Classement



Contenu populaire
Contenu avec la plus haute réputation dans 04/10/2023 dans Messages
-
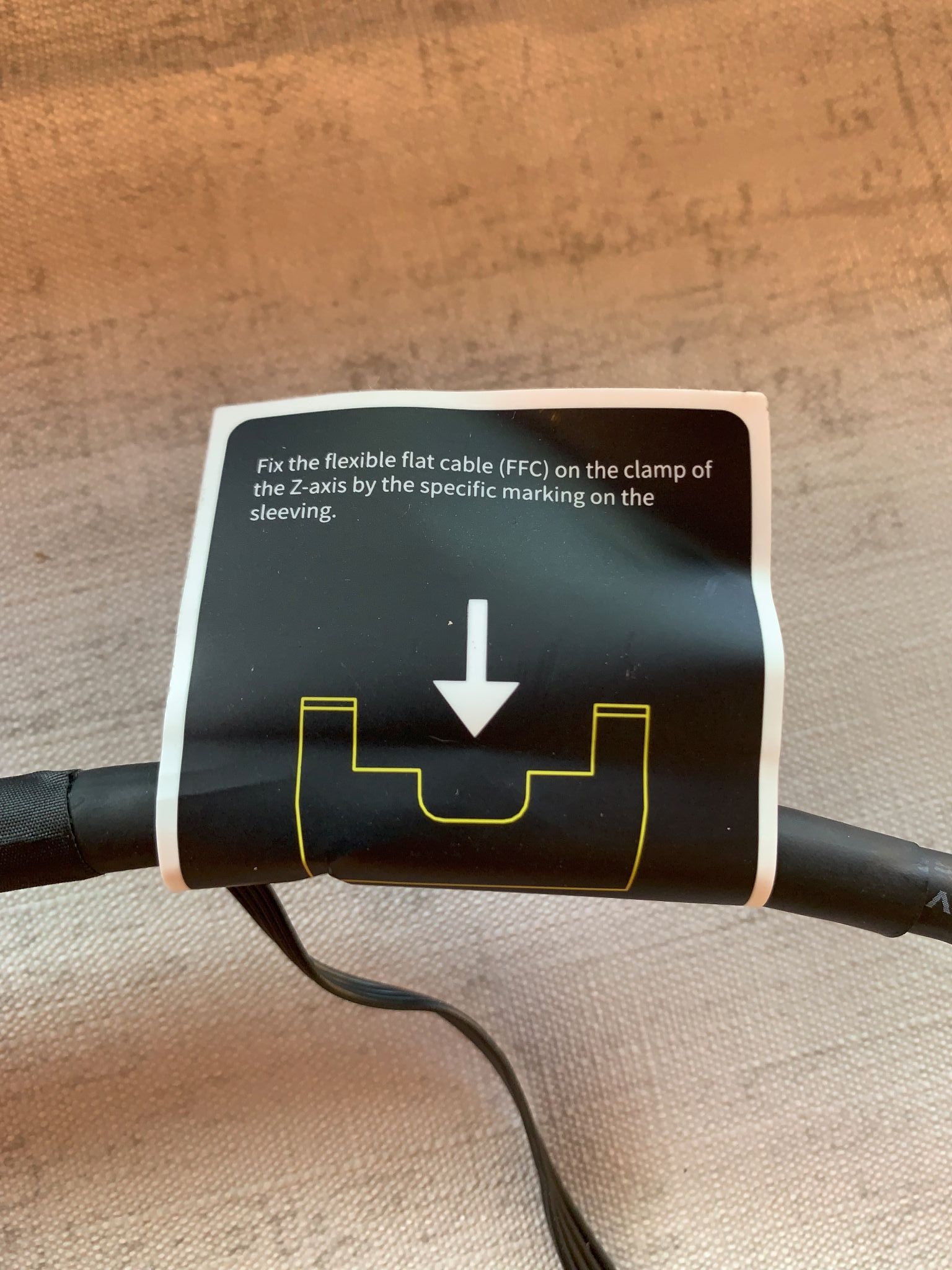
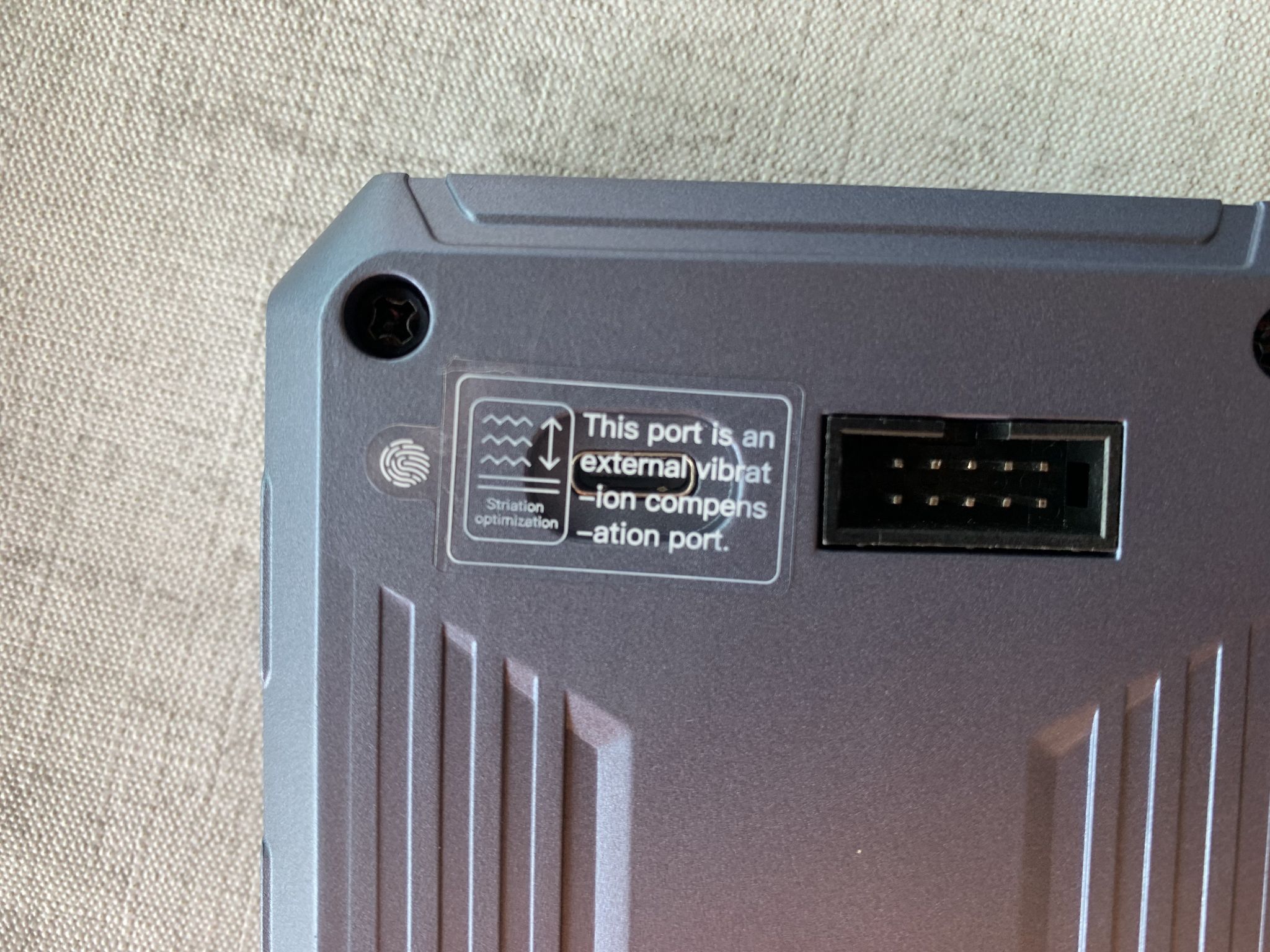
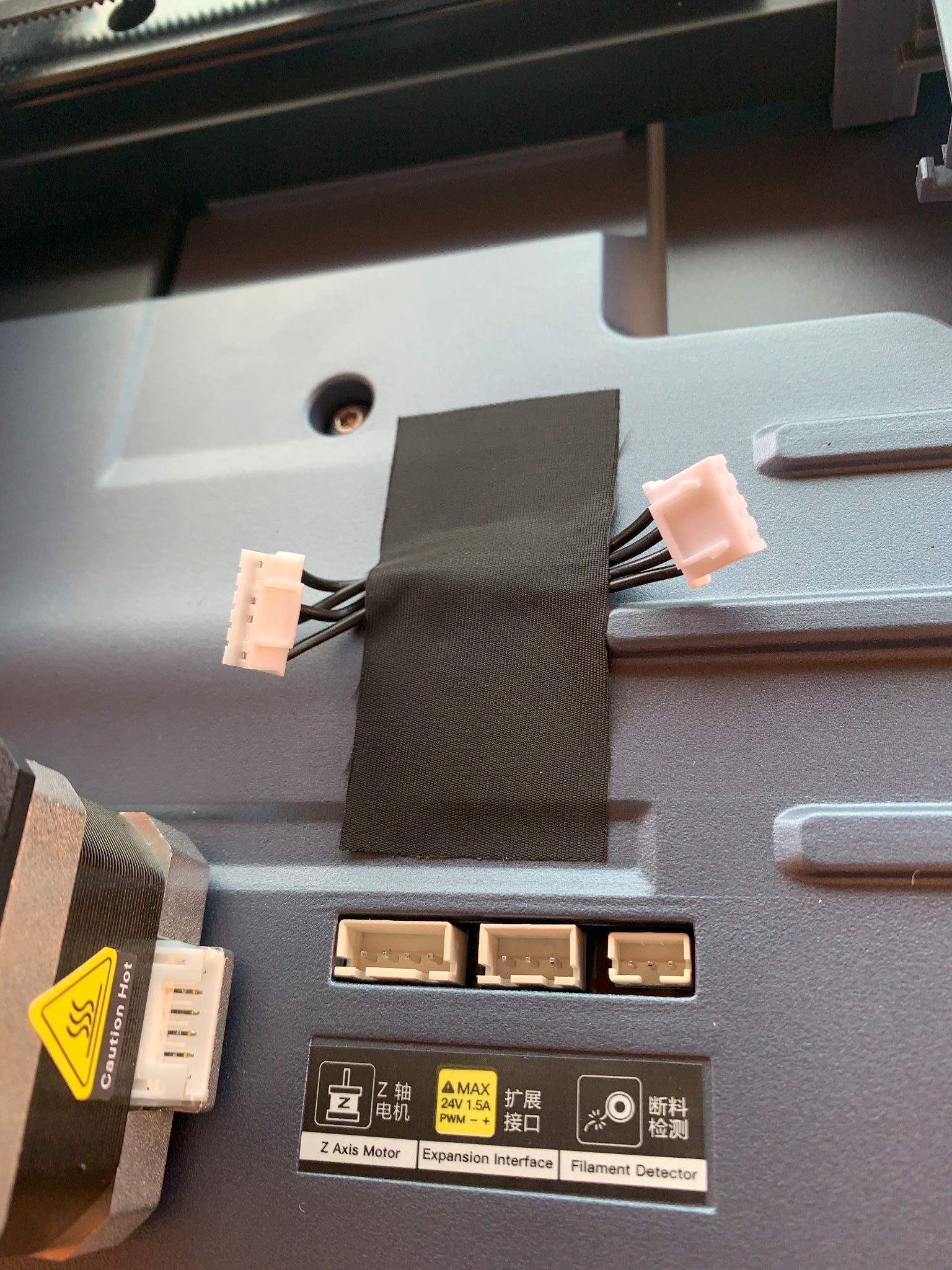
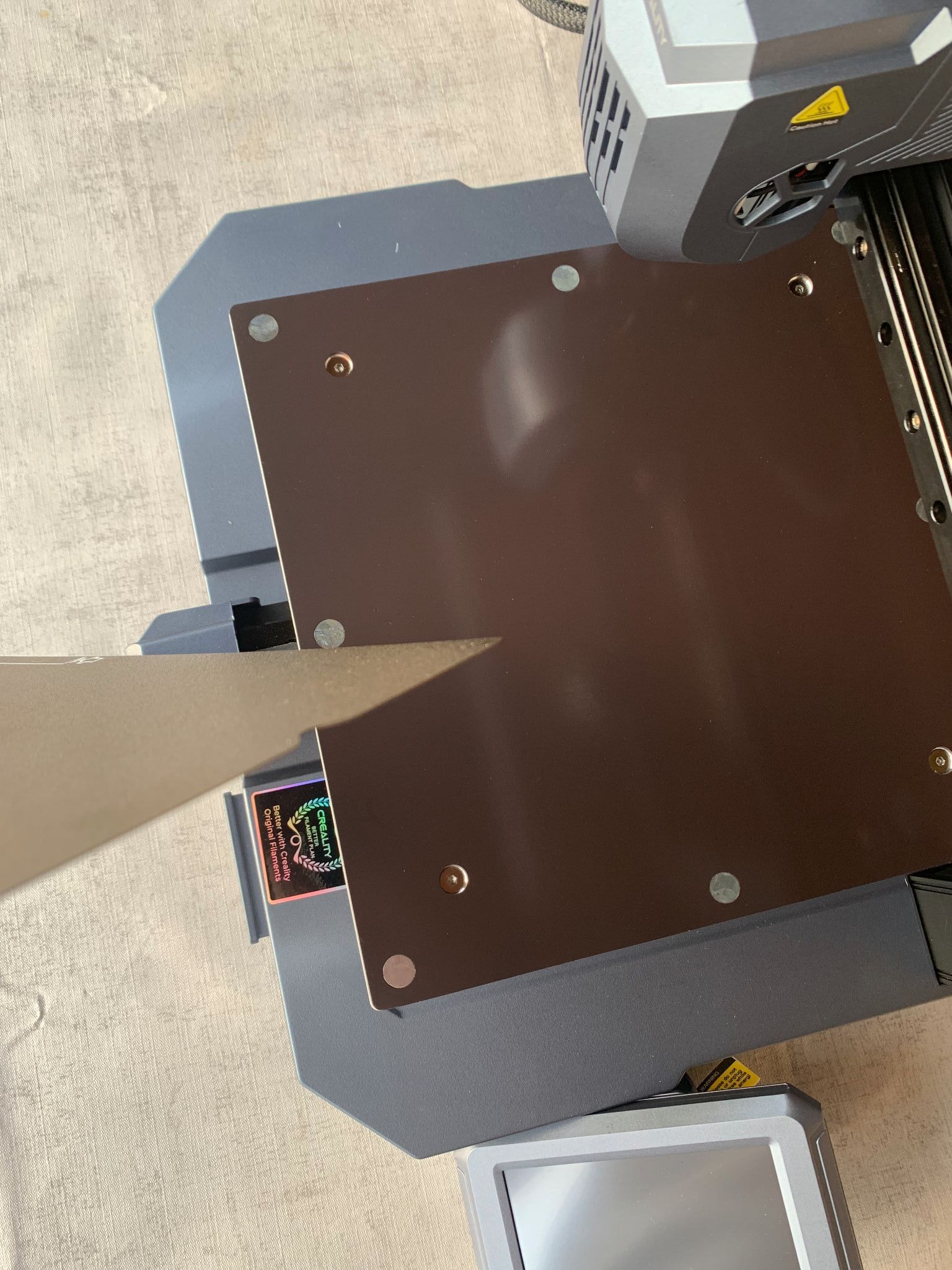
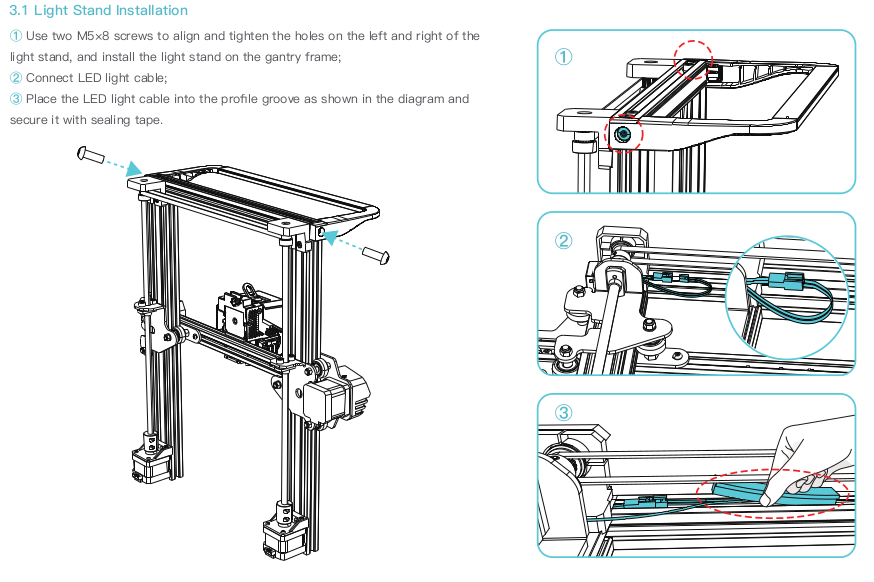
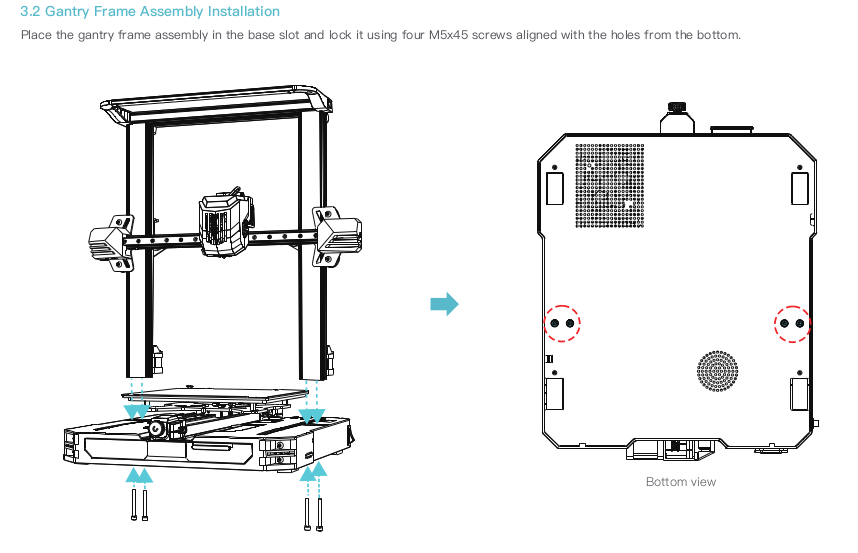
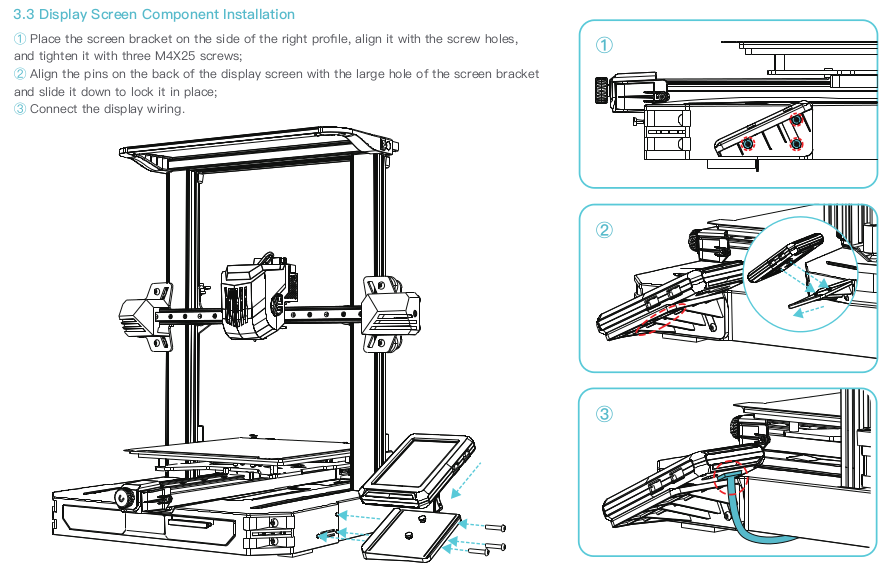
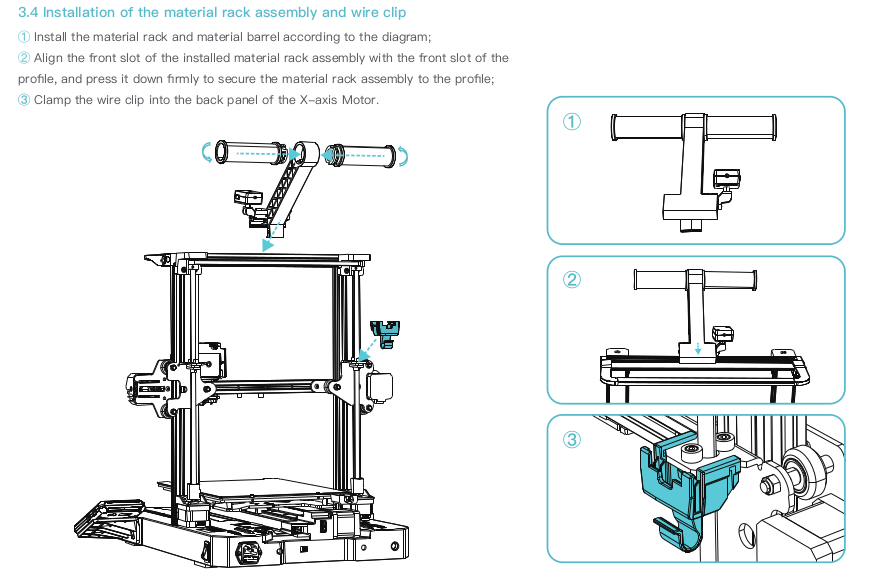
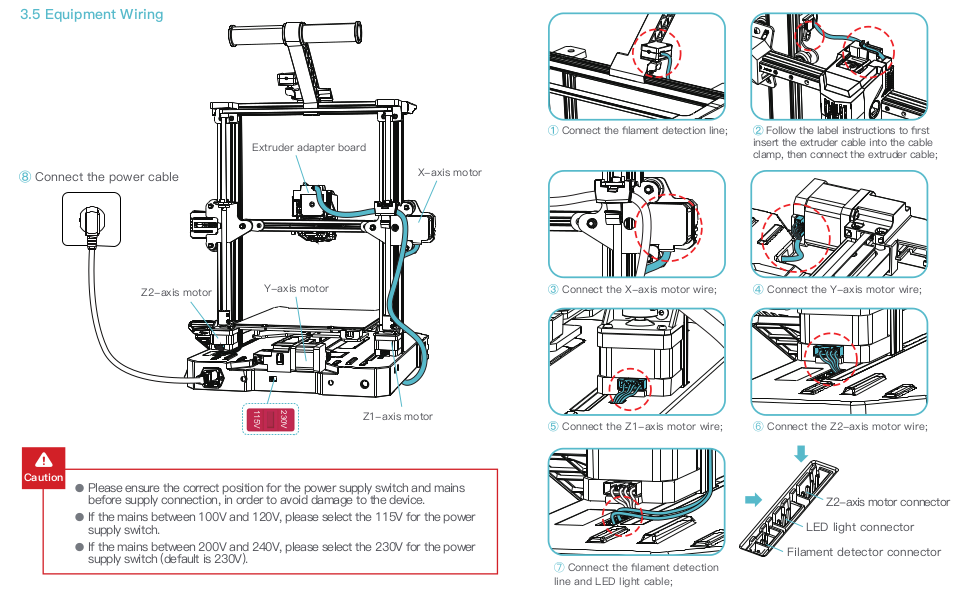
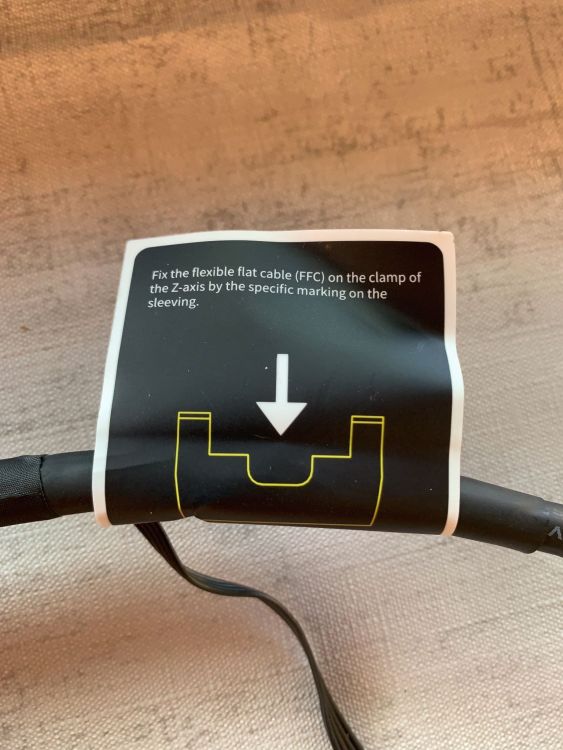
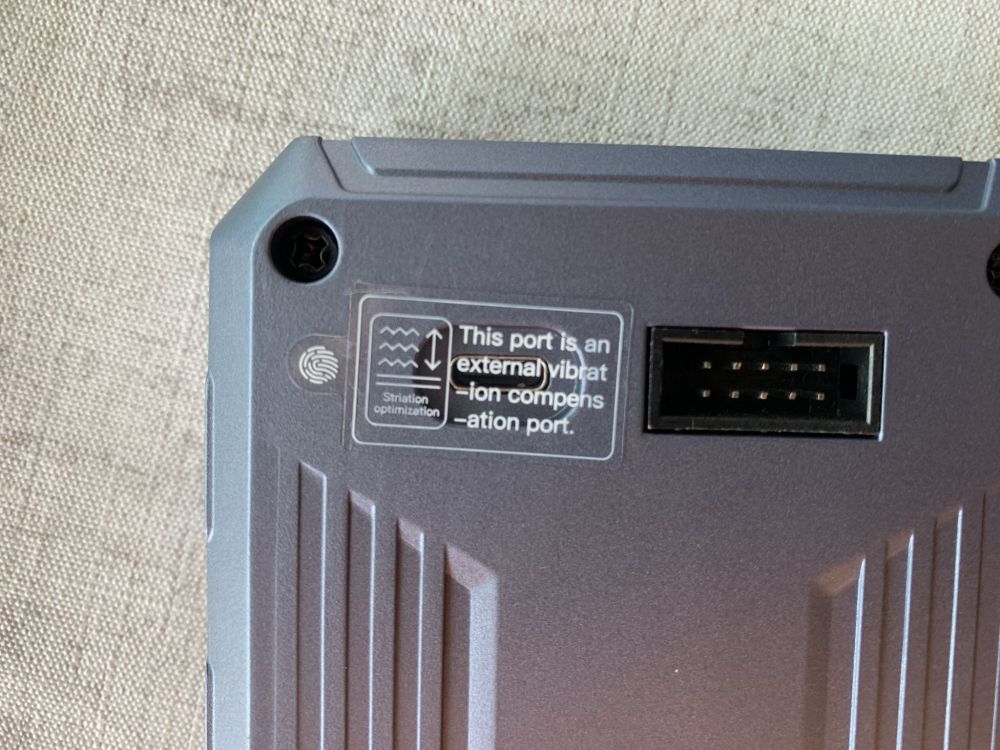
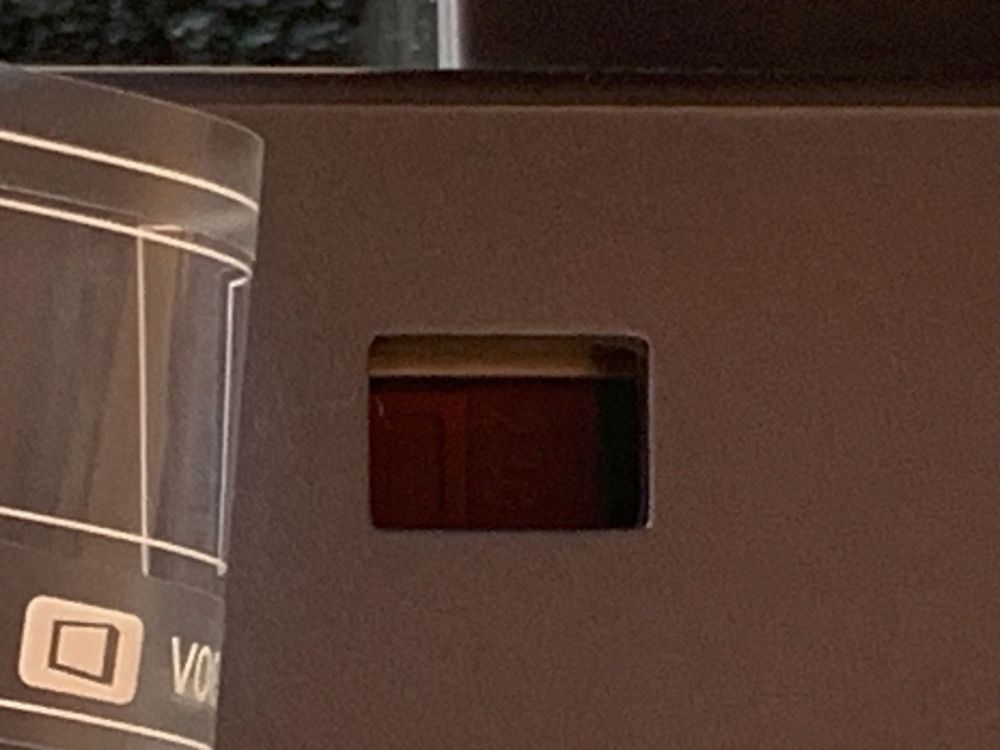
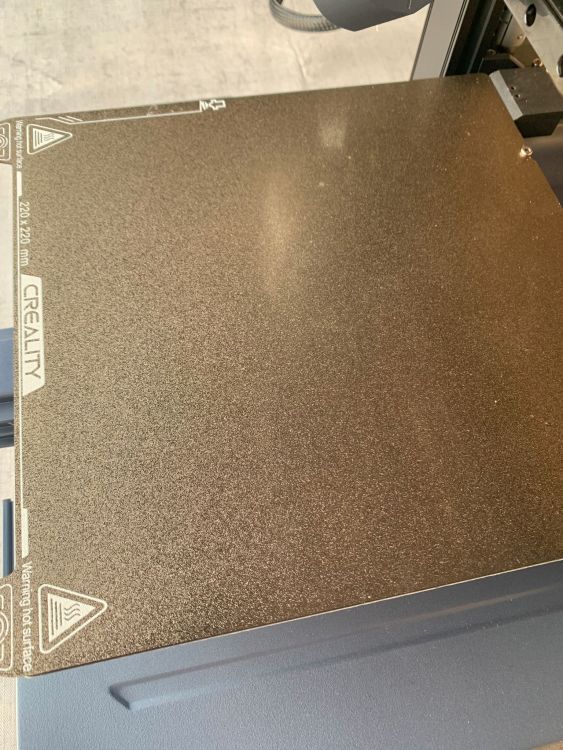
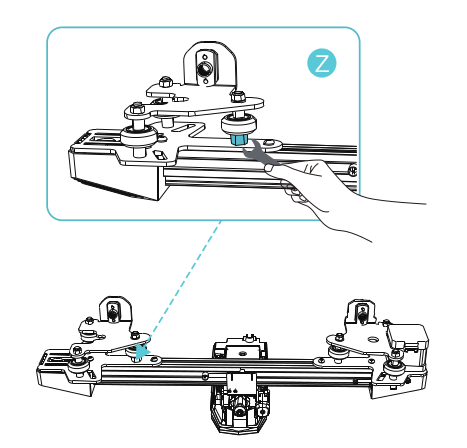
Montage Le montage est plutôt rapide et simple. 1) Montage de éclairage sur le portique à l'aide de 2 vis. Dans la notice est est indiqué comment masquer le câble, malheureusement, pour le moment je n'ai pas trouvé comment faire. Vu comme c'est présenté, le câble passe entre le montant et une