
PPAC
-
Compteur de contenus
9 156 -
Inscrit(e) le
-
Dernière visite
-
Jours remportés
154












À propos de PPAC

Récompenses de PPAC
")
Grand Master (14/14)
-
 Rare
Rare
-

-
 Rare
Rare
-
 Rare
Rare
-

Badges récents
4,5k
Réputation sur la communauté
65
Sujets solutionnés !
Favoris
-
Pour l'ABS prendre son temps
Mon extrudeur joue les speedy gonzalès en dépit des réglages CURA ^^Perso pour de l'ABS j'utilise des couches de 0,1mm voire 0,06mm (plus les couches sont fines et moins ça délamine) et les réglages suivants
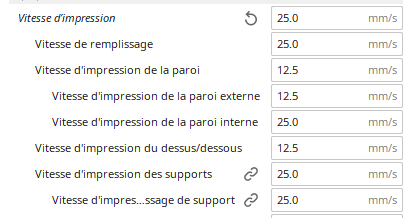
C'est lent hein ?
Mais en général les vitesses indiquées sur les bobines sont des vitesses "vraiment maximum", il vaut mieux viser très en dessous si on cherche à optimiser la qualité et surtout l'absence de délamination
Pour la température, je mets le milieu de la plage indiquée sur la bobine (ça change d'une référence d'ABS à l'autre : la bobine que j'ai actuellement indique 220-250°C, je mets 235°C - un peu plus pour la première couche pour améliorer l'adhésion au plateau) et strictement aucune ventilation
Plateau autour de 100° à 110° quand j'étais sur une vitre dépolie mais maintenant que j'imprime sur du PEI je suis descendu à 85° c'est amplement suffisant (sinon avec de la colle bâton sur la vitre, le 70° va pas trop mal... mais ça ne vaut pas le PEI)
Bien entendu le caisson est fermé étanche (atmosphère mesurée entre 32° et 40° selon les endroits où je mets la sonde)
Le résultat est top... mais les impressions sont trèèèèès longues
54h pour la dernière c'est mon record
Ah oui tiens... j'ai lu quelque part qu'il peut être intéressant de faire croire à CURA que tu utilises des buses de taille légèrement inférieure à la réalité (Ø 0,38mm au lieu de Ø 0,4mm), ceci a pour effet de faire un micro-chevauchement en lisière des couches de même niveau et réduit la délamination... J'ai retenu l'idée mais j'ai pas encore essayé. Je pense aussi que si on fait ça il faudra compenser la quantité d'ABS fournie pour assurer le vrai débit nécessaire pour une buse de 0,4 donc mettre un débit autour de 105%
Mais là faudrait faire des essais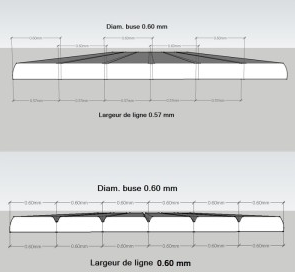
-
pneufit
[Résolu] Recherche d'une pièce.A voir cela ressemble à un pneufit PC4 M6, le 4 pour tube PTFE de 4mm externe et Mx le pas de vis.
Il y en a deux sortes PC4 M6 ET PC4 M10 comme l'indique @Savate , le pied àcoulisse.
souvent les M6 sont dorés et les M10 argent, mais pas toujours, prends avec des circlips le collet de blocage.
-
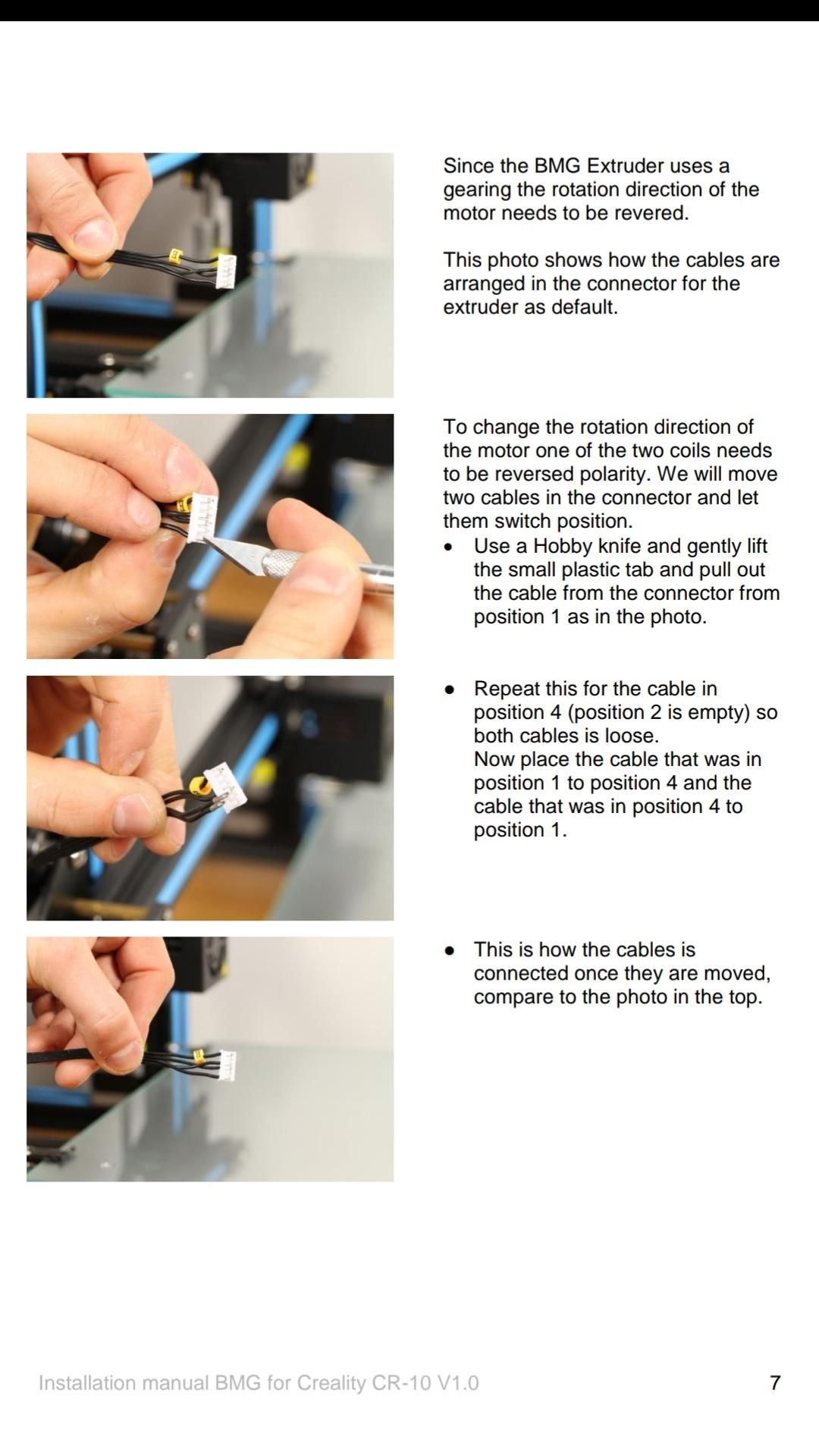
Bidouille câblage pour sens rotation moteur
Creality Ender 3 Pro Installation & Conseils pour CR Touchil y a 47 minutes, Idealnight a dit :On doit juste inverser des fils au niveau du branchement moteur de l'extrudeur ou également sur la carte mère ?
seulement d'un coté. Je le ferais coté moteur puisque c'est le plus accessible. Tu peux suivre ces instructions pour modifier le câblage:
Citation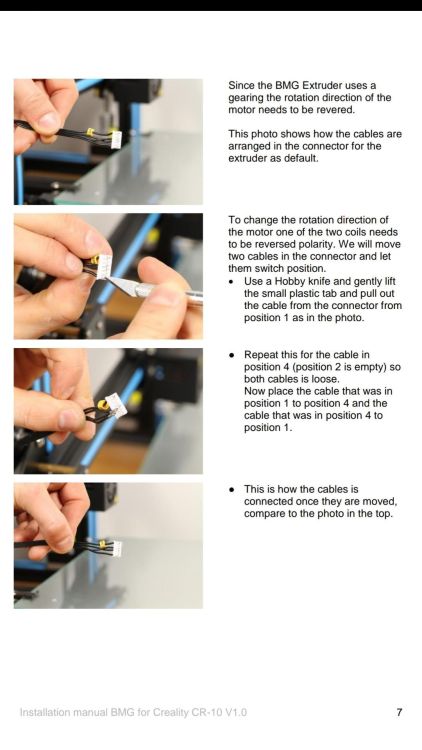
-
eeprom reinit
[RÉSOLU] Réglage des pas sur marlinAussi, il ne faut pas oublier après un téléversement ou mise a jour de firmware de faire un Init EEPROM
( cf https://marlinfw.org/docs/features/lcd_menu.html#control l'equivalent de suivre un
M502par unM500)Ou de sauver dans l'EEPROM (
M500si tu fait la modif des Zsteps/mm via l'ecran )et bien sur, il faut avoir une EEPROM (qui fonctionne ) et que dans le firmware tu a bien EEPROM_SETTINGS d'activé ( cf https://marlinfw.org/docs/configuration/configuration.html#eeprom voir aussi EEPROM_CHITCHAT pour avoir le retour et savoir si l'EEPROM s'écrit sans erreurs ... )
-
bobine 8kg
Bobine, pas bobine, master spool: sous quel format achetez-vous votre filament?Ca dépend des dimensions des bobines. J'en ai où j'utilise une simple tige lisse de 8mm. Le frottement est juste ce qu'il faut.
La dernière en date, j'ai monté un système un peu plus sophistiqué, notamment pour pouvoir changer facilement de bobine sans me casser la tête à sortir une longue tige dans le placard. C'est un tube de récup (me demandez pas de quoi, je ne sais plus, une tonnelle, un parasol ?), des roulements de récup (mais démontés, nettoyés et regraissés), du filament recyclé et des planches de récup. Seules les vis sont neuves.


Avec ce mécanisme ça déroule trop vite à la main (surtout bobine pleine). Si on amorce la rotation d'un coup un peu sec, elle peut faire quelques tours sur l'inertie, ce qui peut être problématique. Lorsque je charge le filament, je déroule un bon mètre en freinant la bobine d'une main. Lorsque ça imprime, c'est juste parfait, ça déroule lentement sans effort, et les frottements sont suffisants pour stopper la rotation par inertie.
Lorsqu'il s'agit d'en dérouler 1kg avec une petite bobine au bout d'une perceuse, ce système demande beaucoup d'attention car 8kg en rotation ça ne s'arrête pas comme ça sans frottement, même en décélérant tout doucement. Vu l'énergie potentielle accumulée lorsque la perceuse tourne à plein régime, si vous tentez de stopper net la bobine avec la main, le bras va partir avec, ou la bobine va sortir de son axe. (Surtout que dans ma config, elle est placé à 1m90 de hauteur)

Un aperçu du setup complet avec d'autres dérouleurs hautement technologique (tasseau bois de récup + tige acier) que j'avais improvisé pour imprimer des visières en masse. Ils me servent encore pour des bobines de 1kg à 8kg selon leur forme. On voit aussi le déshydrateur rangé, où j'ai conçu un système de spacers modulaires économique (MDF de récup + chutes d'ABS). Là il est configuré pour rentrer une bobine de 2.3kg.

