Epy
-
Compteur de contenus
63 -
Inscrit(e) le
-
Dernière visite
Tout ce qui a été posté par Epy
-
@Jean-Claude Garnier, oui, oui, c'était bien fait. @trotro, je viens de faire ce même test, en effet, cura le compense. J'ai donc encore du réglage à reprendre sur ma machine donc. Du coté du Flow si je comprend bien.
-
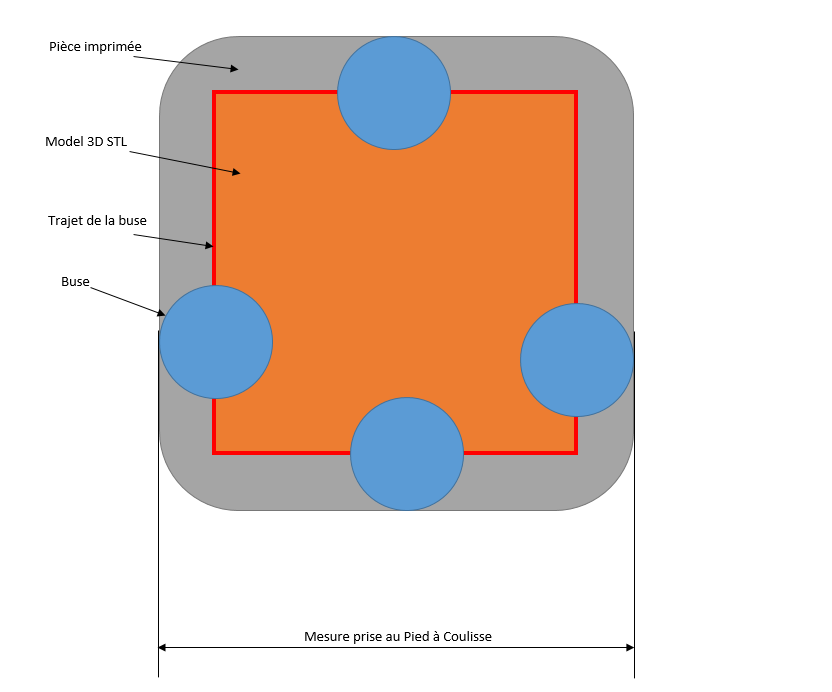
Bonjour, Je lis partout que pour faire la calibration, il faut ajuster jusqu'à obtenir un cube qui face pile la côte du dessin. Je pense qu'en fait, il faut que le cube fasse la taille du STL+ le diamètre de la buse. J'ai changé ma buse dernièrement, d'une buse de 0.4, je suis passé à une buse de 0.8. Sans plus de réglage, je suis passé d'une erreur sur mon cube qui était de 0.4 mm à 0.8 mm. L'explication serait que Cura programme les déplacements de la machine en centre outil, c'est à dire qu'elle place le milieu de la buse sur le contour que vous voulez obtenir. Il y a donc une erreur de 1/2 de votre diamètre de buse à droite et 1/2 à gauche. Vu qu'un petit dessin est mieux qu'un grand discours : Si vous avez d'autres avis, je serai heureux de les connaître.
-
Pour le objets décoratifs de ce genre, tu peux mettre de la résine par dessus, il n'y a pas besoin d'en mettre beaucoup pour que ça lisse très fort avec un rendu brillant très joli. J'avais vu ça sur le net, j'ai testé avec de la résine UV piqué (discrètement) à ma femme, ça fonctionne super bien ! Souvent le coté blanchi vient du fait que tu as du mal à décoller ta pièce. Essai de retourner ton plateau pour faire un essai, il faut imprimer la première couche très lentement mais je trouve que le rendu de la surface du dessous est très sympa. Le mode détour force l'imprimante à passer au dessus de ce qui est imprimé pour éviter au maximum le stringing. Tu peux essayer la rétraction en Z lors des déplacements si tu veux éviter que ça ne frotte. Pour ma part, je n'avais pas été convaincu mais ça vient peut être du fil que j'utilisait.
-

Comment prioriser la SUPER vitesse à la qualité ?
Epy en réponse au topic de ATE_Panda dans Discussions sur les imprimantes 3D
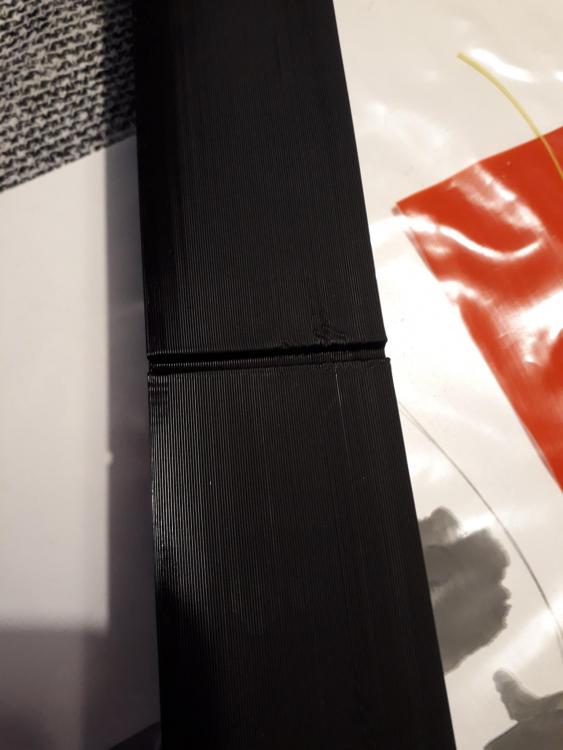
Test de vitesse effectué Je suis parti de cette pièce, paroi de 0.8 mm (pour ma buse de 0.8) contour spiralisé par Cura pour avoir un déplacement le plus régulier possible et hauteur de couche de 0.5. La différence en terme de mécanique entre le 0.6 et 0.5 de hauteur de couche est spectaculaire. Je suis parti de 50 mm/s en vitesse réglé sous Cura (soit 25 mm/s en réel vu qu'il imprime les paroi moitié moins vite). Puis j'ai augmenté la vitesse sur la machine tous les 4 mm environs. J'ai commencé à avoir des soucis à 70 mm/s (réel) : J'ai donc augmenté la température pour compenser. J'ai atteint 80 mm/s à 250°C avec un résultat acceptable mais avec du ghosting sur le décrochement. J'ai donc repris la vitesse où le ghosting commençait à être important (60 mm/s) puis j'ai cherché la température la plus basse que je puisse prendre d'où la sur extrusion en haut. J'arrive sur les couche du haut à un résultat qui me satisfait : 230°C à 60 mm/s pour ce PLA Noir 1.75 mm de chez Daylifil. Si ça peut donner des idées à d'autres

-
J'ai changé la buse par une tête Volcano et une buse en 0.8 mm. Pour le moment, j'en suis très content ! Je met la suite de mes essais sur ce post pour ne pas perturber celui ci qui était sur le montage d'origine.
