Classement




Contenu populaire
Contenu avec la plus haute réputation dans 21/09/2022 dans Messages
-
4 points
-
Je ne sais pas si c'est une nouvelle façon de nous faire patienter, mais je viens de voir cela sur ma première commande de la XL (du premier jour de mise en vente) Une lueur d’espoir
 3 points
3 points -
Bonjour la team, Je suis tombé sur un nouveau caisson que j'ai trouvé assez sympathique pour nos découpeuse laser!!! Voici un petit retour du Bizouneur en chef https://www.xtool.com/products/xtool-enclosure C'est tellement simple que je ne comprend pas pourquoi cela na pas été fait plus tôt A bientôt2 points
-
Makerbase fait également un équivalent du RPi3 (sans carte CM4 ou CB1) J'ai réussi à acheter une CM4 sur un site allemand sinon il y a quelques jours Kubii avait quelques RPi4 mais en pack (alim + boitier + …). Les revendeurs officiels sont tenus de vendre aux prix officiels, certains margoulins les revendent à des tarifs stratosphériques Si tu n'as pas besoin des broches GPIO, tu peux voir du côté de certaines TV Android (ex: https://www.amazon.fr/gp/product/B07Y3FMKJK?psc=1 ) et y installer le firmware Quadra (exemple pour installer Klipper).2 points
-
Je confirme, c'est la misère absolue ... rpilocator - Find Raspberry Pi Computers in Stock tu as la version CM4 + adaptateur (pour avoir tous les ports) : nettement moins cher que les 173 € tu as aussi des clones : banana pi, orange pi ou un clone un peu moins puissant du CM4 la CB1 chez BigTreeTech (sur ali)2 points
-
Merci pour ta réponse. Je verrais tout ça prochainement, je viens de commander le miens sur aliexpress ! Je suis tombé sur une vidéo Youtube où le mec pilote une SR et une Artillery X1. Ayant une Genuis Pro, je pense que ça sera relativement facile de les piloter depuis ce Pad. Et comme ça pas besoin de m'embêter à acheter un écran pour mon pi 4, faire une case etc... Vraiment ils font des produits géniaux chez FLsun, à la pointe et suffisamment accessibles pour des simples amateurs comme moi.2 points
-
Bonjour à tous, On parle du site lesimprimantes3D.fr dans un article du 01NET du 17/11/2021.
 1 point
1 point -
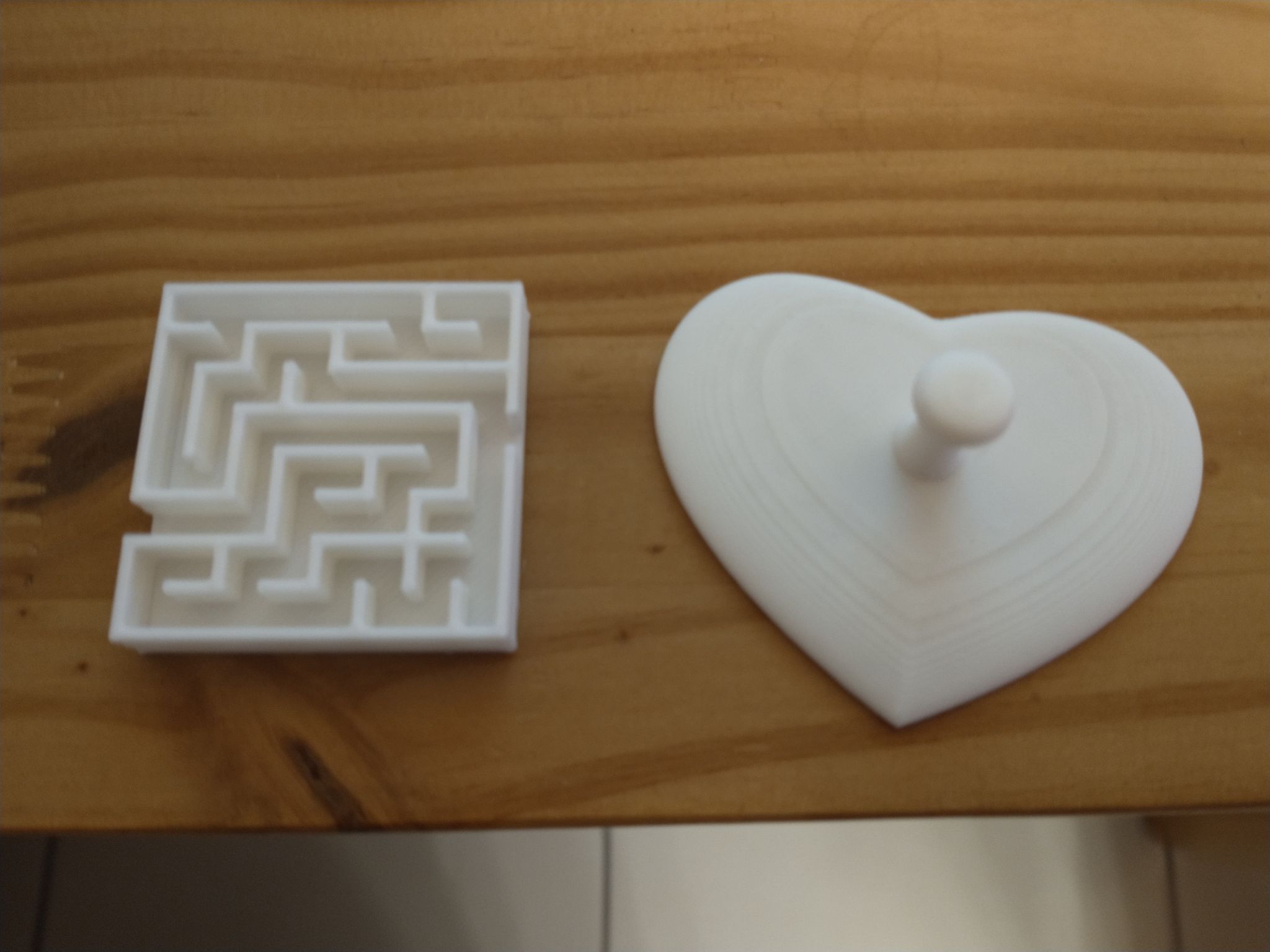
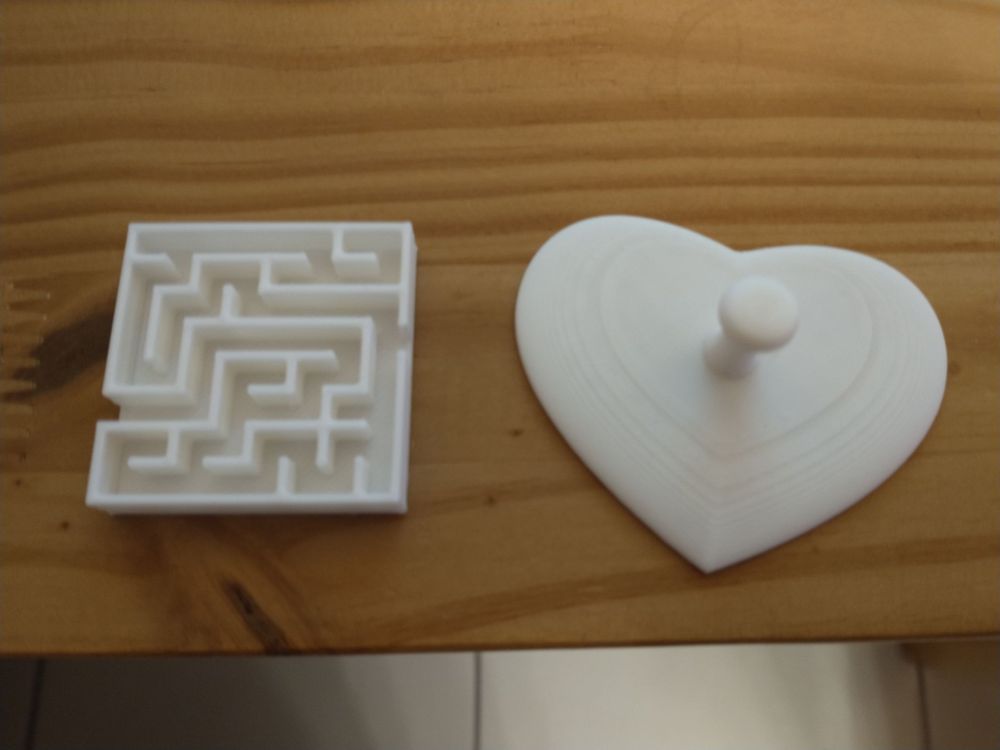
Bonjour à toutes et à tous. Je vais juste donner mes premières impressions sur ma machine Ender 3 V2. Montage de la machine facile avec vidéos sur Youtube. La doc livrée, comme celle sur le site Creality (c’est la même), est quasiment inutilisable. A changer rapidement : les ressorts d’origine sous le plateau pas suffisamment raides, même que je vais aller plus loin en montant des ressorts en silicone. Pas cool de devoir faire