-
post traitement transparence résine UV
Résine TranslucideBon bas si vous chercher à avoir une impression transparente, le meilleur rendu que j'ai eu obtenu est avec la méthode suivante :
si l'objet est épais : un coup de vernis pour carrosserie brillant (format bombe peinture) donne le meilleur résultat. et as le bon gout de protéger l'objet des UVs.
Si l'objet est fin, la résine UV puis séchage à la lampe uv donne le meilleur résultat.
Dans tous les cas il est préférable de poncer la pièce avant. (ça accentue l'effet transparent) (grains utilisés : 800/1200/2000/2500).
-
SLA supports angle factor ou Skate
Paramétrage Photon M3 maxIl y a 20 heures, fulltim3kill3r a dit :auriez-vous une astuce pour enlever la pièce imprimée du support, perso je l'ai défoncé parait que sous l'eau chaude ça marche pas mal ou j'attends le plateau magnétique
Si tu parle de décoller une impression du plateau, alors oui l'eau chaude et ou mettre le plateau au friser.
CitationMais ajuster les temps d'exposition des couches de bases pour trouver le bon compromis adhérence au plateau vs. facilité de décoller l'impression, semble aussi une solution.
CitationTout comme prévoir un petit "chanfrein" sur le modèle 3D ou les supports ou radeau pour facilement glisser la spatule entre le plateau et l'impression.
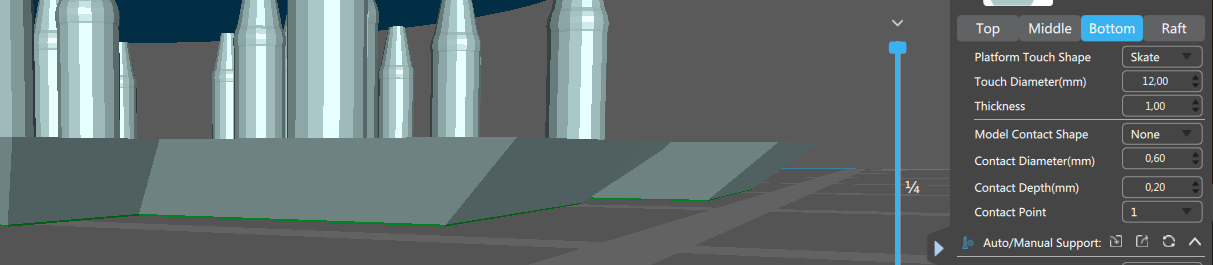
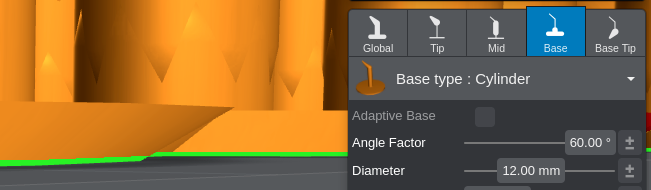
Sous Chitubox basic regarder dans les Supports, "Bottom", "Platform Touch Shape" sur "Skate".
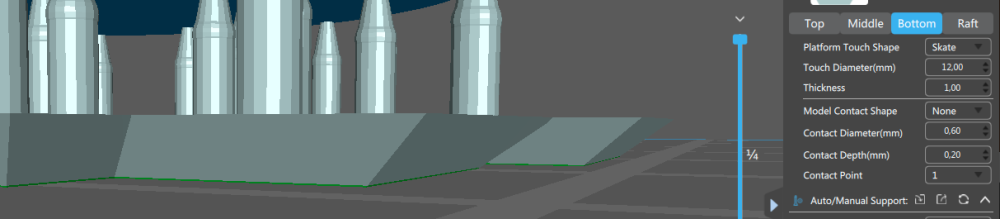
Et sous Lychee Slicer là il me semble que c'est disponible seulement dans la version Pro (payante) Le "Angle Factor" par défaut a 0°
-
ctb format
debuts difficiles@dan5102 Salutation et bienvenu sur le forum !
Tu n'a même pas un petit message d'erreur sur l'imprimante ?
Pas de nom de fichier trop long ou avec des caractères spéciaux ?
Sinon tu a installé quelle version de chitubox ? car il faut bien noter qu'il y a un changement des formats des fichiers généré sur la version 1.9.0 et supérieur ( qui oblige de faire une mise a jours du firmware de la machine. cf https://www.chitubox.com/en/download/chitubox-free
CitationMinimum Supported Firmware Versions
Starting from CHITUBOX Basic V1.9.0, we have added the TSMC and Resting Time features from CHITUBOX Pro to the Basic version for the 3D printers using Chitu Systems. This enables you to maximize the benefits of hardware-software integration. To use these features, you should update your printer firmware. Take a look at this tutorial to know how to update firmware.
Note: The new features only works on printers that support the CTB format. For those who don't, you don't need to update firmware, but unfortunately you can't use the TSMC and Resting Time features either (although other features still works). If your printer is not listed here, please contact your printer vendor for support. If you are a DIY user and using a Chitu board, please find your firmware on the Chitu Systems website .Printer models Minimum firmware versions Firmware downloads CREALITY LD-002R V4.4.3_x1_LCDKE Download CREALITY LD-002H V4.4.3_x1_LCDKE Download CREALITY LD-006 V4.4.3_x2_LCDM1 Download ELEGOO MARS V4.4.1_LCDF Download ELEGOO MARS PRO V4.4.1_LCDF Download ELEGOO MARS 2 V4.4.3_c2_LCDC Download ELEGOO MARS 2 PRO V4.4.3_c2_LCDC Download Autre solution c'est de tester Lychee Slicer https://mango3d.io/downloads/ ou une version 1.8.1 de chitubox cf https://www.chitubox.com/en/download/previous/chitubox-free ( génère le format de fichier qui ne demande pas de mise a jours du firmware)
Edit : aussi sauver, de préférence, le fichier sur le disque dur ,puis le copier sur la clé USB, et bien éjecter la clé ( chitubox a du mal avec les clés USB lente ...)
-
SLA couches de bases Pied d’éléphant
Première couche precision impression resineSalutation !
Je début aussi en impression résine.
Il semble compliqué de garantir une bonne accroche au plateau qui demande une sur-exposition de ses couches de base
et de réduire l'effet pied d’éléphant ( due a cette sur-exposition) .
(diffusion de la lumière plus ou moins prononcé selon le type de résine, mais semble t'il toujours présent quand on sur-expose une couche.)
La solution la plus simple, c'est de ne pas profiter du plat du plateau et d'utiliser des supports pour placer l'objet hors de ses couches de bases, mais forcement cela consomme de la résine pour les supports qui doivent être nombreux si l'on veux obtenir des surfaces "les plus lisse possible".
Je cherche aussi les moyens de profiter du plat du plateau et de réduire le pied d’éléphant.
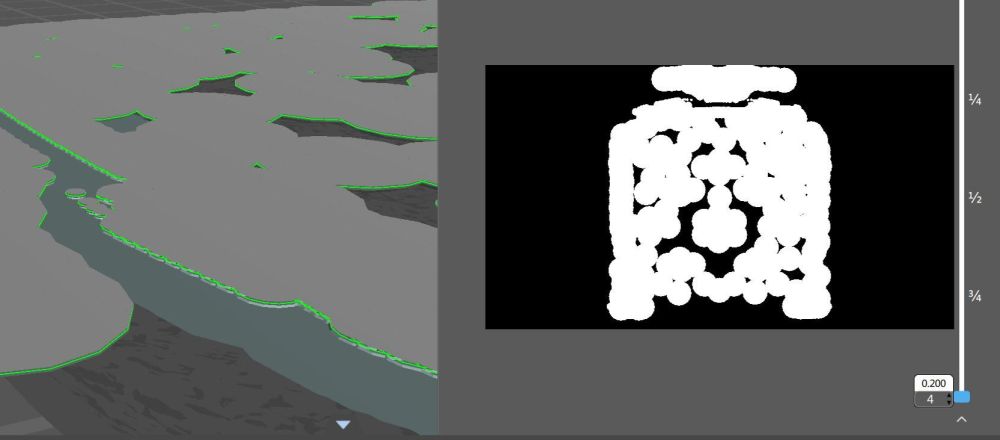
Le wiki du github d'UVTools explique des solutions ( comme penser au fait qu'il y aura "expansion" des couche de bases lors du design du model 3D) et aussi, propose un outil pour compenser cela ( mais cela demande de faire des essais et je n'ai pas encore testé )
https://github.com/sn4k3/UVtools/wiki/Calibration:-Elephant-Foot
Mais, il semble que le fait de bien ajuster la durée d'exposition des couches de bases, (trouver le juste compromis entre adhérence au plateau donc aussi expansion de la couche due a la sur-exposition et facilité de décollement du plateau) soit a réaliser en 1er avant d'utiliser l'outil d'UVTools.
CitationOu encore il y a la REEF méthode ( utiliser un raft ayant la hauteur du total des couches de bases et augmenter encore plus le temps d'exposition des couches de bases, pour avoir une brusque rupture du temps d'exposition entre les couches de base et les couche de l'objet pour arriver a séparer la base (le raft) de l'objet avant post traitement aux UV (mais cela risque d'user prématurément l’écran LCD et la source UV car forcement on les fait travailler plus )
https://hackaday.io/project/177948-reef-method-for-3d-resin-printing
Il y a aussi la solution de profiter d'une "élasticité" de l'objet avant post traitement aux UV pour corriger cela avec par exemple un ébavureur ou une lame de cutter.
Ou encore après post traitement aux UV, a coups de limes.
Si tu trouve d'autre méthodes, je suis preneur.
-
adhésif isolant sur le pin 1 (+) de la prise USB
FLsun SR et Rasperi Octoprint ?J'ai aucun souci particulier avec un Raspberry Pi 3B+ et la SR. Par contre, deux petites choses que tu peux éventuellement faire (si pas déja fait).
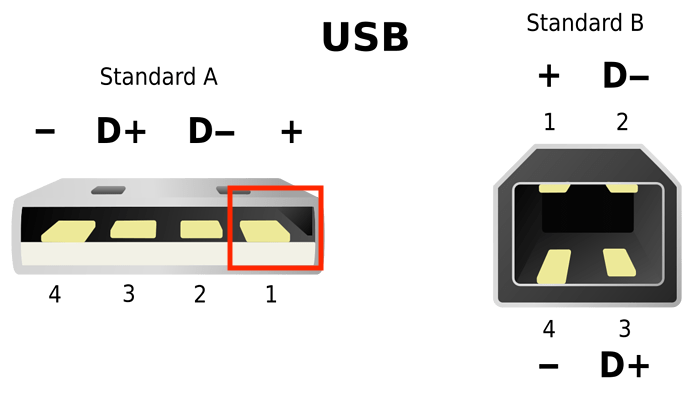
- Mettre un morceau d'adhésif isolant sur le pin 1 (+) de la prise USB (comme indiqué sur cette page : https://community.octoprint.org/t/put-tape-on-the-5v-pin-why-and-how/13574). Je l'ai fais sur toutes mes imprimantes. (exemple image)
- Utiliser un cable USB de qualité, pas trop long (1,5m max) et idéalement avec un anneau en ferrite (ou en ajouter un sur un cable déjà existant (dans ce genre là : https://www.amazon.fr/gp/product/B09WTZNC38/ref=ppx_yo_dt_b_asin_title_o05_s00?ie=UTF8&psc=1)
Je dis pas que ça règlera tes soucis, mais ce sont des pistes possibles

-
Base pour pb extrusion ( test et calibrage ) USB
Le fil n'avance pas dans l'extrudeur + buse semble bouchéeSalut @cedrik31,
Comme l'a dit @Savate, c'est bien un port USB comme sur n'importe quelle imprimante 2D (imprimante "papier") et non éthernet. Tu aurais donc besoin de ce type de câble. Je dis "aurais" puisqu'il y a l'alternative des fichiers à imprimer.
Il y a 9 heures, Cedrik a dit :Que dois-je faire, modifier la valeur de M302 ou de M83 par M503 dans le gcode à envoyer à l'imprimante via le fichier à imprimer ? Mais si c'est ça comment peut m'être retourné ladite ligne M92 X xxx.....? étant donné que je ne peux pas communiquer via USB/pronterface avec l'imprimante ? Le fichier d'impression est il sensé être modifié après impression ?
Le fichier CalibrExt100mm.gcode, tu n'y touches pas, il est là pour faire défiler 100mm de filament.
D'après le fichier de paramétrage (robin_nano35_cfg.txt ) contenu dans la pièce jointe de ce message, les pas/mm de l'extrudeur de ton imprimante seraient de 381. Tu n'auras donc qu'à:
- imprimer ce fichier (initStep-mmExt_WD12.gcode ) pour initialiser cette valeur qui te servira dans le calcul.
- Ensuite, tu imprimes le fichier CalibrExt100mm.gcode 3 fois et tu moyennes les 3 mesures pour faire le calcul qui te donnera les nouveaux pas/mm de l'extrudeur.
- tu modifies le fichier initStep-mmExt_WD12.gcode pour mettre à jour la nouvelle valeur de pas/mm
- tu imprimes de nouveau le fichier CalibrExt100mm.gcode pour valider le calcul. Si la mesure n'est pas bonne, tu reprends les étapes 3 et 4
-
tu as enfin trouvé 20mm
 . Tu sauvegardes la valeur en imprimant ce fichier Save.gcode
. Tu sauvegardes la valeur en imprimant ce fichier Save.gcode
Tout ceci ne concerne que l'extrudeur 1. Si tu as 2 extrudeurs, il faudra utiliser ces fichiers (initStep-mmExt_WD12 - Extrud2.gcode CalibrExt100mm - Extrud2.gcode ) pour l'extrudeur 2.
Rappel: il faut impérativement débrancher le tube PTFE à la sortie de l'extrudeur
Il y a 9 heures, Cedrik a dit :PS: je ne sais toujours pas comment on peut effacer totalement les restes du dernier message envoyé ... Ce qui explique le cadre de citation (dont j'ai réussi à effacer la citation mais pas l'intitulé de la case) .
Ben, tu cliques sur le bandeau (par exemple "Il y a 9 heures, Cedrik a dit:") et tu cherches une touche qui s'appelle Suppr sur ton clavier
.
En plus, tu peux également supprimer les cookies du site (https://www.lesimprimantes3d.fr/) dans ton navigateur pour éviter d'avoir des messages "pré-remplis"
-
montage galets
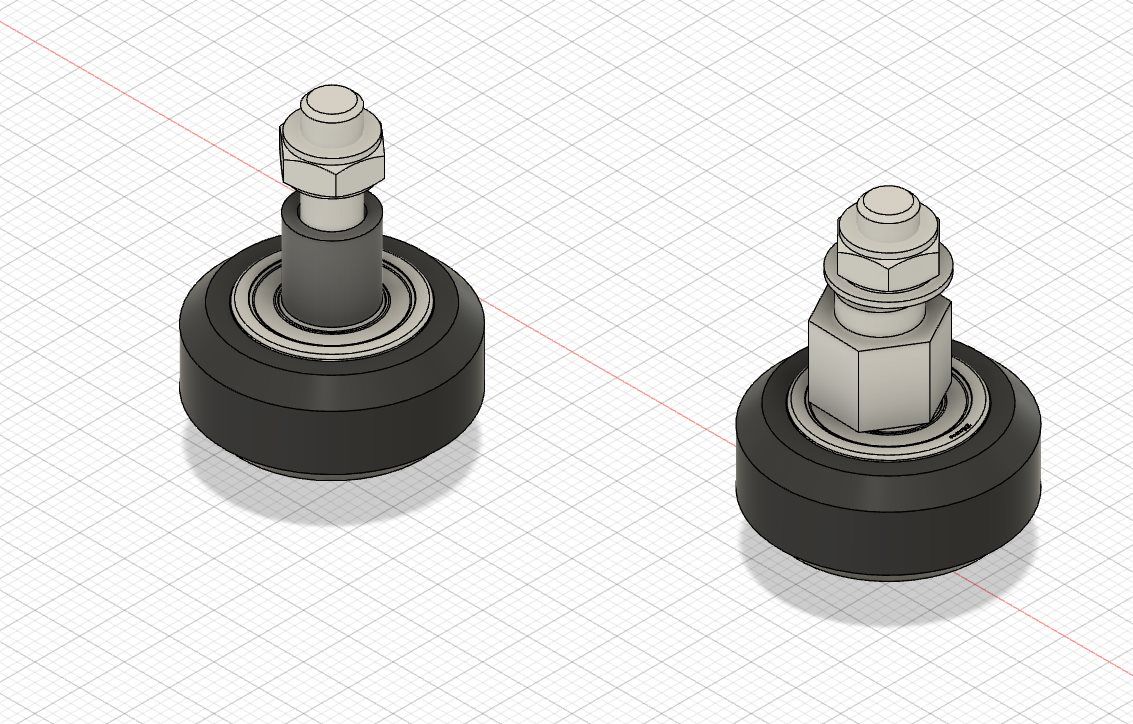
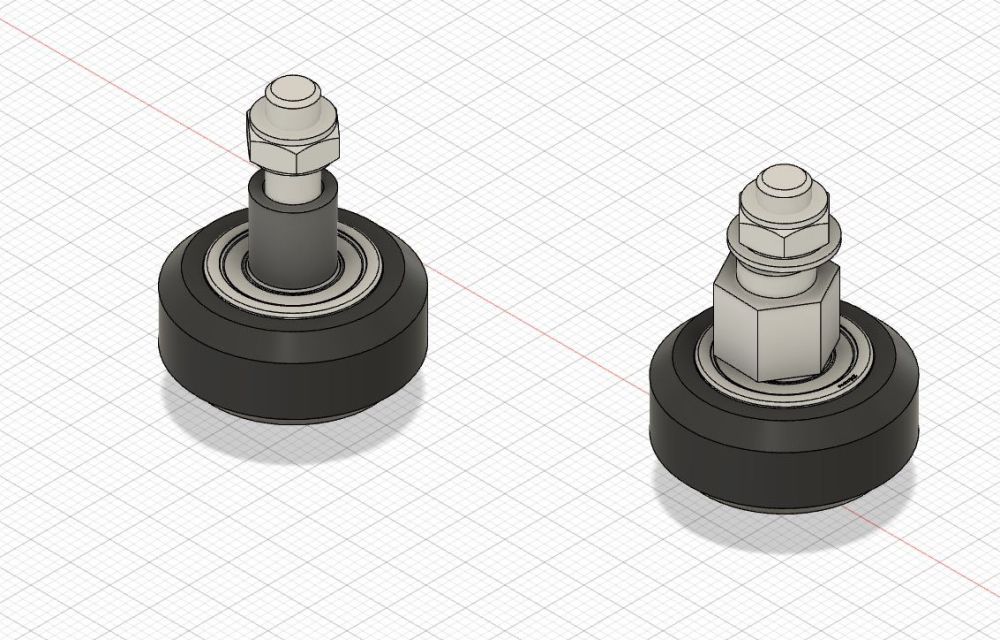
Installation poulies axe YLes galets ont été correctement montés ?
Vis => Galet de roulement => excentrique / entretoise => plaque => rondelle (excentrique seulement) => boulon auto-bloquant