des vis trapézoïdale de l'axe Z et ça ne me plaît pas. 2) Montage du portique sur le plateau, à l'aide de 4 vis. Pour cette étape, j’aurais bien voulu une clé allen avec une tête ronde comme j'en ai vu sur la Sidewinder X2. ce type de clé rend le montage plus confortable. 3) Montage de l'écran, à l'aide de 3 vis. Au dos de l'écran il y a un port USB-C (?) pour bancher un compensateur de vibration, inutile dans le cas de cette CR10-SE car elle en est pourvue d'origine. 4) Montage du porte bobines et de l'attache câbles. 5) Branchement des connecteurs, accrochage du câble de l'extrudeur et vérification du réglage de la tension. Sur le câble de l'extrudeur, il y a une étiquette pour indiquer où clamper. C'est bien pensé. Le connecteur du moteur de l'axe Z est scotché sur la base. D'après cette étiquette, la machine est en 24 Volts. Avant la mise sous tension, contrôle du réglage sur l'alimentation. Je ne suis pas fan de la manière dont c'est présenté. Il y a une étiquette transparente avec un message d'avertissement, Message qui disparaît lorsque l'on retire l'étiquette, et qui donne << l'accès >> au sélecteur de tension. Lorsque toutes ces opérations sont terminées, on a une belle CR10-SE. Il y a un tiroir pour ranger les outils. Je trouve le plateau sympa, avec sa texture ressemblant à celle d'une plaquette de frein de vélo. Les plateaux magnétiques que j'ai utilisé auparavant étaient plutôt épais, contrairement à celui de cette CR10-SE. Avant la mise en route, la dernière étape est le réglage des axes via la molette (axe Y), une vis sur la droite du chariot (axe X) et les écrous excentriques (axe Z).


.thumb.jpg.aea770286f9f282a038d4102b97e0fd8.jpg)







 4 points
4 points -
Hello, Sujet updaté.2 points
-
Question peut être idiote mais quel est l'avantage de ces hotends par rapport aux originaux ?2 points
-
Bonjour, As-tu pensé à vérifier que le roulement (celui désigné par ta flêche) tournait librement ?2 points
