Classement



Contenu populaire
Contenu avec la plus haute réputation dans 17/02/2024 dans Messages
-
Première fois avec 8 couleurs en même temps, ca claque
 5 points
5 points -
Salut : Voici un sujet qui a le mérite de mettre les pieds dans le PLA !5 points
-
J'ai contacté Jean Marc d'ArianePlast pour avoir des précisions concernant les filaments hautes vitesses Voici ma question suivi de sa réponse : Je voudrai avoir ton avis sur les filaments hautes vitesses, penses tu que c'est une arnaque commercial ou une réalité ? Pour t'apporter quelques précisions concernant les filaments haute vitesse c'est simplement un grade de PLA plus fluide qui est utilisé. Comme il est plus fluide le moteur va arriver à pousser le fil à une température d'affichage " normale d'utilisation " aux alentours des 200°c. Pour t'expliquer un peu plus dans les détails plus un pla a des chaines de molécules longues / plus il est résistant mécaniquement / plus il est compliqué a fabriqué / plus il est cher / et plus il faut le chauffer. Un test simple pour le voir tu prend un fil HI speed et tu descend la température de ta buse a 160°C , tu constatera que tu arrive toujours a le pousser et il s'écoulera. Un pla Arianeplast ( grade ingeo 4043D) tu n'arriveras pas à le faire fondre a 160°C. Si tu essayes de fabriquer du pla dans ta cuisine comme on peut le voir dans certaines vidéos sur YouTube tu va arriver à faire un PLA qui va durcir mais à peine tu vas le chauffer qu'il sera à nouveau liquide. ( ça c'est un pla de faible qualité) Par contre si tu fabrique un PLA dans un laboratoire ou en industrie avec tout le matériel nécessaire tu vas arriver à faire un pla avec des chaines de molécules beaucoup plus longues (ce qui caractérise en général un polymère de qualité et résistant) Et là tu va avoir un plastique qu'il va falloir chauffer plus pour le ramener à nouveau à l'état visqueux (visqueux, mais pas liquide) Moins le pla est de bonne qualité plus tu peut l'imprimer vite a une température " de base 200°c" Ce qu'il faut toujours garder en tête c'est le temps de séjour du fil dans la tête d'impression. C'est pour cela que toutes les imprimantes ont des bloc de chauffe et des buses plus longue. Par exemple j'ai réalisé des pièces avec notre PETg à haute vitesse. température standard noté sur la bobine 245°C A cette vitesse tu pourras constater qu'a une vitesse de 300mms la dépose ne se fait plus correctement. Le remplissage va devenir merdique car la couche chaude ne va pas se souder à la couche précédente. Tu pourras aussi observer que ta pièce va devenir plus mat. ( c'est que tu ne fais pas bien fondre ton polymère) Il suffit juste d'augmenter la température a 265°C pour constater que le remplissage va à nouveau bien se déposer (le temps de monter de quelques couches) et ta pièce va redevenir brillante. (comme elle l'est en temps normal aux vitesses que l'on avait l'habitude d'utiliser sur les générations de machines précédentes) C'est exactement pareil avec n'importe quel polymère. PLA/ABS/Nylon ect Tu peux utiliser des fil " normaux " à très haute vitesse, il suffit de ne pas avoir peur de sortir des tranches de températures défini sur la bobine. (Ils auront même tendance à garder une meilleure forme et à mieux garder les côtes de ta pièce en refroidissant) Les fabricants de fil ont défini des bases de température sur les machines qui étaient commercialisé jusqu'à présent. PLA 200/230°c Le fait que les machines ont évoluées, fait que les indications de