-
Des infos sur la nouvelle Alfawise 20 PLUS
Epy en réponse au topic de thsrp dans Alfawise / Longer3D
Attention, le constructeur préconise d'éteindre la machine toutes les 96h d'impression ^^ -
Mauvais expérience SAV Gearbest avec ma U20 Plus
Epy en réponse au topic de Epy dans Alfawise / Longer3D
Pour te répondre @Sylvain8992 (avec du retard je sais), je trouve ça pas mal, je cherchais surtout la flexibilité et la solidité. Je vais surtout faire de la pièce mécanique dessus. Impression de supports de caméra (type gopro) pour sac à dos en buse de 0.8 mm et hauteur de 0.4 pour le premier et hauteur de 0.6 pour le second. A 0.6 d'épaisseur de couche, on est vraiment en conditions limites. L'aspect tout enfoncé des boutons vient du fait de l'impression en concentrique avec trop peu de remplissage ce qui a conduit à imprimer dans le vide par endroit. J'ai réussi à atteindre 80 mm/s avec la buse de 0.8 à une température de 260°C pour un PLA qui est annoncé à 210°C mais je trouve que le résultat est assez aléatoire vu que le plastique qui reste dans la buse lors des déplacements prend un gros coup de chaud et ça se voit sur l'impression. Après test, j'ai gardé 230°C à 60 mm/s pour le PLA Noir 1.75mm de chez Dailyfil (qui je ne recommande pas au final).
-
Ca y est, toi aussi tu vas pouvoir te prendre la tête comme nous autres ! Content que tout fonctionne bien chez toi.
-
Température qui ne monte pas automatique sur Alfawise U20+
Epy en réponse au topic de fry dans Alfawise / Longer3D
C'est là où tu as entré tes Gcodes de début et fin. Tu as Gcode Flavour de mémoire. -
Température qui ne monte pas automatique sur Alfawise U20+
Epy en réponse au topic de fry dans Alfawise / Longer3D
J'ai eu le même souci sur ma U20+, perso, dans Cura, je l'ai réglé en RepRap et pas en marlin et ça m'a résolu bien de soucis. Ce n'est que mon expérience de novice cependant. -
De ce que j'en observe, il est intéressant de choisir un multiple de la largeur de ta buse si tu fais une paroi fine < 2 x Épaisseur de paroi (une de chaque coté). Après, Cura met du remplissage c'est donc la précision de la machine en X et Y qui entre en compte donc pas de souci. J'ai remarqué aussi que lors de la conversion en STL de mon modèle, il y a de la perte, les parties arrondies devenant des triangles. Sur une paroi qui faisait pile la bonne taille, je perd régulièrement une ligne (j'imprime en 0.8 donc ça se voit bien). L'idée de jouer sur le flow est aussi une bonne idée. Plus j'avance et plus je me rend compte qu'en impression 3D, il n'y a pas qu'une réponse possible à un problème donné.
-
J'ai eu le même souci. On se sent très ignorant quand on sait que le seul souci, c'est le réglage qu'on lui met ^^' Si ça peut t'aider, j'ai posté mes tests ici personnellement :
-
Mauvais expérience SAV Gearbest avec ma U20 Plus
Epy en réponse au topic de Epy dans Alfawise / Longer3D
@Sylvain8992 : Je n'ai pas eu le temps de m'occuper de mon imprimante depuis 2 semaines ... Elle prend la poussière la pauvre ! Pour le moment, j'ai changé mon bloc de chauffe par un Volcano (en gardant les composant électroniques d'origine). J'y ai donc mis une buse de 0.8, le gain de temps et le comportement est très sympa je trouve. J'ai du coup réimprimé un FanDuct qui tombe en face de la buse vu qu'elle est plus grande. Pour le moment, je trouve que ça imprime bien. J'ai plein de réglages à reprendre. Etant donné que j'ai une A8 à coté, ça me permet de choisir l'une ou l'autre en fonction de la taille de pièce que je veux faire. Dès que j'ai le temps je dois faire des tests de rapidité pour voir à combien je peux imprimer avec du 0.8. Avant, à 140 mm/s en buse de 0.4, j'avais l'extrudeur qui claquait parce que le plastique n'avait pas le temps de fondre. On va voir si le principe Volcano améliore les choses ou pas. Je me souviens comme l'attente était longue ! Courage ! Et surtout ne te précipite pas à la réception, comme a dit @JFKen, prend bien le temps de tout vérifier avant de faire ta première impression. -
Je me permet de mettre les liens là où je sais que l'on abordait certains points mais peut être de façons moins facile à retrouver : et ou encore
-
Pour ma part, j'ai quand même pas mal de soucis avec mais je ne regrette pas (voir ici ou là). Je pense que c'est une bonne imprimante à un tarif abordable pour le format mais elle a été faite à l'économie et ça se ressent sur pas mal de points (précision, qualité de composants). Ceci étant, elle fait le travail ! J'ai cependant changé le bloc chauffant par un volcano et mis une buse de 0.8. J'ai racheté une seconde imprimante 3D à coté pour les petits objets (une Anet A8 car elle n'est pas cher et est très précise et efficace).
-
u20 plus - changer fin de course de l'axe z
Epy en réponse au topic de x4n4 dans Alfawise / Longer3D
@x4n4 la photo ! la photo ! la photo ! la photo ! On veut voir la jolie brasure -
Comment prioriser la SUPER vitesse à la qualité ?
