Classement



Contenu populaire
Contenu avec la plus haute réputation dans 08/12/2020 dans Messages
-
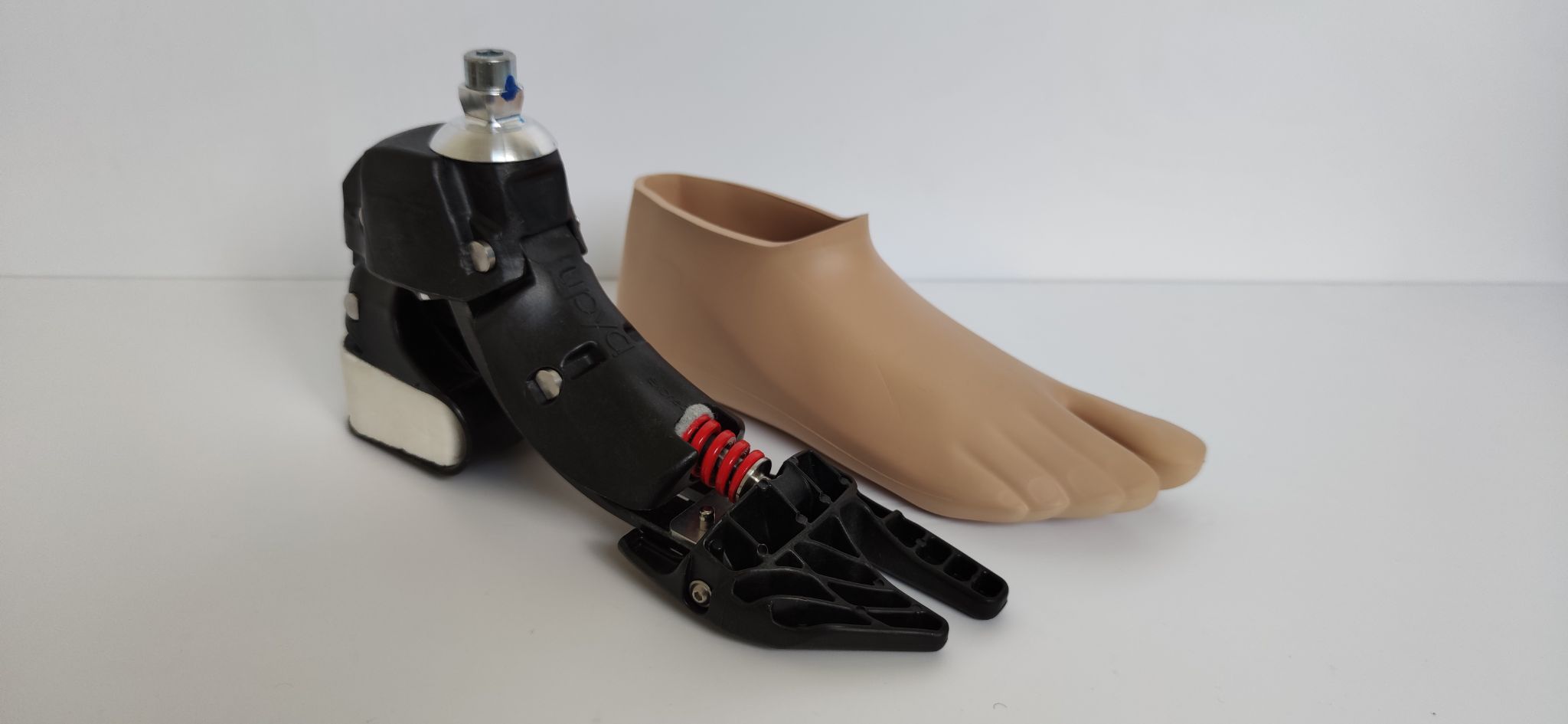
Merci Divers pour ton soutien durant ces deux années de développement, pour tous ceux que cela intéresse voici plein de jolies photos du pied prothétique de série qui sort de nos ateliers en ce moment. Nous avons appareillé depuis le milieu de l’année 2020 environ 150 patients, majoritairement à l’étranger.Upya, c’est son petit nom, de notre société EXONEO, est un pied entièrement biomécanique qui reproduit le mouvement du pied humain et qui palie à l’absence d’appareillages orthopédiques adaptés au besoin de patients à la recherche d’un pied prothétique confortable, dynamique mais surtout économiquement accessible. Ce développement fut intense puisqu’il utilise la technique de l’injection plastique dans sa production, ce qui est une exception dans le domaine, c’est ainsi la garantie d’un produit fiable et sans défaut dans sa fabrication, pour une fiabilité accrue. Nous sommes fiers du résultat puisque notre conception biomécanique apporte beaucoup au patient: un grand confort mais du dynamisme, des meilleures sensations à la marche et une démarche plus naturelle, une meilleure mobilité, une hausse de la confiance en soi, le tout pour une meilleure qualité de vie. Bonne journée à tous

 2 points
2 points -
Le tube PTFE qui relie l'extrudeur à la tête d'impression ? Tu as normalement de petits raccords avec une bague en plastique. Il faut rebloquer le tube dedans : il faut appuyer sur la bague, insérer le tube et retirer la bague pour verrouiller le tube. Si il ne reste pas dedans, c'est qu'il faut changer le raccord pneufit ou le tube PTFE1 point
-
Bonnes améliorations ( bon choix mesdames , bon choix messieurs (hommage à VGE) ). Les galets en PC c'est vraiment bien, par contre vérifie bien les roulements à billes. Dernièrement, sur la CR10 V2 j'ai dû remplacer un des galets du tripode X, il était grippé et se faisait entendre, il ne tournait plus mais essayait plutôt de glisser sur le profilé ce qui produisait des artefacts sur les pièces imprimées. Bonne convalescence1 point
-
Je ne comprends pas ce que tu veux exprimer Envoyé de mon SM-N960F en utilisant Tapatalk1 point
-
C'est la meilleure et probablement la seule solution . PTFE coupé à raz de la rondelle collée et dans l'idéal légèrement chanfreiné à l'intérieur. Ça pourrait éventuellement fonctionner avec des filaments «solides» mais j'ai un très gros doute avec du TPU. Ça dépend surtout du type de heatbreak à l'intérieur du radiateur (full metal, bore (PTFE traversant jusqu'à la buse) ou un mix (un morceau de PTFE (dia 3 ext, 2 int) est déjà à l'intérieur). A mon avis une mauvaise «bonne» idée: le magnet est TRÈS difficile à enlever en tirant simplement dessus. Pour désaccoupler le mien, je suis obligé de retirer le filament et faire glisser le magnet (gauche ou droite) sinon c'est impossible (en remettant le magnet il m'est déjà arrivé de pincer un bout du doigt et franchement ce n'est pas agréable ). En plus réussir à faire ton pas devis sur le PTFE, bon courage.1 point
