Classement



Contenu populaire
Contenu avec la plus haute réputation dans 10/07/2019 dans Messages
-
Bonjour, Ton problème est typique d'un mauvais remontage de la buse ou bouchage suite à l'usure (fonte) du bout du tube plastique PTFE. Pour changer la buse, il faut suivre la Titi procédure (j'ai rien inventé mais ça fait du bien de se faire plaisir) En premier avant d'utiliser la Titi procédure, il faut dégager la machine en Z assez haut pour pouvoir passer les outils et bien voir la buse. Sinon c'est galère ! En deuxième avant d'utiliser la Titi procédure, il faut lire la Titi procédure en entier pour être bien sure d'avoir compris la manip ! En troisième avant d'utiliser la Titi procédure, ne pas hésiter à poser des questions avant de tout démonter pour améliorer la Titi procédure Avis important : faire attention aux câbles de la tête Avis important: la Titi procédure n'engage aucunement Titi78 en cas de détériorations de votre matériel. Elle est décrite ici bien gentiment afin de vous dire qu'elle est aussi décrite dans la section tuto que vous n'avez certainement pas regardé avant de demander de l'aide mais comme le Titi est serviable il a écrit cette tartine pour aider l'imprimeur en détresse ! Voici donc la Titi procédure : 1- chauffer à 190-200° pour bien ramollir le filament et en faire sortir un peu par la buse en le poussant ou en utilisant l'extrudeur. Si votre tête est de type «tube PTFE traversant de part en part pour aller jusqu'au contact de la buse», passer directement au point 4 Si votre tête est de type «full metal», utiliser la méthode «cold pull» des points 2 et 3 2- chauffer à 100° pour avoir un plastique vitreux mais pas liquide et couper bien au ras de la buse le filament qui dépasse 3- enlever le filament en tirant dessus à la main un coup sec pour aspirer le plastoc mou et en sortir les résidus brulés 4- dévisser la buse (attention Sacha c'est chaud (et pas facile à dire vite) 5- enlever le tube plastique PTFE en libérant le pneufit (bague dessus à appuyer tout en tirant le tube) <EDIT / COMPLÉMENT> il arrive que le