Classement




Contenu populaire
Contenu avec la plus haute réputation dans 22/02/2019 dans Messages
-
Dédicace pour @thsrp @optik8
 3 points
3 points -
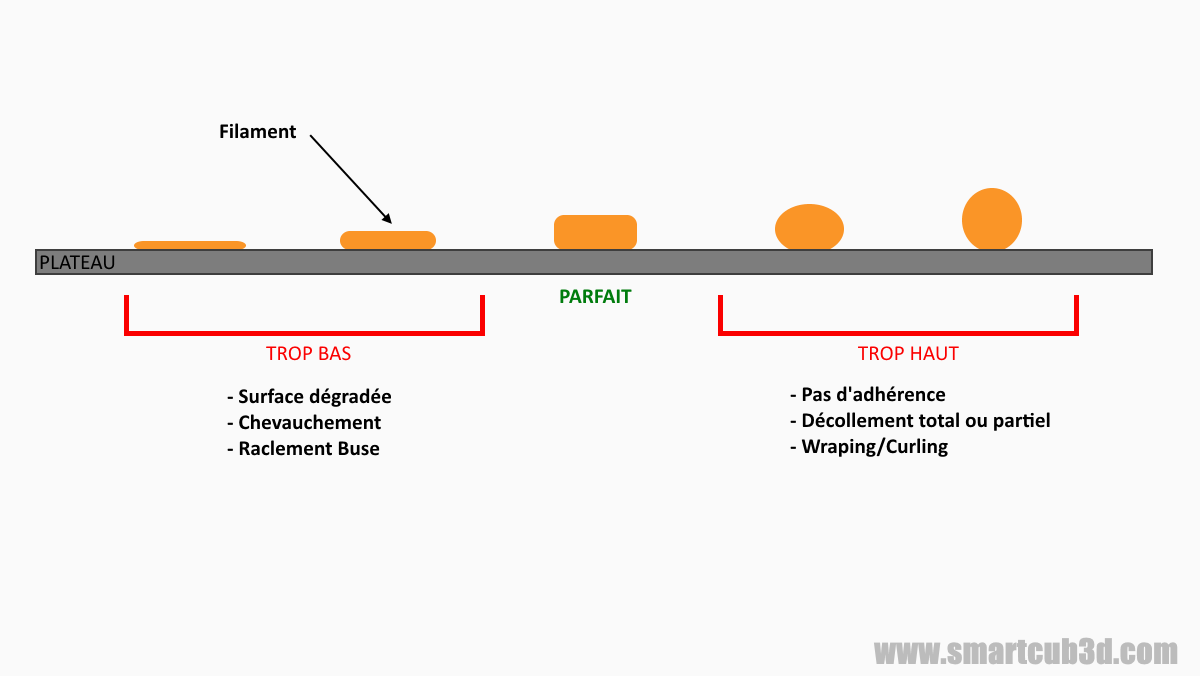
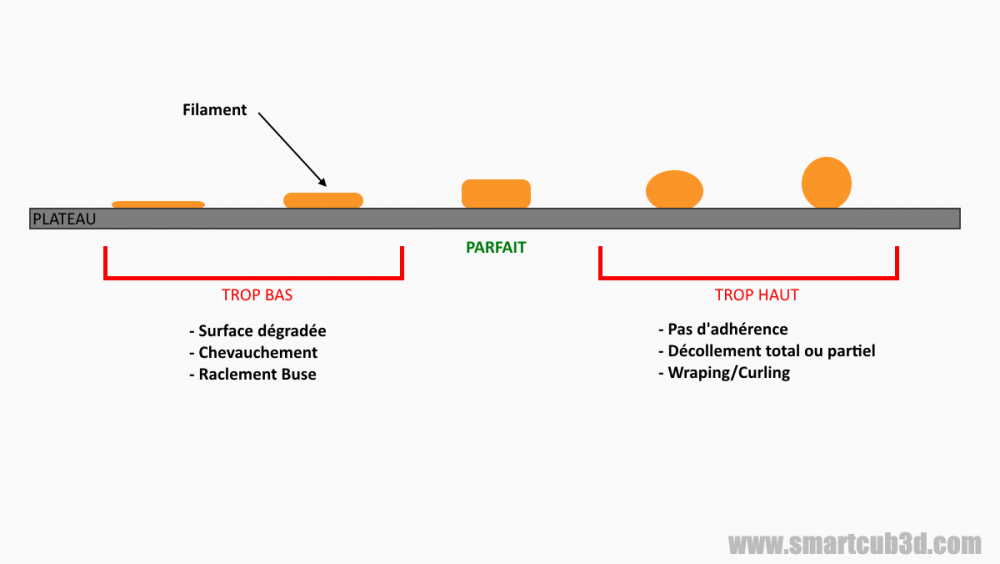
Bonjour cher voisin! Je ne veux pas t'inquiéter mais la dernière fois que quelqu'un a osé mettre des images sur les différents écrasements du filament fondu à la place de @Bosco2509, c'était en avril 2017; depuis nous n'avons plus de nouvelle de ce type...3 points
-
Ok et quelle taille de jupe? une minijupe? Comme disait (presque) Coluche: " Trop de supports dans une impression, c'est comme les minijupes: ça donne des idées mais ça cache l'essentiel !"2 points
-
à mon humble avis, ta buse est trop loin de ton lit lors de la première couche Modération : @Bzh2002 je déplace ton post dans la bonne section
 2 points
2 points -
Pour une meilleure clarté, vous pouvez retrouver dorénavant tous les sujets épinglés de la rubrique Affawise dans la sous rubrique "Tutoriels et améliorations" https://www.lesimprimantes3d.fr/forum/137-tutoriels-et-améliorations/2 points
-
Je suis d'accord avec toi mais bien souvent c'est le dissipateur qui n'est pas présent ou sous dimensionné et la le mosfet ne supportera pas la puissance demandée. Et avec des temps de print de plus de 10h il vaut mieux jouer la sécurité lion021 point
-
Il y a des mosfet sur la carte mère. En fonction de leurs spécifications, il n'y a pas forcément besoin de rajouter un mosfet externe.1 point
-
Bonsoir, Moi jai mis celui la et il ne chauffe absolument pas et donc pas besoin de ventilation https://www.amazon.fr/UEETEK-Contrôleur-chauffage-dimprimante-extrudé/dp/B074KZMJRB/ref=sr_1_3?ie=UTF8&qid=1550871653&sr=8-3&keywords=mosfet+imprimante+3d
 1 point
1 point -
@gefesp Pour remercier un contributeur, tu peux aussi cliquer sur le cœur au bas des posts (il possède d'autres fonctionnalités aussi ). Ça permet d'indiquer son "opinion" sans forcément devoir compléter par écrit un post.
 1 point
1 point -
