TizTiz
-
Compteur de contenus
68 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par TizTiz
-
@RSF62: l'impression à l'air très correcte, bravo . Oui c'est vrai qu'il y a un peu d'hoverhang sur les bras, je n'aurais pas pensé que ça jouerait, comme quoi ça fait parti de ces cas ou modifier l'angle limite devrait résoudre ce problème. A 0.1 et 35 mms ça doit prendre des plombes ! @hunk: Ne te décourage pas, de toute façon tout est plus difficile avec une A20M à cause de la tête à double entrée qui bouche plus facilement et qui rend aussi la rétractation moins efficace. Mais c'est tellement marrant de mélanger les couleurs. 220 ça fait bcps... quel intérêt ? Je mets 215 max quand je veux faire des mélanges de couleurs, sinon 205-210 suffit amplement.
-
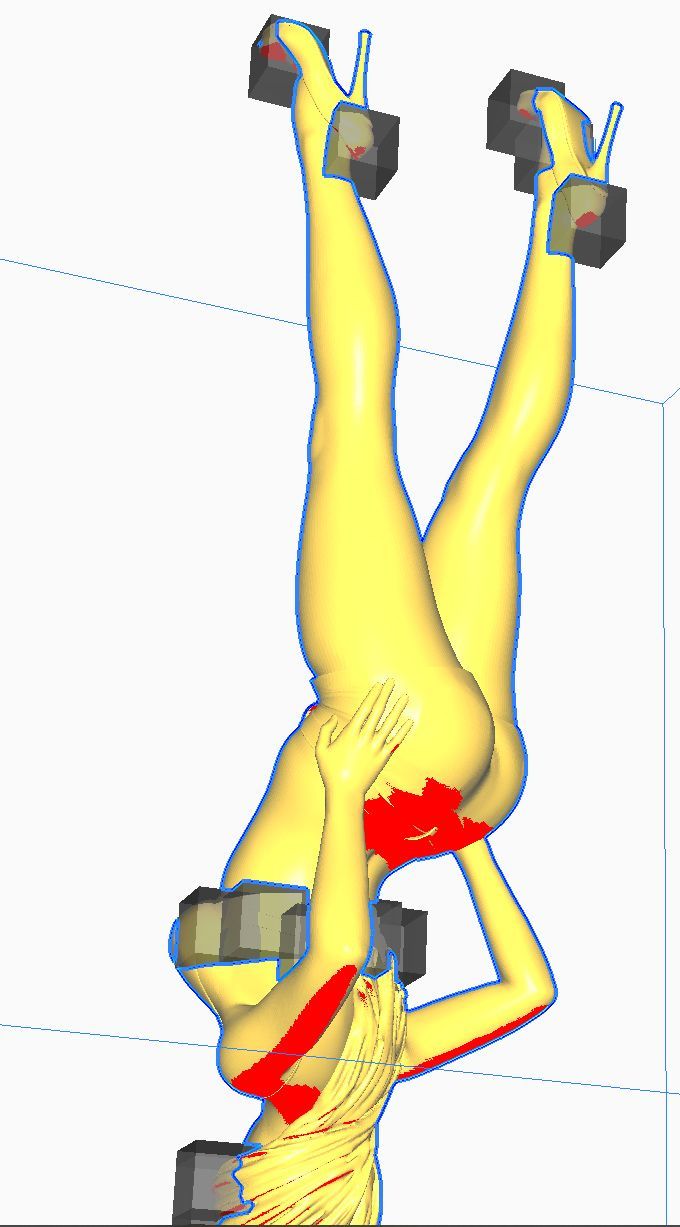
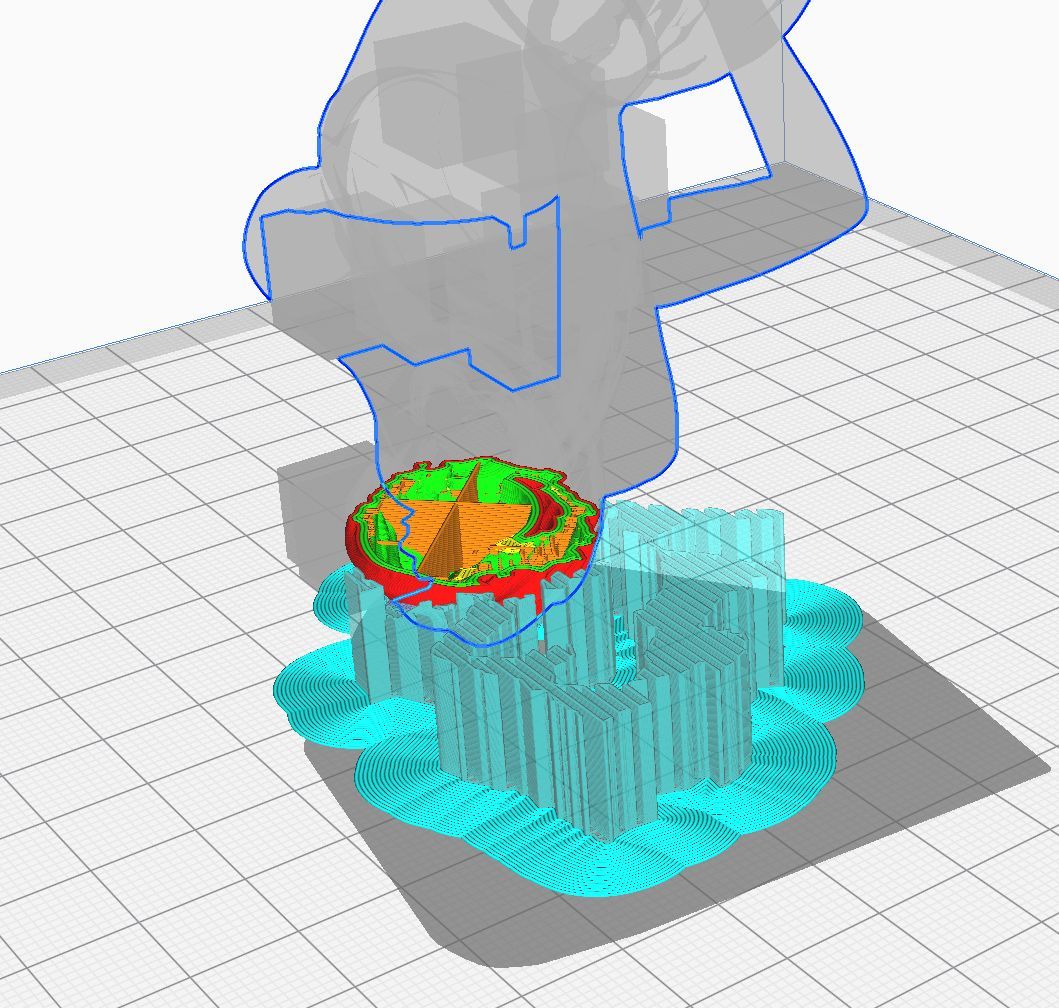
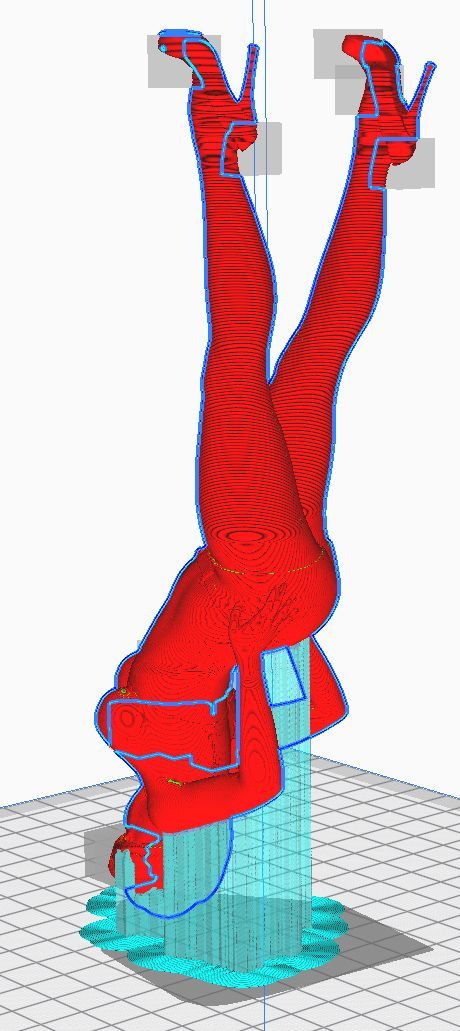
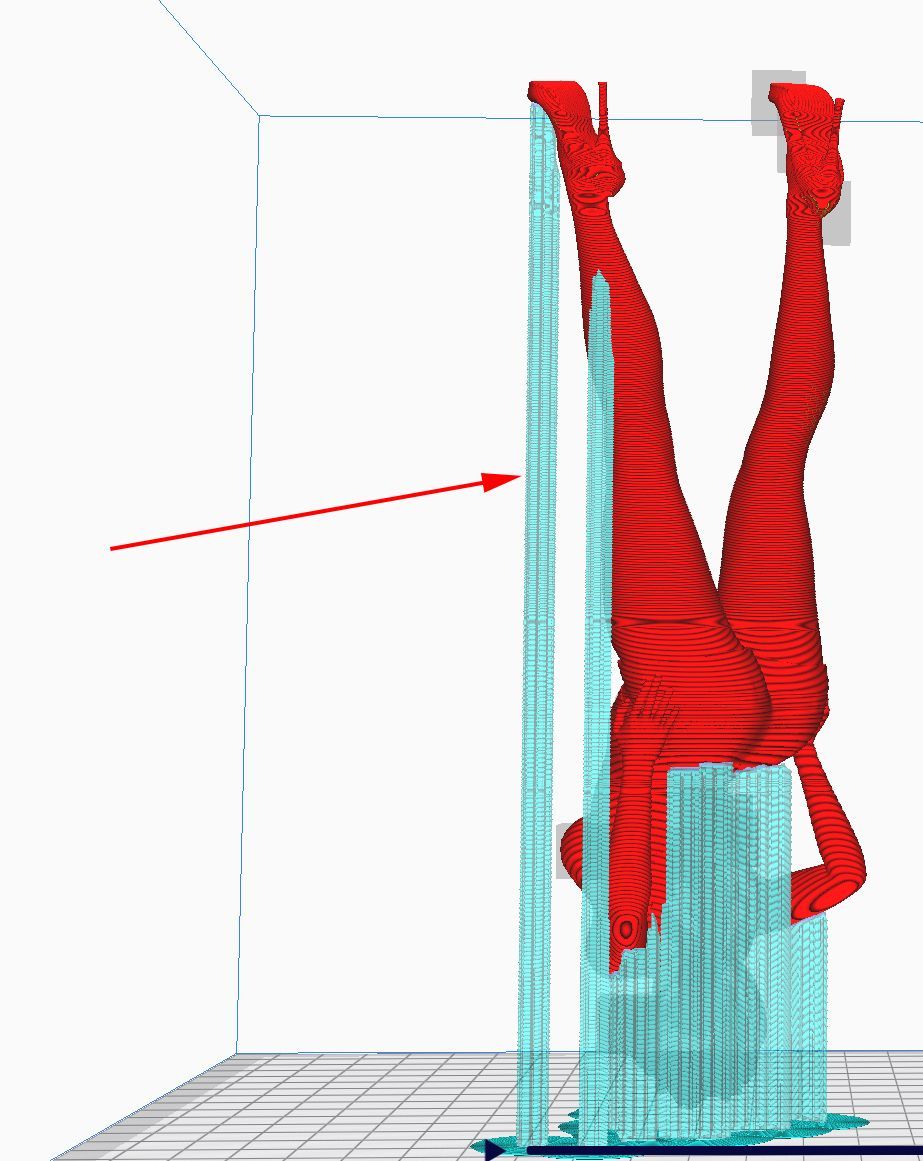
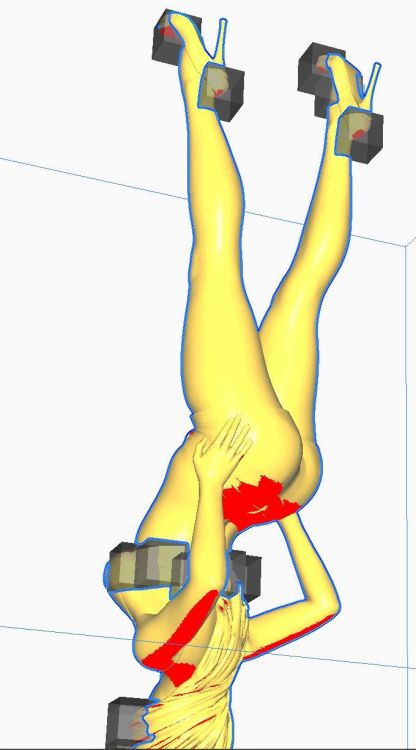
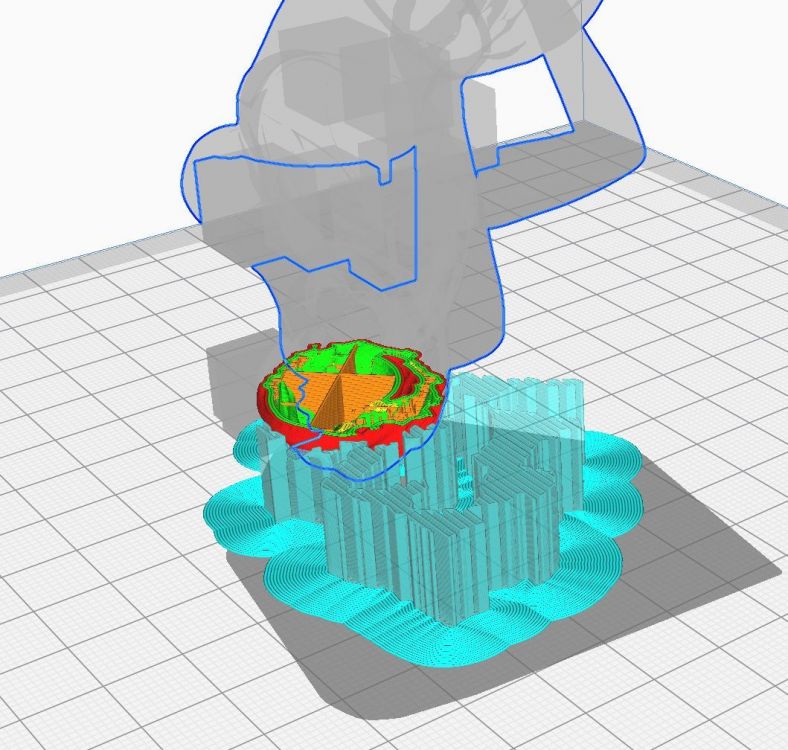
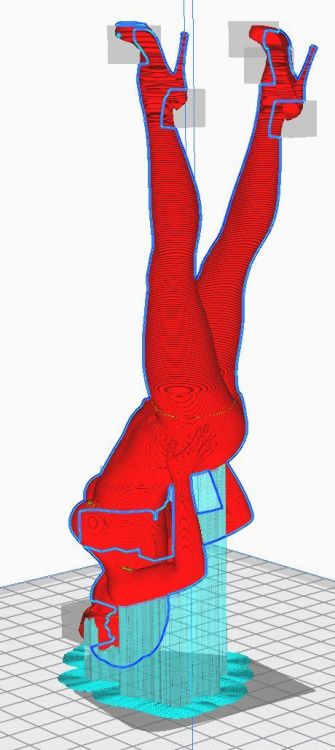
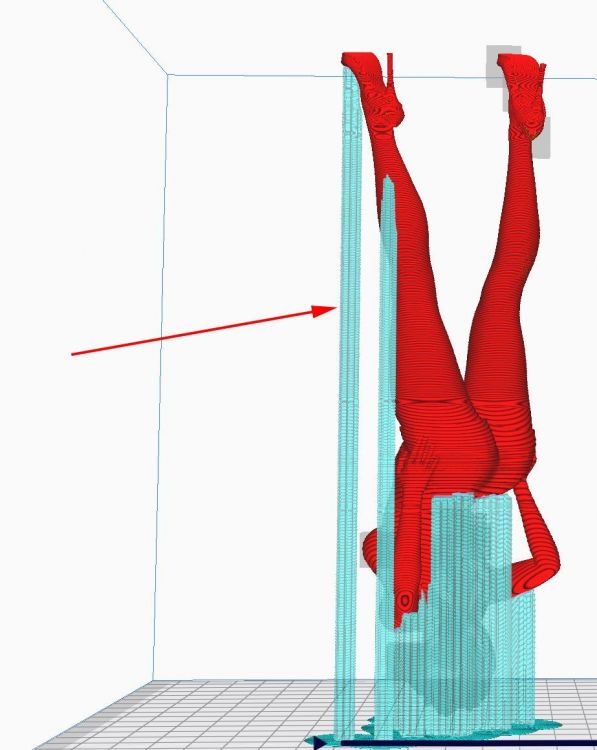
Ce n'est pas un modèle très facile pour débuter mais bon... (surtout avec une A20M ;)) Ci-dessous ce modèle slicé avec Cura (je ne connais pas assez Prusa même s'il est aussi très bien). C'est du vite fait, si je devais le faire pour moi, j'affinerais un peu