
Classement

.thumb.jpeg.9a4019c4378b9b868774b9f3b684a811.jpeg)


Contenu populaire
Contenu avec la plus haute réputation dans 17/08/2018 dans Messages
-
Hello, Avant tout, je tiens à préciser qu'il n'y a rien de révolutionnaire ici, vous pouvez passer votre chemin. Juste que je n'ai pas trouvé d'infos claires lorsque j'ai rencontré mes soucis. Du coup je poste, si jamais ça peut aider quelqu'un.. Et désolé les modos, je ne savais pas où poster ^^ En ayant marre de régler mon bed à chaque fois, j'ai pris la décision il y a quelques temps d'installer un ABL (Nivellage automatique du Bed). Comme je n'ai pas 60€ à mettre là dedans, je me suis vite décidé à prendre un 3D Touch sur Amazon. Malheureusement, je n'ai lu les critiques sur ce produit qu'après avoir effectué la commande, et j'ai pris peur. En effet, le 3D Touch, contrairement au BLTouch original, a une très mauvaise réputation. Fiabilité et sensibilité des plus douteuses, j'ai souvent lu que l'objet mourrait régulièrement au bout de 2 semaines, et que la précision était aléatoire. Et ces avis n'étaient pas infondés : Une fois en place, lorsque vous réglez votre offset, vous n'obtenez jamais le même résultat : Une fois la buse est trop haute, une fois trop basse, etc etc Pour avoir une bonne impression, j'étais sans arrêt en train de jouer avec le babystepping au début de chaque impression. Puis je suis passé à Marlin 1.1.9, et j'ai voulu me séparer de cette méthode chi***te et plutôt aléatoire. Si je me permets de faire un retour sur ce produit, c'est pour noter quelque part la configuration de cet ABL que j'ai réussi à dompter avec un peu de patience. Oui, mon 3D Touch est à présent fiable, reste à savoir pour combien de temps ^^ La première chose à faire, c'est de remagnétiser la tige métallique. Ce n'est pas systématique, mais il arrive que la tige tombe durant l'impression ou a du mal à remonter pendant le sondage, à cause d'un manque de magnétisme. Pour cela il faut dévisser la vis du haut (entre les 2 trous de fixation, avec une clé Allen), sortir la tige et la passer contre un aimant puissant (haut parleur par exemple) ou dans un magnétiseur : https://www.amazon.fr/C-K-T1350-Magn%C3%A9tiseur-D%C3%A9magn%C3%A9tiseur-lame-tournevis/dp/B000XJ6ZX4 . Le fait de rémagnétiser tout ça améliorera la précision de votre capteur mais évitera aussi que la tige tombe et arrache votre impression. Profitez-en pour magnétiser la vis également, c'est elle qui vient tirer la tige dès qu'elle est assez proche. Pour le remontage, insérez la tige dans le 3D Touch et revissez la vis. Attention de serrer assez mais pas trop : - Trop serré, la tige ne remontera pas beaucoup, et donc pas beaucoup de jeu entre votre buse en la tige rétractée : Risque d'accrocher le plastique déjà déposé. - Pas assez serré, la tige va mettre un certain temps à remonter sur la vis : Risque d'offset aléatoire Le mieux pour juger du serrage de la vis est de remonter la tige pour qu'elle 'colle' à la vis, et de serrer ou de desserrer la vis. Repliée, la tige doit se situer entre 2 et 2,5mm au dessus de la buse. Ensuite, il va falloir modifier Marlin. Dans sa configuration d'origine, l'axe Z va descendre à 8mm/s pour un premier palpage, puis à 4mm/s pour le second sondage du plateau. Si ça peut fonctionner avec un BLTouch, il est clair qu'avec mon 3DTouch le résultat n'est pas au rendez-vous. On va commencer par la vitesse de palpage. Rendez-vous dans le fichier Configuration.h et cherchez la ligne suivante : #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 2) Z_PROBE_SPEED_FAST est définie plus haut à 8mm/s, donc notre vitesse de palpage est de 8/2 = 4mm/s. Cela veut dire qu'on cherche à se régler au micron près (ou presque), mais on se déplace à 4mm/s. C'est trop rapide, on va plutôt diviser par 8 par exemple, pour palper à 1mm/s. #define Z_PROBE_SPEED_SLOW (Z_PROBE_SPEED_FAST / 8) Pour des résultats encore plus fiables, vous pouvez encore descendre la vitesse si vous le désirez. Cela n'affectera que la vitesse de palpage, pas la vitesse d'autohome. Ensuite, on va définir comment et surtout combien de fois le 3DTouch va palper le plateau. Cherchez la ligne suivante : #define MULTIPLE_PROBING 2 Le 2 correspond au nombre de palpations du plateau. - A 2, le 3DTouch va effectuer un palpage rapide puis un plus lent. Seule la seconde valeur trouvée sera utilisée. - A partir de 3, le 3DTouch va effectuer 3 