Classement



Contenu populaire
Contenu avec la plus haute réputation dans 21/06/2024 dans Messages
-
Sortie de la 1.9.3 : https://github.com/bambulab/BambuStudio/releases J'avoue que le changement sur les overhangs (un problème que je rencontrais souvent pile sur ce genre de cas) a l'air assez impressionnant (c'est juste la réduction de la vitesse sur ces endroits).3 points
-
Pour écourter les réunions qui n'en finissent pas, on a décidé de les faire sur un site radioactif. Quand votre témoin dosimètre change de couleur, il faut conclure la réunion au plus vite Aussi, on a fusionné le site des déchets à risques biologique , avec la salle de repos. Merci de ne pas vous tromper de frigos et de bien toujours porter votre combinaison Hazmat.
 3 points
3 points -
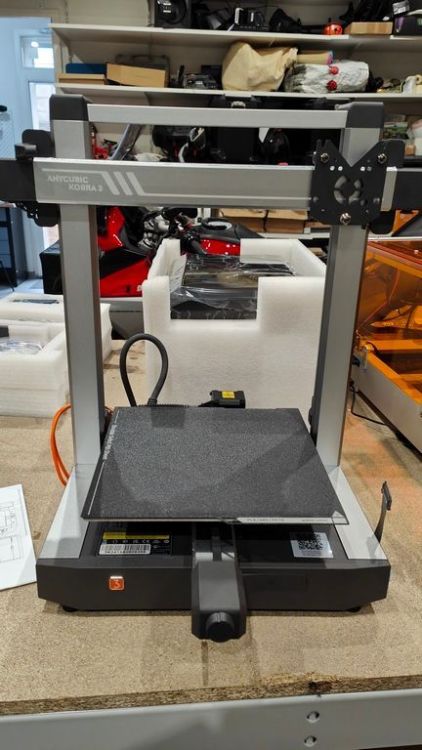
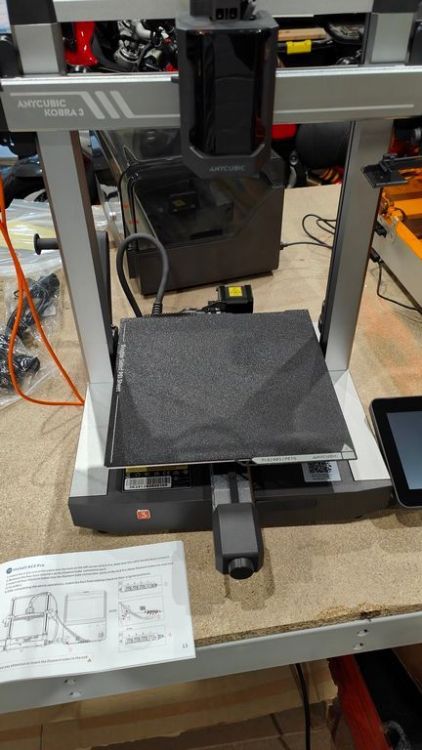
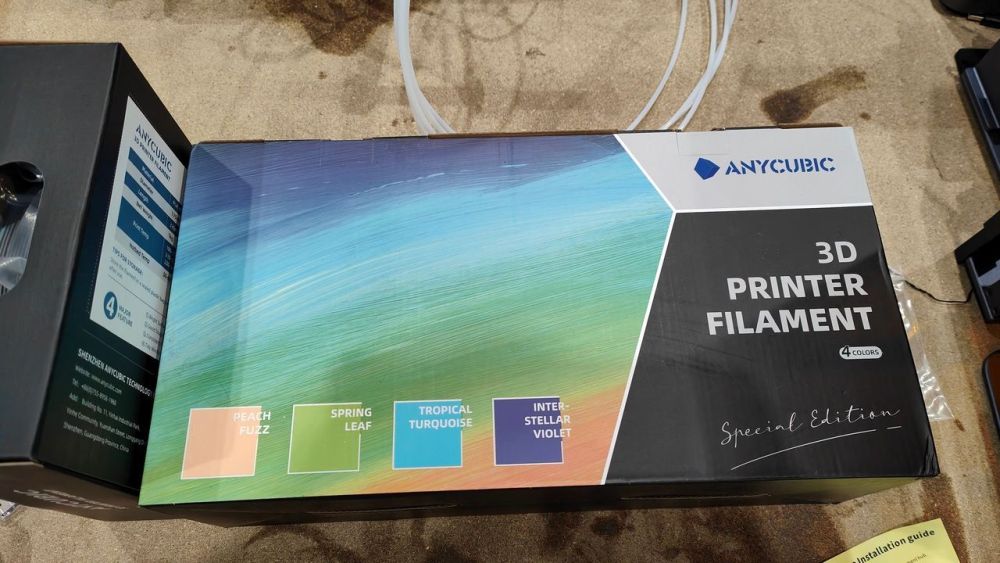
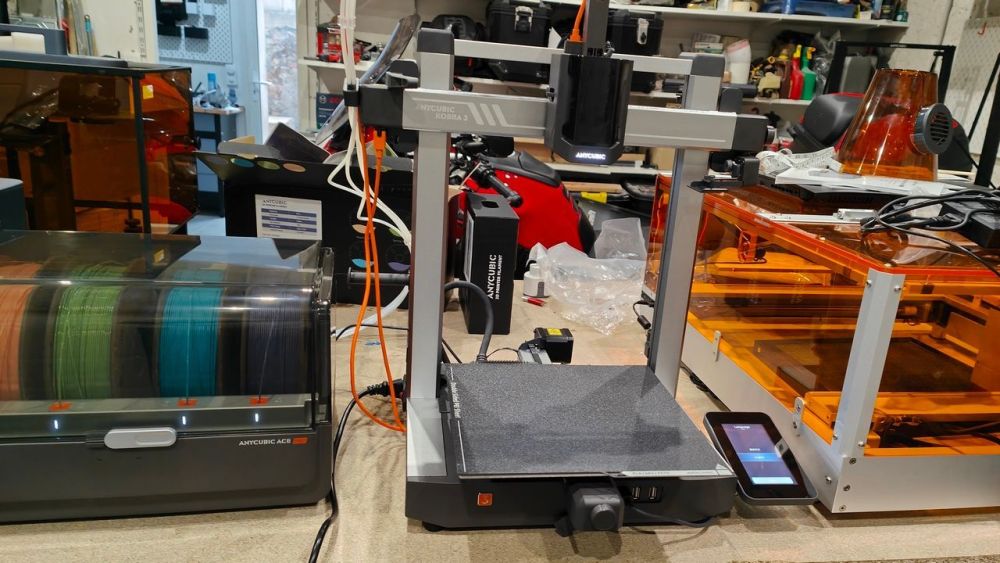
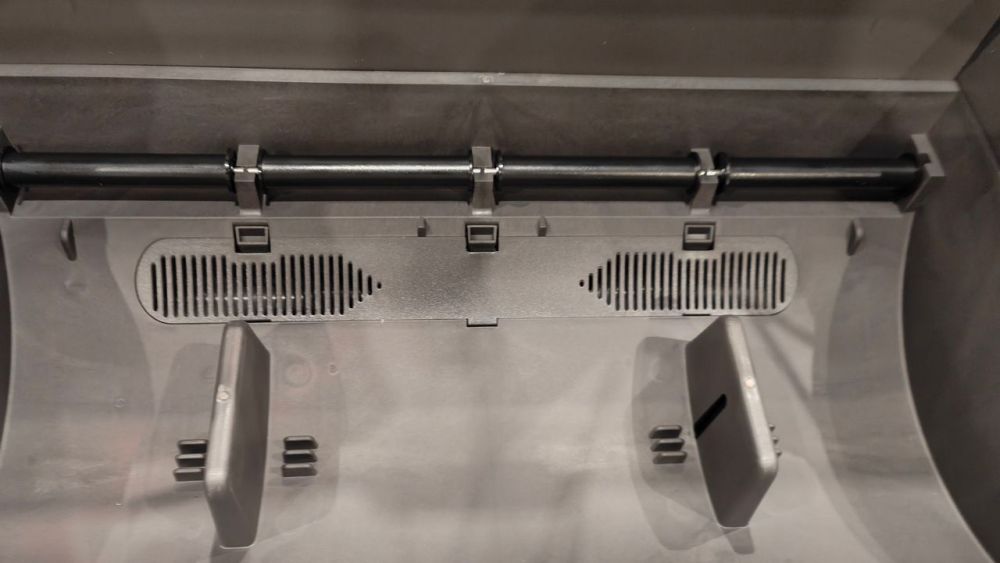
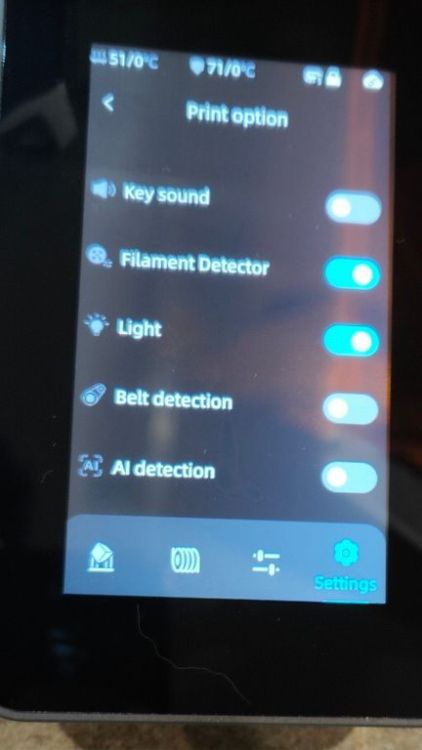
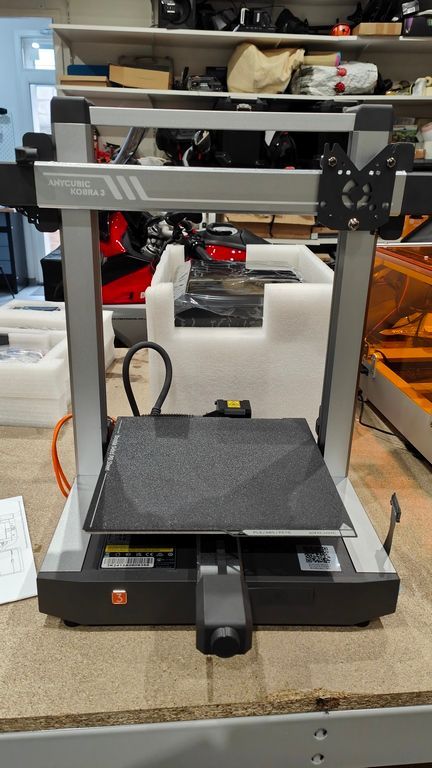
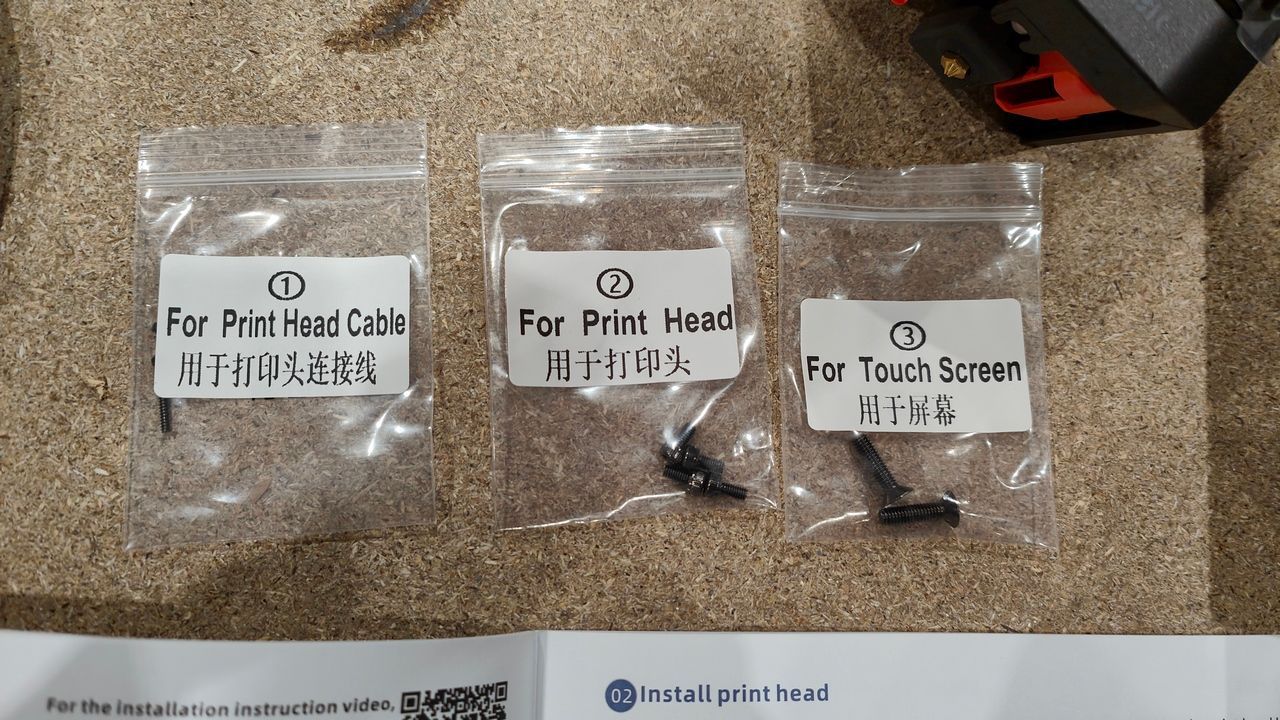
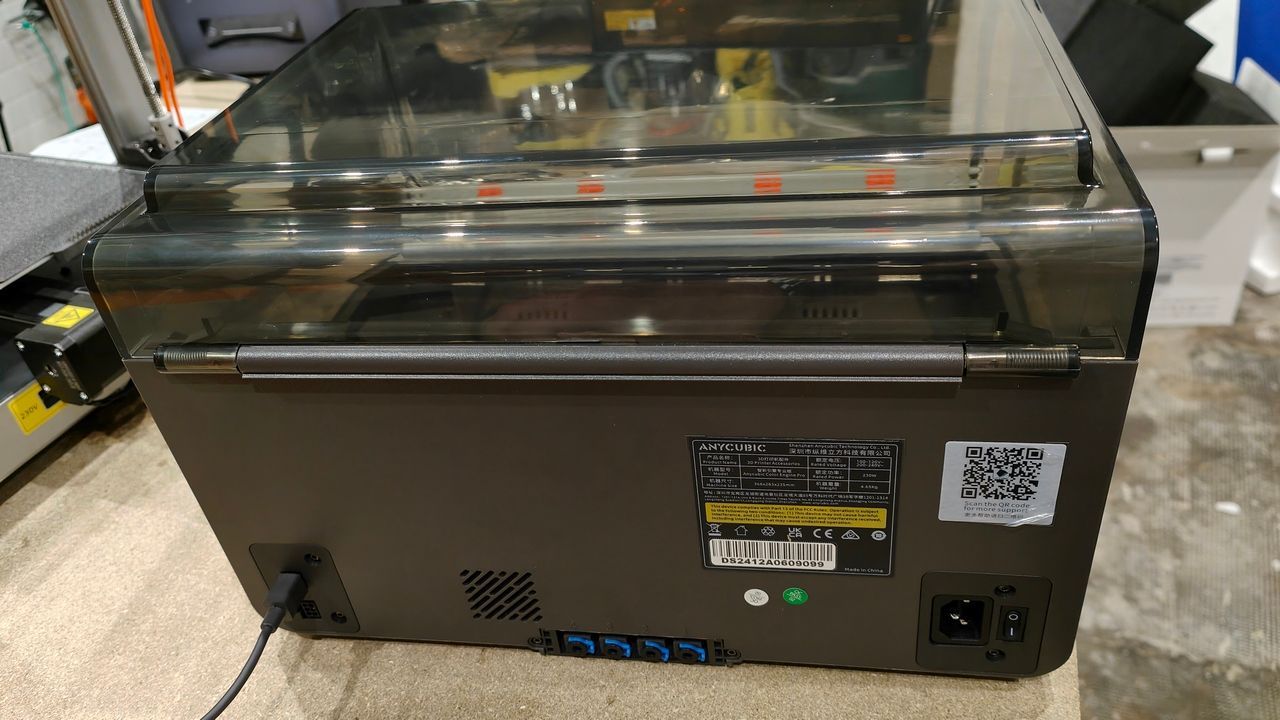
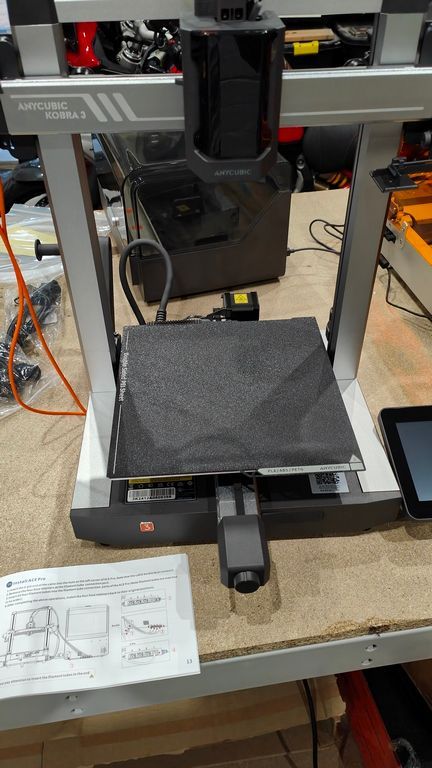
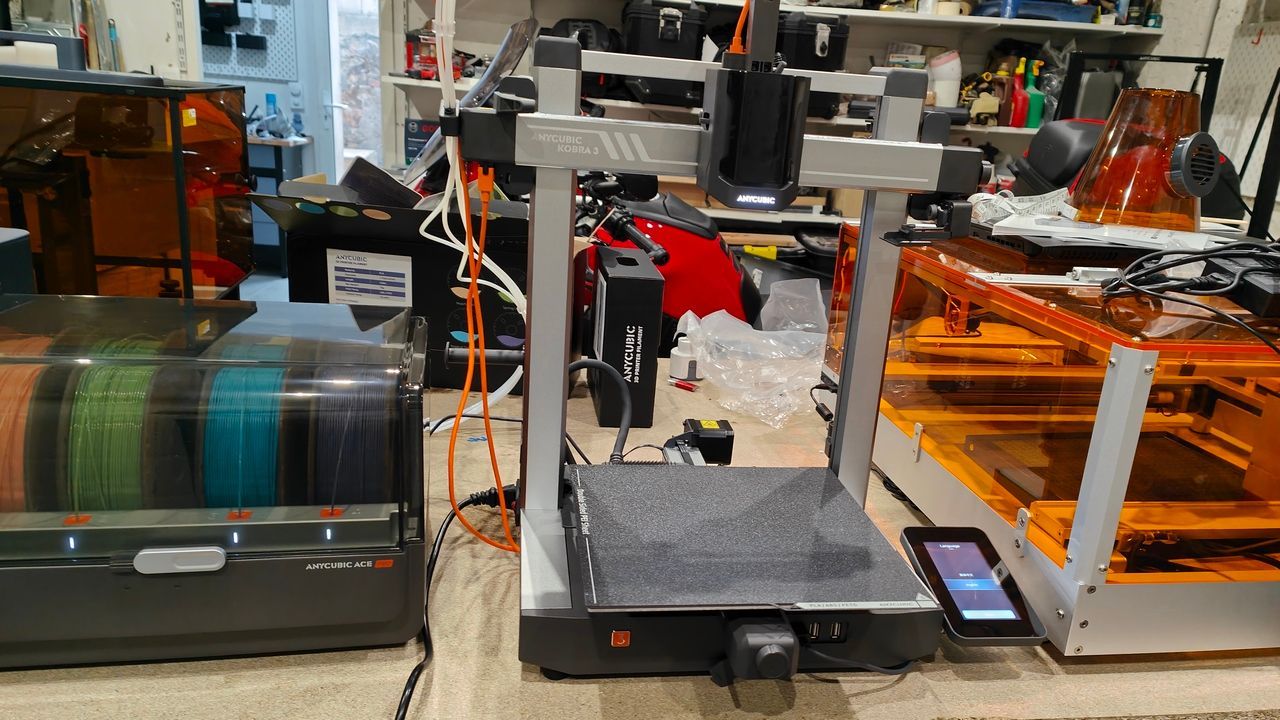
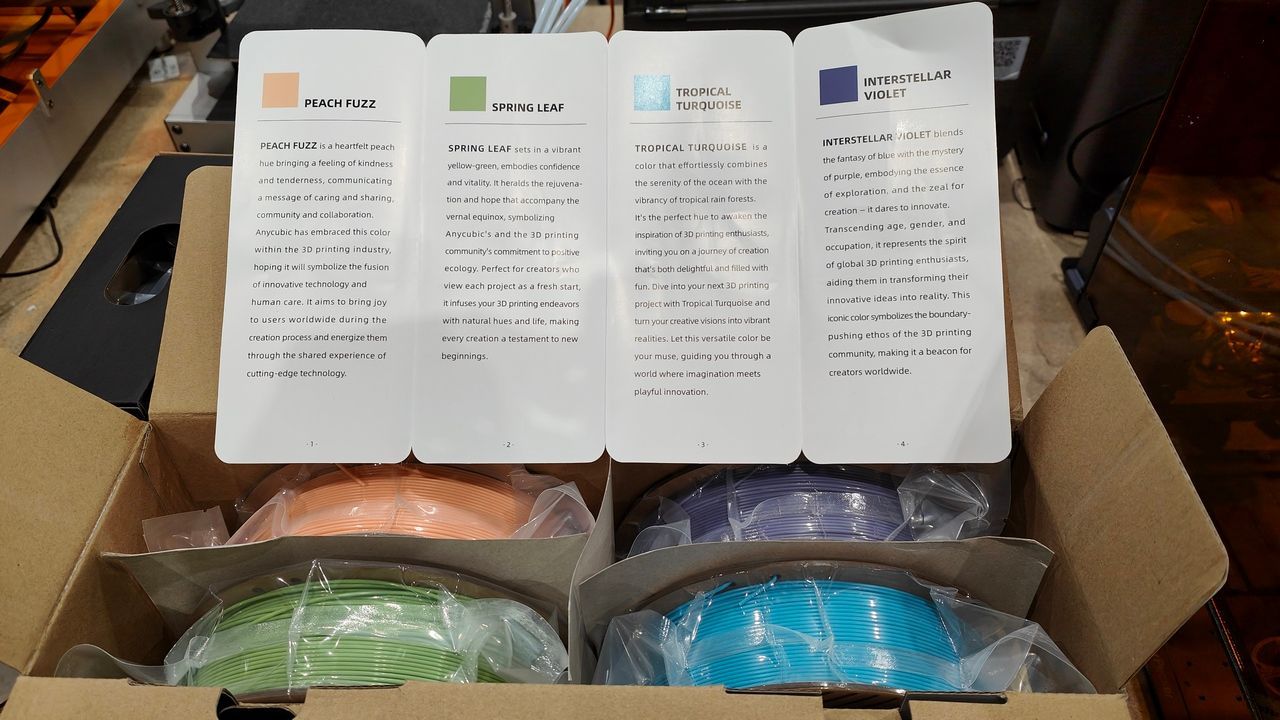
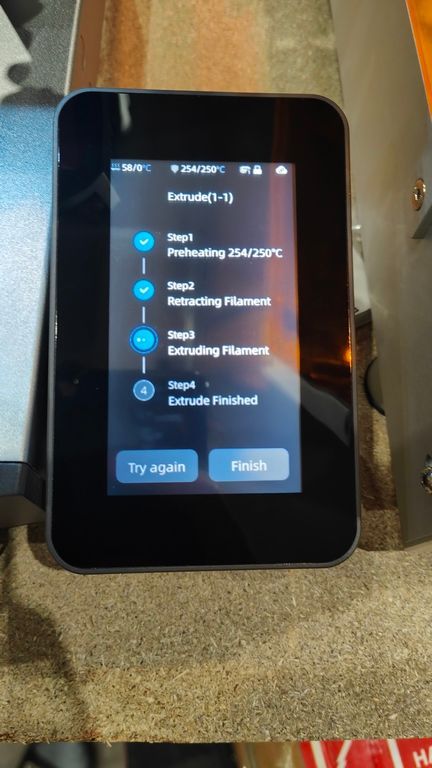
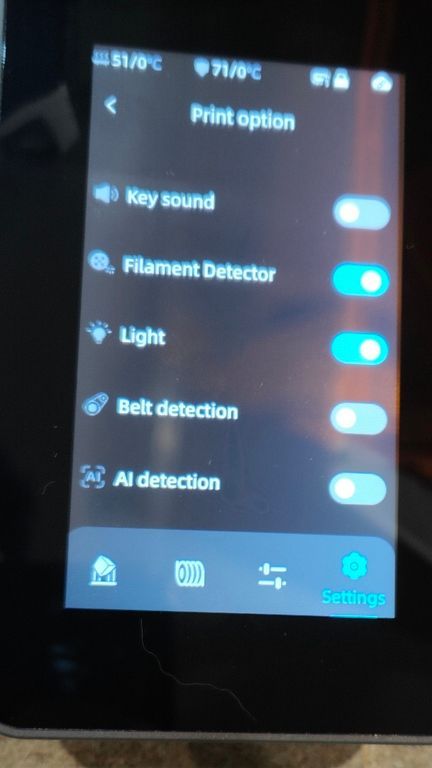
Lire le test Anycubic Kobra 3 Combo avec ACE Pro Vous êtes quelques uns à vouloir avoir rapidement des informations sur la Kobra 3 combo (coucou @PPAC ), donc, ça faisait longtemps que je n'en avais pas fait un, voici un petit test en live : Pour commencer, quelques photos d'unboxing à l'arrache : Tout le pack est dans le même carton blanc bien emballé, et surtout particulièrement lourd. La structure de l'imprimante est déjà assemblée, il faudra ajouter la tête, l'écran, et brancher le tout, et bien entendu raccorder le Ace pro avec les tubes PTFE. Ensuite on ajoute le mécanisme de purge et le "cable holder" pour tenir tout ses tubes PTFE J'ai lancé le bench sans aucun réglage d'excentrique. A la main, les réglages me semblaient correcte, mais le résultat du bench