température ne sont pas bonnes pour des vitesses rapides (10x plus rapide qu'avant) Je pense que les fabricants chinois ont favorisé des grades de PLA plus fluide pour ne pas devoir surdimensionner le moteur de l'extruder à cause de l'inertie pendant les mouvements pour pouvoir imprimer vite. Et pour se faciliter leur travail au niveau des sondes de températures et des cartouches de chauffes Et les utilisateurs particuliers ne font pas de test de résistance mécanique en laboratoire surtout pour faire de la figurine, donc un PLA plus fluide et moins résistant mécaniquement pour de l'industrie sera perçu comme plus qualitatif pour un particulier parce qu'il est " HI speed". J'imprime les pièces PLA qu'on produits sur K1 et K1 max a une température de 245°C alors que sur une CR10 je les utilisais a 225°c. (buse 0.4mm) J'imprime les pièces PETG a 265°c sur k1 et K1max alors que sur CR10 je travaillais a 245°C (buse de 0.4mm) Plus je mets une buse grosse, plus je diminue la température. En espérant que cela puisse aider des utilisateurs. Bien sûr tu peux publier ma réponse4 points
-
Très intéressant, merci pour le partage !2 points
-
@Lorenzo78 t'a donné les clés du succès. Pour ma part, j'utilise des buses en laiton, peu chère au regard des autres, toutefois ma préférence irait tout de même pour une buse Cu/Ni, mon bloc chauffant étant de la matière, espérant qu'elles aient le même avantage, que le filament n'adhère pas dessus en cas de débordement involontaire. Quand à l'acier, ben je n'y suis jamais revenu, m'étant fait prendre au piège de l'usure dans mes débuts, la crainte de voir ma buse partir en lambeau lors de l'impression réussies ou non de fil dits "agressifs" . J'ai pas goûté à la buse de "joaillerie" non plus... Bref j'en ai toujours deux d'avance dans chaque diamètre, enfin 0.2, 0.4, 0.6, 0.8 et deux de 1 mm flambantes neuves. Après tout va dépendre aussi, du nombre de kilo de fil fondu par l'imprimeur....et du style des impressions. Plus généralement je les changes tous les deux mois environ. dès que je vois des traces noircies, hop poubelle.. A moi ensuite les belles impressions2 points
-
Salut, Voici: https://imprimante-3d-service.com/fr/blog/comment-choisir-la-buse-pour-votre-imprimante-3d-n142 points
-
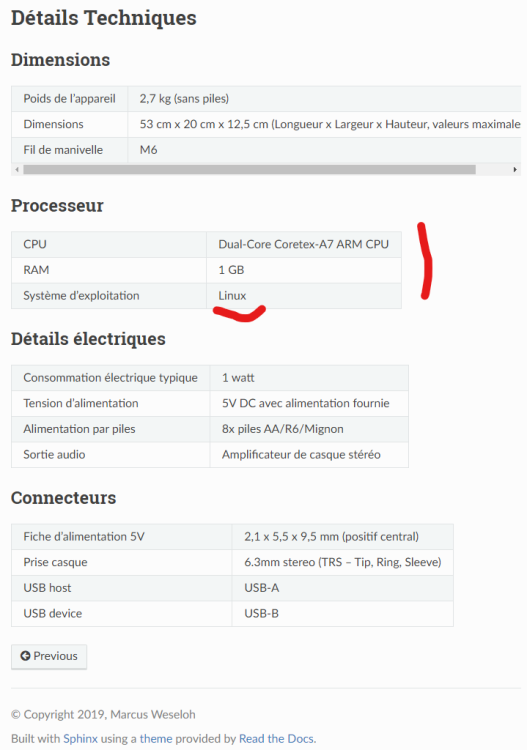
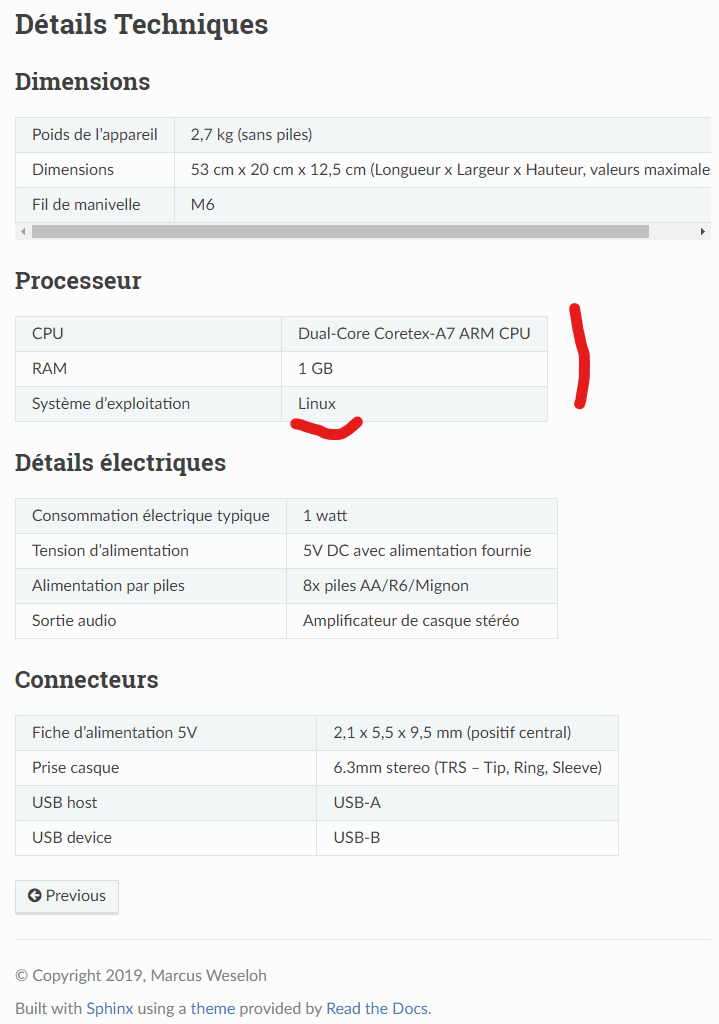
Pas tout à fait tu as celle-là sous Linux :

 2 points
2 points -
Exactement, ça me turlupine depuis un moment, du coup j'ai la réponse2 points
-
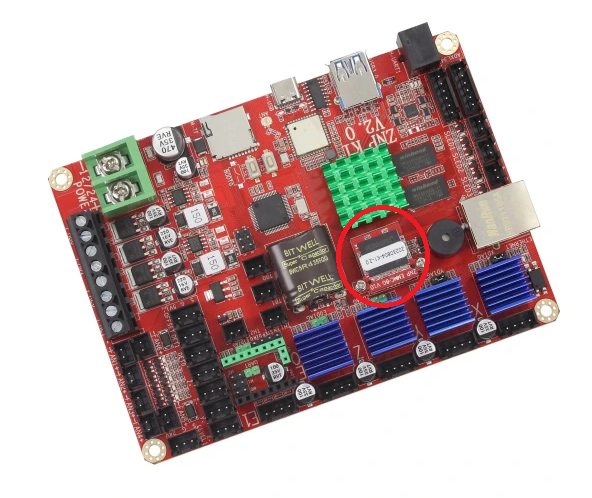
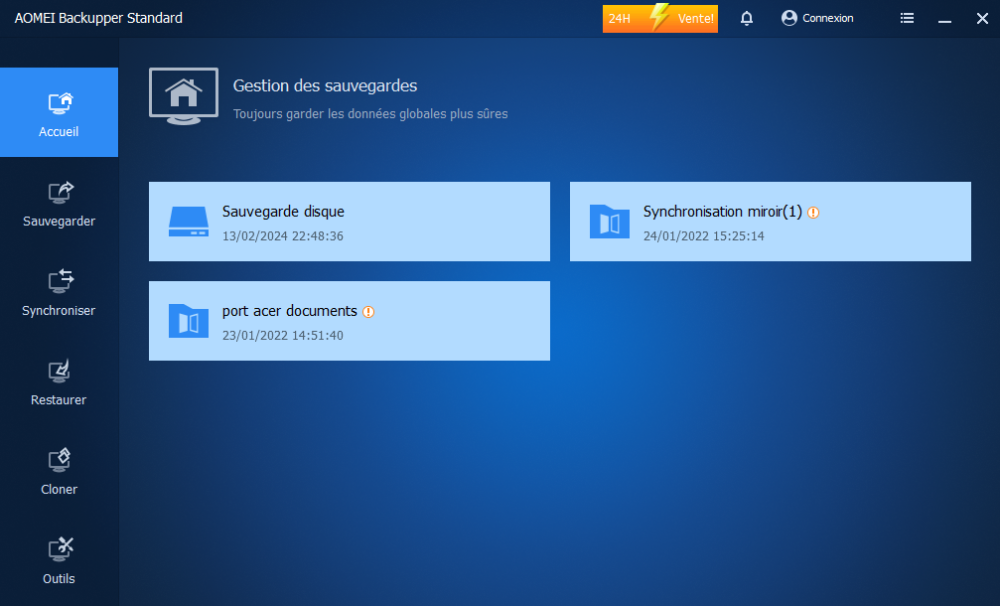
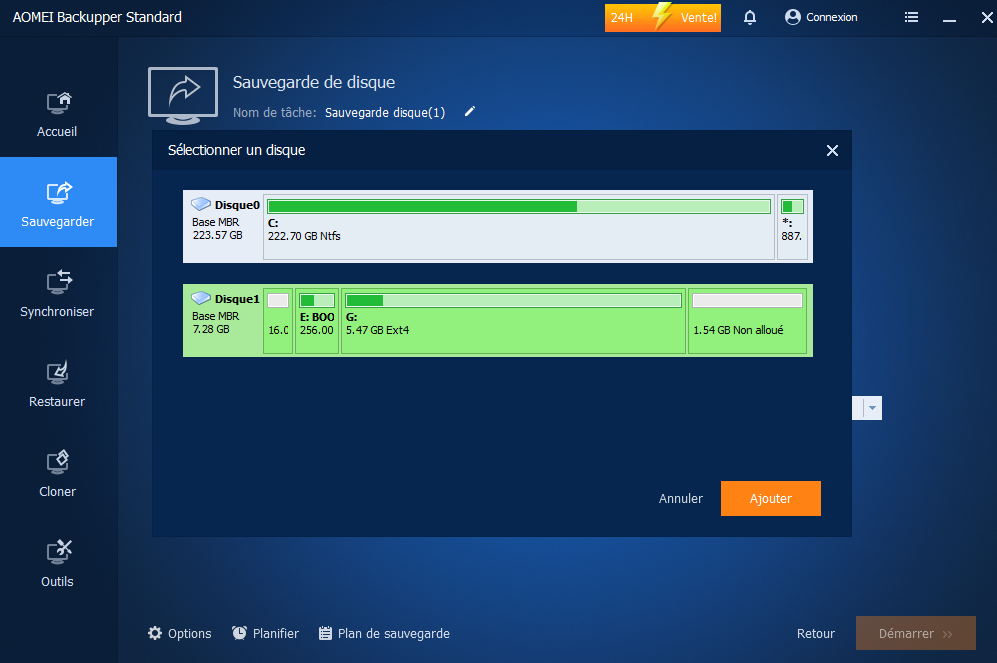
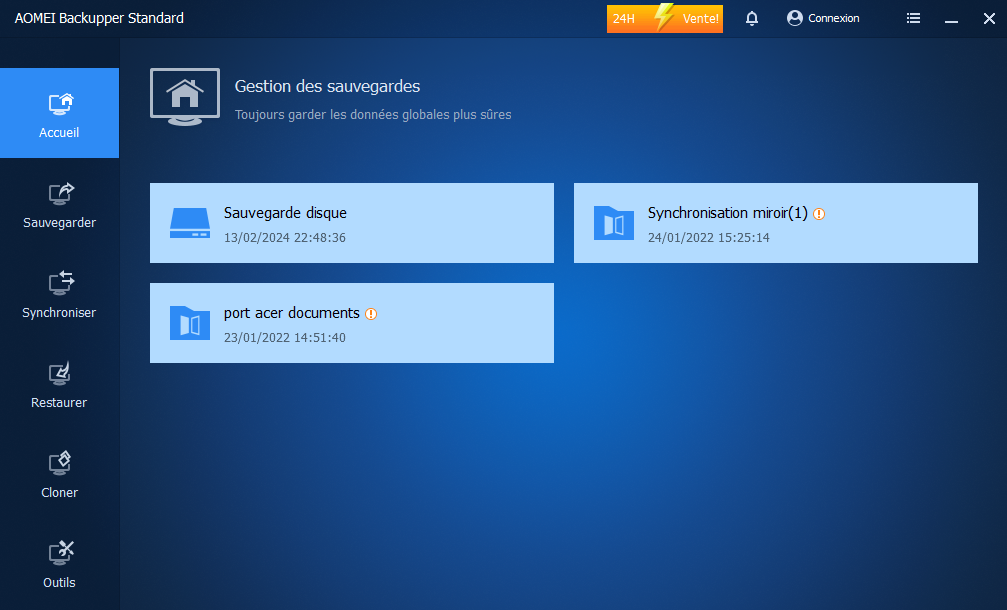
Votre machine fonctionne très bien après moultes réglages et essais, et là c’est le drame, une panne, un problème, une mauvaise manipulation survient et Il n’y a rien de plus rageant que de s’apercevoir qu’il faut repartir de zéro. De nombreuses imprimantes sous Klipper ont leur OS (linux) stocké sur une carte mémoire EMMC généralement de 8 Go, Je vais vous décrire dans le détail la procédure pour effectuer une sauvegarde et la restaurer sur PC Windows avec le logiciel AOMEI Backupper, si vous avez des logiciels similaires sur Mac ou Linux merci de le signaler. Avant toute chose vous devez vous munir d’un adaptateur EMMC/USB Il existe un autre adaptateur EMMC/microSD mais personnellement celui que j’avais ne fonctionnait pas très bien Vous aurez besoin du logiciel AOMEI Backup Standard Edition (c’est la version gratuite) que vous trouverez