Classement




Contenu populaire
Contenu avec la plus haute réputation dans 10/03/2022 dans Messages
-
pour réunir les niais eheh pas mal par contre j ai beau errer sur le forum depuis un petit moment, et avoir essayer pas mal de chose, je pense que mon pb viens de ma configuration de CURA mais mes impression s'arretent toujours a 3s.... j ai l impression a la fin de la 1ere couche (ah ba non, elle ne finit pas la premiere couche mais s'arrete a 3sec)2 points
-
Bordel de dieu, ça à l air bon un grand merci, quand tu passes en Belgique, j'te paye une bière en remerciement
 1 point
1 point -
Bon, les photos sont pas terribles mais ton cube n'est pas trop mal, lui Il va falloir régler les courroies des axes Y et X (X, sans doute, car on ne voit pas ta face X). Le plateau et la tête doivent pouvoir se déplacer facilement sans points durs : courroies pas trop tendues (sinon ça vibre), pas trop détendues (sinon elles peuvent sauter sur les molettes crantées). De même, vérifie si les galets sont bien ajustés avec les excentriques : les galets doivent pouvoir encore tourner à la main, un à la fois et difficilement. La tête ne doit pas bouger sur l'axe X quand tu la secoue un peu, le plateau ne doit pas bouger sur l'axe Y si tu essaies de le faire tourner ou balancer.1 point
-
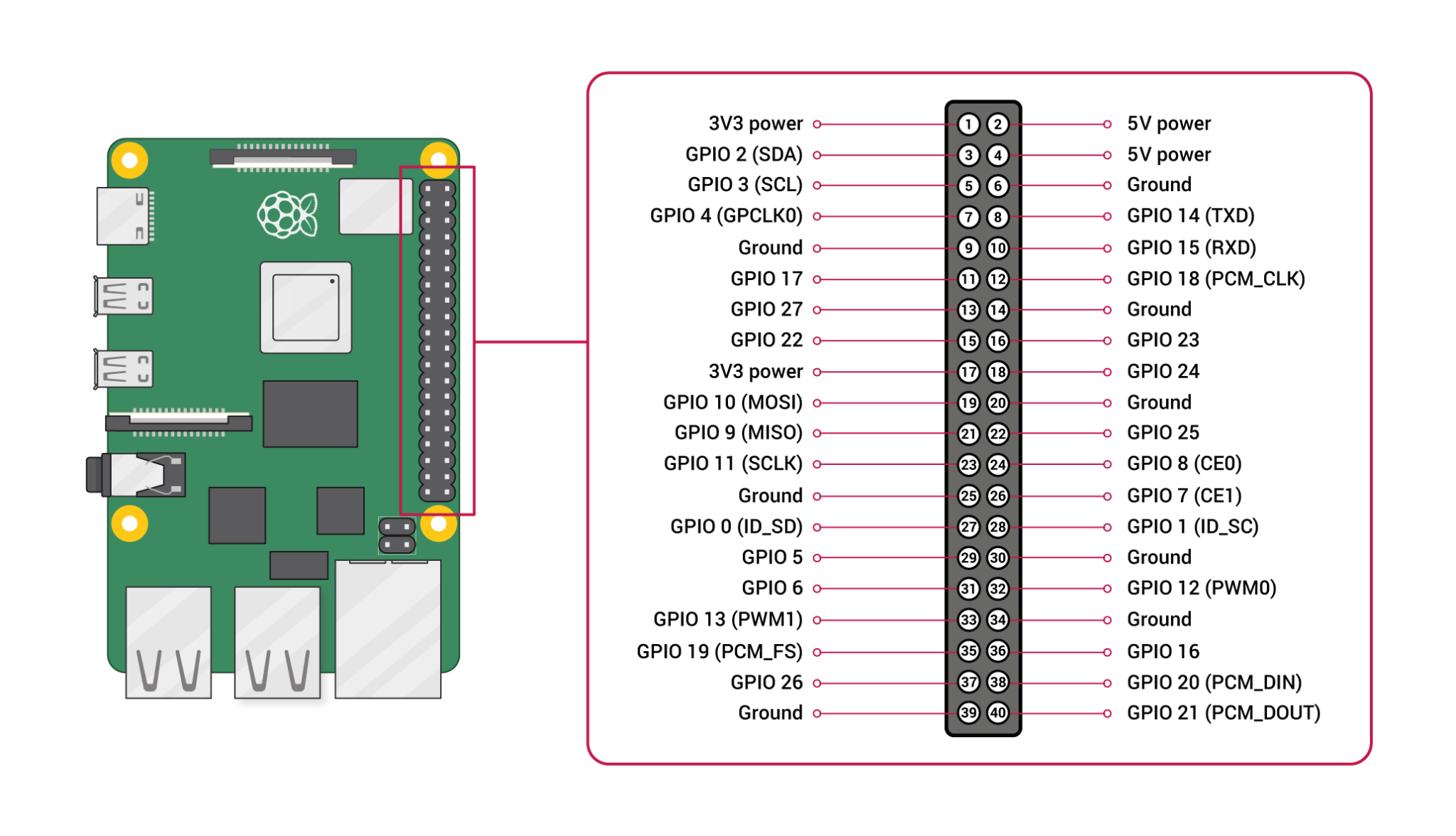
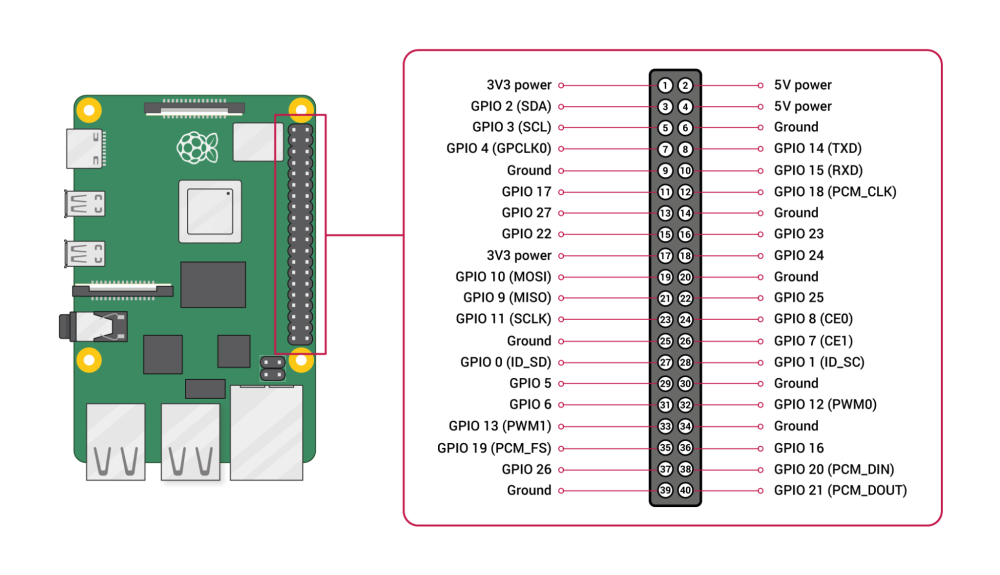
@mich0111 Sur les Raspberry, et dans les plugins, il faut bien différencier GPIO6 et la Pin6, qui sont 2 pins totalement différentes.... Comme tu pourras le constater ci-dessus, le GPIO6, est situé sur la Pin31 (pin physique), alors que la Pin6 est un ground !! Quelque fois, il faut définir les numéros de pin en mode "BOARD", ce qui correspond à la pin physique, alors que d'autres fois, il faut utiliser le mode "BCM", qui est l'utilisation software de la pin.