-
La case «Origine au centre» n'est à cocher que si l'imprimante est de géométrie Delta, pour une cartésienne il ne faut pas la cocher sinon l'impression commencera au (0,0), généralement le coin gauche à l'avant du plateau. Ça peut sembler contre intuitif mais c'est pourtant la réalité1 point
-
La fonctionnalité Z-offset est quand même récurrente et une base dans les posts pour le réglage du bed/buse1 point
-
M'enfin c'est pas ça la "vieille école" La vieille école c'est la règle à calcul et les tables de trigo en papier En 80 on avait déjà les calculettes "scientifiques"1 point
-
Prusa a écrit un nouvel article un peu plus détaillé, avec un peu plus de tests & recommandations à propos de l'impression à usage alimentaire. Ca vaut son petit détour : https://blog.prusaprinters.org/fr/comment-realiser-des-modeles-imprimes-3d-de-qualite-alimentaire_40849/1 point
-
les buse laiton sont très bien si tu imprime que tu PLA standard, PETG, TPU et ABS. si tu imprime du Glow in the dark, du Wood ou tu metal il est conseillé de remplacer ta buse, j'ai des aciers chromé (en stock moi) mais elles demanderont que tu demande 220°C pour avoir 210°C. Acier Chrome +10°C Acier Tremper (les noirs) 30 à 40°C je te conseille plutôt de regarder des buses cuivre nickelé ou les nitro max laiton nickelé ce qui t'apporte en gros la même résistance que les acier tremper avec les température de fonctionnement du laiton. Une nitro max te permet d'imprimer 7kg de filament abrasif la ou celle laiton n'en feront pas 700gr (peut être même pas 500gr)1 point
-
@Martial72 Difficile de te dire ce qu'apport la V2 par rapport a V1, par contre un Bi metal ou all metal a un gros avantage, tu a que tu metal pas de PTFE dans ton heat brake du coup tu peux faie chauffé ta buse plus haut sans soucis, car le PTFE s'abime quand tu commence a arrivé dans les 260°C donc si tu veux imprimer que tu PET(G) ou PLA pas de soucis (Flex aussi) avec l'ABS nilon etc sa va ce compliqué (après tous dépend aussi de la qualité du PTFE).1 point
-
[Désolé pour ce HS] En toute franchise, si tu veut mon avis : L'application "Tous Anti-covid", c'est juste une escroquerie... Quelques 20 millions d'euros, qu'ont coûtés l'appli... tout a en tout cas bien profité à un député de Larem, patron de la startup qui a vendu l'appli, sans appel d'offres, comme par hasard. Et plus personnellement, ce qui me gêne avec le covid, c'est que cela n'est que le sommet d'un énorme Iceberg, dont on nous cache une partie importante de la vérité. Cela fait 4 personnes que je connaissais (amis, anciens camarades de classe ou relation) dont j'ai appris le décès au cours de ces 6 