
Classement




Contenu populaire
Contenu avec la plus haute réputation dans 11/09/2019 dans Messages
-
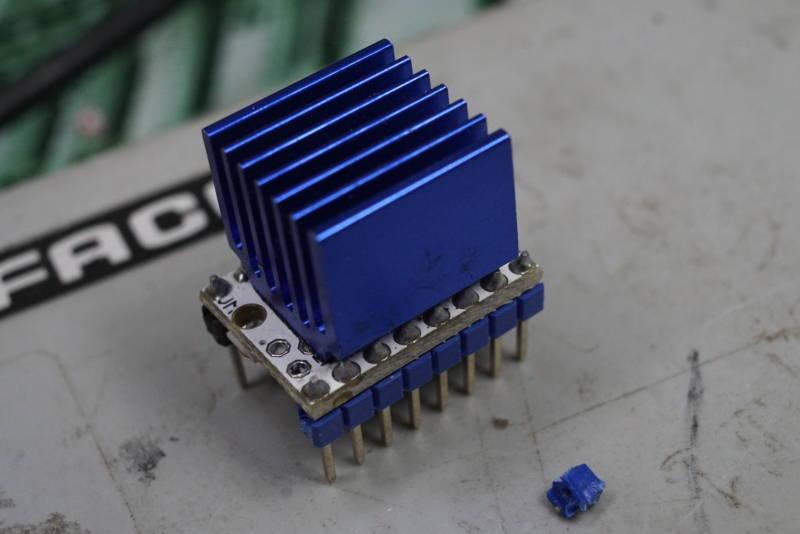
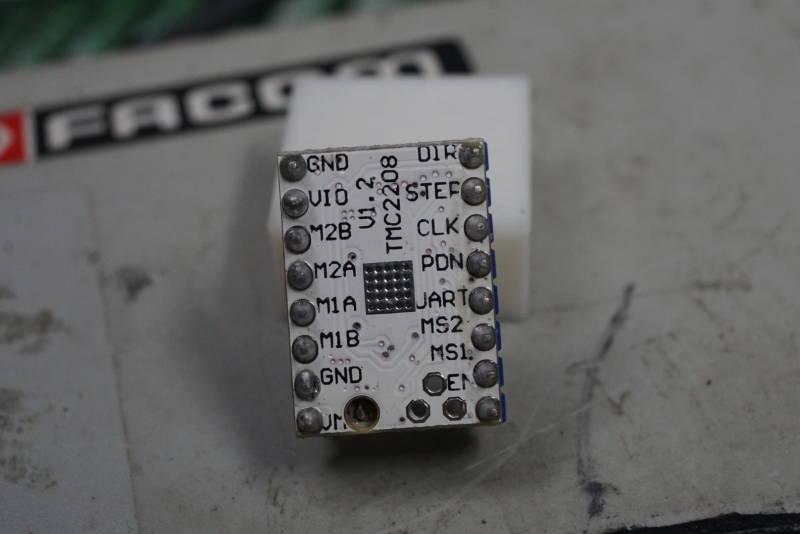
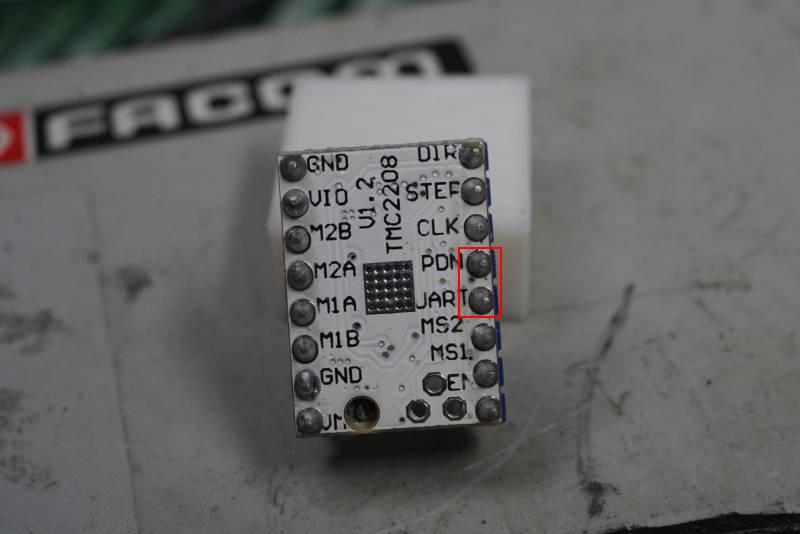
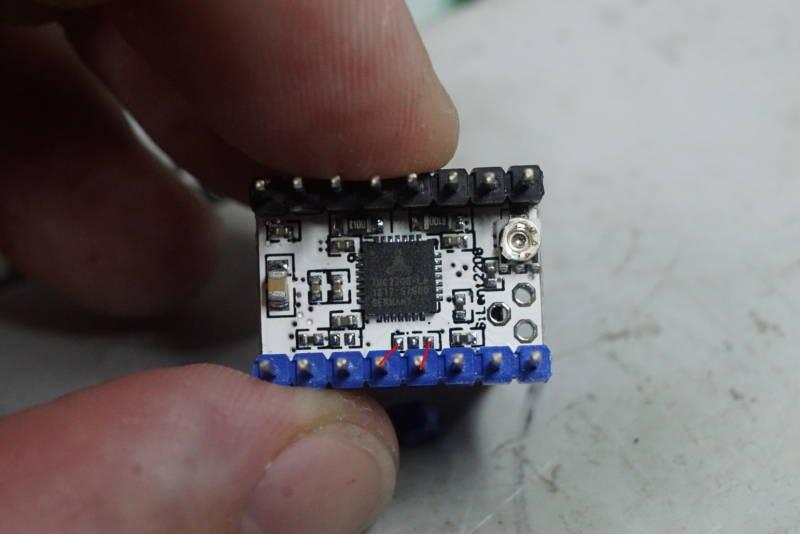
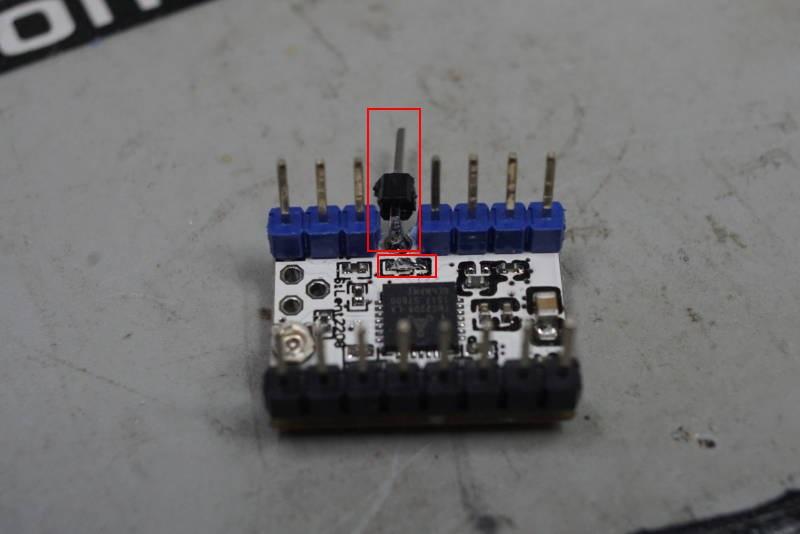
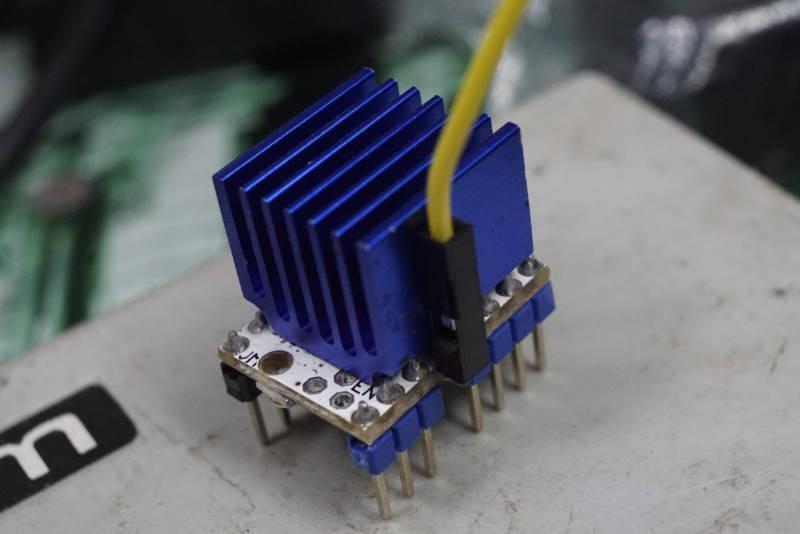
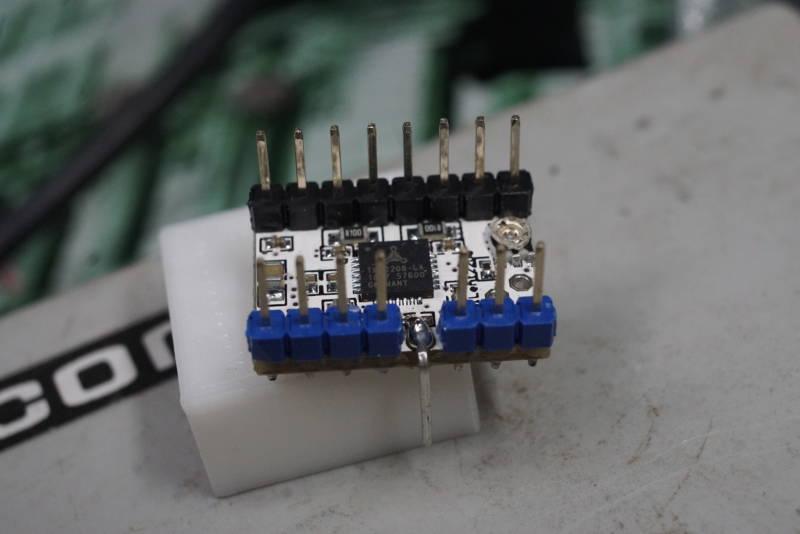
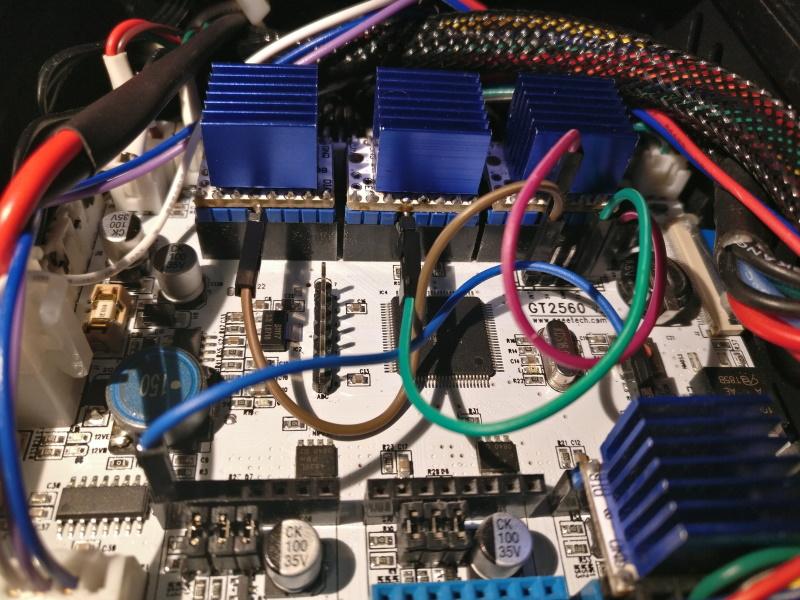
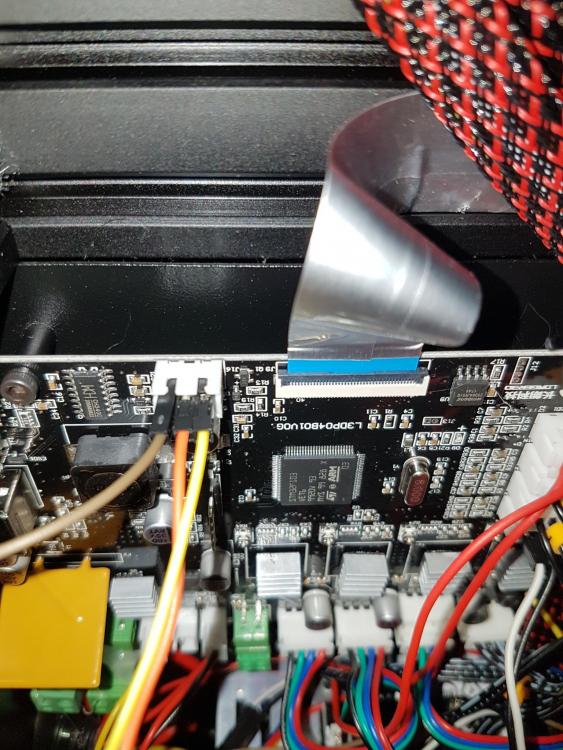
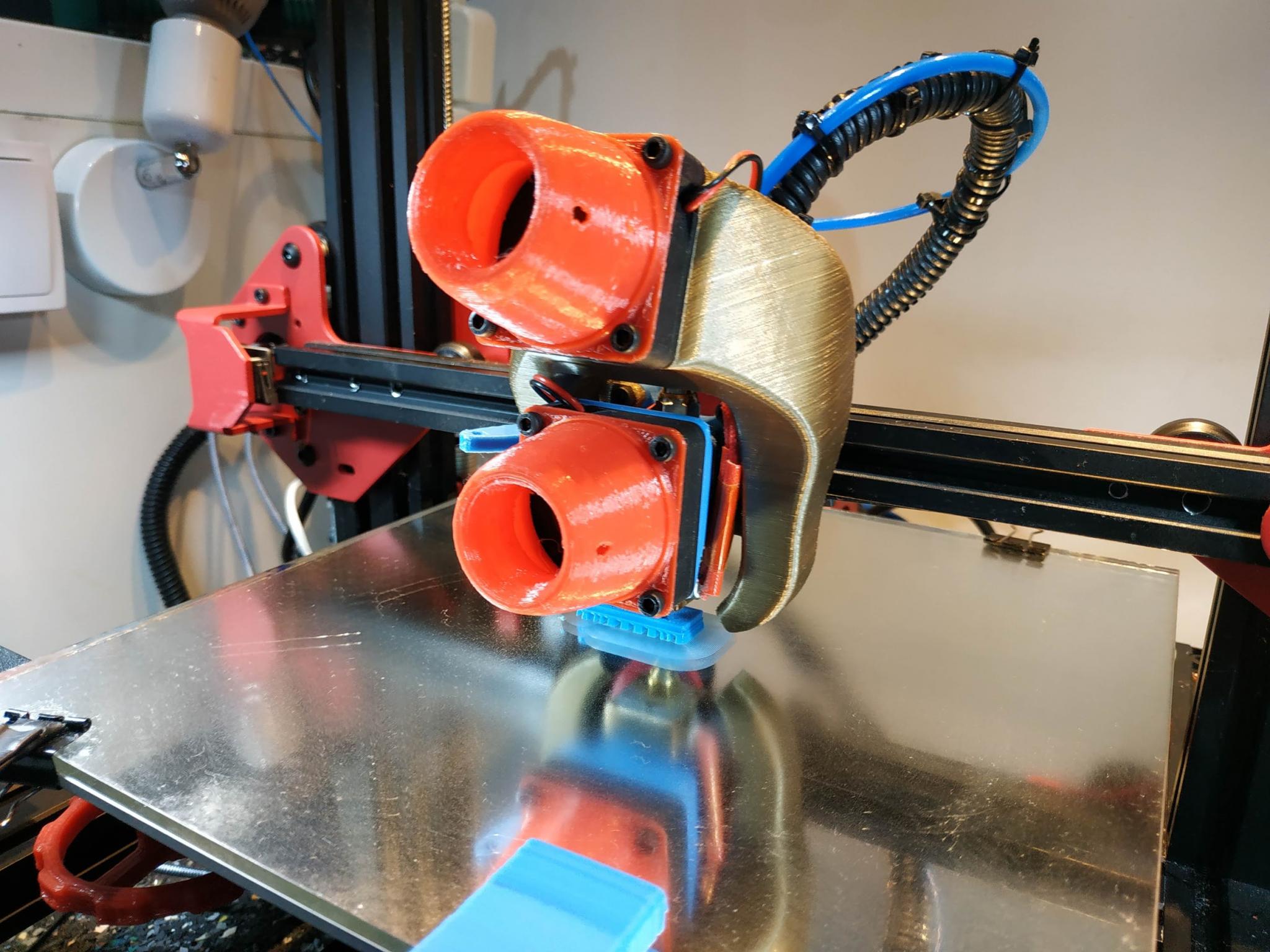
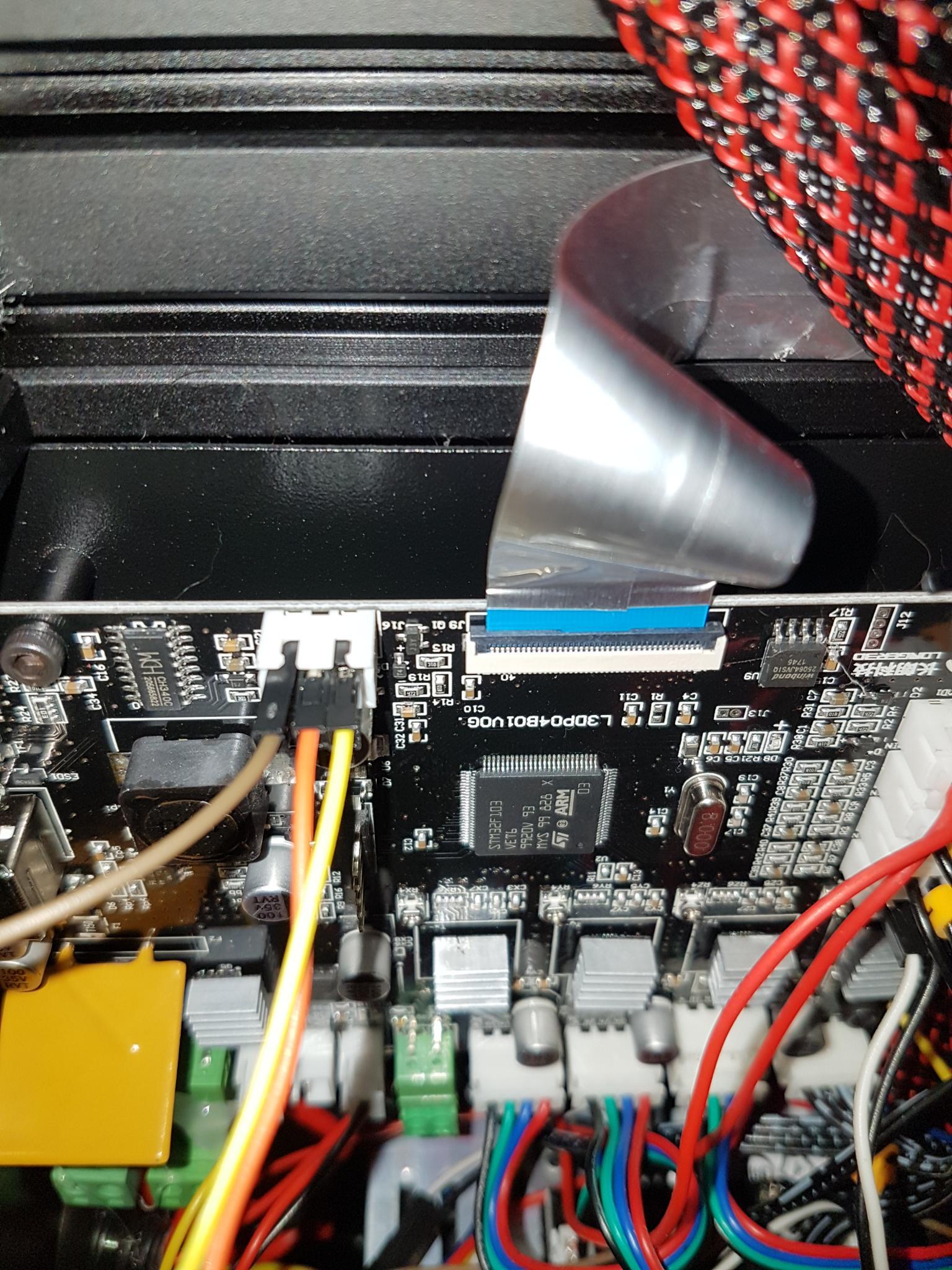
Nous allons voir ici comment utiliser les TMC2208 en mode UART que j'ai enfin recu , ça va concerner très peux de monde mais je partage quand même La communication se fera sur un seul fil pour deux raisons. Principalement parce que je n'ai pas beaucoup de pins supplémentaires à disposition sur ma carte mais aussi parce que ce mode est très bien géré par Klipper. Coté imprimante, il s'agit de la Geeetech A10 et sa carte mère GT2560 v3. Je vais utiliser ici des TMC2208 de la marque FYSETC en version 1.2 (3.1€/piece sur ebay ici ) . avec le radiateur: Vue de dessus sans radiateur Vue de dessous: 1 - modification des TMC2208. Deux modifications sont à prévoir. La première est le câblage des pins via une soudure et la seconde est la modification de la pin UART pour pouvoir la brancher ailleurs sur la carte mère. Sur ce model nous avons à disposition deux pins pour l'UART (UART & PDN). Que l'on peut "activer" ici grâce à une petite soudure. Les lignes rouges représentent le câblage du PCB. On peut activer l'un ou l'autre en soudant le pad central au pad corespondant. Vu la petite taille de la soudure, je vais câbler les deux pins même si je ne vais en utiliser qu'un. A savoir que coté carte mère ses pins ne sont pas câblés donc aucun risque. Pour cela je soude les trois pads ensemble. Le radiateur est imposant (ce qui est plutôt bien) mais empêche la sortie par le dessus. On va donc sortir par dessous. Je commence par découper le plastique autour du pin UART et je le dessoude. Je ressoude un pin que je fais partir à l'horizontal ou à la vertical en fonction du futur emplacement sur la carte. les deux opérations effectuées, soudure des pads et pin un autre exemple un TMC2208 finalisé avec sortie vertical 2 - Carte mère gt2560 v3 Je vais devoir récupérer des pins coté carte mère pour brancher les UARTs. pour les axes X,Y & Z, je récupère les pins sur le connecteur 5 broches. Un petit coup de fer a souder, quelques pins 2.54 et on arrive à ça. Ça me permet de récupérer les pins 15,14,34 et du 5V au passage si besoin. Axe X >> RX3 >> D15 Axe Y >> TX3 >> D14 Axe Z >> INT >> D34 Le tout, avec également un tmc2208 pour l'extruder (pin 45 récupéré sur T0) 3 - Klipper Coté configuration on ajoute la gestion des TMC2208 