palpages ou plus du plateau à basse vitesse (celle définie au dessus). Puis au lieu d'utiliser la dernière valeur retournée, Marlin fera une moyenne de toutes ces valeurs. Je vous recommande de mettre 3 au départ et d'augmenter cette valeur au fur et à mesure si vraiment votre matériel n'est pas fiable. Méthode testée et approuvée uniquement par moi pour le moment, pas vu d'autre retour ici. Si jamais, n'hésitez pas à commenter si ça fonctionne ou pas ^^
 2 points
2 points -
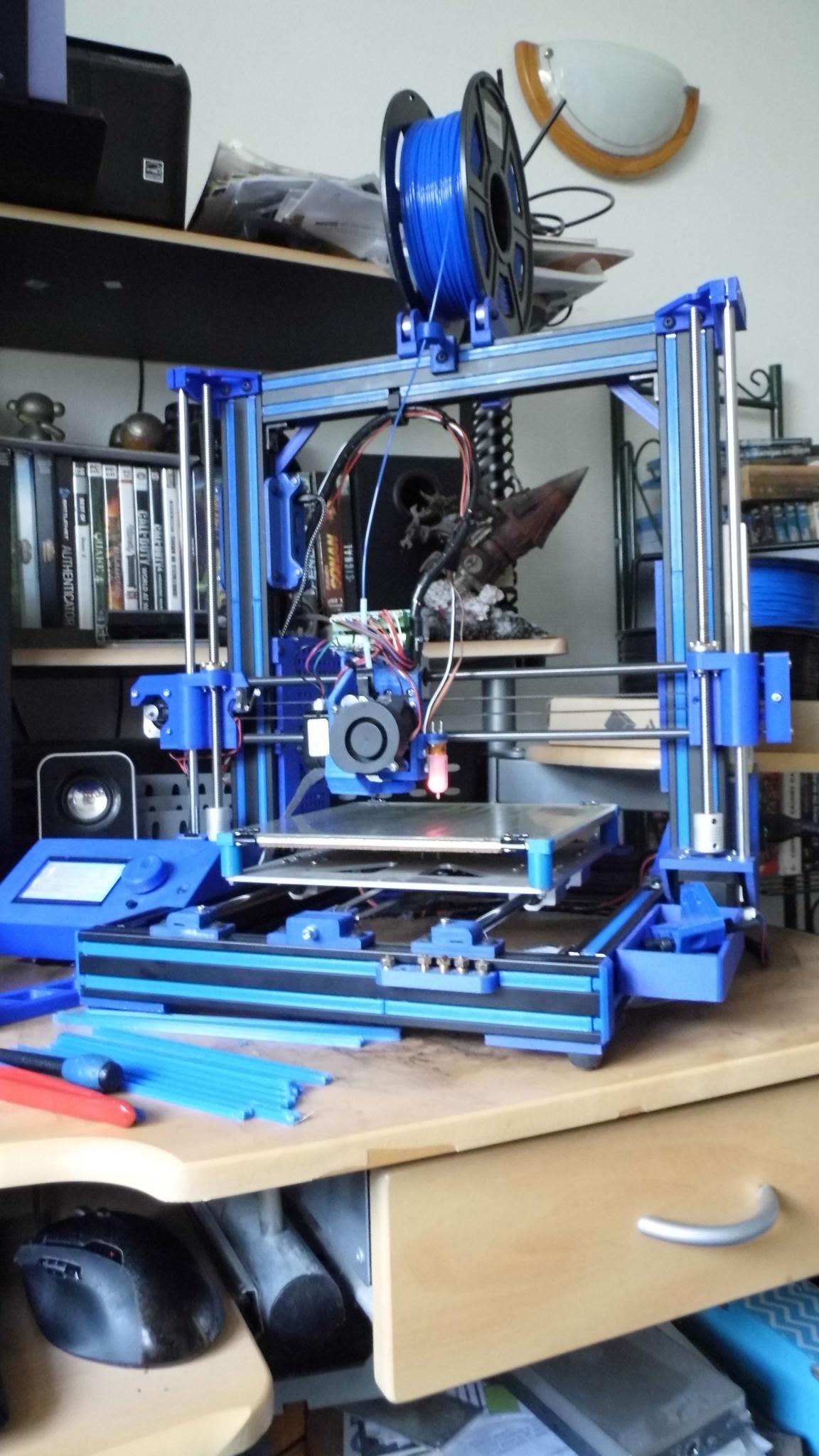
Bonjour, Parallèle par rapport à : la table ou la structure rectangulaire qui forme la base du châssis ou le profilé haut qui s'appuie sur les deux montants pour l'axe Z. Une fois ce parallélisme réalisé, c'est le plateau qu'on règle pour que lui aussi soit parallèle à ce profilé de l'axe X. Les deux tiges filetées trapézoïdales de l'axe Z sont actionnes par deux moteurs à moins que tu aies ajouter une synchronisation via une courroie GT2 pour les relier. On peut évidemment procéder à un alignement de l'axe X en manipulant chaque tige filetée (via le coupleur pour éviter de se mettre de l'huile / graisse partout sur les doigts ). Pour réaliser cet alignement, il vaut mieux le faire avec l'alimentation coupée sinon les moteurs étant sous tension vont offrir une résistance non négligeable. En mesurant de chaque côté du portique (ou avec des cales de mêmes dimensions placées sous la barre du X et prenant appui sur les profilés 2040 du bâti), tu peux alors visser / dévisser une des tiges filetées (droite ou gauche) pour atteindre le même écartement de chaque côté. Une fois fait, allume le boîtier pour alimenter en courant les moteurs. Comme ce sont des moteurs pas-à-pas, il est très possible qu'ils se recalent correctement sur un pas. Remesure alors les écarts de chaque côté pour vérifier qu'ils sont toujours identiques. Si ce n'est pas le cas, procède comme pour la première étape (sans alimentation) pour recaler à la bonne hauteur. Quant à ton coin arrière gauche, je n'ai pas d'idée (peut-être la base en "H" qui sert de support au plateau chauffant)...2 points
-
Yessss!!! For the BED
 2 points
2 points -
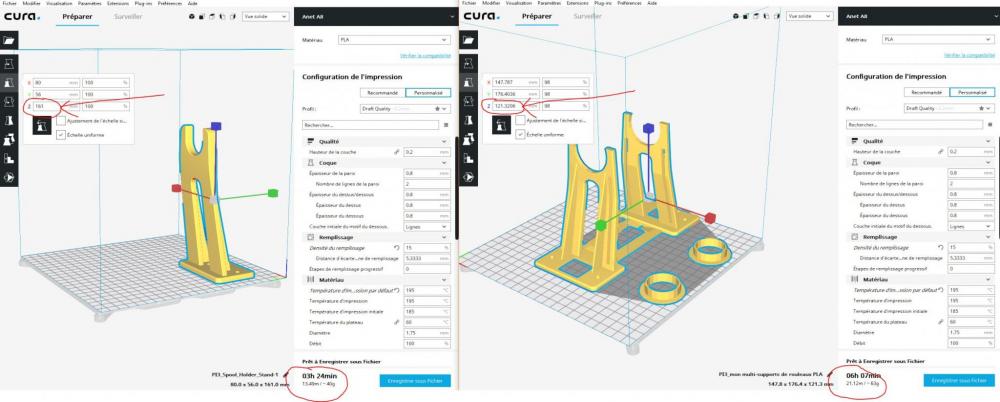
