


cmatec
-
Compteur de contenus
685 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
3
Tout ce qui a été posté par cmatec
-
Le temps de monter un banc de test et le sujet est ouvert ...
-
@fran6p : Il serait intéressant de mesurer la température en bout de buse et de la comparer avec la température du bloc de chauffe avec une telle méthode .
-
Afin d'assurer la conduction thermique, il faut que la collerette de la buse soit en contact avec le bloc de chauffe.
-
Qualité impression engrenage en Nylon à améliorer
cmatec en réponse au topic de jcjames_13009 dans Entraide : Questions/Réponses sur l'impression 3D
Pour l'impression du nylon, le caisson n'est pas obligatoire. Lorsqu'on regarde ton impression, on voit bien que la ventilation n'est pas présente : tu dois avoir la "pointe" des dents qui rebique car le filament n'a pas le temps de se solidifier. En diminuant la température et en augmentant la vitesse d'impression, tu devrais réduire ce phénomène. Augmenter la vitesse de déplacement va te permettre de diminuer le stringing. Pour l'accroche, j'imprime le nylon sur un miroir avec du 3dlac. La première couche doit être assez "écrasée" -
Qualité impression engrenage en Nylon à améliorer
cmatec en réponse au topic de jcjames_13009 dans Entraide : Questions/Réponses sur l'impression 3D
Ta température d'impression a l'air trop haute. Essaie d'augmenter ta vitesse d'impression et de déplacement. Avec le nylon, pour assurer une bonne cohésion des couches, il faut éviter d'utiliser la ventilation de pièce (pas gagné dans ton cas) -
Pour moi pas de soucis pour une buse de 0.25 avec le nylon. Un brim est bien utile avec ce matériau
-
Branchement écran tactile sur MICRODELTA REWORK
cmatec en réponse au topic de bdsc70 dans eMotion Tech
mdr (micro delta rework) ... -
agrandissement cnc 3018 en 3040
cmatec en réponse au topic de jonathan70 dans Discussions sur les graveurs laser, les CNC et l'usinage
@jonathan70 : Tes paliers linéaires ne sont pas à fleur des bords de table ... Si tu as accès à un tour un petit coup de foret à centrer ça peut aider. J'espère aussi que tu as de bons tarauds ... M'enfin bon entre percer une 2 plaques d' acrylique (ou bois je ne connais pas la machine) et percer/tarauder au centre des axes en acier, chacun fait ses expériences ... -
agrandissement cnc 3018 en 3040
cmatec en réponse au topic de jonathan70 dans Discussions sur les graveurs laser, les CNC et l'usinage
@jonathan70 : si tu as pris des axes de qualité (acier traité et rectifiés), je pense qu'avec une simple perceuse à colonne c'est juste irréalisable. Au plus simple, tu prends les supports que tu montes avec les arbres d'origine, tu réalises tes perçages avec ta géométrie réglée et tu n'as plus qu'à monter les nouveaux -
agrandissement cnc 3018 en 3040
cmatec en réponse au topic de jonathan70 dans Discussions sur les graveurs laser, les CNC et l'usinage
@jonathan70 : ce genre de pièce peut te simplifier la tache.
-
Fil chargé Fibres de carbone
cmatec en réponse au topic de divers dans Consommables (filaments, résines...)
@divers : au contraire ... j'ai l'intuition que le carbone assure une meilleure cohésion des couches -
Fil chargé Fibres de carbone
cmatec en réponse au topic de divers dans Consommables (filaments, résines...)