est plutot pas ouf, à vos avis d'expert @MrMagounet ton avis ?). Après à force de faire des bench avec des P1P, je suis peut-être un peu biaisé. Le bench est sorti en 40mn... Très surprenant, surtout après une Kobra 2 qu'Anycubic n'ai pas cherché à faire sortir un bench rapidement de sa machine sur le fichier de test, il va falloir voir ça avec le slicer Mon avis à chaud avant de lancer le test multi colore : La machine seule est vraiment jolie avec son apparence "industrielle" semblable sur le le papier à la Ankermake. La tête avec son style daft punk le texte éclairé est vraiment sympa. Pour moi le style de la machine est plus sympa que celui de la Kobra 2. Pareil pour l'ACE qui semble plus sympa que l'AMS light, vu qu'il semble s'inspirer directement de l'AMS des modèles P1P, P1S et X1C L'écran d'utilisation est réactif. Anycubic parle de 8 langues, pour l'instant il n'y en a que deux. Peut-être ont-ils fait une confusion avec l'application mobile anycubic sur laquelle j'ai déjà connecté la machine. Dans les options, il y a deux éléments décochés "Belt detection" et "AI detection". J'aimerai bien savoir ou sont ces détecteurs ? Un système qui demanderait une caméra en option peut-être ? Il y a deux ports USB sur l'avant, si c'est comme la Kobra 2 max, on devrait pouvoir brancher une caméra dessus, j'imagine. La machine, et l'ACE sont bruyant. 65 DB en impression, 40 DB au repos... Pour l'un, et pour l'autre. Si vous éteignez l'imprimante, vous entendrez la ventilation de l'ACE pro... Qui demande une alimentation également, ce qui vous revient à brancher deux appareils. Je ne peux pas me prononcer sur l'AMS light, mais sur l'AMS des P1P et autre, une seule prise permet d'alimenter les deux. En plus ce concept de ne pas trop savoir ou mettre cet "ACE" à cause des cables de liaison plutot court me laisse un peu dubitatif. Sur toute les machines Anycubic devraient réellement mettre des ventilateurs performants, un bruit quand il ne se passe rien ça peut vite me faire vriller personnellement. (quand je bosse dans l'atelier et que j'entends le moindre bruit, j'suis à deux doigt de