pour chaque axe, conf à adapter à votre materiel ! ######## STEPPER X TMC2208 ####### # Configure a TMC2208 (or TMC2224) stepper motor driver via single # wire UART. To use this feature, define a config section with a # "tmc2208" prefix followed by the name of the corresponding stepper # config section (for example, "[tmc2208 stepper_x]"). This also # creates a "tmc2208_stepper_x:virtual_enable" virtual pin which may # be used as the stepper's enable_pin (for enabling the driver via a # UART message). [tmc2208 stepper_x] uart_pin: ar15 # The pin connected to the TMC2208 PDN_UART line. This parameter # must be provided. #tx_pin: # If using separate receive and transmit lines to communicate with # the driver then set uart_pin to the receive pin and tx_pin to the # transmit pin. The default is to use uart_pin for both reading and # writing. #select_pins: # A comma separated list of pins to set prior to accessing the # tmc2208 UART. This may be useful for configuring an analog mux for # UART communication. The default is to not configure any pins. microsteps: 16 # The number of microsteps to configure the driver to use. Valid # values are 1, 2, 4, 8, 16, 32, 64, 128, 256. This parameter must # be provided. #interpolate: True # If true, enable step interpolation (the driver will internally # step at a rate of 256 micro-steps). The default is True. run_current: 0.8 # The amount of current (in amps) to configure the driver to use # during stepper movement. This parameter must be provided. #hold_current: # The amount of current (in amps) to configure the driver to use # when the stepper is not moving. The default is to use the same # value as run_current. #sense_resistor: 0.110 # The resistance (in ohms) of the motor sense resistor. The default # is 0.110 ohms. stealthchop_threshold: 200 # The velocity (in mm/s) to set the "stealthChop" threshold to. When # set, "stealthChop" mode will be enabled if the stepper motor # velocity is below this value. The default is 0, which disables # "stealthChop" mode. #driver_IHOLDDELAY: 8 #driver_TPOWERDOWN: 20 #driver_TBL: 2 #driver_TOFF: 3 #driver_HEND: 0 #driver_HSTRT: 5 #driver_PWM_AUTOGRAD: True #driver_PWM_AUTOSCALE: True #driver_PWM_LIM: 12 #driver_PWM_REG: 8 #driver_PWM_FREQ: 1 #driver_PWM_GRAD: 14 #driver_PWM_OFS: 36 # Set the given register during the configuration of the TMC2208 # chip. This may be used to set custom motor parameters. The # defaults for each parameter are next to the parameter name in the # ######## STEPPER Y TMC2208 ####### [tmc2208 stepper_y] uart_pin: ar14 microsteps: 16 run_current: 0.8 stealthchop_threshold: 200 ######## STEPPER Z TMC2208 ####### [tmc2208 stepper_z] uart_pin: ar34 microsteps: 16 run_current: 0.8 stealthchop_threshold: 200 ######## STEPPER E0 TMC2208 ####### [tmc2208 