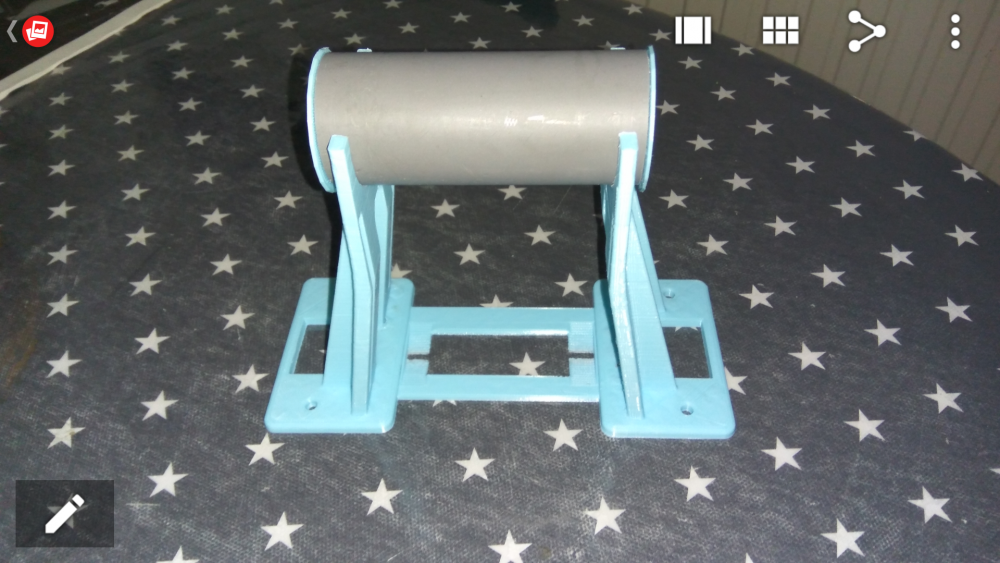
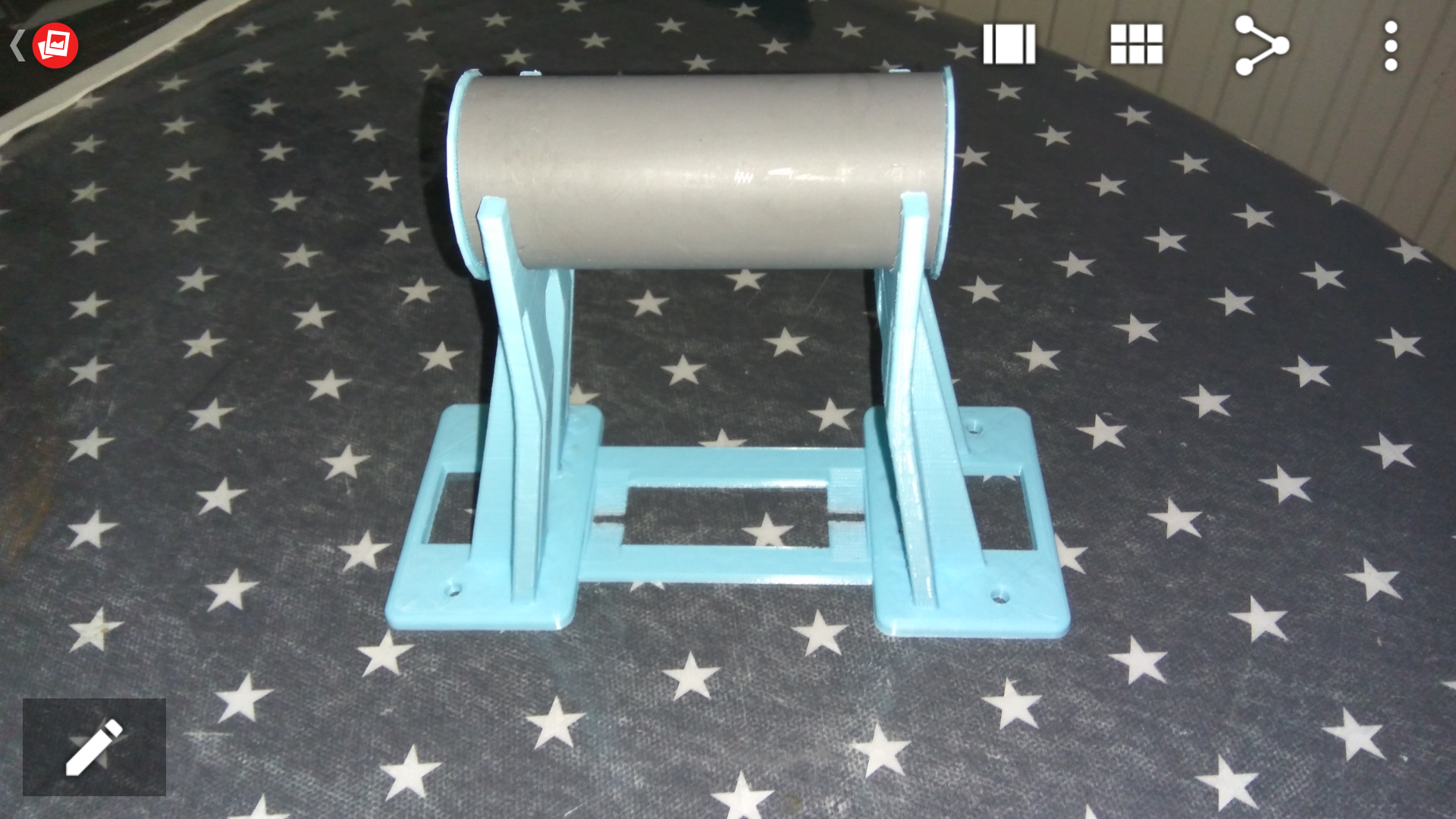
j'imprime actuellement un support rouleau( largeur du rouleau MAX: 80 mm) de PLA modifié que j'ai trouvé dans notre cher magasin. -(contrainte) , il faut que ça rentre sous une étagère hauteur disponible 210 mm je vais utiliser pour l'axe des chutes de PVC d'évacuation d'eau standard de 40 mm après une petite épuration , gain de temps , et de PLA , le RAT!!!!!!
 2 points
2 points -
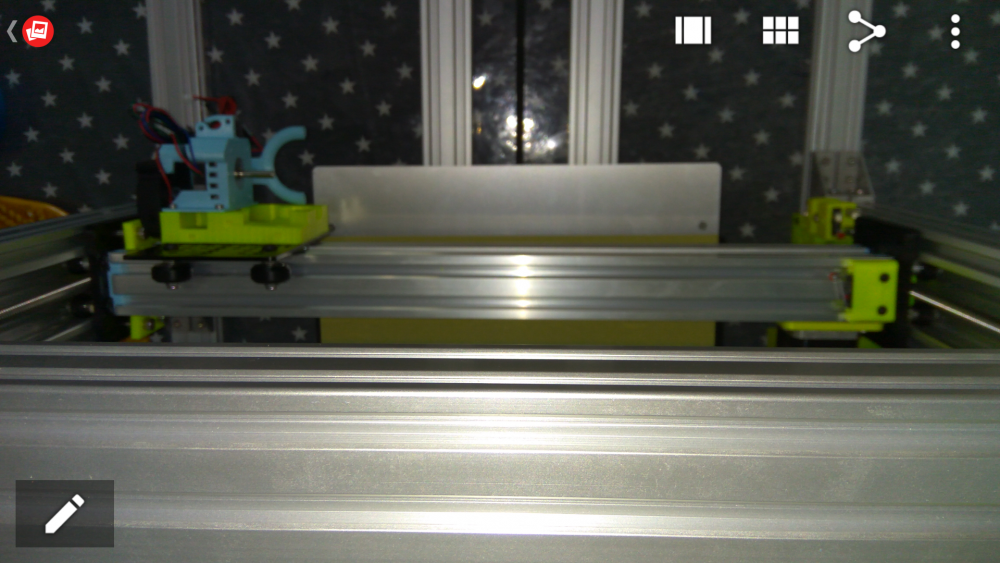
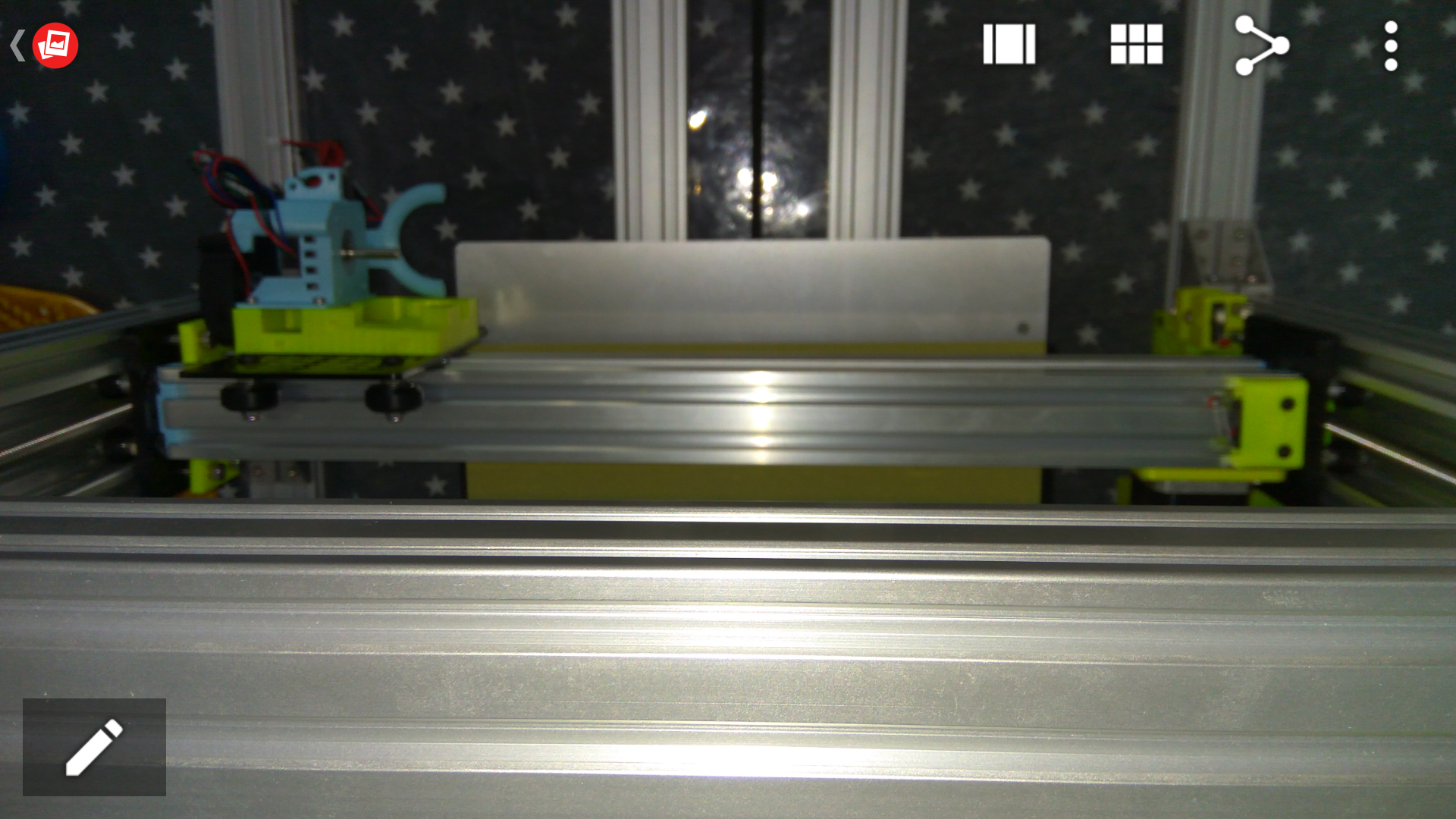
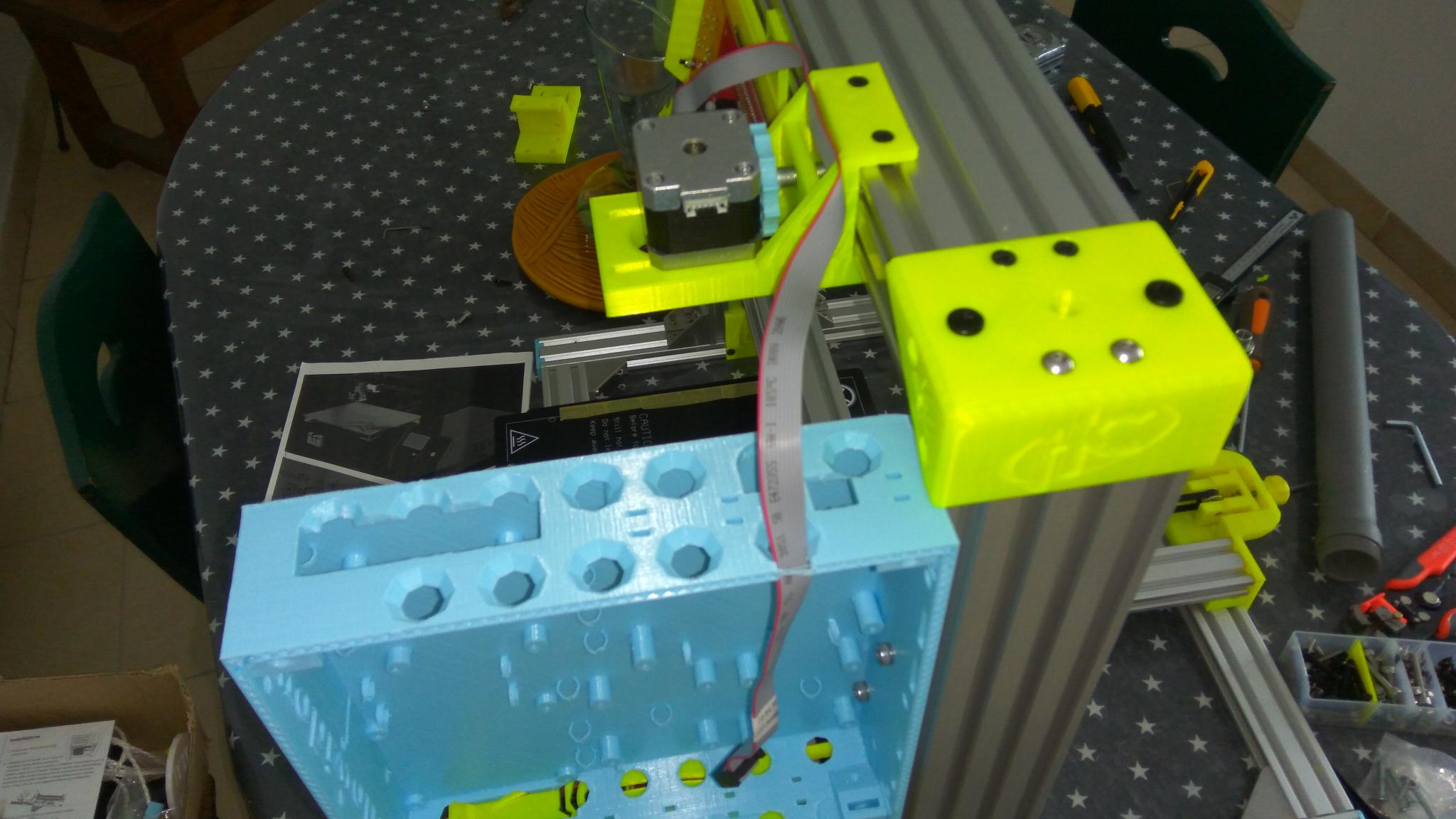
Bonjour tout le monde ! Tendeur de courroie effectué et validé Ainsi que le passage du câble plat LCD Intégrée Dans le support moteur et dans la boiboite
 2 points
2 points -
Les miens sont ou ont étés très différents, Noaro se mettait dans les bras du véto et se mettait à ronronner et à lui donner des petits coups de tête, Shonen lui c'est "auskour, papa prends moi dans tes bras!".1 point
-
J'ai juste un point à ajouter à ce qu'a expliqué fran6p : Le réglage de l'axe X par rapport au plan XY n'est durable que si on règle en même temps l'équerrage des deux tripodes du portique de l'axe X. La loi du moindre effort fait que si les tripodes ne sont pas perpendiculaires, le même défaut reviendra après quelques mouvements. Rien d'insurmontable mais il faut le faire à mon avis. Tu peux nous faire quelques photos de ton plateau en prenant soin de choisir des angles qui mettent en évidence le défaut s'il te plaît ?1 point
-
regarde à la fin du message, j'ai indiqué comme acceder aux step par mm dans marlin, via l'écran. Tu peux aussi y acceder avec repetier host (qui marche très bien sous linux car j'utilise également cet O.S. ). Par contre, ne connaissant pas ton imprimante, je ne sais pas quel est le firmware utilisé, ni si il est ouvert ou non.1 point
-
essaies le pitan de thingiverse. https://www.thingiverse.com/thing:27286001 point
-
En décollant mon support de rouleaux PLA, j'ai eu un flash !! Venant du bâtiment, cela m'a fait penser à un ouvrage d'art !! Cette pièce est dédié aux victimes du "Viaduc effondré à Gênes J'ai en ce moment une pensée pour eux

 1 point
1 point -
Impossible de placer 3 images ?
