Classement




Contenu populaire
Contenu avec la plus haute réputation dans 28/05/2023 Dans tous les contenus
-
Découvrez une floppée de nouvelles imprimantes 3D, nos derniers tests, une interview du CEO de Bambu Lab et un bon plan PLA pas cher ! https://www.lesimprimantes3d.fr/semaine-impression-3d-385-20230528/3 points
-
Et l'hiver, de faire couler un mince filet d'eau le long de la rallonge, pour faire une guirlandes de glaçons...à la Gaston3 points
-
alors qu'il suffit de tirer une rallonge du 6ème3 points
-
Je n'ai pas la fibre non plus pour l'instant.... Cela doit arriver d'ici fin 2024, et je vis avec une connection très limitée... Et concrètement, je ne fais pas ce genre de commentaires... NB: ces images sont partagées sur plusieurs forums francophones et anglophones sur la RC, et je n'ai jamais eu la moindre remarque... Et ne percevant pas moi-même de difficultés sauf quand mon fils abuse des téléchargements, je ne perçois pas l'intérêt d'alléger ces images qui sont déjà compressées par rapport au PNG originaux pour les screenshots/modélisations...2 points
-
La vidéo de vogman semble confirmer ce que je soupçonnais. Principalement sur le 12K et le 19 microns X, sur les features, il va falloir tester tout ça. Le cloud et le système à distance va prochainement devenir la norme j'imagine, creality et phrozen le font déjà (enfin phrozen envoi les fichiers en wifi, le cloud semble prendre son temps), la saturn 3 devrait bénéficier également de l'envoi à distance. A voir les autres ajouts de la M5S qui abandonne quand même l'option purificateur d'air (en même temps les chinois et la pollution...). Mais en soit, je soupçonne que ce système de "vitesse" (qui en soit ne m'intéresse pas vu qu'une perte de qualité semble obligatoire, c'est apparemment le cas aussi des tests vus sur la halot-mage pro qui prétend 180mm/s), c'est des paramètres d'exposition plus costaud, une résine plus liquide, un fep qui permet de décrocher plus fort et des paramètres de couches supérieurs, doublés (voir triplé dans le cas de la mage pro). Je ne suis pas sur que quelqu'un sera ravi de perdre du détail pour imprimer vite, sauf peut-être pour des fichiers peu détaillés (pokemon ou autre), à voir là dessus. D'un autre coté, en cas de peinture de notre figurine, est-ce qu'on appliquerai pas malgré nous un "downgrade" de qualité de toute façon ? En tout cas, toute cette gamme d'innovation et ces promesses de rendre les impressions résines plus accessibles pour le monsieur tout le monde sont une bonne chose pour moi. J'ai vu trop de personnes abandonner l'impression 3D à cause d'un soucis qu'ils n'arrivaient pas à identifier2 points