disjoncter le local) De plus, le mécanisme a l'air un peu douteux, vu que c'est un retour à chaud, il y a peut-être des choses que je dois parfaire dans mon utilisation. Anycubic illutrait la question "L'ACE Pro peut-il être utilisé avec des filaments sans RFID ?" mais en soit, les filaments fournis ne semblent pas être RFID car j'ai du tout entrer manuellement. Lors de l'impression du bench, j'ai mis "filament 2" j'ai entendu le moteur tourner, j'ai quand même du pousser le fil (qui pourtant était déjà enfoncé jusqu'à la tête). D'ailleurs, en insérant les 4 bobines, la première est partie en sucette, elle est bien aller dans le ptfe, mais elle a fait un détour et j'ai une énorme boule de noeud qui s'est mis dans le ACE, je suis bon pour le démonter Allez, je démonte ce truc, et je teste un fichier multicolore

















 2 points
2 points -
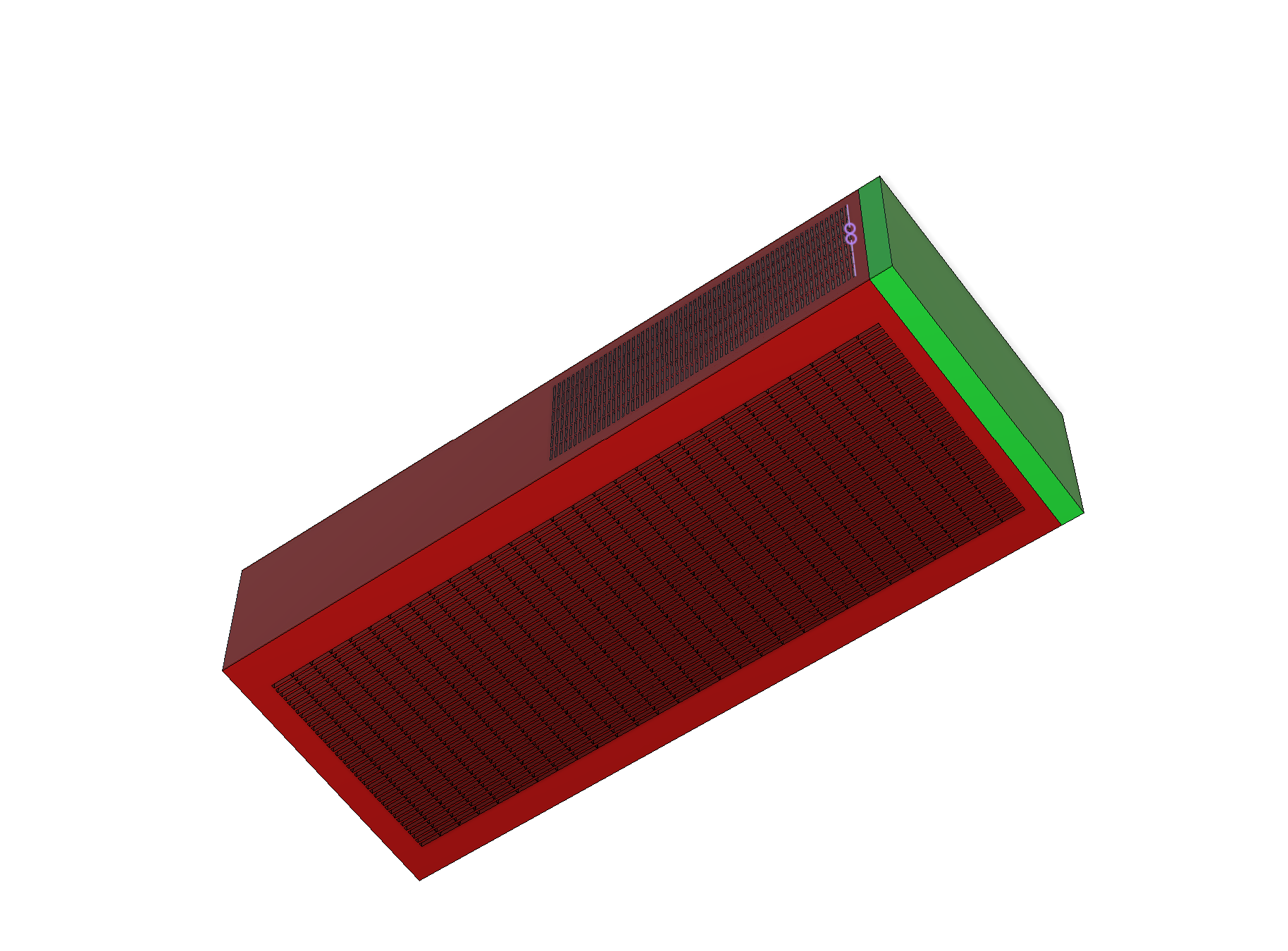
Salut, Nouveau et heureux propriétaire d'une Bambu Lab P1S. Je ne m'attendais pas à un changement aussi grand venant d'une Ender 3 S1 pro qui était déjà une bonne machine. Mais là je redécouvre l'impression FDM. Bon pour le moment je découvre Bambu studio et la P1S, je tâtonne mais je trouve déjà que sans toucher aux réglages de B.Studio c'est bien dans l'ensemble. Voici mes premiers prints : Divers petites impression pour égailler la P1S Essai de l'AMS, mais qu'est ce que c'est que ça ... Bah oui quel boulet, j'ai pas fais gaffe que le orange démarrait pas au première couche du vert donc print foiré Retouche du Rizer sous Fusion 360 pour amener le dessin orange au niveau du vert Test de tolérance effectué en 0.20mm Standard, Les pièces bougent de 0.30 à 0.10 sans aucune modification dans bambu studio Essai d'une figunrine en 0.16mm en 48mn, hauteur d'environs 3cm et je suis surpris du résultat. Doit être magnifique si elle est imprimée en 0.12mm voir moins et à des vitesses optimisées Franchement cette machine est une tuerie, je ne regrette vraiment pas mon achat. La qualité des prints sans régler la machine est déjà bien. Bon plus qu'à imprimer une poubelle pour les purges car avec l'AMS ça en fait...

