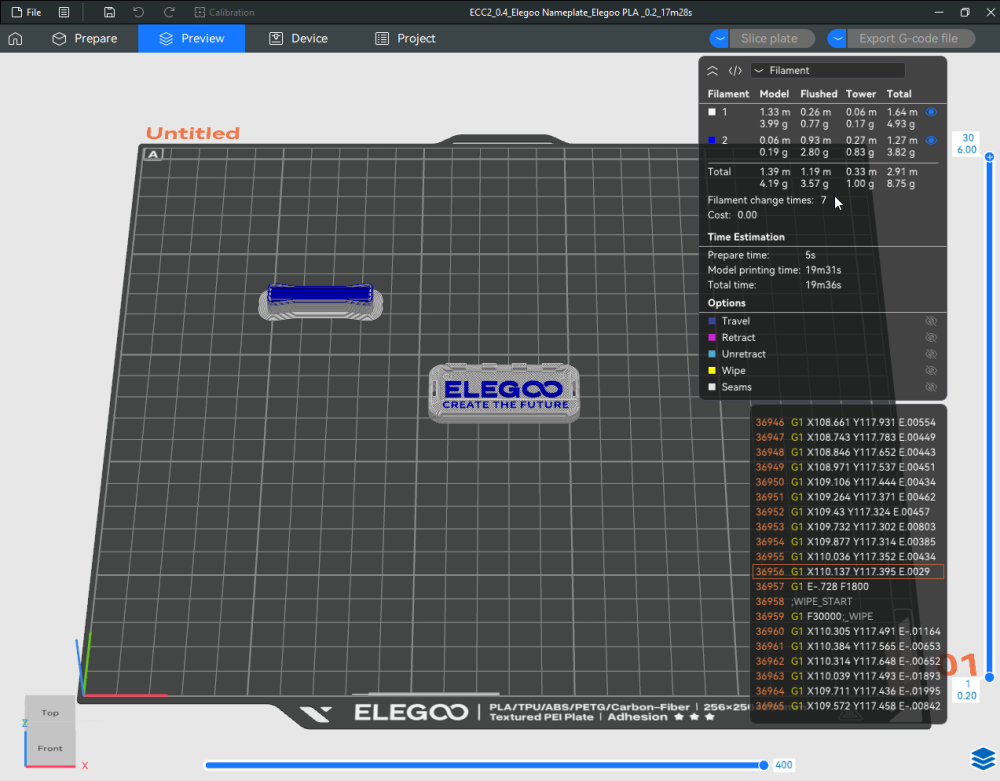
Impressions de tests, pré-tranchées fournies Fichiers déjà en mémoire de l'imprimante (firmware 01.03.01.89) ECC2_0.4_Elegoo Nameplate_Elegoo PLA _0.2_17m28s.gcode ECC2_0.4_Otter_Elegoo PLA _0.2_15m24s.gcode ECC2_0.4_Scraper_Elegoo PLA _0.2_1h23m.gcode ECC2_0.4_3DBenchy_Elegoo PLA _0.2_41m50s.gcode ECC2_0.4_Vase_Elegoo PLA _0.12_5h17m.gcode ECC2_0.4_CC2 MINI Desk organizer_Elegoo PLA _0.2_1h52m.gcode ECC2_0.4_The Buddha_Elegoo PLA _0.2_25m47s.gcode ECC2_0.4_PTFE Tube Tool_Elegoo PLA _0.2_20m47s.gcode On retrouve certains de ses fichiers sur le site d'Elegoo https://www.elegoo.com/pages/download ("3D Printers (Firmware, Manual, Model)" -> Serie "Centauri 3D Printer" -> Model "Centauri Carbon 2 Combo") modèles 3D (.stl) et fichiers d'impressions pré-tranchées (.gcode) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/3DBenchy.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/CC2 MINI.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/ELEGOO Nameplate.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/The Buddha.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Scraper.zip (lame et vis fournis dans les accessoires de l'imprimante) https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/PTFE Tube Tool.zip https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Otter.zip Dont un bien pratique qu'il n'y avait pas en mémoire ou sur la clé USB https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Spool adapter.zip (pour les bobines ayant une ouverture centrale d'un diamètre de ~72-73 mm comme certaines bobines Anycubic, JAYO, ... en plastique) On peut aussi trouver mentionné sur le wiki et publié sur Nexprint un adaptateur qui permet de contourner le système CANVAS afin d'imprimer du TPU. Flexible Filament Printing Adapter for Centauri Carbon 2 Combo - Elegoo Lab https://www.nexprint.com/en/models/G5005984 Mais je n'ai pas encore imprimé ce dernier, car pour mes essais d'impressions en TPU, CANVAS déconnecté, j'ai démonté le hub 4-1 pour passer en direct mon filament TPU à la tête d'impression. --- ECC2_0.4_Elegoo Nameplate_Elegoo PLA _0.2_17m28s.gcode voir fin de la "Mise en fonction" ECC2_0.4_Vase_Elegoo PLA _0.12_5h17m.gcode J'ai profité de la fonctionnalité "Recharge automatique du filament" ("auto-refill") du système CANVAS, en lançant l'impression avec une fin de bobine de filament bleu clair et avec une bobine de filament bleu chargée sur un slot tout en ayant paramétré le même type et couleur pour les deux. Lors de l'impression la fonction "Recharge automatique du filament" a correctement fonctionné sans intervension de mas part. Lors de la fin d'une bobine, le filament est consommé encore ~10-15 cm après que sa fin soit passée et sortie du système CANVAS, et les derniers ~10-15 cm de filament engagés dans la tête et une partie du tube