plus, mais globalement Cura me propose ~9h00 d'impression sur ma A10M (image 1) D'abord j'imprimerais tête en bas, j'expliquerais plus en détail pourquoi plus bas. En rouge, les zones d'hoverang (parties un peu trop horizontales qui risquent de mal s'imprimer d'ou la nécessité de mettre des supports). En plus les supports vont ici empêcher le modèle de se casser la g..... Il y a 2 petits hoverangs au niveau des pied, mais faire des supports étroits sur une telle hauteur est quasi voué à l’échec et en plus je pense que l'imprimante peut les gérer car leur surface est minime. Donc j'ajoute des 'bloqueurs de supports' dans Cura au niveau des pieds (petit cubes sur l'image). (voir image 4 ce que je veux dire par 'support étroit') (image 2) Il faut impérativement une bonne base solide pour un impression qui part en hauteur comme ça. Donc je choisis le Brim pour une bonne accroche plateau, et des supports classique à 50% de densité. (image 3) on voit qu'il va surtout y avoir des supports au niveau du bassin et des bras. Ca tombe bien car ce sont des zones faciles d'accès et peu complexes donc il sera facile d'enlever et de nettoyer les traces des supports. Cette orientation permet de garder un maximum de qualité dans le sens 'important' (les jambes, le buste). Ca peu aussi marcher en commençant par les pied, mais vu la finesse des talons, il y a fort à parier qu'ils ne s'impriment pas (surtout avec la A20), ou cassent en enlevant les supports. D'autre part, la base est moins dense en commençant par les pieds à moins de rajouter 'à la main' des tas de supports. Les 2 orientations prennent à peu près autant de temps.
-
Je suggérerais d'imprimer tête en bas avec un max de support bien denses. Orienter au mieux pour qu'il y ait le moins d'hoverhang possible au niveau des épaules. Les support ça peut être galère à nettoyer mais ils seront essentiellement au niveau des cheveux donc ça ne se verra pas trop. Elle ne tiendra pas debout mais coller la pointe des talons à la superglue sur un socle devrait marcher.