et refaire le nivellement du plateau tous les 4 matins. D’ailleurs, je viens de remarquer que la nouvelle imprimante « Ender-3 V2 Neo » en est équipée d’origine. A changer rapidement : l’extrudeur Bowden en plastique par un ensemble en alu bien plus costaud. Sur ma machine le levier en plastoc est arrivé cassé (bravo les mecs !). Pareil la « Ender-3 V2 Neo » l’intègre à l’origine. J’ai bouffé la buse au bout de 4 impressions, sans compter celles que j’ai loupé, à force de mal régler la hauteur du plateau (qui est maintenant légèrement rayé). Comme disait un de mes profs : un débutant c’est fait pour débuter ! Le changement de la carte mère, c’est en cours. J’ai même acheté 2 ventilos pour entendre la différence s’il y en a une. Le bruit d’origine n’est pas infernal mais à la longue ça tape un peu sur les nerfs. J’ai eu du mal à comprendre comment régler la hauteur du détecteur niveau bas. En fait avant de régler la position de ce détecteur, je pense qu’il faut serrer les vis des ressorts du plateau limite spires jointives pour avoir de la marge lors du réglage en hauteur tout en conservant une pré contrainte suffisante sur ces ressorts pour ne pas tout dérégler à chaque fois que l’on touche au plateau. NOTA : la « Ender-3 V2 Neo » possède un auto levelling (elle est pas belle la vie ?) ; reste à voir si je ferais cette modification. J’ai commencé par imprimer un truc facile : un labyrinthe de 8 x 8 cm, modèle livré sur la carte SD de la machine. Après avoir maintes fois réglés le plateau, j’ai fini par comprendre qu’il valait mieux faire chauffer la machine pour du PLA et ensuite faire déplacer la buse avec l’écran. Résultat pas mal du tout. J’ai ensuite imprimé un couvercle en forme de cœur, modèle lui aussi livré sur la carte SD : résultat pas mal du tout. J’ai modélisé une gâchette (cassée) de pistolet à peinture (pièce injectée en plastique) pour un pote et j’ai fait une première impression. Résultat, je suis allé trop loin dans la modélisation et du coup la pièce est complexe à imprimer. En plus j’avais oublié d’intégrer des supports. Donc j’ai repris mon modèle pour le rendre plus fonctionnel que proche de l’original. Tout savoir sur la Ender-3 V2 Neo : https://store.creality.com/products/ender-3-neo-3d-printer?official-website-banner-ender3neo=&spm=..index.slick_image_1.1 https://www.lesimprimantes3d.fr/comparateur/imprimante3d/creality-3d/ender-3-v2-neo/ Elle coûte actuellement 370€ donc + 170€ par rapport à ma Ender non neo achetée début 2022 ! Dès que je me pose une question, je viens sur le forum et jusqu’à maintenant j'ai toujours trouvé une ou des réponses, c'est vachement bien. Merci !