-
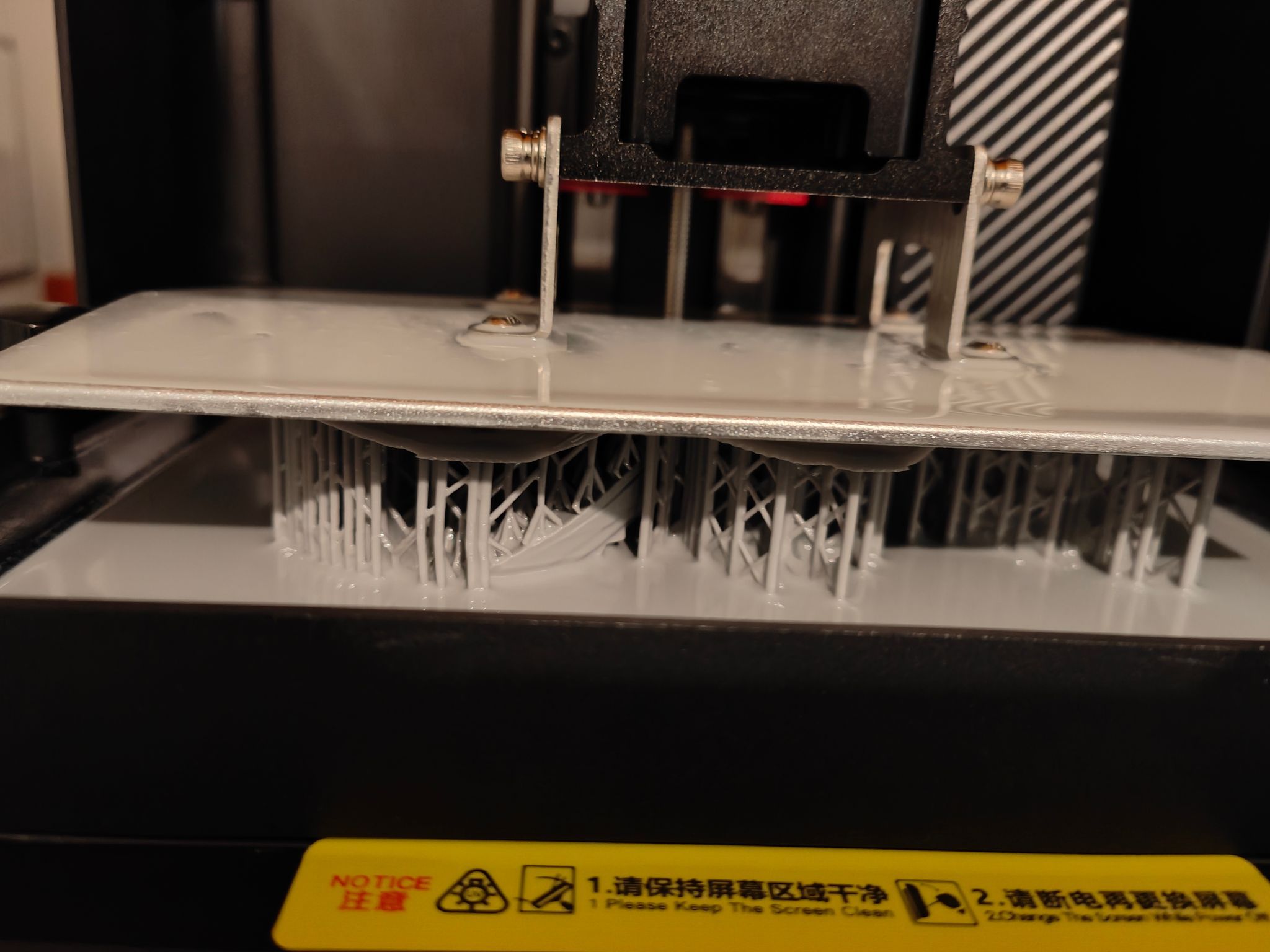
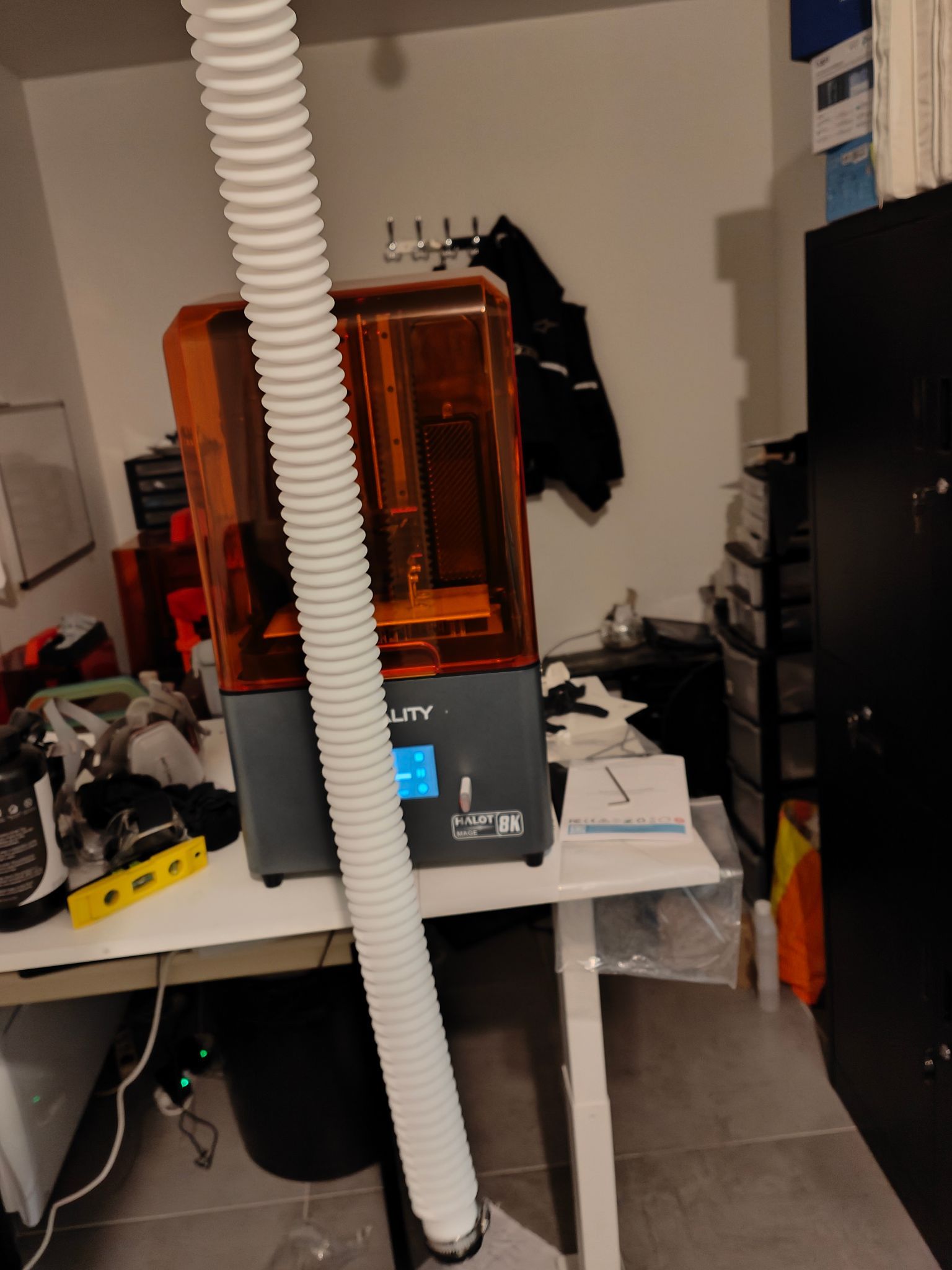
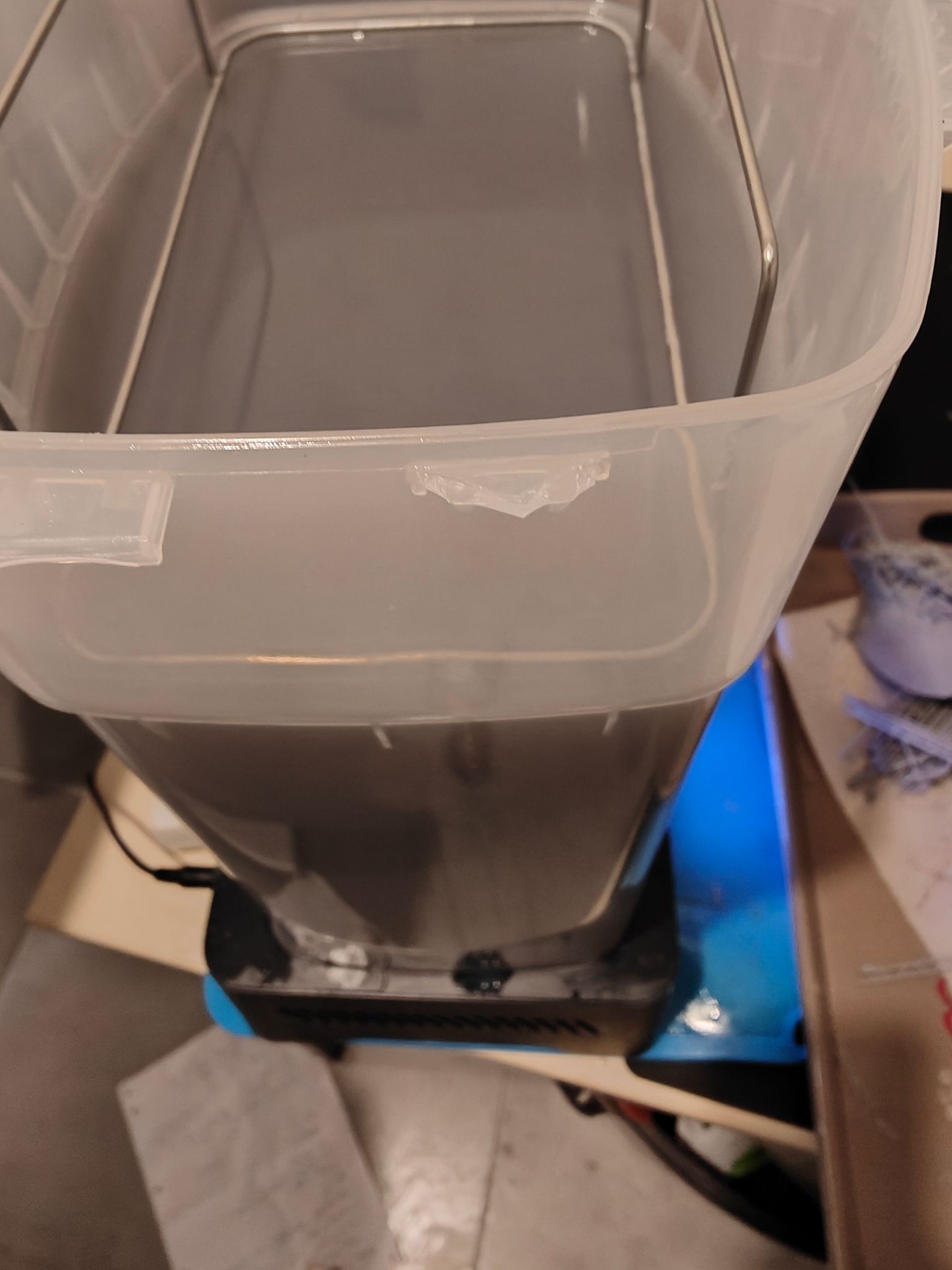
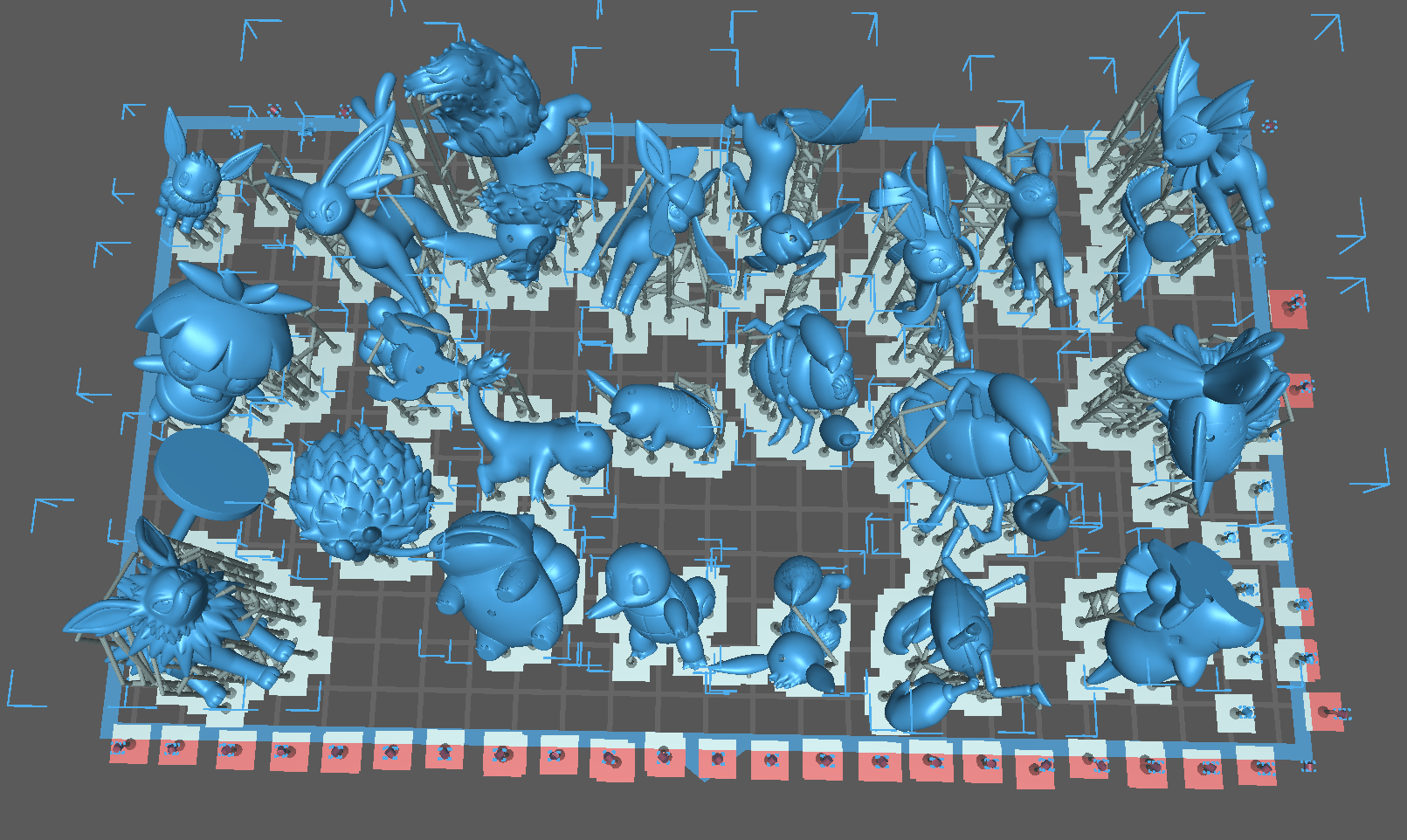
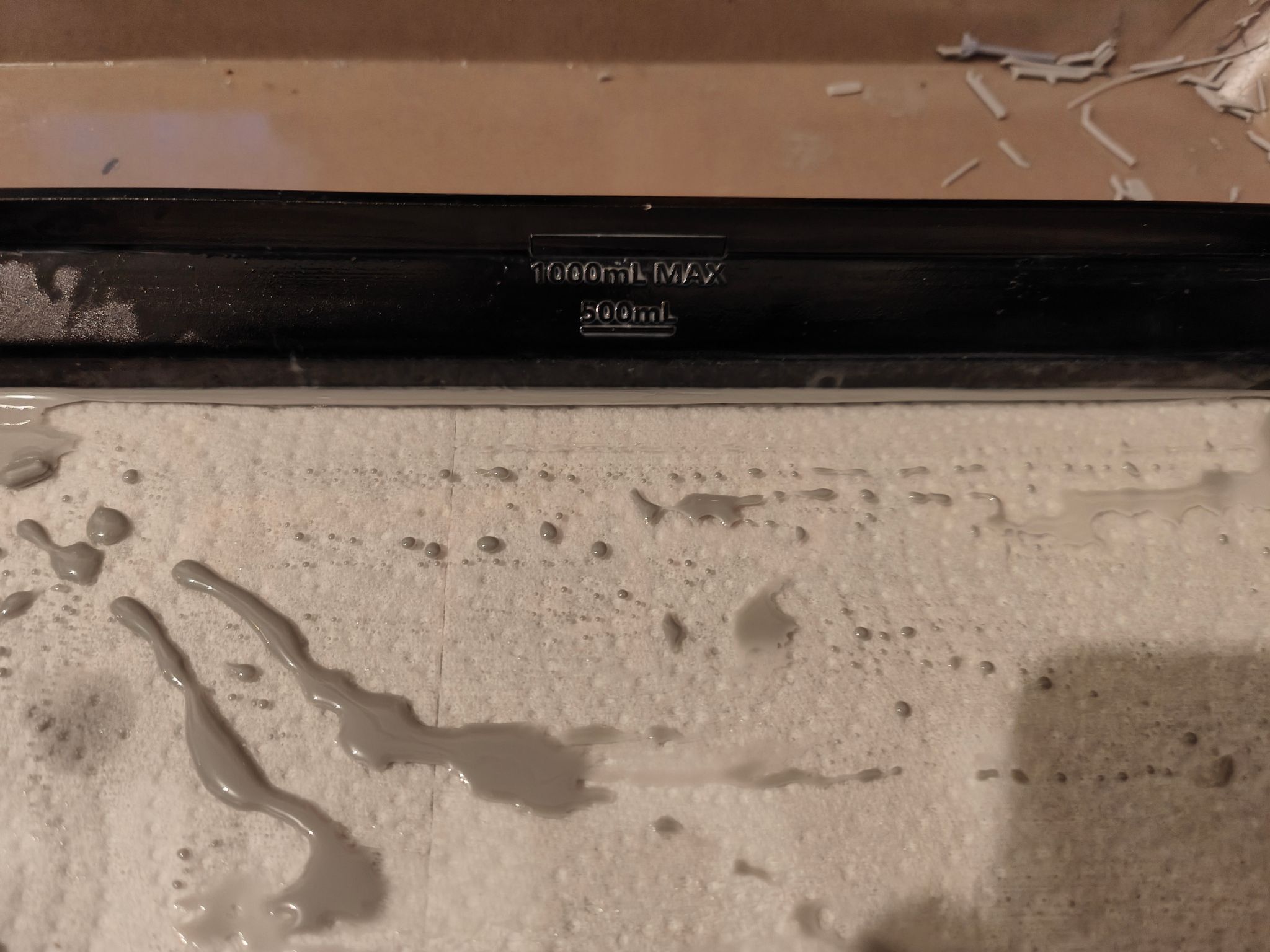
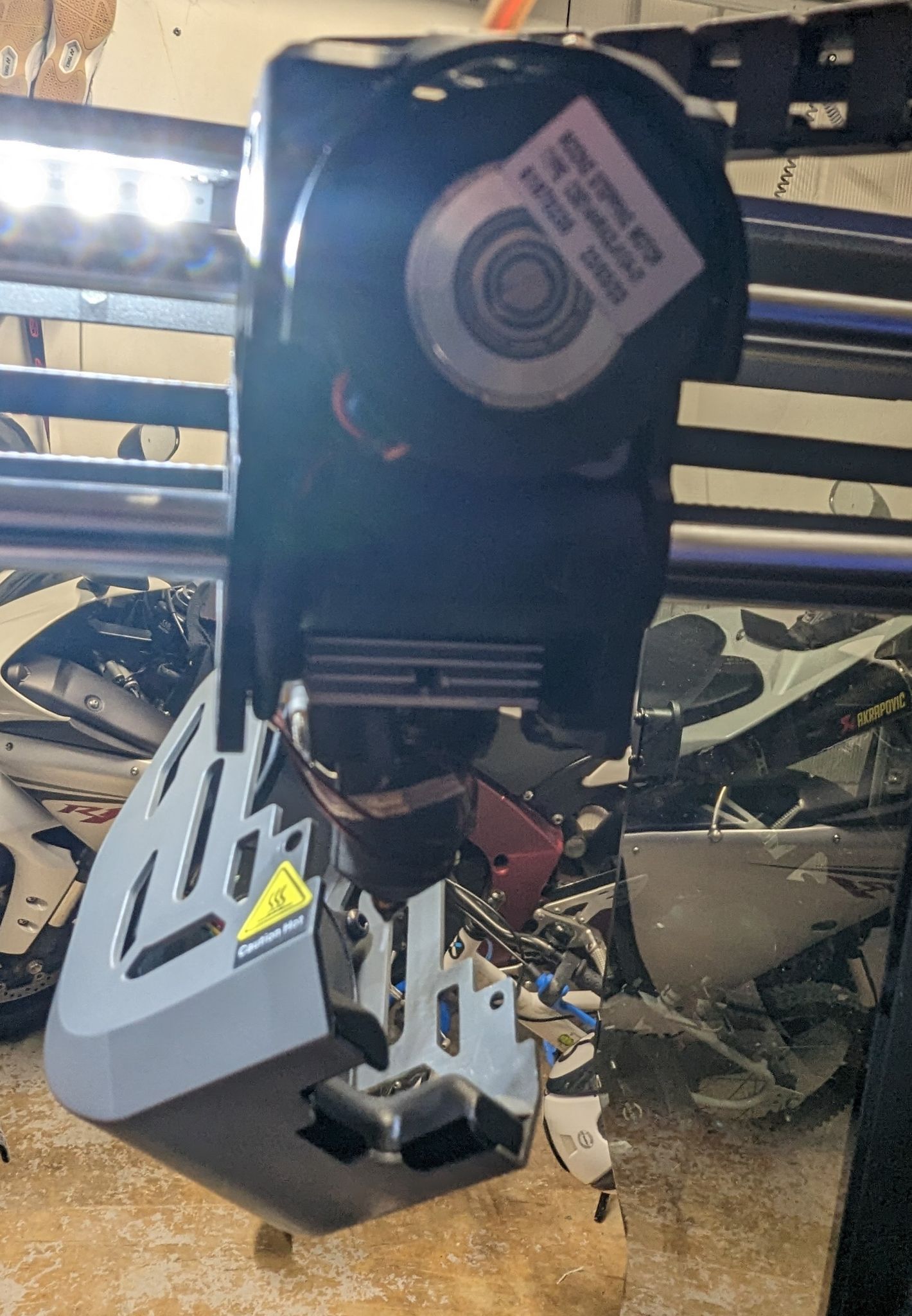
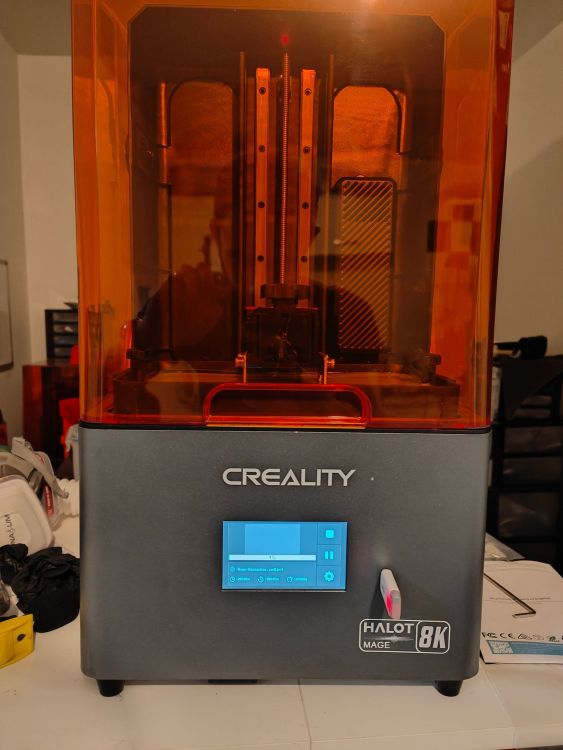
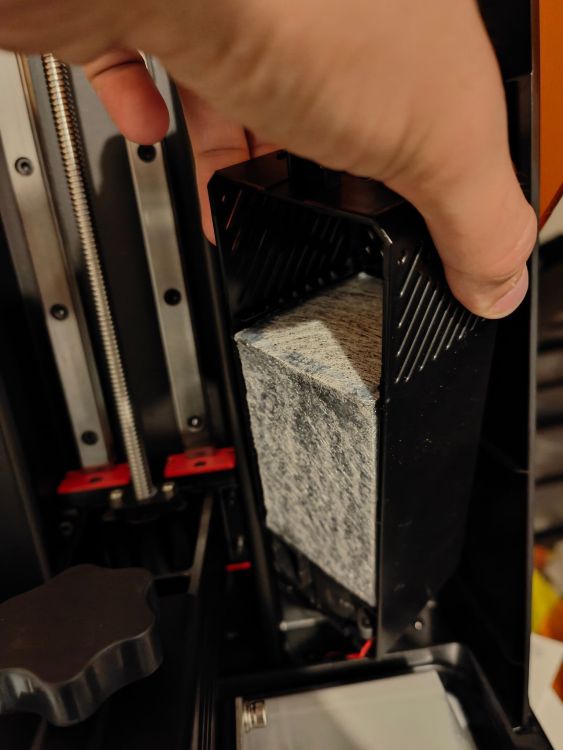
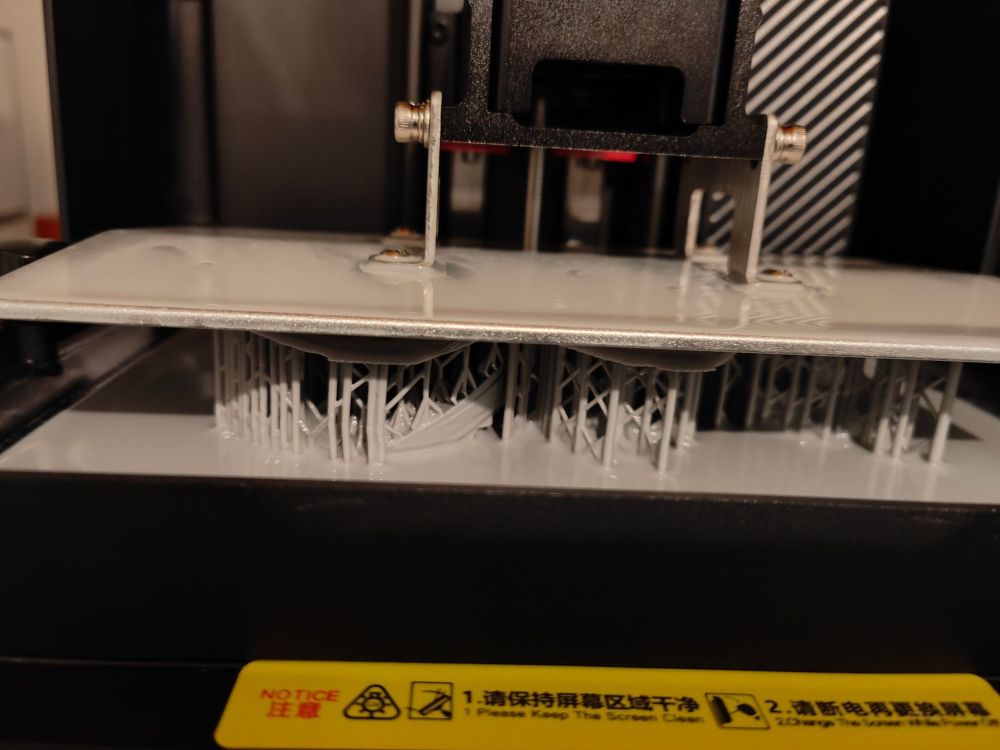
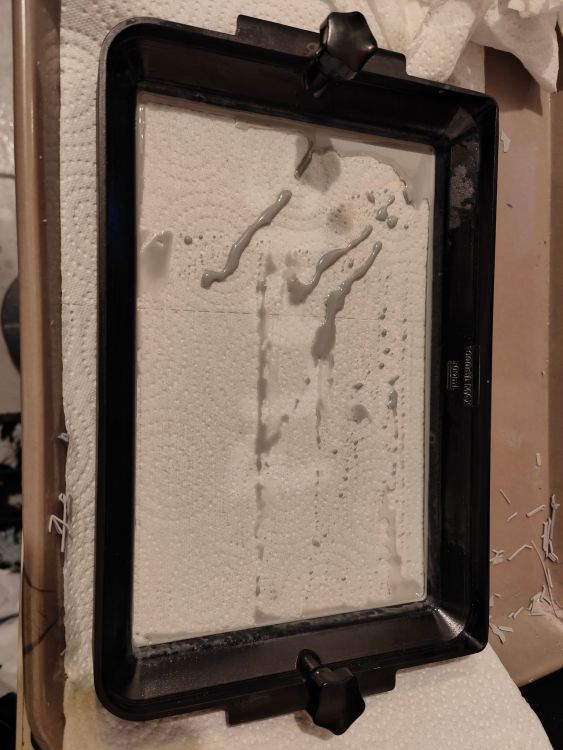
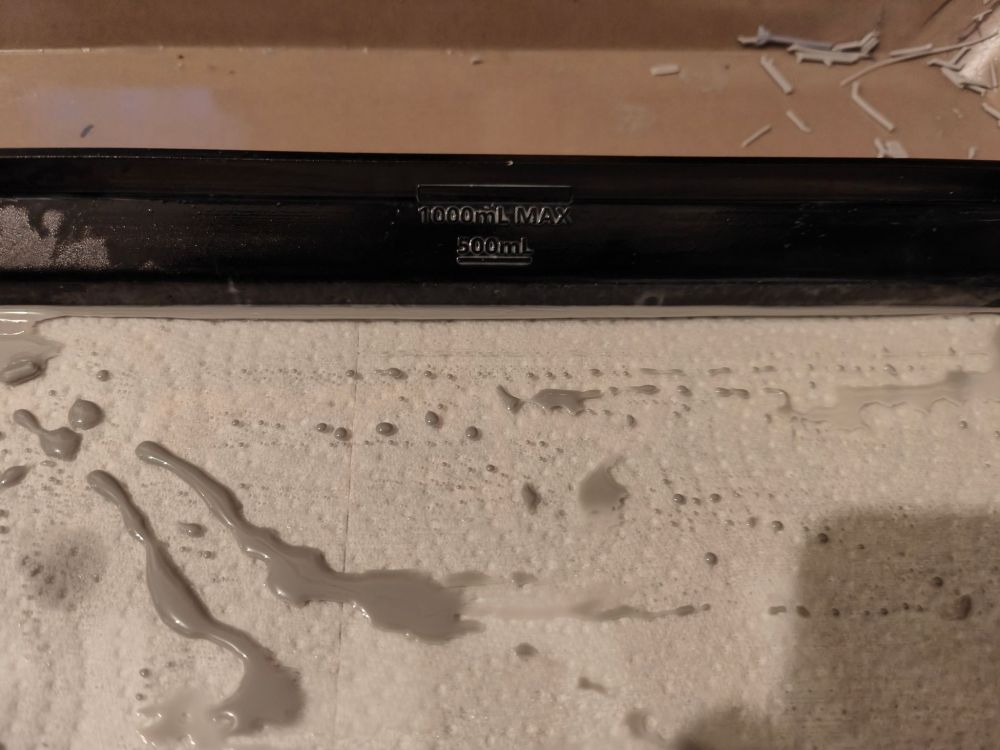
Salut à tous, je vais partager avec vous ma découverte et mes tests de la creality halot-mage (non-pro). Je rapelle que cette machine se trouve encore à 359€ sur le site de Creality. Pour le moment, ma première impression est plutot décevante, je dois creuser pour m'assurer que je n'ai pas fait une bourde, après je me dis qu'à ce prix là, c'est peut-être bien normal. L'aperçu matériel est bon, les matériaux sentent la qualité; on a le fameux capot à charnière (dont un vis de ces derniers a été retrouvé au fond du carton). Cette mage est dépouillée de ce qu'on trouve habituellement sur la game Halot, pas de mise à jour, de wifi, de connexion, de français, de webcam, de cloud... RAAAH j'suis déçu. Ces fonctions seront donc probablement réservé à la pro. Tiens, d'ailleurs je pense que le service technique a testé ma machine... Il y a des résidus de résine le long du bac (en bas à droite) On a le bouton d'alimentation derrière, avec une prise d'alimentation classique. Nous avons un énorme purificateur d'air, rien à voir avec ceux des anciennes Halot. Ce dernier est d'ailleurs assez bruyant, d'ailleurs cette machine est bruyante dans son ensemble. Les ventilateurs sont autour de 60 DB, sans y ajouter le purificateur d'air, ce dernier a une fonction automatique, et manuelle. (quelqu'un pourrait me dire le bruit d'une saturn 2 ?) Il semble qu'il y ai un ventilateur sous la machine, j'ai très envie de démonter la machine pour voir comment ça fonctionne dedans, le bruit est très surprenant, on dirait le