
PPAC
-
Compteur de contenus
10 949 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
191











À propos de PPAC

Récompenses de PPAC
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-

-

Badges récents
5,8k
Réputation sur la communauté
86
Sujets solutionnés !
-
Avec mes excuses pour les multiples notifications d'approbation, car j'ai plusieurs fois édité ton commentaire pour supprimer les attributs de tracking de l'URL et les doublons de l'URL ( car sinon éventuellement masqués avec certains plugins anti-pub ) que tu y avais mis.
-
Bonne session de remplacement des poulies à toi. ( J'imagine que cela ne se fait pas en 30 secondes. Donc bon courage a toi et je dirais de prévoir au moins un sachet de bonbons "Ours d'or - Haribo" )
-
Définitivement de chez Prusa (ou alors le carton est bien maquillé ) Et je dirais (car je suis le sujet) que cela doit certainement avoir un rapport avec une histoire de poulies pour la "Prusa CORE One L" que le SAV de Prusa t'a envoyée il n'y a pas longtemps
-
Merci. J'avais pourtant pris le temps de télécharger et parcourir ce fichier d'instruction, mais je ne devais pas être très réveillé ni attentif car j'ai raté le fait qu'il fallait ajouter des supports pour les pieds. Quand j'aurai fini la rédaction de mon test de la CC2 je regarderai pour publier le projet .3mf (avec les supports activés pour les pieds) en "Make" de ton modèle. Bonne continuation.
-

Problème avec une creality CR10S pro V2
PPAC en réponse au topic de serrepattes dans Discussions sur les imprimantes 3D
Normalement l'idée c'est de placer la base magnétique directement sur le plateau chauffant. (Ne plus utiliser la plaque dure type plaque en verre ni les pinces car si tu colles la base magnétique dessus, cela va augmenter le poids de l'ensemble du plateau, allonger le temps pour que le plateau arrive à température uniforme, et les clips gêneront la plaque flexible aimantable ou risque d'abimer le revêtement si tu les utilises dessus.) -
Re-bingo ! ( Il faut dire que chez Creality, je n'ai que celle-là qui peut utiliser un CFS de plus sans modification. )
-
Bingo ! Oui, c'est bien un CFS ( le simple. Pas le CFS-C )

-
Oui c'est bien de chez Creality ! Exactement ! https://www.crealitycloud.com/rewards-center/eshop ("EU") Le cumul de mes cuvacoins de l'année (daily check-in, téléchargements, uploads, boost, points concours .... ) a dépassé les 31,900 cuvacoins. (<- gros indice ) Et non, cela n'est pas un scanner 3D ni des filaments et en effet pas une imprimante. Avec tout cela tu devrais vite trouver les trois lettres que j'attends pour te déclarer grand gagnant (<- encore un gros indice )
-
Chitu Systems FilaPartner E1, le test du Dryer 4 bobines
PPAC en réponse au topic de LesImprimantes3D.fr dans Les news du blog
A tous les coups c'est à cause de cumulé avec ce qui fait que @MrMagounet a dû s'imaginer rechercher son adaptateur USB-A vers USB-C ( et si c'est comme chez moi, pour retrouver ce genre de petit truc dans mon bordel, c'est une sacrée mission ) -
Salutations Reçu ce matin Vu de face Vue de côté Poids mentionné sur l'étiquette de livraison : 10.0 kg (provenance Allemagne, livré en à peine 3 jours) Et un des éléments de texte que je n'ai pas flouté sur les photos du carton : "MEAS: 43.8X36.5x33.0CM" Il faut trouver le nom du produit et via quelle "boutique" je suis passé pour l'avoir sans payer d'argent ( et sans que cela soit un test pour lesImprimantes3D.fr )


