Chercher dans la communauté
Résultats des étiquettes.
2 résultats trouvés
-
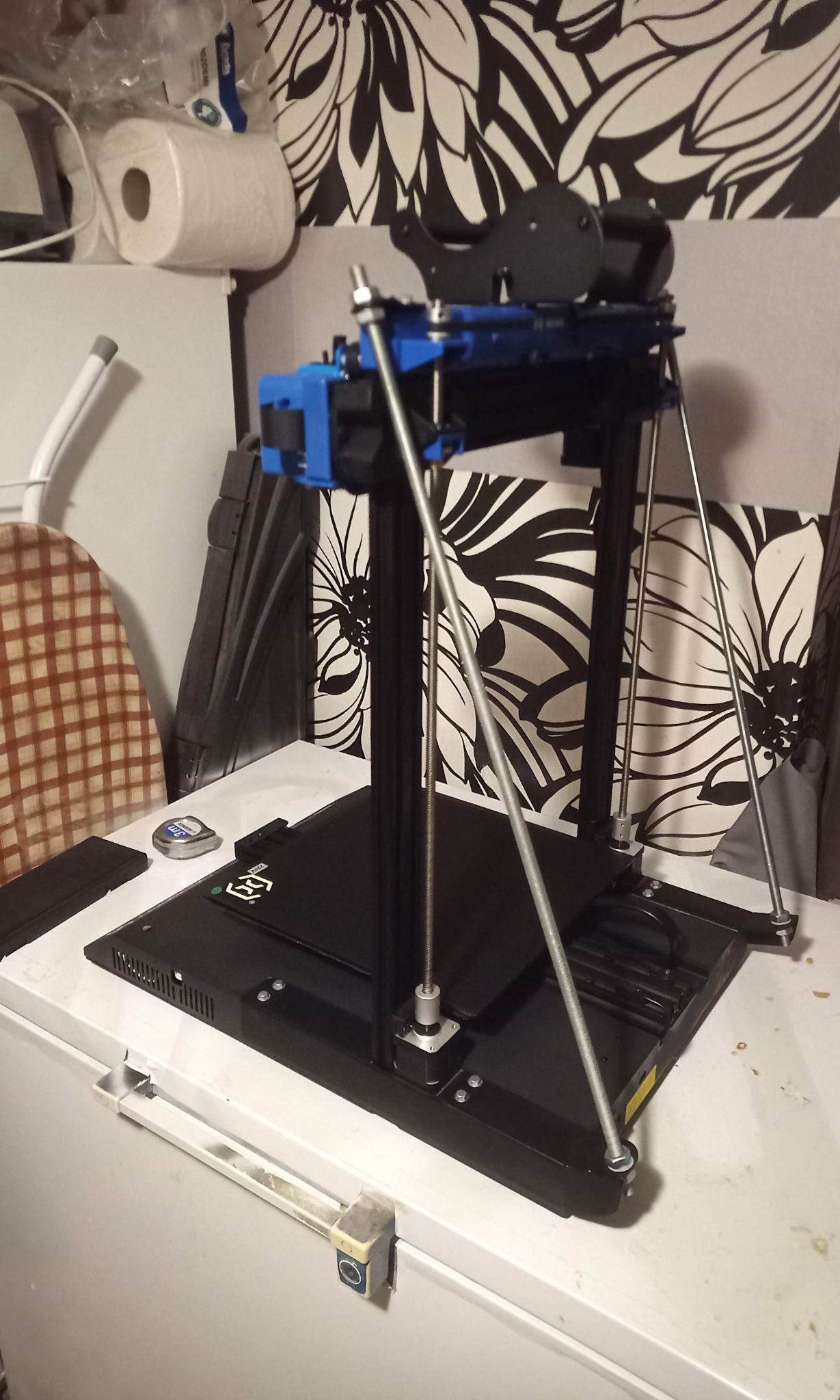
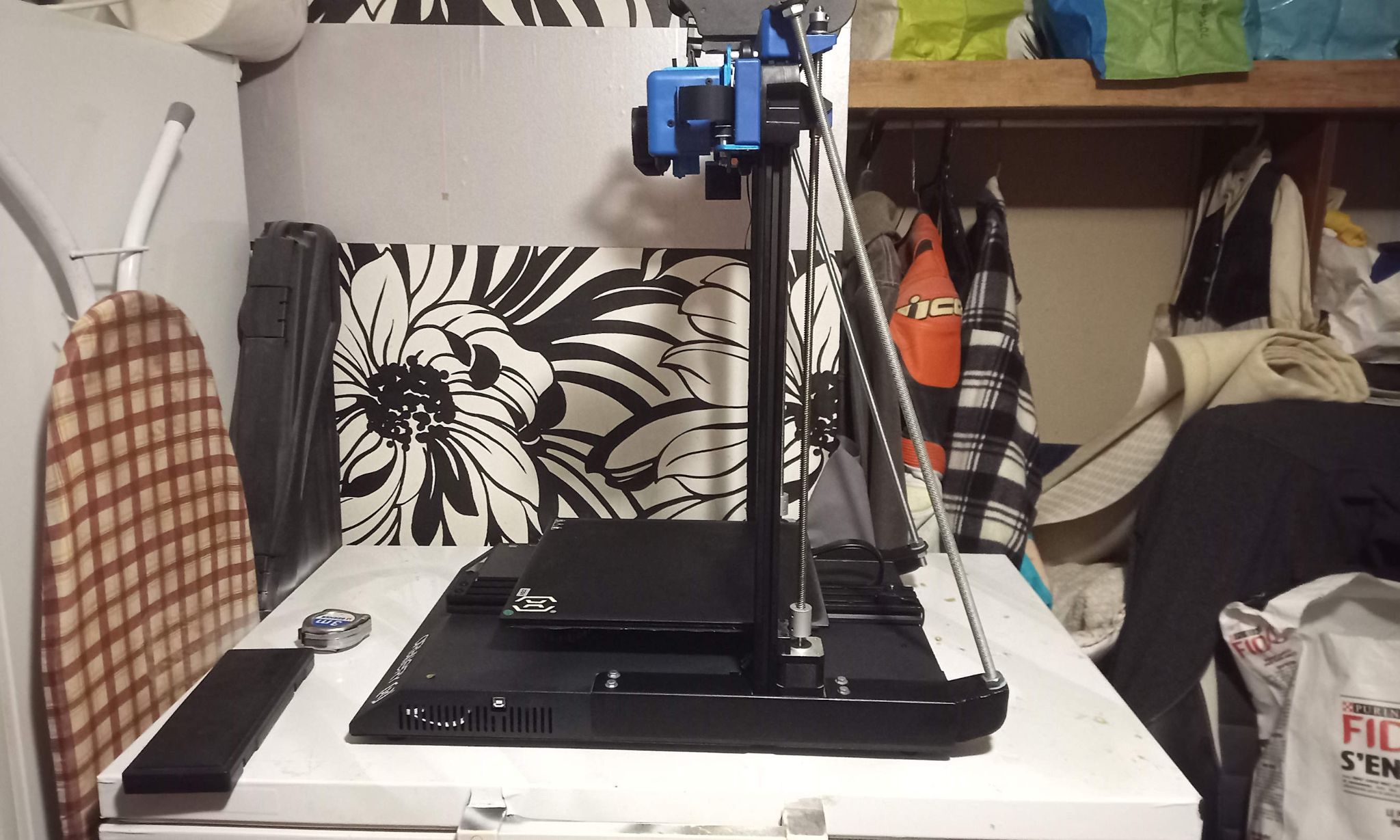
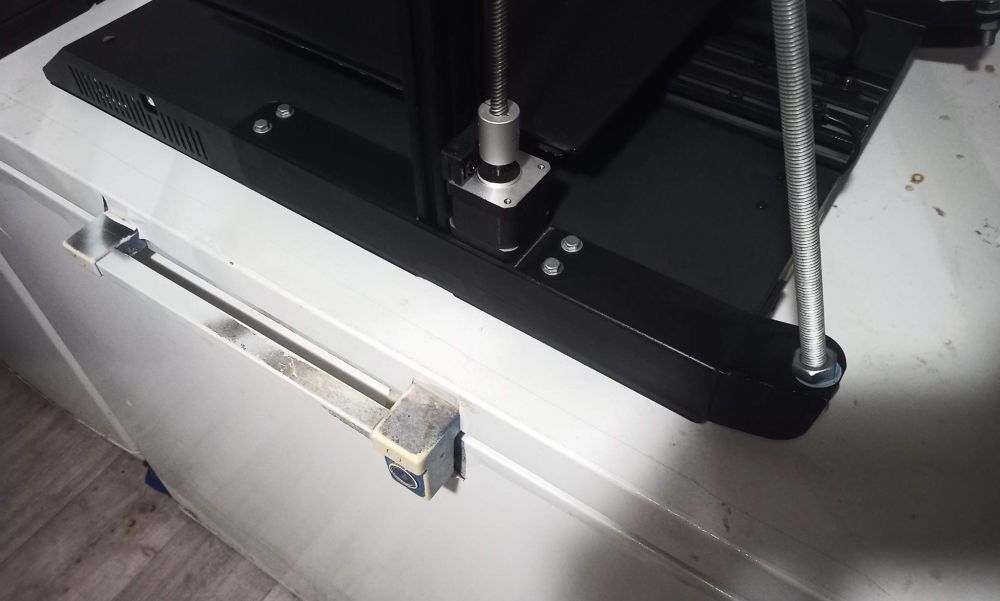
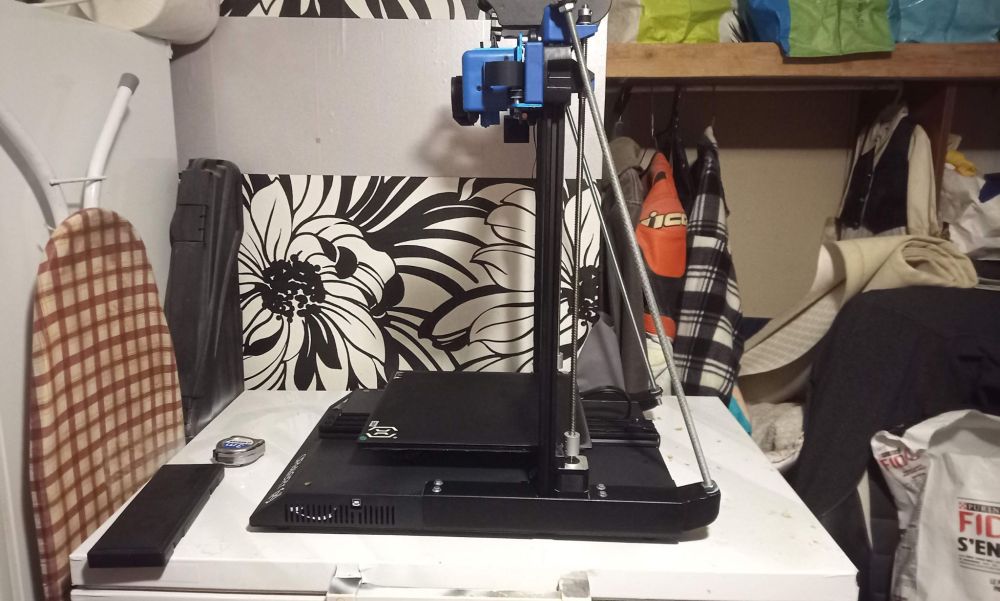
Après une brève présentation j'ai décidé d'ouvrir ce sujet qui consisteras a présenter ma sidewinder X2 ou plutôt ses amélioration actuelle et future. Tout d'abord j'ai acheté l'imprimante à un moment ou j'en avais besoin de suite pour imprimer des conceptions 3d et modifier/confirmer mes modèles avec montage à blanc avant de lancer l'usinage des pièces définitive en aluminium (pièces automobile) auprès d'un usineur CNC. Je comptais pas spécialement l’améliorer, a vrai dire je comptais m'en servir uniquement pour confirmer des modèles avant éventuel usinage en métal mais aussi pour imprimer du filament