ventilateur de ma Bambu LAB à 80% (et ceux qui l'ont peuvent se rendre compte que ça soule vite) Je vais être contraint de démonter ce purificateur d'air pour vérifier si tout va bien, l'odeur qui en sort n'est pas (bien?) purifiée, on sent clairement une odeur de résine (en mettant le nez derrière, oui JE PREND DES RISQUES LORS DE MES TESTS), à voir lors d'un print de 12h ce qui en reste dans la pièce. Avec cette machine, nous avons 4 clés allen (trois c'est déjà pas assez ...), la spatule en plastique, la spatule en bois, des filtres en résine, le cordon d'alimentation, un tube de graisse, la notice d'une page (en anglais, puis une page en chinois), la clé USB avec halot-box, 3 print de test, la carte pour chitubox PRO (normalement 3 mois) . Un fep de rechange, et une feuille de calibration. Pas de gants, pas de masques. R.A.S sur le plateau, c'est très classique, pas de gravure visuelle ou autre. Le bac est très sympa, très facile à saisir et à re-serrer avec deux becs verseurs, nous avons deux niveau, un à 500ml et un à 1000ml. Pour lancer le leveling il faut comme sur les Halot normal attendre bien 3mn que le truc monte, bip deux fois pour vous dire "C'est bon Jean-mi, j'suis en haut- puis redesende. La première fois j'me suis foiré, donc on réattend 3mn, et là c'est bon Je viens de lancer le premier print, le bruit quand ça se décolle du FEP est horrible, je me suis demandé si je n'avais pas oublié de décoller une protection (je me le demande encore), le bruit est très fort, c'est assez surprenant, n'ayant que la Mighty 8K de cette taille (et elle ne fait clairement pas ce bruit là), je me demande si la saturn ou d'autres machines ont un bruit aussi prononcé quand ça se décolle, en tout cas, les 3 petites que j'ai ne font pas ça. (Edit : Ca ne s'est jamais reproduit après) Autre point très étrange, la machine ou le bac, n'est pas de niveau... Il va falloir que je vérifie si je n'ai pas foiré un truc (genre mal positionné le bac ou quoi, c'est encore possible), mon meuble lui n'a pas de soucis là dessus. Les pieds de la machine ne sont pas réglables. (Edit : Ca semble venir du meuble, le changement d'emplacement va mieux) On va attendre les premiers prints de tests, et la vérification que je n'ai pas commis une erreur quelque part et je viendrai vous donner quelques nouvelles. [Un