 1 point
1 point -
Bonjour, J'utilise souvent le site https://www.viewstl.com/#! qui permet à la volé de visualiser les STL mais parfois cela ne fonctionne pas correctement. Connaissez-vous un autre site ? Le but est de pouvoir voir rapidement le STL et d'éviter le lancement de CURA. Merci de votre retour1 point
-
Je te répète que les temps d'impressions n'ont rien d'anormaux vu la grandeur de la pièce et l'épaisseur. Et oui, j'ai utilisé ton profil, je tombe sur le même temps, 9h 10mm et 13s. Ton seul moyen de gagner du temps et de passer à une couche de 0.3 et d'augmenter la vitesse, mais tu vas bien sûr perdre en qualité d'impression. De plus avec des grandes pièces comme la tienne, le warping te guette..1 point
-
@fvuichard Merci c'est ce que je faisais sauf que j'avais pris le script pour la 2.4 vu que j'utilise la version 2.4. ==> biqu_convert_p24.zip J'ai mis tes tailles mais le problème persistait. Du coup comme j'ai vu sur ton screen que SuperSlicer ne te proposait pas le format des vignettes, j'ai pensé que le problème venait de là. J'avais un format Biqu visible sur mon précédent post, du coup je l'ai modifié à PNG et maintenant ils sont bien visibles en 3D. Encore merci grâce à toi j'ai pu résoudre le problème et super bien expliqué ton tuto1 point
-
Je trouve rien d'anormal au temps d'impression vu la taille de l'impression (200X150X10.5). En couches de 0.3m et 80mm/s , je tombe à 6h 37mm pour une impression à 100% . De plus du va avoir des problèmes avec les caractères . Par exemple, les O , les A, e ,d, 0, etc.. Tout l'intérieur est dans le vide et ne resteront pas sur la plaque. Idem pour l'extérieur de la plaque qui n'est pas relié avec l'intérieur. Tu vas te retrouver avec deux plaques en fait. Une extérieur et une intérieure.1 point
-
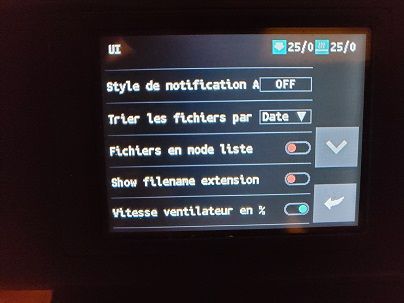
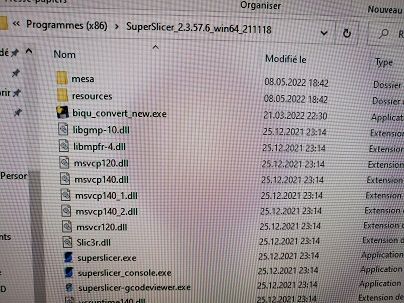
@fiester974 Voilà, D'abord, il faut placer l'exécutable "Biqu_convert_new.exe" dans le dossier de SuperSlicer. Disponible surgithub: https://github.com/effgarces/Biqu-Thumbnail-Generator/releases/tag/0.01 Ensuite, configurer superslicer pour lui donner le chemin du plugin. Voici mes réglage de taille de vignette dans super slicer. Après conversion en gcode lorsque tu clique sur exporter tu a une fenêtre noire qui s'ouvre (c'est l'exécutable qui crée la vignette) Ne pas oublier de parametrer l'imprimante pour ne pas afficher de liste de fichier. Et voilà: Désolé pour la qualité des images.. mais je viens de faire ça à la vas vite!!

 1 point
1 point -
On peut utiliser le dérivateur écran avec une carte 4.2.X mais le firmware doit être compilé avec l'option idoine (sujet déjà abordé dans cette section du forum). Creality fournit (fournissait) d'ailleurs un firmware spécifique Par contre la clé USBASP n'est pas utilisable telle quelle sur ces cartes 32 bits.1 point
-
«Houston, we've got a problem» Effectivement, j'ai modifié en mettant les termes de recherche1 point
-
C'est un caisson prévu pour la XTool. Le cadre du laser contribue au maintien des côtés du caisson. Il existe d'autres caissons à mon avis plus intéressant pour les autres marques de laser (plus larges et plus profond) Celui-ci de Sculpfun qui peut être «modifié» et agrandi. Sculpfun autorisait la vente d'un autre modèle (c'est celui que j'ai), genre «caisson» pour imprimante 3D, avant de proposer leur nouveau modèle. Il y a également Aliexpress, en cherchant « laser enclosure »1 point