-
Il y a maintenant les Apex Maker Wash & Cure pour la X1, deux boitiers séparés tout aussi grand format : Wash Station : 400 x 380 x 280 mm Cure Station : 350 x 350 x 400 mm2 points
-
J'ai vu passer ça sur X, en partenariat avec E3D et Bondtech, Biqu a sorti une hotend compatible Bambu Lab P1P et P1S, la Biqu Panda Revo Hotend. Disponible en 4 versions (Panda Hotend, Panda CHT Hotend, Panda Revo Hotend et Panda Revo Conversion Kit), elle est évidemment Plug & Play. La version standard est équipée d'un corps de chauffe en céramique de 60W et d'une buse V6. La CHT est équipée d'une buse high flow. La E3D d'une buse high flow quick swap grâce au système Revo. Je trouve ça cool de voir ces grosses marques sortir des produits innonvants pour les Bambu


 1 point
1 point -
En fait vous aviez raison le z offset est bien negatif . apres plusieurs tentative le z offset semble etre à -1,3. autrement le fil se decolle car trop loin en faisant1 point
-
J'ai donné les liens à consulter. N'étant pas adepte du SAV mais plutôt de ce précepte : «donne un poisson à un homme, il mangera une journée, apprends lui à pêcher, il mangera toute sa vie» Désolé mais j'abandonne et laisse @Savate et @pommeverte continuer.1 point
-
x au lieu de z ? ou x va à l'envers et z aussi ? Si c'est juste le sens qui est inversé : enlève les ! de dir_pin dir_pin: PDx au lieu de dir_pin: !PDx ou l'inverse si il n'y avait pas de ! (le ! indique juste d'inverser le sens) vu que tes axes bougent, tes TMC sont paramétrés, sinon rien ne marcherait. Sinon, pour que ce soit plus facile pour nos vieux yeux : met le fichier printer.cfg directement .1 point
-
Salut à toi Scall, Je ne peux pas répondre a toutes tes questions mais il existe bien pour le raspi 3b des nappes de caméras longues; J'en avais une de 10-15 cm et j'en ai trouvée une sur amazon plus longue (une trentaine de cm il me semble). C'est le même port de branchement de la nappe