tube est tellement déformé qu'il ne peut pas sortir en tirant dessus. Dans ce cas il y a 2 possibilités : 5a- Enlever le tube ptfe du pneufit COTE EXTRUDEUR, libérer le pneufit du radiateur coté tète (bague dessus à appuyer pour déverrouiller) et Pousser le tube ptfe pour le faire sortir coté buse (enlevée à l’étape 4) . 5b - Enlever le tube ptfe du pneufit COTE EXTRUDEUR, Dévisser le pneufit du radiateur pour sortir le tube . 6- couper la chauffe, débrancher l'imprimante et laisser refroidir mais on ne démonte pas le heatbreak ni le bloc de chauffe du radiateur. 7- bien enlever toute trace de plastique fondu/carbonisé dans le bloc de chauffe ET à l'intérieur du tube de hotend ET sur la buse en extérieur car normalement le trou devrait être propre suite à l'étape 2 et 3. Faire attention à ne pas abimer les câbles de la cartouche de chauffe et de la thermistance qui sont dans le bloc de chauffe. pour enlever les traces de plastoc je fais passer le tube ptfe à travers le radiateur et si besoin comme tout est encore monté je remet en chauffe pour ramollir et nettoyer à chaud. On peut aussi utiliser la queue d'un foret de Ø 4 (ou 3.8 si on a) pour pousser les résidus coincé à la sortie du heatbreak. Éviter de rayer le heatbreak est préférable cependant comme le filament ne passe pas dans le heatbreak directement mais c'est le tube PTFE qui le traverse et qui guide le filament jusqu’à la buse, cela n'a pas de réelle importance 8- vérifier le bout du tube plastique et le recouper net et perpendiculaire (en cas de défaut cela provoque des fuites qui viennent se carboniser et bouchent la buse ce qui provoque ton problème). Pour cela il y a un outil de coupe sur thingiverse : https://www.thingiverse.com/thing:2436559 9- bien vérifier que tout est propre 10- bien vérifier que tout est propre sinon retour étape 7 11- remontage de l'ensemble en suivant la procédure décrite a partir de l'étape 12 (et pas autrement sinon ça ne marchera pas longtemps) 12- remettre le tube plastique sans verrouiller le pneufit (ne pas remonter la bague) pour qu'il soit a 2 mm de la sortie du bloc de chauffe. le but est de pouvoir revisser à la main la buse et quelle vienne s'appuyer sur le tube et le pousser en serrant. Comme ça le tube est bien en contact avec la buse . 