 1 point
1 point -
Merci, tout d'abord. Oui je fais mes impressions avec la carte SD, ça évite de laisser mon ordi allumé toute la nuit ! C'est bon pour la planète1 point
-
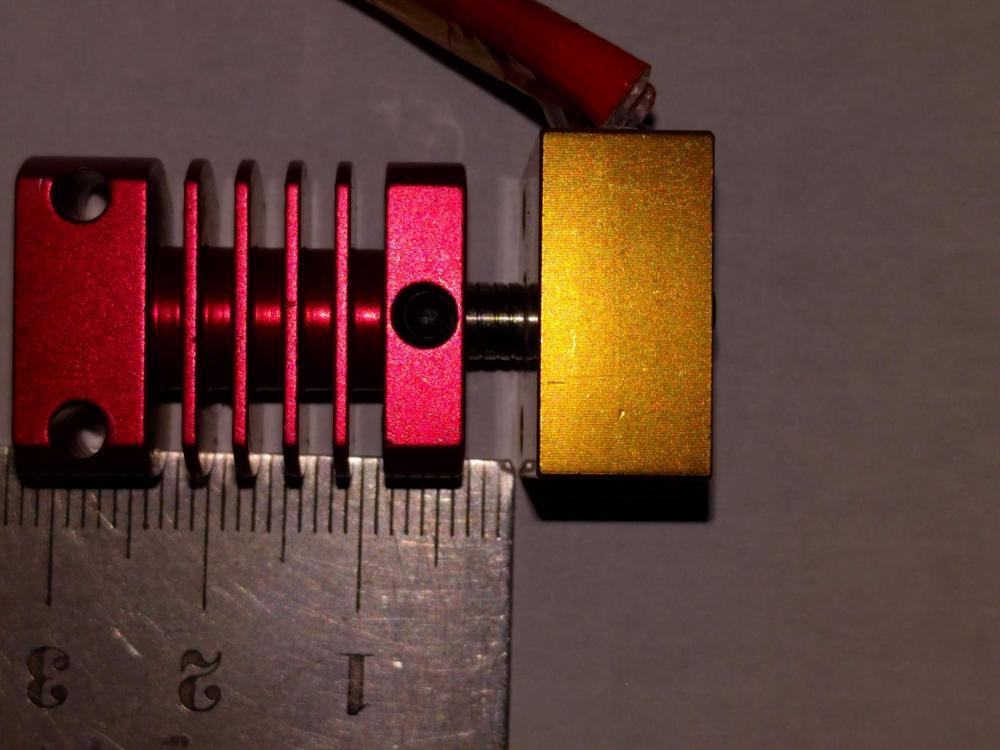
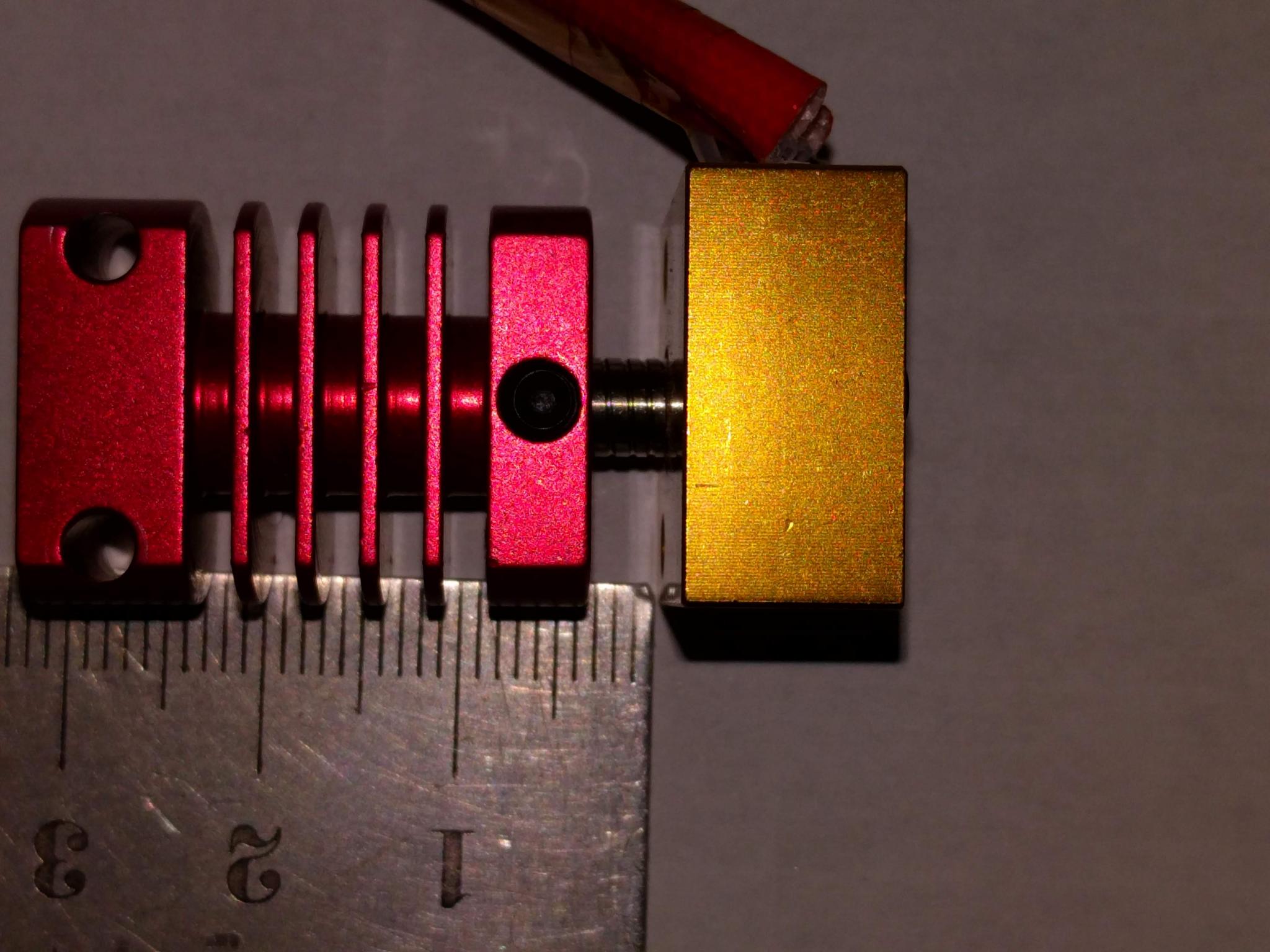
Si tu en commandes une nouvelle, mesure la distance entre le corps de chauffe et le radiateur. J'ai sorti celle que j'ai en stock (celle du lien précédent) sur laquelle j'ai enlevé les vis de maintien du corps sur le radiateur (et aussi la buse) et après mesure, il y a pratiquement 4 mm d'écart
 1 point
1 point -
@Guizboy toujours autant impressionné. Ça coulisse plutôt bien. Hâte de voir la suite. Sur la vidéo, est-ce toujours le profilé 2040 que l'on voit (celui qui sert à l'entraînement de l'axe Y avec le moteur et la courroie GT2)?1 point
-
Elle me tente de plus en plus cette petite LD 001... Ah... ce dilemme cornelien ! La mettre ou ne pas la mettre sur la liste de Papa Noël ! Et... elle n'est pas si chère ! Lien1 point
-
Ça dépend des matériaux. D'après mes recherches : PLA noir : Aucune incidence sinon une variation de teinte allant du brillant avec un refroidissement faible au mat avec un refroidissement fort. PETG : Cintrage de la structure qui aura tendance à se décoller du plateau aux extrémités. Peut