souple en pièce définitive (soufflet, silentbloc ect). Mais j'ai trouvé plein d'utilité à l'impression 3d et j'ai de plus en plus envi d'avoir un outil très au point. Puis, autant pour tout ce qui est filament rigide j'en était plutôt content sans modif, autant pour le filament souple (même en 82A) c'est quand même pas trop ça, dés que la pièce a un peu des profils avec des porte a faux ect la résistance mécanique est moyenne voir nulle. Le poids de ma bobine de 3kg de TPU n'y est surement pas pour rien aussi car j'ai crus identifier un problème de sous-extrusion intermittent, selon la résistance de rotation de la bobine probablement. L'extrudeur de la sidewinder est direct drive mais c'est pas non plus la panacée pour le filament souple, bien que je pense que ca ne pose pas trop de problème avec des petite bobine. J'ai donc abandonné l'impression souple tant que je n'ai pas amélioré tout ca. Le TPU n'est pas donné, on peu foirer 3 pièces, mais pas 15... Bref je vais pas trop m’étaler sur ce premier message qui servira surtout d’inventaire des modifs et améliorations. Voici donc la liste non exhaustive des modifs faites et prévu (Verts = deja faite, Rouge = prevu) : -Renfort axe Z -Tendeurs de courroies -Pieds amortis -"Amelioration" extrudeur d'origine -Remplacement ressorts bed par patins silicone -Amelioration liaison portique/vis trapezoidale -Refroidisseur stepper driver -Plateau chauffant en alu rectifié avec aimants haute température intégré -Montage Axe Y sur rail linéaire et rigidification support de plateau -Axe X sur rail linéaire -Mise à jour du firmware vers marlin 2.1.2 : -Caisson d'impression -Hotend complet custom -BLTouch original -Upgrade firmware -Axe Z sur