-
Cela ne coute rien de vérifier de quel pays elle est expédiée.1 point
-
@fiester974 Je te confirme que cela fonctionne bien avec superslicer. je regarderai ma config ce soir pour voir si je peux t'aider.1 point
-
Si ton but réel (que j'ai du mal à cerner) est plutôt pour te faire plaisir et gagner quelques argents, les conseils des makers du forum sont les bons. Si ton but est de monter une vraie entreprise et de la faire prospérer, ce n'est pas le même matériel, ce serait plutôt les gammes de bécanes semi-pro dont les prix varient de 1.000 à 5.000 € avec des durées de vies de plus de 10.000 heures. Et si tu n'as pas les fonds nécessaires, tu achètes seulement une ou deux bécanes grand public pour te lancer puis suivant les rentrées des semi-pro.1 point
-
Pour ce qui est du type de buse si tu imprime que du PLA classique ou du PETG une Buse laiton de bonne qualité suffit (j'entend par la que souvent dans les lots chinois a pas chers les 10 pièces tu en as 30% au moins de mauvaise fabrication diamètre et autre pas juste). Si tu part sur du filament charger de particule ou un filament glow in the dark c'est dernier sont abrasif et demanderont une buse renforcer le meilleur choix pour moi ce sont les buse laiton plaqué nickel comme la NitroMax de chez HotEnd.fr pas trop chers, top en qualité et un shore de 63hrc ce qui est top et te laisse de la marge pour ce type de matériaux abrasif (par contre pour du filament charge en particule du 0.6 est plus adapter). Si tu part sur du filament charger en carbone la par contre c'est la merde et cela de une buse acier trempé ultra résistante comme les Zodiac, par contre faut monter la température avec ce type de buse qui sont de moins bon conducteur thermique. Enfin si tu reste en bowden je te recommande de remplacer a minima le engrenage du clone BMG qui équipe la SR et de mettre un kit magnet MK10 que tu trouvera chez hotend.fr cela fera que la SR gérera mieux le filament sur l'extrudeur et la rétraction sera plus précise et mieux gérer aussi grâce au magnet MK10. Il y a quelques petit optimisation pour les SR que l'on pourra t'indiquer pour améliorer et fiabiliser la bête, mais difficile de te dire avec précision la durée de vie de la machine. Ce que je peux te dire c'est qu'un connaissance a moi qui utilise principalement la SR pour l'impression FDM et surtout sur base de PETG avait cumuler plus de 750h d'impressions en Moins de 3 mois sans aucun soucis quelques (juste changement de buse quand nécessaire).1 point
-
Salut, Tu peux essayer ce firmware qui a été validé par bentou. il faudra initialiser l'eeprom (menu Initialiser EEPROM) après le flashage. Cela signifie que les paramètres spécifiques à ton imprimante (pas /mm des moteurs, PID,... )seront initialisés. L'idéal serait d'envoyer le Gcode M503 pour les noter, avant le flashage. Après l'initialisation, tu pourras les réinjecter (M92 X... pour les pas/mm des moteurs, ...). Le firmware a été compilé à partir de ces fichiers attention, sauf la ligne suivante du fichier configuration.h qui est à commenter si tu n'as pas installé de détecteur de filament: #define FILAMENT_RUNOUT_SENSOR1 point