être contre-carré en augmentant la température de plateau pour des pièces avec beaucoup de supports difficiles d'accès. Modification mineure de la teinte. ASA : Cintrage presque immédiat avec un refroidissement supérieur à 20% avec rupture de liaison de couche à partir de 50mm. impossible à compenser avec le plateau puisque l'augmentation de sa température entraine également du cintrage. PC/Carb. : Cintrage si ventilation supérieure à 30% avec rupture de liaison de couche immédiate. Peut être compensé par une augmentation de la température de buse. Avec compensation, augmenter le retrait. Il y a d'autres paramètres qui permettent d'ajuster l'aspect ou de compenser le refroidissement tels que la vitesse ou la largeur de filament extrudé mais c'est beaucoup plus fin à gérer. N.B. : Ces remarques sont valables et testées mais ne sont pas absolues, en modifiant d'autres paramètres on peut obtenir les mêmes résultats. C'est à titre indicatif que je donne ces références.1 point
-
Petit Up ! Encore une baisse de prix ! Creality3D CR-X Imprimante 3D Imprimante 300 x 300 x 400mm Rapidement Assembler avec Double Extrudeuse Nouveau Sur Cdiscount à 599€ !1 point
-
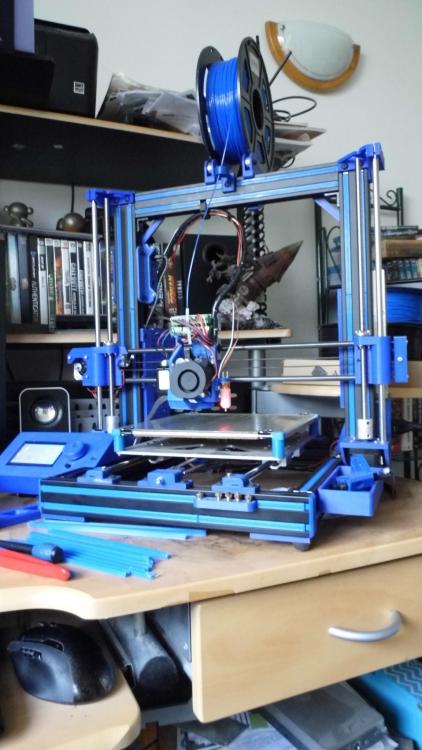
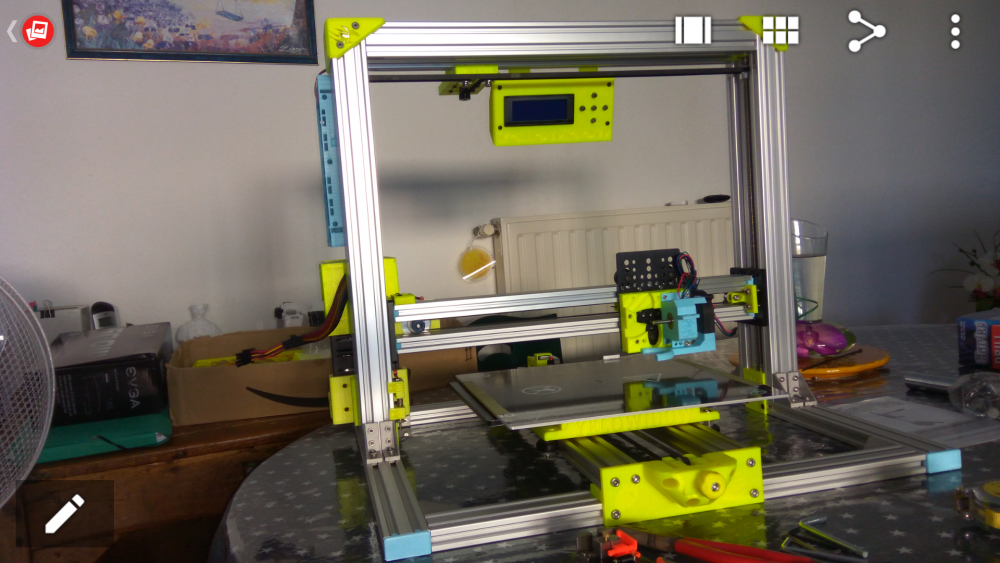
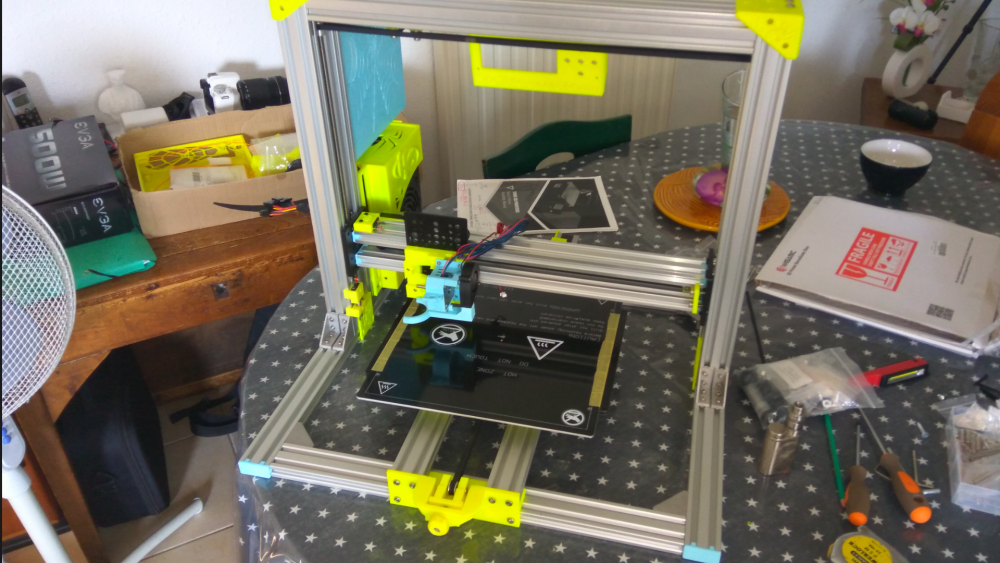