-
BABYSTEP_MILLIMETER_UNITS
Problème généralPour avoir réellement un «babystep» de
0,2mm0,02mm :- soit on précise qu'on travaille en millimètres et on indique la valeur souhaitée :
Citation#define BABYSTEP_MILLIMETER_UNITS // Specify BABYSTEP_MULTIPLICATOR_(XY|Z) in mm instead of micro-steps #define BABYSTEP_MULTIPLICATOR_Z 0.02 // (steps or mm) Steps or millimeter distance for each Z babystep
- soit on travaille en «mode pas», la première ligne ci-dessus est alors commentée. Connaissant la valeur en millimètres d'un pas complet, déduite (calculée plutôt) des caractéristiques du moteur (200 pas par tour pour un Nema17 1,8°) ET de la vis trapézoïdale (son avance) par exemple pour les plus communes, les T8/8 (diamètre de 8mm, avance de 8 mm pour un tour complet), ce qui nous donne 0,04 mm ( 8 / 200 ) pour des pas complets. Le pilotes moteurs sont capables d'interpoler des μpas, généralement 16 donc un tour complet du moteur nécessitera 3200 (16 x 200) μpas.
La résolution en teant compte des μpas est alors de 0,0025 mm ( 8 / 3200 )
Pour obtenir alors un «babystep» de 0,02mm, il faudrait indiquer 0.5 comme valeur ( 0,5 x 0,04 = 0,02 mm)… pas sûr qu'une valeur décimale soit possible en ce cas
 . Avec 20, le babystep est de 0,8mm
. Avec 20, le babystep est de 0,8mm  avec des pas moteur complets. Avec les μpas, la valeur pour obtenir 0,02mm si les μpas sont de 1/16 est de 8.
Citation
avec des pas moteur complets. Avec les μpas, la valeur pour obtenir 0,02mm si les μpas sont de 1/16 est de 8.
Citation//#define BABYSTEP_MILLIMETER_UNITS // Specify BABYSTEP_MULTIPLICATOR_(XY|Z) in mm instead of micro-steps #define BABYSTEP_MULTIPLICATOR_Z 0.5 // (steps or mm) Steps or millimeter distance for each Z babystep si / quand on utilise des pas entiers
ou avec des μpas ( 1/16 )
#define BABYSTEP_MULTIPLICATOR_Z 8 // (steps or mm) Steps or millimeter distance for each Z babystep si / quand on utilise des μpas
Si on ne veut pas se prendre la tête avec des calculs (pas, μpas, …), le plus simple est d'indiquer dans Marlin qu'on travaille avec les unités du système métrique international en décommentant la ligne => define BABYSTEP_MILLIMETER_UNITS
-
endstop optique verif
Problème tenlog hands 2 pro endstopBonjour, @Sim005
Voici mon conseil il faut avec un Ohmètre en test de continuité vérifier de fil à fil la détection électrique de chaque fil; soit à l' origine de carte mère à la détection optique.
Autre défaut il se peut que l'un des fils soit cassé ou interrompu sur la connectique de la détection optique.(isolant plastique noir)
Il est très rare que la détection optique soit en pannes Ce dispositif est un optocoupleur qui demande un + un moins et et un out.
Ensuite il faut rebrancher sous tension et vérifier que le + est bien au 5v contrôle de tension avec l'ohmmètre.
Question cette imprimante à t-elle déjà fonctionnée correctement ? ou c'est déjà en panne depuis le premier montage.
J'ai déjà vu des problèmes de connectique d'une prise dont deux pin étaient pliées et écrasées au fond de la prise.
Il faut être attentif et vérifier avec une loupe si les 3 pins sont bien alignées sut la prise de la carte mère.
Cette procédure et simple et nécessite de bien observer et réaliser ses différents tests cités précédemment.
a+
-
ChangeAtLayer Script Pour Stringing
Ender 3 S1 Pro Stringingb'soir
ce qu'il faut faire, enfin . . . ce que je fais pour éviter ce genre de truc, mais attention pour la température, ma buse est de 0.30mm, donc je gagne quelques degrés
9 fois sur 10 c'est la température, il faut donc la baisser, donc il faut réduire la vitesse, pas hésiter à la réduire, malheureusement il n'y a aps d'abaque, ça se fait par tâtons, ce que tu peux faire pour tester,
=>en post-traitement, =>modifier gcode => modifier GCode => ajouter un script => et tous les 10 layers tu baisses la température et la vitesse, tu vas voir le stringing disparaitre au fur en a mesure de ton impression, c'est là que tu comprends de visu la manip
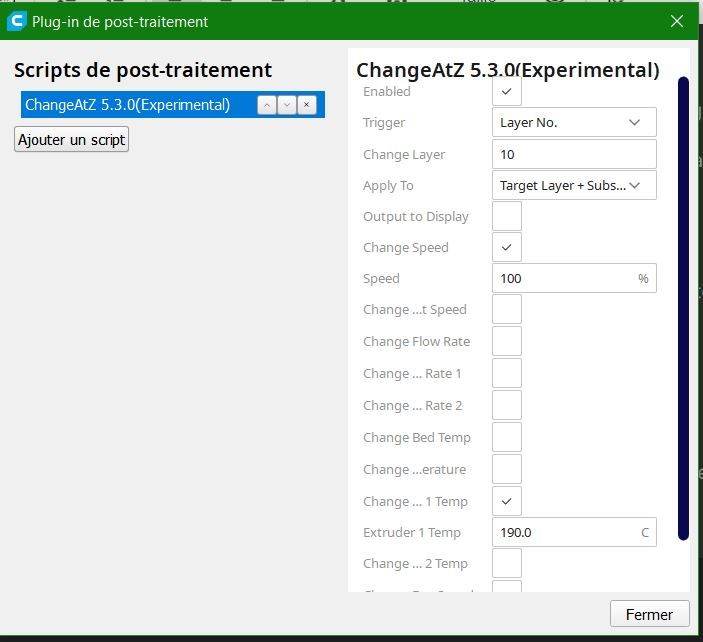
avec pla je suis à 185° et vitesse 34, et plus du tout de cheveux d'ange, mais forcément temps plus long, si tu veux demain je te ferais une photo de mes supports, pas un cheveu
:
donc baisser la vitesse d'impression, augmenter la vitesse de rétraction , baisser la température, on peut jouer également sur le débit,
mais pourquoi 0.44, sur le cube creux il me semble que la paroi doit faire la largeur de la buse , si je ne m'abuse, dans ton cas 0.40, sinon tu es en surdébit, et là évidemment . . .
tu nous diras quoi . .
-
Fichier calibration ESteps
Calibration de l'extrudeur sur l'Alfawise U30 Pro TronhooSalut,
Tu as cette solution:
- imprimer ce fichier (initStep-mmExt.gcode) pour initialiser les pas/mm de l'extrudeur à 93 (cette valeur qui te servira dans le calcul)
- Ensuite, tu imprimes le fichier CalibrExt100mm.gcode 3 fois et tu moyennes les 3 mesures pour faire le calcul qui te donnera les nouveaux pas/mm de l'extrudeur ( voir l'étape 1 de ce tuto pour le calcul)
- tu modifies le fichier initStep-mmExt.gcode avec un éditeur de texte (notepad++ par exemple) pour mettre à jour la nouvelle valeur de pas/mm
- tu imprimes de nouveau le fichier CalibrExt100mm.gcode pour valider le calcul. Si la mesure n'est pas bonne, tu reprends les étapes 3 et 4
-
tu as enfin trouvé 20mm . Tu sauvegardes la valeur en imprimant ce fichier Save.gcode . Si la commande de sauvegarde n'est pas activée dans le firmware, il suffira d'ajouter le M92 Eee.eee dans le Gcode de démarrage du trancheur
-
lissage ABS
Lissage ABS par vapeur d'acétone homogèneBonjour,
J'ai réussi à faire en sorte de pouvoir lisser de façon homogène des pièces avec de la vapeur d'acétone. En plus, sans chauffage ni ventilateur ce qui est plus simple et plus sûr.
J'avais constaté que la vapeur d'acétone est plus dense que l'air... Conséquence : lorsque l'on fait de l'acétone smoothing à froid, dans un récipient fermé, la vapeur d'acétone à tendance à rester au fond. Il faut alors retourner la pièce régulièrement, mais il est difficile d'avoir un lissage homogène. Pour que la pièce soit entièrement lisse il faut d'exposer longtemps ce qui se fait au détriment des détails.
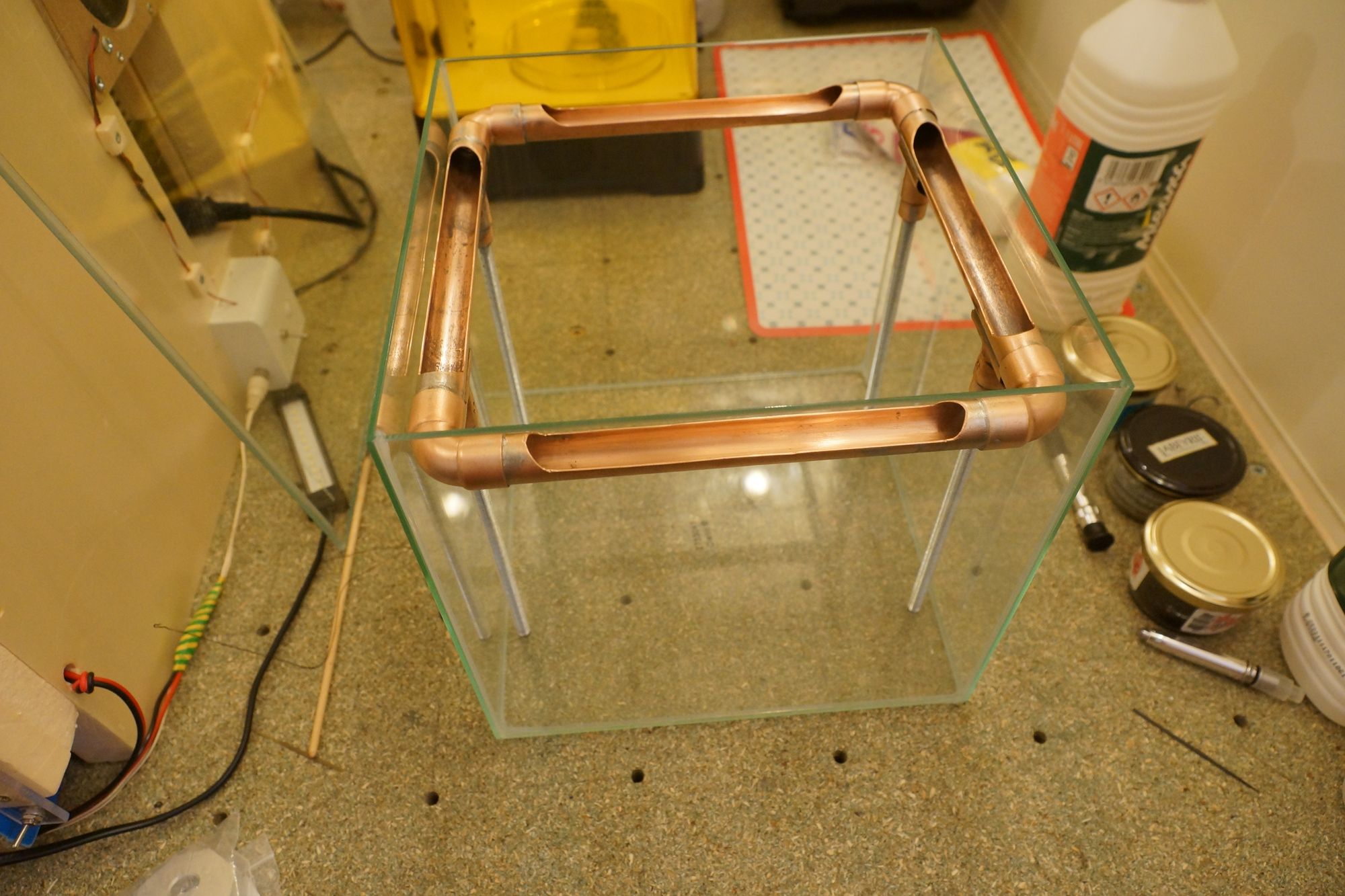
Mon idée est donc de placer dans la chambre d'acétone smoothing (un aquarium en verre avec un couvercle) l'acétone liquide uniquement en partie haute.
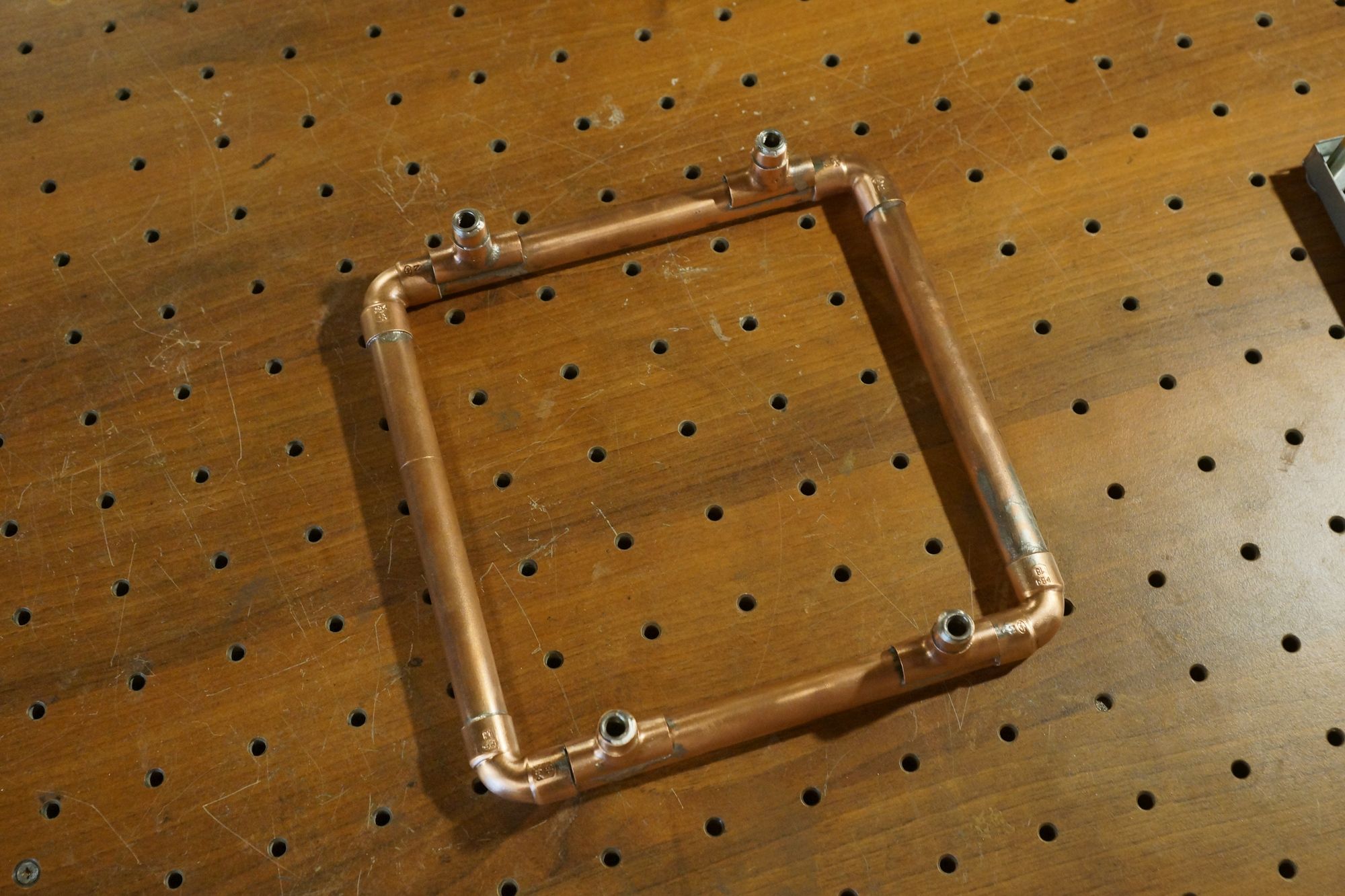
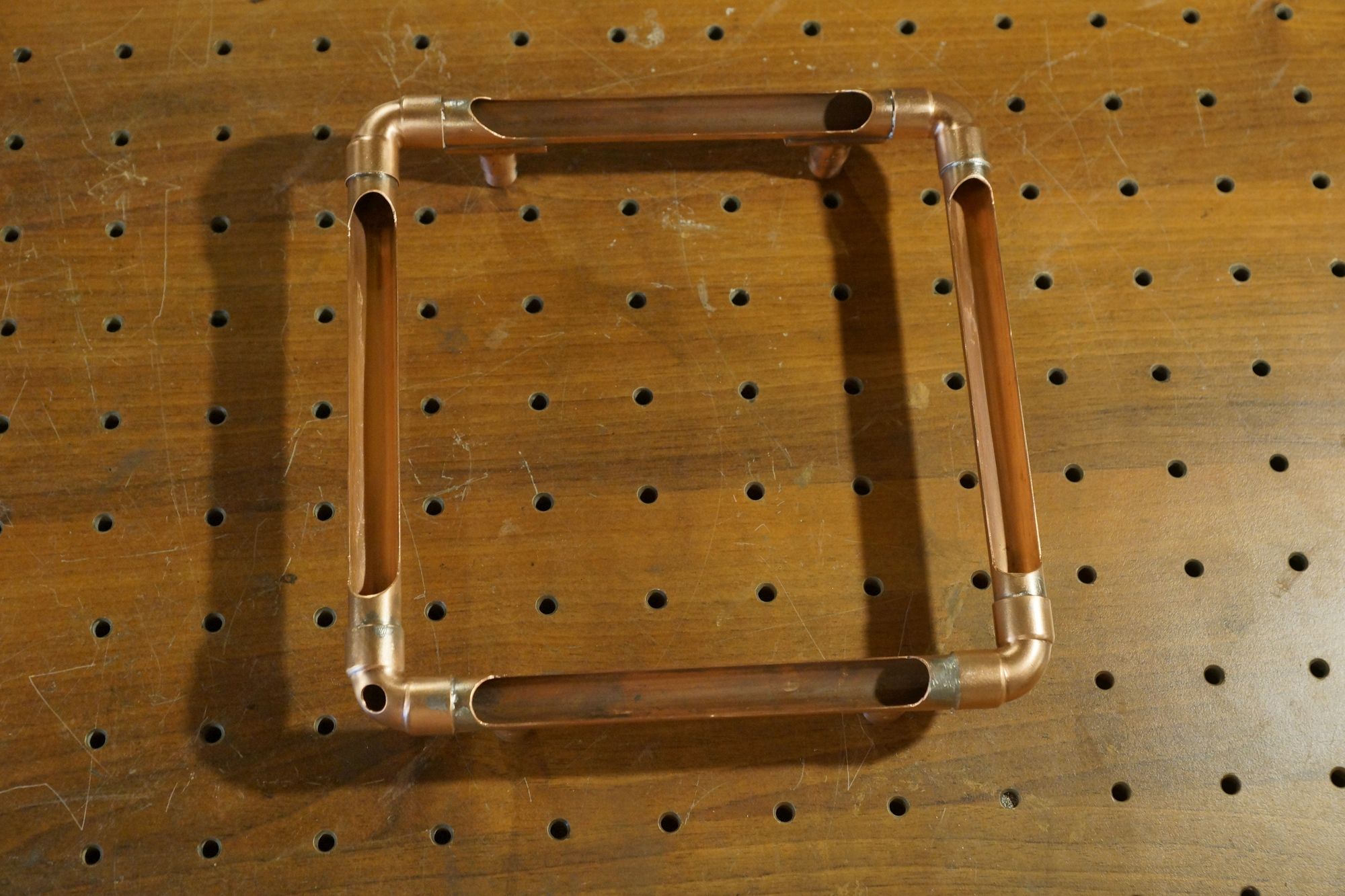
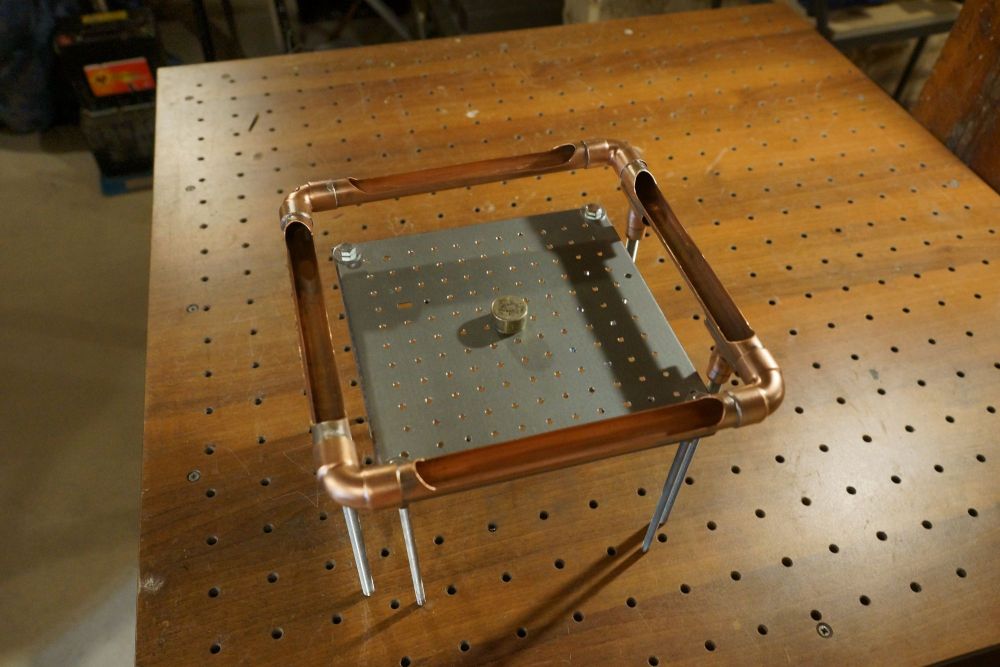
Je fabrique donc une sorte de "cadre" avec des tubes de cuivre et des raccords de plomberie. Le cuivre et la brasure à l’étain permettent de fabriquer facilement quelque chose qui soit étanche et résistant à l'acétone :