13- visser la buse avec la clé mais pas à fond . if faut qu'il reste 1 mm de réserve de serrage. le but est de visser la buse pour qu'elle pousse le tube PTFE qui n'est pas bloqué 14- relever la bague de verrouillage du pneufit pour bloquer le tube. 15- serrer la buse avec la clé mais pas comme un bourrin pour ne pas casser le filetage dans le bloc de chauffe alu. Comme le tube est coincé cela le plaque contre la buse et permet l'étanchéité tube ptfe/buse. 16- penser à mettre un Merci en utilisant les icones (cœur blanc/bleu pour voir les icones Coupe blanche/violette pour dire Merci) en bas a droite de ce superbe message rédigé avec soin par un canari bénévole (et vole c'est normal pour un canari) Toute ressemblance avec d'autres tutos est normale. J'espère que ce message ne s'autodétruira pas avant plusieurs siècles et qu'il sera ajouté par @fran6p à la liste des tutos jamais lus de ce formidable forum! <Modération> C'est fait </fin> Pour compléter, un schéma indiquant précisément l'endroit (flèche rouge) où un incident se produira si le PTFE n'est pas totalement en contact avec la buse: Et pour que chacun parle le même langage, une représentation des pièces avec leur vocabulaire :

 3 points
3 points -
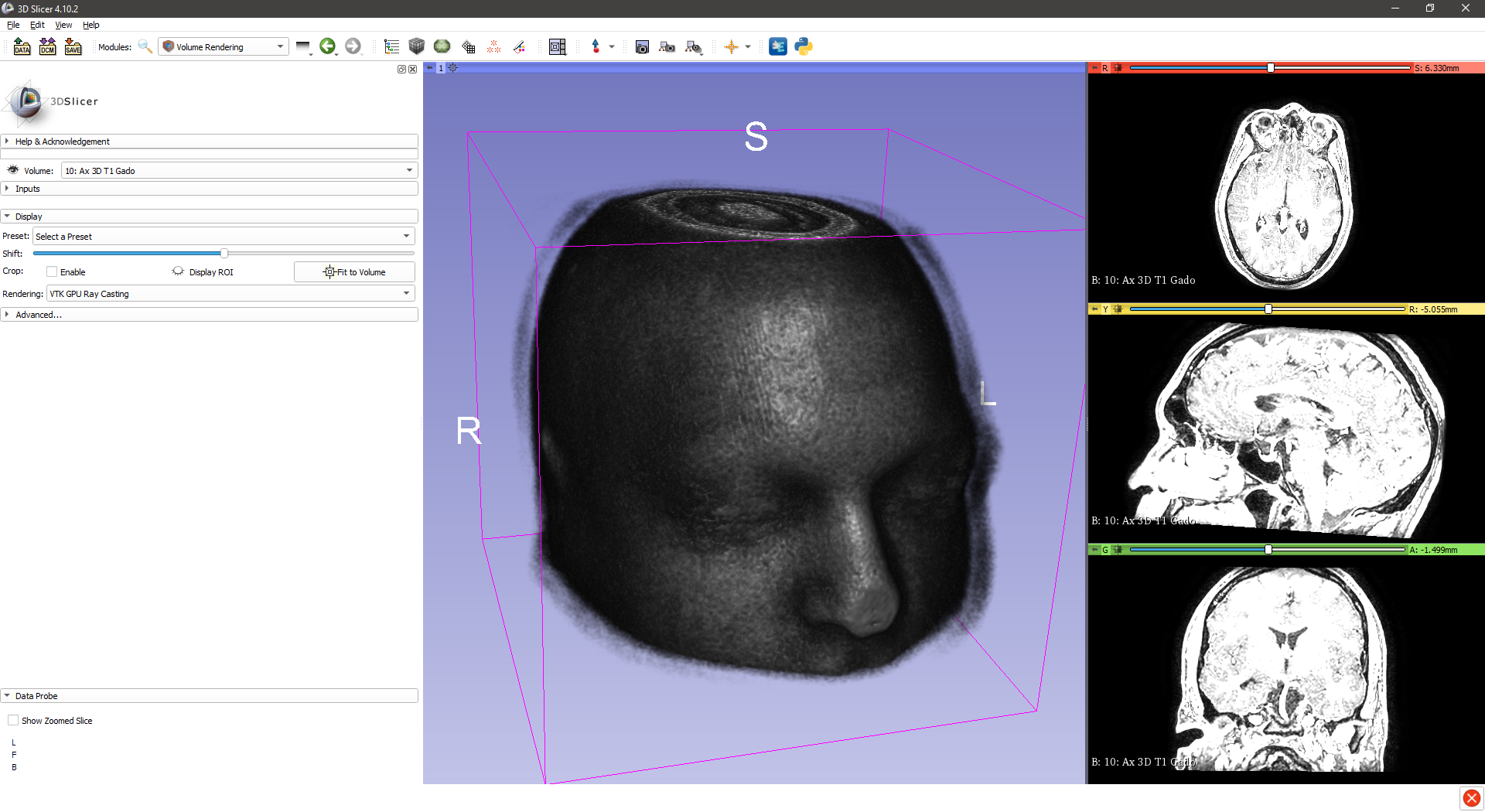
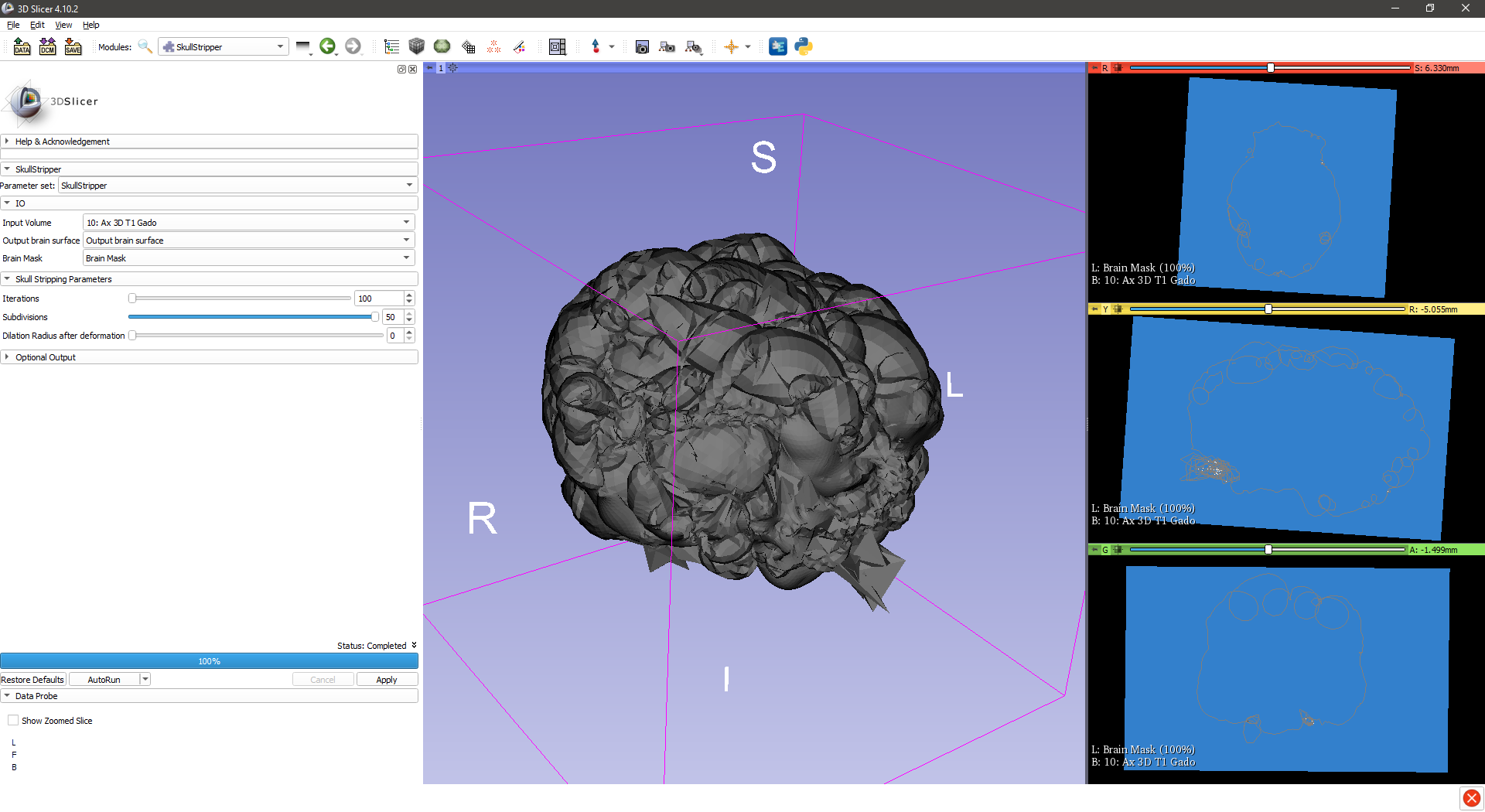
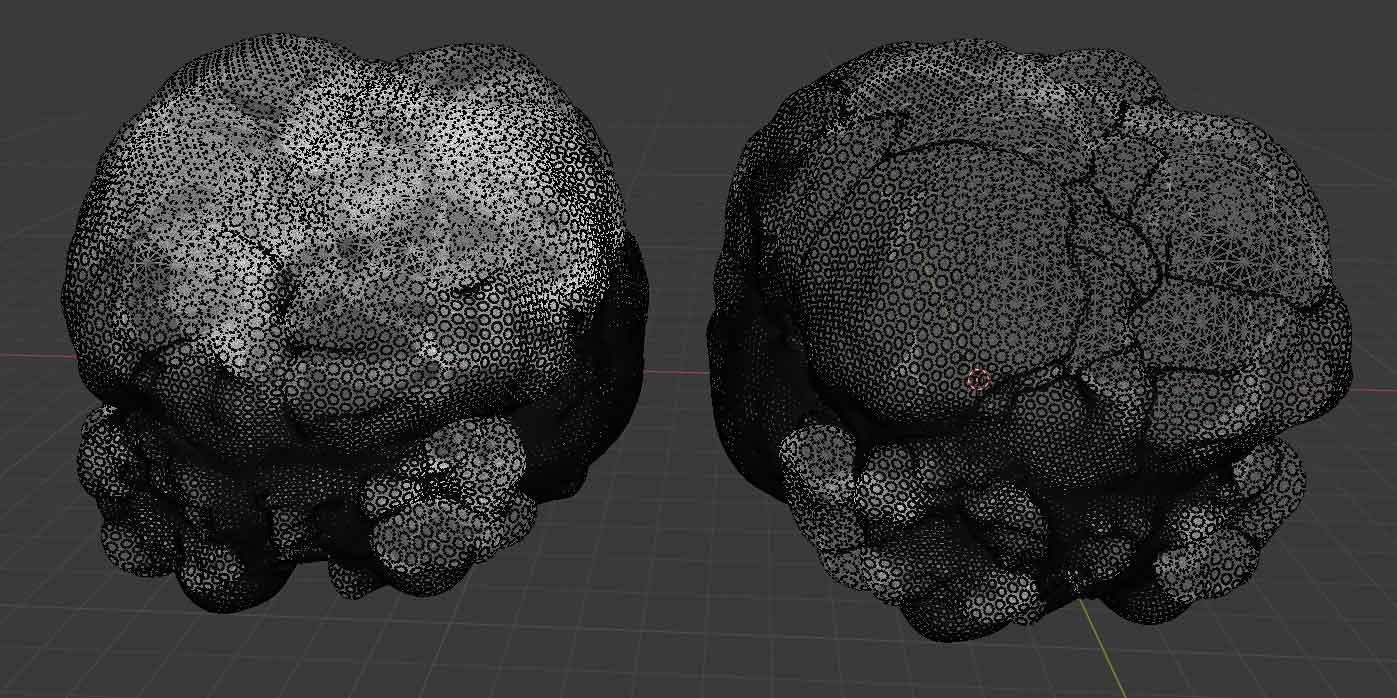
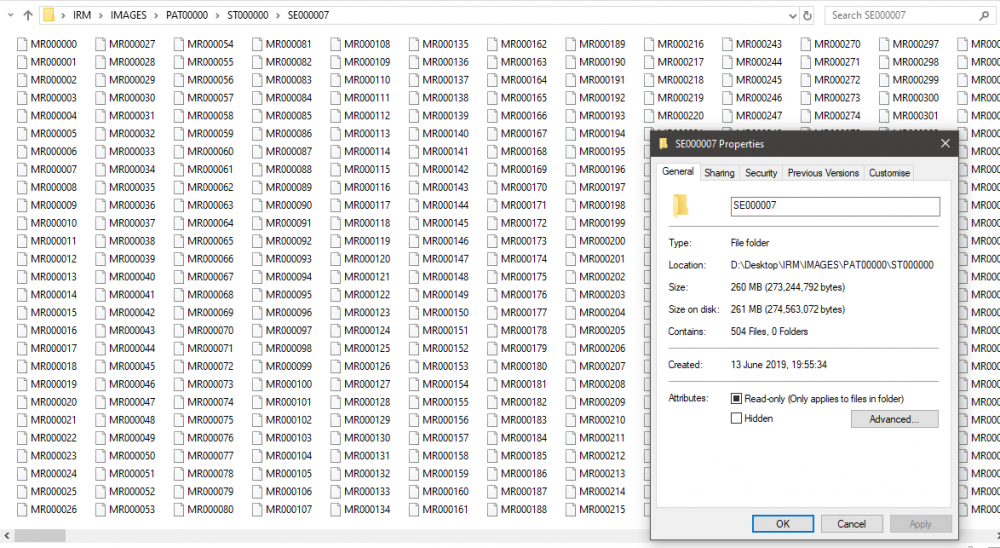
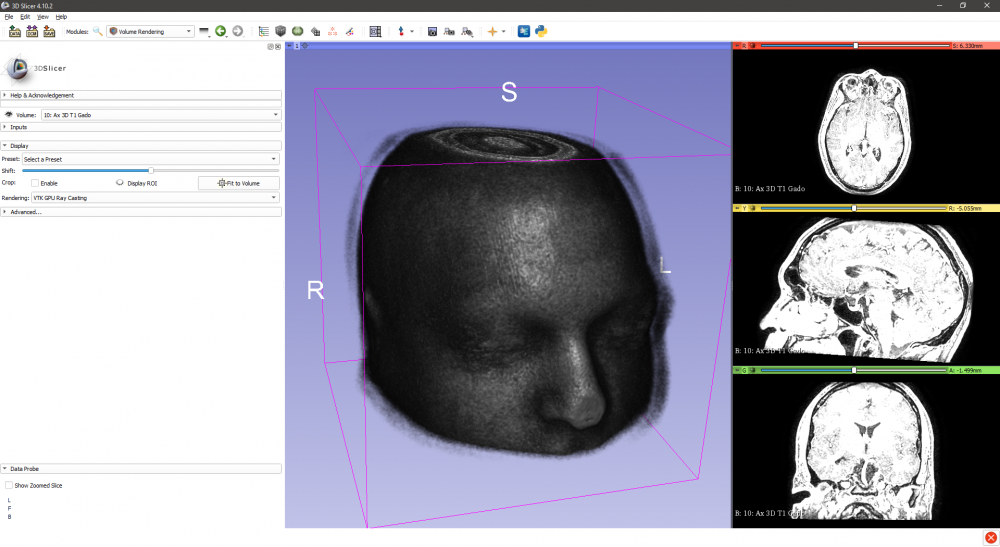
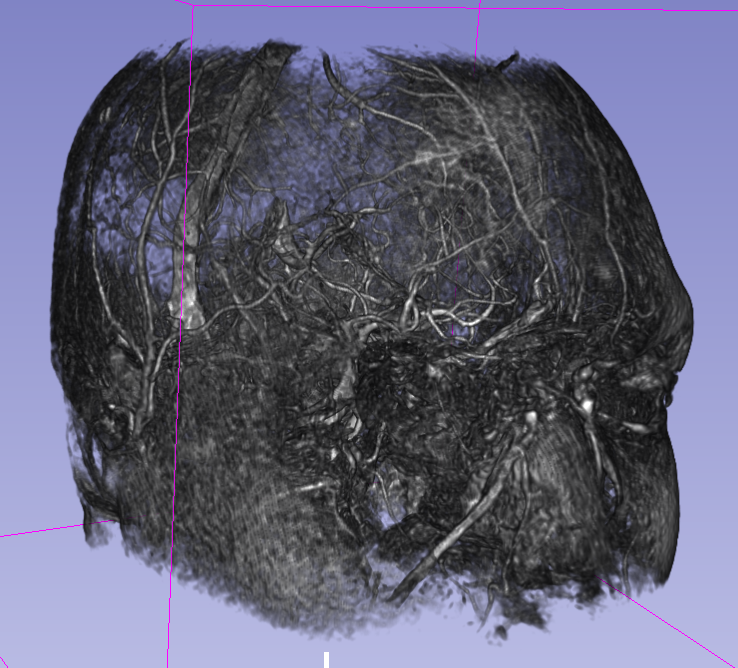
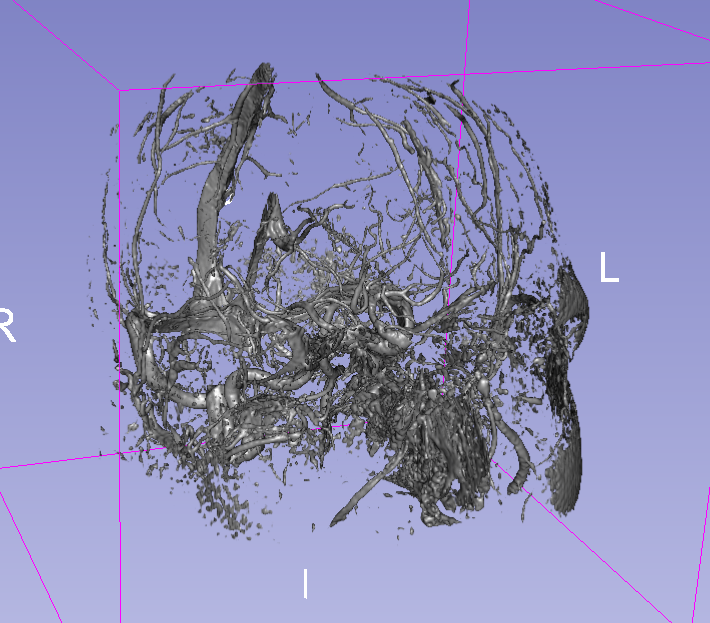
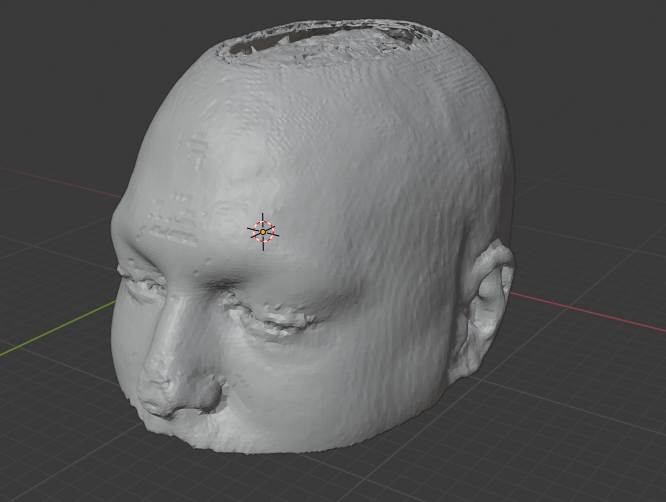
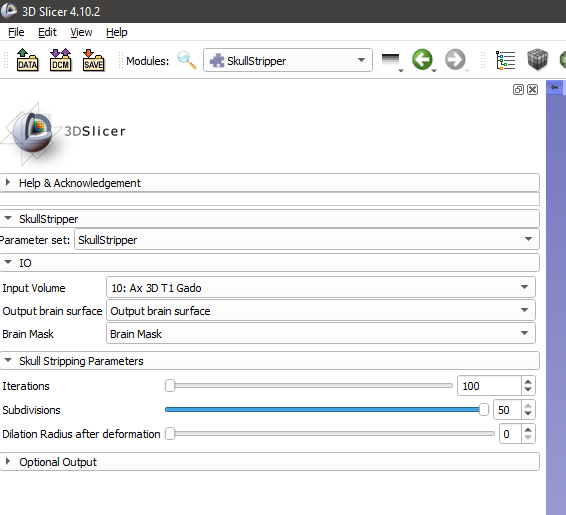
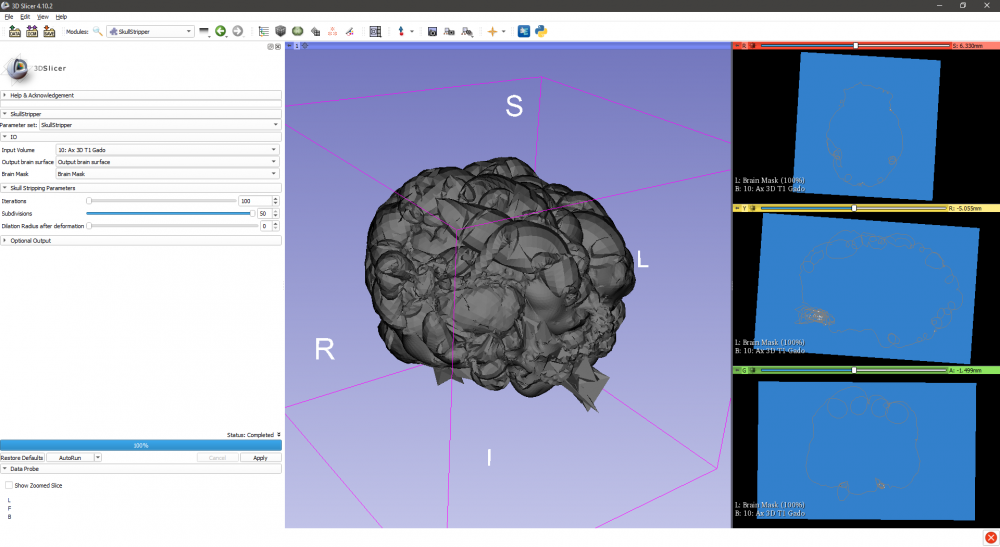
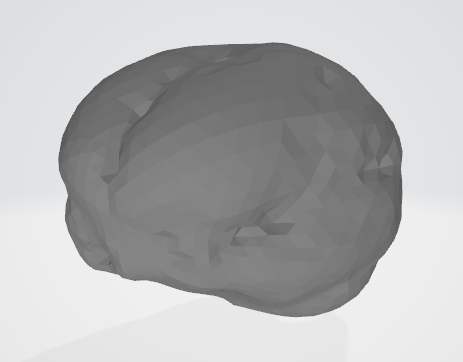
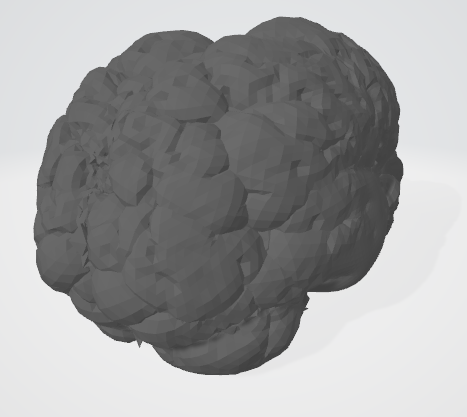
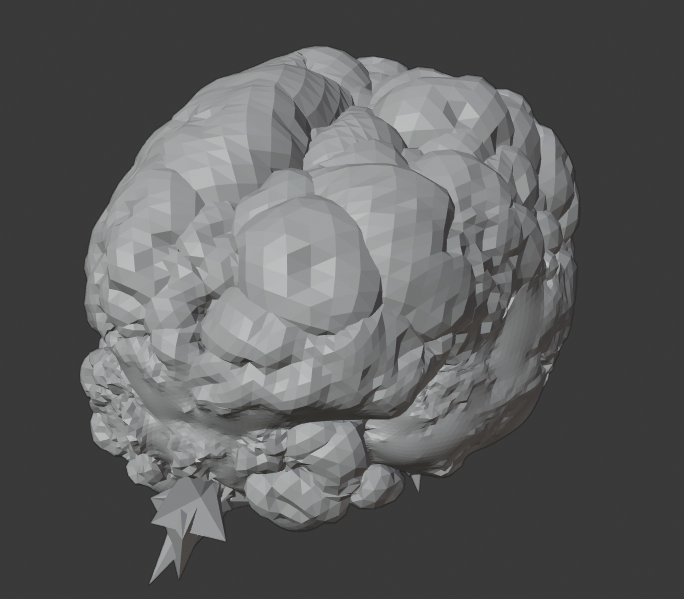
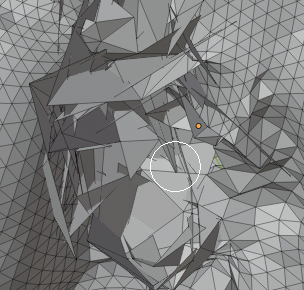
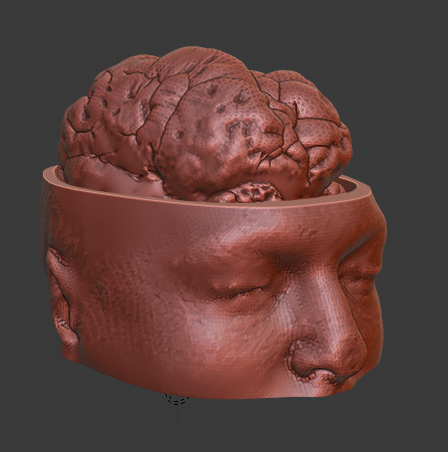
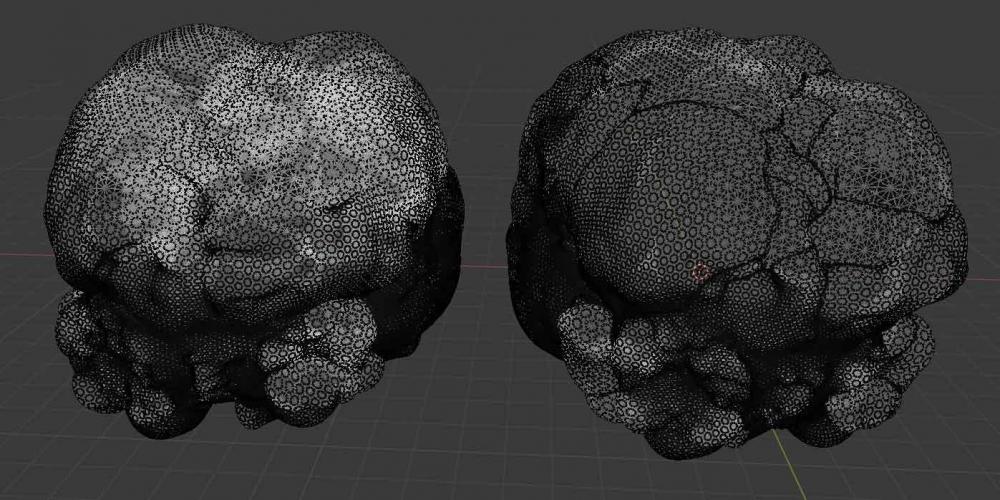