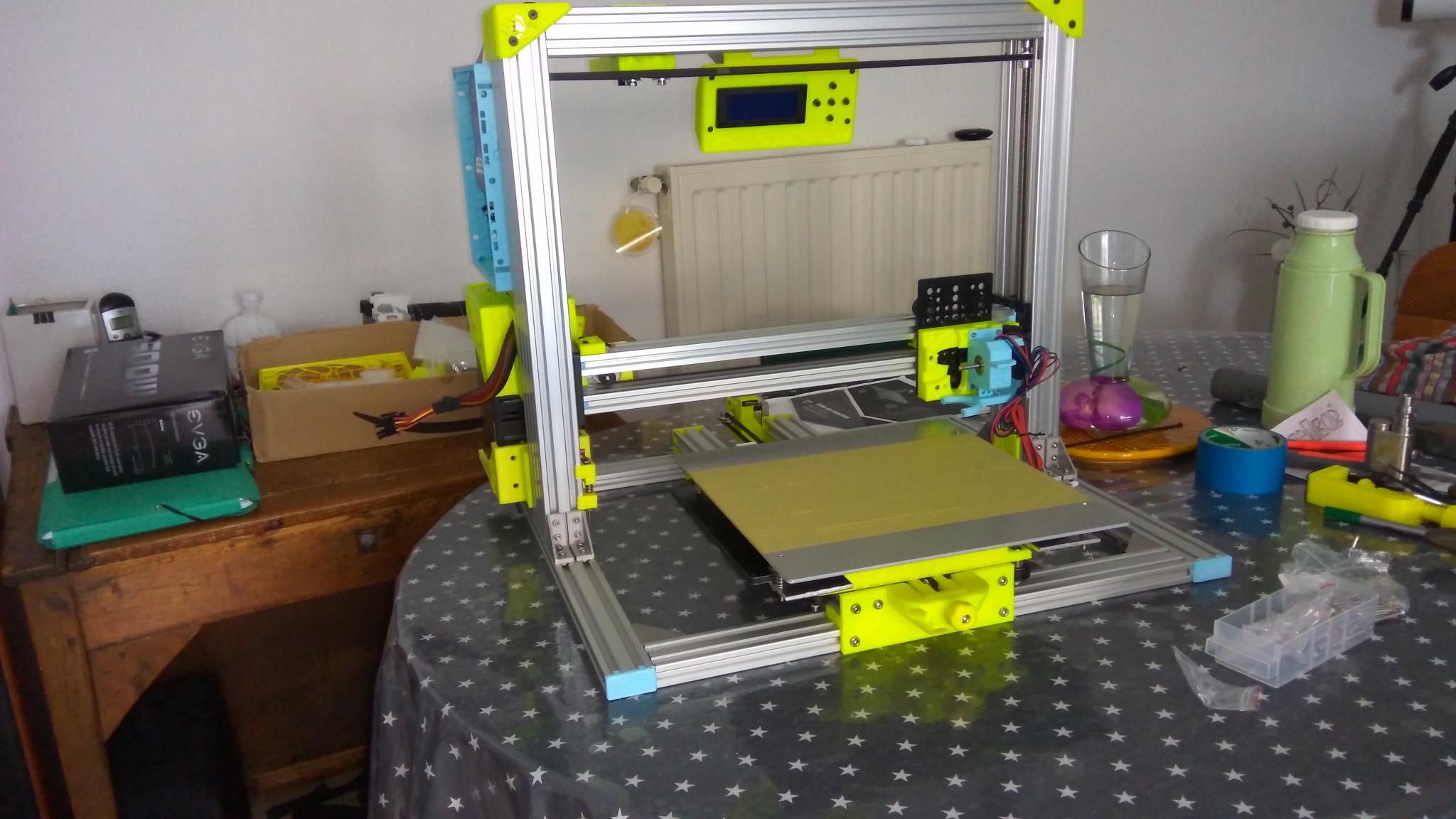
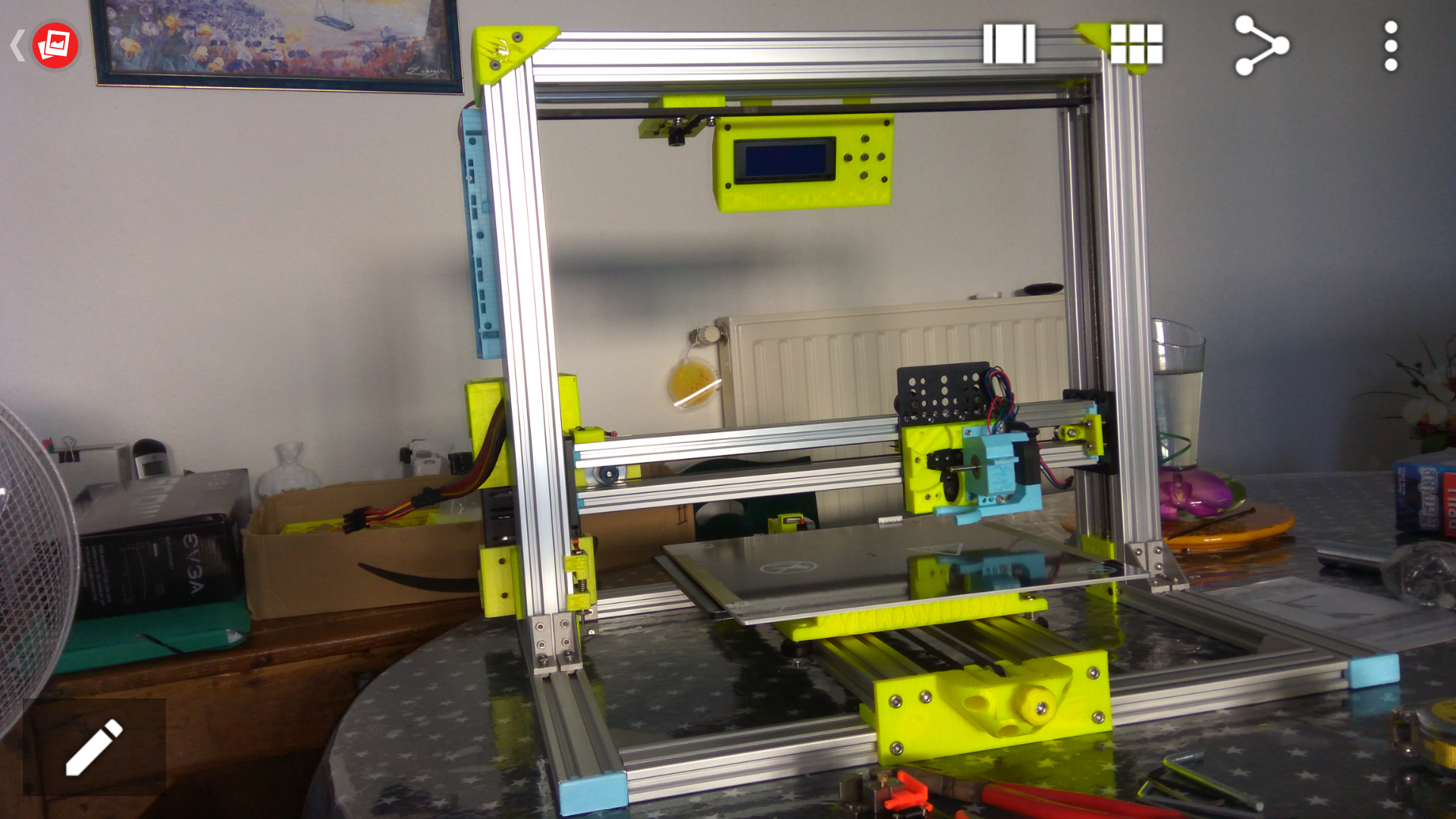
Et pendant que j'y pense, une AM8 ratrig ça peut donner ça (c'est la mienne):
 1 point
1 point -
Si l'on part du principe que l’arrêt précis (répétable) se fait sur des butées franches, le système poussé tiré peut se faire avec des montages rudimentaires (non précis et/ou pilotés à distance) genre gaine + corde à piano ( similaire au bowden) drivé par un petit moteur, un electro aimant ... ou je ne sais quoi d'autre. Edit : juste pour rappeler que "actuateur" , en français ça se dit "actionneur", c'est pas beaucoup plus long à écrire ... contrairement à "hotend" qui remplace avantageusement "extrémité chaude de la buse d'extrusion" ... et pour être honnète , j'avoue que je viens d'écrire "drivé" alors qu'il eut été préférable d'écrire "piloté"... Nobody's perfect ! @+ J-Luc1 point
-
Une des impressions à venir, un petit couvercle pour masquer l'écran. C'est pratique quand l'imp est dans la chambre et qu'on imprime la nuit;) (une fois ajusté, je revendrais le brevet en mettant "Smart......"1 point
-
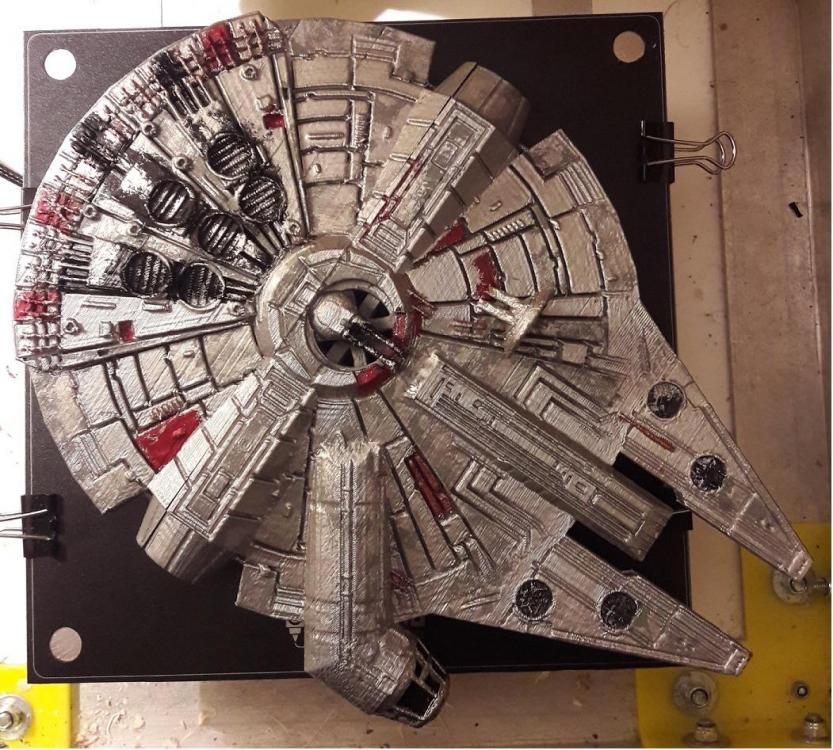
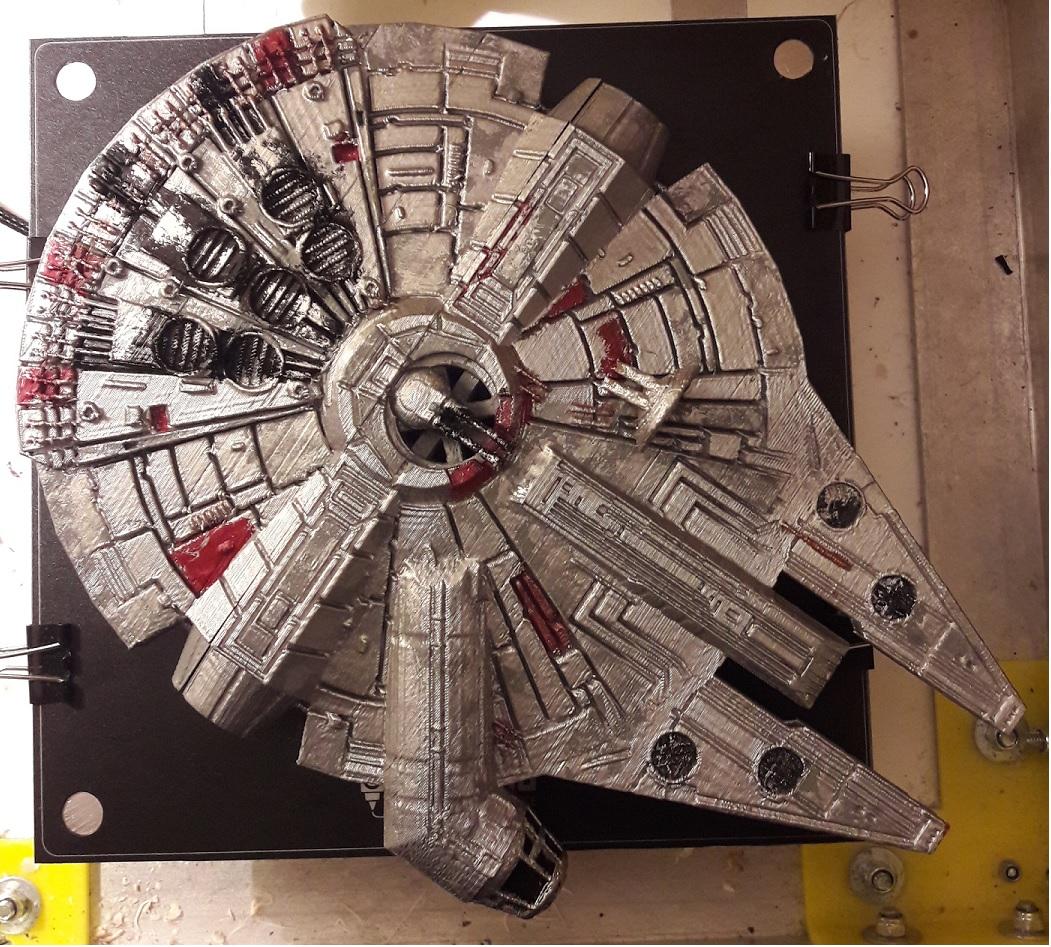
Et voilà le petit dernier: Filament G3D, 320 microns, 215° C et 17 heures d'impression.