extruder] uart_pin: ar45 microsteps: 16 run_current: 0.8 stealthchop_threshold: 200 Sans oublier de modifier le sens des moteurs [stepper_x] #avant #dir_pin: !ar39 #apres dir_pin: ar39 [stepper_y] #avant #dir_pin: !ar33 #apres dir_pin: ar33 [stepper_z] #avant #dir_pin: ar23 #apres dir_pin: !ar23 [extruder] #avant #dir_pin: ar44 #apres dir_pin: !ar44 Validation de la communication UART On relance Klipper et dans un terminal on lance la commande suivante: DUMP_TMC STEPPER=stepper_x en retour nous avons Recv: // ========== Write-only registers ========== Recv: // IHOLD_IRUN: 00081616 IHOLD=22 IRUN=22 IHOLDDELAY=8 Recv: // TPWMTHRS: 0000002f TPWMTHRS=47 Recv: // TPOWERDOWN: 00000014 TPOWERDOWN=20 Recv: // ========== Queried registers ========== Recv: // GCONF: 000001c0 pdn_disable=1 mstep_reg_select=1 multistep_filt=1 Recv: // GSTAT: 00000001 reset=1 Recv: // IFCNT: 00000006 IFCNT=6 Recv: // OTP_READ: 0000000c OTP_FCLKTRIM=12 Recv: // IOIN@TMC220x: 2000014d ENN=1 MS1=1 MS2=1 PDN_UART=1 SEL_A=1(TMC220x) VERSION=0x20 Recv: // FACTORY_CONF: 0000000c FCLKTRIM=12 Recv: // TSTEP: 000fffff TSTEP=1048575 Recv: // MSCNT: 00000008 MSCNT=8 Recv: // MSCURACT: 00f7000c CUR_A=12 CUR_B=247 Recv: // CHOPCONF: 14030053 toff=3 hstrt=5 TBL=2 vsense=1 MRES=4(16usteps) intpol=1 Recv: // DRV_STATUS: c0160000 CS_ACTUAL=22 stealth=1 stst=1 Recv: // PWMCONF: c80d0e24 PWM_OFS=36 PWM_GRAD=14 pwm_freq=1 pwm_autoscale=1 pwm_autograd=1 PWM_REG=8 PWM_LIM=12 Recv: // PWM_SCALE: 00000019 PWM_SCALE_SUM=25 Recv: // PWM_AUTO: 000e0024 PWM_OFS_AUTO=36 PWM_GRAD_AUTO=14 C'est tout bon, recommencer avec les autre axes DUMP_TMC STEPPER=stepper_y DUMP_TMC STEPPER=stepper_z DUMP_TMC STEPPER=extruder Il ne reste plus qu'a valider sur la machine et à vous la précision et le silence ! J'ajoute également mon fichier de configuration pour exemple: A10 v3 - TMC2208uart.cfg


 3 points
3 points -
Parfait [emoji39][emoji39][emoji39]2 points
-
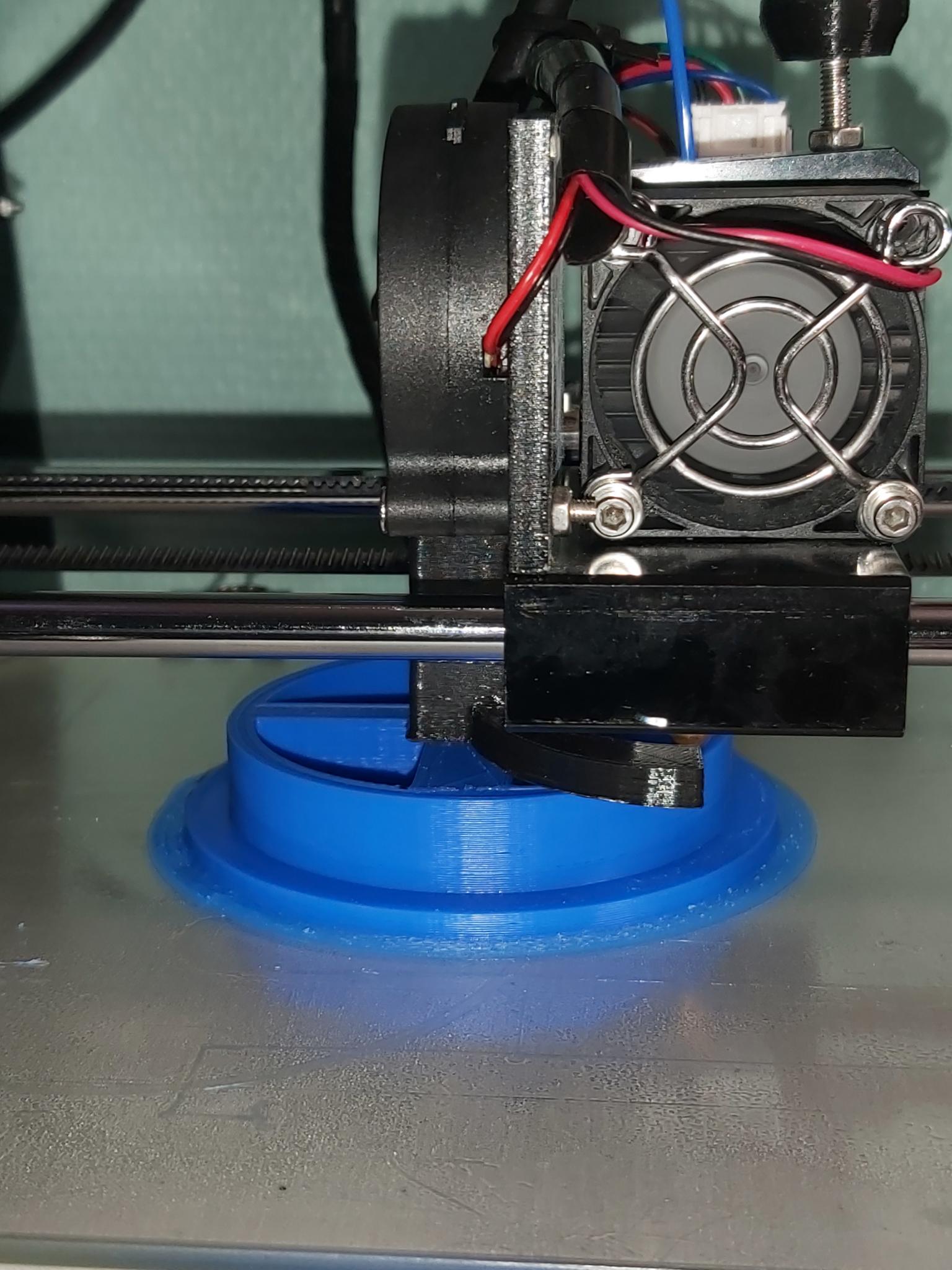
Comme je suis sur l'extrudeur d'origine de ma U30 MK8 (Merci @deamoncrack de me l'avoir confirmé), pas besoin d'attendre la réception des inserts M3x3 commandé en chine . J'ai lancé l'impression en PLA standard histoire de tester la faisabilité avant de recevoir lea bobine de h870; Donc quelques heures d'impression plus loin la Bébête est en place. Le monobloc est juste .
 2 points
2 points -
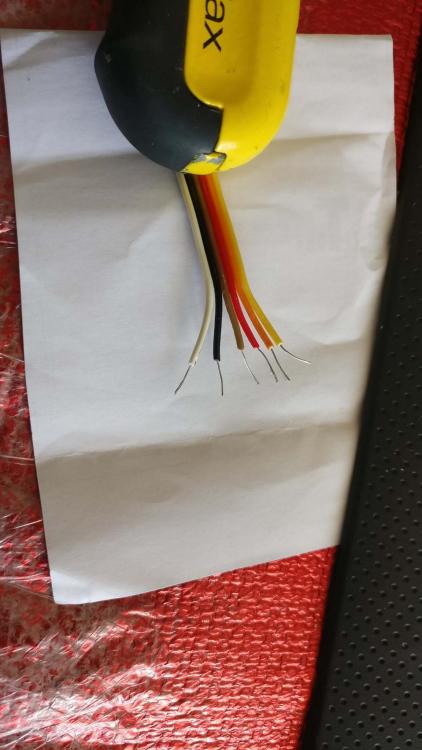
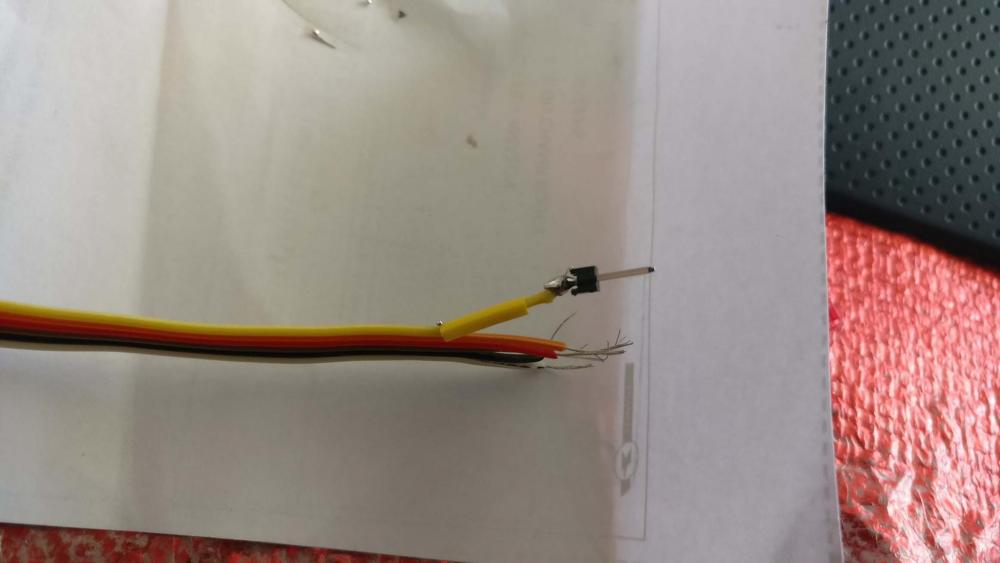
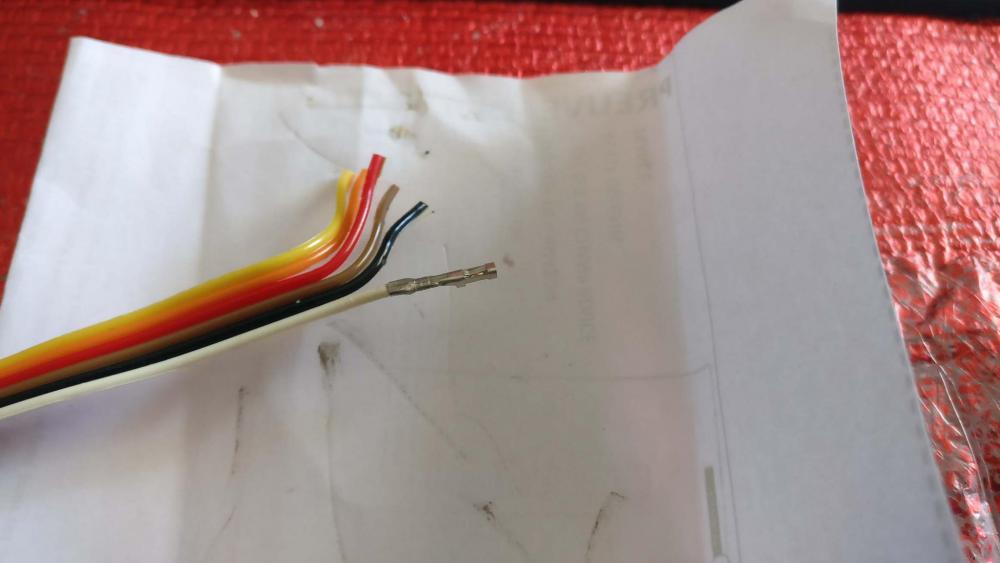
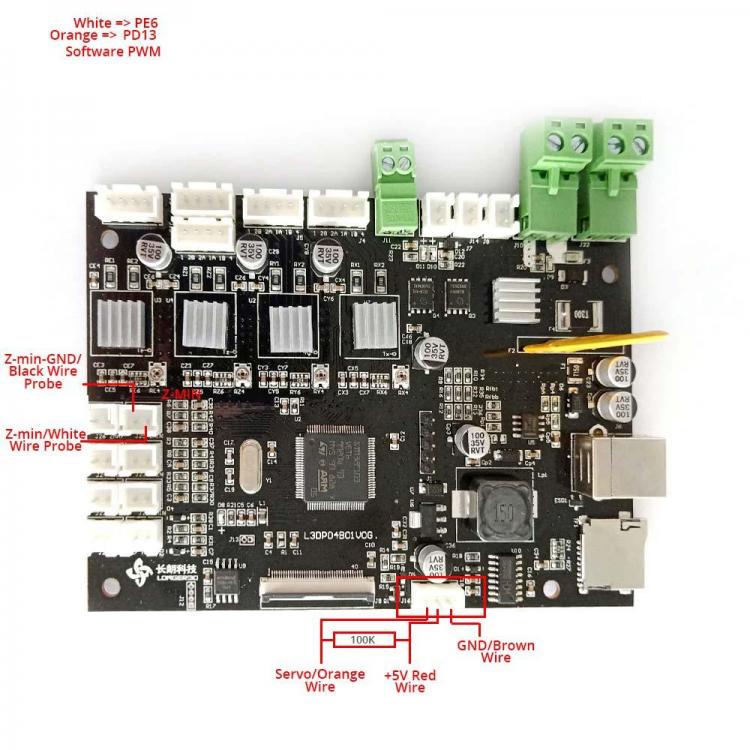
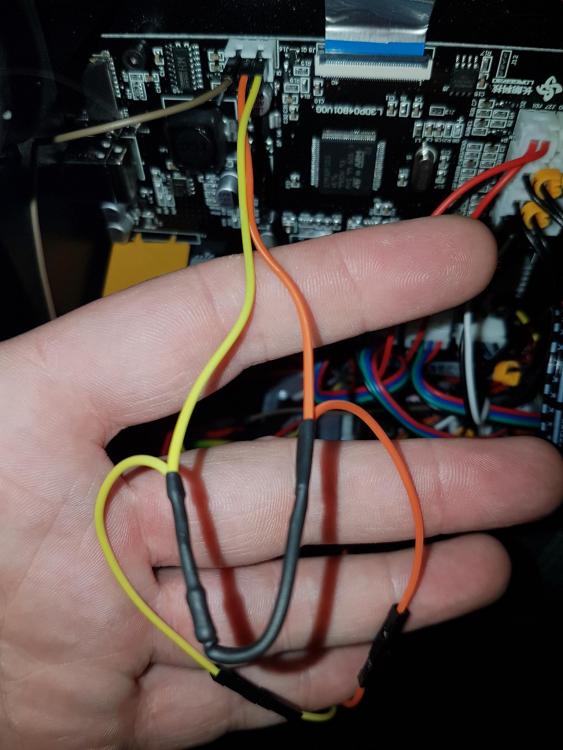
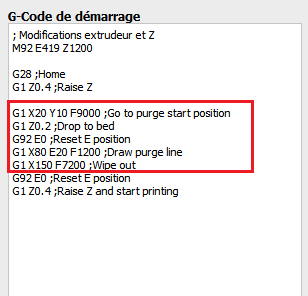
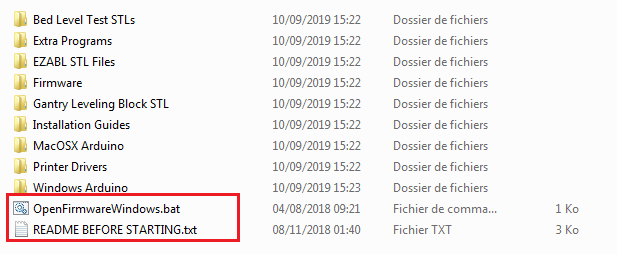
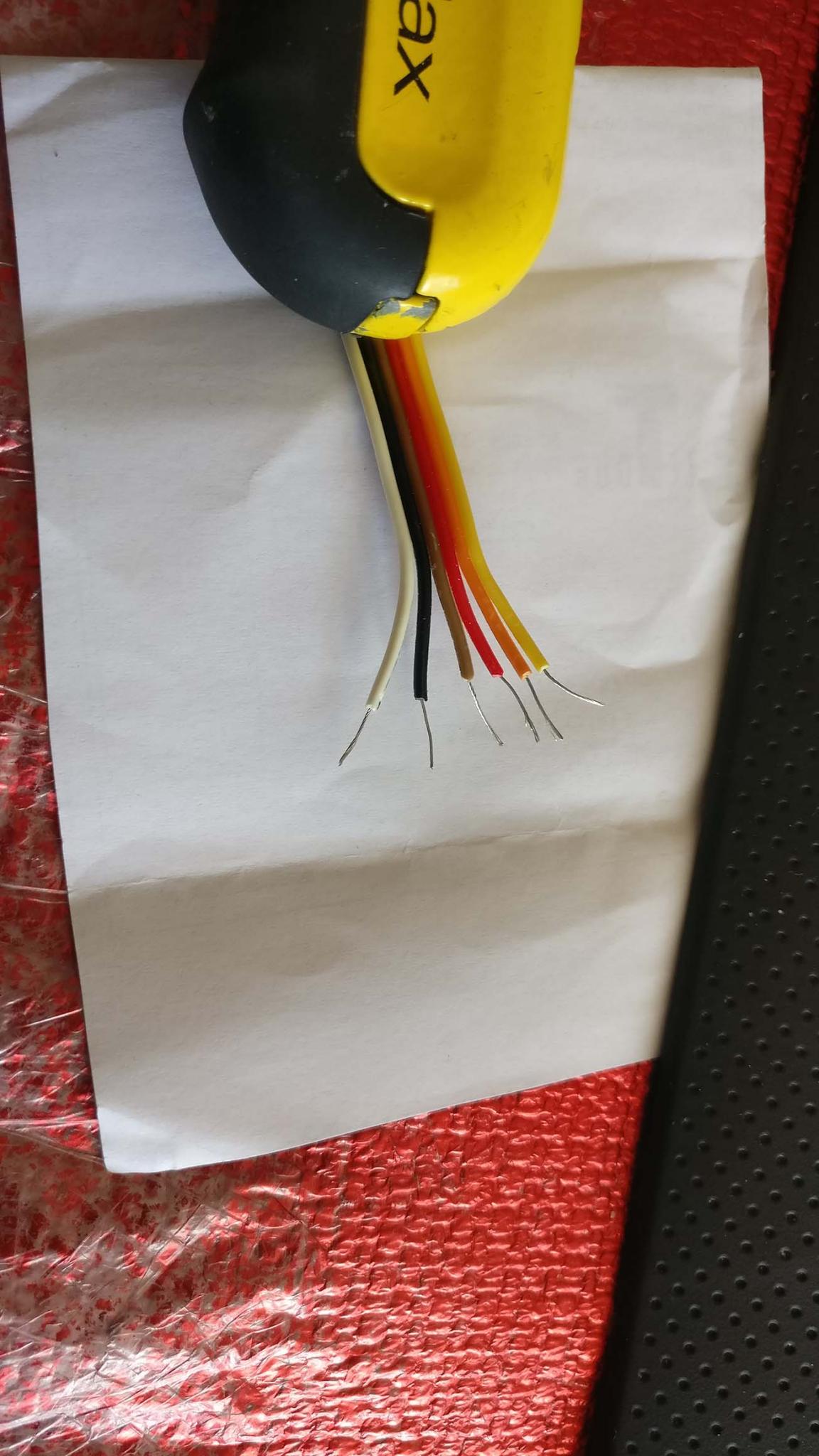
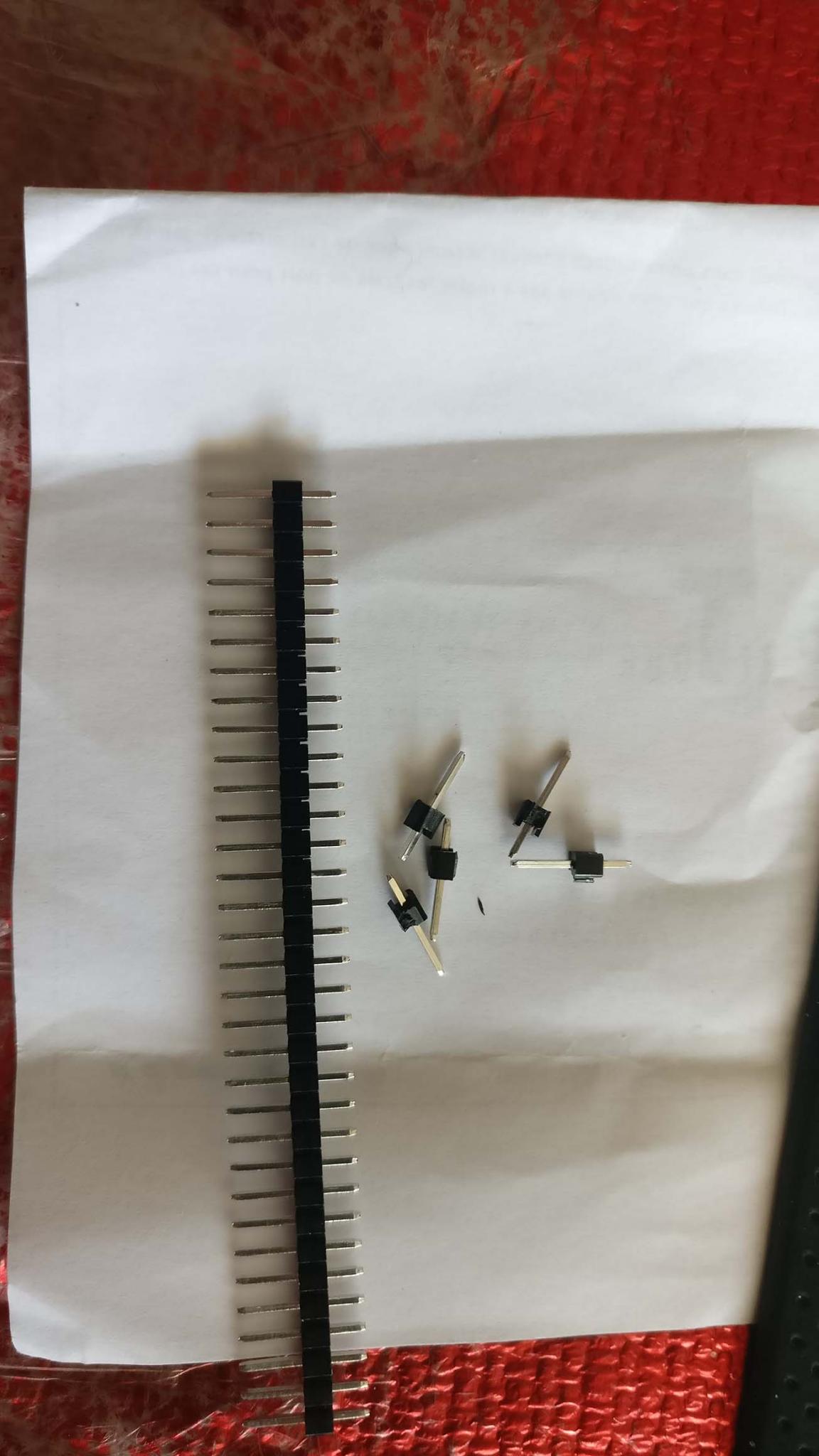
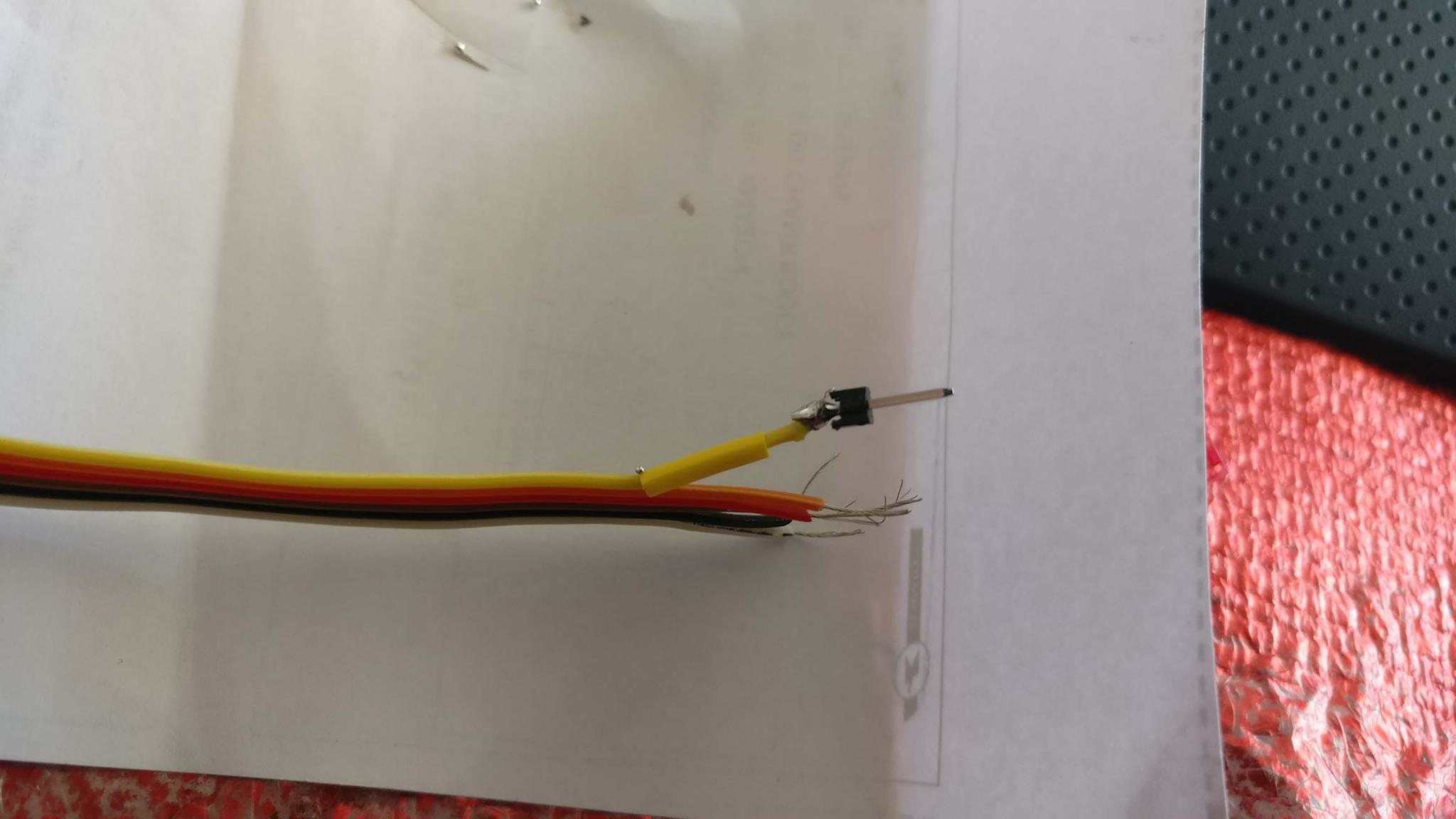
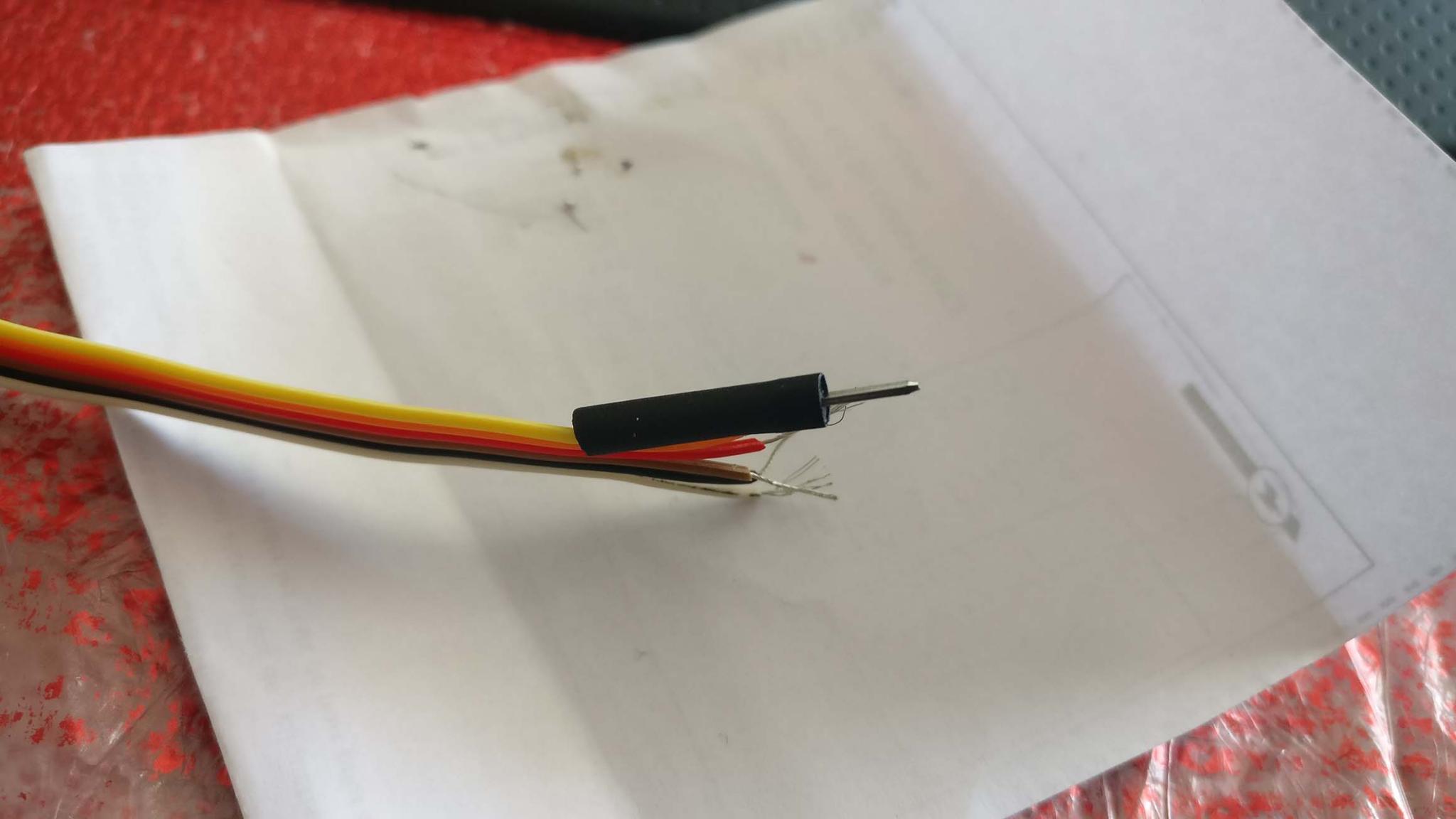