peu plus tard...] Pour l'instant pour ce prix, c'est une belle machine à l'oeil, bruyante, avec pas moins d'options que la saturn 2, avec un bac très sympa L'impression de test semble se passer correctement, quelques raft de support font un peu la tronche, je vais mettre ça sur cette histoire de machine de niveau, à voir quand le truc sortira définitivement. J'en ai profité pour démonter le filtre à charbon, c'est très simple il n'y a qu'un vis au dessus qu'on enlève avec la clé allen. En tout cas il y a bien un bloc dedans, maintenant son efficacité n'est clairement pas suffisante, l'odeur dans la pièce est très forte, ça sera la première fois que je vais laisser les fenêtres de l'atelier ouverte cette nuit, d'habitude la communication avec le garage suffit largement. Maintenant c'est aussi la première fois que j'utilise cette résine High Précision. A noter qu'il n'y a plus les bruits de FEP qu'il y avait au début, un décollement à neuf ? Bref, j'sais pas trop mais là R.A.S Creality a aussi fourni une gaine à brancher derrière la machine, je vais essayer de modéliser un truc à l'impression 3D pour le relier et mettre un filtre à charbon pour hotte de cuisine, on verra bien. [Un peu plus tard...] Le print de test est sorti, et Creality n'ont pas fait semblant sur le modèle, il est très stylé avec un niveau de détail plutôt correct. N'ayant pas tranché le fichier je ne peux pas encore prétendre à une super qualité mais c'est propre, plus tard je testerai ce modèle sur la Phrozen avec une autre résine que celle de Creality, le stl est sur la clé. Je n'ai pas vérifié les paramètres d'exposition dans le fichier ni même les recommandations pour la résine Creality High Précision, (je soupçonne des paramètres de premiere couche pas adaptée) j'y suis allé en mode plug-and play, je regarderai ça sur le troisième print de test. Concernant le wash & cure, le plateau de la creality est un demi-centimètres trop grand pour bien fermer le couvercle de mon wash de chez Phrozen, j'ai pété une fixation en insistant sur la fermeture. En tout cas, La Mighty 8K et la Halot-mage côte à côte, en terme de design, Creality n'a clairement pas à rougir [Un peu plus tard...] Je viens de lancer le print de test 2, le plateau est remonté vide, pourquoi ? Comment ? J'sais pas, on nettoie, on reteste (on vérifie au passage les paramètres d'exposition de la machine et de la résine, ils sont semblables au point près). Quand je me pète la gueule sur un chemin, je refais le même chemin histoire de savoir si c'est normal... Là quelque chose accroche au plateau... Pourtant je n'ai rien changé entre temps, soucis de clé USB ? Va savoir, résultat demain matin, par contre j'ai clairement les premières couches qui galèrent a adhérer au plateau... Je vais monter davantage les paramètres d'exposition des premières couches et si ça ne vient pas de ça, je poncerai le plateau [Un peu plus tard...] Ce matin, un lapin le second print de test semble se dérouler à merveille, mais comme le premier, la couche d'adhérence n'est pas rassurante, j'ai modifié mes paramètres d'exposition en cours d'impression. Pour le troisième on verra si le fait d'exposer davantage les premières couches résout le problème sinon, on va rayer le plateau [Un peu plus tard...] Les 3 prints de tests ont été effectués. J'ai augmenté l'exposition des premières couches, et le nombre de ces dernières, car j'avais quelques décollement des premières au début, ça semble aller mieux. Maintenant que les 3 prints de tests sont sortis, il est temps pour moi de tester les Slicers et ma résine habituelle [Un peu plus tard...] On commence par charger le plateau, une armée de pokemons ! On va croiser les doigts pour voir si ça sort : J'ai bien fait d'essayer, le haut du plateau n'est pas sorti. En tout cas pour le moment, j'aime beaucoup cette résine Creality sur des miniatures de ce genre [Un peu plus tard...] Le but de la manœuvre était principalement de confirmer mon leveling, en plus de passer pas mal de temps à découper chaque pokemon différent... J'vais pas faire ça tous les jours. Du coup j'ai bien optimisé mon leveling et ça y est, on y est . Je me lance dans la sortie des prints ENORMES. Actuellement il s'agit du "San Goku" de Sanix Il est en cours d'impression avec ma résine Sunlu ABS-Like grise, résine qui demande plus de temps d'exposition que la Créality High précision. Sortir le goku seul va prendre plus de 27h. Bien que massif, c'est bien plus lent que ce que ça aurait pris avec ma Phrozen... La halot-mage n'est clairement pas taillée pour la vitesse. De plus, comme toutes les machines Creality, l'exportation des