-
Merci En fait, je n'ai pas testé de passer du TPU dans le système CANVAS. (Je ne voulais pas risquer d'avoir à le démonter si jamais le TPU s'y retrouvait coincé… ) C'est vrai que cela semble un poil juste mais vu que l'OS est vérouillé pas vraiment de posibilité de modifier quoi que ce soit sur cette machine et donc pas vraiment de risque de faire une upgrade qui augmente la consomation.
-
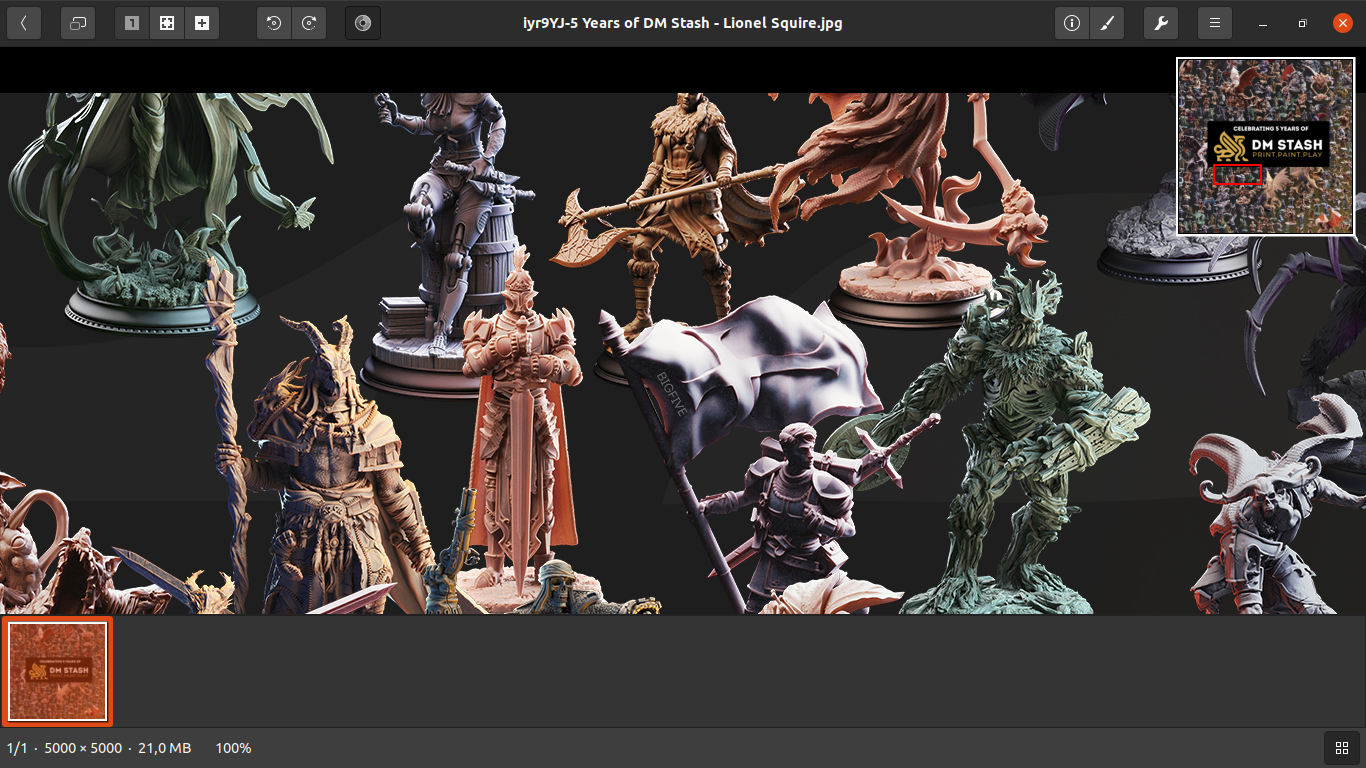
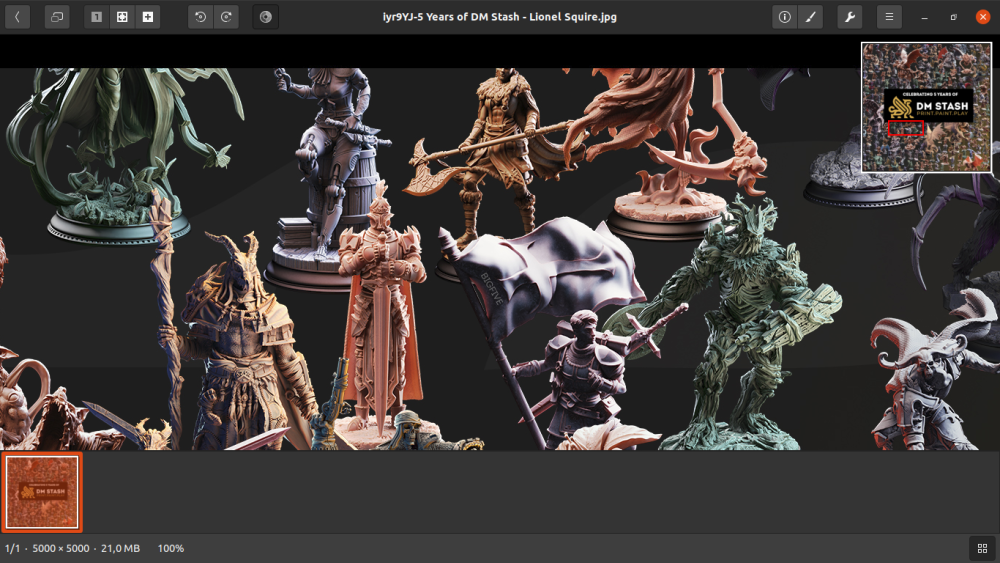
Salutations ! Pour fêter ses 5 ans, DM Stash propose ce mois un giveaway (Gleam). https://www.dmstash.com/5-year-anniversary-giveaway/ ( ou https://wn.nr/A3SD6c3 mais ce dernier lien me donne des entrées en plus à ce giveaway si vous l'utilisez pour y participer ). Pour le code secret, c'est dans l'image dans le bloc "Révélation/Secret" suivant (il devrait plus vite vous sauter aux yeux que sur l'image de ~21 Mo que l'on doit inspecter pour le trouver ) Bonne participation. Et sur leur site, il y a l'habituel modèle gratuit du mois. Ce mois, c'est Tyrius the Reborn – Angel of Erdrydion https://www.dmstash.com/product/tyrius-the-reborn-angel-of-erdrydion/ Bonne continuation à tous.