.thumb.jpg.7528973dcfe2892e5220a99669985ae6.jpg)


.thumb.jpg.22445953dcbe47232dabaa2051a42cbf.jpg)
.thumb.jpg.33dd5742d79afd5126342c892df68308.jpg)
.thumb.jpg.f24ab5f421eeef005558848284c64418.jpg)
.thumb.jpg.3c426f2bbf71db0ca3f8a51514e7a2fa.jpg) 2 points
2 points -
Comme j'ai reçu le nouveau capot (avec un petit ventilo en plus), j'ai pu repartir. Et j'ai fais vraiment attention à ce que la tête frotte bien sur le papier de calage.2 points
-
quoique avec les rappels conso : Listéria, Salmonelle, Escherichia et dans le sud les nouveaux tiques porteurs de la fièvre hémoragique Crimée Congo.2 points
-
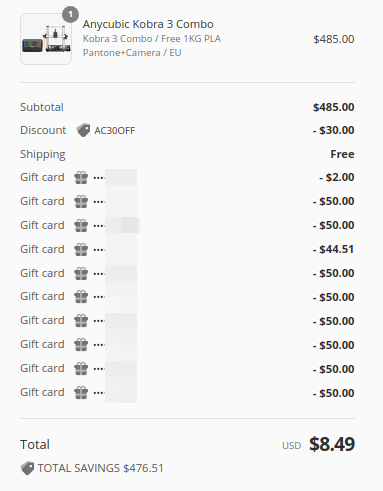
Non dans mon idée, c'est pour faire le nmap depuis un autre PC (sur le même réseau) pour justement voir s'il y a ou non des ports en écoute sur le périphérique a l'ip spécifié. (Donc voir s'il y a par exemple un port 22 donc SSH et/ou genre un port 4408 (mainsail ? ) en écoute ) Là, c'est à force de participer, presque tous les jours, depuis en gros 1 mois et demi, et de gagner assez souvent aux évènements comme le # Daily Print Reward # et le # Anycubic Creative Kit # sur MakerOnline C'est mon anniversaire et Noël avant l'heure pour moi ( ou peut-être pas avant l'heure pour mon anniversaire, car la livraison devrait il me semble tomber vers cette date )2 points
-
Et nous faire un nmap pour voir les ports ouvert ( genre un "sudo nmap -Pn -p- <IP>") ? Bon sinon j'ai passé commande même si je n'avais pas suffisamment de carte-cadeau pour l'avoir gratuitement ( à ce prix-là, je pense que je ne pourrais pas être déçu même si ce n'est pas encore au top niveau software et qu'il y a des petits défauts matériels )
 2 points
2 points -
Le problème c'est que les constructeurs veulent sortir au plus vite leur matériel et blaclent un peu les finitions et les firmwares / logiciels, je pense qu'ils ne prennent pas en compte le fait que ça va rebuter de nombreux utilisateurs surtout les novices qui ne vont arriver à rien2 points
-
V1.0.2.3 Update Notes : Add the function of disconnect and delete operation for connected WiFi; Add Air intake silencer.gcode print file; Repair the problem that the printing accuracy of the model may be reduced due to the restoration of the factory settings of the printer; Repair the problem of abnormal power-off renewal function due to spaces in the print file name; Repair the problem of abnormal display due to the long WiFi name; Spaghetti detection function optimization; Optimization of debris detection function; Fix other known problems.2 points
-
Salut mon copain @isidon, cool se petit retour en live . Bon oui clairement le résultat du Benchy est clairement mauvais surtout pour une impression en 40min. On y vois un stringing assez excessif et un banding très présent. Vérifie qu'il y a pas de soucis du côté du Z (excentrique, géometrie), vérifier les différent sérrage de vis comme la dis @PPAC ce serait pas la première ou l'on a des vis non serré, et après vérifie la calibration de extrusion. Ici je pense que la temp°, le debit et peut être même le reglage de l'extrudeur sont pas top. Refait un benchy que tu slice toi même pour voir la différence ce sera plus parlant. Pour les 8 langues ou il y en a que 2, c'est peut être comme pour Artillery qui indique aussi 8 langues mais en fait ce sont les langue de l'interface Fluidd de Klipper et pas de l'écran TFT ou tu as que Anglais et Chinois . Pour le look c'est subjectif je ne suis pas ultra fan perso (mais c'est que moi que cela regarde) je préfère le look de la AnkerMake perso, en fait j'ai pas le bras Y qui dépasse de l'imprimante a la Ender 3 ce qui explique mon avis assez mitiger sur le look, mais comme toi le look de la tête je le trouve très sympa. Pour ma part je partage pas ton avis sur l'AMS Lite j'échangerais pas mon AMS lite VS ce ACE de ce que je vois, le premier soucis évident comme pour l'AMS de la P1S par exemple les bobines carton sont déconseillé sur ce type de système de support de bobine, a la longue les bord carton vont s'abimer ce qui conduit a des soucis de maintient de la bobine par contre avec ce système tu peux mettre des sachet de silicat pour évite l'humidité, le fait de devoir branche l'ACE électriquement séparement c'est très bête et cela prouve que le concept a pas été pensé comme un tout, j'attend de voir la construction interne de l'ACE mais j'ai peur de ce qui a été fait ce que tu indique et qui c'est passé avec ta première bobine est pour moi lié a une erreur de conception ou d'assemblage. L'autre personne que je connais et qui test actuellement la Kobra 3 combo m'a aussi dit @PPAC que côté Slicer le slicer d'Anycubic c'etait clairement pas sa a l'usage, lui aussi voulais basculer du côté de Orca, FlashForge par exemple a bien compris l'intérêt de ce slicer vue qu'il a mis a dispo un OrcaFlashForge qui est un Orca pour machine FlashForge qui permet l'intégration complète des fonctions de l'imprimante et controle a distance. D'ailleurs quand est il du firmware de la kobra 3 ? Klipper avec interface Web complête ou firmware Klipper ou autre propriétaire ou l'on a accès a rien ? car si c'est le 2eme cas alors cela va pose soucis pour les fonction de controle a distance sur Orca probablement.2 points
-
Encore jamais vu une personne déçue par Bambu ^^2 points
-
Et niveau qualité ça a pas l'air mal non plus1 point
-
sur fusion je refais la boite à silica si cela vous dit je vous passerai le step
 1 point
1 point -
Y'a pas à chier, niveau vitesse c'est vraiment un autre monde1 point
-
on est d'accord je dois faire un copier-coller de ta citation dans la macro end-print ce que je viens de faire et je vous remercie chaleureusement pour votre aide1 point
-
que c'est pô bon , tu n'as pas remplacé les bonnes lignes. Voici ce que ça donnerait: j'en ai profité pour conditionner le petit mouvement "d'essuyage" en fin d'impression et réduire le déplacement final en Z (10mm => 1mm) c'était tellement évident pour moi que la course était de 300mm en X et surtout en Y, que je n'ai même pas eu l'idée de regarder1 point
-
Je vais essayer cette version , mais pas avant dimanche car je n'ai plus le temps maintenant.... (bon week-end)1 point
-
@Grayshif eu dans ta config tu as définit comme limit X et Y 299mm mais lors de ton out of range ton message indique que tu as fait une demande déplacement a 300 en Y ce est 1mm au dessus de ta valeur Max Y non ? donc assure toi bien que dans ton trancheur les dimension d'impression soit de 299x299 que dans les Gcode tu es pas de déplacmeent au dessus de 299mm en X et Y et que toutes tes macro ne dépasse pas ta valeur.1 point
-