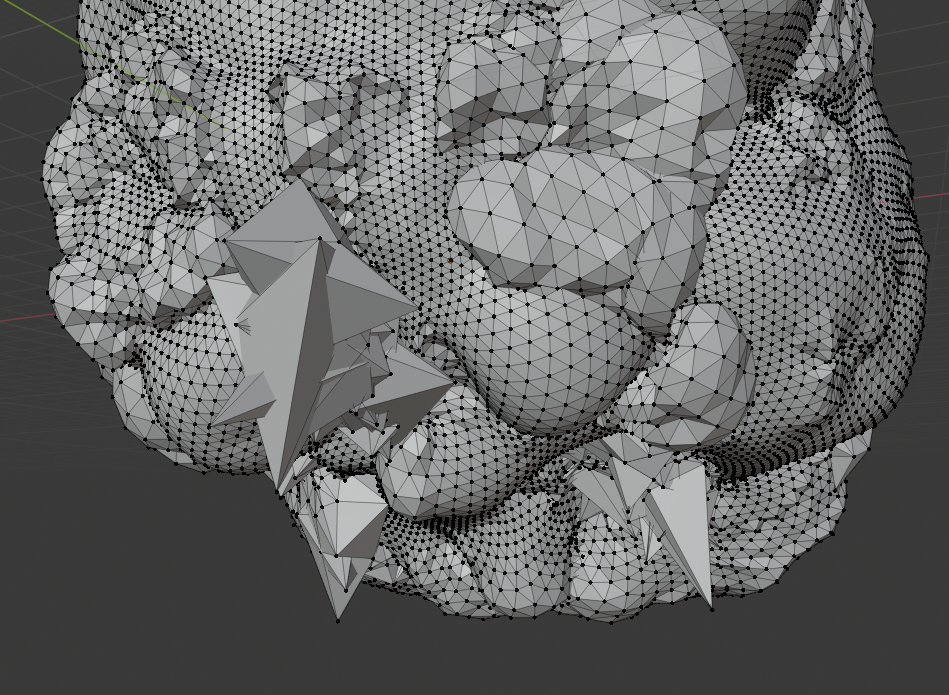
Salut, j'ai fait un petit projet rigolo et atypique et je me suis dit que ça pourrait vous intéresser. Un ami a passé une IRM de la tête (tout va bien rassurez-vous !) et m'a demandé si on ne pouvait pas essayer de l'imprimer en 3D. Avoir son cerveau dans le salon, faut avouer que c'est la classe. Une IRM, ça se présente ainsi: plusieurs dossiers d'images au format DICOM (imagerie standard pour la médecine, ce sont des images qui contiennent des meta-données sur la prise de vue comme par exemple la position dans l'espace). Chaque dossier est issu d'une prise de vue différente, avec des angles ou des résolutions qui changent de ce que j'ai pu voir), j'ai pris le dossier le plus fourni: Pour lire l'IRM, j'ai utilisé Slicer, un logiciel d'imagerie médicale gratuit et open source. J'importe tout mon dossier avec le DICOM Browser, et il reconnait tous les fichiers automatiquements et recrée une vue 3D. En jouant avec les paramètres, on peut faire apparaître tout le contenu de la tête ! Si j'exporte directement le volume en STL, j'obtiens un enorme fichier (>300mo) difficilement exploitable. Je voulais nettoyer et récupérer le cerveau dans blender, mais j'ai vite oublié cette idée. J'ai donc utilisé un plugin pour Slicer, SkullStripper. Ça permet d'extraire automatiquement le cerveau. C'est assez magique, il n'y a que très peu de réglage. On obtient ceci (l'affichage était bugé à cause de normales inversées; pas de pb avec le stl exporté): Le premier export était... pas assez détaillé à mon gout alors que j'étais à la subdicision max, du coup j'ai trafiqué le plugin SkullStriper pour autoriser à aller jusqu'à 50 subdivisions au lieu de 20. (Il faut modifier le fichier AppData\Roaming\NA-MIC\Extensions-28257\SkullStripper\lib\Slicer-4.10\cli-modules\SkullStripper.xml, quelque part faut changer un maximum égale à 20 en 50) <integer> <name>sphericalResolution</name> <label>Subdivisions</label> <flag>-r</flag> <longflag>--division</longflag> <description>Number of subdivision for surface parameterization (4002 vertices for 20)</description> <default>12</default> <constraints> <minimum>10</minimum> <maximum>50</maximum> <!