-
La version 4.4.0 est téléchargeable sur le site de SnapMaker. Je vais jouer dés que possible.1 point
-
non, il y a Dragon, DragonFly BMO et Mosquito dans les choix possibles. Je pense qu'il n'a besoin de rien sur la 0.1, il se visse derrière le moteur de l'extrudeur et il y a déjà ce qu'il faut pour le visser. En général le capteur n'est installé que durant les tests, donc il ne fait pas partie de la bom, c'est un accessoire oui, juste les deux tiers au lieu de tout1 point
-
Tu peux aussi utiliser le programme PIF de Voron qui te fourniras des pièces en ABS bien imprimées (tout est sur le discord de Voron) Je ne connais pas celui de Fermio labs, mais le LDO est bien. j'ai des robotdigg noirs qui sont très bien (il faut juste les nettoyer correctement avant utilisation). Je ne peux pas te répondre pour les LDO, mais les Stepperonline sont très bien (et ils arrivent vite ) Pas vraiment, ça fait moins d'écrous de 3 à installer, mais c'est tout à 3k je ne sais pas je n'ai pas encore essayé, mais 120mm/s et 2k c'est rapide et la qualité est parfaite. Le miniafterbrner avec dragon trianglelabs fonctionne très bien aussi Tu peux aussi mettre une carte CAN (la BTT EBB36 par exemple) elle a l'avantage de limiter le nombre de fils (4) entre la tête et la structure, possède un adxl intégré pour les réglages et offre une option pour mettre une sonde PT100/PT1000. Pour le montage il faut bien vérifier que tu n'as oublié aucun des écrous captifs dans les profilés ... sinon tu es bon pour redémonter les deux tiers de la structure Si tu veux mettre des poignées, des leds ou tout autre appendice supplémentaire, pense à rajouter de suite des écrous en rab Comme je ne suis pas un grand fan du scotch double face vhb utilisé pour l'alim, les cartes et les portes, j'ai percé les plaques pour une fixation 'en dur' avec des vraies vis VoronUsers/printer_mods/xbst_/V0_Screw_Front_Hinge_Mod at master · VoronDesign/VoronUsers (github.com) VoronUsers/printer_mods/Derpimus/Block_handle_v0.1 at master · VoronDesign/VoronUsers (github.com) Voron Mods1 point
-
non, c'est aussi pour le STM32F103RET6 ou GD... . Si tu as un STM32F103RCT6, alors ce sera ce firmware: firmwareV2_V4.2.7BLTouchZminRC.bin Comme tu as pu le lire dans ce sujet il faudra initialiser l'eeprom (menu Initialiser EEPROM) après le flashage. Cela signifie que les paramètres spécifiques à ton imprimante (pas /mm des moteurs, PID,... )seront initialisés. L'idéal serait d'envoyer le Gcode M503 pour les noter, avant le flashage. Après l'initialisation, tu pourras les réinjecter (M92 X... pour les pas/mm des moteurs, ...). Tu devrais trouver un menu d'aide pour déterminer le Zoffset ainsi que le babystep (déplacement de 0.02mm en Z) accessible en double-cliquant sur le bouton rotatif, même lors de l'impression de la couche initiale. oui, ça remplace l'ancien firmware. Tu auras donc la version V2.0.9.5. Si tout est fonctionnel, je te fournirai les fichiers qui ont servi à compiler le firmware. euh, non. La seule chose que j'ai vu au sujet de la carte 32bits, c'est sur le couvercle: Mais peu importe, tu as juste à câbler comme sur cette photo: (attention, le connecteur 3 broches est câblé sur les 3 broches de gauche du connecteur de la carte-mère, avec l'angle de prise de vue, on pourrait croire qu'il ne reste qu'1 seule broche de libre mais en réalité, il y en a bien 2). Il faudra penser à ajouter un point de colle pour immobiliser ce connecteur 3 broches pour éviter les faux-contacts.