côté camera que côté Raspi. L'avantage d'utiliser la caméra prévue pour le port cam du pi est que tu n'a rien a configurer côté logiciel et qu'elle est immédiatement reconnue si tu utilise l'image octoprint pour raspberry. Et pour le coup c'est du matos pas cher. Je crois qu'il y avait une caméra raspi "vision nocturne", mais je ne l'ai jamais testée. Après en vision nocturne tu risque de ne pas y voir grand chose . J'utilise la caméra du pi avec Octoprint sur un raspi 3A sur mon imprimante sans soucis. Enfin je l'ai utilisée jusqu’à ce que le petit dernier m'arrache la nappe qui dépassait un peu et défonce le port cam du pi.... Elle est fixée sur ma "Lack enclosure", caméra d'un côté de la vitre avec un support imprimé, raspi de l'autre (pour la réfrigération).1 point
-
Pour un concours sur Creality Cloud, "Introducing the Exciting New 3D Model Printing Event!" ( https://www.crealitycloud.com/post-detail/6509137b1367d2022cd2ec4a ) J'ai fait (pour le moment ) un total de 25 impressions en PLA, pour avoir, je l'espère un max de cuvacoins ... (participations que j'ai regroupées dans un "Portfolio" sur mon compte Creality Cloud https://www.crealitycloud.com/portfolio/650dcc156e0ade0c9c9960cc ) La machine tient le coups sans broncher. (J'ai juste refait une ou deux fois le leveling) Donc toujours riens a signaler.



 1 point
1 point -
principe de base de mécanique, on met le vissage en place, sans le serrer, et aligne le tout, et ensuite, seulement on sert, progressivement, vis après vis, jusqu'à atteindre la rigidité et la géométrie nominale de l'assemblage. Et la Ender3 y est particulièrement sensible. Et en plus, ces foutues vis ou la fâcheuse tendance a se desserrer légèrement avec le temps et la répétition des saccades. Conclusion, de temps en temps, faire une petite vérification des serrages, ca mange pas de pain1 point
-
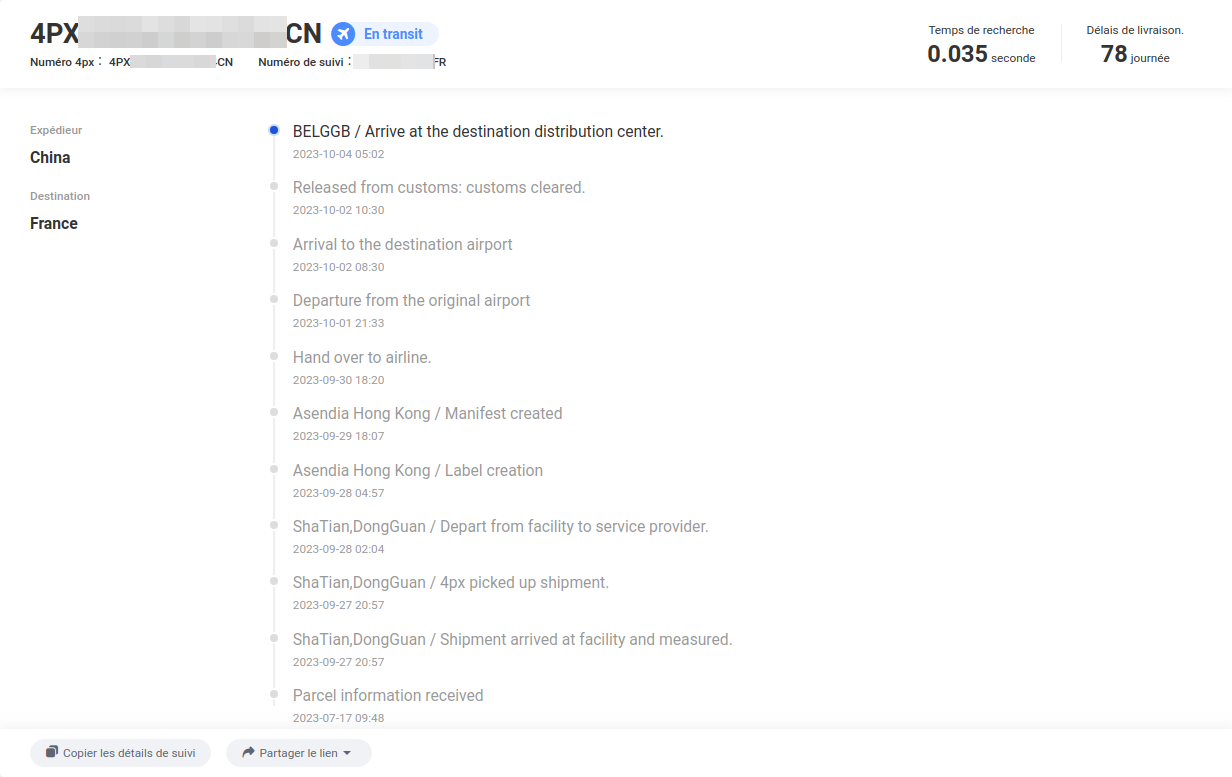
Cool , enfin, ... normalement bientôt là.