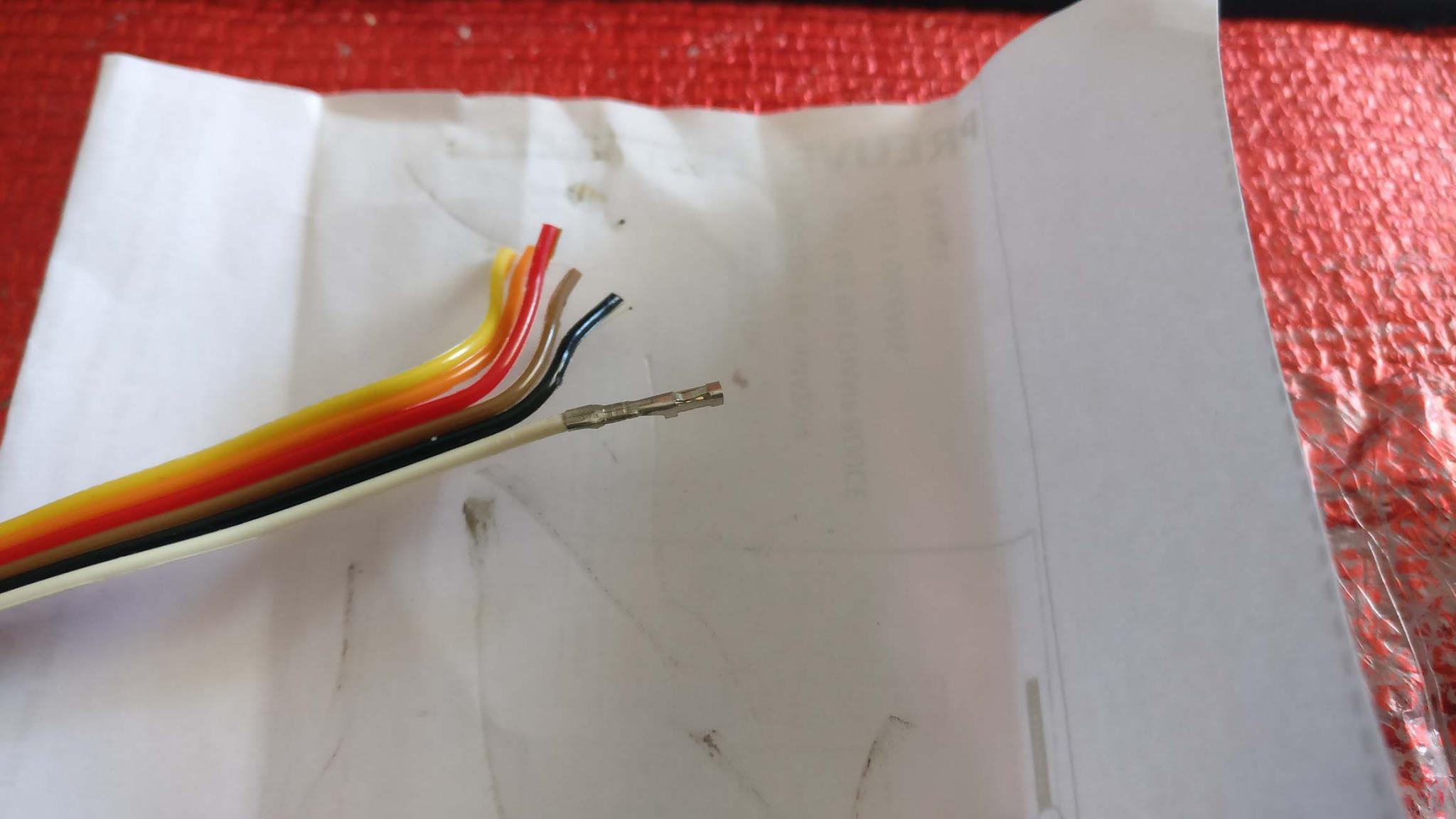
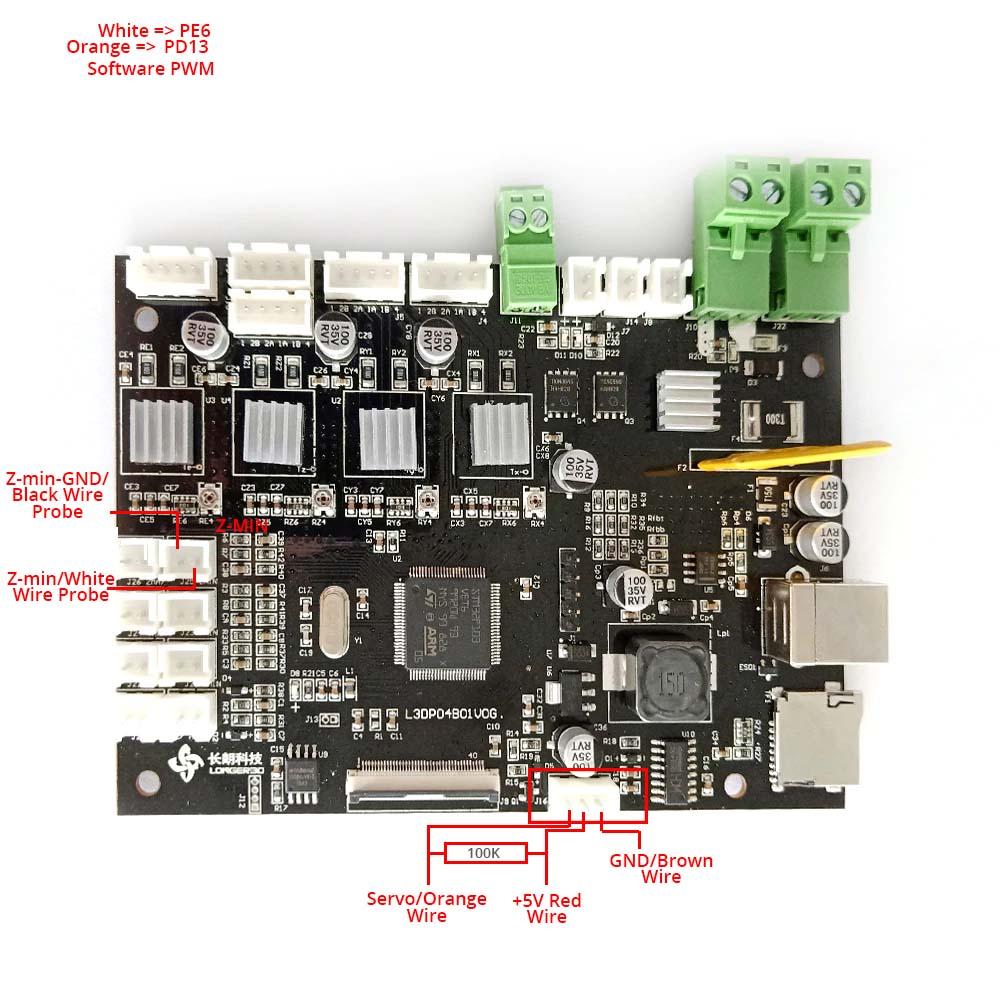
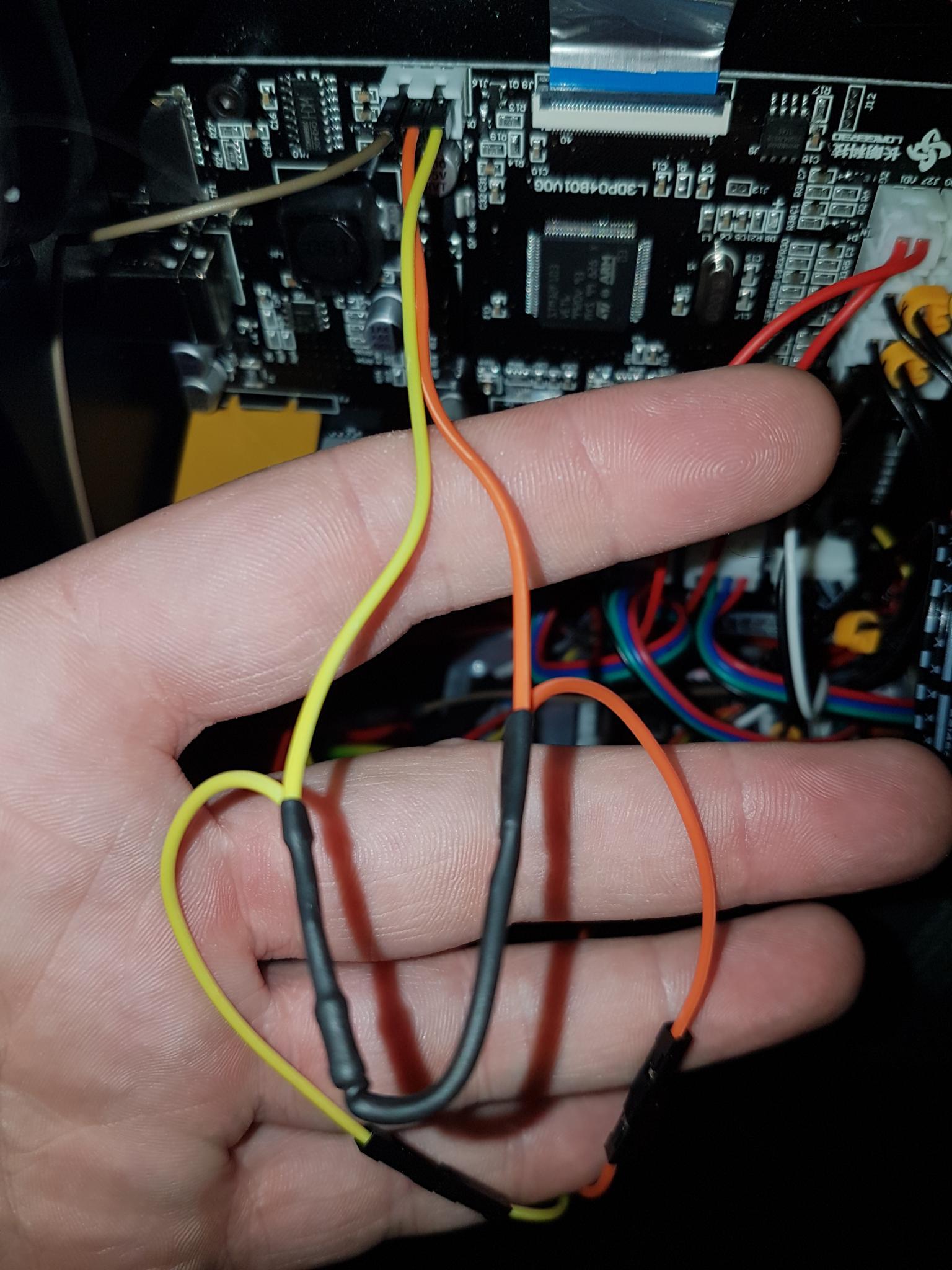
Tuto officiel pour installer un BLTouch ou un TouchMi sur Alfawise U20, U20Plus, U30, et Longuer3D équivalents ==================================================================== Mini tuto : Installation du TouchMi par @sensei73 ================================================================================ Installation du BL-Touch : Version 4.5 du 24/08/2019 (Update nouveau fichier .pins). De quoi ai-je besoin : Une carte-mère Alfawise orignale en version V0G. Que vous devrez identifier clairement. Mais si vous avez déjà flashé Marlin dessus, c'est que vous le savez ! Savoir déjà compiler et flasher Marlin sur une Alfawise. Avoir en mains, les dernières sources de Marlin pour Alfawise/Longuer3D. Un BL-Touch V3 original (ce tuto ne tiens pas compte des dysfonctionnements que vous pouvez rencontrer avec une copie) trouvable ici ou ici. Un peu de doc sur le BL-Touch (V3) Un Fang compatible (et oui sinon vous n'allez pas aller bien loin..). Il en existe déjà prêt à l'emploie pour ceux qui ont une hotend d'origine (MK8), une E3DV6, ou une AiO conçus par @deamoncrack et trouvables ici. Un fer à souder avec un peu d'étain. De la gaine thermorétractable. Une résistance de 1K ou 4.7k à 8.2k ohms de 1/4 de watt ou 1/2 watt pour "plus de sécurité". Inutile de prendre des résistances haute précision. Des fils types "dupont", d'une longueur raisonnable d'1,5m environ, trouvable ici. Il vous en faudra 5 sur la tresse uniquement. Vous pouvez prendre des versons avec les connecteurs duponts déjà montés dessus également. Pour ce qui suit, soit vous désirez faire votre propre rallonge de câbles, soit vous en achetez une directement. Si vous souhaitez faire la votre (version DIY), voici selon une méthode parmi d'autres, ce qu'il vous faut : Si vous souhaitez directement en acheter une, inutile de vous attarder sur cette partie du tuto. >>> On y va ! <<< Si vous avez choisi de faire votre rallonge DIY lire ce qui suit, sinon passez directement à la partie "Raccordements/connexions" : Si vous avez une carte-mère en version V0G : Si vous avez une carte-mère en version inférieur à V0G (V08, V07, V06 etc..) : Configuration Marlin 2-x Allez on passe enfin à la configuration ! Pour ne pas induire quiconque en erreur, je met ici uniquement les lignes de configurations qui nous intéressent. Si vous avez une AlfaWise U20, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Il est fortement recommandé de passer la variable #define GRID_MAX_POINTS_X à 5 minimum. En effet, une valeur inférieur peut entraîner des erreurs de prise en compte des données par G29, ou créer des "trous de précision" dans la matrice générée après un G29. Si vous avez