+1 Certes c'est plus long... mais cela a l'avantage d'être beaucoup plus précis. Il faut bien un inconvénient à une telle précision. Après... les autres inconvénients (qui se réduiront peut être avec le temps) : Prix de la résine encore honéreux (90€↨ le litre en moyenne) Recommande des accessoires (filtre, passoire, entonnoir, alcool, etc... la liste commence à être longue). Il faut espérer que les prix baissent avec la démocratisation, c'est tout. Bon perso... je m'en tire pas trop mal... j'ai réussi a récupérer pas mal de produit... et avec mes 2 bouteilles de 250ml à 26€ les 2 (merci le Déstockage d'Amazon), j'en ai encore pour un moment, et cela me fait un coût de 52€ du litre. Pour info pour les paramètres d'impressions : 90s pour la 1ere couche, et 15 secondes pour les couches suivantes. Je note... que la pièce était très bien collé au plateau... mais je préfère cela que la voir se décoller pendant l'impression.1 point
-
Si tu veux imprimer en 50 micron en FDM avec une buse de 0.25 pour avoir une bonne qualité, tu iras pas plus vite et ta qualité sera bien moins bonne. Après chaque technique a ses avantages et inconvenients et cela dépend de ce que l'on imprime. Moi qui fais de la figurine par exemple, pas la peine de faire du FDM, y compris pour des grosses pieces. Par contre, je vais faire une maison-chat pour mon chat, la, oui pour le FDM1 point
-
Je tente la mienne... Traumatisme vécu récemment... cc @fran6p et @Ikes_72000
 1 point
1 point -
Bonne idée. Une feuille de papier A4 80g a une épaisseur de 0,1mm. Ça devrait permettre de mieux régler la distance plateau / buse. Je ne comprends pas pourquoi Creality fournit une cale de 0,2mm: à cette distance, si tu utilises une hauteur de couche de 0,2mm, le filament est juste posé sur le plateau, pas écrasé donc je ne vois pas comment il peut tenir mais bon, comme @Jean-Claude Garnier je suis encore un débutant dans l'impression 3D .1 point
-
Et donc, ce fan duct il ressemble à quoi1 point
-