 1 point
1 point -
je n'ai pas encore dessiné la tronçonneuse1 point
-
@Yo' a upgradé son laser Longer RAY5 en 10W avec Air Assist, découvrez ce qu'il en pense dans sa review ! https://www.lesimprimantes3d.fr/test-longer-ray5-10w-20220920/1 point
-
Pour moi, ce qui rend chère une pièce, c'est la main d’œuvre, enfin si tu veux te rémunérer. Il y a quelques mois, j'ai fait l'exercice dans une boite, un proto de système de purge, à l'échelle 1. Hors conception, au taux horaire de la boite, il y avait 30€ de matière, 24h d'impression (360Wx24=8,7kW soit 1.5€ env), et 2h30 de MO (soit 250€) et en étant large 1.5€ d'usure machine. Je te laisse faire le calcul. Les 2h30, c'était la préparation avant impression, un peu de surveillance, la finition des pièces et le contrôle dimensionnel. Je ne prends en compte le test en situation réelle (bah oui, on l'a testé). Ton temps d'occupation, c'est ton carnet de commande, la quantité de pièces que tu feras par jour, mois, année. Imaginons, tu veux amortir ton investissement de 600€ sur 1 année, tu prends 5 semaines de vacances. Par semaine, sur l'ensemble des pièces que tu auras fait, tu devras avoir facturé 12€80HT au titre de l'utilisation machine. Ensuite, prenons en moyenne que chaque machine tournera que 6 heures effectives par jour, par semaine, ça fait 336h de travail machine hebdomadaire (pour 8 machines). Ce qui te fait un taux horaire par machine de 0.04€ (hors élec et maintenance) Attention aux droits d'auteur, copyright, propriétés intellectuelles, etc...1 point
-
Bonjour, Ton budget, c'est pour l'ensemble des machines ou pour une seule??? Si c'est pour l'ensemble, tu peux trouver des lots d'occasion, retour vendeur, ou à réparer.Sur Ebay tu trouves de la ender 3 en lot, par exemple. J'ai Tronxy qui me propose régulièrement des retour amazon, j'ai eu l'occasion d'en acheter 2 pour moins de 200€ fdp inclus (un XY-2 et X5SA). Sur les 2, une était neuve, et l'autre avait été mal montée. Ensuite, quand tu dis que tu cherches une précision dimensionnelle, ton 0.1mm, c'est pour des petites pièces (inf à 50mm), dans ce cas tu n'auras pas besoin de trop galérer pour tes calibrages. Et, sans vouloir froisser personne, n'importe quelle bécane ira. Par contre si tu veux le 1/10 sur des grandes pièces (sup à 100mm), va te falloir une bécane rigide et calibrée aux petits oignons. J'ai regardé sur le blog, le test de la Delta FLSun SR, à priori super rigide (rail de guidage, bras rotulés et contraint par ressort), le cube test de 20mm sort à 20.2mm, soit 10% de précision sans calibrage, ce qui veut dire que si tu veux 1/10 de précision pour des pièces de 200mm il va falloir atteindre 0.05% de précision sur tes axes, c'est jouable, chaud, mais jouable. J'allais oublier, quelles matières tu veux imprimer? PLA, ABS, TPU, PETG, ou autres?1 point
-