dernières semaines, mais indirectement liés au covid. Tout les 4 se sont suicidés soit en raison du confinement, soit en conséquence de difficultés financières liés au covid. Et 3 autres dont je me fait du soucis pour eux (et leur entreprise). Oui... tu l'auras compris... je suis particulièrement remontés envers le covid, et ceux qui sont responsables de cette situation. Et plutôt que de ruminer ma frustration de ne pas pouvoir travailler, et le fait d'utiliser l'imprimante me rappel à quel point pouvoir bosser me manque... je me suis plongés dans un jeux vidéo, dès que j'ai un moment. Il faut aussi que j'avoue que dès je fais quelques "efforts physique" je suis vite essoufflé et fatigué... donc jouer à des jeux est mon principal "passe temps" en ce moment. [Encore désolé pour ce HS] _______________________________________________________________________________________________________ Pour en revenir au sujet initial de ma Ender 5 Plus. Je ne l'ai pas utilisé depuis le 12 Novembre. Elle prend la poussière quelques peu... J'avais prévu d'installer un plateau en PEI... mais faute à que je dois faire attention "au budget"... cette amélioration est repoussée à plus tard. Les dernières choses que j'ai imprimés sont : 6 pokemons (envoyés par La Poste à mon neveu et nièce) et 2 lithophanie. Depuis... il n'y a rien. J'ai mis l'imprimante en mode "Attente que j'aille mieux"...1 point
-
Bonjour voici le lien la Hictop 3D est identique à la TLD3 succès garantie pour utiliser IDEAMAKER Pour l'imprimante il faut importer dans le menu imprimante sélectionner "paramètre de l'imprimante" et dans la fenêtre en bas à droite importer "imprimante TLD3_PRO" en complément le fichier profil à importer dans ouvrir le menu Slice sélectionner "gérer les profils" ou CTRL M au clavier et importer en cliquant sur importer en bas à gauche. le fichier "PLA" et Hop c'est tout bon ! PLA .bin 22 Ko · 2 downloads TL-3D PRO-export.printer 2 Ko · 3 downloads1 point
-
c'est pas compliqué il suffit de suivre la vidéo qui est bien réalisée ! il y a deux méthodes. merci de transmettre le STL si je peux aider ?1 point
-
Bon, il est temps que je prenne 5 minutes pour faire un post qui explique ça clairement. Avant tout : le mesh bed leveling manuel permet de faire enregistrer dans la mémoire de l'imprimante la topologie du plateau. L'idée est le même qu'avec un BLTouch (ou 3DTouch) sauf qu'ici la procédure de mesure est faite manuellement. Pour pouvoir la réaliser, vous avez besoin : D'une imprimante sous marlin avec l'option MESH_BED_LEVELING activée dans le firmware. (Sinon va falloir recompiler le firmware et reflasher). D'un ordinateur avec un port USB connecté à l'imprimante. D'une feuille de papier. Une fois l'imprimante allumé et connecté en USB à l'ordinateur, téléchargez et exécutez le logiciel Termite. Une fois démarré, vous cliquez sur le bouton "settings" puis