Epy en réponse au topic de ATE_Panda dans Discussions sur les imprimantes 3D
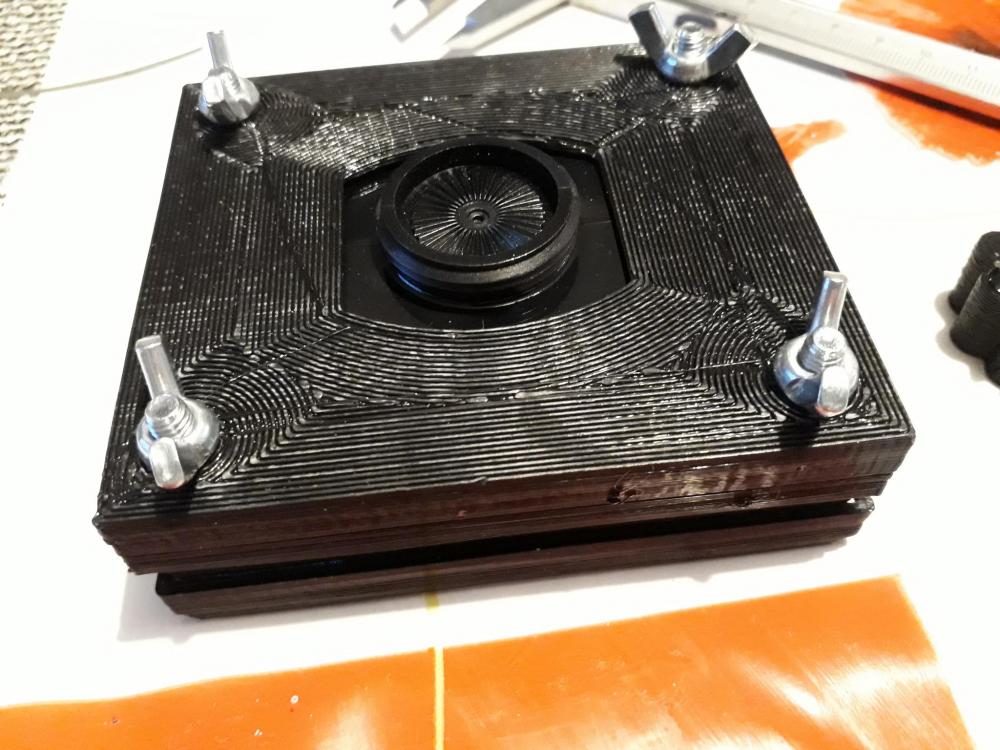
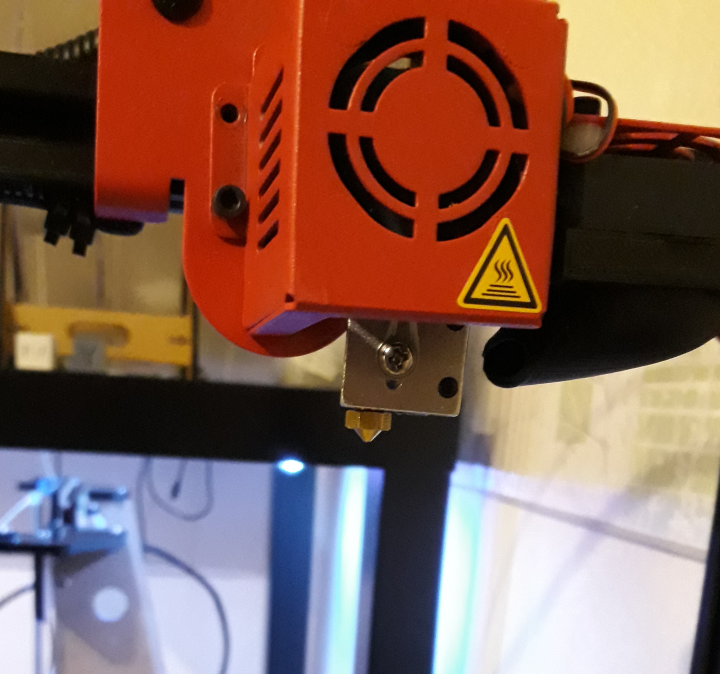
Colis reçu et testé hier. La buse complète de la ender fonctionne bien mais toutes les connectiques sont trop courtes pour la U20+ ... Câbles (manque 1m environs) et PTFE (manque 10 cm) ... Pas pratique, si je dois les changer, il faudra souder. J'ai donc démonté ma tête actuelle pour remplacer le bloc de chauffe. J'y ai remis la cartouche de chauffe et la sonde. J'ai commencé avec le buse de 0.8 mm. Réglages sommaires de Cura, ajout d'un cale sur le Z qui a fait un gros bond, premier test, ça marche !!! Bon, le ventilateur souffle sur la cartouche de chauffe donc le filament n'est presque pas refroidi. J'ai fini le dessin de son remplaçant ce midi. J'ai ensuite lancé un micro test pour voir ce que cela donnait. Pour info donc buse 0.8, couches 0.6, vitesse 50mm/s : On attend un petit peu et Il est urgent de corriger l'angle d'attaque du ventilateur mais pour un premier test, je trouve ça très honorable. Surtout les pièces sont beaucoup plus solides et souples. On retrouve le coté flexible et résistant du plastique type injection. Dès que le ventilo est repositionné, je testerai les vitesse voir si l'on peut aller plus vite avec une volcano ou non.

-
THE support/caisson pour Imprimante 3D ?
Epy en réponse au topic de CacaoTor dans Alfawise / Longer3D
Puis je te demander, s'il te plait @CacaoTor, les références des capteurs que tu as choisi pour les contrôles de température, humidité et fumé ? Tu as monté le tout sur un relai pour que ça disjoncte ? Merci -
impression en cercle sur le dessus ???
Epy en réponse au topic de dom_mallet dans Alfawise / Longer3D
Logiquement, tu vas avoir le même motif mais sur les portières au lieu du toit. :) Comme dit précédemment, un petit coup de ponçage avec du grain assez fin pour lisser sans créer de rayures puis, si tu veux un rendu très lisse, un coup de résine dessus et tu auras un truc nickel. -
Je pense qu'il y a quelque chose à chercher sur les valeurs d'accélération aussi pour éviter le ghosting.