Pour être honnête depuis que j'ai passer ma première imprimante sur feuille d'acier PEI j'utilise rien d'autre c'est ce que je trouve de plus pratique tu fini une impression de défait l'impression rapidement grâce a la feuille d'acier PEI qui est flexible et tu relance une impression, l'ultrabase demande lui de laisser refroidir un certain temps un pièce c'est contraignant je trouve même quand l'accroche est bonne.1 point
-
Maintenant pour la Prusa XL, on sait qu'il y a aussi le délai de livraison qui est XL...donc, si elle est rebaptisée Prusa XXL en début d'année prochaine, ben... Josef nous aura prévenu le bougre !1 point
-
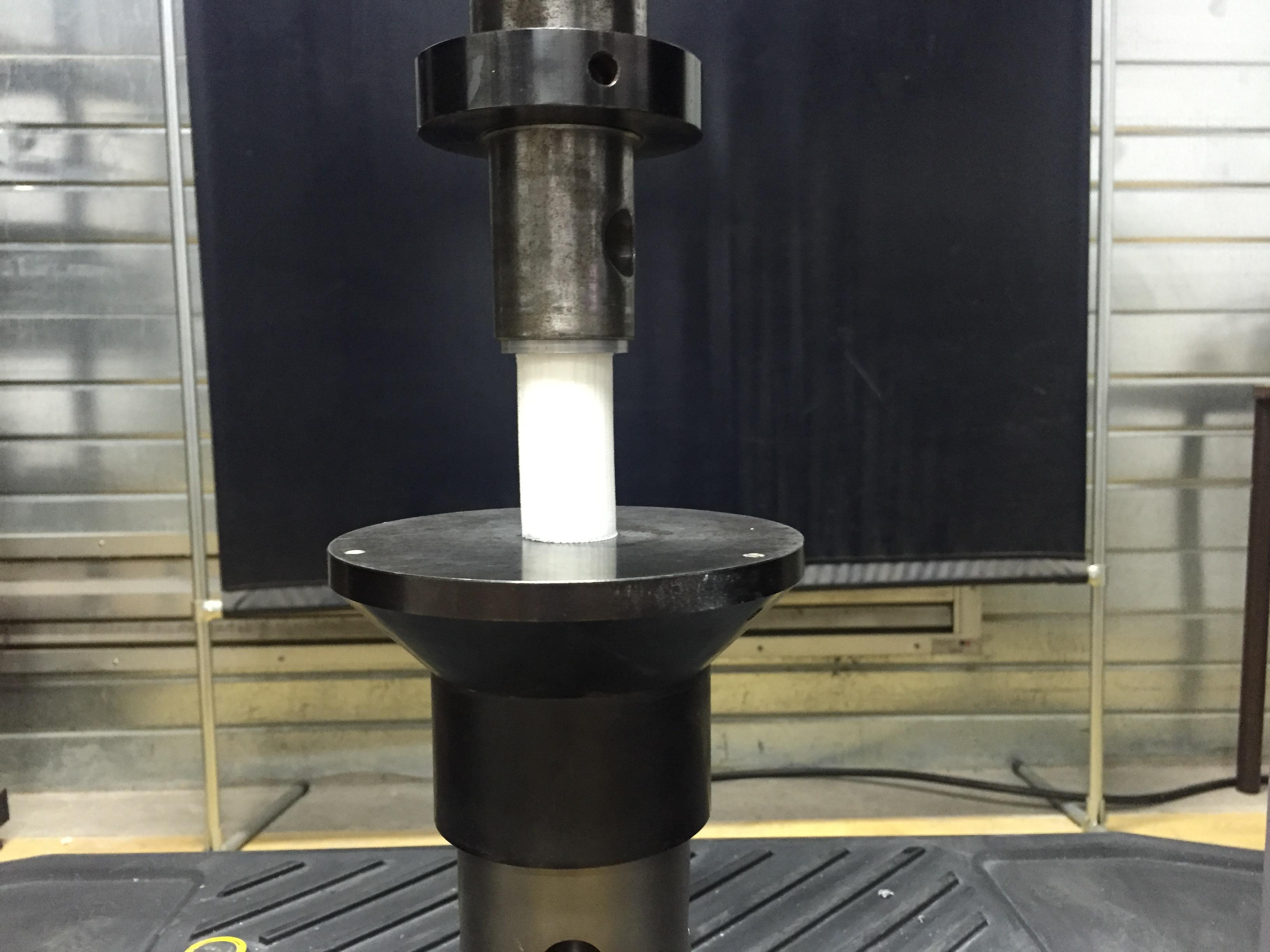
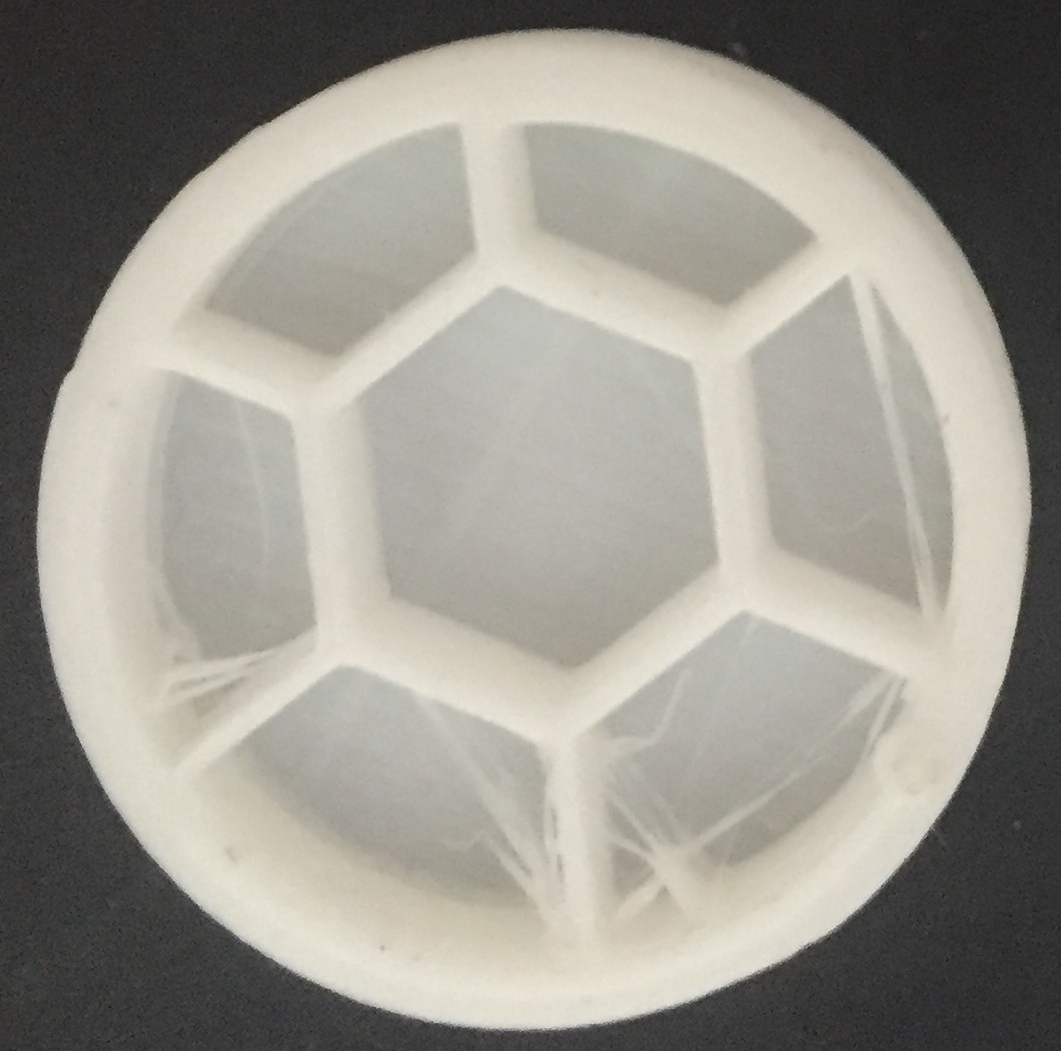
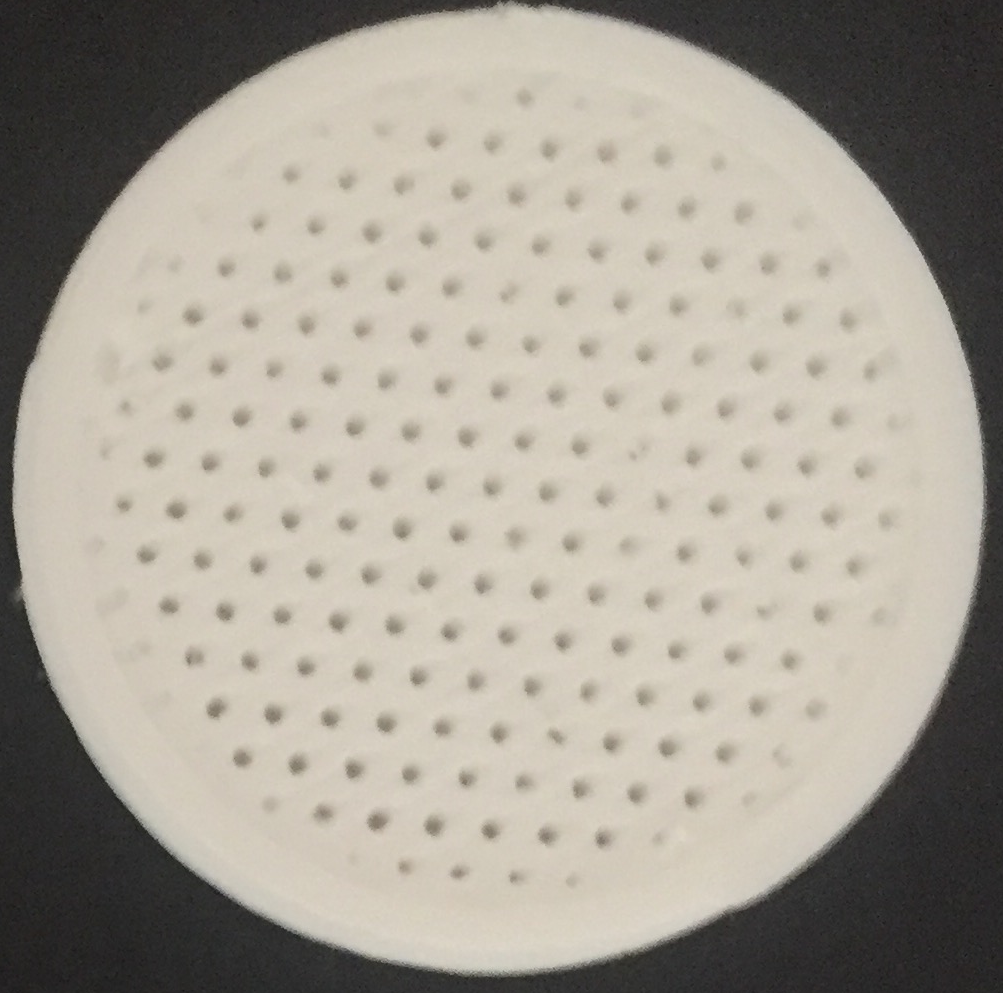
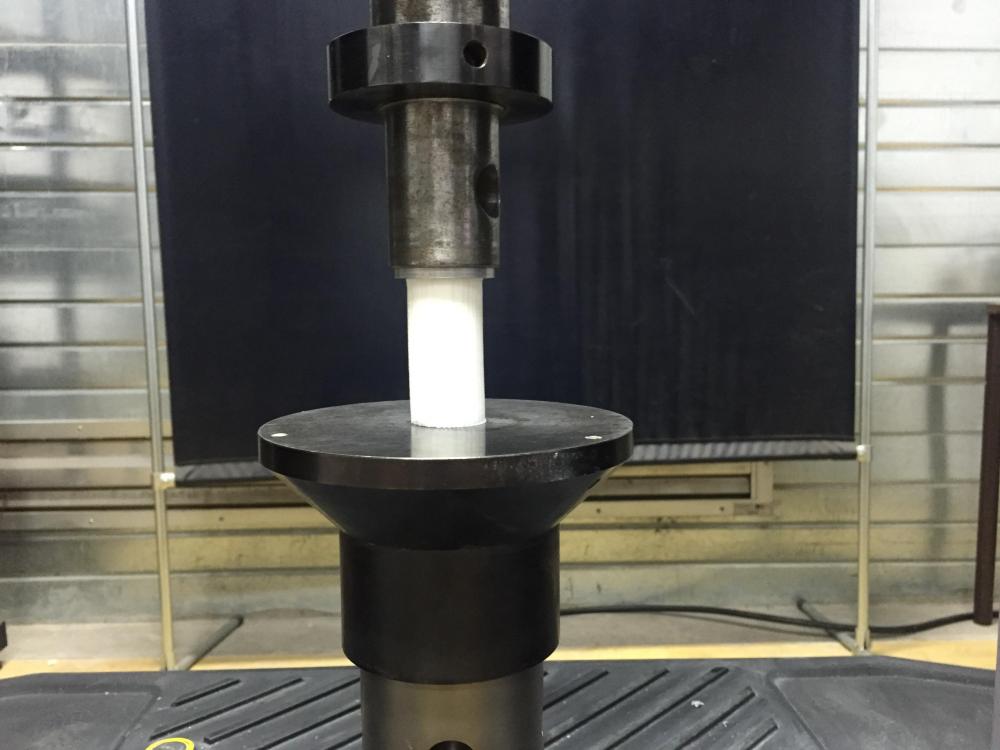
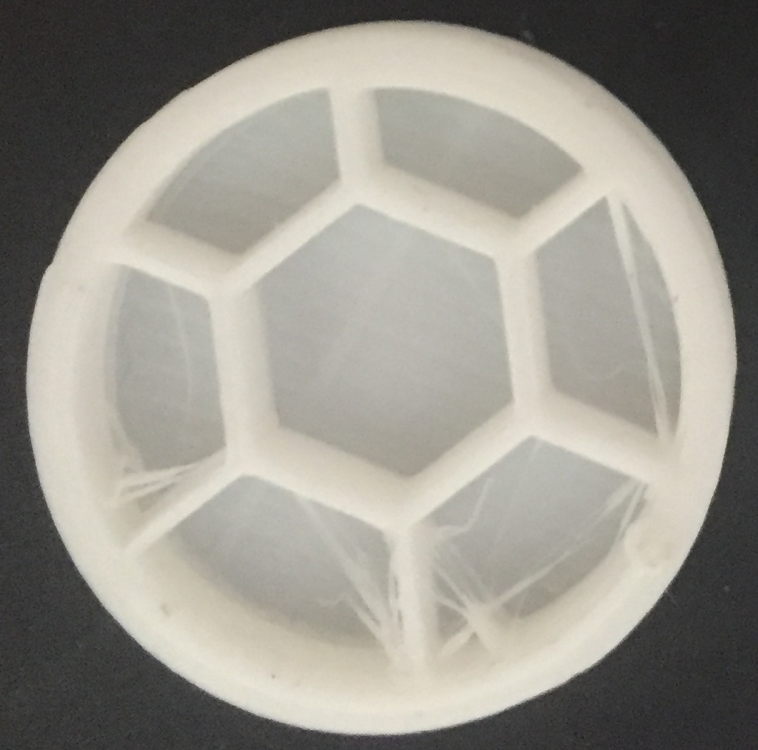
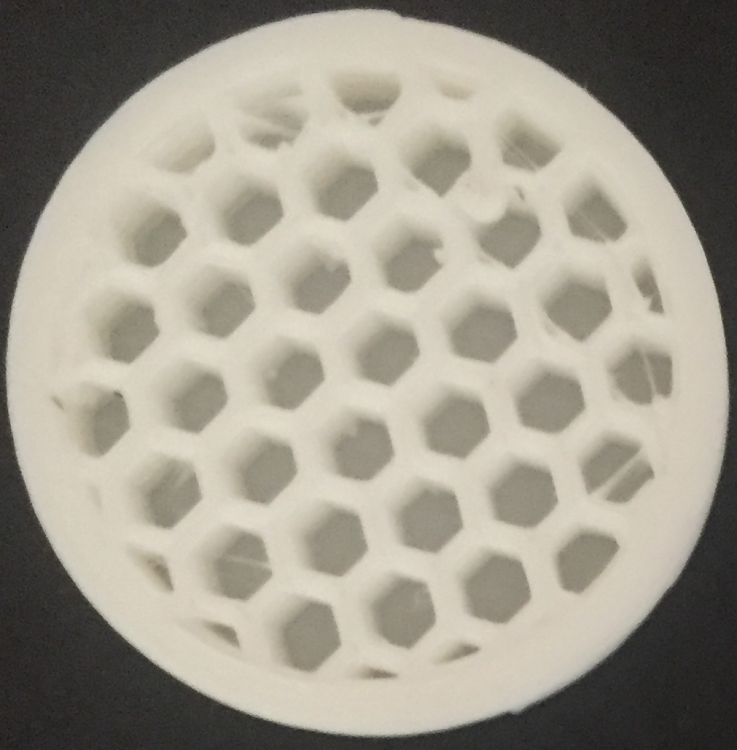
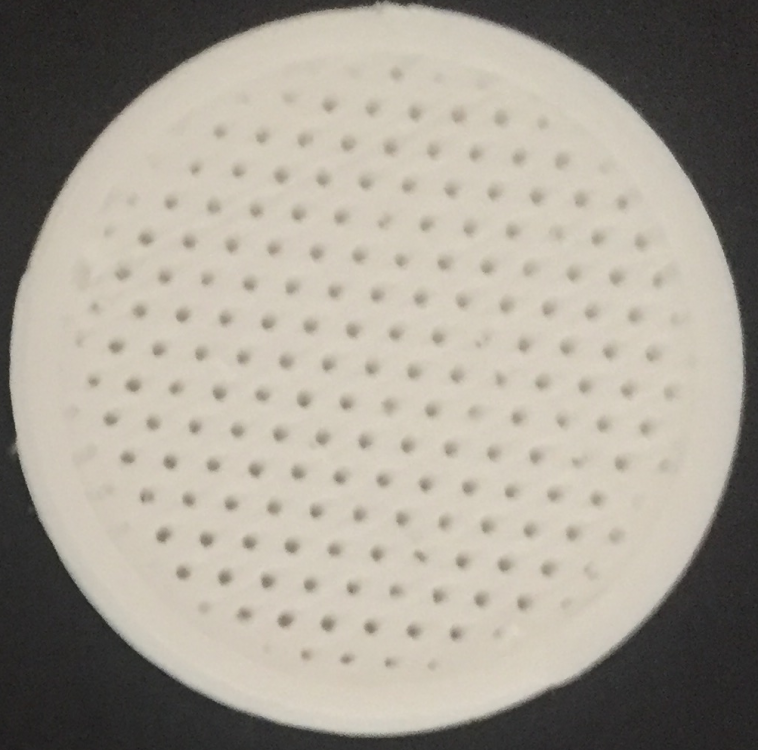
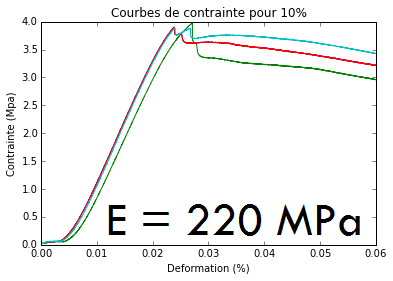
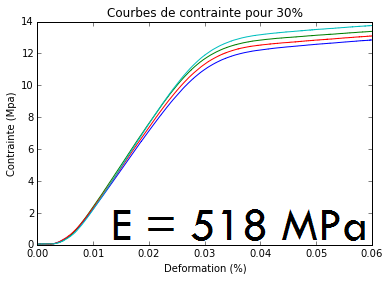
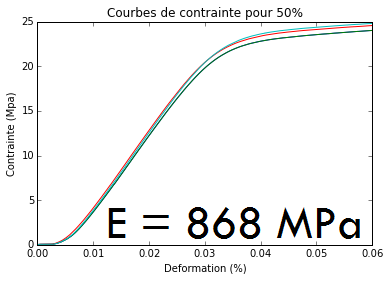
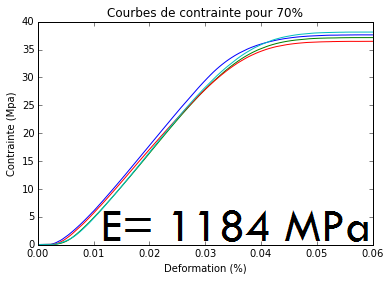
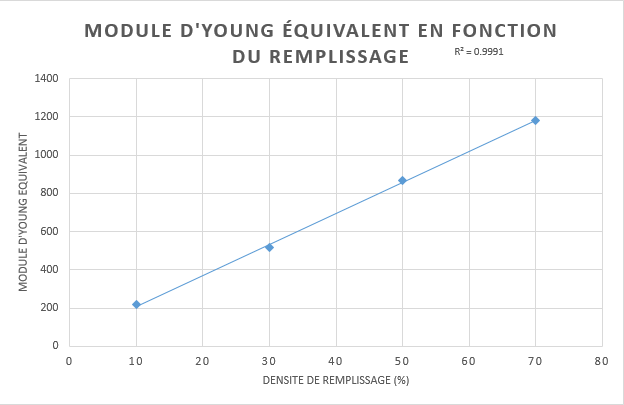
Bonjour, dans le cadre de mes études j'ai décider de réaliser des compression d'éprouvettes de PLA imprimées en 3D pour savoir s'il y avait un taux de remplissage privilégié. J'ai voulue vous partager mes résultats, le sujet est un peu long mais j'espère qui vous intéressera . Pour réaliser cette expérience je suis allé dans un laboratoire de recherche sur les matériaux : Le but était de déterminer s'il y avait un taux de remplissage limite au-delà duquel il n'était pas rentable de remplir plus les pièces imprimées. Pour ça, comme j'avais pas forcément énormément de temps sur la machine, j'ai testé 4 taux de remplissage différent à partir d'une géométrie hexagonale : 10% / 30% / 50% / 70% (coupe transversale) Comme on peut le voir sur les coupes, l'échantillon a 10% n'a pas beaucoup de contact avec la surface latérale (périphérie) et cela se traduit qualitativement par une rupture non linéaire de cette surface latérale assez rapidement et une perte total des propriétées mécanique après rupture. Tandis que pour les autres taux de remplissage (30% , 50% et 70%) , la surface latérale reste intact même après rupture et donc toutes la matière interne se condense / se tasse à l'interieur de l'éprouvette, subissant une déformation uniquement selon la hauteur. Le diamètre de l'éprouvette reste inchangé. ==> on a une conservation des propriétées mécanique même après rupture. Cela se confirme par les courbes ci-dessous, avec le module d'Young (E) déterminé par un calcul de pente lors de la première phase de contrainte, la phase d'élasticité. courbes de contrainte (1courbe = 1 éhantillon) Que nous disent les courbes ? cela confirme nos observations qualitative. En effet, les courbes pour 30,50 et 70% on exactement la même allure, seul leur pente et donc leur module d'Young diffère. On remarque pour ces courbes que, après rupture de la courbe (donc de nos échantillons), on conserve une pente croissante qui confirme également une conservation des propriétées mécaniques après rupture, puisque cela montre que l'échantillon montre encore une résistance face à la machine. Les observations pour 10% sont également confirmé par ces courbes puisque l'ont voit que les courbes font un peu chacune leur vie après une chute nette de contrainte ce qui montre la perte des propriétées