une AlfaWise U30, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : Si vous avez une AlfaWise U20Plus, ET le fang E3DV6 de @deamoncrack, dans votre Configuration.h, il vous faudra modifier les lignes suivantes comme ceci : En effet, il est impossible de donner une configuration générique pour votre BL-Touch, étant donné que les données de positionnements/décalages changeront selon le fang/support utilisé ainsi que la taille de votre plateau. Il vous faudra personnaliser ces données selon le fang/support utilisé. On passe à la configuration du fichier \pins\stm32\pins_LONGER3D_LK.h Si vous avez une carte-mère V0G, modèle de machine U20, U20+, U30 : Si vous avez une carte-mère de version inférieur à V0G, (V08, V07, V06 etc..) modèle de machine U20, U20+, U30 : Et on compile Marlin ! Tests Avant toute utilisation du BL-Touch sur votre machine, il vous faudra d'abord faire un home complet XYZ. Vous pouvez ensuite effectuer un G29, en prenant soin de positionner votre tête au centre du plateau au préalable. En cas de problème pour vérifier les offsets, cela vous évitera d’abîmer votre matériel. Il vous faudra également définir vous même le Z_OFFSET ( et non pas le ZPROBE_OFFSET). Voir mini tuto. Nous ne détaillerons pas ici l'utilisation du BL-Touch et sa configuration. Internet regorge déjà d'informations ! GCode de démarrage : Mini tuto Z-Offset pour BL-Touch ENJOY ! Cliquez sur le petit bouton merci, ça fera du bien à tous les participants !





 1 point
1 point -
@Josef_Creality @fran6p @JanpolantonPurée mon gars, la prose ... je me suis arrêté à la moitié, à bout de souffle ! Une longue vocifération de phrases alambiquées vomies par un pauvre type frustré de la vie ! J'ai rarement vu un tel étalement de connerie humaine dans un seul texte. Tu dois être bien seul dans ton monde. Au vu de cette lecture, il est plus que temps de consulter car tu as un sérieux problème d'ego sans oublier une paranoïa naissante voir déjà bien présente... Quelle véhémence envers la société et vision de son prochain! Je suis vraiment désolé pour toi et je te plains... Tu dois vivre un enfer sur cette planète au milieu des pauvres vers de terre que nous sommes ! Bonne chance et bon vent................1 point
-
Et bé! On est tombé sur un bien mauvais romancier. PS: je connais un autre Josef mais lui, c'est une pointure en 3D Allez! bon vent mon gars...1 point
-
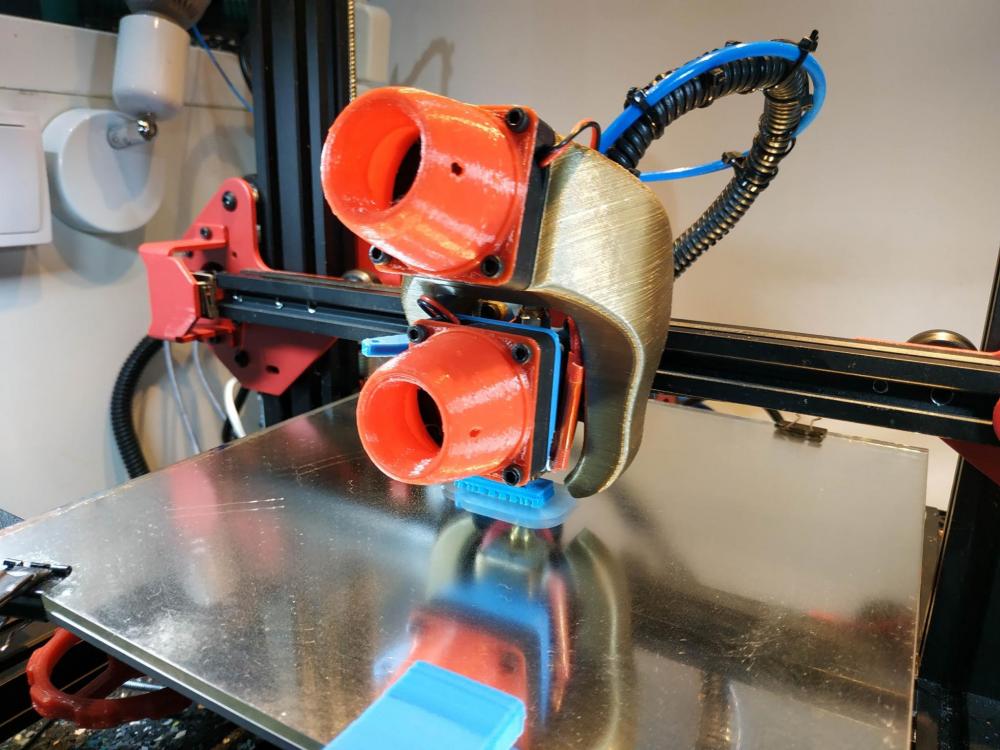