eu quand tu met une autre bobine dans l'AMS que des bambu dans Bambustudio dans appareil tu fait juste un clique sur l'emplacement et tu change la couleur, donc en soit le Puce RFID a pas un intérêt vitale, pour je travail avec mes filaments habituels et rien de plus1 point
-
Non. Même pas. C'est moi qui n'ai pas eu la patience d'attendre les deux dernières cartes-cadeaux que j'ai récemment gagnées.1 point
-
Ça c'est de ma faute1 point
-
@Nelson fpv salut tout dépend aussi de ta modélisation, le % de remplissage et le type, le nombre de périmètres influent beaucoup sur la souplesse de l'objet imprimé après c'est du 95A donc tu n'imprimeras pas un objet gonflable @jlalexie j'ai imprimé ce TPE mais pas sur une Bambulab, beaucoup plus souple que le 95A d'ailleurs pour le faire passer dans le détecteur de filament c'est d'un pénible et ça s'imprime très bien et assez vite1 point
-
Test effectué avec tous les réglages d'origine J'ai fait des tonnes de prints en TPU sans jamais avoir un seul décollement. C'est typiquement le genre de plastique qui ne pose pas de problème à ce niveau, bien au contraire.1 point
-
Euh oui mais faut il qu'il est accès SSH déjà donc va pas trop vite @PPAC alors la tu m'expliquera comment tu t'es retrouver avec autant de carte cadeau lol cela me rappel un mec qui avait eu un A1 gratuite a force de chopper des point bambulab pour les modèle hueforge qu'il avait mis et qui etait DL et apprécie1 point
-
on attend la suite avec impatience @isidon la buse qui est livrée est de quel type ? sur leur site anycubic annonce des impressions sans couture, quand est il ?1 point
-
Salut @sudtek, Pour moi, la solution la plus appropriée serait un bras Scara fait maison: tu ne cherches pas une précision diabolique c'est facile à construire, il y a plein d'exemples sur le net. En plus tu n'as pas besoin de l'axe Z, ce qui simplifie la conception ça laisse une grande accessibilité à l'espace de travail lorsque le bras est en position repos tu peux configurer Marlin pour une telle structure c'est facile à cartériser avec une boite de rangement toute simple acheté en GS c'est la solution habituellement choisie dans le milieu médicale pour ce genre d'application tu n'es pas pressé Au final, tu devrais t'en sortir pour moins de 100 euros, surtout si tu profites du don de @rouzejp qui propose une carte V1.1.3 ici . Tout dépend du nombre d'entrées/sorties nécessaires, mais comme tu ne devrais pas avoir besoin d'écran, tu peux utiliser les broches du port pour les piloter directement avec le Gcode M42.1 point
-
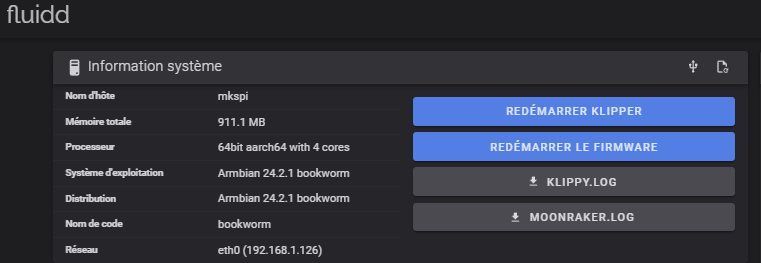
Une petite photo de la carte contrôleur de l'imprimante pourrait donner une idée du système d'exploitation utilisé (fort probable que comme beaucoup d'autres «fabricants» ce soit une dérivée d'une MKS-SKRPI… Si c'est le cas, à moins qu' Annie³ ait modifié les mots de passe, ça ne coûte rien de tenter comme utilisateur mks / root, mdp: makerbase ). Idem une copie écran des infos système Fluidd / Mainsail permet normalement de connaître la distribution du système et la version de Klipper :
 1 point
1 point -
Pour le firmware, il semble que pour l'instant tout soit verrouillé. (En gros comme avec les Kobra 2 Pro/Plus/Max) mais là il n'y aurait pas obligation de passer par le cloud d'Anycubic (juste avec un WLAN. Donc sûrement une interface mainsail accessible… mais je n'ai pas encore trouvé d'info donc à vérifier. ). Sinon comme il y a une vidéo du CEO d'Anycubic (lors de l'annonce de la K3C) où il dit que les sources du firmware (Kobra OS) seront ouvert / mis en ligne au public, l'OS devrait un jour être ouvert et donc cela devrait permettre un accès ssh (en root) et d'y installer ce que l'on veut (Enfin c'est l'idée ... Mais, comme j'attends toujours que les sources du firmware des Kobra 2 Pro/Plus/Max (là aussi une version de Kobra OS) soient disponibles sur leur github ... pas certain que ce soit pour tout de suite. )1 point
-
De Flsun directement, je fais partie du programme de test.1 point
-
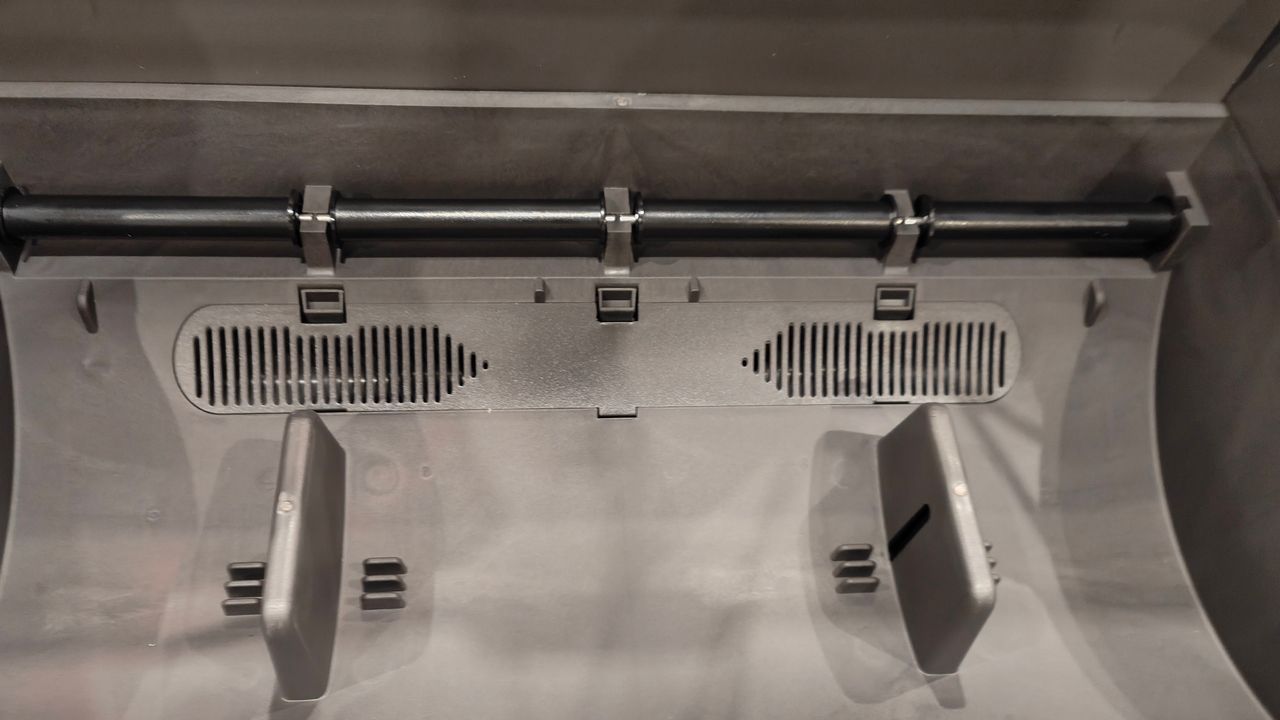
Merci merci Ho ! Ha !!! Hiii ! Ha oui le Benchy est pas top top, mais j'ai vu/fait pire avec mes anciennes machines (Surement un petit coup de resserrage de vis, ajustement de la tension des courroies, nettoyage des engrenages de l'extrudeur et lubrification à faire ... ) Tu ne sembles pas être le seul à avoir des problèmes avec le guidage du filament dans l'ACE (j'ai déjà vu au moins un message sur les réseaux sociaux où un utilisateur avait le filament qui ne ressortait pas là où on l'attendait... ) Avec le démontage obligé de l'ACE, car tu as une pelote de filament dedans, tu vas pouvoir nous faire de jolies photos du système, de la mécanique interne. (Youpi ! des photo du dedans ! Oups ! heu non ! ho ba zut alors ce n'est pas pratique cette histoire ) Sinon coté multicouleur, il semble que l'état de dev de Anycubic Slicer laisse à désirer ( ne permet pas encore d'ajuster les longeur de purge, de gérer les objets avec des sous partie, pas de multiplateau, ... ) donc peut-être regarder pour utiliser OrcaSlicer. ( Mais pour le profil là, je ne sais pas encore sur quoi on part pour le faire sans trop se prendre la tête ... ) Aussi, il semblerait que les firmwares ( machine et ACE ) sont encore un poil en version beta et avec des petites instabilités ( un message d'un utilisateur sur le groupe Facebook https://www.facebook.com/groups/kobra3printer qui parle qu'il a eu besoin de faire un reboot de l'ensemble car l'ACE ne chargé pas la bobine qu'on lui demandait ... )1 point
-
Il me semble que oui, mais c'est un paramètre avec un nom du genre "nombre de parois de la couche supérieur" ( bien être en mode "Expert" ou "All" en visibilité des paramètres ) Il est possible que tu sois en légère sur-extrusion pour le filament utilisé et cela s'accumule… donc dans le profil filament réduire le "débit" de disons 2 voir 5 % Sinon éventuellement regarder pour activer le Z-Hop ( levage Z) sur les déplacements sans extrusion.1 point
-
Effectivement ils ont bidouillé à mort pour leur écran j'ai l'impression, c'est les commandes M117 que l'écran aime pas, il faut remettre celles d'origine comme cela : [gcode_macro UNLOAD_FILAMENT] description: Unload Filament gcode: SCREEN_LED_ON R=0 O=1 W=0 M117 unload_filament heating completed! G91 G1 E10 F300 G1 E-50 F300 G90 SET_STEPPER_ENABLE STEPPER=extruder ENABLE=0 M117 unload_filament done! SCREEN_LED_ON R=0 O=0 W=1 La maj 1.0.2.3 n'apporte que de simple correctifs.1 point
-
effectivement. Avant de déclarer le lecteur de carte µSD HS , est-ce que tu peux fournir le fichier Gcode (compressé / zippé) qui plante au bout de quelques minutes?1 point
-
Sur le forum pour les perles, il n'y a pas que les membres qui en font, cette pub pour des conférences chaudes !!!