 1 point
1 point -
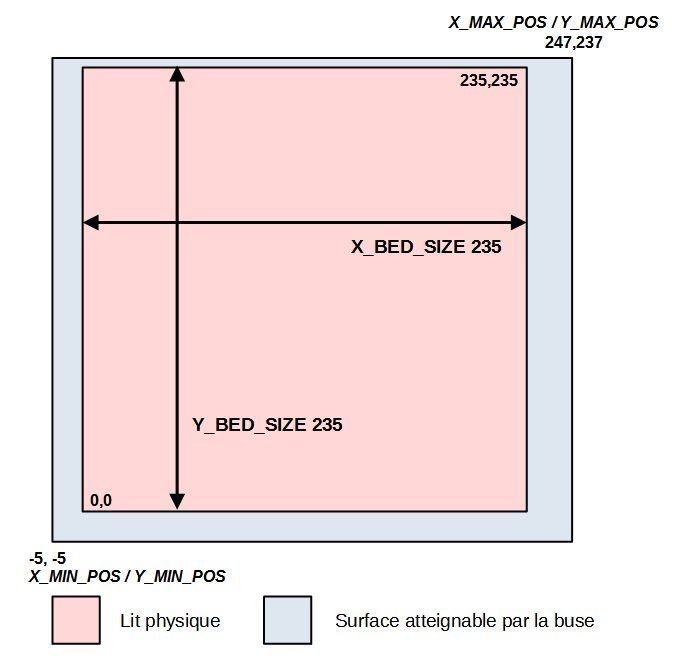
Une question qui revient régulièrement parmi les nombreuses questions posées sur ce forum concerne les relations, les interactions qui existent entre : X_MIN_POS, X_MAX_POS, Y_MIN_POS, Y_MAX_POS, X_BED_SIZE, Y_BED_SIZE, MESH_INSET, NOZZLE_TO_PROBE_OFFSET et PROBING_MARGIN, Il est donc essentiel d’éclairer ce sujet afin de mieux comprendre ces points. L'objectif de ce guide n’est pas d'essayer d'expliquer le fonctionnement d’un système ABL en ce qui concerne la détermination de la zone à sonder, ni la façon de configurer Marlin pour obtenir les meilleurs résultats lors de l'utilisation d’un tel système. Les directives (MESH_INSET, NOZZLE_TO_PROBE_OFFSET, PROBING_MARGIN) ne seront donc pas abordées. Voir éventuellement le sujet suivant pour ces divers points : Que faut-il comprendre avant de configurer votre imprimante : La "taille du lit" (BED_SIZE) ne correspond pas forcément à la taille physique du lit de l'imprimante. Dans la configuration de Marlin, la "taille du lit" (X|Y_BED_SIZE) correspond à la surface d'impression utilisable par l’imprimante. Elle ne sera jamais plus grande que le lit physique. Si la buse ne peut pas atteindre toute la surface du lit, ou s'il y a des obstructions physiques telles que des clips, la zone d'impression sera plus petite que la taille réelle du lit d'impression. En définissant les paramètres X_BED_SIZE et Y_BED_SIZE, nous définissons en fait la taille de la zone d'impression utilisable. Limites de l’imprimante et positions de la buse sur le lit Le plus important dans la configuration consiste à s'assurer que Marlin «comprend bien» où la buse peut se déplacer en toute sécurité et où se trouve la zone d'impression utilisable par rapport à ces limites. Si je prends l'exemple de mon Ender3 S1 : elle a une taille de lit physique de 235mmx235mm la buse peut non seulement atteindre tout le lit sans obstruction (donc dans ce cas la "taille de la zone d’impression" est en fait la taille physique du lit) la buse peut également se déplacer en toute sécurité vers des positions à l'extérieur du lit sur les quatre côtés : - lorsque X est mis à l’origine, la buse est à 5 mm à gauche du bord gauche du lit, - lorsque Y est mis à l’origine, la buse est à 5 mm devant le bord avant du lit, - la buse peut se déplacer en toute sécurité de 12 mm au-delà du bord droit du lit, - et de 2 mm au-delà de l'arrière du lit. Comment indiquer ces dimensions à Marlin ? Ce qu’il faut comprendre est que tout est relatif au coin avant gauche du lit : la position de coordonnées (0,0). Les limites de la machine doivent être définies par rapport à cette position. Dans le cas de mon imprimante, j'utilise la configuration suivante : define X_BED_SIZE 235 define Y_BED_SIZE 235 ... define X_MIN_POS -5 define Y_MIN_POS -5 define X_MAX_POS (X_BED_SIZE + 12) define Y_MAX_POS (Y_BED_SIZE + 2) J’aurais pu également déclarer : define X_MAX_POS 247 define Y_MAX_POS 237 mais je préfère tirer parti du préprocesseur disponible lors de la compilation de Marlin pour faciliter la visualisation de la relation entre les limites et la taille du lit. Ce qui donne le schéma suivant : La zone bleu clair indique les limites de la machine, c'est-à-dire toute la surface que la buse peut atteindre. La zone rose représente la zone d’impression. Ce qu'il faut retenir: les positions minimales X et Y sont négatives, car elles sont relatives à la position 0,0 définie comme étant le coin avant gauche du lit ((et c'est d'ailleurs le cas pour de nombreuses imprimantes). Déterminer les limites de la machine d’une imprimante faisant sa mise à l’origine à Xmin/Ymin Pour utiliser la procédure suivante, vous aurez besoin : - Un écran LCD sur l'imprimante, utilisé pour déplacer la buse de manière contrôlée. - Une connexion à un terminal via un logiciel tel que PronterFace, Repetier Host ou OctoPrint pour pouvoir envoyer les commandes Gcode à l’imprimante. Déterminer X_MIN_POS et Y_MIN_POS 1. Compiler Marlin avec X_MIN_POS et Y_MIN_POS déclarés à 0, et X_BED_SIZE/Y_BED_SIZE réglés correctement. Flasher ce nouveau Marlin sur l’imprimante et redémarrer. 