-- Change 20 to 50 --> </constraints> </integer> Finalement, j’obtiens ceci: C'est pas mal, mais il se passe des trucs bizarres... Le programme a généré pas mal de triangles aléatoires, que j'ai nettoyés sur Blender. J'ai utilisé la fonction "Make Solid" de Meshmixer pour reboucher les trous et simplifier le STL: il y avait beaucoup de triangles inutiles à l'intérieur du volume, cette fonction permet de faire un joli nettoyage: à gauche avant nettoyage, avec plein de triangles dans le volume. En suite j'ai importé le tout dans Cura. Puis impression du cerveau! L'impression est parfaite. Sur la photo, on ne verra pas trop de détails mais ils sont bien là. J'ai aussi fait un socle pour le cerveau en exportant la "face" de l'IRM et j'ai un peu bidouillé avec des booléens sur blender. J'ai eu des soucis d'impression du filament bleu, pb que je n'ai pas eu avec le blanc (les deux PLA 1.75 de chez Grossiste3D) (J'ai refait une impression plus tard en utilisant CreawsomeMod et ça c'est mieux passé, je n'ai pas de photos) Voilà! Bientôt on va me filer une IRM de la colonne vertébrale, on verra ce qu'on peut en faire haha



 3 points
3 points -
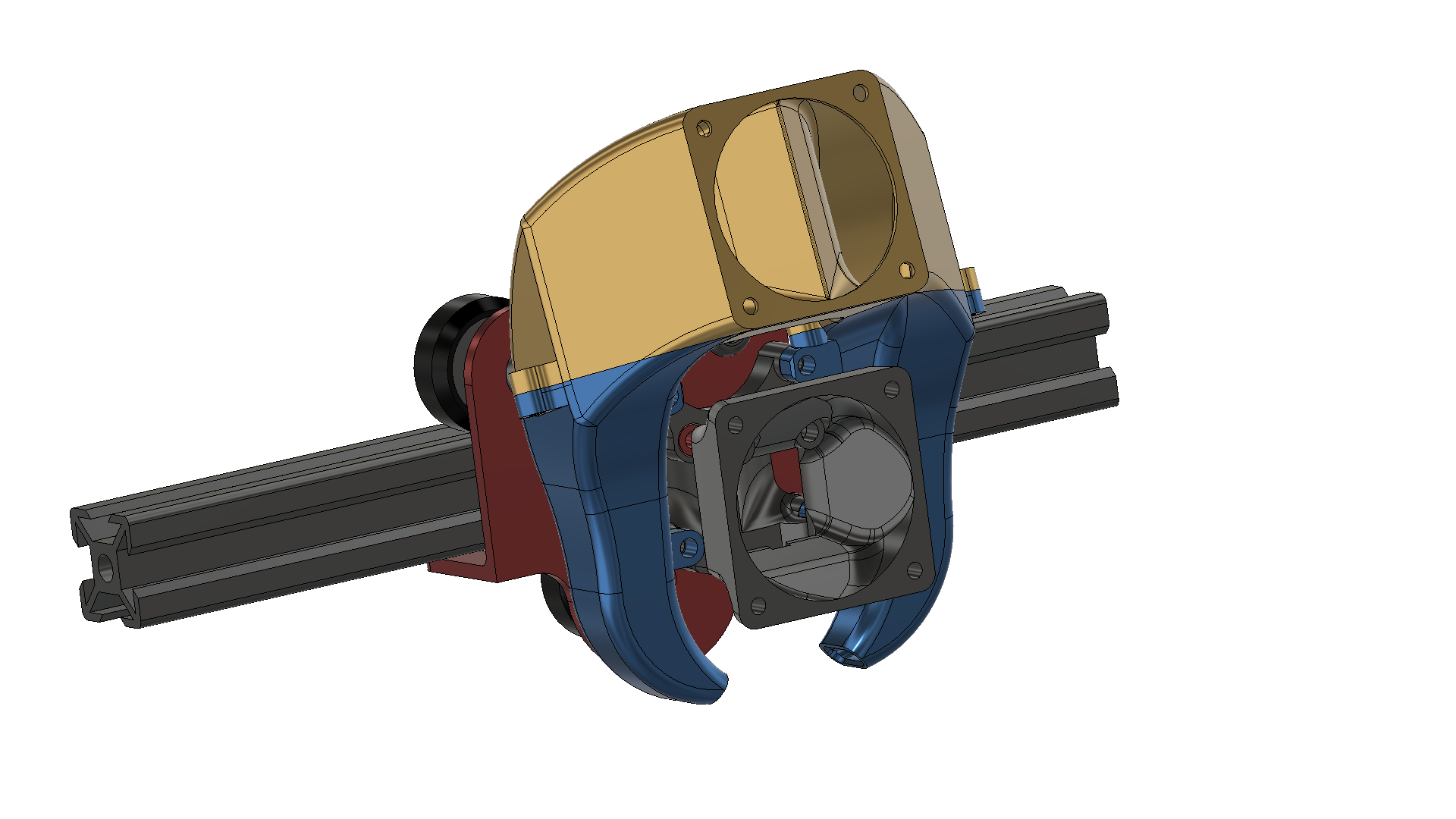
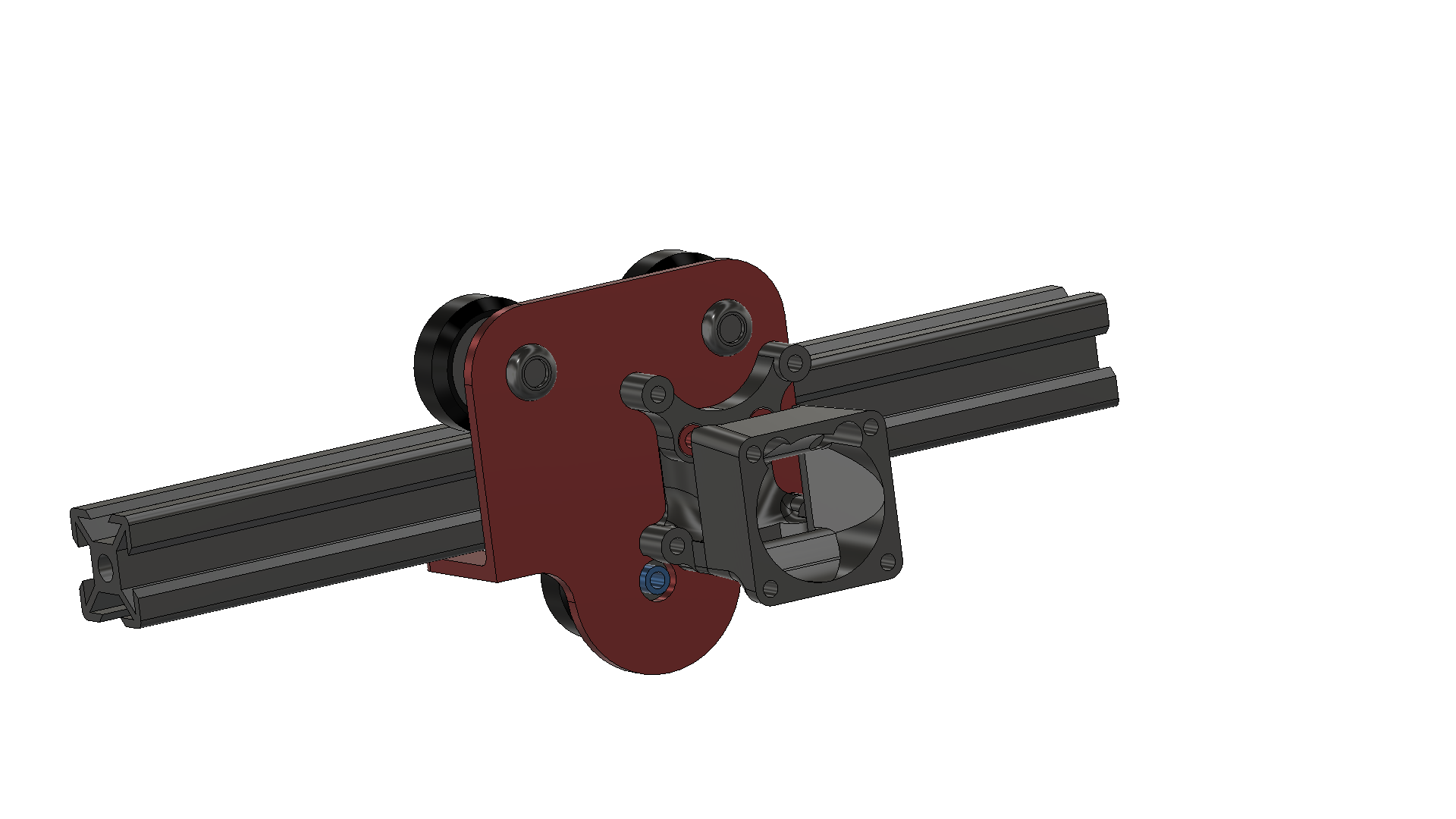
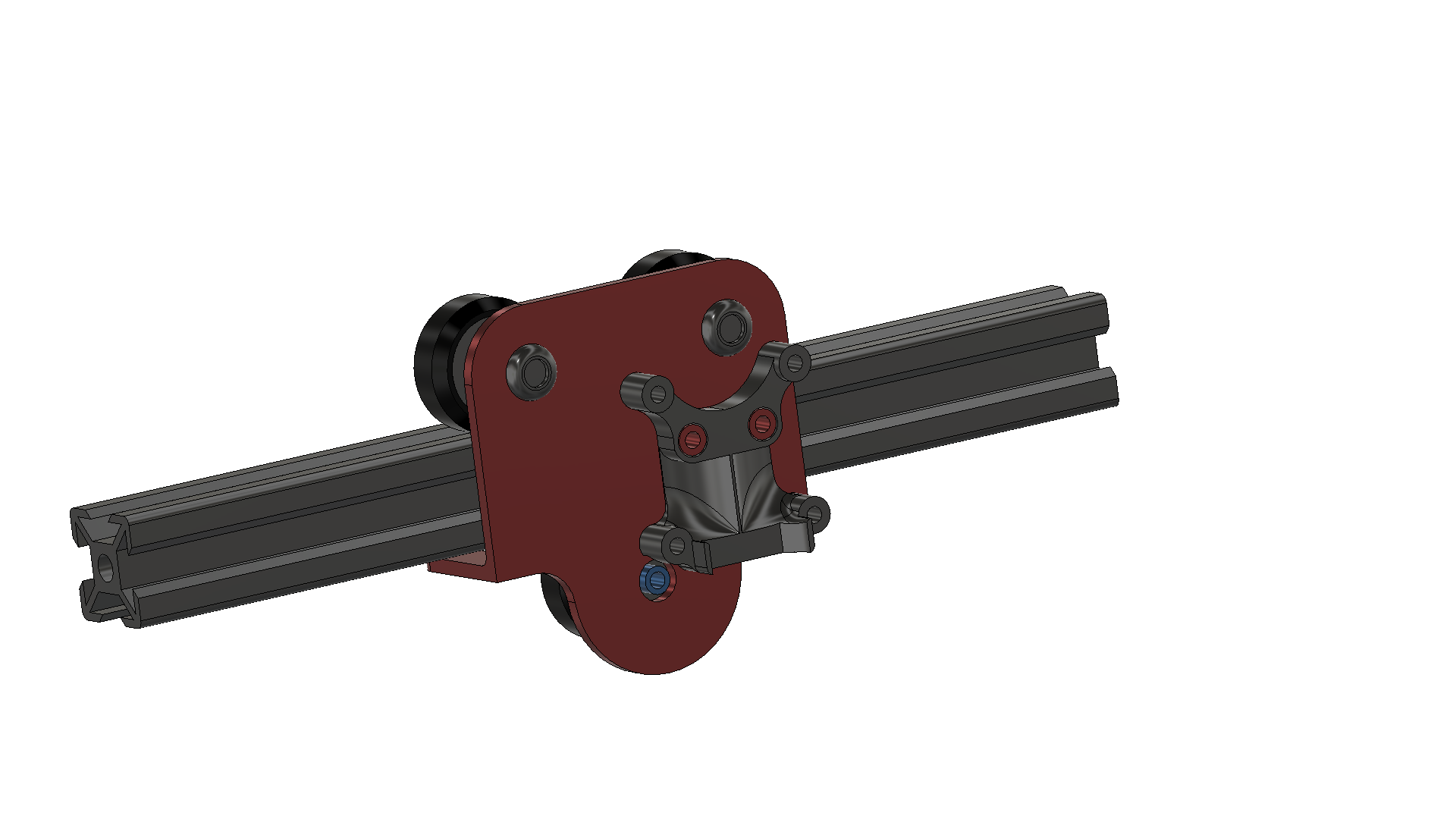
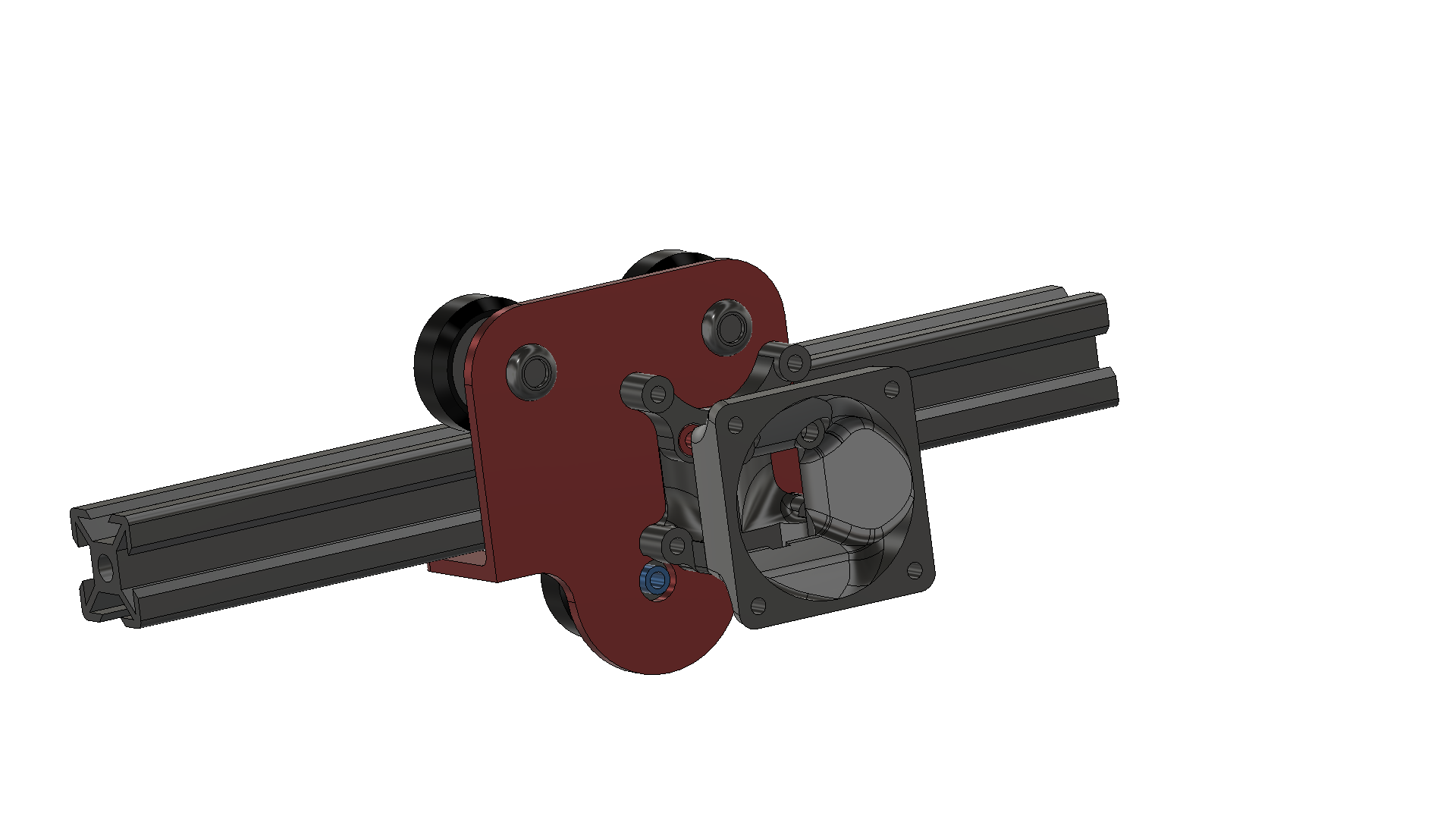
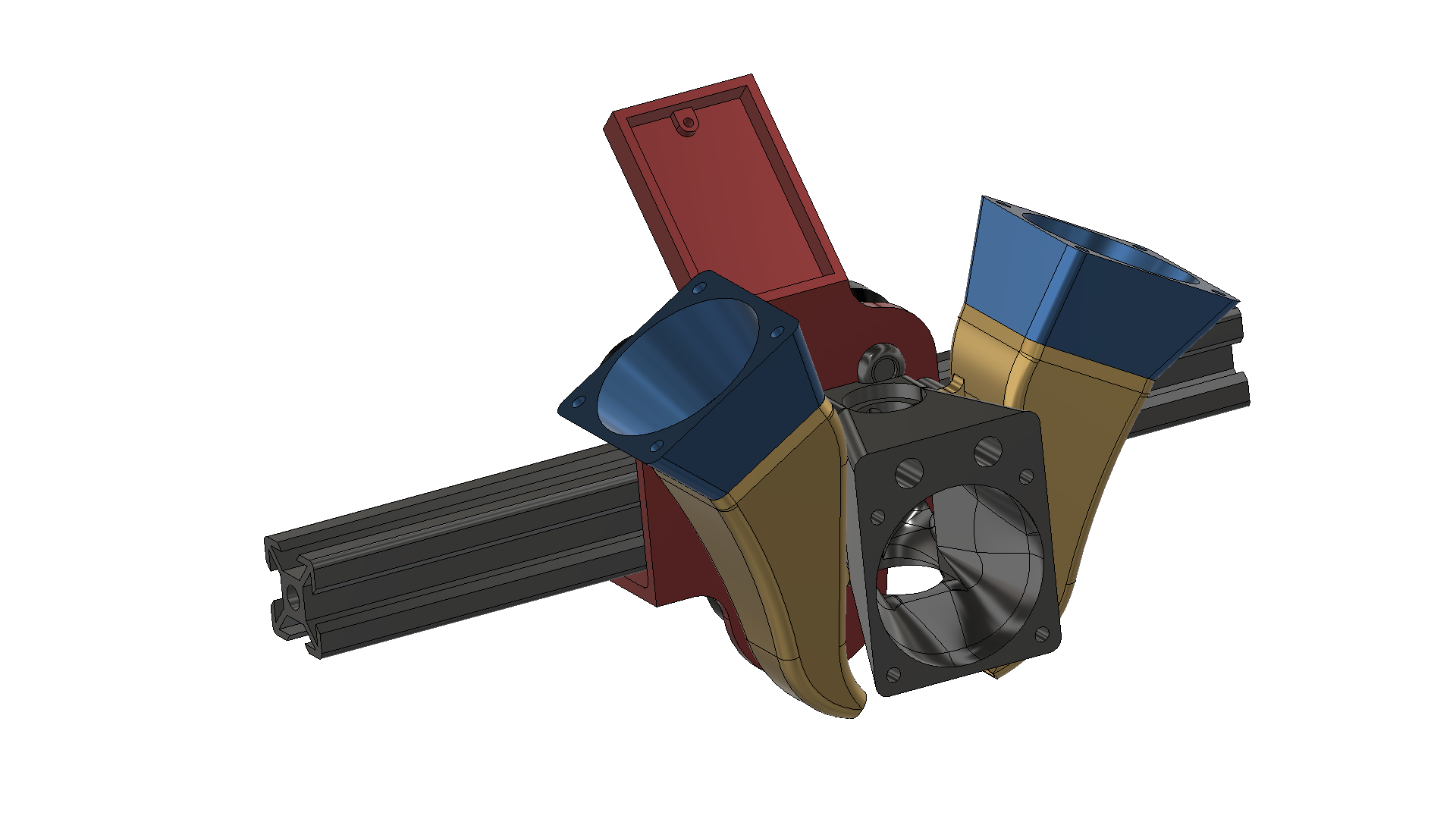
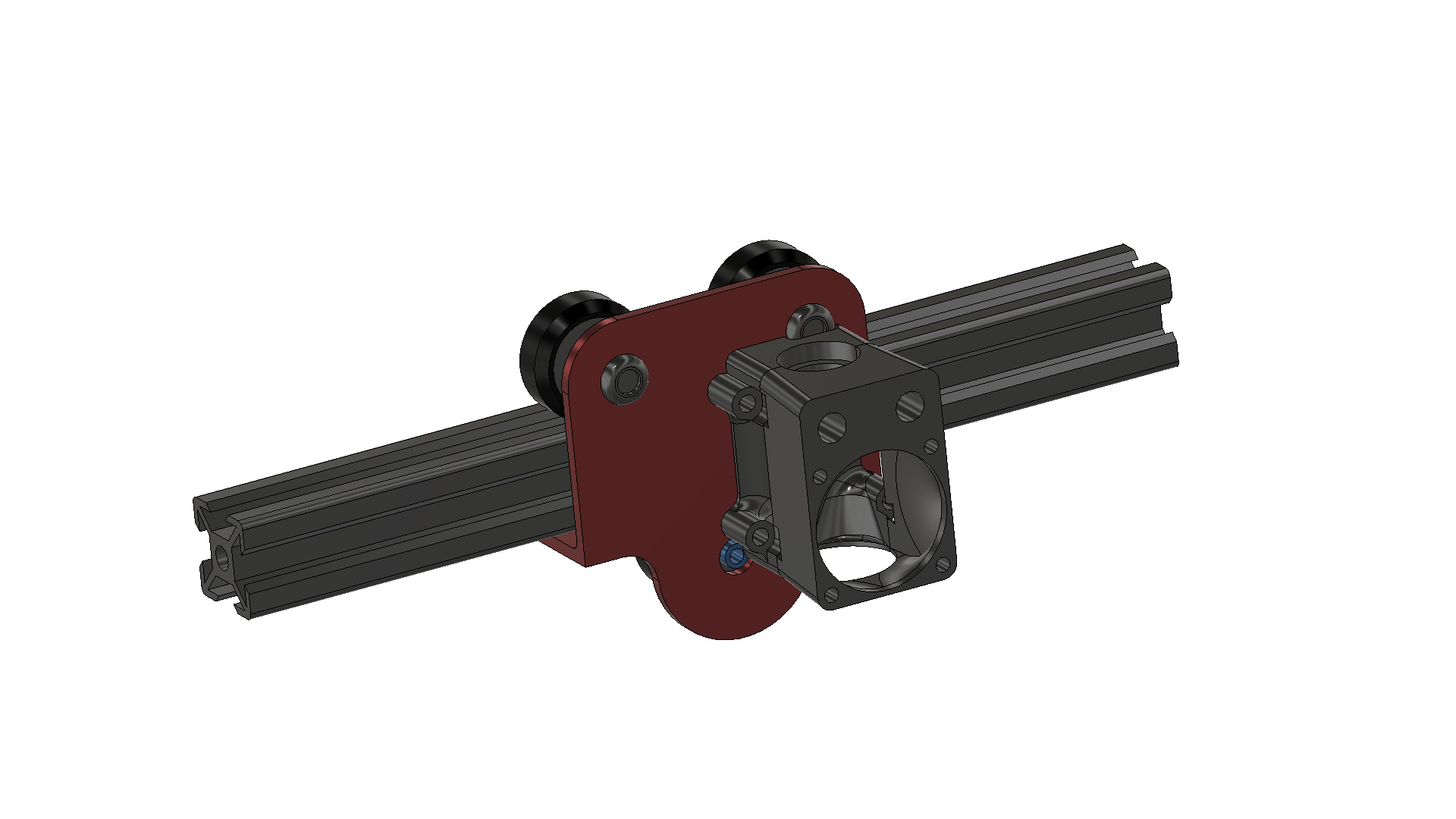
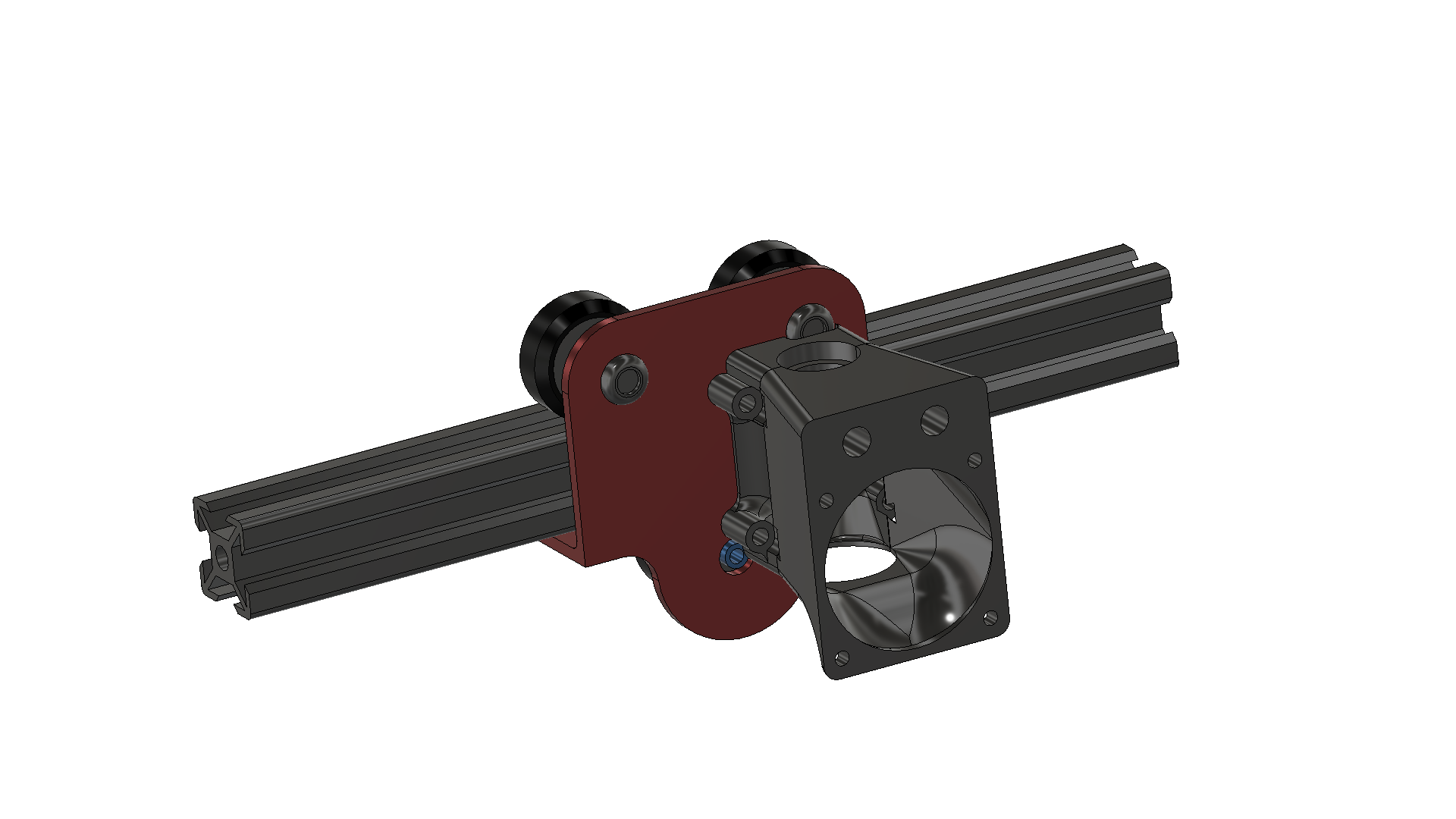
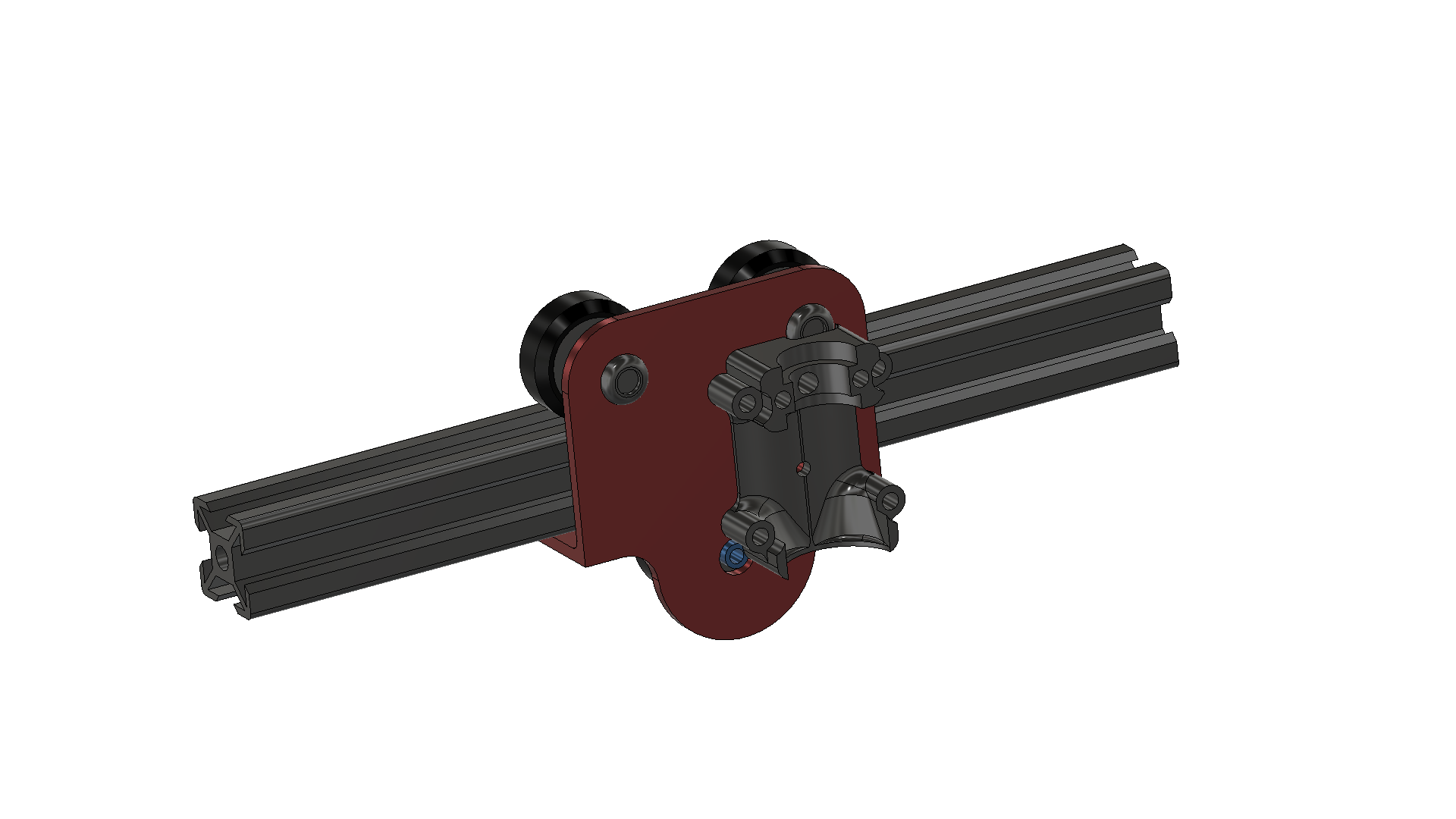
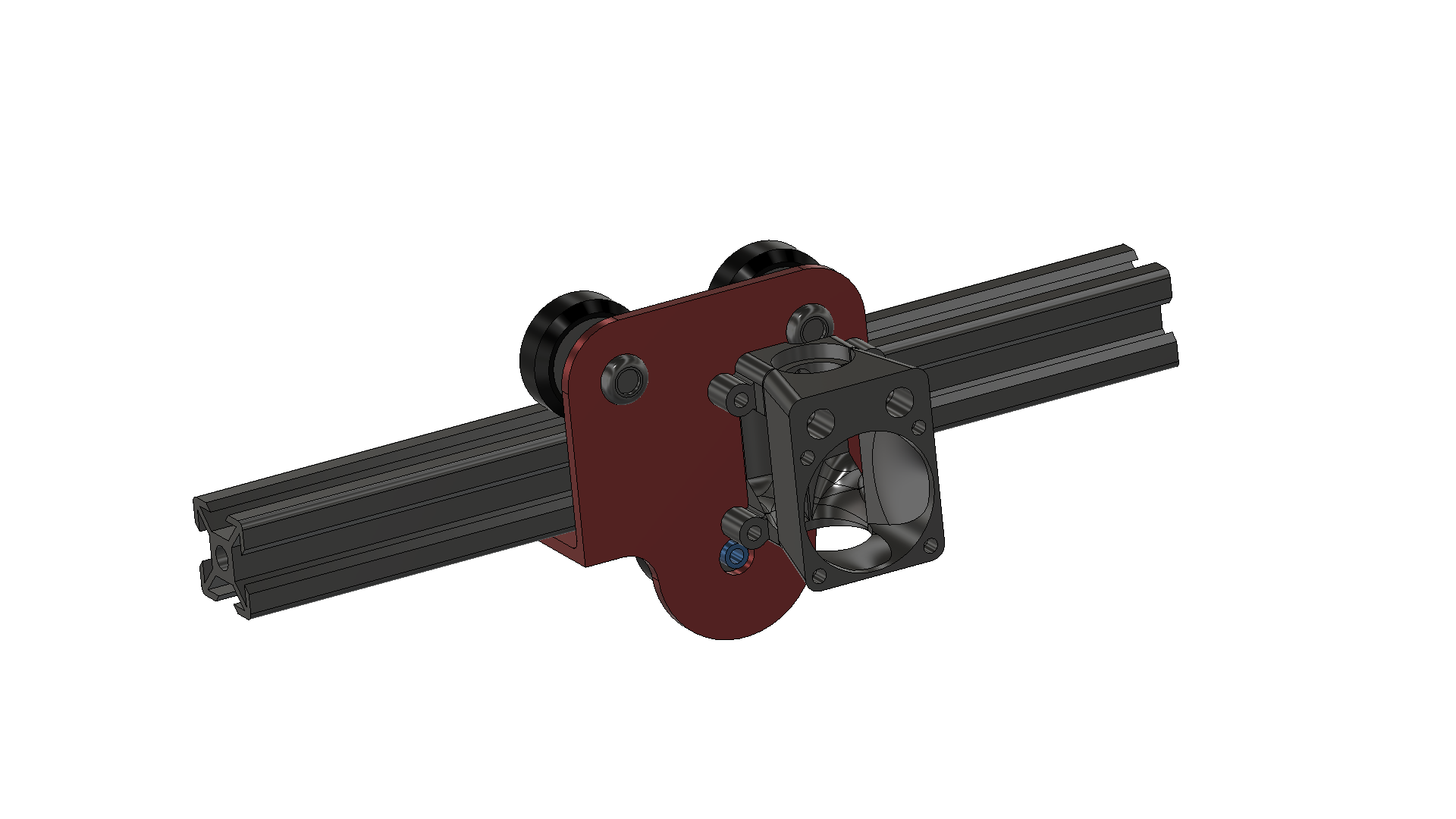
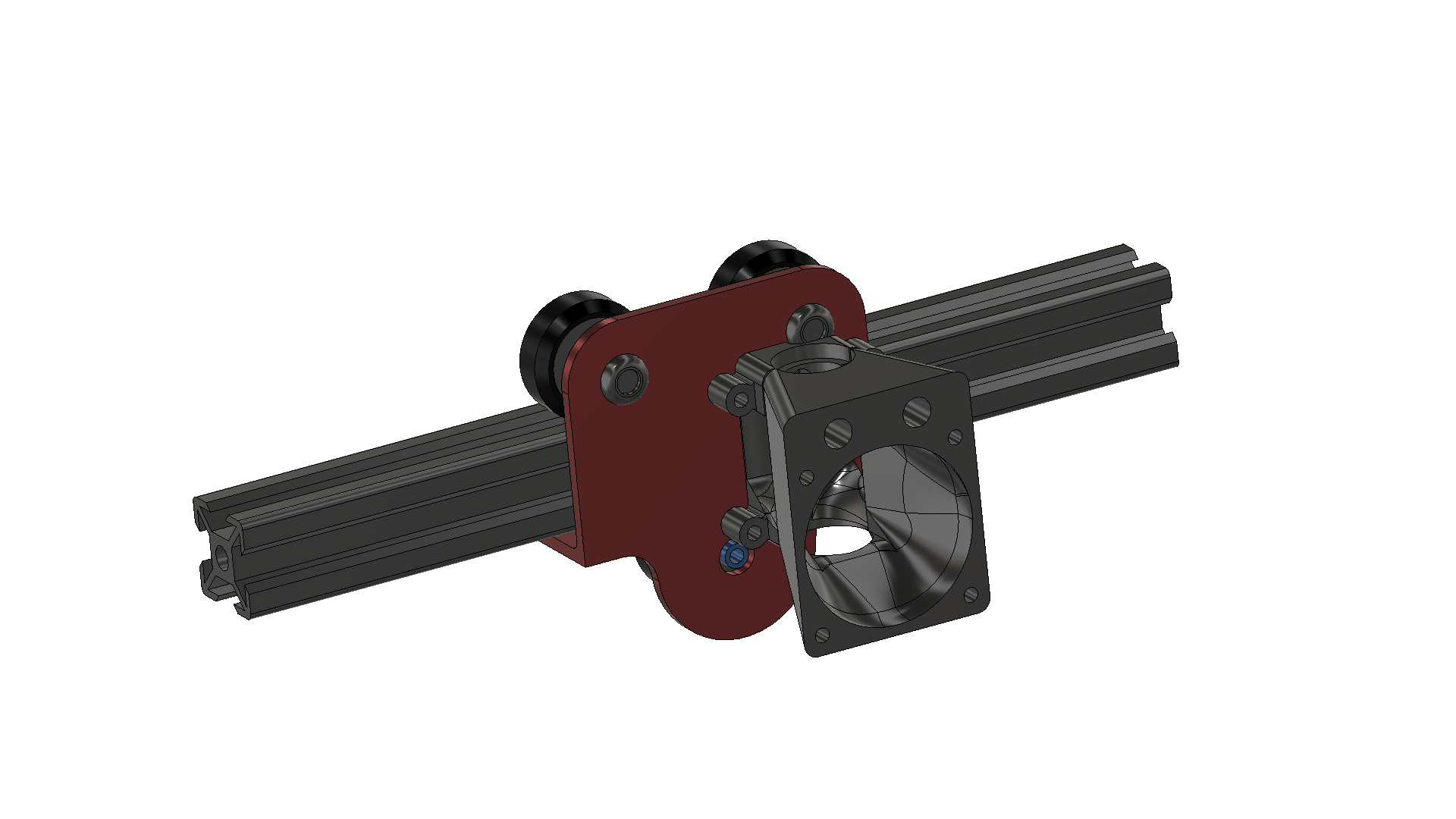
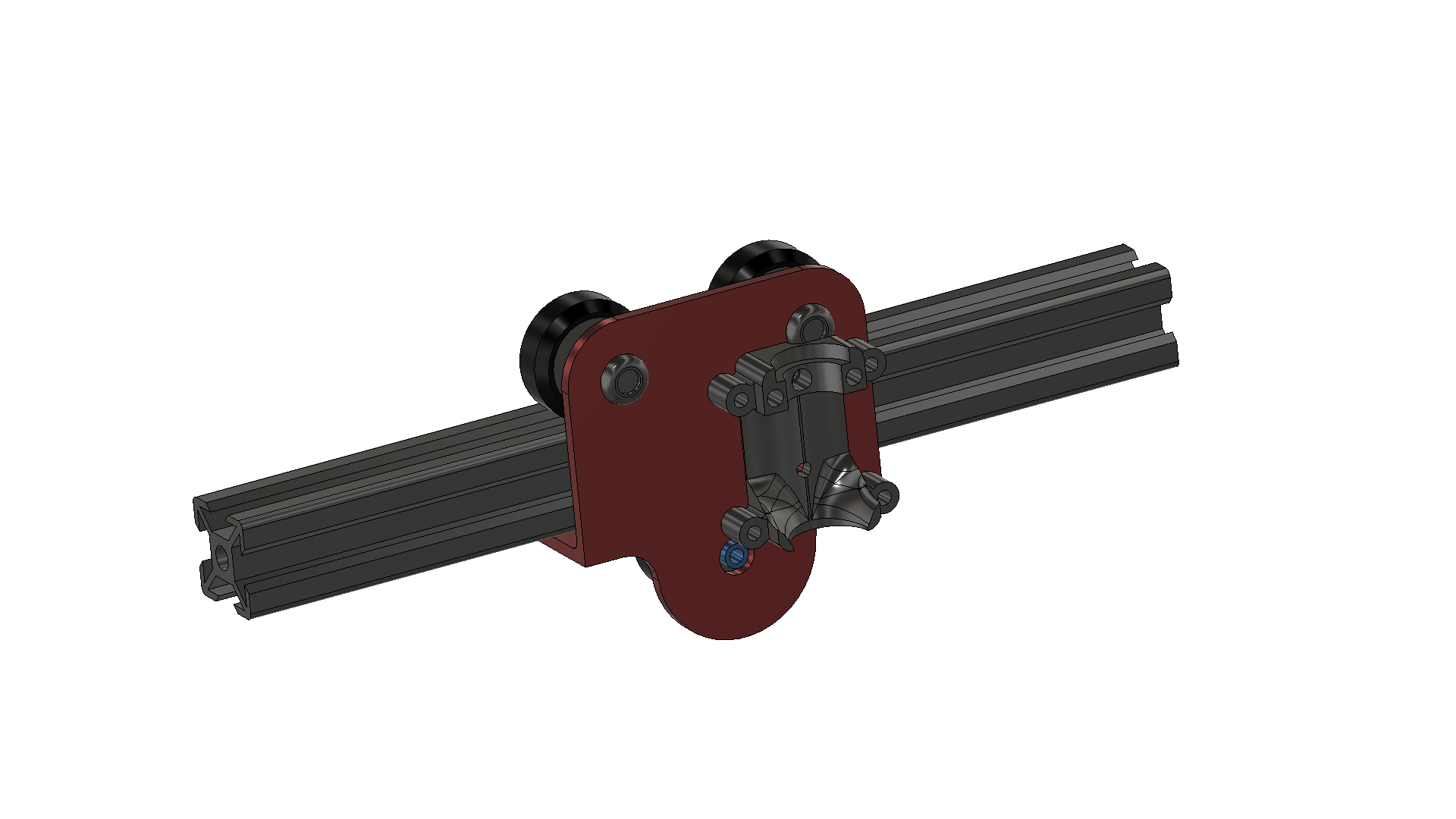
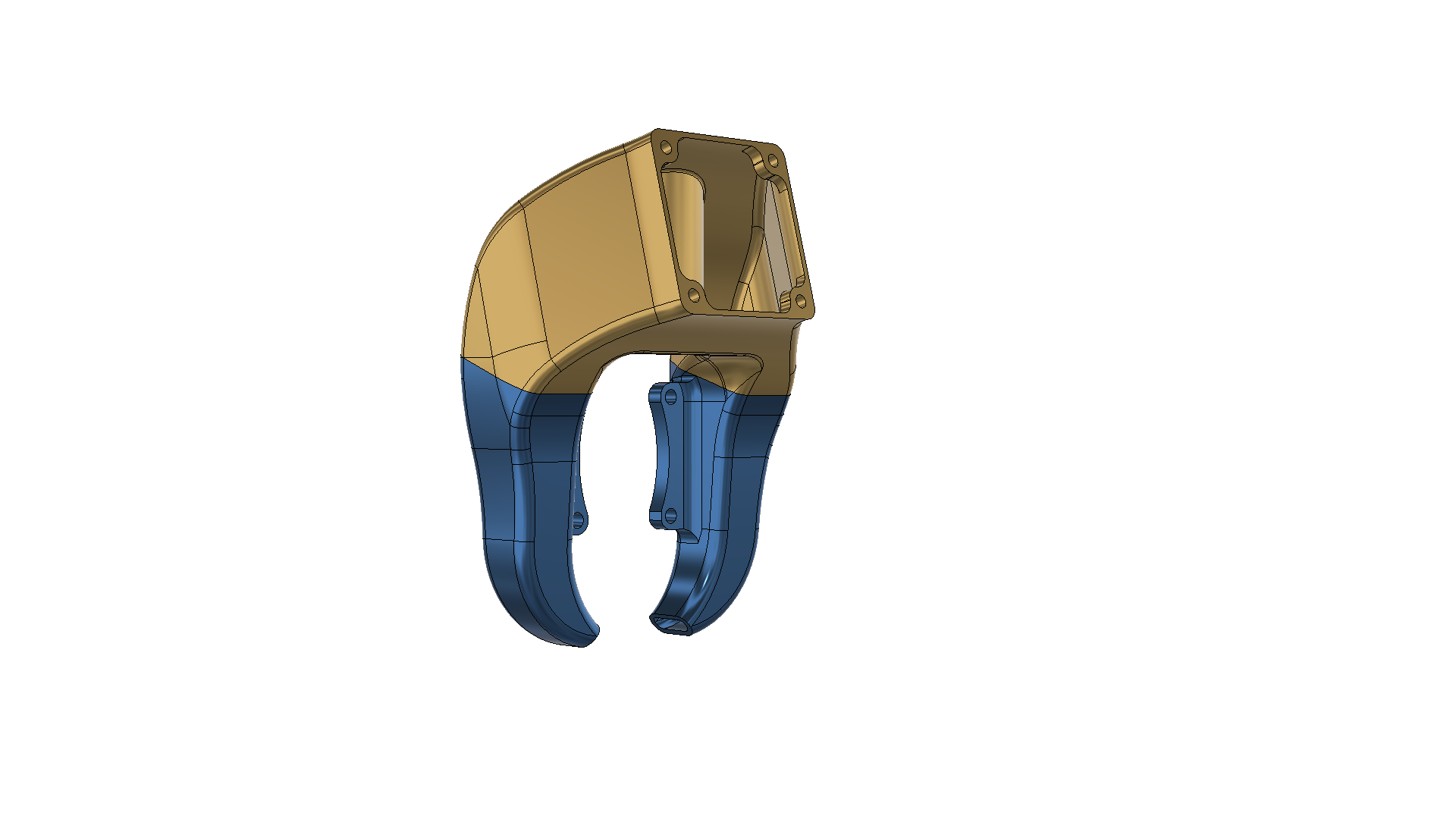
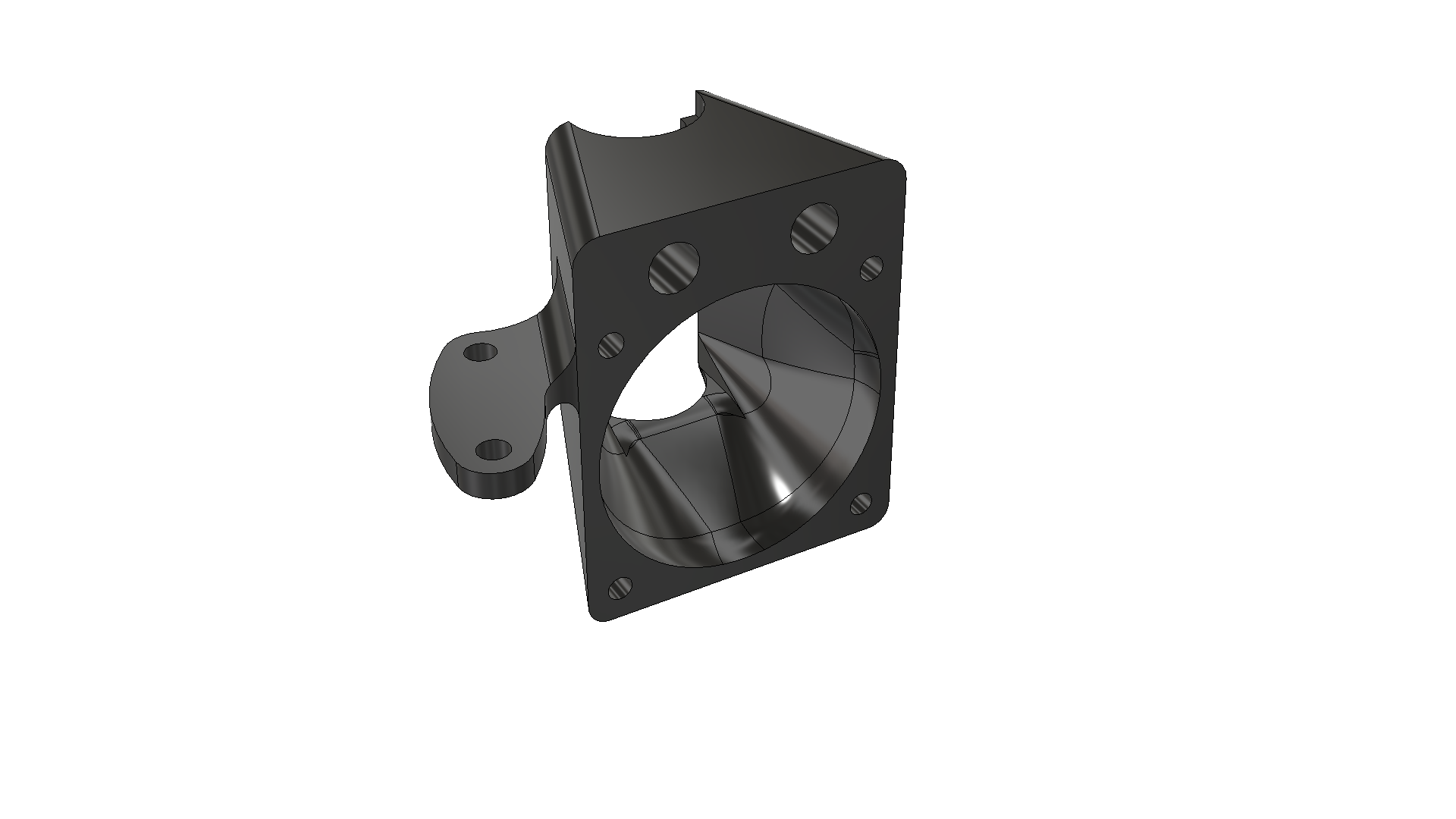
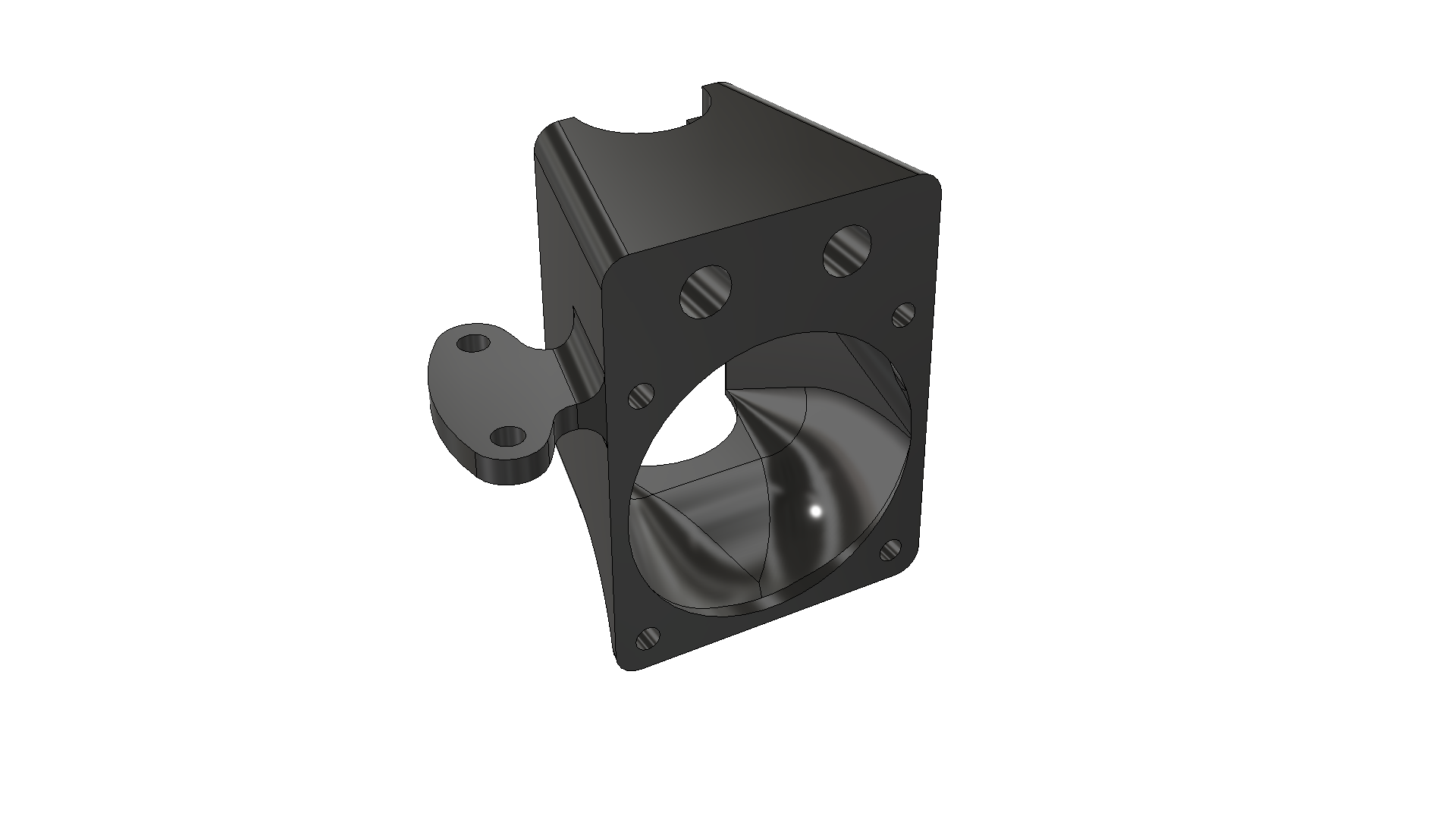
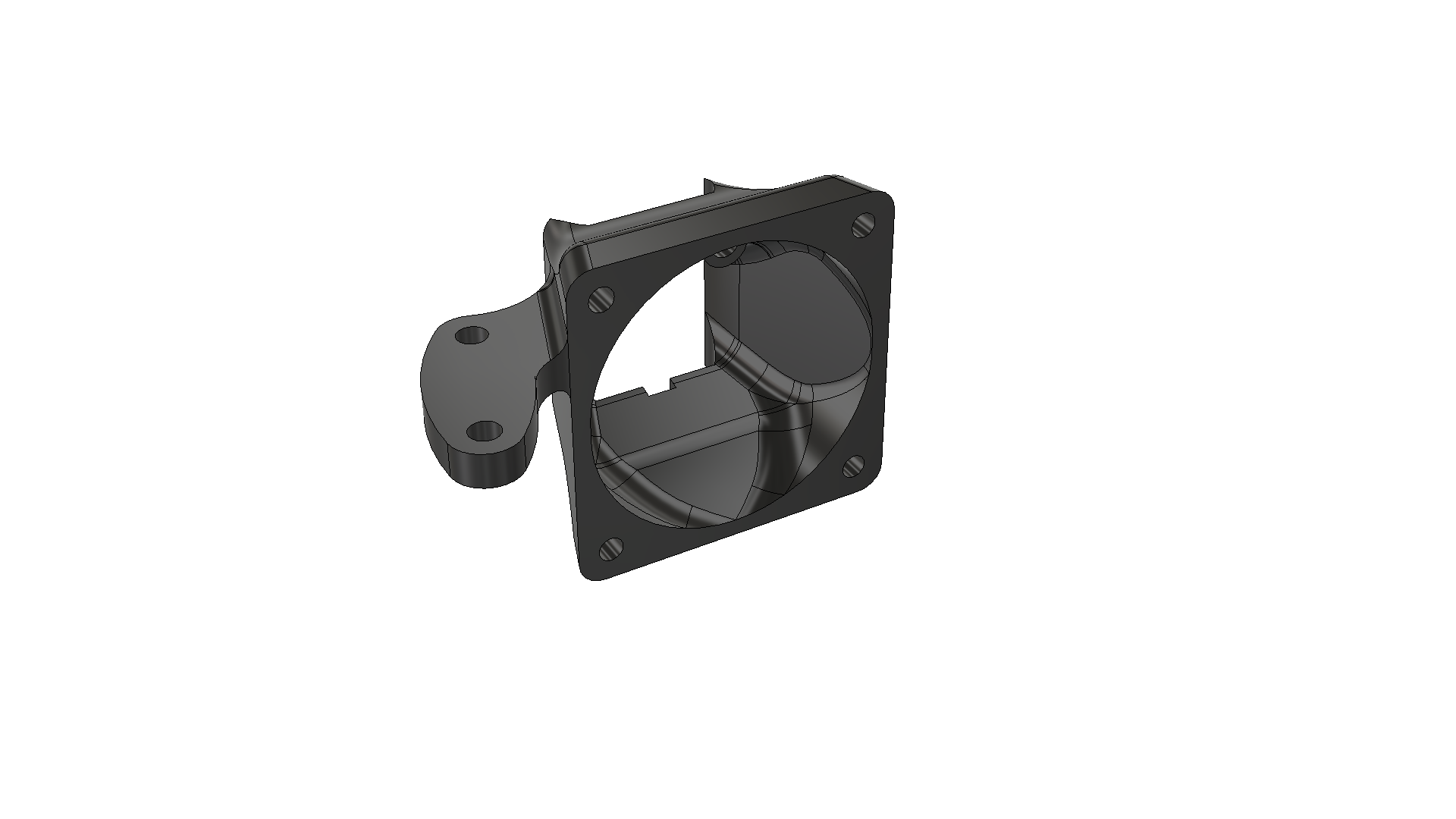
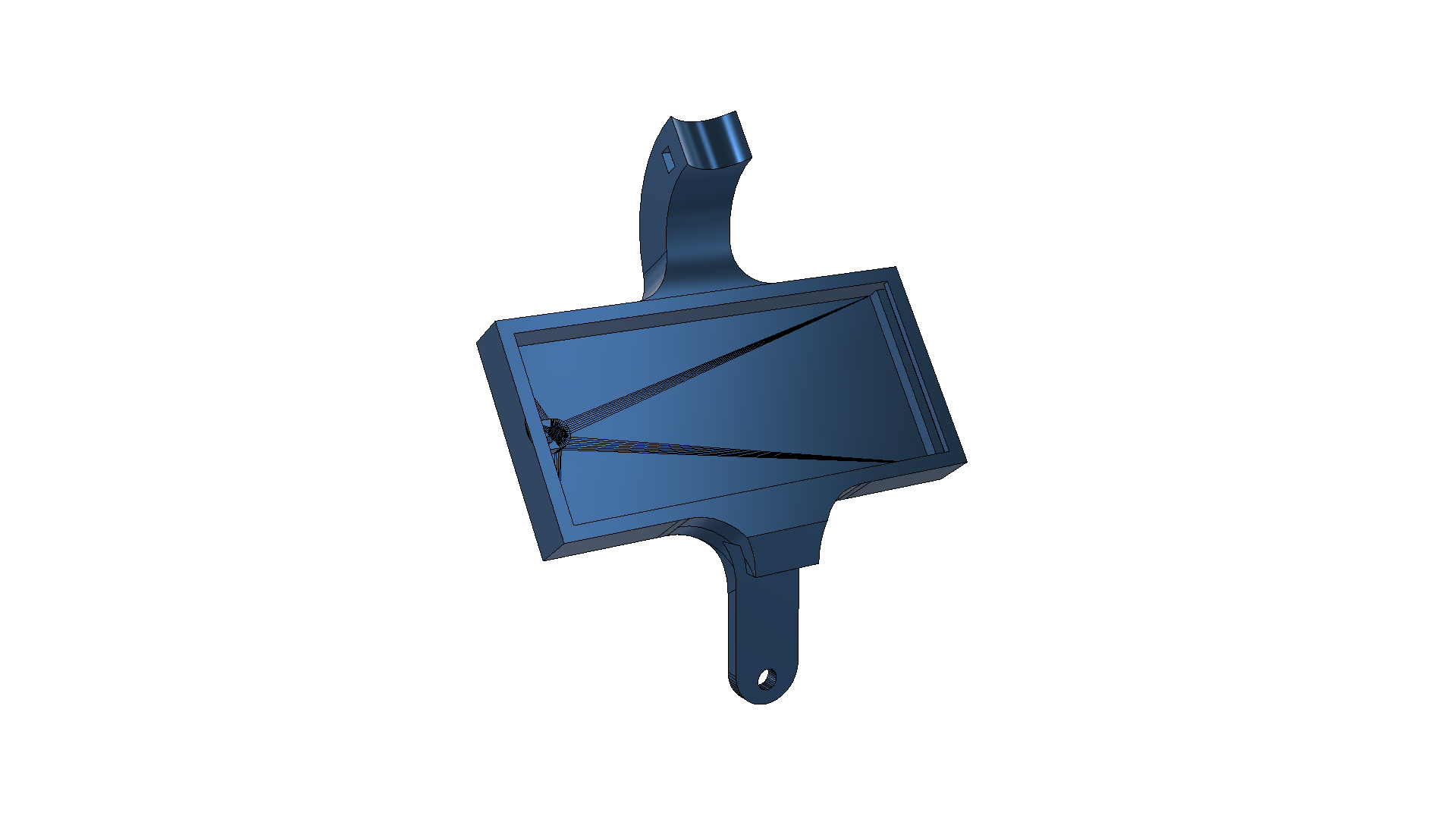
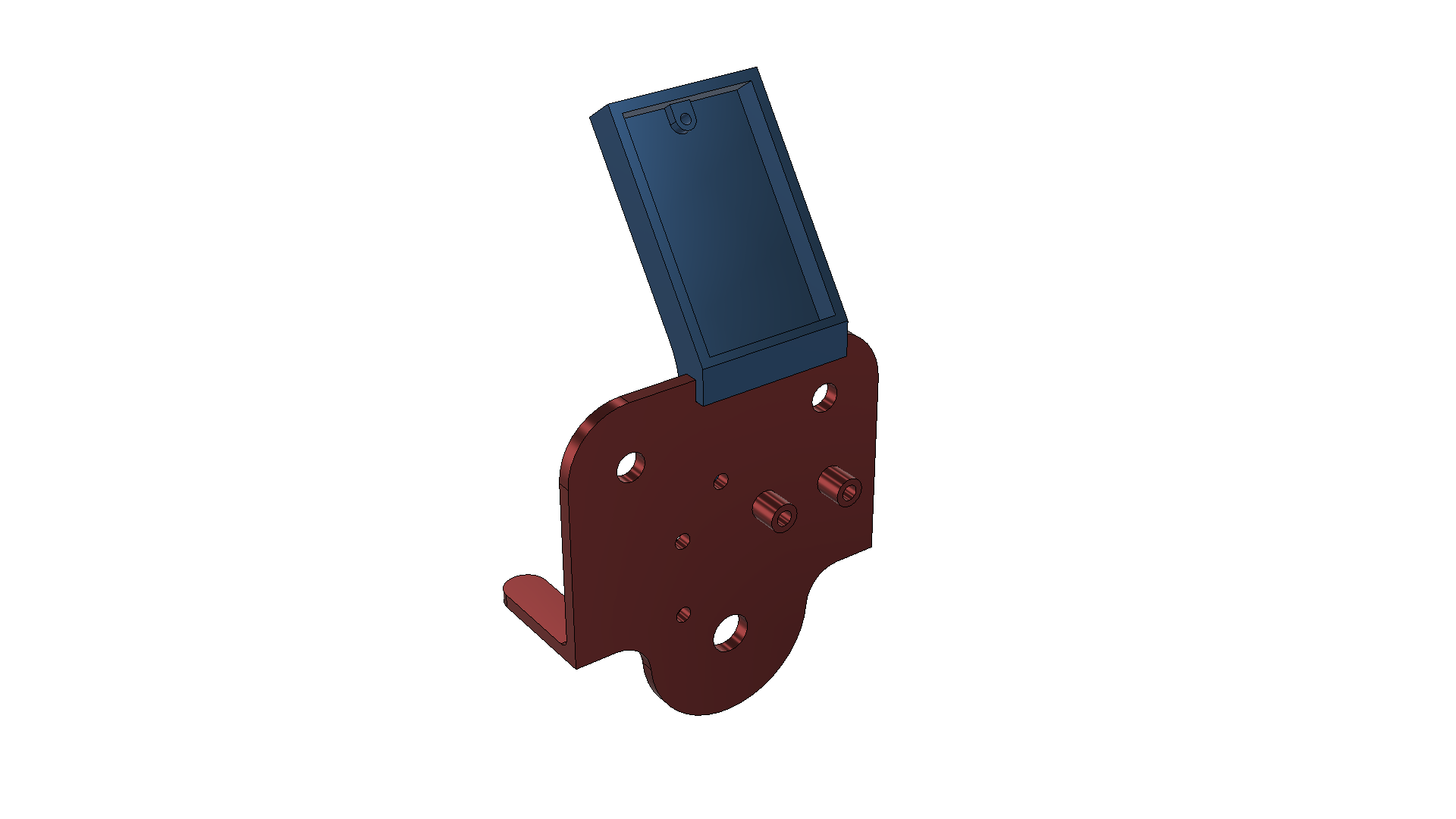
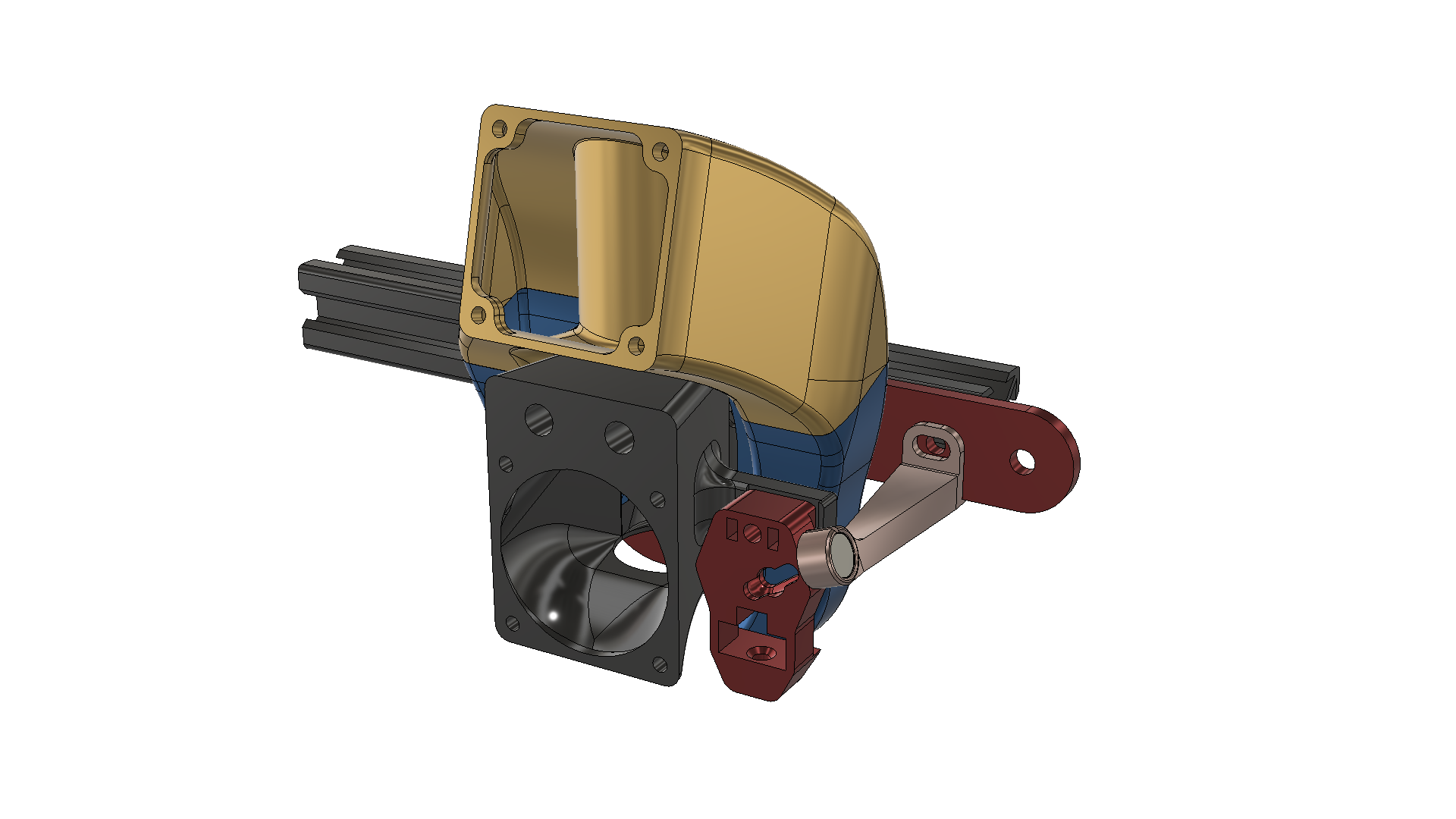
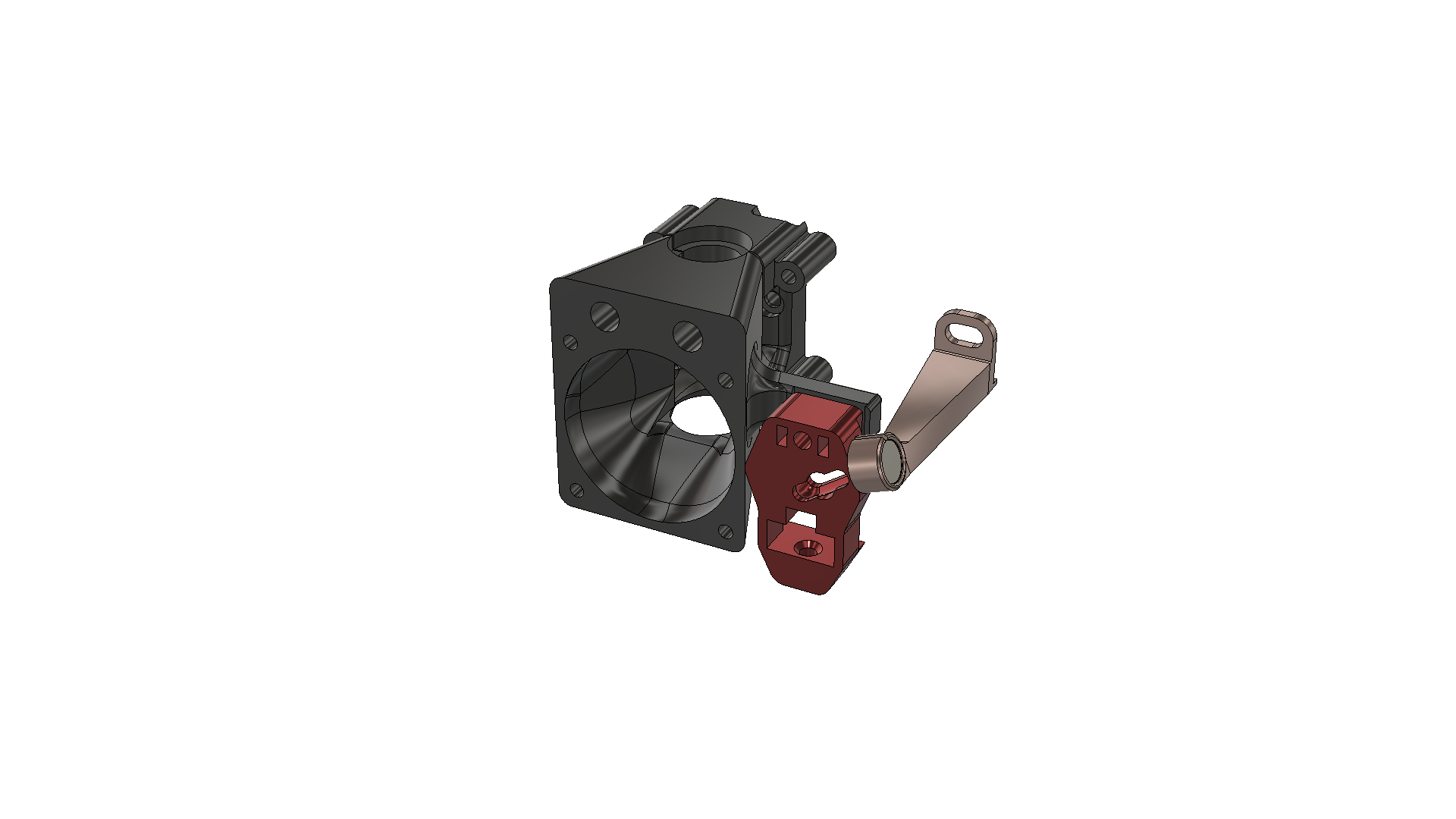
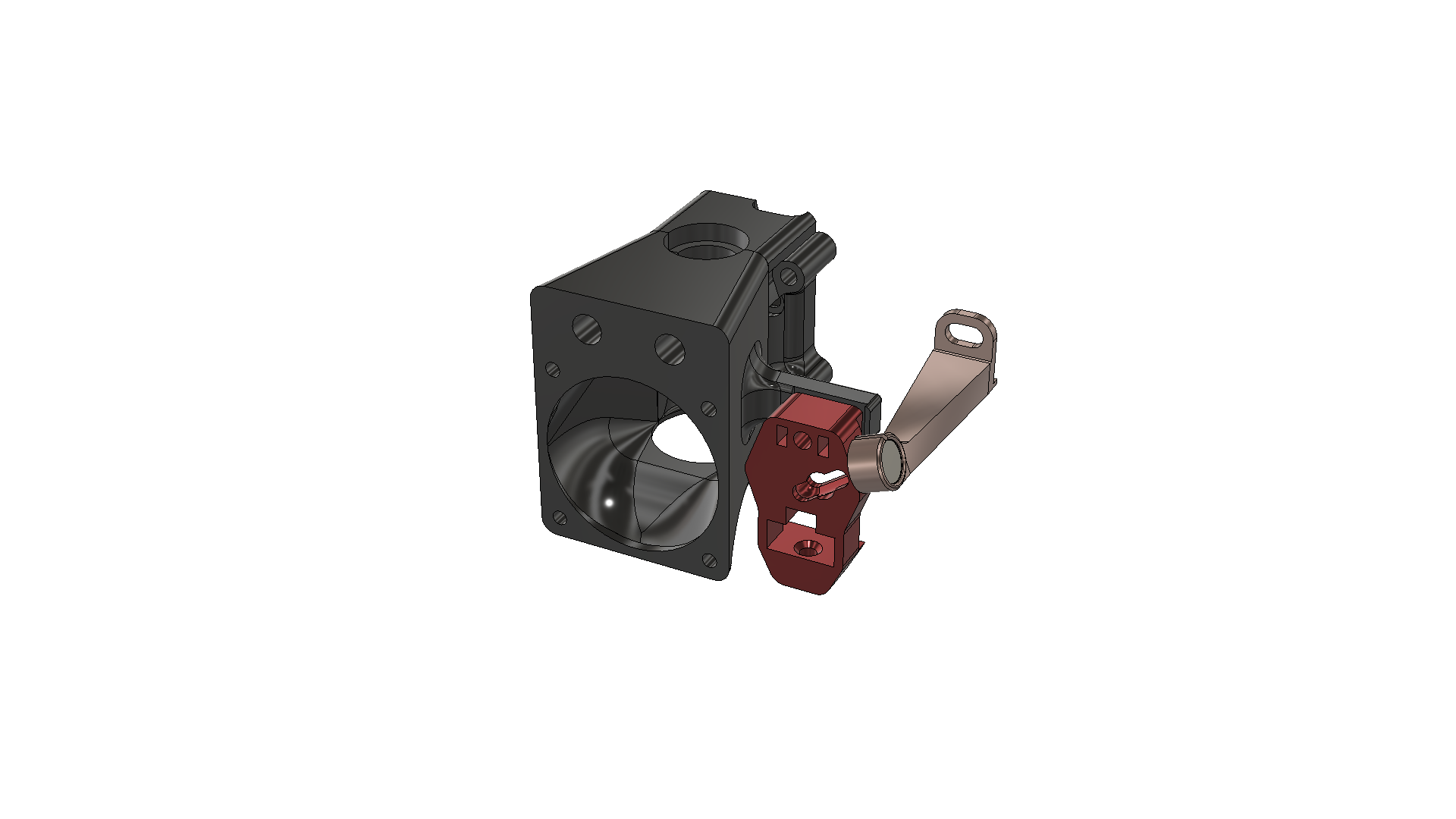