-
Vu qu'une des joies de Cura, c'est de pouvoir activer les éléments avec lesquels on veut jouer, plutôt que de mettre un profil, je vais vous proposer une liste comme cela tout le monde pourra faire des suggestion concernant les lignes voulues (*On remonte ses manches*) : Qualité : Hauteur de couche : 0.12 Hauteur de la couche initiale : 0.24 Largeur de ligne : 0.4 Coque : Épaisseur de la paroi : 0.8 Épaisseur du dessus/dessous 0.84 (7 couches) Motif du dessus/dessous Lignes (je test actuellement le mode concentrique) Extérieur avant intérieur Non (encore un test à faire) Remplissage : Densité du remplissage 0% Matériau : Température d'impression : 200°C (dépend de votre fil, perso je fais un test avec une temp tower pour choisir) Température du plateau : 70°C Débit : 105 % (J'avais un petit peu de sous extrusion) Activer la rétraction Oui Rétracter au changement de couche Non Distance de rétraction 6 mm (c'est le minimum chez moi) Vitesse de rétraction 70 mm/s (bon compromis, après l'extrudeur fait du bruit et ma femme râle ^^) Vitesse : Vitesse d'impression : 50 mm/s (je suis sur qu'on peut faire bcp bcp mieux !) Vitesse impression paroi 25 mm/s (a augmenter aussi je pense) Vitesse de déplacement 80 mm/s Vitesse couche initiale 25 mm/s (mon verre ayant des soucis de planéité, c'est pas mal) Déplacement : Mode de détour Tout (je trouve que la différence de qualité faite par ce paramètre est géniale sur le stringing mais ça fait perdre bcp de temps) X début couche 400 mm (rappel, j'ai un U20 plus) Y début couche 200 mm (j’essaie de mettre l'attaque sur une arrête vive pour le