-
Scanner 3D pour impression 3D
TizTiz en réponse au topic de But dans Discussions sur les scanners 3D
Non, ce n'est pas une 'extrusion', c'est une fonction qui clone et 'étend' une surface pour créer une épaisseur. Sur meshmixer, faire 'edit->hollow' puis choisir l'épaisseur de coque voulue. -
Retopologie pour impression 3D
TizTiz en réponse au topic de youranim dans Dessiner / modéliser en 3D
Il faut regarder le 'preview' après le slice à l'emplacement de la jonction des objets. Parfois effectivement, le slicer n'arrive pas à 'conjuguer' les 2 formes et cela va se voir sur les layers par des contours inutiles et qui vont fragiliser l'objet. Dans ce cas, Meshmixer est ton ami. Retopologiser 2 objets en un, ça marche bien dans 99% des cas. Certes on perd de la précision mais à l’échelle d'une impression 3D en FDM ça se voit rarement. -
Gros paté sur la première couche
TizTiz en réponse au topic de Sylvain41300 dans Entraide : Questions/Réponses sur l'impression 3D
La buse à combien d'heures de vol ? L'extrudeur patine ? -
Bonjour. Ender3 pro neuve. j'avais EXACTEMENT le même problème que Mickavgl comme montré sur la première photo. Gros layer shift et effet pied d'éléphant sur les premières couches, puis ça se stabilise plus ou moins bien. J'essaie plein de réglages dans Cura/Prusa, je check les courroies, resserre, desserre les galets etc... Refait le niveau...bref le binz habituel quand on ne comprends pas ce qui se passe. Constatant que le parallélisme est loin d'être nickel sur l'axe Z (2 à 3 mm quand même entre le coté gauche et le droit), je m’apprête à tout démonter, quand par maladresse je heurte le tube de PTE et remarque que le corps de chauffe bouge un peu. Je démonte le cache qui maintient le ventilo et bingo, les 2 petites vis qui maintiennent le corps de chauffe sont en partie dévissée (probablement d'origine). Je revisse... et l'imprimante marche nickel . Comme le corps de chauffe est en partie caché, et que l'imprimante imprimait 'à peu près', je n'avais pas vu que la buse bougeait un peu. Ces 2 petites vis m'auront couté des heures d'essais et recherches, c'est balot parfois l'impression 3D
-
Résines et nettoyage : quelles protections ?
TizTiz en réponse au topic de koudcid dans Les imprimantes 3D SLA
je ne suis pas chimiste mais il me semble que les résines pour les dents sont bi-composants donc probablement très différentes chimiquement. -
Résines et nettoyage : quelles protections ?
TizTiz en réponse au topic de koudcid dans Les imprimantes 3D SLA
@TopperHarley, le problème c'est que personne aujourd'hui ne sait quel est le taux 'réel' de nocivité de ces produits. On pourrait le découvrir dans des dizaines d'années. Par principe de précaution j'utilise une masque avec filtres carbone et le fait est que je ne sens aucune odeur de résine, et un tout petit peu l’isopropyle (qui à priori n'est pas super toxique). Une machine dans le séjour me parait inapproprié, pas tant à cause des vapeurs toxiques quand on retire le capot (et un peu en fonctionnement), mais à cause de la possibilité que des gouttes ou des traces de résine se retrouvent qq part. Comme c'est très long à sécher (selon résine et exposition au soleil), qqu'un peut mettre ses doigts sur cette trace sans même la voir. Et il peut arriver qu'on se frotte l’œil par réflexe... et la je te dis pas les emmerdes avec de la résine dans l’œil. Déjà sur les doigts ça fait des brulures allergiques... D'ailleurs à ce propos, on parle des gants (indispensables) et des masques, mais il faudrait aussi penser aux lunettes de protection, parce que quand on décolle la pièce du plateau, il faut parfois être un peu vigoureux et une micro goutte 'peut' arriver dans l’œil. Au pire, peut être mettre du scotch isolant au bas du capot pendant une impression pour limiter les vapeurs toxiques ? Il y en a très peu mais les impressions peuvent être longues. -
Très intéressante vidéo. Est ce que le problème ne viendrait pas des supports qui font effet de 'pivot' ce qui doit entrainer des micro-mouvements à chaque montée-descente ? Je ne suis pas sûr que ça puisse se corriger totalement. Peut être avec des support beaucoup plus épais... ?
-
Quel coût pour une impression en résine.
TizTiz en réponse au topic de Pierrot l'enclume dans Les imprimantes 3D SLA
Je précise qu'il y a 2 type d'éthanol que l'on peut trouver en france (alcool). Celui à 90 degré que l'on trouve un peu partout, et celui à 95, en général en magasin de bricolage. L'éthanol qu'on trouve en pharmacie est aussi à 90 'degré' mais il est exempt de traces de chimie lourde (métaux, autres solvents...), ce qui n'est pas le cas de l'alcool vendu pour bricoler. L'alcool 'à brûler' est aussi de l’éthanol, mais vu sa couleur et son odeur, c'est à mon avis très contaminé d'autres choses et devrait être évité pour nettoyer la résine (mais ça doit marcher un peu). Je n'ai pas fait de comparatif qualitatif entre le 90 et le 95, celui à 95 est plus cher, mais à priori c'est un meilleur solvant puisqu'il a 5% d'eau en moins. L'isopropyl est lui pur à 99%, mais effectivement beaucoup plus cher et ne se trouve pas facilement en magasin en france (commande internet obligatoire). Sur les forums anglophone on parle rarement de l'éthanol car cela ne se trouve pas facilement dans ces pays pour des raisons de législation. En france c'est l'inverse, on est un peu un pays 'éthanol' par tradition ;). -
Quel coût pour une impression en résine.