-
- 2
-

-
Décalage d'impression Anycubic Kobra 3 max
PPAC en réponse au topic de manu_tella dans Entraide : Questions/Réponses sur l'impression 3D
Salutations Cela me semble cohérent de tester, de voir ce que cela donne une fois la courroie X changée. De plus tu pourras peut-être vérifier et mieux ajuster certaines choses lors du changement de cette courroie. ( Je pense aux poulies et que la courroie ne frotte pas là où il ne faut pas, soit tendue pile comme il faut, ....) Le truc sera de se mettre dans le bon état d'esprit (ne pas partir énervé d'avoir à faire ce changement mais y aller en mode c'est une expérience pour mieux comprendre certains aspects de l'imprimante) pour prendre son temps et pour rester attentif à tous les détails lors de ce démontage/remontage pour mettre en place cette nouvelle courroie. Bonne réparation et tiens-nous au jus. -
Salutations Je n'ai encore pas eu cela sur ma Kobra 3. Le fait que tu précises qu'il te faut la laisser refroidir entre deux impressions me laisse penser que la carte mère chauffe trop et se met à buguer. Je dirais de bien vérifier que rien ne gêne le passage de l'air sous et à côté de la machine (ouvertures d'aération pas obstruées sur la base de la machine) et éventuellement ouvrir le dessous de la machine pour vérifier si rien ne gêne la circulation de l'air et que les radiateurs de refroidissement sont bien en place et bien collés sur les composants de la carte mère. Que le ventilateur de refroidissement de la carte mère fonctionne bien et n'est pas gêné par des fils ou autre.
-
Les supports pour pièces 3D
PPAC en réponse au topic de cameleon dans Entraide : Questions/Réponses sur l'impression 3D
Ha oui là il y aura beaucoup de changements de couleur par couche et il ne semble pas y avoir de couleur qui semble bien séparée de l'autre (sauf si le blanc c'est seulement sous les pieds et que le rose c'est seulement le nez ) ... donc il te faut mettre une même couleur et type filament dans la liste de filament pour deux filaments de la liste … Pour ce modèle, l'impression avec rien que quatre couleurs va sûrement demander beaucoup de changement de filament et donc de déchet d'impression. Éventuellement réduire à deux couleurs, voire même une seule, et en post-impression sortir les pinceaux et la peinture acrylique pour peindre à la main le reste pour limiter les déchets ...