début des couches) Décalage en z lors d'une rétraction Non (Peut être intéressant mais il faut que vous ayez parfaitement paramétré votre rétraction pour ne pas faire des fils dans tous les sens !) Refroidissement : Activer le refroidissement Oui Vitesse ventilateur 70% (pour éviter trop de warping sur l'impression des arcs de cercles en haut de la cabine du banchy) Vitesse des ventilateurs initiale 0% Supports : Générer les supports Non (Pour ce benchy, pas besoin mais je vous invite vraiment à jouer avec les paramètres pour améliorer la rigidité sur les pièces mécaniques surtout le motif) Adhérence du plateau : Type d'adhérence du plateau Radeau (En jupe, la pièce se décolle en traversant le warping des arrondis de la cabine chez moi) Modes spéciaux : Spiraliser le contour extérieur Non (ce mode est génial pour imprimer une pièce dont les parois font le diamètre de votre buse type vase, plat ... Le rendu est super mais ça n'imprime pas le dessus de la pièce.) Là où j'en suis à ce jour. A vous de me dire ce que vous pensez qu'il faudrait modifier. Autre articles du forum qui donne des informations :
-
Non non. J ai retiré le boitier.

-
Mauvais expérience SAV Gearbest avec ma U20 Plus
Epy en réponse au topic de Epy dans Alfawise / Longer3D
Je suis justement en réflexion sur le remplacement du système de ventilation parce que j'ai remarqué qu'elles se barrent toujours dans le même sens. Je pense que le ventilo souffle trop fort et d'un seul coté ce qui déforme les pièces. Il faudrait faire des pièces en diminuant la ventilation. Je pense qu'il y a un équilibre à trouver. -