@divers : comme tu l'as précisé dans ton post initial, les filaments chargés en fibre de carbone sont assez abrasifs, et l'emploi de buses traitées "dur" est donc fortement recommandé. Perso, j'utilise les buses nitro de chez hotends.fr et n'ai pas constaté de dégradation de qualité d'impression suite à l'usage de ces filaments (j'ai quand même passé quelques bobines ...). Il me semble aussi qu'il est conseillé d'utiliser des buses d'un diamètre 0.4mm au minimum voir plus. -
Sensibilité des CNC Shields aux interférences
cmatec en réponse au topic de Snakesrules dans Discussions sur les graveurs laser, les CNC et l'usinage
Tout ça pour dire qu'après une recherche go.gle on tombe pile poil sur votre sujet et qu'avant sa lecture je ne savais même pas ce qu'était un optocoupleur. Le principal c'est que ça m'a permis de résoudre mon problème -
Sensibilité des CNC Shields aux interférences
cmatec en réponse au topic de Snakesrules dans Discussions sur les graveurs laser, les CNC et l'usinage
Si cela peut aider, le schéma du post précédent est fonctionnel. Il faut veiller à utiliser du câble blindé (câble réseau, téléphonique ...) et prendre soin de relier le blindage à la masse d'un seul côté. -
Sensibilité des CNC Shields aux interférences
cmatec en réponse au topic de Snakesrules dans Discussions sur les graveurs laser, les CNC et l'usinage
Hello tous ! Avançant petit à petit sur ma nouvelle cnc, je suis aussi confronté au phénomène d'interférences sur le circuit "fin de course". Je remercie @Jean-Claude Garnieret @Kachidokipour leurs précieuses informations mais je vais encore avoir besoin de leurs lumières ... Le montage que j'ai réalisé : Le endstop change bien d'état sous grbl mais j'ai toujours des interférences lors du cycle de POM. Je souhaiterai utiliser une alim externe pour éviter la "remontée de saumons" ... ma question : les out X se connectent sur la rangée "noire" (entrées) du shield mais le pin blanc (5V) correspondant on en fait quoi ? Car ça fonctionne pas sans ...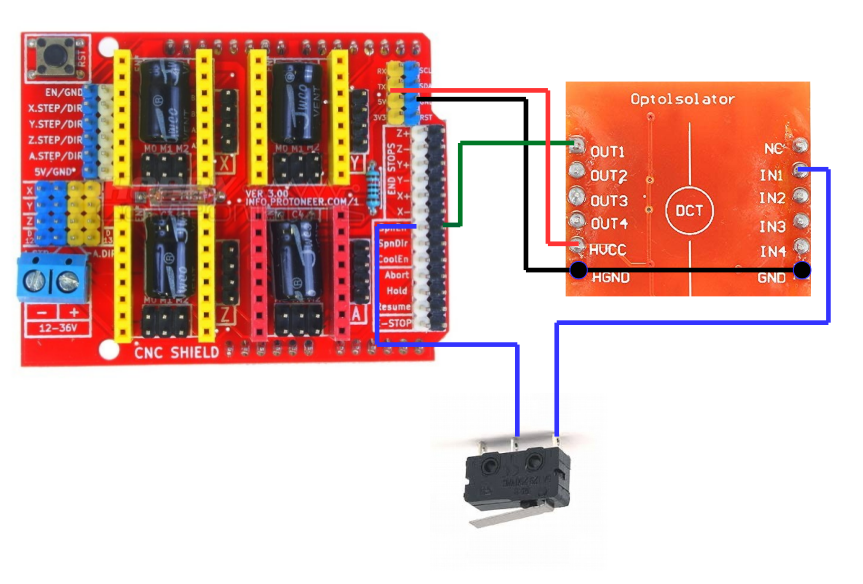
-
@Math51 : switch.fan.startup_value 255
-
@Jean-Claude Garnier : ça fait plaisir que t'es reviendu !!!
-
@Math51: les ventilateurs de la mdr démarrent assez tard (50% environ) Dans le config.txt, dans la section "Switch module for fan control" tu dois avoir un truc dans le style : Tu peux essayer de rajouter la ligne pour forcer un démarrage au max. switch.fan_extruder.startup_value 255
-
Impression MDR sur carte SD ne se lance pas ...
cmatec en réponse au topic de Wrath_Pony dans eMotion Tech
@Wrath_Pony : une petite vérification dans le config.txt : -
Problème extrusion uDelta Rework (v1 à priori)
cmatec en réponse au topic de Ashram56 dans eMotion Tech
@Ashram56 : 2 questions : - as tu vérifié le bon état du ptfe en entrée et sortie de hotend/extrudeur (cisaillement ?) - sur ta mdr as tu des raccords à olive ou des pneufits ? -
Quelques modifications afin de palper la grille de calibration et de régler la hauteur de première couche en full auto : 1-passer la ligne leveling-strategy.delta-grid.save false 2-pour le start g-code : G31 M374 M500 G28 G30 Z0 M306 Z0 M500
-
autolevel piezo imprimante delta sous smoothie
cmatec en réponse au topic de cmatec dans eMotion Tech
Quelques modifications afin de palper la grille avant chaque impression : 1-dans le config passer la ligne leveling-strategy.delta-grid.save false 2- pour le start g-code : G31 M374 M500 G28 G30 Z0 M306 Z0 M500 ... -
@ArdToPix : juste au hasard, dans repetier/réglages imprimante, as tu pensé à déclarer ton système cyclop (1 buse pour 2 extrudeurs) ?
-
Ma température de buse se met à faire n'importe quoi
cmatec en réponse au topic de Math51 dans eMotion Tech
@Math51 : ... et le bloc de chauffe non plus ? pas de vis de blocage de thermistance sur l'hexagon, c'est la protection silicone qui assure son maintien. Perso, j'immobilise les fils de la thermistance contre le radiateur de la hotend pour éviter toute mauvaise surprise. -
Hotend v6 et Extrudeur TITAN sur la microdelta rework.
cmatec en réponse au topic de TwoSwee dans eMotion Tech
@Alain69 : standard : levier de débrayage du filament à gauche ; mirrored, à droite. Cette option est utile si tu montes 2 extrudeurs cote à cote indispensable si tu n'es pas en direct drive avec une hotend ed3v6