2. Se connecter à un terminal, mettre à l’origine seulement X et Y en envoyant G28 X Y. Ne pas utiliser G28 tout seul (on ne veut pas initialiser Z, encore moins si un ABL est utilisé car il utilise normalement la directive Z_SAFE_HOMING et dans ce cas après une rapide mise à l'origine de X et Y la tête (l'ABL en fait) se déplace au centre du plateau pour réaliser le Z0). 3. S’assurer que la buse est en butée en envoyant G0 X0 Y0. 4. L'écran LCD doit afficher X=0, Y=0. La buse doit être aussi loin à gauche et à l'avant du lit qu'elle peut se déplacer, et être en butée sur les contacteurs de fin de course. 5. Vérifier où se trouve la buse par rapport à l'angle avant gauche du lit. A. La buse est exactement au-dessus du coin avant gauche du lit, félicitations ! Vos valeurs X_MIN_POS et Y_MIN_POS sont correctes. Passer à la section " Déterminer X_MAX_POS et Y_MAX_POS ". B. La buse est à droite du bord gauche du lit, ou derrière le bord avant du lit, ou les deux, passer à la section "Position Xmin/Ymin au-dessus du lit". C. Sinon, à l'aide de l'écran LCD, déplacer la buse avec précaution jusqu'à ce qu'elle se trouve exactement au-dessus du coin avant gauche du lit. Lire les valeurs X et Y sur l'écran LCD. Prendre ces valeurs en ajoutant un moins (-) devant pour les rendre négatives, Les utiliser comme nouvelles valeurs pour X_MIN_POS et Y_MIN_POS. Par exemple, si lorsque la buse se trouve au-dessus du coin avant gauche du lit, vous lisez X=5 et Y=5 sur l'écran LCD alors utiliser les valeurs suivantes define X_MIN_POS -5 define Y_MIN_POS -5 6. Pour le cas C, compiler une nouvelle version de Marlin avec les nouveaux paramètres X_MIN_POS et Y_MIN_POS puis la téléverser sur votre imprimante. 7. Redémarrer l’imprimante, envoyer G28 X Y suivi de G0 X0 Y0. La buse devrait se retrouver juste au-dessus du coin avant gauche du lit. 8. Passez à la section "Déterminer X_MAX_POS et Y_MAX_POS". Position Xmin/Ymin au-dessus du lit. Si la position Xmin ou la position Ymin n'est pas sur le bord ou à l'extérieur du lit alors c’est que la buse ne peut pas atteindre le lit en totalité. La solution la plus sûre dans ce cas est de redéfinir la taille du lit pour n'inclure que la zone que la buse peut atteindre. Par exemple, supposons que la dimension physique X du lit est de 235 mm, mais que lorsque l'imprimante se met à l’origine et que la buse se trouve à la butée minimale X, elle se trouve au-dessus du lit, à 8 mm du bord. Dans ce cas, vous devez configurer X_MIN_POS à 0, et réduire X_BED_SIZE de 8 : #define X_BED_SIZE 227 ... #define X_MIN_POS 0 La même chose s'applique à l'axe Y. Si la buse ne peut toujours pas atteindre le bord droit et/ou arrière du lit, il peut être nécessaire de réduire encore plus la taille du lit - voir la section suivante sur le réglage des positions X et Y maximales. Déterminer les positions X_MAX_POS et Y_MAX_POS Une fois les positions minimales déterminées et configurées en suivant la méthode ci-dessus, il est aisé de déterminer et configurer les positions maximales. Mettre à l’origine X et Y avec G28 X Y. Désactiver les butées logicielles avec M211 S0. Via l’écran LCD, déplacer délicatement la buse vers la droite et l’arrière du lit (coin arrière droit), aussi loin qu'elle peut aller en toute sécurité. Surveiller attentivement toute obstruction au mouvement et ne pas forcer (les moteurs / les courroies apprécieraient moyennement ). La position affichée sur l'écran servira à déterminer les valeurs pour X_MAX_POS et Y_MAX_POS. Mon conseil est de baisser (réduire) de quelques millimètres pour plus de sécurité. Si X_BED_SIZE est supérieur au X_MAX_POS obtenu (idem Y_BED_SIZE supérieur à Y_MAX_POS), régler X_BED_SIZE sur la même valeur que X_MAX_POS (id. Y_BED_SIZE sur Y_MAX_POS).