La découpe des ouvertures sur les tubes est un peu délicate. J'ai utilisé une disqueuse avec un disque fin, un support en V et des cales en bois pour bloquer le tube. Il y a beaucoup de finition à la lime et au papier de verre ensuite.
Les manchons taraudés M8 permettent de fixer en hauteur le cadre avec des tiges filetés, tout en le réglant bien de niveau.
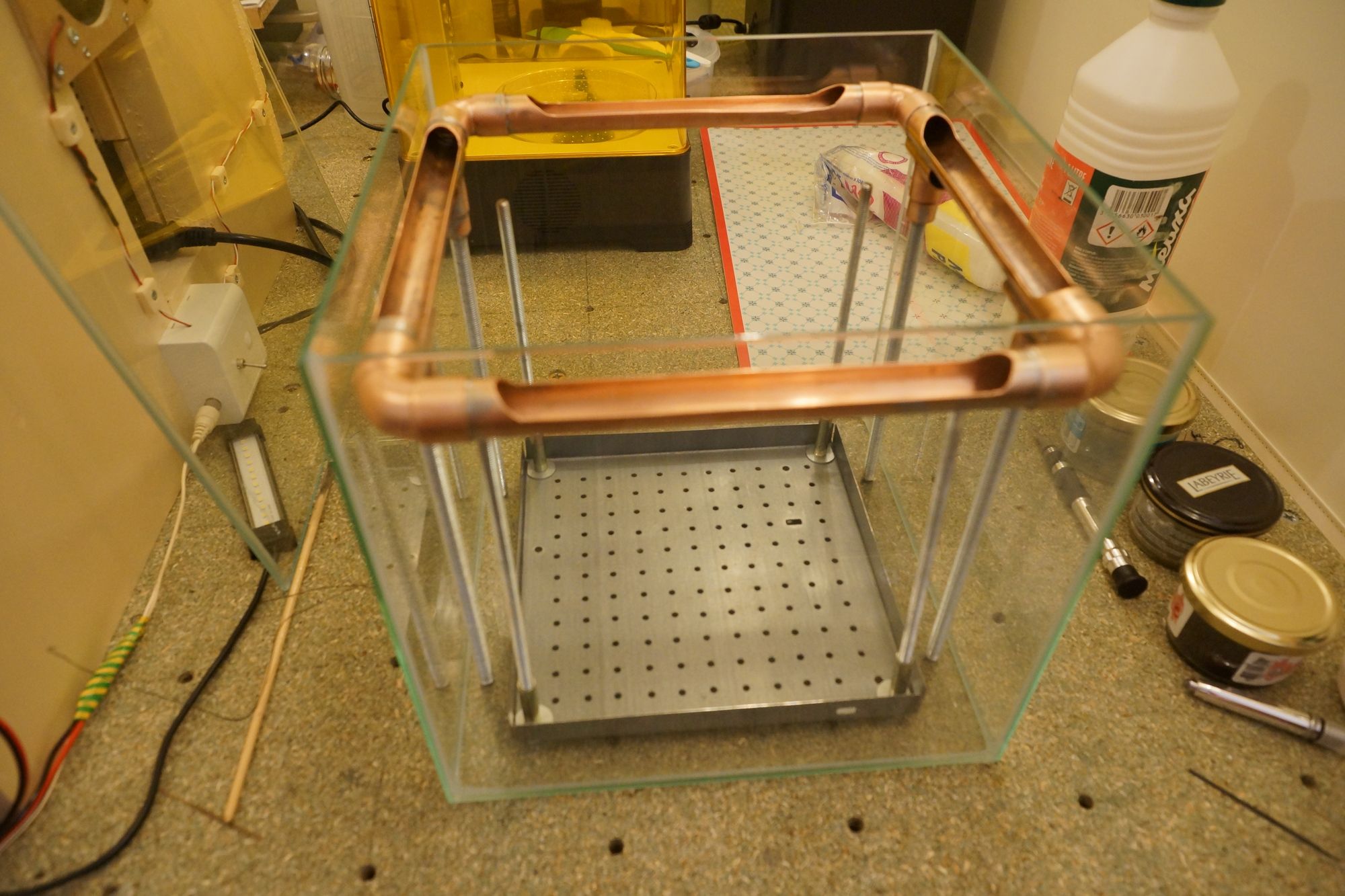
Avec différents jeux de tiges filetés M8 (ou des vis longues) on pourra choisir facilement la hauteur.
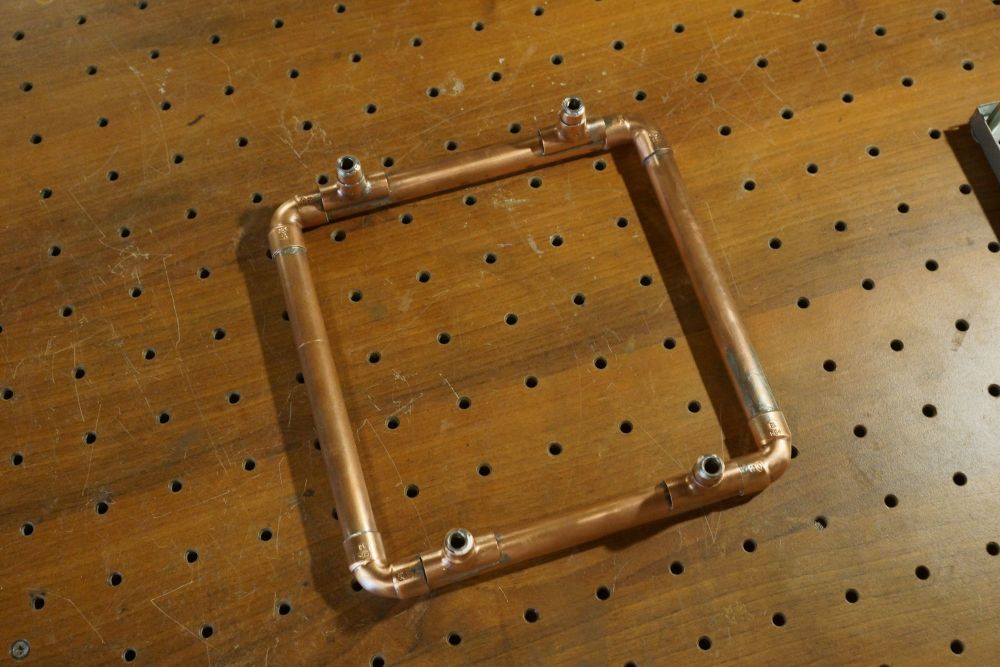
Ces manchons sont en acier bichromaté mais ça se soude à l'étain dans le cuivre, il faut insister un peu, et avant la soudure passer les manchons au gros papier de verre pour faciliter l'accroche de la brasure.
Pour que les soudures soient réussies la préparation est importante : il faut bien poncer au papier de verre puis nettoyer avec un chiffon et de l'acétone ; avant de souder, il faut étaler de la pâte décapante sur les parties à souder.
Attention, le cuivre conduit très bien la chaleur et vu que le cadre est petit il y a un risque de dessouder une autre partie en faisant la soudure suivante... la solution c'est de "protéger" les angles déjà soudés en plaçant autour un chiffon bien humide.
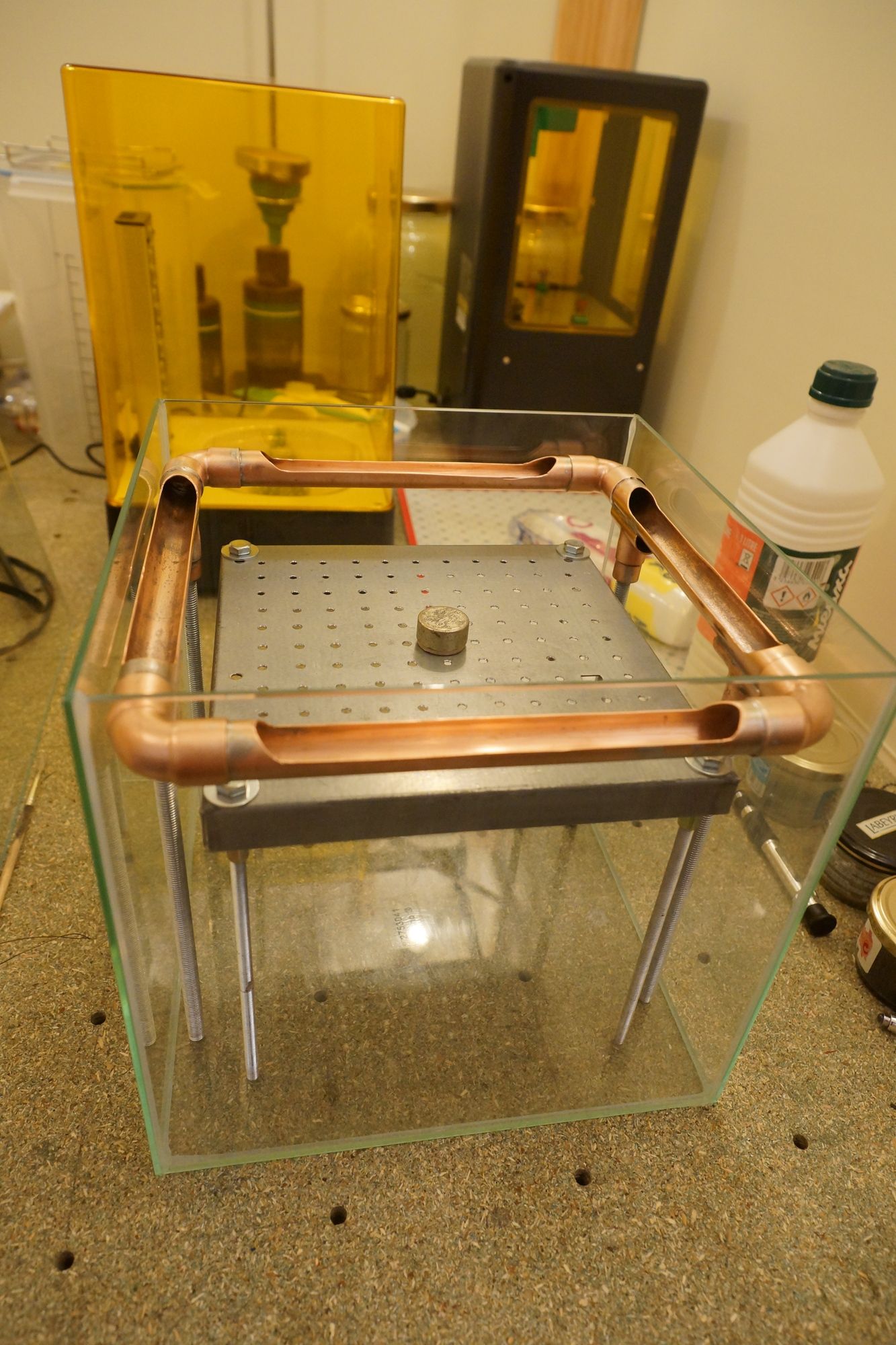
Voici le dessus du cadre :