[TUTO] Alfawise U20 - Ajout des TL-Smoothers
Epy en réponse au topic de Aximakers dans Tutoriels et améliorations pour Alfawise / Longer3D
Je viens de le poster @waldi57200 mais ça t'aidera peut être dans tes réflexions : -
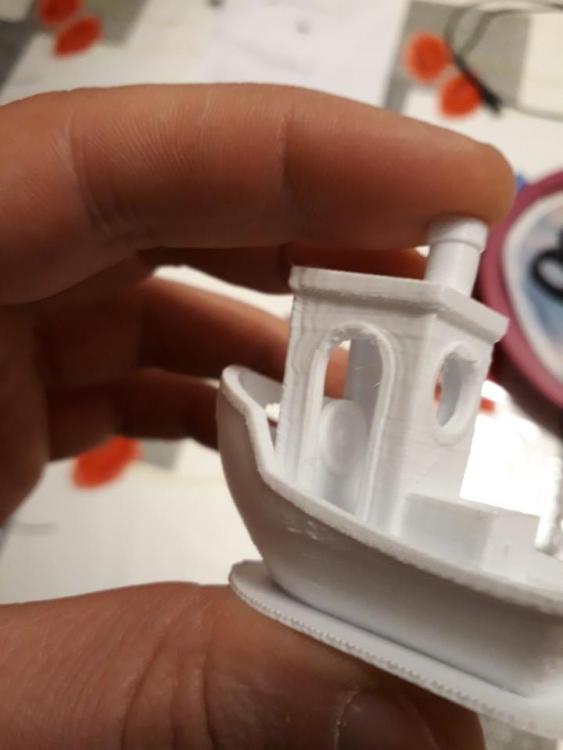
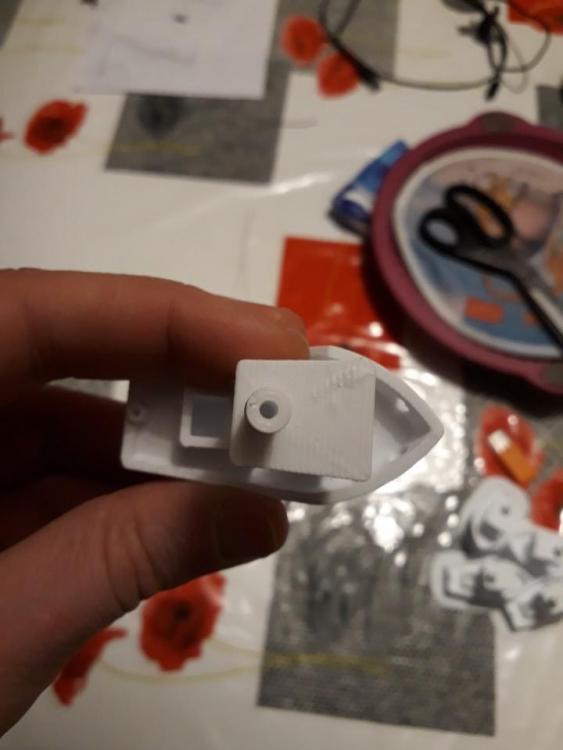
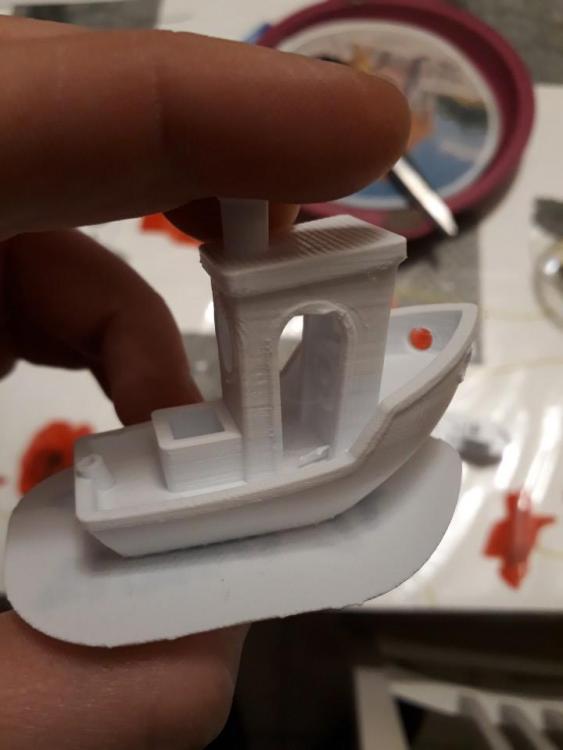
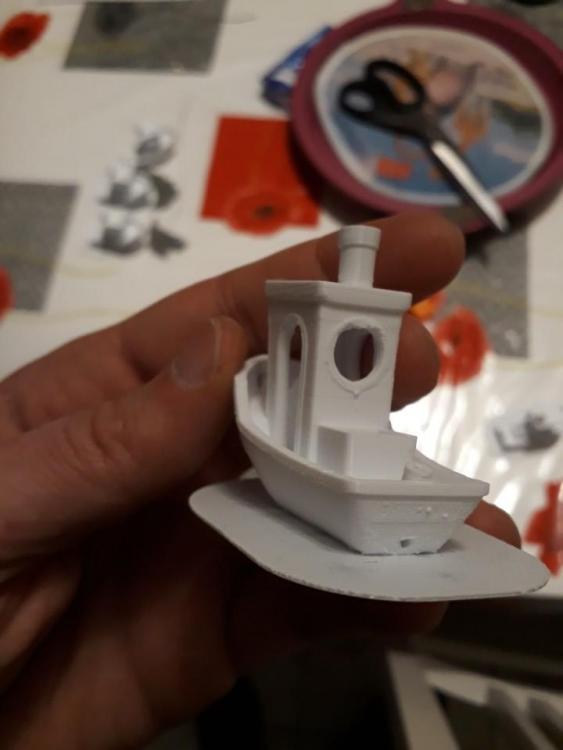
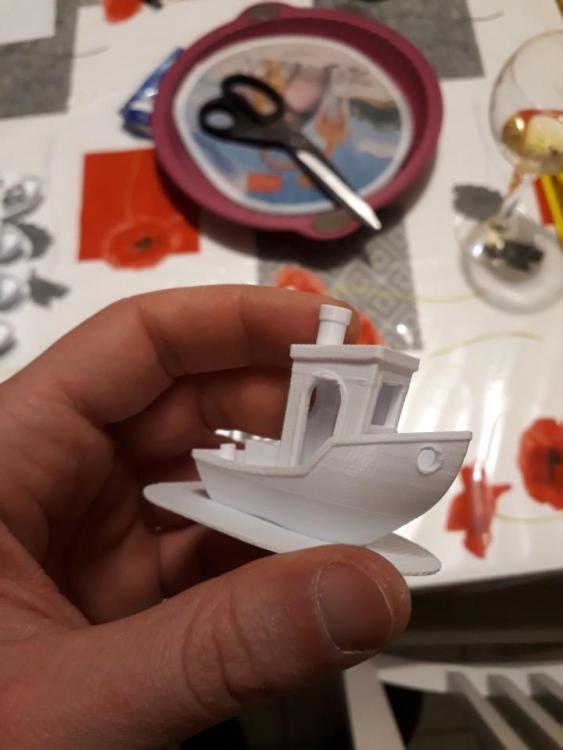
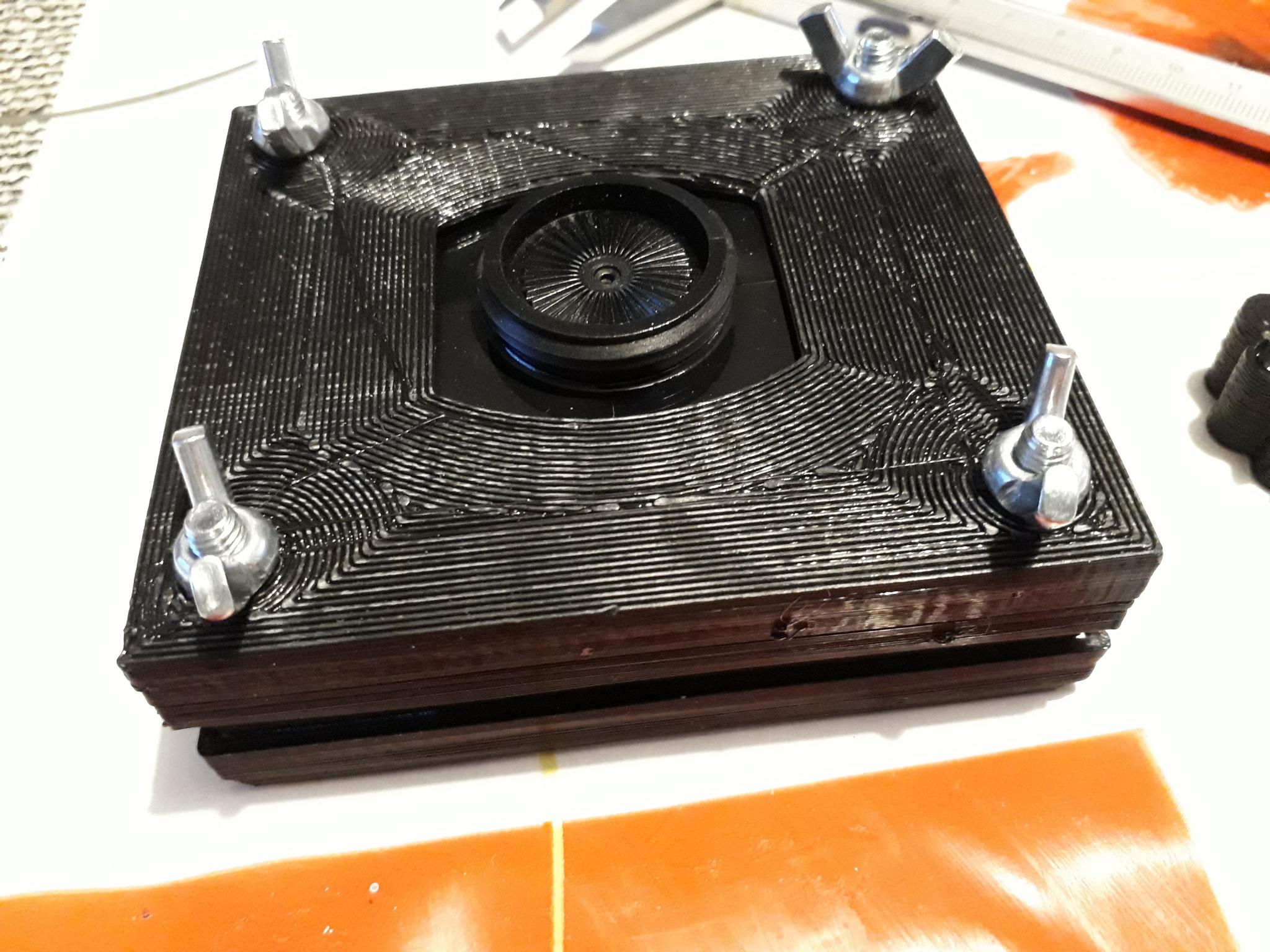
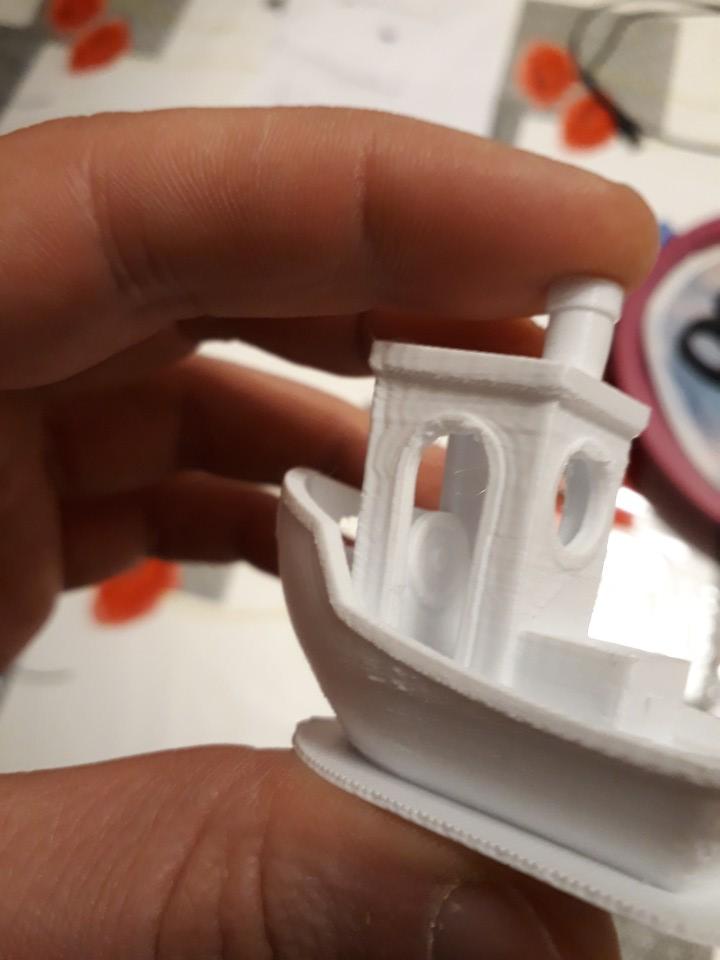
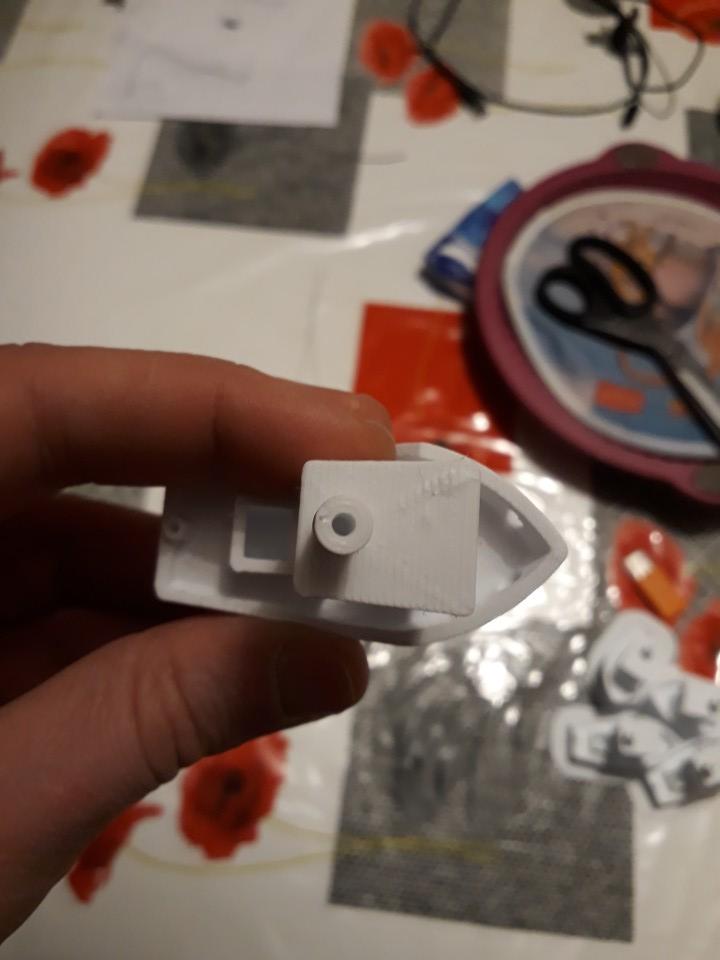
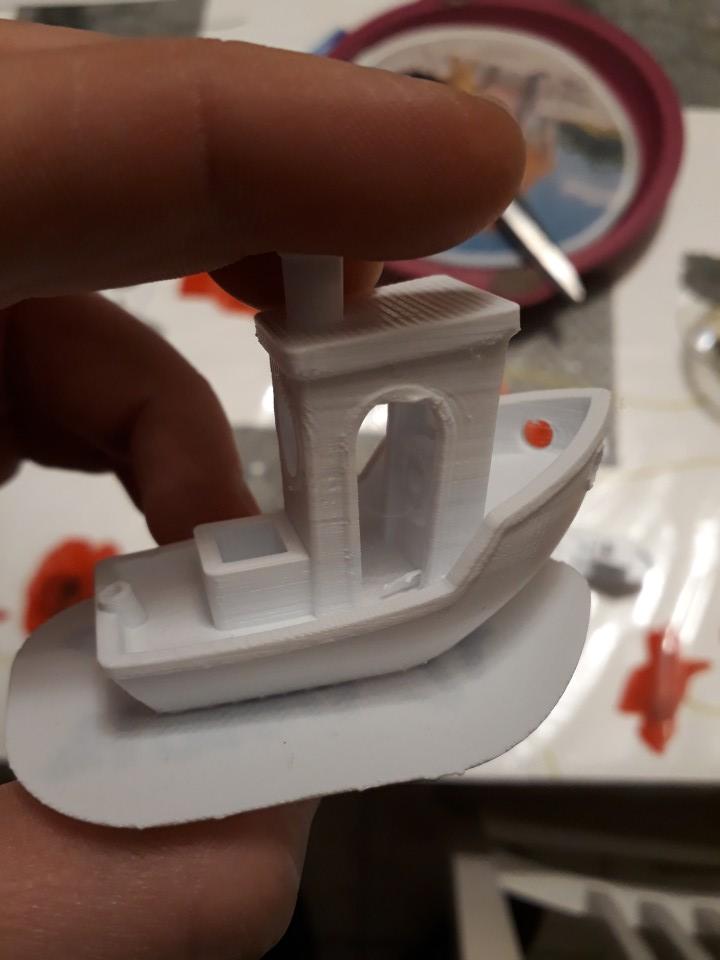
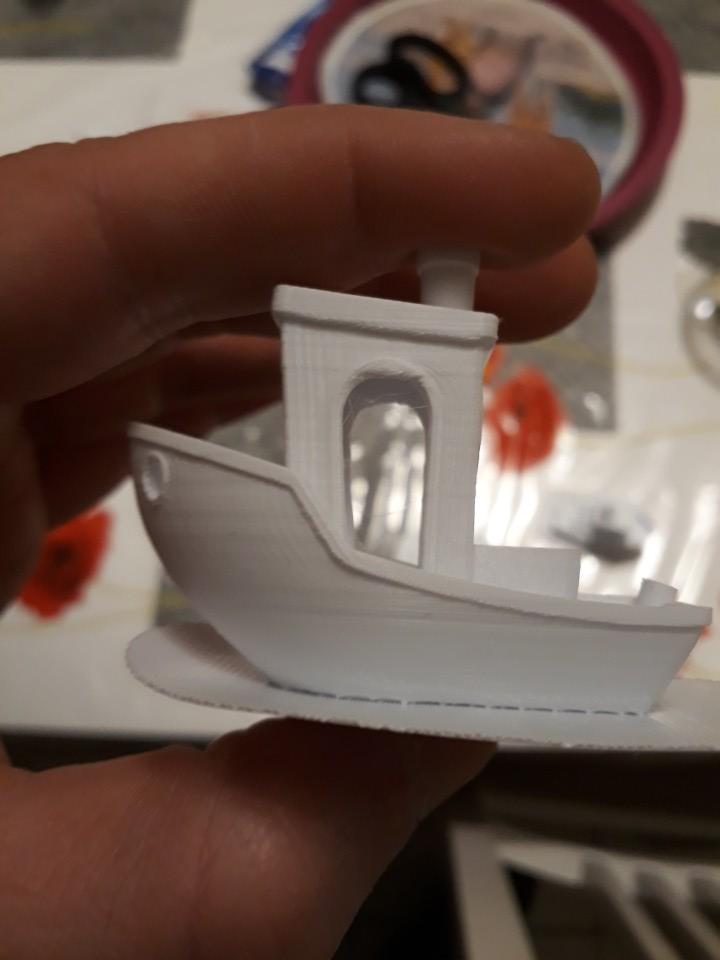
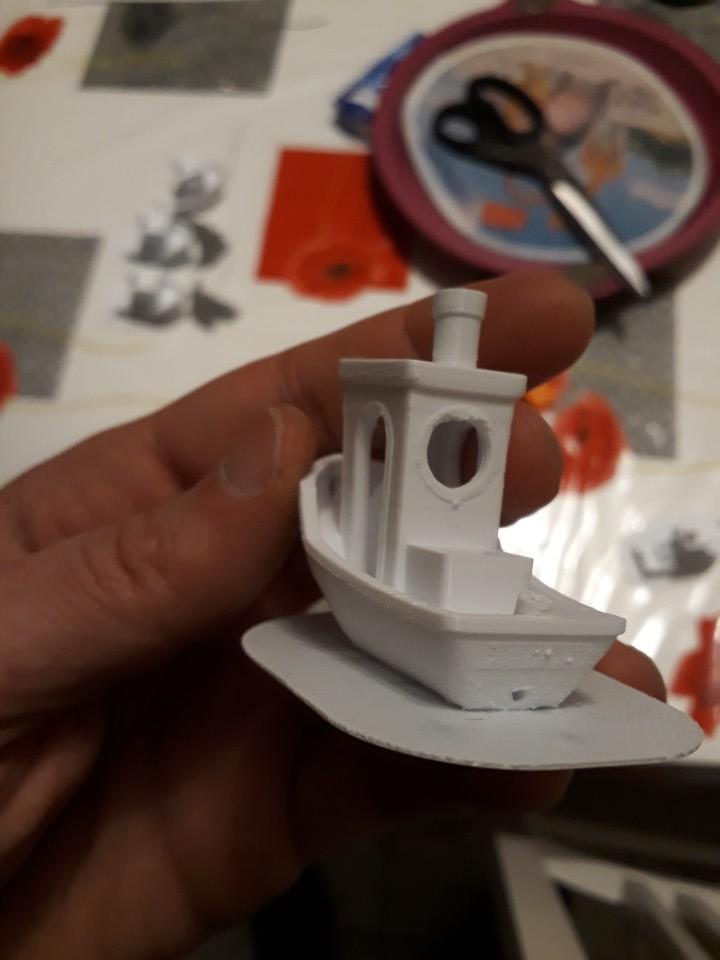
Bonjour, J'ai fait quelques modification sur ma U20+ depuis que je l'ai reçu : Ajout de TLSmoother, de silent Block et quelques modifications dans Cura. A chaque étape, j'ai imprimé un petit Benchy pour test. J'ai choisi celui là car c'est celui qui est sur la carte SD quand on reçoit la machine. Information d'impression : - Le Benchy peut se trouver sur Thingiverse (qui rame affreusement depuis deux jours) - Le fil utilisé : PLA Dailyfil Blanc 1.75 mm - Couches de 0.1 mm (sauf première à 0.3) - Paroi : 0.8 - Remplissage : 0% - Vitesse : 50 mm/s Benchy de base : Le Benchy imprimé sans modification à partir du fichier de la carte SD à la livraison : C'est de ce modèle que nous partons. Modification de Cura : J'ai suivi par mal de conseil concernant Cura pour les modifications. Vu que je ne suis toujours pas satisfait, je ne me permettrait pas de les partager mais toujours est il qu'on arrive à de bon résultats rien qu'en