 1 point
1 point -
Merci, Belle acquisition!! C'est une trés bonne machine mais enchainée par un écran/firmware qui limitent ses capacitées. Je n'utilise pas CuraBugs car j'ai eu trop de problèmes avec ses mise à jours qui m'ont fait perdre ou corrumpu mes profiles. Je suis sous Prusa/SuperSlicer qui sont équivalent et plus logique dans la gestion des paramètres. SuperSlicer est un bon dérivé de Prusaslicer/Slic3r avec des options sympa comme la calibration d'impression pour tes filaments. Tu peux commencer avec le profil de la QQSPro en adaptant (Volume/copie des GCodes Start/Stop) les différents paramètres de ton slicer actuel. Sinon pour la vitesse, j'ai une base à 200mm/s périmètres, 180 remplissage avec différentes accélérations et le tout est limité/optimisé automatiquement selon le filament utilisé. Dans l'exemple ci-dessus, la limitation en vitesse était de 120mm/s max à cause de la capacité du filament associé à la buse. En bref, apprivoises d'abord ta Delta et aprés tu pourras l'upgrader avec du matériel plus adapté (je pense au bloc Volcano ou à des buses plus grandes). Pour finir, je ne réussi pas mes prints à tous les coups et voici des exemples: - Pas fini car il s'est décroché du plateau - Echelle à 150% mais j'avais oubliè de mettre quelques supports internes et donc j'ai des trous dans le modèle (épaule et sommet de tête)

 1 point
1 point -
Salut les Makers, Salut Francis, comme d'habitude, tu maitrises plus que bien le sujet et tu nous est d'une grande aide pour la communauté ... Ton analyse est superbement expliquée et oui mettre des condensateurs de bonne qualité est un facteur décisif .. C'est tout le problème des cahiers des charges ou contrôle qualité des composants Chinois qui sont soit très bon soit parfois très mauvais car pas contrôlés ou mal contrôlés ... Franck Juste une précision, en général, si les condensateurs sont juste un peu gonflés, il y a peu de chance que les diodes et transistors soient brulés ... Enfin, c'est ce que j'ai constaté ... par exemple sur quatre alimes démontées, seule une avait les 2 condos explosés ! sur celle-ci, effectivement il y a des dégâts plus loin que les condensateurs, mais sur les autres, le simple fait de mettre des condensateurs de marque et très bon, redonne puissance à l'alimentation ... Le courant d'ondulation à aussi une importance (valeur théorique : 1.7 - 2A) les condos de mauvaises qualité n'encaissent pas longtemps ... alors que des Nichicon, panasonic, keymet, rubicon sont top ! bon 1 condo coute 10 balles Mais y'a pas de secret .... le pas cher ne dure pas !1 point
-
Bonjour, Pour ce qui est des jouets pour la petite fille de 5 mois, j'éviterai ...pas très "sain" toutes ces matières ; les gamins mettent tout à la bouche... A+1 point
-
Bonjour, Pour faire suite du dépannage d'une alimentation 600W Tenlog tout fonctionne correctement après échange des deux condensateurs et d'un Mosfet 600R100. J'ai mis en charge l'alimentation et procédé à des plusieurs hors tension tout fonctionne très bien. Les points rouges correspond aux différents tests des composants afin de sécuriser au maximum le montage électronique ! Nota: @studiolab39 officielse met à votre disposition pour effectuer un échange d'une alimentation de 600W HS. a+
 1 point
1 point -
Du coup pour tenir informer J'ai changé totalement l'extrudeur par des choses en metal (levier, autre buse etc etc) Et j'ai corrigé mon probléme de ligne. Du coup résolus1 point
-
Sinon avec cura dans l'onglet paramètre imprimante puis extrudeur on peut déclarer un décalage en X et Y de la tête afin de recentrer la buse1 point
-
Ouch ca à l'air assez complexe comme truc avec potentiellement bcp d'incidence... Je pense que je vais laisser le paramètre de base et jouer sur le pourcentage dans Cura1 point