A noter le trou dans un des coudes ; il sert à pouvoir vidanger le cadre dans un bocal.
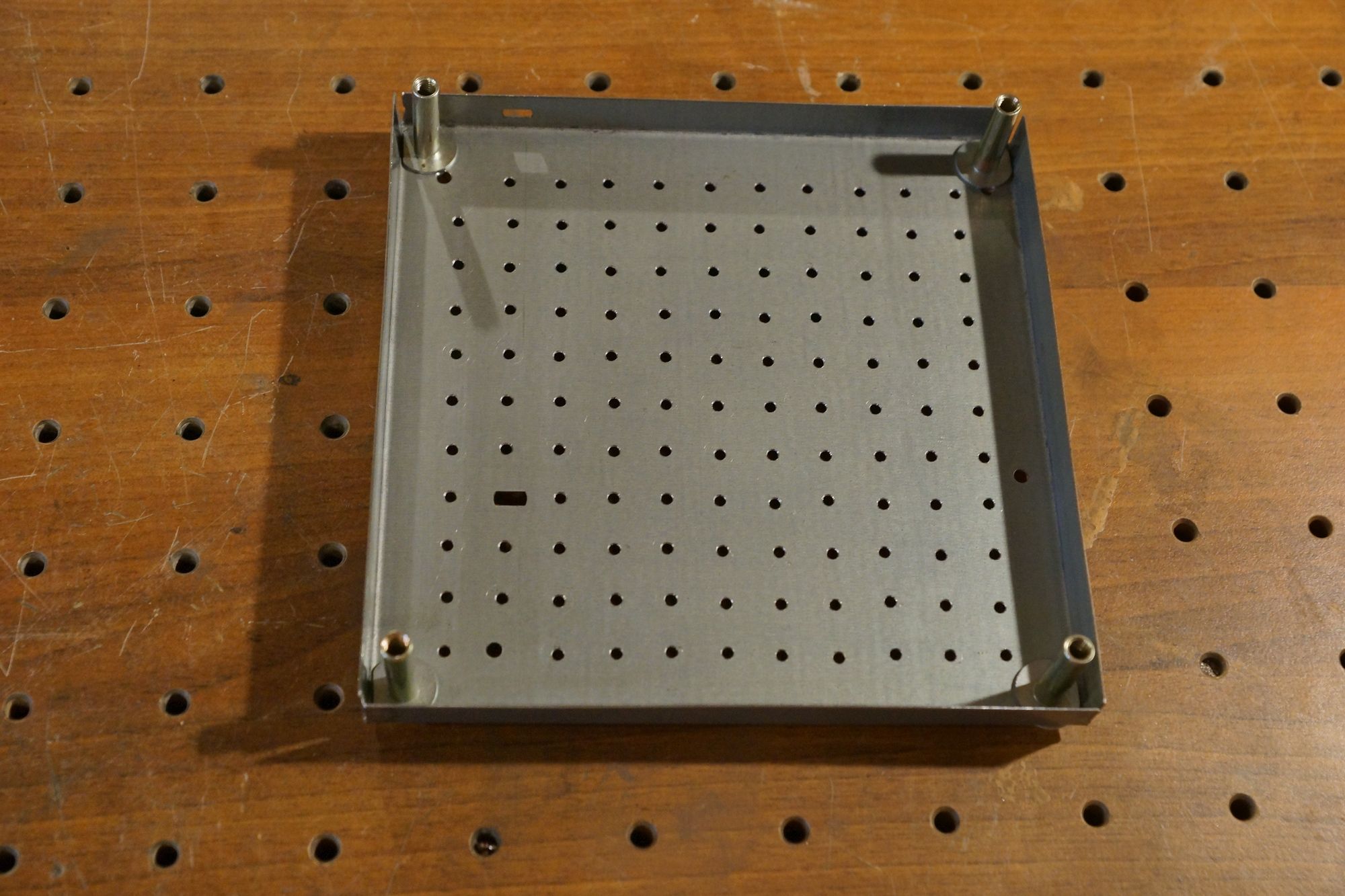
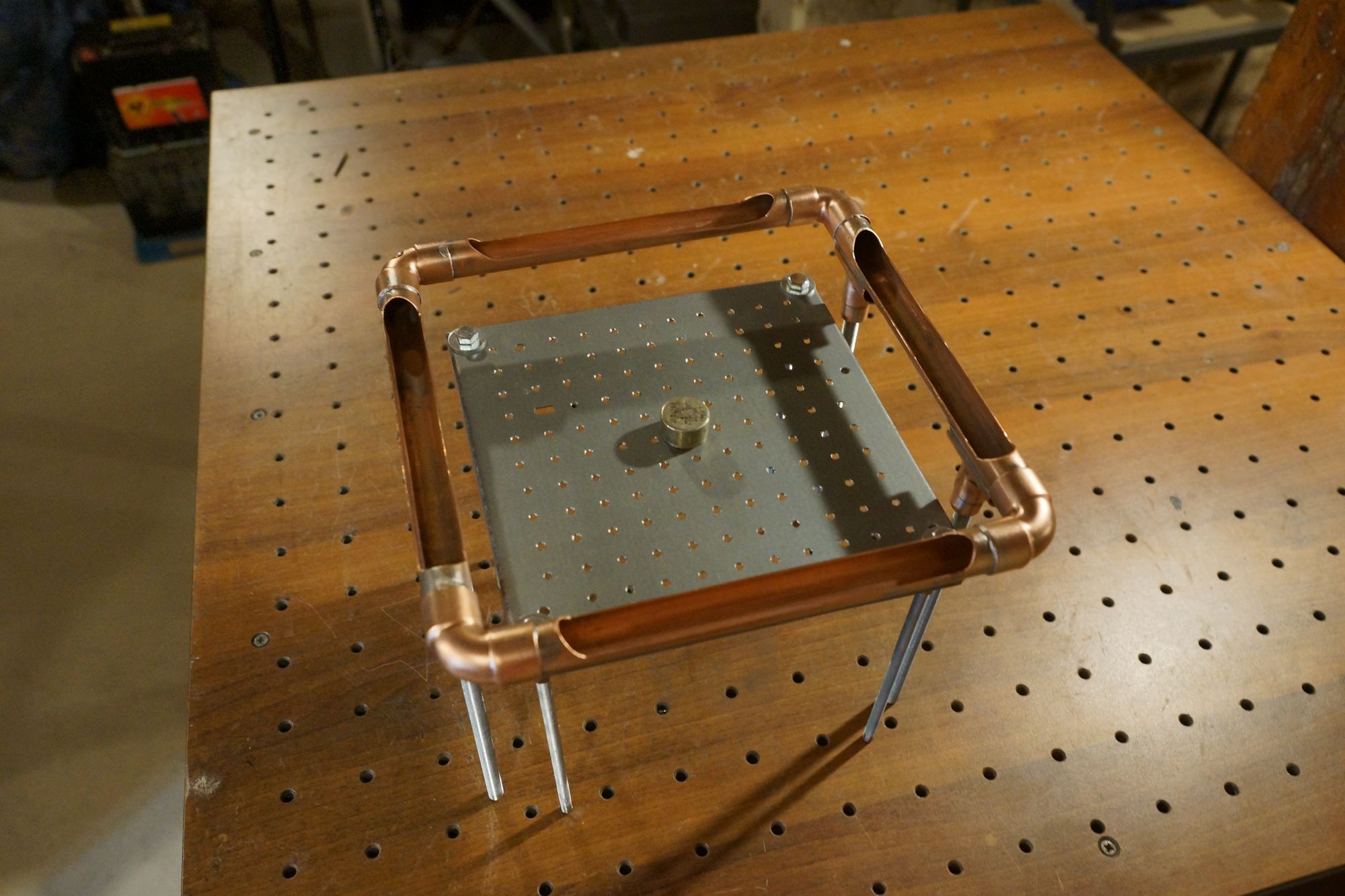
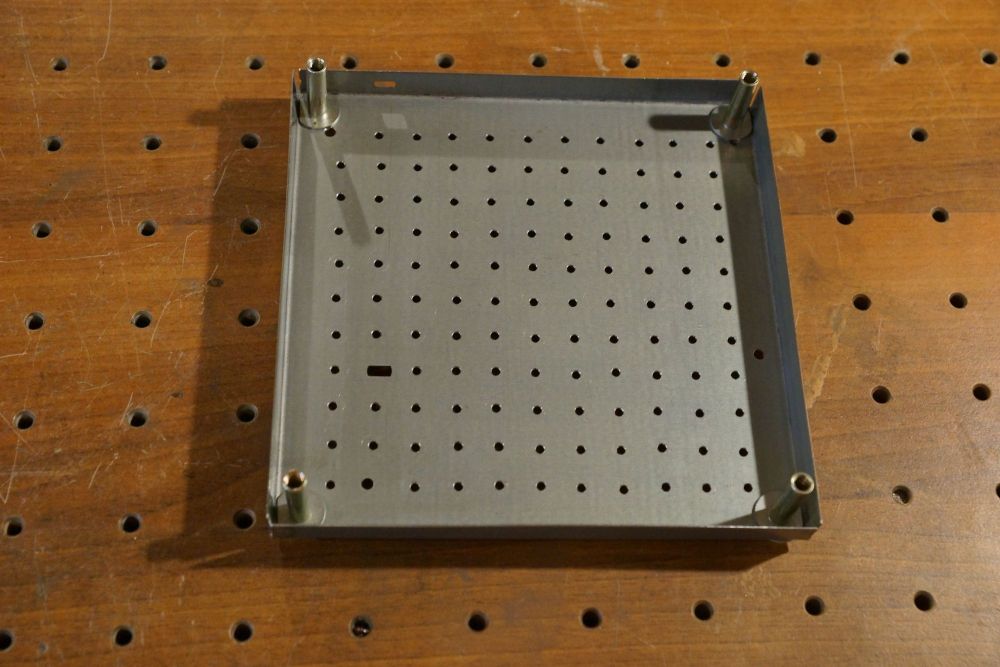
J'ai aussi créé un support pour les pièces.
En effet, après smoothing, les pièces en ABS sont collantes il ne faut pas les toucher.
De plus, ne connaissant pas l'efficacité de mon système j'aimerais un support qui permet de fixer les pièces pour les mettre soit debout soit tête en bas.
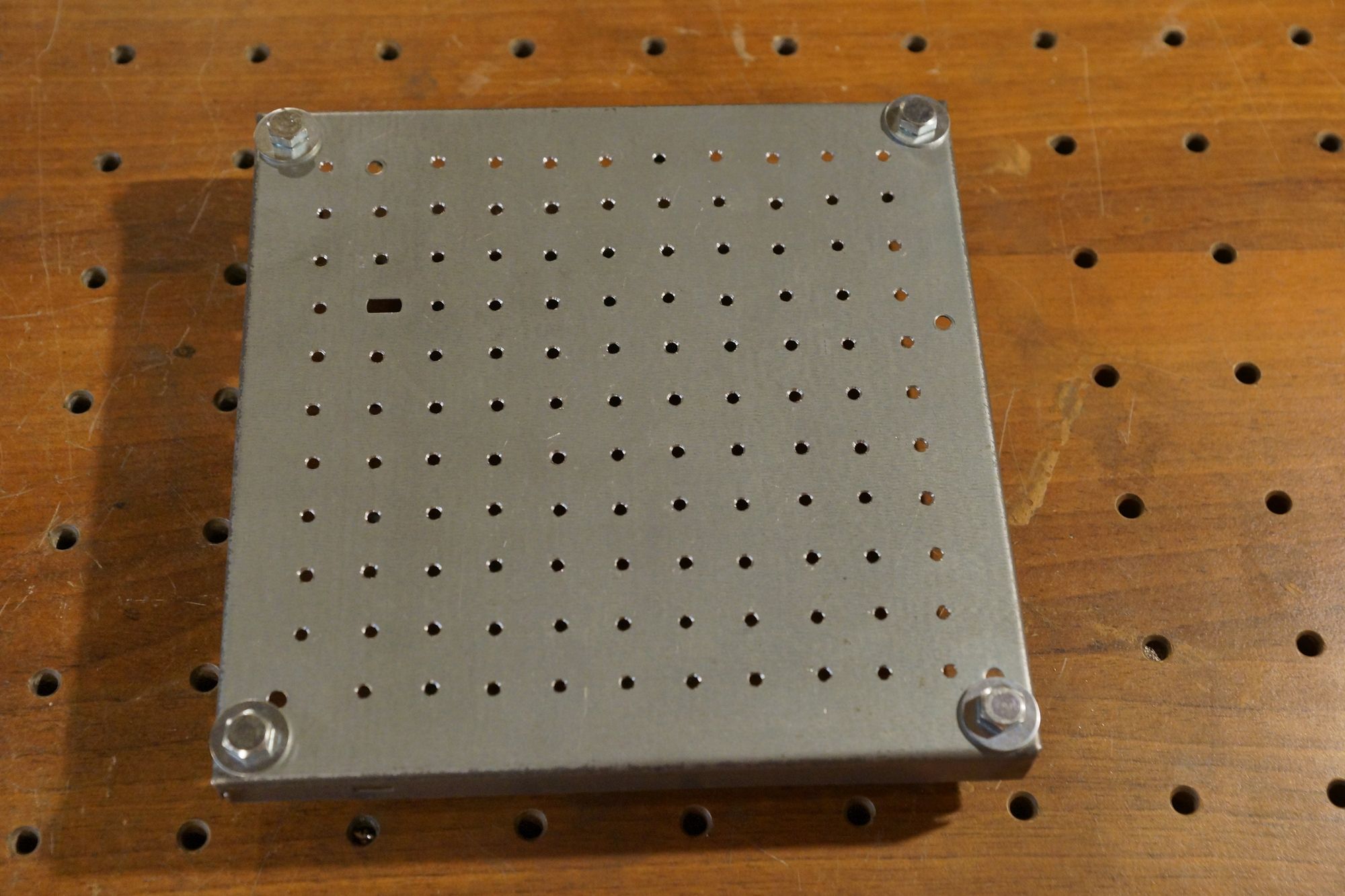
J'ai utilisé une chute de tôle, dont les bords ont été pliés pour obtenir de la rigidité, avec une série de perçages diamètre 3, et un manchon M6 à chaque coin pour y fixer des tiges filetés :
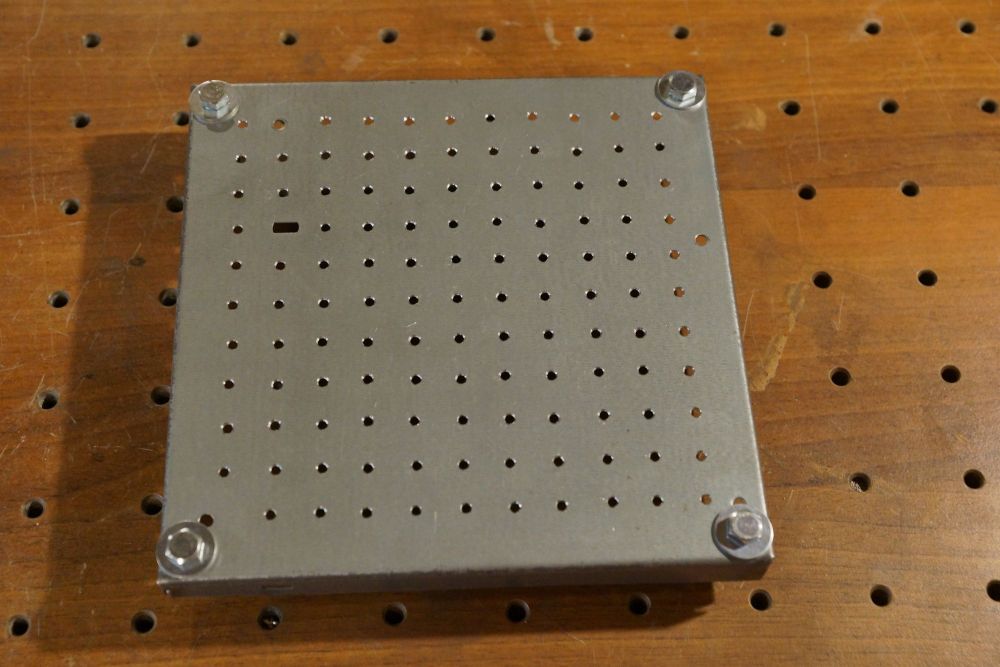
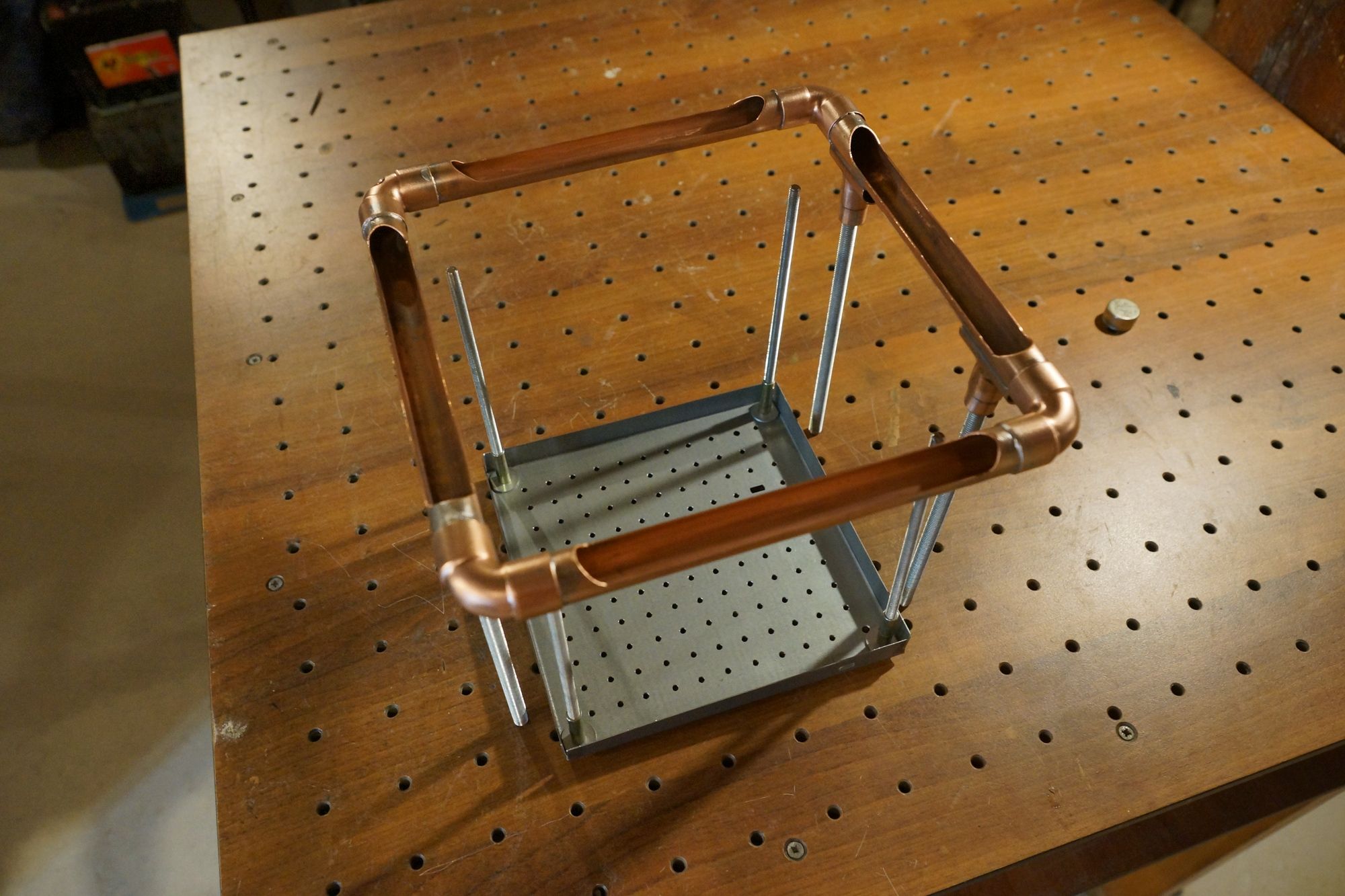
Voilà ce que ça donne avec les tiges filetés :
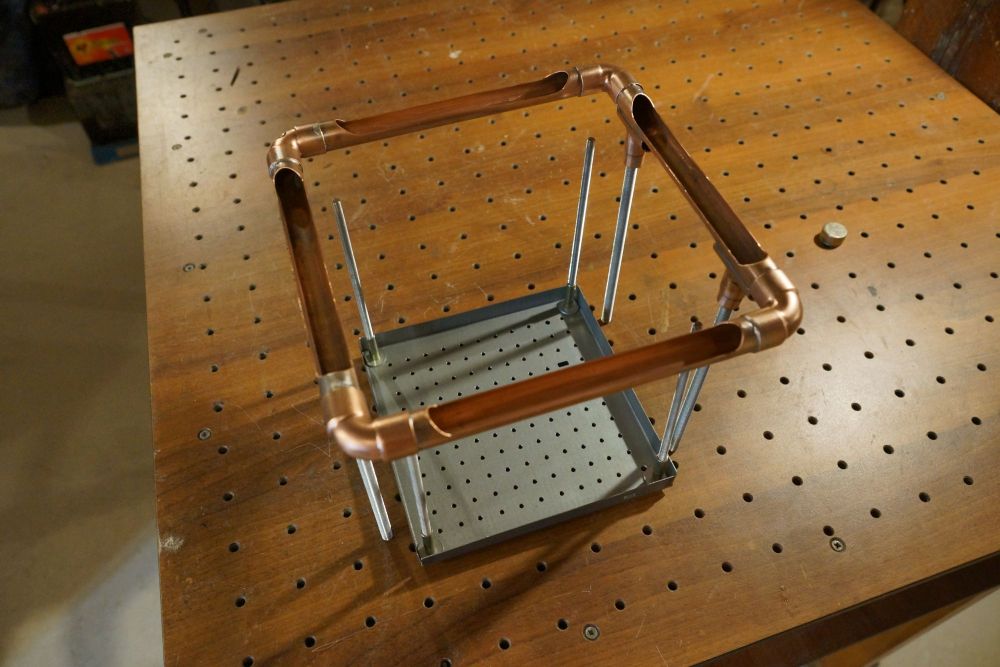
En position "tête en bas", un aimant permet de retirer facilement le support.
Voilà ce que ça donne dans l'aquarium utilisé en chambre de smoothing :