ici https://www.aomei.fr/backup-software/ab-standard.html Comme exemple je vais prendre la Elegoo Neptune 4 Plus voici sa carte mère et entouré de rouge l’EMMC qui est fixé par 2 vis cruciforme Pour y accéder, vous allez devoir démonter le carter se trouvant sous l’imprimante, on intervient bien sûr sur une machine débranchée il y a de nombreuses vis, Elegoo n’a pas lésiné sur la quantité, attention certaines vis sont plus courtes que les autres, repérez les afin de les remettre au mêmes endroits. Sur ce carter il y a le ventilo de refroidissement de la carte mère, il va falloir le débrancher précautionneusement (ne pas tirer sur le fil comme un bourrin ). On dévisse les 2 vis fixant EMMC attention de ne pas les faires tomber, elles sont très dur à retrouver et si elles restent sur la carte mère ça peut amener un court-circuit. On démonte l’EMMC et on le branche sur l’adaptateur USB, puis sur le PC. Vous allez alors avoir 2 messages d’alerte disant que vous devez formater votre disque et un autre de ce type ci-dessous, surtout ne formater pas ce disque. Il est normal d’avoir ces messages car la partition (BOOT) est lisible par Windows contrairement à la deuxième qui est lisible uniquement par Linux. Lancez maintenant AOMEI Backup Standard Edition Cliquez sur sauvegarder (menu de gauche) Puis Sauvegarde de disque Et Ajouter un disque Sélectionnez votre EMMC (ça n’est bien sûr pas le disque c : que vous allez sélectionner) => Ajouter Sélectionnez l’endroit ou vous allez enregistrer votre sauvegarde Cliquez sur démarrer pour lancer la sauvegarde Une fois terminé vous pouvez remonter votre EMMC et votre imprimante, votre sauvegarde sera maintenant disponible en cas de problème. Maintenant, vous avez un problème et vous voulez restaurer votre sauvegarde, vous démontez et branchez sur votre PC votre EMMC comme précédemment expliqué, une fois AOMEI Backup Standard Edition lancé Cliquez sur Restaurer => Choisir un fichier image Vous sélectionnez le fichier image de votre sauvegarde Laissez coché la case Restaurer le disque entier Sectionner la sauvegarde Cliquez sur suivant Sélectionnez le disque EMMC ou vous voulez faire la restauration (ça n’est bien sûr pas le disque C : que vous allez sélectionner) Et vous lancez la restauration Une fois terminé vous pouvez remonter votre EMMC et votre imprimante et retrouver votre machine en état de marche Voilà si vous avez des questions, des critiques ou des corrections n'hésitez pas à intervenir



 1 point
1 point -
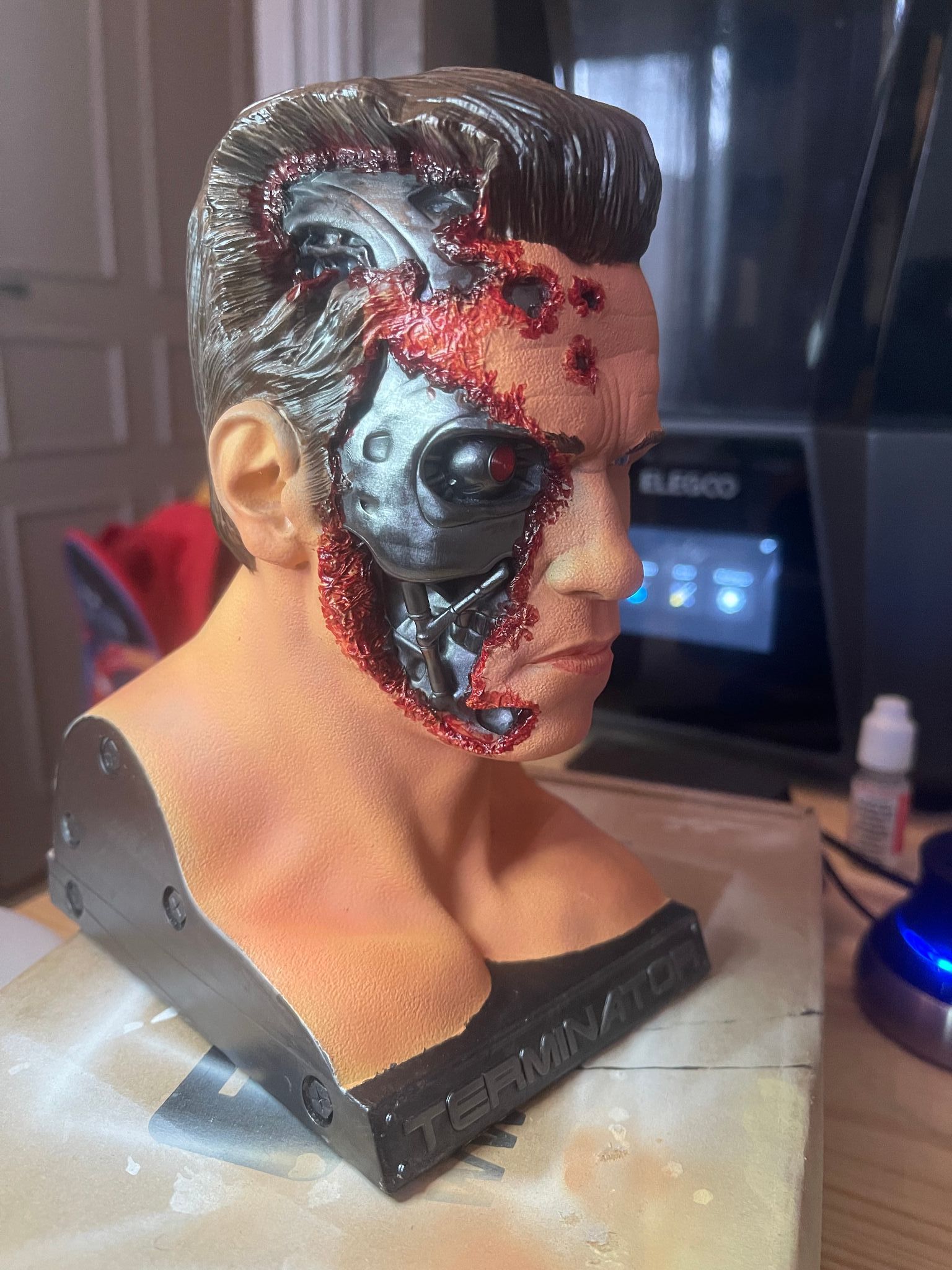
Hello, Tout le socle ainsi que la colonne vertébrale et les yeux rouge (PETG Rouge Translucide) réalisé sous P1S et la tête en résine, toujours dans le theme de Terminator
 1 point
1 point -
J'ai beaucoup de mal à gérer les hauteurs des 2 parties... Mais j'ai fini par y arriver, il faut bien gérer les objets avant et après assemblage. Voici la pièce en cours de conception (voir plus bas). Je n'ai plus qu'à retourner la partie noire sur la partie blanche, aligner le tout (pourquoi il n'y a pas d'outils d'alignement?), puis imprimer d'abord le blanc puis le noir par dessus sans support... Pas sûr que ça marche! Le résultats est pas mal, le blanc parait gris à cause du noir par transparence, mais c'est franchement pas mal. Il fait 3 cm de long, ce qui est beaucoup pour un jeton, je vais devoir faire des essais plus petits. Y a un soucis avec le retournement de la partie noire, comme la pièce n'est pas symétrique. Mais j'ai déjà corrigé ce problème.