PTFE ne sont pas utilisés mais sont purgés avant de passer à l'autre bobine (on peut le vérifier ici au nombre de déchets de purges) Filaments : PLA Light Blue Velleman, Hyper PLA Bleu Creality. Malgré le changement de filament, le vase obtenu semble être bien étanche (après avoir passé plus de 24 h rempli d'eau, pas de suintement ni de fuite d'eau détecté) ECC2_0.4_Scraper_Elegoo PLA _0.2_1h23m.gcode Filaments : PLA recyclé ArianePlast, Hyper PLA Bleu Creality. Ont peut alors utiliser la lame et les deux vis fournis avec l'imprimante pour obenir l'outil complet. ECC2_0.4_PTFE Tube Tool_Elegoo PLA _0.2_20m47s.gcode Filament : Hyper PLA Bleu Creality. Vidéo du timelapse https://youtu.be/snSoeV3Ld2A Il s'agit d'un outil pour déverrouiller les tubes PTFE enfichés dans le hub 4-1 qui est placé à l'entrée de la tête d'impression quand on utilise le système CANVAS. Spool adapter https://www.elegoo.com/pages/download ("3D Printers (Firmware, Manual, Model)" -> Serie "Centauri 3D Printer" -> Model "Centauri Carbon 2 Combo") https://elegoo-downloads.oss-us-west-1.aliyuncs.com/tutorials/Centauri Carbon 2 Combo/Spool adapter.zip Je n'ai pas utilisé directement le fichier .gcode pré-tranché que l'on trouve dans l'archive .zip J'ai préféré trancher moi-même le fichier d'extension ".stl" pour avoir une orientation idéal pour l'impression ( les petites protubérance en contacte avec le plateau ) J'ai encore une fois profité de la fonction "Recharge automatique du filament" ("auto-refill") du système CANVAS en lançant l'impression avec une fin de bobine de filament bleu et avec une bobine de filament bleu translucide. J'ai un peu de temps après le passage au filament bleu translucide pour augmenter la température d'impression (passer de 210°C à 220°C), car elle était alors insuffisante pour ce filament. (Ont peut voir que sur les ~2 premier centimètres du bleu translucide, il y a un peut de sous-extrusion et donne une couleur plus claire car il etait alors imprimé a une température trop basse pour obtenir une extrusion correcte.) Filaments : Hyper PLA Blue Creality, PLA bleu translucide ArianePlast. Vidéo du timelapse : https://youtu.be/pXABFzYJYn4 Cet adaptateur utilisé avec une bobine Anycubic (qui, comme certaines bobines JAYO ont un diamètre intérieur de l'ouverture centrale de ~72-73 mm), ce qui permet à la bobine d'être bien fixée au support de bobine de la Centauri Carbon 2 qui de base n'est compatible qu'avec des bobines ayant un diamètre intérieur de l'ouverture centrale de 53 à 58 mm) Plus tard, j'ai refait cette impression Filament : PLA Red Velleman Vidéo du timelapse : https://youtu.be/SSY1cQMnrdc Et, plus tard, encore une fois avec des fins de bobines Filaments : CR-PLA Multicolor gradiant Creality, PLA Red Velleman, PLA Silk White Anycubic. Vidéo du timelapse: https://youtu.be/MXVxBwRgt8o ECC2_0.4_Otter_Elegoo