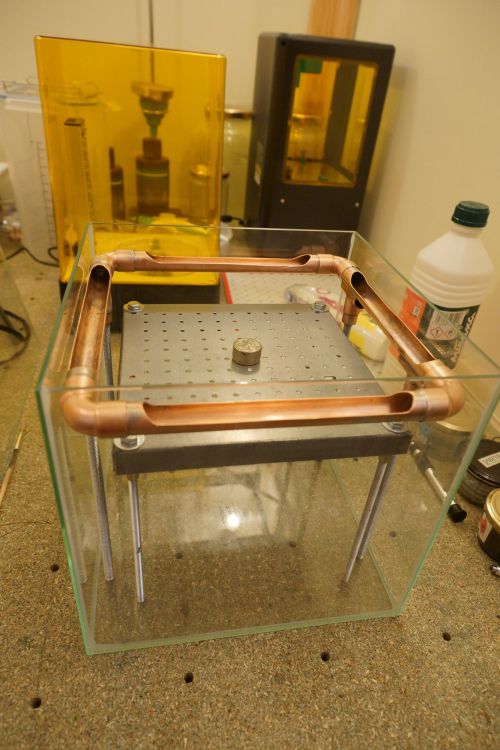
L'aquarium est refermé de façon presque étanche par une plaque de verre en guise de couvercle.
Maintenant le test. J'ai imprimé deux grandes figurines en ABS, j'ai rempli le cadre avec de l'acétone liquide, fixé les figurine sur le support placé dans la chambre.
Le ruban de masquage bleu (scotch de peintre trouvable en magasin de bricolage) sous les figurines est important, il permet d'éviter que les figurines collent à la tôle.