 1 point
1 point -
Pour un simple bouchage ça fait quand même beaucoup de démontage, faut avoir fait mécanique supérieur1 point
-
J'utilise cette macro moi pour ça : [gcode_macro UNLOAD_FILAMENT] description: Unload Filament gcode: M117 UNLOADING FILAMENT START! G91 G1 E10 F300 G1 E-50 F300 G90 SET_STEPPER_ENABLE STEPPER=extruder ENABLE=0 M117 UNLOADING FILAMENT DONE!1 point
-
Une nouvelle vidéo avec une vue plus détaillée.1 point
-
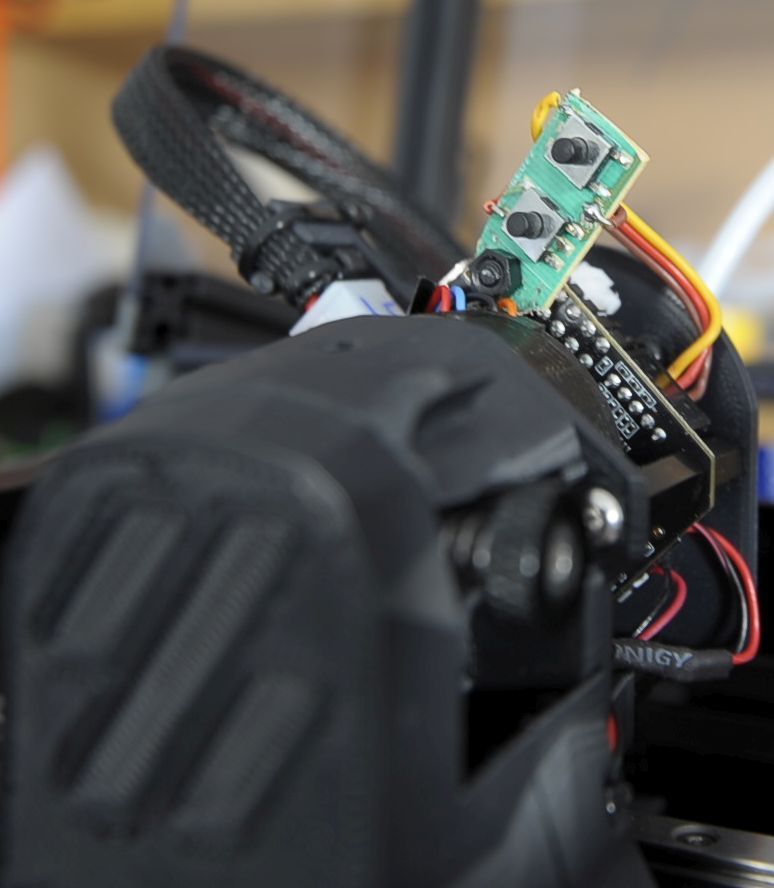
Pour clore le sujet sur le détecteur de filament, j'ai lu, en cherchant autre chose, que par défaut klipper met 7mm de detection_length. Je viens pour autre chose, une petite bidouille pour simplifier la vie. Lors des essais du détecteur de filament de l'Orbiter 2 j'avais beaucoup apprécié le petit bouton, judicieusement placé juste à coté de l'entrée du filament, qui déclenche la macro LOAD_FILAMENT. J'ai laissé tomber ce dispositif peu fiable mais l'idée me trottais dans la tête. En fouillant dans mon fourbi j'ai dégotté des cartes d'un vieux synthé. J'en ai découpé deux bouts avec chacun deux inters et je les ai installé ici : Pendant que j'étais lancé j'ai équipé la 0.2 et la 2.4. Un bouton charge le filament l'autre le décharge. C'est extrêmement pratique et ergonomique, faute d'être esthétique. Je voulais d'abord valider, je vais maintenant réfléchir à comment intégrer ça de façon un peu plus élégante. Et cerise sur le gâteux j'ai enfin trouvé une utilité à la led de la tête sur la 2.4 et du portique sur la 0.2. Elle s'allume en rouge durant le processus d’exécution des macros et en vert à la fin, très pratique. Voici les commandes, rien de spécial, à adapter ne fonction de vos configurations. A noter par ailleurs que BTT a sortit un petit clavier HBB à 7 touches. On peut faire la même chose que ma bidouille mais extérieur et USB
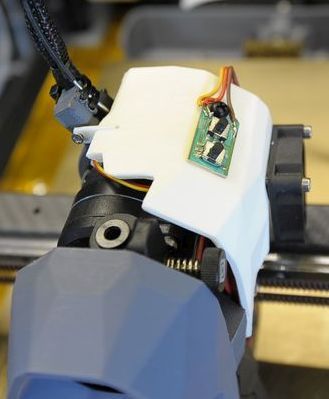
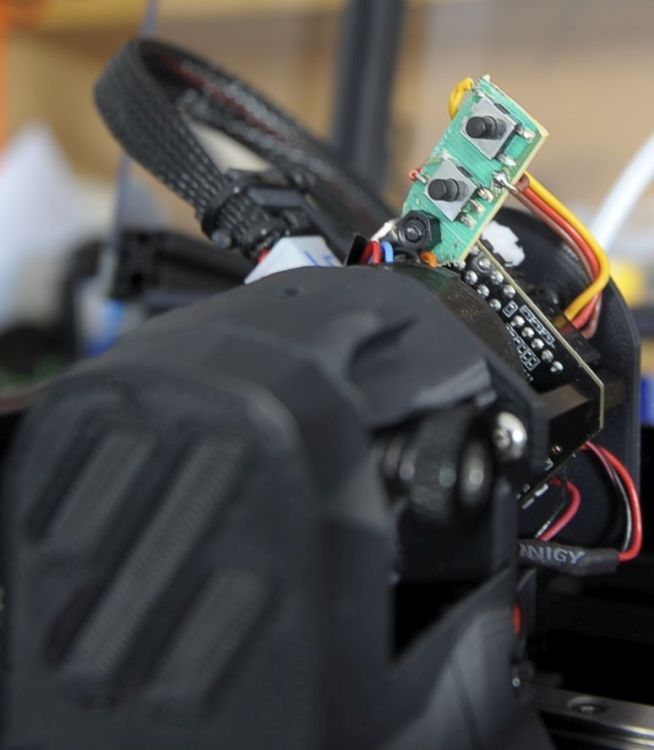 1 point
1 point -
En fait, le slicer limite les vitesses de déplacement lors de l'impression pour ne pas dépasser la MVS qui est dans les paramètres du filament. Sauf que, il faut d'abord que les vitesses saisies dans les paramètres d'impression soient suffisamment élevées pour atteindre le MVS. Dans mon cas, pour pouvoir atteindre la MVS de 30 mm/s paramètre pour mon PETG, j'ai modifié les profils de vitesse Ainsi j'atteins les 30 mm3/s sur les infills et inner perimeters. Pas trop touché aux autres vitesses pour garder la qualité d'impression. Evidemment avec une buse plus grosse que 0,4 mm, les vitesses ne seraient pas aussi élevées. Ne pas oublier que le débit max de l'extrudeur est de 35 mm3/s dans tous les cas. Donc ne pas monter au dessus.