modifiant le tranchage. Si d'autres veulent partager des infos, faire de suggestions ou même donner leur profil, c'est avec plaisir. Je trouve que le progrès est assez flagrant. Je suis persuadé qu'il y a encore mieux à faire ! Ajout des TL-smoother : J'ai comme vous vu les résultats impressionnants sur les vidéos youtube. Après avoir bien fouillé sur le forum, je pense qu'il est plus intéressant de commencer par un bon réglage des drivers. A noter aussi que ces composants chauffent beaucoup donc attention si vous en ajoutez dans vos boitiers ! Ce n'est pas flagrant sur les photos mais ça a fait disparaitre les lignes obliques sur les parties plates. Surtout sur la cabine. C'est mieux mais pas révolutionnaire. Ajout d'amortisseurs : J'ai ajouté des amortisseurs pour couper la propagation des vibrations des moteurs dans le châssis, vu que ma femme commençait à me regarder d'un oeil noir dès que je m'approchai de l'imprimante, ça me paraissait nécessaire. J'en ai mis sur le moteur des X et Y. C'est impressionnant !!! Dès que l'on les met en place, on a tout de suite envi de s'attaquer au ventilateurs qui nous semblent faire un bruit horrible (surtout celui de l'alim). Ce que j'ai fait dans la foulé sans regrets. Mais est ce que cela fait perdre de la précision ? Pour moi, ça ne fait pas perdre en qualité mais les moteurs se désaxent légèrement, il faudra voir à long terme pour les courroies. Après, si vous avez un avis plus critique que le miens, faites ! De toutes façons, si je voulais continuer à imprimer, je n'avais pas trop le choix. Utilisation du magic number : Il y a des