 1 point
1 point -
Sûr ? Si oui, c'est un «peu» excessif, 60 est déjà très bien pour obtenir de beaux cercles. Avec une telle valeur, tes temps de modélisation doivent être looooooongs.1 point
-
Bonjour à tous, j'ai reçu le plateau CR4 taille 310 x 310 (au format du bulbase de la X1) commandé sur Aliexpress ! Pour mémoire j'écrivais dans mon post du 23 septembre : Le plateau en CR4 à bien une taille 310 x 310 mais son épaisseur est de 4.2mm. Sa masse est 820 grammes soit 195.2 grammes par mm d'épaisseur soit 20.2g / mm de plus que ce que j'avais calculé cela est probablement due au type de résines et au fait qu'il y a une finition extérieure à la résine ou bien à une charge en fibre de verre supérieure. Son état de surface est aussi lisse que du verre au touché c'est un bon point. Gros Bémol le plateau est voilé et tuilé si on le pose à plat sur un le bulbase ou sur un marbre deux des coins opposé en diagonale lèvent respectivement d'environ 2 à 4 mm c'est pas rien ... j'ignore si c'est lié au processus de fabrication ou à son stockage en plaque avant découpe ou au transport. Je vais lui faire subir une recuissons montée lente en température et redescente lente sur le bulbase voir comment cela se comporte. S'il ne revient pas assez bien plan après plusieurs recuissons il ne pourra pas être utilisé comme support seul d'impression comme nous l'avons vu sur certaines imprimantes car ce produit ne peut pas être rectifié facilement car il est mou comparé à un acier, du granit ou du verre que l'on peut usiner et rectifier (il y a bien des solutions mais bonjour la galère ). S'il ne se remet pas bien plat On aurait même intérêt à le prendre en faible épaisseur 1mm et faire un calepinage sur plateau comme pour un surplateau PEI, PEX .... du coup cela perd beaucoup de son intérêt .... Je vais essayer de le passer au comparateur lorsqu'il aura recuis plusieurs fois on verra si c'est une bonne ou une FBI d'utiliser un plateau en CR4 épais ! SUDSUD1 point
-
Formaté FAT32 4096.1 point
-
je n'ai essayé que l'ercf et il est plutôt bien pensé. La v2 sera encore mieux (plus simple à assembler) elle intégrera normalement ce mod pour la rigidité : sneakytreesnake/SturdyBunnyProject (github.com) j'en ai monté un il est très simple à assembler et plus rigide que l'original.1 point
-
pour moi le seul soucis, pour le moment, c'est d'être sur que le flash s'est bien passé (ce qui ne semble pas être le cas) tu utilises bien une carte SD de moins de 32 Go formatée en fat32 ?1 point
-
Alcool IPA en effet ou bio ethanol de chez action c'est moitié moins chers.1 point
-
Salutation C'est possiblement plus d’oxydation des contactes et partie métallique ( bien lubrifier régulièrement se qui doit l’être et ne pas trop laisser la poussière se déposer sur les cartes électronique ) Sinon des sachets refermable hermétiquement et un séchoirs a bobine semble indispensable ( mais il faudra évacuer l'humidité, il suffit pas de chauffer une bobine pour enlever l'humidité, or les sachets déshydratant (ou dessicant) saturent plutôt rapidement, il faudra trouver une méthode pour sécher les sachet déshydratant comme les passer au four plusieurs fois et évacuer la vapeur d'eau entre chaque passage, régulièrement ) Mais normalement là comme on chauffe, normalement tu ne risque pas d'avoir de condensation sur ta machine / plateau / tête d'impression. ( l'eau condense sur les surfaces plus froide que la température ambiante de l'aire, et quand il n'y a pas de circulation de l'aire ) Donc pourquoi pas, mais pas l'idéal pour le long-terme ( Penser aussi a regarder pour une extraction d'aire pour éviter les particules de certain matériaux quand on les imprimes ... vérifie que c'est pas inondable, qu'il n'y a pas de truc qui tombe du plafond (sinon mettre dans un genre de caisson / housse , ... pas de souries qui ronge les câbles, pas de chat qui marque sont territoire , ... ) ( Et souvent dans la cave il y a le stock de bouteilles de vins or manipuler une imprimante "sous influence" c'est risquer les fausses manip )1 point
-
Ta roue crantée paraît s'être usée vite, laiton plus mou ? Qu'as-tu passé comme filament ? Les PLA phosphorescent, les bois ou les terres sont plus abrasifs que le standard, sans parler ceux avec des paillettes métalliques ou des fibres de carbone, généralement c'est la buse qui s'use vite avec ce type de filament.1 point
-
c'est les sauts de pas qui provoquent le décalage.1 point
-
Donc pour le moment on peut prévoir de l'utiliser en hiver, pour chauffer et brasser l'aire chaud ? J'en prend deux de plus !1 point
-
merci ! Mr Magounet c'était la nappe qui remonte le long du portique z qui était un peu déboitée. j'aurais pu le voir,mais j'étais focalisé sur la nappe du x... C'est reparti pour un tour.1 point
-
C'est pas grave, on se détend les gars1 point
-
Hop, voilà le test si cela vous intéresse (très positif dans l'ensemble)1 point
-
Alors pour avoir la machine depuis 3-4 semaines, elle est vraiment top et elle est belle et bien vraie ! En fait, on en a deux aux bureaux, au sein de l'équipe de développement de Lychee Slicer. Je sors le test vidéo probablement demain ou lundi. Mais ça imprime vraiment ultra vite et bien que ce soit du 46 microns en résolution, c'est du bon 46. Et pour la vitesse, j'ai fait un buste de 35 cm en moins de 5h (des couches de 100 microns), avec des déplacements de plateau à 3000 mm/ min. Ca calme à voir...1 point
-
oui , pour toutes choses on trouve des contradictions mais il faut savoir se référer aux bases , aux fondamentaux c'est ce qui évite de se perdre je peux te dire que en ce moment j'ai quelques bobines de Petg qui ont pris l'humidité et y a pas besoin de chercher sur le net pour s'en rendre compte il suffit d'imprimer avec .. jeanmarie1 point
-
Y'a donc des vidéos de la machine qui "tourne" au East Coast RepRap Festival. Elle n'imprime pas, y'a juste la tête qui se déplace dans le vide et visiblement ils ont même été obligés de l'arrêter car les aimants chauffaient trop0 points

.jpg.4735054b3c13db9151796be25c318d64.jpg)