-
C'est un plus, mais ce n'est pas indispensable (et comme indiqué, on peut rajouter le capteur plus tard) le pla+ est un peu plus résistant que le pla 'normal' : supporte mieux les contraintes mécaniques et support un peu mieux la chaleur 1,75 pour nos imprimantes domestiques1 point
-
oui car avec le ventilateur 4020 d'origine pas besoin de jouer de dessus mais sur un machine avec un 5015 cela peut être utile. Pour ma part j'ai l'habitude de jouer sur la valeur dans le Slicer, mais certain ventilateur on des soucis en dessous d'une certaine valeur parfois le soft PWM permet d'aider quelque peu mais cela reste pas miraculeux non plus. Attention toutes fois tu as plein d'incidence a joué avec ce paramètre quelques infos : #define FAN_SOFT_PWM Utilise le PWM logiciel pour piloter le ventilateur, comme pour les résistances chauffantes. Cela utilise une fréquence très basse qui n'est pas aussi gênante qu'avec le PWM matériel. D'un autre côté, si cette fréquence est trop basse, vous devriez également incrémenter SOFT_PWM_SCALE. #define SOFT_PWM_SCALE 0 L'incrémenter de 1 doublera la fréquence PWM logicielle, affectant les chauffages (et le ventilateur si FAN_SOFT_PWM est activé). Cependant, la résolution de contrôle sera divisée par deux pour chaque incrément ; à la valeur zéro, il y a 128 positions de contrôle effectives. #define SOFT_PWM_DITHER Si SOFT_PWM_SCALE est défini à une valeur supérieure à 0, le dithering peut être utilisé pour atténuer la perte de résolution associée. S'il est activé, certains des cycles PWM sont étirés afin d'atteindre en moyenne le rapport cyclique souhaité.1 point
-
@thycat974 Sur le site de Creality download : - Dans Accessory Firmware - Tu cliques sur BLTouch Firmware for 32 bit Motherboard - Tu télécharge le fichier Ender-3 V2.zip et BLTouch Firmware for 32-bit Motherboard.pdf - Tu ouvre le PDF - Dans le tableau : Model : Ender-3V2 Condition 1 : 4.2.2 32-bit Motherboard Condition 2 : BLTouch without adapter Board Ca dit de prendre le firmware : Ender-3 V2_Marlin2.0.8_HW_V4.2.2_SWV2.0.8. 4_Alt_Zh_CN_en_20210715 - Dans l'archive Ender-3 V2.zip, tu vas trouver le fichier bin avec le nom ci-dessus. - dézippe le fichier et reflash ton imprimante !!!1 point
-
Sans même parler des dernières L'imprimante après réception, réglages, a-t'elle correctement imprimé un des modèles prétranchés accessibles sur la carte SD livrée avec l'imprimante ? Sinon, +1 avec @Idealnight, @PierreGet @Kalamiit Un des premiers réflexe à acquérir avec une imprimante 3D Au bout d'un moment, plus ou moins long alors :


 1 point
1 point -
Tu ne peux pas Je verrouille ton monologue donc.1 point
-
Pour parodier Pierre Dac : « Le travailleur L'imprimeur vraiment courageux est celui qui n’hésite pas à se coucher à côté de son travail imprimante pour bien lui montrer qu’il n’a pas peur de lui. d'elle. »1 point
-
sur ça je pense1 point
-
Tu vas dans la rubrique "choix imprimante", tu indiques les besoins et le budget et hop! A+ sur le forum ...1 point
-
Bonjour @vap38, Comme tu le sais j'ai été touché par cette panne sur une tld3 reçu en mai de l'année dernière. Studiolab39 a reçu des alims de tenlog, m'en a envoyé une, et je l'ai donc remplacée. Ça fonctionne depuis mais je ne sais pas si tenlog a corrigé le problème. Je tiens l'ancienne alim à la dispo de Franck. A+1 point
-
Hello à tous, Dans le cadre des tests que nous effectuons régulièrement pour le forum, j’ai eu la chance de tester il y a quelques mois la version 1 de ce scanner. Malgré des vidéos démontrant la grande simplicité et des rendus ultras bons, je n’ai rien réussis à en tirer. Ici, ça semble être le même soft et c’est la même technologie… J’aime beaucoup cette marque, mais honnêtement, je ne mettrais pas 1 cent sur ce scan.0 points