Non pas directement MAIS indirectement oui Je ne pense pas (mais l'imagination humaine me laisse parfois pantois). A quoi penses-tu gros dégoutant ? Sur la Zatsit, ce sera finalement une Duet Wifi effectivement (quand les soucis de fabrication / délais auront été résolus et qu'elle sera à côté de la CR10) mais je n'utiliserai pas ce matériel électronique car la Zatsit inclue d'origine ce "matériel" (GROS indice ).1 point
-
une petite précision, avec une machine dont le débit de l'extrudeur a été correctement réglé (100mm demandé = 100mm extrudé) le flow "devrait" être de 100%, mais c'est la théorie… le flow en lui même est là pour compenser un truc à laquelle on ne pense pas forcément… la dilatation du filament lorsqu'il chauffe… il gonfle… (et certains filaments gonflent plus que d'autres) d'où la correction que l'on peut apporter avec le flow...1 point
-
Et bien entendu, ce qui a dû etre ton erreur vu que tu as eu des problèmes d'USB, change bien ces lignes en mettant ton nom d'utilisateur à toi, et pas PI comme indiqué.. sudo usermod -a -G tty VIEUR sudo usermod -a -G dialout VIEUR1 point
-
Prends cette distrib : https://ubuntugnome.org/ubuntu-gnome-16-04-lts-is-here/ Pour les permissions, ce sera plus simple que Debian. Et ne prends surtout pas la 18.04 ou 18.10. Puis suis les instructions : https://community.octoprint.org/t/setting-up-octoprint-on-a-raspberry-pi-running-raspbian/23371 point
-
Pas open-source Pas linux Cloud/Login et probablement payant après Sans même tenir compte du manque de fonctionnalités et de l'intérêt d'un n-ième slicer, c'est rédhibitoire pour moi.1 point
-
Je recommande ce produit qui devient multi usage. Je l'utilise pour l etancheite mais aussi le lissage De mémoire Heliox avait fait une video dessus.1 point
-
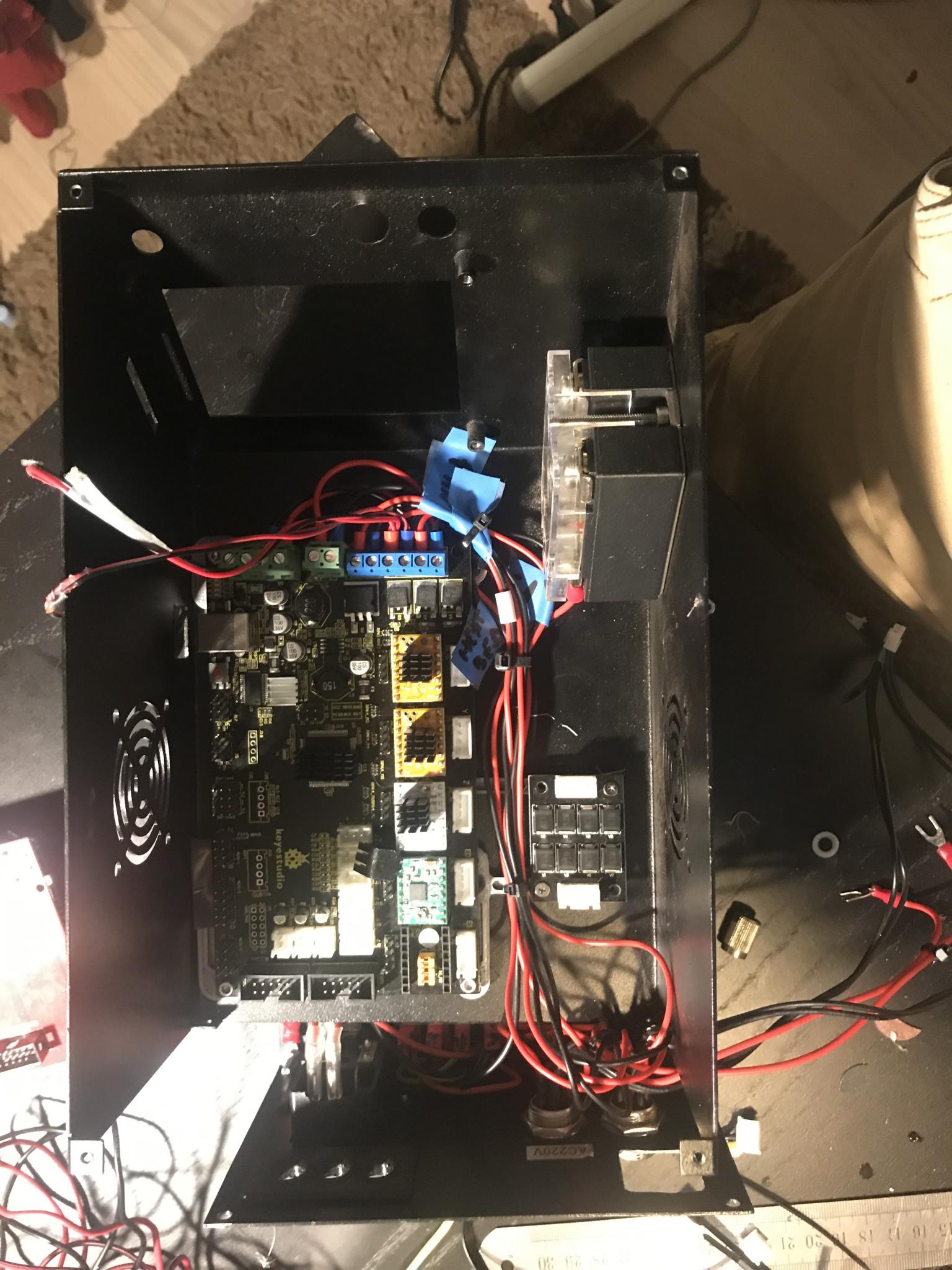
Salut à tous, juste pour vous dire que ça remarche nickel, c est cool . j en ai profité pour revoir complément le câble management , quelques détails ci dessous : Carte mks gen l 1.4 avec un support dessiner maison . Il intègre un tl smoother pour l extrudeur, c est pas forcément utile mais vu que j en avais ... J ai aussi refais le passe cloison pour les câbles des axes,car d origine c est quand même mal fichu : A+
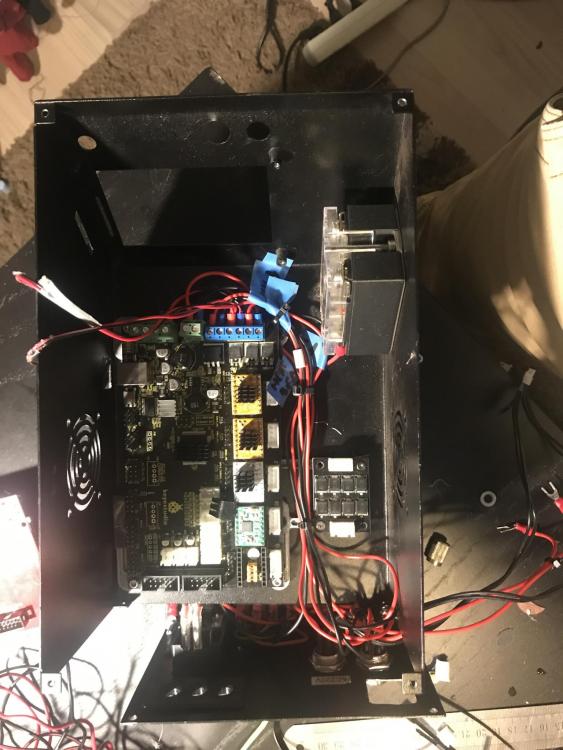