fichiers avec Chitubox est extraordinairement lent, l'exportation du fichier m'a bien pris 5mn avec. Ma halot-one était également la machine qui demandait le plus de temps d'exportation avec chitubox. Le print est terminé C'est finalement près de 33h d'impression qu'il aura fallu pour ces 5279 couches. Le print apparaitra sur le test final, et sur la vidéo (Oui j'aime vous troll). Voilà la fin de mon test live. Vous pourrez retrouver prochainement mon test complet et ma vidéo complémentaire sur le blog

















 1 point
1 point -
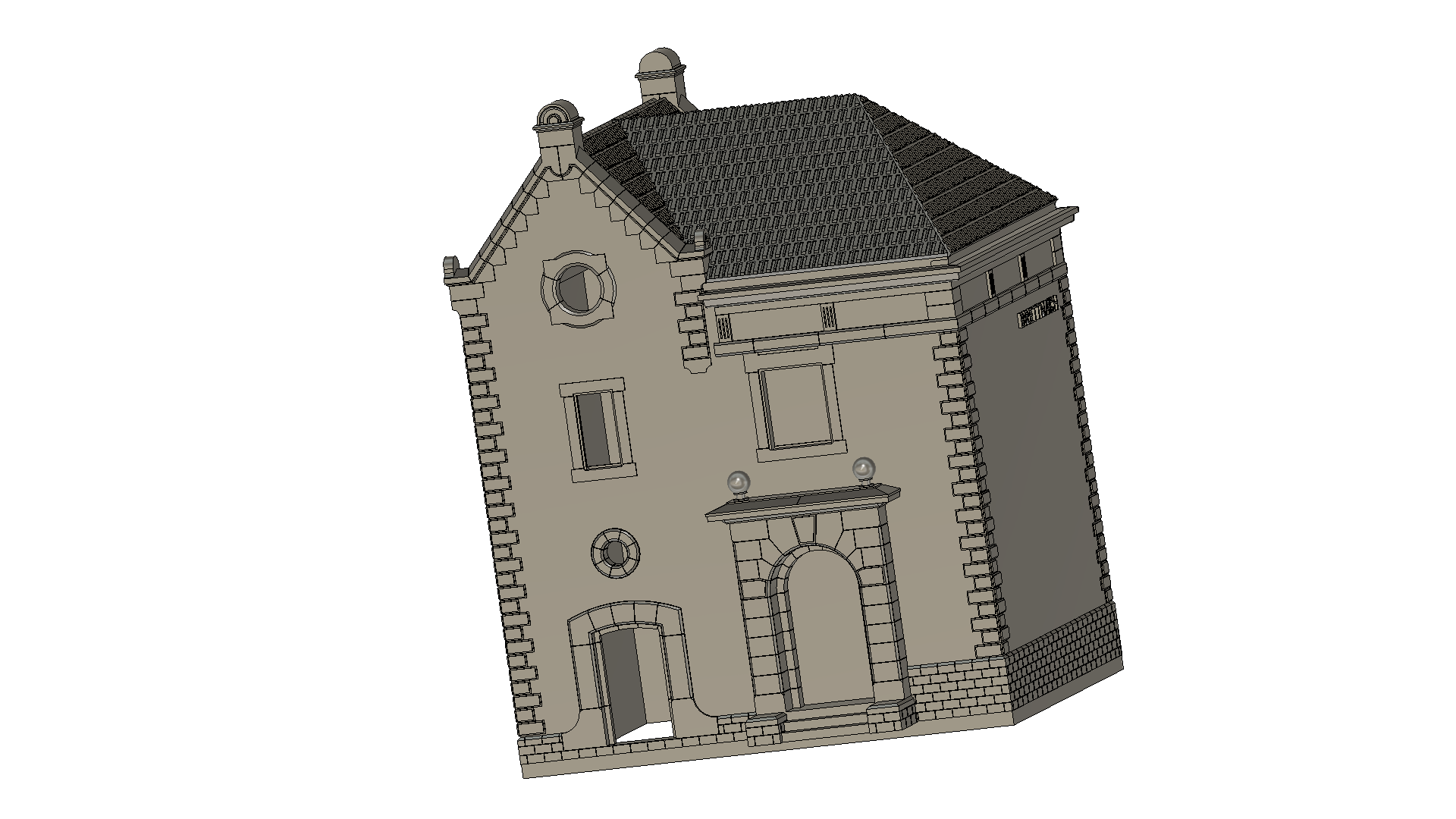
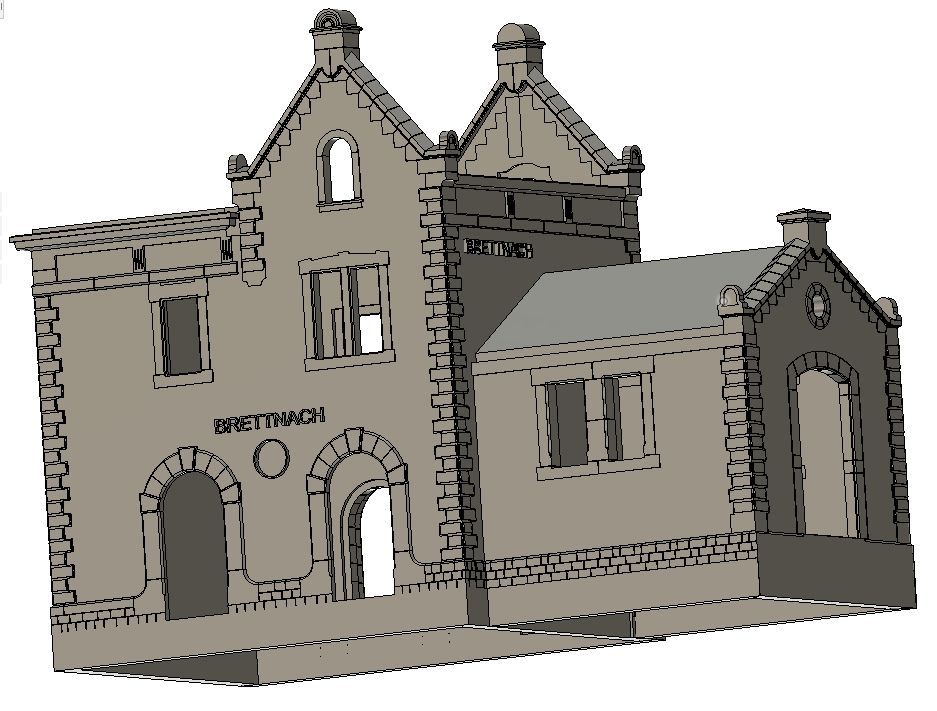
Bonjour à tous, Je bidouille depuis un peu plus de deux ans avec le dessin 3D. Dessinateur en génie civil et bâtiment, je maitrise bien Autocad. Pour le loisir j'ai eu envie de me lancer dans le création de modèles en impression 3D. Au début j'ai eu beaucoup de mal à comprendre les tutos en vidéos que je trouvais très éloignés de la "rigueur" nécessaire dans le monde pro. Finalement, puisque je veux créer des choses simples (maquettes de bâtiments et petites choses similaires) j'ai trouvé l'astuce en partant de plans au format DXF qui me servent de base. Je me suis depuis bien familiarisé avec Fusion 360. J'ai acheté une Elegoo Saturn reçue en septembre 2021 et que je n'ai pas encore utilisée... Oui, c'est ballot. J'ai traversé une période difficile et j'avais perdu le goût de m'y mettre. Tout va mieux maintenant. J'aurai probablement besoin de conseils et après avoir parcouru quelques sujets je crois que je suis à la bonne adresse. Ci-dessous un projet qui m'a servi à apprendre à utiliser Fusion 360 et qui a demandé énormément de temps. Pas imprimé car il comporte beaucoup d'erreurs.
 1 point
1 point -
A tu vérifié qu'il y a bien un filtre ? ( je me dit si tu a récupéré une machine testé par "le nouveau stagiaire" (mal réveillé et qui savait pas faire), il a peut être oublié de le remettre ... ) ... a tu une pince coupante ( c'est une blague car attention cela fera surement sauter la garanti si tu bidouille le truc et donc bien vérifier qu'il n'y a pas une option dans un menu )1 point
-
Salutation ! Je croise les doigts pour que se soit "normal" ! Tiens nous au jus ! J'aurai fait un essai d'impression a vide histoire de vérifier que l’écran de masquage fonctionne bien. ( Car si la résine c'est infiltré et a touché l’écran sous le sotch noir c'est pas bon ... )1 point