rail linéaire et remplacement vis trapezoidale par vis à billes -Update driver moteur Un post suivra pour chaque modif faite (vous pouvez cliquer sur le nom des modifs pour vous emmener directement sur le message concerné plutot que de chercher dans le sujet complet) Renfort axe Z : J'ai jamais vraiment eu de problème avec ça et pour cause je n'ai jamais fait de pièce réellement haute pour l'instant. Ormis une fois ou sur une pièce de 20cm de haut j'ai eu un décalage brusque sur 2 couches. Quoi qu'il en soit un renfort était dans tout les cas envisagé relativement tot après l'achat. Cependant j’étais pas vraiment attiré par tout les modèles 3d de renfort que je pouvais trouver. Je suis probablement tatillon, mais sur chaque modèle j'avais quelques chose à redire point de vue rigidité. Je ne dis pas non plus qu'ils sont pas efficace, il faut pas grand chose pour rigidifier le portique finalement. Juste pour ma tranquillité d'esprit j'ai donc fait un renfort complétement en acier avec de la cornière coupé/soudé pour lui donner le bon profil de pied, et du fer plat percé et torsadé pour la tête. Ne me demandais pas ce que ca donne en pratique car je n'ai pas eu la curiosité de faire un test d'impression de tour avant/aprés. C'est bien rigide c'est tout ce que je peu dire.


-
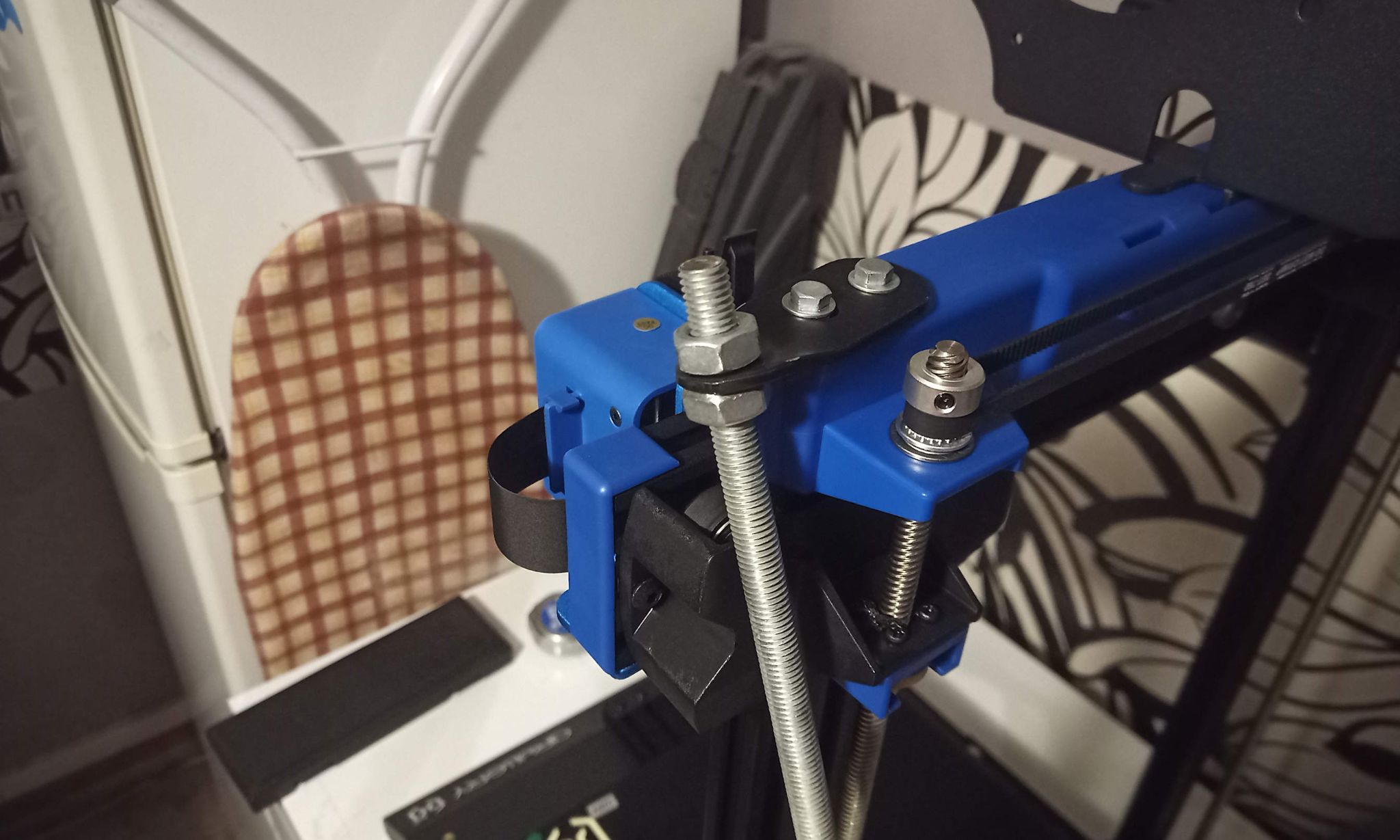
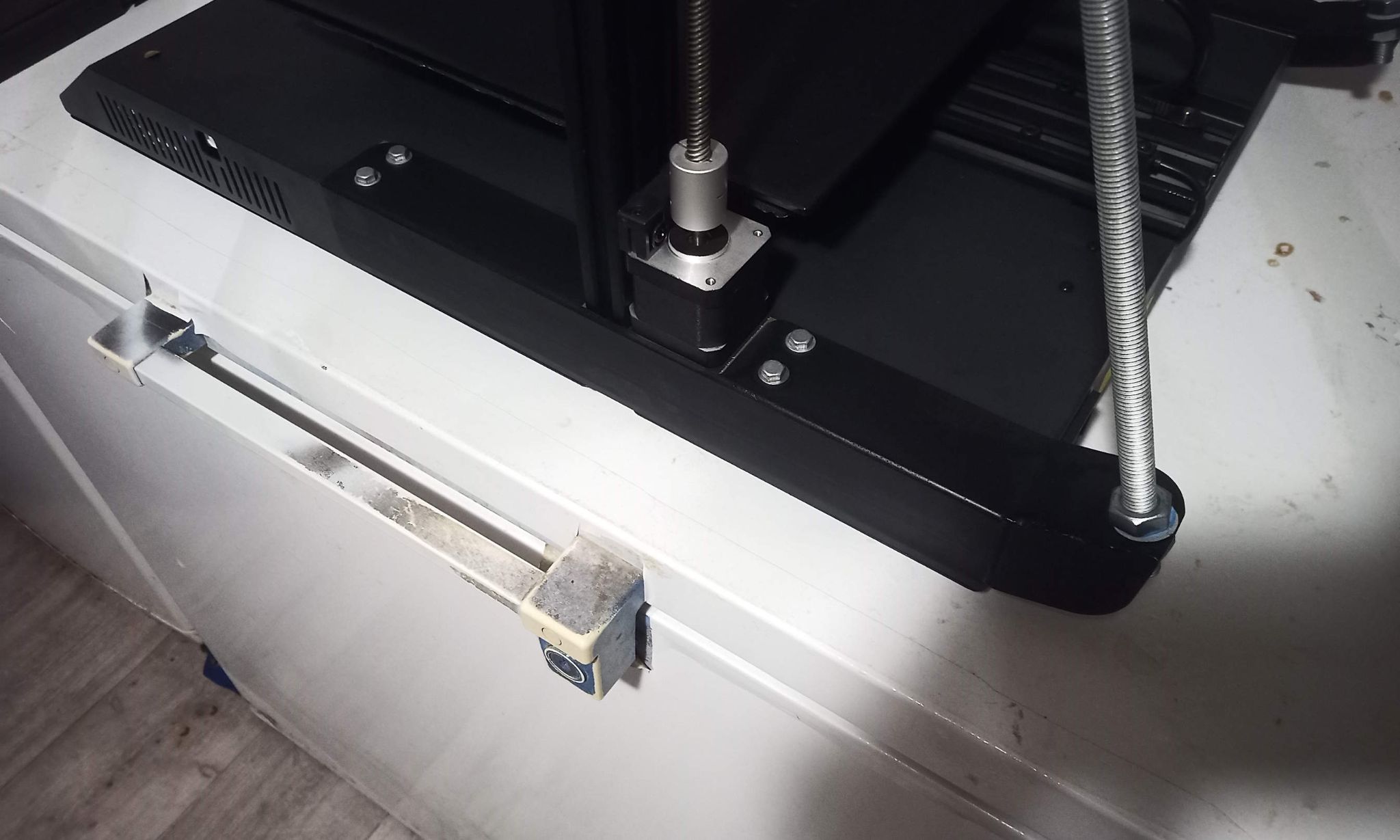
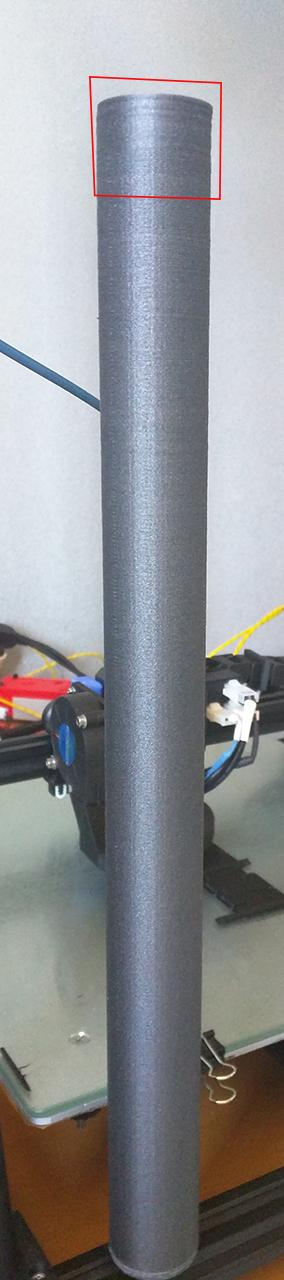
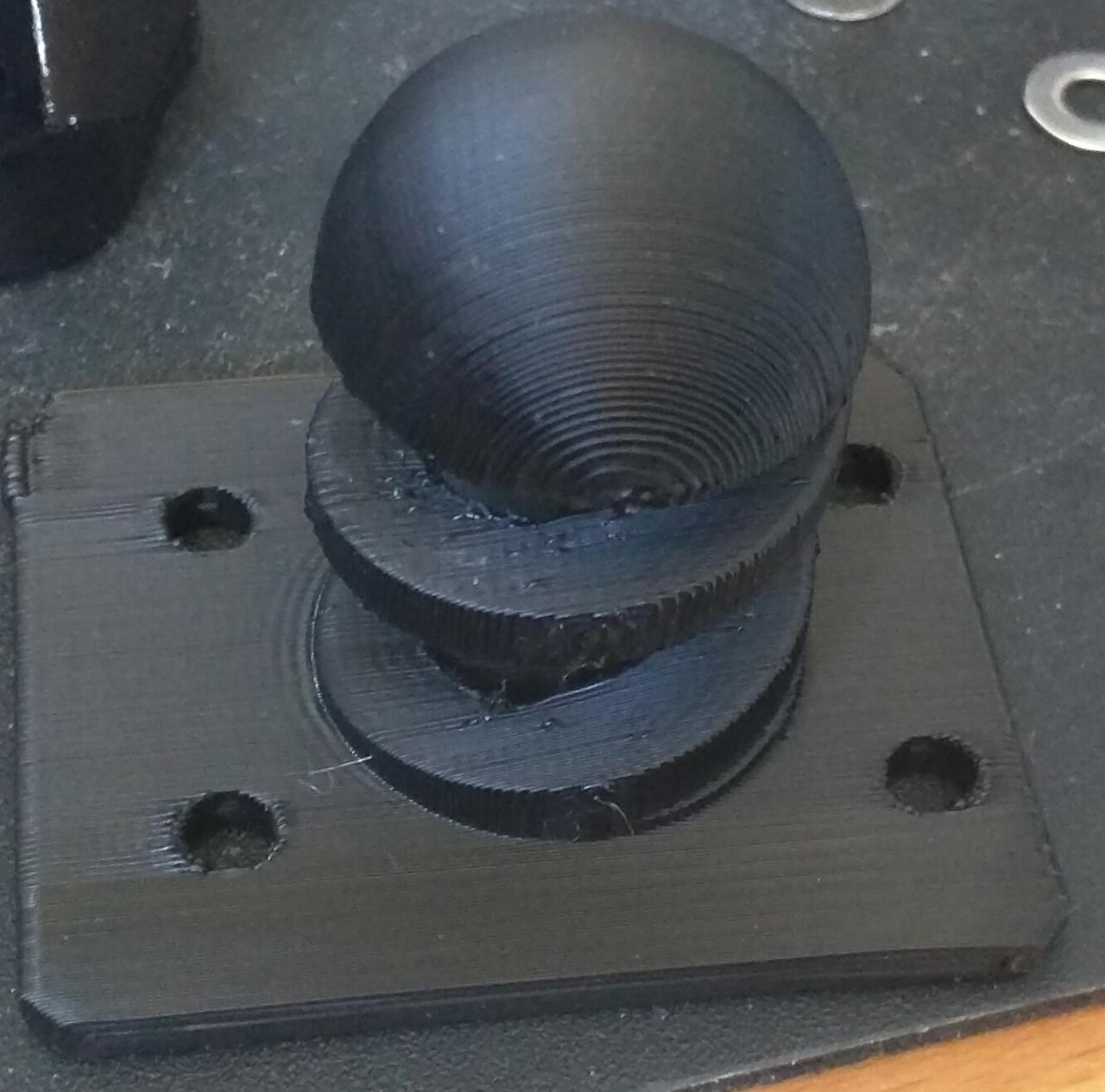
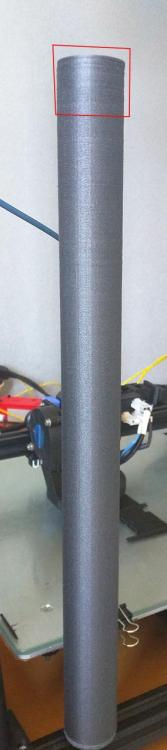
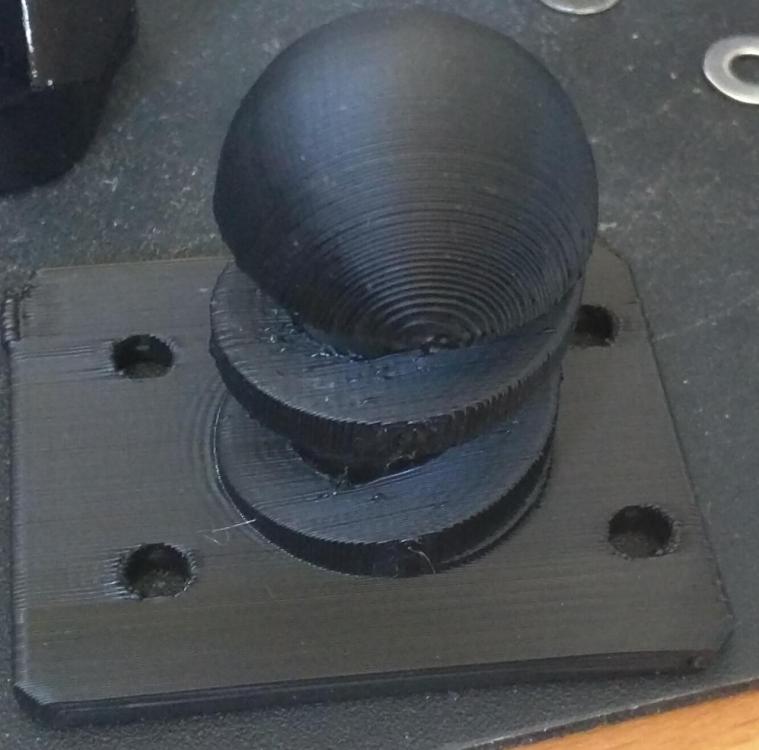
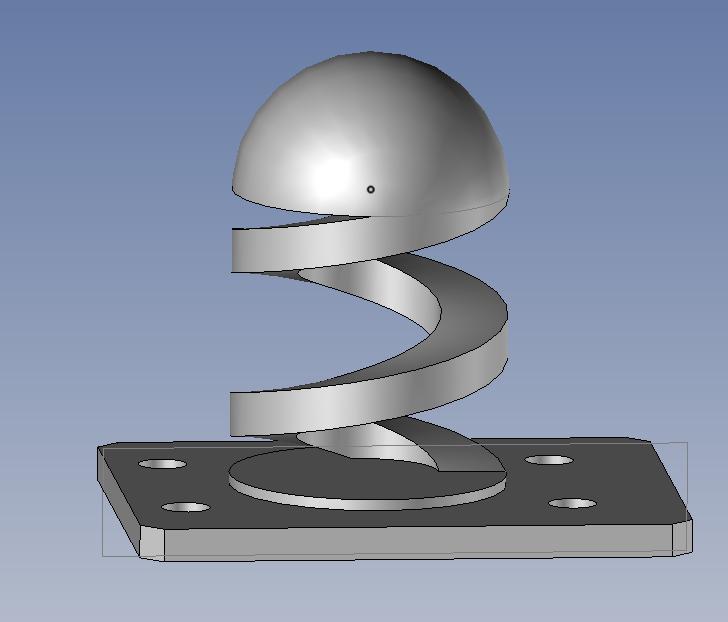