mécaniques. Les courbes nous révèle en plus l'aspect aléatoire de la rupture pour les échantillons à 10% puisque l'on peut voir le point de rupture se fait jamais au même point de déformation alors que pour les autre taux de remplissage, les courbes sont très similaire. Pour l'anecdote, le technicien du laboratoire m'a confirmé n'avoir jamais vu des courbes aussi rapproché pour différent échantillons. On a donc une régularité des propriétées mécanique à partir de 30%, alors que pour 10%, la résistance est incertaine, et on aime pas vraiment ça ! Que révèle alors le module d'Young noté E sur les courbes ? En physique, le module d'Young est déterminer par une relation de proportionalité, appelé loi de Hooke : où : est la contrainte, exprimé en MegaPascal (MPa) , c'est à dire la force appliqué à l'échantillon par rapport à sa surface. (rapport Force / Surface) est la déformation, exprimé en %, rapport de la différence de hauteur engendré par l'expérience sur la hauteur initiale () est le module d'Young, exprimé en MegaPascal (MPa) est une grandeur caractéristique des matériaux / échantillon testé. Comme le module d'Young n'est pas forcément très parlant à tout le monde, je vais vous donner un équivalent du poids nécessaire qu'il aurait fallu pour arriver à une rupture : 10% : 290 kg 30% : 940 kg 50% : 1670 kg 70% : 2600 kg Si je vous donnais l'équivalent en twingo, votre première remarque serait : Merde, c'est que du plastique ! Vous vous souvenez du but de l'expérience ? On voulait déterminer s'il y avait un taux de remplissage au-delà duquel il était pas rentable de remplir plus, il faut donc tracer là courbe qui exprime le module d'Young en fonction du taux de remplissage, à partir des 4 valeur que l'on à ici et essayer de voir si on peut remarquer si la courbe admet une rupture de pente notable. Et bien il se trouve que l'on obtient une courbe parfaitement linéaire, on peut supposer que l'on obtiendra éventuellement une rupture de pente au delà de 70% mais bon, 70% c'est déjà beaucoup. Donc quelles sont les conclusion de tout ça ? Au final, 10% est à proscrire ( si la pièce est soumise à une contrainte de compression plus ou moins importante, au quotidien pour des pièces quelconque, 10% peut amplement suffir) puisque on arrive à une rupture qui détruit totalement la pièce. On peut alors recommander 30% pour avoir des propriétées mécaniques régulière et qui peut encaisser une déformation sans forcément détruire le système. En revanche, sauf nécessité mécanique, il n'est pas nécessaire d'aller au delà, vous connaisez tous les contraintes en terme de temps d'impression et de coût en matière que cela engendre de monter à 50 ou 70% Cependant, il aurait été intéressant de réaliser de nouveau test entre 10% et 30% pour voir jusqu'où on pouvait descendre pour obtenir des résultats similaire. J'ai fait une machine pour des essaie de compression pour d'autres expériences lié à ces travaux, j'essaierais de le faire si j'ai du temps à perdre cet été . Voilà, j'espère que cela aura été intéressant, encore une fois je précise que les résultats obtenue sont par rapport à des pièces qui serait soumise à des contraintes, je ne dis pas qu'il faut bannir le remplissage à 10% pour tout type d'impression.




 1 point
1 point