Les TMC2209 ont le stallguard, le silence des 2208 et, comme si ça ne suffisait pas, on peut y mettre des moteurs plus costauds et/ou chauffer moins les drivers. Ce n'est pas beaucoup plus cher que des 2208 ou 2130. Forcément avec tous ces avantages ils sont en ruptures de stock et c'est obligatoirement de la précommande chez nos fournisseur asiatiques préférés. Pour avoir une idée des délais Fysetc annonce recevoir un batch mi octobre. Dès que la date de livraison de la Zatsit se concrétise, je me mets dans la fil d'attente avec une SKR 1.3. Pour l'instant Klipper ne supporte pas le Stallguard des 2209 mais ce n'est qu'une affaire de temps. Stephan3 l'a fait pour les 5160, a déjà implémenté les 2209 sans Stallguard avant ses vacances et a prévu de finaliser le truc. Donc je n'ai aucun doute sur la réalisation d'autant qu'il y a du monde qui s'y intéresse. Pour l'instant ils réagissent comme des 2208. @palouf34, si le Stallguard ne t'intéresse pas autant prendre des 2208 plus silencieux que les 2130 ou attendre des 2209 pour leur courant RMS plus élevé. @hidius, je trouve ton câblage très propre. J'ai monté des TMC2208 avec Klipper il y a 2 week-end mais avec moins de gloire que @hidius, parce que tout est précablé sur une SKR 1.3. J'ai eu un petit soucis avec le pont de soudure: j'ai visé le pin marqué UART mais ce n'était pas le bon (sérigraphie erronée?). Quoiqu'il en soit Klipper via l'extension OctoKlipper signale un défaut de communication vers stepper_x, stepper_y et ainsi de suite. J'ai repris mes soudures vers l'autre broche, sur certains j'ai ponter les 3 pads ensemble et ça fonctionne aussi. Conclusion: ce n'est pas la peine d'être d'une finesse folle là dessous, un gros patté d'étain entre les 3 pads fera l'affaire.1 point
-
Ce n'est pas le pas mais le diamètre du filament. Ça m'est arrivé de monter les buses prévues pour une E3D sur le corps de chauffe de ma Creality (CR10): ça fonctionne le seul inconvénient est la hauteur de la buse après le corps de chauffe qui est plus petite que les buses MK8 des Creality traditionnelles (pas les CR10S PRO). Il suffit juste de régler la hauteur du contacteur de fin de course de l'axe Z (plus ou moins aisé à faire avec le système de fixation originel mais j'ai un système réglable ).1 point
-
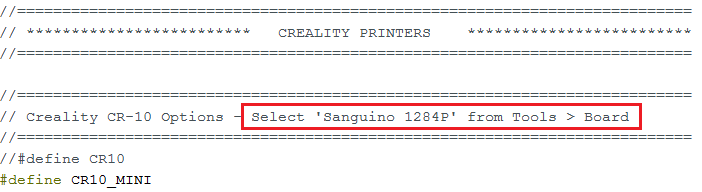
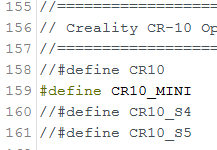
Je pense avoir tout expliqué de manière relativement détaillée C'est tout à fait normal. Le firmware de TH3D qui reste un Marlin utilise les variables décommentées du configuration.h pour "trouver" les bonnes valeurs correspondant à la machine déclarée avec un fichier supplémentaire de leur cru: configuration_backend.h, ci-dessous la section correspondant à ta machine : Les dimensions de plateau pour une CR10 mini sont largeur=300, profondeur=220, hauteur=3001 point
-
C'est la ligne de purge dans le gcode de démarrage: Tu peux mettre un point-virgule (;) en début de ces cinq (5) lignes pour qu'elles ne soient plus interprétées. La purge se fera via la jupe... Dans Cura, vérifie dans les paramètres de dimensions de ton imprimante qu'ils correspondent à ton modèle (Ender 3) (235x235xhauteur).