Le smoothing met du temps à se produire... Il est utile de remplir le cadre d'acétone puis de fermer l'aquarium et d'attendre une grosse demi-heure pour qu'il se vaporise.
Le résultat est intéressant, le smoothing est homogène sur toute la hauteur des figurines :


Je n'ai même pas eu besoin de faire un passage tête en bas
A noter qu'à la fin du smoothing, la pièce paraît encore un peu "non lissée" - après avoir retiré la pièce de la chambre, il faut attendre le séchage complet pour apprécier le résultat







Je suis très content du résultat, et la bonne nouvelle c'est que le dispositif reste simple.
Je réfléchissait en effet à fabriquer une machine de smoothing mais ce n'est pas la peine.
A bientôt
-
SLA trucs
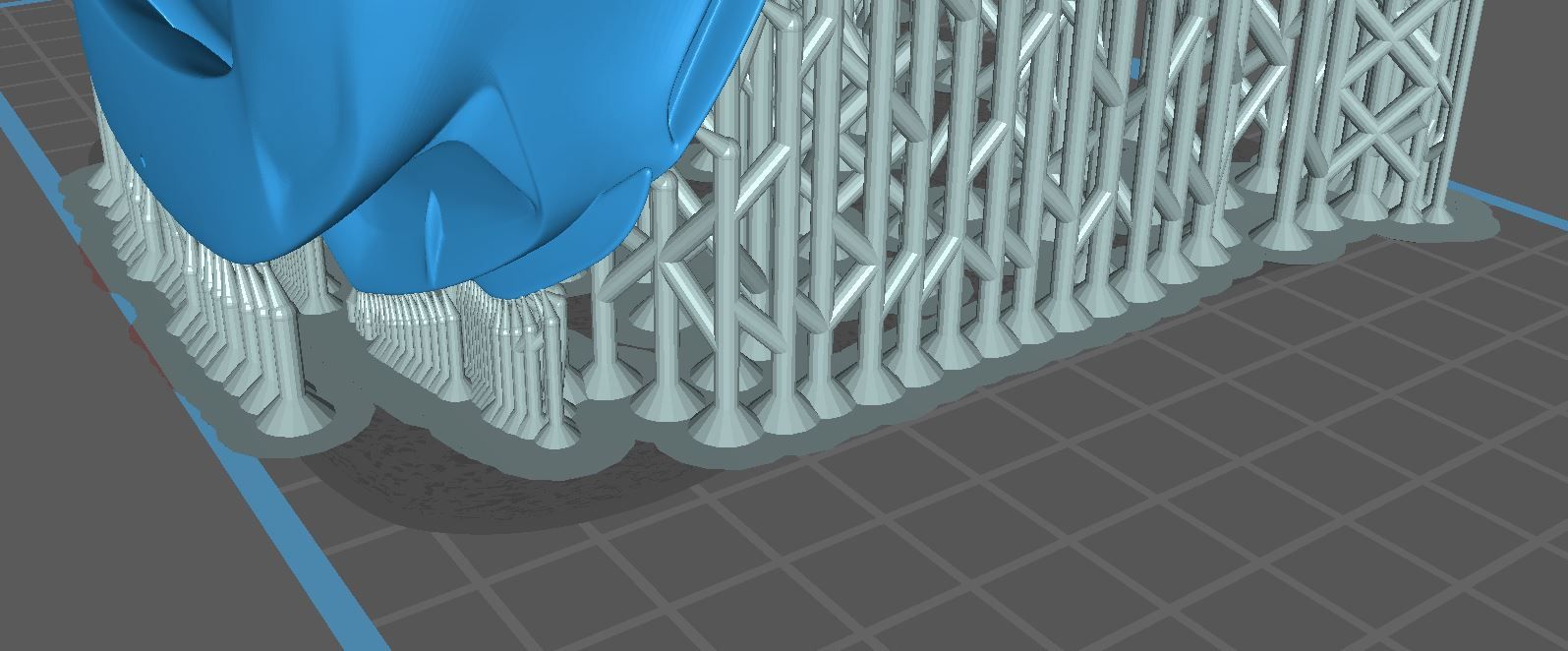
SATURN II - "Bug ou Paramètres à revoir"Dans un premier temps :augmenter ton temps d'exposition des premières couches.
Ensuite, quelques petites astuces.
Ne pas utiliser un raft, mais des pieds de support très larges.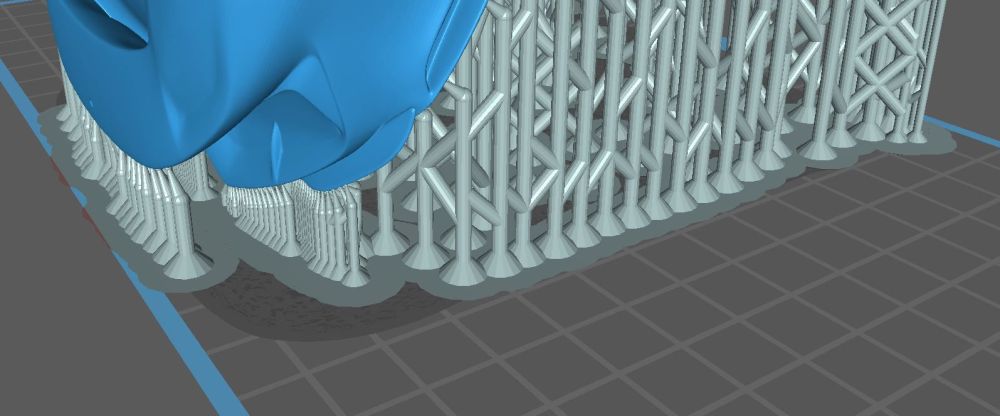
Ca te fera des économies de résine et tirera beaucoup moins sur le FEP et donc, beaucoup moins de risque que ça se décroche.
Mais ca arrive quand même, d'où sur exposer un peu plus pour assurer la bonne tenue.Diminuer l'épaisseur des pieds ou du raft si tu tiens à le garder. Un raft épais, c'est que de la perte et du risque de décrochage.
Sur toutes mes imprimantes y compris ma Jupiter, mes pieds font 0.5mm d'épaisseur et, une fois la mise en support terminée, je descends le tout de 0.3mm.
En vrai, je pourrai juste mettre l'épaisseur à 0.2mm, chose que je vais faire dès maintenant...
Pourquoi ?
Cette astuce, je l'utilisais pour éviter la délamination des premières couches. En effet, sur les anciennes version de Chitubox, on n'avait pas les couches de transition. Donc, si on passait de 60 secondes d'exposition (je parle d'une imprimante non mono) à 8 secondes d'exposition pendant le raft, très souvent, la couche de 8 seconde se décollait.Ici, j'assure donc que, si j'ai 8 couches de base, les supports commencent à la 5eme afin qu'ils aient eux-même une sur-exposition et qu'ils ne se décrochent pas.

En bonus, la faible épaisseur des pieds (ou du raft) permet de passer la spatule en dessous bien plus facilement et donc, de le décrocher sans difficulté et sans tout faire valser.
Ensuite, pour imprimer ta pièce, je te recommande une position bien plus verticale et avec un angle pour éviter au maximum toutes les arrêtes parallèles au plateau pour qu'elles soient le moins impactées possible par les supports.
-
SLA blooming
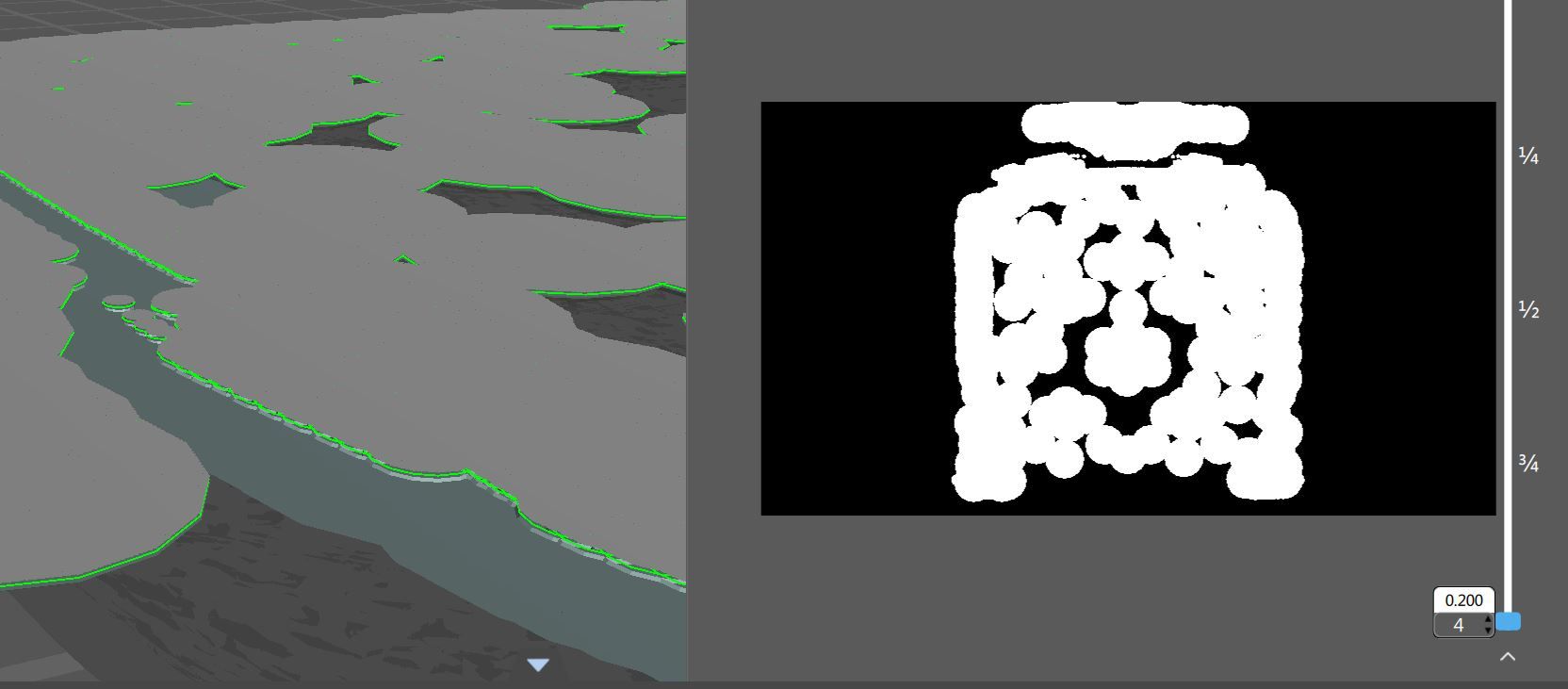
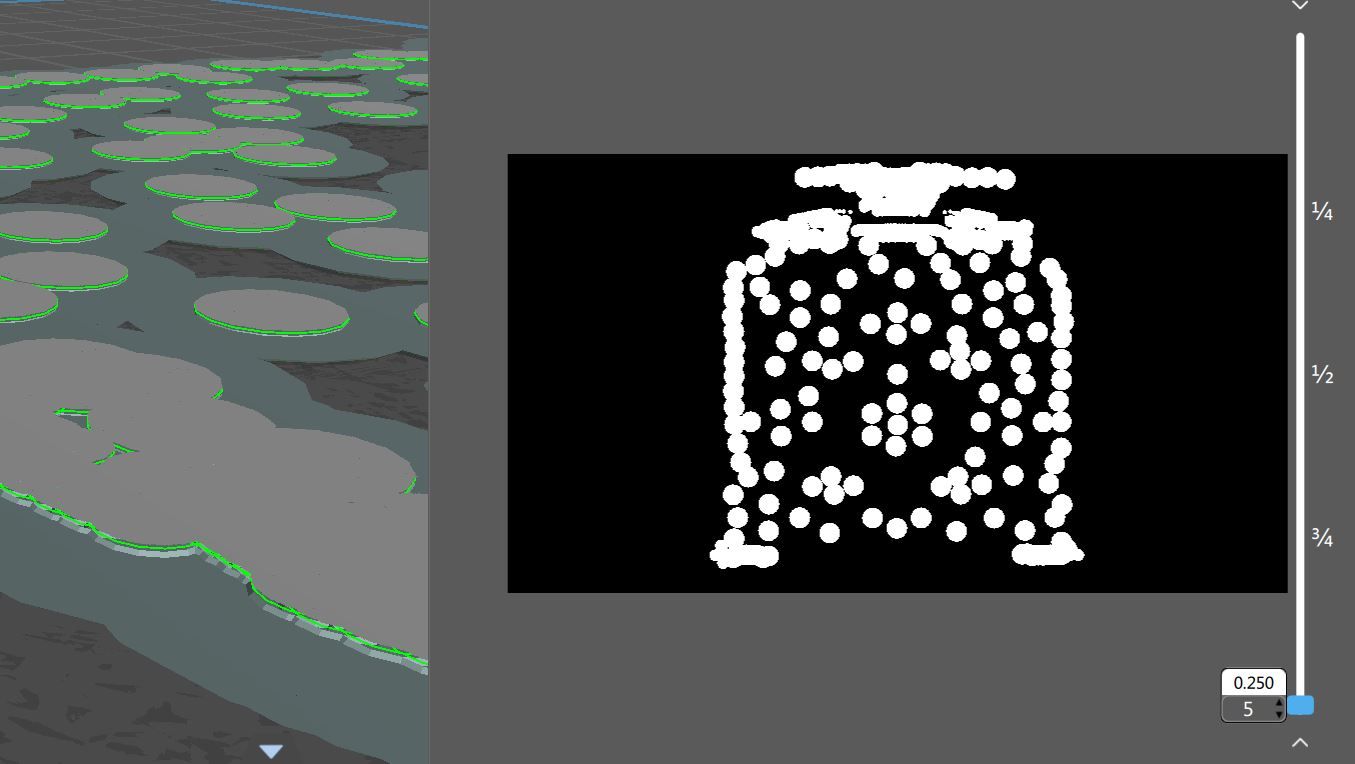
[Elegoo Mars 3] Probleme sur mes basesCe problème s'appelle du "blooming". Il est effectivement dû au phénomène de succion car ta pièce forme une poche puisqu'il n'y a pas de trou pour la circulation de l'air et de la résine.
Le phénomène s'explique par le fait que, comme une poche se forme dans ta pièce, lorsque ton plateau monte, ça crée une dépression et celle-ci agit comme une seringue et "aspire" la résine depuis les cotés. Lorsque le plateau redescend et que la polymérisation commence, le soucis, c'est que la résine est toujours en mouvement, d'où cet aspect très, "gras", mal polymérisé et qu'on peut enlever en frottant.
3 solutions pour éviter le problème.
Faire des trous MAIS, avoir surtout un premier trou au plus proche du commencement de la poche!
Lorsque ce n'est pas possible, deux autres solutions mais qui rallongent le temps d'impression.
Ajouter un temps de pause (light off) entre chaque couche pour que la résine ait le temps de se stabiliser mais, attention car selon la taille de la poche, c'est le FEP qui va prendre cher et la pièce risque aussi de se déformer.
Solution plus safe, augmenter la hauteur de levé de plateau pour que la pièce ressorte à chaque fois au dessus du niveau de résine dans le bac.
J'utilise cette solution pour mes pièces transparentes que je ne peux pas percer par exemple.
-
Probleme tete d impression
Probleme tete d impressionMalheureusement, je ne m'étais pas trompé sur le drain du mosfet. Du coup, je ne sais pas interpréter tes mesures
 .
.
Est-ce que tu mets la touche du multimètre sur la vis du bornier, ou bien, là où tu insères les fils? La 2nde solution est la plus fiable.
Normalement, tu devrais avoir:
Citation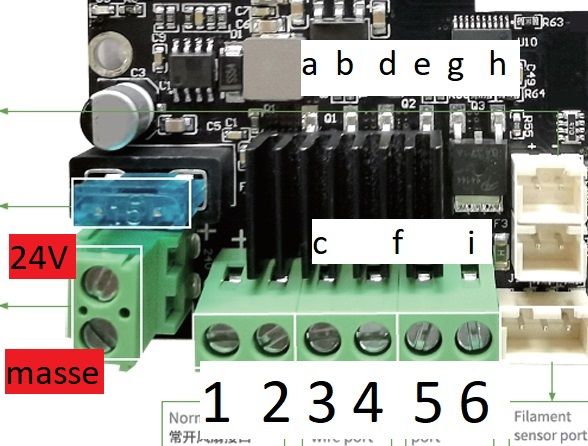
1,3,5 relié au 24V
2 relié à c (drain du mosfet de gauche)
4 relié à f (drain du mosfet central)
6 relié à i (drain du mosfet de droite)
a,d,g (sources du mosfet) reliés à la masse (- de l'alimentation).
Lorsque le mosfet est HS / passant en permanence, le drain est au même potentiel que la source, donc la masse.
-
SSL HTTPS VPN ...
Accès à distance sécurisé sous OctoprintHello,
Il faut peut être clarifier un peu les choses ,non ?
Pour un accès à ton imprimante, il faut déjà avoir l'adresse. Il y a deux adresses IP : celui de ton imprimante sur le réseau local (LAN) et l'adresse que ton fournisseur d'accès te fournit (WAN). Ton adresse WAN peut changer (a moins d'avoir une IP fixe délivrée par ton FAI).
1) Il te faut un moyen d'avoir ton adresse WAN. Pour cela on utilise un DNS Dynamique (no-ip.com, synology, etc). Ce service permet d'indiquer l'adresse de ta box (WAN) à partir d'un nom de domaine. Tu peux aussi monter une usine à gaz avec Ionos pour utiliser un sous domaine et te démerder à rediriger le flux vers ton adresse BOX (je te souhaite du bonheur).
2) Il ne faut pas confondre SSL et TSL. SSL sert à crypter la communication. TLS sert à identifier ton site et éviter les usurpations d'identité. HTTPS est une sur-couche de HTTP utilisant SSL + TLS (avec un navigateur moderne).
SSL reposes sur un système de clés asymétriques. Tu as une clé privée et une clé publique. Je vais pas te raconter l'histoire d'Alice,Bob,Calvin. Une clef privée peut servir à authentifier (signer). La clef fournie par Ionos à été validée par un organisme racine (GlobalSign, Comodo, Geotrust...) et fournit tout une chaine (CA) pour prouver que ta clef correspond à un nom de domaine. -> Ca ne marche que pour un sous-domaine et en vrai tu t'en fiche pas mal d'avoir une CA pour ton imprimante 3D
DONC : tu peux générer des clés auto-signées. Ca va juste t'afficher un avertissement sur ton navigateur.
3) ne pas confondre Octopi et Octoprint. (oui, la différence est subtile j'avoue). Le premier est une distribution (un système linux) clé en main. Le second est un 'site' internet permettant de contrôler ton imprimante.
Là ou je veux en venir, c'est que tu peux monter un système basé sur Nginx, apache ou ce que tu veux pour faire fonctionner octoprint. A partir de là, tu peux faire ce que tu veux.
4) un VPN - Virtual Private Network est un système te permettant de créer un réseau virtuel reliant des machines qui ne sont pas forcement sur le même réseau physique. En gros, tu as un ordi chez toi et des serveur au boulot. Avec le VPN tu vas crypter les communication entre l'ordi et le serveur et faire comme si l'ordi était connecté physiquement sur le réseau local. Avec ce système de toutes façons le flux est normalement crypté.
-> C'est la solution la plus simple pour accéder à un périphérique de ton LAN physique à partir d'internet. Pour peu que tout soit bien configurer
-
XYSteps calibration or not...
Réglage des axes X et YConcernant la calibration des axes, il ne faut pas tomber dans le piège mille fois répété sur internet se basant sur l'impression d'une pièce témoin.
A méditer : https://www.premium-forum.fr/viewtopic.php?f=12&t=1914
extrait :
par Jacques » Sam Mai 18, 2019 2:29 pm
Avec bien du retard je vais me permettre de dire quelques chose sur ce topic
La première vidéo est truffée d'erreurs, une vis avec un pas de 8mm n'existe pas...0,8 je veux bien et ca fait bien 0,1mm pour 400 pas
D'autre part une courroie crantée se nomme timming belt, l'idée est bien cette notion de précision. Ce type de courroie ne s'étire pas car elle a des fibres en Kevlar qui évitent l'étirement. Les crans sont exactement espacés de 2mm, ce qui donne un mouvement directement lié au nombre de dents par révolution de la poulie. Sachant que ces courroies sont en principe fermées (pas de bout), on comprend alors que le pas est forcément bien calibré lors de la fabrication.
Élongation impossible, pas calibré à la fabrication, il n'est alors possible d'avoir un décalage que lors d'un tout petit déplacement et cette erreur dépend alors de la tension de la courroie. Comme cette tension est variable, tenter de rattraper cette valeur aura une incidence très importante sur les longs déplacement qui seront eux complètement faux. Par ailleurs, toute intervention sur la courroie rendra le réglage des petits déplacement différent.
Donc, dans l'industrie, la valeur utilisée est celle du rapport direct entre poulie et pas par tour du moteur sans aucune correction si ce n'est l'éventuel jeu de renversement de marche (passage du mouvement droit à gauche). On parle alors d'un décalage mais fixe (x pas) surtout utilisés avec des accouplements mécaniques (jeu de fonctionnement). Dans le cas du Z nous avons un accouplement mécanique mais sans jeu dans la mesure ou le poids de l'axe repose toujours sur le haut du filetage.
Pour l'extrudeur par contre c'est différent car en entraînant le fil avec un galet, un glissement reste possible, de même que les dents qui entrent dans la matière peut réduire d'autant le diamètre de la poulie. la mesure précise étant difficile, le réglage se fait par la mesure du fil qui passe lorsque l'on demande 10cm d'extrusion et on ajuste le pas en conséquence.
Par contre le flow de matière par pas dépend aussi du véritable diamètre du fil, de la matière et des éventuelles bulle d'air à l'intérieur. Un réglage parfait dépend alors du fil et sera variable suivant celui-ci.
Notez que le flow de l'extrudeur mal calculé donnera des pièces plus ou moins petites/grandes de l'ordre de +/- 0,2mm. Cependant cette valeur d'erreur reste fixe quelque soit la taille de la pièce. Ce sera par contre très remarquable sur un trou de 2mm qui ne mesurera qu'1mm sur l'objet imprimé.
Le réglage précis du flow aura une importance certaine sur les articulations qui restent "collés" après l'impression de même pour les supports difficiles à retirer.
Ce réglage a donc une certaine importance pour celui qui fait des pièces complexes avec des mouvements et emboîtements.
La vidéo du réglage de l'extrudeur est parfaite si ce n'est la seconde partie ou l'on voit que l'on indique le diamètre mesuré du fil au trancheur. Dans ce cas chaque g-code sera lié au fil utilisé (marque, moment de fabrication et machine de fabrication,...). Ce qui revient à dire un fastidieux travail pour chaque impression et qu'un g-code ne servira que pour une seule impression !