-
Salut, Tu aurais pu poursuivre sur ton premier post puisque ton problème n'était pas résolu. Je ne vois pas autre chose que l'humidité de ton filament. l'extrudeur ne doit pas être en cause. As tu essayé un autre filament ? Comment tes bobines sont elle stockées ? A mon avis tes bobines sont très humides. Le sèchage pendant 5 heures sèche superficiellement et le coeur de ta bobine reste humide. Ca expliquerait que ça fonctionne au début puis que ça casse quand tu arrives sur une partie humide. Fais le test avec une bobine neuve.1 point
-
Quelques progrès... Le pneu avant est beau. Et mieux, j'arrive à le réimprimer Cela dit, je n'ai pas encore réussi à sortir un arrière... Lancé un autre test avec des paramètres différents ce matin1 point
-
Suggestion : faire une pièce qui viendrait remplacer la partie cassée et supporter (soutenir) par en dessous la partie restante transparente ? Cette pièce serait aussi traversée pour le trou de vis... Évidement coté esthétisme, c'est moyen mais ce sera bien plus petit et en matière même opaque ce serait acceptable vu la surface perdue.1 point
-
Salut J'avais vu il y a quelques temps des conseils pour imprimer du PETG transparent -> https://www.printables.com/model/15310-how-to-print-glass -> https://www.printables.com/model/69331-transparent-window-printing-petg-pvb-composite-pro Perso, je n'ai pas (encore) testé @+ JC1 point
-
Salut @Jeanclide Je pense que le Revopoint POP2 est plus adapté à ce que tu veux faire : https://www.revopoint3d.com/pop-3d-scanner-2/ Tu nous raconteras la suite de tes aventures avec le MINI.1 point
-
@krisna, pense à garder tes réflexions particulièrement quand elles n'apportent rien au sujet.1 point
-
Pour compléter Et pour faire le lien avec un sujet où l'on parle de la M5s1 point
-
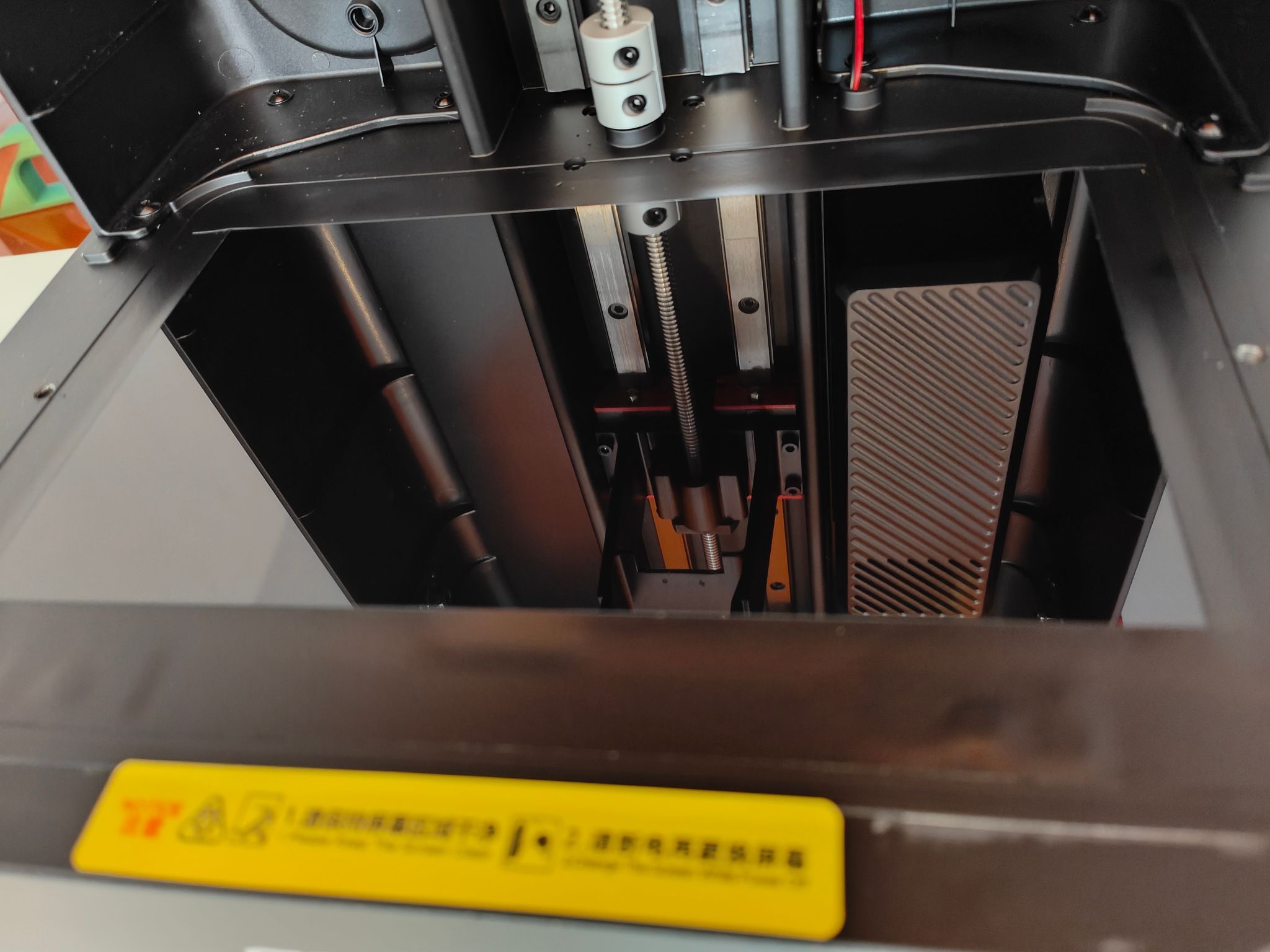
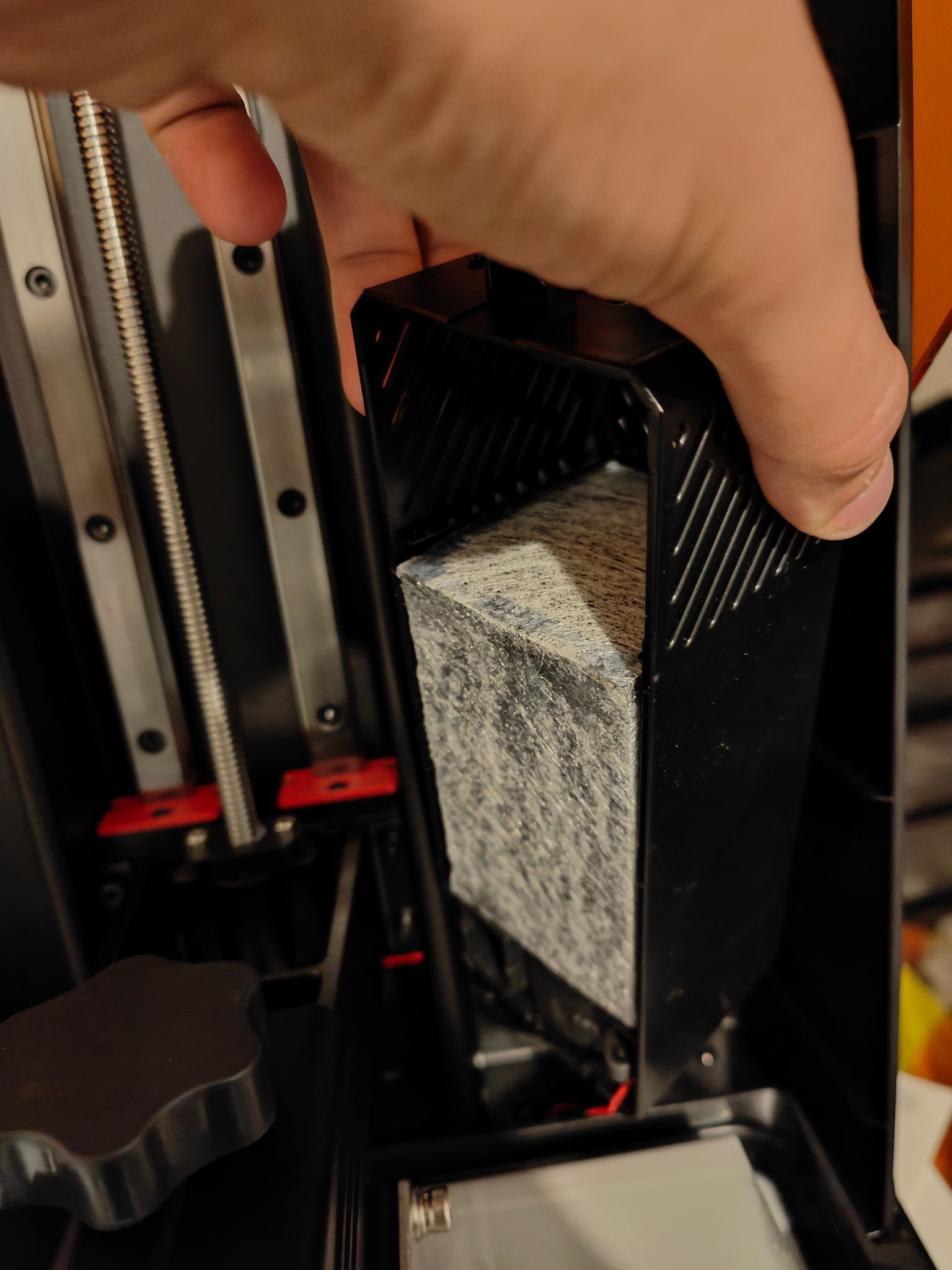
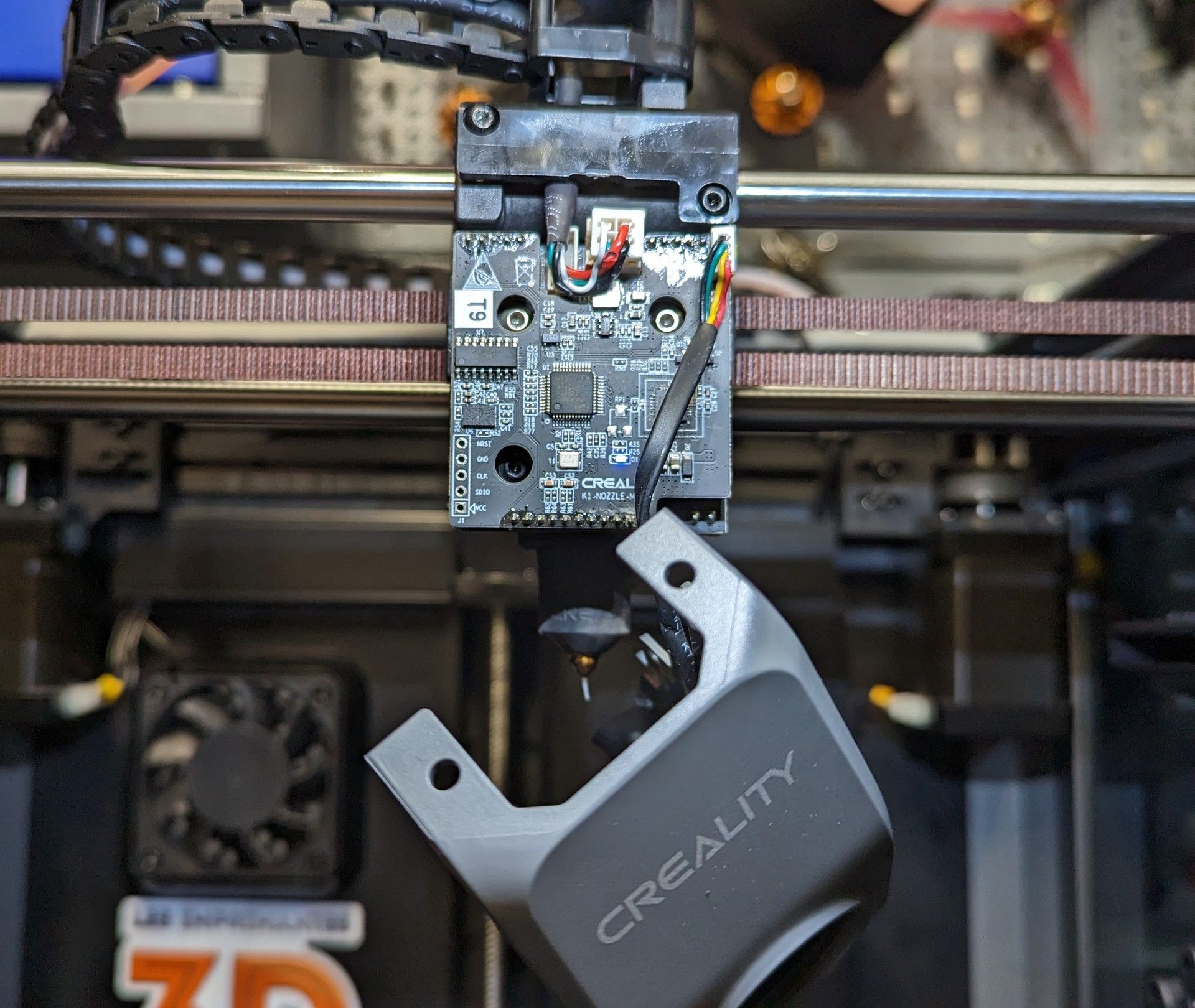
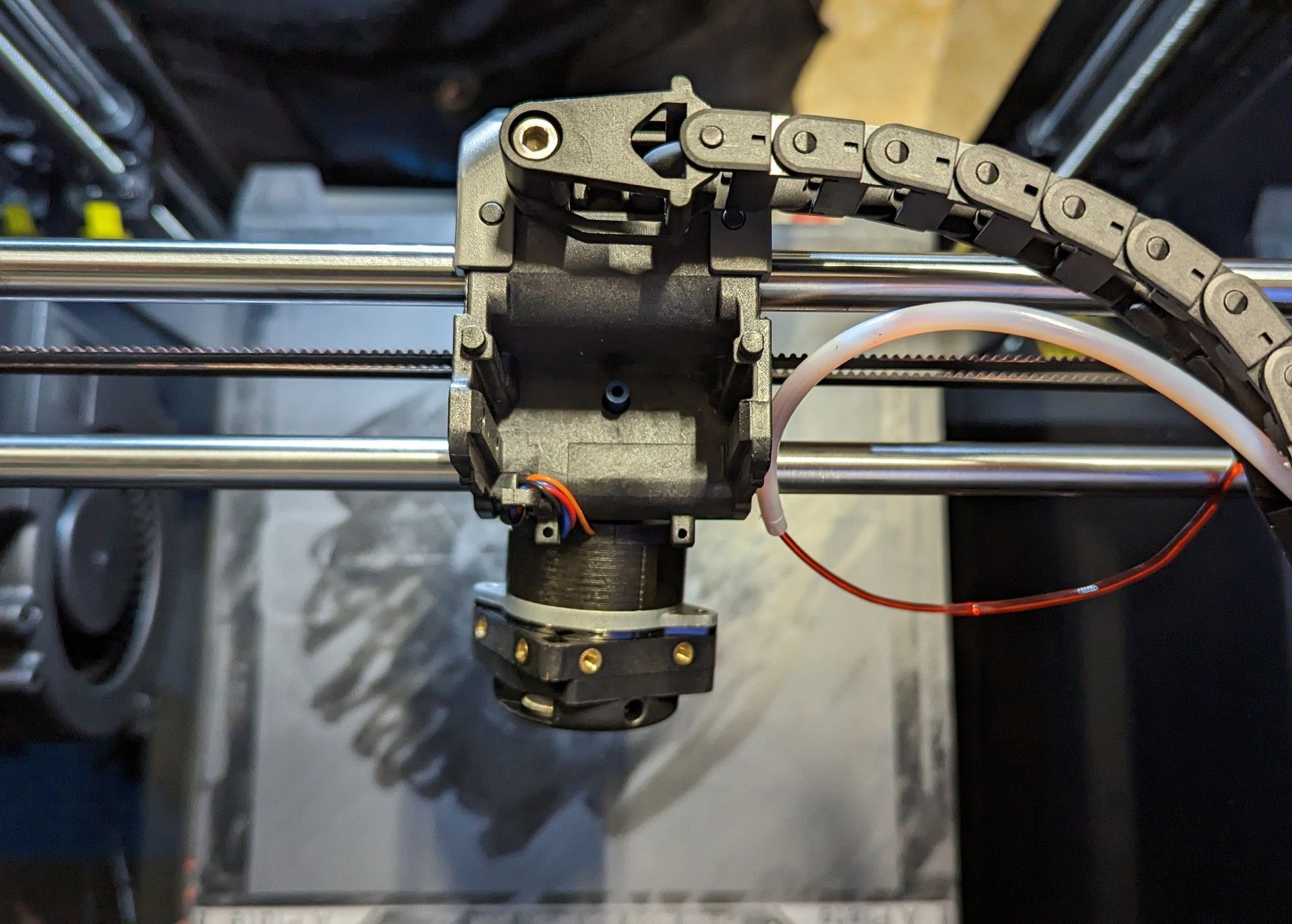
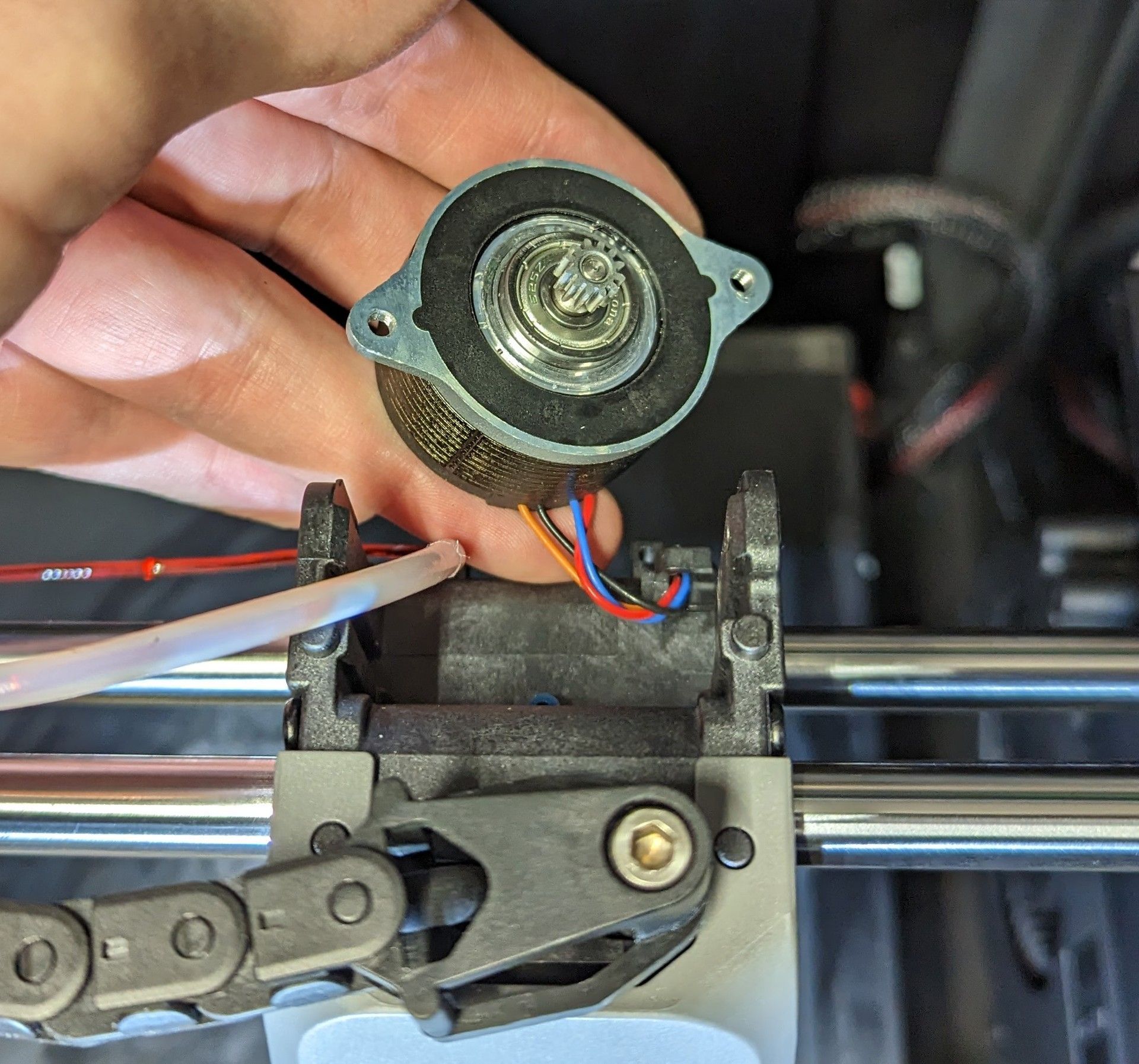
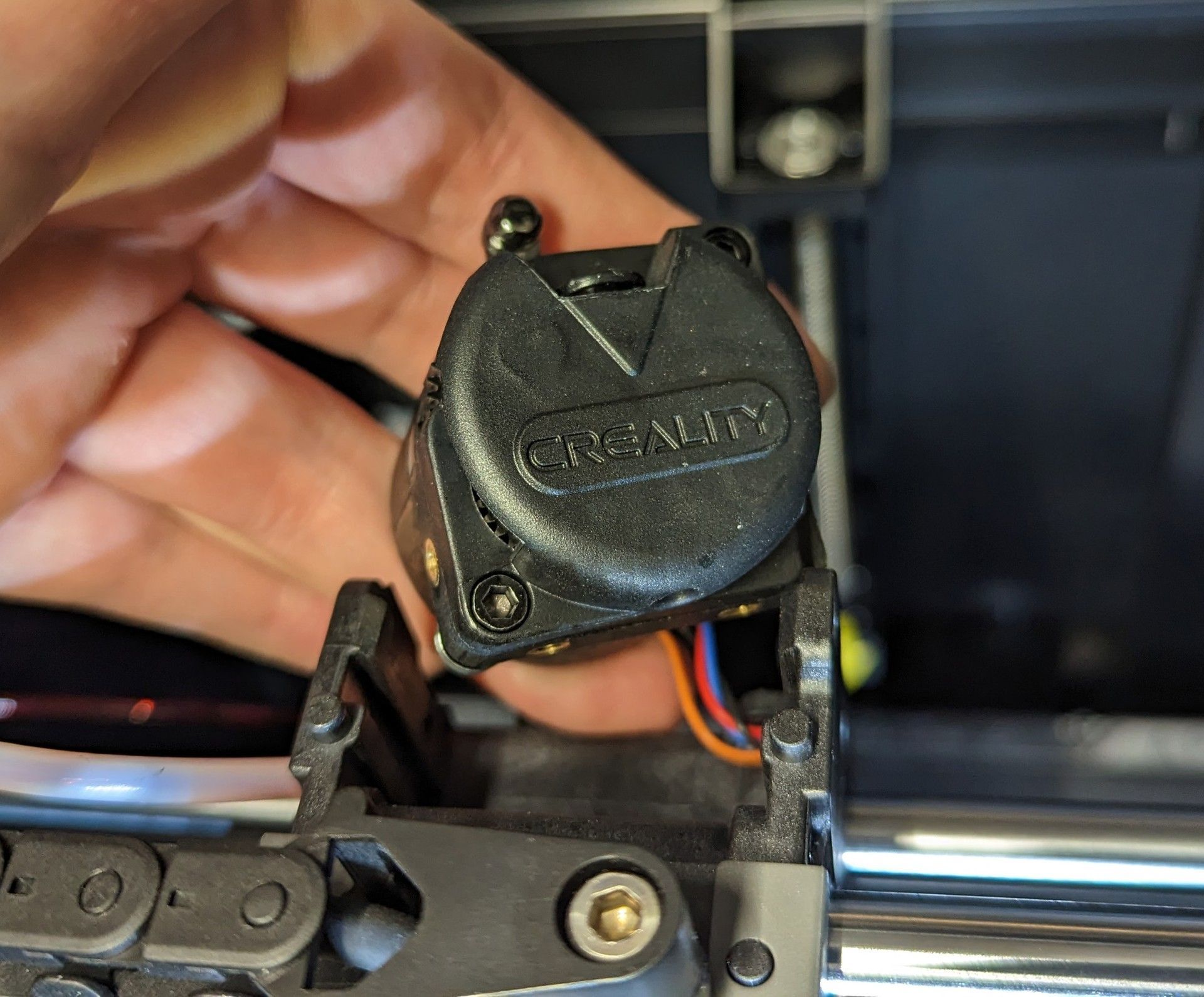
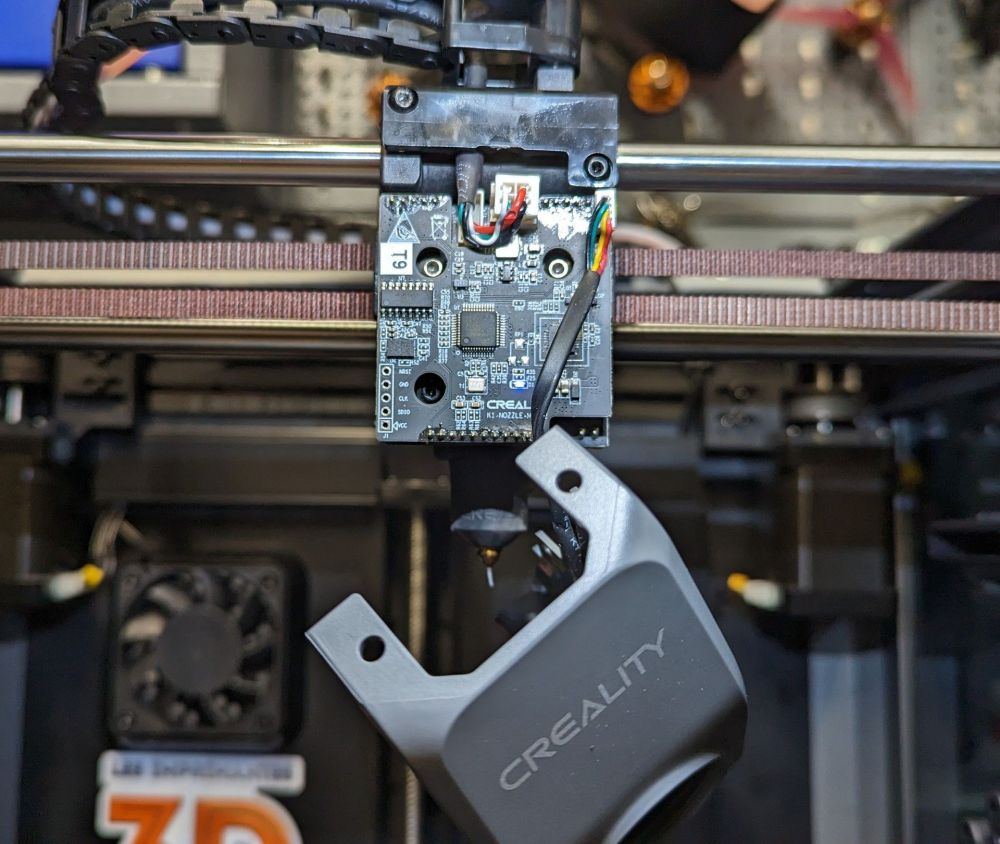
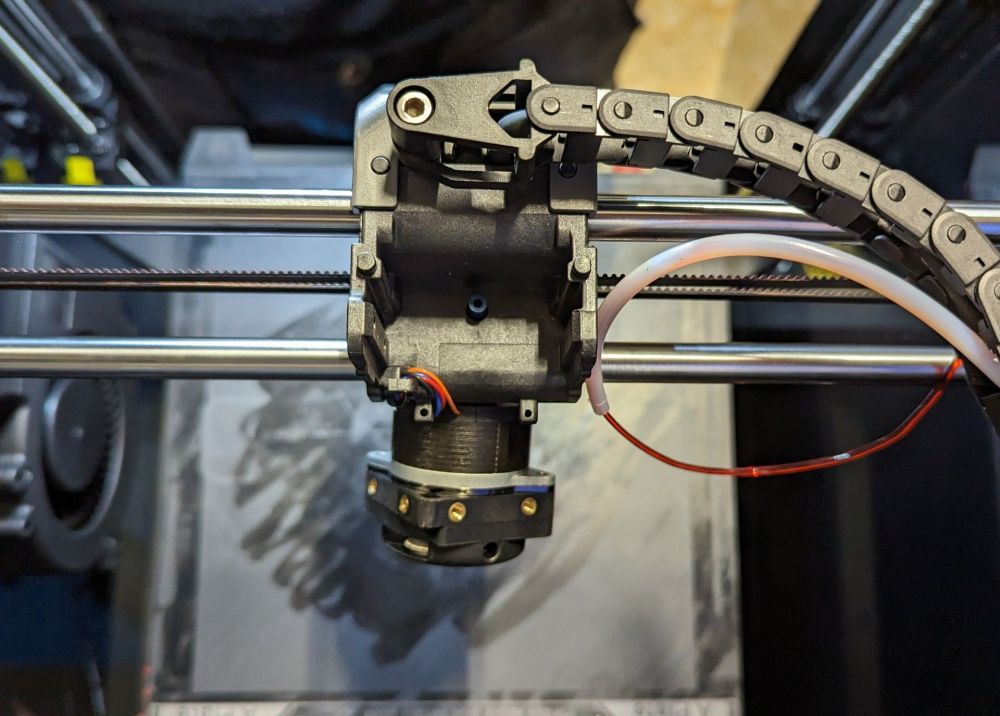
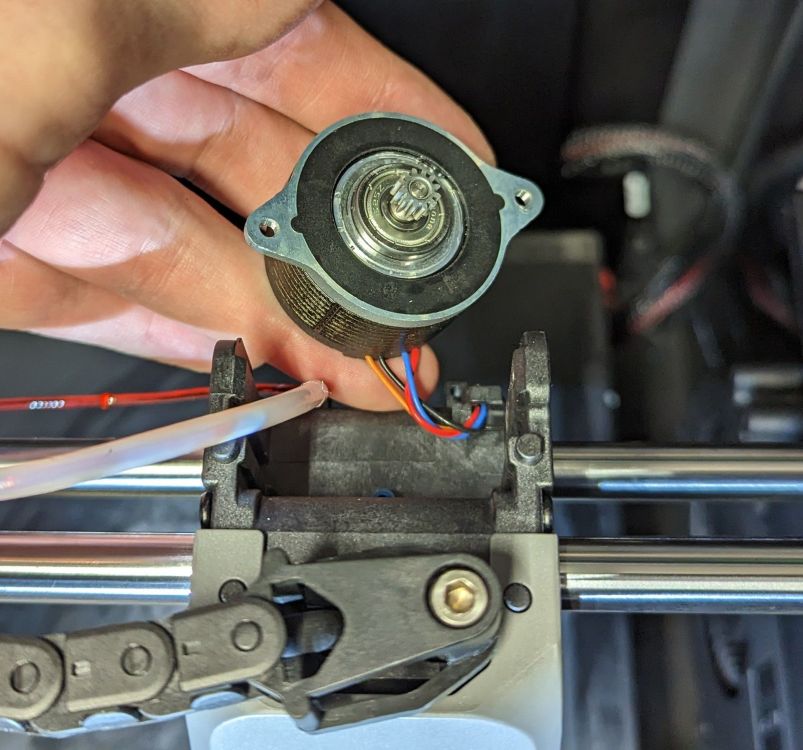
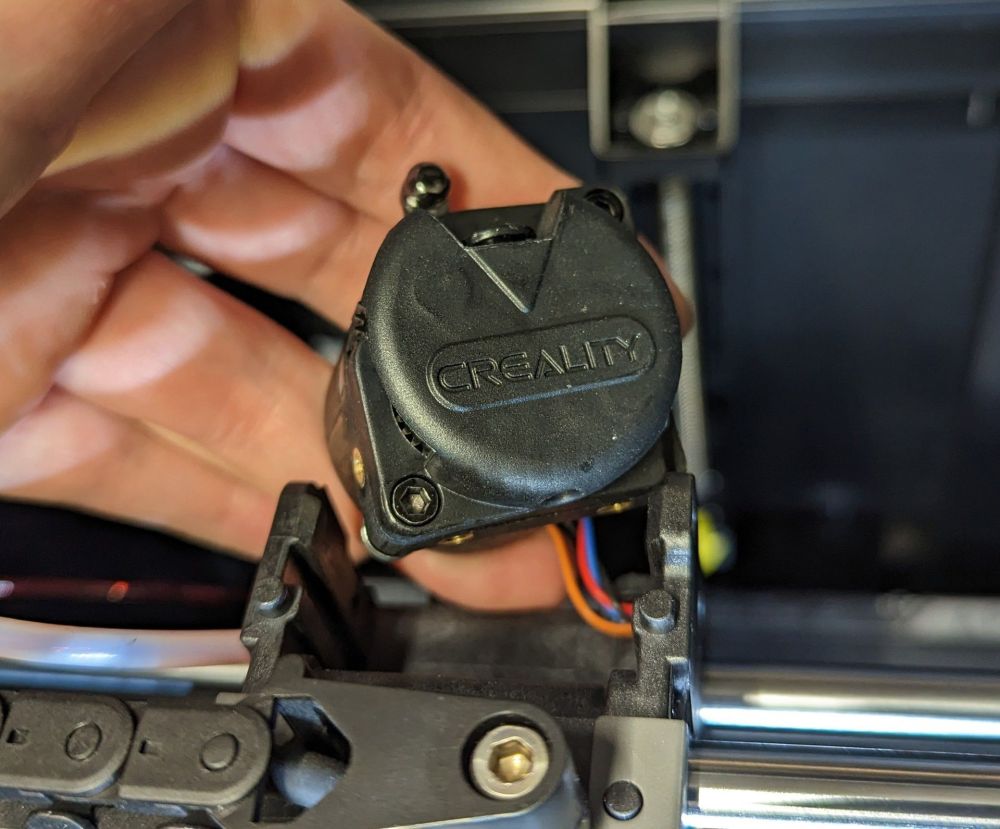