 1 point
1 point -
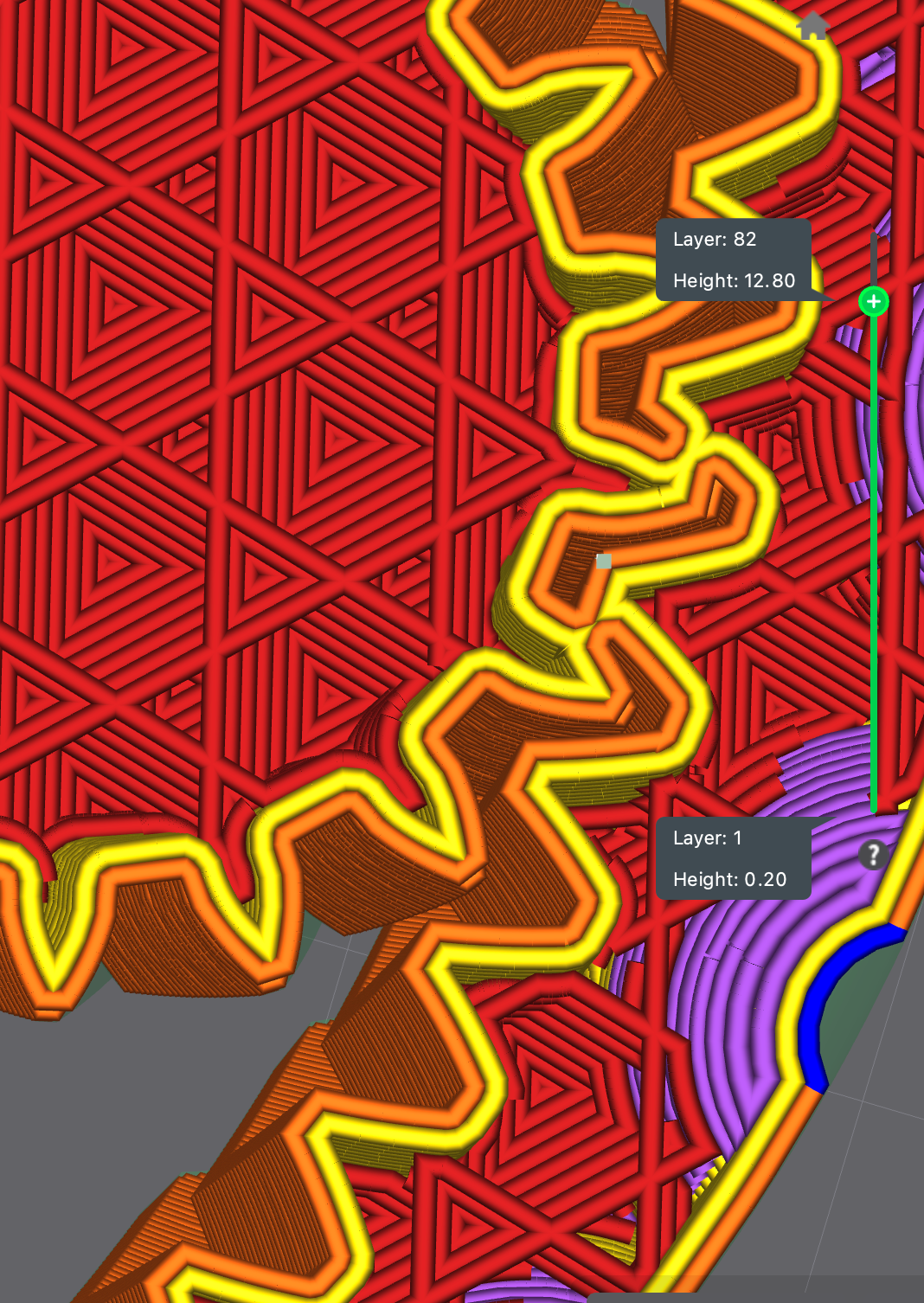
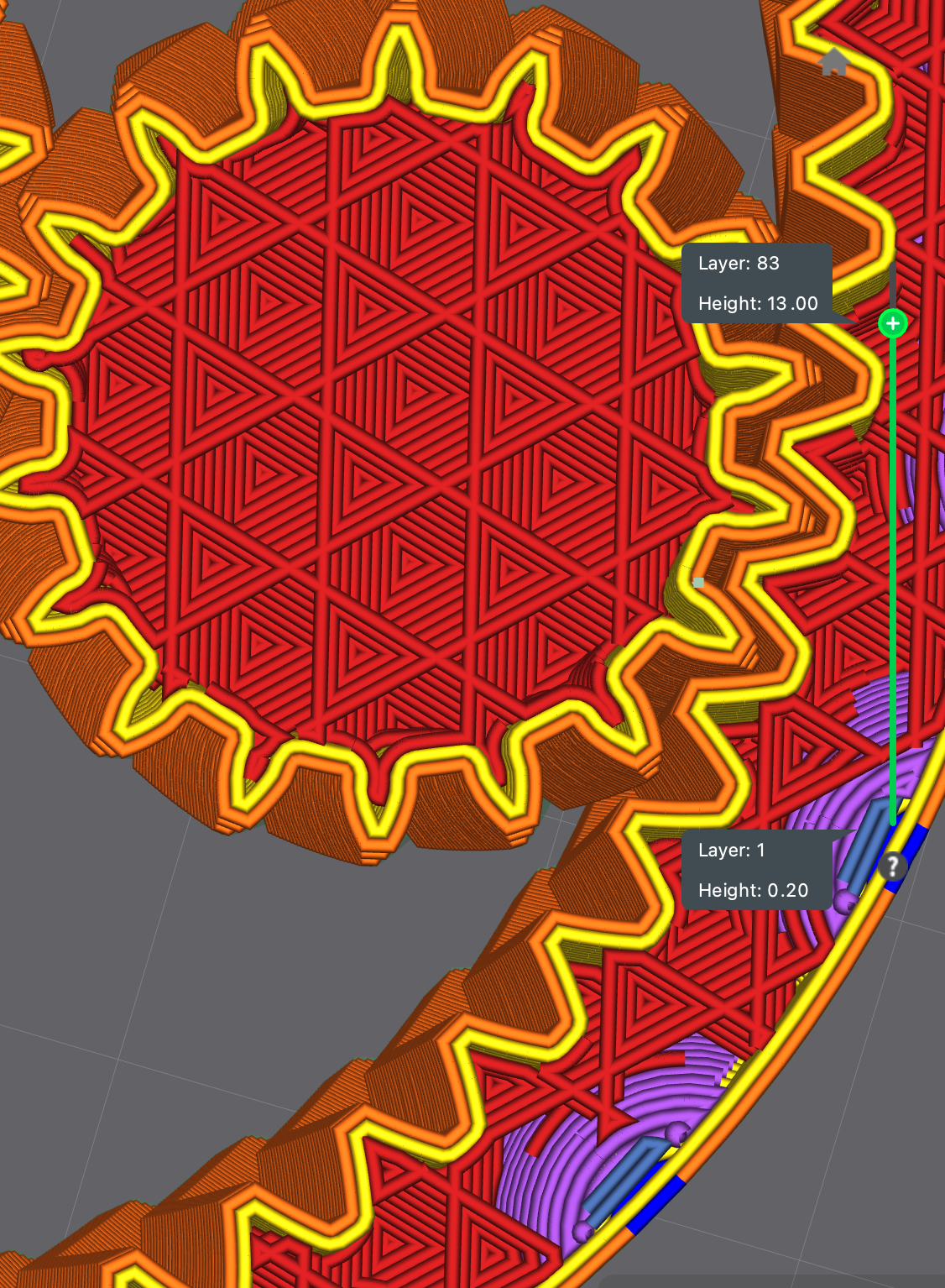
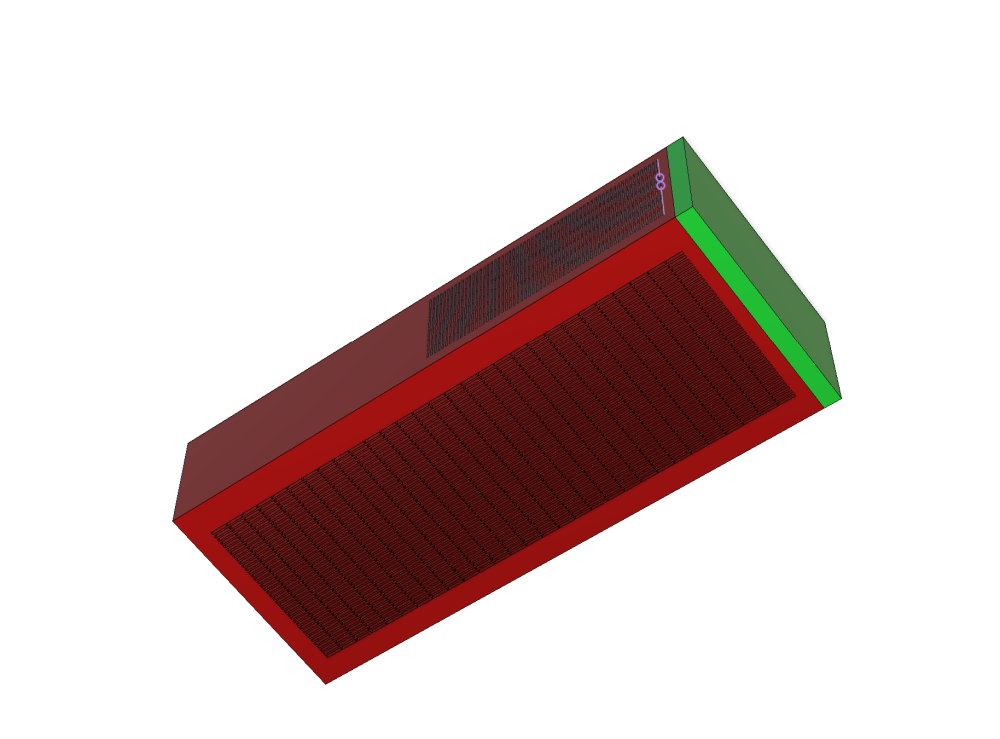
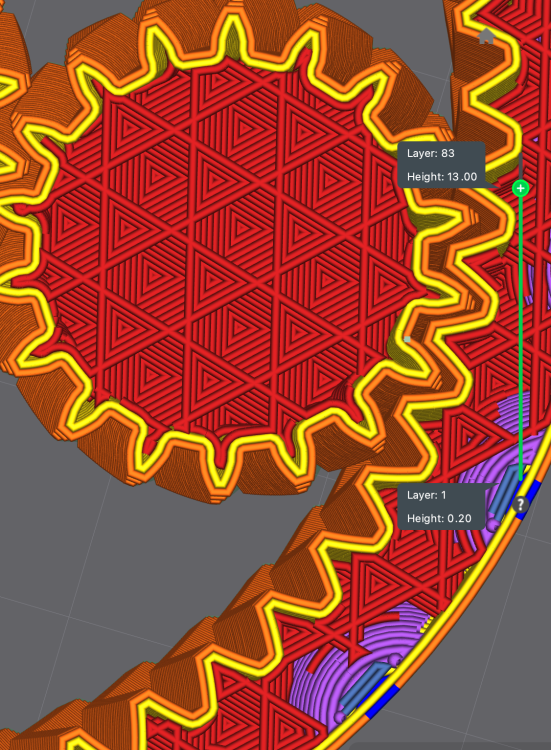
Hello, Juste pour info : J'ai fait quelques tests avec le gear spinner qui ne bougeai pas chez moi ni dans le test paru sur le site. C'est bien un problème lié aux paramètres de précision : le paramètre "slice gap closing radius" qui d'après ce que j'ai compris, comble automatiquement les "angles" inférieurs a une certaine dimension. En baissant cette valeur, ont voit bien le résultat sur la pièce : Avant : Après : Le résultat sur la pièce imprimée fut immédiat : les pièces composant ce modèles tournent et s'articulent maintenant correctement entre elles. Bonne nouvelle donc puisque l'un des reproches que l'on fait aux imprimantes de la série K1 par rapport aux banbuLab est souvent lié à la leurs précision. ce constat est donc en partie imputable aux paramètres par défaut du slicer et non aux machine en elle-mêmes.
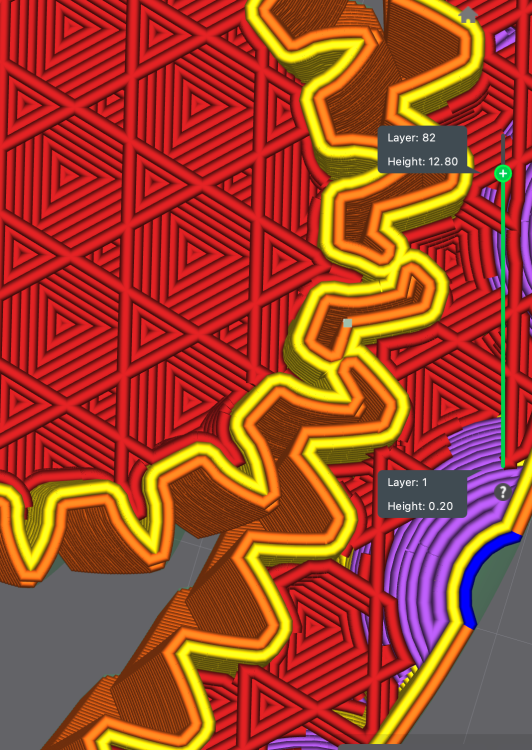
 1 point
1 point -
Pour les informaticiens, VMWARE Workstation et Fusion est désormais gratuit pour usage personnel, après inscription à renouveler annuellement. A ajouter à la panoplie d'utilitaires de virtualisation comme Virtualbox Bon plan, trouvé via ma lecture quotidienne de Korben : https://korben.info/vmware-workstation-fusion-gratuits-usage-personnel.html En plus de participer de temps temps à des projets de financement participatif (crowdfounding), je suis abonné au magazine «Make» qui propose un «bundle» de livres (PDF / EPUB), en anglais par contre, qui pourrait en intéresser quelques uns (15 livres pour minimum ≃ 17€). Attention, cette campagne se termine bientôt (moins de 5 jours (dimanche 19 mai 2024)) : Pour en profiter (ou pas) : https://www.humblebundle.com/books/electronics-and-design-for-entrepreneurs-make-books?view=6tk0CRI0sOht1 point
-
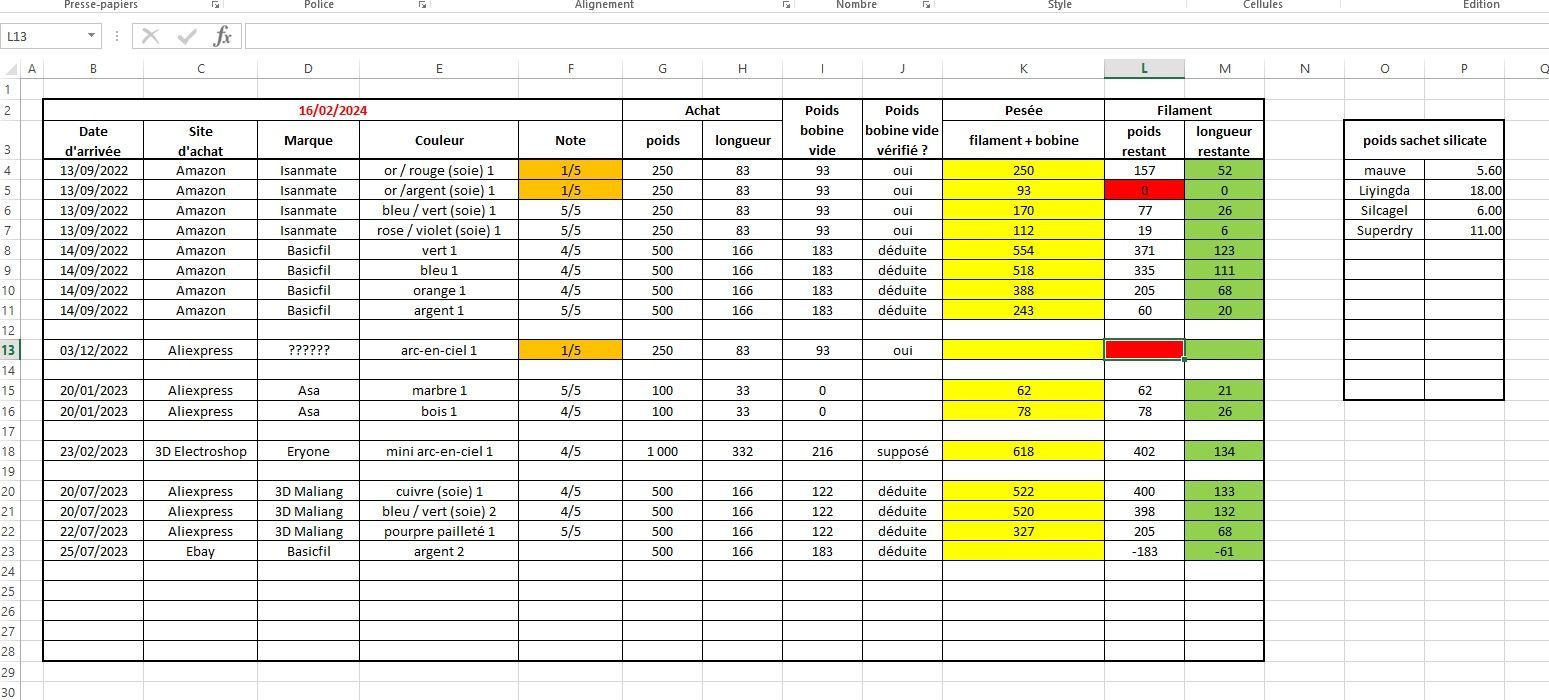
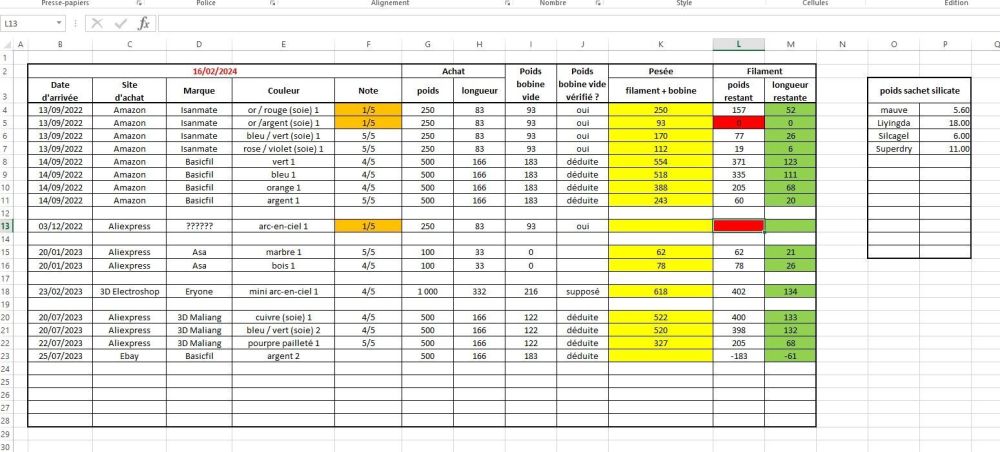
Un autre lien utile : https://www.filimprimante3d.fr/pages/longueur-des-filaments Je me suis fait un petit fichier excel avec mes bobines, assez juste pour savoir si j'ai assez de filament de la même couleur pour imprimer l'objet sans arrêt.