 1 point
1 point -
@MrMagounet ok cette fois j'ai compris, j'imprime tout dans le même filament (modèle et support) sauf l'interface salut @Lorenzo78 bien mais pas très pratique surtout le tiens qu'il faut pratiquement écrire en entier mais le pourquoi de cet @ ????, je crois qu'on est sur un forum pas un raisot saucieau1 point
-
Merci, on me prend déjà pour un fou à vouloir débuter avec une P1S1 point
-
Pour les images de clé USB, cartes SD, eMMC, j'utilise avec Windows, un outil portable (pas besoin d'installation) : imageUSB (les autres outils de cet éditeur sont aussi très intéressants ).1 point
-
J'ajouterais: vérifier que la prise sur laquelle l'imprimante est branchée est bien alimentée .......... Sinon si rien ne marche contrôler également l'alimentation ... @PPAC, Façon de parler biensûr car si y a plus de jus ça va pas être facile !1 point
-
Bonjour, Voici le guide des filaments fait par Qidi : https://wiki.qidi3d.com/en/Memo/Filament-Guide Le remplissage de base, provoque le frottement de la buse sur la matèire déposé précedement, en passant sur un remplissage de type gyroide plus de problèmes a+1 point
-
deb.debian.org est un pool d'adresses DNS Si cette adresse ne résout pas correctement alors il faut qu'on appelle «Houston». Tu n'aurais pas des problèmes de connexions réseau ? FAI ou Box Ternet défaillant ? ADSL ou fibre (pas Minitel quand même ) ?1 point
-
merci pour le coup de main. j'ai mal compris l'appellation "effet de succion" Effectivement qd on imprime un "tonneau" il faut prévoir une évacuation - pour éviter la succion comme l'indique le post mais aussi pour éviter que la résine non polymérisée "troue" le tonneau et se déverses n'importe où!!! J'avais compris que l'effet de succion se faisait entre le FEP et la résine provoquant un décollement c'est ce qui nous arrive. bon j'ai nettoyé le plateau, changer le FEP et je vais re essayer. Merci encore pour vos conseils avisés. jld1 point
-
Regarde en faisant les courses, il y a des élastiques silicone pour cheveux. La bonne taille faut voir.1 point
-
Salutation ! Je parle sans savoir car je n'ai pas cette machine. Sans plus de détails ( écran noir ou qui affiche un truc, pas de bruit de ventilo alors que normalement il y en a , ... ) Je dirais de commencer par vérifier l’éventuelle fusible entre la prise d'alimentation et l'interrupteur marche/arrêt. Puis de sortir le multimètre pour vérifier qu'il y a les tensions attendus en sortie du bloc d'alimentation. Tiens nous au jus.1 point