TizTiz en réponse au topic de Pierrot l'enclume dans Les imprimantes 3D SLA
l'alcool à 95 degré à 5€/l fait très bien l'affaire. -
@miserovitch, Intéressant. Si je comprend bien, ce boitier commande une résistance et un ventilateur (par exemple) pour maintenir une température donnée ? Quelle résistance serait bien pour un petit volume, par exemple pour maintenir une imprimante résine à 25 degré ?
-
Merci @sigiel je viens juste de passer commande d'une Elegoo (Mhoua a ah beuhhh...) Bon je m'y attends à ces galères de toute façon, c'est histoire de voir ce que ça donne sans se ruiner complétement. C'est sûr qu'il va falloir faire un espace de travail spécifique...
-
Pas bête le styrodur pour faire un caisson facilement. Par contre ça peut prendre feu et ça fond à 200 degré, c'est peut être pas super sécure pour entourer un machin qui merde assez souvent et qui chauffe à 230...
-
fusion 360 Fusion 360 pour les (grands) débutants !
TizTiz en réponse au topic de deamoncrack dans Tutoriels
Wow, super boulot ! Les vidéos c'est sympa... mais comme tu dis pour un tutoriel de logiciel c'est pas pratique. Ton tuto pdf est bien détaillé et me donne envie d'essayer Fusion qui a l'air pilpoil pour faire des design techniques, mais j'avais la flemme de m'y mettre avec les youtubes ;)... Merci ! -
J'habite le sud de la france. La geeetech est dans le garage, mais l'hiver dernier elle a intégrée la cuisine car impossible d'avoir une impression fiable dans le garage dès que la temp extérieure était trop basse. Même un caisson risque de ne pas suffire en extérieur (à moins de le chauffer sans doute).
-
Photos de vos prints avec une imprimante 3D Creality
TizTiz en réponse au topic de Le Kampaniard dans Creality
Ca à du prendre un bail comme impression, sans parler de supports... -
Ok merci pour les paramètres. J'utilise des params similaire (Cura). Je n'ai jamais réussi à éliminer le ghosting sur cette imprimante ce qui ça na pas bcps d'importance pour moi. Je suppose que sa taille et son poids y sont pour qq chose.
-
Bienvenue. "Un peu customisé" c'est une litote :). Cette impression à l'air nickel. Tu imprime à quelle vitesse ? Quelle valeur de jerk ? J'arrive pas à trouver de bonnes valeurs pour ma tornado.
-
Quel filament pour filtre de douche ?
TizTiz en réponse au topic de Cyril0404 dans Consommables (filaments, résines...)