 1 point
1 point -
Salutation ! Il y a https://docarti.3d-hub.fr/poids-et-dimensions-des-bobines-de-filament-vides/ mais il n'y a pas tout ... a cette date1 point
-
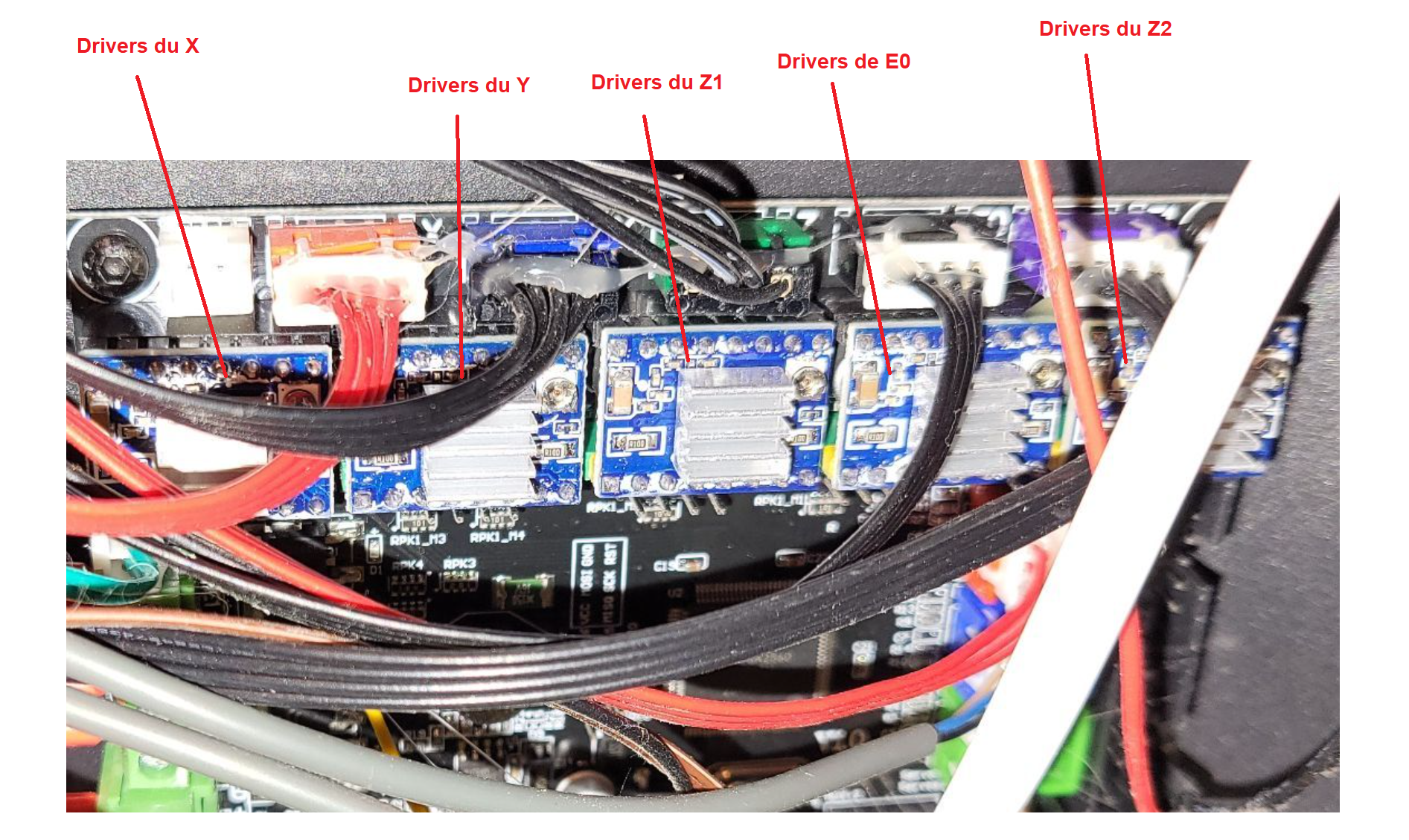
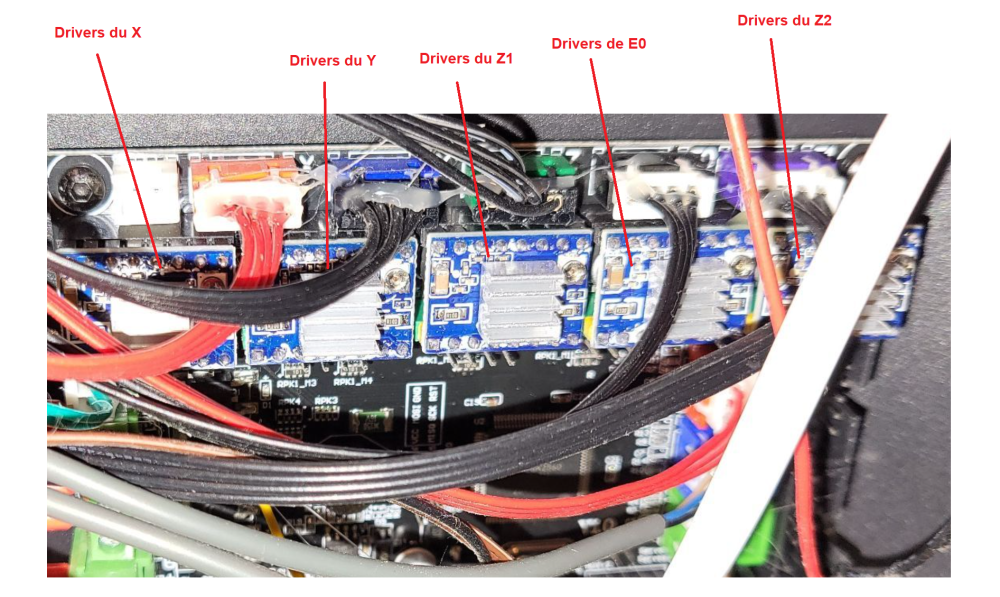
Salut, J'ai répondu à un autre de tes postes ou tu demandais à quoi ressemble un drivers, je t'ai mis une photo d'un drivers en réponse dans ce post. Quand tu regardes la photo de ta carte mère, les drivers ce sont les petits circuits électroniques avec un radiateur sur le dessus de la puce qui commande les moteurs. Sur une X1 tu en a 5 (1 pour le Y, 1 pour le X, 2 pour les Z et le dernier E pour l'extrudeur, il sont repérés par leurs lettres respectives sur la sérigraphie de la carte mère. Aldo Salut voici identification des drivers. Aldo
 1 point
1 point -
@falco62 le fichier de 3dprintbeginner est un bonne base celui donner par Zultirock, après perso sur la X2 ou toutes cartésienne avec plateau reglable par vis tu peux aussi ajouter la fonction Bed_screws_adjust qui permet d'activer la fonction assister pour le reglager manuelle du plateau , ce te met les valeurs des position des vise pour un bed de X2 [bed_screws] screw1: 50,50 screw1_name: front left screw2: 250,50 screw2_name: front right screw3: 250,250 screw3_name: back right screw4: 50,250 screw4_name: back left speed: 100.0 [screws_tilt_adjust] screw1: 23,63 screw1_name: front left screw2: 223,63 screw2_name: front right screw3: 223,263 screw3_name: back right screw4: 23,263 screw4_name: back left speed: 100.0 screw_thread: CW-M51 point
















.jpg.a45ccfdf159e47f2db218070090a2e55.jpg)


.jpg.566f5ffaab9b64d6be7560faba9301e6.jpg)
.jpg.fb34735d1443150df1a48002479470ca.jpg)
.jpg.26bc75703a962c306e9093b1d64ffa23.jpg)
.jpg.55d30cefb718bff723dc025e835b55cb.jpg)