-
Salutation ! Peux-tu détailler ? Pas de fichiers d'impression pré-tranchés fournis avec la machine ? ( qui eux s'impriment sans problèmes ? ) Via les menus de l'écran de contrôle, un "Home All" suivie de déplacements X, Y et Z et une mise en chauffe du plateau et de la tête fonctionne comme attendue ? Sur l'imprimante tu imprime, depuis une carte SD ? wifi ? autre ? Il peut arriver qu'un nom de fichier trop long ou avec des accents puisse poser problème. Faire un essai où tu le renomme en "test.gcode" Il peut arriver qu'une carte SD de mauvaise qualité ( surtout si tu enregistre directement dessus sans passer par ton disque dur et sans ejecter le périférique ) donne un fichier corrompu. ( Tester de formater la carte SD ou d'en changer cf nous trancher un petit truc comme un cube de test ( plugin calibration parts ) et nous mettre le gcode ici (dans un .zip) ou sur par exemple un google drive et nous mettre le lien ici ? Tiens nous au jus.1 point
-
Bonjour, Super projet. Pour mon besoin, j'utilise ça , à visser sur des pots à confiture : asia1.stl
 1 point
1 point -
Salut, Tout dépend des caractéristiques techniques de ton NEMA 14. Sans ça, il sera impossible de déterminer le Vref du pilote de l'extrudeur1 point
-
Ben, parce que jusqu'à très récemment, ton problème semblait être matériel et non logiciel1 point
-
on va pas le laisser trainer lol , c 'est pris !1 point
-
@vieux schnock Au Cazou – Épaisseur affinée à 3 mm (au lieu de 4 mm) – Colonnettes renforcées Toit V3.stl1 point
-
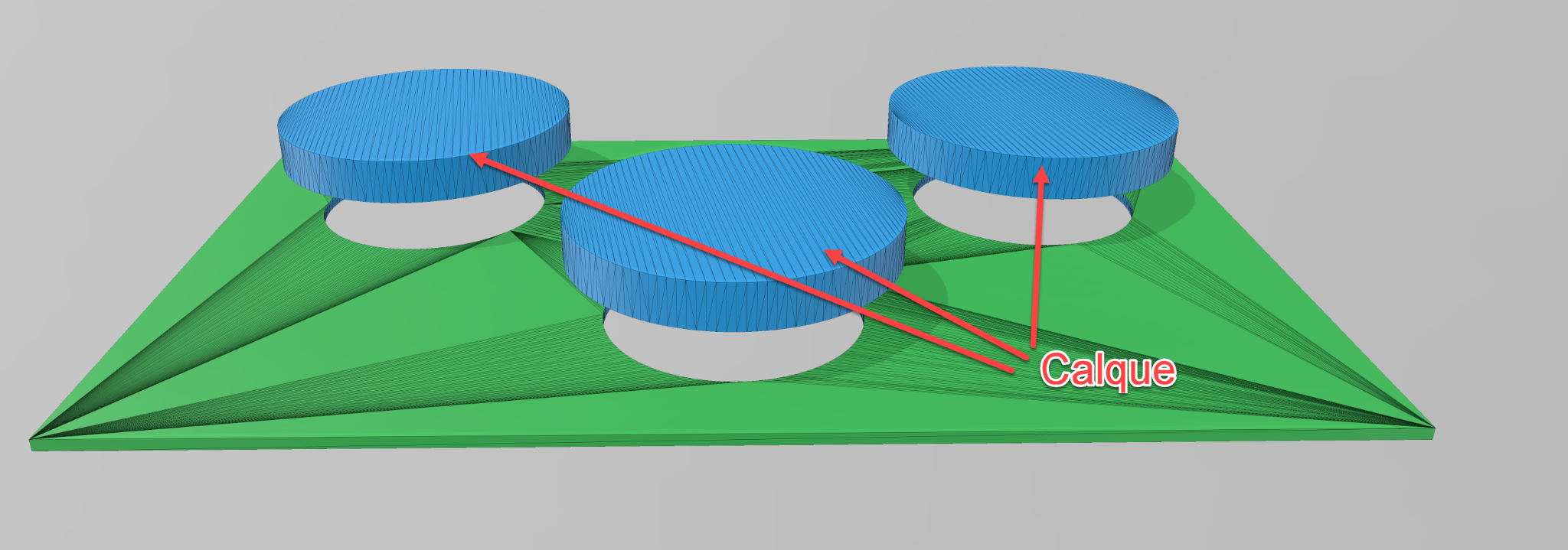
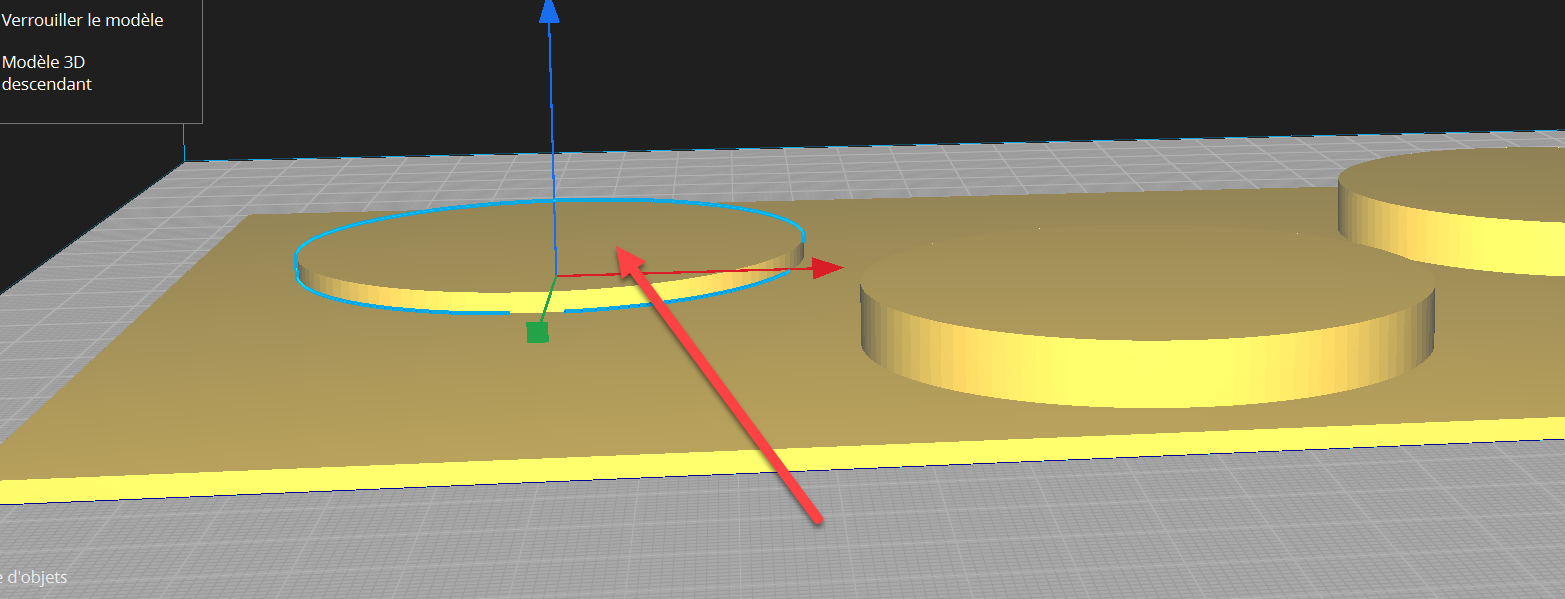
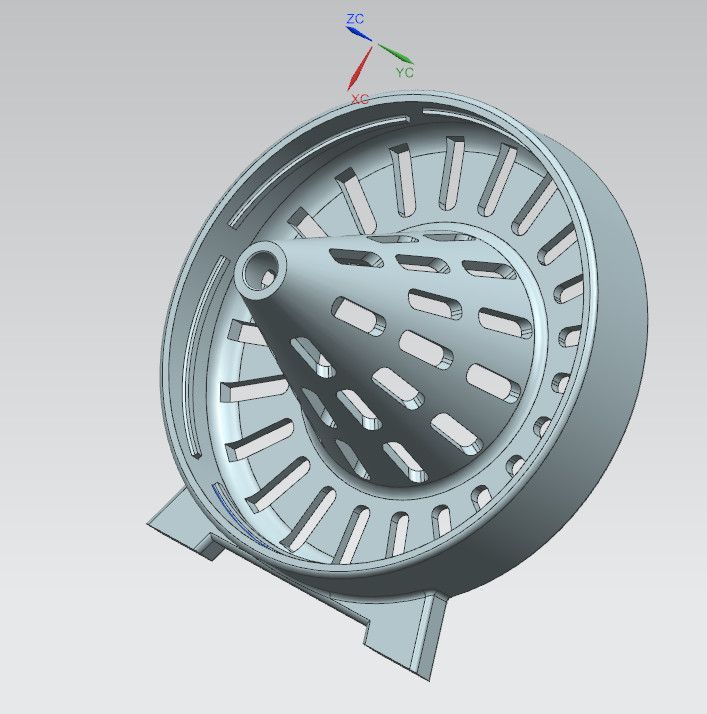
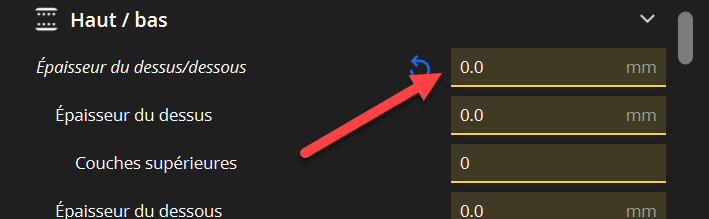
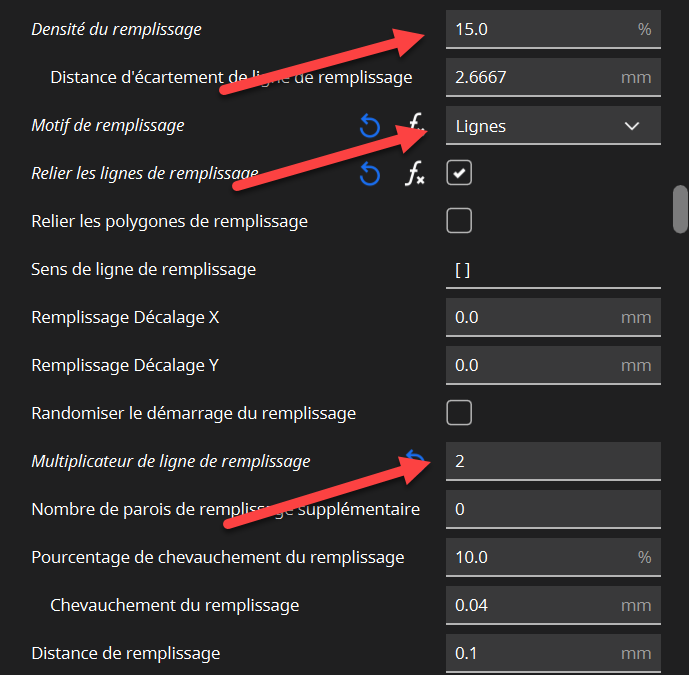
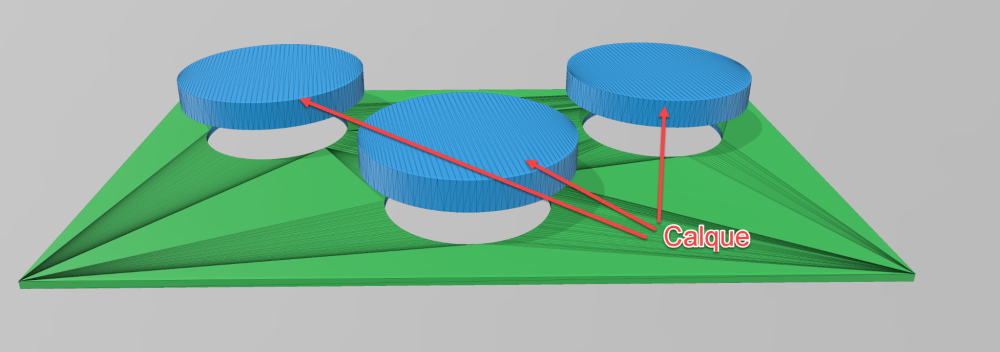
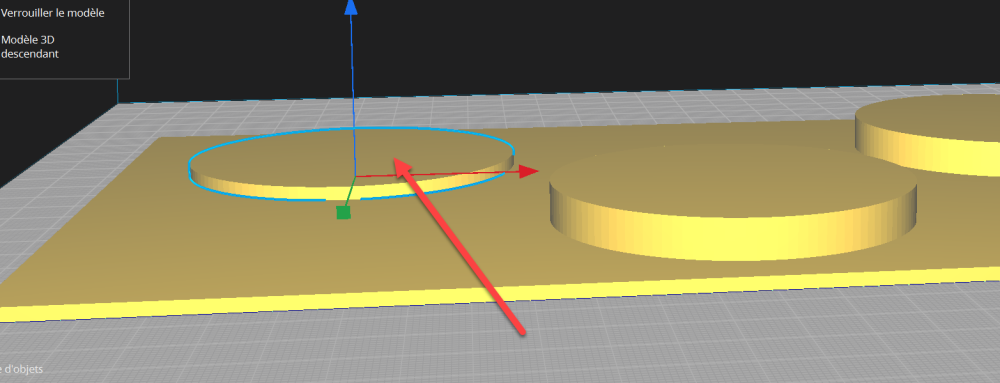
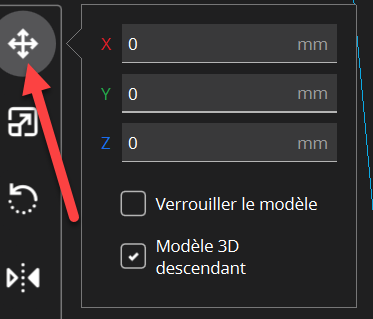
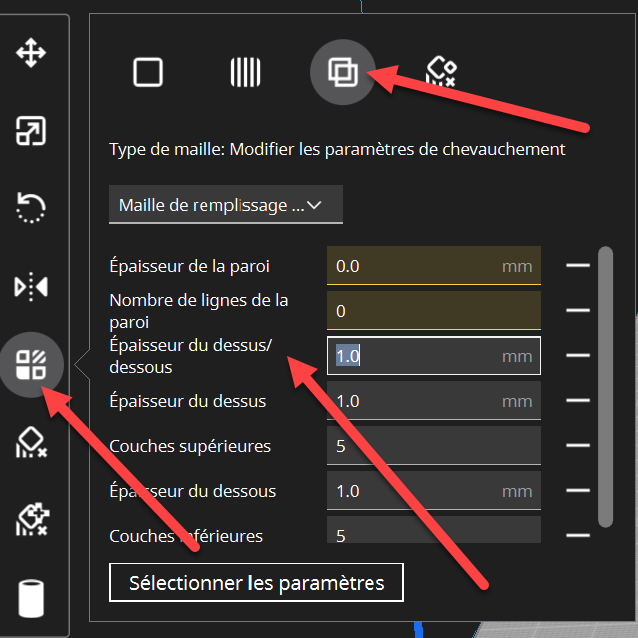
Pour imprimer une grille avec Cura. Tu crées une plaque avec 3dBuider (par exemple) de disons 3mm d'épaisseur 100mm de longueur et de largeur. Tu charges le fichier dans Cura puis tu mets Dans "Haut/bas" l'"Épaisseur du dessus/dessous" à 0 Tu mets un remplissage à une valeur assez faible (c'est cette valeur qui va te donner le maillage plus ou moins dense), genre 10% et pour avoir une grille qui soit un