Dernier point, si vous changez le rapport X,Y,Z, vous deviendrez incompatible avec les autres imprimantes. Vos STL risquent de ne pas produire la pièce qu'un autre aura dessiné et qui fonctionne très bien chez lui.
Une poulie 20 dents entraine la courroie de 40mm par tour et sur 2 tours de 80mm, c'est une constante qui est précise et vérifiable par mesure et ca donne très exactement 80 pas moteur pour 1mm de déplacement. Par contre, en plus de l'effet tension de la courroie sur moins d'un tour moteur, la géométrie de fabrication du moteur peut induire un mouvement angulaire avec une marge d'erreur. Ce problème peut avoir une incidence sur la précision de positionnement lors de petits déplacements mais en aucun cas sur une révolution complète.
On retrouve sur ce sujet https://www.premium-forum.fr/viewtopic.php?f=13&t=1868 une courbe moteur sur 1 tour et une erreur maximum de +/- 0,08mm sur 40mm de course. De ce fait, imprimer un cube de 20mm peut entrainer un écart ponctuel max de 0,1mm.
Cet écart n'est pas corrigeable par le firmware car il correspond à un défaut physique du moteur. Par contre sur 40mm l'erreur repasse systématiquement à 0.
Sur un cube de 40 ou 80mm, l'erreur moteur sera de 0mm
Ce qu'il faut retenir :
Si vous ajoutez 3% au step moteur de base, vous aurez globalement une pièce 3% plus grande même si sur une petite pièce ca semble compenser un autre problème.
-
SHim et Z Offset
[Tuto] Comment Flasher le Firmware des X2 / Genius Pro / HornetLe 03/12/2022 at 17:59, dsam83 a dit :Salut
J'ai des difficulté à bien réglé le plateau, je suis trop haut puis trop bas ....
Je m'y perd un peu, c'est quoi avec le nouveau menu la bonne procédure
pour le moment je fait avec le petit papier
1- je règle les 4 angles
2- je règle le centre Z=0
j'ai n'ai pas compris la notion de Z offset je pense, si tu peut m'éclairer
Salut sur la procédure de nivellement il faut faire comme suit :
- Réglage des 4 angles soit de façon classique soit en t'aidant de capteur de nivellement via la fonction Lcorner dans le Menu /mouvement/ABL/ABL
- Lancer le Z-Offset (le Z-offest est la pour indiquer au marlin a quel hauteur la buse dois être par rapport au plateau pour l'impression de la première couche)
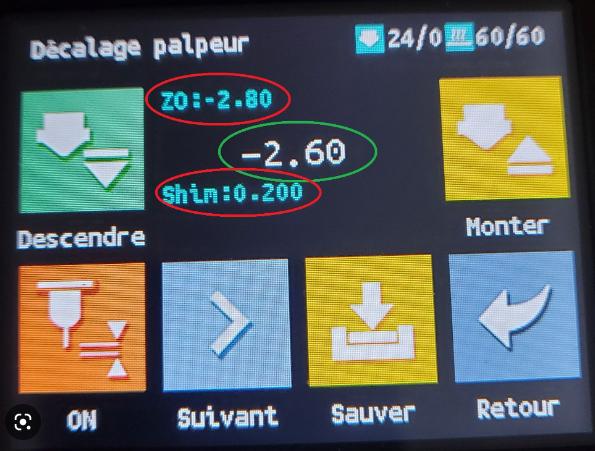 exemple de ce que tu as en interface
exemple de ce que tu as en interface
Il y a 3 chose a prendre en compte, tu peux régler le Z-offset par pas de 1mm, 0.1mm et 0.01mm.
Entourer en Vert c'est la valeur actuel de que tu es en train de définir, le Shim en bas entourer en rouge est une valeur définit dans le fichier configuration de firmware TFT, qui indique un valeur a retirer en plus de la valeur de Zoffset en cours de definition ici sur l'exemple 0.2 (on utilise cela par exemple quand tu utilise un cale de mécanicien pour régler la hauteur de buse), donc ici si tu a ton Z-offset que tu règle avec une feuille de papier A4 80gr par exemple et si tu as un shim de 0.200 alors dans ce cas la feuille une fois quelle frotte a peine il faudrait limite remonter de 0.05mm de Z-offset (car tu as une valeur de 0.200mm qui sera mise en plus)ou alors modifier le fichier config pour reglé le SHim a 0.100mm .
Ce qui donne un ici dans l'exemple un Z0 de -2.80mm qui correspond a ta valeur de -2.60mm + les -0.200mm de shim donc un total de -0.280mm.
Il faut bien prendre cette notion de Shim en compte et voir si besoin a la reduire si cela est necessaire
-
CNC broche vitesse de rotation vs vitesse de coupe
Aide pour choisir une broche brushless pour une cnc 3018La réponse concernant la vitesse de rotation est ... le diamètre !
Quand on parle d'outils coupant, on parle souvent en tours/mn.
Mais ce qui compte, ce n'est pas le nombre de tours, mais la vitesse à laquelle les "dents" / plaquettes / lames attaquent le matériau à découper.
On est d'accord que c'est lié ... mais c'est plus simple pour comprendre ...
La circonférence x le nombre de tours / mn x 60 te donnera ta vitesse à laquelle la plaquette frappe la surface.
C'est cette vitesse qui doit être respectée.
Si tu prends un Dremel, il peut monter à des vitesses de fou, car les outils sont minuscules.
Donc quand une dent fait un tour, elle ne parcourt que très peu de distance.
Or pour avoir assez d'énergie pour pénétrer dans le bois (par exemple) et éviter les rejets, il faut qu'elle atteigne cette vitesse, et pour cela, il faut jouer sur la vitesse de rotation.
Maintenant prend une lame de scie circulaire.
Avec un diamètre de 160, une dent parcourt bien moins de distance par tour que sur une lame de 305.
Mais par contre, les dents font le même boulot et ont donc besoin d'une vitesse de pénétration sensiblement identique :
Donc les lames de 305 ont besoin d'un moteur qui tourne bien moins vite qu'une lame de 160.
Je dirais donc simplement que ta version 600w est destinée au gens qui veulent monter des outils de plus gros diamètre.
(ce qui reste cohérent avec un moteur plus puissant pour entrainer ces outils et maintenir le régime pendant la coupe).
A toi de voir ce que tu veux monter sur cette broche ...
Habituellement sur les emballages des outils tu as les vitesses de rotation (max/conseillées), regarde ce que tu utilises ou compte utiliser et tu auras ta réponse.
Si tu n'as pas ces infos, c'est facile de trouver des abaques sur internet pour tous les types d'outils.
Donc acheter la 600w pour monter tous les outils, du tout petit au plus gros, en pensant que qui peut le plus peut le moins, n'est pas une bonne idée.
Si c'est le but, je partirais plus sur une 500w : la perte de puissance est raisonnable, et tu gardes les 12 000 tr/mn.
Si par contre tu veux juste surfacer avec de grosses fraises, alors fonce sur la 600w.NB : les vitesses de coupe dépendent aussi du matériau ... donc respecter les consignes des fabricants est important pour la sécurité.
-
modelisation 3d sur tablette android
Logiciel de sculture 3D pour ado débutant ?Bonjour @Grumly,
Alors si c'est pour une tablette Android (avec stylet en plus !) la meilleur appli c'est Nomad sculpt avec laquelle on peut faire des choses très poussées.
Application très facile à prendre en main, il y a une version gratuite un peu limitée et une version payante à un peu plus de 15 euros...
C'est pour faire de la sculpture donc du type Zbrush, Blender...
Il y a aussi dans le même style une appli en ligne développée par Stéphane Ginier (javascript et webGL) et disponible sur son site :
https://stephaneginier.com/sculptgl/
C'est gratuit et c'est très bien fait...