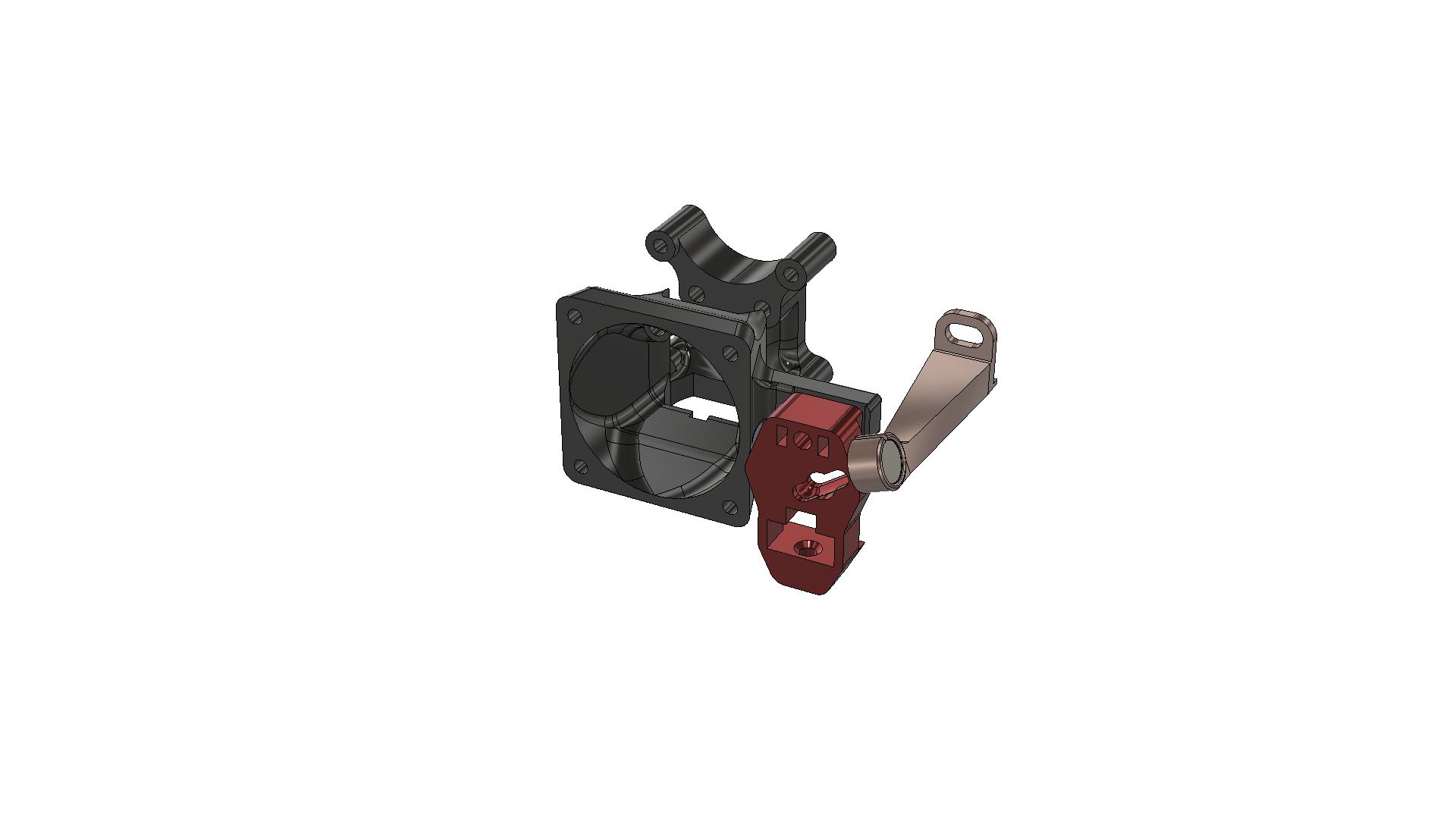
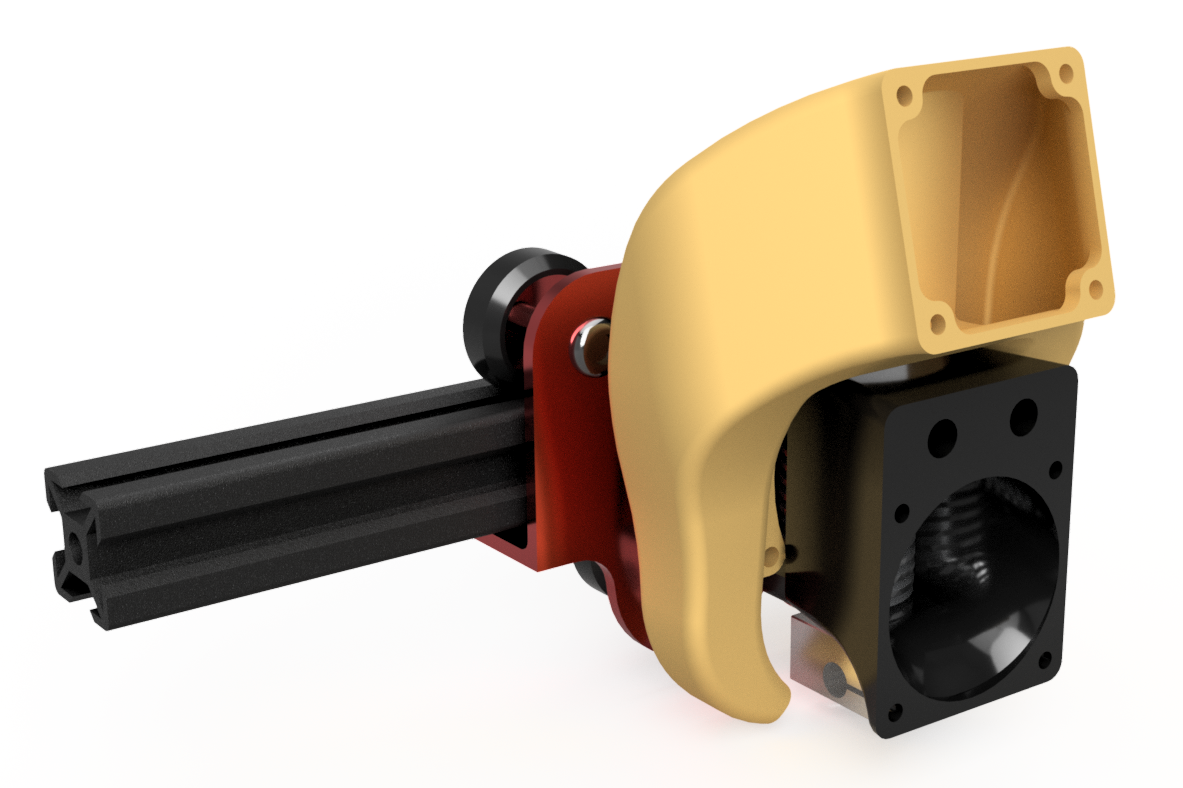
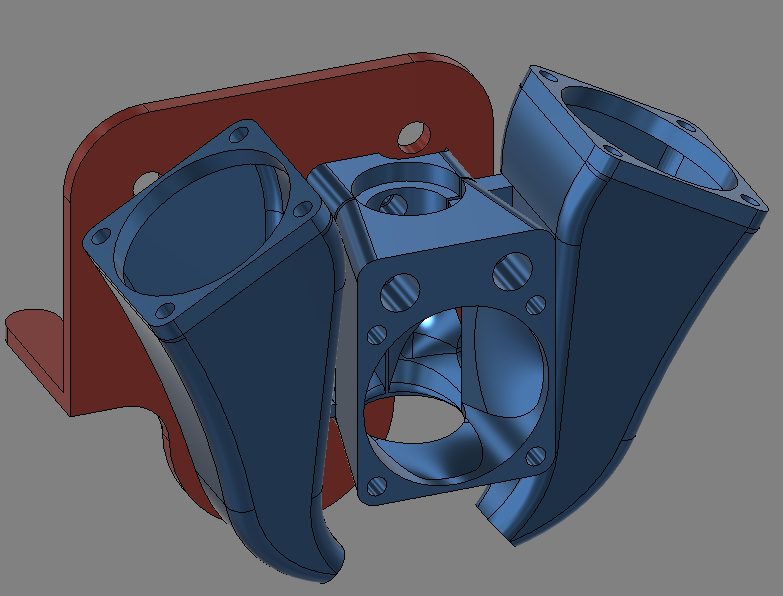
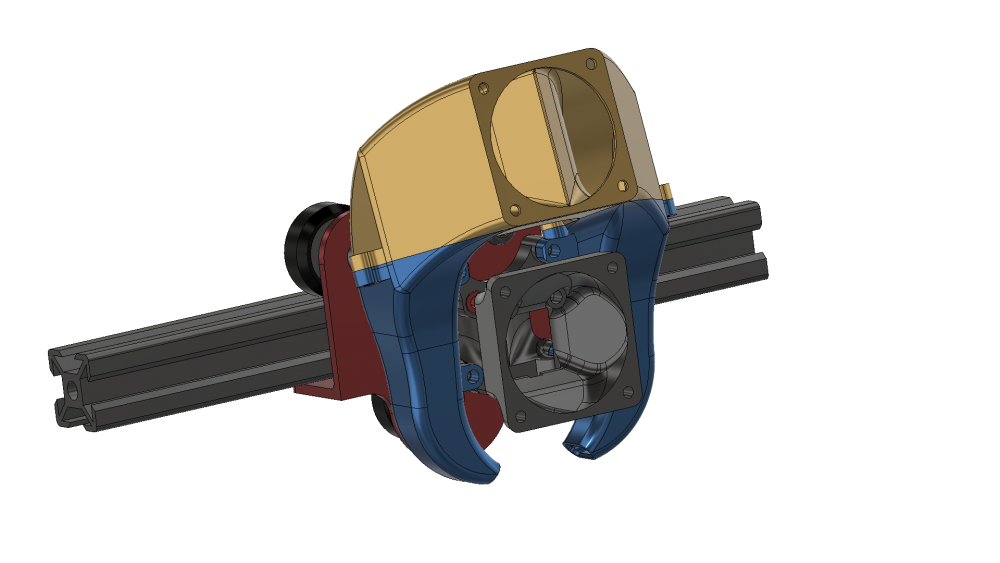
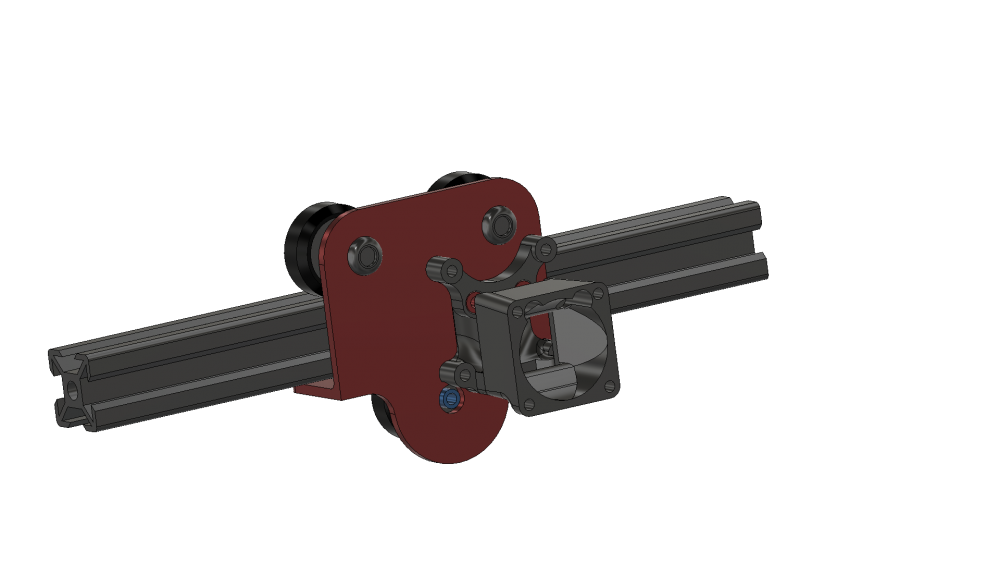
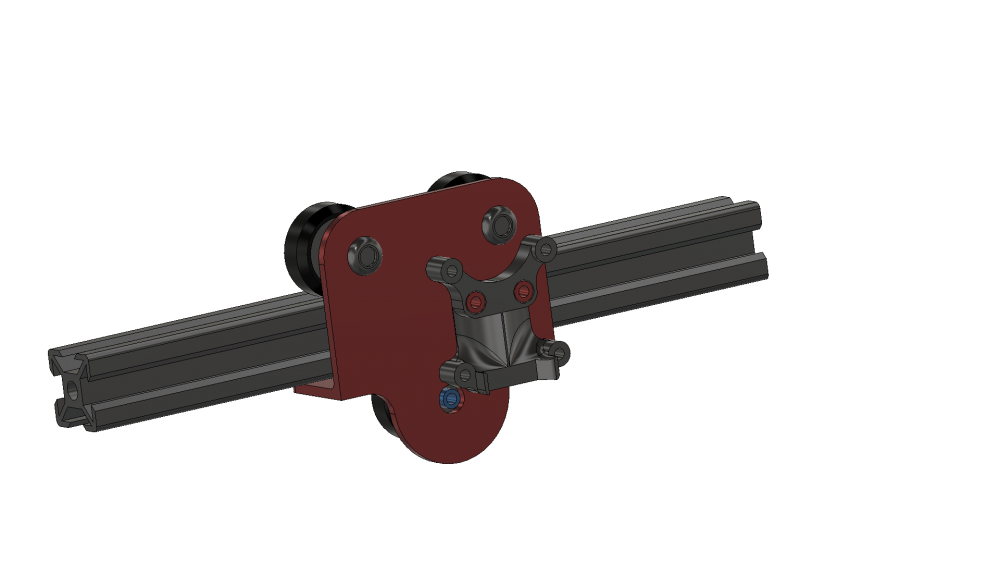
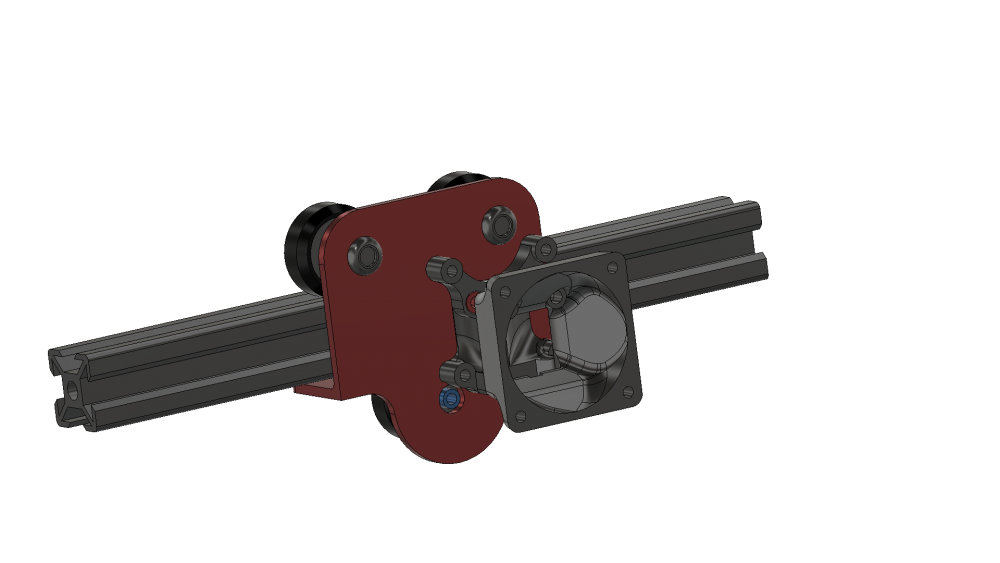
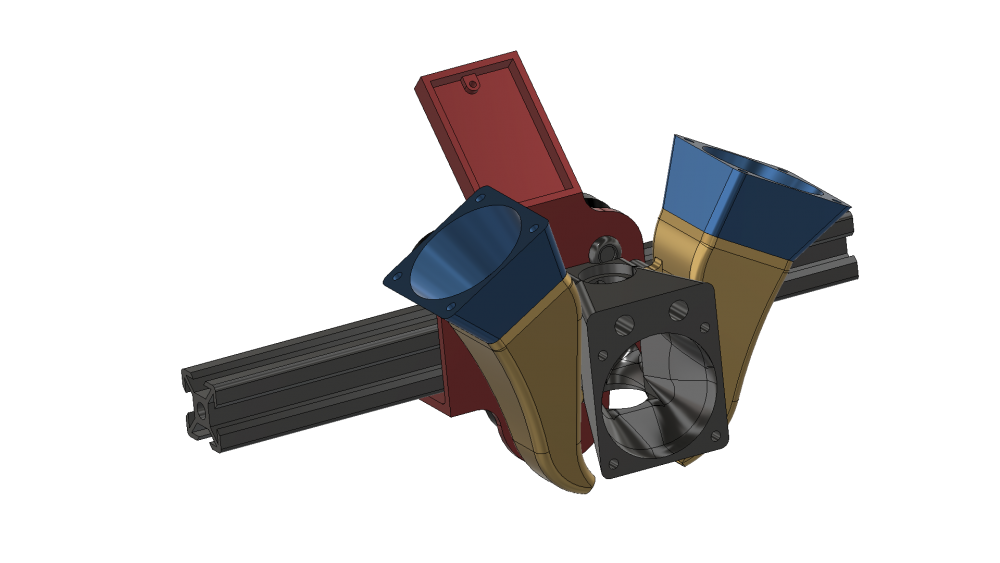
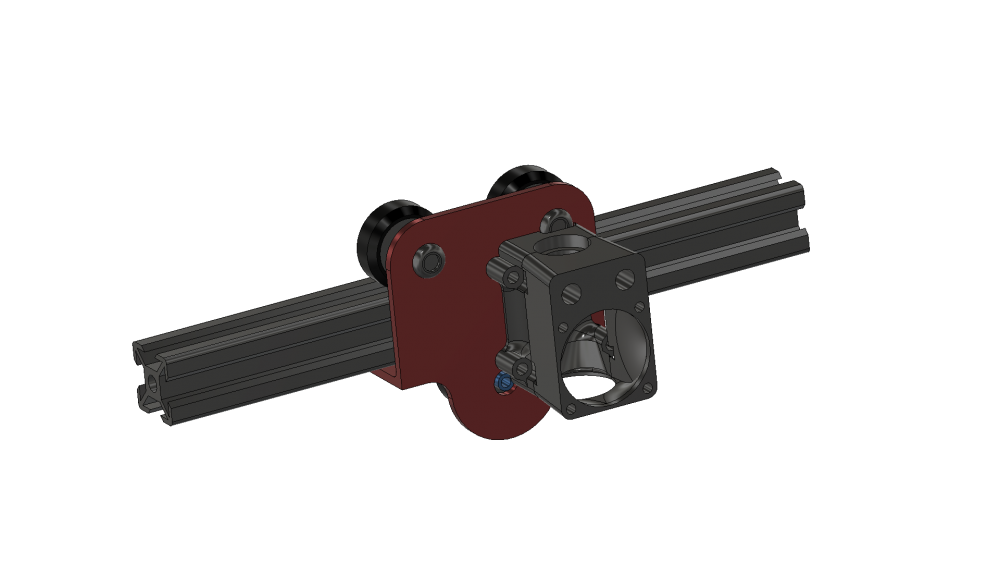
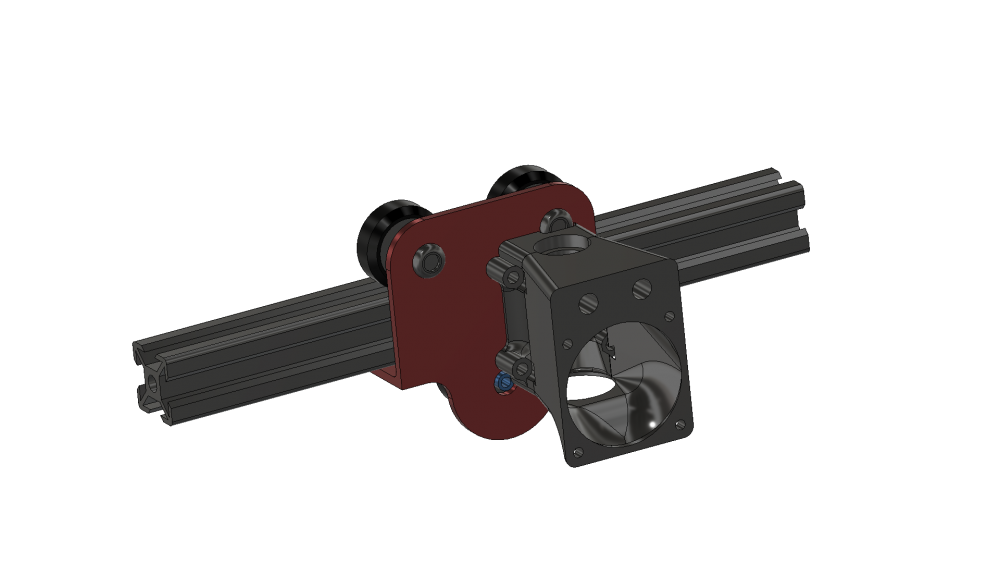
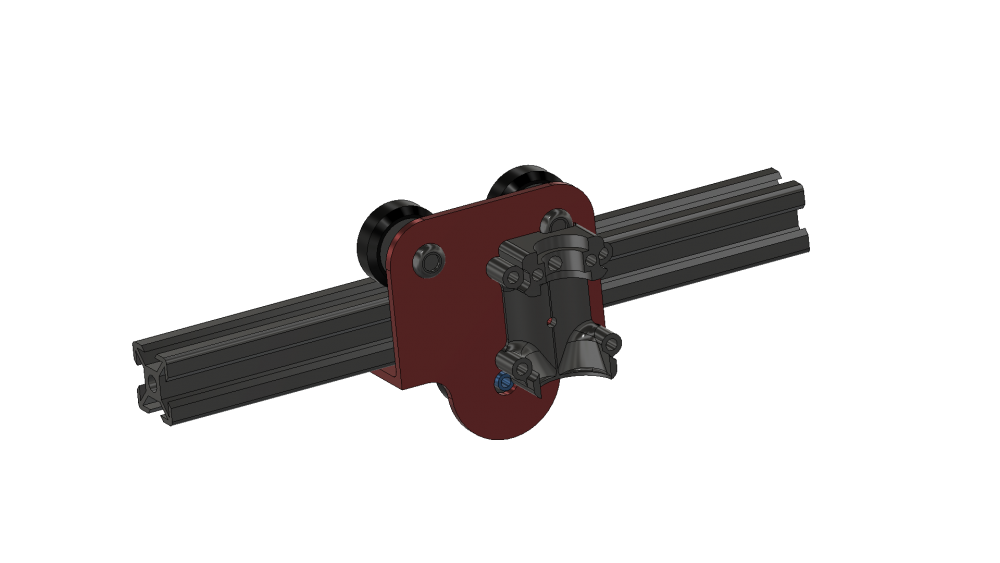
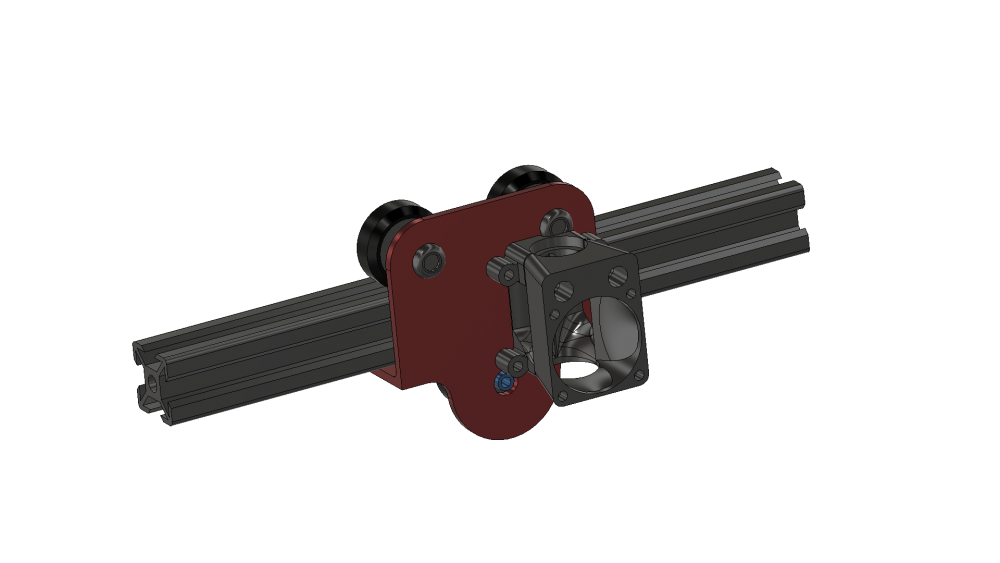
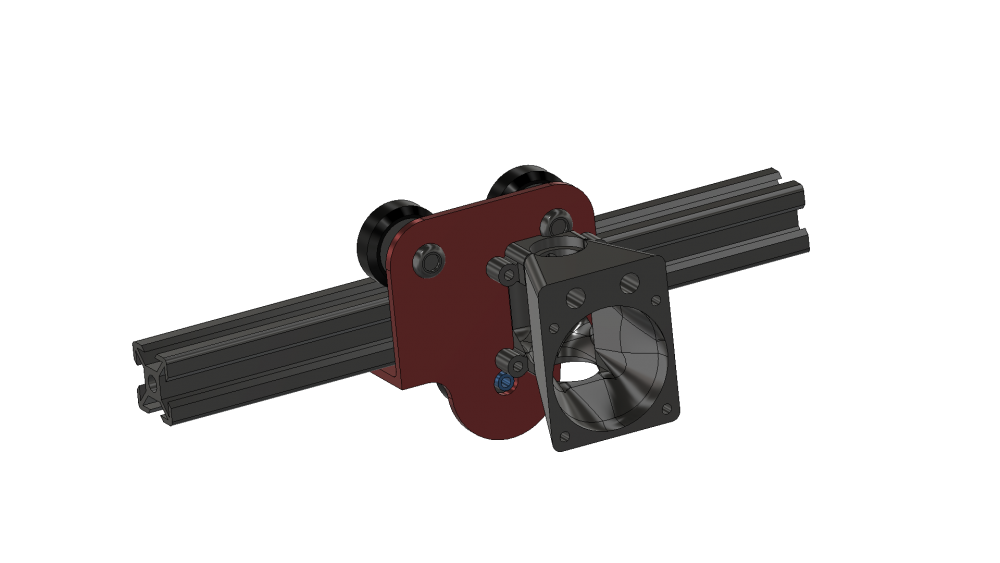
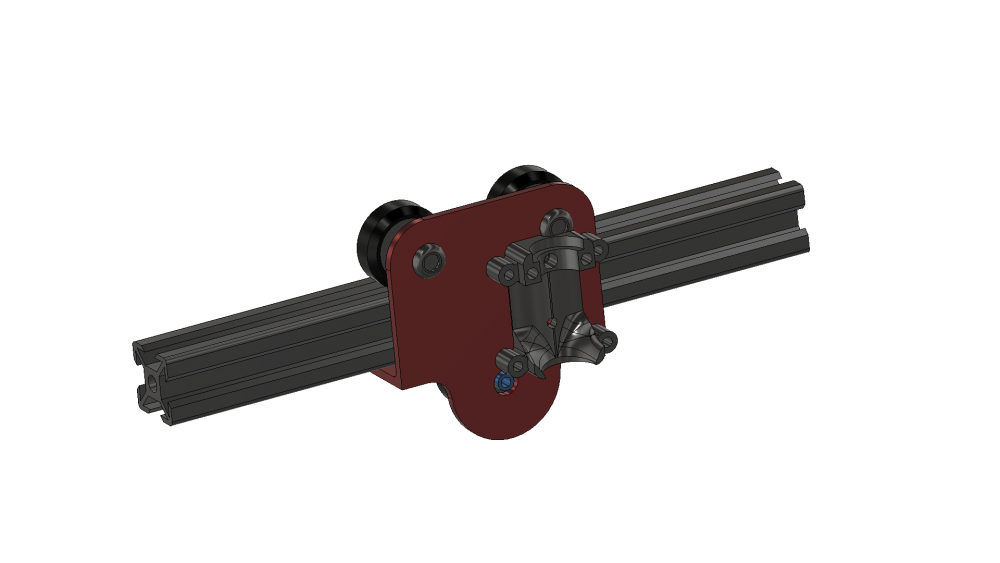
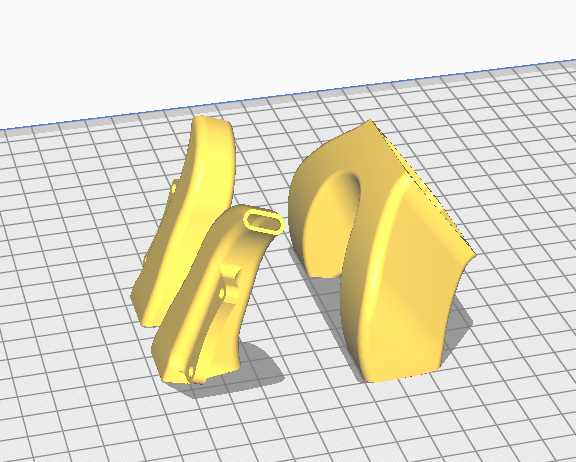
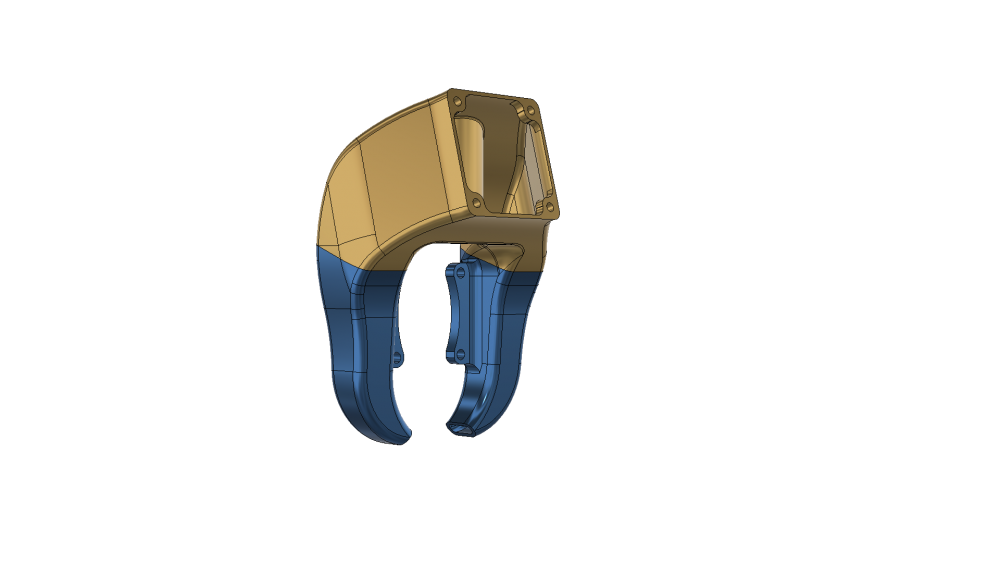
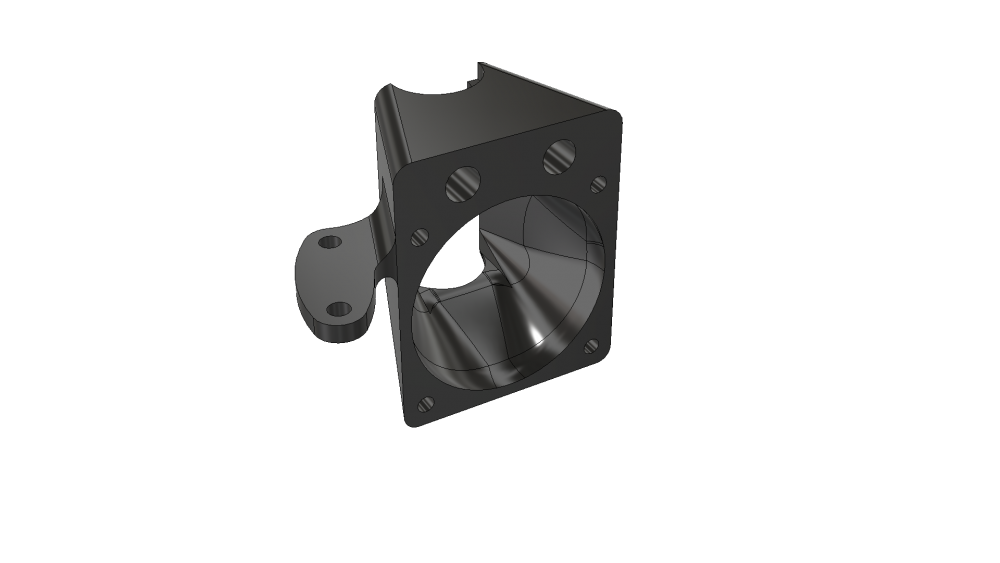
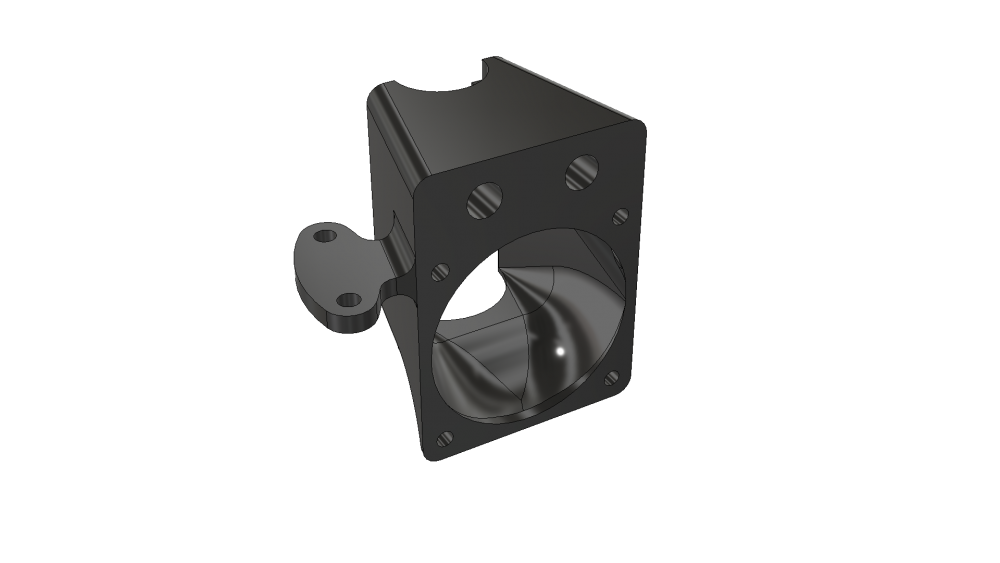
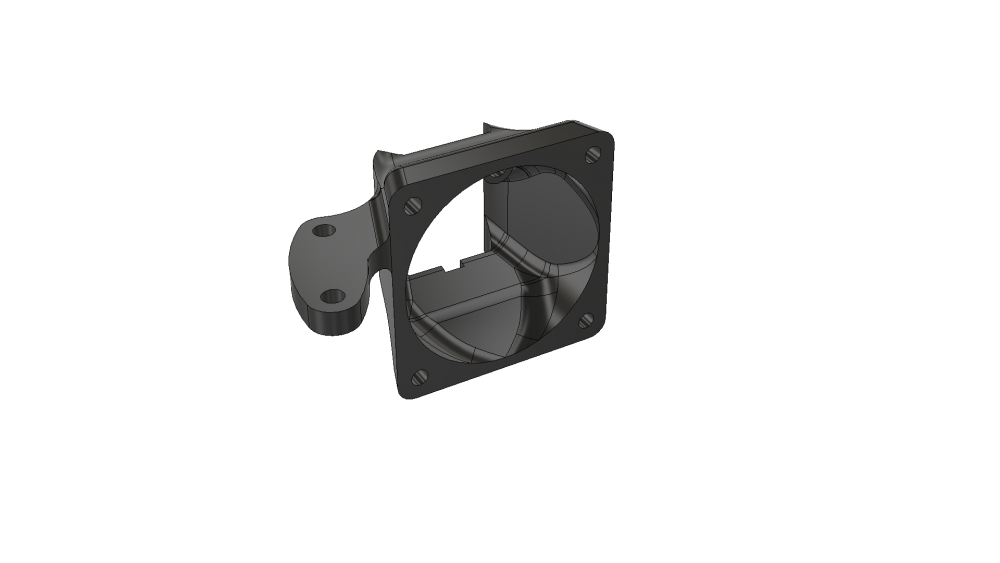
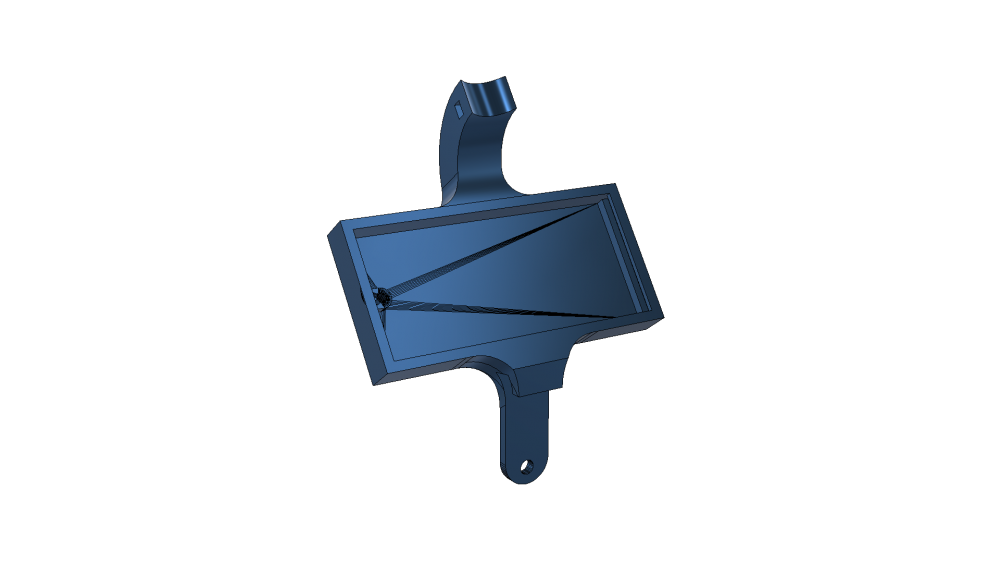
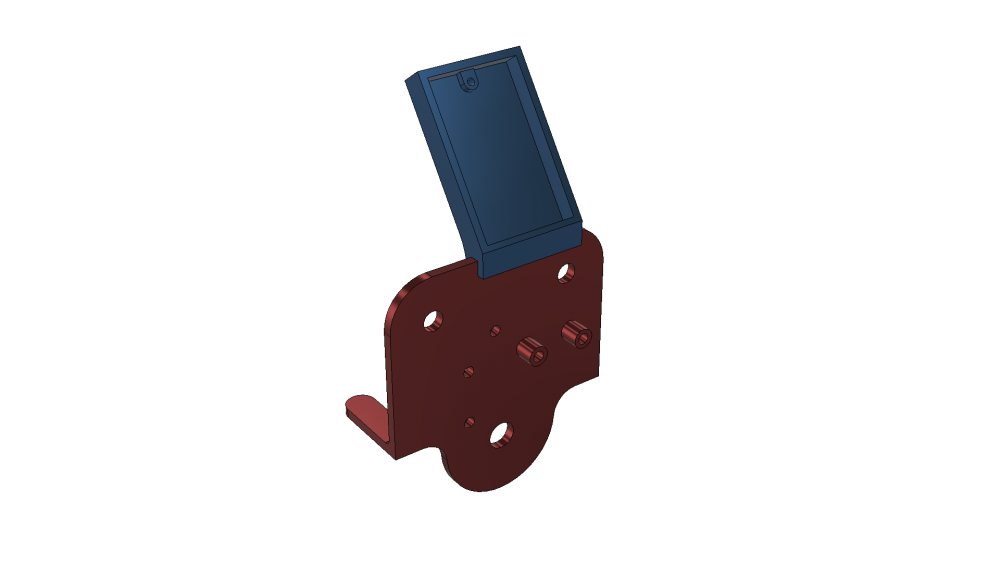
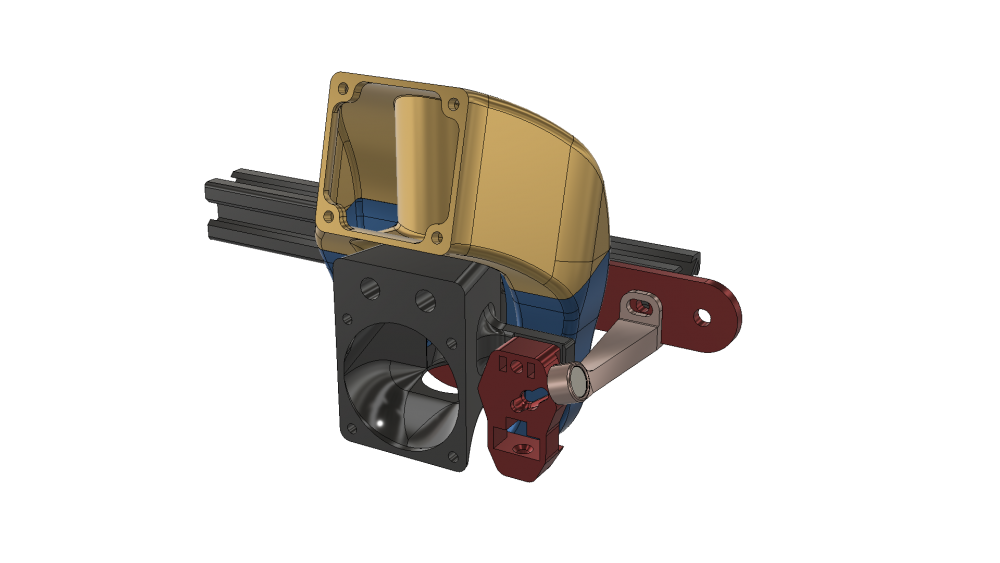
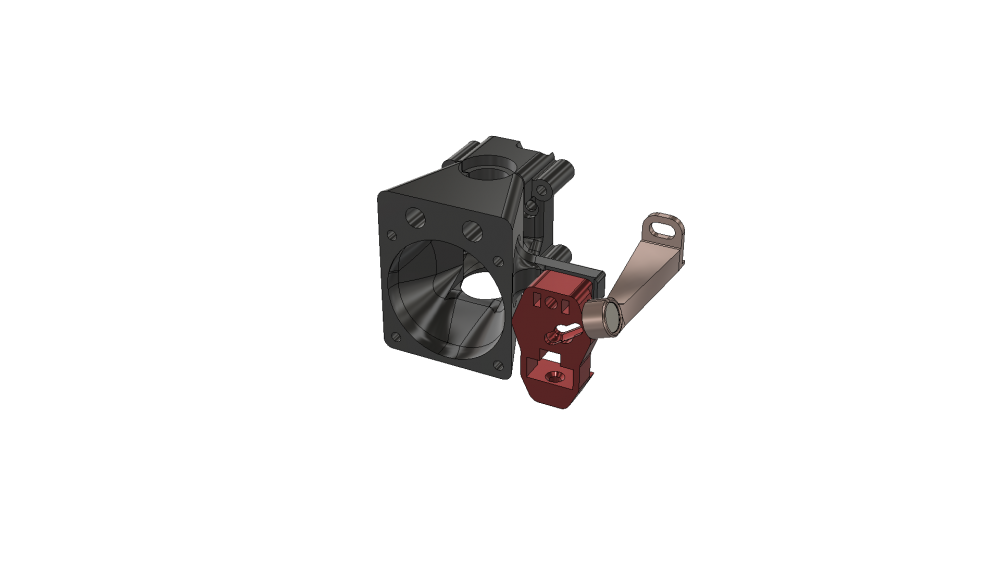
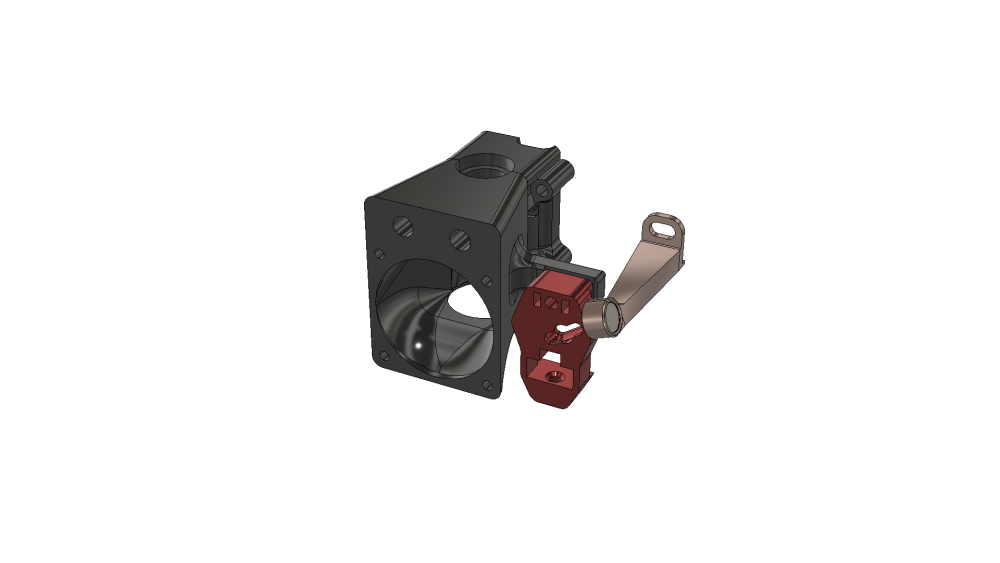
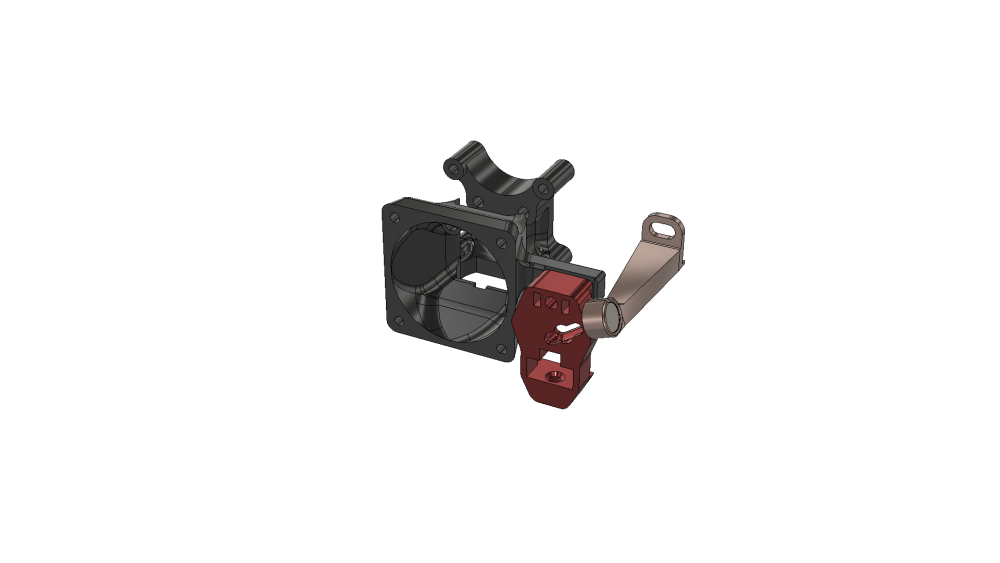
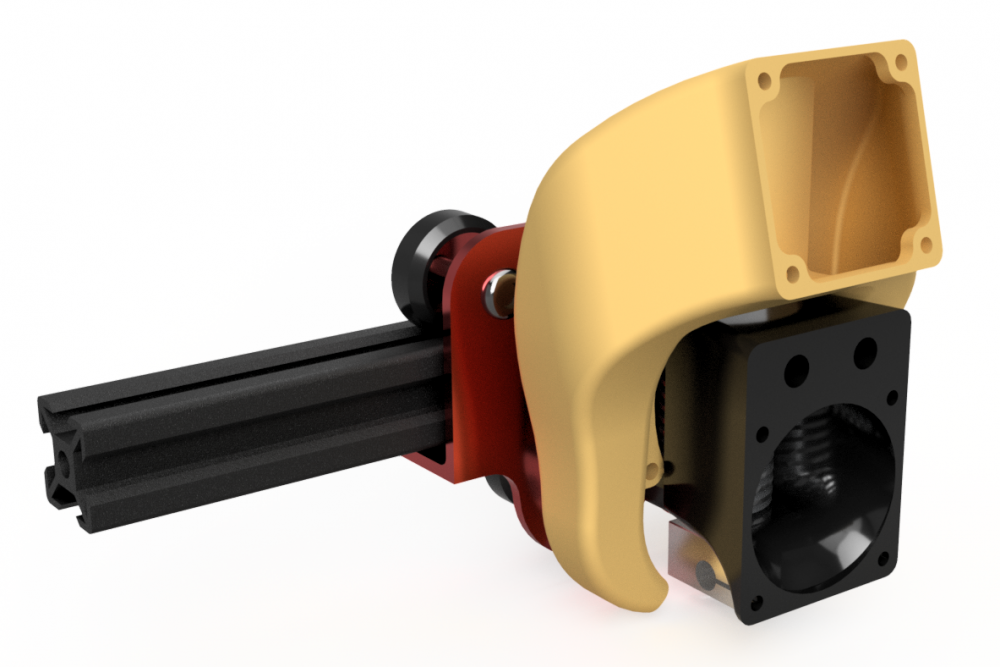
Bonjour à tous et bienvenue sur le topic officiel du fang modulable ! Les réponses à la plupart des questions concernant le montage, la visserie nécessaire, les paramètres d'impression ou les pièces à imprimer pour votre configuration se trouvent soit : DANS CE MESSAGE (cliquez sur "révéler le texte masqué" pour accéder à l'info qui vous intéresse) DANS LA NOTICE PDF (téléchargeable au bas de ce message) Donc merci de bien TOUT lire avant de poser des questions auxquelles vous avez déjà les réponses ! Origine du projet : MAJ 28/01/19 : Suite de l'aventure ! Entrons dans le vif du sujet ! Donc à ce jour nous avons plusieurs montages possibles qui vont du simple fang 40mm et support pour tête et ventilo d'origine : Au montage AiO/E3D et fang à double ventilos 30/40mm + BL-Touch/Touch-mi et support pour PCB de @Janpolanton : Tous les fangs sont compatibles avec tous les supports tête, toutes les têtes supportent le BL-Touch ainsi que le Touch Mi. Chaque support de tête possède quatre montages de ventilateur hotend différents : 1 support pour accueillir un ventilo 30mm 1 support pour un ventilo 40mm 1 support pour accueillir un ventilo 40mm + BL-touch. 