minimum solide tu changes la valeur de "Multiplicateur de ligne de remplissage" à 2 ou plus. Tu prends "motif de remplissage" avec "Lignes" ou "Grille" (tu peux tester les autres pour voir les effets) Tu découpes et vérifies que tout soit bien dans l'aperçu. Pour avoir des bords solide il faut 3 lignes de paroi ou plus (pour du 0,2mm). Pour avoir une zone normale sur la grille (l'anneau ou viendra le cône pour pouvoir le coller sur mon exemple) il va falloir créer la forme voulue plus épaisse que la plaque et la placer sur la zone où on ne veut pas de grille sur la plaque (toujours avec 3DdBuilder ou autre), Important : il faudra impérativement enregistrer ton fichier en .3mf, le fichier comportera la plaque et le ou les calques de délimitation soit plusieurs pièces distinctes et pas une seule pièce fusionnée comme dans un .stl. Tu charges le fichier .3mf dans Cura, dans "Modifier", tu sélectionnes "tous les modèles" et tu places le tout au centre de ta table. (1ère icône en haut sur le bandeau à gauche, tout à 0). Tu sélectionnes un des calques s'il y en a plusieurs tu le montes ou descends pour qu'il englobe la plaque dessus et dessous. Tu sélectionnes ensuite l'icône en forme de damier sur le bandeau à gauche (le calque doit toujours être sélectionné), puis l'icône des deux carrés imbriqués. Dans le menu qui apparait tu renseignes "Épaisseur de dessus/dessous" comme pour une impression normale (0,8mm à 1,2mm). Tu refais l'opération pour les autres calques, tu découpes et contrôles ce que ça donne. Rien de bien compliqué.
 1 point
1 point -
L'arrière de la voiture est maintenant complet... Il me manque encore le servo, le sauve servo et les biellettes de direction, et je pourrais attaquer la carrosserie (Shkee DB-1)1 point
-
Trop fort1 point
-
une carte mère ça... on m'aurait menti
 1 point
1 point -
le doux bruit des drivers TMC ou HR !!!1 point
-
Donc si j'ai bien tout comprit on nous vend plus cher un PLA haute vitesse car c'est soit disant mieux alors qu'en faite c'est un PLA de qualité inférieur qui fond plus vite....1 point
-
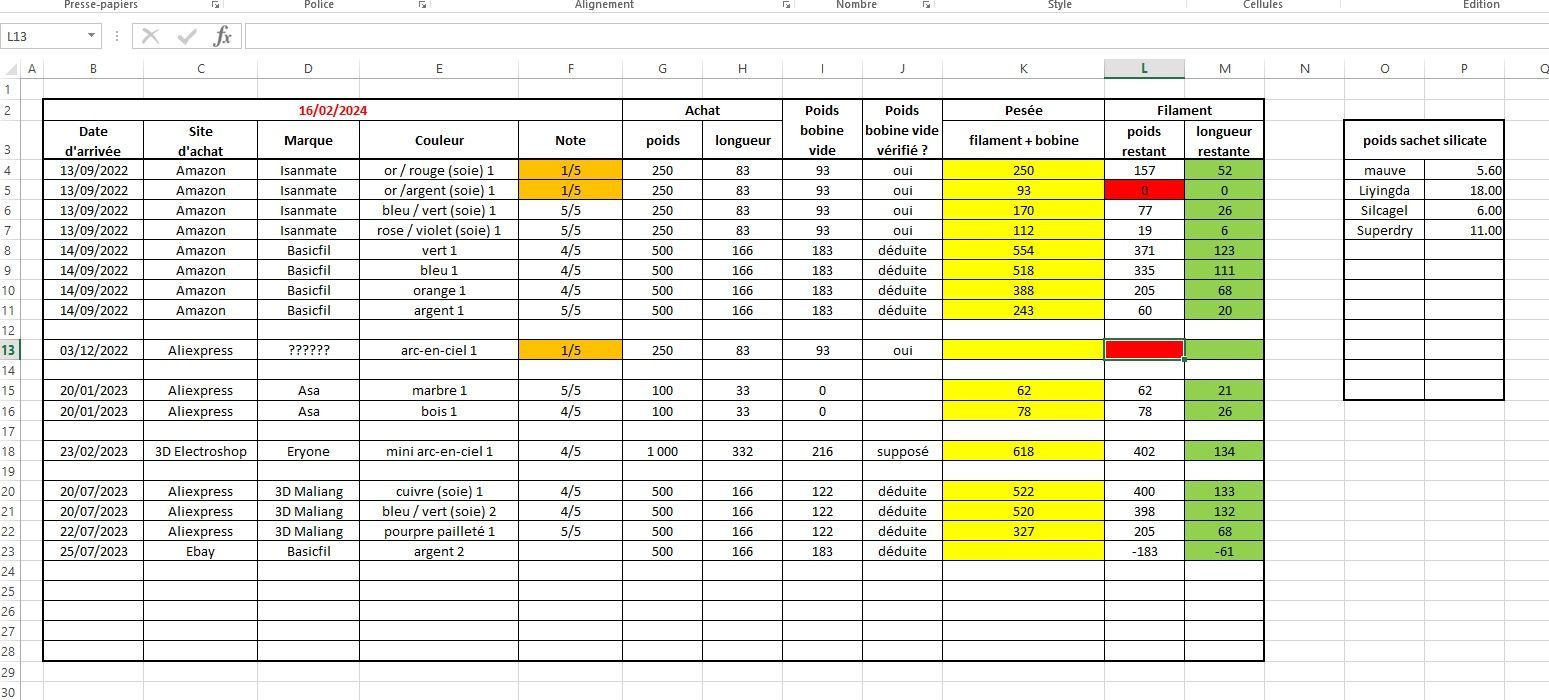
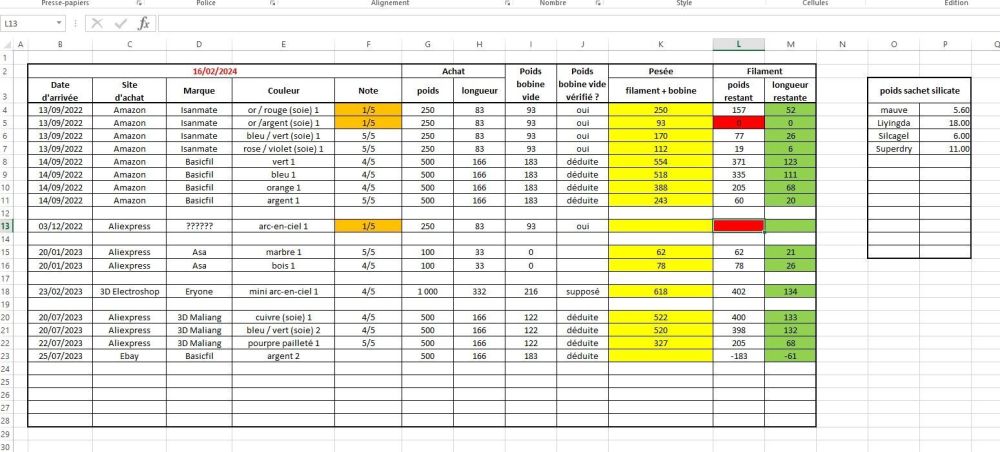
Un autre lien utile : https://www.filimprimante3d.fr/pages/longueur-des-filaments Je me suis fait un petit fichier excel avec mes bobines, assez juste pour savoir si j'ai assez de filament de la même couleur pour imprimer l'objet sans arrêt.