PLA _0.2_15m24s.gcode ...quelques soucis avec un filament cassant... ( J'ai fait l'erreur d'utiliser une vieille bobine de PLA Red Velleman qui avait un filament très cassant (bobine qui avait pris l'humidité; le filament s'était craquelé en certain point sur la bobine et je ne l'avais pas vu après le séchage de cette bobine qui donc avait plusieurs mètres de filament avec de petites craquelures qui, malgré le séchage le rendaient cassant.) et pour deux changements de filament j'ai eu lors de son retrait ce filament rouge qui s'est cassé dans le tube PTFE entre la tête d'impression et le système CANVAS ErrorCode 1251 ( "Le déchargement du filament a échoué ...") suivi de ErrorCode 1220 ("Filament anormalement détecté dans l'extrudeuse ..." ) Pour ne pas perdre l'impression, je n'ai pas suivi la méthode de résolution proposée dans le wiki d'Elegoo (car leur méthode demande d'éteindre la machine), mais j'ai utilisé, non sans difficulté, l'outil pour déclipser du hub le tube PTFE avec le morceau de filament coincé. Car le tube PTFE est très glissant, j'ai eu besoin de coller dessus un morceau d'un gros scotch double face pour pouvoir bien le saisir et le tirer, tout en appuyant avec l'outil pour, après plusieurs essais et finalement en appliquant tout de même beaucoup de force d'appui sur l'outil et de force de tirage du tube, j'ai enfin réussi à déconnecter le tube PTFE du hub. Pour ensuite pouvoir extraire le morceau de filament du tube, reconnecter le tube, vérifier plusieurs mètres de filament de ma bobine avant de réintroduire le filament dans l'entrée du système CANVAS et pour continuer l'impression appuyer sur le bouton "Play/Stop" et "Reprendre". ) Filaments : PLA Silk White Anycubic, PLA Red Velleman, PLA recyclé ArianePlast. Vidéo du timelapse : https://youtu.be/cpPVRwQyNP8 ECC2_0.4_3DBenchy_Elegoo PLA _0.2_41m50s.gcode Filaments : PLA recyclé ArianePlast, PLA Silk White Anycubic, PLA Red Velleman, PLA Eco violet ArianePlast. Vidéo du timelapse : https://youtu.be/wbKyxeS71H0 ECC2_0.4_CC2 MINI Desk organizer_Elegoo PLA _0.2_1h52m.gcode Filament : PLA recyclé ArianePlast. Vidéo du timelapse : https://youtu.be/FNtgrkFVmhw ECC2_0.4_The Buddha_Elegoo PLA _0.2_25m47s.gcode Filament : PLA Silk White Anycubic. Vidéo du timelapse : https://youtu.be/-ZKwgMgMkKg





























































 1 point
1 point -
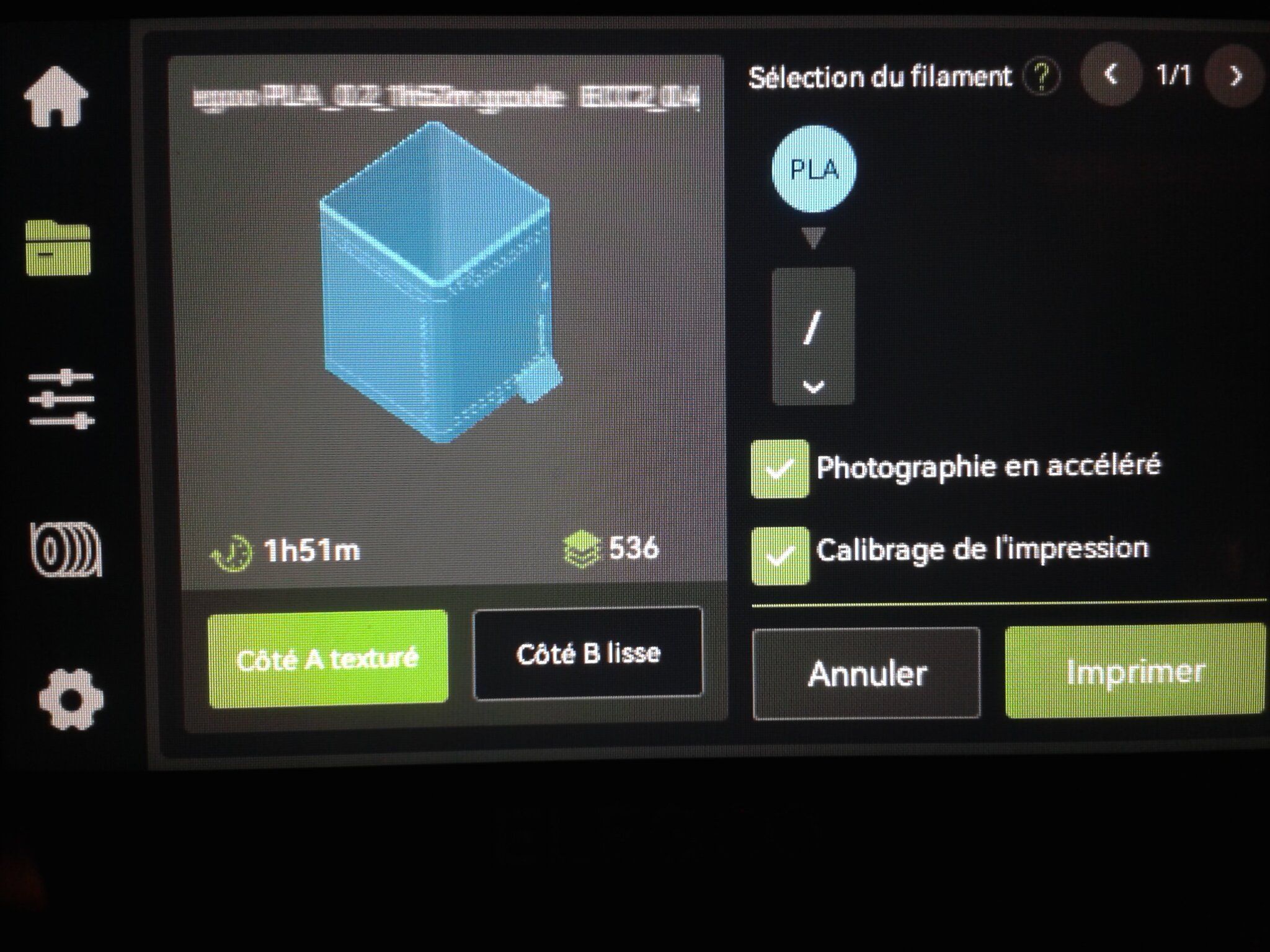
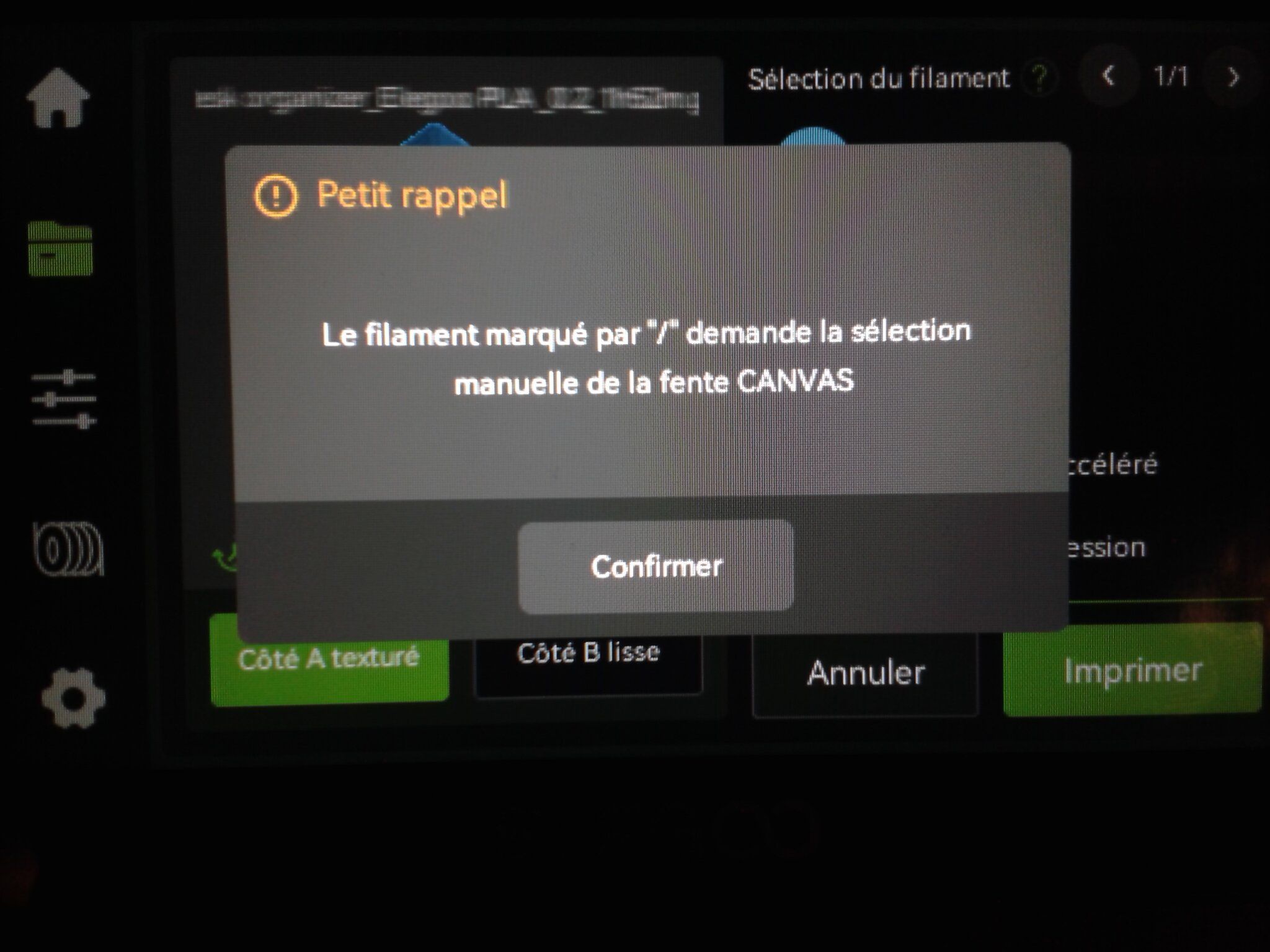
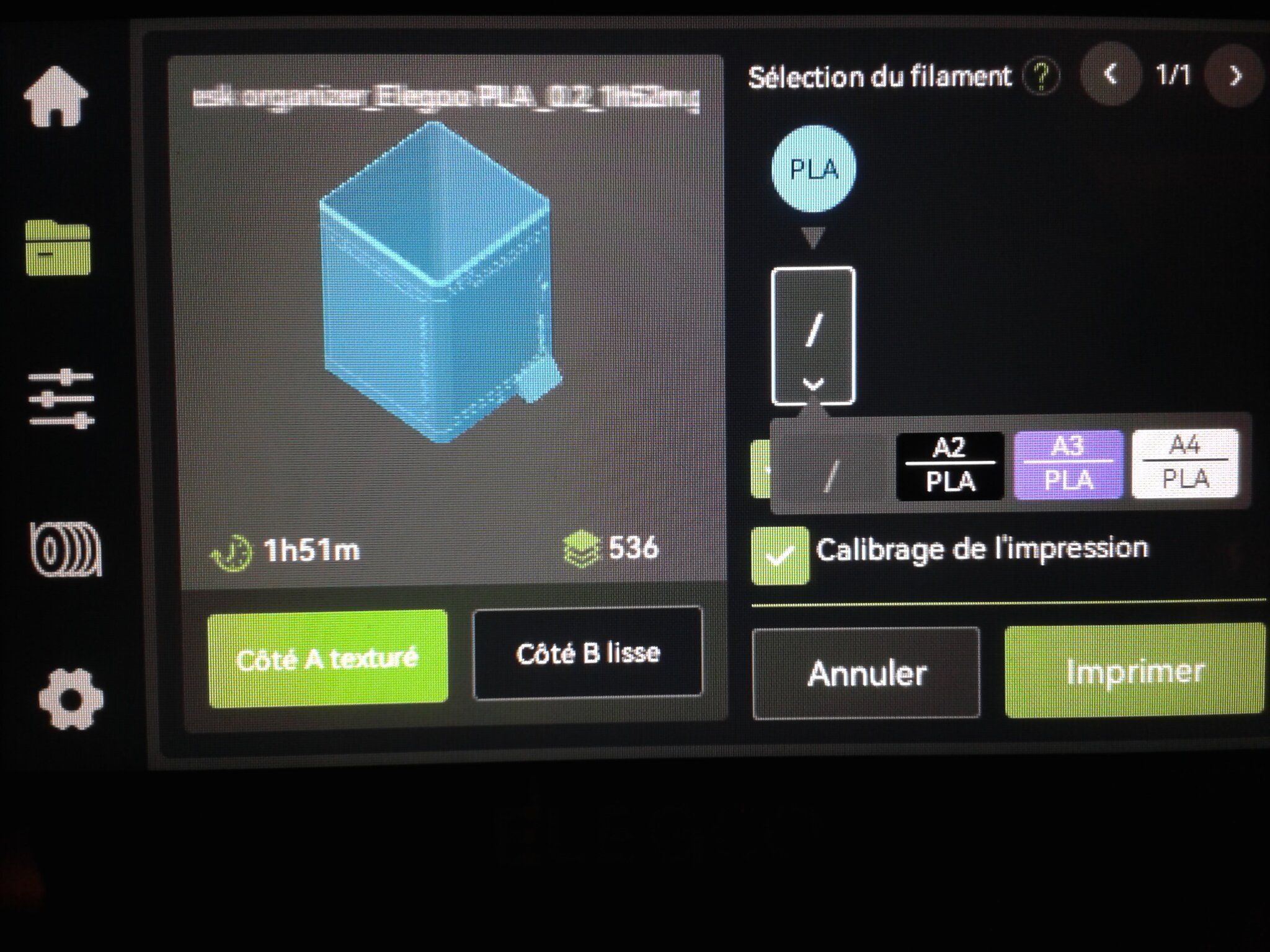
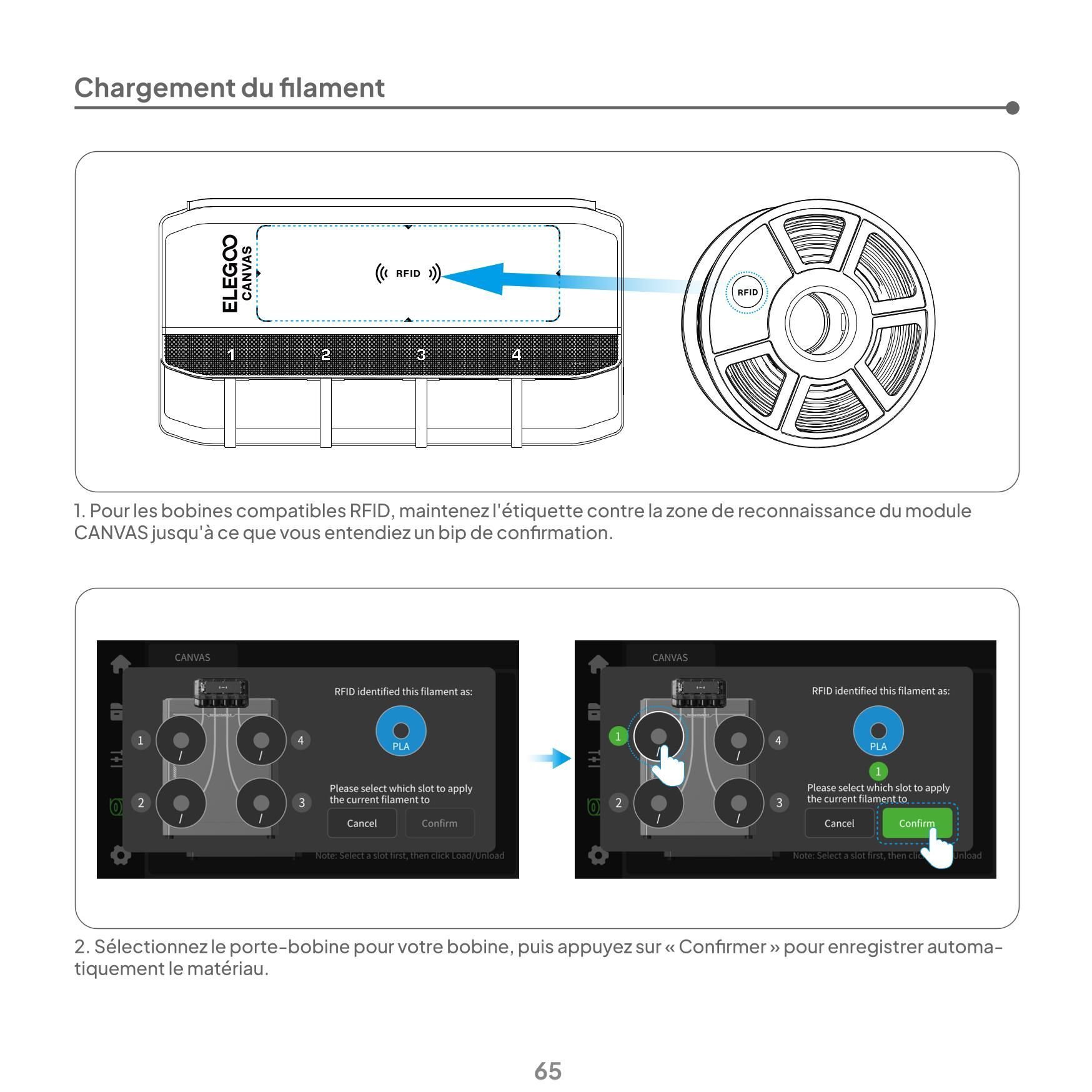
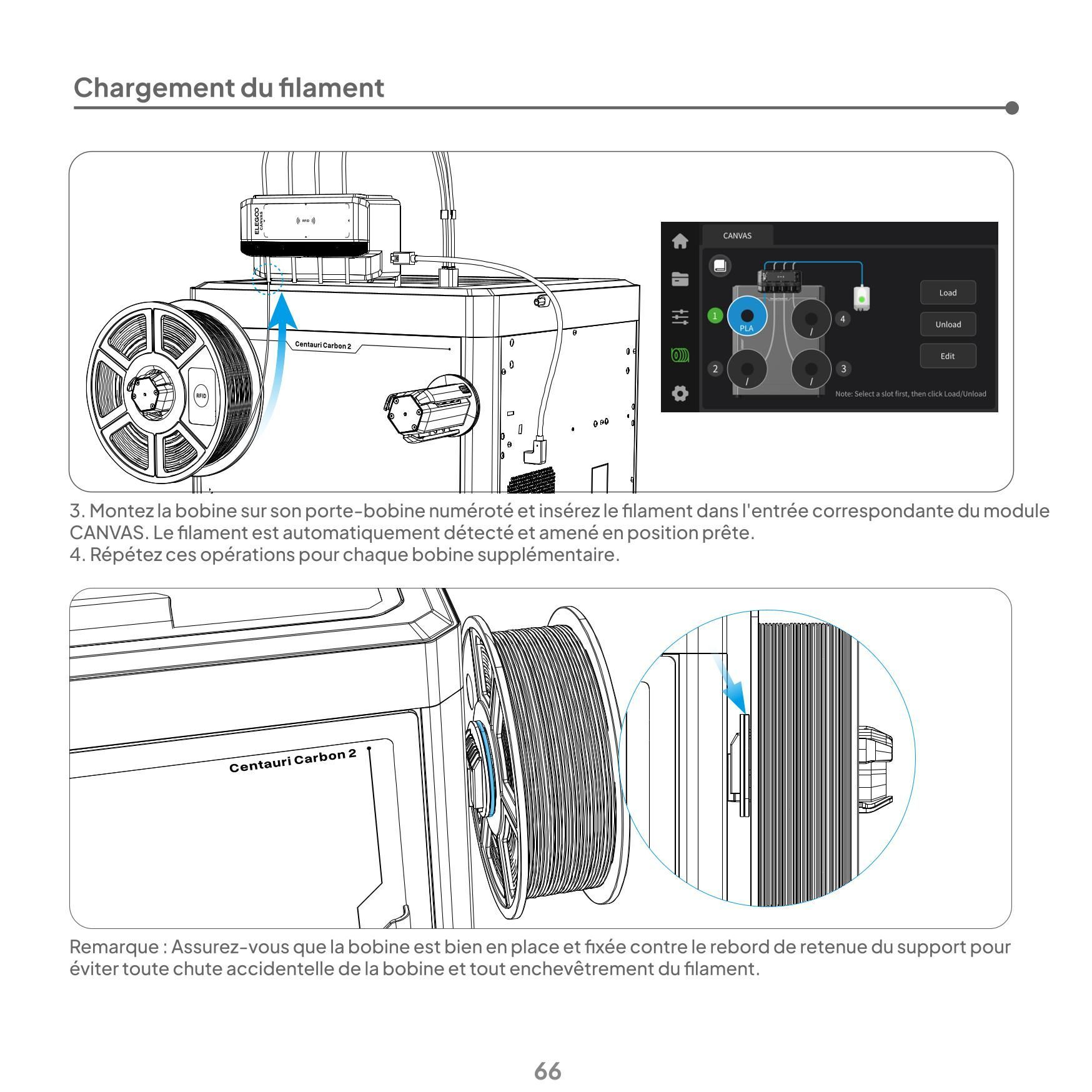
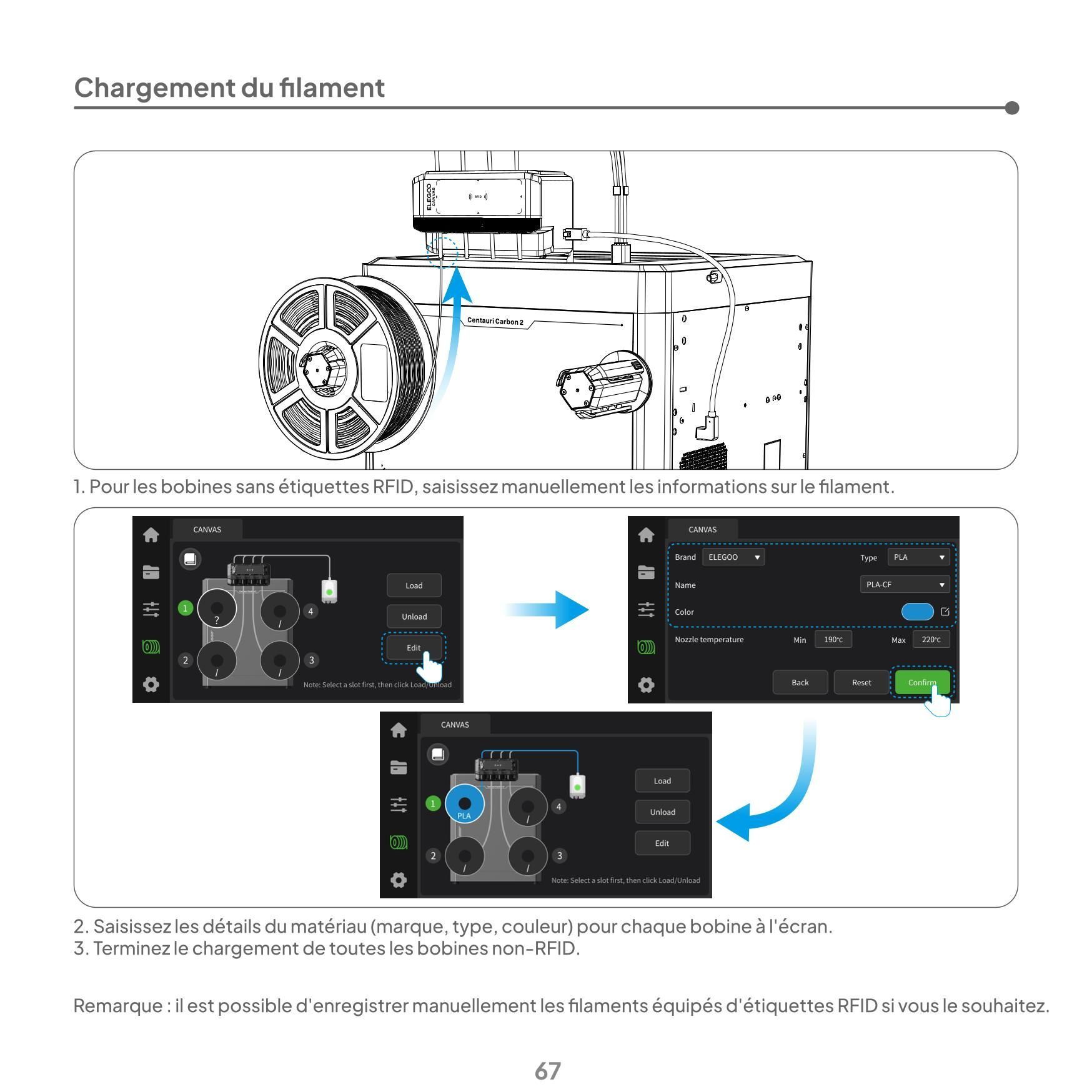
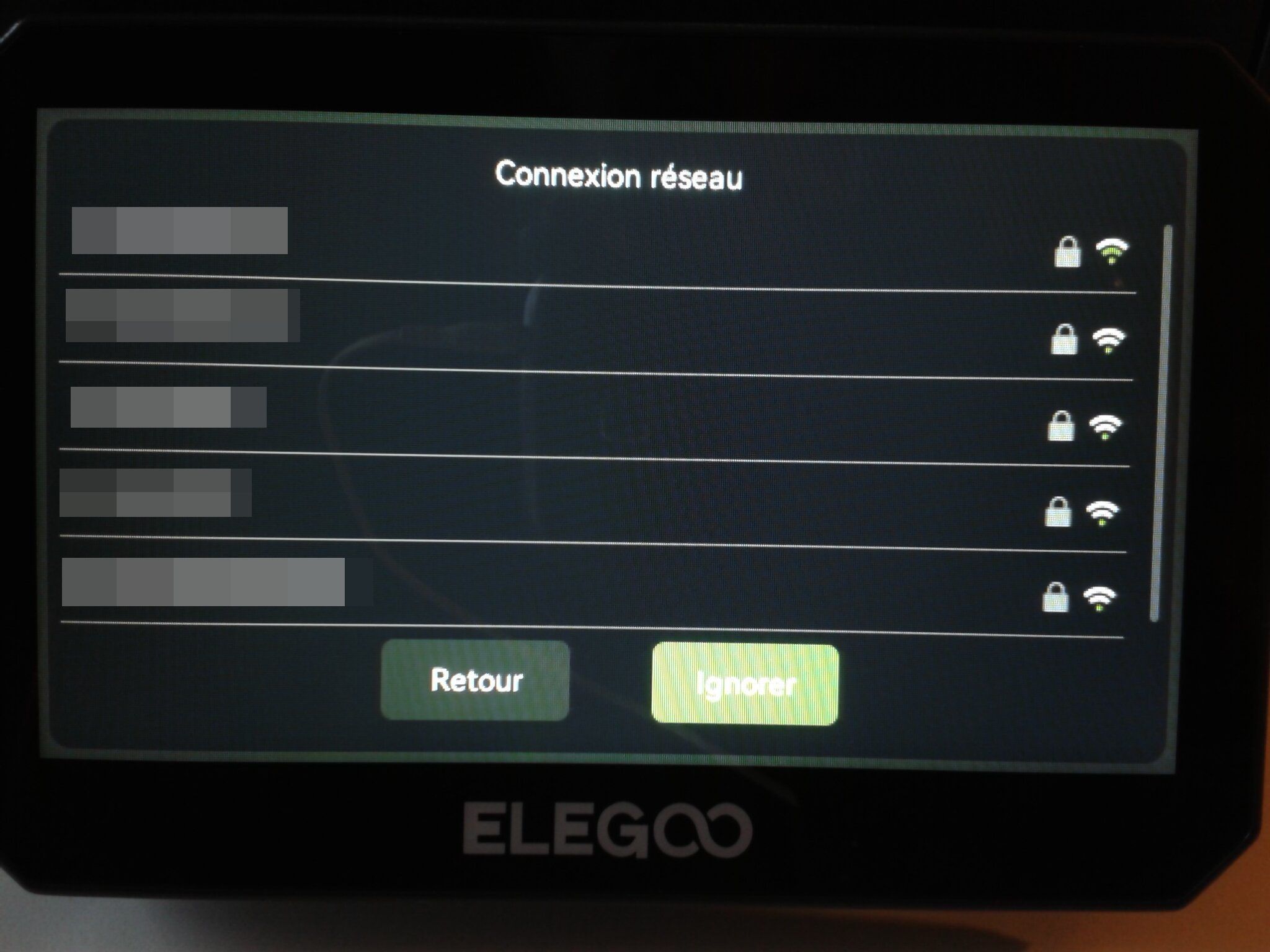
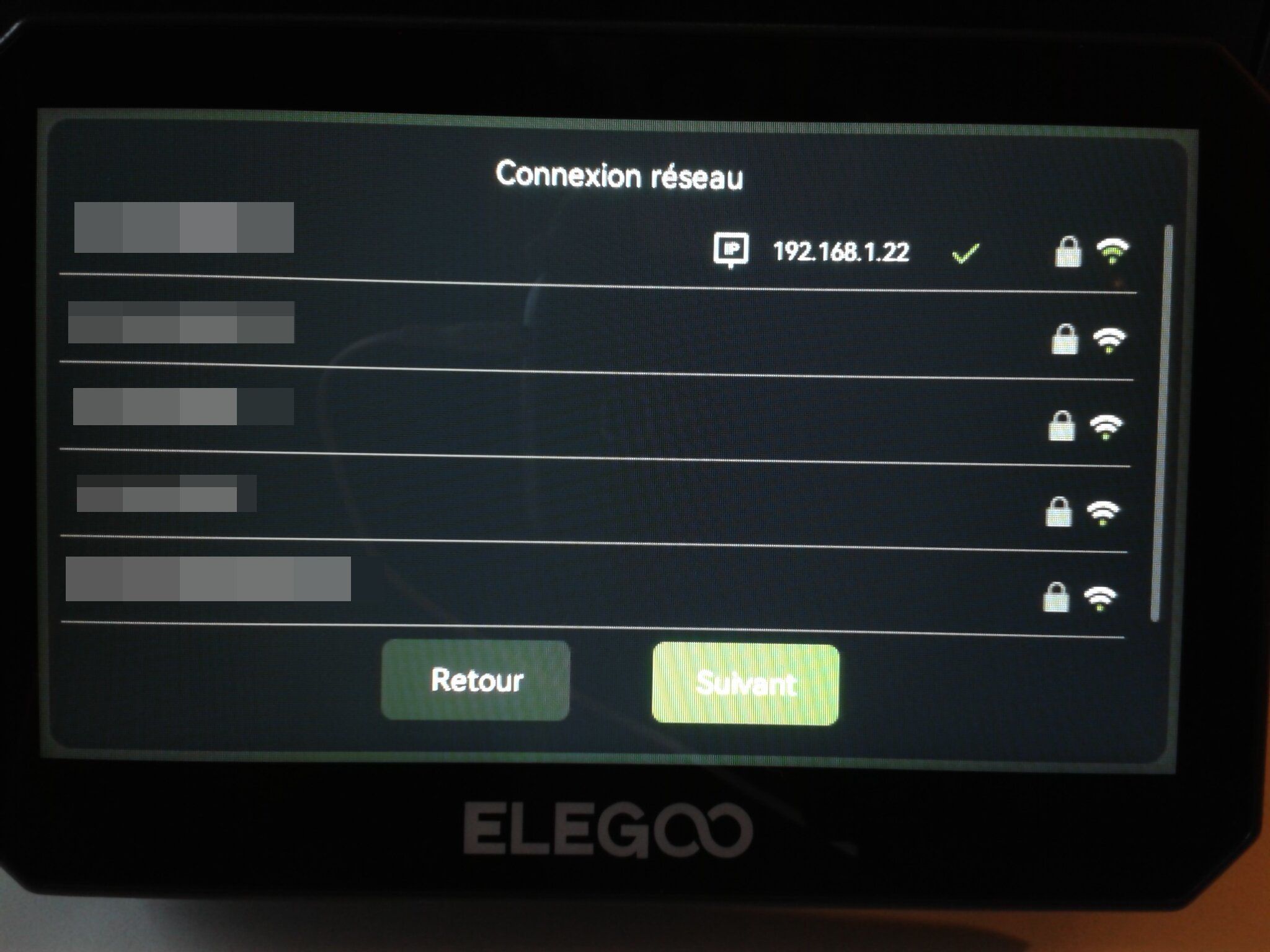
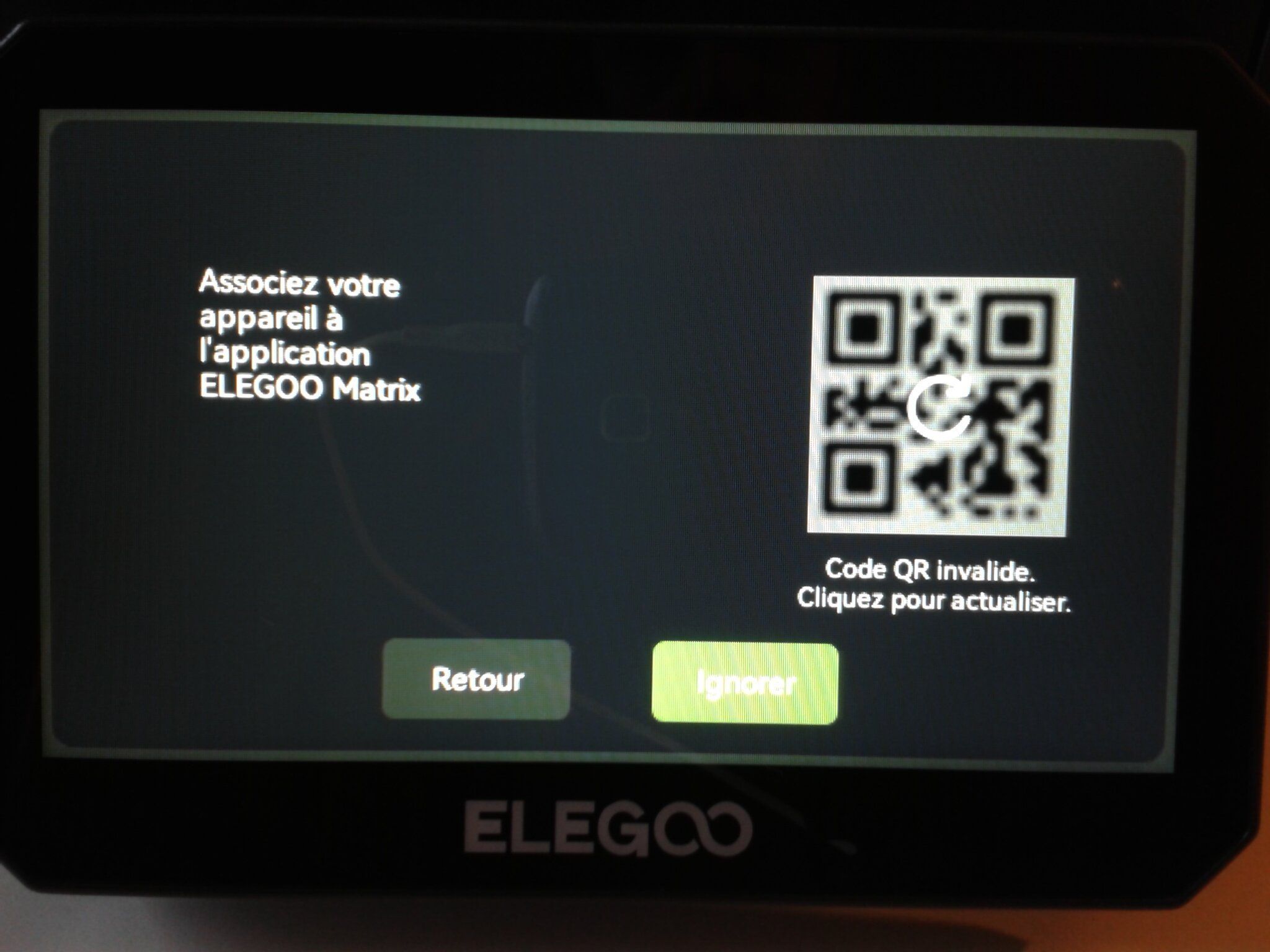
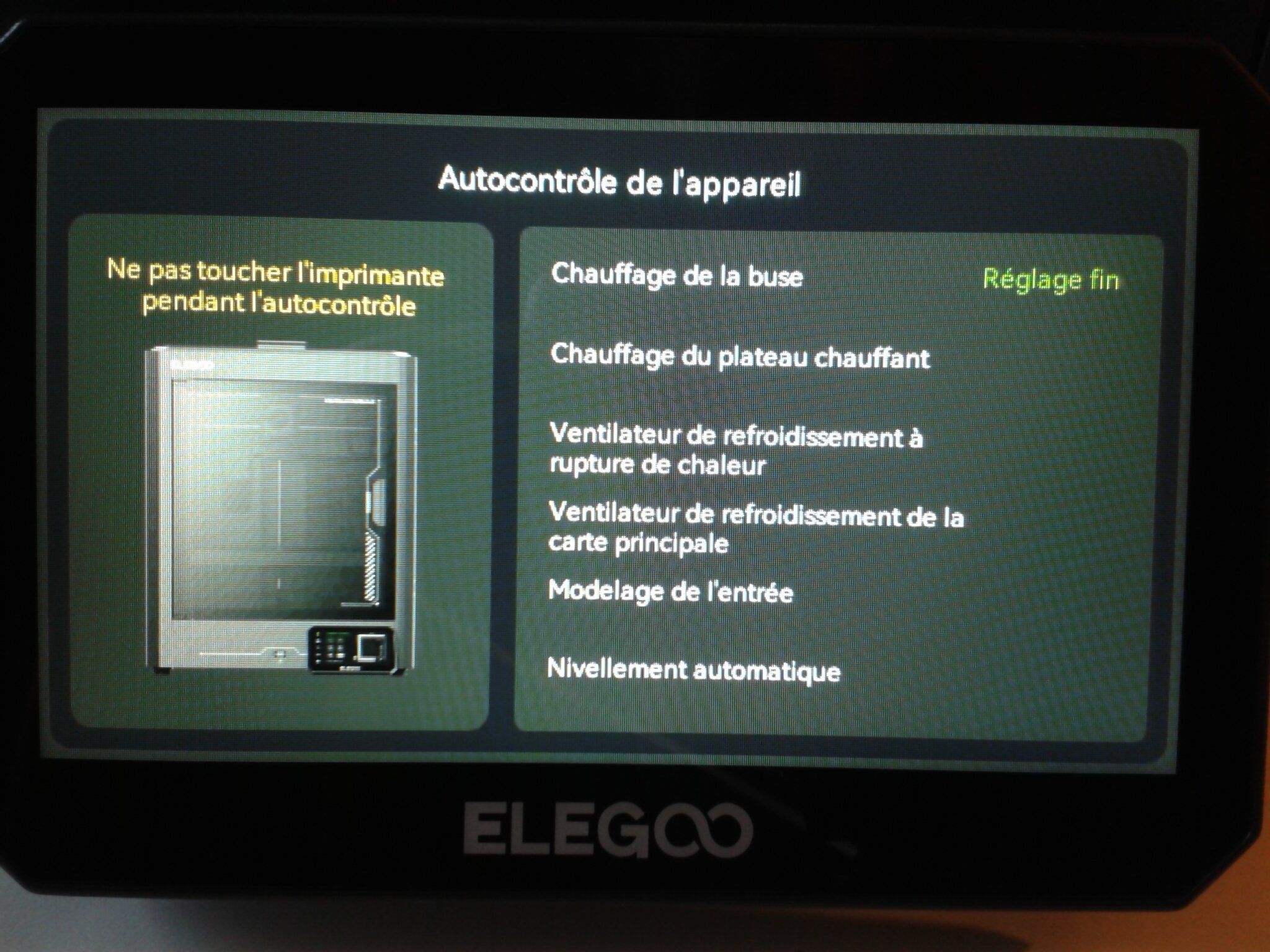
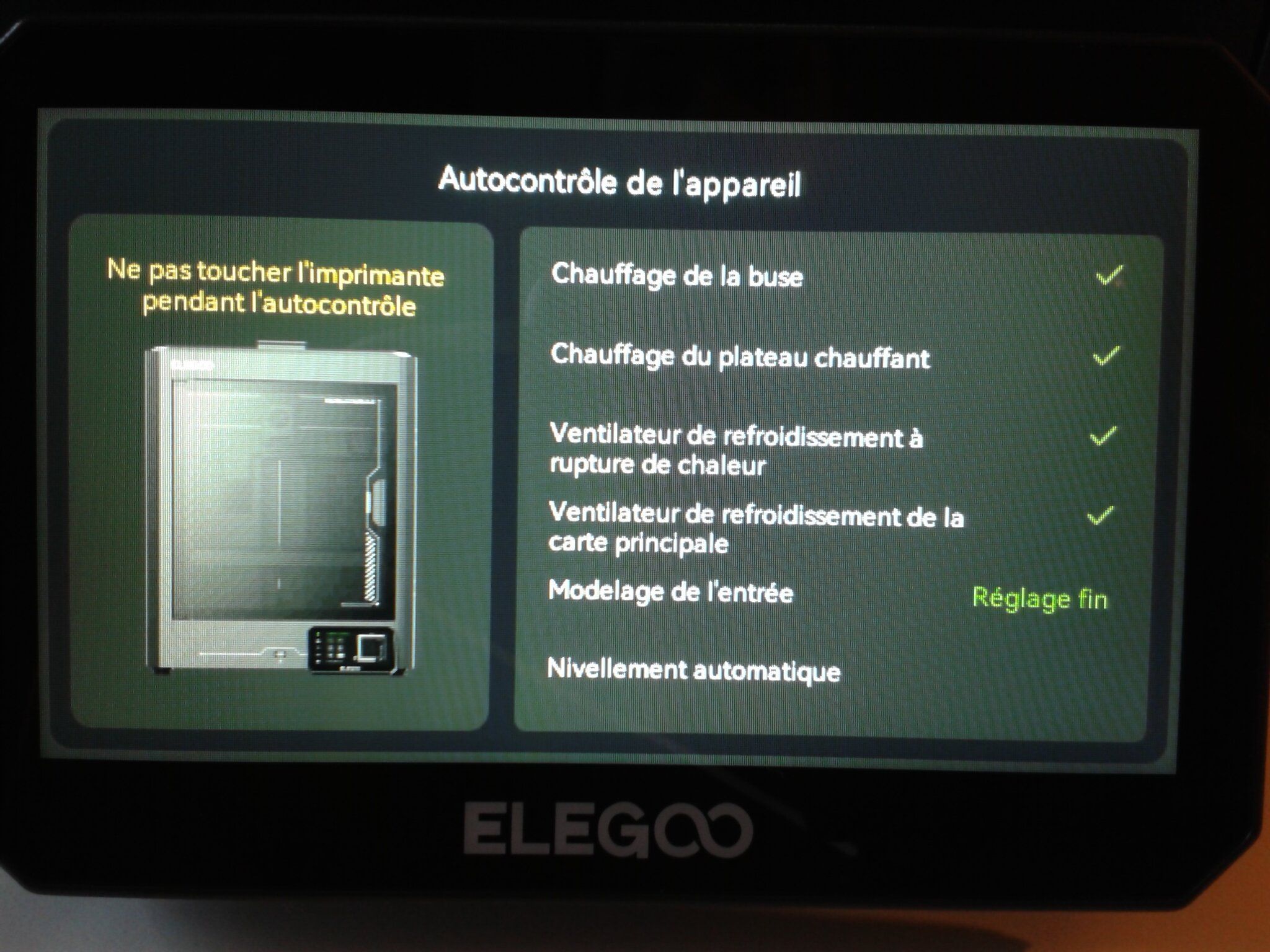