1 support pour accueillir un ventilo 40mm + Touch Mi Concernant le BL-Touch/Touch-Mi, vous trouverez dans le dossier dédié un fichier texte qui précise les offset X et Y à indiquer dans marlin/smoothie pour votre modèle de tête ainsi que des instructions de montage. Tous les montages têtes amènent à un petit décalage du home sur l'axe Y (ente 6 et 9mm selon les modèles), il suffit pour palier à ce souci de déplacer un peu le endstop de l'axe Y de manière à ce que la tête tombe bien là ou elle le doit ! Pour ce qui est des liens de téléchargement, deux solutions s'offrent à vous : Un lien vers MEGA.NZ exclusif au forum, il contient en plus du fang 40mm une version double ventilos 30mm et les supports pour le PCB de @Janpolanton, de plus en passant par MEGA.NZ vous avez la possibilité de ne télécharger que ce dont vous avez besoin. Un lien vers la page Thingiverse du fang 40mm. CES LIENS SONT DISPONIBLES EN BAS DE CE MESSAGE ! Pour ceux qui ne sont pas à l'aise avec Mega.nz, quelques instructions : Illustrations des pièces dispo (je rappelle que les photos sont cliquables pour agrandir !) : Montage du Touch-Mi : MAJ 07/07/19 : Paramétrage de Marlin pour le TouchMi (par @sensei73) MAJ 10/03/19 : Nouvelle version du fang. Il existe deux versions du fang 40mm, une version "facile à imprimer" en trois partes et une version monobloc, plus difficile mais pas insurmontable ! Position et paramètres d'impression pour la version 3 pièces : Idem pour la version monobloc (par @jipee) LIENS DE TÉLÉCHARGEMENT : MEGA.NZ = >>>ICI<<< Thingiverse = >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- NOUVEAU ! Vous pouvez désormais acheter votre fang modulable imprimé en PLA 3D-870 chez CompoZan, ça se passe >>>ICI<<< ----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------- INSTRUCTIONS DE MONTAGE FORMAT PDF : >>>ICI<<<. Voila, n’hésitez à laisser un petit like, ça fait toujours plaisir ! Enjoy !