 1 point
1 point -
non ce n'est pas rentable tu les laissent crever dedans , les mouvements , phéromones et odeurs carnées attirent les autres , sans ressources ils ne résistent pas longtemps (si tu protège l'appât pour qu'ils n y aient pas accès) chacun fait avec c moyens , pour ma part c mon métier et je suis du genre à investir dans le durable 30 pièges en fabrication pour cette année1 point
-
Salut! J'ai reçu les nouvelles thermistances, ça n'a pas l'air de venir de là; toujours une extrusion pas propre à 230 et nickel à 180/190 La température est bien stable, pas de variations/instabilité, un bon 230 fixe +/- 1 degré de temps en temps. Je connais pas le type de thermistance que j'avais, mais les nouvelles sont des NTC 100K 3950 du coup j'ai essayé de faire un firmware avec: #define TEMP_SENSOR_0 13 mais le résultat est identique (dégueu à 230, parfait à 180) si tu as une idée EDIT: bon ça à l'air d'être bon en définissant TEMP_SENSOR_0 11 c'était listé comme une thermistance de plateau chauffant dans configuration.h donc j'avais pas testé, mais ça m'a l'air bon, extrusion OK à 230. Je suis allé voir dans marlin/src/module/thermistor et le 13 c'est pour 4000 et quelques de beta, le beta25 de 3950K c'est la 11! J'ai encore un peu de VFA/lignes diagonales mais au moins j'ai la bonne température. Niveau VFA justement, tu as déjà vu ce souci sur des X2? Merci beaucoup @MrMagounet et @Laurent08 pour votre aide sur tous ces soucis!!!1 point
-
Bonjour, Alors voila une synthèse très intéressante. Je viens de commander ma X4, et pour moi qui utilise ma Biqu B1 plus pour le plaisir que de façon permanente, celle-ci me procurera une bonne raison pour m’instruire dans ce domaine. En tout cas un grand merci pour votre travail.1 point
-
Salut @Voo-Doo l'un de mes meilleur ami a la Neptune 4 pro depuis septembre dernier j'ai depuis 3 semaine environs la X4 Plus et j'ai imprimer plus d'une 50 aine d'impression de différente taille et forme. Ce que je peux te dire la Neptune 4 pro est une bonne machine en soit qui imprime bien, la X4 Pro pour être franc reprend le concept de de la Neptune 4 Pro qu'il a fait évolué quelques peu. Les différences de la X4 Pro : Plateau plus grand on peu facilement passer de 240x240 a 245x245 voir 250x250 de surface utile la ou la Neptune est a 220x220 Renfort du portique pour s'assuré qu'il n'y a pas de vibration néfaste sur les impressions hautes Rail linéaire avec chariot demande en effet moins d'entretiens que je système de la Neptune a roue metal et demi rond (mais la A1 et A1 mini utilise ce principe pour le Y et sa fonction très bien) Le wifi présent sur la X4 Pro et le RJ45 sur la Neptune 4 pro La tête d'impression est différente, sur la X4 Pro la buse est proche d'un format Volcano en longueur, sur la neptune 4 pro on est sur une buse un peu plus grande que les V6. Pas de Endstop X et Y sur la X4 Pro c'est du sensorless homing qui est présent. La Neptune 4 pro a une ventilation auxiliaire sur l'axe X complet la X4 pro a un 5015 avec fanduct 3 conduits et un mode boost. Plateau PEI a guidage de pose ce qui est pas le cas de la Neptune 4. Les similitudes : le portique Z est très inspiré de celui de la Neptune 4 pro les cartes mères des 2 machines sont sur la même base MKS SKipr le système linux est un Armbian avec klipper installé dessus fournit par MKS, ont a donc la même base soft sur les 2 machines, avec des petites différences de configuration du printer.cfg le TFT est similaire et l'interface tactile assez proche dans sur les 2 machines (sans être identique non plus biensur) La X4 Pro a quelques défaut pour moi, pas de macro M600 par défaut (mais c'est le cas de la majorité des imprimante klipper de base), quelques imprécisions dans la doc, input shaping préreglé d'usine mais pas de ADXL345 et de prise de connexion sur le chassis pour en branché un (mais c'est pareil sur la Neptune 4), Artillery Slicer (qui est juste prusa slicer rebadgé) mais le profil PLA de base fonctionne bien et est mieux réglé que le profils cura par defaut de la neptune 4 (dans mon cas j'ai configurer un profil Orca Slicer), la connexion d'un webcam ne semble pas fonctionnel de base (je crois que c'est le cas sur la neptune 4 mais pas sur a 100%) faudra travaillé sur le linux je pense, le plateau PEI fournit est pas aussi bon que mes plateaux PEI Energetic3D ou que ceux de la FF 5M Pro ou de la A1 mini, mais il fait le taf.1 point
-
Bonsoir Je ne suis pas un grand Printer non plus, mais j'ai toujours la Artillerie X1, jamais rien changé dessus et elle continue à faire le job (si... une buse) La X4 est franchement sympa, je ne pourrai pas te faire de comparatif mais rapport qualité prix, excellent, et silencieuse visiblement par rapport à ses concurrentes (seuls les bruits des ventilateurs). Les rails X et Y sont vraiment super par rapport aux vieux guidages. Elle est bien plus rapide que ma vielle X1 mais peut être pas autant qu'une Bambu Lab, mais sûr, tu gagnera du temps. Je laisserai @MrMagounet t'en dire plus, il est davantage spécialisé et teste pas mal de machines.1 point