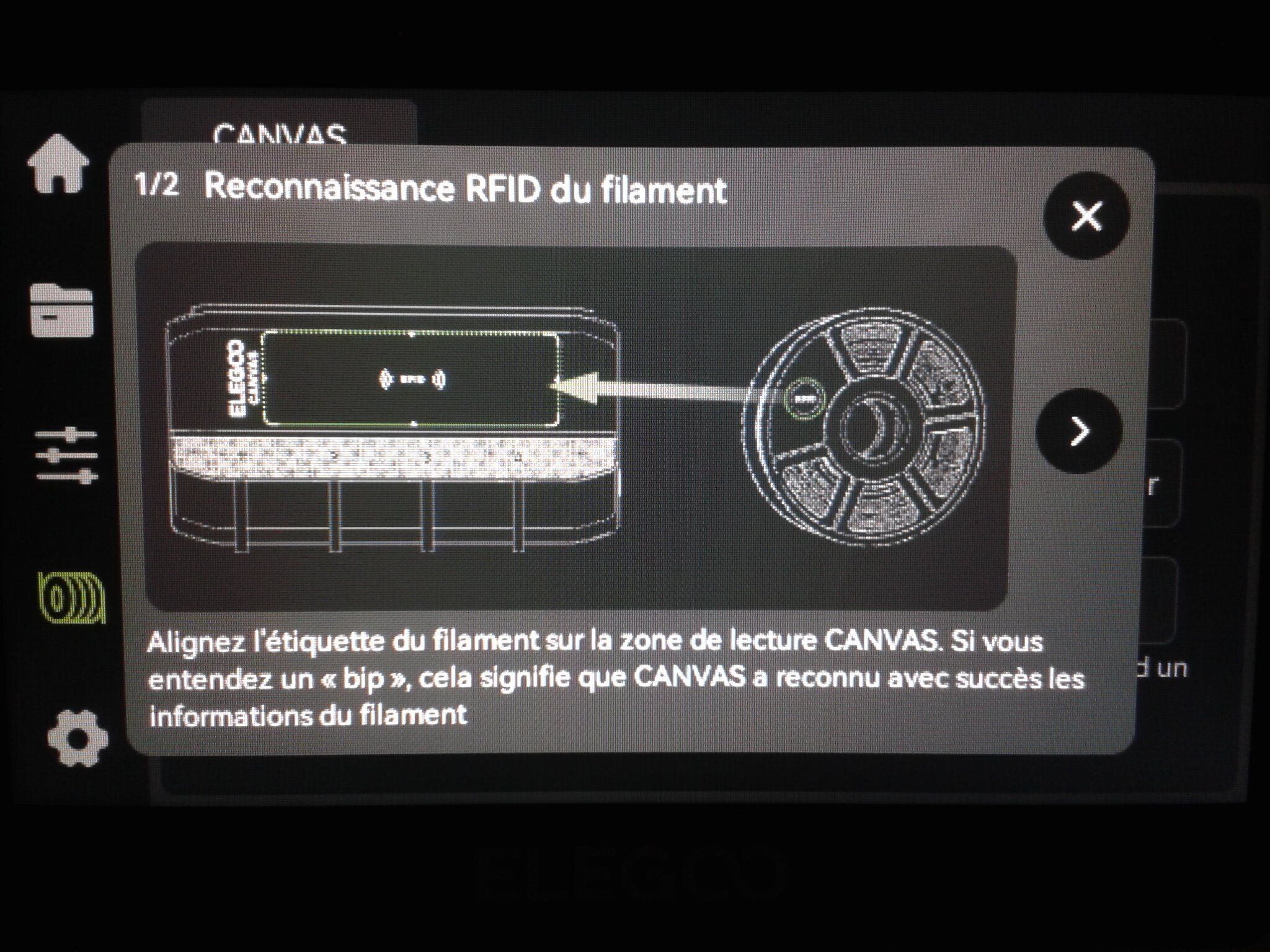
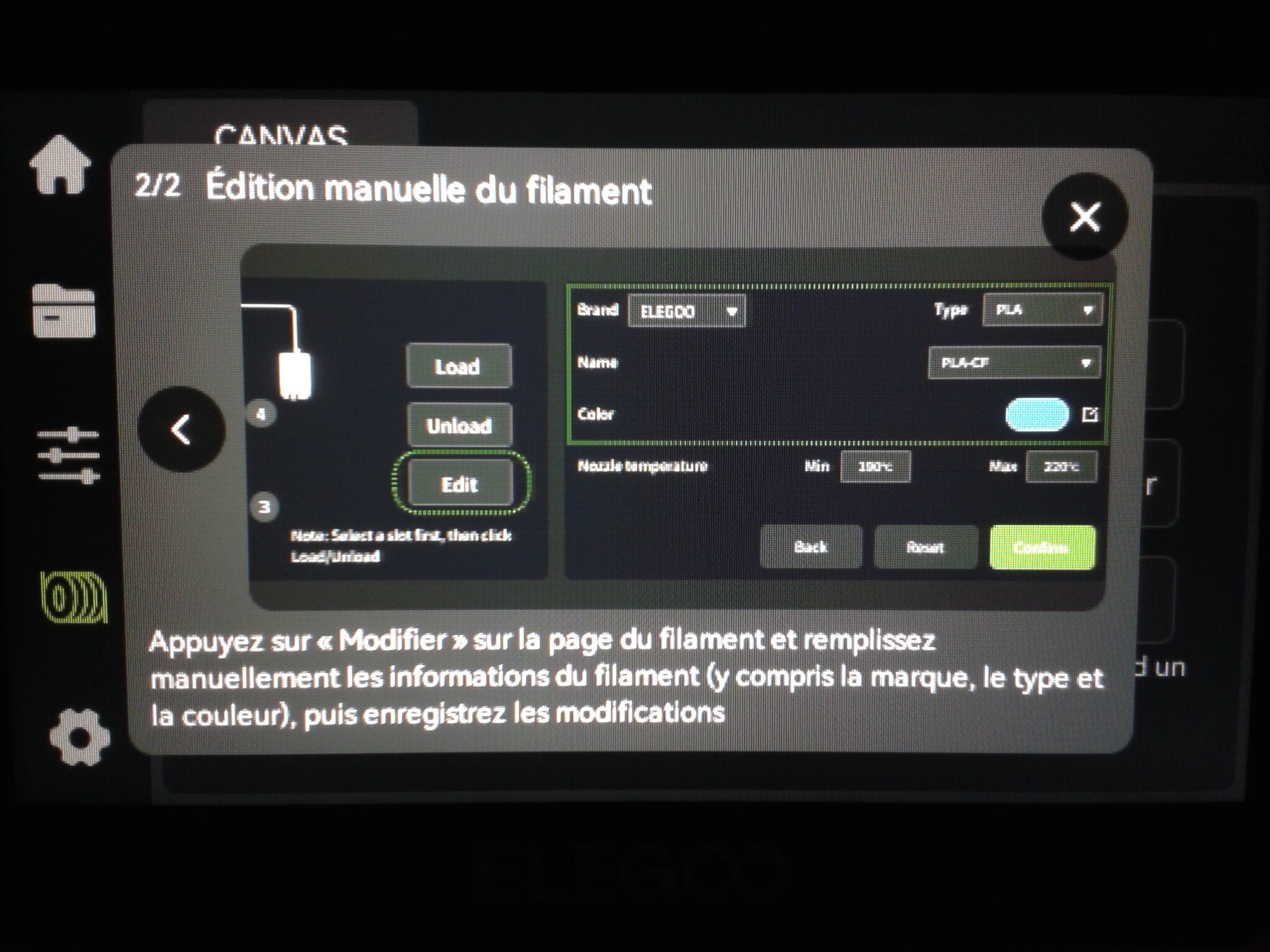
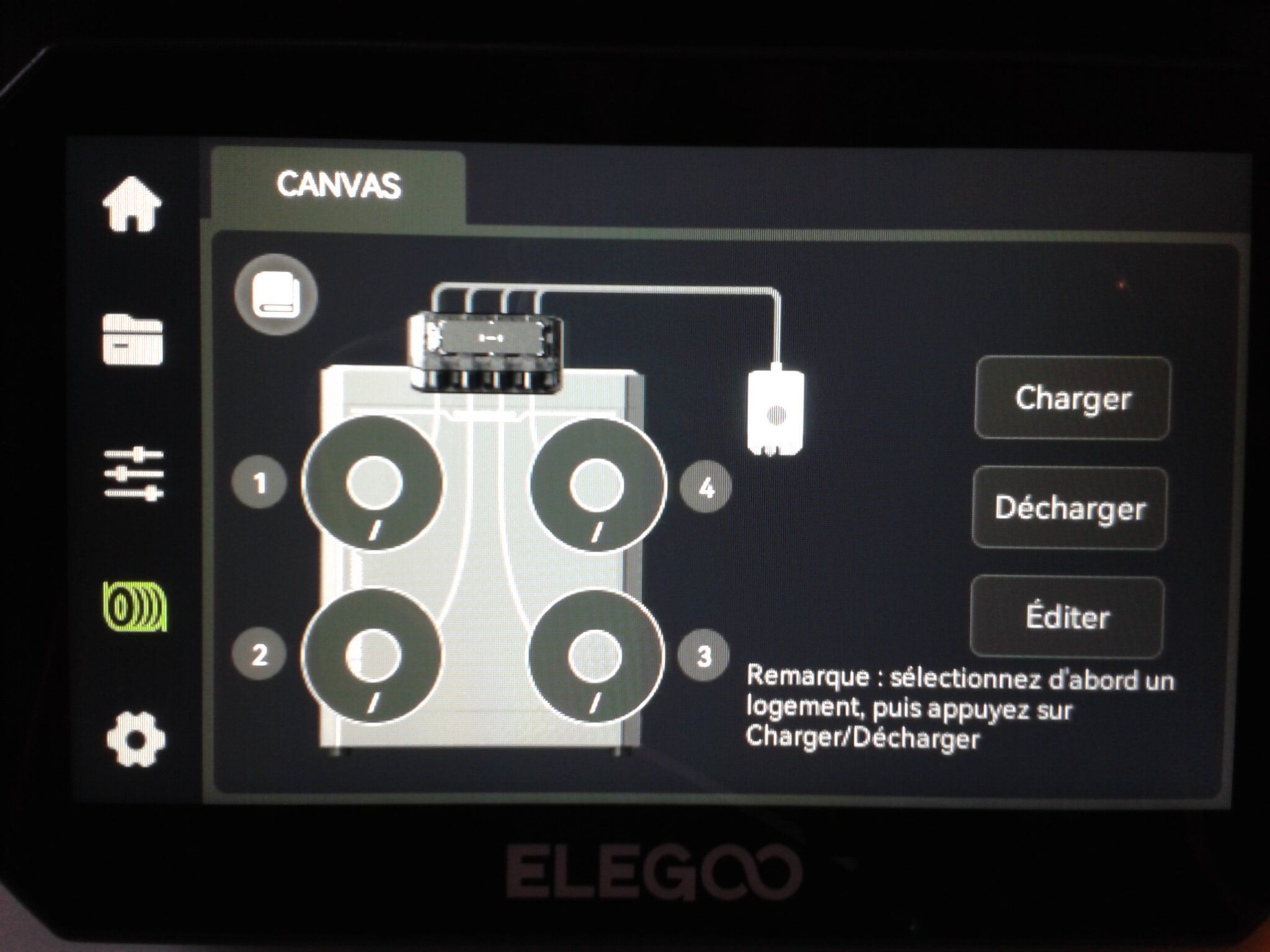
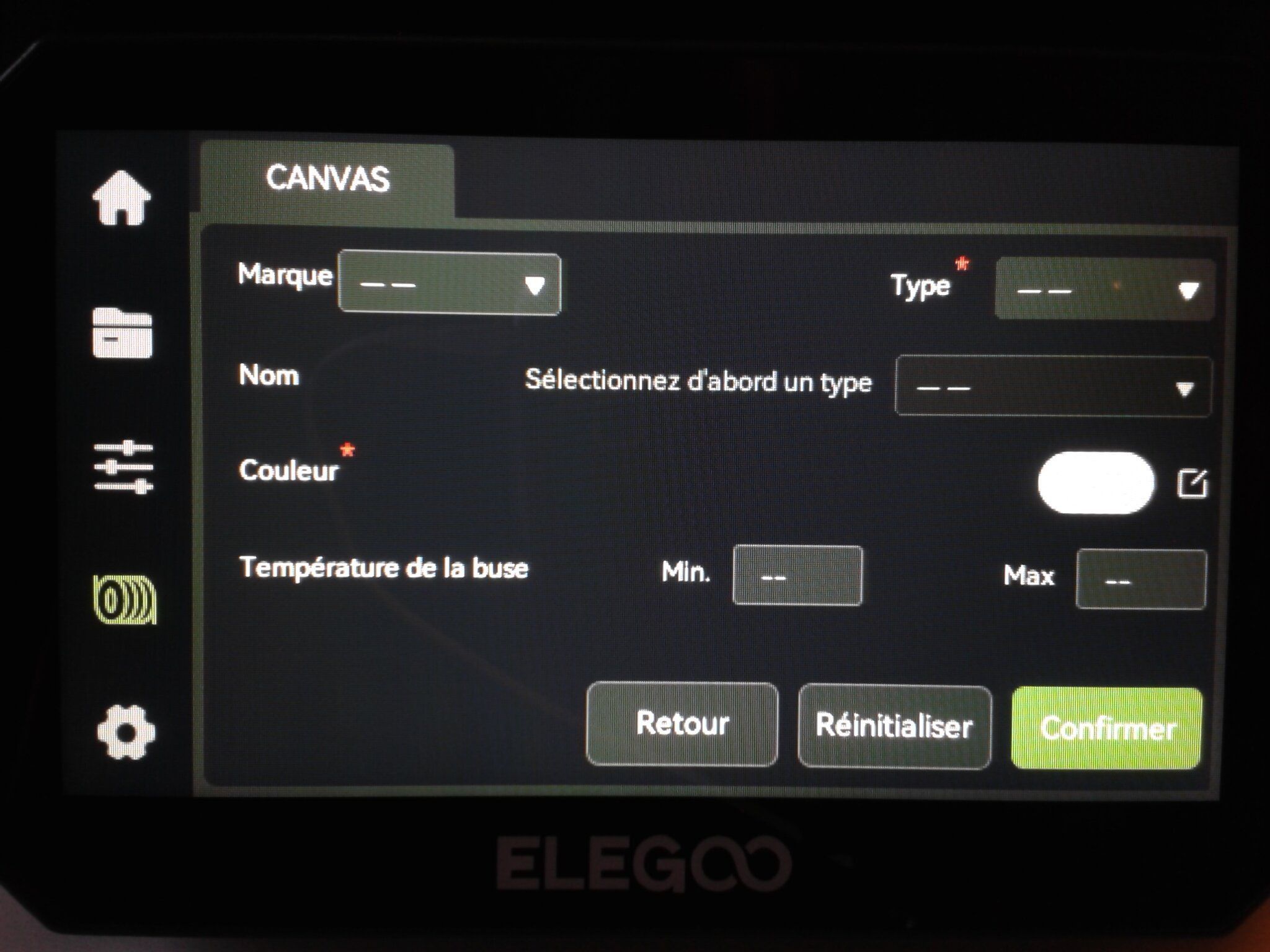
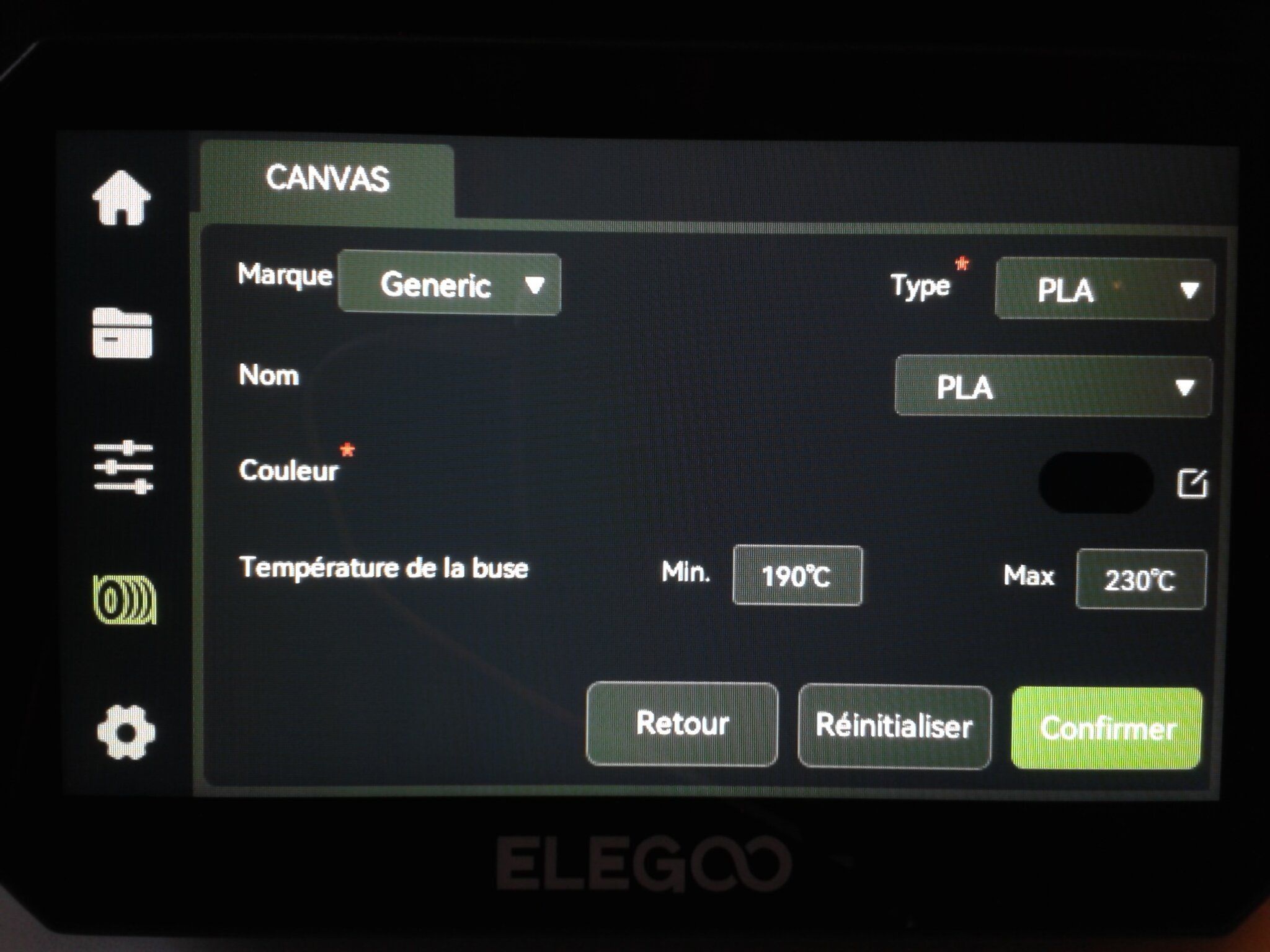
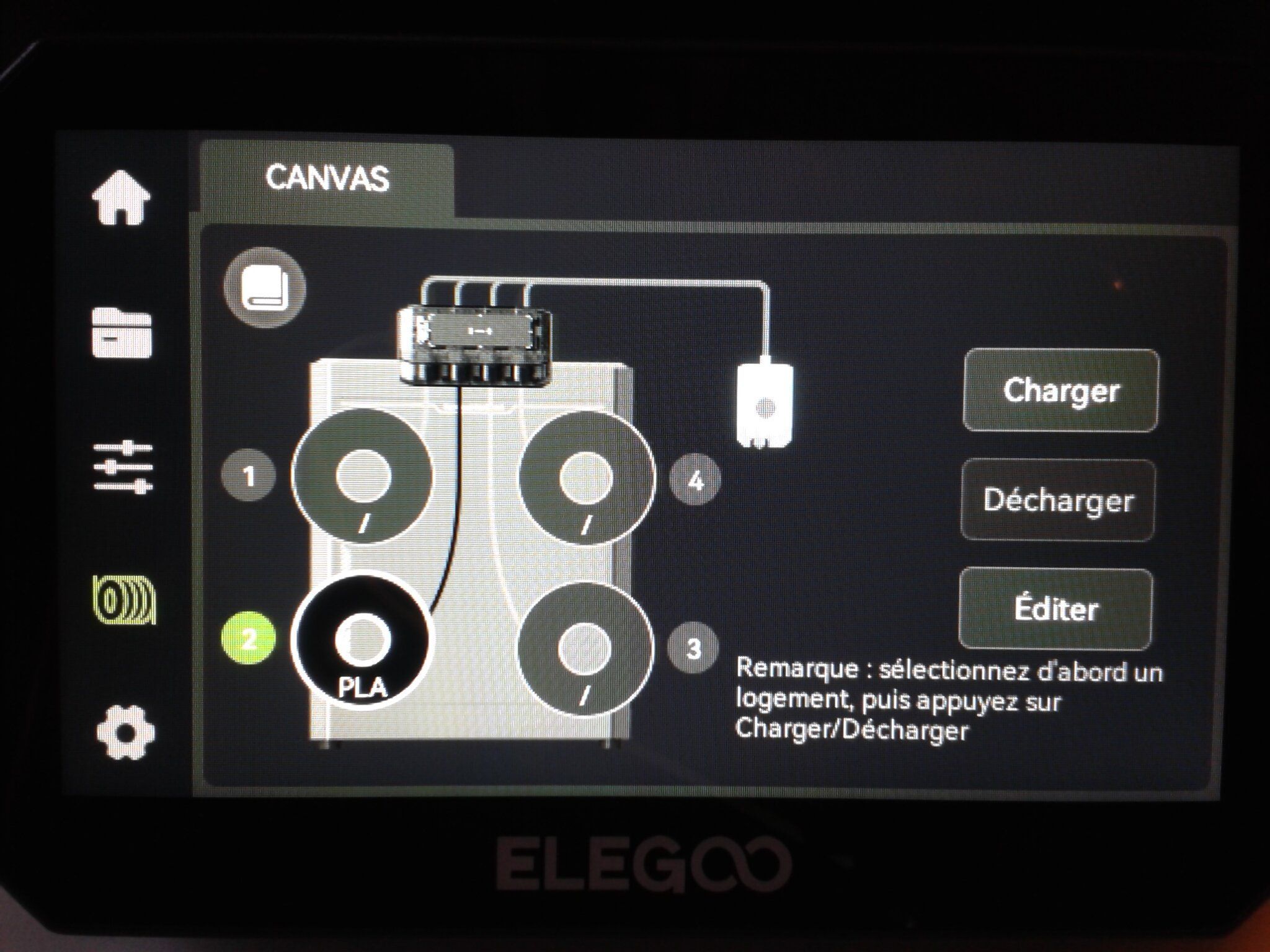
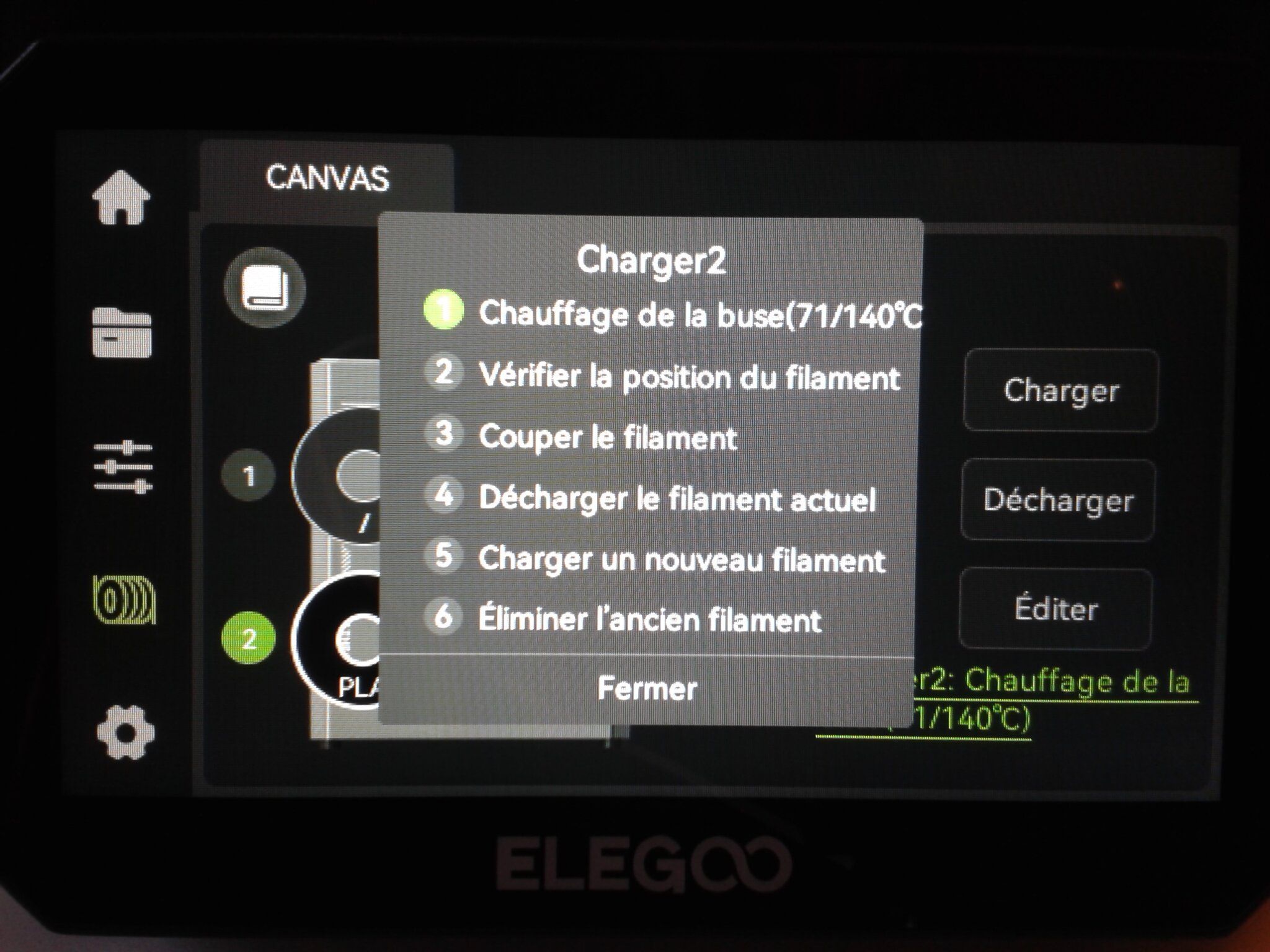
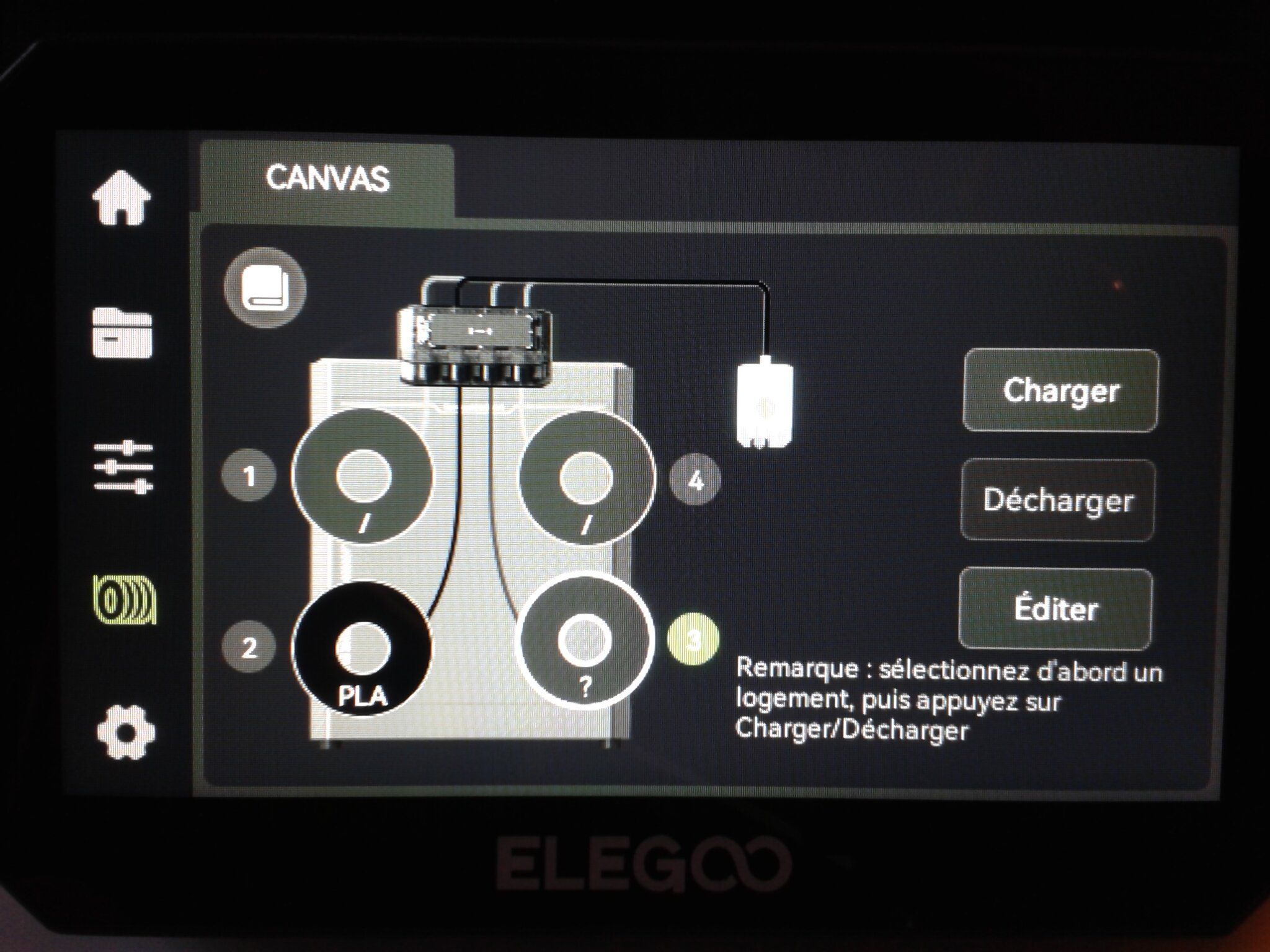
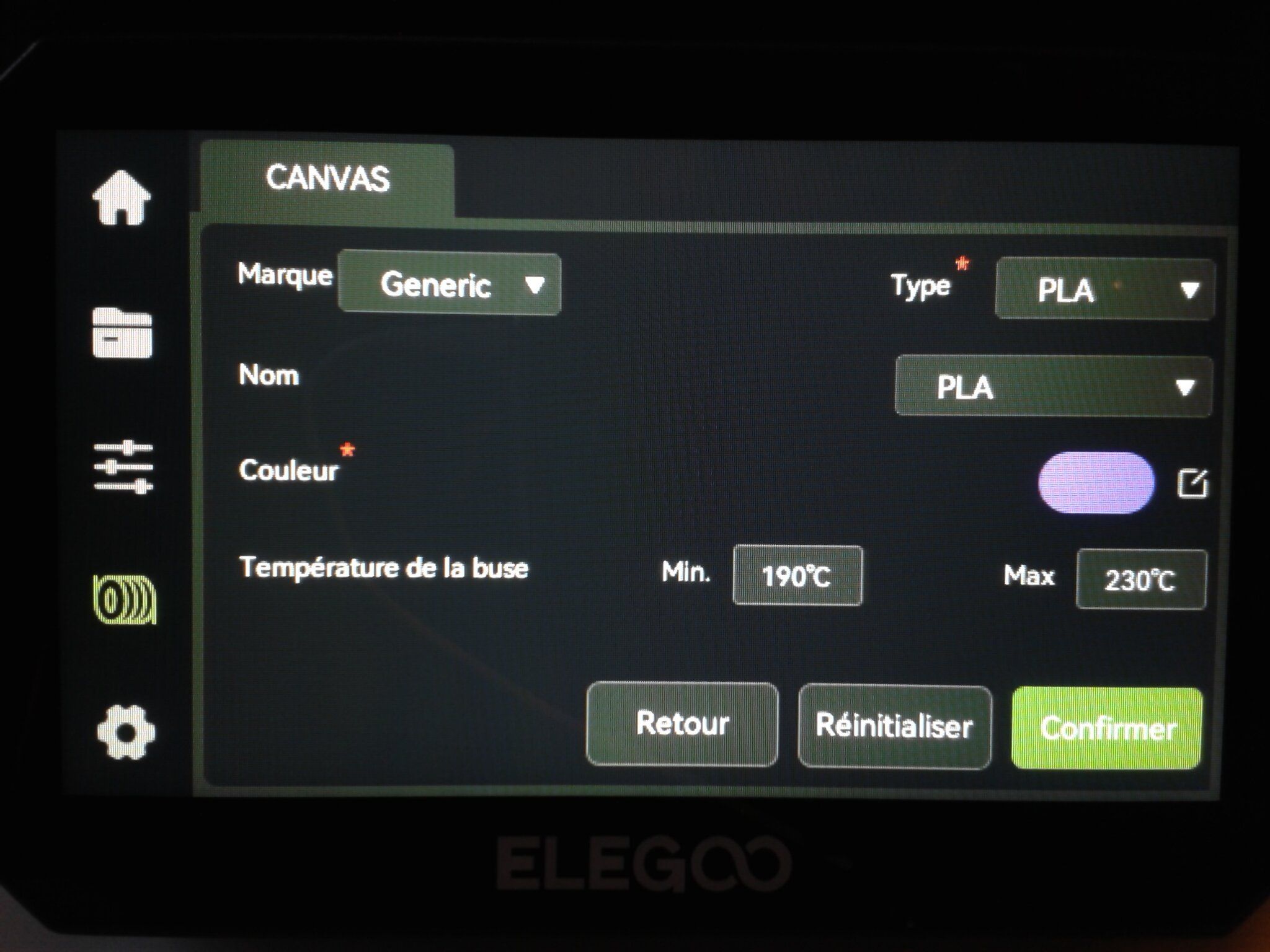
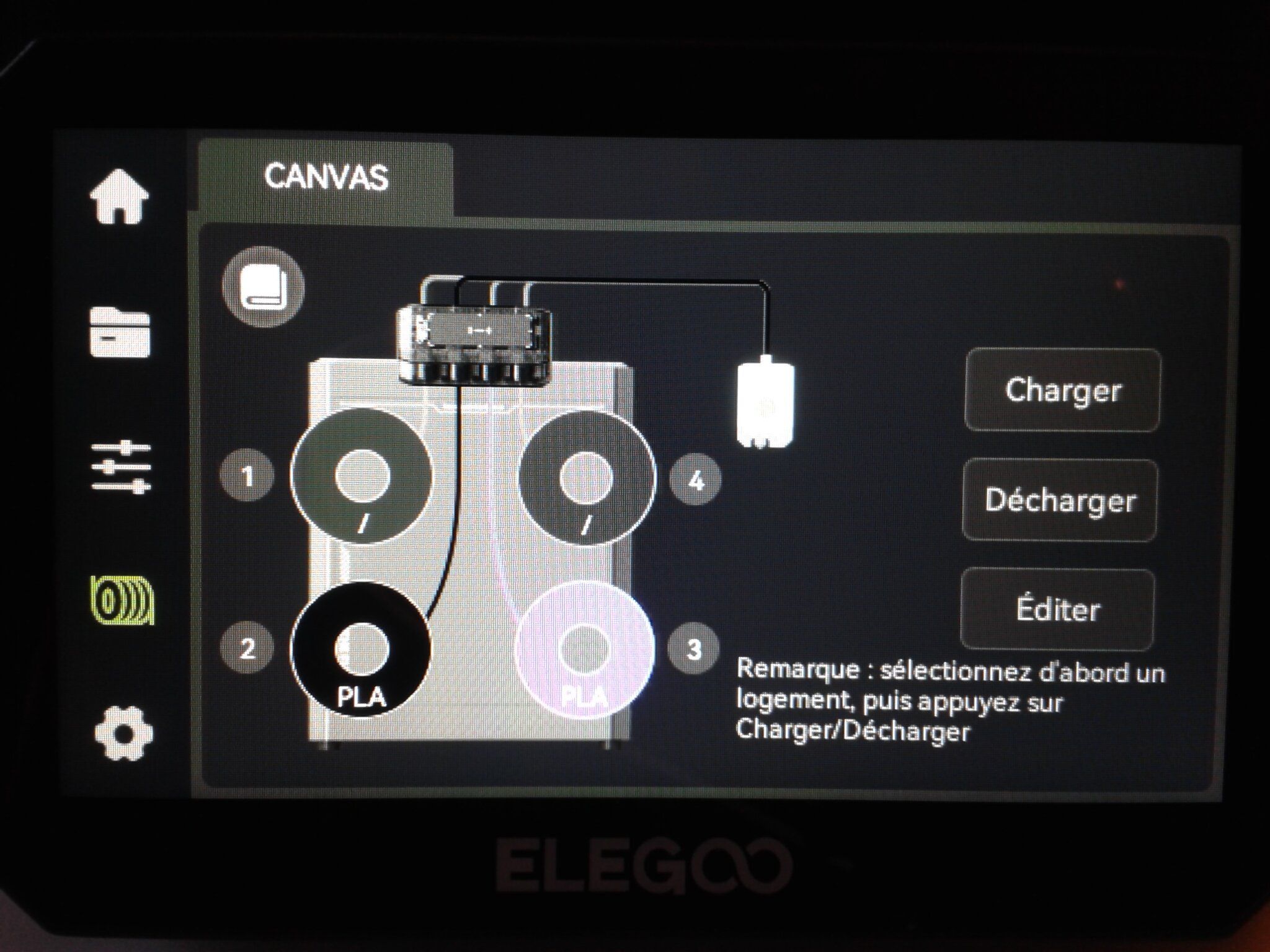
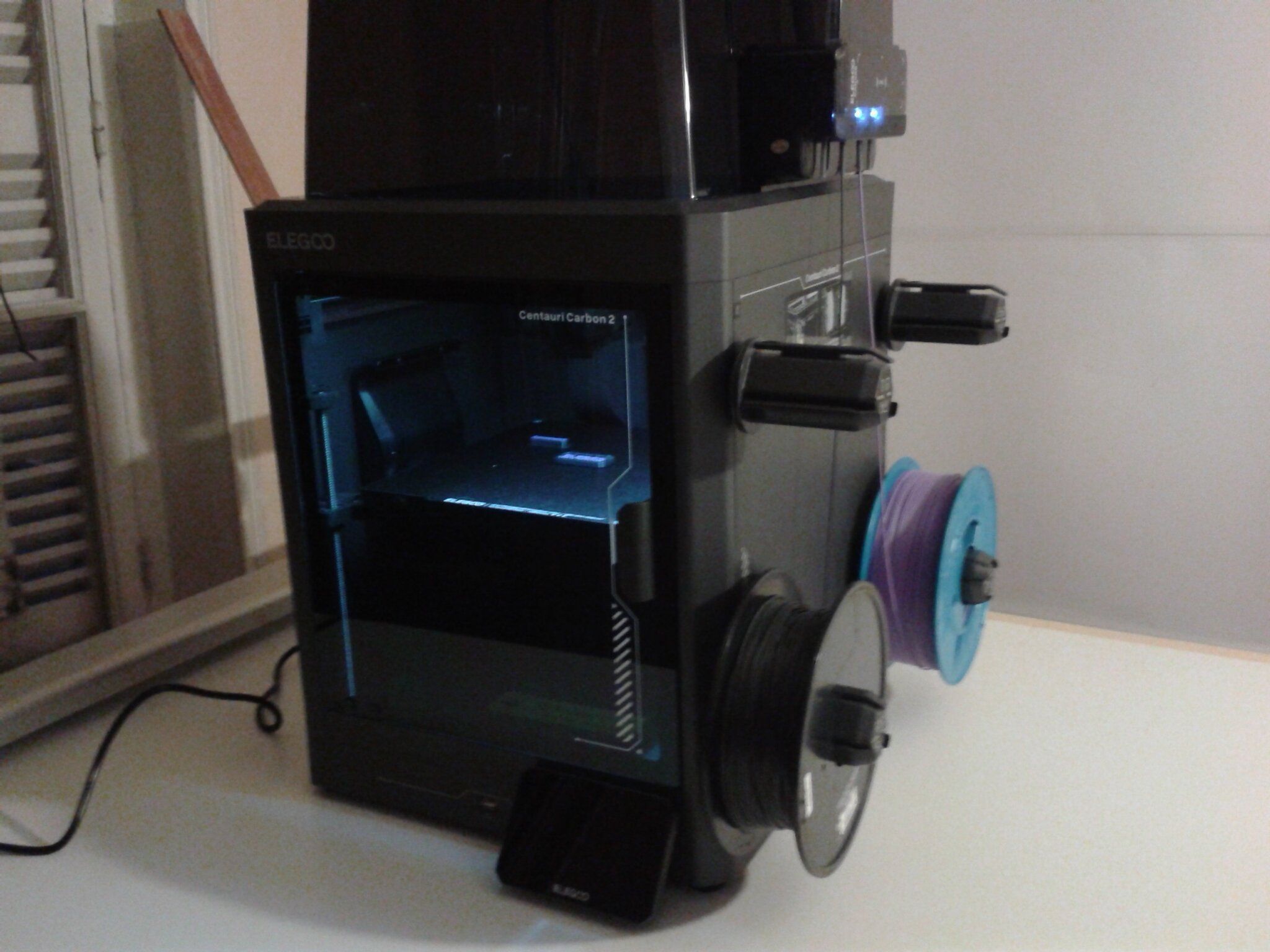
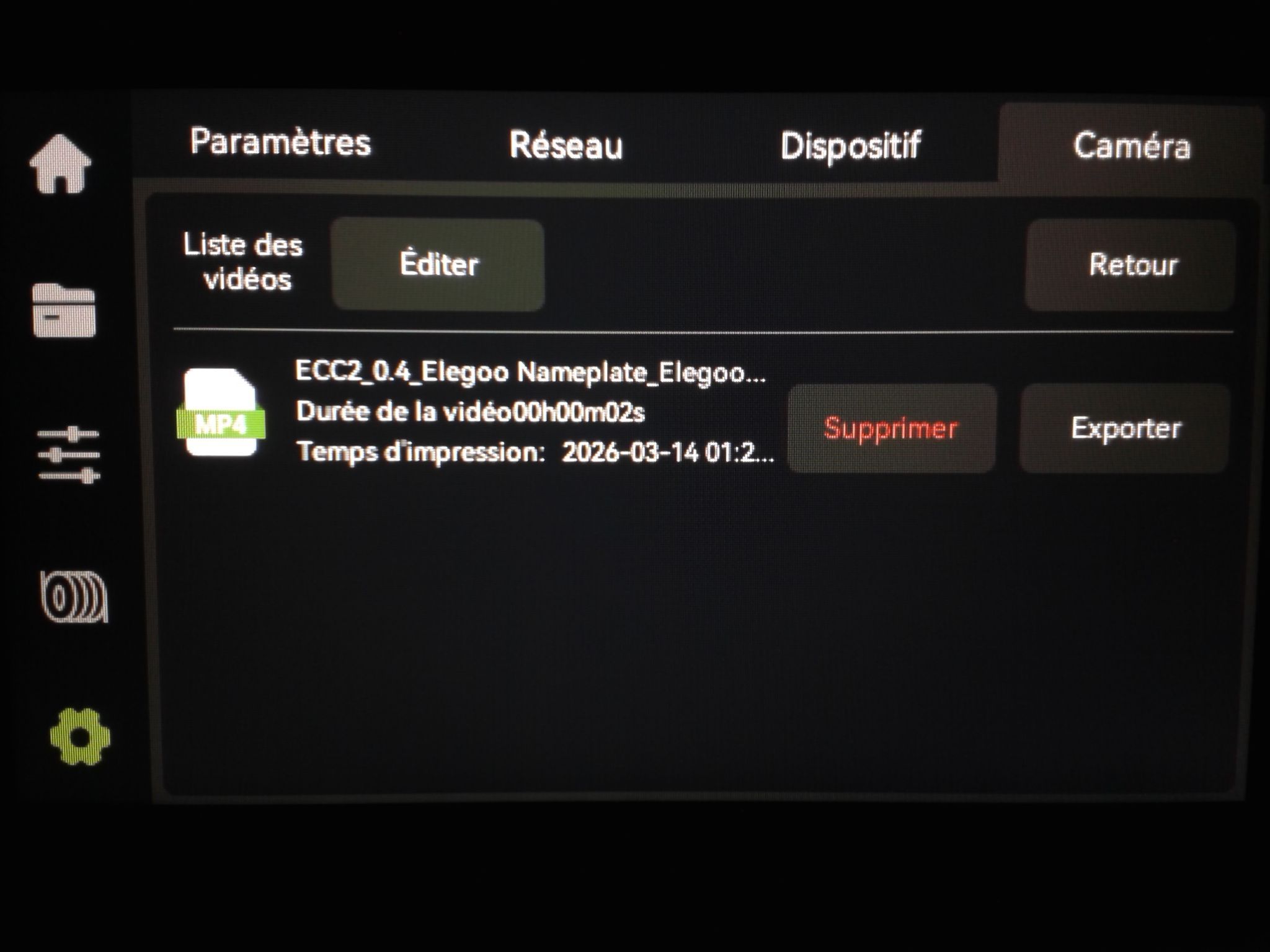
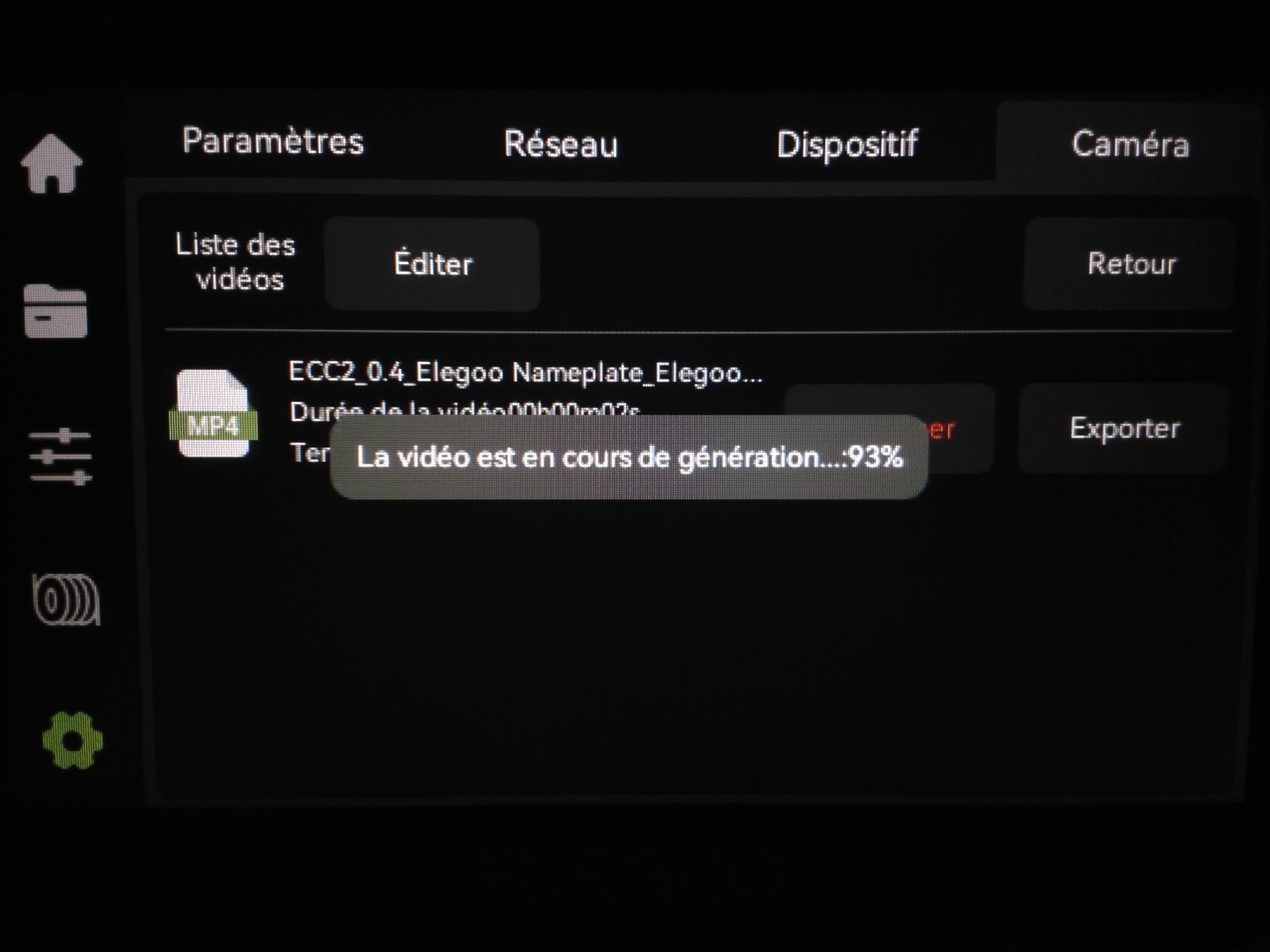
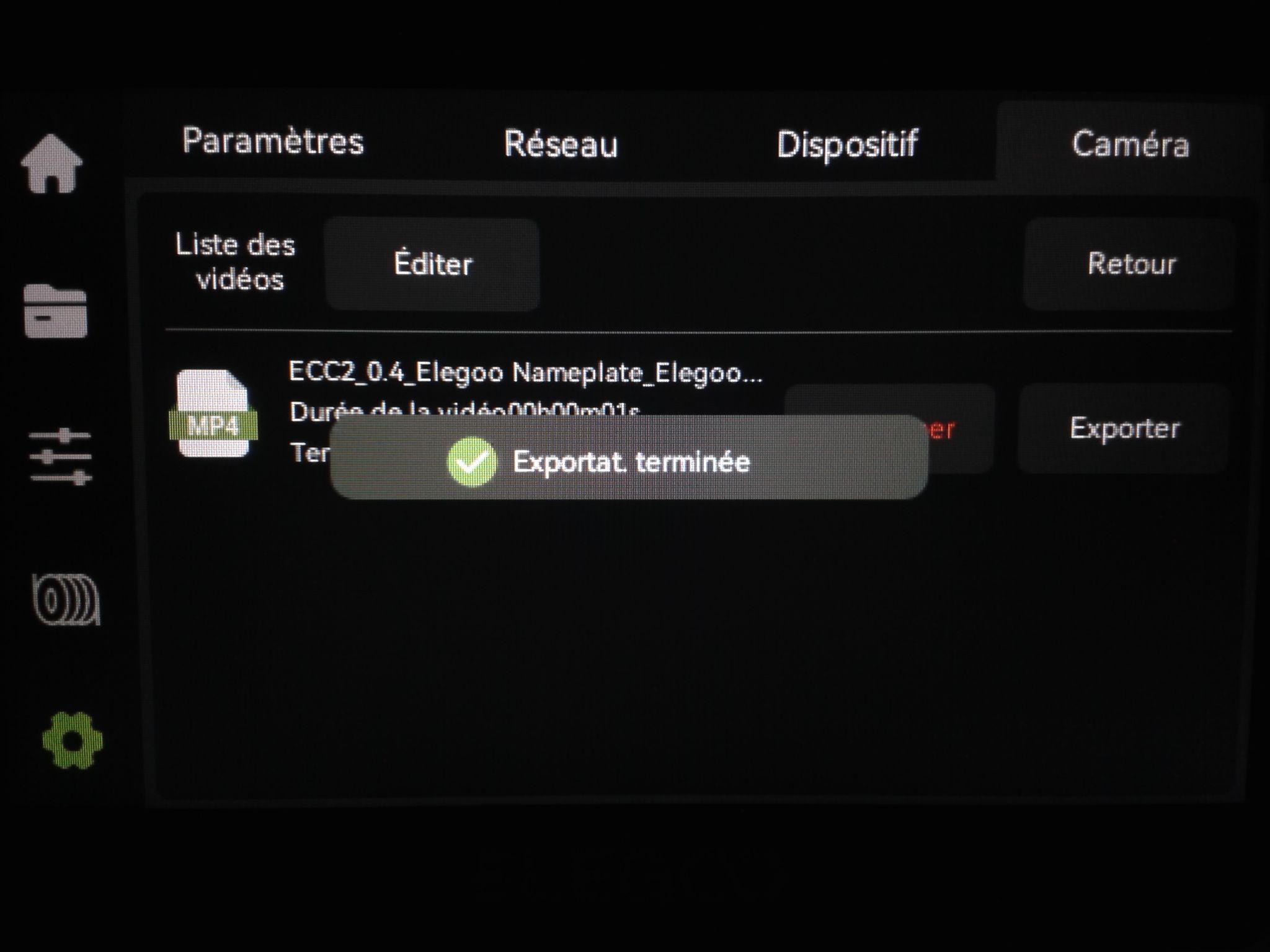
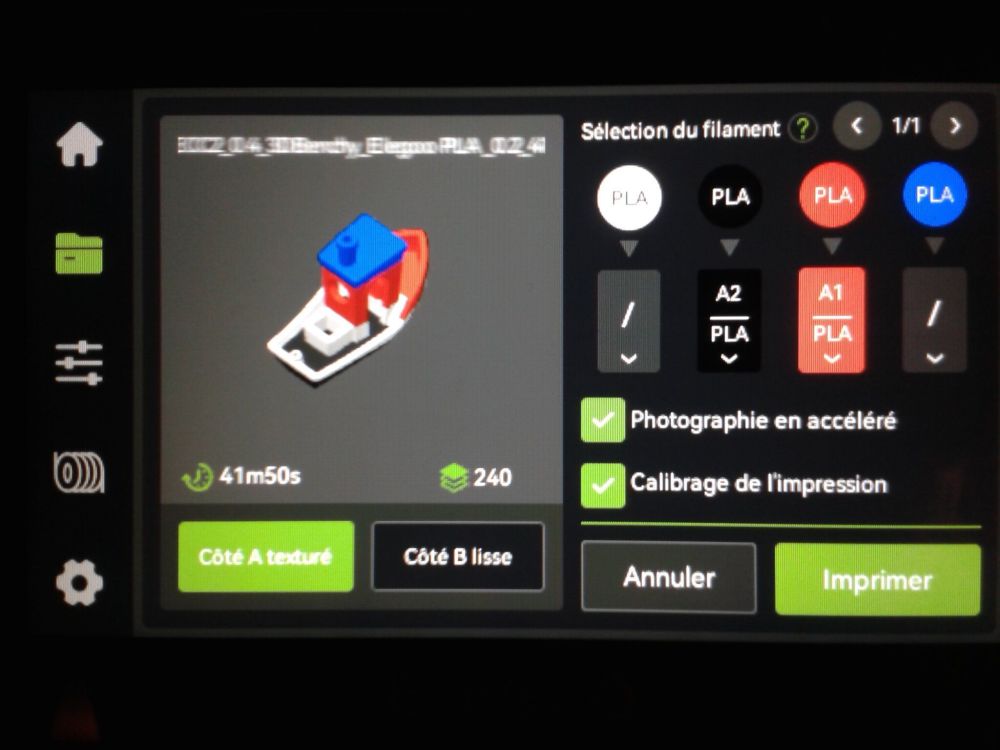
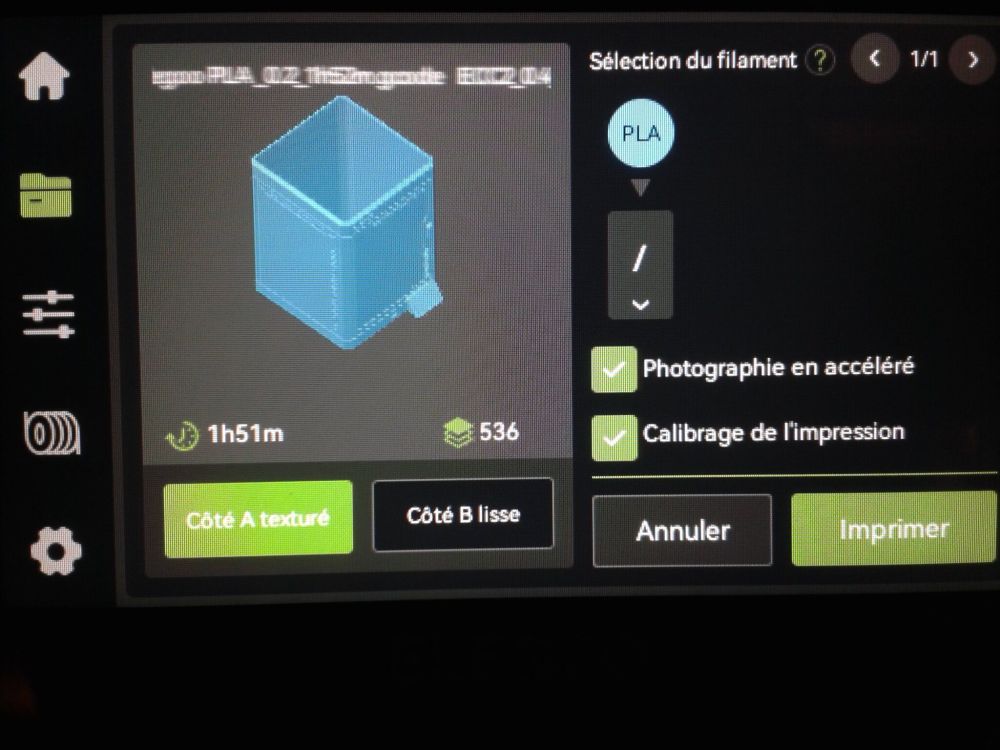
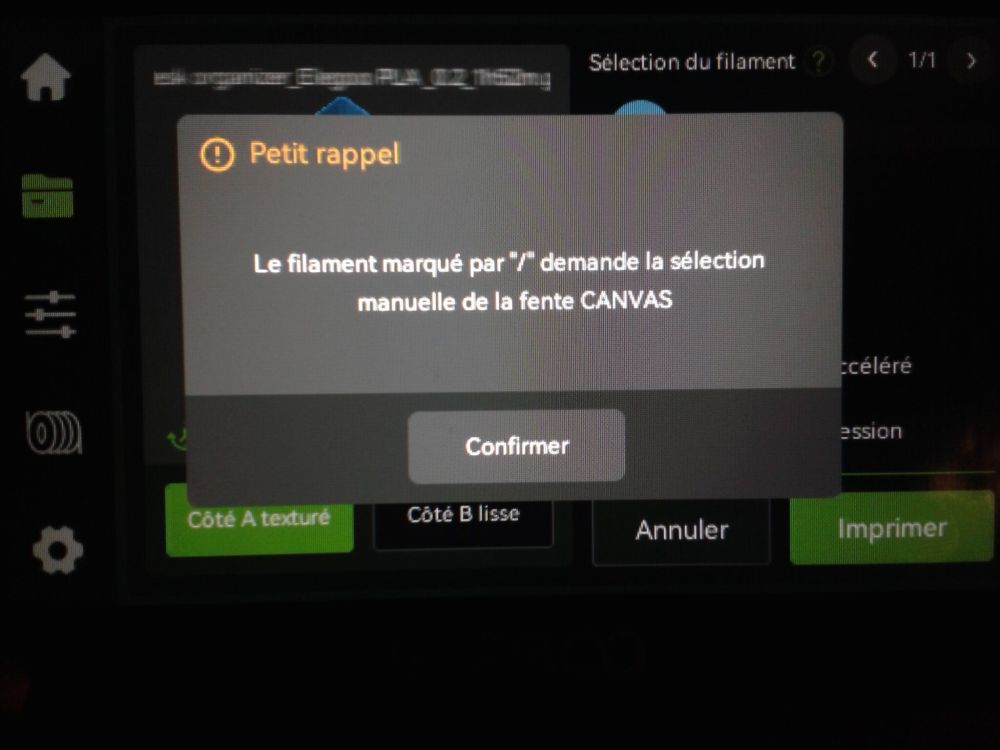
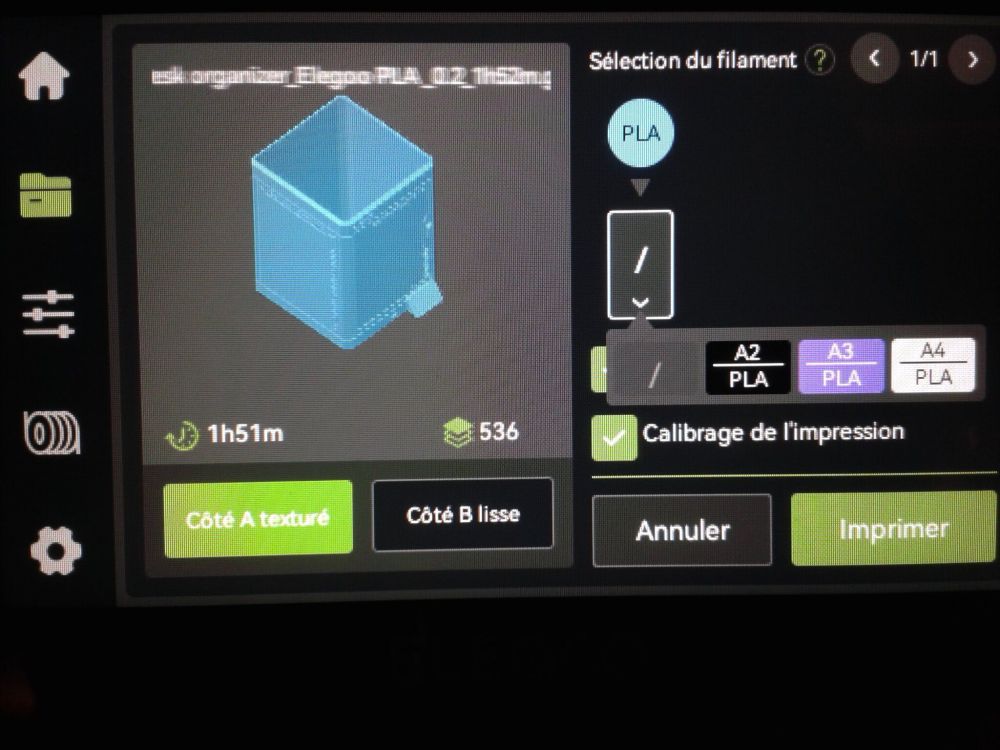
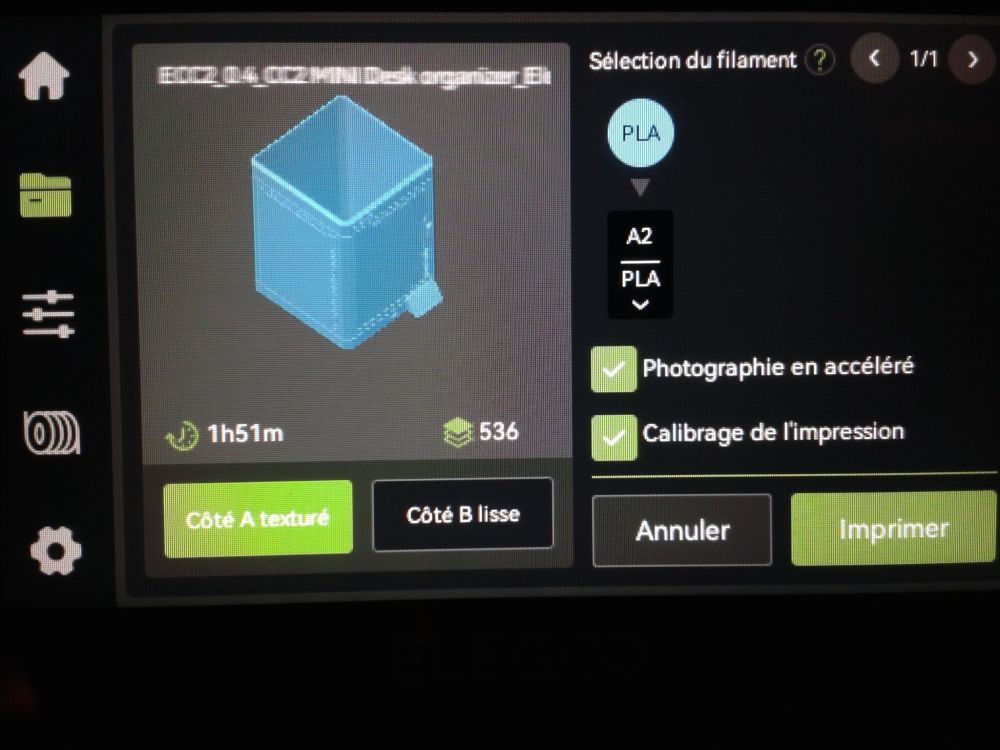
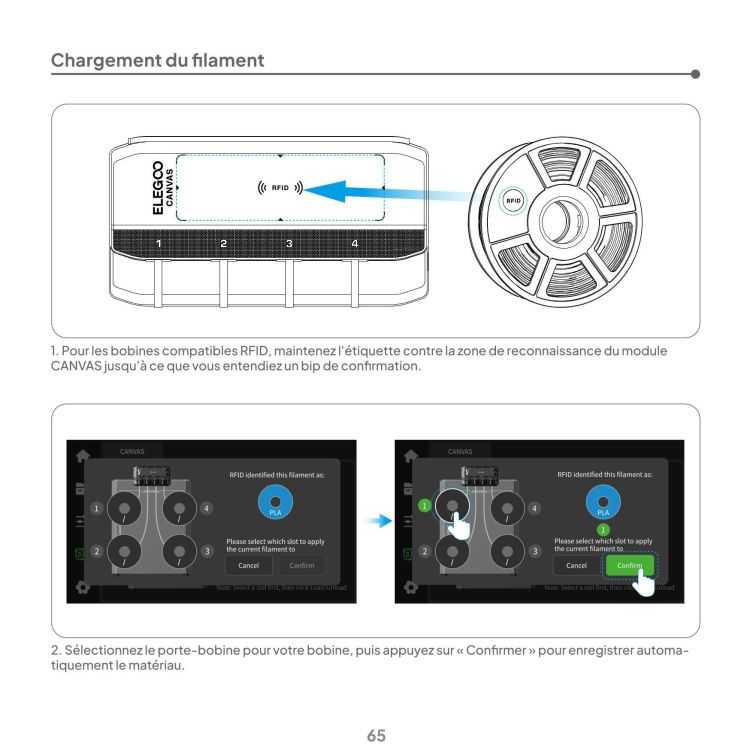
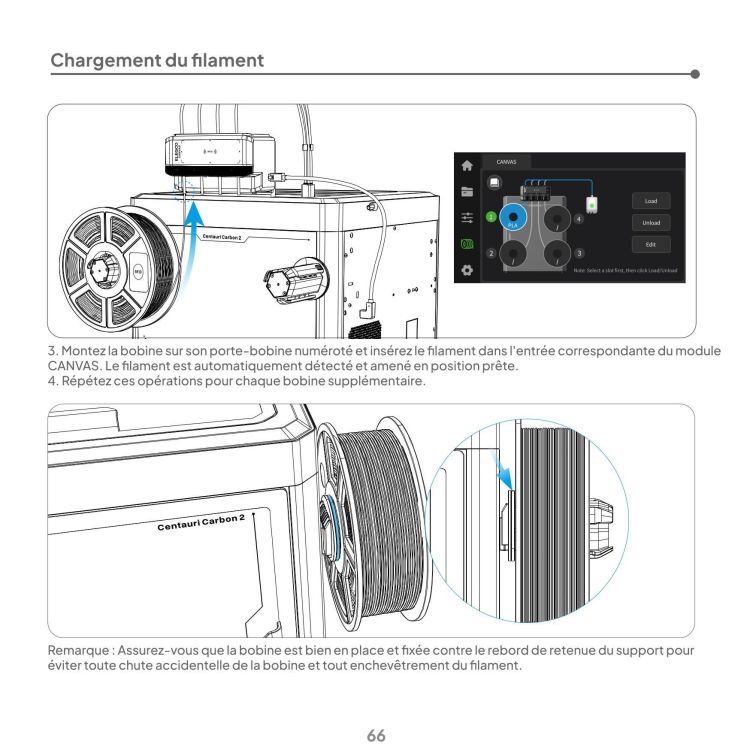
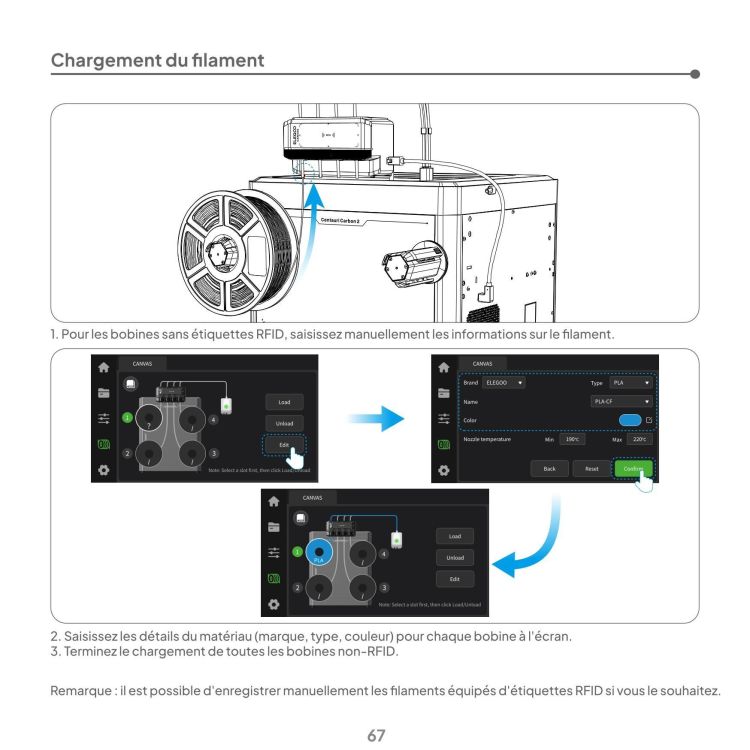
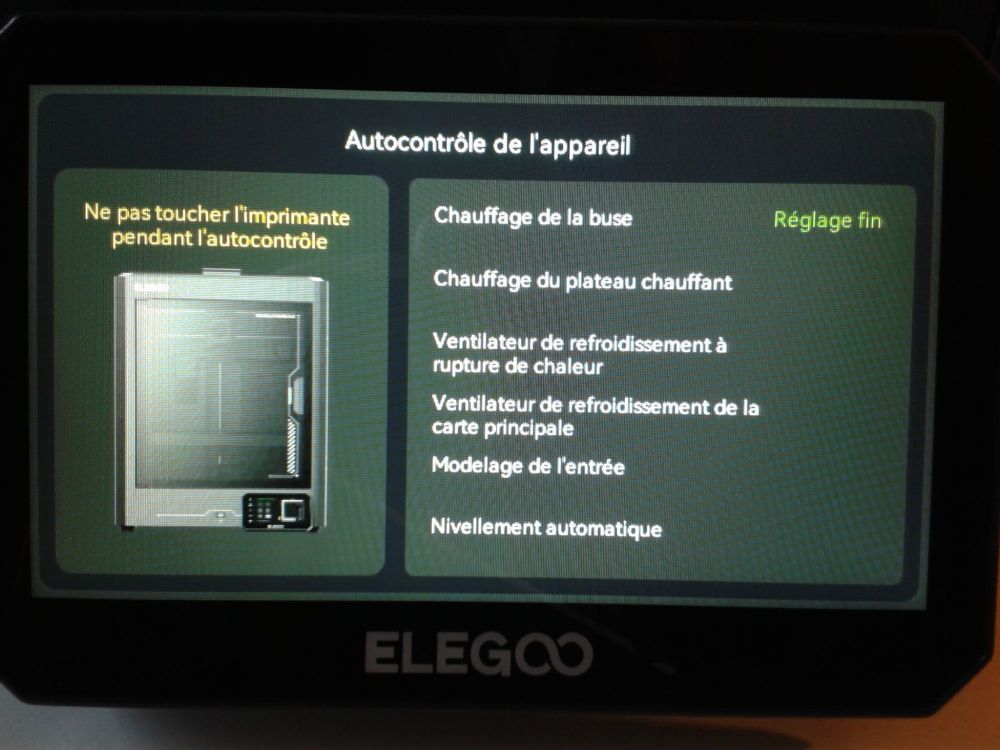
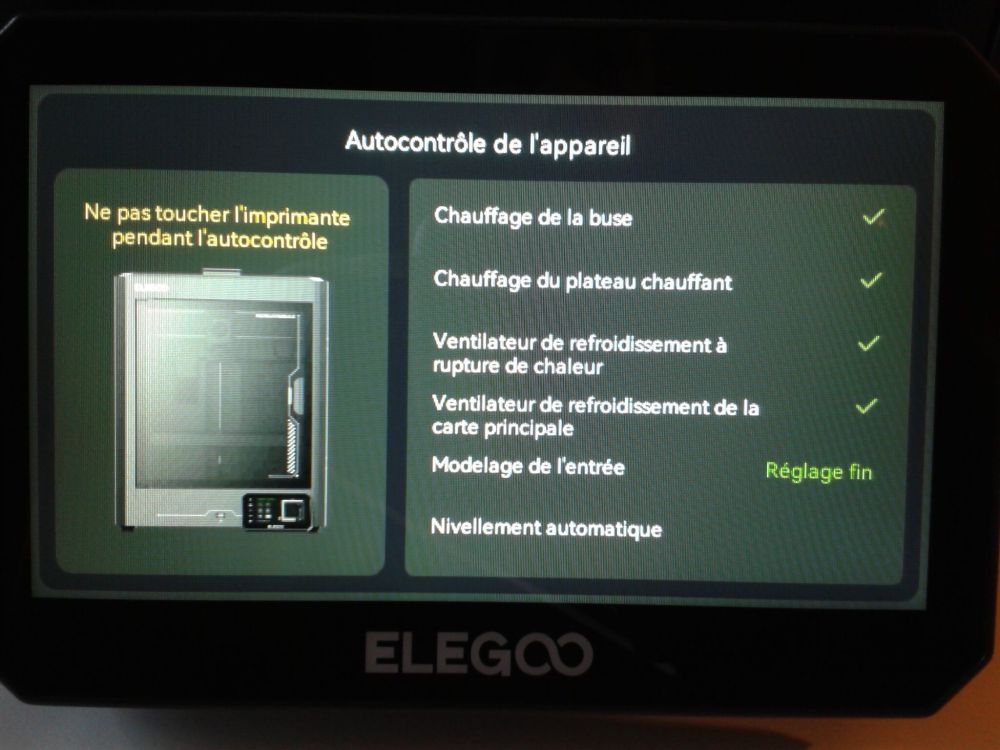
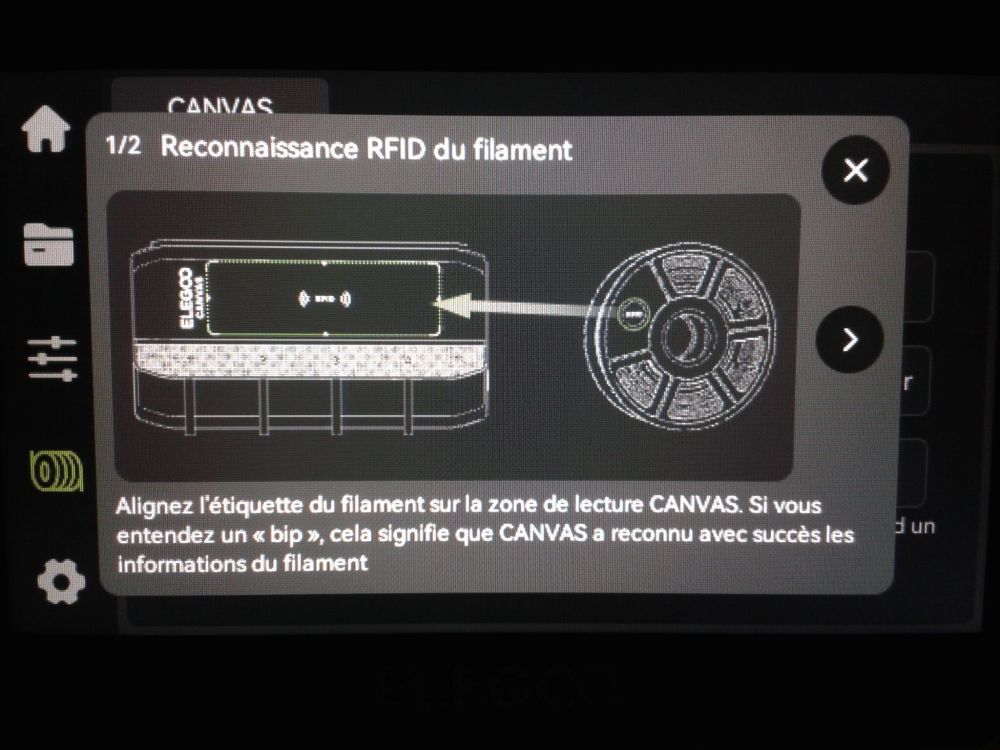
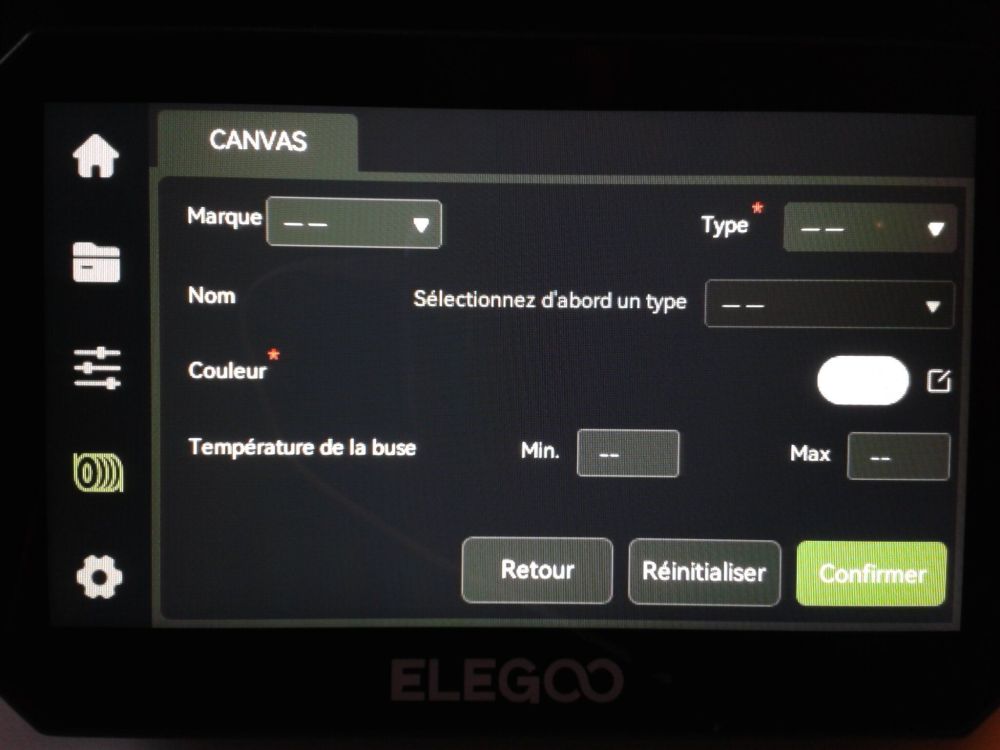
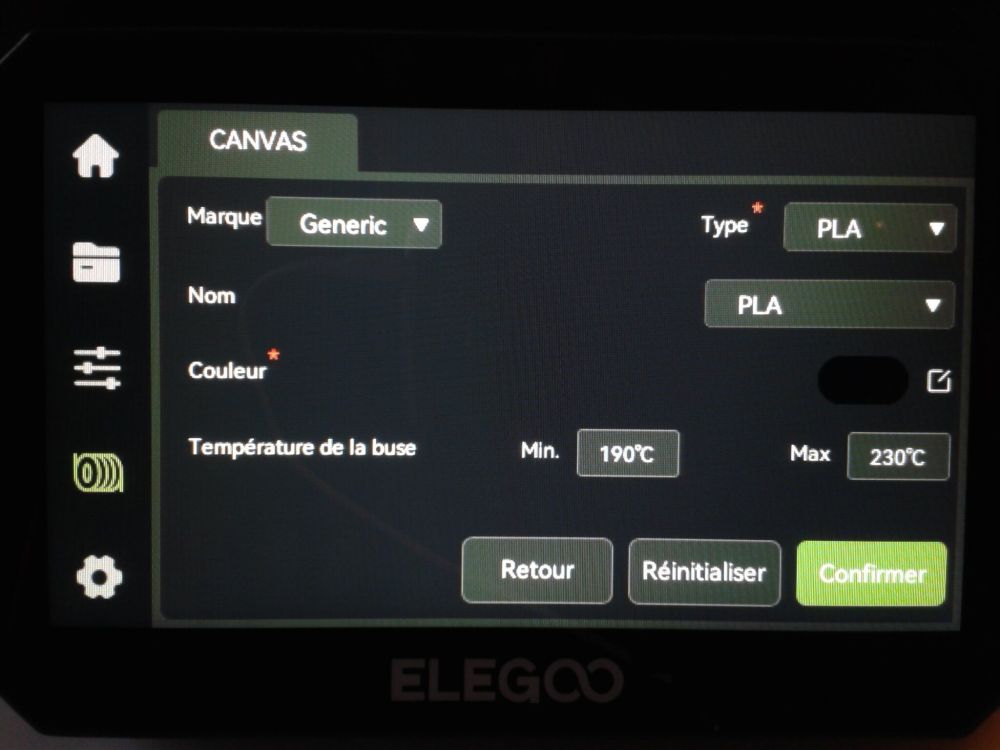
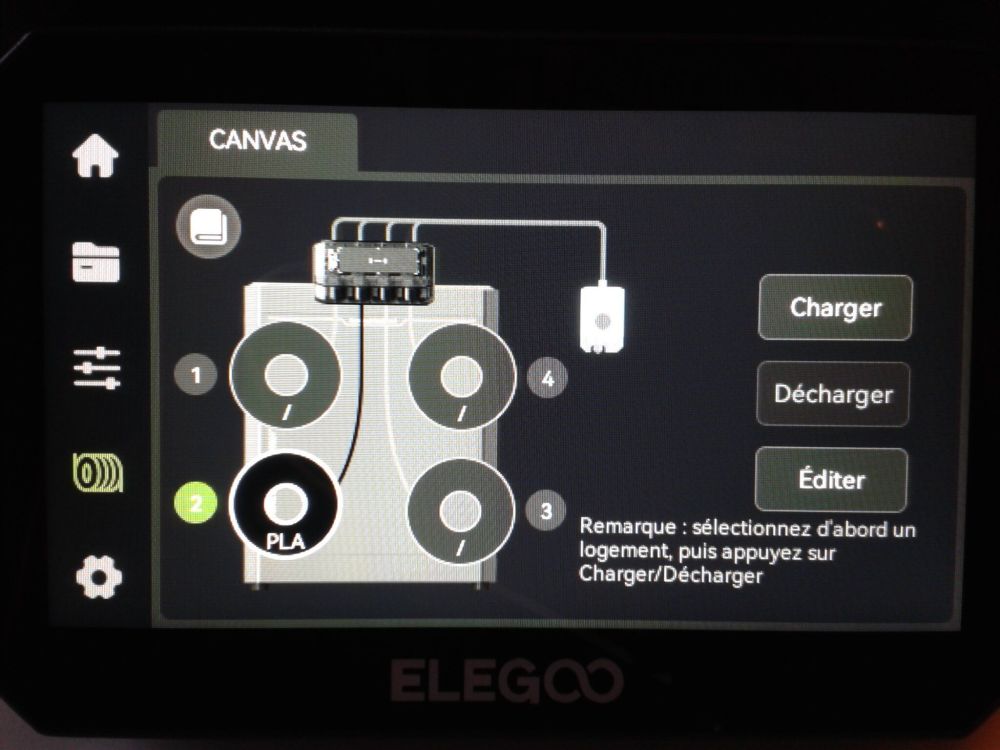
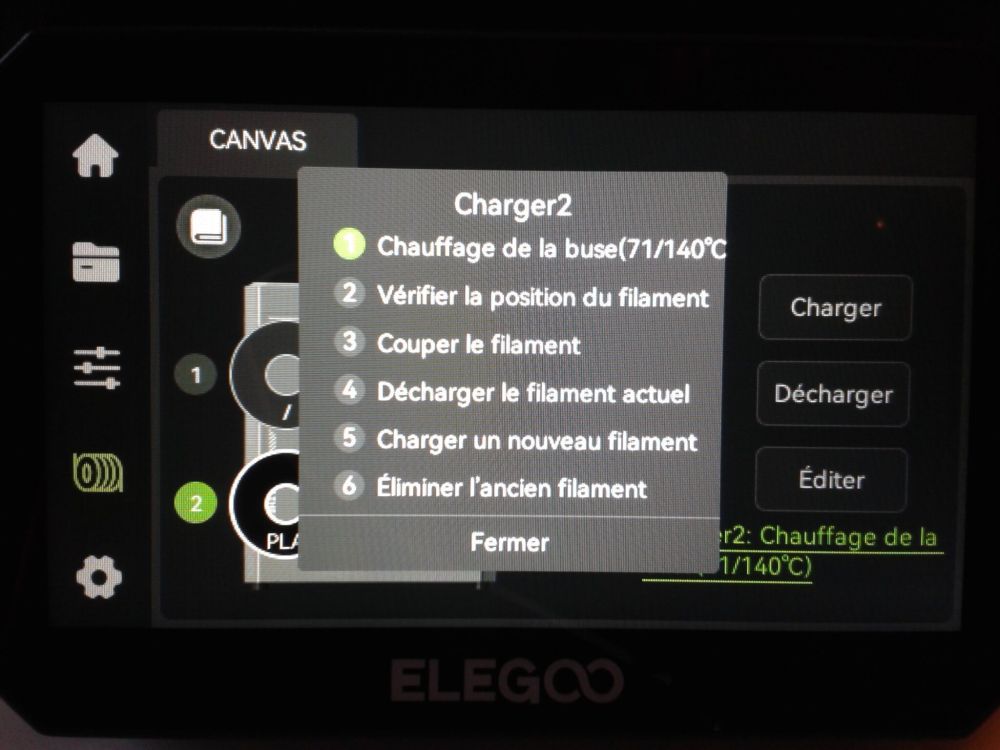
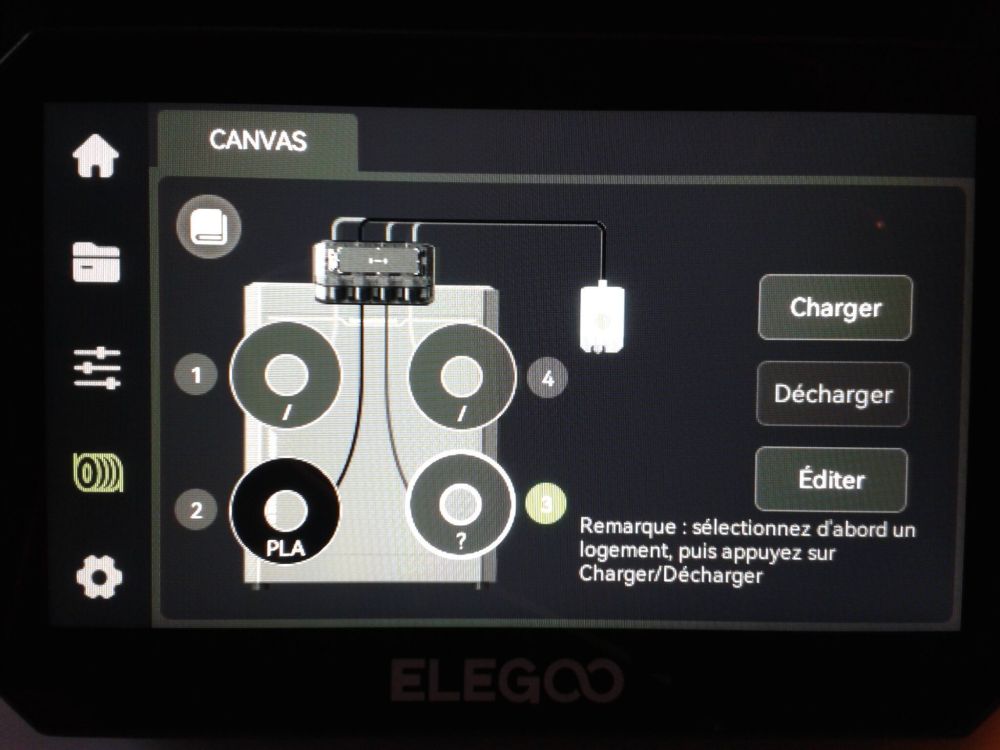
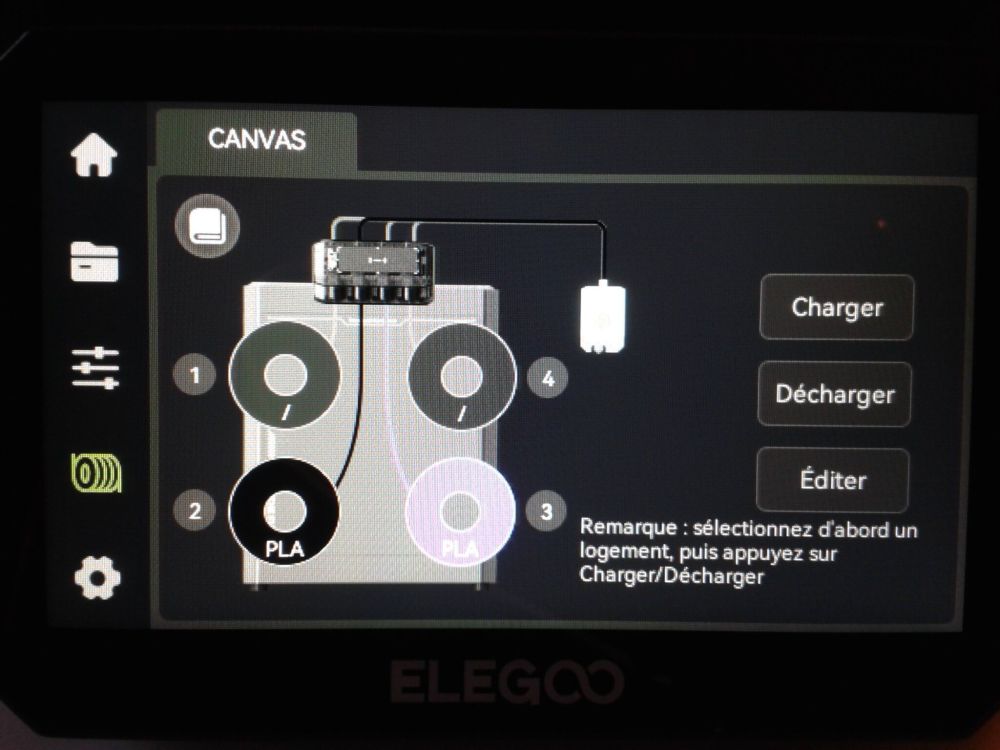
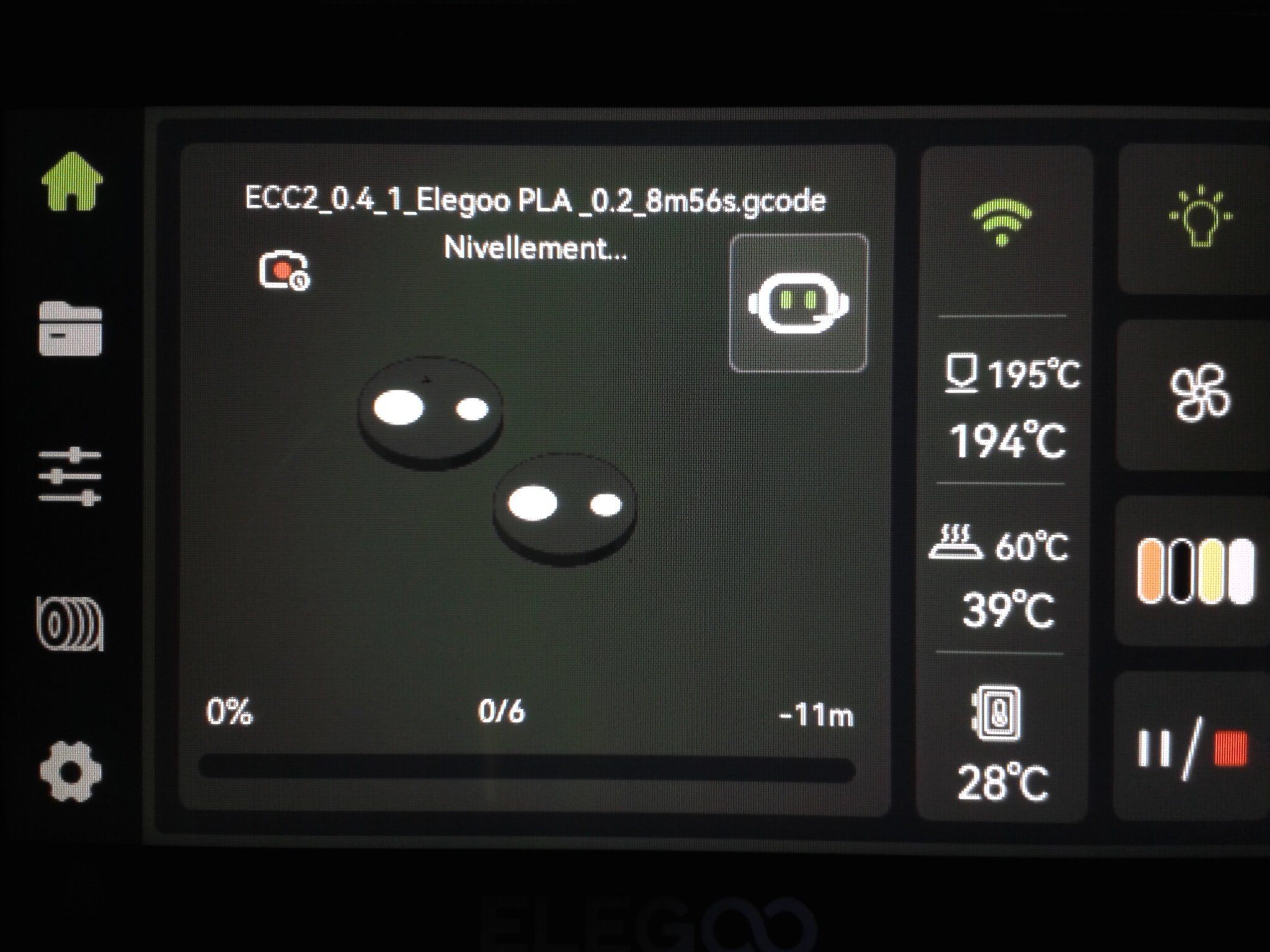
Mise en fonction Avec cette machine, il n'y a pas de sélecteur de tension ( 220 V ou 110 V ) a vérifier et à éventuellement ajuster selon la tension de votre réseau électrique. Car le bloc d'alimentation est compatible sans ajustement à effectuer avec un courant 110 V ou 220 V alternatif en entrée. Connecter le cordon d'alimentation et basculer le bouton marche/arrêt sur la position marche ( "I" ). L'écran de contrôle devrait alors afficher le logo d'Elegoo avec apparition d'une barre de progression, puis après une dizaine de secondes, lors du premier démarrage, arriver sur l'écran de choix de langue. L'éclairage LED de l'intérieur du caisson devrait s'allumer, Chaque LED des slots du CANVAS devrait s'allumer progressivement puis s'éteindre progressivement, une à une de manière cyclique. Après avoir sélectionné la langue à utiliser ("Français" dans mon cas), et passé le message qui rappelle de retirer les trois vis de maintien du plateau, il faut sélectionner la région d'accès au service cloud d'Elegoo ("Europe" dans mon cas). On arrive à la sélection et saisie de la clé du réseau Wi-Fi Si la connexion Wi-Fi c'est bien passée, on devrait avoir l'adresse IP obtenue par notre machine sur ce réseau et une coche verte. On arrive à un écran de modification du nom de l'appareil (pour ceux qui auraient plusieurs "Centauri Carbon 2" afin de les différencier facilement). Si la machine est bien connectée à Internet et a accès au Cloud d'Elegoo, vous devriez arriver à un écran avec un QR Code pour associer la machine avec votre compte