 1 point
1 point -
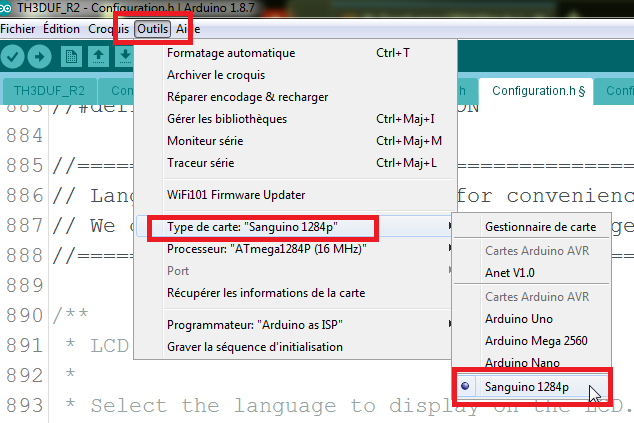
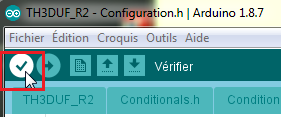
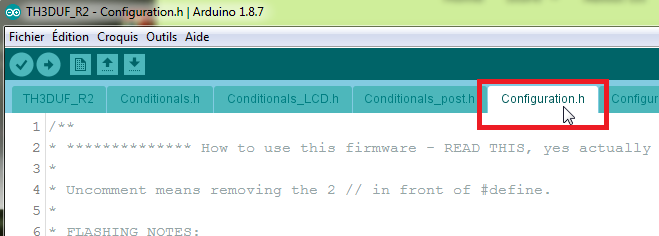
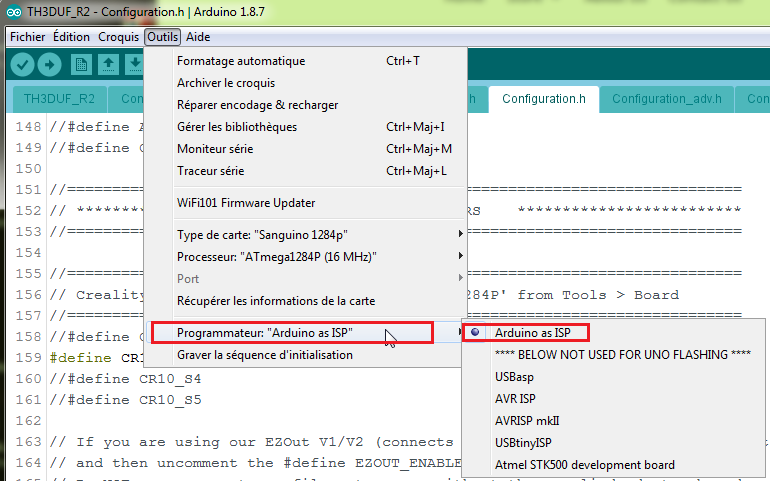
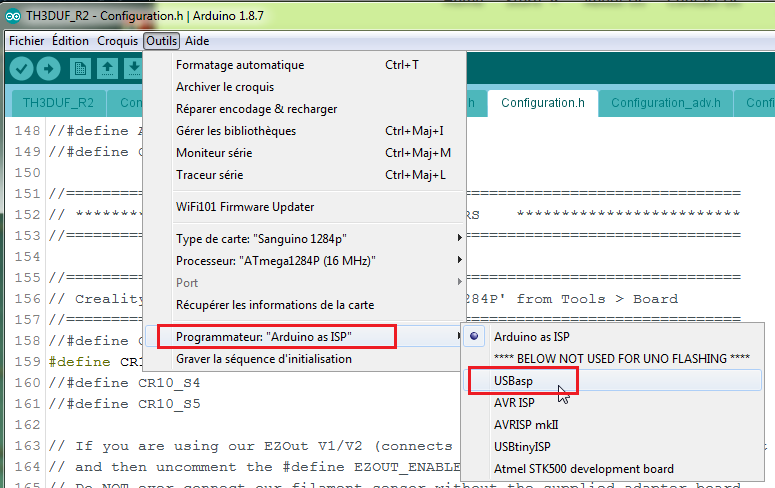
Après que tu m'aies donné la distance entre buse et pointeau du BLtouch, j'ai recompilé un nouveau binaire avec ces valeurs (-45 pour le X), il est tout frais ci-dessous: TH3DUF_R2.ino.sanguino_X-45.hex Si tu veux procéder à la compilation de ton propre firmware, je te joints aussi le fichier configuration.h modifié pour correspondre à ton imprimante: Configuration.h Il suffit de le copier en lieu et place de celui actuellement fourni dans l'archive TH3D Quelques explications sur comment procéder au flash si tu veux le faire toi-même: J'espère que tout va fonctionner sans anicroches




 1 point
1 point -
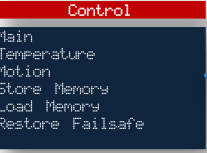
M500 sert uniquement à stoker la SRAM (volatile) dans EEPROM(non volatile) pour une éventuelle coupure de courant ou un démarrage rapide sans test automatique (M501). De plus M420 ne va pas chercher dans l'EEPROM mais dans la SRAM. J'espère avoir répondu clairement à ta question1 point
-
Pareil, j'ai déjà quelque commandes de profilés noir chez systeal, et l'emballage est super bien fait, individuellement ou par lot de longueur, et le respect des côtes est au 1/10 mm. Avec un envoie relativement rapide en plus.1 point
-
Bonsoir à tous. En effet je me suis emballé... J'ai passé ma journée complète sur ma carte et dans mon enthousiasme d'avoir réussi à la faire fonctionner j'en ai oublié que ce n'était pas mon sujet. Désolé @Poisson211 point
-
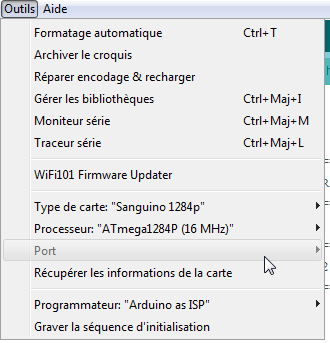
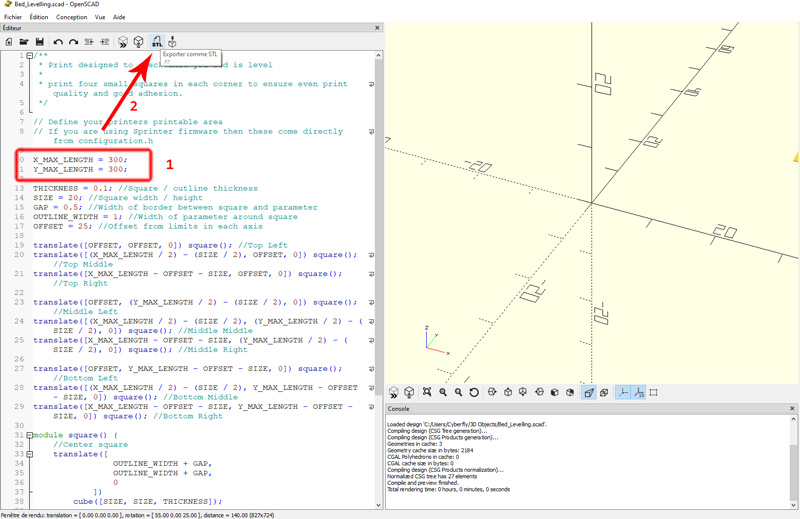
Salut ! Dans cura avant de Slicer il faut que tu centres l'objet. Si c'est fait c'est que la configuration imprimante dans ton slicer est erronnée. Personellement j'utilise le Bed Leveling Test paramétrable. Tu télécharges le fichier .scad et tu l'ouvres avec OpenScad tu renseignes la taille de ton plateau (1) et tu presses la touche F6 (render) et tu exportes en STL (2), pour la ligne enlève juste skirt et mets sur none dans l'onglet Build Plate Adhesion sous Cura.
 1 point
1 point -
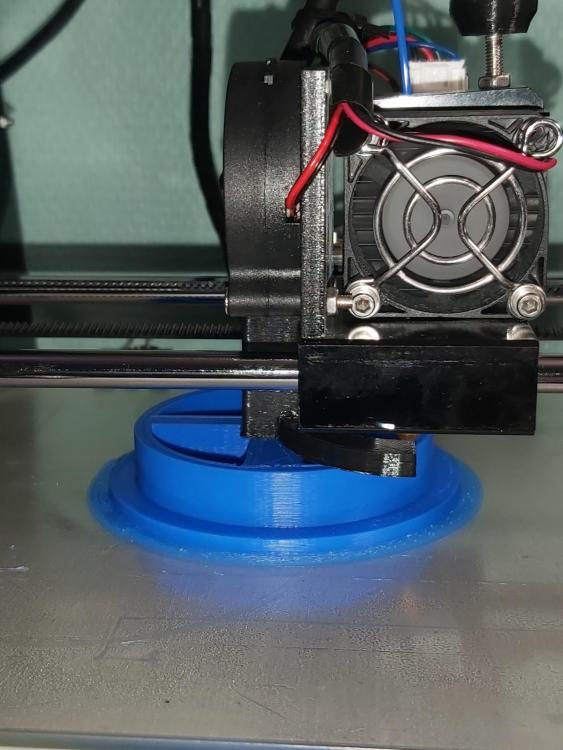
Bonjour à tous, Alors voilà je voulai remercier toutes les personnes qui m'ont aidé pour mon probléme pour le heatbreak et comme promit je vous mets une photo pour vous montrer que tout est ok et que vous étiez tous de trés de bon conseils et compétents pour les nouveaux et nouvelles venus dans le monde de la 3D. Merci......