 1 point
1 point -
sinon il reste ça ok je sors
 1 point
1 point -
je sais pas trop mais elle était contente que je lui enlève "les barres"1 point
-
La pauvre quand on la voit comme cela, je sais pas ce qu'elle se prend, mais bonjour, l'angoisse !! @veegertu en penses quoi ? Je me casse maintenant !! Ps:juste avant de partir ! Jolie impression
 1 point
1 point -
Non rien ! c'est nickel,13, 1 kg quand même , sans l'électronique, les câbles... attention pour la plaque chauffante rien n'est fait pour l'instant !! Elle est prise de partout au niveau fixation, elle va avoir un tapis de machine à laver + 2* M30 comme sa petite sœur, dans un caisson ! ( le plus étanche possible) elle sera au chaud !!! Et le caisson sera dans mon garage, avec une évacuation extérieure, maintenant c'est sûr !! J'ai trouvé l'endroit Je peux pas la mettre à côté, de sa petite sœur car profondeur fait 63cm, ça ne le fera pas Ma femme va faire la gueule( ça va être chaud) ,elle va prendre la place de son placard produits entretiens qui ira ailleurs, hiiiiii...1 point
-
pour le remplissage dans cura 14.07 : passer en mode expert -> dans réglage basic -> section fill -> changer la valeur dans la ligne fill density % ( plus le chiffre est gros plus le remplissage sera important mais augmentera le temps d'impression et bien entendu la consommation de matière ) . je n'ai pas lus tous les topic cela dit je te conseil de faire tes impressions en Gcode par carte SD, évite de passer par l'ordi en STL., afin de ne pas avoir les erreurs d'information entre le pc et l'imprimante ( j'ai foiré quelques impressions à cause de cela ).1 point
-
custom @Caillou voici les instructions d'installation de cura 14.0.7 pour la A8, la A6 est presque pareille vis à vis de cura, la "grosse" différence étant le Y max à 250 au lieu de 240 (machine height dans le pdf). Ne tiens compte que des infos pour cura (le reste du pdf ne concerne que la A8). A8 Operation instruction-2016-7-8.pdf1 point
-
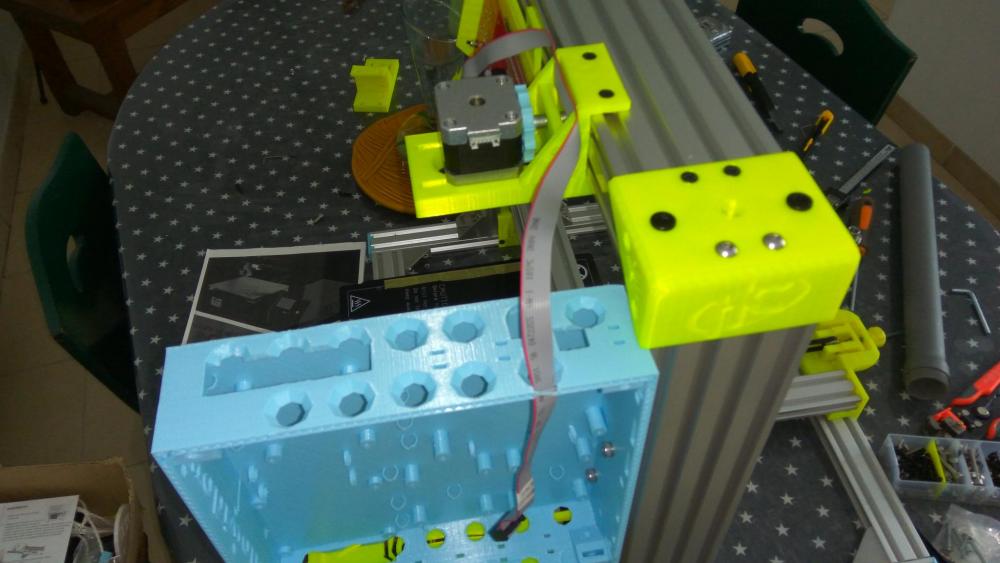
Fixation, avec un fort serrage du bébé 2 C'est impressionnant !! Rien ne bouge sauf la table du salon !!!
 1 point
1 point -
babygroot, c est du filament ´recyclé’, en entree de gamme , sablé et peint le groot ´adulte ´ est celui ci en dessous, sortie tel quel de l’imprimante je suis vraiment content du resultat! https://filaments.ca/products/kvp-filament-koil-performance-pla-dark-grey-1-75mm1 point
-
oui, slic3r! et simplify 3d, mais lui est payant. Et y'en a d'autres mais je les connais pas tous.1 point
-
Je viens de recevoir ma petite pince à dénuder, pour 6,81€ Quel plaisir, fini de me défoncer les ongles, ça marche super bien !!
 1 point
1 point -
C'est en x ou en y que tu perds? En y, je viens de gratter, 5mm, yes !!
 1 point
1 point -
bah non, vu que j'utilise plus cura depuis longtemps...1 point
-
Bravo !! Et souvent suffisant1 point
-
Augmentes le nombre de couches supérieures et le taux de remplissage.1 point
-
Ba non, je vois ma mamie entre-temps ! Puis, il y a les travaux ménager ! Je me suis fais 7 euros en enlevant les feuilles dans le jardin ^^1 point
-
haaaa https://www.tinkercad.com/ je kiff grave rien a installer et pour les débutants comme nous c'est largement suffisant, je vient de faire la réplique du pistolet de Mitch Leary's. je le passe en peinture ( car imprimé avec du pla doré ( je déconseille il est moche et presque translucide ). PS: je ne sais plus qui a dit que pour l'abs il faut pas le ventilo de matière ? moi il tourne et tous ce passe bien ?0 points














.thumb.jpg.8e4f3c7962529d5b54999ca8667a07c0.jpg)