utilisateur sous l'application smartphone "ELEGOO Matrix". ( Lors de mon test, ma connexion Wi-Fi, Internet ou le Cloud d'Elegoo devait avoir quelques problèmes car je n'ai pas eu de QR Code valide et j'ai donc "Ignorer" cette étape. ) Puis on arrive à un écran qui demande de vérifier que le volume d'impression et bien libre ( que l'on a bien remis le plateau ) qui est suivie de l'écran pour commencer les autotests de la machine. L'ensemble des autotests dure une bonne vingtaine de minutes (le nivellement automatique sur 121 points étant le plus long). Et si tout se passe bien, on arrive à l'écran d'accueil. (Quand il n'y a pas de connexion au Cloud d'Elegoo, on peut remarquer en haut à droite que la tête du robot a les yeux en forme de croix rouge et le "!") Si on clique sur l'icône qui représente une ampoule, pour éteindre ou allumer l'éclairage LED à l'intérieur de la machine, on peut remarquer que l'image de l'imprimante change. (On peut remarquer dans les photos suivantes que j'ai une bobine de filament noir et violet de chargée sur le slot 2 et 3 du système CANVAS ) Avant de pouvoir imprimer, il faut charger une ou plusieurs bobines de filaments. N'ayant pas de bobine Elegoo avec puce RFID je n'ai pas encore testé la méthode de reconnaissance RFID de bobines. Qui permet normalement, après avoir approché la puce RFID de la bobine du lecteur RFID, d'avoir sur l'écran filaments, juste à assigner le slot où l'on placera la bobine reconnue si la bobine a bien été reconnue. Pour le paramétrage de bobines sans puce RFID compatible. Sur l'écran des filaments, il faut cliquer sur un slot de bobine pour le sélectionner, pour ensuite pouvoir cliquer sur "Éditer" afin de définir le fabricant, le type et éventuel sous-type de matériau, et la couleur. Dans l'exemple suivant, quand je clique sur le slot 1, on voit qu'il est alors sélectionné, et le bouton "Éditer" pour configurer la bobine devient activable. Mais j'ai changé d'idée, fait "Retour" et fait le paramétrage du slot 2 Il suffit ensuite de placer la bobine sur son porte-bobine correspondant et d'insérer le bout de filament de la bobine dans l'entrée correspondante du système CANVAS, qui, quand il détecte l'insertion du filament, devrait commencer à en charger quelques centimètres. J'ai ensuite, après avoir inséré le filament dans le port 2 du système CANVAS cliqué sur "Charger" pour vérifier que le filament allait bien être chargé jusqu'à la tête et correctement commencer à s'extruder du nez de la buse. En sortie de la chute des purges de filament, on peut remarquer que la purge de chargement commence avec un filament jaune qui a dû être utilisé pour tester la tête d'impression de la machine par le constructeur avant de l'envoyer. J'ai ensuite mis en place et paramétré la bobine du slot 3 On peut ensuite aller dans le menu des fichiers, onglet "Local" pour