Depuis mon test avec l'ABS je n'avais pas eu le temps de m'y remettre. Ce midi j'ai voulu tester le TPU. Comme j'avais de la sous-extrusion, j'ai remis l'Hyper PLA Creality pour faire le benchy 17 minutes. RAS. Je vais pour remettre le TPU, impossible... D'ailleurs, l'insertion et le retrait du filament, c'est autrement plus pénible que chez Bambu Bref, j'enlève le capot de l'imprimante, je déverrouille l'extreur mais je n'arrive pas à pousser le filament pour autant. Je dévisse 2 vis pour enlever le capot de la tête d'impression et je me retrouve face à ça : Pas simple pour accéder aussi bien à l'extrudeur qu'au corps chaud pour la maintenance. Tout est à l'arrière et j'ai même peiné à prendre la photo Pour accéder à l'extrudeur, il y a un cache à déclipser et 3 vis à dévisser : Le moteur est suspendu à des fils sertis. Il faut donc le débrancher côté PCB et c'est pas simple d'accès. Je l'ai donc laissé ainsi et j'ai juste démonté le mécanisme d'entraîmenent du filament (2 vis) : Sur la dernière photo vous pouvez voir le bout de filament blanc responsable du bouchage alors que j'ai bien utilisé la fonction retrait du filament sur l'écran Du coup je reprendrai mes tests ce soir si j'ai le temps


 1 point
1 point -
alléluiaaa, ce weekend je me suis penché sur le sujet (enfin pas trop vu la hauteur de la bête). j'ai serti un jst sur le morceau de bandeau restant qui marchaite puique j''avais fait des test Arduino. je branche, ça marche. au final la première led était HS (Surement le court jus) bref merci pour l'aide (et le courage)
 1 point
1 point -
Salut @Motard Geek ! Je suis novice, j'y connais vraiment rien encore. non, j'avais fait un print qui c'était super bien passé puis j'ai décidé de relancer le même puis ça m'a fait cette erreur et depuis à chaque print arriver à une certaine position (environ 6/7% de print) l'erreur reviens donc impossible de faire un print @Motard Geek Je sais pas si c'est bien ce que tu m'a demandé mais voici : G21 G90 M82 M107 T0 M140 S{material_bed_temperature} M104 S{material_print_temperature} T0 M190 S{material_bed_temperature} M109 S{material_print_temperature} T0 G28 G1 F3000 Z1 G1 X-150 Y0 Z0.4 G92 E0 G3 X0 Y-130 I150 Z0.3 E30 F2000 G92 E00 points
-
ah oui ? ben moi j ai meme pas envie de lire le post vu le temps de chargement des images.... @fran6p0 points