mettez le "baud rate" sur 115200. Ne touchez pas au reste sauf si vous savez ce que vous faites. Puis cliquez sur "OK". Puis appuyez sur le bouton a gauche pour vous connecter. Vous devriez voir ecrit sur le bouton "COMX 115200 bps, 8N1, no handshake". Si ca ne fonctionne pas, c'est certainement que le nom du "port" n'est pas le bon. Sélectionnez en un autre dans les settings. Si la liste "Port" est vide, vérifiez la connexion USB avec votre imprimante. Ok, maintenant, on va pouvoir taper les commandes G29 - Bed Leveling (Manual). D'abord, on commence par taper la commande "G29 S0" pour vérifier que le MBL (Mesh Bed Leveling) est activé. Ensuite on tape la commande "G29 S1". Là, l'imprimante va faire un home XYZ puis se positionner à un 1er point. Avec l’écran de l'imprimante, jouez sur le Z par pas de 0.1mm pour faire gratter la buse contre la feuille de papier posé sur le plateau. Une fois que vous êtes satisfait, tapez la commande "G29 S2". La buse va aller se positionner au point suivant. Recommencez à jouer avec Z par pas de 0.1mm jusqu’à ce que la buse gratte contre la feuille de papier posé sur le plateau. Recommencez avec la commande "G29 S2" jusqu'a ce que vous soyez arrivé à l'autre extrémité du plateau. Quand c'est terminé, tapez la commande "M500" pour enregistrer dans la mémoire de l'imprimante les nouveaux paramètres du MBL. Vous pouvez également retaper la commande "G29 S0" pour afficher les paramètres enregistrés. Vous devriez voir une sorte de tableau qui ressemble à ça : Copiez ce tableau, et collez le dans le champ texte de ce site : http://lokspace.eu/3d-printer-auto-bed-leveling-mesh-visualizer/ Il vous permettra de voir en 3D la planéité de votre plateau. Maintenant, ajoutez la commande "M420 S" à la fin de votre GCODE de démarrage pour demander à l'imprimante d'activer son MBL puis lancez une impression. Have fun1 point
-
Petit up pour donner des news. La drybox est hyper performante et bien pratique bien qu'il reste des détails à terminer : Je ne dépasse pas 3% d'humidité.
 1 point
1 point -
Hello, Bien avancé, non terminé : Capacité 7 à 8 spoolers de 1KG, 10 à 12 de 750g, et je dirais 6 de 2Kg (je n'en ai jamais eu). L'axe central pour porter les rouleaux est un tuyau PVC de plomberie en 32mm. La caisse vien de Castorama. J'ai préféré celle-ci car elle est très bien renforcé un peu partout, notamment sur les côtés. Je peut vous dire que ça bouge pas d'un poil avec 9Kg de portance dessus. J'ai trouvé un joint "très haute densité", un peu trop épais donc la boite ferme mal pour l'instant. Pour bien fermer également, il faudrait que j'imprime des sortes d'attaches "crochets", pour bien caler le couvercle notamment au centre. Chaque trou de vis est passé au silicone pour gagner en étanchéité. Enfin, je placerai un bac remplis de "silicagel".
 1 point
1 point -
C'est ce qu'on appelle le babystepping0 points