voir ce qu'il y a comme fichier d'impression déjà en mémoire de l'imprimante. En première impression, j'ai choisi le fichier "ECC2_0.4_Elegoo Nameplate_Elegoo PLA _0.2_17m28s.gcode". Pour le "PLA" couleur noir, le slot avec la bobine de filament noir a été automatiquement associé. Mais comme je n'ai pas de bobine de filament blanc chargé, le firmware n'a pas associé de slot de bobine à utiliser pour le "PLA" blanc. Il me faut cliquer sur le "/" pour sélectionner un slot avec une bobine présente. Ici je prends celle de couleur violette. Je coche "Photographie en accéléré" (pour avoir un timelapse) et "Calibrage de l'impression" (pour avoir un leveling de la zone d'impression) et lance l'impression. Après plusieurs étapes de préparation,( Home XY, Home Z, préchauffe, essuyage buse, leveling, purge, ...) l'impression se fait et se termine. On peut remarquer à l'arrière de la machine les déchets de purges des 7 changements de filament nécessaires à cette impression. Filament(s) : PLA recyclé ArianePlast, PLA Eco Violet ArianePlast. Pour récupérer le timelapse, il faut ensuite le transférer sur une clé USB connectée à l'imprimante, via le menu "Système" (icone d'engrenage), onglet "Caméra", "Liste des vidéos". Au premier export d'un timelapse, il y a un travail de génération de la vidéo qui peut prendre plusieurs secondes avant le transfert vers la clé USB. On retrouve alors un fichier vidéo d'extension ".mp4" ayant le nom du fichier d'impression suivi d'un timestamp (exemple "ECC2_0.4_Elegoo Nameplate_Elegoo PLA _0.2_17m28s.gcode20260314012608.mp4") sur la clé USB. Il est aussi possible de faire cet export des timelapses via Wi-Fi depuis l'onglet "device" sous ElegooSlicer. (// A faire : illustrer cela dans la partie où je détaille le trancheur ElegooSlicer) Le timelapse résultant de cette impression (il dure ~1 seconde, et on ne voit pas grand-chose ...)
















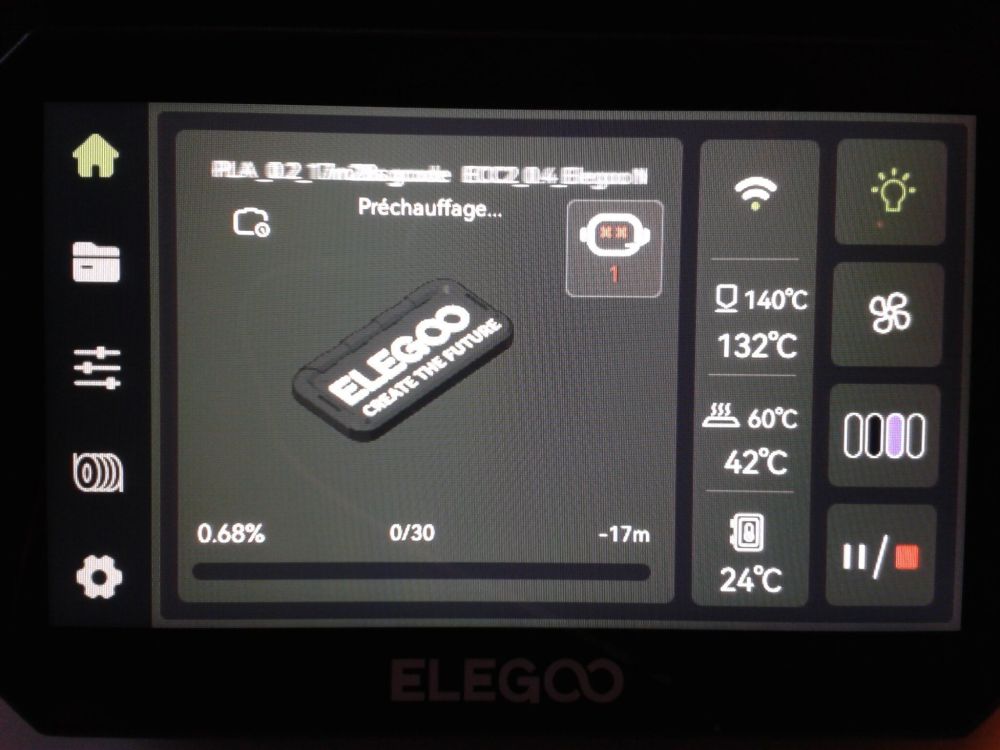

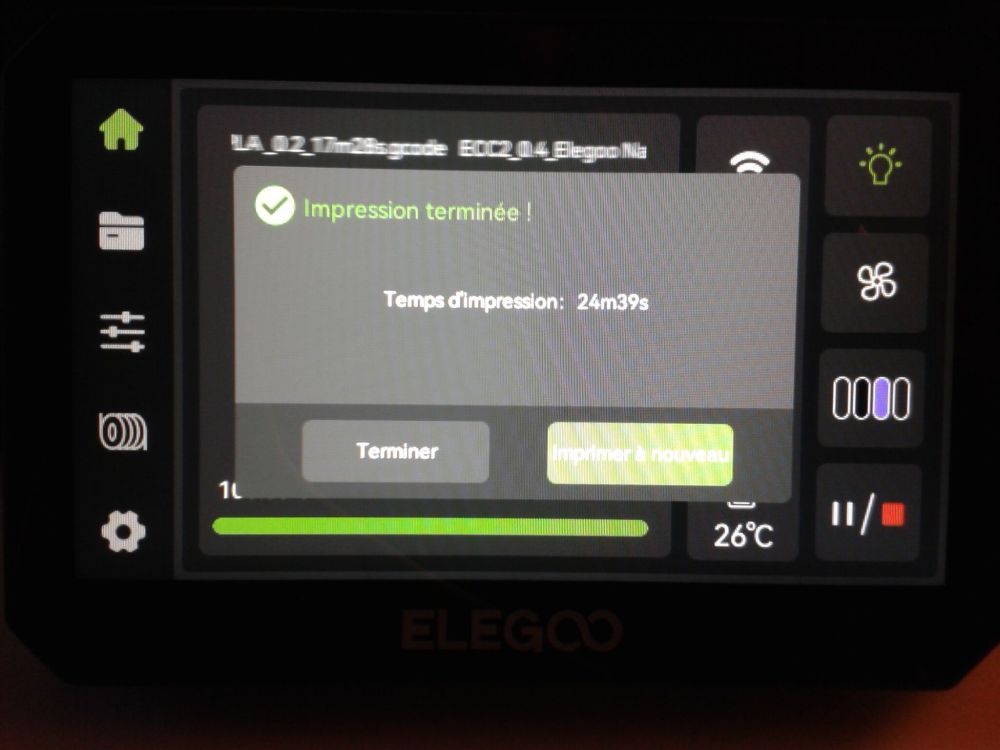







 1 point
1 point -
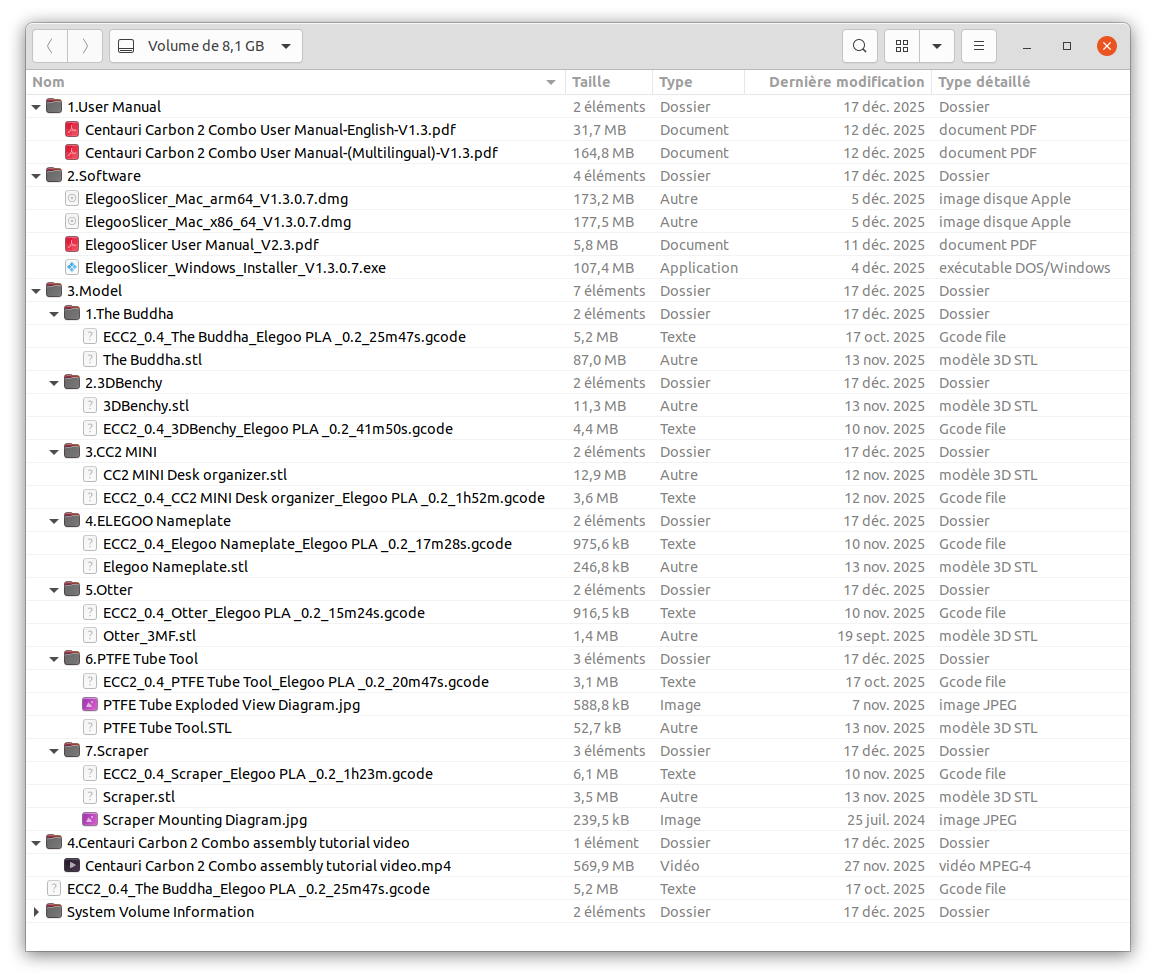
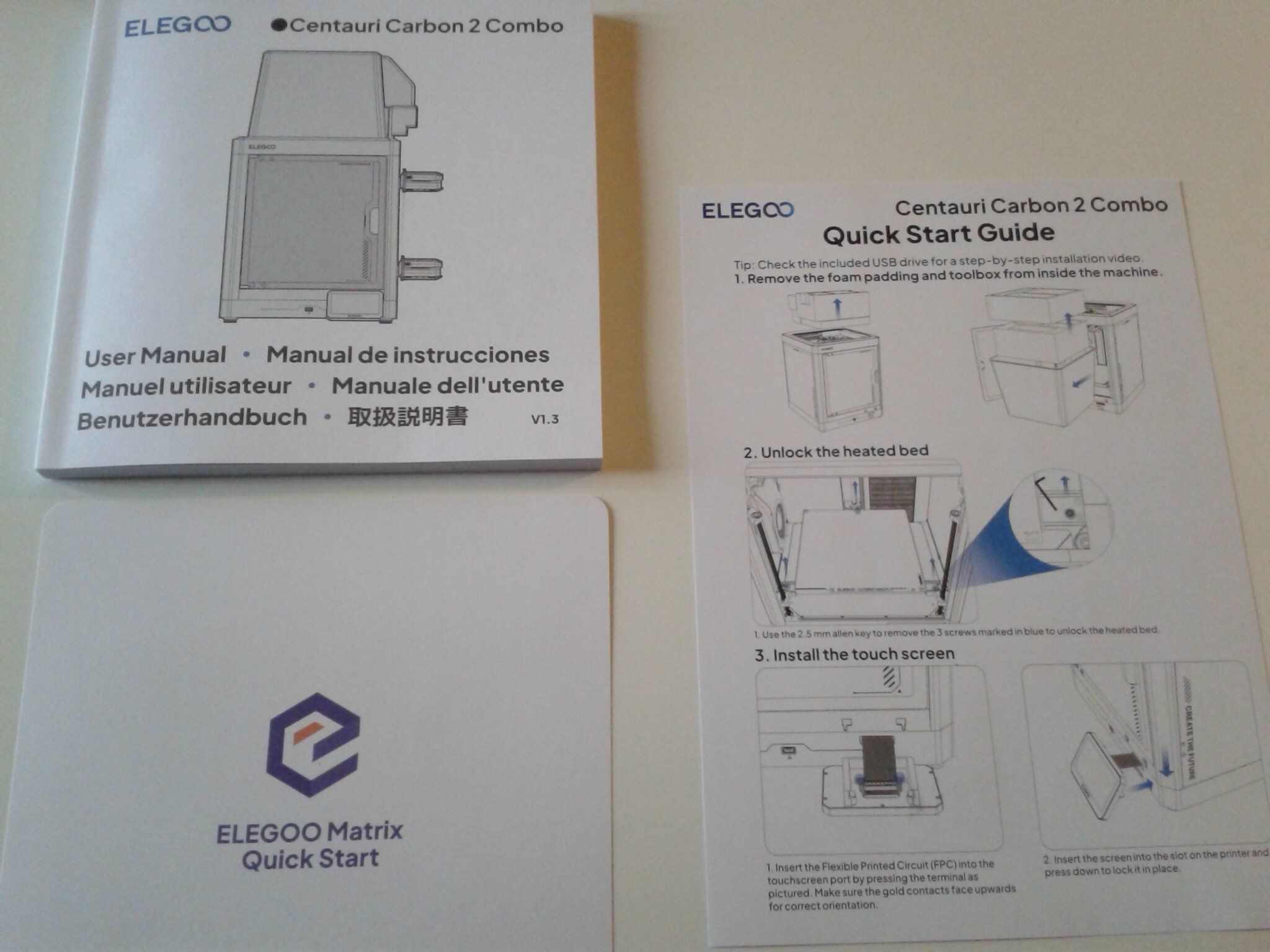
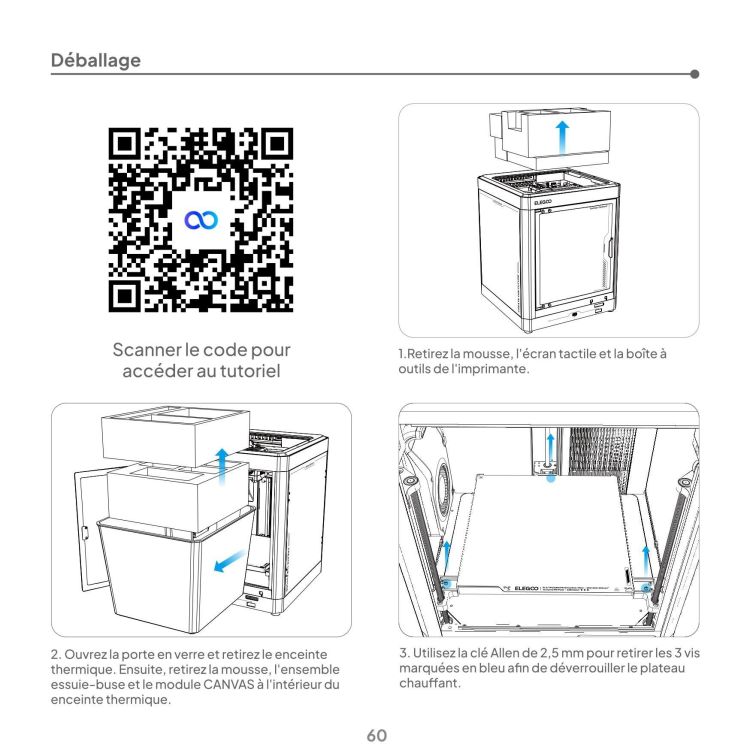
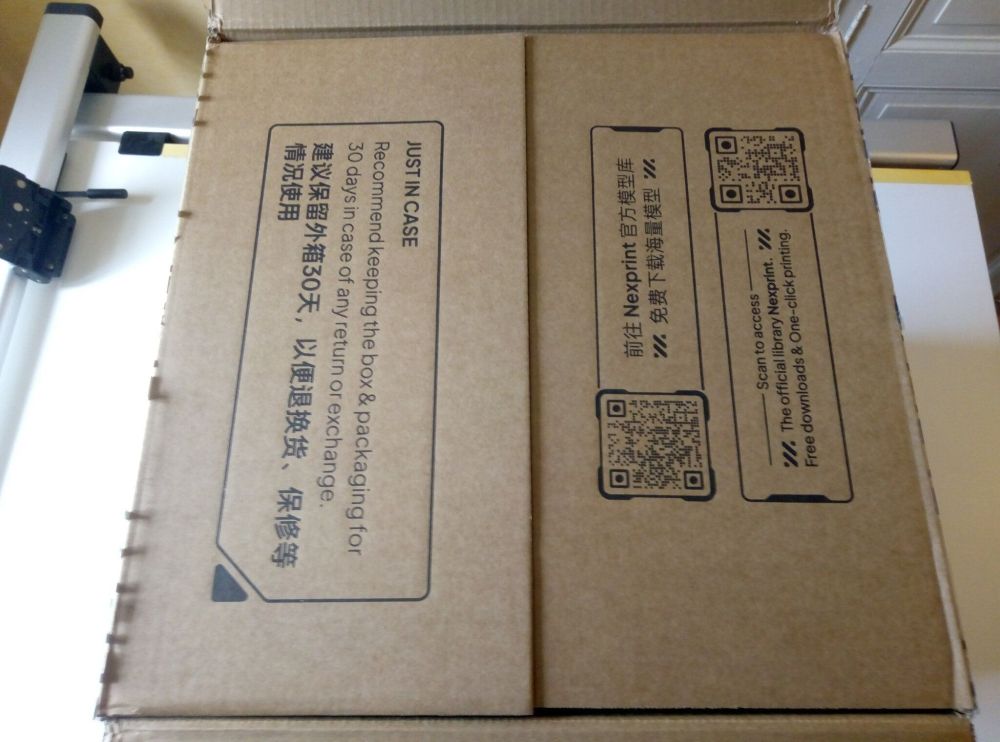
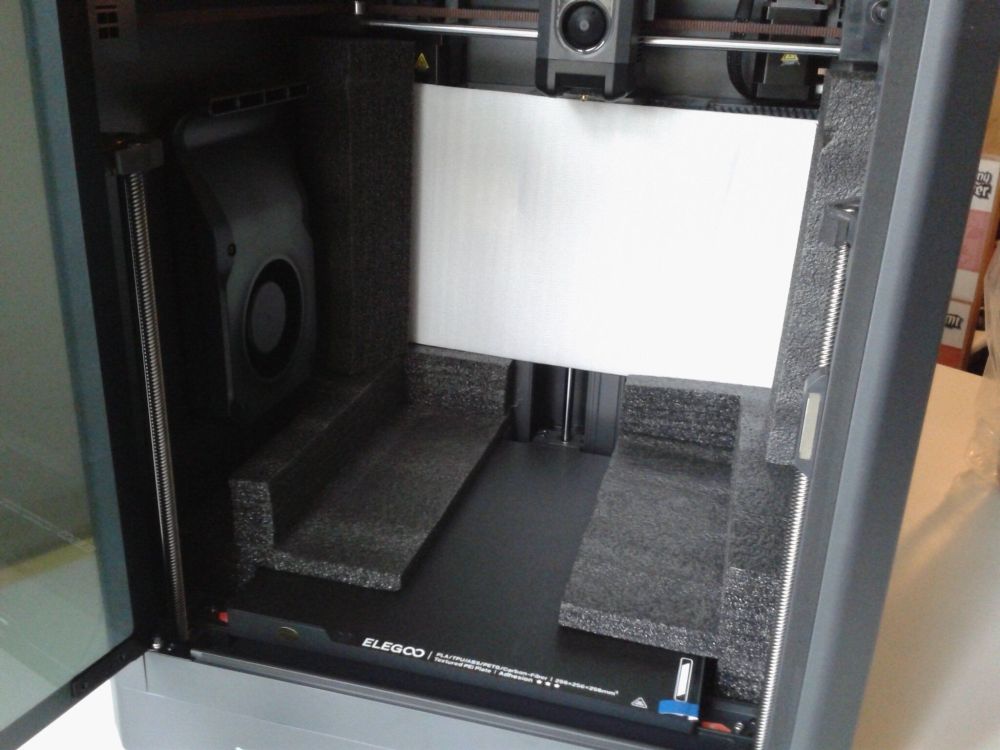
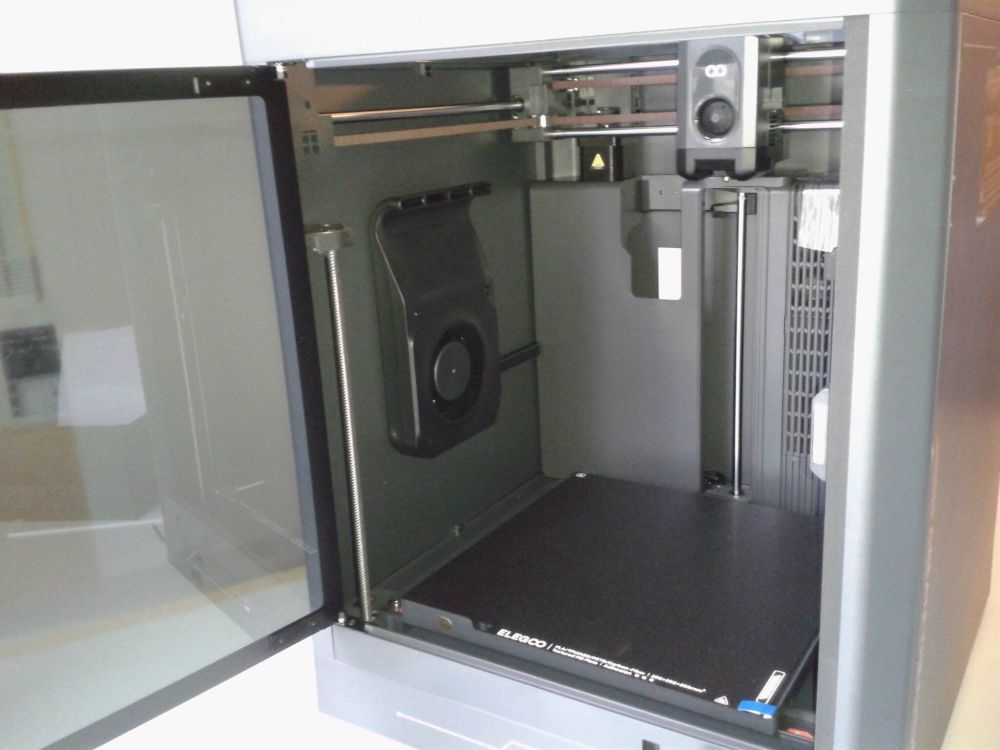
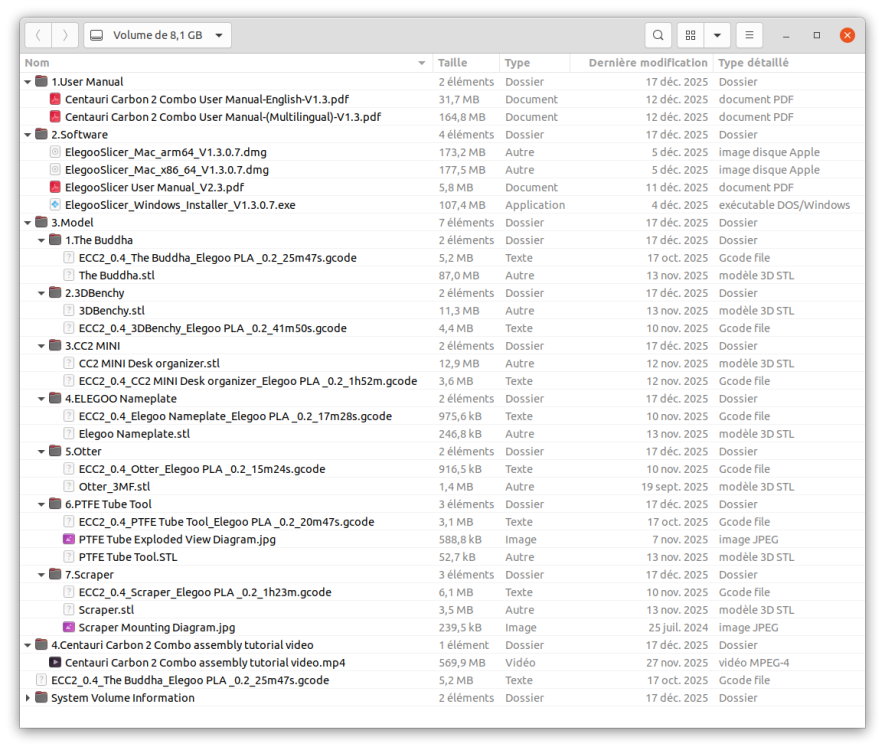
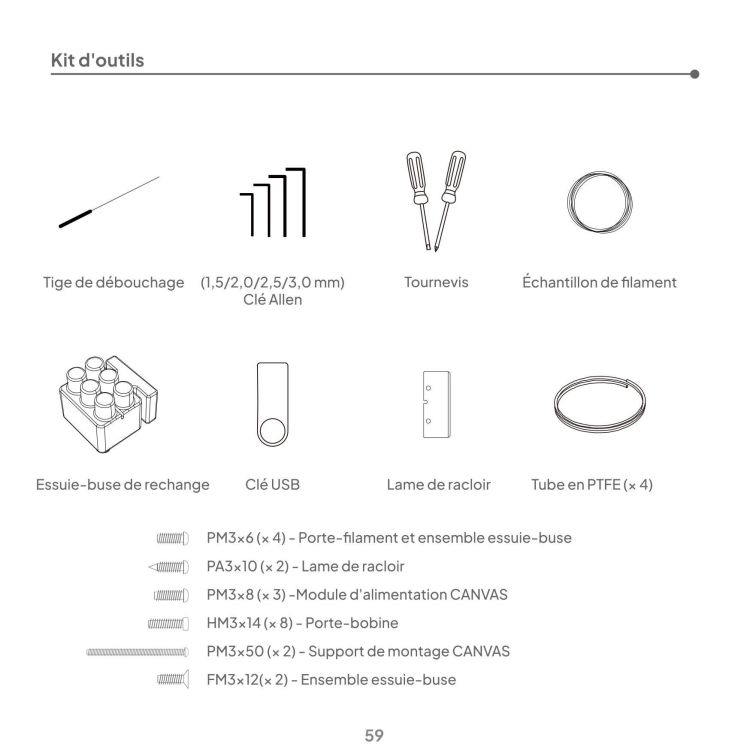
Déballage et inventaire Vidéo de déballage et de mise en fonction que l'on peut trouver sur la chaîne YouTube d'Elegoo. Déballage photos en vrac Comme attendu En plus de la machine et de son module CANVAS On retrouve l'ensemble des accessoires. (images extraites du fichier "Centauri Carbon 2 Combo User Manual-(Multilingual)-V1.3.pdf" de la clé USB fournie) Inventaire photos en vrac Contenu de la clé USB de 8 Gb fournie somme de contrôle md5sum des fichiers présents 85f2250ab44093e46dd003470a975e1c ./3.Model/4.ELEGOO Nameplate/Elegoo Nameplate.stl cb9d24c64ed738f0d3ed3a44305772bb ./3.Model/4.ELEGOO Nameplate/ECC2_0.4_Elegoo Nameplate_Elegoo PLA _0.2_17m28s.gcode e153b86be8cd41c2948464a82c14a63b ./3.Model/1.The Buddha/The Buddha.stl 700310c02d36e9cae6700bfc71acdf9d ./3.Model/1.The Buddha/ECC2_0.4_The Buddha_Elegoo PLA _0.2_25m47s.gcode 0ddacec599e248df96beefbab0e2d466 ./3.Model/5.Otter/Otter_3MF.stl 2d38c1fff3c81d64ec825278bb158aca ./3.Model/5.Otter/ECC2_0.4_Otter_Elegoo PLA _0.2_15m24s.gcode 6308cee43430ea5e7eb58210020f1a77 ./3.Model/7.Scraper/Scraper Mounting Diagram.jpg 2309b7b70d20926606bb7beb93ba8bd1 ./3.Model/7.Scraper/ECC2_0.4_Scraper_Elegoo PLA _0.2_1h23m.gcode 2a88f4fd66a1046b4df8a4d853241c95 ./3.Model/7.Scraper/Scraper.stl b17ef14194363e4849be99eb249255ca ./3.Model/2.3DBenchy/3DBenchy.stl 2b17e34861db741e5ff08550a85190f6 ./3.Model/2.3DBenchy/ECC2_0.4_3DBenchy_Elegoo PLA _0.2_41m50s.gcode 26524c1126e4815d1a62420aae7e2c7c ./3.Model/3.CC2 MINI/CC2 MINI Desk organizer.stl 22e3a98ebb8556607ef78a5cbb063748 ./3.Model/3.CC2 MINI/ECC2_0.4_CC2 MINI Desk organizer_Elegoo PLA _0.2_1h52m.gcode ab3b8d88bd4a29ba2cd62af1217e48b2 ./3.Model/6.PTFE Tube Tool/PTFE Tube Exploded View Diagram.jpg 2f1482ac74065b92e9e77a45bf4d1a7a ./3.Model/6.PTFE Tube Tool/ECC2_0.4_PTFE Tube Tool_Elegoo PLA _0.2_20m47s.gcode 2a68896f89f71c699c35d6ff0d5181fb ./3.Model/6.PTFE Tube Tool/PTFE Tube Tool.STL 585bdad2013050b5cb2f727a91bcb00f ./1.User Manual/Centauri Carbon 2 Combo User Manual-English-V1.3.pdf 916466844ed57569b4b20d78b827aecf ./1.User Manual/Centauri Carbon 2 Combo User Manual-(Multilingual)-V1.3.pdf 5e4cb2472ca12c26a3d6c348d0cd3a73 ./4.Centauri Carbon 2 Combo assembly tutorial video/Centauri Carbon 2 Combo assembly tutorial video.mp4 ae00b8453f77016be5db5b8dfd64d63e ./2.Software/ElegooSlicer_Mac_arm64_V1.3.0.7.dmg ddd3fe40df55c44885893ceb0201ef24 ./2.Software/ElegooSlicer_Windows_Installer_V1.3.0.7.exe 2a7d2f0116212615cda9585ad42b192b ./2.Software/ElegooSlicer User Manual_V2.3.pdf db23f5bf5b653c5943ab1d2f36a389bd ./2.Software/ElegooSlicer_Mac_x86_64_V1.3.0.7.dmg 700310c02d36e9cae6700bfc71acdf9d ./ECC2_0.4_The Buddha_Elegoo PLA _0.2_25m47s.gcode

























 1 point
1 point -
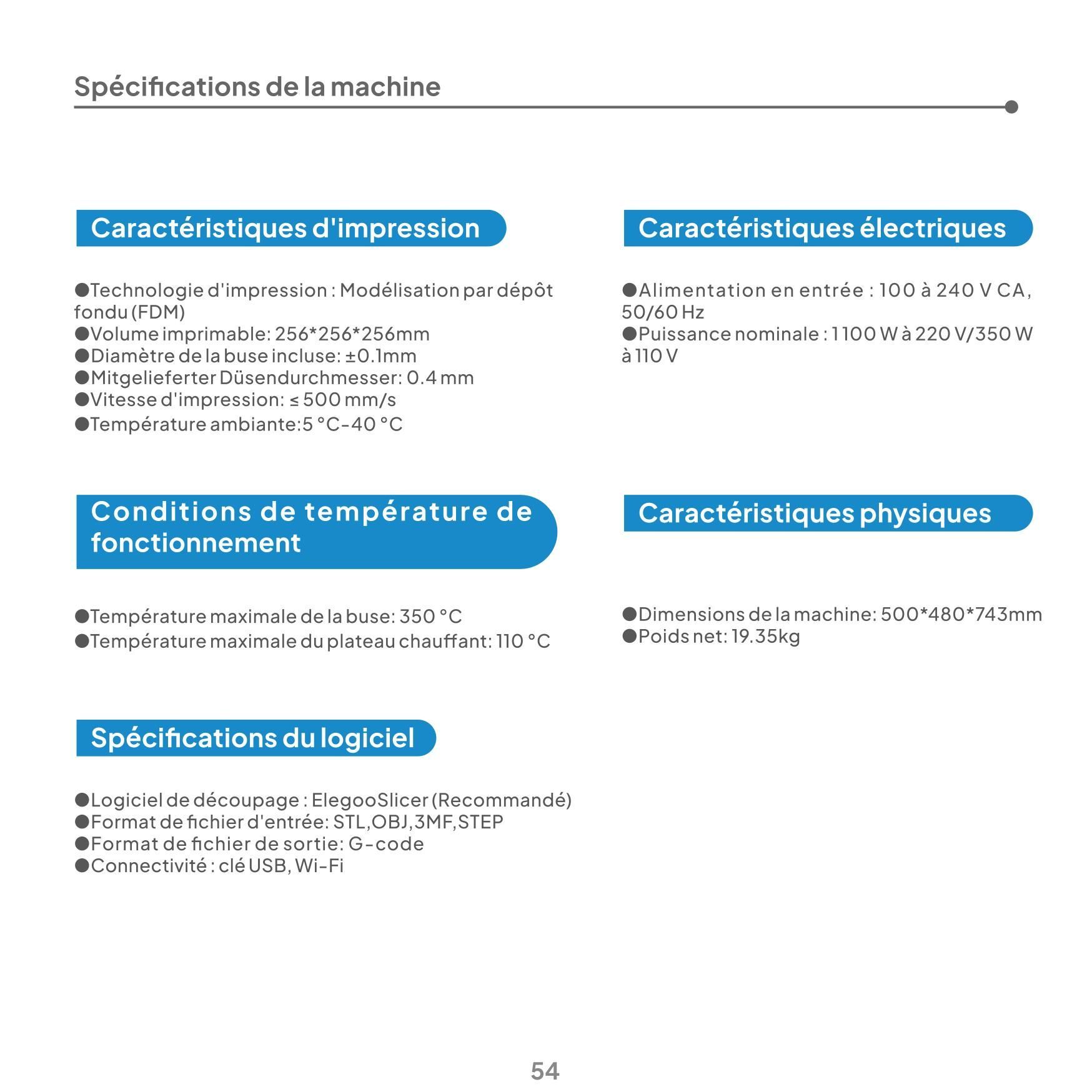
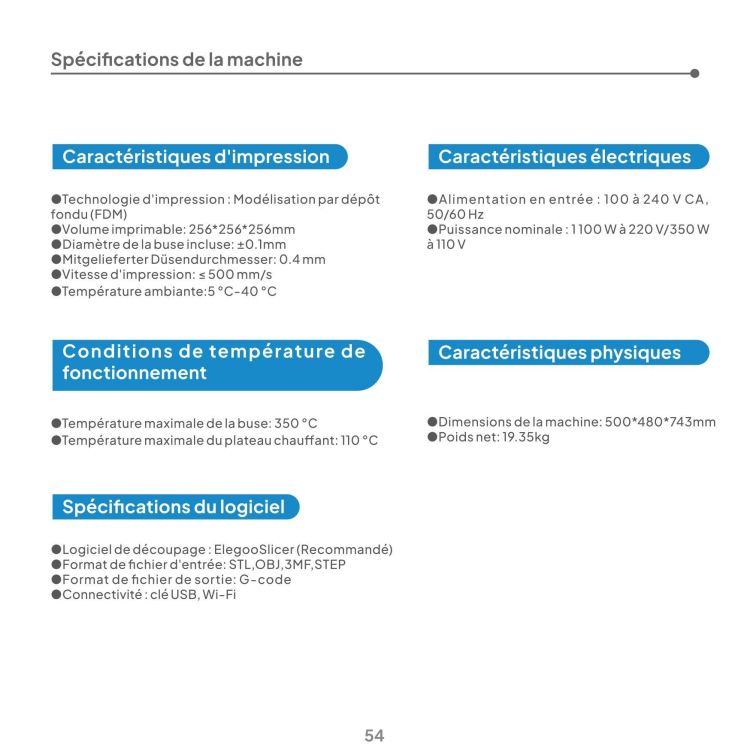
Spécifications // À compléter
 1 point
1 point -
Perso j’utilise vielle dop beaucoup mons cher1 point
-
Disons que si tu achètes du 3Dlac uniquement pour quelques pièces par an sur ta plaque carbone c'est sur que c'est pas spécialement intéressant (et encore, au prix que coute une bombe de 3Dlac et le peu qu'on en met...). Moi j'en utilise surtout pour l'ABS et PETG sur mes plaques PEI lisses, donc ça me dérange pas d'en mettre une pulvé sur ma plaque carbone quand j'ai besoin. Moins prise de tête que de trafiquer le gcode... Chacun ses méthodes, le principal est d'arriver à ses fins...1 point