-
La dernière activité en CAD sur cette branche de projet était le Marui 360 RS. Le moteur est en cage 550, avec une end bell ouverte. Pour la petite histoire, j'en ai deux sur mon bureau, et l'un d'entre eux a l'endbell endommagée (probablement dû à une surchauffe). J'avais l'intention d'imprimer une end bell pour la remplacer, et je devais donc dans tout les cas démonter au moins partiellement un de ces moteurs. Celui que j'ai démonté est arrivé avec une voiture, dans une boite avec des vis... C'était une bonne idée de le démonter, car il y avait une vis dans la cage moteur. Et pour être parfaitement honnête sur la modélisation, j'ai triché avec les ressorts qui maintiennent les charbons... Une fois modélisé, el moteur a rejoint le Galaxy... Mais il y avait toujours quelque chose de manquant : le sticker. Lorsque je l'ai mentionné, mon ami m'a gentiment envoyé l'image manquante. Et voici le Galaxy complété...1 point
-
Merci @pommeverte @scuotter j'ai déplacé ton post pour plus de clarté1 point
-
J'ai ajouté les autocollants sur l'arceau et l'aileron et le Galaxy RS est terminé! Pour le Galaxy, il y a un peu plus de travail, car il a quelques éléments distinctifs - Pièces rouges, fait! - Roues peintes argent, fait! - Le Marui 360 RS - reste à modéliser - Une diode pour ôter le pack de batteries radio : caché dans la baignoire avec le reste de l'électronique manquante - Plaque à numéros : J'en ais quelque part, et elles sont facile à modéliser (et à reproduire, d'ailleurs) Il me reste le Marui 360RS à faire, mais voici la voiture avec ses autocollants et ses plaques à numéro J'ai ensuite fait quelques rendus avec le deux machines... Et oui, j'ai ajouté un pack de batteries (sans fil)1 point
-
Il me fallait commencer à assembler tout ça... Et je vais devoir modéliser le 360 RS aussi, parce que sinon, cela ne sera pas parfait... J'ai aussi ajouté les ailes... (j'ai juste ajouté un set de pneu dans le fichier des roues mais positionnés différemment, et du coup, c'est Galaxy que l'on lit sur le côté des pneus...) NB : Les amortisseurs devraient vraiment être montés sur des billes pivots au vu de la façon dont le chassis est défini. Il ya à peu près .5 mm de jeu dans le trous de fixation des amortisseurs, et la flexibilité du nylon pour permettre le montage en réél ) J'ai ensuite commencer à travailler les couvercles de la baignoire. Je suspectais un problème de 1.5mm quelque part sur la longueur du chassis, et cela m'a permis d'identifier clairement où se trouvait le problème, ce qui veut dire que l'on va pouvoir avancer dans les tests... La partie avant des couvercles et la pièce complexe. Elle nécessite l'usage du booléen de manière intensive, avec quelques surfaces et d'autres trucs... Une fois cela fait, il ne manque plus que l'aileron... Et l'aileron a été ajouté promptement... Et le Galaxy RS a rejoint l'écurie... Il me reste les stickers à ajouter1 point
-
toutes ces impressions bien peintes m'ont agacé, j'ai décidé de m'essayer à l'aérographe. Donc petit modèle en PLA blanc pour m'excercer demain apret à base de colle a bois, et apres demain si tout ce passe bien premiers essais à l'aérographe je vais commencer par tenter de faire une couleur unie voir comment je me débrouille (et comment ca marche), et apres on verra. Le but final serait de faire des traces d'usure sur les coques des vaisseaux je n'ai jamais utilisé de peinture, ca s'annonce épique à droite ce modele (https://makerworld.com/en/models/34057) à gauche une tentative maison sous fusion 360
 1 point
1 point -
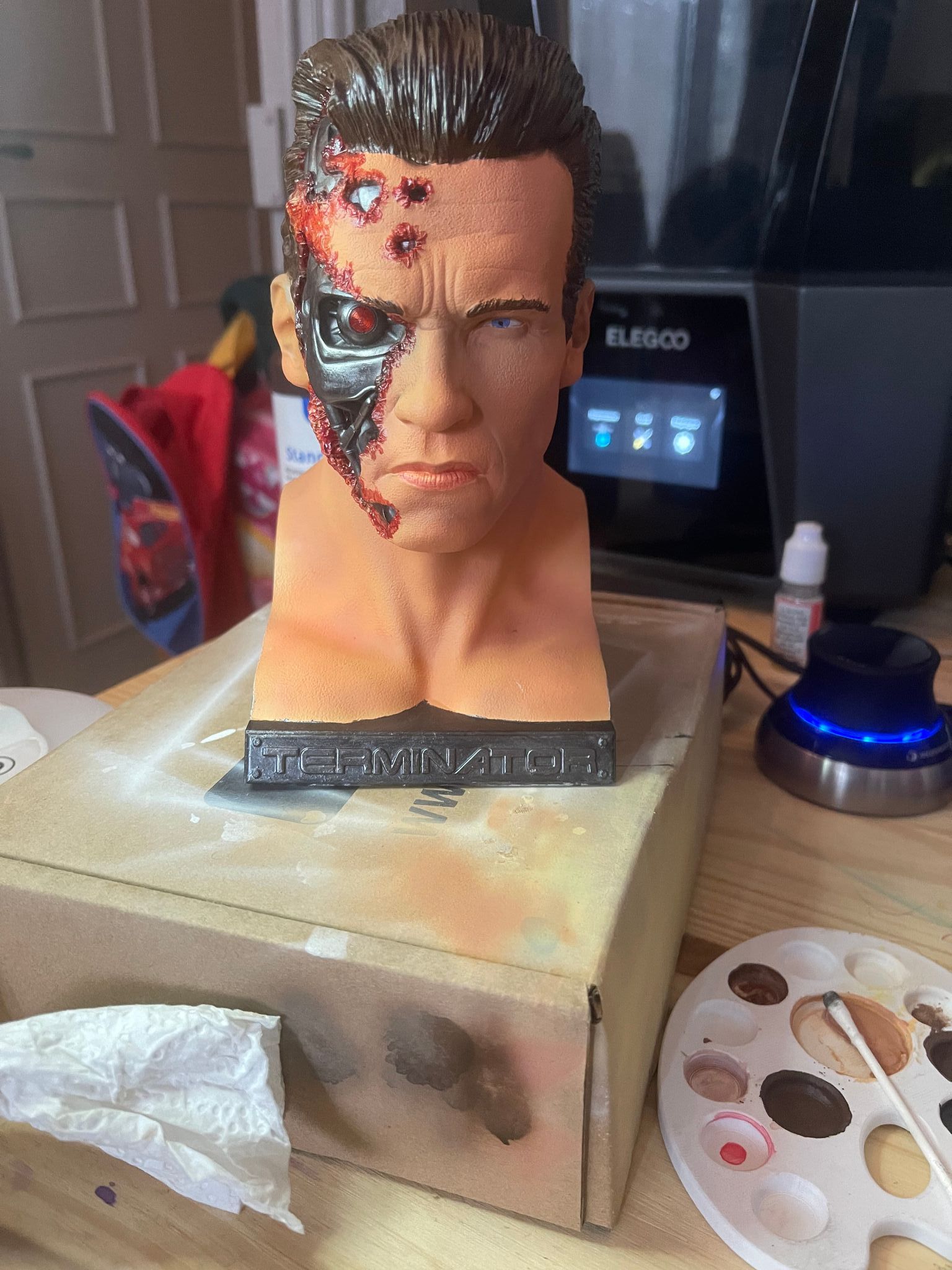
Hello, Alors voici un print un peu spécial, vous l'aurez reconnu il s'agit du T-800 Terminator durant la période Jugement Dernier (Le 2 quoi.. ) Alors je triche un peu, pour le coup celui-ci a était réalisé en résine via la Elegoo Saturne 3 Ultra, mais promis l'oeil rouge du Terminator a été fait sous la P1S en PETG Rouge Translucide Quand au multi color pour la premiere fois les deux AMS était mes deux mains, le pinceau et l'Aérographe Je ne savais pas ou trop posté ça, ayant fouillé un chouilla le sous-forum Elegoo je n'ai pas trouvé d'équivalent alors je le laisse ici et si ça dérange je supprimerai J'ai encore quelque babiole a fignolé mais rien de bien méchant
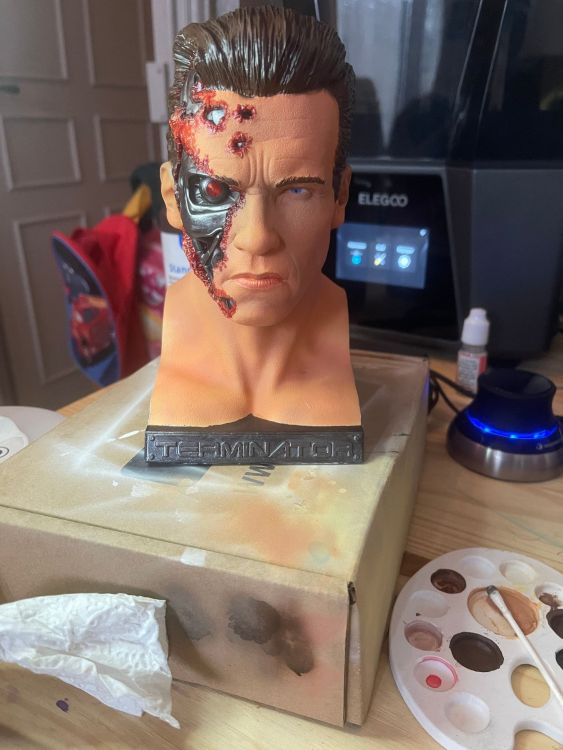
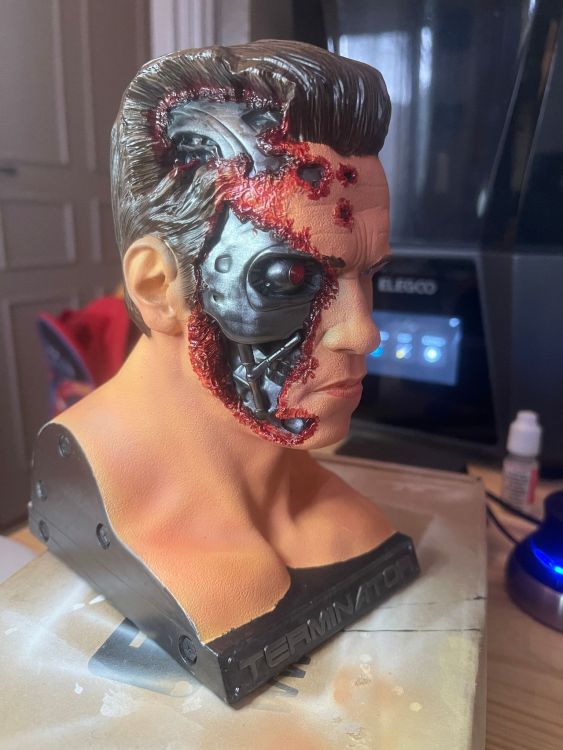 1 point
1 point -
Encore de rendus, toujours à propos du modèle du Hunter en Pre-Production... (et remerciements à Johann pour les dessins des stickers) Je vais vraiment devoir retravailler le motor cover pour l'adapter au 540...1 point
-
Mon dernier print en action Le modèle en question https://makerworld.com/en/models/166061 point





.thumb.png.cf91b9255a0fd229165d1133da6f304c.png)