 1 point
1 point -
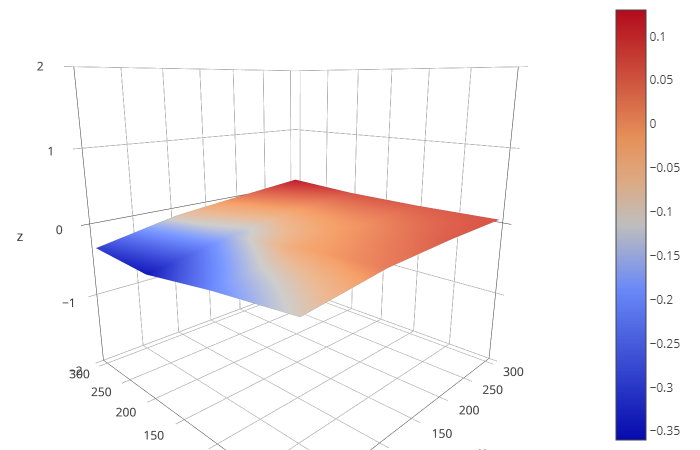
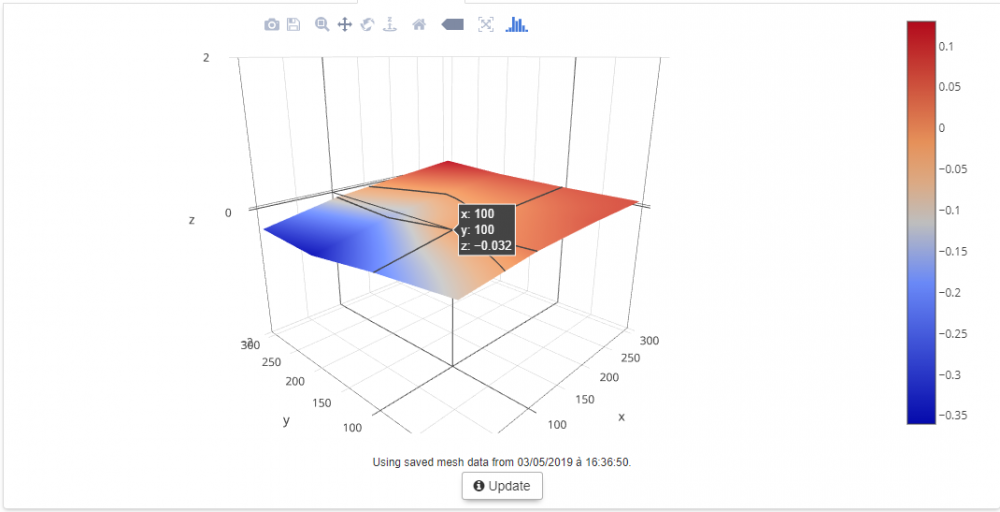
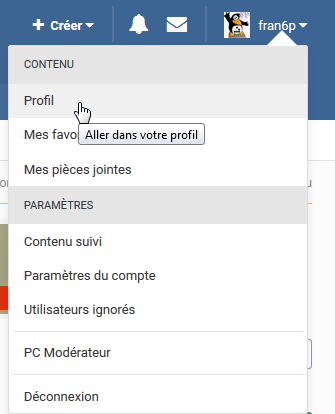
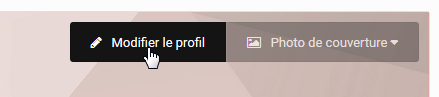
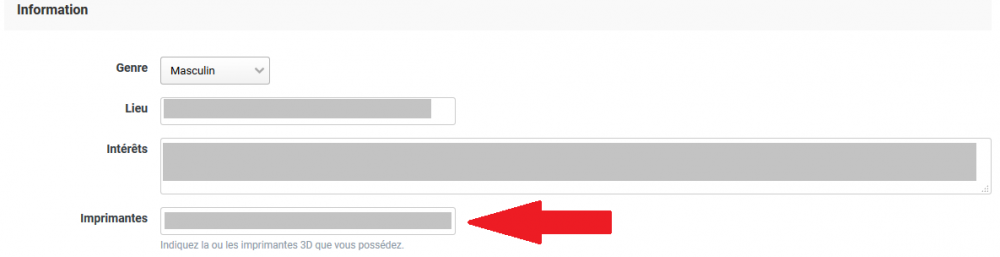
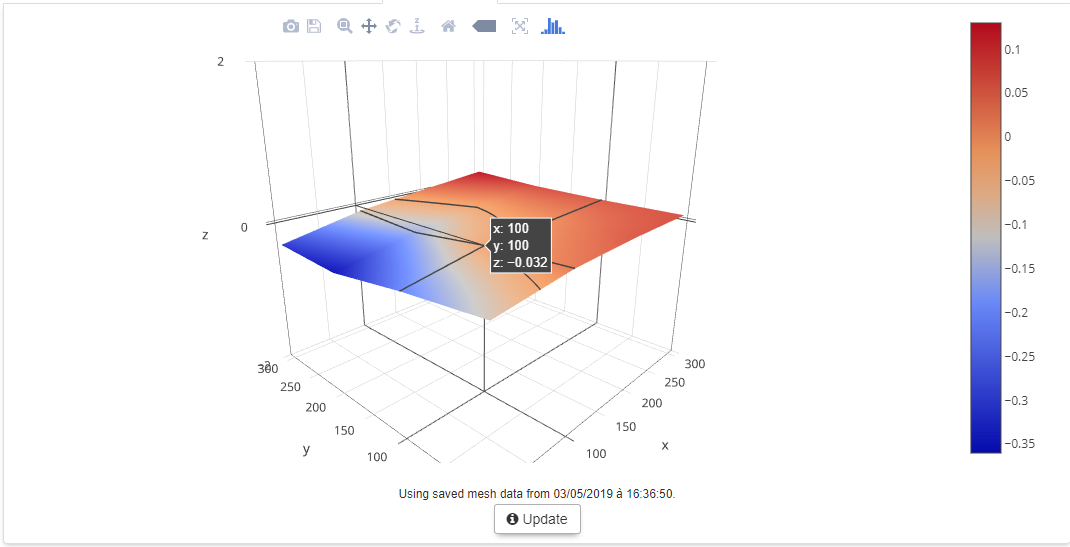
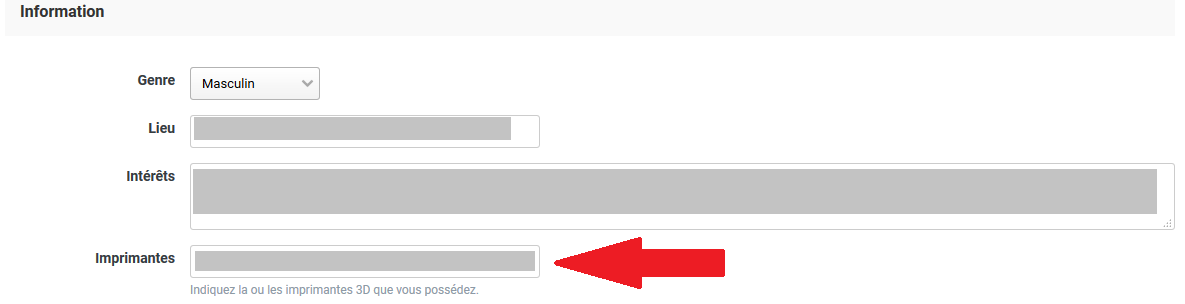
@#JAIMELESIMPRIMANTES Les messages d'erreurs sont explicites: heating failed (chauffage en échec). Ta CR10 étant un modèle S4 le plateau pour atteindre 60° met presque 20 minutes. Une fois cette température atteinte, la tête se met en chauffe pour 200°, il lui faut à peu près, d'après ton graphique 2 minutes 30 (c'est beaucoup, je trouve) mais les fluctuations sont trop rapides, la température de 200° n'arrive pas à se stabiliser et par sécurité l'imprimante se met en sécurité et arrête l'impression. Première chose à vérifier: sur le corps de chauffe, la thermistance qui mesure la température est-elle toujours maintenue correctement dans son logement, la vis qui maintient les deux câbles de celle-ci ne doit pas être trop serrée. Sur mes machines, avant de mettre la thermistance dans son logement, je met un peu de pâte thermique dans l'orifice, ça peut aider à diffuser correctement la température mesurée. Pour remédier aux fluctuations de températures, via Octoprint et l'onglet terminal, tu peux effectuer un réglage du PID en saisissant la commande: M303 S200 C5 Après avoir validé cette ligne, le processus d'étalonnage de la thermistance va s'effectuer sur 5 cycles. Une fois celui-ci terminé, vont s'afficher les trois valeurs P, I, D. Ces trois valeurs, il faudra que tu les ajoutes à ton gcode de démarrage dans ton trancheur pour qu'elles soient prises en compte à chaque tranchage de pièce. Pour cela, tu ajouteras une ligne: M301 Pxx.xx Iyy.yy Dzz.zz (avec xx.xx valeur affichée pour P à l'issue de l'étalonnage précédent, yy..yy pour I et zz.zz pour D). Dernière chose à laquelle je viens subitement de penser: quelle carte mère as-tu? Si malheureusement c'était une version 2.0, un problème connu de condensateur sous-dimensionné, provoque ces problèmes de fluctuations de température et coupure de l'impression. C'est la raison pour laquelle, Creality a sorti les versions 2.1 et 2.2 de leur carte mère. Certains utilisateurs ont réussi à changer le condensateur sur la CM (v2.0) mais ce n'est pas facilement réalisable. PS: N'oublie pas d'ajouter le modèle de ton imprimante dans ton profil. En haut à droite de la page, tu accèdes à ton profil en cliquant sur ton pseudo: Tu choisis la ligne "profil", puis l'option "Modifier le profil": Tu effectues toutes les modifications que tu veux mais surtout la ligne "Imprimantes" que tu complètes: Et tu n'oublies pas de valider en cliquant sur "Enregistrer":

 1 point
1 point -
La dvpro n'est pas prévu pour imprimer du flexible donc ce n'est pas possible... Les utilisateurs qui y arrivent généralement font des modifications des fois assez lourdes il faut changer le système d'extrusion et passer d'un Bowden à un direct Drive c'est à dire avoir l'extrudeur sur la tête d'impression.... Vous pouvez essayez du TPU 98A qui est assez rigide à une vitesse de 20mms mais le résultat n'est pas garantie la machine n'est pas prévu pour ça1 point
-
@Pixel3D Vu le prix de la tête (moins de 5 euros y compris le corps de chauffe, la cartouche de chauffe, la thermistance, le radiateur, la buse, le heatbreak, les vis) et les photos accompagnant le produit vendu (mélange de pseudo microswiss et tête jhead Creality) je mettrai en cause la qualité de celle-ci . Si c'est une "Creality", le tube PTFE DOIT ABSOLUMENT être introduit jusqu'au contact de la buse et y rester pendant l'impression. A défaut, du filament mou réussira à s'introduire entre le haut de la buse et le bas du PTFE et formera un bouchon empêchant l'extrusion correcte. Si le PTFE bouge en cours d'impression, c'est que le raccord pneumatique (pneufit) qui normalement le bloque est défectueux. Si c'est une pseudo "microswiss", même avec une originale et en réduisant drastiquement la rétraction (entre 2 et 3 mm), je n'ai jamais réussi à imprimer de PLA avec elle: colmatage sur colmatage. C'est une tête "full-métal" prévue pour imprimer d'autres types de filaments (ABS, PETG, ASA, ... mais pas le PLA).1 point
-
Merci Eros , j'ai pu résoudre le même pb !!1 point
-
Bonjour, j ai un fichier stl et je voudrai rajouter un logo (une écriture - fichier ai ou vectoriel) sur le coté la personne qui m a fait le fichier ne sait pas comment faire et est difficilement joignable. Pour ma part, je n ai pas encore eu le temps de me consacrer a la réalisation simple de fichier. est ce que cette opération est difficile ? et quel logiciel dois je utilisé (je suis sur Mac) merci pour votre aide
 0 points
0 points












.thumb.jpg.1702124fe97d80846c058cc4baead788.jpg)