 1 point
1 point -
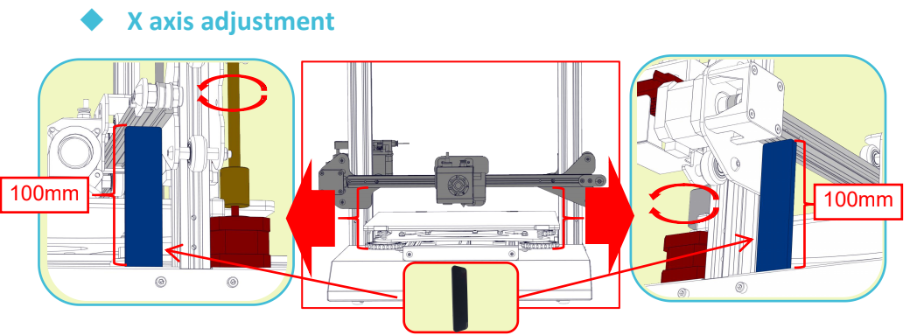
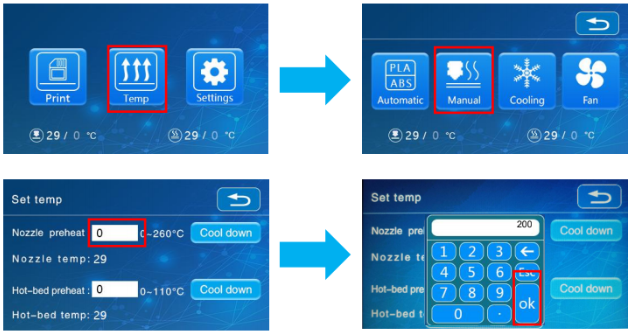
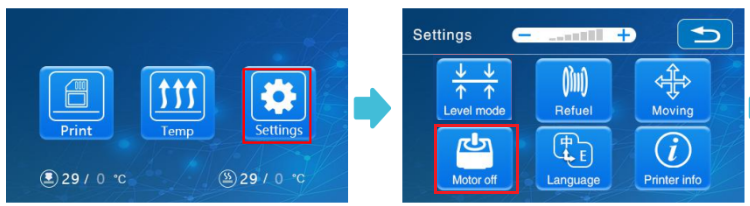
Bonjour, Etant nouveau dans le monde de l'impression 3D, je découvre ce monde avec surprise. Je m'attendais à des outils beaucoup plus rôder que ça ne l'est actuellement. Devoir aller chercher sur les forums dans la 1ere heure du déballage de l'imprimante pour comprendre son fonctionnement, n'est pas normal, a mon sens. Mais bref, pour le moment avec CREALITY c'est comme ça, faisons avec. Je souhaite donc mettre en place un post recensant les différentes informations concernant la CREALITY CR10 S PRO pour m'aider, et aussi aider les prochains nouveaux. J'ai besoin de votre aide pour corriger / compléter ce post. Merci d'avance. - PROCEDURE - Fonctionnement d'une imprimante 3D : Vidéo qui explique bien son fonctionnement Montage : Pour cela rien de plus simple suivre la notice. ( Ici le manuel en PDF ) Réglage de l'axe X : Pour le réglage de l'axe X, il faut utiliser la cale de 10cm fourni, la caler bien droite sous la courroie, et regler en fesans tourner la vis sans fin derriere. (Penser a tenir l'autre vis sans fin pour pas qu'elle ne tourne en même temps) Réglage de l'axe Z : Visser toutes les vis du plateau a fond sans forcer et desserrer de 1 tour. Allumer l'imprimante et chauffer le plateau à 60° et la buse à 200° (MENU : Temp > Manual > Nozzle 200° et Hot-Bed 60°) Une fois les températures atteintes, cliquer sur MENU : Settings > Level mode, la buse va se placer sur la position du milieu et avec les touches Z+ et Z- ajuster la hauteur avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. On va régler le détecteur de leveling : dévisser la vis du dessus jusqu'à ce que la led rouge soit éteinte, et revisser jusqu’à ce qu'elle se rallume. Appuyer sur Z Home, la buse va se placer sur la position du milieu et ajuster de nouveau la buse avec une feuille de papier avec les touches Z+ et Z- et recliquer sur Z Home. Réglage de l'axe Y (Le Plateau) : 2 méthodes existe, le faire manuellement sans les moteurs et sans le mode AUX LEVELING, ou en automatique avec le mode AUX LEVELING. MANUEL : Désactiver les moteurs , cliquer sur MENU : Settings >Motor Off Déplacer manuellement la buse dans les 4 coins du plateau et régler la hauteur de plateau avec les vis en dessous. Avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. Ne pas hésiter a le refaire 2x. A la fin valider le point du milieu. Automatique : Cliquer dans MENU : Settings > Level mode > AUX LEVELING Cliquer ensuite sur chaque coin, pour que la buse se déplace et ensuite régler la hauteur de plateau avec les vis en dessous. Avec une feuille de papier A4, il faut que la buse frotte le papier sans l’accrocher. Ne pas hésiter a le refaire 2x. A la fin valider le point du milieu (1). Une fois que c'est fait, cliquer sur Z Home, une fois que la buse s'est déplacé , cliquer sur Check level. La buse fera le chec kde 16 points. Ne touchez plus a ce menu ensuite. Les paramètres sont enregistré dans l'imprimante. Tester l'impression : Pour la première impression, utiliser le fichier Dog_Test contenu sur la carte SD. Au début d'une impression, regarder bien le départ, et ajuster la hauteur de buse avec le bouton Adjust > Z- et Z+ Ensuite vous pouvez essayer le Test Bed Calibration ici pour valider votre configuration : https://www.thingiverse.com/thing:3409848?fbclid=IwAR2Q3_BtI3UeNdZvZAobStS9_dGBbsSYJObGzkPBRsEdqdG9zqN2ktt7e3k Mise à jour du firmware : Télécharger le firmware ici : https://fr.creality3d.cn/creality3d-cr-10s-pro-p00253p1.html Tuto ici : https://www.youtube.com/watch?v=SBX30GmM3Qo Problèmes d'impression et solution : https://cults3d.com/fr/blog/articles/identifier-corriger-defauts-problemes-impression-3D





 1 point
1 point -
c'est fait1 point
-
Oui on peut pas tout de deviner c'est sur. Alfawise continue de se détacher de façon plus ou moins forcé de son partenaire historique et ça donne ça. Je t'invite à créer un sujet dédié sur ce forum sous le même format que celui-ci. Et bon courage dans tes travaux1 point
-
@Éros Vérifie la fiche GX16 du raccord, c'est probablement elle qui est défaillante (mauvaise soudure ou câble dessoudé). Si tu l'a acheté sur Mamazon, retourne l'article. Au vu des photos, la vis qui maintient la thermistance me semble fortement serrée. En déconnectant la fiche GX16 du boitier (après avoir évidemment éteint l'alimentation), tu peux tester la valeur de la thermistance (~100 kohms). Les connexions sont les suivantes:
 1 point
1 point -
si tu peux la tester avec un ohmêtre si ton multimètre le permet1 point
-
tu as par hasard encore l'ancienne sonde? test là si elle est fonctionnel tu seras fixé et la sonde sorti du corp de chauffe?1 point
-
@Hervé-34 Bonojur, Si quand tu tranches la pièce via ton trancheur, tu ne modifies pas le "offset" (compensation / correction/ ajustement / décalage/ ...) alors c'est celui de l'EEPROM qui est pris en compte. Si tu le modifies dans le trancheur alors il supplante celui de l'EEPROM. Tant que le gcode issu du trancheur ne modifie pas les valeurs enregistrées en EEPROM, ce sont elles qui sont utilisées par défaut par l'imprimante. J'espère ne pas t"avoir "enduit" d'erreur" et avoir été clair1 point
-
@J-Philippe Bonjour, D'après la Foire Aux Questions d'Octoprint concernant le wifi , il faut ajouter une ligne dans la section du Wifi ("scan_ssid=1") :1 point
-
Salut, problème de sonde sur la buse. soit tu as trop serré la vis de maintient et tu as écrasé/sectionné les fils de la sonde. j'ai eu le cas en aillant trop serré, après desserrage c'est reparti. dévisse la vis de maintient et regarde si elle revient à des températures ambiantes. ou sinon vérifier le câblage sur la cm si c'est ok aussi1 point
-
Salut ! Cool, bienvenue au club !1 point
-
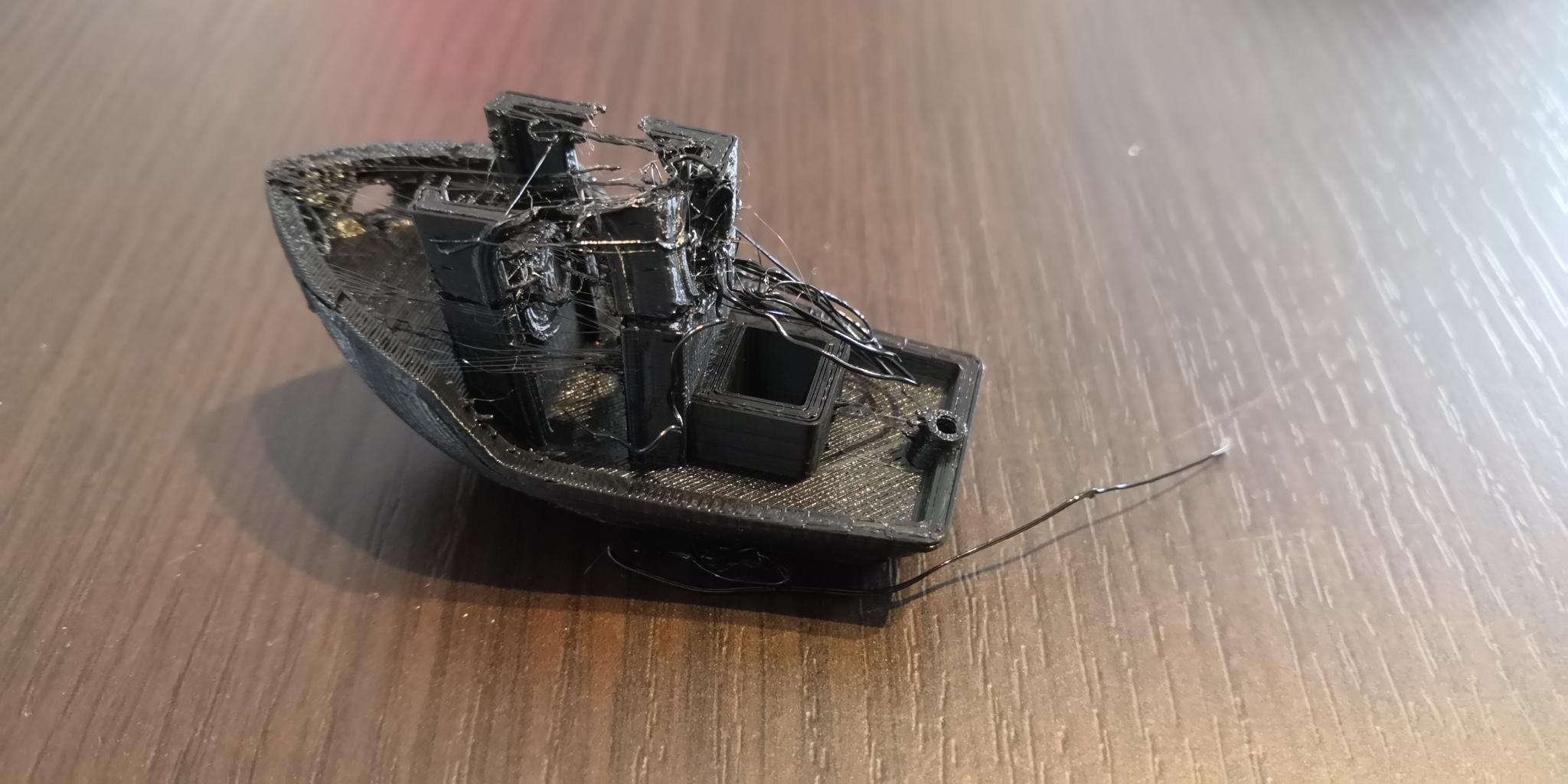
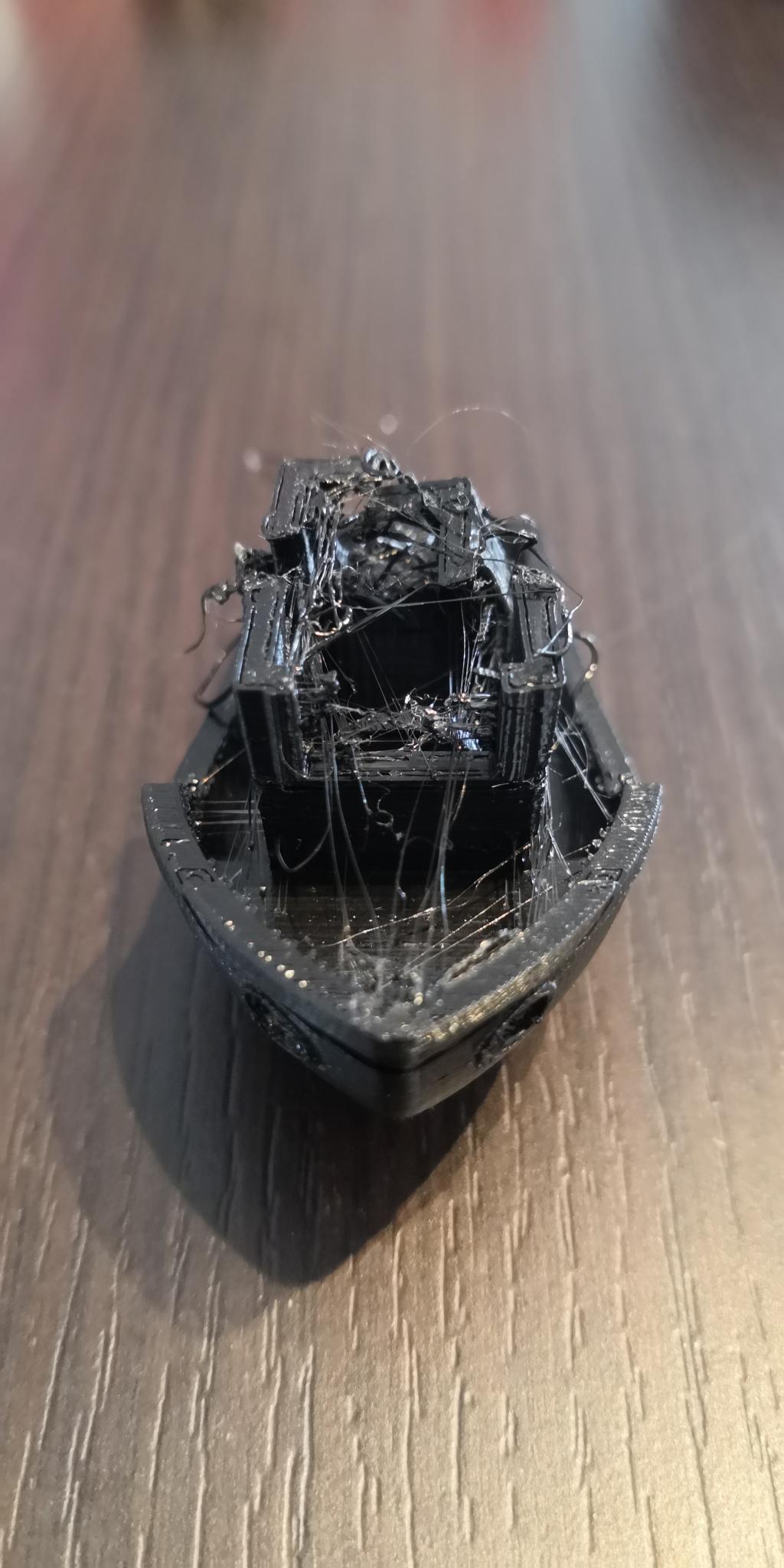
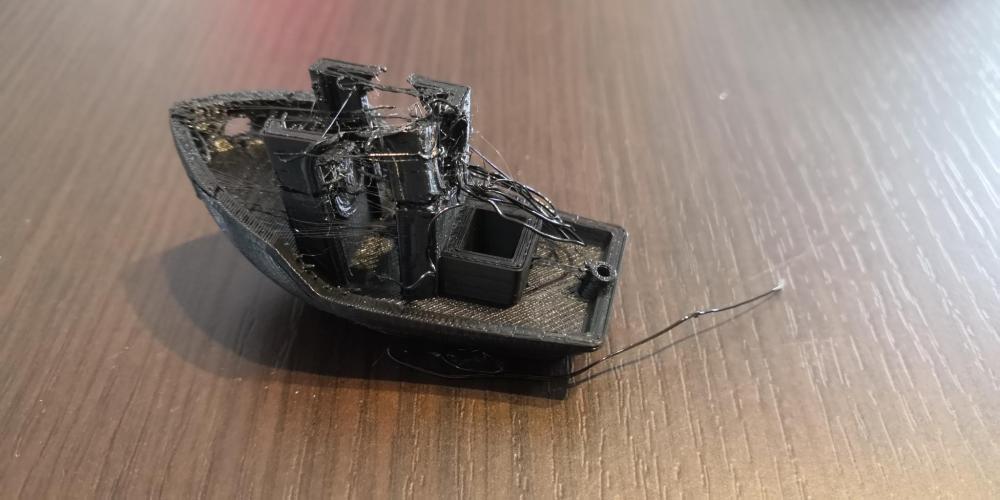
Je viens compléter ce topic avec un beau fail de mes débuts ^^ Un joli Benchy Boat dont le GCode a foiré (j'ai pas compris pourquoi). Il y a une couche qui s'imprimait dans le vide, totalement en dehors du bateau (j'ai regénéré le gcode plus tard, sans rien changer, et c'est passé nickel, mis à part mes problèmes de warping, mais ça, c'est traité dans un autre topic). Du coup, ça a bien foiré avec un beau tas de chewing-gum...

 1 point
1 point -
Bonjour, Dorénavant ils sont imprimés en ABS Translucide pour tout le monde. Pour le STL, on est désolé mais on ne diffuse pas.... On reste a l'affût avec le fusil de Sniper On est tolérant car normalement il doit rester tel quel, pas de modification. C'est peut être rien comme accessoire mais ça a demandé une certaine reflexion, plusieurs formes d'impressions, plusieurs achats d'aimants différents ,etc.. Merci1 point
-
Bonjour ? Merci ? A bientôt ? Au revoir ? Bisous ?1 point
-
Salut, Jette un coup d'oeil à ce sujet: Si tu as des questions, je te conseille d'ouvrir un nouveau sujet, ça sera plus simple pour t'aider. Et surtout, si tu avances sur ta problématique n'hésite pas à nous en faire part. Ca aidera des gens1 point
-
J'utilise freecad que je trouve très bien aussi ! gratuit et en Français en plus ! je trouve beaucoup de similitude avec CATIA V5 que j'utilise au travail (sketch, pad, section etc..) A+1 point
-
Pour l instant les réglages sont sauvegardés sur la carte sd. Il y a une mémoire 64mbit sur le bus spi1 du stm32 sur cette carte et nous ne l utilisons pas pour l’instant. Si vous voulez faire le code et debugger aucun problème! Epsylon3 et moi même pouvons vous donner quelques inputs!1 point
-
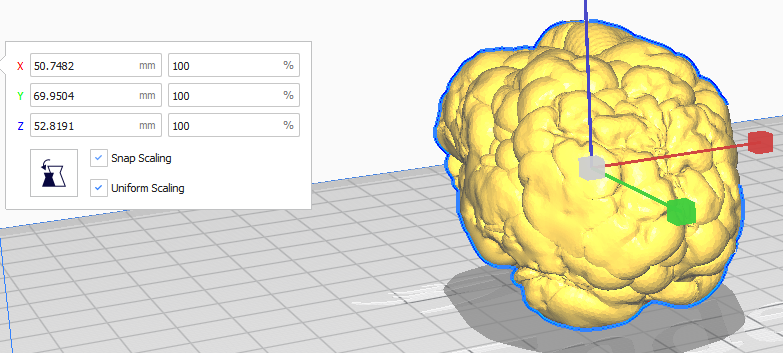
@oOBruneOo Bonjour, Après avoir sélectionné ta pièce, en changeant l'échelle de celle-ci (passer de 100 à 102-103% en gardant la même proportion (Echelle uniforme coché) pour les trois axes), ça devrait fonctionner. C'est valable pour toutes les pièces faites en ABS qui a un retrait de 2 à 3% .
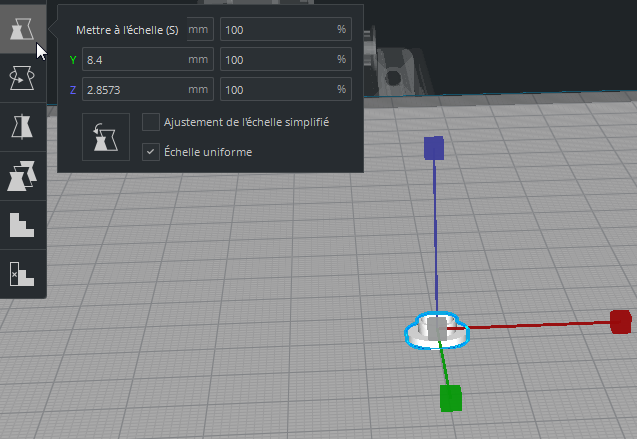 1 point
1 point -
Normal pour un hérisson1 point
-
pour te repondre précisement, on va définir ce qu'est du PLA : Que veut dire PLA: Poly Lactic Acid. ce qui veut dire que le PLA est en réalité une chaine dont les maillons sont de l'acide lactique (obtenu à partir de sucre) Voila l'acide lactique Voila le PLA Chaque molécule entre parenthèse est un acide lactique et la chaine (qui est bien plus longue) est le fameux PLA. Les petites particules que tu pourrais donc respirer seront donc de l'acide lactique. Mais ou trouve t'on l'acide lactique? - Dans le lait, le beurre, le yaourt,..... le yaourt n'est pas concideré comme produit toxique par excellence. Donc on peut dire que NON le pla n'est pas toxique. Comme le dit @bernard3D il faut tout de même se méfier des PLA contenant des additifs, comme le polysmooth, les pla avec fibres de carbone,.... Car ces additifs peuvent être toxique. En résumé, si tu imprime en PLA standard, pas de risques.1 point
-
Dixit le mec qui a failli cramer son U20 parce qu'il à foutu ses jumpers n'importe comment0 points