Salut, J'ai récemment dû imprimer des pièces à profils de contact fins telles que l'aile de planeur et un tube de magasin. Ces pièces ont donc une surface de contact réduite avec le plateau et mesurent de 380 à 400mm en hauteur. La problématique réside dans l'augmentation des mouvements parasites de la pièce imprimée en fonction de la hauteur. Ces mouvements parasites causent des déformations mineures à partir d'une hauteur qui dépend de la rigidité du matériau imprimé, de la vitesse d'impression, des accélérations, du jerk et de la température ambiante. On peut voir sur ce tube de 400mm de hauteur les déformations en question ainsi que la dégradation de l'état de surface au fur et à mesure de l'impression : Vous l'aurez sûrement compris, faire varier ces valeurs dynamiquement en fonction de la hauteur est très compliqué. Donc, la seule alternative serait de faire en sorte de réduire les vibrations par amortissement. Il existe déjà des système avec des balles de squash par exemple qui sont performants. N'ayant jamais essayé je ne peux juger de leur efficacité pour le problème qui nous occupe présentement. Et considérant que j'aime bien solutionner les problèmes sans rien avoir à acheter en plus du filament, je me suis dit que j'allais tenter de créer un modèle réutilisant la visserie d'origine et seulement du filament. Afin que ce soit accessible au plus grand nombre, j'ai choisi de travailler sur la structure du PLA en jouant sur les formes et le remplissage. Voici donc le résultat de mes simulations considérant le poids de l'imprimante et le degré d'amortissement voulu. Ces pieds se montent en lieu et place des modèles d'origine. J'ai opté pour une sphère de contact pour que les mouvements soient les plus libres possibles selon les axes X et Y et un système de ressort hélicoïdal à profil rectangulaire pour l'absorption. Ce premier jet est imprimé avec une vitesse très rapide. Merci donc de faire abstraction du rendu médiocre. Afin d'obtenir un pas de compression cohérent, j'ai imprimé ces pieds test avec les paramètres suivants : PLA DailyFil noir Température buse : 225° (1ère couche) puis 200° Température plateau : 55° Vitesse d'impression : 90mm/s Couches de 0.2mm (sauf première couche écrasée H90% L110%) Parois horizontales de 1.2mm Parois verticales de 1.5mm Remplissage "Nid d'abeille complet" à 25% Je vais attaquer les essais dans la journée afin de mesurer la capacité de compression réelle en Kg/cm du ressort imprimé avec ces paramètres ainsi que sa capacité de compression max avant rupture. Ces essais me donneront une base pour l'adaptation du ressort.
- 90 réponses
-
- 1
-

-
- vibration
- anti-vibration
- (et 1 en plus)