 1 point
1 point -
Mon avis c'est : "Ne répare pas ce qui n'est pas cassé" !1 point
-
il faut partir sur des distributions plus simple pour commencer. Debian est stable mais stricte. Essaie avec Ubuntu 16.04 USB : Universal Serial Bus, c'est un port série.1 point
-
Creality n’est pas exemplaire en serrage de connection sur l’alim en particulier! je n’ai pas eu de symptômes, mais beaucoup de vis insuffisament serrées!1 point
-
Bonjour, j'ai fait une vidéo sur les amortisseurs personnellement je les ai imprimé en tpu et pour les vis j'ai mis des vis nylon voici le lien de ma video1 point
-
Salut , Je travaille dans la conception de pièce plastique avec des applications multi-matières et j'ai travaillé sur la validation de l'adhésion des matières dans ces process , je pense que vous allez trop vite avec ce design , il faut d'abord valider cette adhésion avec des formes plus simples , je testerais pour ma part avec une simple éprouvette : - Une éprouvette 100% PA - Une éprouvette moitié PA et PLA -Une éprouvette moitié PA et PA Dans touts les cas si les matières ne sont pas compatibles chimiquement les températures ne changerons rien il ne restera que la solution de maintenue mécanique , par exemple il n'y a aucune adhésion entre du HDPE et LDPE pourtant ils sont de la même famille (Polyéthylène) Philippe1 point
-
Quand on est sur la ligne d'une section, la roue crantée apparait (sinon elle est cachée), il suffit de cliquer dessus pour ouvrir la fenêtre de sélection des options complémentaires .
 1 point
1 point -
Grâce à Dieu (le film....)
 1 point
1 point -
@micjoh59 Pour remercier un contributeur, tu peux aussi cliquer sur le cœur au bas des posts (il possède d'autres fonctionnalités aussi ). Ça permet d'indiquer son "opinion" sans forcément devoir compléter par écrit un post.
1 point
-
Le PETG et le Polypropylène (difficile à extruder) ! Tiens, c'est cadeau, un tableau (en anglais) comparatif des filaments (la ligne qui peut t'intéresser est "water resistant"): Tout ce que vous avez toujours voulu savoir sur les filaments sans jamais oser le demander1 point