vidéos qui trainent disant qu'il faut utiliser les steps complets de machine pour pouvoir avoir une meilleur précision tout en gagnant un petit peu de temps. Voyons cela. Bon ... Pour moi, c'est pas flagrant ... On est un petit peu plus haut du coup les détails sont un petit peu moins beaux ... Pas convaincu mais je ne dis pas que c'est une ineptie non plus ... A venir : - Je dois encore travailler sur le Ghosting. Si j'en crois ce que j'ai lu, c'est due à la résonance de la machine quand elle change de direction. La table de la salle à manger faisant des bons lors de l'impression, je pense qu'il y a largement à améliorer sur ce point ! De même il existe des solutions pour rigidifier la structure présentés sur le forum. - Quand je li les vitesse que certains emploient, je me rend compte que je me traine affreusement ! J'ai fait un test à 110 mm/s, l'extrudeur claque car la buse ne chauffe pas assez. Si je l'augmente, j'ai des soucis de stringing. Je pense à tester une adaptation de buse volcano pour résoudre le problème. Il faut juste que je trouve le temps ! - Je réalise actuellement un nouveau boitier pour protéger un minimum les cartes qui sont actuellement vissées sur la table ... - Je viens de la déménager dans une autre pièce, elle a été rejointe par une Anet A8 qui fait bien mieux en moins longtemps ... C'est assez frustrant vu l'écart de prix entre les deux machines ! Je me dis donc que j'ai encore beaucoup à faire. N'hésitez pas à donner des conseils et j'espère que ce post sera utile à ceux qui comme moi, se posent beaucoup de question sur ce qu'il faut améliorer ensuite.