Ah le filtre à évier/douche... ! Un petit projet passionnant à faire. Jamais je n'aurais cru trouver de l'intérêt à designer ce genre de chose :). C'était un design intéressant. Au début j'avais fait une simple 'grille' basée sur des cercles concentriques et des rayons, mais il s'avère que c'est galère à imprimer car le slicer interprète tout ça comme une grille, donc l'imprimante fait des tas de petits carrés et l'impression est longue inutilement. J'ai donc refait un modèle séparant cercles et rayons à des hauteurs différentes et ça imprime bien mieux. Existe t'il une option dans Cura pour le forcer à prendre les 'chemins les plus long' ? Pour ce qui est du matériau, en admettant une eau à 40 degré en sortie de douche, arrivé à la bonde elle doit être à peine à 35, ça laisse de la marge pour le PLA qui ramollit au delà des 150. Mais le Petg marchera très bien aussi.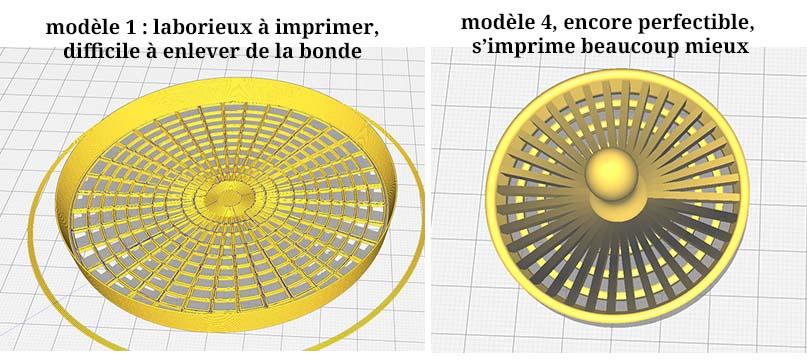
-
Photos de vos prints avec une imprimante 3D Creality
TizTiz en réponse au topic de Le Kampaniard dans Creality
Impressionnant, magique, diabolique ! Super modèle, moi aussi j'aimerais en savoir plus (imprimante, settings...). -
Il est temps de s'y mettre
TizTiz en réponse au topic de Nevrikosss dans Bien choisir son imprimante 3D
L'imprimante à résine sera bien plus dangereuse pour monsieur le chat s'il a de la résine sur ses papates... sans parler des émanations dans une pièce ! Le plateau chauffant à 60 degré, le chat y posera sa patte une fois, pas deux. Une imprimante qui marche bien pour un prix raisonnable c'est la Creality Ender 3 (en mettant des blocs caoutchouc sur les moteurs pour le bruit). Cette imprimante est très populaire j'ai l'impression (ah ah). Dans une pièce de vie, il faut ouvrir la fenêtre quand on imprime. Pour des petites impressions (< 3h) ça ne devrait pas être trop embêtant du point de vue toxicité. Mais l'idéal c'est d'avoir un pièce dédié. Ça ne prend pas tant de place, un cagibi peut faire l'affaire ou un petit coin dans un garage, une buanderie... -
Je suggérerais aussi de désactiver les supports pour débuter et de choisir des objets qui n'ont pas besoin de trop de supports (pas trop de surfaces horizontales). Car les supports ça rallonge terriblement les impressions, ça nuit à la qualité et ça peut être galère à enlever (et casser l'objet). Le taux de remplissage est peut être un peu juste aussi (10%) pour faire des jolies pièces. 20% serait mieux. Pour le skirt,raft,brim... bah, prend le skirt au début. C'est normal que les objets de la carte soient mieux car ils ont été crées avec un slicer réglé aux petits oignons. Mais c'est tout l'art du printer fou: apprendre à mitonner les paramètres.
-
Ouf, j'ai eu peur d'être dans l'hérésie depuis 2 ans ;)... @Zabou-77, pour le filament qui met du temps je ne sais pas pour quelle raison, ça me le fait aussi mais pas pendant si longtemps. Mais comme en général j'utilise un 'skirt', 'brim', ou raft dans "Build Plate adhesion" (Cura) ça compense ce problème. On peut aussi ajouter des scripts dans Cura en début d'impression pour forcer l'extrudeur à bosser un peu avant de démarrer l'objet. En général je trouve le Skirt plus utile, ça permet de voir si le niveau est bon sur la surface prévue et d'interrompre avant même que les dégâts n'arrivent si on voit que le Skirt ne tient pas. En cas de grosse difficulté d'accroche, le 'Raft' peut sauver des impressions (mais galère à enlever). Demande à la communauté si tu veux plus d'info sur ces options. Tes photos montrent qu'il faut effectivement affiner ton leveling, mais il ne faut pas se faire d'illusion, les plateaux sont rarement parfait, donc un niveau parfait sur toute la surface me parait optimiste. En pratique il est rare qu'on ait besoin de tout l'espace, il vaut mieux se concentrer sur les 10 cm² du centre et se lancer. Les plus expérimentés mentionnerons les BLtouch et autres 'bed meshes' qui sont des raffinements pour connaisseurs (mais que je compte bien intégrer un de ces jours car il n'y a rien de plus frustrant que de rater la première couche).