-
Moi c'est́ par simple précision, mais tu peux essayer sans à toi de voir
 1 point
1 point -
Apparemment oui, il faut que je regarde un peu plus dans les paramètres car celui de droite et celui de gauche sont tous les deux des ventilateurs additionnels mais ils ne fonctionnent pas de manière identique, je vais enquêter1 point
-
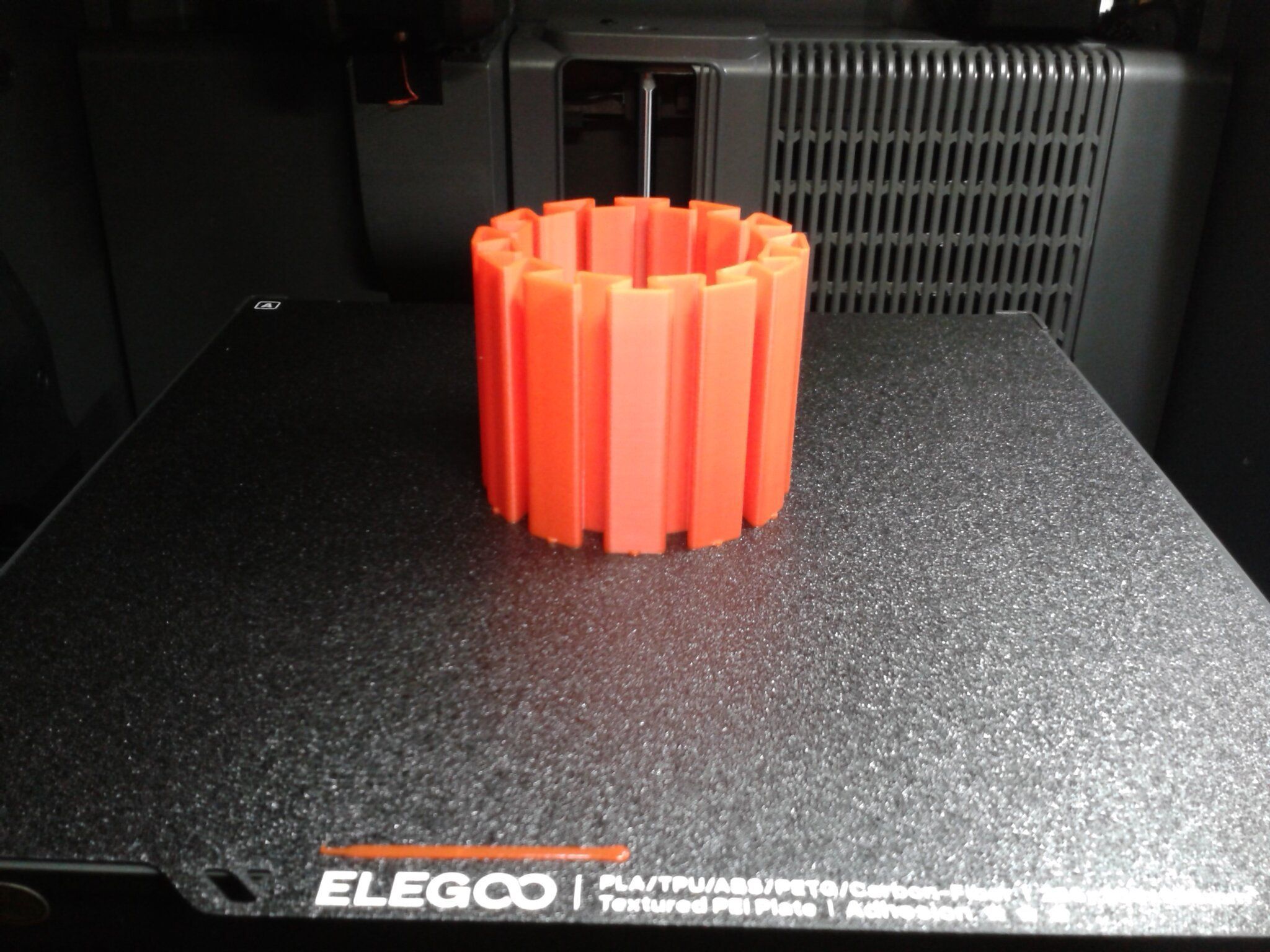
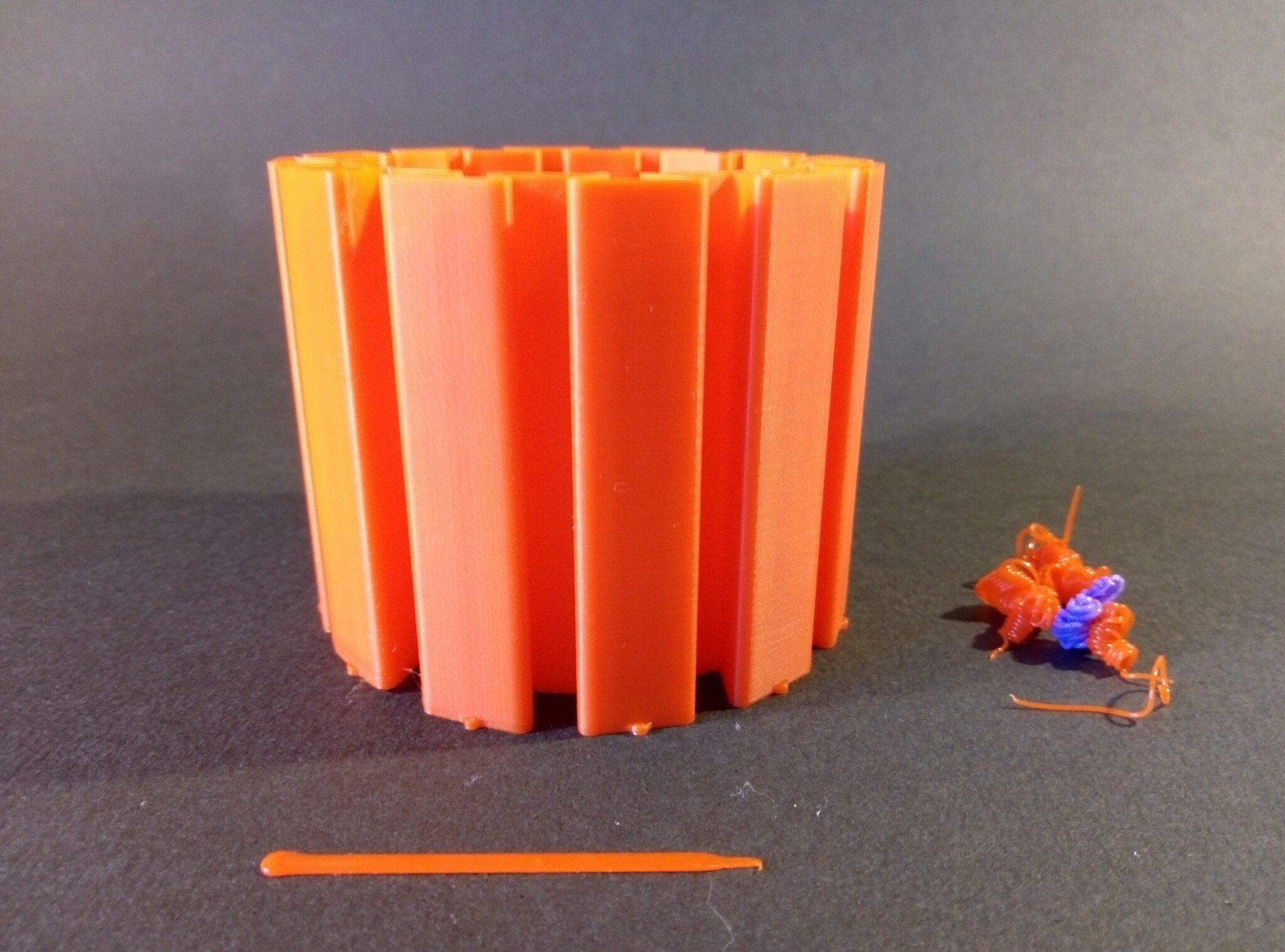
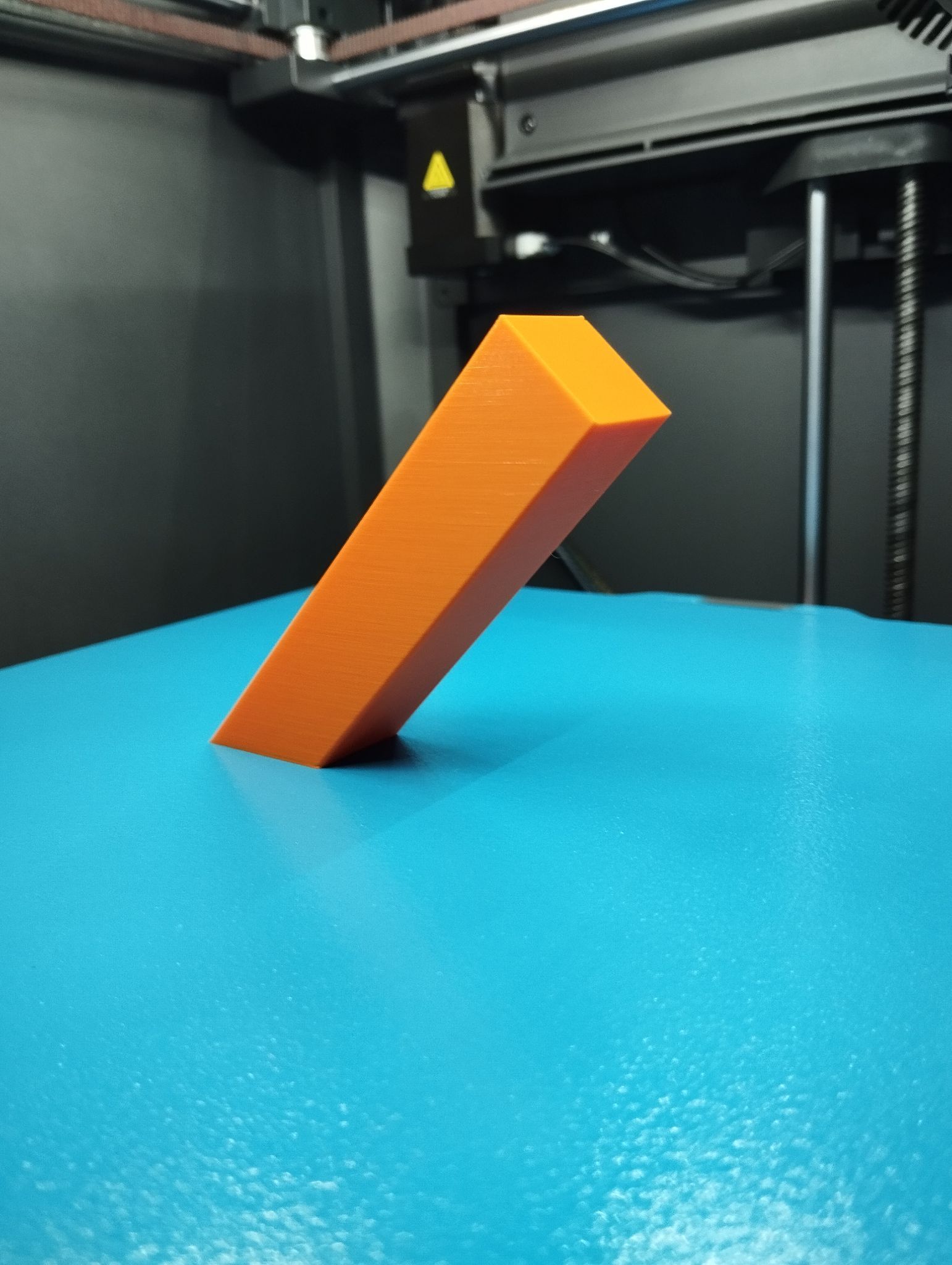
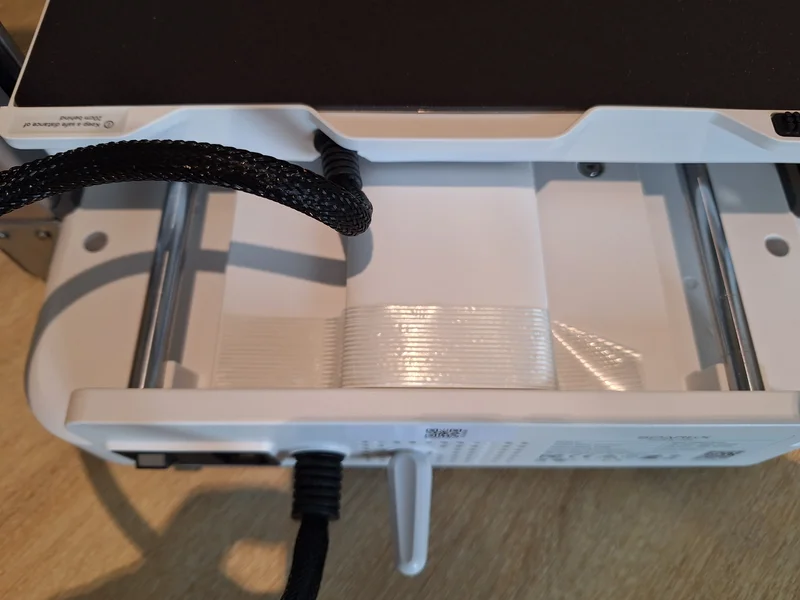
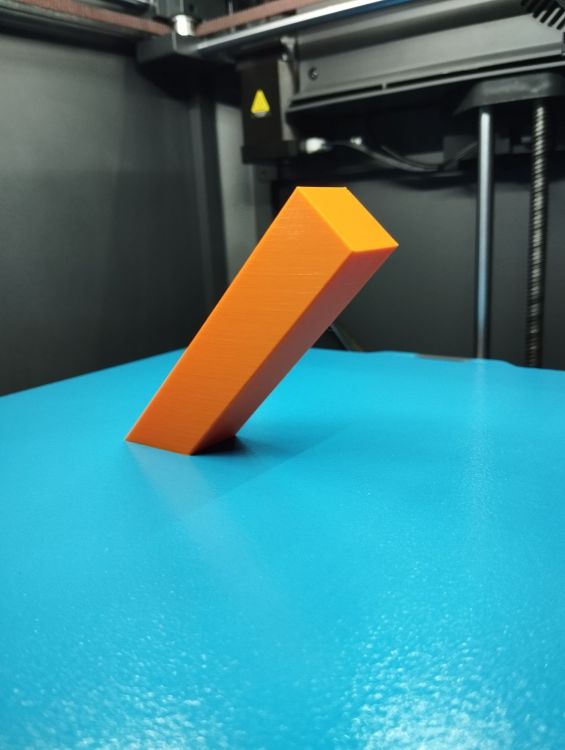
Merci ça fait plaisir car parfois avec le peu de retour je me demande si ça vaut la peine de se casser le ... la tête le PETG ça sera demain... enfin ce soir et bien ça c'est un truc que je n'ai pas, éventuellement je pourrai peut être la nettoyer au Brouilly mais je ne garantis pas l'efficacité Pendant que j'y suis, test en PLA d'un parallélépipède rectangle de 20x20x100 incliné à 45°, lit à 30°, l'image parle d'elle même et je peux vous dire que ça colle très bien, dommage que je n'ai pas du filament à jeter par la fenêtre sinon je testerai la même pièce avec 200 ou 250 de haut et je suis sur que ça tiendrait
 1 point
1 point -
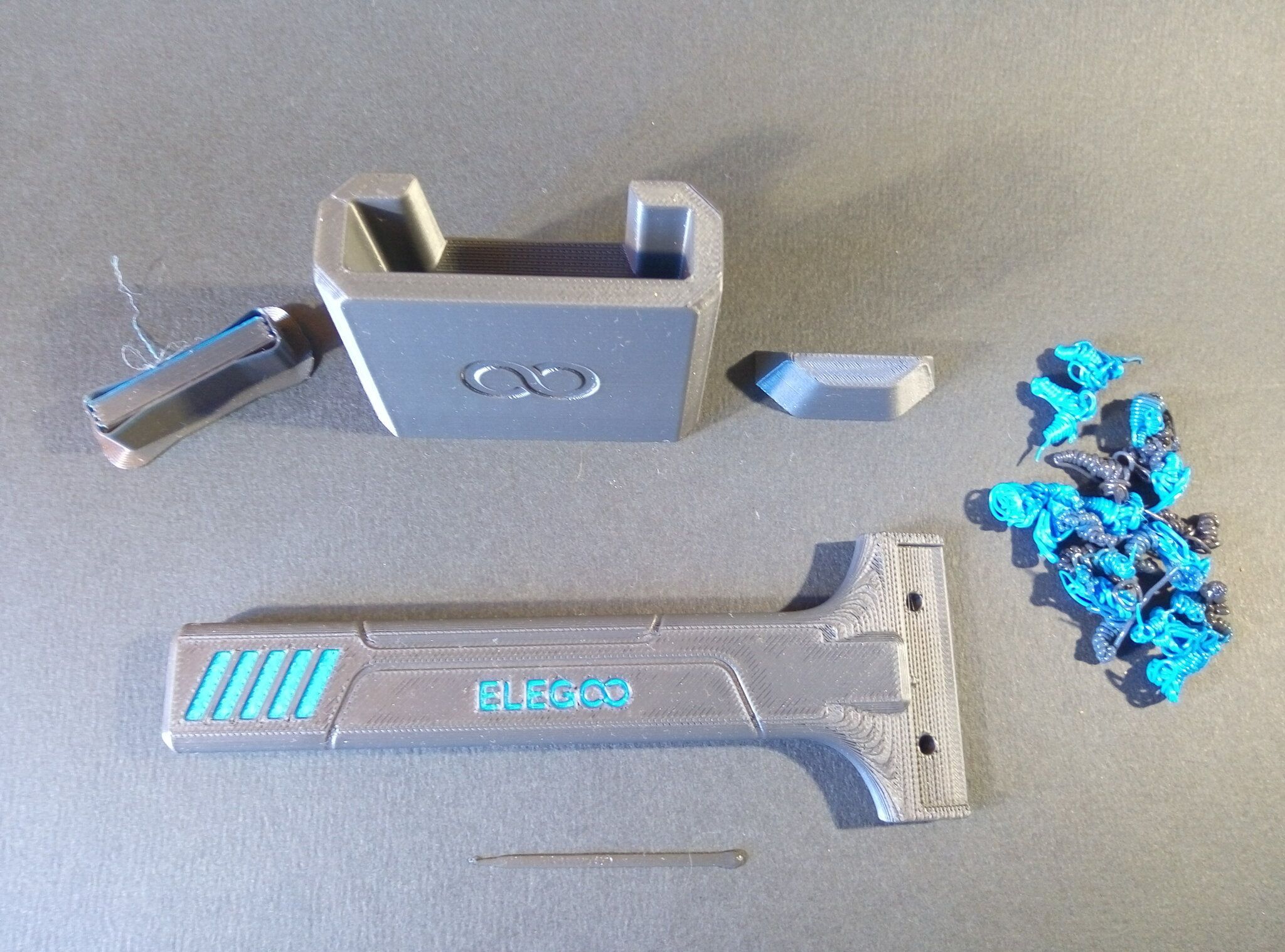
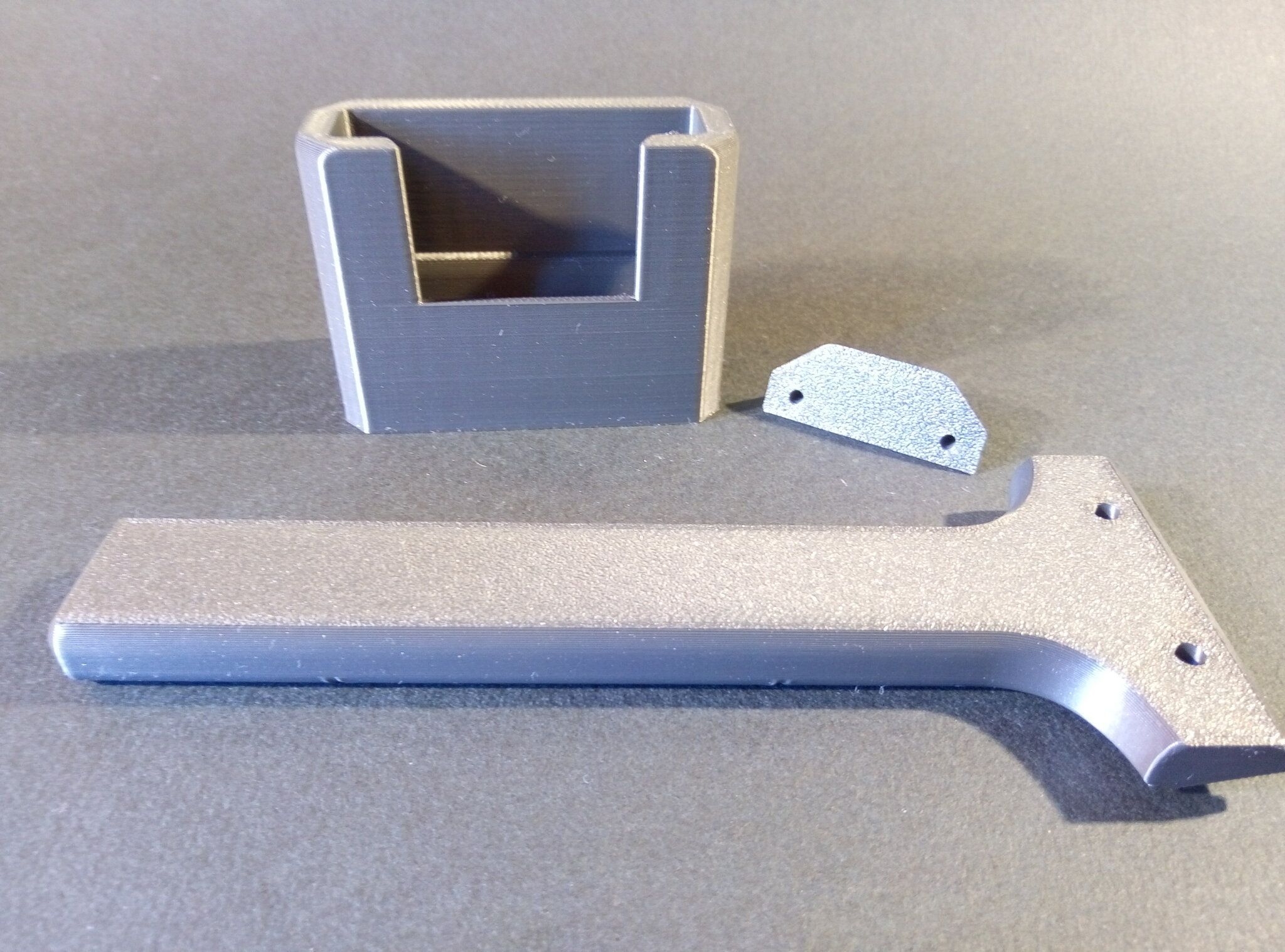
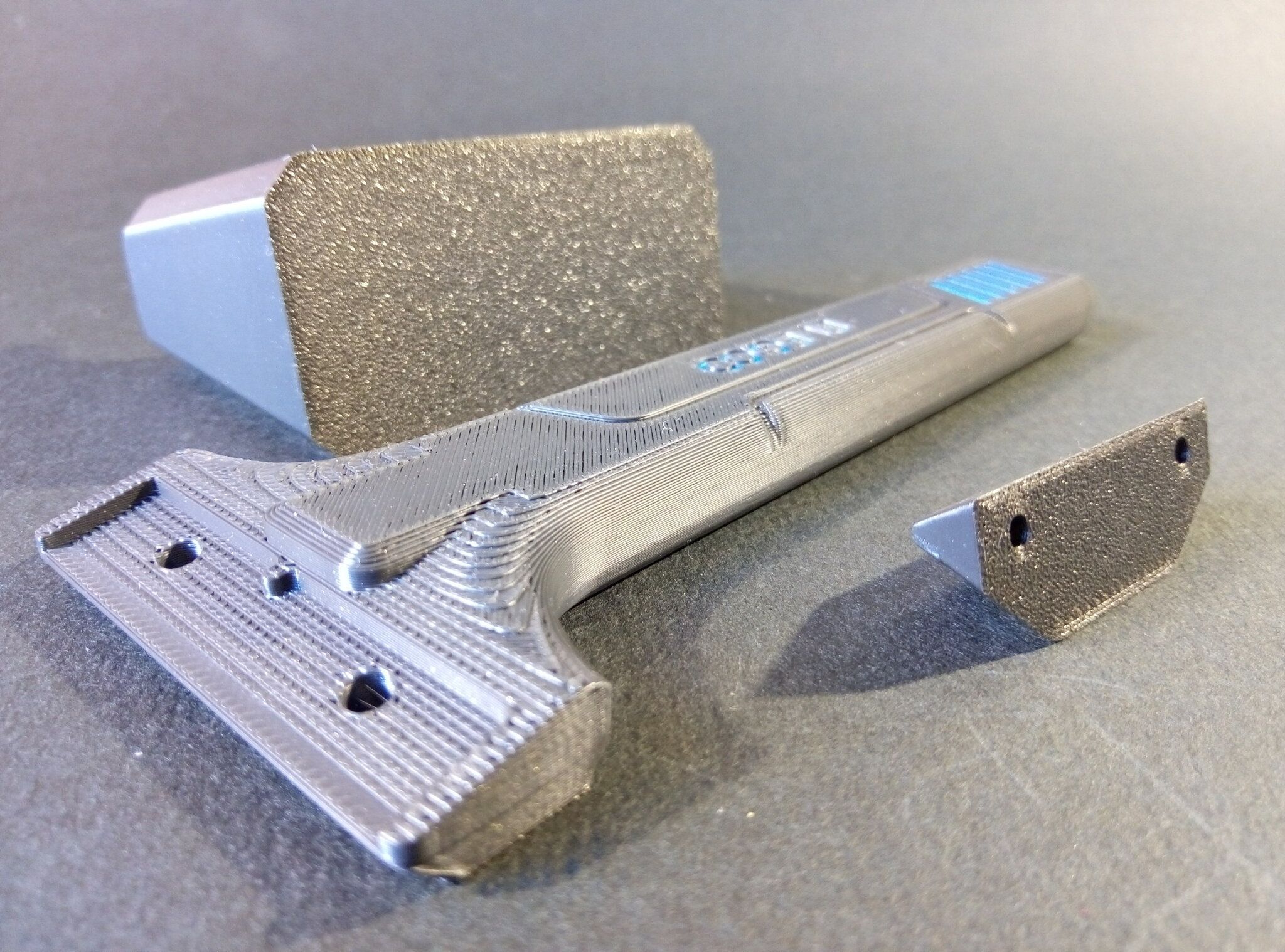
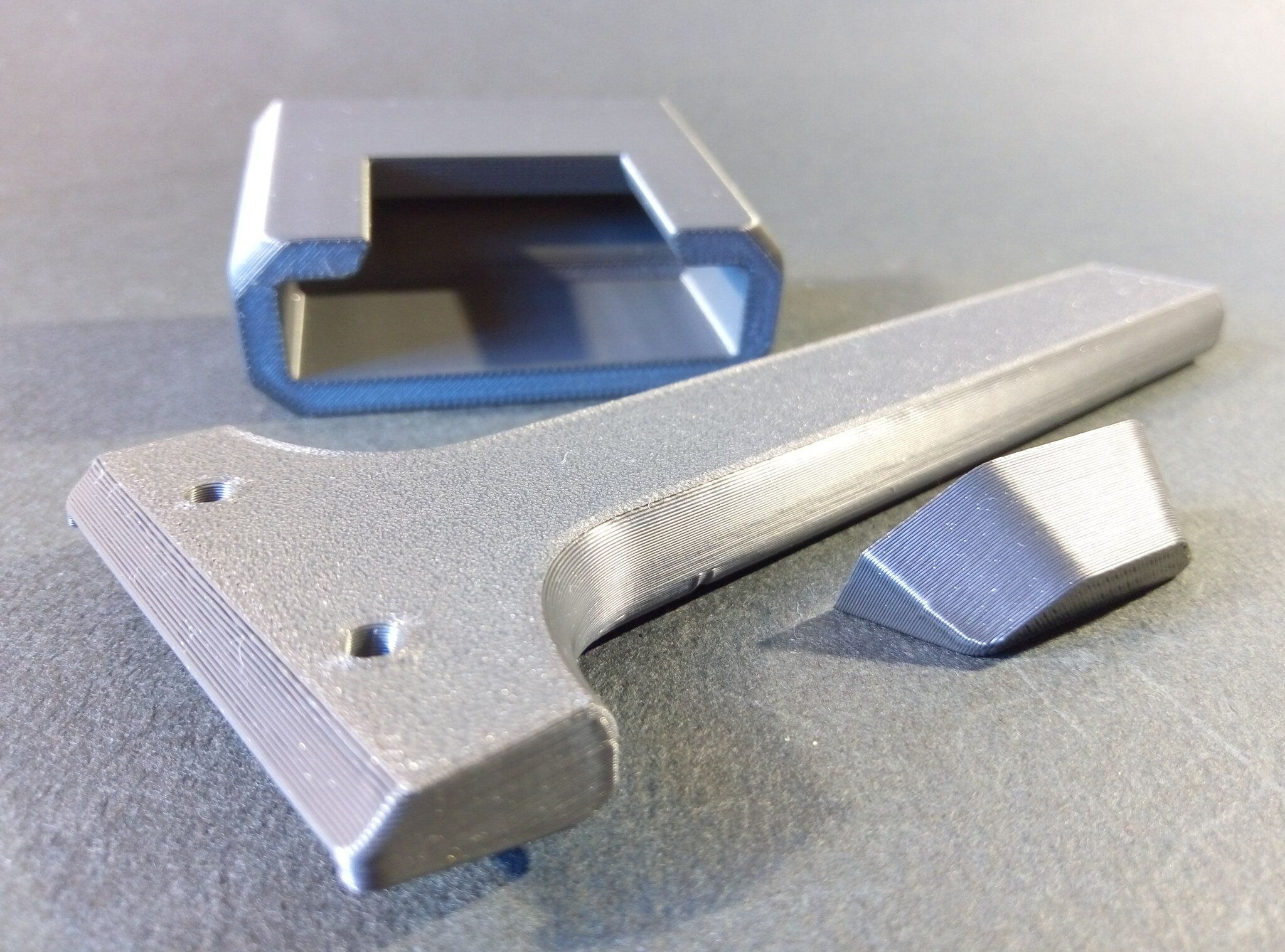
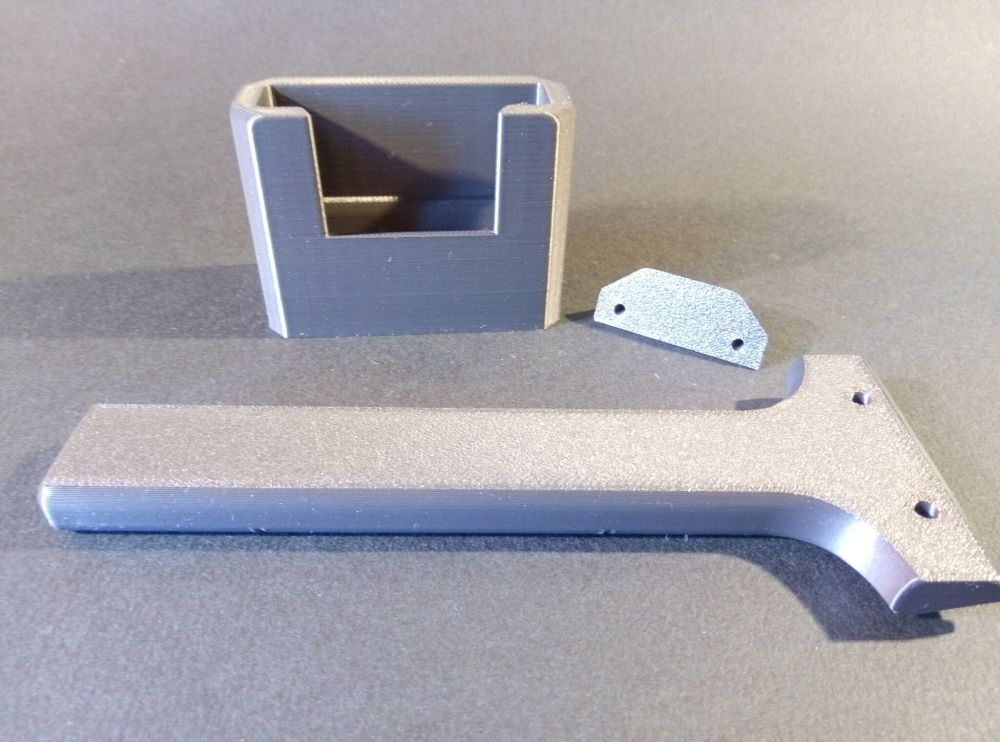
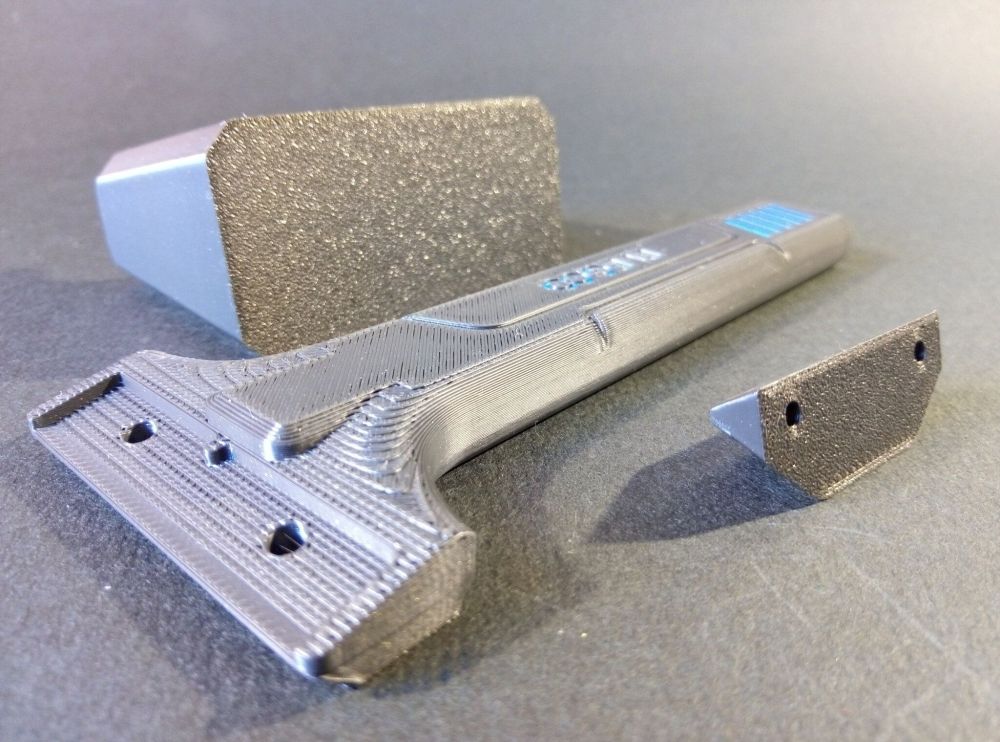
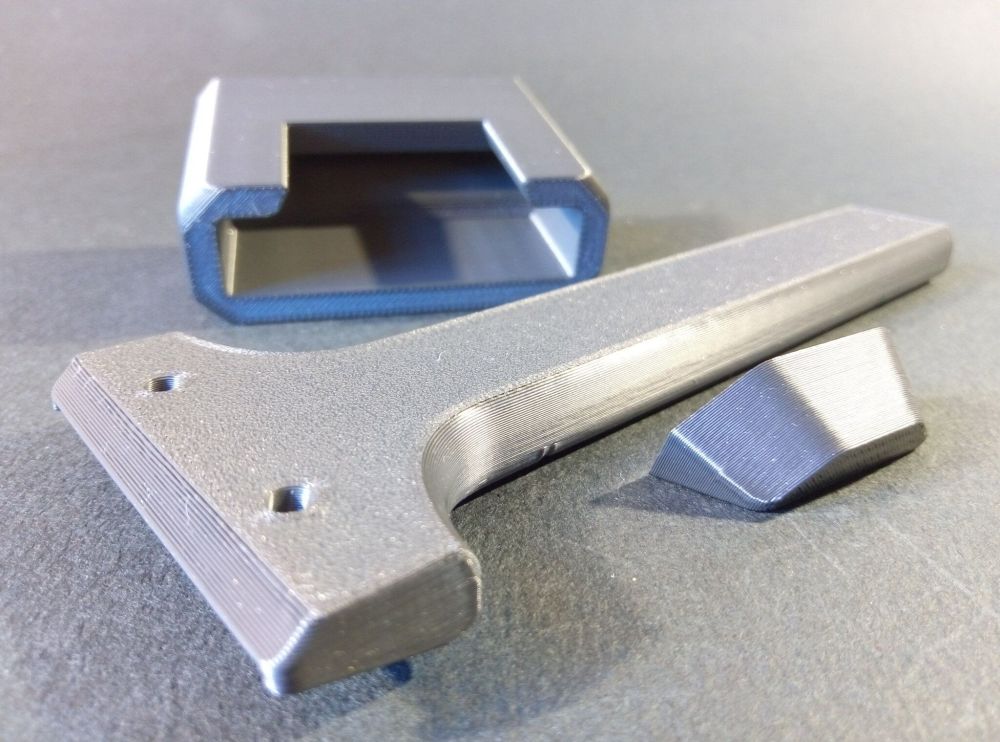
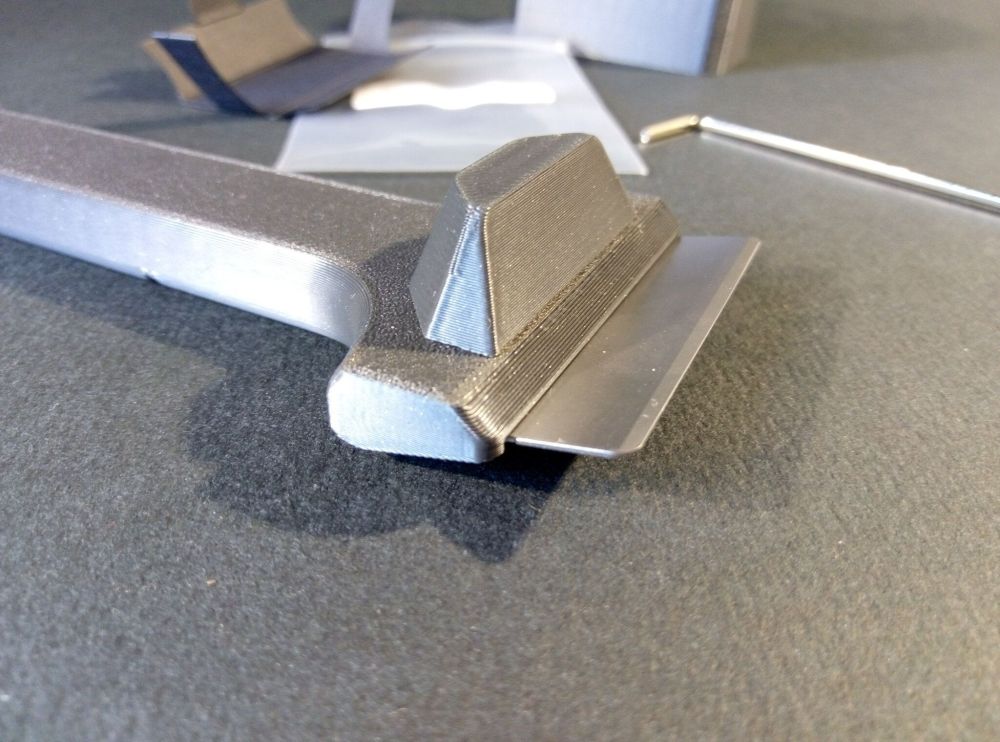
Oui et non, la gouje reste la même, mais le bras qui tient le maillet est très différent.0 points






.webp.b7741a29dbb966076f0a235ba6361916.webp)































































































































.webp.a104143f29dc5211a70a0e3c2268ae9e.webp)
.webp.548d958ca4ff1afc0d98a822f710241b.webp)
.webp.984d4bd0a2f5f258276843ad7c4f5466.webp)
.webp.82186c4c8f608da5b48b7e020ef1afef.webp)
.webp.29fa275d1c69466358b04c863bd3c28c.webp)
.webp.476fcbcf0458203c085f7cdc042ae229.webp)
.webp.e84fcc5dccee13f76328ea1f8f75b2f2.webp)
.webp.6bf80eb30f0daf5528a803a10fe4be40.webp)
.webp.85ac83b75df1cb420a41c5ee079ea5a7.webp)
.webp.099fb0fa168db9013c6f70fe4d823cb5.webp)
.webp.9254e3be174a85bc566a238c99c88fad.webp)
2.webp.2d2442799795ace74fa24369f4d6c0f5.webp)
.webp.d0fe378d0aeb6acf3c4e890e38f86a80.webp)
.webp.606c8f48637989045dff8eb8a5be5b12.webp)
.webp.fa5156cf232488fbfe1f2db78d392d90.webp)
.webp.d2c7bdb7104acdc2c0d9f7b6e6c5b9b3.webp)
.webp.0995273559b07c45201d9ad1633bdb87.webp)
.webp.99ff0e8a24cf4be8ce6a8b4101267f55.webp)
.webp.08afe698abc5db60ae50ba99927c7dc2.webp)
.webp.8a92f417146bbc72211a8788de1f4021.webp)
.webp.8cb6f3034ab959e6910bb9419bf82762.webp)
.webp.510069df0e75594a5ead734eee70ec9d.webp)
.webp.fc61aaefb967402dabacc02783d68035.webp)